manual de propiedades de los materiales
TRANSCRIPT
Página 1 de 79
PROPIEDADES DE LOS MATERIALES
GUÍA DEL PROFESOR
SECRETARÍA DE EDUCACIÓN PÚBLICA
SUBSECRETARÍA DE EDUCACIÓN SUPERIOR E INVESTIGACIÓN CIENTÍFICA
SUBSISTEMA DE UNIVERSIDADES TECNOLÓGICAS
COORDINACIÓN GENERAL DE UNIVERSIDADES TECNOLÓGICAS
Página 2 de 79
PRESENTACIÓN DE LA ASIGNATURA
El mundo moderno exige que el Técnico Superior Universitario en tenga el
conocimiento de los materiales que le rodean, en este sentido hablamos de los
materiales que el hombre a tomado de la naturaleza y los ha transformado para hacer
de ellos productos útiles para la humanidad. Sabemos que el TSU esta obligado a
conocer una amplia gama de materiales como lo son: polímeros.ceramicos, materiales
ferrosos y no ferros, materiales compuestos y semiconductores así como su
clasificación,características,propiedades usos y aplicaciones de estos.
Es necesario que el TSU en el área de artes graficas conozca las pruebas destructivas y
no destructivas, pues esto permite al TSU desarrollar sus técnicas de mantenimiento
de mejor manera.
Esta asignatura llamada estructura y propiedades de los materiales es importante
para las artes gráficas ya que los alumnos adquieren conocimientos que son
indispensables en la toma de decisiones relacionadas con la selección, el uso y la
aplicación de materiales. Así mismo es un curso introductorio con la idea general de
dar a comprender la relación existente entre estructura, propiedades y aplicación de
lo materiales.
Página 3 de 79
ÍNDICE
CONTENIDO
UNIDAD I
Clasificacion,características,propiedades,usos y aplicaciones de los
materiales
Temas
Metales Ferrosos y no ferrosos Polímeros Cerámicos
Materiales Compuestos Materiales semiconductores UNIDAD II Pruebas destructivas .
Temas
Ensayos de tensión y compresión
Ensayos de dureza
Ensayos de impacto
UNIDAD III Pruebas no destructivas, Temas Ensayos de ultrasonido. Ensayos de líquidos penetrantes. Ensayos de rayos x. Ensayos de partículas magneticas.
Página 4 de 79
UNIDAD I
CLASIFICACION USO Y PROPIEDADES DE LOS MATERIALES
El propósito de la primer unidad de la asignatura de Estructura y Propiedades de los
Materiales es identificar los diferentes tipos de materiales. sus usos y aplicaciones de
los materiales.
Objetivo del aprendizaje
El alumno conocerá la clasificación sus y aplicaciones de los diferentes tipos de los
materiales como son los materiales ferrosos i no ferrosos, polímeros cerámicos
compuestos y semi conductores.
Describir las características y propiedades de los metales ferrosos y no ferrosos, mediante su simbología y normas aplicables. Definir las características y propiedades de los polímeros: - Termoplásticos - Termofijos - Elastómeros. Definir las características y propiedades de los cerámicos: - Conductividad eléctrica - Conductividad térmica. Definir las características y propiedades de los materiales compuestos: - Dureza -Tensión - Compresión Definir las características y propiedades de los materiales semiconductores: - Conductividad eléctrica - Fragilidad

Página 5 de 79
INTRODUCCION A LAS PROPIEDADES DE LOS
MATERIALES
Objetivo de Aprendizaje: Clasificar los tipos de materiales sólidos
Tipos de materiales
Los materiales se clasifican en cinco grupos: metales, cerámicos, polímeros, semiconductores, y materiales compuestos (tabla 1.1). Los materiales de cada uno de estos grupos poseen estructuras y materiales distintas.
Metales Los metales y sus aleaciones, incluyendo acero, aluminio, magnesio, zinc, hierro fundido, titanio, cobre y níquel, generalmente tiene como característica una buena conductividad eléctrica y térmica, una resistencia relativamente alta, una alta rigidez, ductilidad o conformidad y resistencia al impacto. Son particularmente útiles en aplicaciones estructurales o de carga. Aunque en ocasiones se utilizan metales puros, las combinaciones de metales conocidas como aleaciones proporcionan mejoría en alguna propiedad particularmente deseable o permite una mejor combinación de materiales.
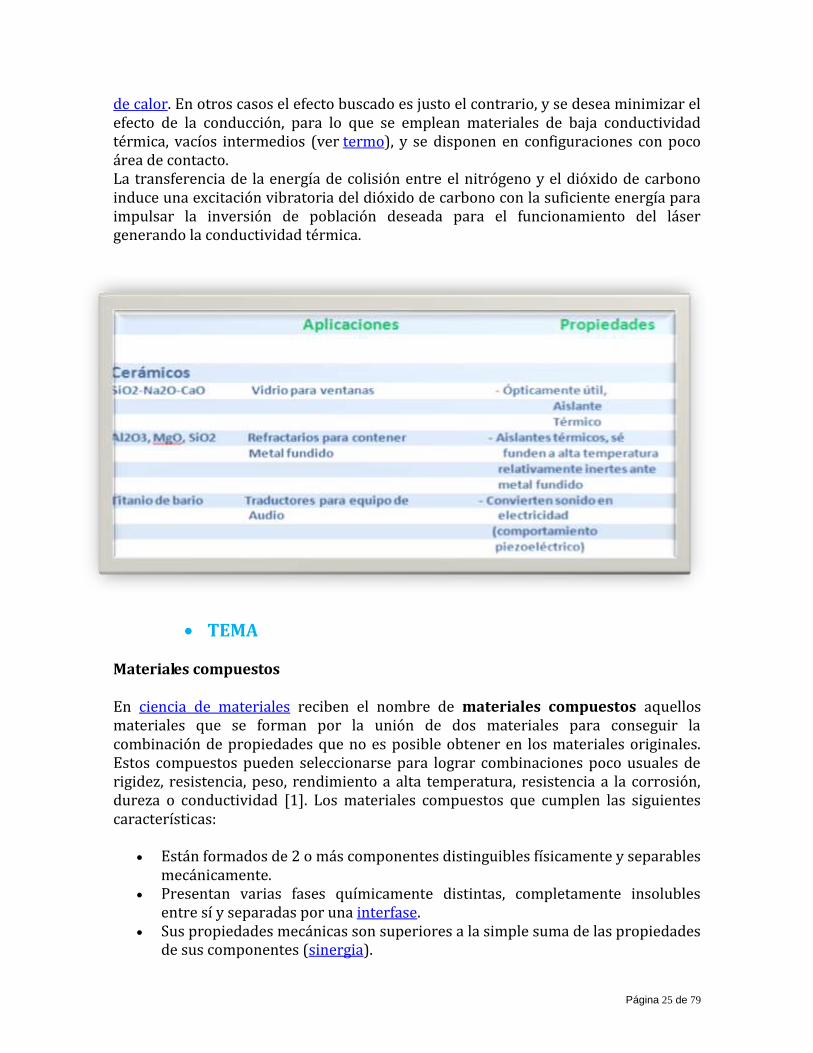
TABLA Ejemplos, aplicaciones y propiedades representativas de cada familia de materiales.
Aplicaciones Propiedades
Metales Cobre Alambre conductor eléctrico - Alta conductividad Eléctrica, buena formalidad Hierro fundido gris Bloques para motor de auto. - Maleable, maquinable, absorbe vibraciones Aleaciones de acero Llaves - Endurecida de madera Significativa mediante tratamientos térmicos Cerámicos SiO2-Na2O-CaO Vidrio para ventanas - Ópticamente útil, Aislante Térmico
Página 6 de 79
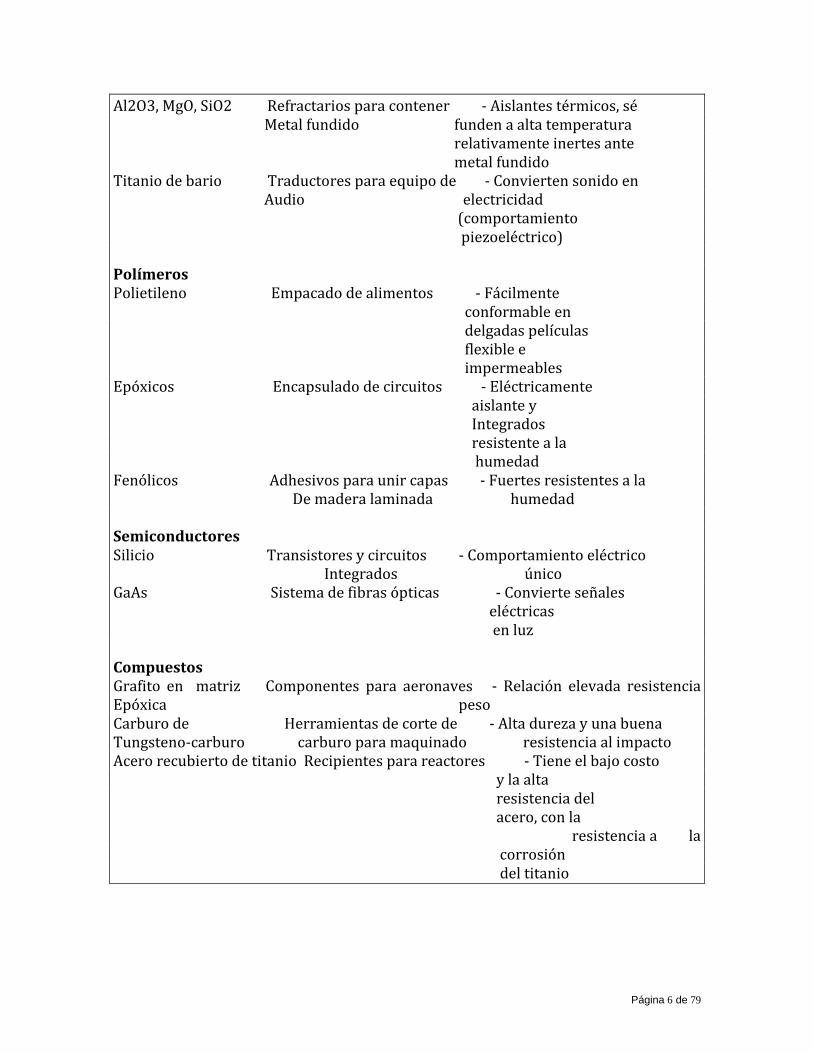
Al2O3, MgO, SiO2 Refractarios para contener - Aislantes térmicos, sé Metal fundido funden a alta temperatura relativamente inertes ante metal fundido Titanio de bario Traductores para equipo de - Convierten sonido en Audio electricidad (comportamiento piezoeléctrico) Polímeros Polietileno Empacado de alimentos - Fácilmente conformable en delgadas películas flexible e impermeables Epóxicos Encapsulado de circuitos - Eléctricamente aislante y Integrados resistente a la humedad Fenólicos Adhesivos para unir capas - Fuertes resistentes a la De madera laminada humedad Semiconductores Silicio Transistores y circuitos - Comportamiento eléctrico Integrados único GaAs Sistema de fibras ópticas - Convierte señales eléctricas en luz Compuestos Grafito en matriz Componentes para aeronaves - Relación elevada resistencia Epóxica peso Carburo de Herramientas de corte de - Alta dureza y una buena Tungsteno-carburo carburo para maquinado resistencia al impacto Acero recubierto de titanio Recipientes para reactores - Tiene el bajo costo y la alta resistencia del acero, con la
resistencia a la corrosión del titanio
Página 7 de 79
Cerámicos. El ladrillo, el vidrio, la porcelana, los refractarios y los abrasivos tienen
baja conductividad eléctrica y térmica, y a menudo son utilizados como aislantes. Los cerámicos son fuertes y duros, aunque también muy frágiles y quebradizos. Las nuevas técnicas de procedimiento de procesamiento han conseguido que los cerámicos sean lo suficientemente resistente a la fractura para que puedan ser utilizados en aplicaciones de carga, como los impulsores en motores de turbina.
Polímeros. Producidos mediante un proceso conocido como polimerización, es decir, creando grandes estructuras moleculares a partir de moléculas orgánicas, los polímeros incluyen el hule, los plásticos y muchos tipos de adhesivos. Los polímeros tienen baja conductividad eléctrica y térmica, reducida resistencia y no son adecuadas para utilizarse a temperaturas elevadas. Los polímeros termoplásticos, en los cuales las largas cadenas moleculares no están conectadas de manera rígidas, tienen buena ductilidad y conformabilidad; Los polímeros termoestables son más resistentes, aunque más frágiles porque las cadenas moleculares están fuertemente enlazados. Los polímeros se utilizan en muchas aplicaciones, incluyendo dispositivos electrónicos. Semiconductores. Aunque el silicio, el germanio y una variedad de compuestos como
el GaAs son muy frágiles, resultan esenciales para aplicaciones electrónicas, de computadoras y de comunicaciones. La conductividad eléctrica de estos materiales pueden controlarse para su uso en dispositivos electrónicos como transistores, diodos y circuitos integrados. La información hoy en día se transmite por luz a través de sistemas de fibras ópticas; Los semiconductores, convierten las señales eléctricas en luz y viceversa, son componentes esenciales de estos sistemas.
Materiales compuestos. Los materiales compuestos forman a partir de dos o más materiales, produciendo propiedades que no se encuentran en ninguno de los materiales de manera individual. El concreto, la madera contrachapada y la fibra de vidrio son ejemplos típicos –aunque algo burdos- de materiales compuestos. Con materiales compuestos podemos producir materiales ligeros, fuertes, dúctiles, resistentes a altas temperaturas, o bien, podemos producir herramientas de cortes duras y a la vez resistentes al impacto, que de otra manera se harían añicos. Los vehículos aéreos y aerospaciales modernos dependen de manera importante de materiales compuestos como los polímeros reforzados de fibra de carbono.
Página 8 de 79
TEMA METALES FERROSOS Y NO FERROSOS El trabajo consiste en el desarrollo de diversos tipos de informaciones acerca del material tratado, como lo son, sus características principales, sus usos, aplicaciones, propiedades, además hablaremos de las medidas utilizadas en dicho material para la protección del medio ambiente. Definición: Los metales no ferrosos incluyen a todos los metales excepto al hierro. Su utilización no es tan masiva como los productos férreos (acero, hierro, fundición), pero tienen una gran importancia en la fabricación de gran cantidad de productos. Propiedades: Los metales no ferrosos y sus aleaciones, son en general resistentes a la corrosión atmosférica y la oxidación. Pero no es esta la única buena cualidad, que los hace recomendables para muchas aplicaciones, sino también la facilidad con que se moldean y mecanizan; la elevada resistencia mecánica en relación a su peso de algunas aleaciones; la gran conductividad térmica y eléctrica, y también su bella terminación desde el punto de vista decorativo.
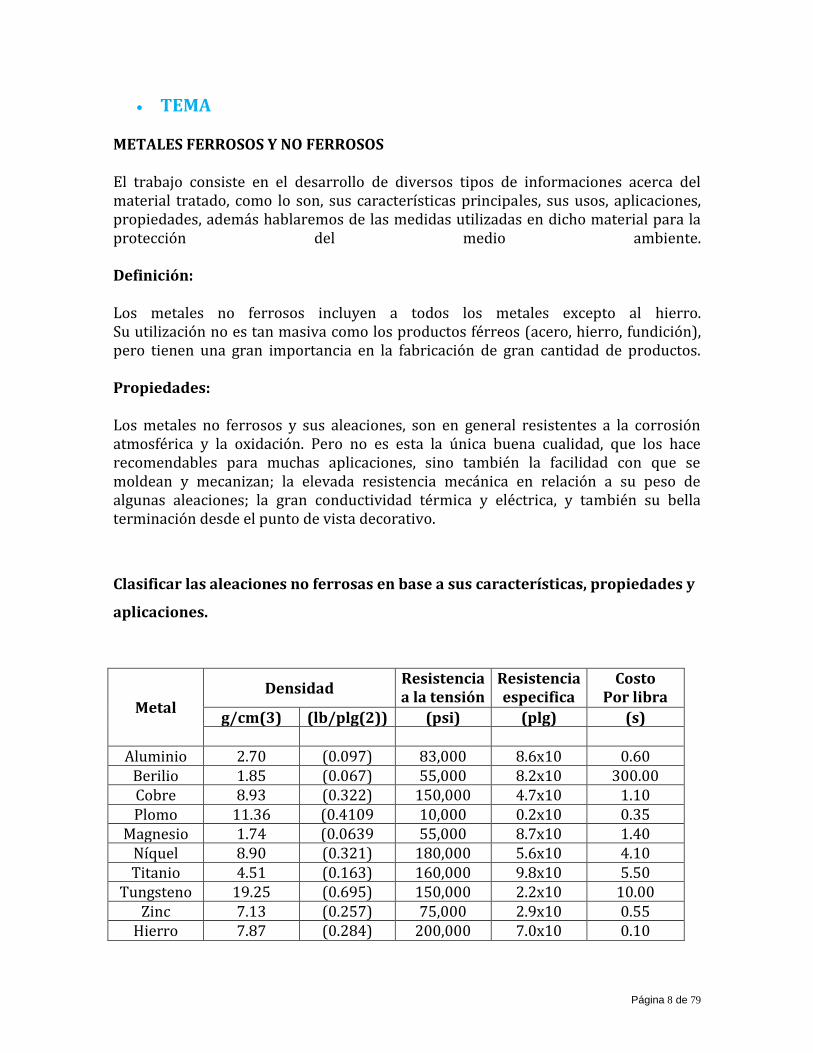
Clasificar las aleaciones no ferrosas en base a sus características, propiedades y
aplicaciones.
Metal Densidad
Resistencia a la tensión
Resistencia especifica
Costo Por libra
g/cm(3) (lb/plg(2)) (psi) (plg) (s)
Aluminio 2.70 (0.097) 83,000 8.6x10 0.60 Berilio 1.85 (0.067) 55,000 8.2x10 300.00 Cobre 8.93 (0.322) 150,000 4.7x10 1.10 Plomo 11.36 (0.4109 10,000 0.2x10 0.35
Magnesio 1.74 (0.0639 55,000 8.7x10 1.40 Níquel 8.90 (0.321) 180,000 5.6x10 4.10 Titanio 4.51 (0.163) 160,000 9.8x10 5.50
Tungsteno 19.25 (0.695) 150,000 2.2x10 10.00 Zinc 7.13 (0.257) 75,000 2.9x10 0.55
Hierro 7.87 (0.284) 200,000 7.0x10 0.10
Página 9 de 79
Clasificación de los Metales Ferrosos En la Argentina el encargado de ordenar y clasificar los metales y aleaciones es el Instituto Argentino de Normalización (IRAM). Según la norma IRAM-IAS/v500-600. Los aceros se establecen según su correspondiente composición química (al carbono y
aleados para construcciones mecánicas). La designación de los aceros según su
composición química se realiza para los aceros al carbón y aleados con la palabra "IRAM" seguida de un numero de cuatro cifras y para algunos aceros aleados, de un
numero de cinco cifras. Las dos primeras cifras indican el tipo de acero.
Las dos últimas para el numero de cuatro cifras y las tres cifras para el numero de cinco
cifras marcan el valor medio aproximado de los limites de contenido de carbono
expresado en centésimas por ciento.
Las letras B o L intercaladas luego de las dos primeras cifras indican el contenido de Boro o Plomo respectivamente. La norma IRAM emplea, a tal fin, números compuestos de cuatro o cinco cifras, según los casos, cuyo ordenamiento caracteriza o individualiza un determinado acero.
El significado de dicho ordenamiento es el siguiente:
Primera cifra1 caracteriza a los aceros alcarbono
Primera cifra2 caracteriza a los aceros alníquel
Primera cifra3 caracteriza a los aceros alcromo-ní quel
Primera cifra4 caracteriza a los aceros alm olibdeno
Primera cifra5 caracteriza a los aceros alc rom o
Primera cifra6 caracteriza a los aceros alcromo-va nadio
Primera cifra7 caracteriza a los aceros altungsteno
Primera cifra9 caracteriza a los aceros alsili cio- manganeso Aclaramos que, si bien la primera cifra (elemento que le da su nombre a la aleación de acero) y las dos últimas (tenor de carbono) cumplen casi rigurosamente con lo indicado precedentemente, no ocurre lo mismo con la intermedia (segunda y tercera si son cinco), debido a que por necesidad o conveniencia se las elige, algunas veces, enforma arbitraria y de manera que el número completo defina perfectamente a un tipo de acero.
Página 10 de 79
En la clasificación IRAM se han determinado a los metales de mayor uso; es por ello
que los aceros al carbono sólo tienen designación convencional para aquellos de hasta
1 % y los cuaternarios (Cr-Ni, Cr-Mo, etc.) y complejos (Cr-Ni-Mo, etc.) no
responden en sus números, a los vistos, como se verifica en la tabla y ejemplos
siguientes. Escuela Politécnica Gral. Manuel Belgrano CLASIFICACIÓN IRAM. Los metales no ferrosos se clasifican en tres grupos: Pesados: son aquellos cuya densidad es igual o mayor de 5 kg/dm³, Ligeros: su densidad esta comprendida entre 2 y 5 kg/dm³. Ultraligeros: su densidad es menor de 2 kg/dm³. CLASIFICACIÓN IRAM Al Carbono
Comunes o no aleados 10xx Corte rápido 11xx Manganeso
1,75 % Mn 13xx Cromo-Níquel
1,25 % Ni; 0,65-0,80 % Cr 31xx 3,5 % Ni; 1,55 % Cr 33xx Resistentes al calor y a la corrosión 303xx Molibdeno
0,25 % Mo 40xx Cromo-Molibdeno
0,5-0,95 % Cr; 0,20-0,25 % Mo 41xx Níquel-Molibdeno
1,55-1,8 % Ni; 0,2-0,25 % Mo 46xx 3,5 % Ni; 0,25 % Mo 48xx Níquel-Cromo-Molibdeno

Página 11 de 79
1,8 % Ni; 0,5-0,8 % Cr; 0,25 %Mo 43xx 0,55 % Ni; 0,5 % Cr; 0,2 %Mo 86xx 0,55 % Ni; 0,5 % Cr; 0,25 %Mo 87xx 3,25 % Ni; 1,2 % Cr; 0,12 %Mo 93xx 0,45 % Ni; 0,4 % Cr; 0,12 %Mo 94xx 0,55 % Ni; 0,17 % Cr; 0,2 %Mo 97xx 1 % Ni; 0,8 % Cr; 0,25 %Mo 98xx Cromo
Bajo Cr: 0,27 y 0,65 % Cr 50xx Bajo Cr: 0,8; 0,95 ó 1,05 % Cr 51xx Bajo Cr: 0,5 % Cr 501xx Mediano Cr: 1 % Cr 511xx Alto Cr: 1,45 % Cr 521xx Resistente al calor y a la corrosión 514xx 515xx Cromo-Vanadio
0,95 % Cr; 0,15 % mín V
Página 12 de 79
También los aceros pueden ser identificados mediante colores según la norma IRAM 658. Metales no ferrosos pesados: Estaño (Sn) Características: se encuentra en la casiterita; su densidad es de 7,28 kg/dm³, su punto de fusión alcanza los 231ºC; tiene una resistencia a la tracción de 5 kg/mm²; en estado puro tiene un color muy brillante, pero a temperatura ambiente se oxida y lo pierde; a temperatura ambiente es también muy maleable y blando, sin embargo en caliente es frágil y quebradizo; por debajo de −18ºC se empieza a descomponer convirtiéndose en un polvo gris, este proceso es conocido como peste del estaño; al doblarse se oye un crujido denominado grito del estaño. Aleaciones: las más importantes son el bronce (cobre + estaño) y las soldaduras blandas (plomo + estaño con proporciones de este entre el 25% y el 90%) Aplicaciones: sus aplicaciones más importantes son la fabricación de hojalata y proteger alacero contra la oxidación. Cobre (Cu): Características: se encuentra en el cobre nativo, la calcopirita, la calcosina, la malaquita y la cuprita;su densidad es de 8,9 kg/dm³; su punto de fusión de 1083ºC; su resistencia a la tracción es de 18kg/mm²; es muy dúctil, maleable, y posee una alta conductividad eléctrica y térmica. ALEACION: bronce (Cu + Zn) aplicaciones Grifos, tuerca y tornillosCUPRONIQUEL Cu + Ni (40 a 50%) Monedas y contactos eléctricos. Níquel (Ni): Características: su densidad es 8,85 kg/dm³; su punto de fusión es de 1450ºC; tiene un color plateado brillante y se puede pulir fácilmente, es magnético, es muy resistente a la oxidación y a la corrosión. Aplicaciones y aleaciones: Ni + Cr + acero: se emplea para aceros inoxidables En aparatos de la industria química En recubrimiento de metales por electrolisis Wolframio (W): Características: su densidad es 19 kg/dm³; su punto de fusión de 3370ºC Aplicaciones y aleaciones: Filamentos de bombillas incandescentes y fabricación de herramientas de corte para maquinas. Cobalto (Co): Características: su densidad es de 8,6 kg/dm³, su punto de fusión 1490ºC; tiene propiedades análogas al níquel pero no es magnético
Página 13 de 79
Aleaciones y aplicaciones: Reemplea para endurecer aceros para herramientas (aceros rápidos) y como elemento para la fabricación de metales duros (sinterización) empleados en herramientas de corte. Metales no ferrosos ligeros: Aluminio (Al): Características: se obtiene de la bauxita, su densidad es de 2,7 kg/dm³; su punto de fusión de660ºC; y su resistencia a la tracción de 10 kg/mm² (el doble si esta laminado o forjado); esmuy ligero e inoxidable; es buen conductor de la electricidad y del calor, pesa poco y es muymaleable y dúctil. Aleaciones y aplicaciones: Al + Mg Se emplea en aeronáutica y en automoción. Titanio (Ti): Características: se obtiene del rulito y de la limeñita; su densidad es de 4,45 kg/dm³; su punto de fusión 1800ºC; y su resistencia a la tracción de 100kg/mm²; es un metal blanco plateado que resiste mejor la corrosión y la oxidación que el acero; sus propiedades son análogas a las del acero con la propiedad que las conserva hasta los 400ºC Aleaciones y aplicaciones: Se emplea en la fabricación de estructuras y elementos de maquinas aeronáuticas (aleado con el 8% de aluminio); en la fabricación de herramientas de corte, aletas para turbinas y en forma de oxido y pulverizado par la fabricación de pinturas antioxidantes y para el recubrimientos de edificios. Metales no ferrosos ultraligeros: Magnesio(Mg): Características: se obtiene de la carnalita, dolomita y magnesita; su densidad es de 1,74kg/dm³; su punto de fusión de 650ºC; y su resistencia a la tracción de 18 kg/mm²; en estadoliquido o polvo es muy inflamable, tiene un color blanco parecido al de la plata, es maleable ypoco dúctil, es mas resistente que el aluminio Aplicaciones y aleaciones: Se emplea en estado puro, tiene pocas utilidades, excepto en la fabricación de productos pirotécnico y como desoxidante en los talleres de fundición de acero, también en aeronáutica.
Página 14 de 79
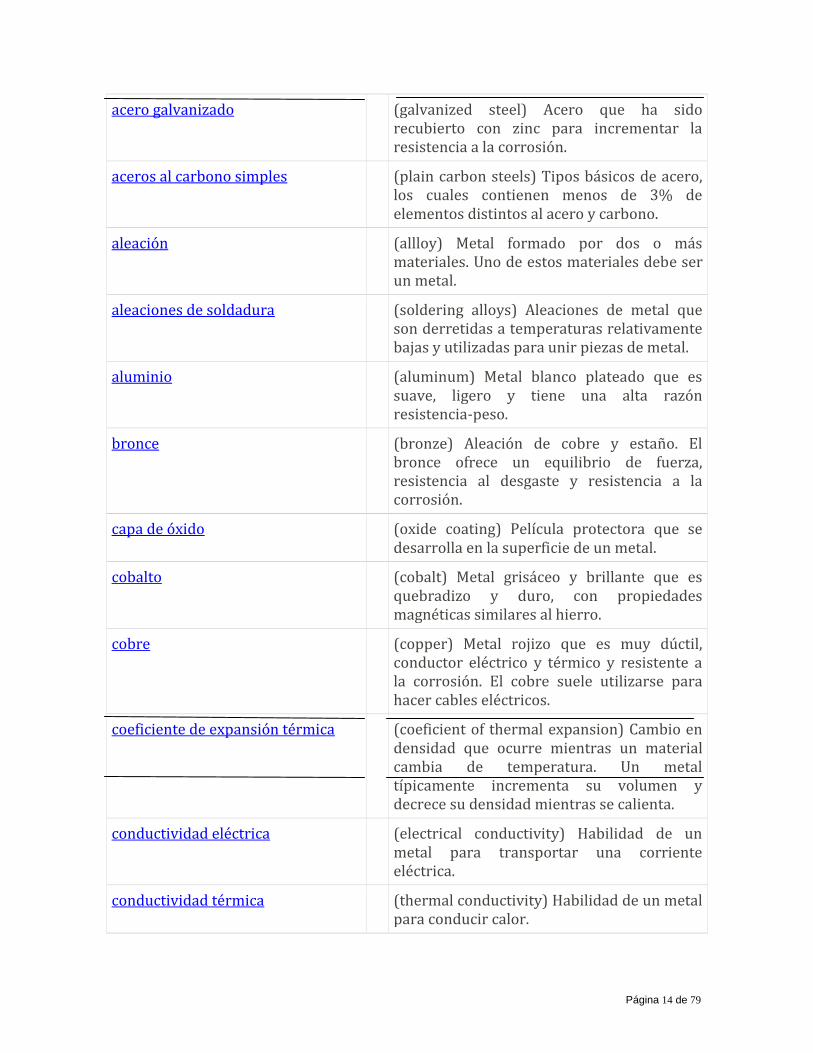
acero galvanizado (galvanized steel) Acero que ha sido recubierto con zinc para incrementar la resistencia a la corrosión.
aceros al carbono simples (plain carbon steels) Tipos básicos de acero, los cuales contienen menos de 3% de elementos distintos al acero y carbono.
aleación (allloy) Metal formado por dos o más materiales. Uno de estos materiales debe ser un metal.
aleaciones de soldadura (soldering alloys) Aleaciones de metal que son derretidas a temperaturas relativamente bajas y utilizadas para unir piezas de metal.
aluminio (aluminum) Metal blanco plateado que es suave, ligero y tiene una alta razón resistencia-peso.
bronce (bronze) Aleación de cobre y estaño. El bronce ofrece un equilibrio de fuerza, resistencia al desgaste y resistencia a la corrosión.
capa de óxido (oxide coating) Película protectora que se desarrolla en la superficie de un metal.
cobalto (cobalt) Metal grisáceo y brillante que es quebradizo y duro, con propiedades magnéticas similares al hierro.
cobre (copper) Metal rojizo que es muy dúctil, conductor eléctrico y térmico y resistente a la corrosión. El cobre suele utilizarse para hacer cables eléctricos.
coeficiente de expansión térmica (coeficient of thermal expansion) Cambio en densidad que ocurre mientras un material cambia de temperatura. Un metal típicamente incrementa su volumen y decrece su densidad mientras se calienta.
conductividad eléctrica (electrical conductivity) Habilidad de un metal para transportar una corriente eléctrica.
conductividad térmica (thermal conductivity) Habilidad de un metal para conducir calor.
Página 15 de 79
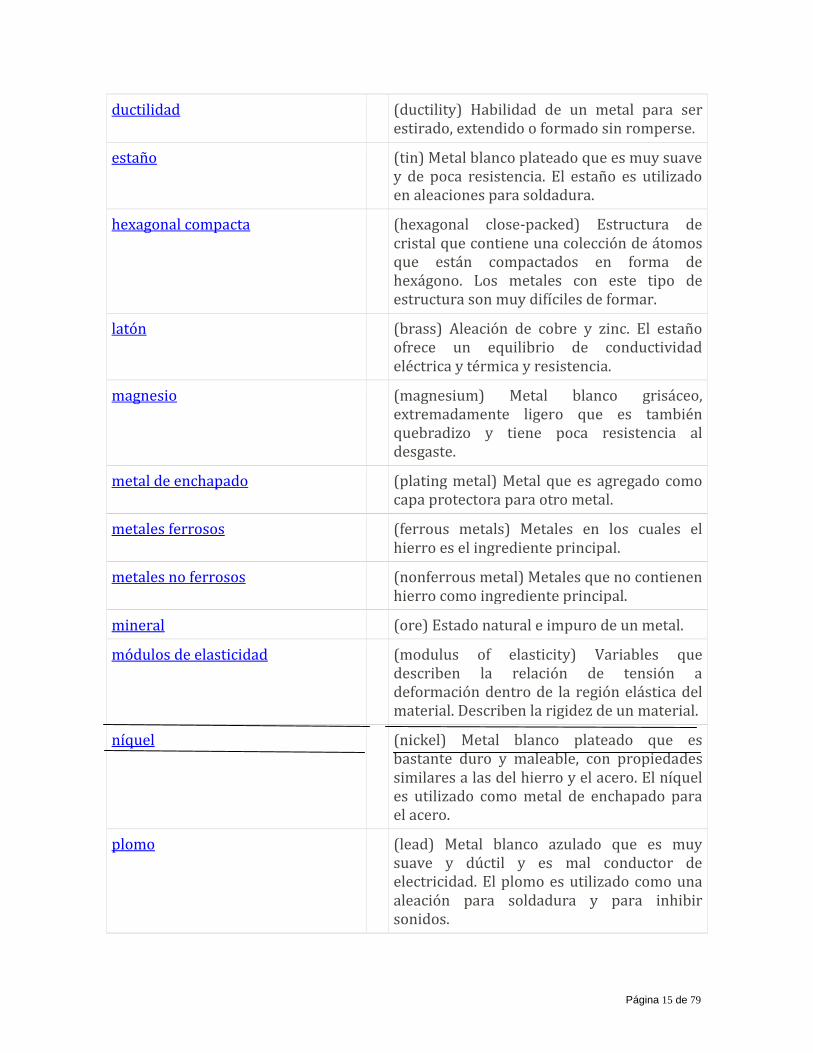
ductilidad (ductility) Habilidad de un metal para ser estirado, extendido o formado sin romperse.
estaño (tin) Metal blanco plateado que es muy suave y de poca resistencia. El estaño es utilizado en aleaciones para soldadura.
hexagonal compacta (hexagonal close-packed) Estructura de cristal que contiene una colección de átomos que están compactados en forma de hexágono. Los metales con este tipo de estructura son muy difíciles de formar.
latón (brass) Aleación de cobre y zinc. El estaño ofrece un equilibrio de conductividad eléctrica y térmica y resistencia.
magnesio (magnesium) Metal blanco grisáceo, extremadamente ligero que es también quebradizo y tiene poca resistencia al desgaste.
metal de enchapado (plating metal) Metal que es agregado como capa protectora para otro metal.
metales ferrosos (ferrous metals) Metales en los cuales el hierro es el ingrediente principal.
metales no ferrosos (nonferrous metal) Metales que no contienen hierro como ingrediente principal.
mineral (ore) Estado natural e impuro de un metal.
módulos de elasticidad (modulus of elasticity) Variables que describen la relación de tensión a deformación dentro de la región elástica del material. Describen la rigidez de un material.
níquel (nickel) Metal blanco plateado que es bastante duro y maleable, con propiedades similares a las del hierro y el acero. El níquel es utilizado como metal de enchapado para el acero.
plomo (lead) Metal blanco azulado que es muy suave y dúctil y es mal conductor de electricidad. El plomo es utilizado como una aleación para soldadura y para inhibir sonidos.
Página 16 de 79
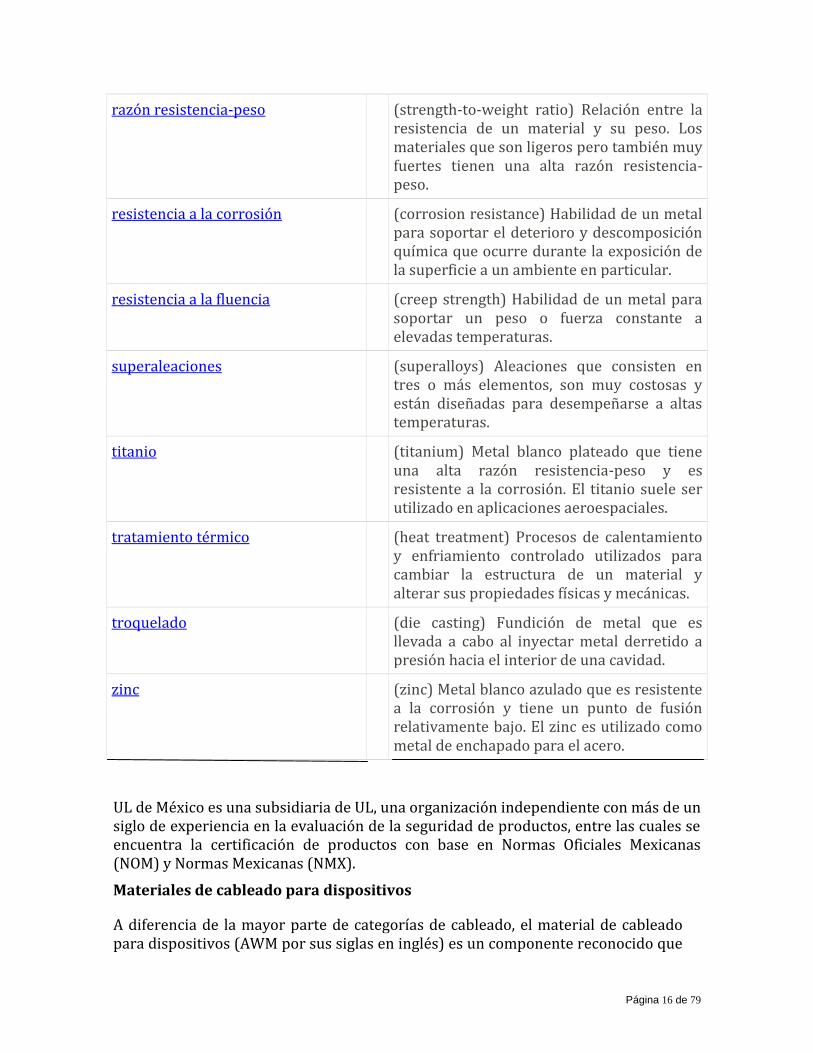
razón resistencia-peso (strength-to-weight ratio) Relación entre la resistencia de un material y su peso. Los materiales que son ligeros pero también muy fuertes tienen una alta razón resistencia-peso.
resistencia a la corrosión (corrosion resistance) Habilidad de un metal para soportar el deterioro y descomposición química que ocurre durante la exposición de la superficie a un ambiente en particular.
resistencia a la fluencia (creep strength) Habilidad de un metal para soportar un peso o fuerza constante a elevadas temperaturas.
superaleaciones (superalloys) Aleaciones que consisten en tres o más elementos, son muy costosas y están diseñadas para desempeñarse a altas temperaturas.
titanio (titanium) Metal blanco plateado que tiene una alta razón resistencia-peso y es resistente a la corrosión. El titanio suele ser utilizado en aplicaciones aeroespaciales.
tratamiento térmico (heat treatment) Procesos de calentamiento y enfriamiento controlado utilizados para cambiar la estructura de un material y alterar sus propiedades físicas y mecánicas.
troquelado (die casting) Fundición de metal que es llevada a cabo al inyectar metal derretido a presión hacia el interior de una cavidad.
zinc (zinc) Metal blanco azulado que es resistente a la corrosión y tiene un punto de fusión relativamente bajo. El zinc es utilizado como metal de enchapado para el acero.
UL de México es una subsidiaria de UL, una organización independiente con más de un siglo de experiencia en la evaluación de la seguridad de productos, entre las cuales se encuentra la certificación de productos con base en Normas Oficiales Mexicanas (NOM) y Normas Mexicanas (NMX).
Materiales de cableado para dispositivos
A diferencia de la mayor parte de categorías de cableado, el material de cableado para dispositivos (AWM por sus siglas en inglés) es un componente reconocido que
Página 17 de 79
se usa en los productos finales con marca UL Listed o Classified. Los cables AWM son componentes que se instalan o se suministran desde las fábricas en equipos completos que se envían para su investigación, y no se suelen utilizar en una instalación directa independiente de campo. La aceptación final del componente dependerá de su instalación y su uso con el equipo completo que se envíe a UL.
Cable LAN
UL verifica los productos de cable LAN de acuerdo con distintas normas del sector. Los fabricantes de productos que participen en alguno de los programas de ensayo de rendimiento de UL, deben establecer y mantener un programa de calidad que siga las directrices de garantía de normas reconocidas como la ISO 9002, de la serie ISO 9000 de la Organización internacional para la normalización.
Plomo y cadmio
UL ofrece tres opciones de análisis de calidad que se utilizan habitualmente para cumplir con los requisitos de las normativas medioambientales internacionales con respecto al plomo y al cadmio. Los ensayos de UL se basan en métodos establecidos por las normativas europeas y por la U.S. Environmental Protection Agency (EPA, Agencia norteamericana de protección medioambiental).
Cable de fibra óptica
UL realiza ensayos de los conductos y accesorios de instalación de cables de fibra óptica no conductores de conformidad con el Artículo 770 del National Electrical Code (Código eléctrico nacional), y de los cables de los sistemas de comunicación de conformidad con el Artículo 800 de dicho código. El listado incluye longitudes flexibles, secciones rígidas, codos, curvas y conexiones como juntas de dilatación, adaptadores macho y hembra y acoplamientos. Los sistemas de conductos individuales difieren según su diseño, por lo que sus piezas no se pueden intercambiar con conductos o accesorios de otros sistemas.
Bornas Terminales en Cobre Características. Material en cobre electrolítico al 99.5%. Estañadas para prevenir corrosión. Deben aplicarse con herramienta de compresión. Barril totalmente sellado para evitar la entrada de humedad. Cumple norma UL 486 A/B. Barril largo y sin costuras.
Página 18 de 79
TEMA
Polímeros.
Producidos mediante un proceso conocido como polimerización, es decir, creando
grandes estructuras moleculares a partir de moléculas orgánicas, los polímeros
incluyen el hule, los plásticos y muchos tipos de adhesivos. Los polímeros tienen baja
conductividad eléctrica y térmica, reducida resistencia y no son adecuadas para
utilizarse a temperaturas elevadas. Los polímeros termoplásticos, en los cuales las
largas cadenas moleculares no están conectadas de manera rígidas, tienen buena
ductilidad y conformabilidad; Los polímeros termoestables son más resistentes,
aunque más frágiles porque las cadenas moleculares están fuertemente enlazados. Los
polímeros se utilizan en muchas aplicaciones, incluyendo dispositivos electrónicos.
CARACTERISTICAS Y PROPIEDADES DE LOS TERMOPLASTICOS. TERMOPLASTICOS:
Un termoplástico es un plástico que, a temperatura ambiente, es plástico o deformable, se derrite cuando se calienta y se endurece en un estado vítreo cuando se enfría lo suficiente. La mayor parte de los termoplásticos son polímeros de alto peso molecular, los cuales poseen cadenas asociadas por medio de débiles fuerzas Vander Waals (polietileno); fuertes interacciones dipolo-dipolo y enlace de hidrógeno, o incluso anillos aromáticos apilados (poliestireno). Los polímeros termoplásticos difieren de los polímeros termoestables en que después de calentarse y moldearse pueden recalentarse y formar otros objetos, mientras que en el caso de los termoestables o termoduros, después de enfriarse la forma no cambia y arden.
Sus propiedades físicas cambian gradualmente si se funden y se moldean varias veces (historial térmico), generalmente disminuyen estas propiedades.
Los más usados son: el polietileno (PE), el polipropileno (PP), el poliestireno (PS), el polimetilmetacrilato (PMMA), el policloruro de vinilo (PVC), el politereftalato de etileno (PET), el teflón (o politetrafluoretileno, PTFE) y el nylon (un tipo de poliamida).
Se diferencian de los termoestables (baquelita, goma vulcanizada) en que éstos últimos no funden al elevarlos a altas temperaturas, sino que se queman, siendo imposible volver a moldearlos.
Sus propiedades físicas cambian gradualmente si se funden y se moldean varias veces (historial térmico), generalmente disminuyen estas propiedades.
Página 19 de 79
Los más usados son: el polietileno (PE), el polipropileno (PP), el poliestireno (PS), el polimetilmetacrilato (PMMA), el policloruro de vinilo (PVC), el politereftalato de etileno (PET), el teflón (o politetrafluoretileno, PTFE) y el nylon (un tipo de poliamida).
Se diferencian de los termoestables (baquelita, goma vulcanizada) en que éstos últimos no funden al elevarlos a altas temperaturas, sino que se queman, siendo imposible volver a moldearlos. Muchos de los termoplásticos conocidos pueden ser resultado de la suma de varios polímeros, como es el caso del vinilo, que es una mezcla de polietileno y polipropileno.
Un termoplástico es un plástico que, a temperatura ambiente, es plástico o deformable, se derrite cuando se calienta y se endurece en un estado vítreo cuando se enfría lo suficiente. La mayor parte de los termoplásticos son polímeros de alto peso molecular, los cuales poseen cadenas asociadas por medio de débiles fuerzas Van der Waals (polietileno); fuertes interacciones dipolo-dipolo y enlace de hidrógeno, o incluso anillos aromáticos apilados (poliestireno). Los polímeros termoplásticos difieren de los polímeros termoestables en que después de calentarse y moldearse pueden recalentarse y formar otros objetos, mientras que en el caso de los termoestables o termoduros, después de enfriarse la forma no cambia y arden.
Sus propiedades físicas cambian gradualmente si se funden y se moldean varias veces (historial térmico), generalmente disminuyen estas propiedades.
CARACTERISTICAS Y PROPIEDADES DE LOS TERMOFIJOS
TERMOESTABLES Las resinas termoestables son aquéllas que cambian irreversiblemente bajo la influencia Del calor, de la luz, de agentes fotoquímicas y de agentes químicos, pasando de un material Fusible y soluble a otro no fusible e insoluble, por la formación de un retículo Tridimensional covalente. En el proceso reactivo de entrecruzamiento o de curado, las Cadenas poliméricas (reactivos termoplásticos o líquidos) reaccionan entre sí y, a la vez, Con un agente entrecruzado, formándose macromoléculas orientadas en todas las Direcciones y con numerosos enlaces covalentes entre ellas. El retículo tridimensional Formado confiere al material curado unas propiedades mecánicas, térmicas y de resistencia química muy elevadas que los hacen aptos para múltiples aplicaciones. Las resinas termoestables, sobre todo las epoxi, las de poliéster insaturado y las de Poliuretano, son utilizadas en una amplia variedad de aplicaciones en las que actúan como matriz o fase continua de un material compuesto. Así sucede en los plásticos reforzadosEn general, los termoestables poseen una buena estabilidad dimensional, Estabilidad térmica, resistencia química y propiedades eléctricas. Es por ello que los Materiales termoestables se aplican en múltiples campos, además de los nombrados Anteriormente, se pueden citar:
Página 20 de 79
o Aeroespacial: Componentes de misiles, alas, fuselajes, etc. o Aplicaciones domésticas: Interruptores, asas, etc. o Automoción: Piezas ligeras para sustituir metales, frenos, pinturas, etc. o Construcción: Espumas aislantes, techos, chapas para forrar paredes,
pinturas,
o Vestimenta: Botones, ropa tratada, etc. o Eléctrico: Cuadro conexiones, recubrimientos, etc. o Muebles: Puertas imitación madera, pantallas de lámparas, etc. o Médico: Rellenos dentales, implantes ortopédicos, etc. o Recreo: Raquetas tenis, barcas, etc. o Herramientas: Papel de lija, etc.
Características de los termoestables
La reacción de curado es crucial en la utilización del material termoestable. Es importante conocer perfectamente la naturaleza de la misma. El curado de termoestables es complejo e incluye varias etapas. Empieza con la formación y el crecimiento lineal de las cadenas que pronto empiezan a ramificarse y posteriormente a entrecruzarse. A medida que la reacción avanza, el peso molecular aumenta rápidamente y varias cadenas se unen en un retículo de peso molecular Infinito. La transformación, que ocurre rápidamente y de forma irreversible, en la que el material pasa desde un estado de líquido viscoso hasta un estado de gel elástico, que marca el inicio de la aparición del retículo, suele llamarse punto de gel. La gelificación es característica de los termoestables y tiene una gran importancia en el Procesado. El punto de gel es crítico en la manipulación de los materiales termoestables, ya que a partir de este estado el material deja de fluir y no puede ser procesado. El Fenómeno de la gelificación ocurre en una etapa determinada del proceso reactivo y Depende de la funcionalidad, reactividad y estequiometria de las especies reactivas. La Gelificación no inhibe el proceso de curado (la velocidad de reacción puede no variar), por lo que no puede ser detectada por técnicas sensibles solamente a la reacción química, como pueden ser la DSC y la TG. Después de la gelifícación, la reacción continúa hasta la formación de un retículo infinito, con un aumento sustancial de la densidad de entrecruzamiento, de la temperatura de transición vítrea y de las propiedades físicas últimas alcanzadas
CARACTERISTICAS Y PROPIEDADES DE LOS ELASTOMEROS.
Los elastómeros son aquellos polímeros que muestran un comportamiento elástico. El término, que proviene de polímero elástico, es a veces intercambiable con el término goma, que es más adecuado para referirse a vulcanizados. Cada uno de los monómeros que se unen entre sí para formar el polímero está normalmente compuesto de carbono, hidrógeno, oxígeno y/o silicio. Los elastómeros son polímeros amorfos que se encuentran sobre su temperatura de transición vítrea o Tg, de ahí esa considerable
Página 21 de 79
capacidad de deformación. A temperatura ambiente las gomas son relativamente blandas (E~3MPa) y deformables. Se usan principalmente para cierres herméticos, adhesivos y partes flexibles. Comenzaron a utilizarse a finales del siglo XIX, dando lugar a aplicaciones hasta entonces imposibles (como los neumáticos de automóvil).
Tipos y nomenclatura
Existen muchas clasificaciones posibles de los numerosos tipos de elastómeros. En primer lugar se indica la clasificación más extendida, según la composición química, con su nomenclatura (norma ISO 1629). A continuación se presenta la clasificación según las propiedades a alta temperatura.
Clasificación según su composición química
Grupo R (del inglés Rubber) - la cadena principal se compone de carbono e hidrógeno y contiene dobles enlaces
o Caucho natural (NR) o Poliisopreno (IR, forma artificial del caucho natural) o Polibutadieno o Caucho estireno-butadieno (SBR) o Caucho butilo (IIR) o Caucho nitrilo (NBR) o Neopreno (CR)
Grupo M (del inglés Methylene) - su cadena principal sólo contiene átomos de carbono e hidrógeno y está saturada (no dobles enlaces)
o Caucho etileno-propileno (EPM) o Caucho etileno-propileno-dieno (EPDM) o Caucho etileno-acetato de vinilo (EVM) o Caucho fluorado (FKM) o Caucho acrílico (ACM) o Polietileno clorado (CM) o Polietileno clorosulfurado (CSM)
Grupo N - contiene átomos de nitrógeno en la cadena principal o "Pebax", copolímero de poliamida y poliéster
Grupo O - contiene átomos de oxígeno en la cadena principal o Caucho de epiclorohidrina (ECO)
Grupo Q - contiene grupos siloxano en la cadena principal o Caucho de silicona (MQ)
Grupo U (de Uretano) - contiene átomos de nitrógeno, oxígeno y carbono en la cadena principal formando el grupo NCO (uretano)
o Elastómeros de poliuretano (AU y EU) Grupo T - contiene átomos de azufre en la cadena principal
o Caucho de polisulfuro o "Thiokol"

Página 22 de 79
Prefijos
X indica presencia de grupos carboxilo (por ejemplo, XNBR) C y B indican cauchos halogenados (por ejemplo, CIIIR y BIIR) H indica caucho hidrogenado (por ejemplo, HNBR) S, normalmente minúscula, indica polímero obtenido mediante un proceso en
solución (por ejemplo, sSBR) E ó EM, normalmente en minúsculas, indican polímero obtenido mediante un
proceso en emulsión (por ejemplo, eSBR) OE indica un polímero al que se ha añadido aceite (por ejemplo, OE-SBR) Y suele indicar propiedades termoplásticas.
Clasificación según su comportamiento a alta temperatura Elastómeros termoestables
Al calentarlos no cambian de forma y siguen siendo sólidos hasta que, por encima de una cierta temperatura, se degradan. La mayoría de los elastómeros pertenecen a este grupo
Elastómeros termoplásticos Al elevar la temperatura se vuelven blandos y moldeables. Sus propiedades no
cambian si se funden y se moldean varias veces. Este tipo de materiales es
relativamente reciente.
TEMA
CERAMICOS
Los materiales cerámicos son generalmente frágiles o vidriosos. Casi siempre se fracturan ante esfuerzos de tensión y presentan poca elasticidad, dado que tienden a ser materiales porosos. Los poros y otras imperfecciones microscópicas actúan como entallas o concentradores de esfuerzo, reduciendo la resistencia a los esfuerzos mencionados. El módulo de elasticidad alcanza valores bastante altos del orden de 311 GPa en el caso del Carburo de Titanio (TiC). El valor del módulo de elasticidad depende de la temperatura, disminuyendo de forma no lineal al aumentar ésta. Estos materiales muestran deformaciones plásticas. Sin embargo, debido a la rigidez de la estructura de los componentes cristalinos hay pocos sistemas de deslizamientos para dislocaciones de movimiento y la deformación ocurre de forma muy lenta. Con los materiales nocristalinos (vidriosos), la fluidez viscosa es la principal causa de la deformación plástica, y también es muy lenta. Aun así, es omitido en muchas aplicaciones de materiales cerámicos.

Página 23 de 79
COMPORTAMIENTO REFRACTORIO
Algunos materiales cerámicos pueden soportar temperaturas extremadamente altas sin perder su solidez. Son los denominados materiales refractarios. Generalmente tienen baja conductividad térmica por lo que son empleados como aislantes. Por ejemplo, partes de loscohetes espaciales son construidos de azulejos cerámicos que protegen la nave de las altas temperaturas causadas durante la entrada a la atmósfera. Por lo general los materiales cerámicos presentan un buen comportamiento a alta temperatura mientras que pueden sufrir roturas por choque térmico a temperaturas inferiores. Termofluencia
Choque térmico
CONDUCTIVIDAD
Los mecanismos de conductividad difieren entre los tres estados de la materia. Por ejemplo en los sólidos los átomos como tal no son libres de moverse y la conductividad se debe a los electrones. En los metales existen electrones cuasi-libres que se pueden mover muy libremente por todo el volumen, en cambio en los aislantes, muchos de ellos son sólidos iónicos, apenas existen electrones libres y por esa razón son muy malos conductores. las determinaciones de la conductividad reciben el nombre de determinaciones conductométricas y tienen muchas aplicaciones como, por ejemplo: En la electrólisis, ya que el consumo de energía eléctrica en este proceso depende en gran medida de ella. En los estudios de laboratorio para determinar el contenido de sal de varias soluciones durante la evaporación del agua (por ejemplo en el agua de calderas o en la producción de leche condensada). En el estudio de las basicidades de los ácidos, puesto que pueden ser determinadas por mediciones de la conductividad. Para determinar las solubilidades de electrólitos escasamente solubles y para hallar concentraciones de electrólitos en soluciones por titulación. La base de las determinaciones de la solubilidad es que las soluciones saturadas de electrólitos escasamente solubles pueden ser consideradas como infinitamente diluidas. Midiendo la conductividad específica de semejante solución y calculando la conductividad equivalente según ella, se halla la concentración del electrólito, es decir, su solubilidad. COMPORTAMIENTO ELECTRICO
Una de las áreas de mayores progresos con la cerámica es su aplicación a situaciones eléctricas, donde pueden desplegar un sorprendente conjunto de propiedades.
Aislamiento eléctrico y su comportamiento
La mayoría de los materiales cerámicos no son conductores de cargas móviles, por lo que no son conductores de electricidad. Esto se debe a que los enlaces iónico y
Página 24 de 79
covalente restringen la movilidad iónica y electrónica, es decir, son buenos aislantes eléctricos. Cuando son combinados con fuerza, permite usarlos en la generación de energía y transmisión Las líneas de alta tensión son generalmente sostenidas por torres de transmisión que contienen discos de porcelana, los cuales son lo suficientemente aislantes como para resistir rayos y tienen la resistencia mecánica apropiada como para sostener los cables. Una sub-categoría del comportamiento aislante es el dieléctrico. Un material dieléctrico mantiene el campo magnético a través de él, sin inducir pérdida de energía. Esto es muy importante en la construcción de condensadores eléctricos.
Superconductividad
Bajo ciertas condiciones, tales como temperaturas extremadamente bajas, algunas cerámicas muestran superconductividad. La razón exacta de este fenómeno no es conocida, aunque se diferencian dos conjuntos de cerámica superconductora. CONDUCTIVIDAD ELECTRICA
La conductividad eléctrica es la capacidad de un cuerpo o medio para conducir la corriente eléctrica, es decir, para permitir el paso a través de él de partículas cargadas, bien sean los electrones, los transportadores de carga en conductores metálicos o semimetálicos, o iones, los que transportan la carga en disoluciones de electrolitos. Los mecanismos de conductividad difieren entre los tres estados de la materia. Por ejemplo en los sólidos los átomos como tal no son libres de moverse y la conductividad se debe a los electrones. En los metales existen electrones cuasi-libres que se pueden mover muy libremente por todo el volumen, en cambio en los aislantes, muchos de ellos son sólidos iónicos, apenas existen electrones libres y por esa razón son muy malos conductores
CONDUCTIVIDAD TERMICA
La conductividad térmica es una propiedad física de los materiales que mide la capacidad de conducción de calor. En otras palabras la conductividad térmica es también la capacidad de una sustancia de transferir la energía cinética de sus moléculas a otras moléculas adyacentes o a substancias con las que está en contacto. En el Sistema Internacional de Unidades la conductividad térmica se mide enW/(K·m). También se lo expresa en J/(s·°C·m)
CONDUCTIVIDAD TERMICA EN LOS MATERIALES
Es una propiedad de los materiales que valora la capacidad de transmitir el calor a través de ellos. Es elevada en metales y en general en cuerpos continuos, es baja en polímeros, y muy baja en algunos materiales especiales como la fibra de vidrio, que se denominan por ello aislantes térmicos. Para que exista conducción térmica hace falta una sustancia, de ahí que es nula en el vacíoideal, y muy baja en ambientes donde se ha practicado un vacío bajo. En algunos procesos industriales se busca maximizar la conducción de calor, bien utilizando materiales de alta conductividad, bien configuraciones con una gran área de contacto, o ambas cosas. Ejemplos de esto son los disipadores y los intercambiadores
Página 25 de 79
de calor. En otros casos el efecto buscado es justo el contrario, y se desea minimizar el efecto de la conducción, para lo que se emplean materiales de baja conductividad térmica, vacíos intermedios (ver termo), y se disponen en configuraciones con poco área de contacto. La transferencia de la energía de colisión entre el nitrógeno y el dióxido de carbono induce una excitación vibratoria del dióxido de carbono con la suficiente energía para impulsar la inversión de población deseada para el funcionamiento del láser generando la conductividad térmica.
TEMA
Materiales compuestos
En ciencia de materiales reciben el nombre de materiales compuestos aquellos materiales que se forman por la unión de dos materiales para conseguir la combinación de propiedades que no es posible obtener en los materiales originales. Estos compuestos pueden seleccionarse para lograr combinaciones poco usuales de rigidez, resistencia, peso, rendimiento a alta temperatura, resistencia a la corrosión, dureza o conductividad [1]. Los materiales compuestos que cumplen las siguientes características:
Están formados de 2 o más componentes distinguibles físicamente y separables mecánicamente.
Presentan varias fases químicamente distintas, completamente insolubles entre sí y separadas por una interfase.
Sus propiedades mecánicas son superiores a la simple suma de las propiedades de sus componentes (sinergia).
Página 26 de 79
No pertenecen a los materiales compuestos aquellos materiales polifásicos, como las
aleaciones metálicas,
En las que mediante un tratamiento térmico se cambian la composición de las fases presentes
Estructura:Aunque existe una gran variedad de materiales compuestos, en todos se pueden distinguir las siguientes partes:
Agente reforzante: es una fase de carácter discreto y su geometría es fundamental a la hora de definir las propiedades mecánicas del material.
Fase matriz o simplemente matriz: tiene carácter continuo y es la responsable de las propiedades físicas y químicas. Transmite los esfuerzos al agente reforzante. También lo protege y da cohesión al material.
Definición
Se entiende por materiales compuestos aquellos formados por dos o más
materiales distintos sin que se produzca reacción química entre ellos.
En todo material compuesto se distinguen dos componentes: la MATRIZ, componente que se presenta en fase continua, actuando como
ligante
el REFUERZO, en fase discontinua, que es el elemento resistente.
Ejemplos sencillos y conocidos por todos de materiales compuestos son el hormigón y los neumáticos. Aquí, sin embargo, nos centraremos en el estudio de los llamados MATERIALES COMPUESTOS AVANZADOS, que son los que se utilizan para la fabricación de elementos estructurales. Clasificación
Dureza La dureza de los materiales compuestos se incrementa con la cantidad de precipitados de esta fase, la cual esta en función del contenido de cobre en el aluminio como se muestra en la Tabla I. La dureza máxima obtenida fue con la composición ´on eutéctica (Al-33Cu wt. %), obteniendo una dureza Vickers de 392, mientras que los compuestos con aluminio puro alcanzaron una dureza de 225Hv. Para los compuestos AlMgx/TiC la dureza máxima obtenida fue de 340 la cual corresponde a los compuestos Al-20Mg/TiC. Los compuestos Mg/TiC presentaron la menor dureza con solamente 187Hv. La fracción volumétrica de la fase refuerzo en todos los compuestos fue la misma (56 %), por lo tanto los cambios
Página 27 de 79
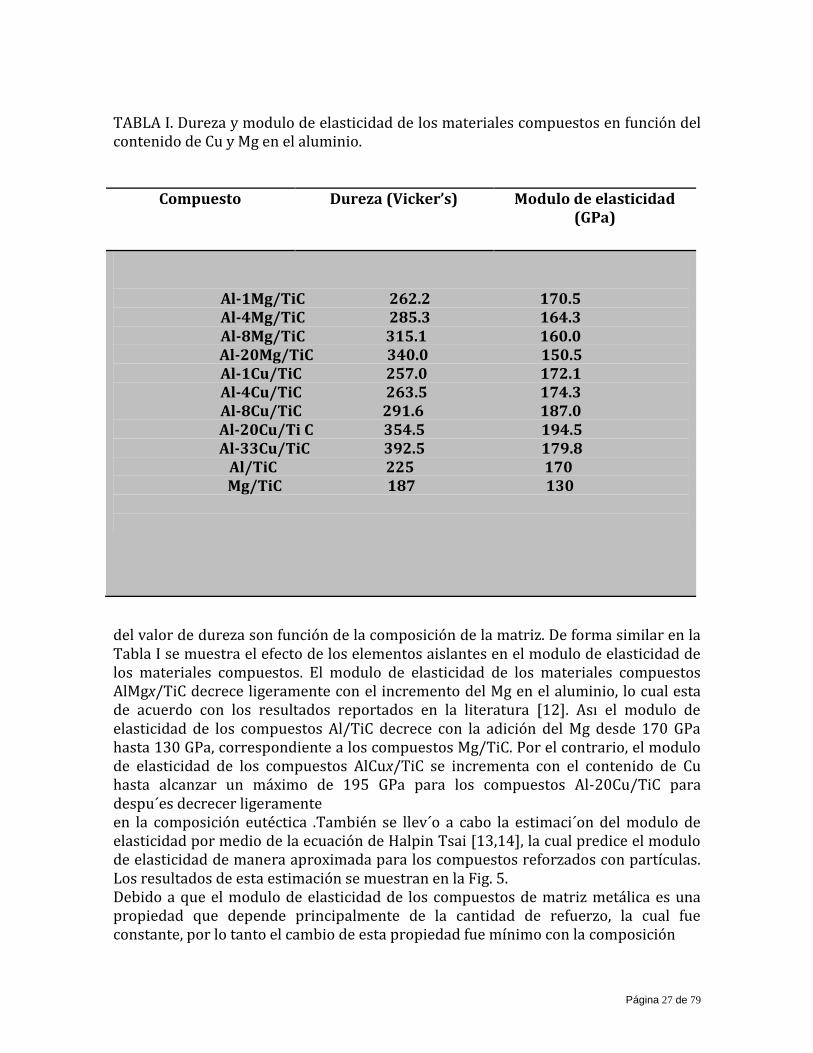
TABLA I. Dureza y modulo de elasticidad de los materiales compuestos en función del contenido de Cu y Mg en el aluminio.
Compuesto Dureza (Vicker’s) Modulo de elasticidad (GPa)
Al-1Mg/TiC 262.2 170.5 Al-4Mg/TiC 285.3 164.3 Al-8Mg/TiC 315.1 160.0 Al-20Mg/TiC 340.0 150.5 Al-1Cu/TiC 257.0 172.1 Al-4Cu/TiC 263.5 174.3 Al-8Cu/TiC 291.6 187.0 Al-20Cu/Ti C 354.5 194.5 Al-33Cu/TiC 392.5 179.8
Al/TiC 225 170 Mg/TiC 187 130
del valor de dureza son función de la composición de la matriz. De forma similar en la Tabla I se muestra el efecto de los elementos aislantes en el modulo de elasticidad de los materiales compuestos. El modulo de elasticidad de los materiales compuestos AlMgx/TiC decrece ligeramente con el incremento del Mg en el aluminio, lo cual esta de acuerdo con los resultados reportados en la literatura [12]. Ası el modulo de elasticidad de los compuestos Al/TiC decrece con la adición del Mg desde 170 GPa hasta 130 GPa, correspondiente a los compuestos Mg/TiC. Por el contrario, el modulo de elasticidad de los compuestos AlCux/TiC se incrementa con el contenido de Cu hasta alcanzar un máximo de 195 GPa para los compuestos Al-20Cu/TiC para despu´es decrecer ligeramente en la composición eutéctica .También se llev´o a cabo la estimaci´on del modulo de elasticidad por medio de la ecuación de Halpin Tsai [13,14], la cual predice el modulo de elasticidad de manera aproximada para los compuestos reforzados con partículas. Los resultados de esta estimación se muestran en la Fig. 5. Debido a que el modulo de elasticidad de los compuestos de matriz metálica es una propiedad que depende principalmente de la cantidad de refuerzo, la cual fue constante, por lo tanto el cambio de esta propiedad fue mínimo con la composición
Página 28 de 79
de la matriz.
TENSION Uno de los efectos a que esta sometido es la concentración de tensiones y esta es generada por una discontinuidad en el material, las discontinuidades pueden tener muchas formas sin embargo las más comunes son circulares o elípticas así que la concentración de tensiones para materiales compuestos depende de varios factores. Entre los principales factores se encuentra: El tipo de material que se esta utilizando • Isotropito • Anisotrópico La forma geométrica de la discontinuidad • Circular • Elíptica • Irregular El esfuerzo a que este sometido el material • Tensión • Compresión • Corte • Momento flector La concentración de tensiones es la discontinuidad en la distribución de tensiones que se produce en la sección de una pieza en la que tiene lugar alguna discontinuidad geométrica o de la carga aplicada, tal como un taladro, un cambio de sección, una carga concentrada, etc. En los puntos de la sección cercanos a la discontinuidad los modelos simplificados de Resistencia de Materiales no son válidos para el cálculo exacto del valor real de la tensión en dicho puntos. La tensión máxima real en las proximidades del concentrador se puede calcular como el producto de la teórica, calculada con el modelo simplificado, multiplicada por un cierto factor, denominado factor teórico de concentración de tensiones (Kt), denominado teórico por el hecho de que sólo depende de la configuración geométrica y no del material. COMPRECION
El moldeo por compresión es un proceso de conformado de piezas en el que el material, generalmente un polímero, es introducido en un molde abierto al que luego se le aplica presión para que el material adopte la forma del molde y calor para que el material reticule y adopte definitivamente la forma deseada.
Página 29 de 79
En algunos casos la reticulación es acelerada añadiendo reactivos químicos, por ejemplo peróxidos. Se habla entonces de moldeo por compresión con reacción química.
También se utiliza este proceso con materiales compuestos, por ejemplo plásticos reforzados con fibra de vidrio. En este caso el material no reticula sino que adopta una forma fija gracias a la orientación imprimida a las fibras durante la compresión.
El moldeo por compresión se utiliza en forma común para procesar compuesto de madera y plástico, obteniendo un material económico y durable que generalmente se usa en techos, pisos y perfiles en diseño de jardines. El moldeo por compresión es el método menos utilizado en obtención de piezas
Moldeo por compresión
El moldeo por compresión es el método más difundido para la producción de compuestos de madera y plástico, múltiples piezas automotrices internas (piezas que no están expuestas a la vista tanto en interiores como exteriores del automóvil) son hechas de este compuesto y moldeadas por compresión, en esta técnica son utilizadas comúnmente fibras naturales (como jute o henequén) además de la harina de madera
Un polímero no es más que una sustancia formada por una cantidad finita de macromoléculas que le confieren un alto peso molecular que es una característica representativa de esta familia de compuestos orgánicos. Posteriormente observaremos las reacciones que dan lugar a esta serie de sustancias, no dejando de lado que las reacciones que se llevan a cabo en la polimerización son aquellas que son fundamentales para la obtención de cualquier compuesto orgánico. El almidón, la celulosa, la seda y el ADN son ejemplos de polímeros naturales, entre los más comunes de estos y entre los polímeros sintéticos encontramos el nailon, el polietileno y la baquelita.
TEMA
SEMICONDUCTORES Son relativamente invisibles pero su impacto social es del mismo orden, la electrónica de estado sólido esta revolucionado a la misma tecnología, un grupo relativamente pequeño de elementos y compuestos tienen una propiedad eléctrica importante, la semiconduccion, en la cual ni son buenos conductores eléctricos ni son buenos aisladores eléctricos. En vez de ello, su capacidad de conducción de electricidad es intermedia. El sistema de clasificación eléctrica nos conduce a una quinta categoría de materiales, técnicos los semiconductores que por lo general, no se ajustan en cualquiera de los cuatro tipos de materiales estructurados basados en el lanzamiento atómico. Hay tres elementos semiconductores que forman la columna IVA y son una especie de frontera entre los elementos no metálicos y metálicos. El si el ge y el Sn se usan mucho

Página 30 de 79
como semiconductores elementales, son ejemplos excelentes de esta clase de materiales. El control preciso de pureza química permite controlar exactamente sus propiedades electrónicas. A medida que se han desarrollado técnicas para producir variaciones de pureza química en pequeñas zonas, se han pedido producir variaciones de pureza química en pequeñas zonas, se han podido producir complicados circuitos electrónicos en su superficie seccionalmente diminutos, estos microcircuitos son base de la revolución actual de la tecnología. Unos ejemplos de los compuestos semiconductores. Arsenio de galio que se emplea como rectificador para altas temperaturas, y material de cristales de laser. Sur furo de cadmió que se emplea como material de costo relativamente bajo en las celdas solares, para convertir la energía solar en energía eléctrica útil. Estos diversos compuestos presentan semejanzas con los compuestos cerámicos que al agregarle las impurezas adecuadas, algunas de las cerámicas presentan comportamientos semiconductores. Algunas de las propiedades eléctricas principales d los semiconductores son: *Movilidad del electrón, *densidad del electrón de conducción a temperatura ambiente. *la fragilidad es lo opuesto a la dureza, los materiales frágiles se fracturan por golpes, pero pueden resistir presiones constantes. Esta propiedad es algunas veces llamada fragilidad en frio o en caliente. Dependiendo de las condiciones, un material frágil a temperatura normal se dice que es quebradizo.
Un semiconductor es una sustancia que se comporta como conductor o como aislante dependiendo de diversos factores, como por ejemplo el campo eléctrico o magnético, la presión, la radiación que le incide, o la temperatura del ambiente en el que se encuentre. Los elementos químicos semiconductores de la tabla periódica se indican
en la tabla adjunta.
Elemento Grupo Electrones en la última capa
Cd 12 2 e-
Al, Ga, B, In 13 3 e-
Si, C, Ge 14 4 e-
P, As, Sb 15 5 e-
Se, Te, (S) 16 6 e-
Página 31 de 79
Tipos de semiconductores
Semiconductores intrínsecos
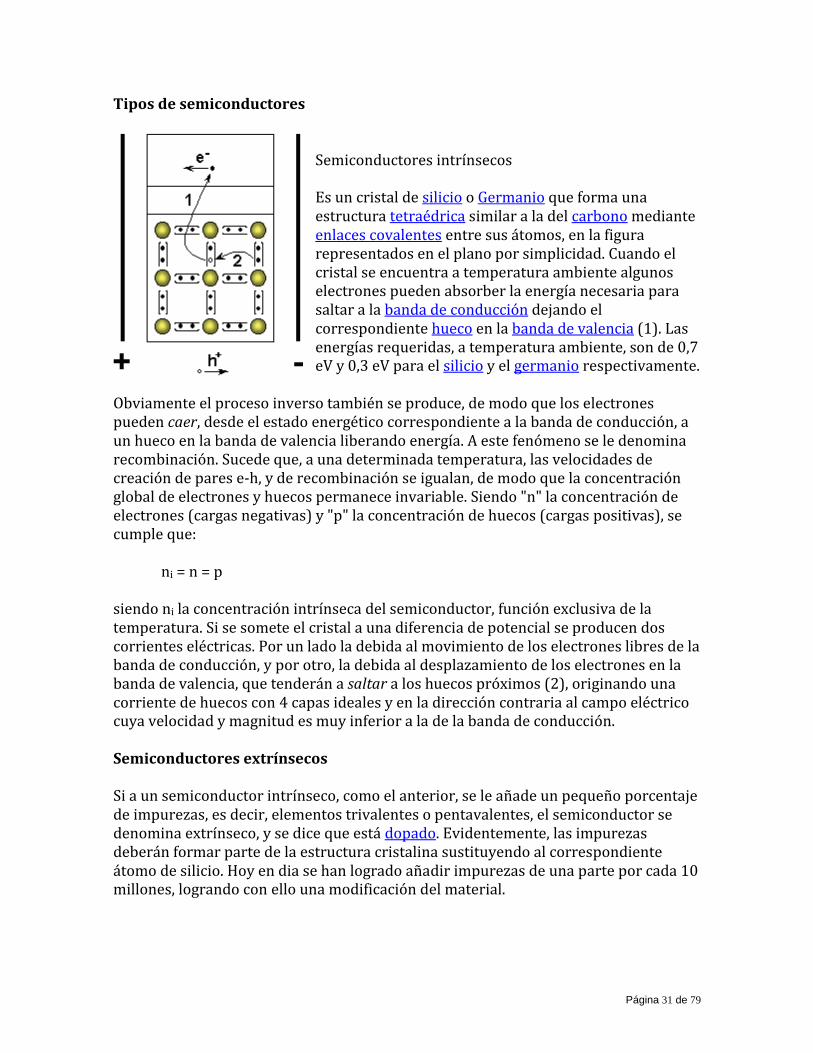
Es un cristal de silicio o Germanio que forma una estructura tetraédrica similar a la del carbono mediante enlaces covalentes entre sus átomos, en la figura representados en el plano por simplicidad. Cuando el cristal se encuentra a temperatura ambiente algunos electrones pueden absorber la energía necesaria para saltar a la banda de conducción dejando el correspondiente hueco en la banda de valencia (1). Las energías requeridas, a temperatura ambiente, son de 0,7 eV y 0,3 eV para el silicio y el germanio respectivamente.
Obviamente el proceso inverso también se produce, de modo que los electrones pueden caer, desde el estado energético correspondiente a la banda de conducción, a un hueco en la banda de valencia liberando energía. A este fenómeno se le denomina recombinación. Sucede que, a una determinada temperatura, las velocidades de creación de pares e-h, y de recombinación se igualan, de modo que la concentración global de electrones y huecos permanece invariable. Siendo "n" la concentración de electrones (cargas negativas) y "p" la concentración de huecos (cargas positivas), se cumple que:
ni = n = p
siendo ni la concentración intrínseca del semiconductor, función exclusiva de la temperatura. Si se somete el cristal a una diferencia de potencial se producen dos corrientes eléctricas. Por un lado la debida al movimiento de los electrones libres de la banda de conducción, y por otro, la debida al desplazamiento de los electrones en la banda de valencia, que tenderán a saltar a los huecos próximos (2), originando una corriente de huecos con 4 capas ideales y en la dirección contraria al campo eléctrico cuya velocidad y magnitud es muy inferior a la de la banda de conducción.
Semiconductores extrínsecos
Si a un semiconductor intrínseco, como el anterior, se le añade un pequeño porcentaje de impurezas, es decir, elementos trivalentes o pentavalentes, el semiconductor se denomina extrínseco, y se dice que está dopado. Evidentemente, las impurezas deberán formar parte de la estructura cristalina sustituyendo al correspondiente átomo de silicio. Hoy en dia se han logrado añadir impurezas de una parte por cada 10 millones, logrando con ello una modificación del material.

Página 32 de 79
Semiconductor tipo N
Un Semiconductor tipo N se obtiene llevando a cabo un proceso de dopado añadiendo un cierto tipo de átomos al semiconductor para poder aumentar el número de portadores de carga libres (en este caso negativos o electrones).
Cuando se añade el material dopante aporta sus electrones más débilmente vinculados a los átomos del semiconductor. Este tipo de agente dopante es también conocido como material donante ya que da algunos de sus electrones.
El propósito del dopaje tipo n es el de producir abundancia de electrones portadores en el material. Para ayudar a entender cómo se produce el dopaje tipo n considérese el caso del silicio (Si). Los átomos del silicio tienen una valencia atómica de cuatro, por lo que se forma un enlace covalente con cada uno de los átomos de silicio adyacentes. Si un átomo con cinco electrones de valencia, tales como los del grupo 15 de la tabla periódica (ej. fósforo (P), arsénico (As) o antimonio (Sb)), se incorpora a la red cristalina en el lugar de un átomo de silicio, entonces ese átomo tendrá cuatro enlaces covalentes y un electrón no enlazado. Este electrón extra da como resultado la formación de "electrones libres", el número de electrones en el material supera ampliamente el número de huecos, en ese caso los electrones son los portadores mayoritarios y los huecos son los portadores minoritarios. A causa de que los átomos con cinco electrones de valencia tienen un electrón extra que "dar", son llamados átomos donadores. Nótese que cada electrón libre en el semiconductor nunca está lejos de un ion dopante positivo inmóvil, y el material dopado tipo N generalmente tiene una carga eléctrica neta final de cero.
Semiconductor tipo P
Un Semiconductor tipo P se obtiene llevando a cabo un proceso de dopado, añadiendo un cierto tipo de átomos al semiconductor para poder aumentar el número de portadores de carga libres (en este caso positivos o huecos).
Cuando se añade el material dopante libera los electrones más débilmente vinculados de los átomos del semiconductor. Este agente dopante es también conocido como material aceptor y los átomos del semiconductor que han perdido un electrón son conocidos como huecos.
El propósito del dopaje tipo P es el de crear abundancia de huecos. En el caso del silicio, un átomo tetravalente (típicamente del grupo 14 de la tabla periódica) se le une un átomo con tres electrones de valencia, tales como los del grupo 13 de la tabla periódica (ej. Al, Ga, B, In), y se incorpora a la red cristalina en el lugar de un átomo de silicio, entonces ese átomo tendrá tres enlaces covalentes y un hueco producido que se encontrara en condición de aceptar un electrón libre.
Página 33 de 79
UNIDAD 2
PRUEBAS DESTRUCTIVAS
El propósito de la segunda unidad de la asignatura de pruebas destructivas de
los Materiales es identificar y conocer los tipos de pruebas destructivas a los
materiales mediante la ejecución de ensayos de acuerdo a la normatividad vigente
para verificar el cumplimiento de las especificaciones de la probeta.
OBJETIVO Y CRITERIOS DE APRENDIZAJE
Identificar los conceptos de un ensayo de tensión y compresión.
Identificar las normas ISO, ASTM y UL que aplican a estos ensayos.
Identificar los tipos de ensayo de dureza:
- ROCKWELL
- BRINEL
- VICKERS
Describir el método de ensayo de impacto.

Página 34 de 79
TEMA ENSAYO DE TENCIÒN Y COMPRESIÒN
El ensayo de compresión es un ensayo técnico para determinar la resistencia de un material o su deformación ante un esfuerzo de compresión. En la mayoría de los casos se realiza con hormigones y metales (sobre todo aceros), aunque puede realizarse sobre cualquier material.
Se suele usar en materiales frágiles. La resistencia en compresión de todos los materiales siempre es mayor o igual
que en tracción.
Se realiza preparando probetas normalizadas que se someten a compresión en una máquina universal.
Los terminos ensayo de tension y ensayo de comprension se usan normalmente a la hora de hablar de ensayos en los cuales una probeta preparada es sometida a una carga monoaxial gradualmente creciente (estatica ) hasta que ocurre la falla. En un ensayo de tensión simple, la operacion se realiza sujetando los extremos opuestos de la pieza de material y separandolos. En un ensayo de comprension, se logra sometiendo una pieza de material a una carga en los extremos que produce una accion aplastante. En un ensayo de tension, la probeta se alarga en una direccion paralela a la carga aplicada; en un ensayo de comprension, la pieza se acorta. Dentro de los limites de la practicabilidad , la resultante de la carga se hace coincidiendo con el eje longitudinal de la probeta. Exceptuando algunas piezas de ensayo arbitrariamente formadas, las probetas son cilindricas o prismaticas en su forma y de seccion transversal constante a lo largo del tramo dentro del cual las mediciones se toman. Las probetas en comprension quedan limitadas a una longitud tal que el flambeo debido a la accion columnar no constituya un factor. Los ensayos estaticos de tension y de comprension son los mas realizados, ademas de ser los mas simples de todos los ensayos mecanicos. Estos ensayos implican la normalizacion de las probetas con respecto a tamano, forma y metodo de preparacion y la de los procedimientos de ensayo. El ensayo de tension es el apropiado para uso general en el caso de la mayoria de los metales y aleaciones no ferrosos, fundidos, laminados o forjados; para los materiales quebradizos ( mortero, concreto, ladrillo, ceramica, etc) cuya resistencia a la tension es baja, en comparacion con la resistencia a la comprension, el ensayo de comprension es mas significativo y de mayor aplicacion. Requerimientos para probetas de tension: Aunque ciertos requerimientos fundamentales pueden establecerse y ciertas formas de probeta se acostumbran usar para tipos particulares de ensayos, las probetas para ensayos de tension se hacen en una variedad de formas. La seccion transversal de la probeta es redonda, cuadrada o
Página 35 de 79
rectangular. Para los metales, si una pieza de suficiente grueso puede obtenerse de tal manera que pueda ser facilmente maquinada, se usa comunmente una probeta redonda; para laminas y placas en almacenamiento se emplea una probeta plana. La porcion central del tramo es usualmente (no siempre), de seccion menor que los extremos para provocar que la falla ocurra en una seccion donde los esfuerzos no resulten afectados por los dispositivos de sujecion. La nomenclatura tipica para las probetas de tension se puede ver en el siguiente dibujo; el tramo de calibracion es el tramo marcado sobre el cual se toman las mediciones de alargamiento o extensometro. La forma de los extremos debe ser adecuada al material, y tal, que ajuste debidamente en el dispositivo de sujecion a emplear. Los extremos de las probetas redondas pueden ser simples, cabeceados, o roscados. La relacion entre el diametro o ancho del extremo y el diametro o ancho de la seccion reducida, es determinada en gran parte por la costumbre, aunque para los materiales quebradizos es importante tener los extremos suficientemente grandes para evitar la falla debida a la combinacion del esfuerzo axial y los esfuerzos debidos a la accion de las mordazas. Una probeta debe ser simetrica con respecto a un eje longitudinal a toda su longitud, para evitar la flexion durante la aplicacion de la carga; en el siguiente dibujo se puede ver los defectos comunes en la preparacion de probetas planas. Dispositivos de montaje: La funcion de este dispositivo consiste en transmitir la carga desde los puentes de la maquina de ensaye hasta la probeta. El requerimiento esencial de este, es que la carga sea transmitida axialmente a la probeta; esto implica que los centros de accion de las mordazas esten alineados al principio y durante el progreso del ensayo, y que no se introduzca ninguna flexion o torsion por la accion de las mordazas. Ademas el dispositivo debe estar adecuadamente disenado para soportar las cargas y no debe aflojarse durante un ensayo. Realizacion de ensayos Si han de tomarse mediciones de alargamiento, el tramo de la calibracion es marcado o trazado. Sobre probetas de metal ductil de tamano ordinario, esto se hace con un punzon de centros; pero sobre laminas delgadas, o material quebradizo, deben usarse rayas finas. En cualquier caso, las marcas deben ser muy ligeras para no danar el metal, influyendo asi en la ruptura. Cuando se debe realizar mucho trabajo, se usa ocasionalmente una perforadora con punzon doble o multiple. Antes de usar una maquina de ensaye por primera vez, el operador debe familiarizarse con la maquina; antes de poner una probeta en una maquina debe comprobarse que el dispositivo de carga de la maquina de la inclinacion de carga 0 y se hagan los ajustes si fuese necesario. Cuando se coloca una probeta en una maquina, el dispositivo de sujecion debe revisarse para cerciorarse de que funcione debidamente. La velocidad del ensaye no debe ser mayor que aquella de la cual las lecturas de carga y otras pueden tomarse

Página 36 de 79
con el grado de exactitud deseado; los metodos para especificar las velocidades de ensaye varian. No hay datos disponibles en que basar cualquier regla simple para transferir las velocidades del puente a la velocidad de aplicacion de carga, aunque un factor o “modulo” de transferencia para una maquina particular de ensaye puede determinarse experimentalmente. Mas de un 50% de los laboratorios involucrados en una practica realizada, usaban velocidades de carga dentro de los limites de 10 a 70 kips/ plg2 por minuto (abreviatura de kilopound, kilolibra; su equivalente en espanol es klb, 1000 libras ). Algunos usaban velocidades de carga hasta 1000 kips/ plg2 por minuto para el acero; una maxima velocidad de carga de 100 kips/plg2 por minuto ha sido sugerida para determinaciones del punto de cadencia de los materiales metalicos. Despues de que la probeta ha fallado, se le retira de la maquina de ensaye, y si se requieren valores de alargamiento, los extremos rotos de una probeta se juntan y se mide la distancia entre los puntos de referencia con una escala o un separados hasta el 0,01 plg mas cercano. El diametro de la seccion mas pequena se puede calibrar preferiblemente con un separador micrometrico equipado con un huso puntiagudo y un yunque o tas, para determinar la duracion del area. El ensayo a la traccion. Ordinariamente las maquinas de ensayo a traccion estan provistas de un dispositivo que traza automaticamente el diagrama de ensayo representando la relacion entre la capa P y la extension ¥ä de la muestra. Este diagrama indica importantes caracteristicas del material; el acero con alto contenido de carbono es relativamente quebradizo y este sigue la ley de Hooke hasta un valor elevado de tension y luego se fractura con un pequeno alargamiento. El punto de fluencia es una caracteristica muy importante para el acero estructural; a la tension del punto de fluencia, la muestra se alarga una magnitud considerable sin aumento de carga. Durante la extension de una muestra de acero despues de rebasado el punto de fluencia, el material se endurece y la tension necesaria para le extension de la barra aumenta.
Normalización de Materiales
Para hablar de la normatividad de los ensayos se tiene que es una norma, a continuación se explica. La normalización es una actividad universal encaminada a establecer soluciones
técnicas repetitivas; esta actividad consiste en la elaboración, difusión y aplicación de normas.
Ofrece a la sociedad importantes beneficios, al facilitar la adaptabilidad de los
productos, procesos y servicios a los fines a los que se destinan, protegiendo la salud y
el medio ambiente.
Página 37 de 79
¿Qué es una norma? Las normas son documentos técnicos con las siguientes características: Contienen especificaciones técnicas de aplicación. Son elaborados por consenso de las partes interesadas:
Fabricantes
Administraciones
Agentes Sociales, etc.
Están basados en los resultados de la experiencia y el desarrollo tecnológico. Son aprobados por un organismo nacional, regional o internacional de normalización reconocido. Las normas ofrecen un lenguaje común de comunicación entre las empresas, el
gobierno y los usuarios y consumidores, establecen un equilibrio socioeconómico
entre los distintos agentes que participan en las transacciones comerciales, base de
cualquier economía de mercado, y son un patrón necesario de confianza entre cliente
y proveedor. Ventajas de la Normalización Para los fabricantes: Reglamenta variedades y tipos de productos. Disminuye el volumen de existencias en almacén y los costos de producción. Mejora la gestión y el diseño. Agiliza el tratamiento de los pedidos. La comercialización de los productos y su exportación. Simplifica la gestión de compras. Para los consumidores: *Establece niveles de calidad y seguridad de los productos y servicios. *Informa de las características del producto. *Facilita la comparación entre diferentes ofertas.
Para el gobierno: Simplifica la elaboración de textos legales. políticas de calidad, medioambientales y de seguridad. Ayuda al desarrollo económico. Agiliza el comercio.
Página 38 de 79
¿Qué se normaliza? El campo de actividad de las normas es tan amplio como la propia diversidad de productos o servicios, incluidos sus procesos de elaboración. Así, se normalizan los Materiales (plásticos, acero, papel, etc.), los Elementos y
Productos (tornillos, televisores, herramientas, tuberías, etc.), las Máquinas y
Conjuntos(motores, ascensores, electrodomésticos, etc.), Métodos de Ensayo, Temas
Generales medio ambiente, calidad del agua, reglas de seguridad, estadística, unidades
de medida, etc.), Gestión y Aseguramiento de la Calidad, Gestión Medioambiental
(gestión,auditoria, análisis del ciclo de vida, etc.), Gestión de prevención de riesgos en el trabajo (gestión y auditoria), etc. Clases de normas Los documentos normativos pueden ser de diferentes tipos dependiendo del organismo que los haya elaborado. En la clasificación tradicional de normas se distingue entre: Normas nacionales son elaboradas, sometidas a un período de información. Pública y sancionadas por un organismo reconocido legalmente para desarrollar actividades de normalización en un ámbito nacional. Normas regionales son elaboradas en el marco de un organismo de normalización regional, normalmente de ámbito continental, que agrupa a un determinado número de Organismos Nacionales de Normalizaciones. En América tenemos: COPANT (Comisión Panamericano de Normas Técnicas), la AMN (Asociación MERCOSUR de Normalización), en Europa el CEN (Comité Europeo de Normalización), CENELEC (Comité Europeo de Normalización Electrotécnica). Normas internacionales tienen características similares a las normas regionales en cuanto a su elaboración. ¿Qué es una norma IRAM? Una norma IRAM (Instituto Argentino de Normalización) es una especificación técnica
de aplicación repetitiva o continuada cuya observancia es voluntaria, establecida con
participación e todas las partes interesadas, para la Republica Argentina.
Clasificación de los Metales Ferrosos En la Argentina el encargado de ordenar y clasificar los metales y aleaciones es el Instituto Argentino de Normalización (IRAM). Según la norma IRAM-IAS/v500-600. Los aceros se establecen según su correspondiente composición química (al carbono y
aleados para construcciones mecánicas). La designación de los aceros según su
composición química se realiza para los aceros al carbón y aleados con la palabra
Página 39 de 79
"IRAM" seguida de un numero de cuatro cifras y para algunos aceros aleados, de un
numero de cinco cifras. Las dos primeras cifras indican el tipo de acero.
Las dos últimas para el numero de cuatro cifras y las tres cifras para el numero de cinco
cifras marcan el valor medio aproximado de los limites de contenido de carbono
expresado en centésimas por ciento.
Las letras B o L intercaladas luego de las dos primeras cifras indican el contenido de
Boro o Plomo respectivamente. La norma IRAM emplea, a tal fin, números compuestos de cuatro o cinco cifras, según los casos, cuyo ordenamiento caracteriza o individualiza un determinado acero.
El significado de dicho ordenamiento es el siguiente:
Primera cifra1 caracteriza a los aceros alcarbono
Primera cifra2 caracteriza a los aceros alníquel
Primera cifra3 caracteriza a los aceros alcromo-ní quel
Primera cifra4 caracteriza a los aceros alm olibdeno
Primera cifra5 caracteriza a los aceros alc rom o
Primera cifra6 caracteriza a los aceros alcromo-va nadio
Primera cifra7 caracteriza a los aceros altungsteno
Primera cifra9 caracteriza a los aceros alsili cio- manganeso Aclaramos que, si bien la primera cifra (elemento que le da su nombre a la aleación
deacero) y las dos últimas (tenor de carbono) cumplen casi rigurosamente con lo
indicado precedentemente, no ocurre lo mismo con la intermedia (segunda y tercera
sison cinco), debido a que por necesidad o conveniencia se las elige, algunas veces, en
forma arbitraria y de manera que el número completo defina perfectamente a un tipo
de acero.
En la clasificación IRAM se han determinado a los metales de mayor uso; es por ello
que los aceros al carbono sólo tienen designación convencional para aquellos de hasta
1 % y los cuaternarios (Cr-Ni, Cr-Mo, etc.) y complejos (Cr-Ni-Mo, etc.) no responden
en sus números, a los vistos, como se verifica en la tabla y ejemplos
siguientes. Escuela Politécnica Gral. Manuel Belgrano CLASIFICACIÓN IRAM. Los metales no ferrosos se clasifican en tres grupos: Pesados: son aquellos cuya densidad es igual o mayor de 5 kg/dm³, Ligeros: su densidad esta comprendida entre 2 y 5 kg/dm³. Ultraligeros: su densidad es menor de 2 kg/dm³. CLASIFICACIÓN IRAMAl Carbono Comunes o no aleados
Página 40 de 79
10xx Corte rápido 11xx Manganeso 1,75 % Mn 13xx Cromo-Níquel 1,25 % Ni; 0,65-0,80 % Cr 31xx 3,5 % Ni; 1,55 % Cr 33xx Resistentes al calor y a la corrosión 303xx Molibdeno 0,25 % Mo 40xx Cromo-Molibdeno 0,5-0,95 % Cr; 0,20-0,25 % Mo 41xx Níquel-Molibdeno 1,55-1,8 % Ni; 0,2-0,25 % Mo 46xx 3,5 % Ni; 0,25 % Mo 48xx Níquel-Cromo-Molibdeno 1,8 % Ni; 0,5-0,8 % Cr; 0,25 %Mo 43xx 0,55 % Ni; 0,5 % Cr; 0,2 %Mo 86xx 0,55 % Ni; 0,5 % Cr; 0,25 %Mo 87xx 3,25 % Ni; 1,2 % Cr; 0,12 %Mo 93xx
0,45 % Ni; 0,4 % Cr; 0,12 %Mo 94xx 0,55 % Ni; 0,17 % Cr; 0,2 %Mo 97xx 1 % Ni; 0,8 % Cr; 0,25 %Mo 98xx Cromo Bajo Cr: 0,27 y 0,65 % Cr 50xx Bajo Cr: 0,8; 0,95 ó 1,05 % Cr 51xx Bajo Cr: 0,5 % Cr 501xx Mediano Cr: 1 % Cr 511xx Alto Cr: 1,45 % Cr 521xx Resistente al calor y a la corrosión 514xx 515xx Cromo-Vanadio 0,95 % Cr; 0,15 % mín V 61xx Silicio-Manganeso 1,4 y 2 % Si; 0,65 y 0,85 % Mn 92xx Aceros fundidos Resistentes a la corrosión 60xxx Resistentes al calor 70xxx Al carbono con bajo % de aleación 0x0 00xx Alta resistencia mecánica 0
NORMAS ISO
La Organización Internacional para la Estandarización, ISO por sus siglas en inglés (International Organization for Standardization), es una federación mundial que agrupa a representantes de cada uno de los organismos nacionales de estandarización (como lo es el IRAM en la Argentina), y que tiene como objeto desarrollar estándares internacionales que faciliten el comercio internacional.
Cuando las organizaciones tienen una forma objetiva de evaluar la calidad de los procesos de un proveedor, el riesgo de hacer negocios con dicho proveedor se reduce en gran medida, y si los estándares de calidad son los mismos para todo el mundo, el comercio entre empresas de diferentes países puede potenciarse en forma significativa – y de hecho, así ha ocurrido –.
Durante las últimas décadas, organizaciones de todos los lugares del mundo se han estado preocupando cada vez más en satisfacer eficazmente las necesidades de sus clientes, pero las empresas no contaban, en general, con literatura sobre calidad que les indicara de qué forma, exactamente, podían alcanzar y mantener la calidad de sus productos y servicios.
De forma paralela, las tendencias crecientes del comercio entre naciones reforzaba la necesidad de contar con estándares universales de la calidad. Sin embargo, no existía una referencia estandarizada para que las organizaciones de todo el mundo pudieran demostrar sus prácticas de calidad o mejorar sus procesos de fabricación o de servicio.
Teniendo como base diferentes antecedentes sobre normas de estandarización que se fueron desarrollando principalmente en Gran Bretaña, la ISO creó y publicó en 1987 sus primeros estándares de dirección de la calidad: los estándares de calidad de la serie ISO 9000.
Con base en Ginebra, Suiza, esta organización ha sido desde entonces la encargada de desarrollar y publicar estándares voluntarios de calidad, facilitando así la coordinación y unificación de normas internacionales e incorporando la idea de que las prácticas pueden estandarizarse tanto para beneficiar a los productores como a los compradores de bienes y servicios. Particularmente, los estándares ISO 9000 han jugado y juegan un importante papel al promover un único estándar de calidad a nivel mundial.

LA FAMILIA ISO
Las series de normas ISO relacionadas con la calidad constituyen lo que se denomina familia de normas, las que abarcan distintos aspectos relacionados con la calidad:
ISO 9000: Sistemas de Gestión de Calidad Fundamentos, vocabulario, requisitos, elementos del sistema de calidad, calidad en diseño, fabricación, inspección, instalación, venta, servicio post venta, directrices para la mejora del desempeño.
ISO 10000: Guías para implementar Sistemas de Gestión de Calidad/ Reportes Técnicos Guía para planes de calidad, para la gestión de proyectos, para la documentación de los SGC, para la gestión de efectos económicos de la calidad, para aplicación de técnicas estadísticas en las Normas ISO 9000. Requisitos de aseguramiento de la calidad para equipamiento de medición, aseguramiento de la medición.
ISO 14000: Sistemas de Gestión Ambiental de las Organizaciones. Principios ambientales, etiquetado ambiental, ciclo de vida del producto, programas de revisión ambiental, auditorías.
ISO 19011: Directrices para la Auditoría de los SGC y/o Ambiental
El proceso de certificación
Cada Organismo Miembro de la ISO acredita a los Organismos de Certificación para que realicen auditorías y emitan una recomendación; una vez emitida, el Organismo Miembro aprueba el registro para que el Organismo Certificador emita el certificado ISO. (Los certificados no los emite ISO sino el Organismo Certificador o de Registro).
En la Argentina existen más de 20 organizaciones que emiten certificados ISO, pero el 80% del mercado está repartido entre 4 de ellas: BVQI, DNV, IRAM y TUV Rheinland.La empresa que requiere la certificación presenta una solicitud o registro a un Organismo de Certificación/Registro (IRAM, Bureau Veritas, TUV, SGS, etc.), en donde generalmente se aportan datos de la empresa tales como: tamaño de la compañía, cantidad y localización de sus instalaciones, productos, Cuáles de éstos se incorporarán al registro, quienes serán las personas de contacto para la ISO en la empresa y cómo se documentan y respaldan los procedimientos de acuerdo a los estándares de la Norma.
El siguiente paso es una evaluación preliminar por parte de los auditores del organismo contratado, evaluación que puede dar lugar a sugerencias por parte de éstos para tomar acciones correctivas. Superada esta instancia, se realiza una auditoría completa, de donde surgen las recomendaciones que los auditores elevan al organismo de acreditación. Si una empresa no es aprobada, existen mecanismos para apelar la decisión.
Alcance y vigencia de las certificaciones
Las certificaciones se otorgan por un período de tres años; durante ese tiempo se deben llevar a cabo auditorías de vigilancia, a cargo del organismo certificador; las mismas se realizan cada 6, 9 o 12 meses, de acuerdo al tamaño y complejidad de la organización. Cumplido ese lapso, la empresa decidirá la conveniencia de una re-certificación.
Costos
Inicialmente, el desarrollo e implementación de un SGC cuesta dinero, pero el costo bien se ve superado por las ganancias en eficiencia, productividad, rentabilidad, satisfacción del cliente y aumento de la presencia en diferentes mercados.
Los costos de una certificación varían de acuerdo al tamaño de la organización, la complejidad de sus procesos y la dispersión geográfica de sus operaciones, entre otras variables. A los costos de la certificación deben agregarse los gastos previos de preparación y puesta a punto.
Normalmente, el límite de proporcionalidad no suele determinarse ya que carece de interés para los cálculos. Tampoco se calcula el Módulo de Young, ya que éste es característico del material; así, todos los aceros tienen el mismo módulo de elasticidad aunque sus resistencias puedan ser muy diferentes.
Calibración de sensores de fuerza y de par ISO 376 ISO 7500 EN 12390 ASTM E 74
Como la relación entre la fuerza aplicada a un dinamómetro o desde un torquímetro no se puede determinar con precisión mediante el cálculo, es necesario realizar una calibración, que consiste en establecer la relación precisa entre la fuerza (o el par) aplicada al dinamómetro (sensor de par) - magnitud de entrada - y la señal eléctrica que produce - magnitud de salida. Concretamente, la operación consiste en aplicar al dinamómetro fuerzas conocidas con precisión y obtener los valores proporcionados por el equipo electrónico asociado al sensor.
Esta operación se realiza generalmente aplicando el protocolo definido por la norma internacional ISO 376. Esta norma conduce a una clasificación del dinamómetro según criterios de precisión. El resultado de la calibración de un dinamómetro conduce a la definición de un polinomio matemático de grado 2 ó 3, que permite calcular el valor de la fuerza aplicada al dinamómetro a partir de la indicación suministrada por el equipo electrónico. La fórmula que permite calcular la incertidumbre de este valor de fuerza también forma parte de la calibración.
Los procedimientos de calibración utilizados son, preferiblemente, los reconocidos en el contexto de acreditación de los laboratorios de calibración según la norma ISO 17025 (SMB, COFRAC, DKD, UKAS…).
Otra aplicación de los dinamómetros está relacionada con las máquinas de ensayos utilizadas para caracterizar la resistencia de materiales o productos. Este dominio está cubierto en gran parte por normas como la norma internacional ISO 7500-1, relativa a los ensayos estáticos uniaxiales de los materiales metálicos, o la norma europea EN 12390 parte 4, relativa al hormigón endurecido
La norma internacional ISO 6789 presenta un procedimiento de calibración para las llaves dinamométricas.
Dos documentos elaborados por la Oficina Internacional de Pesos y Medidas (BIPM) y disponibles en su sitio de Internet constituyen las referencias en Metrología:
1. El "Vocabulario internacional de Metrología – Conceptos fundamentales y generales y términos asociados (VIM)" está disponible en la dirección www.bipm.org/fr/publications/guides/vim.html Este documento también está disponible en ISO con la referencia "Guía ISO/CEI 99:2007"
2. La "Guía para expresar la incertidumbre de medición (GUM)" está disponible en la dirección www.bipm.org/fr/publications/guides/gum.html
ISO 7500 : Calibración de las máquinas de ensayos
Entre otras aplicaciones, los dinamómetros se utilizan para verificar las máquinas de ensayos destinadas a determinar la resistencia de materiales o productos. Estas máquinas deben satisfacer criterios normalizados, en particular en relación con las fuerzas aplicadas.
El sector de los materiales metálicos está cubierto por las normas internacionales ISO 7500-1 e ISO 7500-2. La norma ISO 7500-1 describe la verificación y la calibración del sistema de medición de fuerza de las máquinas de ensayos estáticos uniaxiales en tracción/compresión de materiales metálicos. Esta verificación se efectúa mediante dinamómetros de tracción y/o de compresión, previamente calibrados y clasificados según la norma ISO 376.
La norma ISO 7500-2 describe la verificación de la fuerza aplicada por las máquinas de ensayos de fluencia uniaxial en tracción de los materiales metálicos. Esta verificación se efectúa mediante dinamómetros de tracción, previamente calibrados y clasificados según la norma ISO 376.
Aunque las normas ISO 7500-1 y 2 se han definido para los materiales metálicos, su utilización se extiende a menudo a otros tipos de materiales para los que no existe ninguna norma específica.

Norma EN 12390-4: Resistencia a la compresión - Características de las máquinas de ensayo Desde el punto de vista de las fuerzas, esta norma específica dos tipos de verificación: - La fuerza de compresión generada por la máquina de ensayo sobre la probeta, cuyas características metrológicas se miden con un dinamómetro de compresión previamente calibrado y clasificado según la norma ISO 376.
- La transferencia de la fuerza de compresión a la probeta probada. Esta verificación exige un sensor de compresión particular denominado “cilindro de deformación ". CILINDRO DE DEFORMACIÓN Las características de un cilindro de deformación están definidas totalmente por la norma EN 12390-4. Se trata de un tipo de dinamómetro con una forma y unas dimensiones particulares, con los elementos sensibles del sensor cableados de forma específica. Colocado en el lugar de la probeta, permite poner en evidencia los eventuales fallos de aplicación de los esfuerzos en la probeta y, en particular, la eficacia de la articulación superior de la máquina de ensayos. Este instrumento debe ser calibrado y calificado antes de usarlo. Únicamente el LNE en París está en condiciones de realizar una verdadera calibración de un cilindro de deformación en la actualidad. La norma de calibración ISO 376 Esta norma se elaboró en el marco de la normalización de materiales metálicos. Su título es: “Calibración de instrumentos medidores de fuerza utilizados en la verificación de las máquinas de ensayos uniaxiales”. Además de la calibración propiamente dicha, esta norma define una clasificación de estos instrumentos según criterios de precisión. Estos criterios se elaboran a partir de características metrológicas obtenidas durante su calibración y para las que se definen valores máximos admisibles. Lo mismo se aplica a la incertidumbre en las fuerzas de calibración. Se definen cuatro clases de precisión: - clase 00
- clase 0,5
- clase 1
- clase 2 La clase 00 es la mejor. Se reserva a los patrones de mayor nivel metrológico y puede considerarse equivalente a una incertidumbre global de medida comprendida entre 0,02% y 0,05%. La clase 0,5 está destinada a los dinamómetros utilizados para la calibración de las mejores máquinas de ensayos de precisión. Corresponde una incertidumbre global de medición comprendida entre 0,1% y 0,25%.
Las clases 1 y 2 quedan reservadas para los dinamómetros utilizados para verificar las máquinas de ensayos habituales o de terreno. Este enfoque por clase es el resultado de una antigua práctica instituida antes de la aplicación del concepto actual de incertidumbre de medida. Se ha elaborado un proyecto de anexo sobre el cálculo de la incertidumbre de la calibración, que debería integrarse en la próxima revisión de la norma. La norma ISO 376 es la única a nivel internacional que cubre la calibración de los dinamómetros y su área de utilización original se ha ampliado a muchas otras áreas, como los materiales no metálicos, los materiales duros, los hormigones, etc.
ASTM
ASTM o ASTM International es un organismo de normalización de los Estados Unidos de América.
Fue fundado el 16 de mayo de 1898, como American Section of the International Association for Testing Materials por iniciativa de Charles Dudley, entonces responsable del (diríamos hoy) Control Calidad de Pennsylvanya Railroad, quien tuvo la iniciativa de hacer que los hasta entonces rivales ferrocarriles y las fundiciones de acero coordinaran sus controles de calidad.
Algunos años antes se había fundado la International Association for Testing Materials (IATM), y justamente el 16 de junio de 1898 los setenta miembros de la IATM se reunieron en Filadelfia para fundar la sección americana de la organización.
En 1902, la sección americana se constituye como organización autónoma con el nombre de: American Society for Testing Materials, que se volverá universalmente conocida en el mundo técnico como ASTM. Dudley fue, naturalmente, el primer presidente de la ASTM.
El campo de acción de la ASTM se fue ampliando en el tiempo, pasando a tratar no solo de los materiales ferroviarios, sino todos los tipos de materiales, abarcando un espectro muy amplio, comprendiendo los revestimientos y los mismos procesos de tratamiento.
El desarrollo de la normatización en los años 1923 al 1930 llevó a un gran desarrollo de la ASTM (de la cual por ejemplo Henry Ford fue miembro). El campo de aplicación se amplió, y en el curso de la segunda guerra mundial la ASTM tuvo un rol importante en la definición de los materiales, consiguiendo conciliar las dificultades bélicas con las exigencias de calidad de la producción en masa. Era por lo tanto natural un cierto reconocimiento de esta expansión y en 1961 ASTM fue redefinida como American Society for Testing and Materials, habiendo sido ampliado también su objetivo. A partir de ese momento la cobertura de la ASTM, además de cubrir los tradicionales
materiales de construcción, pasó a ocuparse de los materiales y equipos más variados, como las muestras metalográficas, cascos para motociclistas, equipos deportivos, etc.
En el 2001 la ASTM asume su nombre actual: ASTM International como testimonio del interés supranacional que actualmente han alcanzado las técnicas de normalización.
ASTM Hoy
La ASTM está entre los mayores contribuyentes técnicos del ISO, y mantiene un sólido liderazgo en la definición de los materiales y métodos de prueba en casi todas las industrias, con un casi monopolio en las industrias petrolera y petroquímica.
Algunas normas de uso común
Algunos elementos de uso común, tales como los que conectan el contador de agua potable a la tubería, probablemente están elaborados con un procedimiento de forjado conforme a ASTM A 105, en la práctica, un acero de buena calidad, mientras que los tubos quizás respondan a la norma ASTM A 589. Las láminas de plástico que se usan para envolver los alimentos, si no se rompen, probablemente han sido fabricadas y comprobadas con la norma ASTM D 682. Las ollas de acero inoxidable, posiblemente respondan a la ASTM A 240 Tp 304 o 321; y si son de calidad superior, cumplirán la norma 316.
ASTM International es una de las organizaciones más grandes del mundo para el
desarrollo voluntario de normas, una fuente confiable de normas técnicas para
materiales, productos, sistemas, y servicios. Conocidas por su alta calidad técnica y
relevancia en el mercado, las normas ASTM desempeñan un importante papel en la
infraestructura de la información que orienta el diseño, la fabricación y el comercio en
la economía mundial.
ASTM International, originalmente conocida como American Society for Testing and
Materials (ASTM), se formó hace más de un siglo, cuando un grupo de ingenieros y
científicos con moras al futuro se reunieron para tratar las frecuentes roturas de rieles
en la pujante industria ferroviaria. Su trabajo condujo a la estandarización del acero
utilizado en la construcción de rieles, mejorando la seguridad ferroviaria para el
público. Con el avance del siglo y los nuevos desarrollos industriales,
gubernamentales y ambientales se hacía necesario nuevos requisitos de
estandarización, ASTM respondió a la demanda con normas en consenso que hicieron
mejores, más seguros y rentables los productos y servicios. La orgullosa tradición y
visión avanzada que comenzó en 1898 es aún el sello de ASTM International.
Actualmente, ASTM sigue teniendo un rol de liderazgo al tratar las necesidades de
estandarización del mercado global. Conocida por las mejores prácticas en su clase
para el desarrollo y entrega de normas, ASTM está a la vanguardia en el uso de
tecnología innovadora para ayudar a sus miembros a desarrollar las normas, e
incrementar su accesibilidad al mundo.
ASTM sigue siendo el foro de normas de elección de una diversa gama de industrias
que se agrupan bajo la supervisión de ASTM para resolver los desafíos de la
estandarización. En los últimos años, los accionistas involucrados en temas que van
desde seguridad en la aviación recreativa, instalaciones de cables de fibra óptica en
servicios subterráneos, hasta seguridad nacional, se han reunido bajo ASTM para
establecer estándares en conformidad con sus industrias.
Las normas desarrolladas en ASTM son el trabajo de más de 30,000 miembros de
ASTM. Estos expertos técnicos representan a productores, usuarios, consumidores,
gobierno y a los círculos académicos de más de 120 países. La participación en ASTM
International está abierta para todos aquellos que tengan un interés palpable, en
cualquier lugar del mundo.
¿Qué es ASTM International?
Creada en 1898, ASTM International es una de las mayores organizaciones en el mundo que desarrollan normas voluntarias por consenso. ASTM es una organización sin ánimo de lucro, que brinda un foro para el desarrollo y publicación de normas voluntarias por consenso, aplicables a los materiales, productos, sistemas y servicios. Los miembros de ASTM, que representan a productores, usuarios, consumidores, el gobierno y el mundo académico de más de 100 países, desarrollan documentos técnicos que son la base para la fabricación, gestión y adquisición, y para la elaboración de códigos y regulaciones.
Estos miembros pertenecen a uno o más comités, cada uno de los cuales cubre un área temática, como por ejemplo acero, petróleo, dispositivos médicos, gestión de la propiedad, productos para el consumidor, y muchos más. Estos comités desarrollan más de las 11,000 normas ASTM que se pueden encontrar en el Annual Book of ASTM Standards, de 77 volúmenes.
¿Qué es una norma?
Como se usa en ASTM, una norma es un documento que ha sido desarrollado y establecido dentro de los principios de consenso de la organización, y que cumple los requisitos de los procedimientos y regulaciones de ASTM. Las normas elaboradas por consenso se elaboran con la participación de todas las partes que tienen intereses en el desarrollo o uso de las normas.
ASTM International (ASTM), conocida originalmente como la Sociedad Americana para Pruebas y Materiales, es una organización internacional de normalización que desarrolla y publica normas técnicas voluntarias de consenso para una amplia gama de materiales, productos, sistemas y servicios. En los Estados Unidos, ASTM normas
han sido adoptadas, por incorporación o por referencia, en muchas leyes federales, estatales y reglamentos del gobierno municipal. ASTM International proporciona a los estándares que son aceptados y utilizados en la investigación y el desarrollo, pruebas de productos, sistemas de calidad, y las transacciones comerciales en todo el mundo.
ASTM tiene un papel dominante entre los desarrolladores de normas en los EE.UU., y afirma ser el mayor desarrollador mundial de estándares. Utilizando un proceso de consenso, ASTM admite miles de voluntarios comités técnicos, que atraen a sus miembros de todo el mundo y desarrollan conjuntamente y mantener más de 12.000 normas.
Las normas ASTM las usan los individuos compañías y agencias en todo el mundo. Los compradores y vendedores incorporan normas en sus contratos; los científicos e ingenieros las usan en sus laboratorios y oficinas; los arquitectos y diseñadores las usan en sus planos; las agencias gubernamentales de todo el mundo hacen referencia a ellas en códigos regulaciones y leyes: y muchos otros las consultan para obtener orientación sobre muchos temas
Las normas de ASTM son "voluntarias" en el sentido de que ASTM no exige observarlas. Sin embargo las autoridades gubernamentales con facultad normativa con frecuencia dan fuerza de ley a las normas voluntarias, mediante su cita en leyes,regulaciones y códigos.
En los Estados Unidos la relación entre los normalizadores del sector privado y el sector público se ha fortalecido con una apromulgación en 1995, de la Ley Nacional sobre Transferencia y Avance tecnológico (Ley Pública 104-113). la ley exige a las agencias gubernamentales el suso de normas desarrololadas en forma privada, siempre que sea posible, ahorrando de esta manera millones de dólares a los contributyentes, al evitar la duplicación de esfuerzos de normalización . Los usos de las normas ASTM so innumerables y entre ellos se encuentran:
Petróleo: los viajeros por tierra y por aire tienen confianza en la calidad estándar de los combustibles que usan a dond quiera que vayan debido al gan número de normas ASTM aplicables al petróleo, reconocidas alrededor del mundo.
Medio Ambiente: Los constructores de edificaciones comerciales pueden satisfacer los requisitos de la Let de Respuesta Ambiental Exhaustiva, compensación y Responsabilidad (CERCLA), valiéndose de las normas ASTM para evaluaciones ambientales en el sitio.
UL
Materiales de construcción
Con el fin de proteger las vidas humanas y la propiedad, Underwriters Laboratories emplea los métodos de ensayo y los análisis más avanzados y presta su experiencia a arquitectos, autoridades reguladoras, fabricantes, propietarios de edificios, minoristas y otros socios de la comunidad de los materiales de construcción. UL trabaja con los profesionales del sector de la construcción para mejorar la seguridad tanto en el trabajo como en el hogar con un enfoque de larga trayectoria que equilibra la seguridad con la necesidad de innovación y acceso global.
Categorías de productos de materiales de construcción
Dentro de las distintas categorías de productos de materiales de construcción que se enumeran a continuación encontrará recursos e información específica de producto como:
Listados de productos, normas UL e IEC relacionadas y procesos de ensayo Documentos y enlaces relacionados Información sobre precios y clasificaciones medioambientales Evaluación continua de productos in situ (servicios de seguimiento) Descripciones de programas de cualificación
Aunque la seguridad es siempre la prioridad en UL, los fabricantes también necesitan resultados rápidos y fiables para satisfacer los requisitos de sus clientes y cumplir con los objetivos básicos. Gracias a sus instalaciones de última generación para la investigación y los ensayos contra incendios a gran escala, UL ofrece los máximos niveles de aceptación normativa del sector, de reconocimiento del mercado, de experiencia y de servicio para ayudar a los fabricantes a lograr productos más seguros e introducirlos en el mercado más rápidamente. Nuestros recursos de seguridad contra incendios se adaptan a todos los segmentos clave del sector, incluida la

extinción de incendios, la resistencia ignífuga y la contención y los servicios de equipamiento anti-incendios. Obtenga más información. El equipo de extinción del departamento de seguridad contra incendios de UL ofrece sus servicios de certificación y ensayos personalizados a fabricantes, autoridades reguladoras, propietarios de edificios y compañías de seguros para una amplia gama de equipamiento de extinción que incluye productos para sistemas residenciales y comerciales de rociadores. Además, los directorios de UL contienen una lista de empresas que han demostrado su conformidad con los requisitos y las normas aplicables de UL y están autorizados a emplear la marca UL. Estos directorios son un recurso muy útil para autoridades reguladoras,
UL ofrece una amplia gama de servicios para el sector de los semiconductores como, por ejemplo, la marca UL Certification, servicios de evaluación de campo para maquinaria y conformidad con las directrices de seguridad SEMI S2. Obtenga más información en nuestras páginas sobre equipos y controles
El sector de la tecnología avanza muy rápidamente y se caracteriza por una innovación constante y dinámica. El diseño y la fabricación rápida de productos nuevos y mejores es una prioridad si se desea competir en el mercado. Underwriters Laboratories colabora con fabricantes e instaladores para garantizar a los consumidores la seguridad de los nuevos productos. Con un esfuerzo constante por lograr el equilibrio entre seguridad e innovación, UL ofrece ensayos exhaustivos y eficaces para que los consumidores puedan confiar en los productos que llevan la marca UL
TEMA ENSAYOS DE DUREZA Ensayo Rockwell Superficial
Es una variante del Ensayo Rockwell cuyo fin es únicamente analizar la superficie de los materiales. Por ejemplo, para analizar la superficie de un acero que ha sido tratado por carburación y medir así su dureza. Su técnica es básicamente reducir el esfuerzo aplicado para sólo penetrar en la superficie. Para este ensayo se utiliza una precarga menor de 3 kg, seguida de una carga mayor de 15, 30 o 45 kg. Estas escalas se identifican mediante número (15, 30 o 45) y una letra (N, T, W o Y) en función del penetrador.
Escalas de dureza Rockwell
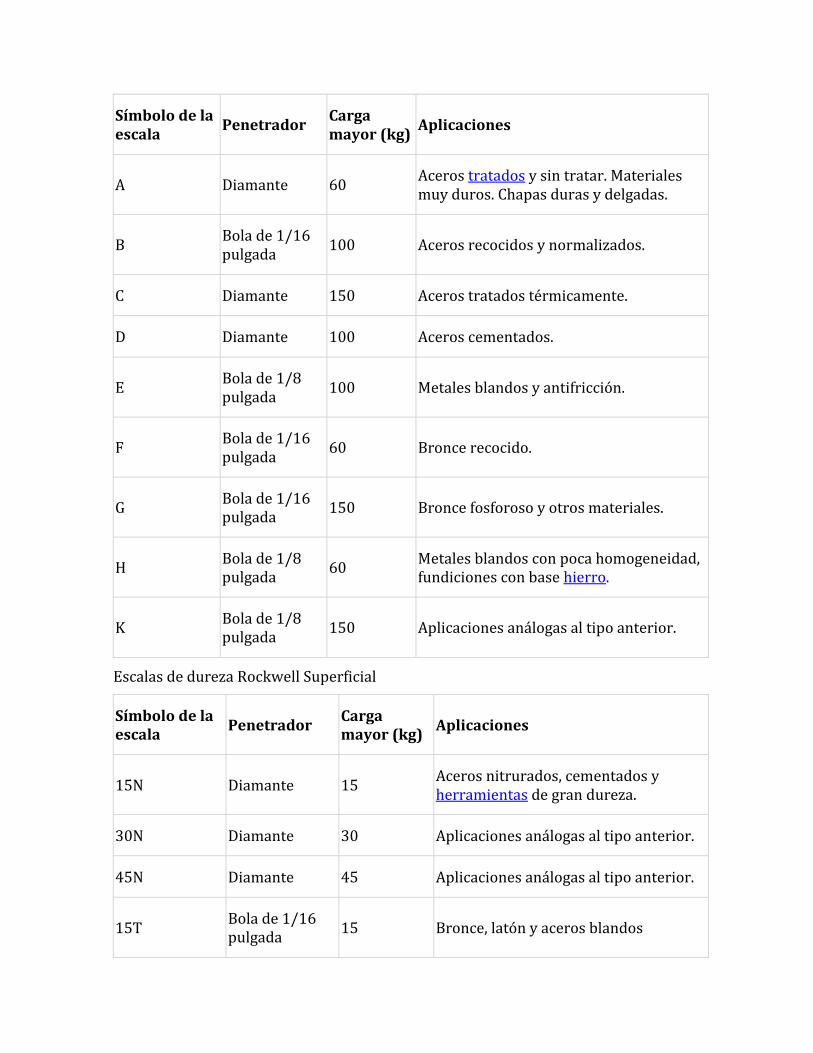
Símbolo de la escala
Penetrador Carga mayor (kg)
Aplicaciones
A Diamante 60 Aceros tratados y sin tratar. Materiales muy duros. Chapas duras y delgadas.
B Bola de 1/16 pulgada
100 Aceros recocidos y normalizados.
C Diamante 150 Aceros tratados térmicamente.
D Diamante 100 Aceros cementados.
E Bola de 1/8 pulgada
100 Metales blandos y antifricción.
F Bola de 1/16 pulgada
60 Bronce recocido.
G Bola de 1/16 pulgada
150 Bronce fosforoso y otros materiales.
H Bola de 1/8 pulgada
60 Metales blandos con poca homogeneidad, fundiciones con base hierro.
K Bola de 1/8 pulgada
150 Aplicaciones análogas al tipo anterior.
Escalas de dureza Rockwell Superficial
Símbolo de la escala
Penetrador Carga mayor (kg)
Aplicaciones
15N Diamante 15 Aceros nitrurados, cementados y herramientas de gran dureza.
30N Diamante 30 Aplicaciones análogas al tipo anterior.
45N Diamante 45 Aplicaciones análogas al tipo anterior.
15T Bola de 1/16 pulgada
15 Bronce, latón y aceros blandos
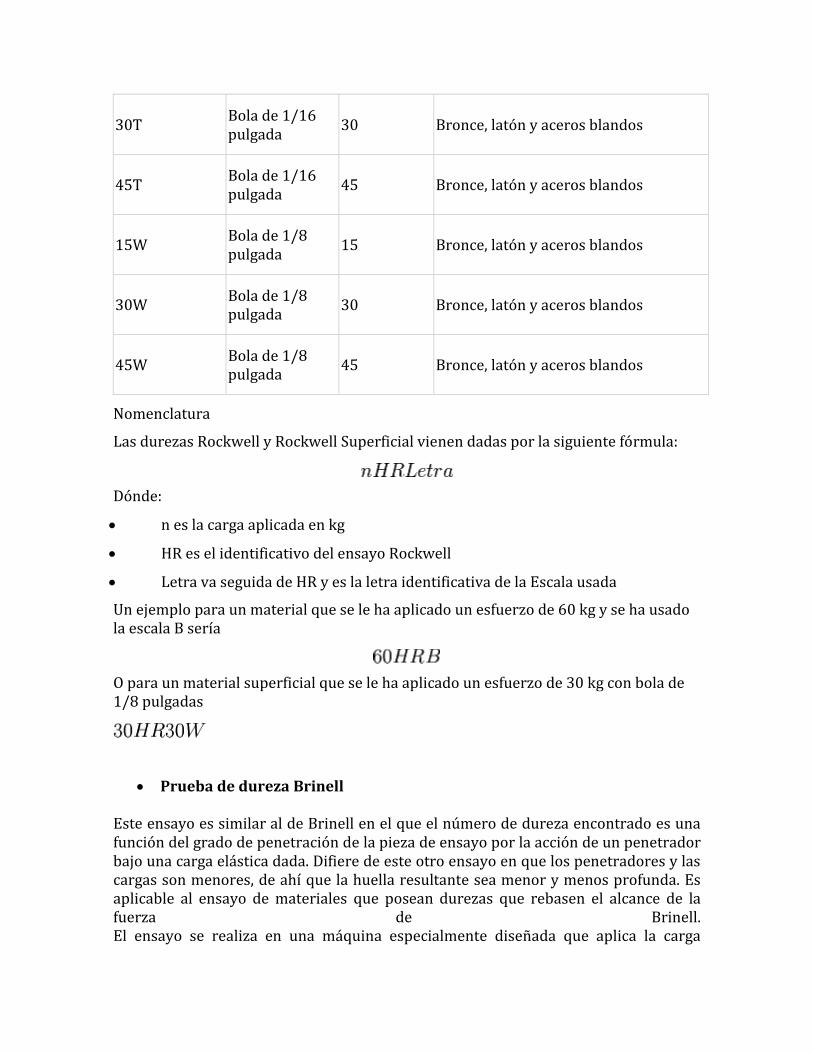
30T Bola de 1/16 pulgada
30 Bronce, latón y aceros blandos
45T Bola de 1/16 pulgada
45 Bronce, latón y aceros blandos
15W Bola de 1/8 pulgada
15 Bronce, latón y aceros blandos
30W Bola de 1/8 pulgada
30 Bronce, latón y aceros blandos
45W Bola de 1/8 pulgada
45 Bronce, latón y aceros blandos
Nomenclatura
Las durezas Rockwell y Rockwell Superficial vienen dadas por la siguiente fórmula:
Dónde:
n es la carga aplicada en kg
HR es el identificativo del ensayo Rockwell
Letra va seguida de HR y es la letra identificativa de la Escala usada
Un ejemplo para un material que se le ha aplicado un esfuerzo de 60 kg y se ha usado la escala B sería
O para un material superficial que se le ha aplicado un esfuerzo de 30 kg con bola de 1/8 pulgadas
Prueba de dureza Brinell
Este ensayo es similar al de Brinell en el que el número de dureza encontrado es una función del grado de penetración de la pieza de ensayo por la acción de un penetrador bajo una carga elástica dada. Difiere de este otro ensayo en que los penetradores y las cargas son menores, de ahí que la huella resultante sea menor y menos profunda. Es aplicable al ensayo de materiales que posean durezas que rebasen el alcance de la fuerza de Brinell. El ensayo se realiza en una máquina especialmente diseñada que aplica la carga

através de un sistema de pesas y palancas. El indentador o "penetrador" puede ser una bola de acero o un cono de diamante con una punta ligeramente redondeada. El valor de la dureza, según se lee en un indicador calatular especialmente graduado, es un número arbitrario que está inversamente relacionado con la profundidad de la huella.
....................................................
En la operación de la máquina se aplica inicialmente una pequeña carga de 10 Kg, la cual causa una penetración inicial que pone el penetrador sobre el material y lo mantiene en posición. La carátula se pone en la marca de "encendido" en la escala, y se aplica la carga principal; esta carga es usualmente de 60 o 100 Kg cuando se usa una bola de acero como penetrador, aunque pueden usarse otras cargas cuando resulte necesario y es, generalmente, de 150 Kg cuando se emplea el cono de diamante.
El penetrador esférico es normalmente de 1/16 plg de diámetro, pero otros de mayor diámetro tales como 1/8, 1/4, o 1/2 plg pueden emplearse para materiales suaves. Después de que la carga principal se aplica y retira, se toma la lectura de la dureza de la carátula mientras la carga menor permanece en posición. No existe ningún valor de dureza de Rockwell designado para un solo número porque resulta necesario indicar cual indentador y cual carga se emplearon al hacer el ensayo.
En este procedimiento debido a la pequeñez de la penetración y a la manera en que se le mide, existen algunas diferencias en la selección y preparación de las probetas, en comparación con el ensayo de Brinell. La superficie del ensayo debe ser plana y estar libre de escama, películas de óxido, fosas y materia extraña que pueda afectar a los resultados. Una superficie carcomida puede arrojar lecturas erráticas debido a la cercanía de algunas indentaciones al borde de una depresión,; esto permite el libre flujo del metal alrededor de la herramienta penetradora y resulta en una lectura baja. Las superficies aceitadas generalmente arrojan lecturas ligeramente más bajas que las secas debido a la fricción reducida en el penetrador.
La superficie del fondo debe estar libre de escama, suciedad u otras materias extrañas que puedan aplastarse o fluir bajo la presión de ensayo afectando asi los resultados. Todos los ensayos de dureza deben hacerse sobre un solo espesor del material; el
número de dureza determinado por penetración en una superficie curva es erróneo debido a la forma de la superficie.
La velocidad y el tiempo de la aplicación de la carga principal deben establecerse, respetarse, y reportarse al comparar los resultados. El amortiguador debe ajustarse de tal manera que la palanca operadora complete su viaje en cuatro o cinco segundos sin ninguna probeta en la máquina y con esta ajustada para aplicar una carga principal de 10 Kg; se especifica un intervalo de aplicación completa de la carga principal, no más de dos segundos.
El aparato de dureza superficial de Rockwell es una máquina para propósitos especiales, concebida especialmente para ensayos de dureza en que resulten posibles únicamente penetraciones someras y cuando se desee conocer la dureza de la probeta cerca de la superficie. Fue diseñado particularmente para ensayar el acero de nitruro, hojas para afeitar, trabajo ligeramente carbonizado, y lámina de latón, bronce y acero. El aparato superficial opera sobre el mismo principio que el aparato de Rockwell regular, pero emplea cargas menores y mayores más ligeras y posee un sistema de medición de la profundidad más sensitivo. En lugar de la carga menor de 10 Kg y las cargas mayores de 60,100,150 Kg de Rockwell regular, el aparato superficial aplica una carga menor de 3 Kg y cargas mayores de 15, 30 o 45 Kg. Un punto de dureza en la máquina superficial corresponde a una diferencia en profundidad de penetración de 0,001 mm.
Aparato de dureza de Vickers. Esta máquina es parecida a la de Brinell en la que se realiza una penetración y determina el número de dureza de la razón P/A de la carga P (Kg) al área superficial A de la penetración en mm2. El penetrador es una pirámide de base cuadrada en la cual el ángulo entre las caras opuestas es de 136º (ASTM E 92); la carga puede variar desde 5 hasta 120 Kg en incrementos de 5 Kg. Al conducir un ensayo la probeta se coloca sobre el yunque y se eleva mediante un tornillo hasta que se acerque a la punta del penetrador. Accionando la palanca de marcha un brazo de carga con relacción de 20:1 se abre y la carga es lentamente aplicada al penetrador y seguidamente retirada. La operación de una palanca de pedal reajusta la máquina, después de bajar el yunque, se coloca un microscopio sobre la probeta y se mide la diagonal de la penetración cuadrada hasta 0,001 mm.
La máquina se arregla también para realizar ensayos con penetraciones de bola de 1 y 2 mm. Una ventaja de la máquina aducida por algunos operadores radica en la medición de la huella: Una lectura mucho más exacta puede hacerse de la diagonal de un cuadrado que del diámetro de un círculo cuando la medición ha de hacerse entre dos tangentes del círculo. Es un método bastante rápido y puede usarse sobre metal tan delgado como 0,006 plg. se sostiene que resulta exacto para durezas tan altas como 1300 (aprox). 850 Brinell) y para indicar la finalidad de las superficies
endurecidas de acero nitruro. La dureza asi determinada parece conseguir un buen criterio de las cualidades de durabilidad del acero de nitruro.
Para no cometer errores muy grandes el espesor de la probeta del material en cuestión debe ser al menos diez veces la profundidad de la huella. También decir que los valores por debajo de 20 y por encima de 100 normalmente son muy imprecisos y debería hacerse un cambio de escala.
El cambio de escala viene definido por tablas orientativas, puesto que no es lo mismo analizar cobre que acero. Estas tablas proporcionan información orientativa sobre qué escala usar para no dañar la máquina o el penetrador, que suele ser muy caro.
Prueba de dureza Vickers
El ensayo de dureza Vickers fue desarrollado en 1924 por Smith y Sandland en Vickers Ltd como una alternativa a la Brinell método para medir la dureza de los materiales. El principio básico, al igual que con todas las medidas de dureza, es de observar el material en tela de juicio la capacidad de resistir a la deformación plástica de una fuente estándar. El Vickers prueba puede usarse para todos los metales y tiene una de las escalas más amplia entre los ensayos de dureza. La unidad de dureza determinado por la prueba que se conoce como la pirámide Número Vickers (HV). La dureza se puede convertir en unidades de pascales, pero no debe confundirse con una presión, que también tiene unidades de pascales. La dureza está determinada por la carga sobre la superficie de la sangría, y no el área normal a la fuerza, y por lo tanto no es una presión.
Existen tres tipos de ensayo de dureza Vickers, caracterizados por diferentes intervalos de fuerzas de ensayo Nota - En general, la disminución de la fuerza de ensayo aumenta la dispersión de los resultados de las mediciones. Esto es particularmente verdadero para ensayos de dureza de baja carga y microdureza Vickers, en los que la limitación principal surgirá en la medición de las diagonales de la huella. En ensayos industriales, ejecutados de acuerdo con la presente norma, la exactitud de la determinación de la diagonal media es improbable que sea mejor que ± 0,001 mm. Laincerteza correspondiente en los valores de dureza, por ejemplo, sería 20 HV para una longitud de diagonal de 0,010 mm. OBJETO Y CAMPO DE APLICACIÓN La presente norma tiene por objeto definir el método de ensayo de dureza Vickers HV 5 a HV 100 (carga de ensayo de 49,03 a 980,7 N) para materiales metálicos.
El ensayo consiste en hacer, sobre la superficie de una probeta, una huella conun penetrador en forma de pirámide recta de base cuadrada, con determinadoángulo en el vértice, y medir la diagonal de dicha huella después de quitar lacarga F. La dureza Vickers se define como el cociente de la carga de ensayo por el áreade la huella, que se considera como una pirámide recta de base cuadrada y conel mismo ángulo en el vértice que el penetrador. La dureza Vickers se designa por el símbolo HV precedido por el valor de dureza y completado por: a) un número convencional representativo de la carga de ensayo. b) tiempo de aplicación de la carga, en segundos, si es diferente del especificado. APARATOS Microdurometro Vertival con dispositivo microesclerometrico de carga variable hasta 160 gramos. Penetrador. Diamante en forma de una pirámide recta de base cuadrada, Ocular micrometrico de medida. El ensayo debe efectuarse sobre una superficie lisa y plana, exenta de óxidosy materias extrañas y, particularmente, de lubricantes. El grado de acabadode la superficie debe permitir una medición precisa de las diagonales de lahuella. TEMA ENSAYOS DE IMPACTO Los ensayos de impacto se utilizan para la determinación del comportamiento de un material a velocidades de deformación más altas. Los Péndulos clásicos determinan la energía absorbida en el impacto por una probeta estandarizada, midiendo la altura de elevación del martillo del Péndulo tras el impacto. Generalmente se pueden aplicar varios métodos de ensayo:
Charpy (ISO 179-1, ASTM D 6110)
Izod (ISO 180, ASTM D 256, ASTM D 4508) y 'unnotched cantilever beam impact' (ASTM D 4812)
Ensayo tracción por impacto (ISO 8256 und ASTM D 1822)
Dynstat ensayo flexión por impacto (DIN 53435)
Dentro de la norma ISO 10350-1 para valores característicos de punto único, el método de ensayo preferido es Charpy acorde a ISO 179-1, Para ello, el ensayo se realiza en probetas no entalladas con impacto en el canto (1eU). Si la probeta no se
rompe en esta configuración, el ensayo se realizará con probetas entalladas, aunque en este caso, los resultados no son directamete comparables. De no producirse la rotura de la probeta, se empleará el método de tracción por impacto.
Dentro de las normas ASTM, el método Izod acorde a ASTM D 256 es el más corriente. En él se emplean siempre probetas entalladas. Un método de aplicación menos común es el "unnotched cantilever beam impact" descrito en la norma ASTM D 4812. Este método es parecido al procedimiento Izod, pero con probetas no entalladas. En el caso de que sólo se pueden producir probetas pequeñas, se puede proceder por el método "Chip-impact" acorde a ASTM D 4508.
El procedimiento Charpy tiene una amplia gama de aplicación y es el más adecuado para el ensayo de materiales que presentan rotura por cizallamiento interlaminar o efectos de superficie. Además, el método Charpy ofrece ventajas en los ensayos con temperaturas bajas, ya que los asientos de la probeta se encuentran más alejados de la entalladura, evitando así una rápida transmisión de calor a las partes críticas de la probeta.
Algunos fabricantes de automóviles alemanes emplean para el ensayo de probetas pequeñas el método flexión por impacto Dynstat. Este método se describe sólamente en la DIN.
De acuerdo con ISO, cada martillo se puede emplear en un área del 10 al 80% de su energía nominal inicial. ASTM permite hasta un 85%.
La diferencia principal entre ISO y ASTM reside en la selección del tamaño del martillo. Según ISO, hay que emplear siempre el martillo más grande posible, aunque la cobertura de rangos es a veces mínima. Esta exigencia se basa en el supuesto de que la pérdida de velocidad al romper la probeta se tiene que mantener en un mínimo. El martillo estándar descrito en ASTM tiene una energía nominal de 2.7 Joule, todos los demás tamaños se obtienen multiplicando por dos. En este caso se ha de seleccionar el martillo más pequeño del rango para el ensayo.
Los Péndulos Zwick del tipo 5102 y 5113 y los de la nueva serie HIT son diseñados estrictamente acorde a las normas DIN, ISO y ASTM.
Productos para este tipo de aplicaciones
HIT - péndulos hasta 50 julios
Zwick Roell es el líder europeo en la producción de máquinas y sistemas para el ensayo mecano-tecnológico de materiales. Con el desarrollo de los péndulos HIT ofrecemos a los productores y a los transformadores del plástico péndulos de alto estanding

Máquina de ensayos de impacto por caída HIT230F
La máquina de impacto por caída es ideal para la realización de ensayos de penetración multiaxiales en plásticos acorde a las normas ISO 6603-2, ASTM D 3763, ASTM D 3029 (procedimiento B) a temperatura ambiente y un espectro de temperaturas más amplio, así como para el dañado previo de placas de material compuesto de fibras,
testXpert® II - software de ensayo para sistemas de ensayo estáticos
testXpert® II le da la seguridad de más de 80 años de experiencia y más de 10.000 instalaciones con éxito por todo el mundo. Conozca el software sencillo y de manejo intuitivo, que piensa por Usted!
Cámaras de temperatura
Las cámaras de temperatura se emplean para rangos de temperatura entre -80 hasta +250°C.
HTM máquinas de alta velocidad de 25 a 160 kN
El comportamiento de fractura de muchos materiales depende entre otros de la velocidad de la carga aplicada. Para el cálculo

numérico de la resistencia a choques se necesitan los datos o bien leyes correspondientes. Con las máquinas de ensayo servohidráulicas de alta velocidad de la serie HTM de Zwick se pueden determinar valores caracterísitcos dependientes del coeficiente de extensión a lo largo de un amplio rango de velocidad.
La cortadora se acciona mediante una palanca excéntrica y acoje hasta 4 dispositivos de corte. Incluido en el juego de accesorios estándar hay patrones de centrado para probetas redondas y anulares. Opcionalmente se pueden producir probetas rectangulares de hasta 160 x 30 mm y cuadrados de 75 x 75 mm. más
La entalladura normalizada tiene una influencia decisiva sobre los resultados del ensayo de impacto. El Notch Vision mide de forma óptica y con rapidez tanto la entalladura como las dimensiones de la probeta para el ensayo Charpy acorde a ISO (entalladura en U y V), ASTM E 23
El ensayo de impacto consiste en dejar caer un pesado péndulo, el cual a su paso golpea una probeta que tiene forma paralelepípeda ubicada en la base de la máquina. La probeta rompe de un solo golpe.
Principales parámetros que influyen en el ensayo.
FORMULA:
∆ Ep=mg(ho-hf)
> En donde:
Ep : Energía potencial gravitacional

m : masa
g : Gravedad
h : Altura
Tipos más importantes de probetas utilizadas en los ensayos Ensayo Charpy Ensayo Izod
Ensayo de impacto
Método para determinar el comportamiento del material sometido a una carga de choque en flexión, tracción o torsión. La cantidad que suele medirse es la energía absorbida al romperse la probeta en un solo golpe, como en el ensayo de impacto Charpy, el ensayo de impacto Izod y el ensayo de tensión por impacto. Los ensayos de impacto tambien se realizan sometiendo las probetas a varios golpes de intensidad creciente, como en el ensayo de impacto con caída de bola y el ensayo de impacto con golpe repetido. La resilencia al impacto y la dureza con rebote de proyectil se determinan en ensayos de impacto
Figura Probetas de un ensayo de impacto
El ensayo de impacto consiste en dejar caer un pesado péndulo, el cual a su paso golpea una probeta que tiene forma paralelepípeda ubicada en la base de la máquina.
La probeta posee un entalle estándar para facilitar el inicio de la fisura; este entalle recibe el nombre de V-Notch. Luego de golpear la probeta, el péndulo sigue su camino alcanzando una cierta altura que depende de la cantidad de energía disipada al golpear. Las probetas que fallan en forma frágil se rompen en dos mitades, en cambio aquellas con mayor ductilidad se doblan sin
romperse. Este comportamiento es muy dependiente de la temperatura y la composición química, esto obliga a realizar el ensayo con probetas a distinta temperatura, para evaluar la existencia de una "temperatura de transición dúctil-frágil". Este ensayo se lleva a un gráfico como el mostrado en la Figura 19 en donde se puede apreciar un fuerte cambio en la energía disipada para algunos aceros de bajo carbono. Mientras que el níquel no muestra una variación notable.
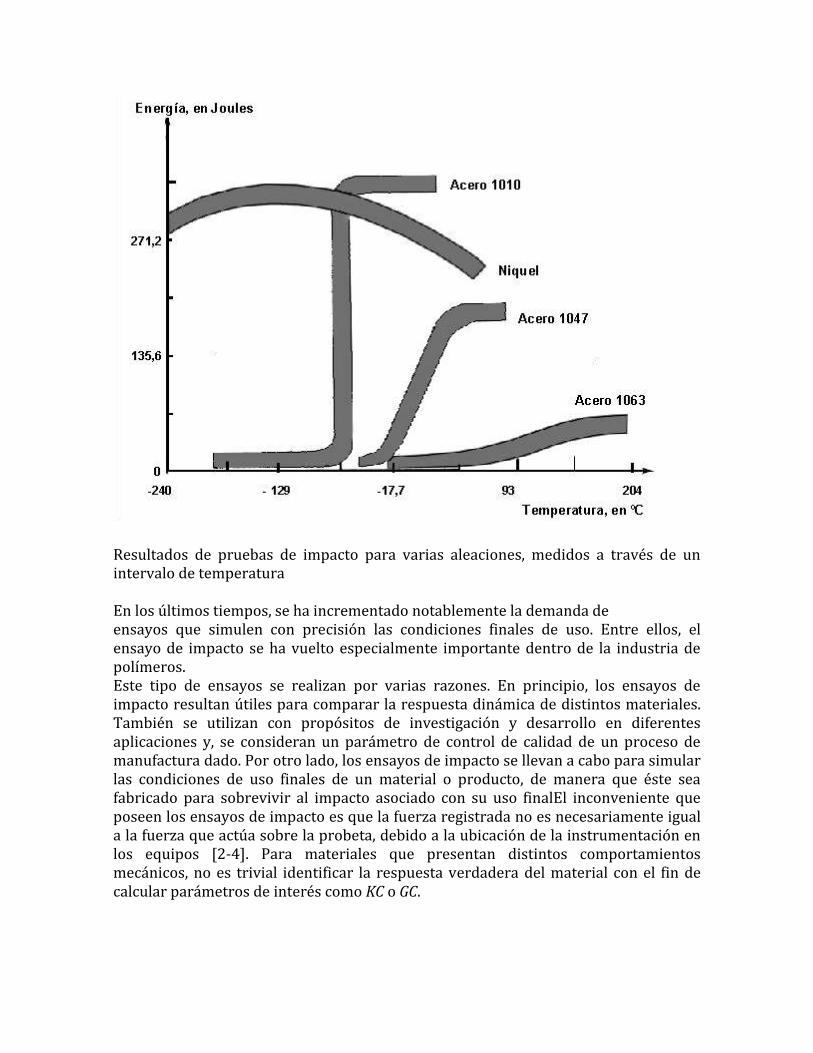
Resultados de pruebas de impacto para varias aleaciones, medidos a través de un intervalo de temperatura
En los últimos tiempos, se ha incrementado notablemente la demanda de ensayos que simulen con precisión las condiciones finales de uso. Entre ellos, el ensayo de impacto se ha vuelto especialmente importante dentro de la industria de polímeros. Este tipo de ensayos se realizan por varias razones. En principio, los ensayos de impacto resultan útiles para comparar la respuesta dinámica de distintos materiales. También se utilizan con propósitos de investigación y desarrollo en diferentes aplicaciones y, se consideran un parámetro de control de calidad de un proceso de manufactura dado. Por otro lado, los ensayos de impacto se llevan a cabo para simular las condiciones de uso finales de un material o producto, de manera que éste sea fabricado para sobrevivir al impacto asociado con su uso finalEl inconveniente que poseen los ensayos de impacto es que la fuerza registrada no es necesariamente igual a la fuerza que actúa sobre la probeta, debido a la ubicación de la instrumentación en los equipos [2-4]. Para materiales que presentan distintos comportamientos mecánicos, no es trivial identificar la respuesta verdadera del material con el fin de calcular parámetros de interés como KC o GC.

El objetivo más ambicioso que se puede plantear, desde el punto de vista del procesamiento de datos, es la obtención de la respuesta dinámica del material en condiciones tales que no se vea afectada por el ensayo [5-8]. Para ello, se requiere tanto de un conocimiento minucioso del instrumento de medición como de las condiciones del ensayo. De esta manera es posible extraer los efectos inherentes al ensayo y a la medición, y lograr entonces el “filtrado de la señal”. En esta tesis se enfrenta el problema de encontrar la verdadera respuesta carga desplazamiento obtenida en un ensayo de fractura en condiciones de alta velocidad dedeformación. Está orientada al desarrollo de una metodología de análisis y procesamiento de datos experimentales, que permite recuperar la respuesta mecánica del material lo más cercana posible a la verdadera, aislando los efectos dinámicos propios del ensayo(pérdida de contacto entre el percusor y la probeta, oscilación, y disipación de energía). El ensayo de impacto es de suma importancia, ya que nos brinda la información adecuada a cerca de la ductilidad y fragilidad del material a ensayar, y nos señala ciertas propiedades del material al momento de ejecutar dicha prueba que están ligadas al impacto como la resiliencia, tenacidad y fragilidad. Un objetivo primordial en el cual se basa es en la determinación del Coeficiente de Resiliencia (K), según que el mismo se haya obtenido a diferentes temperaturas de ensayo, de forma que se establezca una relación entre la temperatura de servicio de un material y su comportamiento ante cargas de impacto. Es comúnmente aplicado en materiales que han fallado como resultado de un choque y sobre todo si los mismos han estado sometidos a extremas temperaturas en el momento de la falla. La prueba consistió en evaluar la Tenacidad o la Resiliencia de probetas hechas de acero AISI 1045, cada probeta estaba a diferente temperatura, a la cual se le aplica una carga de impacto cuya energía se transfiere a la probeta ensayada, esta energía es la cinética que se almacena cuando se sube el péndulo para poder provocar su fractura, y de acuerdo a cada temperatura de cada muestra se obtuvieron fracturas y resultados diferentes. La prueba es considerada como un ensayo destructivo, ya que la muestra evaluada queda fracturada o dañada en su superficie. En la parte de los cálculos se tuvo que analizar la superficie de fractura y compararla con el nivel de
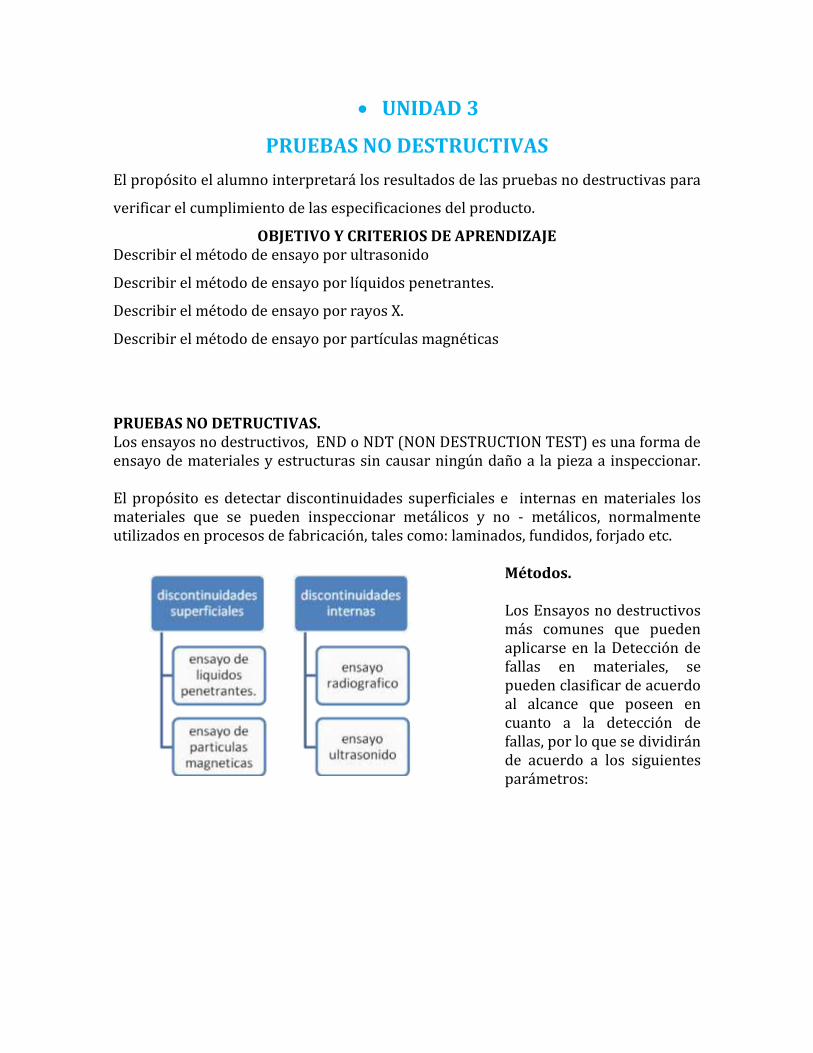
UNIDAD 3
PRUEBAS NO DESTRUCTIVAS
El propósito el alumno interpretará los resultados de las pruebas no destructivas para
verificar el cumplimiento de las especificaciones del producto.
OBJETIVO Y CRITERIOS DE APRENDIZAJE Describir el método de ensayo por ultrasonido
Describir el método de ensayo por líquidos penetrantes.
Describir el método de ensayo por rayos X.
Describir el método de ensayo por partículas magnéticas
PRUEBAS NO DETRUCTIVAS. Los ensayos no destructivos, END o NDT (NON DESTRUCTION TEST) es una forma de ensayo de materiales y estructuras sin causar ningún daño a la pieza a inspeccionar. El propósito es detectar discontinuidades superficiales e internas en materiales los materiales que se pueden inspeccionar metálicos y no - metálicos, normalmente utilizados en procesos de fabricación, tales como: laminados, fundidos, forjado etc.
Métodos. Los Ensayos no destructivos más comunes que pueden aplicarse en la Detección de fallas en materiales, se pueden clasificar de acuerdo al alcance que poseen en cuanto a la detección de fallas, por lo que se dividirán de acuerdo a los siguientes parámetros:

TEMA
ULTRASONIDO
ENSAYO DE ULTRASONIDO Se considera ultrasonido aquellasoscilaciones de presión que poseen frecuencias por encima de la gamaaudible (ésto es, superior a 20 000 Hz). El equipamiento utilizado para la aplicación de estas técnicas es capaz degenerar, emitir y captar haces de ondas muy bien definidas sujetas a lasleyes de reflexión al encontrar en su trayectoria un cambio en laspropiedades físicas del medio en el cual se propagan. Al ser captadas, sonanalizadas según el objetivo del equipamiento y con la determinación del tiempo transcurrido desde su emisión hasta su recepción, puede conocersela distancia recorrida, al ser la velocidad previamente establecida.El ensayo por ultrasonido es un método no destructivo, en el cual un hazsónico de alta frecuencia (125 KHz a 20 MHz) es introducido en el material aser inspeccionado con el objetivo de detectar discontinuidades internas ysuperficiales. El sonido que recorre el material es reflejado por las interfaces y es detectado y analizado para determinar la presencia y localización dediscontinuidades. Definición y naturaleza de las ondas ultrasónicas Son ondas mecánicas vibratorias o sea para que sea propague el ultrasonido, se requiere que las partículas del medio ya sea liquido, aire o sólido oscilan alrededor de sus posiciones de equilibrio. Tipos de ondas ultrasónicas Se clasifican en: Ol. Onda longitudinal: se propaga en tres medios. OT. Onda transversal: se propaga en sólidos únicamente. OR. Onda Rayleigh: se propaga en sólidos únicamente. Impedancia acústica Resistencia del medio a la vibración acústica de las partículas. Generación de ondas ultrasónicas Para generar existen varios métodos. Para el ultrasonido se hace uso decristales piezoeléctricos o de materiales cerámicos ferro eléctrico.Piezoelectricidad: propiedad de algunos cristales como el cuarzo de convertir energía eléctrica en energía mecánica vibratoria y viceversa. Cuarzo paraaltas frecuencias, mayores de 10 mhz.Ferro electricidad: propiedad de algunos materiales cerámicos previamentepolarizados de comportarse como los cristales piezoeléctricos. ej: titanato debario, sulfato de litio.
Palpadores o transductores Tipos: a. incidencia normal. b. incidencia angular. Palpadores con: 1. un solo cristal emisor y receptor. 2. doble cristal, uno emisor y otro receptor. 3. múltiples cristales para aplicaciones especiales. Agentes acoplantes Es un medio fluido que permite que el ultrasonido pase del palpador al material de ensayo. Los medios de acople pueden ser: grasa, aceite, vaselina, agua. A mayor rugosidad mayor viscosidad del acoplante. Técnicas de ensayo - transmisión. - resonancia. - pulso - eco. Transmisión Ventaja: Puede detectar discontinuidades muy cercanas a la superficie. Desventajas: No ubica la discontinuidad. Requiere acceso a las dos superficies. Resonancia: Se consigue que haya resonancia entre un material y el palpador. Elpalpador es de frecuencia variable, la cual se varía hasta hallar la deresonancia.Es utilizado para la detección de discontinuidades externas del material,también para la medición de espesores. Pulso - eco Se emiten pulsos de ultrasonido y se esperan reflexiones las cualespueden proceder de superficies posteriores (palpadores normales) o dediscontinuidades, por lo tanto en un osciloscopio mediante el principiopiezoeléctrico aparecen ecos de fondo para cada reflexión. Ventajas: Requiere acceso a una superficie únicamente Ubica la discontinuidad.
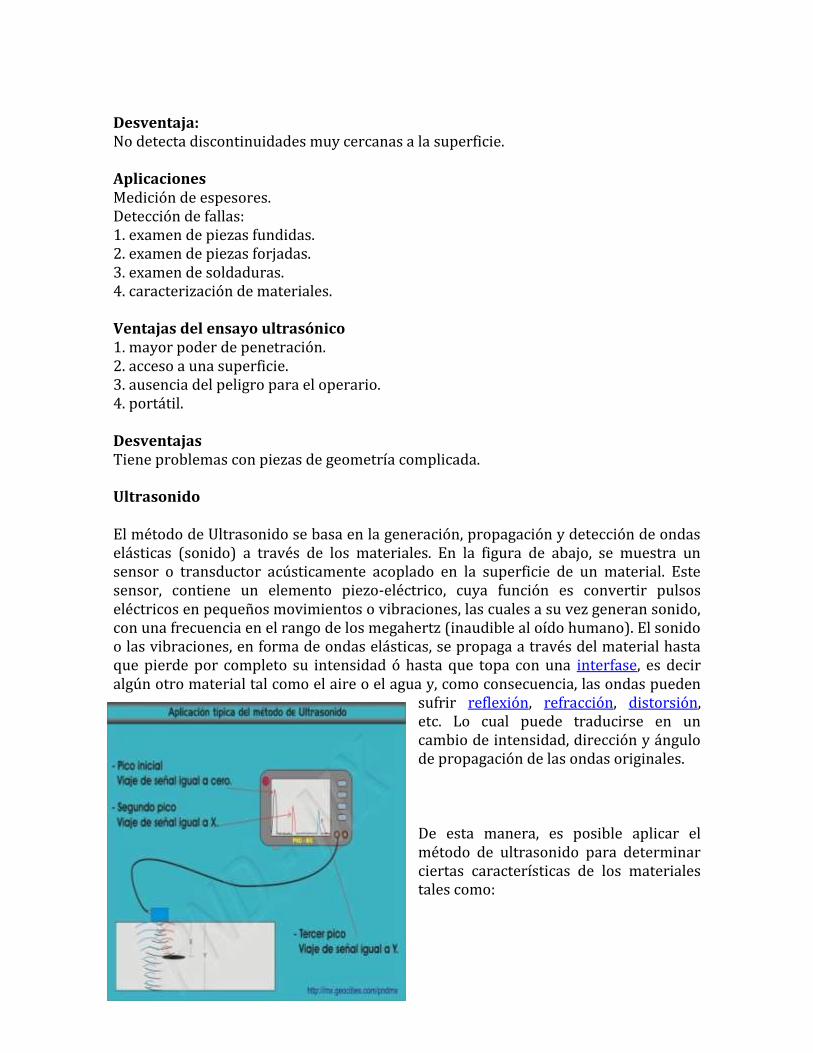
Desventaja: No detecta discontinuidades muy cercanas a la superficie. Aplicaciones Medición de espesores. Detección de fallas: 1. examen de piezas fundidas. 2. examen de piezas forjadas. 3. examen de soldaduras. 4. caracterización de materiales. Ventajas del ensayo ultrasónico 1. mayor poder de penetración. 2. acceso a una superficie. 3. ausencia del peligro para el operario. 4. portátil. Desventajas Tiene problemas con piezas de geometría complicada.
Ultrasonido
El método de Ultrasonido se basa en la generación, propagación y detección de ondas elásticas (sonido) a través de los materiales. En la figura de abajo, se muestra un sensor o transductor acústicamente acoplado en la superficie de un material. Este sensor, contiene un elemento piezo-eléctrico, cuya función es convertir pulsos eléctricos en pequeños movimientos o vibraciones, las cuales a su vez generan sonido, con una frecuencia en el rango de los megahertz (inaudible al oído humano). El sonido o las vibraciones, en forma de ondas elásticas, se propaga a través del material hasta que pierde por completo su intensidad ó hasta que topa con una interfase, es decir algún otro material tal como el aire o el agua y, como consecuencia, las ondas pueden
sufrir reflexión, refracción, distorsión, etc. Lo cual puede traducirse en un cambio de intensidad, dirección y ángulo de propagación de las ondas originales.
De esta manera, es posible aplicar el método de ultrasonido para determinar ciertas características de los materiales tales como:

Velocidad de propagación de ondas. Tamaño de grano en metales. Presencia de discontinuidades (grietas, poros, laminaciones, etc.) Adhesión entre materiales. Inspección de soldaduras. Medición de espesores de pared.
Como puede observarse, con el método de ultrasonido es posible obtener una evaluación de la condición interna del material en cuestión. Sin embargo, el método de ultrasonido es más complejo en practica y en teoría, lo cual demanda personal calificado para su aplicación e interpretación de indicaciones o resultados de prueba.
TEMA
ENSAYO DE LÍQUIDOS PENETRANTES.
Basado en el principio físico "Capilaridad", consiste en la aplicación de un líquido, con buenas características de penetración en pequeñas aberturas, sobre la superficie limpia del material a inspeccionar. Una vez que ha transcurrido un tiempo suficiente, como para que el líquido penetrante recién aplicado, penetre considerablemente en cualquier abertura superficial, se realiza una remoción o limpieza del exceso de líquido penetrante, mediante el uso de algún material absorbente (papel, trapo, etc.) y, a continuación se aplica un líquido absorbente, comúnmente llamado revelador, de color diferente al líquido penetrante, el cual absorberá el líquido que haya penetrado en las aberturas superficiales. Por consiguiente, las áreas en las que se observe la presencia de líquido penetrante después de la aplicación del líquido absorbente, son áreas que contienen discontinuidades superficiales (grietas, perforaciones, etc.)
Existen dos tipos básicos de líquidos penetrantes,
Líquidos Penetrantes Fluorescentes: contienen un colorante que flouresce bajo la luz negra o ultravioleta. Se emplean líquidos penetrantes que solo son visibles al ojo humano cuando se les observa en la oscuridad y utilizando luz negra o ultravioleta, lo cual les da un aspecto fluorescente.
Líquidos Penetrantes Visibles no fluorescentes: contienen un colorante de
alto contraste bajo luz blanca. Se emplean líquidos penetrantes que son visibles a simple vista ó con ayuda de luz artificial blanca.
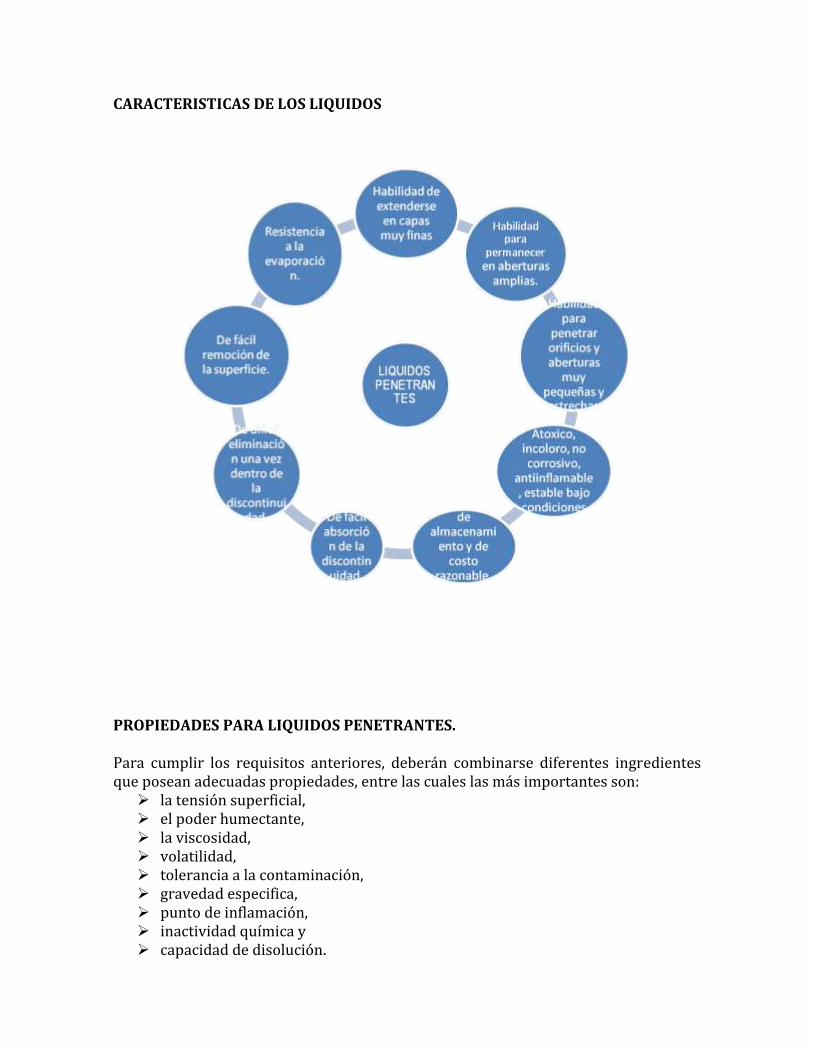
CARACTERISTICAS DE LOS LIQUIDOS
PROPIEDADES PARA LIQUIDOS PENETRANTES. Para cumplir los requisitos anteriores, deberán combinarse diferentes ingredientes que posean adecuadas propiedades, entre las cuales las más importantes son: la tensión superficial, el poder humectante, la viscosidad, volatilidad, tolerancia a la contaminación, gravedad especifica, punto de inflamación, inactividad química y capacidad de disolución.

SUBTECNICAS.
Cada una de estas, pueden a su vez, ser divididas en tres subtécnicas: aquellas en las que se utiliza líquidos removibles con agua, aquellas en las que se utiliza líquidos removibles con solvente y aquellas en las que se utilizan líquidos posemulsificables.
Los sistemas penetrantes generalmente se identifican por el método empleado en la remoción del exceso del líquido penetrante. Estos sistemas son comunes tanto a los tipos de penetrante fluorescente como a los de colorante visible. Penetrantes post-emulsificables, se requiere una etapa adicional separada, que consiste en la aplicación de un emulsificador que hace que el penetrante pueda ser removido posteriormente con un lavado con agua. Generalmente los tiempos de emulsificacion están comprendidos entre cinco minutos. El método de lavado con agua no es factible o práctico. En este método, el exceso de penetrante se elimina en dos etapas:
Primero, se elimina todo el penetrante posible limpiando la superficie de la pieza con un paño limpio y absorbente, exento de pelusa. La capa superficial de penetrante que queda se elimina
después pasando por la pieza un paño ligeramente impregnado de un disolvente apropiado. es necesario tener cuidado de no emplear demasiado disolvente con el fin de minimizar la posibilidad de eliminar el penetrante contenido en las discontinuidades.
a. removible con agua
Este sistema consiste en un líquido penetrante lavable con agua, que al ser aplicado a la superficie de la pieza y después de haberlo dejado un tiempo de penetración suficiente se retira de la superficie de la pieza mediante lavado con agua. los penetrantes empleados en los procesos lavables con agua no son soluciones simples sino formulas que contienen ciertos ingredientes tales como aceites penetrantes, colorantes, agente emulsificadores y agentes estabilizadores. El objetivo de la formulación es producir un liquido único que contiene características de buena penetrabilidad y solubilidad del colorante con propiedades de lavado bajo la acción del agua y que mantenga su
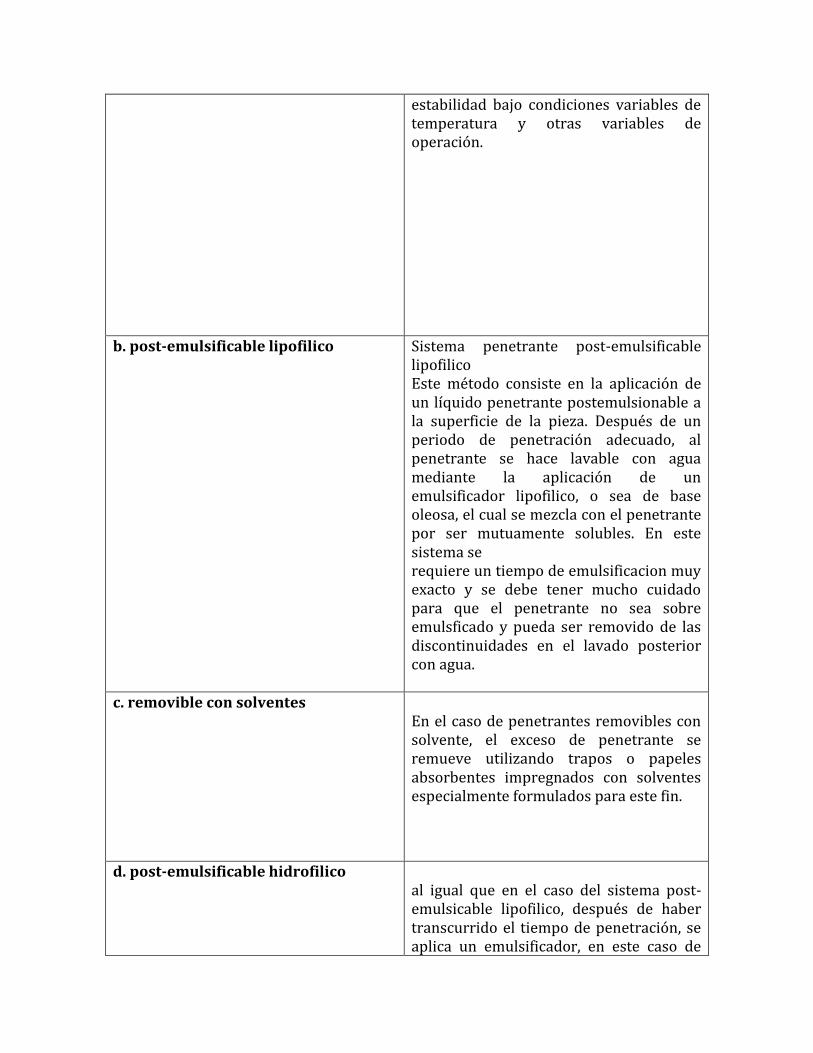
estabilidad bajo condiciones variables de temperatura y otras variables de operación.
b. post-emulsificable lipofilico
Sistema penetrante post-emulsificable lipofilico Este método consiste en la aplicación de un líquido penetrante postemulsionable a la superficie de la pieza. Después de un periodo de penetración adecuado, al penetrante se hace lavable con agua mediante la aplicación de un emulsificador lipofilico, o sea de base oleosa, el cual se mezcla con el penetrante por ser mutuamente solubles. En este sistema se requiere un tiempo de emulsificacion muy exacto y se debe tener mucho cuidado para que el penetrante no sea sobre emulsficado y pueda ser removido de las discontinuidades en el lavado posterior con agua.
c. removible con solventes En el caso de penetrantes removibles con solvente, el exceso de penetrante se remueve utilizando trapos o papeles absorbentes impregnados con solventes especialmente formulados para este fin.
d. post-emulsificable hidrofilico
al igual que en el caso del sistema post-emulsicable lipofilico, después de haber transcurrido el tiempo de penetración, se aplica un emulsificador, en este caso de
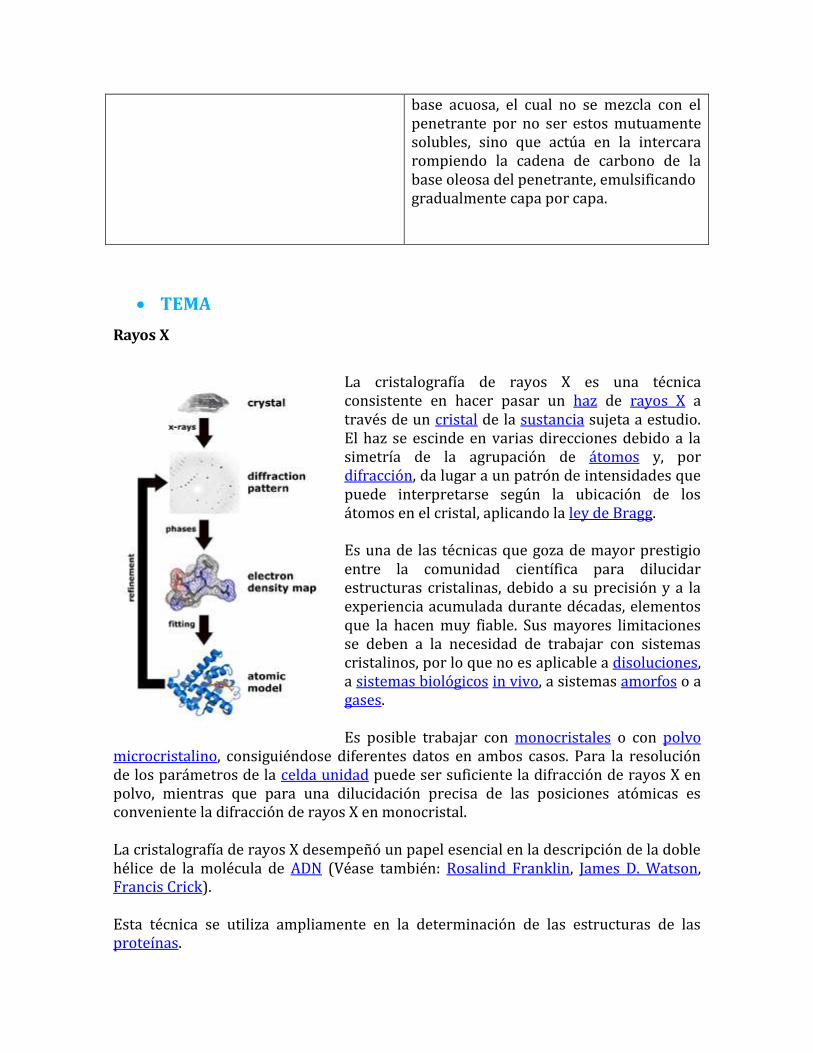
base acuosa, el cual no se mezcla con el penetrante por no ser estos mutuamente solubles, sino que actúa en la intercara rompiendo la cadena de carbono de la base oleosa del penetrante, emulsificando gradualmente capa por capa.
TEMA
Rayos X
La cristalografía de rayos X es una técnica consistente en hacer pasar un haz de rayos X a través de un cristal de la sustancia sujeta a estudio. El haz se escinde en varias direcciones debido a la simetría de la agrupación de átomos y, por difracción, da lugar a un patrón de intensidades que puede interpretarse según la ubicación de los átomos en el cristal, aplicando la ley de Bragg.
Es una de las técnicas que goza de mayor prestigio entre la comunidad científica para dilucidar estructuras cristalinas, debido a su precisión y a la experiencia acumulada durante décadas, elementos que la hacen muy fiable. Sus mayores limitaciones se deben a la necesidad de trabajar con sistemas cristalinos, por lo que no es aplicable a disoluciones, a sistemas biológicos in vivo, a sistemas amorfos o a gases.
Es posible trabajar con monocristales o con polvo microcristalino, consiguiéndose diferentes datos en ambos casos. Para la resolución de los parámetros de la celda unidad puede ser suficiente la difracción de rayos X en polvo, mientras que para una dilucidación precisa de las posiciones atómicas es conveniente la difracción de rayos X en monocristal.
La cristalografía de rayos X desempeñó un papel esencial en la descripción de la doble hélice de la molécula de ADN (Véase también: Rosalind Franklin, James D. Watson, Francis Crick).
Esta técnica se utiliza ampliamente en la determinación de las estructuras de las proteínas.

El fenómeno de difracción es debido esencialmente a la relación de fases entre dos o más ondas. Las diferencias de camino óptico conducen a diferencias de fase que a su vez producen un cambio en la amplitud. Cuando dos ondas están completamente desfasadas se anulan entre sí, ya sea porque sus vectores sean cero o porque estos sean igual en magnitud pero en sentido contrario. Por el contrario, cuando dos ondas están en fase, la diferencia de sus caminos ópticos es cero o un número entero de la longitud de onda.
Cuando consideramos la difracción de rayos X monocromáticos y paralelos en estructuras ordenadas, existen diferencias de camino óptico. Esto sucede por dispersión y no por alguna interacción entre los rayos X y los átomos de las estructuras. La difracción de rayos X es descrita completamente por la Ley de Bragg.
La difracción de rayos X ocurre sólo cuando la longitud de onda es del mismo orden que los centros de dispersión. Así, para estas ondas electromagnéticas se necesitan rejillas de dispersión del orden de Å. Sólo en la naturaleza y, en particular, en las separaciones interatómicas se encuentran estas distancias. Lo anterior se deduce de la ley de Bragg. Se debe cumplir que sen(θ) sea menor que uno entonces se tiene que
Por consiguiente nλ debe ser menor que 2d. Para el primer máximo de difracción n=1 y se debe cumplir para que haya difracción que λ < 2d
Métodos de Difracción de Rayos X
Existen tres métodos para producir difracción de rayos X. Método de Laue, Método de rotación de cristal y método Powder.
Método de Laue
Consiste en hacer incidir en un cristal un espectro continuo de rayos X, de tal manera que para cada longitud de onda, existirá un determinado ángulo. El método de transmisión de Laue (a) en la figura consiste en colocar esta película detrás del cristal como se ve a la derecha. Por el contrario, en el método de reflexión (b) en la figura de Laue, la película se interpone entre la fuente y el cristal, esta posee un agujero que deja pasar los haces de rayos X.
En el método de transmisión de Laue los haces difractados forman un patrón de machas circular o elíptico y en cambio, el patrón formado en el método de reflexión de Laue son hipérbolas
Método de rotación de cristal
Se hace incidir un haz de rayos X monocromáticos sobre un cristal. Para detectar los haces difractados, la película es envuelta de forma cilíndrica de tal manera que rodee al cristal. El cristal se hace girar sobre el eje perpendicular al haz incidente, el cual coincide con el eje del cilindro. Para encontrar el ángulo al cual se cumple la ley de Bragg, el giro del cristal se hace sucesivamente de 0° a 90°, hasta encontrar el patrón de difracción mostrado
Método del Polvo
El cristal a analizar es reducido a polvo de tal manera que forme un conjunto de pequeños cristales. Si se tuviese un cristal y en él se hiciera incidir un haz monocromático, el haz se difractaría a un ángulo en particular. Al hacer girar este cristal de 0° a 360°, el haz formará un cono cuyo eje coincide con el del haz incidente. El interés de este método en tomar varios cristales, es formar este cono con las distintas orientaciones posibles de los diversos cristales
Ley de Bragg
La fórmula de Bragg permite calcular la longitud de onda de los rayos a partir de la constante reticular d, o inversamente, ésta última si se conoce la longitud de onda, y de aquí su doble aplicación al estudio de los rayos X y de la estructura de los cristales. Esta técnica también juega un importante papel en los estudios de la estructura de líquidos y moléculas orgánicas, y ha sido decisiva en la determinación de la estructura de la doble hélice del ADN y subsiguiente investigación en genética molecular.
Difracción de Rayos X de la fracción Arcilla
En la identificación de minerales arcillosos se tratan técnicas como la difracción de rayos X (DRX) para muestras orientadas, análisis térmico diferencial (ATD) y espectroscopia infrarroja (IR), que corresponde al estudio de la fracción del suelo con tamaño inferior a 2μm, Las técnicas desarrolladas por el profesor Jacquez Thorez, de Bégica se han implementado en el Laboratorio de Suelos del IGAC (Instituto Geográfico Agustín Codazzi, Colombia) y ha mostrado muy buenos resultados en el tratamiento y análisis de la fracción arcillosa de los Suelos (IGAC, Mineralogia de la Fracción Arcilla, 2006. Thorez, J. Phyllosilicates and Clay Minerals,1975).
La técnica de análisis en el difractómetro de rayos X de minerales de arcilla es orientar la muestra mediante saturación con Cloruro de Magnesio, Cloruro de Potasio, Etilenglicol y una muestra calentada a 550°C. Se remueve generalmente la fracción orgánica y Fe y Mg. Esta técnica permite determinar si las arcillas son esmectitas (montmorillonitas), cloritas o si son filosilicatos (cloritas).
Análisis de Metales Preciosos en el difractómeto de rayos X
Mediante la Ley de Bragg es posible llegar a conocer las dimensiones de la celda cristalina de los cristales de los metales preciosos en Å (Armstrong). El proceso es montar una muestra en polvo del metal seleccionado, el cual puede ser separado magnéticamente o mediante centrifugado, tamizado, o por métodos químicos como el tratamiento con Acido Clorhidrico, Acido Nítrico, Acido Fluorhidrico entre otros. Se emplea un programa especializado X-Pert de Phillips, para analizar los difractoramas y comparar las dimensiones de la celda con los resultados de la difracción. La mayor importancia de estos análisis es determinar el contenido de Iridio, Bismuto, Platino, Mercurio, Oro y Plata, incluso determinar Hafnio y otros metales que son importantes en la industria tecnológica (por ejemplo superconductores) y posibles yacimientos de estos metales o minerales que contengan estos elementos.
DIFRACCIÓN DE RAYOS X. MÉTODO DE POLVO CRISTALINO
El fenómeno de la difracción de Rayos X consiste básicamente en un proceso de interferencias constructivas de ondas de rayos X que se produce en determinadas direcciones de espacio. Significa que las ondas tienen que estar en fase, lo que ocurre cuando su diferencia de trayectoria es cero o un múltiplo entero de longitudes de onda.
La difracción de rayos X en muestras de polvo cristalino o muestras policristalinas se puso de manifiesto primeramente en Alemania por P.Debye y P.Scherrer en (1916) y casi al mismo tiempo se desarrolló a través de los estudios de Hull en los Estados Unidos. El descubrimiento del fenómeno de la difracción en este tipo de muestras se convierte rápidamente en una técnica experimental de extendido uso, debido básicamente al amplio campo de aplicación que podemos encontrar para el estudio de sustancias cristalinas. Hoy día esta técnica constituye una habitual herramienta de trabajo con una extraordinaria utilidad en muy distintas disciplinas científicas y tecnológicas, por el carácter polifacético en lo que se refiere a la gran variedad de información que proporciona.
La identificación de fases cristalinas constituye uno de los campos de aplicación más importantes del método de polvo cristalino.
El registro del espectro difractado puede realizarse empleando dos dispositivos experimentales con características bien diferenciadas:
Métodos fotográficos (cámaras Debye-Scherrer). Difractómetro de polvo.
La diferencia radica en el registro, en las cámaras de polvo el espectro se registra en una película fotográfica, en la que la densidad de ennegrecimiento indica la intensidad de las radiaciones reflejadas. En el difractómetro de polvo, se obtiene un registro

gráfico de las señales que las reflexiones originan en detectores electrónicos de radiación.
EL DIFRACTÓMETRO DE POLVO
Normalmente posee una geometría de tipo Bragg-Brentano en el que, el contador electrónico puede formar un ángulo variable (2ð = 3º-110º) con el haz incidente de rayos X.
Cuando la muestra gira un ángulo ð el contador gira 2ð, este movimiento ð ð ðð es el que hace que el difractómetro se denomine “Difractómetro de dos círculos” (Figura 1). En un difractómetro comercial la muestra se sitúa en el centro de eje del goniómetro de
precisión, cuya velocidad angular está sincronizada en la relación anterior 2:1 con el detector.
El registro gráfico o difractograma consiste de picos distribuidos en función de los valores angulares, 2ð, y que corresponden a las de las reflexiones que representan. Las alturas de estos máximos y más concretamente sus áreas constituyen magnitudes muy representativas de las intensidades de las reflexiones correspondientes, las cuales pueden ser medidas con gran exactitud y reproducibilidad.
IDENTIFICACIÓN DE FASES, MÉTODO DE POLVO CRISTALINO
La identificación de una fase cristalina por este método se basa en el hecho de que cada sustancia en estado cristalino tiene un diagrama de rayos X que le es característico. Estos diagramas están coleccionados en fichas, libros y bases de datos del Joint Committee on Powder Difraction Standards y agrupados en índices de compuestos orgánicos, inorgánicos y minerales. Se trata, por lo tanto, de encontrar el mejor ajuste del diagrama problema con uno de los coleccionados.
Un método adecuado es el de “Hanawalt”, en el que cada diagrama aparece caracterizado por los tres picos de difracción más intensos. Contiene un sistema de subgrupos resultante de dividir el rango de los valores de d en 47 regiones, cada una contiene un número aproximadamente igual de diagramas. Cada diagrama con sus tres líneas más fuertes está asignado a un grupo. Todos los diagramas asignados a cada Grupo Hanawalt están ordenados de forma que en la primera columna aparece el valor de d correspondiente a la línea más intensa, en la segunda columna aparece el valor de d correspondiente a la siguiente línea en intensidad y en la tercera columna aparece el valor de d correspondiente a la tercera línea más intensa y en las cinco columnas restantes apareen los valores de d siguiendo el mismo orden decreciente, tanto en su valor como en el de la intensidad. A continuación de las columnas correspondientes a los valores de d, ordenados según valores decrecientes de intensidad, aparece la fórmula química, el nombre y el número de la ficha de la sustancia correspondiente.
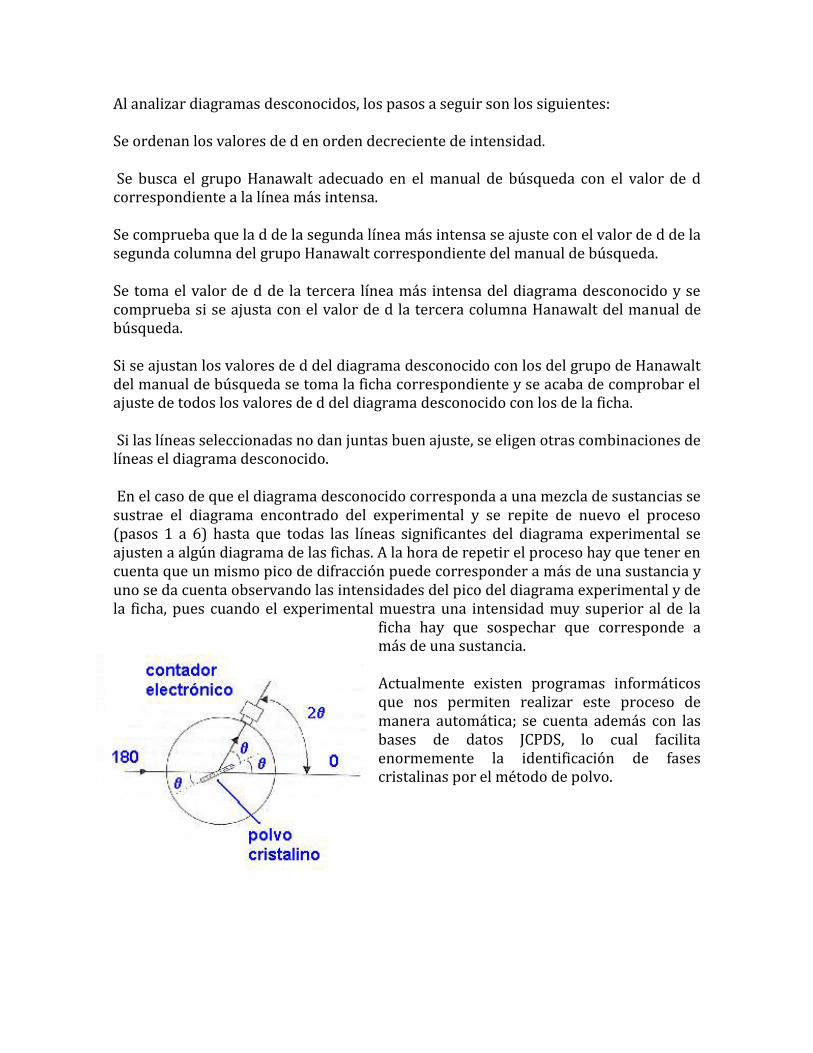
Al analizar diagramas desconocidos, los pasos a seguir son los siguientes:
Se ordenan los valores de d en orden decreciente de intensidad.
Se busca el grupo Hanawalt adecuado en el manual de búsqueda con el valor de d correspondiente a la línea más intensa.
Se comprueba que la d de la segunda línea más intensa se ajuste con el valor de d de la segunda columna del grupo Hanawalt correspondiente del manual de búsqueda.
Se toma el valor de d de la tercera línea más intensa del diagrama desconocido y se comprueba si se ajusta con el valor de d la tercera columna Hanawalt del manual de búsqueda.
Si se ajustan los valores de d del diagrama desconocido con los del grupo de Hanawalt del manual de búsqueda se toma la ficha correspondiente y se acaba de comprobar el ajuste de todos los valores de d del diagrama desconocido con los de la ficha.
Si las líneas seleccionadas no dan juntas buen ajuste, se eligen otras combinaciones de líneas el diagrama desconocido.
En el caso de que el diagrama desconocido corresponda a una mezcla de sustancias se sustrae el diagrama encontrado del experimental y se repite de nuevo el proceso (pasos 1 a 6) hasta que todas las líneas significantes del diagrama experimental se ajusten a algún diagrama de las fichas. A la hora de repetir el proceso hay que tener en cuenta que un mismo pico de difracción puede corresponder a más de una sustancia y uno se da cuenta observando las intensidades del pico del diagrama experimental y de la ficha, pues cuando el experimental muestra una intensidad muy superior al de la
ficha hay que sospechar que corresponde a más de una sustancia.
Actualmente existen programas informáticos que nos permiten realizar este proceso de manera automática; se cuenta además con las bases de datos JCPDS, lo cual facilita enormemente la identificación de fases cristalinas por el método de polvo.
TEMA
ENSAYO DE PARTICULAS MAGNETICAS
Ensayo de partículas La inspección por partículas magnéticas es un tipo de ensayo no destructivo que permite detectar discontinuidades superficiales y subsuperficiales en materiales ferromagnéticos. MÉTODO DE ENSAYO DE PARTÍCULAS MAGNÉTICAS Cuando el ensayo de partículas magnéticas esté especificado por la compañía, se debeestablecer un procedimiento escrito detallado para el ensayo de partículas magnéticas, quecumpla con los requisitos de ASTM E709. La compañía y el contratista del ensayo nodestructivo deberían acordar el procedimiento o procedimientos del ensayo de partículasmagnéticas antes de llevar a cabo los ensayos en producción.La compañía debe solicitar al contratista demostrar que los procedimientos propuestosproducirán resultados aceptables y debe exigir que el contratista use aquellos procedimientoscontemplados en el ensayo de producción Base física
El principio de este método consiste en que cuando se induce un campo magnético en
un material ferromagnético, se forman distorsiones en este campo si el material
presenta una zona en la que existen discontinuidades perpendiculares a las líneas del
campo magnetizables, por lo que éstas se deforman o se producen polos. Estas
distorsiones o polos atraen a las partículas magnetizables que son aplicadas en forma
de polvo o suspensión en la superficie a examinar y por acumulación producen las
indicaciones que se observan visualmente de forma directa o empleando luz
ultravioleta. Sin embargo los defectos que son paralelos a las líneas del campo
magnético no se aprecian, puesto que apenas distorsionan las líneas del campo
magnético.
Uso
Se utiliza cuando se requiere una inspección más rápida que la que se logra
empleando líquidos penetrantes. Existen 32 variantes del método, y cada una sirve
para diferentes aplicaciones y niveles de sensibilidad.
Este método se utiliza en materiales ferromagnéticos como el hierro, el cobalto y
el níquel. Debido a su baja permeabilidad magnética, no se aplica ni en los
materiales paramagnéticos (como el aluminio, el titanio o el platino) ni en
los diamagnéticos (como el cobre, la plata, elestaño o el zinc).
Los defectos que se pueden dectectar son únicamente aquellos que están en la
superficie o a poca profundidad. Cuanto menor sea el tamaño del defecto, menor será
la profundidad a la que podrá ser detectado.
Campo magnético
El campo magnético se puede generar mediante un imán permanente, un electroimán,
una bobina o la circulación de intensidad eléctrica sobre la pieza. El imán permanente
se suele utilizar poco debido a que solamente se pueden conseguir con él campos
magnéticos débiles.
En una pieza alargada, la magnetización mediante bobina genera un campo magnético
longitudinal, por lo que muestra defectos transversales. En cambio, una corriente
eléctrica entre los extremos de la pieza genera un campo transversal, por lo que
detecta defectos longitudinale
Tamaño, forma y aplicación de las partículas
Las partículas magnétizables deben ser de pequeño tamaño para que tengan buena
resolución, es decir, para que detecten defectos pequeños o profundos. Esto se debe a
que cuanto mayor sea el tamaño de la partícula, mayor será el campo necesario para
girarla. Sin embargo, no deben ser demasiado pequeñas para que no se acumulen en
las irregularidades de la superficie, lo que ocasionaría lecturas erróneas. Por ello, lo
habitual es combinar en mismo ensayo partículas pequeñas (de entre 1 μm y 60 μm) y
grandes (desde 60 μm hasta 150 μm).
Como ya se ha dicho, las partículas magnétizables se pueden aplicar en forma de polvo
o en suspensión en un líquido. En este último caso, el líquido empleado puede ser:
querosene,agua o aceite, entre otros.
NORMATIVIDAD
IRAM 125 Ensayos no destructivos defectos superficiales y subsuperficiales. Método
de determinación por partículas magnetizables
IRAM 762 Ensayos no destructivos. Acero fundido. Inspección mediante partículas
magnetizable