libro de plantas y equipos version final.pdf
TRANSCRIPT

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BASICAS TECNOLOGIA E INGENIERIA
PROGRAMA DE CIENCIAS BASICAS INGENIERÍA DE ALIMENTOS
AUTOR DEL MATERIAL HERNANDO ENRIQUE BOHORQUEZ ARIZA
MAQUINARIA Y EQUIPOS DE ALIMENTOS VICTOR JAIRO FONSECA VIGOYA
(Director Nacional)
BOGOTA AGOSTO DE 2011

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CONTENIDO
UNIDAD 1 MAQUINARIA Y EQUIPOS APLICADOS EN LA TRANSFERENCIA DE MOMENTUM EN LOS PROCESOS DE PRODUCCION DE ALIMENTOS CAPITULO 1 RECIBIMIENTO, SELECCIÓN, CLASIFICACIÓN Y SEPARACIONES LECCIÓN 1 GENERALIDADES ELEMENTOS DE MAQUINAS Y MATERIALES DE FABRICACIÓN
1.1 GENERALIDADES 1.1.1 ORGANIZACIÓN 1.1.2 EDUCACIÓN 1.1.3 ENTRENAMIENTO 1.1.4 Mantenimiento 1.1.5 Equipo 1.1.6. Maquinaria 1.1.7. Sistemas 1.1.7.1 Sistema operacional 1.1.7.2 Sistema estructural 1.1.7.3 Sistema de soporte 1.1.7.4 Sistema de transmision de potencia 1.1.7.5 Sistema motriz y energetico 1.1.7.6 Sistema de control operacional 1.1.7.7 Sistema de automatismo 1.1.8 Análisis de los sistemas en un equipo 1.1.9 Materiales de fabricación de los equipos 1.1.10 Propiedades de los materiales 1.1.11 Resistencia a la corrosión 1.1.12. Resistencia a la incrustación 1.1.13 Resistencia a los esfuerzos 1.1.14 Tracción 1.1.15 Compresión 1.1.16 Cizalladura 1.1.17 Flexión 1.1.18 Torsión 1.2 LECCIÓN 2 RECIBIMIENTO, SELECCIÓN Y CLASIFICACIÓN 1.2 1 Recibimiento 1.2 2 Báscula de pesaje

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.2.3 Almacenamiento de granos 1.2.4 Almacenamiento de líquidos 1.2.4.1. Tipos de tanques de almacenamiento 1.2.4.2. Dimensiones de los tanques 1.2.4.3. Aditamentos de los tanques 1.2.4.4. Materiales más utilizados en la elaboración de tanques 1.3 LECCIÓN 3 SELECCIÓN 1.3 1 Banda de selección 1.3 2 Prelavadora 1.3 3 Lavador 1.3.4 Máquina peladora 1.4 LECCIÓN 4 CLASIFICACIÓN 1.4 1 Separadores Magnéticos 1.4 2 Sedimentadores y espesadores 1.4 3 Cribas 1.5 LECCIÓN 5 LIMPIEZA 1.5.1 Generalidades 1.5.2 Métodos de limpieza 1.5.3 Equipos de Limpieza tipo correo o banda transportadora 1.5.3.1 Transportadores de limpieza con vapor en seco 1.6 LECCIÓN 6 FILTROS 1.6.1 filtros 1.6.1.1 Filtro-ciclón 1.6.1.2 Filtros de gravedad 1.6.1.3 Filtros prensa 1.6.1.4 Filtros de bolsa 1.6.1.5 Filtros de tambor rotatorio 1.6.1.6 Filtracion por ósmosis inversa 1.7 LECCIÓN 7 CENTRIFUGAS 1.7.1 Centrífuga de Sedimentación
1.7.2 Centrífugas De Filtro 1.7.3 Centrifugas discontinuas 1.7.4 Separadores centrífugos de operación continua
CAPITULO 2 MANEJO DE SOLIDOS

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.1 LECCIÓN 8 TIPOS DE TRANSPORTADORES 2.2 LECCIÓN 9 BANDAS TRANSPORTADORAS 2.2.1 Material de la banda transportadora 2.2.2 Tambores 2.2.3 Sistemas de descarga de los transportadores 2.2.4 Ventajas, desventajas y aplicaciones de las bandas transportadora 2.2.5 Cálculo de la capacidad de transporte de bandas transportadora 2.3 LECCIÓN 10 SINFÍN 2.3.1 Cálculo de la potencia en el eje impulso de un transportador de tornillo sinfín 2.4 LECCIÓN 11 TRANSPORTADORES DE CADENA 2.4.1 Cadenas 2.4.2 Ventajas de los transportadores de cadena 2.5 LECCIÓN 12 REDLER 2.6 LECCIÓN 13 TRANSPORTADORES TIPO NEUMATICO 2.6.1 Ventajas y desventajas del transporte neumático 2.6.2 Características operativas del transporte neumático 2.7 LECCIÓN 14 ELEVADORES DE CANGILONES 2.7.1 Tipos de elevadores de cangilones 2.7.2 Determinación del Flujo de un elevador de cangilones 2.8 LECCIÓN 15 EQUIPOS REDUCCIÒN DE TAMAÑO 2.9 LECCIÓN 16 MOLINOS DE MARTILLOS 2.10 LECCIÓN 17 MOLINOS DE BOLAS 2.11 LECCIÓN 18 MOLINOS DE CORTE 2.11.1 Cortadora de hortalizas. 2.11.2 Cortadora manual 2.11.3 Licuadora industrial 2.12 LECCIÓN 19 MOLINOS DE RODILLOS 2.13 LECCIÓN 20 MANEJO DE FLUIDOS 2.13.1 Mezcla de fluidos 2.13.2 Equipos de mezclado 2.13.2.1 Mezcladoras para líquidos de viscosidad baja o media

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.13.2.2 Mezcladores de paletas 2.13.2.3 mezcladores por impulsión 2.13.3 Dispositivos para mejorar la dispersión en líquidos de productos pulverizados 2.13.3.1 Mezcladoras para líquidos muy viscosos y pastas 2.13.3.2 Mezcladora de palas horizontales de eje gemelo 2.13.3.3 Mezcladoras de planetarios 2.13.3.4 Mezcladoras continuas del tipo rotor-stator 2.13.4 Sistemas de agitador múltiple 2.13.5 Otros tipos de mezcladoras 2.13.5.1 Mezcladoras para productos pulverizados y granulados 2.13.5.2 Mezcladora por volteo 2.13.5.3 Mezcladora de cinta 2.13.5.4 Mezcladora de tornillo vertical 2.13.5.5 Mezcladoras para carnes 2.13.6 Agitadores 2.13.6.1 Agitación de Líquidos viscosos 2.13.6.2 Agitación de sólidos 2.13.7 Amasadoras 2.13.7.1 Amasadoras continúas 2.13.7.2 Amasadora de alta velocidad 2.13.7.3 Amasadora de artesa abierta CAPITULO 3 MANEJO DE FLUIDOS 3.1 LECCIÓN 21 GENERALIDADES DE BOMBAS 3.1.1 Clasificación 3.2 LECCIÓN 22 BOMBAS CENTRIFUGAS 3.2.1 parámetros clave de rendimiento de las bombas centrífugas 3.2.1.1 Capacidad 3.2.1.2 Cabeza 3.2.1.3 NPSH 3.2.1.4 Velocidad específica 3.2.1.5 Las leyes de afinidad 3.2.2 Mecanismo de trabajo de una bomba centrífuga 3.2.3 Generación de la fuerza centrífuga y funcionamiento del equipo 3.2.4 Conversión de energía cinética en energía de presión 3.2.5 Componentes generales de las bombas centrífugas 3.2.5.1 Componentes estacionarios 3.2.5.1.1 Cubiertas 3.2.5.1.2 Boquillas de succión y de descarga 3.2.5.1.3 Cámara de sello y/o Caja de empaquetadura

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.2.5.2 Componentes de rotación 3.2.5.2 1 Impulsor 3.2.5.2 2 Eje 3.2.4.2 3 Juntas de acople 3.2.5.2 4 Componentes auxiliares 3.3 LECCIÓN 23 BOMBAS DE PISTON 3.3.1 Clasificación de las Bombas de pistones 3.3.2 Bombas de pistones axiales 3.3.3 Bombas de pistones radiales 3.3.4 Operación de las Bombas de pistones 3.3.5 Comparación entre las bombas de pistón radial y axial 3.3.6 Consideraciones de inspección y puesta en marcha de las bombas a pistones 3.4 LECCIÓN 24 BOMBAS DE DIAFRAGMA 3.5 LECCIÓN 25 BOMBAS DE LOBULOS 3.6 LECCIÓN 26 BOMBAS PERISTALTICAS 3.6.1 Cojinetes de plástico en las bombas peristálticas 3.6.2 Capacidad de la bomba peristáltica 3.6.3 Ajuste del caudal para las bombas peristálticas 3.7 LECCIÓN 27 BOMBAS DE TORNILLO 3.7.1 Generalidades 3.7.2 Principios de operación 3.8 LECCIÓN 28 BOMBAS DE PIÑONES O ENGRANAJES 3.8 1 Cilindrada 3.8 2 Bomba de engranajes rectos (spur gear pump) 3.8 3 Bomba de engranajes bihelicoidales 3.8 4 Bomba de engranajes helicoidales 3.8 5 Bomba de engranajes internos centrados 3.9 LECCIÓN 29 VENTILADORES 3.9.1 Generalidades 3.9.2 Leyes que gobierna el ventilador 3.9.3 Clasificación de Ventiladores 3.9.3.1 Ventiladores axiales 3.9.3.2 Ventiladores centrífugos 3.10 LECCIÓN 30 COMPRESORES

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.10.1 Generalidades 3.10.2 Tipos de compresores 3.10.2.1 Compresores de émbolo o de pistón 3.10.2.2 Compresor de émbolo rotativo 3.10.2.3 Compresor de Diafragma (Membrana) 3.10.2.4 Compresor rotativo multicelular 3.10.2.5 Compresor de tornillo helicoidal, de dos ejes 3.10.2.6 Compresor Roots 3.10.3 Turbocompresores 3.10.3.1 Compresor Axial 3.10 2.2 Compresor Radial UNIDAD 2 MAQUINARIA Y EQUIPOS UTILIZADOS DE ALIMENTOS EN LOS PROCESOS DE TRANSFERENCIA DE CALOR CAPITULO 4 EQUIPOS PARA CALEFACCION 4.1 LECCION 31 ESTUFAS 4.1.1 Características 4.1.2 Construcción 4.1.3 Controles de funcionamiento 4.1.4 Aislamiento 4.1.5 Calentamiento 4.2 LECCION 32 HORNOS 4.2.1 Descripción de un horno para la Industria alimentaria 4.2.2 Control de temperatura 4.2.3 Aislamiento 4.2.4 Calentamiento 4.2.5 Tipos de Hornos 4.2.6 Factores para una elección correcta de un horno 4.3 LECCION 33 HORNOS TUNELES 4.3.1 Tipos de Hornos Túneles 4.3.2 Vaporización en Horno Túnel 4.3.3 Sistema de desvaporización 4.4 LECCION 34 CALDERAS 4.4.1 Generalidades 4.4.2 Calculo de un sistema de suministro de vapor 4.4.3 Descripción de la Caldera 4.4.4 Fundamentos de la operación de las calderas 4.4.5 Tipos de calderas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
4.4.6 El control de vapor en la caldera 4.4.7 Elementos auxiliares de la caldera 4.4.8 Ensuciamiento de la caldera 4.5 LECCION 35 ESTERILIZADORES 4.5.1 Procesos de esterilización 4.5.1.1 Esterilización por calor seco 4.5.1.2 Esterilización por calor húmedo 4.5.1.3 Esterilización por agentes químicos 4.5.1.4 Esterilización por radiaciones 4.5.2 El autoclave 4.5.3 Autoclave VERTICAL estacionario 4.5.4 Túnel de pre-esterilización 4.5.5 Procedimientos UHT. CAPITULO 5 EQUIPOS PARA ENFRIAMIENTO Y REFRIGERACION 5.1 LECCION 37 ENFRIADORES 5.1.1 Sistemas de enfriamiento 5.1.2 Sistema de enfriamiento directo con aire 5.1.3 Tipos de enfriadores 5.1.4 Puesta en marcha del sistema de refrigeración 5.2 LECCION 38 REFRIGERADORES 5.2 1 Las aplicaciones actuales de refrigeración 5.2 2 Los métodos de refrigeración 5.2.3 Ciclo de vapor - compresión 5.2.4 Refrigerantes 5.2.5 Equipo de fabricación de hielo 5.2 6 Clasificación de las fábricas de hielo 5.2 7 Tipos de máquinas de hacer hielo 5.2.8 Equipos de fabricación de hielo con energía solar 5.2.9 Capacidad de las fábricas de hielo 5.3 LECCION 39 CUARTOS FRIOS 5.3.1 Estructura del cuarto frio 5.3.2 Operación 5.4 LECCION 40 CONGELADORES 5.5 LECCION 41 LIOFILIZADORES 5.5.1 Métodos de liofilización: 5.5.2 Descripción del proceso 5.5.3 Factores que afectan la eficiencia de la liofilización 5.5.4 Tipos y operación de Liofilizadores

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
5.5.5 La contaminación del liofilizador 5.5.6 Características del producto terminado CAPITULO 6 INTERCAMBIADORES DE CALOR 6.1 LECCION 42 INTERCAMBIADORES DE TUBO 6.2 LECCION 43 INTERCAMBIADORES DE TUBO Y CARCAZA 6.2.1 Clases de intercambiadores de tubos y carcaza 6.3 LECCION 44 INTERCAMBIADORES DE PLACAS 6.4 LECCION 45 INTERCAMBIADORES DE SUPERFICIE RASPADA 6.5 LECCION 46 INTERCAMBIADORES DE TIPO ESPIRAL UNIDAD 3 MAQUINARIA Y EQUIPOS APLICADOS EN LA TRANSFERENCIA DE MASA Y CALOR EN DIFERENTES TIPOS DE PLANTAS DE PROCESOS ALIMENTARIOS CAPITULO 7 EQUIPOS DE TRANSFERENCIA DE MASA 7.1 LECCION 47 TORRES DE ADSORCION 7.1.1 Generalidades del proceso de Adsorción: 7.1.2 Agentes Adsorbentes 7.1.3 Operación de la columna de Adsorción 7.2 LECCION 48 TORRES DE ABSORCION 7.2.1 Generalidades 7.2.2 Operación de la torre de Absorción 7.2.3 Ventajas y aplicaciones CAPITULO 8 EQUIPOS DE TRANSFERENCIA DE MASA Y CALOR SIMULTANEOS 8.1 LECCION 49 EVAPORADORES 8.1.1 Evaporador de circulación natural 8.1.1.1 Evaporador abierto 8.1.1.2 Evaporador de tubos cortos horizontales 8.1.1.3 Evaporador de tubos cortos verticales 8.1.1.4 Evaporador de circulación vertical con calandria exterior 8.1.2 Evaporador de circulación forzada 8.1.3 Evaporadores de tubos largos 8.1.3.1 Evaporador de película ascendente 8.1.3.2 Evaporador de pelicula ascendente descendente

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.1.3.3 Evaporador de pelicula descendente 8.1.4 Evaporadores de placas 8.1.4.1 Evaporador de pelicula ascendente descendente 8.1.4.2 Evaporadores de pelicula descendente 8.1.5 Evaporador de flujo expandido de conos invertidos 8.1.6 Evaporadores de película delgada mecánica 8.1.6.1 Evaporador de superficie rascada horizontal 8.1.6.2 Evaporador centrithery 8.1.6.3 Evaporador de ciclo de refrigeracion o bomba calorifica 8.1.7 La conservación de calor en los equipos de evaporación 8.1.7.1 Hacia adelante 8.1.7.2 Hacía atrás 8.1.7.3 Mixta 8.1.7.4 En paralelo 8.2 LECCION 50 SECADORES 8.2.1 Conceptos básicos 8.2.2 Equipos para secado 8.2.2.1 Secadores estacionarios 8.2.2.1.1. Secadores De ambiente o solares 8.2.2.1.2. Secadores De Cuartos u hornos (estufas) 8.2.2.1.3. Secadores De bandejas o estantes, cabinas o compartimentos. 8.2.2.1.4. Secadores De carro 8.2.2.1.5. Secadores De cama o lecho fijo. 8.2.2.1.6 Secadores De vapor 8.2.2.1.6 Secadores De anaqueles o estantes enchaquetados. 8.2.2.1.7 Secador de olla. 8.2.3 Secadores de tambor 8.2.3.1 Secadores de transportador 8.2.3.1.1. Secadores de túnel 8.2.3.1.2 Turbo secadores 8.2.4 Secadores Rotatorios de bandejas. 8.2.4 1 Secadores De torre. 8.2.4.2. Secadores De tornillo. 8.2.4.3 Secadores Vibratorios 8.2.4.4. Secador vibratorio de carcasa. 8.2.5 Secadores rotatorios. 8.2.5.1. Secador rotatorio directo 8.2.5.2. Secador rotatorio indirecto. 8.2.5.3. Secador rotatorio de vapor. 8.2.5.4 Secador rotatorio directo-indirecto. 8.2.5.5 Secador rotatorio de lumbrera o persiana. 8.2.5.6 Secadores al vacio 8.2.6 Secadores combinados

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.2.6.1. Secador filtro 8.2.6.2 Secador centrifugo 8.2.6.3 Secadores de bobina o de rollo 8.2.7 secadores de partículas suspendidas 8.2.7.1 Secador de chorro “spray dryers” 8.2.7.2 Secadores Instantáneos 8.2.7.3 Secador de lecho fluidizado. 8.2.8 Secadores especiales 8.2.8.1 Secadores dieléctricos 8.2.8.2 Secadores Infrarrojos 8.2.9. Plantas de secado por atomización 8.2.10 Deshidratador 8.3 LECCION 51 DESTILADORES 8.3.1 Generalidades 8.3.2 Clases de Destilación 8.3.3 Equipos de destilación y su funcionamiento básico 8.3.4 Operación de la columna de destilación 8.3.5 Control de la columna de destilación 8.3.6 Otras Consideraciones Operacionales de los destiladores 8.4 LECCION 52 CRIOCONCENTRADORES 8.4.1 Generalidades 8.4.2 Descripción del proceso de Crioconcentración 8.4.3 Condiciones operativas 8.4.4 Descripción de un crioconcentrador CAPITULO 9 EQUIPOS DE PLANTAS DE PROCESOS ALIMENTARIOS 9.1 LECCION 53 INDUSTRIA LACTEA 9.1.1 Recepción 9.1.2 Pasterización 9.1.2.1 Equipos de pasteurización 9.1.2.2 Ultrapasteurización 9.1.3 Estandarización del contenido de grasas 9.1.4 Procesos de recombinación 9.1.5 Mantequilla 9.1.6 Leche condensada y evaporada 9.1.7 Leche en polvo 9.1.8 Yogur 9.1.9 Margarina 9.2 LECCION 54 NDUSTRIA CARNICA 9.2.1 Generalidades

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
9.2.2 El proceso industrial 9.3 LECCION 55 FRUVER 9.4 LECCION 56 CEREALES 9.4.1 Industria panificadora 9.4.2 Panaderías 9.5 LECCION 57 BEBIDAS ALCOHOLICAS 9.5.1 Proceso de fabricación de la cerveza 9.5.2 Maceración por infusión 9.5.3 Macerado por decocción 9.5.4 Ebullición 9.5.5 Fermentación

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
LISTA DE FIGURAS Figura 1 Molino Figura 2 Interior del molino Figura 3 Corrosión e incrustación Figura 4 Esfuerzo de tracción Figura 5 Esfuerzo de compresión Figura 6 Esfuerzo de cizalladura o cortadura Figura 7 Esfuerzo de flexión Figura 8 Esfuerzo de torsión Figura 9 Equipo de recepción de café Figura 10 Báscula para diferente tipo de pesaje Figura 11 Equipo de clasificación y limpieza café verde Figura 12 Silos de almacenamiento de sémola Figura 13 Carga sémola Figura 14 Banda de selección Figura 15 Prelavador Figura 16 Lavadora Figura 17 Peladora Figura 18 Criba Figura 19 Placa perforada para criba Figura 20 Ciclo del proceso de limpieza Figura 21 Formación de biopelícula de microorganismos Figura 22 Métodos de limpieza Figura 23 Métodos de limpieza de equipos Figura 24 Equipos de limpieza húmeda Figura 25 Transportadores de evisceración Figura 26 Unidad de correa Figura 27 Túnel de lavado al vapor Figura 28 Filtro a presión Figura 29 Filtro prensa de placa horizontal y marco Figura 30 Filtro de ósmosis inversa Figura 31 Centrífugas de filtro Figura 32 Centrifuga de operación continua Figura 33 Centrifugas Figura 34 Tipo estacionario de banda horizontal. Figura 35 Esquema de un trasportador estacionario de banda horizontal. Figura 36 Trasportador de doble cinta para transportar carga a granel con gran ángulo de inclinación Figura 37 Esquema del transportador de cinta Figura 38 Posición de los rodillos respecto a la dirección del movimiento de la cinta Figura 39 Material de la cinta transportadora de tela encauchetada con tejido de algodón

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 40 Bandas transportadoras A) con pestañas onduladas y salientes B) Bandas transportadoras con superficie acanalada Figura 41. Esquema.de estaciones accionadoras: (a) con tambor accionador; (b) con dos tambores accionadores y uno desviador, (c) con Banda presionante Figura 42 Descarga de transportadores de banda con derramadores a modo de arado Unilateral (a): Bilateral (b) Figura 43. Carro derramador. Figura 44. Banda tubular. Figura 45. Bandas transportadoras (a) De alambre redondo; (b) De alambre plano; (c) De placas planas; (d) De elementos configurados Figura 46 Transportadores de tomillo sinfín Figura 47 Tubo transportador Figura 48 Transportador de cadena Fig. 49 Sistema de unión de las placas con las cadenas Fig. 50 Transportador "Redler" (horizontal) Fig. 51 Transportador "Redler" (vertical y horizontal). Figura 52 Canalón dividido longitudinalmente por el tabique poroso Figura 53 Carga de un elevador de cangilones Figura. 54 Descarga de un elevador de cangilones Figura 55 Molino para cereales Figura 56 Molinos de martillos Figura 57 Molino de bolas Figura 58 Cortadora de pan. Figura 59 Molino cilíndrico Figura 60 Molino de rodillos para malta. Figura 61 Mezcladoras (arriba, mezcladora de palas planas; mitad, mezcladora de discos de paletas; abajo, mezcladora de hélice) Figura 62 Mezcladora de ancla y compuerta, abajo, la mezcladora para productos lácteos (fabricación de mantequilla) Figura 63 Mezcladora de carnes Figura 64 Amasadora de pan Figura 65 Clasificación de las bombas Figura 66 Tipos fluido de bombeo y de bombas Figura 67: Curvas de rendimiento de la bomba Figura 68 Trayectoria del flujo del líquido en el interior de una bomba centrífuga Figura 69: Componentes generales de la bomba centrífuga Figura 70: Componentes generales de una bomba centrífuga Figura 71: Corte transversal de una bomba que muestra la cubierta tipo voluta en su interior Figura 72 Cubierta sólida Figura 73 Aspiración axial/descarga superior Figura 74 Aspiración superior/descarga superior

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 75, Sello montado en el exterior de la cámara de la bomba y sus partes Figura 76: Tipos de impulsor Figura 78 Bomba de pistones Figura 79 Piezas internas de una bomba de pistones Figura 80 Bomba de tipo axial Figura 81 Partes de una bomba de pistones axial Figura 82 Bomba de pistón para transporte de uva. Figura 83 Bomba de pistón radial Figura 84 Bombas rotativas de pistones axiales Figura 85 Plato distribuidor de la bomba de pistones Figura 86 Bomba de diafragma Figura 87 Bomba de lóbulos. Figura 88 Bomba peristáltica de tres rodillos. Figura 89 Cojinetes de plástico bomba peristáltica Figura 90 Bomba de tornillo Figura 91 Bomba de engranajes externos Figura 92 Bomba común de engranajes Figura 93 Bomba de engranajes bihelicoidales Figura 94 Bomba de engranajes helicoidales Figura 95 Bomba de engranajes internos centrados Figura 96 Tipos de ventiladores Figura 97 Clases de ventiladores Figura 98 Compresor de émbolo oscilante Figura 99 Compresor de émbolo rotativo Figura 100 Estufa Figura 101 Hornos Figura 102 Horno para ahumar Figura 103 Esquema ahumadero Figura 104 Hornos túneles Figura 105 Control de proceso de un horno túnel automático Figura 106 Estructura de un horno túnel automático Figura 107 Cinta de movimiento Figura 108 Cinta de solera refractaria Figura 109 Horno túnel tipo cintas de movimiento Figura 110 Caldera pirotubular Figura 111 Flujo del vapor en una industria cervecera Figura 112 Calefactor con vapor para almacenar agua caliente Figura 113 Sistema de intercambio de calor con vapor y agua Figura 114 Perfil típico de temperatura en un intercambiador de calor con vapor Figura 115 Esquema de una caldera con sus partes internas Figura 116 Diagrama general de una caldera y sus instalaciones Figura 117 Configuración interna de una caldera Pirotubular

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 118 Caldera económica Figura 119 Válvula de control de flujo del vapor de una caldera Figura 120 Medición de caudal de vapor Figura 121 Bomba de condensados Figura 122 Pasterizador de cerveza Figura 123 Esterilizador hidrostático Figura 124 Autoclave Figura 125 Planta de UHT Figura 126 Shiller de agua helada o glicol Figura 127 Torres de Enfriamiento Figura 128 Refrigeración de vapor de compresión Figura 129 Máquina de hacer hielo en bloques Figura 130 Máquina de hacer hielo en escamas Figura 131 Máquina de hacer hielo en tubos Figura 132 Máquina de hacer hielo en placas Figura 133 Cuarto frio Figura 134 Congelador de placas horizontales. Figura 135 Congelador de placas verticales. Figura 136 Liofilizador Figura 137 Eyector en el proceso de Liofilización Figura 138 Intercambiador de calor de haz de tubos Figura 139 Intercambiador de doble tubo Figura 140 Flujo en paralelo y en contra corriente Figura 141 Intercambiador de tubo y carcasa Figura 142 Disposición de deflectores Figura 143 Clases de arreglos para tubos Figura 144 Intercambiador de paso simple (1-1) Figura 145 Intercambiador (1-2) Figura 146 Intercambiador (2-4) Figura 147 Intercambiador de placas Figura 148 Placas para intercambiadores Figura 149 Flujo en los intercambiadores de placa de un paso Figura 150 Intercambiador de placas de dos cuerpos Figura 151 Hoja escariadora de intercambiador de superficie raspada. Figura 152Intercambiador tipo espiral Figura 153 Fenómeno de Adsorción Figura 154 Torre de Adsorción Figura 155 Proceso de Adsorción Figura 156 Ciclo de Regeneración del Agente Adsorbente Figura 157Torre de Adsorción de Carbón Activado Figura 158 Torre de absorción y diversos tipos de cuerpos de relleno Figura 159 Perfiles de concentración a ambos lados de la interface en cualquier sección de la torre de absorción Figura 160 Proceso de lavado de un gas. Absorción gas-líquido

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 161 Evaporador de tubos cortos verticales Figura 162 Evaporador de circulación Figura 163 Alimentación hacia adelante Figura 164 Alimentación hacia atrás Figura 165 Alimentación mixta Figura 166 Alimentación en paralelo Figura 167 Estufa tipo “mufla” Figura 168 Horno eléctrico Figura 169 Horno para carro Figura 170 Olla para secado al vacío Figura 171 Secador de doble tambor Figura 172 Horno frutos secos Figura 173 Secadores de túnel Figura 174 Secador de transportador con circulación forzada Figura 175 Secador rotatorio directo vertical Figura 176 Secador rotatorio directo horizontal Figura 177 Secador rotatorio indirecto Figura 178 Secador rotatorio de vapor Figura 179 Secador roto - Louvre Figura 180 Secador al vacío Figura 181 Secador spray Figura 182 Secador de lecho fluidizado Figura 183 Secador Infrarrojo Figura 184 Secador de leche Figura 185 Deshidratadores Figura 186 Destiladores Figura 187 Operación de la columna de destilación Figura 188 Alambique básico de destilación Figura 189 Proceso de transferencia de masa en una Caperuza de Burbujeo Figura 190 Proceso operativo en el fondo de la columna Figura 191 Operación en la cima de la columna Figura 192 Diagrama de Control de Proceso de la columna de destilación Figura 193 Crioconcentrador Figura 194 curvas experimentales de congelación Figura 195 Componentes básicos de un equipo de crioconcentración Figura 196 Secador de lecho fluido Figura 197 Fabricación de margarina Figura 198 Pieza de carne Figura 199 Instalaciones de un Matadero Figura 200 Aturdimiento mediante pistola percutora Figura 201 cortes de carne del ganado vacuno Figura 202 Identificación de los cortes en un cordero Figura 203 Instalación para colgar aves Figura 204 Instalaciones de una planta de Fruver
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 205 Procesos de Frutas y Verduras Figura.206 Diagrama de Flujo de Operaciones para la Elaboración de Pulpas de Frutas Congeladas Figura 207. Diagrama de Flujo General de Procesos de Industrialización de la Pulpa de Frutas Congelada Figura 208 Escamas de cereal Figura 209 Esquema del procedimiento ordinario de panificación Figura 210 Pan molde Figura 211 Laminadora de pan Figura 212 Fabricación de la cerveza Figura 213 Equipos para cervecería
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CONTENIDO DE TABLAS Tabla 1 Placas perforadas para cribas Tabla 2 Coeficiente k de reducción de la productividad del transportador en relación al ángulo de inclinación del transportador Tabla 3 Valores del coeficiente de adherencia f para la banda de tela encauchetada Tabla 4 Valores de λ para distintas cargas Tabla 5 Valores de F para distinto tipo de material alimentario, aplicable a la ecuación de potencia de un tornillo sinfín: Ecuación (6) Tabla 6 Valores del coeficiente de disminución k del flujo de material según sea el ángulo de inclinación ᵦ Tabla 7 Valores del coeficiente λ según sea el ángulo de inclinación del tubo Tabla No. 8 ventajas y limitaciones de algunas clases de mezcladoras Tabla No. 9 Sistemas de Agitación múltiple Tabla 10 presiones de trabajo de un compresor de acuerdo al número de etapas Tabla 11 Guía de problemas, posibles causa y solución en autoclaves. Tabla 12 Variación de la capacidad de fabricación de hielo según la temperatura del refrigerante en una pequeña planta de hielo en escamas Tabla 13 Variación de la capacidad de una máquina de hacer hielo según la temperatura del agua Tabla 14 Temperaturas de refrigeración de los cuartos fríos Tabla 15 Especificaciones técnicas de una torre de adsorción con Carbón Activado Granulado CAG

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
UNIDAD 1 MAQUINARIA Y EQUIPOS APLICADOS EN LA TRANSFERENCIA DE MOMENTUM EN LOS PROCESOS DE PRODUCCION DE ALIMENTOS CAPITULO 1 RECIBIMIENTO, SELECCIÓN, CLASIFICACIÓN Y SEPARACIONES LECCION 1 GENERALIDADES, ELEMENTOS DE MAQUINAS Y MATERIALES DE FABRICACIÓN
1.1 GENERALIDADES La tecnología de alimentos relaciona la ciencia con la técnica, así el profesional de esta área debe poseer una buena fundamentación en ciencias básicas y en procesos de transformación de los alimentos que le permitan aplicarla a la solución de problemas en la ingeniería de Alimentos sustentado en los principios científicos y de ingeniería para el diseño, desarrollo y operación de equipos y procesos en el ámbito alimentario teniendo en cuenta las características físicas, químicas, microbiológicas, reológicas y sensoriales de los alimentos, orientado al diseño específico de los equipos requeridos en la transformación de la materia prima, de acuerdo con los requerimientos del producto terminado. De ésta manera los profesionales del área de alimentos se encuentran comprometidos con el diseño y selección de equipos; éste módulo busca suministrar una fundamentación básica que facilite y permita adquirir criterios para tal fin, como también facilitar el proceso en la toma de decisiones en materia de inversiones, funcionalidad y efectividad de los procesos en la industria de los alimentos. Los cuatro elementos fundamentales que se deben tener en cuenta para obtener éxito en el manejo de maquinaria y equipos son: Organización, educación, entrenamiento y mantenimiento. Cada uno de ellos es importante y no se puede eliminar ninguno sin afectar seriamente la eficacia que se busca. 1.1.1 ORGANIZACIÓN La Organización es un elemento muy importante para el Ingeniero ya que determina la optimización de diversos recursos bien sean físicos, tecnológicos, humanos o económicos. Se debe conocer claramente el objeto empresarial, la disponibilidad del recurso humano y la naturaleza de la maquinaria y equipo para relacionarlos con la infraestructura física.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Como el objetivo empresarial define la complejidad organizativa de los sistemas de instalación con sus requerimientos y naturaleza entonces se relaciona directamente con la disponibilidad de máquinas, equipos y sistemas de potencia, alimentación y montaje. Finalmente hay que destacar en la relación del hombre con el sitio de producción su capacitación, habilidad, destreza y riesgos de accidentalidad; características que se deberán desarrollar a nivel de empresa. 1.1.2 Educación La capacitación de los diferentes niveles operativos del personal vinculado directa o indirectamente al proceso productivo incide en beneficio de la empresa y en la optimización del proceso. Esta capacitación debe ser objetiva, aplicada a la disponibilidad tecnológica y a la infraestructura de la empresa. Para disminuir los riesgos de accidentalidad y garantizar una optimización de los recursos, es conveniente implementar una capacitación inductiva del operario de manera integral, esto desarrollará confiabilidad en cada persona, permitirá delegar funciones y por ende un efectivo control de la calidad. 1.1.3 Entrenamiento En la industria de los alimentos se requiere de un constante entrenamiento y actualización del personal para que sus actividades cumplan tanto con las exigencias del trabajo como con los adelantos tecnológicos y necesidades del mercado. El entrenamiento abarca aspectos de reconocimiento general de cada parte del proceso, esto incluye entender las partes del equipo y la función que cumple dentro de la transformación del producto. Por esto un operario adecuadamente entrenado asegurará una mayor vida útil de los equipos y la calidad en el servicio producido en cada planta. 1.1.4 Mantenimiento El mantenimiento de los equipos ocupa un primer plano máxime si se tiene en cuenta que este es el que permite su funcionamiento eficiente, esto se logra con un acertado programa de mantenimiento en combinación con un apropiado programa de producción que no exceda los límites del equipo. El conocimiento de cada máquina, su sistema de alimentación, redes de distribución, codificación, ubicación y piezas de mayor desgaste garantizan un trabajo coordinado, integral y funcional.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.1.5 Equipo Es uno o más sistemas organizados e integrados para realizar un proceso o una operación unitaria, fin o servicio, a nivel industrial 1.1.6. Maquinaria Conjunto de equipos para desarrollar un proceso industrial 1.1.7. Sistemas Desde un punto de vista eminentemente mecánico los equipos se componen de uno o más sistemas, a la vez cada sistema consta de uno o más subsistemas. Un sistema o un subsistema pueden realizar una o más operaciones simultáneas. Los principales sistemas son: el operacional, el estructural y de soporte, los de transmisión de potencia, el motriz y energético, el de control y los de automatismo. 1.1.7.1 Sistema operacional Es el elemento o conjunto de elementos encargado de realizar la función específica del equipo. En algunos equipos el sistema operacional lo es todo, por ejemplo una olla doméstica, no obstante, con muy pocas excepciones, los sistemas operacionales tienen movimiento para ejecutar su labor. Normalmente el sistema operacional está sometido a fuerzas de diversa índole y que producen diferentes efectos. Para los cálculos mecánicos las fuerzas se expresan en función del área sobre la cual se aplican, esta relación recibe el nombre de esfuerzo. 1.1.7.2 Sistema estructural Pieza o conjunto de piezas que permite la integración de los demás sistemas. En la inmensa mayoría de los equipos se constituye en el cuerpo del mismo, o la carcasa generalmente en material fundido de acuerdo con los requerimientos funcionales de este. 1.1.7.3 Sistema de soporte Es el sistema que permite la fijación del equipo a una superficie. Dependiendo del equipo y su disposición, los soportes pueden ser horizontal, tanto de piso como de techo y vertical o lateral sobre paredes. Estos soportes deben ser solidarios con los elementos estructurales.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.1.7.4 Sistema de transmision de potencia Conjunto que causa y transmite el movimiento desde el sistema motriz al sistema operacional, generando los desplazamientos de las piezas del equipo para lograr el principio de funcionamiento mecánico de este. Estos sistemas de transmisión de potencia pueden ser por engranajes, poleas ejes directos, etc. 1.1.7.5 Sistema motriz y energetico Suministra la energía eléctrica o mecánica requerida para el movimiento de las piezas. El motor es la máquina destinada a la transformación de la energía térmica o eléctrica en movimiento mecánico útil. Los motores pueden utilizar energía calorífica, eléctrica, hidráulica y convertirla en energía mecánica ya sea de rotación o desplazamiento. 1.1.7.6 Sistema de control operacional Conjunto de elementos que permiten el control operacional y mecánico del equipo así como de las variables especificas del proceso de producción del que forma parte. Los sistemas de control buscan ahorrar energía, mejorar la utilización de la maquinaria, optimizar el rendimiento de las instalaciones al evitar fluctuaciones, disminuir el mantenimiento y la mano de obra, mejorar la homogeneidad de los productos y su calidad, disminuir las mermas o pérdidas de producto y mejorar la seguridad de las instalaciones, entre otras. 1.1.7.7 Sistema de automatismo Conjunto de instrumentos de medición y control que permiten el funcionamiento de la maquinaria de acuerdo a un programa operacional previamente definido. El objetivo que se persigue cuando se habla de control de una variable es el mantenimiento del valor de la magnitud dentro de un margen prefijado, y la regulación automática tiende a hacer que se recupere la situación anterior a la variación desestabilizadora. El control de la variable puede realizarse manualmente o automáticamente a través de dispositivos que realizan acciones sobre los equipos, sin la intervención humana. En algunos equipos y de acuerdo a su tamaño y grado de automatización se tienen sistemas como son hidráulicos, neumáticos, de enfriamiento o refrigeración, de calefacción, de seguridad, etc.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.1.8 Análisis de los sistemas en un equipo Para entender estos sistemas se recurre a un sencillo molino picador de carnes que se utiliza para trocear las materias primas que entran en la composición de la mayoría de productos cárnicos. Técnicamente esta máquina es un molino de discos, que efectúa una operación unitaria de reducción de tamaño. El molino consta de las siguientes partes básicas como se muestra en la Figura 1. Figura 1 Molino
1 Tolva de recepción y alimentación de la maquina, 2 Rejilla de protección. 3 Túnel de alimentación de la máquina. 4 Tuerca de fijación del tornillo de propulsión sinfín. 5 caja de transmisión, 6 Graseras, 7 Motor eléctrico, 8 Base de la máquina, 9 Ruedas para el traslado, 10 Tornillo propulsor sinfín, 11 Cuchilla de cuatro hojas, 12 Disco perforado, 13 Anillo de retención, 14 Cabeza guía de fijación, 15 Ranura, 16 Eje, transmisión del movimiento de rotación
Ayudados por ésta figura se establecen los siguientes sistemas: � Operacional, lo constituyen dos discos (11 y 12), uno fijo y el otro giratorio. El
disco fijo está sujeto a la estructura, en tanto el giratorio se sujeta al tornillo de alimentación (10). Es aquí donde propiamente ocurre la molienda. Cuando el material tiene un tamaño relativamente grande la trituración va ocurriendo

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
mientras se alimentan los discos. � Estructural, se conoce también como cuerpo o carcasa (3 y 8) y es donde se
ubican y contienen los demás sistemas. También como el resto de partes está elaborada en fundición.
� De Soporte, para fijar la máquina o transportarla dentro de la planta se dispone
de unas ruedas para el traslado (9) con un freno de sujeción para asegurar el conjunto al soporte.
� Alimentación o Carga. Este sistema está compuesto de varios subsistemas
como son la tolva (1) de acumulación para alimentar (3), y el tornillo sinfín (10), que hace parte de otro sistema.
� Motriz, para el caso de este equipo la máquina dispone de un motor eléctrico
(7) el cual genera la fuerza de trituración, mediante un torque en un movimiento giratorio, dado por el eje y transmitido a la caja de transmisión (5) que se encarga de cambiar las revoluciones y el ángulo de rotación necesario.
� Transmisor de potencia, para este ejemplo el sistema de transmisión de
potencia está conformado por una caja de transmisión (5), el tornillo sinfín (10). � Control. El molino dispone de dos discos, uno para determinar o controlar el
tamaño del producto (12), y otro para protección del operario (2). Las posiciones correctas para dos discos con dos cuchillas se pueden observar en la figura 1 y son:
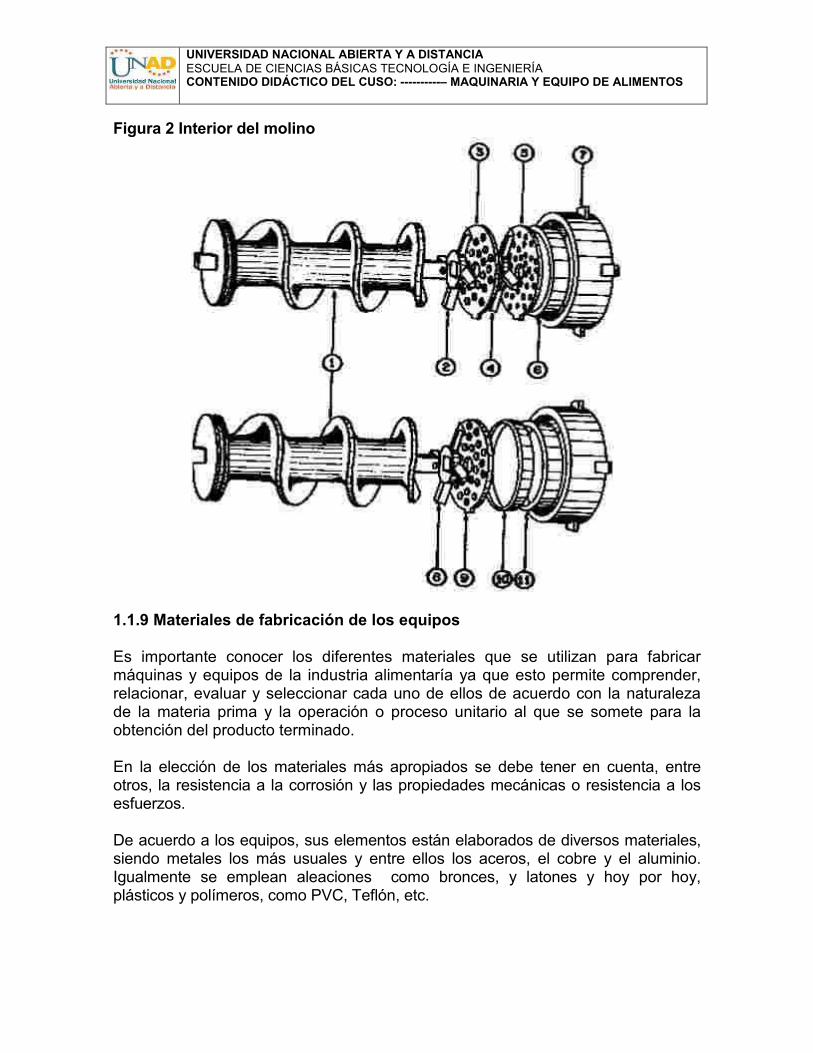
1. Tornillo propulsor sinfín 2. Primera cuchilla 3. Primer disco con perforaciones de 8 mm 4. Segunda cuchilla 5. Segundo disco con perforaciones de 4mm 6. Anillo de retención 7. Cabeza de fijación
En la misma figura, la posición correcta para el uso de un disco con una cuchilla es la siguiente:
8. cuchilla 9. Disco con perforaciones de 8 mm 10. Primer anillo de retención 11. Segundo anillo de retención
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 2 Interior del molino
1.1.9 Materiales de fabricación de los equipos Es importante conocer los diferentes materiales que se utilizan para fabricar máquinas y equipos de la industria alimentaría ya que esto permite comprender, relacionar, evaluar y seleccionar cada uno de ellos de acuerdo con la naturaleza de la materia prima y la operación o proceso unitario al que se somete para la obtención del producto terminado. En la elección de los materiales más apropiados se debe tener en cuenta, entre otros, la resistencia a la corrosión y las propiedades mecánicas o resistencia a los esfuerzos. De acuerdo a los equipos, sus elementos están elaborados de diversos materiales, siendo metales los más usuales y entre ellos los aceros, el cobre y el aluminio. Igualmente se emplean aleaciones como bronces, y latones y hoy por hoy, plásticos y polímeros, como PVC, Teflón, etc.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.1.10 Propiedades de los materiales Los equipos, especialmente los sistemas operacionales están en contacto con sustancias que pueden afectar la estructura química y física de los materiales con los cuales están fabricados. En general todos los sistemas soportan fuerzas de diferente índole, que puedan causar daños, aún rupturas, en la estructura física de los materiales. Los materiales empleados en la fabricación de equipos deben tener propiedades químicas y físicas que le permitan realizar satisfactoriamente el trabajo durante un largo tiempo, conocido como vida útil de equipo. Las piezas ó conjuntos de los equipos se fabrican en diversos materiales, ello dependiendo de las acciones físicas y químicas a los cuales están sometidos. Los principales efectos o acciones químicas son la corrosión y la incrustación, a la vez la corrosión puede obedecer a la acción química o a la acción de corrientes eléctricas continuas que se generan en los materiales y que llevan a la ionización de los compuestos químicos de los que están elaborados los materiales. Las fuerzas aplicadas a aéreas especificas de los elementos o sistemas que conforman un equipo se denominan esfuerzos, con símbolo τ., teniendo como expresión
τ = F/A (1) Las unidades de los esfuerzos, son exactamente las mismas de la presión, aunque comercialmente se emplean kg/cm2 y psi. 1.1.8.2 Resistencia a la corrosión En la industria de alimentos los equipos utilizados son sometidos a acciones químicas tanto por las materias primas como por los agentes de limpieza. Teniendo en cuenta que son de vital importancia las condiciones de asepsia de la maquinaria, ésta no debe presentar deterioros y por esto la importancia de la resistencia a la corrosión de los materiales en los que son fabricados. Para una acertada elección del material es conveniente someterlo a situaciones similares a las del ambiente del proceso en cuanto a temperaturas, presión y tiempo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 3 Corrosión e Incrustación
1.1.12. Resistencia a la incrustación Prácticamente todos los líquidos, aún el agua potable, empleados en la industria de alimentos tienen sólidos disueltos que en diversas circunstancias forman depósitos o incrustaciones que afectan la superficie o pulido de los materiales, generando condiciones adversas para aseos pero si propicias para el desarrollo de microorganismos. Algunos materiales son muy afines a esos depósitos, tal es el caso de tuberías galvanizadas respecto a las aguas potables en tanto que las de PVC, presenta mínima afinidad a las sales que contienen las aguas potables. 1.1.13 Resistencia a los esfuerzos Cuando sobre un cuerpo fijo e inmóvil se aplica una fuerza, el cuerpo sufre una deformación más o menos visible. Según la posición de la fuerza respecto al cuerpo éste estará sujeto a esfuerzos de tipo diverso, de las cuales cinco se consideran fundamentales y se denominan simples. Para entender los diferentes tipos de esfuerzos se considerará un sólido de sección uniforme y forma alargada, llamado genéricamente viga con un extremo fijo rígidamente, como en el ejemplo de las Figuras 4 a 7, empotrado en un extremo, se muestran los cinco esfuerzos simples que son: Tracción, compresión, cortadura, flexión y torsión. 1.1.14 Tracción
Cuando un material empleado en la construcción de una máquina debe recibir cargas continuas o alternativas, en el sentido axial y éstas cargas tratan de estirar
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍACONTENIDO DIDÁCTICO DEL CUSO:
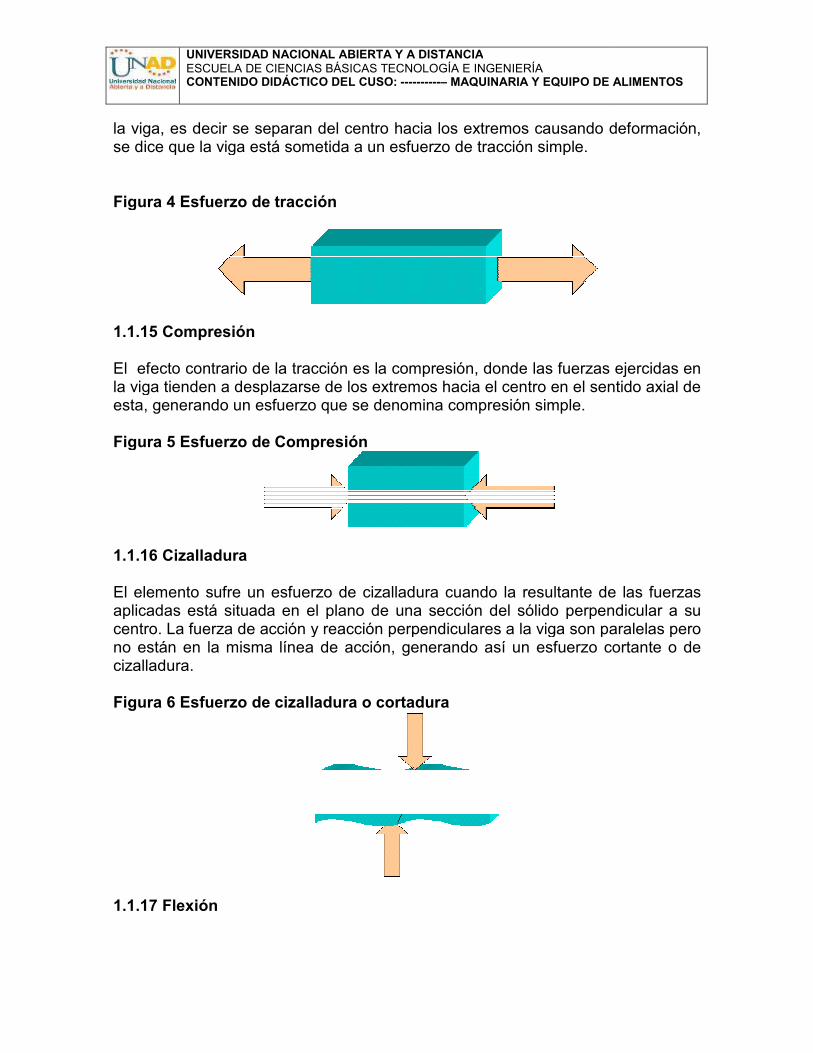
la viga, es decir se separan del centro hacia los extremos causando defse dice que la viga está sometida a un esfuerzo de tracción simple.
Figura 4 Esfuerzo de tracción
1.1.15 Compresión El efecto contrario de la tracción es la compresión, donde las fuerzas ejercidas en la viga tienden a desplazarse de los eesta, generando un esfuerzo que se denomina compresión simple.
Figura 5 Esfuerzo de Compresión
1.1.16 Cizalladura El elemento sufre un esfuerzo de cizalladura cuando la resultante de las fuerzas aplicadas está situada en el plano de una sección del sólido perpendicular a su centro. La fuerza de acción y reacción perpendiculares a la viga son paralelas pero no están en la misma línea de acción, generando así un esfuerzo cortante o de cizalladura. Figura 6 Esfuerzo de cizalladura
1.1.17 Flexión
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
la viga, es decir se separan del centro hacia los extremos causando defse dice que la viga está sometida a un esfuerzo de tracción simple.
Figura 4 Esfuerzo de tracción
El efecto contrario de la tracción es la compresión, donde las fuerzas ejercidas en la viga tienden a desplazarse de los extremos hacia el centro en el sentido axial de esta, generando un esfuerzo que se denomina compresión simple.
Figura 5 Esfuerzo de Compresión
El elemento sufre un esfuerzo de cizalladura cuando la resultante de las fuerzas está situada en el plano de una sección del sólido perpendicular a su
centro. La fuerza de acción y reacción perpendiculares a la viga son paralelas pero no están en la misma línea de acción, generando así un esfuerzo cortante o de
rzo de cizalladura o cortadura
MAQUINARIA Y EQUIPO DE ALIMENTOS
la viga, es decir se separan del centro hacia los extremos causando deformación,
El efecto contrario de la tracción es la compresión, donde las fuerzas ejercidas en xtremos hacia el centro en el sentido axial de
El elemento sufre un esfuerzo de cizalladura cuando la resultante de las fuerzas está situada en el plano de una sección del sólido perpendicular a su
centro. La fuerza de acción y reacción perpendiculares a la viga son paralelas pero no están en la misma línea de acción, generando así un esfuerzo cortante o de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍACONTENIDO DIDÁCTICO DEL CUSO:
Este esfuerzo tiene lugar cuando las fuerzas tienden a curvar o variar la curvatura del sólido, como en el ejemplo de la viga, donde la fuerza es perpendicular al sentido axial de la viga, esto causa Figura 7 Esfuerzo de flexión
1.1.18 Torsión
Deformación que experimenta un cuerpo por acción de dos pares de fuerzas opuestas y situadas en planos paralelos, que tienden a hacer girar el elemento sobre su propio eje. Figura 8 Esfuerzo de torsión
1.2 LECCIÓN 2 RECIBIMIENTO, SELECCIÓN Y CLASIFICACIÓN Los fenómenos de transporteprocesos de transferencia, en los que se establece elpropiedad (masa, momentum o energía) en una o varias direcciones bajo la de una fuerza impulsora. Al movimiento de una propiedad se le llama flujo. El flujo y el comportamiento de los fluidos revisten una gran importancia en algunas de las operaciones unitarias de la Ingeniería de Procesos. Un fluido puede definirse por la fuerza y por lo tanto cambia de forma. Se puede considerar que los gases, líquidos y vapores, tienen las características de los fluidos y por lo tanto obedecen a muchas leyes comunes. En las industrias de procesos gran parte de los materiales se encuentrande fluidos por lo tanto deben ser almacenados manejados, bombeados y
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Este esfuerzo tiene lugar cuando las fuerzas tienden a curvar o variar la curvatura del sólido, como en el ejemplo de la viga, donde la fuerza es perpendicular al sentido axial de la viga, esto causa un esfuerzo simple llamado flexión
Esfuerzo de flexión
Deformación que experimenta un cuerpo por acción de dos pares de fuerzas opuestas y situadas en planos paralelos, que tienden a hacer girar el elemento
Esfuerzo de torsión
1.2 LECCIÓN 2 RECIBIMIENTO, SELECCIÓN Y CLASIFICACIÓN
transporte tienen lugar en aquellos procesos, conocidos como procesos de transferencia, en los que se establece el movimiento de una
masa, momentum o energía) en una o varias direcciones bajo la impulsora. Al movimiento de una propiedad se le llama flujo.
El flujo y el comportamiento de los fluidos revisten una gran importancia en algunas de las operaciones unitarias de la Ingeniería de Procesos. Un fluido puede
uerza y por lo tanto cambia de forma. Se puede considerar que los gases, líquidos y vapores, tienen las características de los fluidos y por lo tanto obedecen a muchas leyes comunes.
En las industrias de procesos gran parte de los materiales se encuentrande fluidos por lo tanto deben ser almacenados manejados, bombeados y
MAQUINARIA Y EQUIPO DE ALIMENTOS
Este esfuerzo tiene lugar cuando las fuerzas tienden a curvar o variar la curvatura del sólido, como en el ejemplo de la viga, donde la fuerza es perpendicular al
Deformación que experimenta un cuerpo por acción de dos pares de fuerzas opuestas y situadas en planos paralelos, que tienden a hacer girar el elemento
, conocidos como movimiento de una
masa, momentum o energía) en una o varias direcciones bajo la acción impulsora. Al movimiento de una propiedad se le llama flujo.
El flujo y el comportamiento de los fluidos revisten una gran importancia en algunas de las operaciones unitarias de la Ingeniería de Procesos. Un fluido puede
uerza y por lo tanto cambia de forma. Se puede considerar que los gases, líquidos y vapores, tienen las características de los fluidos y por lo tanto
En las industrias de procesos gran parte de los materiales se encuentran en forma de fluidos por lo tanto deben ser almacenados manejados, bombeados y

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
procesados haciendo necesario familiarizarse con los principios que rigen al flujo de fluidos y también a los equipos que se utilizan. Los fluidos característicos son el agua, el aire, el CO2, aceites, lechadas o suspensiones y jarabes espesos. Cuando un fluido es afectado por los cambios de presión se dice que es incomprimible. La mayoría de los líquidos son incomprimibles. Los gases son considerados como fluidos comprimibles no obstante si estos se sujetan a porcentajes de cambios de presión y temperatura bajos los cambios en su densidad serán poco considerables y se pueden considerar como fluidos incomprimibles Existe un grupo de maquinaria y equipos, que deben sus características y funciones a la preparación inicial de los alimentos dentro del proceso de producción, estas partes del proceso casi siempre, comprenden la recepción de materia prima, limpieza, selección y clasificación de los alimentos para que cumplan con los requerimientos y parámetros de calidad exigidos para continuar con la transformación del alimento. 1.2 1 Recibimiento En esta parte de los procesos productivos alimentarios, se encuentran equipos para pesaje, bandas y mesas de selección, lavadoras y peladoras entre otros equipos. Figura 9 Equipo de recepción de café
http://www.brambati.it/?page=Brambati:Impianti&type=caffe&lang=es_ES 1.2 2 Báscula de pesaje La báscula de pesado tipo plataforma en material de hierro, se compone de:
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
plataforma de pesado, vara de lectura, fiel, ruedas para transporte y cuatro pesas auxiliares. Ver figura 10
Figura 10 Báscula para diferente tipo de pesaje
Figura 11 Equipo de clasificación y limpieza café verde
1.2.3 Almacenamiento de granos Los tanques de almacenamiento de materia prima en grano, deben estar
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
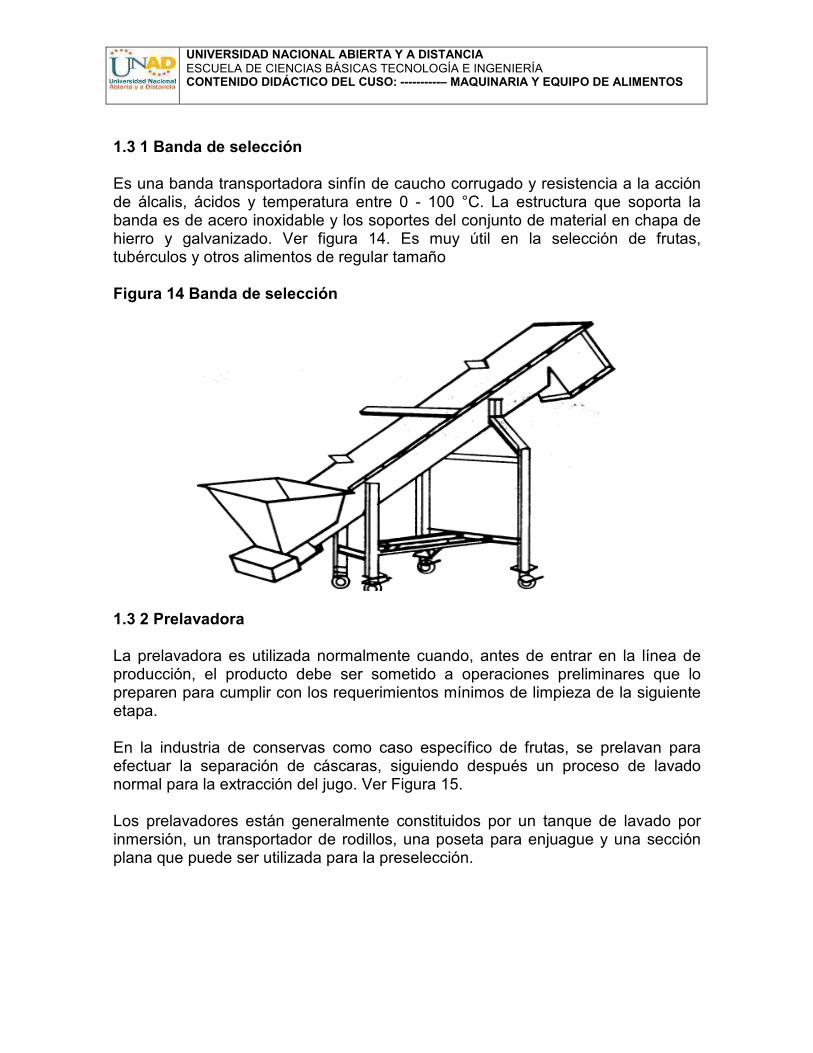
diseñados para la capacidad de almacenamiento, producción y espacio dentro de la empresa. Esta capacidad debe estar basada en una planeación de progreso de producción y del crecimiento de la empresa. Figura 12 Silos de Almacenamiento de sémola
Los granos se arruman en sacos; con trabe entre si él arrume debe tener forma piramidal para conseguir mayor estabilidad. Los arrumes deben armarse con un metro de separación aproximadamente de las paredes, dejando entre ellos callejones centrales y transversales que permitan la movilización de personal y el equipo de evacuación. Las bodegas para almacenamiento de grano deben tener unas dimensiones de ancho de 25 a 30m y altura hasta 7 m.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Otra manera de almacenar el grano es en silos, los cuales permiten a evacuar más rápido el producto, por otra parte, son más económicos, la mayoría de los silos se construyen en planchas de acero liso o corrugado con fondo cónico permitiendo un almacenamiento hermético. El sistema de almacenamiento a granel en los silos verticales economiza mucha mano de obra y generalmente es el sistema más adoptado por las fábricas de construcción reciente. Figura 13 carga sémola
http://www.brambati.it/?page=Brambati:Impianti&type=pasta&lang=es_ES Este tipo de almacenamiento es utilizado corrientemente para semillas oleaginosas. La colocación de depósitos y de silos se basa en la utilización de una cinta de acero metálica en forma de espiral continua de un diámetro dado; cada vuelta de la espiral es fijada por la precedente mediante el sistema de unión con agrafes. Los silos son construidos en el sitio, en acero inoxidable. La junta agrafada helicoidal proporciona al cilindro una rigidez y una resistencia extraordinaria,

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
además la superficie interna es lisa. Estos silos son más económicos que los silos de hormigón; son muchos más cómodos pues son remachados o atornillados y tienen una ventaja de estanqueidad perfecta sobre estos últimos. El diámetro de los silos varía de 3 a 20 metros y puede alcanzar hasta 22 metros de altura. Pueden ser construidos con bandas de acero o más frecuentemente en acero galvanizado. En el caso del algodón o de otras materias primas, el almacenamiento en silos verticales no es el indicado. Existen sistemas de silos horizontales construidos generalmente en acero y equipados con dispositivos automáticos de carga y descarga. Para el almacenamiento de la soya, resulta ser más interesante utilizar silos de gran capacidad unitaria, alcanzando 40.000 toneladas o más. Estos silos son construidos en acero, en hormigón o en una combinación de los dos. Su aspecto puede ser clásico o semiesférico, esta última solución permite a la vez la utilización ideal del espacio y del volumen disponible y el uso de dispositivos simplificados de llenado o vaciado. Generalmente están provistos de dispositivos de control de temperatura, de ventilación potente y de recirculación o de trasiego de una celda a otra. 1.2.4 Almacenamiento de líquidos Los depósitos o tanques son indispensables para recibir los líquidos que vayan a intervenir en un proceso de fabricación y para recibir la materia prima si es líquida. A veces los tanques se reúnen en conjuntos numerosos formando un parque de tanques, con el fin de formar un almacén de gran cabida. Los tanques eran fabricados originalmente como cubas de madera, en la actualidad los tanques de madera sin revestimiento no se utilizan más que cuando sea necesario que su pared sea neutra frente a los líquidos que hayan de contener y no se dispone de otro material que sea aceptable. El material estructural usado principalmente es el acero al carbono, que es muy apreciado por su resistencia y por poderse disponer del mismo en láminas grandes que requieren solamente un mínimo de juntas. Las láminas pueden curvarse, si se desea, y soldarse, siendo menos frecuente que se remachen y calafateen. Las piezas que hayan de servir como fondos son, en general, de calibre mayor que las paredes laterales. Se fabrican tanques cilíndricos con fondos planos de hasta 30 metros de diámetro y 12 de altura. Los tanques esféricos son de mayor resistencia a las presiones interiores. Cada vez se usan más los revestimientos con acero inoxidable, de níquel o de otros

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
aceros aleados propios para chapar, sobre todo para los tanques transportados por ferrocarril, y también para los estacionarios. Así mismo, pueden adquirirse tanques forrados de vidrio, de tres calidades de vidrio para toda clase de fines. Para las tuberías se dispone de tubos de acero, de tuberías de vidrio de diámetro de 1 pulgada o 1 1/2 pulgada, de vidrio pyrex con rebordes en materiales especiales y de porcelana, y de metales resistentes a los ácidos y a muchas disoluciones salinas. En la industria alimentaria normalmente el almacenamiento se produce en las fases de llegada a la planta entre las fases intermedias de la producción y en la fase de producto final, para ser empacado y distribuido. Las variables en el costo de almacenamiento están dadas por pérdidas por evaporación de producto, la utilización de energía para el bombeo, en el consumo de vapor para mantener la temperatura en algunos casos, etc. 1.2.4.1. Tipos de tanques de almacenamiento Estos tipos de tanques no están sometidos a presión, trabajan a presión atmosférica y son: -Techo flotante -Techo fijo -Techo abierto Ventajas de tanques de techo flotante:
• Menores perdidas por evaporación causadas por la variación de temperatura
• Al llenarse no hay que evacuar vapores, pues no hay espacio entre liquido y techo
• Reduce el riesgo de incendio por no existir aire en contacto con el líquido • Al no haber espacio no hay mezclas explosivas
Ventajas de tanques del techo fijo:
• Menor costo que el tanque de techo flotante • No deben soportar la carga del agua lluvia • Tolerancias de fabricación pueden ser mayores que las de otros tipos de
tanques • Es el adecuado para pequeñas dimensiones
Ventajas de techo abierto
• Costo de fabricación bajo • No almacenamiento de productos volátiles • El agua u otros líquidos afectan su contenido

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Líquidos almacenados • techo abierto: agua para usos industriales • techo fijo: fracciones pesadas de petróleo, aceites lubricantes, ácidos • techos flotantes Todos los productos volátiles
1.2.4.2. Dimensiones de los tanques Estas están dadas por la capacidad y a partir de ésta se determina el diámetro y la altura. Para definir la altura se debe tener en cuenta:
• La compresión máxima del soporte o base, lo que limita la altura del tanque y muchas veces se debe hacer una losa de sedimentación.
• El fondo de los tanques algunas veces está formado de virolas, que son como segmentaciones para mejorar la resistencia. Adicionalmente lleva un anillo periférico de hasta 610 milímetros para tanques de diámetro mayor a 15 metros. La soldadura de esas plaquetas puede ser por solape (una soldadura encima de la otra) o una soldadura en contra uniendo dos soldaduras con un refuerzo debajo de estas.
1.2.4.3. Aditamentos de los tanques � Carcasa cilíndrica: Es un recubrimiento del tanque por donde circula un fluido
que calienta o enfría el contenido del tanque. � Serpentines: De forma helicoidal, son tuberías de cobre, acero inoxidable o
aleaciones que se utilizan para las necesidades de transferencia de calor al fluido. Para diseñarlo es necesario tener en cuenta si hay agitación mecánica dentro del recipiente y si el proceso es continuo o de bache.
� Espiral simple o plano: Hay serpentines en forma rectangular para tanques
rectangulares y son considerados como tubos rectos. Muchas veces los serpentines se usan para calentar o mantener a cierta temperatura el contenido del tanque para poderlo bombear; estos serpentines son considerados como superficies de transferencia de calor y son muy económicos.
� Válvulas de escape: Son sistemas que permiten el escape de vapor cuando
se presenta una sobre presión en el interior del tanque. � Abrasadoras de tapadora: Es un accesorio que se utiliza para lograr una
mejor hermeticidad de la tape al tanque porque permite sellar con un sistema de atornillado, el borde de la tape al tanque.
� Manómetros: Los cuales controlan la presión necesaria para el desarrollo del
proceso dentro del tanque.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Drenaje: Son usados para decantación en el mismo proceso o para la limpieza y mantenimiento del tanque y su sistema funciona con una llave de cierre.
� Sistema de alimentación: Es un ducto por donde se hace el llenado del
tanque. � Escaleras y plataformas: En los tanques de altura superior a 4 metros deben
instalarse escaleras helicoidales, que permitan el acceso al techo y la plataforma se instala a la llegada de la escalera al techo y esta se rodea de una barandilla que protege contra caídas y convierte al techo en visitable.
� Indicadores de nivel: Donde es posible apreciar de manera fácil y segura el
interior del contenido del tanque. 1.2.4.4. Materiales más utilizados en la elaboración de tanques Los materiales más utilizados son: Acero inoxidable, Cobre y Aleaciones con otros materiales. Durante un proceso las paredes de los tanques tienen pérdidas de calor por convección y por aire. Se utilizan diferentes tipos de aislamientos para evitar estas pérdidas que pueden ser: fibra de vidrio, lana de roca, espuma de poliuretano expandido, resinas fenólicas expandidas, etc. En alimentos prácticamente en todos los procesos se necesitan tanques; en el caso de producción de helado está el tanque mezclador y el pasteurizador, siendo un tanque de doble función por tener una doble camisa donde se pasteriza. También se encuentra el tanque en donde la mezcla se lleva a 4 grados centígrados por 8 horas, para el proceso de maduración. En procesos lácteos se encuentran tanques que son denominados como depósitos de regulación, de retención, de cristalización y de recepción. En los procesos para obtención de grasas y aceites, los tanques que se utilizan se denominan tanque de fusión, para agua de proceso, de evaporación y de separación del disolvente. 1.3 LECCIÓN 3 SELECCIÓN Para la selección y clasificación los equipos más utilizados son: los separadores magnéticos, sedimentadores, espesadores, cribas, filtros y centrífugas entre otros, en estos grupos se encuentran gran variedad según sus aplicaciones a continuación se hablara de los principales.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
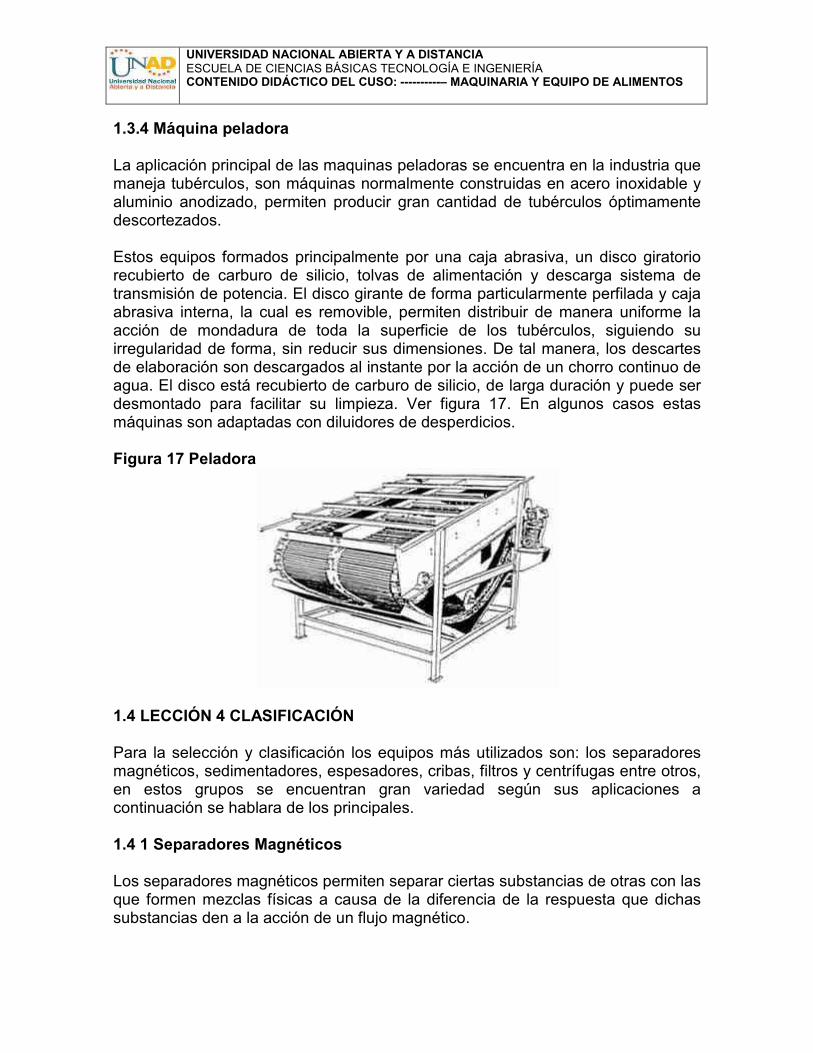
1.3 1 Banda de selección Es una banda transportadora sinfín de caucho corrugado y resistencia a la acción de álcalis, ácidos y temperatura entre 0 - 100 °C. La estructura que soporta la banda es de acero inoxidable y los soportes del conjunto de material en chapa de hierro y galvanizado. Ver figura 14. Es muy útil en la selección de frutas, tubérculos y otros alimentos de regular tamaño Figura 14 Banda de selección
1.3 2 Prelavadora La prelavadora es utilizada normalmente cuando, antes de entrar en la línea de producción, el producto debe ser sometido a operaciones preliminares que lo preparen para cumplir con los requerimientos mínimos de limpieza de la siguiente etapa. En la industria de conservas como caso específico de frutas, se prelavan para efectuar la separación de cáscaras, siguiendo después un proceso de lavado normal para la extracción del jugo. Ver Figura 15. Los prelavadores están generalmente constituidos por un tanque de lavado por inmersión, un transportador de rodillos, una poseta para enjuague y una sección plana que puede ser utilizada para la preselección.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍACONTENIDO DIDÁCTICO DEL CUSO:
Figura 15 Prelavador
1.3 3 Lavador Un lavador rotatorio utiliza un sistema de lavado ideal para las frutas y verduras de buena consistencia y con formas aproximadamente esféricas. Aquí se apla acción mecánica ejercida por los violentos movimientos del agua, se presenta una acción abrasiva provocada por la fricción de los alimentos, durante la rotación de las mismas, en el interior del tambor rotante en este proceso. Este tipo de lavado, también es utilizado para eliminar los residuos de soda, en las frutas sometidas a pelado químico. Observar Partes principales de la máquina:
• Bandas o tolvas de alimentación y descarga del producto.• Una estructura en acero al carbono o acero • Un tambor cilíndrico en • Refuerzo en espiral para el avance del producto también en acero
inoxidable • Dos ejes con rodillo para el soporte y la rotación del tambor.• Motor con doble transmisión, con reducto•
Figura 16 lavadora
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Un lavador rotatorio utiliza un sistema de lavado ideal para las frutas y verduras de buena consistencia y con formas aproximadamente esféricas. Aquí se apla acción mecánica ejercida por los violentos movimientos del agua, se presenta una acción abrasiva provocada por la fricción de los alimentos, durante la rotación de las mismas, en el interior del tambor rotante en este proceso. Este tipo de
o, también es utilizado para eliminar los residuos de soda, en las frutas sometidas a pelado químico. Observar Figura 16
Partes principales de la máquina: Bandas o tolvas de alimentación y descarga del producto. Una estructura en acero al carbono o acero inoxidable Un tambor cilíndrico en lámina perforada con anillos de rotación.Refuerzo en espiral para el avance del producto también en acero
Dos ejes con rodillo para el soporte y la rotación del tambor. Motor con doble transmisión, con reductor de lubricación permanente.
MAQUINARIA Y EQUIPO DE ALIMENTOS
Un lavador rotatorio utiliza un sistema de lavado ideal para las frutas y verduras de buena consistencia y con formas aproximadamente esféricas. Aquí se aprovecha la acción mecánica ejercida por los violentos movimientos del agua, se presenta una acción abrasiva provocada por la fricción de los alimentos, durante la rotación de las mismas, en el interior del tambor rotante en este proceso. Este tipo de
o, también es utilizado para eliminar los residuos de soda, en las frutas
perforada con anillos de rotación. Refuerzo en espiral para el avance del producto también en acero
r de lubricación permanente.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.3.4 Máquina peladora La aplicación principal de las maquinas peladoras se encuentra en la industria que maneja tubérculos, son máquinas normalmente construidas en acero inoxidable y aluminio anodizado, permiten producir gran cantidad de tubérculos óptimamente descortezados. Estos equipos formados principalmente por una caja abrasiva, un disco giratorio recubierto de carburo de silicio, tolvas de alimentación y descarga sistema de transmisión de potencia. El disco girante de forma particularmente perfilada y caja abrasiva interna, la cual es removible, permiten distribuir de manera uniforme la acción de mondadura de toda la superficie de los tubérculos, siguiendo su irregularidad de forma, sin reducir sus dimensiones. De tal manera, los descartes de elaboración son descargados al instante por la acción de un chorro continuo de agua. El disco está recubierto de carburo de silicio, de larga duración y puede ser desmontado para facilitar su limpieza. Ver figura 17. En algunos casos estas máquinas son adaptadas con diluidores de desperdicios. Figura 17 Peladora
1.4 LECCIÓN 4 CLASIFICACIÓN Para la selección y clasificación los equipos más utilizados son: los separadores magnéticos, sedimentadores, espesadores, cribas, filtros y centrífugas entre otros, en estos grupos se encuentran gran variedad según sus aplicaciones a continuación se hablara de los principales. 1.4 1 Separadores Magnéticos Los separadores magnéticos permiten separar ciertas substancias de otras con las que formen mezclas físicas a causa de la diferencia de la respuesta que dichas substancias den a la acción de un flujo magnético.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El hierro metálico que aparece a veces en el vidrio molido o entre los huesos molidos de una fábrica de gelatina, o en los granos de trigo, puede separarse de estos materiales mediante una polea magnética que ocupa el lugar de la polea de mando o motriz de cualquier transportador de cinta. El separador magnético más importante es el de tipo de tambor: está formado por un cilindro dentro del cual se mantiene en posición fija un imán o una combinación de imanes. La parte que forma el tambor es móvil y gira alrededor de un eje horizontal. La porción no magnética del material cae cuando el tambor gira, pero el hierro es retenido más tiempo. Se mantiene unido a la pared del cilindro hasta que éste, con su movimiento de rotación, lo aleja del campo magnético, con lo cual se desprende y es recogido y almacenado en un depósito separado. En el separador micro-magnético para polvos, el material magnético es arrastrado por un segundo rodillo magnético (de inducción). En los últimos años el electromagnetismo, que venia usándose desde hace tiempo, ha sido suplementado, e incluso desplazado, por el magnetismo permanente; Éste ofrece la enorme ventaja de su simplicidad. 1.4 2 Sedimentadores y espesadores Para realizar las separaciones más rápidamente se han proyectado sedimentadores qué aceleran el proceso, con uno o varios estantes o pisos, dotados todos de brazos móviles, rastrillos o rascadores, sistemas de alimentación y descarga continuas; es decir los espesadores y clarificadores mecánicos de tipo continuo. Se denominan espesadores cuando separan un líquido de una suspensión bastante concentrada que contenga, por ejemplo, del 1 al 25 % de sólidos, y clarificadores cuando los líquidos solamente tienen un pequeño porcentaje de sólidos que frecuentemente hay que expresar en partes por millón. No siempre se tiene presente esta distinción. Al escoger un sedimentador es necesario tener en cuenta no sólo las características de sedimentación de los sólidos, sino también si los productos valiosos que se trata de separar son los sólidos, los líquidos o. Ambos. Algunos espesadores son aparatos que constan de un solo compartimiento. También existen otros, que se usan con éxito, que tienen dos, cuatro o más compartimientos y que han sido el resultado de la observación de que en los depósitos del mismo diámetro se produce substancialmente la misma cantidad de líquidos claros con independencia de la profundidad.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Dicho esto con otras palabras, se ha observado que el rendimiento por volumen de papilla es mayor en líquidos clarificados cuando los recipientes son de poca altura. • Clarificador continuo Tipo Graver: existe un depósito cilíndrico vertical,
equipado con un número de compartimientos poco profundos, entre 2 y 5, que presentan forma de campana, teniendo la parte superior cierta pendiente. dirigida hacia la pared exterior del depósito; la parte superior de cada campana constituye el fondo del compartimiento de clarificación situado encima de la misma. Existen brazos mecánicos que eliminan el lodo sedimentado en cada piso.
En la parte más alta del clarificador existe un compartimiento de coagulación, en el que mediante movimientos suaves de brazos y paletas se promueve la formación y crecimiento de flóculos. Este compartimiento queda sólo parcialmente lleno, de modo que mediante una paleta rotatoria, que se ajusta de forma tal que llegue solamente a tocar la superficie del, líquido, se puedan barrer las espumas hasta un vertedero radial, desde el que pueden conducir a un tanque exterior de almacenamiento. Por debajo del compartimiento de coagulación existen una serie de compartimientos de sedimentación, cuyos pisos tienen una pendiente descendente hacia la circunferencia.
Por debajo de las cámaras de sedimentación existe un concentrador, que está constituido por una cámara cuyo piso tiene pendiente hacia el centro; presenta dos brazos rotatorios, que hacen que los sedimentos se trasladen hacia un orificio central por el que se descargan con cierta frecuencia, pasando a una salida dotada de las tuberías y válvulas adecuadas.
Todos los sedimentos que se forman en el clarificador pasan a un espesador de fondo, el cual está dotado de un eje central que soporta todas las partes dotadas de movimiento mecánico, incluidos los dos brazos que barren con rastrillos el fondo de cada una de las cámaras de sedimentación. La velocidad de giro del eje principal es de 3 a 12 revoluciones por hora.
Los rastrillos empujan suavemente los sedimentos hacia la periferia por la que caen lentamente a lo largo de las paredes del depósito hasta el concentrador que forma la cámara inferior. Los líquidos claros se extraen por la zona superior de cada uno de los compartimientos de clarificación. Tanto las campanas como el compartimiento de coagulación están dotados de ventilación. La papilla que se ha de tratar se introduce de manera ininterrumpida, penetrando por el centro de la cámara de coagulación. Todas las operaciones se ejecutan de manera continua.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El clarificador continuo Tipo Graver se fabrica de 9 tamaños, que van desde 8 metros de diámetro y 9 metros de altura, que es el más grande, hasta 3,15 metros de diámetro y 4,8 de altura, que es el más pequeño. Su aplicación fundamental es la clarificación del jugo de caña de Azúcar durante el proceso de extracción del azúcar. Su capacidad, en función del zumo de azúcar obtenido de la caña, es de 208 a 227 litros por minuto. La construcción de los concentradores de Graver hace posible la recirculación de parte de los sedimentos en aquellos procesos en que esta fase sea necesaria, como, por ejemplo, en algunos casos en que se ha de realizar la clarificación del agua y en la extracción de todo el contenido del clarificador.
1.4 3 Cribas En la industria molinera las cribas son utilizadas para la clasificación de los granos, las más utilizadas son las cribas planas cortas que están destinadas a la clasificación de productos que se obtienen durante el proceso de trituración de granos. Igualmente pueden encontrar aplicación en la clasificación de productos a granel en otras ramas de la industria. Figura 18 Criba
Las cribas se componen de los siguientes elementos básicos: Bastidor de soporte, en el cual de manera simétrica, va montado el sistema de accionamiento sin husillo, para el movimiento circular (giratorio) Cajas de criba compuestas de bastidores de trabajo, doblados completamente, por medio de herrajes. En cada bastidor de trabajo hay un marco de inserción para la colocación del cierre (red o gasa para harina) bajo el cual se encuentran los elementos limpiadores.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La fijación de las cajas de criba en el bastidor portador se realiza con varillas de suspensión, abrazaderas y tensores. Herrajes de las cajas de cribas, compuestas de hierros en U, fijados a las tapas y a los marcos interiores, así como también los tensores verticales. Tableros de entrada con mangas de tela y abrazaderas para la unión de la criba con las instalaciones de alimentación del producto. Placa inferior con los tubos cortos de salida, mangas y abrazaderas de cinta, para la unión de la criba con las instalaciones de recepción del producto El rendimiento de una sección de la criba depende del género, de las propiedades fisicoquímicas del producto por cribar, así, como también, de la dimensión de la malla y de la luz de los cierres de los marcos de inserción. En la Figura 19 se observa una placa perforada para criba. Figura 19 Placa perforada para criba
Las características técnicas del rendimiento indicadas se refieren a los parámetros cualitativos de los productos que se obtienen durante el proceso de trituración del grano. Como ejemplo de algunos tipos de placas perforadas para cribas que se encuentran en el mercado se muestra a un proveedor mexicano: “Cribas y productos metálicos S.A.” con su página www.cypm.com.mx y una muestra de esta información se ve en la Tabla 1 Tabla 1 Placas perforadas para cribas
Placa perforada
Tipo de Aberturas Tipos de fijación • Redonda • Hexagonal • Cuadrada • Ranurada (slot)
• Con ángulo para tensado lateral • Barrenado para sistema atornillado • Resaques especiales • Bastidor según sus necesidades
Aceros Tipos de dobleces • Acero estándar 1012 • Acero A-36
• Doblez estándar calibre 1/4" A-36 a menores
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
• Acero 1045 Alto Carbón • Acero estándar con tratamiento
térmico • Acero estándar recubrimiento
con hule de hasta 1" de espesor
• Acero Inoxidable 304 • Acero Inoxidable 316 • Aluminio
• Doblez con ángulo soldado calibre 3/16" 1045 a calibre 5/16"
• Doblez con ángulo soldado calibre 3/8" a mayores
• Doblez con ángulo soldado 90º calibre 1/4" a mayores.
Rango de calibres Placa ahulada • De 22 (0.029") a 1 3/4" • Todas nuestras placas pueden ir
recubiertas de hule Fuente: Cribas y productos metálicos S.A. 1.5 LECCIÓN 5 LIMPIEZA 1.5.1 Generalidades La limpieza es cualquier proceso para la eliminación física de la suciedad, es decir, de cualquier materia que no deba formar parte de un artículo. Según vincent (2002) la limpieza consiste en eliminar toda suciedad, visible o invisible, de una superficie dada, la limpieza es esencial en aquellos procesos destinados a la eliminación de todo tipo de suciedad en las superficies, tanto del establecimiento como de los equipos destinados a la elaboración de alimentos. Leclerq – perlat, hacen una diferencia entre enjuague, que es la eliminación de los residuos levemente adheridos, de la limpieza que sería la remoción de los depósitos fuertemente adherentes con ayuda de sustancias químicas. La suciedad (lat. Succidus: jugoso, mugriento) es todo residuo indeseable, orgánico o inorgánico, que permanece en el equipo y otras superficies de un establecimiento de alimentos. marriot la define como un material que se encuentra en el sitio incorrecto. La suciedad se elimina por 4 mecanismos: � solubilización: la suciedad es adsorbida por el líquido formando una solución. � emulsificación: la suciedad forma gotitas que son transferidas a la solución. � micelación: la suciedad forma micelas que son transferidas a la solución �� acción mecánica: la suciedad es arrancada de la superficie sólida por la
energía cinética de la solución: La limpieza en la industria alimentaria tiene 2 propósitos: � prevenir la intoxicación alimentaria y

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� prevenir la alteración de los alimentos. estos dos propósitos se cumplen mediante:
La eliminación de los microorganismos que contactan los alimentos y la eliminación de la suciedad que protege a los microbios y favorece su crecimiento la limpieza no es un proceso al azar sino que debe aplicarse a las zonas donde es probable la existencia de microbios nocivos. La limpieza por sí misma no garantiza la producción de alimentos inocuos. esto porque la limpieza es solo una parte (importante, por cierto) del proceso de producción de un alimento. La limpieza es selectiva, es decir, el énfasis que debe darse a los distintos sectores, salas, utensilios y equipos del establecimiento no es igual. • Ejemplo: la limpieza del piso no puede ser igual a la de las superficies que
contactan los alimentos. • Ejemplo: la limpieza de la sala de elaboración es mucho más exigente que la
bodega de materias primas. De esta forma las áreas de limpieza las podemos clasificar en: � Altamente críticas, � Críticas y � Sub-críticas. Figura 20 Ciclo del proceso de Limpieza
De acuerdo con la figura, la frecuencia de limpieza puede ser: Continua o Cada 2 horas = en cada período de pausa, o Cada 4 horas = al almuerzo y salida de turno, o Cada 8 horas = al finalizar el turno,

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
o Diaria, o Semanal. No se ha demostrado una relación estrecha entre la higiene del piso y la higiene del alimento salvo: cuando se usan los mismos paños para la limpieza del piso y de las superficies o utensilios en contacto con los alimentos. Cuando se usan para la producción de alimentos materias primas que han caído al piso y no son desechadas sino reutilizadas en el proceso. La limpieza de las superficies en contacto con los alimentos tiene relevancia para la prevención de enfermedades y la alteración. En estas superficies se forma la llamada biopelícula microbiana. Figura 21 Formación de Biopelícula de microorganismos
En la industria alimenticia los microorganismos forman en las superficies una especie de estado de resistencia llamado biopelícula. Esta biopelícula da protección contra el jabón común y la limpieza común.
1.5.2 Métodos de limpieza Los procesos de limpieza se refieren a la separación y eliminación de material no deseado externo que se encuentra adherido a los alimentos, o al equipo utilizado para en el proceso Para efectos de la limpieza de los equipos, las soluciones ácidas, con características alcalinas y varios productos químicos de composición compleja son utilizadas para tal fin La tendencia es automatizar la limpieza en la medida de lo posible, mediante la instalación de un sistema computarizado de CIP (Clean in Place). A futuro la meta

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
es fabricar equipos resistentes que incorporen en su construcción materiales en que no alojen en sus intersticios algún tipo de microorganismos. El enjuague posterior con detergentes es también de gran importancia para garantizar la asepsia del equipo de proceso alimentario. La limpieza de los alimentos crudos, es una operación de gran importancia, que elimina los materiales extraños y contaminantes; la limpieza de las materias primas alimentarias se realiza con el propósito de eliminar por completo el material extraño y los contaminantes, cuyo valor nutricional es aceptable. En la operación de limpieza no se debe perder una gran proporción de los productos y de ninguna forma afectar negativamente el medio ambiente (la contaminación de las aguas residuales efluentes). La eliminación de materiales extraños pesados, tales como piedras y pedazos de metal, es necesaria para proteger los equipos de molienda y reducción del tamaño usado en el flujo del proceso operativo posteriormente. En general existen dos tipos de Limpieza: La Limpieza en Húmedo y la Limpieza en seco - Limpieza en húmedo Por esencia son aquellos métodos de limpieza donde uso del agua como medio de limpieza es su esencia, este tipo de proceso es el más difundido en la industria alimentaria comparado con los procesos de limpieza en seco. La limpieza por vía húmeda es sumamente eficaz en la eliminación de tierra firmemente adherida a las frutas y verduras crudas, permitiendo el uso de detergentes y desinfectantes que coadyuvan de manera significativa en su total eliminación. La capacidad de limpieza por vía húmeda de verduras es 8 a 15 Ton/h. Los Métodos de recirculación del agua deben ser utilizados para reducir el consumo de agua necesaria en algunas operaciones de procesamiento por ejemplo, en el proceso encanastado de frutas y verduras se puede ahorrar hasta un 15 m3 de agua por tonelada de producto Además del remojo de los materiales alimentarios, se debe aplicar en todos los equipos de limpieza con agua un movimiento relativo entre el fluido de limpieza y el producto alimenticio. Esto se puede asegurar mediante el movimiento del líquido de limpieza, o el movimiento del producto o por el movimiento de ambos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Respecto de los equipos, las principales categorías de unidades de limpieza en húmedo son los equipos de inmersión, el equipo de aspersión y los sistemas mixtos en algunos casos dos o más sistemas de limpieza están involucrados dependiendo de las características de los productos alimenticios El Remojo de las materias primas en grandes tanques elimina los contaminantes pesados tales como piedras y tierra adherida. La eficiencia de la inmersión se mejora por el movimiento relativo de agua, por ejemplo utilizando palas mecánicas o corrientes de aire en la parte inferior del tanque, o moviendo el producto a través de un tambor giratorio. Los productos detergentes pueden ser utilizados para eliminar los residuos de agroquímicos en la superficie de las frutas y verduras, y en algunos la cloración del agua es necesaria para prevenir el crecimiento de microorganismos. Las maquinas lavadoras tipo Spray usan menos agua y son más eficientes que las de inmersión y enjuague descritas en los párrafos anteriores debido a la acción mecánica, sin embargo es importante utilizar boquillas de pulverización bien diseñadas y efectuar un plan de mantenimiento preventivo para sustituirlas en el momento apropiado, debido a que su eficiencia disminuye a medida que su cabeza de presión y capacidad de aspersión se pierden con el tiempo. La presión ejercida por el agua en la limpieza también debe ser controlada, especialmente cuando los productos que se lavan son delicados. En las lavadoras de aspersión tipo de banda, la materia prima se transporta lentamente mediante rodillos o transportadores vibratorios bajo chorros de agua. Cepillos y discos de goma especial pueden ayudar a quitar la suciedad adherida y los contaminantes adheridos al producto. La combinación de inmersión y aspersión se utiliza a veces para una limpieza más efectiva. Los equipos tipo lavadora son comunes en el lavado de frutas y verduras debido a su acción eficaz y suave. El equipo consta de dos compartimentos y una cinta transportadora. En el primer recipiente, se lleva a cabo el prelavado mediante el remojo del producto. La Inyección de aire en el primer compartimento mejora la acción de limpieza. Las piedras o material pesado se recogen en el fondo del recipiente. En el segundo recipiente, se repite el empapado con agua y la agitación con aire. Posteriormente, el producto es rociado con agua, cuando es transporta afuera del segundo recipiente, por último, un tambor perforado separa el agua remanente de los productos lavados. Este tambor consiste de un cilindro giratorio (carrete), ligeramente inclinado, hecho de barras longitudinales o malla de alambre, que
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
retiene, las frutas o las vegetales, mientras que los residuos se lavan a través de él. El cilindro giratorio está parcialmente sumergido en el agua. Un tubo perforado instalado en el centro del cilindro, suministra los chorros de agua. La capacidad de lavado depende del producto tratado. La capacidad de un equipo de lavado, cuando se utiliza para lavar las verduras de hoja de espinaca o de otro tipo, es sólo el 25% con respecto al mismo equipo que tendría para el lavado de papas o de otro tipo de tubérculos. El equipo que tiene unas dimensiones de 6,5 m x 1,8 m X 1.8 m y pesa alrededor de 1 tonelada sirve para lavar 6 toneladas/hora de papa y requiere una potencia 6-7 Kw Un tambor lavador de la misma capacidad que equipo de lavado de dos cámaras, también requiere 6.7 Kw de potencia, pero tiene unas dimensiones de 4,0 m x 1,2 m x 1,8 m, ya que debido a la rotación el requerimiento del proceso de limpieza es más intenso. La lavadora de cepillo rotatorio consiste en un armazón en forma de artesa con seis o más cepillos, girando en sentido longitudinal con un uso bastante económico de agua y una capacidad de 4.8 ton/h. El principio que se plica es el de flotación simple, donde el agua puede ser usada para separar las frutas o vegetales magullados o podridos a partir de los productos sanos. La flotación de la fruta se usa para separar los materiales extraños del mismo tamaño del producto principal mediante la adecuación de la densidad requerida el líquido de remojo. Para este efecto, la materia prima se encuentra inmersa en una emulsión de aceite mineral/detergente, a través de la cual se sopla aire; los contaminantes flotan en la superficie del medio denso y el producto se va a la parte inferior del equipo, por ejemplo se usa para la limpieza de arvejas. - Limpieza en seco La Limpieza en seco ocurre por la acción de una corriente de aire; se aplican los mismos principios aerodinámicos utilizados en los clasificadores con aire para productos alimentarios. La operación más común es la de aspiración para remover los residuos livianos que acompañan los productos alimentarios (por ejemplo, piel, hojas), a partir de unidades de alimentos o trozos de los mismos más pesados, por ejemplo, cebollas, arvejas, frijoles. La operación consiste en la separación sólido/sólido, y es ampliamente utilizada en la limpieza en seco de unidades de distintos alimentos y los residuos que los acompañan, como granos y semillas.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El equipo consiste de una configuración de tres mallas, la malla superior elimina los residuos más grandes, en la segunda malla se acumula el producto principal, mientras que las láminas de la bandeja inferior se acumulan productos indeseables tales como tierra y escombros. Dependiendo de la forma de los granos, se pueden utilizar mallas con huecos redondos o huecos triangulares o mallas ranuradas. Otro equipo es el separador neumático o molinos tipo ventilador el cual consiste de un conjunto de mallas y un ventilador que permite que el aire se mueva a través del grano, con el fin de eliminar el residuo, la suciedad y la mugre liviana. Se utiliza Una corrientes de soplo o de aspiración de un ventilador como sistema de separación. Otros sistemas emplean métodos de limpieza combinados para la separación completa de algunas materias primas, por ejemplo, el de la limpieza del trigo antes de la molienda. El trigo pasa a través de una serie de separaciones por ejemplo, de separación por detección magnética, luego pasa por una separación mediante lavado de disco, posteriormente por centrifugación y secado para eliminar los diferentes contaminantes y separar las fracciones de gran medida e inferior tamaño. Otro método consiste en el cepillado, el cual se aplica en la limpieza en seco de algunas frutas y verduras. La separación electrostática es considerada como un método de separación sólido/sólido - Clasificación según el Método de Limpieza Se clasifican en métodos de limpieza Físicos, y métodos de limpieza Químicos Figura 22 Métodos de limpieza

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los métodos de limpieza Químico incorporan además agentes químicos que por su proceso como tal se les llama Jabones o detergentes, puesto que eliminan la mugre mediante la acción del radical positivo de la molécula y la arrastran llevándola afuera mediante el radical hidrófobo de la molécula química del agente limpiador Figura 23 Métodos de limpieza de Equipos
Los métodos de limpieza Físicos son aquellos que utilizan la acción mecánica de elementos o equipos especialmente diseñados para tal fin. - Equipos de Limpieza Los métodos de limpieza de equipos se efectúan por medios de estaciones de limpieza desarmado: COP el equipo o sin desarmarlo: CIP Figura 24 Equipos de limpieza húmeda
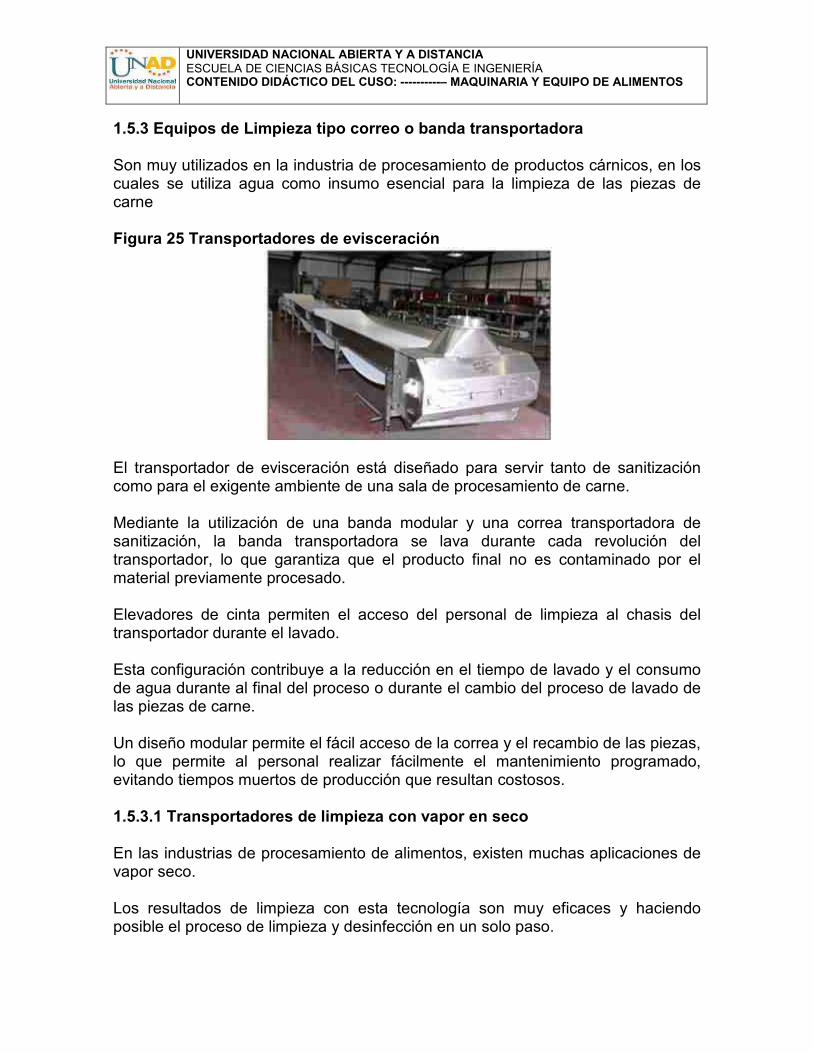
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.5.3 Equipos de Limpieza tipo correo o banda transportadora Son muy utilizados en la industria de procesamiento de productos cárnicos, en los cuales se utiliza agua como insumo esencial para la limpieza de las piezas de carne Figura 25 Transportadores de evisceración
El transportador de evisceración está diseñado para servir tanto de sanitización como para el exigente ambiente de una sala de procesamiento de carne. Mediante la utilización de una banda modular y una correa transportadora de sanitización, la banda transportadora se lava durante cada revolución del transportador, lo que garantiza que el producto final no es contaminado por el material previamente procesado. Elevadores de cinta permiten el acceso del personal de limpieza al chasis del transportador durante el lavado. Esta configuración contribuye a la reducción en el tiempo de lavado y el consumo de agua durante al final del proceso o durante el cambio del proceso de lavado de las piezas de carne. Un diseño modular permite el fácil acceso de la correa y el recambio de las piezas, lo que permite al personal realizar fácilmente el mantenimiento programado, evitando tiempos muertos de producción que resultan costosos. 1.5.3.1 Transportadores de limpieza con vapor en seco En las industrias de procesamiento de alimentos, existen muchas aplicaciones de vapor seco. Los resultados de limpieza con esta tecnología son muy eficaces y haciendo posible el proceso de limpieza y desinfección en un solo paso.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los Transportadores móviles de vapor seco se utilizan para tareas de limpieza extrema limpieza y mantenimiento periódico, por ejemplo, en las panaderías y plantas procesadoras de carne. También existen sistemas automáticos integrados de saneamiento (CIP) de varias líneas de producción. Existen las siguientes unidades de limpieza: • Unidad de Correa de Sanitización Son unidades sanitarias tipo cinta que están en dimensiones, materiales, temperatura ambiente y velocidad de las cintas transportadoras, factores importantes para determinar el sistema óptimo de saneamiento. Figura 26 Unidad de Correa
Los beneficios del equipo en la industria alimentaria son:
- Limpieza y desinfección de las cintas transportadoras durante la producción Reducción del tiempo inactivo y el incremento de tiempo de producción
- Automatización de tareas manuales - Beneficios sustanciales al saneamiento en el medio del producto (limpieza
de alérgenos) - Sin partes móviles, no hay riesgo de contaminación del producto - Uso muy baja de agua - Menor dependencia de productos químicos de limpieza y desinfección - Adecuado para ambientes secos (panaderías)

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- Limpieza profunda in-situ - Descontamina los cinturones de E-coli, Salmonella, Listeria - Mejora de las normas de higiene y HACCP - Importantes beneficios ambientales
• Túnel de lavado al vapor El túnel de lavado al vapor, dotado de sistemas de soplado y de secado se utiliza en todos los ámbitos industriales, para la limpieza de los envases, y también de las partes de producto en proceso: desengrasado industrial al vapor de partes mecánicas en inter operación o limpieza final, limpieza al vapor de partes plásticas en serie. El desengrasado sin interrupción con vapor saturado es eficaz sobre todos los tipos de partes, de pequeña o gran importancia, de geometrías complejas, en general de todos los materiales cuya acción de limpieza es requerida. Figura 27 Túnel de lavado al vapor
La limpieza industrial en túnel elimina las grasas, los residuos de aceite y otros atascamientos de las partes mecánicas en el proceso de fabricación. Características técnicas del desengrasado vapor en túnel * Limpieza en línea vapor de producción industrial * Ritmo de 100 a 200 partes/hora. * Producción de vapor útil hasta 100kg/h. * Sistema de recuperación de los condensados. 1.6 LECCIÓN 6 FILTROS 1.6.1 Filtros Otra clase de equipo que se utiliza para la separación de sólidos y líquidos comprende los filtros, que pueden clasificarse en filtros de gravedad, filtros a presión (filtros prensas y filtros de bolsas), filtros al vacío (que a su vez pueden ser

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
de tambor o de disco rotatorio o estacionarios), filtros de reborde y filtros de clarificación. Un ejemplo de filtro a presión se ve en la Figura 28. Figura 28 Filtro a Presión
1.6.1.1 Filtro-ciclón En la industria alimenticia se utiliza para la purificación del aire (eliminación del polvo surgido durante elaboración de materias primas como colorantes y condimentos). Se les puede aplicar también en otras industrias. Los filtro-ciclones están aplicados en las instalaciones de aspiración de las máquinas y de equipos y en el transporte neumático de los materiales sueltos. Dependiendo de su uso el filtro-ciclón puede estar instalado en distintos sitios del sistema de aspiración y del transporte neumático como sigue: • En los sistemas de aspiración (individual y de grupo) o de las máquinas y de
los equipos y así también en la instalación de aspiración del transporte neumático aspirante de baja presión con posibilidad de la elección del tamaño del agujero de salida del polvo y del tipo del receptor desde debajo del filtro-ciclón según necesidades.
• En los sistemas de transporte neumático aspirante de baja presión cuando el filtro-ciclón está colocado inmediatamente sobre el recipiente (silo).
• En los sistemas de transporte neumático impelente de alta presión para separar el material desde aire transportando este producto con simultánea purificación del aire; existe la posibilidad de la elección de las dimensiones del agujero de salida y del tipo del receptor del producto desde debajo del filtro-ciclón según necesidades.
Este tipo de filtro se compone de cuatro conjuntos:
- Bastidor de apoyo, de lamina perfilada, en cuyo interior, en la parte delantera, va suspendido el sistema de accionamiento, compuesto del motor eléctrico y, el cual, a través de la transmisión por correa y del eje excéntrico, pone en movimiento de vaivén la caja colectora y de criba. En la parte trasera del
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
bastidor se encuentran los canales destinados a realizar la acumulación del producto proveniente de las cribas.
- La caja colectora va montada en la parte exterior del bastidor de apoyo, sobre soportes elásticos.
Esta caja posee 4 salidas en dependencia de las condiciones de montaje de la aventadora de sémolas.
- La caja de criba constituye un conjunto de separación del cribado, en donde
se realiza la distribución de la masa de sémolas vertidas, según sus dimensiones geométricas. Esta caja va ubicada en el interior del bastidor de apoyo, sobre 4 suspensiones oscilantes. Está dividida en dos secciones en las cuales se encuentra, respectivamente, un par de cubiertas de bastidores insertados. La limpieza de los enganches de los bastidores insertados se realiza con la ayuda de cepillos de movimiento forzado que resulta del vaivén de la caja de criba. La velocidad de avance del producto en la criba se regula mediante el emplazamiento de las suspensiones de la caja de criba en los cortes de los ganchos.
- En la caja de aspiración, que constituye el conjunto de separación de aire, es precisamente donde se produce la separación de las partes de salvado de la sémola, las cuales se diferencian por sus propiedades aerodinámicas. La caja de aspiración, al igual que la caja de criba, está dividida en dos secciones aspirantes. Entre las secciones se encuentra un canal especial con iluminación eléctrica, para facilitar la observación del proceso tecnológico de la limpieza de las sémolas. Para la regulación exacta de la velocidad de la afluencia del aire en toda la longitud de las cubiertas de bastidores insertados, la caja de aspiración está equipada de un conjunto de persiana.
1.6.1.2 Filtros de gravedad Los filtros de gravedad pueden ser filtros de arena, construidos mediante guijarros, grava y arena, que integran el fondo de grandes cámaras o tanques, del tipo de las utilizadas para la filtración de las aguas potables. La cámara recibe el agua turbia que contiene sedimentos que han sido aglomerados mediante coagulación con alumbre y que deben ser retenidos por la arena; el agua clara fluye a través de la arena y la grava, con lo que alcanza los tubos de drenaje situados en la parte inferior y se escapa a través de éstos hacia el canal de aguas claras. El lecho filtrante se lava a intervalos regulares invirtiendo la dirección de la corriente.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los filtros de arena y grava pueden ser también filtros de presión, para lo cual se construye el filtro en un depósito cilíndrico de acero, con su eje horizontal y se impulsa el agua a filtrar mediante presión. 1.6.1.3 Filtros prensa Los filtros prensas (de placa y marco) son casi siempre filtros que operan a presiones altas, pero también es posible utilizarlos como filtros de gravedad para ciertos servicios que hemos de mencionar más adelante. En lo fundamental un filtro prensa consta, si es de fundición, de las siguientes piezas: una serie de placas con ranuras sobre las que se colocan las telas filtrantes (alternando con marcos); dos barras horizontales sobre las que se apoyan las placas filtrantes y los marcos; dos piezas terminales, una móvil y la otra fija; una canal para recibir los líquidos filtrados y de lavado, y robustos soportes en ambos extremos. Las placas y los marcos tienen apéndices que les permiten desplazarse sobre las dos barras horizontales. Ver figura 24
La pieza terminal móvil y las placas y marcos pueden comprimirse unas sobre otras y mantenerse apretadas mediante un tornillo manipulado a mano o hidráulicamente. Las placas y los marcos tienen sus superficies mecanizadas de forma que actuando la tela filtrante como junta, el filtro prensa, una vez comprimido, queda herméticamente cerrado para los líquidos. Figura 29 Filtro prensa de placa horizontal y marco
En uno de los ángulos superiores las placas y los marcos tienen un borde ensanchado en el que existe un orificio, de modo que cuando se cierra el filtro se forma un conducto por el que penetra la suspensión que se ha de filtrar.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Únicamente tienen accesos a este conducto los marcos, de modo que la papilla únicamente penetra en éstos. La torta de filtración se acumula en los mismos, mientras que el líquido claro (el filtrado) pasa a través de la tela que cubre la placa filtrante y corre por las ranuras hasta alcanzar un conducto que lo lleva hasta una llave externa, por donde se le da salida. La papilla se introduce en el filtro mediante una bomba o soplador. A medida que se llenan los marcos se va aumentando la presión sobre la papilla si se desea mantener la velocidad de filtración. En el otro ángulo superior de las placas y marcos existe otra abertura que hace que en el filtro prensa se disponga de otro tubo, que se utiliza para el agua de lavado. Hay dos tipos de placas filtrantes; las placas en que no se lava, que dejan pasar el filtrado, y las placas para lavar, que son las únicas que tienen aberturas de comunicación con el conducto para el agua de lavado. Con el fin de lavar, se cierra el conducto que da entrada a la papilla y se abre el conducto que da acceso al agua; ésta penetra en las placas lavadoras cuyos grifos se encuentran centrados; el agua penetra a través de la torta, que se encuentra en el marco, la atraviesa y pasa a la placa inmediata y de ésta, a través de su grifo, a la canal colectora. Cuando se está lavando solamente salen líquidos de las placas alternadas, mientras que cuando se está filtrando todas las placas dejan salir liquido. Estrictamente hablando, lavar significa eliminar todas las aguas madres que quedan adheridas al sólido inerte. Frecuentemente es posible que simultáneamente se disuelva parte del material que se desea; cuando se trata de cantidades pequeñas los resultados son buenos. Pero si queda en el filtro una vez formada la torta de filtración una cantidad considerable del material que sé desea separar y que es soluble, sería imposible el eliminarlo La primera agua de lavado deja la torta irregular, después de lo cual el agua de lavado discurre por las grietas formadas y deja de lavar. Cuando las tortas son ricas en materiales solubles que han de recuperarse deberán convertirse de nuevo en papillas y filtrarse otra vez. Cuando solamente tenga valor la torta puede someterse a tratamiento con vapor dentro del filtro prensa, con lo que se obtiene casi seca y libre de líquidos adheridos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Después del proceso de lavado se abre la prensa soltando el tomillo final y separando entre sí las placas y marcos. Estas últimas se vacían y limpian mediante una gran espátula con la cual se hace caer la torta a unas tolvas existentes en el suelo. Después se vuelven a colocar las placas y marcos en posición de trabajo, utilizando las mismas telas filtrantes o nuevas’ telas, se comprimen y se vuelve a iniciar el ciclo El período o duración de un ciclo es variable. Una papilla con un 5 % de sólidos puede tener un período de 9 horas: 8 horas de filtración y una hora para abrir, limpiar y cerrar. Una papilla que tenga un 20 % puede filtras durante tres horas e invertir después una hora para abrir, limpiar y cerrar nuevamente; es decir, opera con un ciclo de cuatro horas. A éste debe añadirse siempre el tiempo de lavado, si se verifica esta operación. Cuando la papilla sea de elevado contenido en sólidos y se desee hacer que el periodo de filtración sea, más largo, puede conseguirse haciendo que los marcos tengan un grosor de 100 mm, en lugar de los 50 que ordinariamente tienen. En otros casos las disoluciones contienen muy pequeñas cantidades de substancias fácilmente filtrables; en general, estas suspensiones se hacen pasar a través del filtro prensa (por gravedad) durante días enteros antes de que sea necesario abrir el filtro. Un ejemplo puede ser una disolución del cloruro sódico que se utilice para una electrólisis y deba filtrarse como preparación previa. 1.6.1.4 Filtros de bolsa Los filtros de bolsa (encerrada dentro de un recipiente) son también filtros a presión. El recipiente suele ser un cilindro de acero, de eje horizontal, cerrado por un extremo y con un cabezal especial por el otro. La pieza de cabeza puede correrse hacia dentro o hacia fuera, sobre dos barras horizontales; las bolsas, que pueden ser 6, 8, 10 ó 12, se encuentran sujetas a un marco unido a la cabeza. El marco descansa por su extremo sobre una pieza cruzada que está dotada de pequeñas ruedas con las que se desliza sobre dos raíles de que va provista la parte interior del cilindro; cuando se abre la prensa mediante un pequeño motor y una transmisión de cadena, puede desplazarse el cabezal con el recipiente colector y las bolsas cubiertas de torta de filtración que se trasladan conjuntamente. El cilindro está sujeto mediante soportes verticales robustos; tiene en su base una tubería a través de la que se suministra la papilla y por la cual se devuelve la última carga al depósito cuando se va a abrir la prensa. Cada bolsa tiene su llave propia de salida; cuando una bolsa filtra mal y deja pasar sólidos se cierra y se reemplaza por otra cubierta con tela filtrante nueva. Las bolsas son planas, tienen forma rectangular, estando situadas verticalmente y formadas por un marco de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
tubería ligera, una red de alambre grosera enrollada a su alrededor y que se cubre mediante una bolsa de tela filtrante que se mantiene en su sitio con pinzas. El trozo de tubo del fondo tiene aberturas para recoger los líquidos filtrados que salen a través de una llave. Cuando se hace penetrar la papilla en el cilindro, se forma una torta a ambos lados de la bolsa homogéneamente. La torta puede filtrarse conectando la llave con el agua a presión antes de cerrar el tubo de alimentación. Cuando se abre la prensa se extraen las bolsas, que se llevan sobre una tolva colectora; se sueltan las tortas mediante una ligera agitación de las mismas, que se verifica mediante una larga pértiga, y luego se hace pasar una corriente de agua durante unos minutos. Al cerrar la prensa por inversión del movimiento del motor, la parte móvil se empuja hasta que entra en acción un conjunto de cierre con fiador, que comprime fuertemente la cabeza contra el recipiente. La cabeza tiene un labio circular saliente que encaja en una ranura correspondiente existente en la boca del cilindro en cuyo fondo existe una junta de goma o de otro material elástico cualquiera. Este tipo de filtro de bolsas presenta así una sola junta que pueda ser origen en potencia de escapes o fugas, en lugar de las cincuenta juntas que presenta un filtro prensa normal. Los filtros de Kelly se fabrican hasta de 1,50 pulgadas de diámetro y de 2,70 m de longitud. En años recientes se ha modificado el filtro de Kelly en el sentido de construirlo con el recipiente retráctil y las bolsas estacionarias; el recipiente está dotado de una plataforma para acomodar al operador. A. finales de 1957 se introdujo otra modificación en el filtro de Kelly consistente en cambiar el cierre de la: cabeza por un anillo deslizante giratorio; este anillo tiene una anchura de 125 mm y se acciona hidráulicamente. El filtro a presión de Sweetland tiene una carcasa de presión partida. Las dos mitades se encuentran unidas con bisagras. La mitad superior es estacionaria y lleva las conexiones de los tubos. La mitad inferior está provista de contrapesos; cuando se abre el filtro, oscila hacia abajo y permite que la torta se separe y caiga. Las bolsas filtrantes son circulares. Cada bolsa está suspendida, a continuación una válvula, un visor y después otra válvula que permite el paso a un colector de descarga común. La torta puede separarse, aun cuando se encuentre cerrado el filtro, mediante la instalación adicional de una salida automática en forma de canal. Existen tres tipos de filtros de bolsas a presión que tienen las bolsas rotatorias. el filtro de succión que pueden ser tambor rotatorio, o de discos rotatorios, el filtro horizontal rotatorio desaguador y el filtro de succión de tambor.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.6.1.5 Filtros de tambor rotatorio En los filtros de tambor rotatorio el tambor gira alrededor de un eje horizontal; va montado sobre un tanque que contiene la papilla por filtrar, en el que penetra el tambor a profundidades variables. La superficie del tambor está constituida por compartimientos planos que terminan en un tubo que corre primero radialmente y que después gira en tomo al eje para alcanzar la parte rotatoria de la válvula automática La tela filtrante cubre en una sola pieza la superficie del tambor: se mantiene en su posición mediante un arrollamiento de alambre sobre el que se apoya el cuchillo de descarga. Cuando uno de los compartimientos del tambor penetra en la panilla la válvula automática conecta la succión con el mismo; el filtrado es empujado hacia un separador y colector, mientras que la torta queda depositada contra la superficie. Estas condiciones persisten mientras el compartimiento se encuentra sumergido. Al progresar la rotación, cae sobre la torta una lluvia de agua que es aspirada y enviada a una segunda tubería de succión por la válvula automática, que conduce a un segundo separador, colector y bomba. La torta se va aproximando lentamente después al cuchillo de descarga. Una tubería de aire comprimido produce una presión interna que hincha la tela del filtro hacia afuera, soltando en parte la torta de forma tal que cuando alcance al cuchillo sea separada con facilidad. Se han desarrollado numerosas modificaciones; la más importante es la del filtro de succión de descarga mediante cintas. El tambor está recubierto sobre la tela con numerosas cintas sin fin, que se encuentran espaciadas de modo que entre ellas exista una distancia de 12,5 mm. Las cintas son suficientemente largas para rodear, además del tambor, un fino rodillo de descarga en el que dan la vuelta. Pasan a continuación por un peine que las pone en línea antes de llegar a la superficie del tambor nuevamente. La torta se desprende en el rodillo de descarga; no es necesario ningún cuchillo de descarga. Por lo demás, esto filtro funciona como lo ya descrito. Para ciertos fines es posible utilizar el filtro con una capucha protectora; puede tener la alimentación por la parte superior en lugar de tenerla por la inferior. Existe un filtro de tambor dé filtración doble, rotatorio, con alimentación por la parte superior, que se utiliza para papillas que se sedimenten con mucha rapidez; no dispone de elementos para el lavado de la torta.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.6.1.6 Filtracion por ósmosis inversa La ósmosis es un proceso consistente en el flujo espontáneo de un líquido hacia una disolución concentrada, a través de una membrana semipermeable que impide el paso del producto disuelto y sin embargo, permite la circulación libre del disolvente. Por ejemplo, si se tiene en un recipiente en el lado izquierdo agua y en el derecho una solución azucarada separadas por una membrana semipermeable. El agua pasa hacia la solución azucarada lo que hace aumentar el nivel en el recipiente al lado derecho de ésta última, hasta que la presión creada por ese aumento de nivel establece un punto de equilibrio entre el agua que pasa en un sentido y en otro. Cuando sobre la solución concentrada se ejerce una presión superior a la presión osmótica que se acaba de describir, las moléculas de agua son forzadas a pasar a través de la membrana semipermeable, lo que de hecho supone que se está concentrando dicha solución azucarada. Si esa solución azucarada es un mosto de uva o un zumo de naranja, se está concentrando a temperatura ambiente sin recurrir al empleo de concentradores por vapor que puede caramelizarlo, además de hacerle perder aromas. Un ejemplo de éste tipo de filtración se ve en la Figura 30 Figura 30 Filtro de ósmosis inversa

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1.7 LECCIÓN 7 CENTRIFUGAS La centrifugación es un método mecánico de separación de líquidos no miscibles, o de sólidos y líquidos por la aplicación de una fuerza centrífuga. Esta fuerza puede ser muy grande. Las separaciones que se llevan a cabo lentamente por gravedad pueden acelerarse en gran medida con el empleo de equipo centrífugo. Las centrífugas o bombas centrífugas se usan en diferentes tipos de industrias: industria química, petroquímica, refinerías, industrias alimenticias, farmacéuticas, textil, azucarera, etc. Tipos de centrifugas: de sedimentación y de filtro 1.7.1 Centrífuga de Sedimentación Esta contiene un cilindro o un cono de pared sólida que gira alrededor de un eje horizontal o vertical. Por fuerza centrífuga, una capa anular de líquido de espesor fijo se sostiene contra la pared. A causa de que esta fuerza es bastante grande comparada con la de la gravedad, la superficie del líquido se encuentra esencialmente paralela al eje de rotación, independientemente de la orientación de la unidad. Las fases densas "se hunden" hacia fuera y las fases menos densas se levantan hacia dentro. Las partículas pesadas se acumulan sobre la pared y deben retirarse continua y periódicamente. 1.7.2 Centrífugas De Filtro Estas operan como el tambor de rotación de una lavadora doméstica. La pared de la canasta está perforada y cubierta con un medio filtrante, como una tela o una rejilla fina, el líquido pasa a través de la pared impelido por la fuerza centrífuga dejando una torta de sólidos sobre el medio filtrante. La rapidez de filtración se incrementa con esta fuerza y con la permeabilidad de la torta sólida. Algunos sólidos compresibles no se filtran bien en una centrífuga a causa de la deformación que sufren las partículas por la acción de la fuerza centrífuga, por lo que la permeabilidad de la torta se ve reducida considerablemente. La cantidad de líquido que se adhiere a los sólidos después que éstos se han centrifugado depende también de la fuerza centrífuga aplicada; en general, el líquido retenido es considerablemente menor que el que queda en la torta que producen otros tipos de filtros.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 31 Centrífugas De Filtro
1.7.3 Centrifugas discontinuas Los que empezaron a utilizarse antes y que siguen siendo muy utilizados aun hoy son los separadores centrífugos de operación discontinua o por cargas. Su uso fundamental consiste en la separación de las aguas madres de los cristales introduciéndolos en cestos perforados para someterlos a la acción de la fuerza centrífuga, pudiendo ser lavados a continuación mediante una lluvia de agua de corta duración Para evitar el trabajo de sacar a pala los cristales, la cesta está hecha de forma que tiene una abertura en el fondo, que se tapa mediante una placa corredera, de modo que los cristales puedan caer a una cinta transportadora, por ejemplo. El cesto perforado se encuentra rodeado de una carcasa que detiene y recoge las aguas madres y las aguas de lavado. En las industrias de proceso químico la cesta de la centrífuga se suele encontrar suspendida. Cuando existan varias, pueden accionarse mediante un eje transversal con correas de transmisión a cada una de las cestas, o bien cada una de las centrífugas puede tener su propio motor individual. Ambos sistemas tienen ventajas, pero el último va ganando popularidad, en parte por el hecho de que, cuando falla un motor, solamente queda inmovilizada una de las cestas. Para que gire con suavidad es necesario que la carga quede repartida homogéneamente por toda la cesta que gira rápidamente. Cuando la cesta tenga 100 cm de diámetro y gire a una velocidad de 1.450 rpm, con lo que la fuerza centrífuga llega a hacerse 1.000 veces mayor que la de la gravedad, los

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
desequilibrios pueden llegar a ser muy serios, lanzando la cesta fuera de su órbita. La suspensión que quede por encima es causa de oscilaciones que absorben los cojinetes y rodamientos. Casi todas las centrifugas que se utilizan en las operaciones de producción elevada, tales como las de la industria azucarera, son de control automático; el operador abre las válvulas que dan entrada a la masa cocida y carga la cesta; ésta gira a una velocidad que crece gradualmente de 300 a 900 rpm. La suspensión, que tiene un 50 % de sólidos, se distribuye de por sí en la cesta, que gira suavemente, tan rápidamente como entra. La cesta se deja casi llena. El operador se separa y pone en funcionamiento otra cesta, mientras un dispositivo de relojería abre la válvula del agua de lavado después de que la centrífuga alcanza su velocidad Máxima, 1.800 rpm, aplica después el freno y detiene la máquina. El aperador vuelve, descarga los cristales mediante un rastrillo manejado a mano. Después vuelve a colocar la válvula en el fondo de la cesta y da comienzo a un nuevo ciclo. El ciclo dura 2,5 minutos. Si la cesta tiene 90 cm de diámetro y 60 cm de profundidad, la carga de azúcar que se acumula en ella es de unos 250 Kg. Las cestas de las centrifugas se fabrican de acero, acero forrado de caucho, bronce, acero inoxidable o aleaciones especiales. En los separadores centrífugos las cestas no tienen perforaciones ni en las paredes ni en el fondo y rebordes superiores, pero por su construcción son de forma semejante a la de las cestas perforadas. Cuando la cesta gira los sólidos son lanzados contra las paredes, mientras que los líquidos, incapaces de pasar a través de las paredes laterales, ascienden hasta el borde superior y pasan al otro lado de la misma, fluyendo hasta colector. Mientras tanto los sólidos se acumulan sobre las paredes. Se vacía el colector de líquidos y después, mediante un rastrillo, se sueltan los sólidos y se hacen que caigan a través de la abertura del fondo. Para impedir que se formen “olas de marea” que podrían desequilibrar la parte móvil, se disponen unas paredes deflectoras de forma anular en la misma. Este tipo de separadores con “cesta no perforada” se escoge para aquellas suspensiones que no filtren, mientras que las papillas que filtren con facilidad deben tratarse con centrífugas de cesta perforada. Tanto unos como otros tipos de centrífugas pueden construirse también con motor en la parte inferior. 1.7.4 Separadores centrífugos de operación continúa La industria tiene a su disposición varios tipos de separadores centrífugos construidos para el trabajo ininterrumpido; difieren en cuanto a su construcción y adaptabilidad, encontrándose así que cada uno sirve preferentemente para un problema determinado.Ver Figura 32
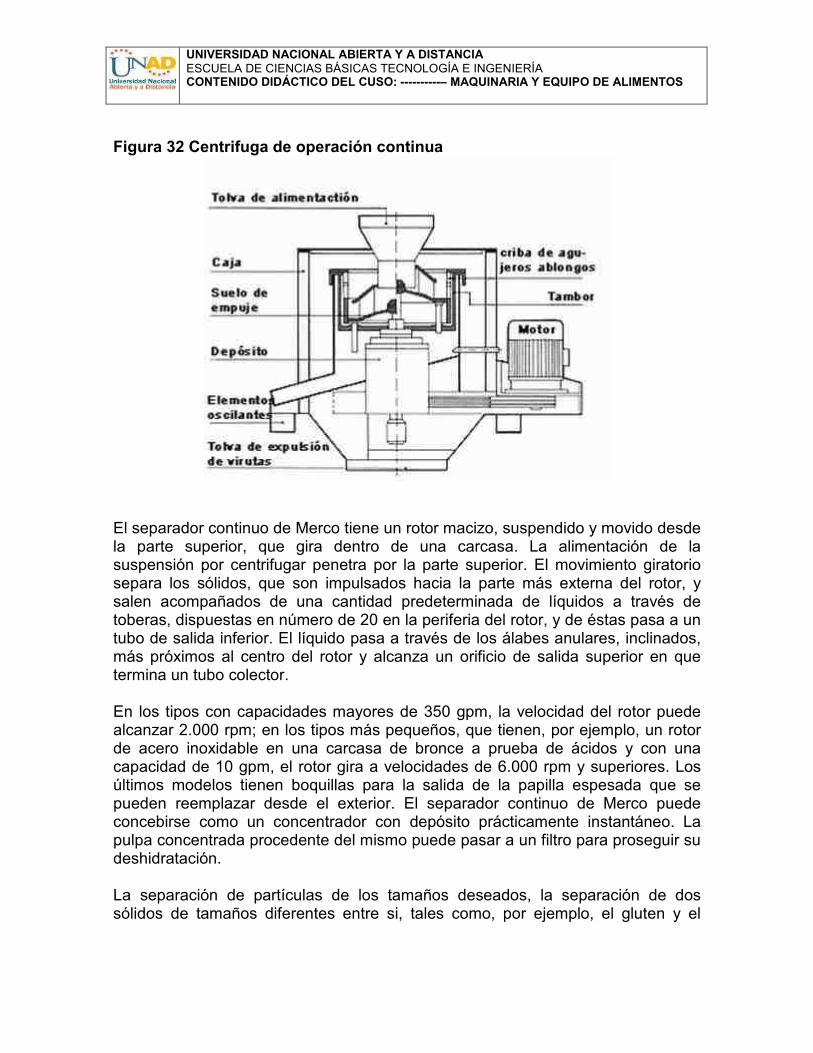
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 32 Centrifuga de operación continua
El separador continuo de Merco tiene un rotor macizo, suspendido y movido desde la parte superior, que gira dentro de una carcasa. La alimentación de la suspensión por centrifugar penetra por la parte superior. El movimiento giratorio separa los sólidos, que son impulsados hacia la parte más externa del rotor, y salen acompañados de una cantidad predeterminada de líquidos a través de toberas, dispuestas en número de 20 en la periferia del rotor, y de éstas pasa a un tubo de salida inferior. El líquido pasa a través de los álabes anulares, inclinados, más próximos al centro del rotor y alcanza un orificio de salida superior en que termina un tubo colector. En los tipos con capacidades mayores de 350 gpm, la velocidad del rotor puede alcanzar 2.000 rpm; en los tipos más pequeños, que tienen, por ejemplo, un rotor de acero inoxidable en una carcasa de bronce a prueba de ácidos y con una capacidad de 10 gpm, el rotor gira a velocidades de 6.000 rpm y superiores. Los últimos modelos tienen boquillas para la salida de la papilla espesada que se pueden reemplazar desde el exterior. El separador continuo de Merco puede concebirse como un concentrador con depósito prácticamente instantáneo. La pulpa concentrada procedente del mismo puede pasar a un filtro para proseguir su deshidratación. La separación de partículas de los tamaños deseados, la separación de dos sólidos de tamaños diferentes entre si, tales como, por ejemplo, el gluten y el

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
almidón, son operaciones que se realizan con extraordinaria eficacia. Es posible recircular una porción del líquido que sale por la parte inferior, o bien introducir agua de lavado. En los últimos modelos un elevador hidráulico, que forma parte del conjunto, permite el acceso directo al rotor y sus válvulas. En la Figura 33, se muestra el despiece de un separador centrífugo a la izquierda y a la derecha su apariencia externa. Figura 33 Centrifugas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CAPITULO 2 MANEJO DE SOLIDOS Una de las actividades más importantes de un proceso alimentario y que de ningún modo debe de ser despreciada, es el manejo de sólidos. El abastecimiento con materias primas, el traslado de materiales de una maquina a la otra de acuerdo al esquema tecnológico, el despacho de la producción, el retiro de los residuos de la elaboración de los productos alimenticios, todas estas operaciones permanentemente tienen lugar y muchas veces se encuentran sincronizadas. En las industrias de alimentos, el manejo de sólidos comprende el movimiento de decenas y centenares de miles de toneladas de carga de toda clase. Por esta razón el estudio de las operaciones de transporte, es necesario tener presentes los siguientes factores fundamentales, tanto económicos, como técnicos: 1. Los económicos: el tiempo de amortización (el desgaste natural o el límite de duración de la empresa); el grado de aprovechamiento de la instalación; el costo de la energía, de la mano de obra, del mantenimiento: el costo de repuestos de las partes críticas del equipo. 2. Los técnicos: el tipo y clase de los materiales e insumos alimentarios que deben ser transportados por la máquina (tamaño de los trozos o las dimensiones de los objetos. el grado de dureza, la humedad y temperatura de la carga); la capacidad instalada de la máquina; el largo y la dirección del traslado; los métodos de almacenamiento de materiales y de entrega a la máquina transportadora, así como el modo de recibirlos de la misma. Otras condiciones dependen de diversas variables locales (trabajo en ambientes cerrados o al aire libre, la humedad relativa y otros de tipo ambienta); la coordinación del trabajo de las máquinas y equipos que manejan sólidos con las de producción propiamente dicha; la seguridad en la atención de la máquina por el personal a su cargo. 2.1 LECCIÓN 8 TIPOS DE TRANSPORTADORES Según el insumo de tipo alimentario a transportar, los equipos se dividen en: los que atienden las cargas por piezas o trozos y las que las reciben a granel; estas, a su vez se dividen, según se trate de material seco o húmedo. Los transportadores se distinguen entre sí, según si trabajan en el sentido horizontal o en leve inclinación; vertical o con fuerte inclinación; o si el movimiento es mixto. Cada uno de estos grupos que se subdivide en otros dos, según sea continuo o periódico el funcionamiento del mecanismo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Una de las imprescindibles tareas diarias de una fábrica de alimentos es el continuo traslado de materias primas alimentarias, de los insumos energéticos, de las materias primas y auxiliares, de los productos en proceso, así como también los implementos de trabajo (herramientas, repuestos, equipos, etc.). Este transporte comprende, en general, varias etapas fundamentales: � Recepción de las materias primas alimentarias, del combustible y de los materiales básicos y auxiliares en la planta de la procesamiento de alimentos desde el exterior; � Descarga de los elementos mencionados, cada cual en su lugar correspondiente; � Distribución de estos elementos dentro de la zonas establecidas de acuerdo con el flujo de materias primas alimentarias;
� Almacenamiento de los materiales dentro de sus correspondientes depósitos (apilamiento, recepción, despacho);
� Transporte de la mercadería desde los depósitos generales hasta, los auxiliares en las diversas áreas productivas;
� Transporte del material a las subsiguientes operaciones;
� Transporte de los productos alimentarios en proceso o de los productos elaborados desde el área de fabricación hasta el depósito de almacenamiento;
� Carga y despacho de los productos alimentarios elaborados desde la factoría con destino a los clientes;
� Retiro de los residuos de la fabricación, desde la zona de fábrica. La organización del transporte interno en un establecimiento fabril de tipo alimentario, debe tener en cuenta una serie de factores que influyen sensiblemente en las formas de organización y la elección de tal o cual tipo de medio de transporte. 2.2 LECCIÓN 9 BANDAS TRANSPORTADORAS Los transportadores de banda son los equipos de transporte más utilizado para el desplazamiento de materias primas alimentarias sólidas, material a granel a gran velocidad y para el transporte cubriendo grandes distancias.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 34 Tipo estacionario de banda horizontal.
Transportador de banda consta de: � Del bastidor metálico construido normalmente en acero, que constituye el soporte principal de los elementos del transportador (9); � Un sistema de tracción o cinta transportadora, en forma de banda sin fin que a su vez es el elemento portador del transportador (2);
� De la estación accionadora que pone en movimiento el tambor impulsor (1);
� De la estación tensora compuesto por el tambor tensor y el dispositivo tensor (6); � De los rodillos de apoyo en el ramal de trabajo o ramal superior (4); � De los rodillos de apoyo en el ramal inferior o ramal libre (8);
� Del dispositivo de carga, el cual normalmente es una canal o tolva de carga (5);
� Del dispositivo de descarga, el cual normalmente es una Shutt o tolva de descarga
� Del Tambor desviador (10);
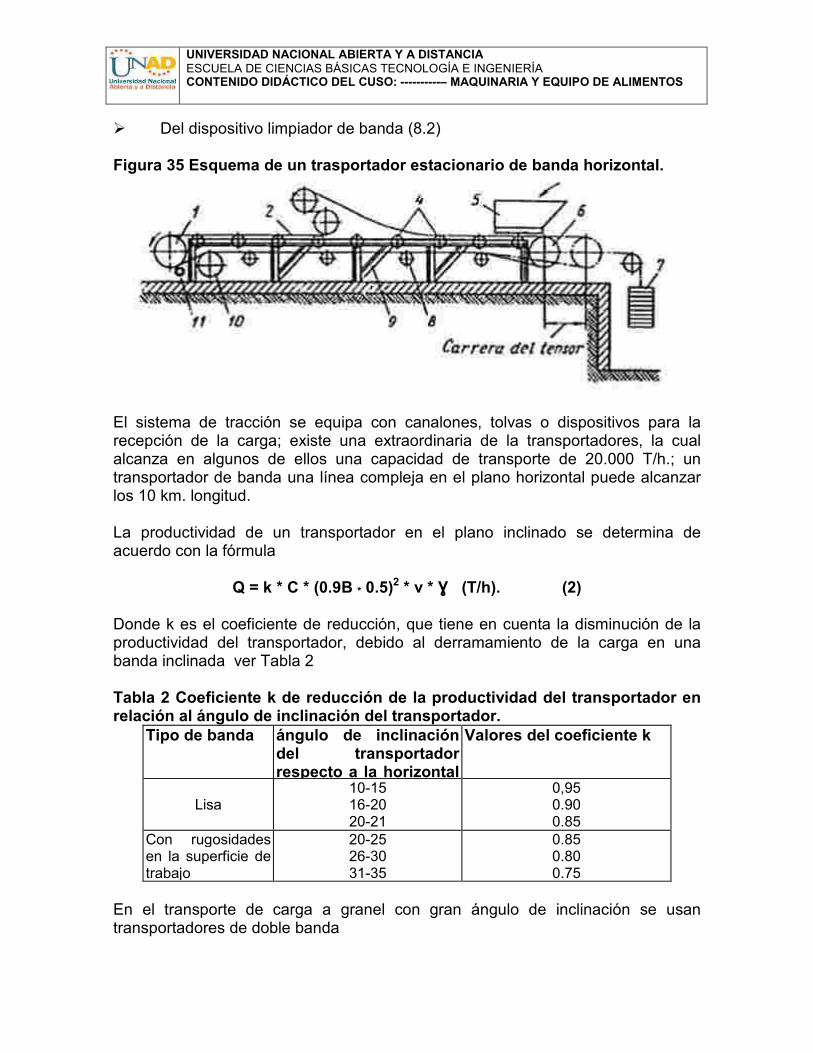
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Del dispositivo limpiador de banda (8.2) Figura 35 Esquema de un trasportador estacionario de banda horizontal.
El sistema de tracción se equipa con canalones, tolvas o dispositivos para la recepción de la carga; existe una extraordinaria de la transportadores, la cual alcanza en algunos de ellos una capacidad de transporte de 20.000 T/h.; un transportador de banda una línea compleja en el plano horizontal puede alcanzar los 10 km. longitud. La productividad de un transportador en el plano inclinado se determina de acuerdo con la fórmula
Q = k * C * (0.9B * 0.5)2 * v * Ɣ (T/h). (2) Donde k es el coeficiente de reducción, que tiene en cuenta la disminución de la productividad del transportador, debido al derramamiento de la carga en una banda inclinada ver Tabla 2 Tabla 2 Coeficiente k de reducción de la productividad del transportador en relación al ángulo de inclinación del transportador.
Tipo de banda ángulo de inclinación del transportador respecto a la horizontal
Valores del coeficiente k
Lisa 10-15 16-20 20-21
0,95 0.90 0.85
Con rugosidades en la superficie de trabajo
20-25 26-30 31-35
0.85 0.80 0.75
En el transporte de carga a granel con gran ángulo de inclinación se usan transportadores de doble banda
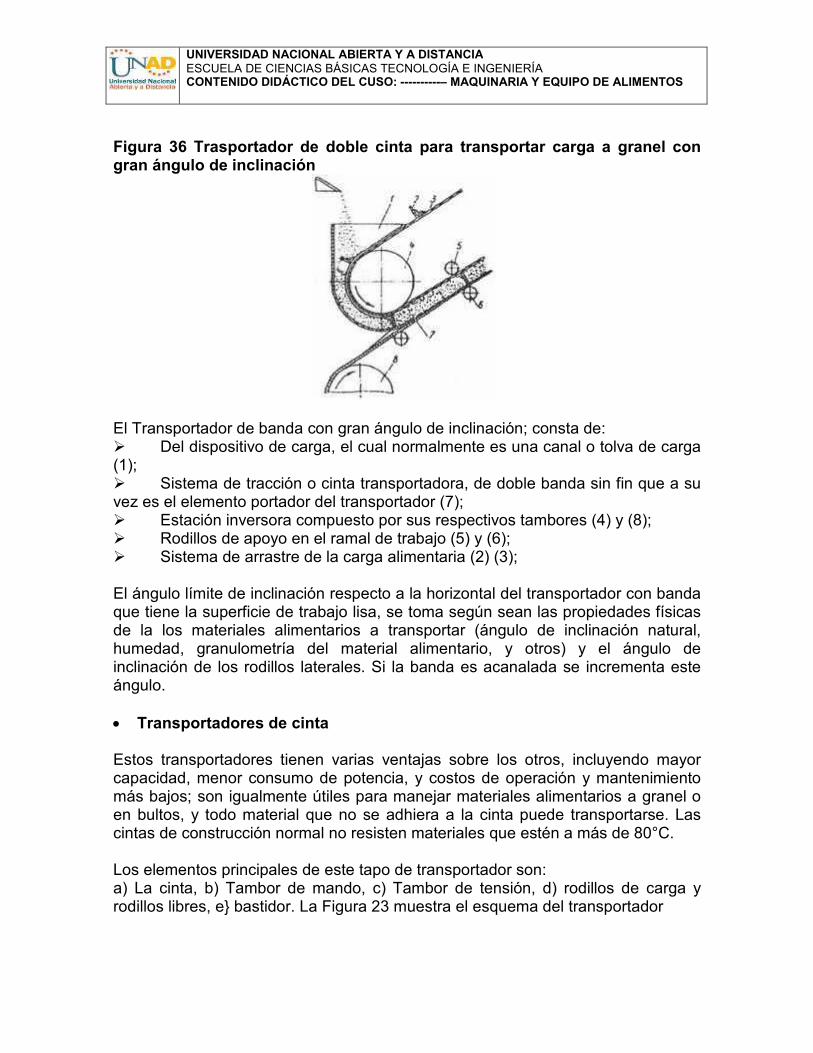
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 36 Trasportador de doble cinta para transportar carga a granel con gran ángulo de inclinación
El Transportador de banda con gran ángulo de inclinación; consta de: � Del dispositivo de carga, el cual normalmente es una canal o tolva de carga (1); � Sistema de tracción o cinta transportadora, de doble banda sin fin que a su vez es el elemento portador del transportador (7); � Estación inversora compuesto por sus respectivos tambores (4) y (8); � Rodillos de apoyo en el ramal de trabajo (5) y (6); � Sistema de arrastre de la carga alimentaria (2) (3); El ángulo límite de inclinación respecto a la horizontal del transportador con banda que tiene la superficie de trabajo lisa, se toma según sean las propiedades físicas de la los materiales alimentarios a transportar (ángulo de inclinación natural, humedad, granulometría del material alimentario, y otros) y el ángulo de inclinación de los rodillos laterales. Si la banda es acanalada se incrementa este ángulo. • Transportadores de cinta Estos transportadores tienen varias ventajas sobre los otros, incluyendo mayor capacidad, menor consumo de potencia, y costos de operación y mantenimiento más bajos; son igualmente útiles para manejar materiales alimentarios a granel o en bultos, y todo material que no se adhiera a la cinta puede transportarse. Las cintas de construcción normal no resisten materiales que estén a más de 80°C. Los elementos principales de este tapo de transportador son: a) La cinta, b) Tambor de mando, c) Tambor de tensión, d) rodillos de carga y rodillos libres, e} bastidor. La Figura 23 muestra el esquema del transportador
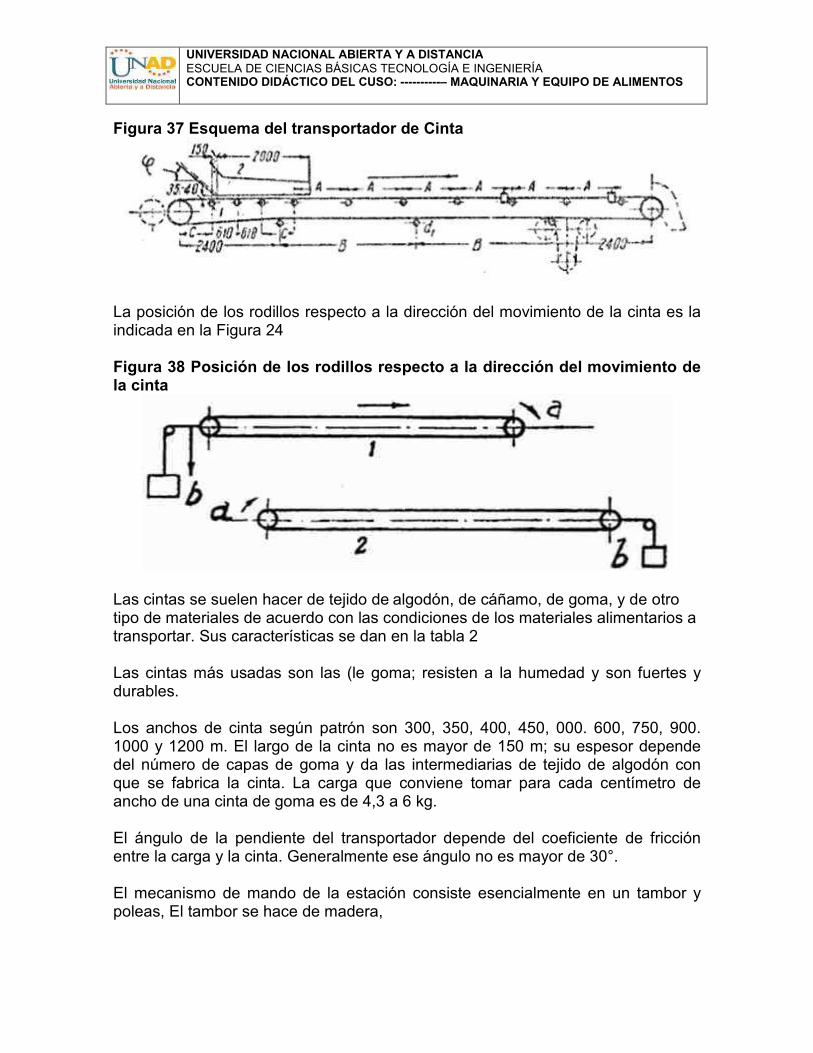
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 37 Esquema del transportador de Cinta
La posición de los rodillos respecto a la dirección del movimiento de la cinta es la indicada en la Figura 24 Figura 38 Posición de los rodillos respecto a la dirección del movimiento de la cinta
Las cintas se suelen hacer de tejido de algodón, de cáñamo, de goma, y de otro tipo de materiales de acuerdo con las condiciones de los materiales alimentarios a transportar. Sus características se dan en la tabla 2 Las cintas más usadas son las (le goma; resisten a la humedad y son fuertes y durables. Los anchos de cinta según patrón son 300, 350, 400, 450, 000. 600, 750, 900. 1000 y 1200 m. El largo de la cinta no es mayor de 150 m; su espesor depende del número de capas de goma y da las intermediarias de tejido de algodón con que se fabrica la cinta. La carga que conviene tomar para cada centímetro de ancho de una cinta de goma es de 4,3 a 6 kg. El ángulo de la pendiente del transportador depende del coeficiente de fricción entre la carga y la cinta. Generalmente ese ángulo no es mayor de 30°. El mecanismo de mando de la estación consiste esencialmente en un tambor y poleas, El tambor se hace de madera,

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.2.1 Material de la banda transportadora Se emplean distintos tipos de bandas: - Tela encauchetada con tejido de algodón, - Cintas de tela encauchetada con cuerdas de acero vulcanizadas en su interior. - Fibras Sintéticas - Cintas de acero, totalmente laminadas o fabricadas en alambres - Tela encauchetada con tejido de algodón La banda trasportadora de tela encauchetada consta de (ver Figura 23): o Varias capas de tejido de algodón (1) y (3); o Impregnado con caucho (2) y (4). Se unen entre sí por vulcanización. La superficie de la banda se cubre con caucho que protege la tela del rozamiento con la carga, contra los deterioros mecánicos y la humedad. Estas bandas poseen una anchura de 300 a 2000 mm y de 2 a 1 2 capas de tela. Figura 39 Material de la cinta transportadora de tela encauchetada con tejido de algodón
La banda transportadora debe reunir los siguientes requisitos: - Alta resistencia mecánica longitudinal - Flexibilidad en la dirección longitudinal (en tambores tensor y motriz) y transversal (en rodillos de apoyo). - Elevada resistencia al desgaste y a la destratificación o desgarre debido a reiterados dobleces. - Poca elasticidad - y alta resistencia a la humedad Para incrementar la productividad se emplean bandas con rebordes de goma de entre 5 a 8 cm altura, ondulados para que no se rompan al rodear los tambores. La presencia de bordes permite aumentar la sección de carga de la banda y permite elevar la velocidad y el ángulo de inclinación como se puede apreciar en la parte a) de la Figura 40.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Con el fin de aumentar el ángulo de inclinación también se emplea bandas con salientes antideslizantes en la superficie de trabajo tal como se puede observar en la parte b) de la Figura 24 (b). Figura 40 Bandas transportadoras A) con pestañas onduladas i salientes b) Bandas transportadoras con superficie acanalada
La banda transportadora de acero está constituida por una cinta de Acero al carbono o de Acero inoxidable laminado en frio con espesor de entre 0,6 a 1,2 mm y ancho de banda de entre 350 a 800 mm. Estas bandas se calculan de acuerdo con la fórmula.
T = A σ (3) Donde: T = Tracción en Kg-f A = Área de la sección de la banda en cm2 σ = Tensión a tracción del transportador en Kg – f/cm2 2.2.2 Tambores En los transportadores de banda, se distinguen los tambores accionadores los tambores externos. Y los tambores desviables Ver Figura 41, que sirven para variar la dirección del movimiento de la banda. Cuanto mayor sea el diámetro del tambor, menor será la tensión de flexión de la banda y mayor será su período de funcionamiento. Se ha establecido que en la operación de las bandas de tela encauchetada, éstas quedan con frecuencia inservibles debido al desgarre que tiene lugar por las reiteradas flexiones de la banda en los tambores.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La tensión máxima la experimenta la banda en el tambor accionador del transportador cuyo diámetro se toma mayor con respecto al tambor tensor, con el fin de disminuir las tensiones por flexión; El diámetro del Tambor accionador de banda con tela encauchetada se calcula con la siguiente fórmula:
D = c.* z (4)
Donde c = coeficiente que: depende del tipo de tejido de la banda; z = número de juntas de tejido en la banda: El esfuerzo circunferencial en el tambor accionador está en función directa de el coeficiente de adherencia de la cinta f. Los valores del coeficiente de adherencia f para la banda de tela encauchetada se establecen según, sea el tipo de material del tambor y el estado de su superficie, como se muestra a continuación: Tabla 5 valores del coeficiente de adherencia f para la banda de tela encauchetada
Tipo de Tambor Coeficiente de adherencia f Tambor de fundición: Seco
0.3
Húmedo 0.2 Mojado 0.1 Tambor de madera: Seco 0.35 Mojado 0.15 Tambor revestido con banda: Seco 0.4 Mojado 0.15
La estación accionadora consta de Motor, Reductor con transmisión cilíndrica o sin fin del tambor y de los acoplamientos, que unen el motor con et reductor y este con el árbol del tambor Ver Figura 40 (a). En accionamientos de transportadores que desplazan cargas pesadas a grandes distancias se emplean a veces accionamientos de dos tambores Ver Figura 40 (b), elemento 2. Para aumentar la adherencia de la banda al tambor se emplea un accionamiento con la banda especial de apriete Ver Figura 41 (c), Elemento 3 Para transportadores de gran productividad y longitud, se incorpora un dispositivo tensor especial Ver Figura 40 (c) elemento 4

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 41. Esquema.de estaciones accionadoras: (a) con tambor accionador; (b) con dos tambores accionadores y uno desviador, (c) con Banda presionante
2.2.3 Sistemas de descarga de los transportadores El procedimiento más sencillo y conveniente para descargar los transportadores que no necesitan dispositivos especiales es el de lanzar la carga desde el tambor accionador; Sin embargo en una serie de casos, es necesario realizar la descarga par distintos puntos a la largo del transportador. Como por ejemplo los derramadores a modo de arado, es decir. Tableros colocados en la banda bajo un ángulo respecto al flujo de carga Ver Figura 42 (a). En este caso la banda se mueve a lo largo de este tablero y se desprende de la banda por uno o por ambos de sus lados. Figura 42 Descarga de transportadores de banda con derramadores a modo de arado Unilateral (a): Bilateral (b)
La desventaja de este tipo de dispositivo es el intenso rozamiento de la carga contra la banda y el elevado desgaste de ésta en el proceso de descarga por eso, no es recomendable para un trabajo intenso del transportador

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Para descargar el material en distintos puntos del transportador se usa carros derramadores que se mueven por carriles a lo largo de la línea del transportador hasta donde se efectúa la descarga. Figura 43. Carro derramador.
2.2.4 Ventajas, desventajas y aplicaciones de las bandas transportadora Peso de la banda escaso Ausencia de articulaciones de rápido desgaste Desplazamiento de la carga a grandes velocidades, cuando el proceso alimentario lo requiere. Las bandas encauchetadas se desgastan rápidamente al transportar materiales alimentarios: calientes, abrasivos y de gran tamaño Las bandas de telas sintéticas. Tienen elevada resistencia a la abrasión y al impacto, se limpian con facilidad y no se desgarran. El periodo de funcionamiento de estas bandas es 1.5 veces mayor al de una banda de tejido de algodón. Su alta flexibilidad permite reforzar la canaladura de la banda del transportador, lo que aumenta la productividad y permite utilizar una banda de menor anchura. Estas bandas se utilizan cada vez más, en condiciones de trabajo particularmente pesadas. Las bandas fabricadas en fibra de vidrio con recubrimiento de silicona, así como las bandas de tela encauchetadas con recubrimiento de fibra de vidrio, son ideales para transportar productos alimentarios a través de cámaras secadoras y calefactoras a una temperatura de hasta 210 °C a 250 °C. Para transportar materiales alimentarios polvorientos o sensibles a la acción de del medio ambiente se aplican bandas tubulares, que poseen los bordes dentados, los cuales pueden unirse con un cierre de cremallera. En la zona de carga, la banda está desplegada y forma un entubado que se cierra por medio de dos pares de rodillos, después de llenarse formando el tubo. En la zona de descarga, la banda

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
se abre y su ramal libre se despliega en forma plana, lo que permite efectuar su limpieza. Este tipo de banda tubular posibilita el transporte de material por líneas muy inclinadas e incluso verticales. Figura 44. Banda tubular.
La banda transportadora de acero se emplea para transportar materiales en los procesos de alimentos en medio caliente con temperatura hasta de 500 a 600°C y frio con temperatura de hasta menos 5 °C. Para transportar materiales abrasivos y pedazos, robustos con bordes agudos, se emplean bandas de acero fabricadas de alambre de distinta sección y trenzado con la realización conjunta de su tratamiento térmico, galvanizado o, sinterización, ver Figura 45 (a y b), o construidas en láminas puestas de canto y perfiladas con varillas transversales ver Figura 45 (c) o de distintos elementos configurados articuladamente para ser separados, que están de forma compactada y contiguos el uno del otro ver Figura 45 (d). Estos elementos pueden fabricarse tanto de acero como de plástico. Tales bandas soportan bien los impactos, son de gran resistencia muy cómodos para sujetar a ellas los bordes, los tabiques y los cangilones. La banda se fabrica en configuración sin fin y puede acortarse o alargarse con facilidad. Figura 45. Bandas transportadoras (a) De alambre redondo; (b) De alambre plano; (c) De placas planas; (d) De elementos configurados

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.2.4 Cálculo de la capacidad de transporte de bandas transportadora La capacidad de transporte de una banda depende de: • Su anchura • Su velocidad • Su concavidad • Su inclinación • El material a transportar • La Alimentación La cantidad teórica a transportar es un valor de cálculo que en la práctica, solo puede ser logrado; bajo ciertas circunstancias favorables para la carga de los materiales alimentarios, propios de una banda horizontal y de una alimentación absolutamente regular. La capacidad real de transporte se calcula mediante la siguiente ecuación:
Q = Qm * V * K * Ɣ (5) Donde: Q = capacidad real de transporte en Ton/h Qm = capacidad real de transporte de tablas en Ton/h V = Velocidad en m/s K = Coeficiente de reducción de la capacidad en función del ángulo de inclinación que se puede obtener de tablas, y Ɣ = es el peso específico del material transportado 2.3 LECCIÓN 10 SINFÍN Se llaman transportadores de tomillo sinfín, los aparatos que efectúan el desplazamiento del material por un canalón, valiéndose de un tornillo giratorio Ver Figura 46: Este transportador consta de un canalón inmóvil, cuya parte inferior tiene la forma de un semicilindro cerrado por arriba con una tapa, un árbol impulsor con las espiras sujetas al árbol del tomillo transportador, Los apoyos extremos y un intermedio, El accionamiento, Los dispositivos de carga al tornillo y el sistema de descara del material. La descarga de este transportador horizontal puede realizarse en cualquier punto a través de los agujeros descargadores en el fondo del canalón. Las espiras del tomillo se fabrican por estampado de una lámina de acero de 4 a 8 mm de espesor y, luego, se sueldan al árbol.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los transportadores de tornillo sinfín se emplean ampliamente para desplazar cargas alimentarias a alta temperatura y con características polvorientas que emanan evaporaciones nocivas. Puesto que en este caso es fácil hermetizar el conducto. Los transportadores en cuestión se utilizan no sólo para desplazar la carga de forma horizontal, sino también por canalones inclinados y verticales. En la operación del transportador de tornillo sinfín es conveniente el transporte de materiales alimentarios en forma de polvo, de granos finos y fibrosos. No es conveniente emplear estos transportadores para desplazar cargas de pedazos de grandes dimensiones, abrasivas o pegajosas. El canalón del transportador de tomillo sin fin se suele fabricar de lámina de acero de 2 a 8 mm de espesor. El paso del tomillo es f = (0,5/1,0) D donde D es el diámetro del tomillo. Cuanto más ligero sea el material a transportar, tanto mayor se toma el paso. La velocidad de rotación del tomillo depende de la naturaleza de la carga a transportar y del diámetro del tomillo y se adopta tanto mayor cuanto menor es el peso a granel, la abrasividad de las cargas y el diámetro del tonillo. Para los materiales pesados, la velocidad de rotación suele ser cerca de 50 r.p.m. y para los ligeros, hasta 150 r.p.m. El diámetro del tornillo D depende del tamaño de los pedazos de la carga a desplazar, Este diámetro debe ser como mínimo 12 veces mayor que el tamaño del grosor del material homogéneo a transportar y 4 veces mayor que el grosor máximo de los trozos, al transportar material no clasificado (ordinario). Figura 46 Transportadores de tomillo sinfín

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El área de relleno del canalón del transportador es:
A = λ *π * D2/4 (6) Donde λ = Coeficiente de relleno de la sección del canalón tomado menor que la unidad, para evitar el amontonamiento de material cerca de los cojinetes intermedios. Se toman los siguientes valores de λ para las distintas cargas: Tabla 6 valores de λ para distintas cargas
Tipo de carga Valor de λ Pesadas y abrasivas Pesadas poco abrasivas Ligeras poco abrasivas Ligeras no abrasivas
0,125 0.25 0.32 0.4
2.3.1 Cálculo de la potencia en el eje impulso de un transportador de tornillo sinfín La potencia necesaria para transportadores horizontales de este tipo de construcción y paso normal la determinó la compañía Link Belt con la formula siguiente
CV = C * L * W * F (6) 4500
Dónde: CV = Potencia requerida por el transportador en Caballos de vapor C =capacidad de transporte (m3/min) L =longitud del transporte (m) W = peso del material ( Con las siguientes aclaraciones: � Si la potencia del motor en caballos encontrada para un determinado caso es
menor a 2 CV multiplique por 2 el resultado encontrado. � Si la potencia calculada es menor a 4 CV multiplicar por 1.5 el resultado � Si el transportador se carga por gravead desde un silo o una tolva agregar al
resultado ½ CV a 1 CV Los valores del coeficiente de disminución F del flujo de material del transportador de tomillo sin fin según sea el ángulo de inclinación ᵦ del canalón se toman de la tabla 7

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Tabla 7 valores de F para distinto tipo de material alimentario, aplicable a la ecuación de potencia de un tornillo sinfín: Ecuación (6)
Clase A Ver nota 1 F=0.4
Clase B Ver nota 2 F=0.6
Clase C Ver nota 3 F=1
Clase D Ver nota 4 F=(como se indica)
Clase E Ver nota 5 F=(como se indica)
Cebada Avena de Maíz Avena de trigo Arroz Trigo
Alumbre Fino Frijol de Soya Granos de Café Granos de Maíz
Cacao Leche en Polvo Sal Gruesa Almidón Azúcar Refinada
Azúcar en Bruto
Ceniza Arena Caliza (2).
Nota 1Materiales no abrasivos finos y ligeros que corre libremente y de 480 a640 Tabla 8 valores del coeficiente de disminución k del flujo de material según sea el ángulo de inclinación ᵦ
ᵦ en grados 0 5 10 15 20
k 1 0,9 0,8 0,7 0,6 En tanto que la velocidad de desplazamiento por el transportador de tornillo sinfín es
v = tn/60 (8) Y por lo tanto El flujo del material del tornillo sinfín en Ton/h se calcula con la ecuación (8)
Q = 3600 * A * v (Ton/h) = 3600 π * D2/4* tn/60 (9) Los tubos trasportadores ver Fig. 47 son una variedad de los transportadores de tomillo sin fin. Están diseñados para desplazar materiales alimentarios a alta temperatura, así como los que emanan vapores nocivos. En el interior del tubo, se dispone en su centro un eje solidario a una estructura helicoidal. Al girar el tubo, el cual está dispuesto sobre unos rodillos, el material a transportar se desplaza en magnitud igual al paso de la espiral para cada revolución del tubo exterior. Ya que en el curso de la rotación de tubo el material se mezcla y se desmenuza continuamente, los tubos transportadores no se emplean para desplazar materiales de tipo alimenticio que no deben desmenuzarse. Estos tubos pueden instalarse horizontalmente o con pequeña inclinación (hacia arriba o hacia abajo). Una variedad de las construcciones de este tipo son los tubos sin espiral situados siempre con inclinación hacia abajo, en dirección del movimiento de la carga; son

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
muy utilizados en instalaciones de producción de alimentos para la calcinación, el secado y la mezcla de distintos materiales. Los tubos transportadores se distinguen por su sencillez y fácil construcción y por la posibilidad de su hermeticidad al transportar la carga. No obstante, dichos tubos tienen gran peso propio, grandes dimensiones y elevado consumo de energía. El flujo de material en el tubo transportador se determina también pro la ecuación (8), y la velocidad de desplazamiento, por la ecuación (7). El paso de la línea helicoidal t Suele tomarse igual a la mitad del diámetro interior del tubo y el coeficiente de relleno λ de la sección del tubo se toma teniendo en cuenta la disminución del flujo de material con la inclinación del tubo hacia arriba: Tabla 9 valores del coeficiente λ según sea el ángulo de inclinación del tubo Inclinación del tubo p en grados 0 5 10 20 Coeficiente λ 0.22-0.33 0,19 0,13 0.08
Figura 47 Tubo transportador
2.4 LECCIÓN 8.2 TRANSPORTADORES DE CADENA Este tipo de transportador es muy utilizado en la industria alimentaria en particular en las zonas de empaque, para transportar cargas pesadas Los elementos principales de los transportadores son Ver figura 48; las placas, la cadena con rodillos de rodadura, la estación de mando, la estación de tensión, el bastidor. La cadena actúa como órgano de tracción; las placas son los elementos portantes. Unos rodillos, fijados a las cadenas o a las placas, y que ruedan dirigidos por unas guías, sobre el bastidor, sirven de apoyo a las cadenas con sus placas. La estación de mando y la de tensión tienen, en lugar de tambores, ruedas dentadas o una polea con ranuras cilíndricas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 48 Transportador de cadena
A continuación se describen los elementos de la instalación, no descritos anteriormente, es decir: las cadenas, las placas y los sistemas de unión de cadenas y placas. 2.4.1 Cadenas: El tipo de cadena más difundido es la cadena no calibrada, de eslabones cortos soldados. Existen los otros tipos de cadenas aplicadas a los transportadores: • Cadena de Eslabones largos soldado • Cadena de acero redondeado y de flejes • Cadena de rodillos • Cadena articulada • Cadenas desmontables, Los sistemas de unión entre las placas y las cadenas se muestran en la figura 49. Fig. 49 Sistema de unión de las placas con las cadenas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.4.2 Ventajas de los transportadores de cadena Entre las ventajas de los transportadores de cadena respecto otro tipo (que sólo pueden tener una dirección), se pueden considerar las siguientes: � Pueden ser cerrados horizontalmente � También pueden ser cerrados verticalmente � con curvas en un mismo plano. � Por otra parte, con los transportadores de placas se puede obtener una
pendiente mayor que con el de cinta (hasta 45°). � La velocidad de la cadena se toma igual a la de la cinta, o sea de 0,1 a 0,5
m/seg. � La capacidad de carga se determina por la misma fórmula que para el
transportador de cinta. 2.5 LECCIÓN 12 REDLER Este tipo de transportador también denominado Bulk –Flo tiene usos particulares en el transporte de materias primas alimentarias sensibles a las condiciones ambientales. El transportador "Redler" (Figura. 50) consta de una caja rectangular que aloja la cadena de eslabones anchos y planos, acanalados transversalmente; está compuesto de Puntos descarga; (1 y 2); Tambor propulsor; (3); Adaptador a canal de tolva o silo (4); Palanca reguladora de descarga (6) Figura. 50 Transportador "Redler" (horizontal)
El tramo inferior se mueve por el fondo de la caja y es el órgano transportador, mientras que el superior marcha en retorno sobre rieles sujeto a las paredes de la

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
caja y, por encima del material: una rueda dentada hace de transmisión del movimiento; en el otro extremo el rodillo sirve como órgano tensor. La cadena, al pasar por el fondo de la caja, arrastra la capa de material alimentario comprendida entre las piezas transversales, y esta capa le transmite el movimiento al material situado encima. El material y la cadena forman así una corriente única de velocidad uniforme, la altura más económica del material es, aproximadamente igual al ancho de la cadena. El transportador Redler es muy conveniente para materiales alimentarios pulverulentos, granulosos o en pequeños trozos; economizando espacio y energía. La Figura 51 representa un transportador "Redler". La cadena (1) y la piezas transversales (2), recogen el material bajo la boca de carga (3} y lo elevan a la salida (4) a través de una canal de paredes cerradas. La rueda (5) sirve para mover la cadena elevadora. Fig. 51 Transportador "Redler" (vertical y horizontal).

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El tramo descendente de la misma cadena cuelga libre en el interior de la caja vertical, separado del canal elevador propiamente dicho por una pared intermedia y va a arrollarse en el rodillo (6), La curvatura (7), permite suprimir el órgano tensor igualando cualquier alargamiento posible de la cadena en su caída libre. Tanto los elevadores de cangilones, como los "Redler", sirven principalmente para materiales de tipo alimenticio desmenuzado y fino, no pegajoso. La capacidad de los transportadores se determina por la fórmula:
Q = 3600 * B * h * v * Ɣ * K (10) Donde: B = ancho de la aleta en m; h = altura de la aleta en m; v = velocidad de la cadena en m/seg; Ɣ = densidad aparente del material en t/m3; K = coeficiente (0,7 - 0,9 para transporte horizontal) y (0,5-—0,8 para transporte vertical). 2.6 LECCIÓN 13 TRANSPORTADORES TIPO NEUMATICO Los equipos de transporte Neumático tiene una alta utilización en los proceso que requieren el transporte de materiales finamente molidos, tales con Harinas de Trigo, maíz, Arroz, que presenta ventajas operativas sobre otro tipo de equipos de transporte de insumos y materiales alimentarios de este tipo 2.6.1 Ventajas y desventajas del transporte neumático El transporte neumático de cargas tiene las siguientes ventajas: • Posibilidad de manejar materiales por un esquema complejo tridimensional • Comodidad de disponer las tuberías en cualquier dirección. • La posibilidad de transportar los materiales alimentarios en el proceso de
manera simultánea con operaciones como el secado, • La evacuación de pequeñas fracciones, y otras que requieren la operación
continua en el proceso productivo de elaboración de alimentos, • La posibilidad de transportar la carga desde varios lugares a diversos puntos; • El alto grado de hermeticidad de las tuberías • La ausencia de pérdidas de carga y • La automatización completa de este tipo de proceso de transporte. El transporte neumático puede adaptarse con facilidad tanto a las instalaciones de producción existentes como a futuras ampliaciones.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El transporte neumático tiene las siguientes desventajas: • El alto consumo de energía que alcanza a 1.4 kW.h/T y que sobrepasa 10-15
veces el consumo de energía del transporte mecánico. • El elevado desgaste de los elementos de los dispositivos neumáticos,
particularmente al) transportar cargas abrasivas; • La necesidad de purificar el aire usado en el proceso, antes de expulsarlo a la
atmósfera, contaminado con partículas de polvo del material transportado. • Imposibilidad de transportar cargas húmedas, apelmazadas. y pegajosas. 2.6.1 Características operativas del transporte neumático Una característica propia del transporte neumático es la saturación y mezcla del aire con los materiales secos a transportar, en el caso de la industria alimentaria el de las harinas en polvo confiriéndole a la carga la propiedad de la fluidez permitiendo de esta forma desplazarse bajo la acción de la gravedad por canales especiales que tengan la inclinación muy pequeña (igual a 0.04 - 0,05), Figura 52 Canalón dividido Longitudinalmente por el tabique poroso
Una condición importante de que el flujo de material sea ininterrumpido reside en que se mantenga saturada la carga con aire en toda la línea de proceso donde ocurre el transporte en forma neumática. Para asegurar un movimiento de este tipo basta variar el peso volumétrico del material en un 15-35 % saturándolo con

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
aire, sustituyendo el roce normal de unas contra las otras de las partículas del material en un transporte no neumático, por el roce de las mismas con el aire. La posibilidad de transportar cargas saturadas con aire permite construir instalaciones herméticas muy sencillas y baratas en grandes volúmenes. La desventaja reside en la disposición del canalón o tubería con inclinación descendente cuando es necesaria para el transporte del material, lo cual limita su longitud en el sistema, al presentarse atascos cuando esta es muy inclinada. La saturación del material con aire se efectúa en el canalón o tubería neumática Ver Figura 52; para garantizar la mezcla adecuada aire material, el canalón se divide en dos partes longitudinales colocando un tabique poroso: El aire se suministra desde la parte inferior del canalón (1) atravesando el tabique (2), con lo cual el material (3) comienza a fluir por el canalón (4); existen compuertas en ciertos puntos del recorrido, para mantenimiento y limpieza del sistema. Posteriormente el aire utilizado sale del canalón a la atmosfera a través de los filtros situados al final del canalón. EI consumo de aire para el transporte es de 100 a 130 m3/h por cada m2 de superficie del tabique poroso. Mediante la presión del aire, por tos tubos se transportan cargas por lotes o unidades colocadas dentro de cartuchos especialmente calibrados para este, fin Ver Figura 52 (a) con dimensiones de 60 a hasta 200 mm de diámetro, dotados de empaquetadura flexible transversalmente, para minimizar la fuga del aire entre el cartucho y la pared del tubo. Este tipo de aparato transportador de cartuchos unitarios se utiliza para el envío de muestras alimentarias a analizar en el laboratorio de calidad de materias primas y producto terminado 2.7 LECCIÓN 14 ELEVADORES DE CANGILONES Este tipo de transportadores es ampliamente utilizado en la industria alimentaria de concentrados para animales; son aquellos dispositivos que desplazan el material en dirección vertical o próxima a la vertical Ver Figura 53. Los elevadores de cangilones son sencillos para su construcción y no necesitan una estructura compleja o dispositivos de apoyo especial para el sostenimiento del ramal libre, lo cual si se requiere para el caso de los elevadores inclinados. Como órgano de tracción de los elevadores de cangilones se utilizan cadenas o bandas transportadoras La elección del tipo de órgano de tracción está condicionada por las características del elevador y de la carga. En consecuencia, para transportar materiales de fácil transporte se emplea la banda transportadora que admite mayores velocidades de desplazamiento (hasta 2.5 m/s). Las bandas presentan un revestimiento de caucho antiabrasivo, ignífugo,

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
apropiado para productos alimenticios grasos. La carcasa está formada por lonas de tejido cruzado de nylon que no se desgarra, siendo el número de lonas y la calidad de las mismas función de las necesidades propias del proceso alimentario. Para grandes tensiones se utilizan bandas con carcasa de tejido metálico. Para una gran altura de elevación y cargas de tamaño elevado o a alta temperatura, se utiliza la cadena como órgano de tracción. La velocidad de movimiento es menor o igual a 1.25 m/s. Las cadenas están formadas. Por eslabones de rodillos calibrados según Normas DIN, o por mallas forjadas construidas con aceros especiales aleados, templados o cementados, seleccionados convenientemente de acuerdo con el material, tipo de elevador y requerimientos de servicio, El desplazamiento de la carga a granel se efectúa por medio de cangilones. Los cuales deben cumplir los requerimientos establecidos por las Normas DIN o ASTM existiendo varios diseños y perfiles para cada tipo de material. Se construyen en acero laminado, inoxidable o nylon. Los elevadores de cangilones son ampliamente utilizados en depósitos de granos y producción alimenticia, dichos elevadores son de dimensiones relativamente pequeña en sección trasversal, a pesar de su tamaño, garantizan la entrega de la carga a gran altura (desde 5 m3/h hasta 60 m3/h) Los cangilones Ver Figura 53 se cargan de material a granel a través de un agujero de carga o superior (a), o cada cangilón lo extrae o draga desde la parte inferior del elevador (b). La carga con extracción se aplica en materiales que no ofrecen considerable resistencia a la extracción, polvorientos y de granulometría fina, mientras que los materiales de pedazos grandes y abrasivos se vierten directamente a los cangilones. Figura. 53 Carga de un elevador de cangilones
2.7.1 Tipos de elevadores de cangilones Existen cinco tipos de dispositivos elevadores de cangilones:
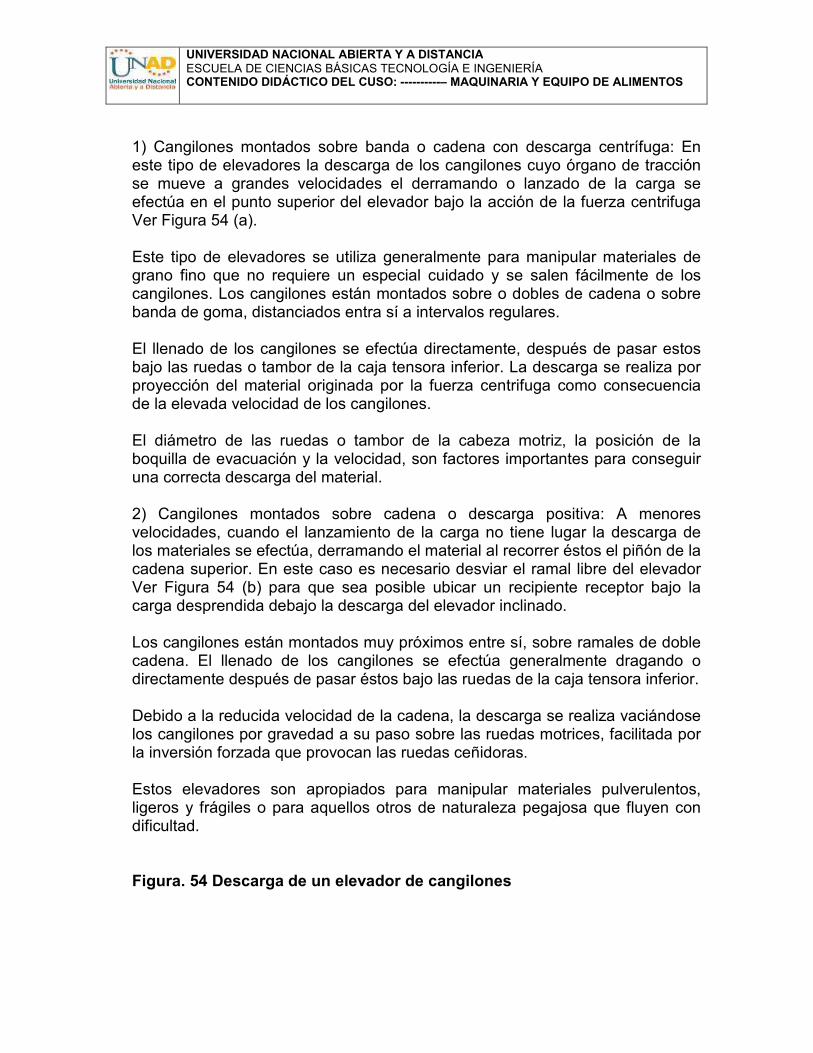
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
1) Cangilones montados sobre banda o cadena con descarga centrífuga: En este tipo de elevadores la descarga de los cangilones cuyo órgano de tracción se mueve a grandes velocidades el derramando o lanzado de la carga se efectúa en el punto superior del elevador bajo la acción de la fuerza centrifuga Ver Figura 54 (a). Este tipo de elevadores se utiliza generalmente para manipular materiales de grano fino que no requiere un especial cuidado y se salen fácilmente de los cangilones. Los cangilones están montados sobre o dobles de cadena o sobre banda de goma, distanciados entra sí a intervalos regulares. El llenado de los cangilones se efectúa directamente, después de pasar estos bajo las ruedas o tambor de la caja tensora inferior. La descarga se realiza por proyección del material originada por la fuerza centrifuga como consecuencia de la elevada velocidad de los cangilones. El diámetro de las ruedas o tambor de la cabeza motriz, la posición de la boquilla de evacuación y la velocidad, son factores importantes para conseguir una correcta descarga del material. 2) Cangilones montados sobre cadena o descarga positiva: A menores velocidades, cuando el lanzamiento de la carga no tiene lugar la descarga de los materiales se efectúa, derramando el material al recorrer éstos el piñón de la cadena superior. En este caso es necesario desviar el ramal libre del elevador Ver Figura 54 (b) para que sea posible ubicar un recipiente receptor bajo la carga desprendida debajo la descarga del elevador inclinado. Los cangilones están montados muy próximos entre sí, sobre ramales de doble cadena. El llenado de los cangilones se efectúa generalmente dragando o directamente después de pasar éstos bajo las ruedas de la caja tensora inferior. Debido a la reducida velocidad de la cadena, la descarga se realiza vaciándose los cangilones por gravedad a su paso sobre las ruedas motrices, facilitada por la inversión forzada que provocan las ruedas ceñidoras. Estos elevadores son apropiados para manipular materiales pulverulentos, ligeros y frágiles o para aquellos otros de naturaleza pegajosa que fluyen con dificultad. Figura. 54 Descarga de un elevador de cangilones

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3) Cangilones de escama montados sobre banda o cadena: Si es necesario efectuar la descarga derramando el material desde el elevador vertical sin inclinar los cangilones, se pueden emplear cangilones de escama cuya pared anterior sirve de canalón para la carga que se derrama desde el siguiente cangilón Ver Figura 54 (c). Este tipo de descarga se aplica en los elevadores de marcha lenta, a una velocidad de movimiento menor o igual a 0,8 m/s. 4) Cangilones montados sobre cadena con descarga central: Los cangilones son fijados a ramales dobles de cadena, encontrándose distanciados entre sí a intervalos regulares. El llenado de los cangilones se efectúa generalmente dragando o directamente, después de pasar éstos bajo las ruedas de la caja tensora interior. Debido a la reducida velocidad de la cadena y a la especial disposición de los cangilones, la descarga se realiza hacia el interior del elevador, vaciándose estos por gravedad al quedar invertidos a su paso por las ruedas motrices. Este tipo de elevadores se recomienda para un funcionamiento continuo sometido a duras exigencias y para materiales pulverulentos, frágiles pesados o abrasivos, de muy variada granulometría. 5) Cangilones montados sobre banda con doble columna: Este tipo de cangilones se encuentran montados sobre una banda de goma un en una o varias hileras, pareados o al tresbolillo y distanciados entre sí a intervalos regulares. El vaciado de los cangilones se efectúa por proyección del material originada por la fuerza centrifuga, como consecuencia de la elevada velocidad de la banda. El tambor motriz es de mayor diámetro que el tensor, un rodillo de inflexión próximo a la caja tensora inferior mantiene la estabilidad de la banda. Su estructura está formada por dos conductos, uno para et ramal ascendente y otro pira el descendente.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Este tipo de elevador de cangilones está especialmente indicado para importantes alturas, de elevación y grandes capacidades. Utilizándose para materiales de gran fluencia y resistentes a la fragmentación y que sean capaces de admitir elevadas velocidades 2.7.2 Determinación del Flujo de un elevador de cangilones Para determinar el peso de la carga en un cangilón se utiliza la ecuación (9):
G = i * Ɣ * j (11) Donde i = volumen del cangilón en litros. Ɣ = densidad de de la carga a granel en kg/l; j = coeficiente de relleno del cangilón, el cual depende del tipo de material. Este coeficiente toma valores que se encuentran en el siguiente rango: j = 0,6 a 0.9 (los valores menores corresponden a materiales de gran tamaño) El flujo Q (T/h) de material transportado por un elevador de cangilones a una velocidad v (m/s) y con un paso t (n) entre cangilones consecutivos, se determina según la siguiente ecuación:
Q = 3.6 * G + v/t (12)
Normalmente el paso entre cangilones .se toma según la siguiente expresión: t = (2/3) * h (para los cangilones de escama t = h), donde h es la altura del cangilón. Para los elevadores de cadena el paso t debe ser múltiplo del paso de la cadena. 2.8 LECCIÓN 15 EQUIPOS REDUCCIÒN DE TAMAÑO La reducción del tamaño de los sólidos, es la operación por medio de la cual los sólidos son cortados o partidos en partes más pequeñas, Sea el aplastamiento, trituración, quebrantamiento, pulverización o rotura de sólidos, sea la fragmentación, desgajamiento, partición, desmenuzamiento, molienda, las operaciones para reducir el tamaño de las materias sólidas tienen a menudo dos objetivos: adecuar el material para una posterior aplicación como la producción de harinas para la preparación de pan, ó aumentar la superficie para posterior reacción, como se tiene para la cocción de alimentos en pequeños trozos. También se puede recurrir a reducir el tamaño como fase previa para regularlo, para separar los materiales o para volver a combinarlos en una nueva forma o
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
simplemente como medio para formar un producto que se maneje mejor que la materia prima original. Todos los métodos de reducción de tamaño se basan en uno o más tipos de mecanismos. Acorde a los tamaños de las piezas a manejar la reducción de tamaño se clasifica en:
• Trituración, para tamaños grandes • Molienda para tamaños medianos entre1 milímetro a 5 centímetro y • Pulverización para tamaños menores a 1 milímetro.
El corte de carnes, si bien se clasifica como molienda, maneja muy diversos tamaños en el procesamiento de las canales. Para realizar la reducción de tamaño se requiere aplicar fuerzas que superen las resistencias de los materiales y esto da lugar a otra clasificación, para los equipos que actúan por:
• Compresión o aplastamiento • Torsión o Atrición (Abrasión) y • Cizalladura o Corte
Los trituradores cuyos equipos más representativos son el triturador de mandíbula y el triturador giratorio, rompen por presión directa sobre el material, que cogen entre una superficie fija y la mandíbula movible y prácticamente no se emplean en la industria alimentaria En el triturador de mandíbulas, la pieza movible tiene un movimiento de vaivén sobre un espigón contra una superficie fija. En el triturador giratorio una mandíbula en forma de tapón gira dentro de un encaje cónico fijo. Ambas trituradoras se fabrican en menor tamaño, con el fin de triturar productos intermedios. Sin embargo, en este campo tienen una enorme competencia con el molino de martillos, triturador de impacto indescriptiblemente ruidoso, pero de una eficacia excelente; y con el molino de rodillo sujeto con mordazas, en el que se utilizan ampliamente tanto rodillos simples como dobles para esta operación. Cuando se trata de moler o pulverizar finamente, la capacidad del equipo para manejar el material se reduce considerablemente. Parte de esta reducción de capacidad es atribuible directamente al hecho de que la mayor parte de la trituración fina se obtiene por abrasión, viniendo considerablemente limitados los otros tipos de acción a las máquinas que manejan materiales mayores. Probablemente la máquina que con mayor profusión se utiliza para moler finamente es el molino de bolas, en el cual, junto con el material que se ha de moler, giran bolas de acero y porcelana endurecida dentro de un recipiente

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
giratorio en forma de tambor. Las bolas del molino pueden reemplazarse por varillas de acero para formar el molino triturador de barras. También se emplean mucho los trituradores de cilindro en los que el material se tritura entre las superficies de cilindros de acero que giran a igual velocidad o a velocidades diferentes, o una cualquiera de las diversas máquinas en las que el material se tritura por cilindros, bolas u otros elementos de trituración que se originan al rodar contra partes macizas fijas. Los molinos del tipo Buhrstone y molinillo de café, en los que la sustancia se muele entre superficies en movimiento (deslizantes) y fijas, encuentra considerable aplicación para la pulverización muy fina. Recientes avances en máquinas para triturar finamente son los molinos a chorro y pulverizadores rápidos, en los que la trituración se realiza por la turbulencia extrema que se crea en cámaras de forma especial por chorros de vapor o de aire. El diseño de las máquinas para reducir tamaños de substancias fibrosas de ordinario pone a prueba el ingenio del proyectista de la maquinaria de trituración. Muchas substancias fibrosas, tales como el caucho, trapos, papel, residuos plásticos, cuero, madera y cortezas de árboles y desechos agrícolas como paja, cascarillas de cereales, residuos de cañas y substancias similares, tienden a resistir los esfuerzos más específicos para reducirlos de tamaño, especialmente a tamaño uniforme. Estas substancias pueden responder a tratamientos mecánicos del tipo del corte, desgarramiento, batido y, hasta cierto punto, frotamiento. El corte es, con mucho, el método más útil y sería ideal para muchas aplicaciones si no fuera por el hecho de que algunos materiales no están limpios y porque los cuchillos se embotan rápidamente. Los cuchillos sin filo o los batidores despuntados darán el trillado y cortado requerido para desintegración de algunas substancias, y los molinos de frota-miento, que tienen superficies rugosas o muy rugosas, pueden utilizarse para la reducción del tamaño de otras. Las técnicas de explosión y pulverización rápida para desintegrar materias fibrosas han resuelto muy eficazmente estos problemas a diversas industrias. A muchas substancias fibrosas se les da un tratamiento previo del tipo de una cocción suave, vaporización a presión y operaciones similares, para reducir la energía necesaria para su desintegración, para reblandecerlos y disminuir, en con-secuencia, el desgaste de los cuchillos y evitar la fragilidad, que en los materiales secos origina excesiva cantidad de polvos durante su desintegración.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los llamados molinos de martillos se utilizan tal vez más que cualquier otra máquina para la desintegración de los materiales fibrosos. Estos molinos, en lugar de tener los pesados martillos macizos de los molinos de martillos del tipo del triturador de rocas, suelen tener barras o cuchillos, colocados para que pasen entre un segundo grupo de cuchillos que apuntan hacia el interior desde la carcasa de la máquina y mantenidos en posición por la fuerza centrífuga. Estas máquinas dan excelente servicio para manipular una amplia variedad de substancias fibrosas. Se han desarrollado muchas máquinas para cortar substancias por una acción de cizallamiento de una hoja de cuchillos paralelos al eje de rotación. En estas máquinas los cuchillos, o bien giran libremente, o están unidos rígidamente a un rotor y fijados de modo tal que el lado cortante es paralelo al eje del rotor en vez de perpendicular al mismo, como ocurre en el caso del molino de martillos. Estos cuchillos rotatorios se colocan para limpiar exactamente los de la hilera que sobresalen a corta distancia del recipiente del cortador, con sus lados agudos paralelos al eje del elemento que gira. El corte ocurre cuando los cuchillos se entrecruzan. Varias industrias están vinculadas íntimamente con la producción de sólidos finos o bastamente divididos, obtenidos a partir de materiales blandos o fibrosos. Tales industrias han desarrollado normalmente las máquinas de carácter especial que mejor se adaptan a sus requerimientos particulares. En la elaboración industrial del azúcar de remolacha, las remolachas se reducen a rodajas. Esta operación la realiza un cortador (rebanador de remolacha) que dispone de unos cuchillos diseñados para dar la forma deseada al producto dividido. Se opera bien por vía seca por tratamiento del material con o sin insuflación de aire o por vía húmeda por tratamiento del material mezclado con una cierta cantidad de agua y recogiendo el producto molido en forma de pulpa. En la industria de cereales, específicamente en la producción de harinas se utilizan ciertos molinos de cono, molinos de cilindros lisos y molinos de martillos articulados. Se emplean también otros equipos de percusión, donde se ponen en juego otras técnicas, entre las cuales la caída libre, la articulación, por vibraciones y las acciones combinadas. La presentación de uno de estos molinos se ve en la Figura 55 Figura 55 Molino para cereales

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.9 LECCIÓN 16 MOLINOS DE MARTILLOS El molino de martillos contiene una serie de discos (5, por ejemplo), montados sobre un eje horizontal, que lleva en su periferia una serie de pequeños martillos (unos cuatro por disco), los cuales tienen libertad para oscilar en torno a un eje. La parte superior de la caja tiene una tolva de alimentación y la placa de ruptura. el material que se quiere fraccionar se desliza lentamente sobre dicha placa, donde es golpeada por los martillos en rápido movimiento giratorio, y queda finamente fragmentada; los fragmentos giran hacia la parte inferior y son lanzados contra una rejilla. La capacidad de un molino de martillos es muy grande. Figura 51 Molinos de martillos
Un molino de martillos quebrantadores oscilantes de tamaño medio es capaz de suministrar material a razón de 12 a 15 toneladas por hora a través de rendijas de 1/2 cm aproximadamente. Con ligeras modificaciones, el molino de martillos puede convertirse en máquina

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
desfibradora actuando sobre residuos de cortezas o caña de azúcar. Algunas de sus aplicaciones son: Trabajo pesado en trituración y molienda de granos, maíz, trigo y toda clase de cereales, semillas oleaginosas y condimentos y especias. Los molinos se construyen en varios tamaños lo cual se cubre una amplia gama de capacidad de molienda. 2.10 LECCIÓN 17 MOLINOS DE BOLAS El molino de bolas consiste en un cilindro de acero que descansa horizontalmente apoyado sobre pedestales y gira alrededor de su eje horizontal. Este cilindro contiene en su interior un medio triturador adecuado, tal como fragmentos de pedernal. Figura 57 Molino de bolas
El material que se quiere moler se introduce en el cilindro a través de un registro situado en el centro de una generatriz del cilindro que se cierra después herméticamente. Se mantiene el molino girando durante un período variable y después se descarga a través una abertura opuesta, con mallas adecuadas para dejar pasar el material molido, pero suficientemente estrechas para retener los bolas. El molino gira por la acción de un engranaje circunferencial, mediante correas de transmisión planas o en forma de V múltiple, o bien por medio de rueda dentada y cadena articulada. En la industria es frecuente que el molino esté provisto de un engranaje externo, es decir, un engranaje situado por fuera de los pedestales que sirven de soporte, de forma tal que el molino pueda cubrirse convenientemente con una funda cuando sea necesario.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La diferencia esencial entre un molino de guijarros y uno de bolas radica en la naturaleza del agente demoledor; el molino de bolas, en lugar de guijarros de pedernal, tiene bolas de acero o de porcelana, o bien de material sintético de elevada densidad. Para evitar el deslizamiento de las bolas de acero a lo largo de las paredes interiores del molino, suelen retener éstos en su interior, soldadas a las paredes interiores del cilindro, unas barras deflectoras de tipo de onda o bien unas barras deflectoras modificadoras de la velocidad. Con la ayuda de estas barras deflectoras se consigue que el tiempo de molienda quede disminuido. El molino de bolas o de guijarros puede adaptarse para el trabajo continuo dotándole de muñones huecos, y alimentándolo por un lado y descargándolo por el otro. 2.11 LECCIÓN 18 MOLINOS DE CORTE Son conocidos comúnmente como cortadoras. Hoy en día se ofrecen modelos que trabajan al vacío. Un ejemplo de cortadoras se ve en la Figura 58. Otras variantes opcionales a considerar de acuerdo con la demanda y en función del grado de automatización deseado y del tipo de producto por obtener se pueden encontrar los siguientes sistemas opcionales: Figura 58 Cortadora de pan.
- Sistema de control - programación: en función del grado de automatización
deseado y del producto por obtener podemos encontrar las cutters con algunos o todos los sistemas de control siguientes:
- Por número de revoluciones: Un sistema digital electrónico permite programar
una determinada cantidad de vueltas de la cubeta, de forma que cuando se alcanza la citada cantidad, la máquina se para automáticamente.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- Por temperatura: Un termómetro digital electrónico con una sonda situada en la
cámara de corte, permite leer instantáneamente la temperatura a que se encuentra la pasta.
- Para productos delicados podemos prefijar una temperatura máxima que una
vez alcanzada, efectúa el paro automático de la máquina.
- Por tiempo: Un temporizador digital electrónico permite programar el tiempo máximo de duración de la operación. Una vez agotado el mismo, la máquina se para automáticamente.
- Sistema de velocidad lenta de mezclado. Muy adecuado cuando se quiere
obtener embutidos de pasta fina con mezcla de trozos de tocino u otro aditivo granulado, o bien algún tipo de embutido curado de grano medio, cuyo tamaño se obtiene antes de haber alcanzado una mezcla homogénea de la grasa y demás aditivos. Este sistema se puede encontrar con una o dos velocidades de mezclado. Sistema de frenado electrónico. Actúa directamente sobre el bobinado del motor, sin roces mecánicos ni desgastes con sus consiguientes averías. Este sistema de seguridad actúa cuando se levanta la tapa o cuando se utiliza el paro de emergencia.
- Sistema de tapa antisonora. De fácil manejo. Reduce considerablemente el
nivel del ruido producido por las cuchillas al cortar o emulsionar. - Sistema de termómetro electrónico. Permite la lectura instantánea de la
temperatura de la carne. Hay posibilidades de incrementar el número de velocidades según necesidades o bien adecuar el número de r.p.m. a los estándares. En el mercado existen cutters de diferentes capacidades, las cuales responden a las necesidades del usuario. 2.11.1 Cortadora de hortalizas. Esta máquina es construida con materiales en acero inoxidable. Boca de alimentación con palanca y boca pequeña con mazo empujador para tubérculos. Su estructura es similar a la de una despulpadora con discos montados especialmente para esta aplicación. Los discos cortadores son de aluminio fundido resistente: Están equipados con cuchillas de acero inoxidable con soporte de aluminio fundido. Las rejillas son asimismo de acero inoxidable de gran dureza y de tensión regulable. Con la combinación adecuada de los discos con las rejillas se pueden realizar gran variedad de cortes.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.11.2 Cortadora manual La cortadora manual permite realizar sin fatiga de 100 Kg. a 150 Kg. hora de tubérculo. A cada rejilla corresponde un prensador que expulsa el tubérculo cortado y libera completamente la rejilla para facilitar el corte de la siguiente. Se utiliza aleación ligera e inoxidable. Las rejillas están construidas en acero inoxidable. En el prensador expulsor en aleación de aluminio, el resorte está atrás y deja la rejilla completamente libre, permitiendo su cómoda utilización. Los resortes son compensadores muy sensibles que ayudan a subir el prensador expulsor. 2.11.3 Licuadora industrial Este equipo tiene un diseño vertical de tanque superior y motor inferior, tanque piramidal cuadrado invertido, de acero inoxidable, acabado totalmente sanitario, el cuerpo permite una perfecta agitación, ya que las esquinas cuadradas rompen el remolino. Además, en posición de descarga, una de las esquinas sirve de vértice de vaciado. En algunos de éstos equipos las cuchillas se encuentran dispuestas en cruz, movidas por un motor eléctrico, donde el eje principal es en acero inoxidable e incluye sello mecánico y grafito, y cerámica para evitar que pase el líquido hacia el motor. La tapa superior es en acero inoxidable, con tapa auxiliar pequeña incluida, para carga y control durante el proceso. El sistema de vuelco para descargue, por medio de palanca de acción directa sobre el eje principal con medida de seguridad, incluye un pivote que evita el vuelco accidental del vaso. Control eléctrico con protección térmica. 2.12 LECCIÓN 19 MOLINOS DE RODILLOS Este equipo es utilizado en la molienda de algunos cereales como centeno, trigo, cebada, avena, maíz, soja, arroz y otros, con el fin de obtener harinas panificables, además, puede ser empleado para el machacado del grano de centeno ya limpio, en la línea de moltura de este cereal y también puede aplicarse para la trituración de sal, azúcar, etc. El molino de cilindros básico, se compone de:
• dos secciones de trituraciones independientes, ubicadas en un cuerpo común. Figura 59.
• Cilindros trituradores (uno fijo y uno regulable), estriados o lisos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
• Tolva de carga con ejes de alimentación y sistema de regulación de la hendidura de alimentación.
• -Sistema de conexión y desconexión y regulador de la hendidura de moltura.
• -Cepillos de limpieza de los ejes. • -Ventanilla, puerta, protecciones y accionamiento. • -Transmisión por engranajes entre cilindros.
Funcionamiento: El grano, mediante la tolva de carga cae en los ejes de alimentación, los cuales conducen el grano a todo lo largo del molino, de donde es trasmitido de modo uniforme, en flujo continuo, a la zona de trituración. Los cilindros trituradores tienen la superficie de trabajo adaptada al tipo de trituración del grano y giran con diferente velocidad circunferencial (igual velocidad circunferencial, solo durante el prensado). El grano, una vez triturado, cae en el recipiente de vaciado, de donde es conducido hacia abajo por un sistema de transporte separado.
Figura 59 Molino cilíndrico
Para el sistema de transmisión de potencia se utilizan motores y reductores de diferentes potencias y revoluciones, respectivamente, según las aplicaciones

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
algunos utilizan un sistema de refrigeración en los cilindros como en el caso de los cereales. Este sistema contrarresta el calentamiento del grano a una temperatura excesiva, lo cual provocaría, durante la moltura, el secado excesivo e indeseable del grano, que incluso pueden afectar las propiedades de horneado. El agua es inyectada por la boquilla de los tubos que se encuentran en el interior del cilindro, el agua caliente sale del cilindro por la parte exterior del circuito del tubo de evacuación. Ventajas del molino de cilindros: Alto rendimiento, Cambio rápido y fácil de los cilindros, Regulación automática de la ranura de alimentación, Limpieza fácil y rápida del espacio sobre los ejes de alimentación, Buena observación del trabajo, a través de la ventanilla y de la campana. En la Figura 60 se observa una aplicación de molino de rodillos para malta en donde por 1 se encuentra la salida de harinas, 2 la de cáscaras y 3 y 4 harinas. Figura 60 Molino de rodillos para malta.
2.13 LECCIÓN 20 MANEJO DE FLUIDOS Si bien la literatura no establece diferenciación entre mezcla y agitación en razón de que se emplean indistintamente los mismos equipos para ambos propósitos, estas son dos operaciones de aplicación diferente. La agitación es la operación unitaria que pretende un movimiento muy rápido, con gran turbulencia para lograr números de Reynolds altos. La aplicación de la agitación es en la transferencia de calor por convección, que como bien es sabido ocurre para líquidos y gases. Se aplica la agitación para mejorar la transferencia de calor con un efecto de mezcla de porciones calientes y frías de los fluidos involucrados en el proceso. El mezclado es la operación unitaria que busca la homogenización de dos o más sustancias para lograr una sustancia con propiedades termodinámicas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
homogéneas. El mezclado se aplica a sustancias que se encuentran en el mismo o en diferentes estados. La operación de mezcla de dos sólidos se realiza mediante mezcladores y aparatos volteadores, que se construyen de forma que sus paredes estén inclinadas de modo tal que al girar cambie continuamente la posición relativa de los diferentes sólidos que se pretende mezclar. Esto se puede lograr también mediante los mezcladores de cubeta en los que giran las piezas amasadoras y paletas. Las mezcladoras amasadoras tienen unas piezas en forma de ruedas sólidas que giran sobre sus bordes. La operación de mezcla puede realizarse también en los transportadores de tomillo y puede acentuarse mediante ligeras modificaciones de su construcción. Otros tipos de mezcladores para sólidos secos que se pueden citar son los agitadores de cintas y el Triplex Dry Blender de Patterson; la operación de mezclado se realiza como una función secundaria en los molinos de guijarros o de bolas, en los hornos de pisos mecánicos (quemadores) y en los hornos de tostación de un solo piso, como el horno mecánico de Mannheim para la torta salina. Los líquidos de baja viscosidad se mezclan con ayuda de mecanismos de impulsión. Entre estos dispositivos impulsores los hay de dos tipos: los que originan corrientes radiales (turbinas, ruedas de paletas o discos) y los que dan origen a un flujo axial (hélices, turbinas de paletas). En la escala industrial es muy usado el agitador helicoidal excéntrico, portátil, que se introduce por la parte superior y que actúa sobre un depósito provisto de cuatro láminas deflectoras verticales montadas sobre las paredes laterales. También se consigue esta operación de mezcla de forma excelente y rápida en depósitos sin láminas deflectoras cuando la hélice se monta con su eje inclinado y descentrada. Ambos métodos son adecuados para los casos en que el esfuerzo mecánico a realizar sea ligero, y poseen hélices dotadas de gran velocidad. En el caso de agitaciones que exijan grandes esfuerzos mecánicos, es necesario utilizar montajes permanentes poderosos y suele escogerse la turbina como medio de impulsión; la cual gira a velocidades menores. Los mezcladores montados lateralmente y fijos, para grandes esfuerzos, requieren un prensaestopas, y por esta razón no se instalan más que en aquellos casos en que no es posible hacer la instalación por la parte superior. Otros métodos de mezcla utilizan la circulación producida mediante tina bomba o chorro. El mezclador de Pachuca es un depósito en el que la agitación se logra mediante un tubo central de aspiración, más pequeño, en el que actúa una hélice. Entre los agitadores dotados de movimientos lentos podemos citar el simple mezclador de paletas y el llamado agitador de compuertas, que puede combinar con el movimiento de éstas un pausado movimiento de deslizamiento.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los líquidos de elevada viscosidad y las pastas no pueden mezclarse mediante agitadores de hélice, a causa de que el movimiento de propulsión no se transmite más que a las porciones en inmediato contacto con el agitador. Los líquidos viscosos y las pastas han de mezclarse o trabajarse mediante dispositivos que alcancen a todos y cada uno de los puntos de la masa. Los líquidos espesos pueden mezclarse o amasarse mediante un agitador de hojas múltiples que sea de forma tal que encaje en el recipiente en que trabaja, que usualmente es una caldera, y puede estar dotado además de rascadores que separen constantemente de la pared la capa que se deposite (esto tiene particular importancia si el recipiente en que se mueve el agitador ha de calentarse simultáneamente). La caldera cuenta con una serie de dientes estacionarios próximos a los móviles, por entre los que se deslizan éstos. Son frecuentes las combinaciones de paletas a diferentes alturas, agitadores de tomillo y barredoras. Los mezcladores pueden utilizarse también como depósitos para realizar los procesos de disolución. Para mezclar pastas se suelen utilizar las amasadoras. Estas máquinas están formadas por un recipiente o taza, que puede estar dotado de camisa o desprovisto de ella y en el que la masa es agitada mediante un agitador horizontal único de velocidad reducida o bien por agitadores dobles da pequeña velocidad. Los agitadores son de formas variadas. La operación de amasada de productos muy viscosos requiere el uso de considerables potencias, que exceden de 1 caballo por cada 20 litros. El moderno mezclador para masa de pan es un ejemplo de mezclador dotado de agitador simple. Todos los amasadores con dos brazos agitadores tienen un lomo de poca altura en su fondo, que da origen a la formación de dos depresiones semicilíndricas en el mismo; cada agitador trabaja en su propio canal. La forma de los brazos del agitador es variable; los brazos pueden ser de forma de S, de Z, de sigma o de conformación especial. Los dos agitadores se solapan y fuerzan el material a ascender por los lados y descender por el centro del recipiente, produciendo al mismo tiempo una acción de plegamiento que altera la disposición relativa de las masas. Los brazos del agitador pueden estar dotados de canales interiores por los que pueden circular líquidos de refrigeración o calefacción e independientemente de ello pueden moverse en una taza o recipiente que a su vez esté dotada de camisa. Los amasadores de vacío facilitan la realización de estas operaciones en el vacío; permiten proceder a la desecación de una masa a medida que avanza el proceso de mezcla o bien trabajar en atmósfera de gases inertes (Baker Perkins). Muchas amasadoras están provistas de mecanismos que permiten inclinar la taza con el fin de facilitar el proceso de descarga. El Banbury Internal Mixer tiene dos rotores

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
de diseño especial que giran el uno contra el otro a velocidades ligeramente diferentes; se caracterizan por su eficacia. Este amasador es el que se utiliza normalmente en la industria para mezclar caucho o plásticos con productos de relleno y otros ingredientes. Permite el control de la temperatura, ya que sus brazos están huecos y por ellos circula un líquido, y la taza está cubierta por una camisa. Una amasadora se puedo convertir en trituradora o desfibradora montando sobre el lomo una ojiva dentada de fundición. Además de los procesos de amasado y desfibrado o trituración, el amasador puede servir también como recipiente para la realización de reacciones químicas; así, por ejemplo, es como ocurre la reacción entre la celulosa y el anhídrido acético para producir el acetato de celulosa. El amasador que se utiliza para este proceso tiene su tasa, agitadores y tapa de un bronce de composición especial. Entre otros mecanismos para mezclar sólidos o líquidos con líquidos viscosos se puede citar los molinos de dos rodillos para grandes esfuerzos, con rodillos refrigerados con agua y cuyas velocidades relativas pueden modificarse; los mezcladores de cinco rodillos para pinturas y tintas; los amasadores o mezcladores de cubeta; los molinos de bolas y de guijarros; el mezclador “pony” (pequeño) y el de cintas. 2.13.1 Mezcla de fluidos La mezcla de fluidos interviene en casi todo proceso industrial. En la industria de alimentos, los efectos de esta operación pueden ser muy grandes, siendo esencial el que se pueda garantizar el mismo tipo y el valor de la operación de mezcla, o bien se pueda variar en cantidades conocidas. El fin primordial de este procedimiento es el de distribuir con rapidez los componentes de modo arbitrario y hasta llegar a una disposición homogénea. Esto puede ir seguido de una reacción química, o bien de una transferencia de materia entre fases. El mezclador produce solamente efectos mecánicos. Las moléculas de dichas fases pueden difundirse, si bien los impulsores del proceso de mezcla producen una corriente que da origen a una convección forzada. De aquí que los reactivos se puedan llevar a un estado interfacial tan rápido como se quiera controlando las corrientes de convección forzada de los mezcladores. Gran parte de los procedimientos de mezcla de fluidos se realiza mediante agitadores rotatorios. Para conseguir un proceso de mezcla rápido se precisa comúnmente de un movimiento en gran escala (flujo laminar) y de uno de pequeña escala (turbulento). La corriente de descarga que parte del agitador inicia el movimiento laminar. La turbulencia se debe principalmente a las discontinuidades de velocidad que ocurre
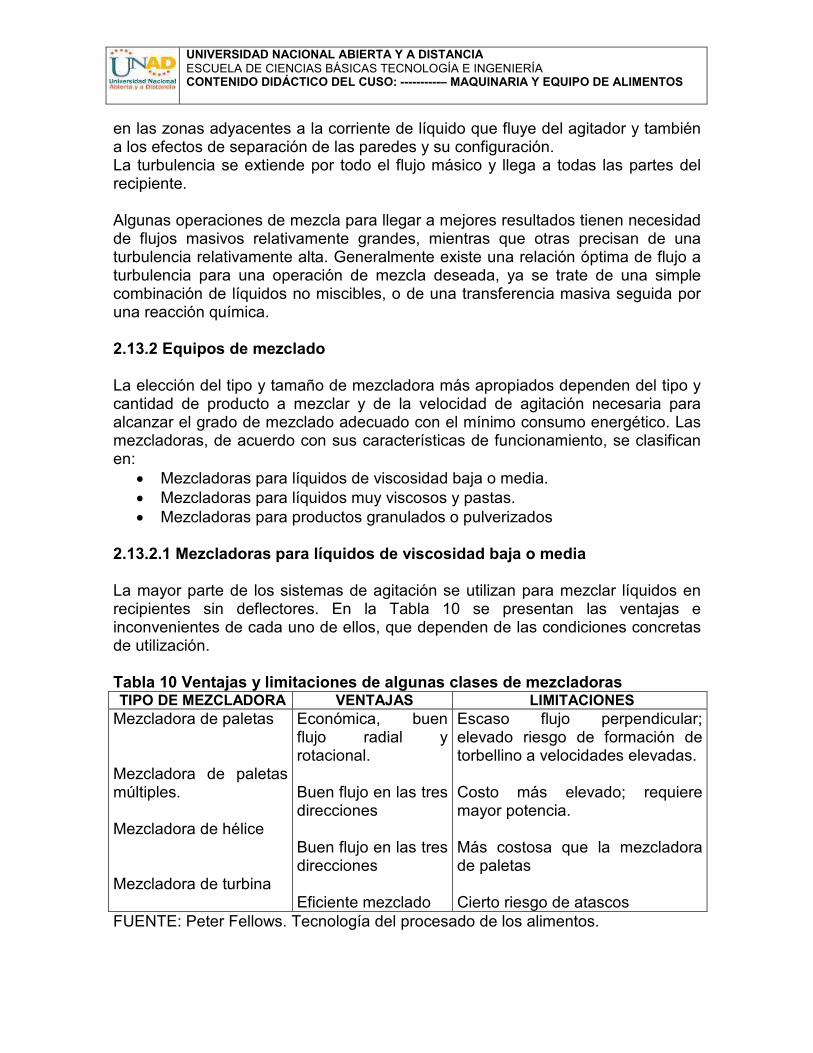
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
en las zonas adyacentes a la corriente de líquido que fluye del agitador y también a los efectos de separación de las paredes y su configuración. La turbulencia se extiende por todo el flujo másico y llega a todas las partes del recipiente. Algunas operaciones de mezcla para llegar a mejores resultados tienen necesidad de flujos masivos relativamente grandes, mientras que otras precisan de una turbulencia relativamente alta. Generalmente existe una relación óptima de flujo a turbulencia para una operación de mezcla deseada, ya se trate de una simple combinación de líquidos no miscibles, o de una transferencia masiva seguida por una reacción química. 2.13.2 Equipos de mezclado La elección del tipo y tamaño de mezcladora más apropiados dependen del tipo y cantidad de producto a mezclar y de la velocidad de agitación necesaria para alcanzar el grado de mezclado adecuado con el mínimo consumo energético. Las mezcladoras, de acuerdo con sus características de funcionamiento, se clasifican en:
• Mezcladoras para líquidos de viscosidad baja o media. • Mezcladoras para líquidos muy viscosos y pastas. • Mezcladoras para productos granulados o pulverizados
2.13.2.1 Mezcladoras para líquidos de viscosidad baja o media La mayor parte de los sistemas de agitación se utilizan para mezclar líquidos en recipientes sin deflectores. En la Tabla 10 se presentan las ventajas e inconvenientes de cada uno de ellos, que dependen de las condiciones concretas de utilización. Tabla 10 Ventajas y limitaciones de algunas clases de mezcladoras TIPO DE MEZCLADORA VENTAJAS LIMITACIONES
Mezcladora de paletas Mezcladora de paletas múltiples. Mezcladora de hélice Mezcladora de turbina
Económica, buen flujo radial y rotacional. Buen flujo en las tres direcciones Buen flujo en las tres direcciones Eficiente mezclado
Escaso flujo perpendicular; elevado riesgo de formación de torbellino a velocidades elevadas. Costo más elevado; requiere mayor potencia. Más costosa que la mezcladora de paletas Cierto riesgo de atascos
FUENTE: Peter Fellows. Tecnología del procesado de los alimentos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.13.2.2 Mezcladores de paletas Los sistemas más sencillos de mezcladoras son los constituidos a base de paletas planas rodando a 20 - 150 rpm y cuyo diámetro suele ser del 50-75% del diámetro del recipiente. En los recipientes sin deflectores, las paletas son curvadas para conseguir de esta forma que el flujo sea longitudinal. 2.13.2.3 Mezcladores por impulsión En ellos, el sistema de mezcla está constituido por un eje con dos o más palas, que pueden ser planas, o curvas. Los agitadores de turbina son mezcladores impulsores de más de cuatro palas con una longitud equivalente al 30-50 % del diámetro del recipiente, que ruedan a 30-500 rpm. Estas palas pueden ser planas, o curvas para incrementar el flujo radial o longitudinal. A veces, estas hojas pueden ir montadas en un disco. Este tipo de impulsores suelen ir montados verticalmente en tanques sin deflectores. En el borde de las palas se desarrollan intensas fuerzas de cizalla y es por ello que este tipo de mezcladoras se utilizan para la premezcla de emulsiones. A los impulsores dotados de palas más cortas (inferiores a 1/4 del diámetro del recipiente) se les denomina agitadores de hélice Ver Figura 61. El agitador, en estos sistemas de agitación, va montado en diferentes posiciones, con el objeto de conseguir un movimiento longitudinal y radial del líquido y evitar la formación de remolinos. A veces la pared del recipiente posee unos deflectores para incrementar la mezcla de los líquidos e interrumpir el flujo rotacional. Estos deflectores deben estar instalados de tal forma que no dificulten la limpieza del recipiente. Los agitadores de hélice trabajan a 400-1.500 rpm y se utilizan para la mezcla de líquidos miscibles, la obtención de soluciones concentradas, la preparación de jarabes, salmueras y la disolución de ingredientes diversos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 61 Mezcladoras (arriba, mezcladora de palas planas; mitad, mezcladora de discos de paletas; abajo, mezcladora de hélice)
2.13.3 Dispositivos para mejorar la dispersión en líquidos de productos pulverizados Existen diversas mezcladoras de bajo tiempo de permanencia que se utilizan para dispersar en líquidos productos pulverizados diversos. Estas mezcladoras suelen funcionar mezclando en un chorro de líquido nebulizado un chorro uniforme de polvo. Algunos de estos sistemas incorporan también un mezclado posterior a partir de cuchillas o rotores. En algunos sistemas, el polvo se mezcla en el líquido bombeándolo por una tubería dotada de deflectores estacionarios para facilitar el mezclado. 2.13.3 1 Mezcladoras para líquidos muy viscosos y pastas � Impulsores de eje vertical de baja velocidad Para el mezclado de aquellos líquidos más viscosos se usan agitadores de paleta múltiple. Pero en realidad, los más empleados para este cometido son los agitadores contrarrotatorios, que generan grandes fuerzas de cizalla. De este grupo, el diseño básico es el agitador de ancla y compuerta Ver Figura 61. Este tipo de agitador suele utilizarse en recipientes dotados de sistemas de calentamiento y en ellos el ancla dispone de unas láminas que rascan la superficie del recipiente para evitar que el producto pueda llegar a quemarse. Algunos modelos más complejos poseen brazos en la compuerta, solidarios del eje de rotación, que al rodar, circulan por los huecos de los brazos estacionarios o ancla, para incrementar la fuerza de cizalla. Otros tipos poseen láminas inclinadas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
verticalmente para provocar el movimiento radial del alimento. 2.13.3.2 Mezcladora de palas horizontales de eje gemelo De este grupo, el tipo más corriente es la mezcladora con palas en forma de “Z”. Esta mezcladora posee dos palas resistentes montadas horizontalmente en una bandeja metálica que oscila para descargar lotes de producto mezclado. A veces la descarga se efectúa por un tornillo sinfín instalado en la base de la mezcladora. En estos sistemas las palas son en forma de “Z” y al rodar entre sí a igual velocidad, o a velocidades distintas (14-60 rpm) o sobre las láminas instaladas en el fondo del recipiente, provocan fuerzas de cizalla muy intensas. Estas mezcladoras requieren bastante potencia, que se disipa en el producto en forma de calor. Ello determina que la eficacia del mezclado deba ser grande con objeto de reducir al mínimo el tiempo de mezclado. Cuando esto se hace necesario, las paredes del recipiente poseen una camisa que permite regular la temperatura del producto durante la mezcla. Algunas máquinas especiales como las mezcladoras ralladoras van equipadas con palas en forma de sierra u otros diseños. 2.9.4.3 Mezcladoras de planetarios Este tipo de mezcladoras debe su nombre a la trayectoria descrita por las palas, que en su rotación (40-370 rpm) recorren la totalidad del recipiente. En otros diseños se utilizan palas rotatorias fijas, desplazadas del eje del recipiente que rueda en el mismo sentido o en sentido contrario. FIGURA 62 Mezcladora de ancla y compuerta, abajo, la mezcladora para productos lácteos (fabricación de mantequilla)
En ambos tipos, el espacio entre las palas y la pared del recipiente es muy pequeño. De estos tipos de mezcladoras, las de tipo “gafe blades” se utilizan para mezclar pastas y diversos ingredientes y para la preparación de alimentos “para extender”. Los ganchos se utilizan para la mezcla de masa de panadería y los “whisks” para la preparación de papillas para rebozado.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2.13.3.4 Mezcladoras continuas del tipo rotor-stator Un típico ejemplo de este grupo son las mezcladoras de tornillo sin fin. En ellas, un rotor horizontal, que encaja muy ajustado en un cilindro ranurado, recibe los alimentos viscosos y pastosos impulsados hacia el mismo por un doble tornillo helicoidal. Tras el mezclado, el contenido, impulsado por el rotor, abandona la mezcladora a través de los orificios de la pared perforada, impulsado por el rotor. La escasa holgura existente entre el tornillo y el cilindro en el que éste se mueve, provocan fuerzas de cizalla y amasan el producto. Al atravesar aquél los orificios de la pared se generan también fuerzas de cizalla que contribuyen a la acción de mezclado. En algunos modelos, con objeto de incrementar la fuerza de cizalla, el tornillo está dotado de unos vástagos. Este tipo de máquinas se utilizan también para la extrusión de algunos productos y en la fabricación de mantequilla y margarina. 2.13.4 Sistemas de agitador múltiple Este tipo de máquinas van equipadas con diversa palas que cumplen misiones distintas. Mientras la misión de unas es generar en el alimento intensas fuerzas de cizalla, la de las otras consiste en transportar la masa a la zona donde estas fuerzas se generan. En la Tabla 11 se indican algunas de las combinaciones de palas disponibles. Tabla 11 Sistemas de Agitación múltiple OPCIÓN ANCLA COMPUERTA CINTA TORNILLO PALAS
DOBLADAS HÉLICE MARINA
PALETAS ROTOR STATOR
MOLINO COLOIDAL
1 ∇ ∇ 2 ∇ ∇ 3 ∇ ∇ 4 ∇ ∇ 5 ∇ ∇ ∇ 6 ∇ ∇ 7 ∇ ∇ ∇ 8 ∇ ∇ ∇ 9 ∇ ∇ ∇
Objetivo de la
agitación
Mover el contenido
Mover el contenido
Mover el material
Acción de cizalla
Acción de cizalla
Acción de cizalla
Cizalla y mover el contenido
Cizalla y mover el contenido
Acción de cizalla
FUENTE: Adaptada de McDonagh. � Mezclador homogenizador Está compuesto por una válvula de homogenización y una bomba de alta presión. La válvula proporciona la abertura ajustable del orden de varias milésimas de centímetro a través de la cual se bombea la emulsión a alta presión. Al entrar en la

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
ranura los líquidos experimentan una gran aceleración, velocidades de unos 290 m/seg. Con lo que las gotas de la fase interna se cizallan con otras, deformándose y rompiéndose. Para alimentar la válvula se precisan bombas de desplazamiento positivo, un Homogenizador de alta presión y dos estados de homogenización con capacidad de 100 a 600 lb/h a presiones de 170 a 500 atmósferas. Estos homogenizadores son proyectados para homogenización de productos alimentarios abrasivos o no abrasivos. Son construidos con materiales de alta calidad a la resistencia. 2.13.5 Otros tipos de mezcladoras Existen diversos tipos de mezcladoras que han sido diseñadas para operaciones de mezcla concretas que en ocasiones cumplen también la función de homogenei-zación o de reducción de tamaño: Entre ellas se encuentran las batidoras de mantequilla, las cortadoras y los rodillos. Los molinos de rodillos y los molinos coloidales resultan muy adecuados no sólo para reducir el tamaño de los productos sino también para la mezcla de productos muy viscosos. 2.13.5.1 Mezcladoras para productos pulverizados y granulados Estas mezcladoras responden a dos diseños básicos: En el primero de ellos la progresión del material se produce como consecuencia del movimiento de rotación del recipiente que lo contiene, mientras que en el segundo, aquel es impulsado por la acción de un transportador helicoidal. Este es el tipo de mezcladoras utilizado para la mezcla de cereales y de harinas y para la preparación de mezclas diversas de productos pulverizados (por ejemplo: para mezclas de pasteles y sopas deshi-dratadas). 2.13.5.2 Mezcladora por volteo Son mezcladoras de este tipo las de tambor, de doble cono, de cono en “U” y de cono en “V”. Estas mezcladoras se llenan automáticamente sólo hasta la mitad de su capacidad. Su velocidad de funcionamiento es de 20 - 100 rpm. Su eficacia para la mezcla dé determinados componentes depende de su forma y de su velocidad de volteo. Esta, deberá ser siempre inferior a la velocidad crítica (aquella velocidad a la que la fuerza centrífuga supera a la de la gravedad). La eficacia del mezclado puede mejorarse instalando deflectores o paletas contra rotatorias. Este tipo de mezcladoras se utilizan también para la aplicación de recubrimientos. 2.13.5.3 Mezcladora de cinta Estas mezcladoras, que son de forma esférica poseen en su interior dos o más láminas metálicas estrechas (cintas) de forma helicoidal, que ruedan en sentido

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
contrario al de la mezcladora. El paso de rosca de estas cintas es distinto, de forma que mientras una de ellas impulsa rápidamente el material hacia adelante la otra lo hace lentamente hacia atrás. Con ello se consigue, además de un mezclado continuo, un continuo movimiento de progresión. Este tipo de máquina suele emplearse para el mezclado de ingredientes secos finamente particulados (por ejemplo: Para el mezclado previo a una extrusión). 2.13.5.4 Mezcladora de tornillo vertical Están constituidas por un tornillo vertical que rueda sobre su eje, en el interior de un recipiente cónico que gira sobre su eje longitudinal. Mediante este sistema se consigue una intensa acción de mezclado. Este tipo de mezcladoras resultan especialmente eficaz cuando se trata de la incorporación de una cantidad muy pequeña de un determinado ingrediente. Existen modelos, más baratos, en los que el tornillo central es lijo, pero su eficacia es menor. 2.13.5.5 Mezcladoras para carnes Esta aplicación específica de las mezcladoras en la industria de productos cárnicos se compone principalmente de paletas móviles y fijas, las cuales mediante un movimiento especial distribuyen la pasta permitiendo su uniformidad. Actualmente se ofrecen molinos con mezcladoras incorporadas, y otros diseños permiten realizar el amasado al vacío. Además se encuentran cortadoras mezcladoras las cuales se caracterizan por su solidez y resistencia que le permiten realizar los trabajos forzados sin problemas de averías o mantenimiento. Se construyen en acero inoxidable, de superficies lisas para facilitar una mejor y más cómoda limpieza. Ejes construidos en acero aleado al cromo-níquel montado en rodamientos de bolas y rodillos. Transmisión a través de correas trapezoidales de marcha silenciosa y suave, con eliminación de vibraciones. Cubetas de fundición de acero inoxidable de paredes gruesas y macizas que evitan resonancias y absorben las vibraciones producidas por las cuchillas. Por seguridad y comodidad la tapa de las cuchillas, construida en acero inoxidable es de un especial diseño, que facilita la evacuación de la carne a la salida de la cámara de corte, lo que la hace apta para toda clase de pastas, puesto que al no producir retenciones, no ocasiona recalentamientos en la carne que podrían perjudicar la calidad del producto. Las cuchillas son también en acero inoxidable, con filo unilateral para impulsar mejor la carne. Su especial diseño de fijación permite que se puedan desplazar hacia el exterior a conveniencia, haciendo girar

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
debidamente los aros excéntricos separadores. Con la máquina mezcladora se revuelve la masa de carne y grasa desmenuzada y adicionada de condimentos hasta obtener una masa uniforme. Un ejemplo de estos equipos se observa en la Figura 63. Figura 63 Mezcladora de carnes
La máquina está compuesta de:1 Manivela guiadora de descarga, 2 Rejilla de protección, 3 Tina de recepción y mezclado en posición de trabajo, 4 Motor eléctrico con caja de transmisión, 5 Volante para la rotación manual de las aspas mezcladoras, 6 Para descargar se inclina la tina con motor eléctrico, 7 Brazo mezclador con aspas, 8 Para extraer los brazos mezcladores se debe levantar la rejilla de protección.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Para iniciar el trabajo, se abre la rejilla de protección y se carga la tina con la carne molida y los ingredientes, según el producto que se va a elaborar. Luego se procede de la siguiente manera: • Se vuelve a cerrar la rejilla y se acciona el interruptor principal. • Se deja funcionando la máquina en esta posición por el tiempo deseado, de
acuerdo con el tipo de producto en elaboración. Posteriormente se invierte el sentido de rotación de los brazos mezcladores para alcanzar un perfecto mezclado de la masa. Esta operación puede repetirse varias veces según las necesidades.
• Terminado el mezclado se liberará la manivela fijadora de descarga se pone la tina inclinada. Para una rápida descarga se recomienda abrir la rejilla y manualmente accionar con mucho cuidado el interruptor de seguridad, hasta haber descargado la mayoría de la masa.
Lo que queda en el fondo de la tina y entre las aspas será retirado manualmente por el operador. Cada vez que se utiliza la máquina deberá lavarse con agua caliente y detergente, enjuagar y secar todas las partes que están en contacto directo con la masa. 2.9.5 Agitadores Los agitadores más útiles son el de paleta lisa simple, los de tipo marino y la turbina. Cuando uno cualquiera de ellos tiene el eje vertical de rotación sobre la línea central de una vasija cilíndrica, el movimiento del flujo es el de rotación. Se forma un remolino alrededor del cual gira el líquido. Este movimiento de ordinario da origen a una separación o estratificación más que a una mezcla. Ello puede provocar un mínimo de turbulencia y de movimiento de flujo lateral y vertical. No puede aplicarse más que muy poca potencia. Se puede siempre anular el movimiento rotatorio (y el remolino superficial) insertando proyecciones en el cuerpo del fluido, pudiendo modificar, sin duda alguna, el movimiento del mismo. Cuando estas proyecciones están en los lados del recipiente se llaman tabiques, siendo éste el método que más corrientemente se utiliza para evitar el movimiento rotatorio y para conseguir una excelente operación de mezcla en los montajes industriales grandes. El agitador con tabiques puede producir una especie de flujo axial, y la paleta y la turbina, uno radial. Estas formas de flujo originan un máximo en el movimiento del flujo lateral y vertical, llevando a excelentes operaciones de mezcla. La técnica de laboratorio más adecuada para evitar la formación de remolinos es el utilizar un agitador “excéntrico”. El eje del mismo se coloca con un ángulo de
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
unos 15 grados respecto de la vertical y cerca de la pared del recipiente. El agi-tador debe descargar hacia abajo y girar en el sentido de las agujas de un reloj si está frente a la parte derecha del recipiente, o bien, en sentido contrario, a las agujas de un reloj si está situado en la parte izquierda (mirando hacia el fondo del recipiente). De este modo se puede conseguir un excelente flujo vertical y lateral sin remolinos; esta posición es crítica, pero se puede encontrar fácilmente ensayando. De entre los centenares de agitadores diferentes es difícil encontrar forma con ventaja alguna respecto de los tres anteriormente citados. El flujo y la turbulencia se pueden variar con cualquier tipo de agitador, con lo que se puede conocer definitivamente la relación de flujo a turbulencia. La mayor parte de las instalaciones de escala industrial usan indistintamente agitadores o turbinas. Para comparar las velocidades de reacción o el proceso que resulta para las diferentes relaciones de flujo a turbulencia, es más importante determinar el efecto del tamaño y velocidad para uno cualquiera del conjunto de agitadores dimensionalmente similar, que comparar las diferentes formas de agitadores. 2.9.5.1 Agitación de Líquidos viscosos. Los líquidos y pastas de gran viscosidad requieren normalmente una técnica diferente para la operación de mezcla que los fluidos de poca viscosidad. Se precisan aparatos especiales que se encarguen de secar, extender y comprimir, debido a que la turbulencia no puede engendrarse en dichos fluidos para comunicar la transferencia masiva de pequeña escala necesaria para provocar la interpenetración de las partículas. No se dispone todavía prácticamente de datos cuantitativos relativos al rendimiento de los diversos tipos de montajes. 2.9.5.2 Agitación de sólidos. Los sólidos de diferente densidad y tamaño se mezclan de ordinario en tambores o cilindros rotativos. Se han obtenido algunos datos que ponen de manifiesto los efectos de las propiedades físicas sobre el rendimiento de los mezcladores de cilindro rotativo. Debe hacerse notar que el tiempo que tarda en realizarse la ope-ración de mezcla es una variable importante, debido a que a la clasificación y separación suele seguir la distribución que se desea si la operación se lleva a cabo durante mucho tiempo. Todavía no se ha desarrollado una aproximación sistemática para la operación de mezcla de sólidos y líquidos. 2.13.7 Amasadoras 2.13.7.1 Amasadoras continúas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En la industria de la panificación el proceso de amasado continuo supone el paso de los ingredientes que van a pasar a un lugar convenientemente diseñado donde simultáneamente se mezclan para formar una masa homogénea. Generalmente el amasado continuo es seguido por el acondicionamiento mecánico intensivo para producir en la masa la modificación llamada maduración. Dicha operación puede realizarse de una sola vez en una amasadora continua. Figura 64 Amasadora de pan
2.13.7.2 Amasadora de alta velocidad Esta máquina es utilizada para un procedimiento nuevo. Aquí la máquina no solo mezcla, sino que al mismo tiempo somete la masa a un intenso acondicionamiento mecánico que se consigue durante un tiempo máximo de 4 minutos. Disminuyendo sustancialmente el proceso de amasado. 2.13.7.3 Amasadora de artesa abierta Es la más conocida de las máquinas de amasado, se utiliza para pequeñas y medianas producciones. Dentro de este grupo se encuentran diferentes modelos pero todas de características similares. Son máquinas pesadas y compactas. Algunas tienen la artesa desmontable de modo que esta se use para fermentar la masa. Unas tienen un solo brazo de trabajo, mientras que otras tienen dos brazos y su capacidad varía de acuerdo con el tipo. Son movidas por corriente eléctrica y tienen controles de encendido y velocidad.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CAPITULO 3 MANEJO DE FLUIDOS 3.1 LECCIÓN 21 GENERALIDADES DE BOMBAS Los equipos de Bombeo son en esencia dispositivos que transforman Energía para comunicarla a una masa de líquido, sea este viscoso o no que generalmente ve incrementada su presión o su velocidad. El sistema de Bombeo recibe Energía mecánica procedente de diferentes formas en particular de la Energía Eléctrica a través de un motor, o de la Energía térmica mediante el uso de una turbina adaptada para el paso de vapor de agua a alta presión o gases de los gases de combustión, provenientes de un sistema adaptado para su generación o aprovechamiento secundario. En los procesos asociados a la Ingeniería y en particular a la ingeniería de alimentos se requiere conocer en profundidad para garantizar el suministro adecuado y oportuno en sus diferentes etapas como por ejemplo en el procesamiento de los diferentes tipos de bebidas las cuales se requiere almacenar en forma de materias primas líquidas o en solución en tanques; transportarlas de manera segura y eficiente para su transformación en tanques agitados o reactores; evacuar la producción de los alimentos líquidos obtenidos para llevarlos a las unidades de almacenamiento y proceder a despacharlos como producto terminado para su venta. El transvase en la generalidad de las etapas del proceso requiere del uso de los sistemas de bombeo que comunican a los líquidos la Energía necesaria para llevar a cabo su cometido dentro del proceso productivo para el cual fue diseñado. La cantidad de Energía entregada al líquido debe ser tal que además sirva para vencer las pérdidas por fricción que se presentan cuando el líquido viaja por tuberías y accesorios, la diferencia de altura existente entre los equipos del proceso alimentario, garantizar el flujo adecuado que requiere de acuerdo con la capacidad requerida por el proceso. Cuando el proceso ocurre de manera inversa y el sistema recibe la carga de Energía a través del sistema mecánico este es el encargado de mover un generador eléctrico que transforma esa Energía mecánica o potencial en Energía Eléctrica, tal como ocurre en las centrales hidroeléctricas. Un caso particular ocurre con los sistemas que impulsan fluidos compresibles, en este caso el sistema actúa como compresor el cual recibe Energía Eléctrica o térmica y la transforma en Energía Mecánica comprimiendo el material gaseoso que sirve al proceso de producción de alimentos, comprimiéndolo para ser

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
transportado entre dos áreas de la factoría; o para ser almacenado a altas presiones o llevarlo a un reactor incrementado sensiblemente su presión para que pueda ocurrir las transformaciones necesarias a altas presiones 3.1.1 Clasificación Existen diferentes formas de clasificar las bombas; sin embargo para empoderar en el tema al estudiante de Ingeniería de alimentos de manera significativa, se remite al Hydraulic Institute http://www.pumps.org/content_detail.aspx?id=2212 que presenta una clasificación de equipos de bombeo aceptada por organizaciones, empresas e instituciones en muchos países del mundo y es quizás la más completa herramienta para orientar en el dimensionamiento de un sistema de bombeo en un proceso de producción de alimentos. Figura 65 Clasificación de las Bombas Tipo Cinético Tipo Vertical Tipo Rotatorio Bombas Tipo Centrifugo sin sello Tipo Reciprocante Tipo de actuador directo (vapor) Fuente: http://www.pumps.org/content_detail.aspx?id=2212 El ANSI (American National Standard Institute) Instituto Nacional Americano de Normalización, es la entidad encargada en los Estados Unidos de elaborar las Normas técnicas de maquinarias y equipos; en Colombia el Icontec no ha normalizado este tipo de elementos, en consecuencia para efectos prácticos este módulo se remite a las estándares elaborados por la ANSI. El ANSI supervisa la creación, divulgación y uso de miles de normas y directrices que tienen impacto directamente en las empresas de casi todos los sectores: desde la producción de lácteos y ganado pasando por de los dispositivos acústicos para equipos de construcción, hasta la distribución de energía, y muchos más. ANSI también participa activamente en la acreditación de los programas que evalúan la conformidad con los estándares - incluyendo mundialmente las muy reconocidas Normas intersectoriales de sistemas de gestión y programas como lo son: ISO 9001 (calidad) e ISO 14001 (medio ambiente).

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Las Bombas de tipo Cinético están definidas de acuerdo con la Norma (ANSI / HI 1,1 a 1,2) Las Bombas Tipos de bomba vertical (ANSI / HI 2,1 a 2,2) Las Bombas Tipos de Rotary de la bomba (ANSI / HI 3,1 a 3,5) Las Bombas Tipo sin sello de la bomba centrífuga (ANSI / HI 5,1 a 5,6) Las Bombas Poder alternativo Tipo de bomba (ANSI / HI 6,1 a 6,5) Las Bombas De acción directa (de vapor) Tipo de bomba (ANSI / HI 8,1 a 8,5) Figura 66 Tipos fluido de bombeo y de Bombas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.2 LECCIÓN 22 BOMBAS CENTRIFUGAS 3.2.1 parámetros clave de rendimiento de las bombas centrífugas Los parámetros claves para establecer el correcto funcionamiento de las bombas centrífugas son la capacidad, la cabeza, BHP (Potencia al freno), BEP (punto de mejor eficiencia) y la velocidad específica. Las curvas de rendimiento de una bomba proporcionan la herramienta de trabajo con la que estos parámetros se pueden variar para garantizar su funcionamiento satisfactorio. A continuación se describen los siguientes parámetros o términos operativos de la bomba centrífuga: - Capacidad - Cabeza
� Importancia de utilizar la cabeza de descarga en vez de la presión � Fórmula de conversión de la cabeza de descarga en presión � Cabeza de succión estática, hS � Cabeza de descarga estática, hd � Cabeza de fricción, hf � Cabeza de presión Vapor, hvp � Cabeza de presión, hp � Cabeza de velocidad, hv � Cabeza Total de succión HS � Cabeza Total de descarga Hd � Cabeza total Diferencial HT
- NPSH
� Cabeza neta de succión positiva requerida NPSHr � Cabeza neta de succión positiva disponible NPSHa
- Potencia (potencia al freno, BHP) y eficiencia (mejor Punto de eficiencia, BEP) - Velocidad específica (Ns)
- Leyes de afinidad 3.2.1.1 Capacidad Corresponde a la velocidad de flujo con la cual el líquido es movido o empujado por la bomba al punto deseado en el proceso. Normalmente se mide en galones

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
por minuto (Gpm) o metros cúbicos por hora (m3/Hr). La capacidad fluctúa con los cambios en la operación del proceso. Por ejemplo, una bomba de alimentación a una caldera necesita una presión constante a diferentes capacidades para satisfacer el cambio en la demanda de vapor. La capacidad depende de varios factores tales como:
� Las características del líquido del proceso, es decir la densidad, viscosidad � El tamaño de la bomba y los diámetros de entrada y salida � El tamaño del Impulsor � La velocidad de rotación del Impulsor RPM � El tamaño y forma de las cavidades entre los alabes � las condiciones de succión y descarga, de temperatura y presión de la
bomba Para una bomba con un impulsor particular que opera a una velocidad con un determinado líquido, los únicos elementos de la lista anterior que pueden cambiar son: � La cantidad de líquido que fluye a través de la bomba � Las presiones a la entrada y salida de la bomba. El efecto sobre el flujo a través de una bomba por el cambio en las presiones de salida se representa en una curva característica de la bomba. Como los líquidos son esencialmente incompresibles, la capacidad está directamente relacionada con la velocidad de flujo en la tubería de succión. Esta relación es como sigue:
Q = 449 * V * A (13)
Donde Q = Capacidad en m3/s V = Velocidad del flujo en metros/s A = Área de la tubería en m2 3.2.1.2 Cabeza La importancia del término cabeza" radica en su uso como una forma particular para expresar el término presión: La presión en cualquier punto de un líquido puede ser considerada como aquella que es causada debido al peso del fluido que se está bombeando. El peso de la columna vertical del líquido es llamado Cabeza estática y se expresa en términos de metros de líquido. El mismo término cabeza, se utiliza para medir la energía cinética generada por la bomba. En otras palabras, la cabeza es una medida de la altura de una columna

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
de líquido que la bomba puede generar a partir de la energía cinética impartida al líquido. Imagine un tubo disparando un chorro de de agua hacia arriba en la dirección del aire, la altura de la cabeza agua estaría por encima de la cabeza de descarga. La cabeza no es equivalente a la presión. La cabeza de descarga es un término que tiene unidades de longitud y la presión tiene unidades de fuerza por unidad de área. La principal razón para usar la cabeza de descarga en lugar de la presión para medir la energía de una bomba centrífuga es que la presión de una bomba va a cambiar si el peso específico (peso) del líquido cambia, pero la cabeza de descarga no cambia expresada en metros, ya que cualquier bomba centrífuga dada se puede utilizar para mover una gran cantidad de fluidos alimentarios, con diferentes pesos específicos, es más simple discutir la cabeza de la bomba en metros y es mejor olvidarse de la presión para expresar el gasto de Energía de la bomba. Así que el funcionamiento de una bomba centrífuga con cualquier fluido newtoniano, ya sea pesado (salsa alimentaria) o liviano (esencia alimentaria) es descrito por el uso del término "cabeza". Las curvas de rendimiento de una bomba son en su mayoría descritas en términos de la cabeza. Una bomba dada con un determinado diámetro de impulsor y velocidad elevará un líquido a una cierta altura independientemente del peso del líquido. Fórmula de conversión de la presión a la cabeza La carga estática que corresponde a una presión específica depende del peso del líquido de acuerdo con la siguiente fórmula:
Cabeza (m) = Presión (Kg/m2) _______ (14) Gravedad Específica (Kg/m2)
Los líquidos newtonianos tienen gravedad específica por lo general van de 0,5 (como: luz, hidrocarburos) a 1,8 (pesados, como el ácido sulfúrico concentrado). El agua es un punto de referencia, que tiene un peso específico de 1,0. Esta fórmula ayuda en la conversión de la presión manométrica de la bomba de calibre en términos de cabeza para leer las curvas de la bomba. Los varios términos de la cabeza se discuten a continuación. Nota: Los subíndices "s" se refieren a las condiciones de succión y d' se refiere a las condiciones desde descarga
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Cabeza de succión estática, hS � Cabeza de descarga estática, hd � Cabeza de fricción, hf � Cabeza de presión Vapor, hvp � Cabeza de presión, hp � Cabeza de velocidad, hv � Cabeza Total de succión HS � Cabeza Total de descarga Hd � Cabeza total Diferencial HT � Cabeza neta de succión positiva requerida NPSHr � Cabeza neta de succión positiva disponible NPSHa
Cabeza de succión estática, hS: Cabeza resultante de la elevación relativa del líquido a la línea central de la bomba; puede ser desde un nivel inferior a la bomba; la bomba gasta Energía en succionar el liquido. Si el nivel del líquido está por encima de la bomba central, hS es positiva. Si el nivel del líquido está por debajo de la bomba hS es negativo. Condición comúnmente denotada como "altura de aspiración" Cabeza de descarga estática, hd: Es la distancia vertical en metros entre el centro de la bomba y el punto de descarga en la superficie del tanque. Cabeza de fricción, hf: Corresponde a la altura necesaria para superar la resistencia al flujo en la tubería y los accesorios (Válvulas, codos, uniones, bridas). La Cabeza de fricción depende del tamaño, condición y tipo de tubería, la cantidad de accesorios, el caudal, y la naturaleza del líquido. Cabeza de presión Vapor, hvp: La presión de vapor es la presión a la que un líquido y su vapor coexisten en equilibrio a una temperatura dada. La presión de vapor del líquido puede obtenerse de las tablas de presión de vapor. Cuando la presión de vapor se convierte en cabeza, se le denomina como la cabeza de presión de vapor, hvp. El valor de hvp de un líquido se incrementa con el aumento de la temperatura y, en efecto, opone presión sobre la superficie del líquido, la fuerza positiva que tiende a provocar el flujo de líquido en la succión de la bomba reduce la presión de vapor, hecho este de mucho cuidado a la hora de bombear un alimento líquido puesto que tiende a vaporizarse y produce fallas graves en el funcionamiento de la bomba, conocidas como cavitación. Cabeza de presión, hp: Debe ser tenida muy en cuenta cuando un sistema de bombeo de alimentos líquidos comienza ó termina en un tanque que se encuentra bajo una presión que no sea la atmosférica. La presión en un tanque debe convertirse primero a pies ó metros de altura de líquido. Denotada como hp, se refiere a la presión absoluta en la superficie del líquido del depósito de suministro
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
de la bomba de succión. Si el tanque que contiene el líquido alimenticio está abierto a la atmosfera, hp es igual a la cabeza de la presión atmosférica. Cabeza de velocidad, hv: Con este término se hace referencia a la energía de un líquido alimenticio como resultado de su velocidad "v", al moverse por una conducción o tubería. La cabeza de velocidad es la equivalente a la altura en pies o metros que el agua tendría que caer para adquirir la misma velocidad con la cual se debe transportar el líquido por la tubería, o en otras palabras, la cabeza necesaria para acelerar el agua. Generalmente la altura de velocidad es insignificante y puede ser despreciado; en la mayoría los sistemas que operan cabezas de trabajo elevadas. Sin embargo, puede ser un factor importante y debe ser considerado en sistemas que operan a baja cabeza. . Cabeza Total de succión HS: Corresponde a la Energía que gasta el sistema de Bombeo del alimento en forma líquido para succionar el alimento líquido; se obtiene de la siguiente manera: Cabeza Total de succión HS = A La cabeza de presión del depósito de succión de la hpS, más la cabeza estática de aspiración hS, más la cabeza de velocidad en la tubería de succión de la bomba hvs, Menos la cabeza de fricción en la tubería de succión hfs.
HS = hpS + hS + hvs – hfs (15) La cabeza total de aspiración es la lectura del manómetro en tubería de succión, convertida en unidades de pies o metros de líquido Cabeza Total de descarga Hd: Corresponde a la Energía que gasta el sistema de Bombeo del alimento en forma líquida, para bombear el alimento líquido hasta su destino final; se obtiene de la siguiente manera: Cabeza Total de descarga Hd = cabeza de presión en el depósito de descarga la hpd, más cabeza estática de descarga hd, más cabeza de velocidad en la tubería de descarga de la bomba hvd, Más la cabeza total de fricción en la línea de descarga hfd
Hd = hpd + hd + hvd – hfd (16) La cabeza total de descarga corresponde a la lectura del manómetro en la tubería de descarga, convertida a pies o metros de líquido. La cabeza total diferencial (HT) = A la cabeza total de descarga Hd menos la total de succión HS

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
HT = Hd - HS (Con una altura de por encima de la bomba) (17)
HT = Hd + HS (Con una altura de por debajo de la bomba) (18)
3.2.1.3 NPSH Cuando se habla de bombas centrífugas, los dos términos más importantes son: NPSHr y NPSHa . Cabeza neta de succión positiva requerida, NPSHr La NPSH es uno de los términos más ampliamente utilizados y comprendidos asociados con los sistemas de bombeo Comprender el significado de NPSH es muy esencial en instalación, así como el funcionamiento de las bombas. El funcionamiento satisfactorio de una bomba requiere que el líquido que está siendo bombeado no se vaporice en cualquier condición de funcionamiento, puesto que cuando el líquido se vaporiza su volumen aumenta demasiado. Por ejemplo, un m3 de agua a temperatura ambiente se convierte en 1700 m3 de vapor a la misma temperatura. Esto deja en claro que si se va a bombear un alimento fluido de manera eficaz, debe mantenerse siempre en forma líquida. La vaporización comienza cuando la presión de vapor del líquido a la temperatura de operación es igual a la presión externa del sistema, lo que, en un sistema abierto es siempre igual a la presión atmosférica. Cualquier disminución de la presión externa o el aumento en la temperatura de operación, puede provocar la vaporización y la bomba deja de bombear. Por lo tanto, la bomba siempre tiene que tener una cantidad suficiente de la cabeza de succión presente para evitar que la vaporización ocurra en el punto más bajo de la presión en la bomba. El fabricante por lo general prueba la bomba con agua a diferentes capacidades, establecido por el límite de captación del líquido del lado de succión. Hasta cuando los primeros signos de cavitación inducida por evaporación se producen.
Las bombas pueden bombear únicamente líquidos, no vapores
El aumento de temperatura y la disminución de presión inducen la vaporización
NPSH es un cálculo de diseño para evitar la vaporización de líquidos
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Esta presión se convierte en la cabeza de succión de la bomba. Este valor se deja consignado en la curva de funcionamiento de la bomba y se conoce como la "cabeza neta de succión positiva requerida (NPSHr) o, a veces como el NPSH. De esta forma, la cabeza neta de succión positiva (NPSH) es la cabeza total en la tubería de succión de la bomba menos la presión de vapor del alimento líquido convertidos a la altura de columna de líquido. NPSH requerido es una función del diseño de la bomba y se determina sobre la base de una prueba real de la bomba por el vendedor. A medida que el líquido pasa de la succión de la bomba al impulsor, la velocidad aumenta y la presión disminuye. De igual forma, existen pérdidas de presión debidas al choque y turbulencia cuando el líquido golpea el impulsor. La fuerza centrífuga de los álabes del impulsor a futuro, aumenta aún más la velocidad y disminuye la presión del líquido. El NPSH requerido es la cabeza positiva requerida en pies o metros absolutos en la succión de la bomba para superar estas caídas de presión en la bomba y mantener la presión del líquido por encima de su presión de vapor. El NPSH es siempre positivo, y se expresa en términos de altura absoluta de la columna de líquido. El término "Neta" se refiere a la cabeza de presión real en la tubería de succión de la bomba y no a la altura de aspiración estática. El NPSH requerido varía con la velocidad y la capacidad de la bomba. El aumento de NPSH requerido lo mismo que el aumento de la capacidad está dado debido al incremento de la velocidad del líquido, y como en cualquier momento la velocidad de un líquido aumenta, la presión y la cabeza disminuyen. Las curvas del fabricante de la bomba normalmente proporcionan esta información. El NPSH es independiente de la densidad del fluido, como lo son todos los términos de la cabeza de la bomba. Es de anotar que la cabeza neta succión positiva requerida (NPSHr) es el número que aparece en la ficha técnica o el catálogo de la bomba, se da para agua a 20 °C y no para el líquido alimentario o una combinación de fluidos que está siendo bombeado. Cabeza neta de succión positiva disponible, NPSHa
NPSHr es una función del diseño de la bomba
NPSHr aumenta a medida que aumenta la capacidad de la bomba
NPSHa es una función del diseño del sistema

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Corresponde a la función del sistema en el cual la bomba está en operación. Es el exceso de presión del líquido en pies absolutos sobre su presión de vapor, es decir la presión que llega a la succión de la bomba, para asegurarse de que la bomba seleccionada no presente cavitación. Se calcula basado en el sistema o las condiciones del proceso. Cálculo del NPSHa La fórmula para calcular el NPSHa se indica a continuación:
NPSHa = hps + hs + hvps -hfs (19) Donde hps = Cabeza de presión; en este caso la presión barométrica de succión del recipiente hs = Cabeza de succión estática
hvps = Cabeza de presión Vapor
hfs = Cabeza de fricción Nota: 1. El peso específico del líquido es importante, para convertir todos los términos en unidades de "pies o metros absolutos". 2. Cualquier discusión sobre el NPSH o cavitación sólo concierne a la aspiración de la bomba. Casi siempre hay un apreciable valor de presión en la descarga de la bomba que evita la vaporización del fluido. NPSHa en pocas palabras En pocas palabras, NPSH disponible se define como: NPSHa = cabeza de Presión + cabeza estática - cabeza de presión de vapor del alimento líquido – pérdidas por Fricción en tuberías, válvulas y accesorios. El disponible siempre debe ser mayor que el NPSH requerido por la bomba para que funcione correctamente. Es una práctica normal tener por lo menos 0.8 a 1 metro de NPSH adicional disponible en la tubería de succión para evitar cualquier problema en el punto de trabajo. Potencia y eficiencia Potencia al freno (BHP)

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El trabajo realizado por una bomba es una función de la cabeza total y el peso del líquido bombeado en un período de tiempo determinado. La Potencia al freno (BHP) es la potencia real entregada al eje de la bomba. La Potencia de salida de la bomba o Potencia hidráulica (WHP) es la potencia entregada al líquido que se está bombeando. Estos dos términos están definidos por las siguientes fórmulas
BHP = Q + HT + Sp.Gr. (20) 3960 * Eff.
WHP = Q + HT + Sp.Gr. (21) 3960 Donde: 3960 se obtiene dividiendo el número de libras-pie por cada caballo fuerza (33.000) por el peso de un galón de agua (8,33 libras). Q = Capacidad en Galones/minuto HT = Cabeza Total diferencial Sp.Gr = Gravedad específica del líquido Eff = Eficiencia de la Bomba La BHP también se puede leer en las curvas de la bomba a cualquier valor de caudal. Las curvas de las bombas se establecen para una gravedad específica de 1.0. Las gravedades específicas de otros líquidos deberán ser tenidas en consideración a la hora de utilizar las curvas características de una bomba. La potencia al freno o potencia de entrada a una bomba es mayor que la potencia hidráulica o potencia de salida debido a las pérdidas mecánicas e hidráulicas en la bomba. Por lo tanto la eficiencia de la bomba es la relación entre estos dos valores.
Eficiencia de la Bomba (Eff) = WHP (22) BHP 3.2.1.4 Velocidad específica La Velocidad específica (Ns) Es un índice no dimensional que identifica la similitud geométrica de las bombas. Se utiliza para clasificar a los impulsores de la bomba en cuanto a su tipo y proporciones.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Las bombas con el mismo Ns pero de diferente tamaño se consideran geométricamente similares, siendo el tamaño de una bomba el factor de la otra. Cálculo de la velocidad específica La siguiente fórmula se utiliza para determinar la velocidad específica:
Ns = N * Q0.5 (23) H0.75 Donde: Q = Capacidad en el punto de mejor eficiencia a máximo diámetro del impulsor en Galones/minuto H = Cabeza para cada etapa diferencial a máximo diámetro del impulsor en metros N = Velocidad de la bomba en RPM (Revoluciones por minuto) La velocidad específica determina la forma general o clase de los impulsores. A medida que la velocidad aumenta, la relación entre el diámetro de salida del impulsor, D2, y la entrada o diámetro central del impulsor, D1, disminuye. Esta relación toma el valor de 1.0 para un impulsor de flujo axial Los impulsores de flujo radial desarrollan la Cabeza principalmente a través de la Fuerza centrífuga; bajo flujo y elevada cabeza de descarga. Las Bombas de alta velocidad específica desarrollan elevada cabeza en parte por la fuerza centrífuga y en parte por la fuerza axial. A mayor velocidad específica indica un diseño de bomba con más generación de cabeza debido más a las fuerzas axiales que por la influencia de las fuerzas centrífugas. Un flujo axial o bomba de hélice con una velocidad específica de 10.000 o más genera su cabeza exclusivamente a través de fuerzas axiales. 3.2.1.5 Las leyes de afinidad Las leyes de afinidad son expresiones matemáticas que definen los cambios en: La capacidad de la bomba, La cabeza, y La BHP, cuando se realiza un cambio en la velocidad de la bomba, o en el diámetro del impulsor, o en ambos parámetros. De acuerdo a las leyes de afinidad:
La Capacidad, Q cambia en proporción directa al diámetro del impulsor D, o a la velocidad N: Q2 = Q 1 x [D2/D1] (24) Q2 = Q1 x [N2/N 1] (25)
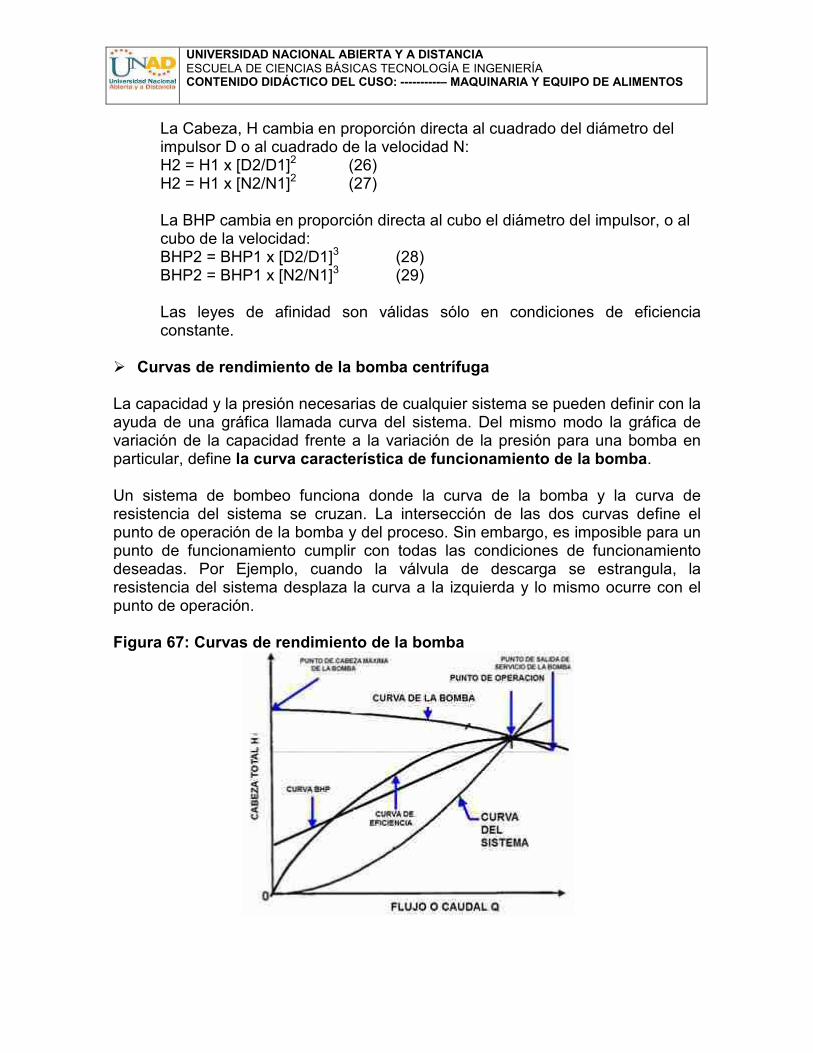
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La Cabeza, H cambia en proporción directa al cuadrado del diámetro del impulsor D o al cuadrado de la velocidad N: H2 = H1 x [D2/D1]2 (26) H2 = H1 x [N2/N1]2 (27) La BHP cambia en proporción directa al cubo el diámetro del impulsor, o al cubo de la velocidad: BHP2 = BHP1 x [D2/D1]3 (28) BHP2 = BHP1 x [N2/N1]3 (29) Las leyes de afinidad son válidas sólo en condiciones de eficiencia constante.
� Curvas de rendimiento de la bomba centrífuga La capacidad y la presión necesarias de cualquier sistema se pueden definir con la ayuda de una gráfica llamada curva del sistema. Del mismo modo la gráfica de variación de la capacidad frente a la variación de la presión para una bomba en particular, define la curva característica de funcionamiento de la bomba. Un sistema de bombeo funciona donde la curva de la bomba y la curva de resistencia del sistema se cruzan. La intersección de las dos curvas define el punto de operación de la bomba y del proceso. Sin embargo, es imposible para un punto de funcionamiento cumplir con todas las condiciones de funcionamiento deseadas. Por Ejemplo, cuando la válvula de descarga se estrangula, la resistencia del sistema desplaza la curva a la izquierda y lo mismo ocurre con el punto de operación. Figura 67: Curvas de rendimiento de la bomba

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- Bombas centrífugas: Conceptos Básicos de Operación, Mantenimiento y Solución de problemas
El manual de funcionamiento de una bomba centrífuga comienza a menudo con una declaración general, "La bomba centrífuga le dará servicio satisfactorio libre problemas sólo con la condición de que sea instalada y operada con el debido cuidado y sea mantenida apropiadamente". A pesar del cuidado en la operación y el mantenimiento, los ingenieros se enfrentan a menudo a la declaración "La bomba ha fallado, ya no se puede mantener en servicio", es decir la imposibilidad de entregar el caudal deseado y la altura de descarga es en realidad uno de los daños más comunes para tener una bomba fuera de servicio. Hay otras varias condiciones en las que una bomba, a pesar de no sufrir ninguna pérdida en el flujo o la altura de descarga, se considera que ha fallado y tiene que ser puesta fuera servicio tan pronto como sea posible. Estas incluyen problemas relacionados con el sello (fugas, pérdida de flujo), problemas relacionados con la bomba y los rodamientos del motor (fallas de lubricación, refrigeración, la contaminación de de aceite, ruidos anormales), fugas por la bomba, ruido muy alto y elevados niveles de vibración, o problemas relacionados con el sistema motriz (motor o turbina). La lista de fallas de la bomba antes mencionadas no es absoluta ni corresponde a condiciones mutuamente excluyentes. A menudo, la raíz de las causas de las fallas son la misma pero los síntomas son diferentes. Un poco de cuidado con los primeros síntomas del problema puede evitar fallos permanentes de las bombas. La tarea más importante en estas situaciones es determinar si la bomba ha fallado de forma mecánica o si hay alguna deficiencia de proceso, o ambos. Muchas veces, cuando las bombas se envían al taller, el personal de mantenimiento no encuentra nada malo al desmontarla. La decisión de poner la bomba fuera de servicio por mantenimiento/reparación debe hacerse después de un análisis detallado de los síntomas y la causa raíz de la falla de la bomba. Además, en caso de cualquier falla mecánica o deterioro físico interno de la bomba, el ingeniero de alimentos debe ser capaz de relacionar las fallas del proceso alimentario con los problemas de funcionamiento de la unidad. El Ingeniero de Alimentos que desee proteger las bombas del proceso alimentario de frecuentes daños debe desarrollar no sólo una buena comprensión del proceso, sino también un conocimiento profundo del funcionamiento de la bomba. La solución efectiva del problema requiere de la capacidad de observar los cambios en el rendimiento del equipo a través del tiempo, y en el caso de una

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
falla, la capacidad de investigar a fondo la causa de la falla y tomar medidas para evitar que el problema vuelva a ocurrir. Existen tres tipos de problemas encontrados en su mayoría con bombas centrífugas: • Errores de diseño • Mala prácticas operativas • Malas prácticas de mantenimiento 3.2.2 Mecanismo de trabajo de una bomba centrífuga Una bomba centrífuga es una de las más simples piezas de equipo de cualquier proceso de la planta de producción de alimentos. Su propósito es convertir la energía de un motor (un motor eléctrico o turbina) primero en energía de momento en cinética y luego en energía de presión del fluido que se está bombeado. Los cambios de energía se producen en virtud de las dos partes principales que componen la bomba: El impulsor y La voluta o difusor. El impulsor es la parte giratoria que convierte la energía de movimiento o momento en energía cinética. La voluta o difusor es la parte fija, que convierte la energía cinética en energía de presión. Nota: Todas las formas de energía que participan en un sistema de movimiento de líquidos se expresan en términos de altura en metros de la cabeza de bombeo del líquido. 3.2.3 Generación de la fuerza centrífuga y funcionamiento del equipo El Alimento o insumo líquido del proceso alimentario entra por la boquilla de succión a la parte central de un dispositivo giratorio conocido como un impulsor. Cuando el impulsor gira, el líquido acumulado en las cavidades entre las aspas del impulsor es lanzado de manera violenta hacia el exterior, suministrándole aceleración centrífuga debida al giro del impulsor sobre su eje a grandes velocidades. Como el líquido o insumo alimentario sale del centro del impulsor hacia la periferia se crea una zona de baja presión o succión haciendo que más líquido fluya hacia la entrada de la bomba. Debido a que las paletas del difusor tienen curvatura, el fluido es empujado en la dirección tangencial y posteriormente en dirección radial por la fuerza centrífuga que le imprime la bomba al alimento líquido.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Esta fuerza que actúa dentro de la bomba es la que mantiene el alimento líquido fluyendo dentro de toda la conducción conectada a la bomba en dirección de los demás equipos del proceso. En la Figura 68 se muestra en la sección transversal de una bomba centrífuga el movimiento del líquido. Figura 68 Trayectoria del flujo del líquido en el interior de una bomba centrífuga
3.2.4 Conversión de energía cinética en energía de presión El principio fundamental del funcionamiento de la Bomba centrífuga consiste en que el tipo energía generada por la fuerza centrífuga es la energía cinética. La cantidad de energía que recibe el líquido es proporcional a la velocidad en la punta externa de los alabes del impulsor Cuanto más rápido gira el impulsor o más grande es el impulsor, mayor será la velocidad del líquido en la punta del alabe y mayor energía impartida al líquido.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Esta energía cinética del líquido que sale de un impulsor o turbina se ve entorpecido por la acción de una resistencia al flujo. La primera resistencia es generada por la misma voluta de la bomba (carcasa) que lo frena en su interior. En la zona de impulsión, el líquido disminuye la velocidad y esta a su vez se convierte en presión sobre el líquido de acuerdo con el principio de conservación de Energía de Bernoulli. Por lo tanto, la cabeza (la presión en términos de altura de líquido) desarrollada es aproximadamente igual a la energía de velocidad en la periferia del impulsor expresada por la siguiente fórmula:
� = ��
�� (�)
Done H = Cabeza total desarrollada en metros V = velocidad en la periferia del impulsor en m/seg G= Aceleración de la gravedad 9.8 m/seg2 La cabeza también puede ser calculada a partir de las lecturas de los manómetros dispuestos en las líneas de aspiración y de descarga unidas a la bomba. Las curvas de flujo de las bombas relacionan el caudal y la presión (la cabeza) desarrollada por la bomba a diferentes tamaños de impulsor y velocidades de rotación. La operación de la bomba centrífuga debe ajustarse a las curvas de las bombas suministradas por el fabricante. Para leer y entender las curvas de las bombas, es muy importante desarrollar una comprensión clara de los términos utilizados en las curvas. Este tema se desarrollará más adelante. 3.2.5 Componentes generales de las bombas centrífugas Una bomba centrífuga tiene dos componentes principales: � Un componente giratorio compuesto por un impulsor y un eje � Un componente fijo compuesto por una carcasa, cubierta de la carcasa, y los
cojinetes. Los componentes, tanto fijos como rotativos, se muestran en la Figura 69
Un hecho que debe ser siempre recordado es: Una bomba no crea presión, sólo proporciona un flujo. La presión es tan sólo un indicativo de la cantidad de resistencia al flujo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 69: Componentes generales de la bomba centrífuga
Los componentes principales se discuten brevemente a continuación. La Figura 70 muestra estas piezas en una fotografía de una bomba centrífuga. Figura 70: Componentes generales de una bomba centrífuga

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.2.5.1 Componentes estacionarios 3.2.5.1.1 Cubiertas Las Cubiertas o carcasas son de dos tipos: Voluta y circular. Dentro de las cubiertas el impulsor es ajustado. • La cubierta tipo voluta: es construida para cabezas de descarga elevadas
Una cubierta tipo voluta es un espiral cuya área se incrementa hacia la zona de descarga como se muestra en la Figura 71 (ver boquilla de descarga), donde se observa como por la forma de la voluta, se reduce la velocidad del líquido incrementándose su presión. Figura 71: Corte transversal de una bomba que muestra la cubierta tipo voluta en su interior
Uno de los propósitos principales de la cubierta tipo voluta es ayudar a equilibrar la presión hidráulica sobre el eje de la bomba. Sin embargo, este balance debe ocurrir a la capacidad de bombeo recomendada por el fabricante. La operación de este tipo de bombas a menor capacidad de bombeo que la recomendada por el fabricante puede poner tensión lateral el eje de la bomba, incrementándose su desgaste y la rotura de los sellos y rodamientos y hasta el mismo eje de la bomba. Las cubiertas de voluta doble son utilizadas cuando a capacidad de bombeo reducida el empuje radial llega a ser significativo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
• Cubierta Tipo circular
Este tipo de carcasa tiene paletas fijas de difusión rodeando periféricamente al impulsor para convertir la Energía de velocidad en Energía de presión. Normalmente las paletas de difusión se aplican en las bombas de etapas múltiples. Se utiliza para bajas cabezas de descarga y alta capacidad. Pueden ser diseñadas como cubiertas sólidas o cubiertas de divididas � La cubierta sólida corresponde al diseño en el que la carcasa es entera,
incluyendo la boquilla de descarga la cual está toda contenida en una sola cubierta o pieza fabricada.
� La carcasa dividida implica dos o más partes que se unen entre sí. Cuando las partes están dividas por el plano horizontal, la cubierta se especifica como cubierta tipo dividida horizontalmente o cubierta dividida axialmente. Para el caso en el que la división de la cubierta es en el plano vertical en posición perpendicular a la rotación del eje, la cubierta recibe el nombre de dividida verticalmente o cubierta dividida radialmente. Este tipo de cubiertas requieren la utilización de anillos de desgaste que actúan como sello entre la cubierta y el impulsor; Ver Figura 72
Figura 72 Cubierta sólida

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.2.5.1.2 Boquillas de succión y de descarga
Las boquillas de succión y de descarga en esta clase de bombas forman parte integral de la cubierta misma. De acuerdo con su posición se presentan las siguientes configuraciones. � Aspiración axial/descarga superior Ver Figura 73. La boquilla de succión
está localizada concéntrica al eje de la bomba, mientras que la boquilla de descarga se encuentra en la parte superior de la cubierta, perpendicular al eje y descarga. Esta bomba por lo general tiene una menor NPSHr (Cabeza neta de succión positiva), debido a que el líquido se alimenta directamente sobre el centro del impulsor
Figura 73 Aspiración axial/descarga superior
� Aspiración superior/descarga superior Ver Figura 74 En este tipo de bomba, las boquillas de succión y descarga se encuentran en la parte superior de la cubierta, perpendicular al eje de la bomba.
Figura 74 Aspiración superior/descarga superior

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� boquillas Lateral de aspiración / boquillas Lateral de descarga: en este caso, Las boquillas de succión y descarga están situadas a los lados en posición perpendicular al eje
3.2.5.1.3 Cámara de sello y/o Caja de empaquetadura Se encuentra ubicada en un compartimento, ya sea integral o separada de la cubierta de la bomba en la región comprendida entre el eje y la cubierta, corresponden a los sistemas de sellado y estanqueidad del líquido que se está bombeando, para evitar fugas y pérdidas a través del eje de la bomba. Cuando el sello se consigue mediante un sello mecánico, la cámara se conoce comúnmente como una cámara de sellado. Cuando el cierre se logra por medio de empaque, a la cámara se le denomina como Prensaestopas. En el sistema ocurre que, cuando la presión en la parte inferior de la cámara es inferior a la presión atmosférica, este impide la entrada de aire a la bomba. Cuando la presión es superior a la atmosférica, el sistema evita fugas de líquido desde la bomba. Normalmente, las cámaras de sellado y los prensaestopas también están provistos de refrigeración o sistemas adecuados para el control de la temperatura Ver Figura 75, en la que se muestra un sello montado en el exterior de la cámara de la bomba y sus partes. Figura 75, Sello montado en el exterior de la cámara de la bomba y sus partes

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Buje del sello: es una parte muy importante de la cámara del sello o del prensaestopas. esta pieza le da el ajuste deseado al sello mecánico en su parte central se aloja la camisa del eje. Su función operativa es la de permitir la refrigeración, el drenaje y ventilación del eje de la Bomba
� Dispositivo de circulación interna se refiere a un dispositivo situado en la
cámara del sello, cuya función consiste en hacer circular el líquido a través de una junta de la cámara fría o barrera y el tanque de regulación de fluidos.
� Sello mecánico
3.2.5.2 Componentes de rotación 3.2.5.2 1 Impulsor El impulsor es la parte principal de rotación que proporciona la aceleración centrífuga al fluido. Se clasifican de muchas maneras. • Basado en la dirección principal de flujo en referencia al eje de rotación
- De lujo radial - De flujo axial - De flujo mixto
Figura 76: Tipos de Impulsor
• Basado en el tipo de aspiración - Una sola aspiración: la entrada de líquido en un lado.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- Doble aspiración: la entrada de líquido al impulsor simétricamente a ambos lados.
• Basado En la construcción mecánica Ver Figura 76 - Cerrado: envuelto en paredes laterales encerrando las paletas impulsoras. - Abierto: No envuelto en paredes laterales para encerrar las paletas. - Semiabierto o tipo vortex.
Los Impulsores cerrados requieren anillos de desgaste los cuales requieren de mantenimiento. Los Impulsores abiertos y semiabiertos son menos propensos a obstruirse, pero requieren ajuste manual de la voluta o la placa posterior para dar el impulso apropiado y evitar la recirculación interna del fluido a bombear. Los Impulsores tipo Vortex son ideales para materiales líquidos con contenidos en sólidos y "fibrosos", pero son hasta un 50% menos eficientes que los diseños convencionales. � El número de impulsores determina el número de etapas de la bomba. Una
bomba de una sola etapa tiene un impulsor y es eficiente para bajas cabezas de descarga
� Una bomba de dos etapas con dos impulsores en serie es ideal para un valor medio de cabeza de descarga.
� Una bomba de multietapa tiene tres o más impulsores en serie y son muy útiles en altos valores de cabeza de descarga.
Anillos de desgaste: proporciona un sistema de unión renovable económico y fácil de cambiar para evitar las filtraciones entre el impulsor y la carcasa. Su desajuste puede llegar a ser tan grande que la eficiencia de la bomba disminuye demasiado produciendo serios problemas de vibración y calor 3.2.5.2 2 Eje El propósito básico del eje de la bomba centrífuga es la de transmitir el torque necesario cuando la bomba arranca y durante la operación de la misma; sirve de soporte al impulsor y otras piezas giratorias. Este trabajo lo debe hacer con una desviación menor que la tolerancia entre las partes giratorias y estacionarias. 3.2.4.2 3 Juntas de acople Elementos ubicados perpendicularmente al eje que unen el sistema motriz a la bomba y que pueden amortiguar el torque que se transmite al impulsor.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Se clasifican en dos grupos: rígidas y flexibles. Las juntas de acople rígidas se utilizan en aplicaciones donde no hay absolutamente ninguna posibilidad ni espacio para cualquier desalineación entre bomba y motor.
� Los acoplamientos flexibles son más propensos a errores a la selección,
instalación y mantenimiento del conjunto motor bomba. � Los acoplamientos flexibles se dividen en dos grupos básicos:
elastoméricos y no-elastómeros. Los acoplamientos elastoméricos utilizan juntas en materiales en caucho o polímero para asegurar la flexibilidad requerida.
� Los acoplamientos no elastoméricos utilizan juntas metálicas para obtener flexibilidad. Estas pueden ser de dos tipos: lubricados o no lubricadas. Los lubricados son propensos a desalineación la acción de deslizamiento de sus componentes, de ahí la necesidad de lubricación. Los diseños no lubricados acomodan su desalineación a través de la flexión de los mismos.
3.2.5.2 4 Componentes auxiliares Por lo general se incluyen en los sistemas de bombeo los siguientes servicios: � Lavado, refrigeración y sistemas de enfriamiento del sello � Drenaje y venteo del sello � Lubricación, y sistemas de refrigeración de los rodamientos � Sistemas de refrigeración o calefacción de la cámara de sello o la caja de
empaquetadura, � Sistemas de refrigeración para la bomba tipo pedestal Los sistemas auxiliares de bombeo incluyen tubos, tuberías, válvulas de cierre, válvulas de control, válvulas alivio, medidores de temperatura y termopares, medidores de presión, indicadores de flujo, medidores de orificio, rejillas de ventilación y deHgües. Requisitos básicos para un funcionamiento sin problemas de Bombas centrífugas El primer requisito es la no cavitación de la bomba El segundo requisito es que un mínimo flujo continuo debe ser siempre mantenido durante la operación de la bomba 3.3 LECCIÓN 23 BOMBAS DE PISTON Las bombas de pistones están formadas por un conjunto de pequeños pistones que van subiendo y bajando de forma alternativa de un modo parecido a los pistones de un motor a partir de un movimiento rotativo del eje.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 78 Bomba de pistones
Estas bombas disponen de varios conjuntos pistón-cilindro de tal forma que mientras unos pistones están aspirando liquido, otros lo están impulsando, consiguiendo así un flujo menos pulsante; siendo más continuo cuantos más pistones haya en la bomba; el liquido pasa al interior del cilindro en su carrera de expansión y posteriormente es expulsado en su carrera de compresión, produciéndose así el caudal. La eficiencia de las bombas de pistones es, en general, mayor que cualquier otro tipo, venciendo, generalmente, presiones de trabajo más elevadas que las bombas de engranajes o de paletas. Las tolerancias muy ajustadas de estas bombas las hacen muy sensibles a la contaminación del líquido. 3.3.1 Clasificación de las Bombas de pistones Una clasificación genérica se presenta el siguiente esquema:
BOMBAS DE PISTONES
Bombas de pistones en línea CAUDAL FIJO ÚNICAMENTE
Bombas de pistones axiales. Bombas de pistones radiales.
CAUDAL FIJO VARIABLE
Según la disposición de los pistones con relación al eje que los acciona, estas bombas pueden clasificarse en tres tipos:

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 79 Piezas internas de una Bomba de pistones
� Axiales: los pistones son paralelos entre si y también paralelos al eje. � Radiales: los pistones son perpendiculares al eje, en forma de radios. � Transversales: los pistones, perpendiculares al eje, son accionados por bielas. De todos estos tipos los que se utilizan fundamentalmente en maquinaria actualmente son las primeras de pistones axiales, por esta razón nos vamos a referir a este tipo de bombas y descartaremos los demás tipos. A pesar de la variedad señalada, los altos niveles de presión operativa (hasta 700 kg/cm2) dan características de materiales, aleaciones, y tolerancias comunes a todas ellas En este tipo de bombas, existen dos clases fundamentales: de caudal fijo y de caudal variable. Estas últimas serán analizadas más adelante. El número de R.P.M. máximo así como la anchura máxima "B" del rotor, está limitado por la cantidad de material alimentario viscoso. De donde surge que el caudal de la bomba no puede ser aumentado. Caudal Teórico: Es el caudal que de acuerdo al diseño, debiera entregar la bomba (caudal Ideal)
QT = C * N (31)

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Donde: C = Cilindrada (cm3/rev) N = Rpm (1/rev) 3.3.2 Bombas de pistones axiales. En este tipo de bombas, los pistones están colocados dentro de un tambor de cilindros, y se desplazan axialmente, es decir, paralelamente al eje. Los pistones disponen de un "pie" o apoyo que se desliza sobre un plato inclinado. Estas bombas utilizan válvulas de retención o placas de distribución para dirigir el caudal desde la aspiración hasta la impulsión. Como el plano de rotación de los pistones está en ángulo con el plano de la placa de válvulas, la distancia entre cualquiera de los pistones y la placa de válvulas cambia constantemente durante la rotación. Individualmente cada pistón se separa de la placa de válvulas durante media revolución, y se acerca a ésta durante la otra media revolución. Figura 80 Bomba de tipo axial
La placa de válvulas tiene los orificios dispuestos de forma tal que la aspiración está abierta a los orificios de los cilindros en la zona de la revolución en que éstos se separan de la placa. Su orificio de salida está encarado a los orificios de los pistones en la zona del giro en la que los pistones se acercan a la placa de válvulas. Así, durante el giro de la bomba los pistones succionan fluido hacia el interior de los cilindros y, posteriormente, lo expulsan por la cámara de salida.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Existen dos tipos básicos, en uno el barrilete y los pistones son estáticos, mientras que el plato inclinado es el que gira accionado por el eje, en el otro el plato inclinado se mantiene fijo y son el barrilete y los pistones los que giran accionados por el eje. En ambos casos el principio del funcionamiento es el mismo. También, y en función de su construcción, estas bombas se pueden clasificar en dos grupos: en línea y en ángulo, según la posición del eje del barrilete con relación al del plato. Así mismo hay dos formas típicas de mantener los pistones en contacto con el plato durante la aspiración, la menos usada consiste en el empleo de muelles situados en el interior del tambor y que fuerzan el pistón contra el plato, otra forma es mediante el empleo de un plato que sujeta los pies de los pistones. Para evitar el contacto metal-metal entre el pie de los pistones y el plato inclinado, se utiliza una pequeña presión hidráulica para mantener una distancia entre ambas piezas. Esta presión se transmite por el interior del pistón hasta la cabeza del mismo, y de allí al interior del pie, que está mecanizado para alojar una pequeña cantidad de líquido. La carrera de los pistones será proporcional al ángulo de inclinación del plato con respecto al barrilete, y la cilindrada de la bomba variará en función de esta carrera y del número y tamaño de los pistones. Una bomba de pistón es una bomba hidráulica que genera el movimiento en el mismo mediante el movimiento de un pistón. Las bombas de pistones son del tipo bombas volumétricas, y se emplean para el movimiento de fluidos a alta presión o fluidos de elevadas viscosidades o densidades. Cada movimiento del pistón desaloja, en cada movimiento un mismo volumen de fluido, que equivale al volumen ocupado por el pistón durante la carrera del mismo. El pistón de la bomba se desplaza de arriba hacia abajo o de atrás hacia adelante para colocar el alimento líquido dentro del cilindro. Cuando el pistón es conducido en una dirección, el alimento líquido llena la cámara que está detrás de él. El alimento líquido es forzado dentro del sistema cuando el pistón se desplaza en dirección contraria. El flujo del alimento líquido hacia dentro y hacia afuera de la cámara es controlado por válvulas. La altura máxima de aspiración de este tipo de bomba es de aproximadamente 7 metros de profundidad. La capacidad de la bomba depende del tamaño del cilindro y de las brazadas por minuto.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La presión que puede producir la misma está dada por la resistencia mecánica del equipo de bombeo o la potencia del motor. • Ventajas
� La ventaja de este tipo de bomba es que la misma permite la aspiración de pequeñas cantidades de sólidos.
� También permite su montaje sobre tuberías de pequeño diámetro. � Otra ventaja muy importante es su capacidad de operación manual.
• Desventajas
� Las desventajas son su bajo rendimiento, � Su descarga pulsátil y
Pueden aparecer ruidos y vibraciones. Figura 81 Partes de una bomba de pistones axial
1. Tapa de válvula - Permite acceso fácil a la válvula de chequeo sin remover las mangueras. Fácil para servicio.
2. Cilindro de fuera de borda - Embalaje de pistón puede ser inspeccionado o remplazado sin remover las mangueras.
3. Sellos de carcasa - Están cubiertos en una cavidad grasosa para evitar la contaminación.
4. Válvula de cheque- Sello anillado

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
5. Sellos de rodamientos de pistón universal- Tres empaquetados de extremos en "V" diseños dinámicos, palanca primaria en "V" empaquetada y palanca secundaria de sellos anillados trabaja en unísono para ofrecer protección múltiple entre el extremo mojado y la palanca.
6. Carcasas estándar- Los cigüeñales estándares solos y dobles de la bomba del pistón son universales en la línea de Múltiples comunes o Independientes
Figura 82 Bomba de pistón para transporte de uva.
Caracterizada por contener; un cilindro de bombeo (12) de eje vertical en cuyo interior se desplaza un pistón (16), con movimiento lineal alternativo, - un cuerpo de válvulas (1) provisto de una válvula de entrada (2) y una válvula de salida (3), así como de una tapa de registró (4) en posición inclinada, - un cuerpo de entrada (7) acoplado a un orificio de entrada (6) realizado en el cuerpo de válvulas (1), susceptible de ser obturado por la válvula de entrada (2), - un cuerpo de salida (9) acoplado a un orificio de salida (8) realizado en el cuerpo de válvulas (1), susceptible de ser obturado por la válvula de salida (3), provisto de una botella de expansión (10), - medios de accionamiento para transmitir un movimiento lineal alternativo al pistón (16) Los citados medios de accionamiento están constituidos por un cilindro hidráulico (15) equipado con fines de carrera (25), que recibe aceite a presión proveniente de un depósito de aceite (17) a través de una canalización de mando superior (21) o de una canalización de mando inferior (22), alternativamente, en función de la posición de un distribuidor (20) ella misma determinada por la posición de los fines de carrera 25 citados.
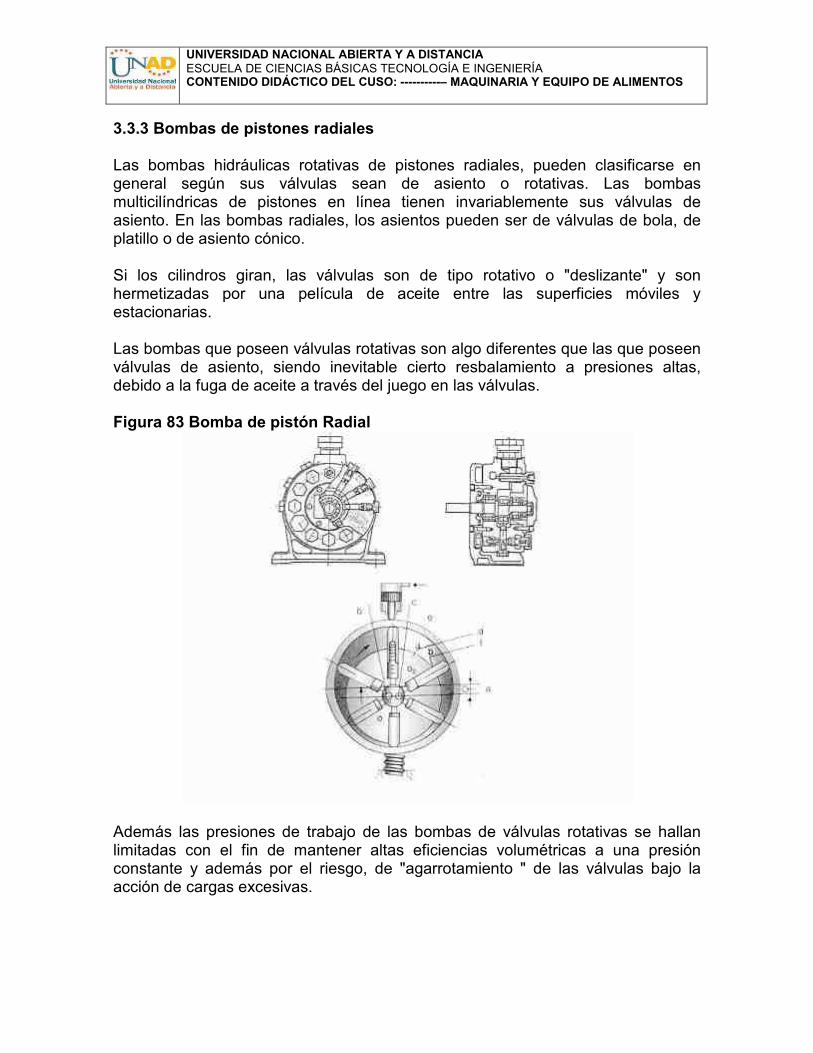
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.3.3 Bombas de pistones radiales Las bombas hidráulicas rotativas de pistones radiales, pueden clasificarse en general según sus válvulas sean de asiento o rotativas. Las bombas multicilíndricas de pistones en línea tienen invariablemente sus válvulas de asiento. En las bombas radiales, los asientos pueden ser de válvulas de bola, de platillo o de asiento cónico. Si los cilindros giran, las válvulas son de tipo rotativo o "deslizante" y son hermetizadas por una película de aceite entre las superficies móviles y estacionarias. Las bombas que poseen válvulas rotativas son algo diferentes que las que poseen válvulas de asiento, siendo inevitable cierto resbalamiento a presiones altas, debido a la fuga de aceite a través del juego en las válvulas. Figura 83 Bomba de pistón Radial
Además las presiones de trabajo de las bombas de válvulas rotativas se hallan limitadas con el fin de mantener altas eficiencias volumétricas a una presión constante y además por el riesgo, de "agarrotamiento " de las válvulas bajo la acción de cargas excesivas.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Por tal razón las bombas de muy alta presión tienen válvulas de asiento, por lo que sus pistones no giran, y esta es la disposición clásica de las bombas de caudal fijo, o sea, de suministro constante. Las bombas alternativas de descarga constante comprenden tipos de pistones radiales con cilindros estacionarios. Figura 84 Bombas rotativas de pistones axiales
El mecanismo de bombeo de la bomba de pistones radiales consiste en un barril de cilindros, pistones, un anillo y una válvula de bloqueo. La posición del barril de cilindros que aloja los pistones es excéntrica con respecto a la ubicación del anillo. Conforme el barril de cilindros gira, se forma un volumen creciente dentro del barril durante la mitad de la revolución, en la otra mitad, se forma un volumen decreciente. El fluido entra y sale de la bomba a través de la válvula de bloqueo que está en el centro de la bomba. Con las bombas de alta velocidad, de pistones radiales con válvulas de asiento, se obtienen eficiencias volumétricas sumamente altas, a valores de un 98%. Por lo general cada cilindro o cualquier otra cámara en la bomba es pequeño en relación al bloque de acero que la rodea, y los pistones están tan pulidos que se adaptan: a los cilindros sin necesidad de empaquetadura alguna.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Naturalmente que en esta juega un rol fundamental la viscosidad del aceite por lo que en los sistemas hidráulicos que emplean este tipo de bombas la temperatura del sistema debe estar siempre lo más baja y constante posible. La descarga de cada cilindro adopta la forma de pequeñas pulsaciones de muy alta frecuencia 3.3.4 Operación de las Bombas de pistones El mecanismo básico de estos dispositivos es siempre una placa matriz circular rotando oblicuamente en un eje. Al girar el eje, comunica un movimiento circular al bloque de cilindros. Este movimiento en conjunto con la inclinación de la placa, determina que el pistón desarrolle internamente en el cilindro un movimiento alternativo que permite el desarrollo de los procesos de aspiración y descarga. Este grupo de pistones giratorio se instala en el eje de entrada y es impulsado por el motor. En la primera parte del proceso, los pistones se retraen provocando un aumento de volumen y una disminución de la presión con lo que se genera la aspiración. En la segunda etapa, los pistones comienzan a entrar y con esto se disminuye el volumen y como consecuencia se produce la descarga. Si fuera posible variar la inclinación de la placa, la bomba será de caudal variable. Las correderas del pistón pivotean y se deslizan por una arandela endurecida llamada arandela de empuje. La arandela de empuje se sitúa en el plato distribuidor. Éste pivotea sobre dos pasadores de soporte y controla la salida de la bomba. Cuando el operador mueve el pedal de control de tracción para aumentar la velocidad de desplazamiento, el ángulo del plato distribuidor se acentúa. A medida que gira el grupo de pistones, estos se mueven hacia adentro y hacia fuera de sus orificios y bombean el aceite. La cantidad de aceite bombeada es controlada por el ángulo del plato distribuidor. Figura 85 Plato distribuidor de la Bomba de pistones

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Mientras el plato distribuidor se mantenga en posición neutral, no se bombeará aceite. Cuando el operador mueve el pedal de control de tracción, aumenta el ángulo del plato distribuidor, lo que a su vez aumenta la carrera del pistón. Cuando la carrera del pistón aumenta, la cantidad de aceite bombeado aumenta y la velocidad de desplazamiento cambia. 3.3.6 Comparación entre las bombas de pistón radial y axial La bomba hidráulica de alta presión es posiblemente la única aplicación donde el dispositivo se ha empleado con éxito y tanto es así , que actualmente existe la definida tendencia de utilizar más y más este tipo de bomba en todas las utilizaciones industriales, desplazando a las bombas de pistones radiales o en "estrella" a pesar de ser más robustas simples y durables, y ello muy posiblemente sea debido a la influencia de la técnica hidráulica aeronáutica ya en la aviación la cuestión peso es de vital importancia y este tipo de bomba es la que asegura mayor potencia por kilogramo de peso, Pero aparte de esta razón las bombas con placa motriz circular oscilante de cilindros axiales ( paralelos al eje de la bomba) tiene tres ventajas fundamentales respecto a las bambas de pistones radicales . a) Los cilindros se hallan muy cerca respecto del eje central de giro, por lo cual: la fuerza centrífuga sobre los pistones es considerablemente menor. b) El mecanismo que se encarga de producir el movimiento alternativo de los pistones es más rígido. Por esta razón los golpes de ariete que se presentan en estas bombas son mucho menores ya que los pistones pasan del tiempo de aspiración al de presión y viceversa, de una manera más suave, condicionando un menor nivel de ruido. c) La utilización de bombas de cilindros axiales permite el empleo de válvulas deslizantes rotativas planas mientras que en las bombas de pistones radiales las válvulas rotativas deslizantes son cilíndricas. En las primeras se permiten presiones tan: altas como 35 atm mientras que con las segundas no es posible para tener buenos rendimientos hidráulicos - pasar más allá de los 210 atm.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.3.5 Consideraciones de inspección y puesta en marcha de las bombas a pistones a) Antes de poner en marcha la bomba: • Controlar la libertad de movimiento de las partes internas haciendo girar el eje
con la mano. No poner en marcha cuando hay evidencias de que existe algo que frene el libre giro.
• Si la bomba es nueva o reconstruida tener la certeza de que este armada con propiedad. Controlar cuidadosamente el sentido de los giros, el eje de alineamiento, el valor de la presión de la válvula de alivio y el nivel de aceite.
b) Puesta en marcha de la bomba.
• Poner en marcha la bomba, mediante impulsos cortos de corriente al motor en una rápida sucesión de tal forma que la velocidad normal de giro sea alcanzada paulatinamente. Esto permite a la bomba su cebado interno, mientras la velocidad llega a su nivel normal, esta velocidad no debe ser mucho menor de la mínima recomendada, ya que es necesario la fuerza centrífuga adecuada para hacer salir las paletas y ponerlas en contacto con la pistas.
• Si la bomba es nueva o reacondicionada debe ser puesta en marcha bajo condiciones desde el primer momento de tal forma que exista una contrapresión que asegure la lubricación interna. Una vez que la bomba arranca no deben ser tenidas en cuenta las condiciones de presión anotadas.
Imperan para este caso las condiciones generales que hemos expuesto para las bombas de paletas, sin embargo en razón de las estrictas tolerancias constructivas y la complejidad de algunos modelos son limitadas las reparaciones que pueden intentarse dentro de las plantas industriales debiéndose recurrir en la mayoría de los casos al reemplazo de los conjuntos rotor o barrilete y pistones. � Inversión del sentido de giro El sentido de giro de las bombas de pistones axiales y radiales puede ser invertido solo en los modelos de plato matriz y/o de distribución por vástago central, siempre ateniéndose en las instrucciones del fabricante. Las bombas de distribuidor por placa rozante y/o las de tambor a barrilete giratorio no pueden invertir su sentido de giro en cuyo caso deben ser solicitadas al fabricante para un determinado sentido.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.4 LECCIÓN 24 BOMBAS DE DIAFRAGMA Las bombas de diafragma utilizan un diseño de desplazamiento positivo en lugar de la fuerza centrífuga para mover el agua a través de la carcasa. Esto significa que la bomba va a suministrar una cantidad específica de flujo por el golpe, revolución o ciclo. Versiones con motor son comunes y suelen utilizar eje de transmisión y a su vez una barra de desplazamiento de conexión que se acopla a un diafragma flexible. La barra de conexión alternativa expande y contrae el diafragma a un ritmo de 60 ciclos por minuto (RPM). Figura 86 Bomba de Diafragma
Por lo tanto se crea un vacío dentro de la carcasa de la bomba cada vez que se eleva el diafragma Ver Figura 86, la válvula de entrada se abre lo mismo que los sellos de la válvula de descarga permitiendo que el fluido alimentario entre en la bomba. Cuando en el diafragma se reduce la presión resultante de los sellos de entrada, se abre la válvula de salida de purga de la carcasa de la bomba permitiendo la salida del fluido bombeado.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
A diferencia de los diseños en la bomba centrífuga, el desplazamiento del fluido dentro de la carcasa es positivo y no se produce recirculación. Las bombas de diafragma se conocen comúnmente como los cerdos de barro, ó los retoños de barro. Sus nombres reflejan su popularidad para su uso en aplicaciones donde la poca profundidad del agua y lodo hacen el trabajo de las bombas centrífugas ineficaz. Una bomba de diafragma ofrece la tasa y la cabeza de descarga más baja en comparación con cualquier otro tipo de bomba. El tipo de bomba de diafragma más popular es el de 2 y 3 pulgadas de diámetro de salida con un flujo en el rango de 50 a 85 GPM. Tienen la capacidad de manejar el aire sin perder su mejor eficiencia y el manejo de agua con un contenido de sólidos superior al 25% en volumen. � Aplicaciones: en la filtración lenta se dan los usos más comunes de las bombas
de diafragma. Estas condiciones se dan en cualquier zanja o excavación donde el agua subterránea se filtra poco a poco en el lugar de trabajo y en áreas con niveles freáticos altos. En este tipo de ámbitos, las bombas centrífugas son incapaces de realizar su trabajo con eficacia debido a que sus volúmenes de descarga combinados con bajos niveles de agua harían que este tipo de bombas perdieran rápidamente su eficiencia de manera significativa.
� Otra ventaja del diseño es que con las bombas de diafragma no se corre el
riesgo de daño si trabaja durante largos períodos de tiempo. Puesto que no hay impulsor o voluta; las únicas piezas de desgaste son la varilla de conexión junto con las Válvulas (entrada y salida) y el diafragma.
En esta bomba, el diafragma es desplazado hacia atrás hidráulicamente y rápidamente regresa hacia adelante. La cavidad en el otro lado de la membrana está conectada a dos válvulas de retención que operan en oposición. Cuando el diafragma se mueve hacia atrás, el fluido es pasado a través de una válvula de retención en la cavidad trasera y cuando el diafragma se mueve hacia delante el fluido sale por la otra válvula de retención de la bomba. El movimiento del diafragma es relativamente pequeño y, por lo tanto, se puede operar a altas frecuencias; cualquier ruido de la bomba puede ser removido por medios electrónicos. Esto reduce el ruido de alta frecuencia en el detector, sin embargo, no lo elimina completamente.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.5 LECCIÓN 25 BOMBAS DE LOBULOS Esta bomba funciona siguiendo el principio de la bomba de engranajes de dientes externos, es decir, ambos elementos giran en sentidos opuestos, con lo que se logra aumentar el volumen y disminuir la presión y por ello conseguir la aspiración del fluido. Los lóbulos son considerablemente más grandes que los dientes de las bombas de engranajes, pero hay solamente dos o tres lóbulos en cada rotor. Una bomba de tres lóbulos se ilustra en la Figura 87. Donde se observa que al girar los dos elementos, uno es impulsado directamente por la fuente de energía, y el otro a través de engranajes de sincronización. Mientras que los elementos giran, el líquido queda atrapado entre dos lóbulos de cada rotor y las paredes del compartimiento de la bomba, y se transporta del lado de succión al lado de descarga de la bomba. A medida que el líquido sale del compartimiento de succión, la presión en el compartimiento baja, y más líquido adicional es forzado a desplazarse hacia el compartimiento desde el depósito. Los lóbulos se construyen de manera que producen un sello continuo en los puntos donde éstos se interceptan en el centro de la bomba. Los lóbulos de la bomba ilustrada en la Figura 87 están provistos de pequeñas paletas en su borde externo, a fin de mejorar la hermeticidad de la bomba. Aunque estas paletas se sostengan mecánicamente en sus ranuras, están, hasta cierto punto, libres de moverse hacia fuera. La fuerza centrífuga mantiene las paletas ligeramente apretadas contra el compartimiento y los otros elementos giratorios. Figura 87: Bomba de lóbulos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Por la forma constructiva de los engranajes el caudal desplazado puede ser mayor. Se genera una sola zona de presión, por lo cual esta bomba constituye una del tipo desequilibrada, y al no podérsele variar la cilindrada, se dice entonces que la bomba es de caudal constante 3.6 LECCIÓN 26 BOMBAS PERISTALTICAS Este tipo de bombas imitan el principio de digestión humana conocido como movimiento “peristáltico”, el cual consistente en la contracción y sucesiva relajación de un músculo alrededor del esófago que mueve su contenido alimentario desde la boca hasta el estómago o lo que ocurre con el viaje del bolo alimenticio por los intestinos grueso y delgado. Para el caso de la bomba, un tubo flexible es aplastado continuamente por rodillos colocados adecuadamente dentro de una cubierta. Entre un paso y el otro del rodillo impulsor, el tubo recupera su diámetro original generando un vacío para transportar el producto a bombear. El mecanismo más común cuenta con dos o tres rodillos que giran en un compartimiento circular comprimiendo en forma progresiva una manguera especial flexible. Figura 88 Bomba peristáltica de tres rodillos.
En esta figura se observa que en ningún momento de las fases 1 al 6 los rodillos dejan de presionar la manguera en al menos un punto. Esto es importante ya que si en algún momento los rodillos dejan de presionar el conducto, el líquido podría retroceder. El sentido de rotación del motor determina la dirección del flujo del contenido.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los rodillos están unidos con el eje del motor a través de algún mecanismo, de manera que al girar el mismo, estos presionan la manguera en forma progresiva y hacen avanzar el contenido dentro de la misma. En este sistema el contenido que está siendo bombeado nunca está en contacto con el mecanismo, sólo con el interior del conducto. La velocidad del bombeo puede ser tan lento como lo requiere el proceso. 3.6.1 Cojinetes de plástico en las bombas peristálticas Existen diferentes tipos de rodillos que son utilizados en las bombas peristálticas y ofrecen grandes ventajas, entre las que se destacan: Cojinetes de plástico con bolitas de vidrio, en lugar de pequeños rodillos. Esto reduce la pulsación, fricción y tensión mecánica en la manguera, produciendo una mejor eficiencia. Los cojinetes de plástico se deslizan suavemente sobre la manguera. No es necesario usar abrazaderas para sujetar la manguera y evitar que se mueva. De esta manera se alarga notablemente la vida útil de la manguera. Una palanca descentrada sujetada por resortes de material anticorrosivo efectúa una presión suave y gradual sobre la manguera. De esta manera se aplica sólo la mínima presión necesaria, garantizando el buen funcionamiento de la bomba sin deformar excesivamente la manguera. Figura 89 Cojinetes de plástico Bomba peristáltica
3.6.2 Capacidad de la bomba peristáltica El volumen de contenido desplazado por la bomba en cada vuelta, dependerá del diámetro interior del conducto utilizado y de la compresión del mismo por los rodillos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
A medida que se desgasta la manguera y pierda su flexibilidad, se deberá recalcular el volumen desplazado por la bomba. El tiempo en el que ocurra ese desgaste dependerá del material utilizado para el conducto y el espesor de las paredes del mismo. 3.6.3 Ajuste del caudal para las bombas peristálticas de laboratorio El caudal del líquido transportado por la bomba depende del diámetro interno de la manguera y de la velocidad de la bomba. Las bombas peristálticas cuentan siempre con el diámetro de manguera hecho a la medida, un ejemplo: Para mangueras con un diámetro interno comprendido entre 0.5 a 4 mm y con un espesor de pared de aproximadamente 1 mm; se obtuvieron mejores resultados con mangueras de silicona o materiales con elasticidad similar. Los botones de control de la velocidad permiten seleccionar la velocidad de rotación. La dirección de rotación puede ser seleccionada con el selector correspondiente. 3.7 LECCIÓN 27 BOMBAS DE TORNILLO Constan efectivamente de un tornillo tipo sinfín colocado en el interior de la carcasa de la bomba, que descansa en sus extremos sobre rodamientos. A pesar de ser baja en eficiencia y costosa, la bomba de tornillo es conveniente para las altas presiones (3000 psi), y entrega fluido con poco ruido o pulsación de presión. 3.7.1 Generalidades La línea de suministro está conectada en el centro de la cubierta de la bomba en algunas bombas (Figura 89 vista B). El líquido entra en el puerto de succión de la bomba, que se abre en compartimientos en los extremos del montaje del tornillo. Cuando los tornillos giran, el líquido fluye entre los filetes de la rosca en cada extremo del conjunto. Los filetes de rosca arrastran el líquido dentro de la cubierta del centro de la bomba hacia al puerto de descarga. Las bombas de tornillo están disponibles en variados diseños; sin embargo, todas funcionan de una manera similar. En una bomba de tornillo del tipo rotativo de desplazamiento fijo (parte A en la Figura 89), el líquido se impulsa axialmente en forma constante y uniforme mediante la acción de sólo tres partes móviles, un rotor motriz y dos rotores locos arrastrados por el primero. El rotor motriz es el único elemento impulsor, que se extiende fuera de la cubierta de la bomba para las conexiones de potencia a un motor eléctrico. Los rotores

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
locos giran libres y son arrastrados por el rotor motriz mediante la acción de los filetes de rosca que endientan entre sí. Figura 89 Bomba de Tornillo
3.7.2 Principio de operación El líquido bombeado entre los filetes de rosca helicoidales del rotor motriz y los rotores locos proporciona una película protectora para prevenir el contacto metal con metal. Los rotores locos no realizan ningún trabajo; por lo tanto, no necesitan ser conectados por engranajes para transmitir potencia. Los espacios intersticiales formados por el endentado entre los rotores dentro de la caja de la cubierta contienen el líquido que es bombeado. Mientras que los rotores dan vuelta, estos espacios se mueven axialmente, proporcionando un flujo continuo. El funcionamiento eficaz se basa en los factores siguientes: - La acción de giro obtenida con el diseño de filetes de rosca de los rotores es
responsable de la estabilidad misma de operación de la bomba.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- La carga simétrica de presión alrededor del rotor motriz elimina la necesidad de cojinetes radiales porque no hay cargas radiales.
- El cojinete de bolas tipo cartucho en la bomba posiciona al rotor motriz para la operación apropiada de sellado.
- Las cargas axiales en los rotores creados por la presión de descarga son hidráulicamente equilibradas.
La clave del funcionamiento de la bomba de tornillo es la operación de los rotores locos en sus soportes de la cubierta. Los rotores locos generan una película hidrodinámica para apoyarse en sus soportes como los cojinetes lisos. Puesto que esta película es autogenerada, la misma depende de tres características de funcionamiento de la bomba - velocidad, presión de descarga, y la viscosidad del fluido. La fuerza de la película es aumentada incrementando la velocidad de funcionamiento, disminuyendo la presión, o aumentando la viscosidad del fluido. Esta es la razón por la cual las capacidades de funcionamiento de la bomba de tornillo se basan en velocidad de la bomba, la presión de descarga, y la viscosidad del fluido. 3.8 LECCIÓN 28 BOMBAS DE PIÑONES O ENGRANAJES Corresponde al tipo de bomba rotacional de acción positiva de mayor uso en la industria de alimentos; contiene dos ruedas dentadas dentro de una carcasa; una de ellas es impulsada y la otra gira engranada con ella. El líquido es transportado en el espacio existente entre los dientes consecutivos, y luego es expulsado cuando se engranan los dientes. La bomba no tiene válvula alguna; Es una bomba de desplazamiento positivo y funciona incluso con altas presiones. El flujo de salida es más homogéneo que en el caso de una bomba recíproca. Es especialmente adecuada para líquidos alimentarios de alta viscosidad. 3.8 1 Cilindrada: Se refiere al volumen de fluido alimentario que la bomba puede entregar en cada revolución.
C = π (D2 – d2) * I (33) 4 Donde: C = Cilindrada D = Diámetro mayor del engranaje d = Diámetro menor del engranaje

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
l = Ancho del engranaje 3.8 2 Bomba de engranajes rectos (spur gear pump) Las bombas de engranaje se clasifican como bombas de engranaje externas o internas. - En bomba de engranaje externo, donde los dientes de ambos engranajes se
proyectan hacia fuera de sus centros. Las bombas externas pueden utilizar engranajes cilíndricos, engranajes de dientes angulares, o engranajes helicoidales para mover el líquido.
- En bomba de engranaje interno, los dientes de un engranaje se proyectan hacia afuera, pero los dientes del otro engranaje proyectan hacia adentro hacia el centro de la bomba. Las bombas de engranaje interno pueden ser centradas o excéntricas.
Figura 90 Bomba de Engranajes externos
Esta es una de los tipos más populares de bombas de caudal constante, Sobre todo si es de engranajes exteriores. En su forma más común, se componen de dos piñones dentados acoplados que dan vueltas, con un cierto juego, dentro de un cuerpo rígido. El piñón motriz está anclado sobre el árbol de arrastre accionando generalmente por un motor eléctrico. Las tuberías de aspiración y de salida van conectadas cada una por un lado, sobre el cuerpo de la bomba.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El movimiento de rotación que el motor le provoca al eje motriz, arrastra al engranaje respectivo el que a su vez provoca el giro del engranaje conducido (segundo engranaje). Los engranajes son iguales en dimensiones y tienen sentido de giro inverso. Con el movimiento de los engranajes, en la entrada de la bomba se originan presiones negativas; como el líquido alimentario que se encuentra en el depósito está a presión atmosférica, se produce una diferencia de presión, la que permite el traslado del fluido desde el depósito hacia la entrada de la bomba (movimiento del fluido). Así los engranajes comienzan a tomar el alimento entre los dientes y a trasladarlo hacia la salida o zona de descarga. Por efecto del hermetismo de algunas zonas, el alimento queda impedido de retroceder y es obligado a circular en el sistema. En la figura 91 se ve el corte de una bomba común de dos engranajes. Figura 92 Bomba común de de Engranajes
Las bombas corrientes de engranajes son de construcción simple, pero tienen el defecto de tener un caudal con pulsaciones. Los piñones dentados se fabrican con acero Cr-Ni cementado, templado y rectificado (profundidad de cementación 1 mm.). Los engranajes de este tipo de bomba generalmente son rectos, pero también se emplean engranajes helicoidales, simples o dobles, cuya ventaja principal es el funcionamiento silencioso a altas velocidades. Cabe destacar un hecho al cual hay que poner atención contra el desarrollo de presiones excesivas que pueden presentarse por quedar alimento atrapado entre las sucesivas líneas de contacto de los dientes. Para evitar este inconveniente, se

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
realiza un pequeño fresado lateral que permite el escape del alimento comprimido, ya sea hacia la salida o hacia la aspiración. En las bombas de engranajes de construcción corriente el alimento ejerce una presión radial considerable sobre los piñones lo que provoca la deformación de los árboles el aumento disimétrico del juego y por consiguiente el aumento de las fugas. Por otra parte, los refuerzos radiales elevados necesitan rodamientos o cojinetes de grandes dimensiones, todo lo cual hace aumentar el peso de la bomba. Para equilibrar los piñones de las bombas de engranajes desde el punto de vista hidráulico, existen dos modos diferentes. Por un lado, se realizan en los piñones dentados (que a este efecto deben tener números pares de dientes) pequeños agujeros diametrales que atacan los vacíos de los dientes. Estos agujeros se cruzan, pero no se cortan. El número de revoluciones para las bombas de dientes rectos es generalmente de 900 a 1500 r.p.m. En las bombas de dentado helicoidal ya sea simple o compuesta, la velocidad puede llegar hasta 1800 r.p.m. En los modelos muy perfeccionados, con dientes corregidos platinas de bronce rectificadas, eliminación de la compresión de aceite entre los dientes en contactos, el número de revoluciones puede llagar hasta 2.500 r.p.m. En los modelos equilibrados, las presiones pueden llegar a 70 kg/cm2 y aun valores superiores. Presiones mayores en este tipo de bombas ocasionan ruidos muy molestos de funcionamiento y trepidaciones perjudiciales en el circuito. Es importante que los huecos entre dientes se llenen completamente con el alimento durante la aspiración. En caso contrario los espacios mal llenados provocan la formación de vapores del alimento, los cuales al ser comprimidos, causan choques hidráulicos y un ruido considerable. Este ruido es más amortiguado cuando se emplean alimentos viscosos, pero aumenta considerablemente con el crecimiento de la velocidad y de la presión. Un recurso que da buen resultado, es aumentar considerablemente el volumen de la cámara de aspiración El ruido de funcionamiento de la bomba se reduce así considerablemente. Para obtener un llenado correcto hay que evitar en las tuberías de aspiración velocidades del alimento superiores a 2 m/seg. Las velocidades de salida no deben ser mayores que 5 m/seg.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.8 3 Bomba de engranajes bihelicoidales La bomba de engranajes bihelicoidales (Herringbone Gear Pump en Inglés) (ver Figura 92) es una modificación de la bomba de engranajes rectos. El líquido se bombea de manera semejante a la bomba de engranajes rectos. Sin embargo, en la bomba de engranajes bihelicoidales, cada juego de dientes comienza su fase descarga de fluido antes de que el juego anterior de dientes haya terminado su fase de descarga. Esta sobreposición y el espacio relativamente más grande en el centro de los engranajes tienden a reducir al mínimo las pulsaciones y a dar un flujo más constante que la bomba de engranajes rectos. Figura 93 Bomba de engranajes bihelicoidales
3.8 3 Bomba de engranajes helicoidales La bomba de engranaje helicoidal sigue siendo otra modificación de la bomba de engranaje recto. Debido al diseño helicoidal del engranaje, la sobreposición de descargas sucesivas desde los espacios entre los dientes es incluso mayor que la producida en la bomba de engranaje bihelicoidal; por lo tanto, el flujo de la descarga es más estable. Debido a ésta mayor estabilidad de descarga en la bomba helicoidal, los engranajes se pueden diseñar con una pequeña cantidad de dientes grandes permitiendo así un incremento en la capacidad sin sacrificar la estabilidad del flujo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los engranajes de bombeo de este tipo de bomba son movidos por un sistema de engranajes de sincronización e impulsión que ayudan a mantener el espacio intersticial requerido sin el contacto metálico real de los engranajes de bombeo. (El contacto metálico entre los dientes de los engranajes de bombeo proporcionaría un sello más estrecho contra el resbalamiento; sin embargo, causaría un acelerado desgaste de los dientes, porque el material extraño en el líquido estaría presente sobre las superficies de contacto.) Los rodamientos de rodillos en ambos extremos de los ejes de engranaje mantienen la alineación apropiada y reducen al mínimo la pérdida de fricción en la transmisión de la potencia. Embalajes adecuados se utilizan para prevenir fugas alrededor del eje. Figura 94 Bomba de engranajes helicoidales
3.8 4 Bomba de engranajes internos centrados Otro diseño de bomba de engranaje interno se ilustra en las vistas laterales de la Figura 95. Esta bomba consiste en un par de elementos con forma de engranaje, uno dentro del otro, localizados en el compartimiento de la bomba. El engranaje interno está conectado con el eje motriz de la fuente de potencia de la bomba. La operación de este tipo de bomba de engranaje interno se ilustra en las vistas laterales A Y B. Para simplificar la explicación, los dientes del engranaje interno y los espacios entre los dientes del engranaje externo se numeran. Observe que el engranaje interno tiene un diente menos que el engranaje externo. La forma del diente de cada engranaje se relaciona con la de la otra de una manera tal que cada diente del engranaje interno esté siempre en contacto con la superficie del engranaje externo. Cada diente del engranaje interno endienta con el engranaje externo en apenas un punto durante cada revolución.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 95 Mecanismo de una Bomba de engranajes helicoidales
En la Figura 95, este punto está en la vista B secuencia A, el diente 1 del engranaje interno está endentado con el espacio 1 del engranaje externo. A medida que los engranajes continúan girando en una dirección a la derecha, el diente 6 del engranaje interno endentará con el espacio 7 del engranaje externo, el diente 5 con el espacio 6, y así sucesivamente. En la vista B secuencia B, el diente 1 endentará con el espacio 2; y durante la revolución siguiente, En la vista B secuencia C el diente 1 endentará con el espacio 3. Consecuentemente, el engranaje externo girará en apenas seis sextos la velocidad del engranaje interno. En un lado del punto de acoplamiento entre dientes, bolsillos de tamaño cada vez mayor se forman al momento en el que los engranajes giran, mientras que en el otro lado los bolsillos disminuyen de tamaño. En la vista B extremo derecho de la Figura, los bolsillos en el lado derecho están aumentando de tamaño hacia la parte inferior lado derecho de la vista, mientras que los mismos en el lado izquierdo están disminuyendo de tamaño en dirección hacia la parte superior. En la vista Central de la Figura 95, la entrada de la bomba está al lado derecho por y la descarga a la izquierda, se ve que la entrada de líquido a la bomba y la descarga de fluido aparecen invertidas, a diferencia de lo que se presenta en las vistas A y B de la Figura.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.9 LECCIÓN 29 VENTILADORES 3.9.1 Generalidades Se define como aquella maquina rotativa que transmite energía al fluido que circula por ella, bajo la forma de aumento de presión; se establecen algunos elementos conceptuales de gran significancia para el Ingeniero de Alimentos a la hora de seleccionar un ventilador o de dirigir la puesta en marcha y correcta operación del equipo: � Caudal: Flujo volumétrico determinado para la densidad del aire. � Presión estática: Presión del aire debida solo a su grado de compresión. Puede
ser positiva o negativa. En el ventilador es la diferencia entre la presión estática de salida y la presión total a la entrada.
� Presión dinámica: Presión del aire debida solo a su movimiento. La presión
dinámica puede ser solo positiva. En el ventilador será la correspondiente al promedio de las velocidades a la salida del ventilador.
� Presión total: Presión del aire debida a su compresión y movimiento. Es la
suma algebraica de las presiones dinámica y estática en un punto determinado. Por lo tanto, si el aire está en reposo, la presión total es igual a la presión estática. En el ventilador será la diferencia entre las presiones totales determinadas a la salida y a la entrada del mismo.
3.9.2 Leyes que gobierna el ventilador De manera similar que en el caso de las bombas, en un sistema dado, un ventilador, si se mantiene constante la densidad del aire, cumple con:
- Q1/ Q2 = n1/n2. (34)
- pe1/ pe2 = (n1/ n2)2. (35)
- hp1/ hp2 = (n1 / n2)
3. (36) Donde - Q = Caudal - pe = Presión estática - hp= Potencia absorbida - n= Velocidad de giro (rpm)
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.9.3 Clasificación de Ventiladores Los ventiladores se dividen en dos grandes grupos: 3.9.3.1 Ventiladores axiales: Son aquellos en los cuales el flujo de aire sigue la dirección del eje del mismo. Se suelen llamar helicoidales, pues el flujo a la salida tiene una trayectoria con esa forma. En líneas generales son aptos para mover grandes caudales a bajas presiones. Con velocidades periféricas medianamente altas son en general ruidosas. Suelen sub-clasificarse, por la forma de su envolvente, de la siguiente manera: � HELICOIDAL: Ventiladores aptos para mover grandes caudales de aire con
bajas presiones. Son de bajo rendimiento. La transferencia de energía se produce mayoritariamente en forma de presión dinámica. Se aplica en circulación y extracción de aire en bodegas industriales. Se instalan en pared sin ningún conducto. Utilizados con objetivo de renovación de aire.
� TUBE AXIAL: Tienen rendimiento algo superior al anterior y es capaz de desarrollar una presión estática mayor. Por su construcción es apto para intercalar en conductos. Se utiliza en instalaciones de ventilación, calefacción y aire acondicionado que requieran altos caudales con presión media a baja. También se utiliza en algunos sistemas industriales como cabinas de pintura y extracciones localizadas de humos.
� VANE AXIAL: Con diseños de palas AIRFOIL, permiten obtener presiones
medias y altas con buenos rendimientos. Las palas pueden ser fijas o de ángulo ajustable
Tiene aplicaciones similares a los TUBE AXIAL, pero con la ventaja de tener un flujo más uniforme y la posibilidad de obtener presiones mayores. Para una determinada prestación es relativamente más pequeño que el ventilador centrifugo equiparable.
� CENTRIFOIL: Se trata de un ventilador con rotor centrífugo pero de flujo axial.
Es decir reúne las ventajas del ventilador centrífugo y la facilidad de montaje de un axial con el consiguiente ahorro de espacio. Las mismas aplicaciones que el ventilador VANE AXIAL.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 96 Tipos de ventiladores
3.9.3.2 Ventiladores centrífugos: Son aquellos en los cuales el flujo de aire cambia su dirección, en un ángulo de 90°, entre la entrada y salida. Se suelen sub-clasificar, según la forma de las palas o álabes del rotor, de la siguiente manera: � Con aspas Curvadas hacia adelante: Rotor con palas curvadas hacia
adelante, apto para caudales altos y bajas presiones. No es autolimitante de potencia. Para un mismo caudal y un mismo diámetro de rotor gira a menos vueltas con menor nivel sonoro. Se utiliza en instalaciones de ventilación, calefacción y aire acondicionado de baja presión.
� Con palas radiales: Rotor de palas radiales. Es el diseño más sencillo y de
menor rendimiento. Es muy resistente mecánicamente, y el rodete puede ser reparado con facilidad. El diseño le permite ser autolimpiante. La potencia aumenta de forma continua al aumentar el caudal. Empleado básicamente para instalaciones industriales de manipulación de materiales. Se le puede aplicar recubrimientos especiales anti-desgaste. También se emplea en aplicaciones industriales de alta presión.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Con palas inclinadas hacia atrás: Rotor de palas planas o curvadas inclinadas hacia atrás. Es de alto rendimiento y autolimitador de potencia. Puede girar a velocidades altas.
Se emplea para ventilación, calefacción y aire acondicionado. También puede ser usado en aplicaciones industriales, con ambientes corrosivos y/o bajos contenidos de polvo.
� Airfoil: Similar al anterior pero con palas de perfil aerodinámico. Es el de
mayor rendimiento dentro de los ventiladores centrífugos. Es autolimitante de potencia.
Es utilizado generalmente para aplicaciones en sistemas de HVAC y aplicaciones industriales con aire limpio. Con construcciones especiales puede ser utilizado en aplicaciones con aire sucio.
� Radial tip: Rotores de palas curvadas hacia delante con salida radial. Son una
variación de los ventiladores radiales pero con mayor rendimiento. Aptos para trabajar con palas antidesgaste. Son autolimpiantes. La potencia aumenta de forma continua al aumento del caudal.
Como los radiales estos ventiladores son aptos para trabajar en aplicaciones industriales con movimiento de materiales abrasivos, pero con un mayor rendimiento.
3.10 LECCIÓN 30 COMPRESORES 3.10.1 Generalidades Para producir aire comprimido se utilizan compresores que elevan la presión del aire al valor de trabajo deseado. Los mecanismos y mandos neumáticos se alimentan desde una estación central. Entonces no es necesario calcular ni proyectar la transformación de la energía para cada uno de los consumidores. El aire comprimido viene de la estación compresora y llega a las instalaciones a través de tuberías. En el momento de la planificación es necesario prever un tamaño superior de la red, con el fin de poder alimentar aparatos neumáticos nuevos que se adquieran en el futuro. Por ello, es necesario sobredimensionar la instalación, al objeto de que el compresor no resulte más tarde insuficiente, puesto que toda ampliación ulterior en el equipo generador supone gastos muy considerables. Es muy importante que el aire sea puro. Si es puro el generador de aire comprimido tendrá

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
una larga duración. También debería tenerse en cuenta la aplicación correcta de los diversos tipos de compresores. 3.10.2 Tipos de compresores Según las exigencias referentes a la presión de trabajo y al caudal de suministro, se pueden emplear diversos tipos de construcción. Se distinguen dos tipos básicos de compresores: El primero trabaja según el principio de desplazamiento. La compresión se obtiene por la admisión del aire en un recinto hermético, donde se reduce luego el volumen. Se utiliza en el compresor de émbolo (oscilante o rotativo). Figura 97 Clases de ventiladores
El otro trabaja según el principio de la dinámica de los fluidos. El aire es aspirado por un lado y comprimido como consecuencia de la aceleración de la masa (turbina). 3.10.2.1 Compresores de émbolo o de pistón Este es el tipo de compresor más difundido actualmente. Es apropiado para comprimir a baja, media o alta presión. Su campo de trabajo se extiende desde unos 1 .100 kPa (1 bar) a varios miles de kPa (bar). Figura 98 Compresor de émbolo oscilante

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Este compresor funciona en base a un mecanismo de excéntrica que controla el movimiento alternativo de los pistones en el cilindro. Cuando el pistón hace la carrera de retroceso aumenta el volumen de la cámara, por lo que disminuye la presión interna, esto a su vez provoca la apertura de la válvula de admisión permitiendo la entrada de aire al cilindro. Una vez que el pistón ha llegado al punto muerto inferior inicia su carrera ascendente, cerrándose la válvula de aspiración y disminuyendo el volumen disponible para el aire, esta situación origina un aumento de presión que finalmente abre la válvula de descarga permitiendo la salida del aire comprimido ya sea a una segunda etapa o bien al acumulador. Es el compresor mas difundido a nivel industrial, dada su capacidad de trabajar en cualquier rango de presión. Normalmente, se fabrican de una etapa hasta presiones de 5 bar, de dos etapas para presiones de 5 a 10 bar y para presiones mayores, 3 o más etapas. Algunos fabricantes ya están usando tecnología denominada libre de aceite, vale decir, sus compresores no utilizan aceite lo que los hace muy apetecibles para la industria de Alimentos. Para obtener el aire a presiones elevadas, es necesario disponer varias etapas compresoras. El aire aspirado se somete a una compresión previa por el primer émbolo, seguidamente se refrigera, para luego ser comprimido por el siguiente émbolo. El volumen de la segunda cámara de compresión es, en conformidad con la relación, más pequeño. Durante el trabajo de compresión se forma una cantidad de calor, que tiene que ser evacuada por el sistema refrigeración. Los compresores de émbolo oscilante pueden refrigerarse por aire o por agua, y según las prescripciones de trabajo las etapas que se precisan son: Tabla 12 presiones de trabajo de un compresor de acuerdo al número de etapas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
3.10.2.2 Compresor de émbolo rotativo Consiste en un émbolo que está animado de un movimiento rotatorio. El aire es comprimido por la continua reducción del volumen en un recinto hermético. Figura 99 Compresor de émbolo rotativo
3.10.2.3 Compresor de Diafragma (Membrana) Este tipo forma parte del grupo de compresores de émbolo. Una membrana separa el émbolo de la cámara de trabajo; el aire no entra en contacto con las piezas móviles. Por tanto, en todo caso, el aire comprimido estará exento de aceite. El movimiento obtenido del motor, acciona una excéntrica y por su intermedio el conjunto biela - pistón. Esta acción somete a la membrana a un vaivén de desplazamientos cortos e intermitentes que desarrolla el principio de aspiración y compresión.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Debido a que el aire no entra en contacto con elementos lubricados, el aire comprimido resulta de una mayor pureza, por lo que lo hace especialmente aplicable en industrias alimenticias, farmacéuticas, químicas y hospitales. 3.10.2.4 Compresor rotativo multicelular Un rotor excéntrico gira en el interior de un cárter cilíndrico provisto de ranuras de entrada y de salida. Las ventajas de este compresor residen en sus dimensiones reducidas, su funcionamiento silencioso y su caudal prácticamente uniforme y sin sacudidas. El rotor está provisto de un cierto número de aletas que se deslizan en el interior de las ranuras y forman las células con la pared del cárter. Cuando el rotor gira, las aletas son oprimidas por la fuerza centrífuga contra la pared del cárter, y debido a la excentricidad el volumen de las células varía constantemente. Tiene la ventaja de generar grandes cantidades de aire pero con vestigios de aceite, por lo que en aquellas empresas en que no es indispensable la esterilidad presta un gran servicio, al mismo tiempo el aceite pulverizado en el aire lubrica las válvulas y elementos de control y potencia. 3.10.2.5 Compresor de tornillo helicoidal, de dos ejes Dos tornillos helicoidales que engranan con sus perfiles cóncavo y convexo impulsan hacia el otro lado el aire aspirado axialmente. Los tornillos del tipo helicoidal engranan con sus perfiles y de ese modo se logra reducir el espacio de que dispone el aire. Esta situación genera un aumento de la presión interna del aire y además por la rotación y el sentido de las hélices es impulsado hacia el extremo opuesto. Los ciclos se traslapan, con lo cual se logra un flujo continuo. A fin de evitar el desgaste de los tornillos, estos no se tocan entre sí, ni tampoco con la carcasa, lo cual obliga a utilizar un mecanismo de transmisión externo que permita sincronizar el movimiento de ambos elementos. Entrega caudales y presiones medios altos (600 a 40000m³/h y 25 bar) pero menos presencia de aceite que el de paletas. Ampliamente utilizado en la industria de la madera, por su limpieza y capacidad. 3.10.2.6 Compresor Roots En estos compresores, el aire es llevado de un lado a otro sin que el volumen sea modificado. En el lado de impulsión, la estanqueidad se asegura mediante los bordes de los émbolos rotativos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Como ventaja presenta el hecho que puede proporcionar un gran caudal, lo que lo hace especial para empresas que requieren soplar, mover gran cantidad de aire, su uso es muy limitado. El accionamiento también se asegura exteriormente, ya que por la forma de los elementos y la acción del roce no es conveniente que los émbolos entren en contacto.
3.10.3 Turbocompresores Trabajan según el principio de la dinámica de los fluidos, y son muy apropiados para grandes caudales. Se fabrican de tipo axial y radial. El aire se pone en circulación por medio de una o varias ruedas de turbina. Esta energía cinética se convierte en una energía elástica de compresión. La rotación de los alabes acelera el aire en sentido axial de flujo. 3.10.3.1 Compresor Axial El proceso de obtener un aumento de la energía de presión a la salida del compresor se logra de la siguiente manera. La rotación acelera el fluido en el sentido axial comunicándole de esta forma una gran cantidad de energía cinética a la salida del compresor, y por la forma constructiva, se le ofrece al aire un mayor espacio de modo que obligan a una reducción de la velocidad. Esta reducción se traduce en una disminución de la energía cinética, lo que se justifica por haberse transformado en energía de presión. Con este tipo de compresor se pueden lograr grandes caudales (200.000 a 500.000 m³/h) con flujo uniforme pero a presiones relativamente bajas (5 bar). Aceleración progresiva de cámara a cámara en sentido radial hacia afuera; el aire en circulación regresa de nuevo al eje. Desde aquí se vuelve a acelerar hacia afuera. 3.10.3.2 Compresor Radial En este caso, el aumento de presión del aire se obtiene utilizando el mismo principio anterior, con la diferencia que en este caso el fluido es impulsado una o más veces en el sentido radial. Por efecto de la rotación, los álabes comunican energía cinética y lo dirigen radialmente hacia fuera, hasta encontrarse con la pared o carcasa que lo retorna al centro, cambiando su dirección.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En esta parte del proceso el aire dispone de un mayor espacio disminuyendo por tanto la velocidad y la energía cinética, lo que se traduce en la transformación de presión. Este proceso se realiza tres veces, por lo cual el compresor es de tres etapas. Se logran grandes caudales pero a presiones también bajas. El flujo obtenido es uniforme.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
ACTIVIDAD 1 1. Definir el termino maquinaria y equipos de la industria alimentaria ¿Cuál es la
diferencia entre los diferentes tipos de equipos según su clase? 2. Definir e identificar tipos de Maquinaria y equipos de la industria alimentaria 3. ¿Defina maquinaria y equipos aplicados en la transferencia de momentum en los
procesos de producción de alimentos? Proporcione tres ejemplos de uso. 4. Identificar tres ejemplos de recibimiento, selección, clasificación y separaciones de
Maquinaria y equipos de la industria alimentaria. 5. ¿Qué clase de Maquinaria y equipos de la industria alimentaria se utiliza en el manejo
de alimentos sólidos 6. ¿ Describir dos aplicaciones de Maquinaria y equipos de la industria alimentaria en el
manejo de de alimentos fluidos 7. ¿Pueden simular aplicaciones de Maquinaria y equipos de la industria alimentaria en
el manejo de de alimentos utilizando virtual plant? ¿podrían llegar a hacerlo? Explique su respuesta.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Bibliografía y Cibergrafia Unidad 1 1. Trouble shooting Process Operations”, 3RD Edition 1991, Norman P.Lieberman,
PennWell Libros 2. Las bombas centrífugas en las condiciones de operación de fuera de diseño",
Procesamiento químico de abril, Mayo, junio de 1987, Igor J. Karassik 3. La comprensión del NPSH de las bombas", Técnico Publishing Co. 1975, Travis
F. Glover 4. Bombas centrífugas para servicios de refinería General", Departamento de
Refinación, API Estándar de 610, 6 Edición, enero de 1981 5. “El control de bombas centrífugas", Procesamiento de hidrocarburos, julio de
1995, Walter Driedger 6. No hacer funcionar las bombas centrífugas hacia el lado derecho de la curva",
Mike Sondalini 7. Pump Handbook” , Third Edition , Igor j. Karassik , Joseph P.Messina , Paul
cooper Charles C.Heald http://www.chiblosa.com.ar/spanish/herramientas/teoria_de_los_ventiladores.htm http://www.sapiensman.com/neumatica/mapadelsitio.htm

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
UNIDAD 2 MAQUINARIA Y EQUIPOS UTILIZADOS EN ALIMENTOS EN LA TRANSFERENCIA DE CALOR CAPITULO 4 EQUIPOS PARA CALEFACCION 4.1 LECCION 31 ESTUFAS El término “Estufas”, se aplica para hornos que operen a baja temperatura, normalmente hasta 500-600ºC. Se Incluyen en este epígrafe los equipos utilizados en procesos de secado o tratamientos hasta 600 ºC. Estos equipos se utilizan, entre otros, en procesos de secado de pinturas, electrodos, productos químicos, envejecimiento acelerado. También se utilizan en procesos como el curado de la silicona, el teflón o las resinas epoxídicas. Otra utilización de estos equipos se encuentra en la industria del plástico o las artes gráficas. En los procesos de deshidrogenación, desgasificación, revenidos, alivio de tensiones, dilataciones controladas para encasquillado, tratamientos térmicos y otros. Entre otros, se disponen de las siguientes tipos de estufas: * Estufas de uso general * Secaderos * Estufas de recirculación de aire * Placas calefactoras * Estufas de secado de electrodos * Secadores rotativos 4.1.1 Características Son de calentamiento rápido, con gran homogeneidad y estabilidad de la temperatura, repetitividad de los procesos con economía de costos, consumos y mantenimiento. Están previstas para temperaturas de hasta 500 ºC con recirculación de aire o sin recirculación y con solera móvil 4.1.2 Construcción Se presentan en un mueble de construcción metálica, a partir de chapas y perfiles de acero laminado en frío, con un tratamiento especial anticorrosivo, de gran robustez y ligereza, con avanzado diseño y pintura epoxídica en diferentes tonos, lo que le confiere una larga vida y un acabado estético.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Interiormente son de acero dulce tratado para temperaturas de hasta 300 ºC y de acero AISI 304 para temperaturas superiores. Se pueden incluir bandejas, soportes u otros elementos para facilitar la carga y descarga. La puerta puede ser de abertura lateral, de una o dos hojas, con cierre de laberinto. La expulsión de los gases se efectúa mediante una chimenea regulable a voluntad. Figura 100 Estufa
4.1.3 Controles de funcionamiento El cuadro de control y maniobra contiene los elementos necesarios para programar y mantener una temperatura cualquiera. La regulación de temperatura se realiza mediante un pirómetro. Al cual puede adaptarse otro tipo de control para puesta en marcha, detención, control de velocidad de calentamiento y otros controles, dependiendo las exigencias del proceso. En el caso de estufas eléctricas, el voltaje se prevé a 230 V 2 fases en maniobra y 230 o 400 V en potencia. Todo el circuito eléctrico deberá estar debidamente protegido con conductores ampliamente dimensionados. 4.1.4 Aislamiento El aislamiento se realiza mediante fibras minerales y cerámicas de baja masa térmica y gran poder calorífico, cuidadosamente dispuestas en estratos a fin de reducir las pérdidas de calor. El correcto aislamiento conseguido permite un ambiente fresco de trabajo. 4.1.5 Calentamiento Normalmente para este tipo de equipos el calentamiento se hace mediante el uso de resistencias: Las resistencias eléctricas están colocadas en los laterales del horno e incorporadas a una masa de hormigón refractario especial que permite una gran uniformidad en la temperatura y las protege de la agresión de los posibles gases desprendidos por la carga durante su horneado y resguarda así
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
mismo a las paredes del horno de golpes y rozadura durante la carga y descarga de los equipos que contienen los alimentos para su cocción, lo que garantiza una larga vida. En algunos tipos de estufas los calefactores son blindados con aletas radiadoras, o placas calefactoras en función de las dimensiones de la estufa, el material a tratar y la temperatura de trabajo. Normalmente se construyen ampliamente sobredimensionadas, de fácil sustitución con conexionado frío en la puerta posterior del horno, protegida por cárter. Eventualmente el calentamiento puede ser mediante G. L. P. u otro combustible. 4.2 LECCION 32 HORNOS Se entiende por hornos industriales los equipos o dispositivos utilizados en la industria, en los que se calientan las piezas o elementos colocados en su interior por encima de la temperatura ambiente. El objeto de este calentamiento puede ser muy variado, por ejemplo: • Preparación de alimentos a altas temperaturas para conferirle características
especiales • Hornear todo tipo de elementos para lograr un acabado final de lata durabilidad
y estética • Fundir materiales. • Ablandar para una operación de conformación posterior. • Tratar térmicamente para impartir determinadas propiedades • Recubrir con otros elementos, operación que se facilita frecuentemente
operando a temperatura superior a la del ambiente. • Procesos para recocer materiales. • Incineradores, equipos destinados a la combustión y eliminación de residuos. La forma de calentamiento da lugar a la clasificación de los hornos en dos grandes grupos, con diversos tipos:
HORNOS DE LLAMA
HORNOS VERTICALES O DE CUBA HORNOS DE BALSA HORNOS ROTATORIOS HORNOS TUNEL
HORNOS ELECTRICOS HORNOS DE RESISTENCIAS. HORNOS DE ARCO HORNOS DE INDUCCION

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En los hornos de llama se hace referencia al tipo de recinto, el cual también puede darse en los hornos eléctricos. Así, los hornos eléctricos de resistencia según el tipo de recinto pueden ser:
- Hornos de solera. - Hornos de balsa. - Hornos de soleras múltiples. - Hornos de solera giratoria. - Hornos de túnel. - Hornos rotativos. - Hornos de solera móvil. - Hornos de crisol. - Hornos de mufla. - Hornos de cuba.
4.2.1 Descripción de un horno para la Industria alimentaria Un horno se presenta en un atractivo mueble de construcción metálica, a partir de chapas y perfiles de acero laminado en frío, con un tratamiento especial anticorrosivo, de gran robustez y ligereza, con un avanzado diseño y pintura epoxídica de agradables tonos, que le proporcionan una larga vida y un acabado estéticamente agradecido. La puerta normalmente es de accionamiento manual (puede construirse con accionamiento neumático o eléctrico) y de perfecto ajuste sobre un marco refractario, asegurado por una junta recambiable de fibra cerámica. Figura 101 Hornos

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
4.2.2 Control de temperatura El control de temperatura se consigue mediante un equipo automático de regulación, con preselección de temperatura y un termopar incorporado al horno. 4.2.3 Aislamiento El aislamiento se realiza mediante fibras cerámicas de baja masa térmica y gran poder calorífico, cuidadosamente dispuestas en estratos para reducir las pérdidas de calor. Eventualmente se utilizan ladrillos o placas en la primera cara. Un buen aislamiento permite un ambiente fresco de trabajo, una gran rapidez para alcanzar la temperatura programada y un considerable ahorro energético. 4.2.4 Calentamiento El calentamiento se realiza mediante resistencias eléctricas, arco, gas o gas–oxígeno, en función de las temperaturas a alcanzar 4.2.5 Tipos de Hornos Existen diferentes tipos de hornos de acuerdo con las necesidades de proceso; en la industria alimentaria existe uno de gran utilización en la elaboración de alimentos procesados y “carnes listas” para el consumo: el Horno para ahumar el cual se describe a continuación. � Hornos para ahumar � El Proceso de Ahumado El ahumado es una de las técnicas de conservación de los alimentos más antigua. Este método consiste en exponer a los alimentos al humo que producen al quemarse algunas maderas como las del pino o roble, siendo recomendadas maderas dulces, ricas en esteres que son de olor agradable y efecto antibiótico. Éstos se liberan al quemar las maderas y se adhieren y penetran a los alimentos, proporcionándoles muy buen sabor y olor a la vez que los preserva de la descomposición. Dependiendo del alimento que se quiera ahumar, este puede ser caliente (procurando que la cámara alcance temperaturas de hasta 60º C.) o frío, sin que se eleve demasiado la temperatura. El ahumado en caliente se emplea para

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
alimentos crudos y no salados como algunos pescados de talla pequeña y el frío para piezas grandes y saladas. Figura 102 Horno para ahumar
Un factor importante a considerar es la duración de la exposición al humo, siendo corta para piezas pequeñas, o de larga para piezas grandes. Figura 103 Esquema ahumadero
Un ahumadero está compuesto por dos partes principales, la primera es la cámara de ahumado, donde se introducen los alimentos para que tengan contacto con el humo y la segunda es el hogar donde se quema la madera para la producción de humo. � Cámara de ahumado La cámara de ahumado es un recinto alimentado por la salida de humos y situado encima del hogar. La cámara tiene una salida regulable de humos en su parte superior y en su interior se introducen los alimentos a ahumar por la puerta

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
habilitada para ello. Los alimentos normalmente se cuelgan en el interior de la cámara con diferentes accesorios o se colocan sobre bandejas. Las dimensiones de la cámara serán las adecuadas para contener la producción deseada. � El hogar del Horno de Ahumado El hogar consta de una placa metálica calentada por resistencias donde se coloca la madera a quemar a través de una puerta de fundición de hierro. El hogar se controlará mediante el registro de entrada de aire para que la combustión se produzca en presencia mínima de aire, para que la cantidad de humo producida sea alta y la temperatura del mismo no sea excesiva � Funcionamiento del Horno de Ahumado La madera a quemar es calentada por las resistencias, produciendo humo. El humo producido recorre la cámara de ahumado por convección natural, donde tiene contacto con los alimentos, que se encuentran colgados en su interior. El humo en la cámara se extrae por la chimenea y los alimentos, una vez terminado el proceso, se extraen por la misma puerta de entrada. � Construcción del Horno de Ahumado De construcción metálica, a partir de chapas y perfiles de acero laminado en frío, con un tratamiento especial anticorrosivo, de gran robustez y ligereza, con avanzado diseño y pintura epoxídica, lo que le confiere una larga vida y un acabado estético; Interiormente son de acero, provisto de bandejas, soportes u otros elementos para facilitar la carga y descarga. Algunos Hornos disponen de una caja metálica dónde se colocan las resistencias y el aserrín de roble u otros materiales que producen los humos necesarios para ahumar los alimentos. La puerta es de abertura lateral, de una o dos hojas, con cierre de laberinto. La expulsión de los gases se efectúa mediante una chimenea regulable a voluntad. � Controles de funcionamiento El cuadro de control y maniobra contiene los elementos necesarios para programar y mantener una temperatura cualquiera.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Dispone de dos controles de temperatura, uno en una caja de inoxidable dónde controlamos y visualizamos en todo momento la temperatura de las resistencias que queman el aserrín para producir los humos. El otro actúa sobre las resistencias de la cámara indicando y regulando la temperatura de la cámara del horno. Todo el proceso se controla por un reloj que cuenta el tiempo de proceso y para el horno al final de dicho tiempo; puede adaptarse otro tipo de control para puesta en marcha, para, control de velocidad de calentamiento. La electrificación normalmente es de 220 Voltios tres fases en maniobra y 220 Voltios o 440 Voltios en potencia. Todo el circuito eléctrico deberá estar debidamente protegido con conductores ampliamente dimensionados. � Aislamiento del Horno de Ahumado El aislamiento se realiza mediante fibras minerales y cerámicas de baja masa térmica y gran poder calorífugo, cuidadosamente dispuestas en estratos a fin de reducir las pérdidas de calor. El perfecto aislamiento conseguido permite un ambiente fresco de trabajo. � Calentamiento del Horno de Ahumado Normalmente se Tienen dos conjuntos de resistencias, situadas en la caja metálica que quema el aserrín para producir los humos y las de calentamiento del horno que están colocadas en las paredes laterales del horno e incorporadas a una masa de material refractaria especial, que permite una gran uniformidad en la temperatura y las protege de la agresión de los posibles gases desprendidos por la carga y resguarda así mismo a las paredes del horno de golpes y rozadura durante la carga y descarga, lo que garantiza una larga vida. Eventualmente el calentamiento puede ser mediante G. L. P. u otro combustible. 4.2.6 Factores para una elección correcta de un horno Para la correcta elección de un horno para en la Industria alimentaria, deben tenerse en cuenta diversos factores que pueden agruparse según los tres criterios principales siguientes: - Requerimientos y datos del usuario. - Posibilidades tecnológicas del constructor. - Exigencias y posibilidades económicas.
- Resolver un problema concreto de fabricación en un contexto del proceso. - Carga a tratar: - Naturaleza y forma de la carga

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- Naturaleza del material (emisividad, calor específico, densidad aparente y real)
- Temperatura inicial.
- Tratamiento: - Ciclo temperatura-tiempo - Temperatura normal de utilización del horno, máxima y mínima - Precisión de temperatura requerida - Presencia o no de atmósfera controlada.
- Producción.
- Producción horaria o por ciclo/carga - Posibilidad de dividir la producción en varios hornos - Utilización del equipo (horas, días, semanas, etc.).
-Exigencias de fabricación.
Si se instala el horno dentro de un proceso concreto de fabricación, hay que tener en cuenta:
- El entorno/ambiente general. - El proceso de fabricación en el que se inserta el horno (operaciones
anteriores y posteriores, condiciones de preparación de las cargas). - Cualificación del personal de explotación y su disponibilidad. - Posibilidades de mantenimiento y nivel del personal. - Características de la energía disponible. - Posibilidades de fluidos auxiliares (agua, aire comprimido, nitrógeno, vapor
de agua, etc.) y la salida de fluentes (agua, vapor, etc.) 4.3 LECCION 33 HORNOS TUNELES Como su nombre lo indica, su forma constructiva especial es de forma de túnel, donde la carga viaja de un extremo a otro del horno sobre una cinta transportadora. El alimento en la medida en que avanza dentro del horno Túnel sufre una serie de transformaciones requeridas de acuerdo a las necesidades del proceso y las especificaciones de calidad del producto. El Horno Túnel tiene características de capacidad de carga grande y fácil de operar. Es adecuado para la deshidratación de hortalizas, secado de frutas y todo tipo de material que necesita mucho tiempo de secado y calcinado. El Horno Túnel es un modelo de Horno que incorpora las más modernas técnicas de calentamiento. Estos hornos son de fácil manejo y bajo mantenimiento, lo que garantiza la ausencia de problemas en su larga vida operativa.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Estos hornos están diseñados para cubrir cualquier necesidad de fabricación en las industrias panificadoras y reposteras. Muy indicados para productos como pan, pan de molde, pan tostado, biscotes, croissant y galletas Figura 104 Hornos túneles
4.3.1 Tipos de Hornos Túneles Dependiendo de las necesidades del proceso alimentario a surtir, se disponen de varios tipos de horno túnel; a continuación se describen los más utilizados en la Industria Alimentaria � Hornos Túnel Cinta-Red Este tipo de horno túnel consta de uno o varios grupos de calentamiento dependiendo de su longitud, componiéndose cada grupo de un quemador, radiadores y un ventilador de circulación, formando un sistema de calentamiento con un tiro constante. Esta construido mediante una estructura metálica con una envoltura desmontable. Las paredes laterales pueden ser de PVC o de acero inoxidable en el exterior y galvanizados interiormente, la cubierta es de chapa galvanizada. La entrada y salida del horno son de acero inoxidable. Las puertas de entrada y salida son ajustables en sentido vertical, dependiendo de la altura del producto a cocer.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En el lado de servicio del horno, el cual puede ser indistintamente derecho o izquierdo, se instalan todos los tiros de regulación de calor en techo y suelo, para evacuación del vapor y los gases generados, así como las ventanas de observación del producto, puede darse el caso de tener un accionamiento manual, existiendo la opción de accionamiento automático. Mediante este sistema de calentamiento indirecto quedan totalmente separados de la cámara de cocción los gases de calentamiento, es decir, no entran en contacto con el producto. Al recorrer los radiadores superiores e inferiores, los gases de calentamiento transmiten su calor a la cámara de cocción, en tanto que un ventilador de circulación los lleva de nuevo a la cámara de combustión. Es aquí donde mezclándose con los gases calientes recién producidos por el quemador son enviados nuevamente a los radiadores para calentar la cámara de cocción, consiguiéndose con ello un importante ahorro energético. El horno está dividido en varias zonas de regulación independiente, regulables en capa y en suelo, dependiendo su número de la longitud del horno. � Horno Túnel Automático Dependiendo del tipo de banda y del producto a cocer, se garantiza el alineamiento de la misma a través de un centrador automático. Está dotado de un equipo de aireación que se suministra como opción en los hornos túnel automático, tiene la función de aspirar el aire caliente de la cámara e impulsarlo, nuevamente, a la cámara de cocción, a través de una serie de conductos laterales construidos en acero inoxidable. Se crea así un flujo interno de aire turbulento logrando una mayor homogeneidad de la cocción del producto. Figura 105 Control de Proceso de un Horno Túnel Automático

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La temperatura de los gases del quemador es controlada constantemente a través de un dispositivo de regulación para ajustarse a la consigna de temperatura deseada para cada tipo de producto. Figura 106 Estructura de un Horno Túnel Automático
http://www.termopan.net/~termopan/catalogos/catalogo%20cinta-red.pdf • Superficie de cocción: Depende del largo y ancho de la cámara de cocción • Calentamiento: Gas Natural o Gasoil • Sistema de calefacción: Ciclothermica • Ancho de la cinta-red: desde 1650 mm hasta 3.750 mm. • Velocidad de la cinta: Ajustable • Ancho de piedra: a partir de 2000 mm (aumentando en 500mm cada vez) • Largo de la cámara de cocción cinta-red: desde 9 metros • Alto de la cámara de cocción cinta-red: estándar 260 mm • Carga en cinta: hasta 100 kg/m2 (en casos especiales incluso mayor) • Regulación de temperatura independiente en la parte superior e inferior del
horno. • Zonas de calor independientes. • Centrador automático. • Tensor hidráulico. • Equipamiento de turbulencias. • Temperatura de cocción hasta 350 ºC. • Posibilidad de acabado en acero inoxidable. • Quemadores modulantes. • Tres opciones de cintas: - Cinta sin guía. – Cinta con guías. – Piedra refractaria � Horno Túnel Tipo Cinta metálica sin guías
Permite la cocción del producto sobre la propia cinta, gracias a su trama compacta.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 107 Cinta de movimiento
� Cinta metálica guiada Ideal para la cocción de productos en moldes, debido a las guías que posee la cinta en los tambores principales de la entrada y la salida del horno, no siendo necesario ningún sistema de centrado para la cinta.
o Cinta de solera refractaria Ideal para determinados productos, que necesitan condiciones especiales en la parte inferior del producto. Combina las bondades de los hornos de solera, con la productividad de los hornos túnel
Figura 108 Cinta de solera refractaria

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Operación Hornos Túnel Sobre la cinta en continuo movimiento que se coloca el producto. La velocidad de la banda se puede variar, dentro de ciertos límites, por un variador-reductor, regulable sin escalonamiento, mediante un control de tiempos digital accionado por un telemando desde el cuadro eléctrico. Figura 109 Horno Túnel Tipo Cintas de movimiento
4.3.2 Vaporización en Horno Túnel La aplicación de vapor al producto a cocer se hace a través de tubos vaporizadores colocados en la sección de entrada del horno. El equipo de distribución de vapor, de marcha continua, está limitado por unas cortinas ajustables, que separan las distintas secciones consiguiendo una distribución uniforme del vapor al producto, pudiendo ajustarse con facilidad la intensidad de vaporización a los requisitos del producto a cocer. 4.3.3 Sistema de desvaporización El sistema de desvaporización está formado por varias válvulas, dependiendo de la longitud del horno. Todas las válvulas o desvaporizadores están unidas por una tubería a un extractor con velocidad regulable para conseguir el caudal de extracción de vapor deseado. Entre el cuerpo del horno y el revestimiento exterior, el horno va aislado con borra mineral, con el fin de reducir al mínimo las pérdidas de calor.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
4.4 LECCION 34 CALDERAS 4.4.1 Generalidades Antes de de introducir al estudiante en una visión general de la planta de vapor o de cualquier explicación técnica en el tema de las calderas, la generación del vapor y sus usos en la industria alimentaria, es útil considerar los múltiples usos y beneficios del vapor. El vapor ha recorrido un largo camino desde sus asociaciones tradicionales con las locomotoras y la Revolución Industrial hasta hoy época en la que el vapor es una parte integrante y esencial de la tecnología moderna. Sin él, los alimentos, los textiles, la química, la medicina, la electricidad, la calefacción y las industrias del transporte, no podrían existir o funcionar como lo hacen. Figura 110 Caldera Pirotubular
El Vapor de agua proporciona un medio de transporte de cantidades controlables de energía desde las calderas automatizadas, donde puede ser eficiente y
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
económico generarlo, hasta el punto de uso. De tal forma que puede ser considerado como el medio ideal de transporte y suministro de energía. El vapor es uno de los productos más ampliamente utilizados para el transporte de energía térmica. Su uso es muy popular en toda la industria alimentaria para una amplia gama de tareas en la calefacción y aplicaciones en este tipo de procesos. • Generación de vapor Cuando el agua se calienta en una caldera, comienza a absorber energía. Dependiendo de la presión en la caldera, el agua se evaporará a una temperatura determinada para formar vapor. El vapor de agua contiene una gran cantidad de energía almacenada que finalmente será transferida al proceso a calentar. El vapor puede ser generado a altas presiones para dar a las altas temperaturas. A mayor presión, mayor es la temperatura. Más energía térmica está contenida dentro del vapor a alta temperatura por lo que su potencial para hacer el trabajo es mayor. • Transferencia de calor al producto que se calienta Cuando el vapor llega a la planta, el proceso de transferencia de calor al producto que se calienta ocurre de manera eficiente presentándose la condensación del vapor gastado en el proceso de calentamiento del producto alimentario. El vapor puede rodear o se inyecta en el producto que se calienta y llenar cualquier espacio a una temperatura uniforme; con el suministro de calor por condensación a una temperatura constante, lo que elimina los gradientes de temperatura que se pueden encontrar a lo largo de toda la superficie de transferencia de calor, un problema que es a menudo característico de los aceites de alta temperatura o en el agua caliente para calefacción, y que puede resultar en serios problemas de calidad, como lo es la distorsión y deformación de los materiales a secar. Debido a sus buenas propiedades, la velocidad de transferencia de calor del vapor de agua es tan alta, que el área de transferencia de calor requerida es relativamente pequeña. Esto permite el uso de plantas compactas, que son más fáciles de instalar y ocupan menos espacio. Una moderna unidad de calefacción para el envasado de alimentos con un intercambiador de calor de vapor y además con todos los controles, sólo requiere 0,7 m² superficie. En comparación, una unidad de de un intercambiador de calor de carcasa y tubos que normalmente cubre un área de dos a tres veces ese tamaño. Muchos usuarios consideran que es conveniente el uso de vapor como fluido de trabajo tanto en calefacción y para aplicaciones de procesos. Por ejemplo, en la industria cervecera, el vapor se utiliza en una variedad de maneras en las diferentes etapas del proceso, de inyección directa a la batería de calefacción

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 111 Flujo del vapor en una industria cervecera
Hoy en día el estado de la tecnología de punta está muy lejos de la percepción tradicional de vapor de agua como la materia prima en los motores de vapor y la revolución industrial. De hecho, el vapor es la opción preferida para la industria hoy en día; tanto así que en nueve de cada diez casos, el vapor juega un papel importante en la producción. � Aplicaciones de tipo Batch: el producto que se calienta es una masa fija y un
solo lote dentro de los límites de un recipiente. El fluido de proceso es confinado dentro de los límites de un recipiente. Un serpentín de vapor situado en el recipiente calefactor, o una chaqueta de vapor alrededor del mismo, constituye la superficie de calentamiento. Ejemplos típicos son sistemas calefactores de agua, como se muestra en la Figura 112 y tanques de almacenamiento de petróleo, donde un gran tanque de acero circular lleno con un aceite viscoso requiere de calor antes de ser bombeado.
Figura 112 Calefactor con vapor para almacenar agua caliente
Algunos procesos se refieren al calentamiento de sólidos ejemplos típicos son las prensas de neumáticas, máquinas de planchar ropa, y autoclaves.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En algunas aplicaciones de tipo Batch, el tiempo para calentar el proceso no es importante y se ignora. Sin embargo, en otros, como tanques y vulcanizadoras, no sólo puede ser importante, sino además crucial para el proceso en general. � Aplicaciones de tipo flujo: Ejemplos típicos de este tipo de aplicaciones son los
intercambiadores de tubo y coraza, ver Figura 113 los intercambiadores de placas y otros tipos de intercambiadores, que se explican más adelante en este texto con detalle en cuanto a su funcionamiento, en el suministro de agua caliente para sistemas de calefacción o para procesos industriales. Otro ejemplo es el de una batería calefactora de aire donde el vapor cede su calor al aire que está en constante circulación
Figura 113 Sistema de intercambio de calor con vapor y agua
� Vapor sobrecalentado Para agregar más energía, aumentar la temperatura y la presión del vapor y por lo tanto su capacidad para hacer trabajo se añaden Recalentadores a las calderas estándar. El vapor sobrecalentado se utiliza generalmente para manejar motores y turbinas, por su alta presión. Aunque no es el medio ideal para la transferencia de calor, el vapor sobrecalentado a veces se utiliza para la calefacción de proceso en plantas de vapor de todo el mundo, sobre todo en la producción de aceites.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El vapor sobrecalentado se enfría a temperatura de saturación antes de que se pueda condensar para liberar su entalpía de evaporación. La cantidad de calor cedido por el vapor sobrecalentado a medida que se enfría a temperatura de saturación es relativamente pequeña en comparación con su entalpía de evaporación. Si el sobrecalentamiento del vapor es de sólo unos pocos grados, esta pequeña cantidad de calor será rápidamente liberada antes de que se condense. Sin embargo, si el vapor presenta un alto grado de recalentamiento, puede tomar un tiempo relativamente largo para enfriarse, tiempo durante el cual el vapor libera muy poca energía, cediendo su calor sensible hasta llegar a su estado de vapor saturado. � El Vapor estrangulado Hay casos donde el vapor se utiliza como un material de proceso en que la presencia de recalentamiento puede reducir el rendimiento de un proceso. Uno de esos procesos puede implicar que se imparta humedad al producto desde el vapor que se condensa, como por ejemplo, el acondicionamiento de la alimentación animal (comida). Para este proceso, la humedad proporcionada por el vapor de agua es esencial, el vapor sobrecalentado seca en exceso la comida y hace difícil su pelatización. Los efectos en la reducción de la presión de vapor, además de la utilización de un intercambiador de calor adicional (generalmente llamado "sobrecalentador”), ocasiona un sobrecalentamiento que es impartido al vapor, y permite que se expanda a una presión más baja a medida que pasa a través del orificio de una válvula reductora de presión. A este proceso se le denomina de estrangulación el cual tiene la misma entalpía que el vapor de alta presión (aparte de una pequeña cantidad perdida debido a la fricción, por el paso, a través de la válvula). Sin embargo, la temperatura del vapor estrangulado siempre será menor que la del vapor de suministro. El estado del vapor estrangulado dependerá de: La presión del suministro de vapor. El estado del suministro de vapor. La caída de presión en la de válvula orificio.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
4.4.2 Calculo de un sistema de suministro de vapor El diseño óptimo de un sistema de vapor dependerá en gran medida de la precisión con la que se ha establecido la tasa de consumo de vapor de la instalación de proceso alimentario. Esto permitirá establecer el tamaño adecuado de tubería, los accesorios tales como válvulas de control y las trampas de vapor pueden ser dimensionados de forma precisa. - Cálculo de la demanda de vapor
o Mediante Cálculo La demanda de vapor de la planta se puede determinar mediante una serie de métodos diferentes: Al analizar la producción de calor en un elemento de la planta usando las ecuaciones de transferencia de calor, puede ser posible obtener una estimación del consumo de vapor. Aunque la transferencia de calor no es una ciencia exacta y puede haber muchas variables desconocidas, es posible utilizar datos experimentales previos de otras aplicaciones similares. Los resultados conseguidos con este método son por lo general lo suficientemente precisos para la mayoría de los casos.
o Mediante Medición
El consumo de vapor puede ser determinado por la medición directa, utilizando equipos de medición de caudal. Este método proporcionará datos relativamente exactos sobre el consumo de vapor para una planta ya existente. Sin embargo, para una planta que se encuentra todavía en la etapa de diseño, o no está en funcionamiento, este método es de poca utilidad.
o Índice Térmico El Índice Térmico (o Índice de diseño) aparece a menudo en la placa de características de un elemento de la planta, según lo previsto por los fabricantes.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Estos Índices por lo general expresan la salida de calor previsto en Kw, pero el consumo de vapor requerido en kg/h depende de la presión del vapor recomendada.
- Cálculo En la mayoría de los casos, el calor de vapor de agua es requerido para realizar dos tareas:
o Para producir un cambio en la temperatura de un producto, es decir proporciona un calentamiento de un componente del proceso
o Para mantener la temperatura del producto en forma de calor que se pierde por causas naturales o por su diseño
En cualquier proceso de calentamiento, el componente "de calentamiento" descenderá a medida que aumenta la temperatura del producto, y se reduce la diferencia de temperatura entre el serpentín de calentamiento y el producto. Sin embargo, el componente de pérdida de calor se incrementará a medida que aumenta la temperatura del producto y más calor se perderá al medio ambiente desde los recipientes o las tuberías. La demanda total de calor en cualquier momento, es la suma de estos dos componentes. La ecuación utilizada para establecer la cantidad de calor necesaria para elevar la temperatura de una sustancia para aplicar a una serie de procesos de transferencia de calor es
Q = mcp∆T (37) Figura 114 Perfil típico de temperatura en un intercambiador de calor con vapor

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En su forma original, esta ecuación se puede utilizar para determinar la cantidad total de energía térmica durante todo el proceso. Sin embargo, en su forma corriente, no tiene en cuenta la tasa de transferencia de calor. Para establecer las tasas de transferencia de calor, los diferentes tipos de aplicaciones de intercambio de calor se pueden dividir en dos grandes categorías. La Figura 114 proporciona un perfil típico de temperatura en un intercambiador de calor con un caudal constante de fluido a calentar. La temperatura de condensación (Ts) del vapor se mantiene constante a lo largo del intercambiador de calor. El fluido se calienta desdeT1 en la válvula de entrada hasta T2 a la salida del intercambiador de calor. La ecuación de balance donde hay un flujo continuo de líquido se puede construir para un estado estacionario y suponiendo un proceso adiabático de la siguiente forma:
Calor en el Lado caliente = Q = Calor en el Lado Frio
ms hfg= Q = m Cp ∆T (38) Donde: ms = Flujo másico de vapor a través del intercambiador (Lado Caliente) tasa promedio de consumo de vapor (kg/s) hfg = Entalpía específica de la evaporación del vapor de agua (kJ/kg) Q = Tasa media de transferencia de calor (Kw ó (kJ/s)) m = Flujo másico de vapor a través del intercambiador (Lado Frio) (kg/s) Cp = calor específico del fluido frio (kJ/kg °C) ∆T = Aumento de temperatura del fluido Frio (° C) � Consumo medio de vapor El consumo medio de vapor para un tipo de flujo como un intercambiador de calor de proceso continuo o un acumulador de calefacción se puede determinar a partir de la ecuación 32, tal como se presenta en la ecuación 33
ms = m Cp ∆T (39) hfg

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Tasa de transferencia de calor La diferencia de temperatura tiene efecto significativo sobre la tasa de transferencia de calor a través de la superficie de transferencia de calor, como se ve claramente en la ecuación 31
Q = U A ∆T (40) Donde: Q = Calor transferido por unidad de tiempo (W) U = Coeficiente Global de transferencia de calor) (W/m2 ° C) A = Área de transferencia de calor (m2) ∆T = Diferencia de temperatura entre el fluido frio y Caliente (° C) La ecuación 34 también muestra que la transferencia de calor dependerá de 'U' el coeficiente global de transferencia de calor, y el área de transferencia de calor 'A'. 4.4.3 Descripción de la Caldera Figura 115 Esquema de una caldera con sus partes internas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En la década de los 50 del siglo pasado, el Ministerio de combustible y energía del Reino Unido patrocinó una investigación en procura de mejorar el diseño de las calderas. El resultado de esta investigación fue la caldera empacada, como resultado su desarrollo dio origen a un diseño de tres pasos de humos con uso de derivados del petróleo en lugar de carbón. La caldera empacada se llama así porque se trata como un paquete completo con quemador, controles de nivel, bomba de alimentación y todos los accesorios necesarios para el normal funcionamiento de la caldera. Una vez entregada en el sitio de trabajo, sólo requiere de las tuberías de vapor, agua, de purga, el suministro de combustible y las conexiones eléctricas necesarias para su operación; se incorporó el concepto de la necesidad y el alto rendimiento de los modernos materiales de aislamiento, y la utilización de la mínima cantidad de espacio necesario para la sala de calderas, y por lo tanto, aumentar el espacio disponible para otros fines. � Generación Volumétrica de calor (Kw/m³) Este factor se calcula dividiendo la Energía total suministrada a la caldera por el volumen de agua en la caldera, el cual efectivamente relaciona la cantidad de vapor de agua liberada a carga máxima, por la cantidad de agua presente en la caldera. Cuanto menor sea este valor, mayor es la cantidad de reserva de energética en la caldera. � Tasa de liberación de vapor (kg/m² s) Este factor se calcula dividiendo la cantidad de vapor producido por segundo por el área plana Horizontal del agua en la Caldera. Cuanto menor sea este número, mayor será la oportunidad de que las partículas del vapor se separen del agua y se produzca el vapor seco. En momentos de rápido aumento de la carga en el proceso, la caldera experimenta una reducción de la presión, que a su vez, significa que se reduce la densidad del vapor de agua, e incluso a mayores tasas de salida de vapor, progresivamente se exportan cantidades de vapor más húmedas desde la caldera.. Unidades de más de tres pasos de transferencia de calor, son potencialmente más térmicamente eficientes, pero el tipo de combustible y las condiciones de funcionamiento puede impedir su uso. Cuando en este tipo de unidad se da baja demanda de vapor y por tanto de combustibles de aceite combustible pesado o carbón, Como resultado, la salida de la temperatura del gas de combustión puede caer por debajo del punto de rocío

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
ácido, provocando la corrosión de los conductos y la chimenea y, posiblemente, de la propia caldera Las Calderas modernas son compactas y eficientes en su diseño, con varios pasos de intercambio de calor; agregado a la tecnología de quemador eficiente para la transferencia de un porcentaje muy elevado de la energía contenida en el combustible en el agua, con un mínimo de emisiones. 4.4.4 Fundamentos de la operación de las calderas En un principio las calderas eran simples tanques de hierro sobre un hogar de leña, las calderas modernas utilizan un tubo de fuego o el diseño de tubo de agua. Cualquier tipo incorpora una cámara de combustión en los que están continuamente el combustible y aire introducidos y se queman. Los gases de combustión calientes se utilizaban para calentar el interior o exterior de un tubo. Figura 116 Diagrama General de una caldera y sus instalaciones
Las calderas de vapor generan el vapor mediante la conversión de energía térmica a partir de la combustión de combustibles, los reactores nucleares, la luz solar concentrada o calor residual de otros procesos. 4.4.5 Tipos de calderas Existen dos tipos básicos: Calderas Pirotubulares, Calderas Acuatubulares � Calderas Pirotubulares: las cuales consisten en una caldera que contiene el
agua a evaporar en la carcasa, y por los tubos horizontales se transporta los gases calientes de combustión. El calor pasa desde el interior del tubo hacia el agua por la parte exterior del tubo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Puede haber varios pasos de tubos paralelos, los gases se mueven desde la cámara de combustión de ida y vuelta para ceder su calor y salir finalmente por la chimenea directamente o pasar previamente a través de un sistema de recuperación de calor, el cual precalienta el aire que entra en combustión en el hogar de la caldera con el combustible.
Las calderas Pirotubulares presentan diferentes tipos de combinaciones de diseño que involucran el número de pasos que el calor de los humos provenientes de la quema del combustible en el hogar de la caldera, cede al agua antes de que estos sean descargados a la atmósfera. La Figura 117 muestra una configuración típica de caldera de dos pasos, donde muestra un primer paso al momento de la quema del combustible y la formación de los humos, en un conducto el cual está rodeado de agua y ceden calor al agua y luego en el segundo paso por el juego de tubos de que está constituida la caldera para transferir el calor al agua contenida en la carcasa; la diferencia entre los dos tipo de caldera que se presenta en la Figura, consiste en el movimiento de los gases entre los dos pasos en un caso se realiza a través de un conducto periférico externo y el otro a través de un conducto interno en la caldera
Figura 117 Configuración interna de una caldera Pirotubular

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Es importante señalar que los gases de combustión deben ser enfriados a menos 420 °C antes de entrar en la cámara o conducto entre los dos pasos. Temperaturas superiores pueden producir un sobrecalentamiento y por consiguiente agrietamientos de las placas que soportan el haz de tubos del segundo paso de transferencia de calor. � Caldera económica (en dos pasos, de vuelta en seco)
La caldera económica de dos pasos es tan sólo la mitad del tamaño de una equivalente de calderas tipo Lancashire y presenta mayor eficiencia térmica. El cuerpo de la caldera es cilíndrico, con dos tubos de gran calibre que actúan como cámara de combustión principal. Los humos calientes pasan desde los dos tubos del horno por la parte trasera de la caldera a través de una cámara en ladrillo refractario e ingresan a una serie de tubos de pequeño diámetro los cuales presentan una gran superficie de calor en contacto externo con el agua. Los gases de combustión salen de la caldera por la parte delantera y un ventilador de tiro inducido, los hace pasar a la chimenea.
Figura 118 Caldera económica
� Calderas Acuatubulares: Normalmente el agua está retenida en tubos
verticales, que se extienden desde la parte inferior de la caldera hasta la parte superior de la caldera, por donde sale el vapor al colector. Estos por lo general se encuentran ubicados alrededor de la cámara de combustión en varias capas. Como se forman burbujas de vapor, se levantan

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
desde la parte inferior hasta la parte superior, por donde el vapor sale al colector.
Los sistemas de recuperación de calor son eficaces debido a que prácticamente pueden eliminar los costos de purga, el retorno de condensado a la caldera y contribuyen a la eficiencia global del ciclo de vapor y condensado. 4.4.6 El control de vapor en la caldera Debido a la relación directa entre la presión y la temperatura del vapor saturado, la cantidad de absorción de energía en el proceso es fácil de controlar, simplemente controlando la presión de vapor saturado. Los controles modernos de vapor están diseñados para responder rápidamente a cambios en el proceso. El elemento que se muestra en la Figura 119 es una válvula de control típica de dos puertos de actuador neumático, diseñada para su uso en vapor. Su precisión se ve garantizada por el uso de un posicionador de válvula neumática. La mayoría de los controles de vapor de agua son capaces de interactuar con instrumentos modernos en red y sistemas de control para permitir un control centralizado, como en el caso de un sistema SCADA o un sistema de Gestión/Energía. Si el usuario lo desea, los componentes del sistema de vapor también se pueden operar de manera independiente (autónomo). Figura 119 Válvula de control de flujo del vapor de una caldera
En muchos casos, se ha demostrado que es mucho menos costoso operar las plantas de vapor con un sofisticado control y sistemas de monitoreo, que sustituirlo

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
por un método alternativo de suministro de energía, tales como un sistema descentralizado de gas de res industrial o domiciliaria. La clave para el diseño de la caldera es el mantenimiento de la presión del vapor potencialmente alto peligroso dentro de la caldera debido a la generación de temperaturas extremadamente altas. Se requiere por lo tanto una especial atención a los materiales de fabricación de la caldera, extremo cuidado de las técnicas de construcción, y rigurosos procedimientos operativos, tales como puesta en marcha, calentamiento y enfriamiento de la caldera. � Medidor de caudal de vapor El medidor de caudal de vapor puede ser utilizado para medir directamente el uso de vapor de un elemento operativo de la planta; puede ser usado para monitorear los resultados de los planes de ahorro de energía y comparar la eficiencia de un elemento de la planta con otra. Sólo en casos relativamente raros un medidor no puede medir el flujo de vapor. Se debe tener cuidado, y asegurarse que la presión del vapor es la requerida y que no existe otro factor de calibración que no se haya tenido en cuenta. Figura 120 Medición de caudal de vapor
� Bomba de condensados Un método menos exacto para calcular el consumo de vapor es la incorporación de un contador en el cuerpo de una bomba de desplazamiento positivo para bombear el condensado del proceso.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Cada carrera de descarga se ha registrado, y una estimación de la capacidad de cada carrera se utiliza para calcular la cantidad de vapor condensado en un período de tiempo determinado. Figura 121 Bomba de condensados
4.4.7 Elementos auxiliares de la caldera La caldera requiere de una serie de elementos auxiliares para su normal funcionamiento, los cuales en condiciones de funcionamiento y de mantenimiento normales le confieren a la misma seguridad operativa y le aseguran vida operativa prolongada. � Sistema de recolección de condensados Anteriormente estos se desechaban como aguas residuales, a raíz del incremento en el precio de los combustibles y la necesidad de preservar el medio ambiente las calderas modernas disponen de sistemas de recolección de condensados que retornan al ciclo de producción de vapor de la Caldera. El consumo de vapor también se puede establecer directamente, mediante la medición de la masa de condensado recogido en un tambor durante un período de tiempo. Esto puede proporcionar un método más preciso que el uso de cálculos teóricos si las pérdidas de vapor flash (que no son tomados en cuenta) son pequeñas, y puede trabajar tanto para aplicaciones de tipo no- flujo y el flujo. Sin embargo, este

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
método no puede ser utilizado en aplicaciones de inyección de vapor directo, humidificación y procesos de esterilización, donde no es posible recoger el condensado. Si el sistema de retorno de condensados incluye un depósito de recogida y la bomba, puede ser posible parar la bomba durante un tiempo y medir el volumen de condensado por inmersión con cuidado en el tanque antes y después de un período de prueba. Se debe tener cuidado, sobre todo si el cambio de nivel es pequeño o si se producen pérdidas debido a escapes de vapor. � El combustible de la caldera El combustible de la caldera se puede elegir de una variedad de opciones, incluidos los residuos combustibles, lo que hace la caldera de vapor una opción ecológicamente racional entre las diferentes opciones disponibles como fuente de calor. � Tipos de Combustibles Los tres tipos más comunes de combustible utilizado en las calderas de vapor, son el carbón, petróleo y gas. Sin embargo, los residuos industriales o comerciales, también se utilizan en ciertas calderas.
o El Carbón: es el término genérico dado a una familia de combustibles sólidos con un alto contenido de carbono. Hay varios tipos de carbón dentro de esta familia, cada una relacionada con las etapas de formación del carbón y la cantidad de contenido de carbono. Estos tipos de Carbones son las siguientes: Turba. Lignito Bituminoso. Semibituminoso. Antracita. Los tipos de bituminoso y antracita tienden a ser utilizados como combustible de calderas. El uso del carbón está en declive tanto en Hornos como en calderas pirotubulares. Las razones, son: Disponibilidad y costo: el Carbón es cada vez más costoso y escaso
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Velocidad de respuesta a los cambios de carga: Para superar este retraso, las calderas diseñadas para carbón necesitan contener más agua a la temperatura de saturación para proporcionar la reserva de energía para cubrir ese lapso de tiempo. Esto, a su vez, significa que las calderas son más grandes, y por lo tanto mayor el costo de compra, y ocupan más espacio valioso de fabricación en planta. Se producen Cenizas cuando se quema el carbón: La ceniza puede ser difícil de retirar, por lo general implican la intervención manual y una reducción en la cantidad de vapor de agua disponible, mientras el retiro de cenizas se lleva a cabo. Sistema de Alimentación del Carbón. Existen diferentes tipos: fogoneros paso a paso, aspersores y la parrilla tipo cadena. El tema en común es que todos ellos necesitan mucho mantenimiento. Emisiones: El carbón contiene un promedio de 1,5% de azufre (S) en peso, pero a puede llegar al 3%, dependiendo de donde se extraiga el carbón.
o Crudo de Petróleo: como combustible de calderas se crea a partir de los
residuos producidos a partir de petróleo crudo después que se ha destilado para producir aceites más ligeros como la gasolina, parafina, queroseno, diesel o gasoil. Diversos grados están disponibles, cada uno adecuado para diferentes clasificaciones de la caldera, los grados son los siguientes:
Clase D - diesel o gasóleo. Clase E - aceite ligero. Clase F - fuel oil medio. Clase G - fuel oil pesado. Las ventajas sobre el carbón incluyen: Una respuesta más cortos de tiempo entre la demanda y la cantidad necesaria de vapor que se genera. El menor tamaño también significa que la caldera ocupa menos espacio de producción. Eliminación de Alimentadores mecánicos, lo que reduce la carga de trabajo de mantenimiento. Contiene sólo trazas de ceniza, lo que elimina el problema de manejo de cenizas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Eliminación.de las dificultades surgidas en la recepción, almacenamiento y manejo de carbón
o Gas: es una forma de combustible de la caldera que es fácil de usar, con
muy poco exceso de aire. Los Gases combustibles están disponibles en dos formas diferentes: • El gas natural: Se utiliza en su estado natural, (a excepción de la
eliminación de impurezas), y contiene una alta proporción de metano.
• Gas licuado del petróleo (GLP) - Estos son gases que se producen a partir de la refinación de petróleo y se almacenan bajo presión en estado líquido hasta su uso.
• Propano y butano. Las ventajas de combustión a gas son: El Almacenamiento del combustible no es un problema, el gas es conducido directo a la sala de calderas. Sólo una pequeña cantidad de azufre está presente en el gas natural, lo que significa que la cantidad de ácido sulfúrico en los gases de combustión es prácticamente cero.
4.4.8 Ensuciamiento de la caldera El ensuciamiento es causado por la formación de depósitos en la superficie de transferencia de calor añadiendo una resistencia al flujo de calor. Muchos de los líquidos proceso pueden depositar los lodos o las cenizas en las superficies de calefacción, y lo hará a un ritmo más rápido a temperaturas más altas. Además, el vapor sobrecalentado es un gas seco. El calor que fluye desde el vapor a la pared de metal debe pasar a través de las películas estáticas adheridas a la pared, que oponen resistencia al flujo de calor. 4.5 LECCION 35 ESTERILIZADORES La esterilización es un proceso físico en el cual se disminuye el contenido de bacterias o microorganismos, a tal nivel que desaparece el riesgo de deterioro de un producto y éste puede ser conservado en sus condiciones fisicoquímicas durante mucho tiempo. Uno de los medios físicos más importantes empleados para esterilizar los alimentos, es el calor aplicado directa o indirectamente al
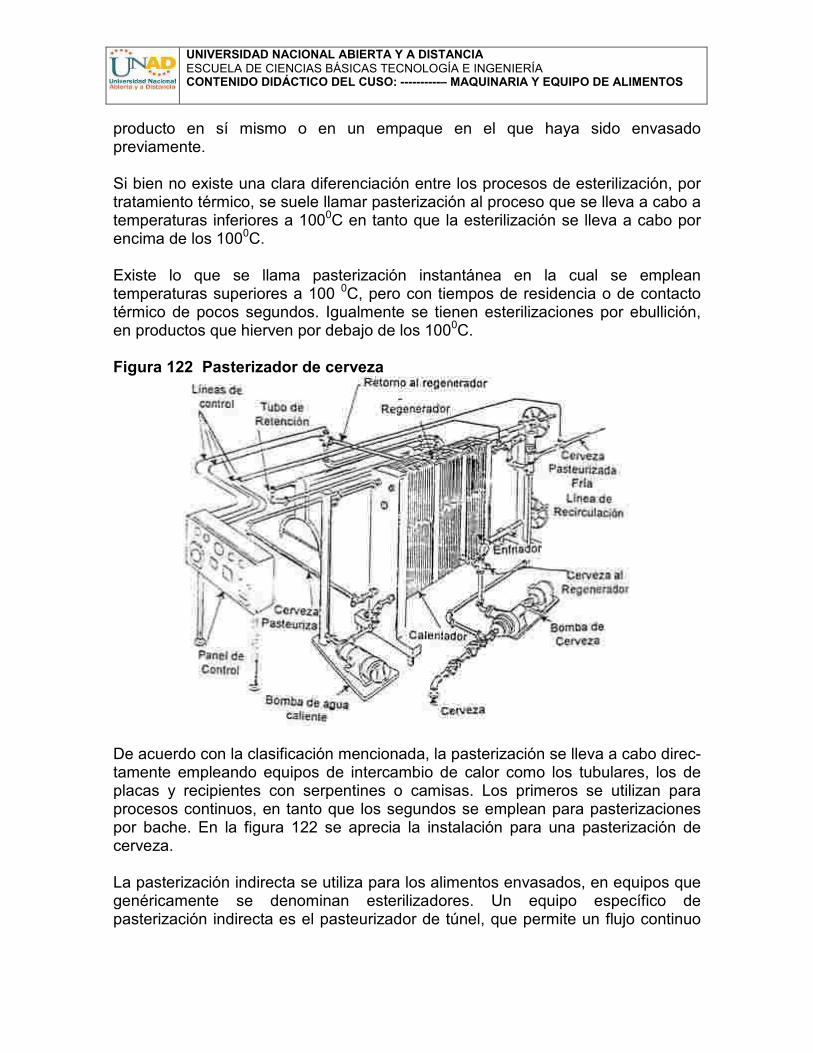
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
producto en sí mismo o en un empaque en el que haya sido envasado previamente. Si bien no existe una clara diferenciación entre los procesos de esterilización, por tratamiento térmico, se suele llamar pasterización al proceso que se lleva a cabo a temperaturas inferiores a 1000C en tanto que la esterilización se lleva a cabo por encima de los 1000C. Existe lo que se llama pasterización instantánea en la cual se emplean temperaturas superiores a 100 0C, pero con tiempos de residencia o de contacto térmico de pocos segundos. Igualmente se tienen esterilizaciones por ebullición, en productos que hierven por debajo de los 1000C. Figura 122 Pasterizador de cerveza
De acuerdo con la clasificación mencionada, la pasterización se lleva a cabo direc-tamente empleando equipos de intercambio de calor como los tubulares, los de placas y recipientes con serpentines o camisas. Los primeros se utilizan para procesos continuos, en tanto que los segundos se emplean para pasterizaciones por bache. En la figura 122 se aprecia la instalación para una pasterización de cerveza. La pasterización indirecta se utiliza para los alimentos envasados, en equipos que genéricamente se denominan esterilizadores. Un equipo específico de pasterización indirecta es el pasteurizador de túnel, que permite un flujo continuo

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
de los envasados. A medida que los recipientes avanzan en el túnel, duchas de agua caliente o vapor elevan progresivamente la temperatura del producto, hasta que llega a la pasterización acorde con las unidades de pasterización que requiere el producto; éste se mantiene durante el tiempo necesario a su temperatura de pasterización, para que luego, mediante duchas de agua fría, el producto se enfríe lentamente. Estos equipos son apropiados para grandes volúmenes de producción, en razón de la longitud que requiere recorrer el producto para sufrir lentamente los cambios de temperatura. La pasterización directa del producto tiene como ventaja el empleo de equipos sencillos, lo que se traduce en uso de menor espacio, menores servicios y menor costo de operación. Su desventaja es la extremada condición aséptica del área de empaque, para evitar que el producto pierda el efecto de pasterización, por contaminación del empaque o durante la manipulación de envasado. La pasterización indirecta implica mayores costos de equipo, espacio y operación por riesgos de daño en los envases, pero asegura la completa pasterización del producto. Figura 123 Esterilizador hidrostático
En la esterilización directa se emplean recipientes abiertos o cerrados con elementos de calefacción fluidos calientes o resistencias eléctricas para pequeños volúmenes.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El fluido más empleado para la esterilización es el agua en su forma líquida o gaseosa por su bajo costo, no produce olores ni sabores contaminantes y sus propiedades termodinámicas son excepcionalmente ventajosas. Últimamente se han desarrollado equipos basados en fenómenos electromagnéticos como esterilizadores por rayos ultravioleta, hornos microondas e irradiadores de partículas nucleares. No obstante estando todavía en etapas de experimentación, su uso debe ser cauteloso En la esterilización indirecta igualmente, se emplean recipientes abiertos y cerrados, operados estos últimos a presiones relativamente altas para favorecer la transmisión de calor, a través de los recipientes y lograr así la temperatura de esterilización para todo el producto. Acorde al tipo de industria, disponibilidad de mano de obra y costos de operación, se tienen esterilizadores discontinuos o de bache y esterilizadores continuos. Los esterilizadores discontinuos más comunes son las marmitas o autoclaves, que pueden ser verticales u horizontales. La Figura 123 muestra un tipo de esterilizador hidrostático continuo. Un aspecto muy importante a tener en cuenta es la velocidad de penetración del calor en los envases; los productos no se calientan ni enfrían rápidamente. La temperatura alcanzada en un producto depende del índice de penetración calórica, que a su vez depende del estado del producto, las condiciones del procesado térmico, la geometría del recipiente y aun la misma temperatura del medio calefactor. Los líquidos se calientan más rápidamente que los sólidos debido a los fenómenos de convección, ya que en los sólidos tiene lugar el fenómeno de conducción. Se tiene una esterilización adecuada en los productos envasados, cuando se logra la temperatura de esterilización y se mantiene durante el tiempo requerido en el llamado punto frío del alimento. Para los líquidos en reposo y los sólidos. Estudios microbiológicos dan las pautas para establecer los tiempos y temperaturas de esterilización, parámetros requeridos para el cálculo de áreas de transferencia y requerimientos del elemento calefactor. El proceso de esterilización presenta gran importancia para el estudio de la ingeniería de alimentos, si se analiza que como proceso en si juega un papel importante en los procesos comprometidos con la prolongación de la vida de los alimentos, por considerarse un método preciso en la eliminación de la flora microbiana.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El ingeniero de alimentos, al vincularse en la industria, asume grandes responsabilidades de acuerdo con su formación profesional, teniendo en cuenta que la seguridad alimentaria del consumidor es uno de los principios éticos y morales con el cual se encuentra estrechamente vinculado. Un estudio cuidadoso realizado por expertos y observadores actualizados sobre los aspectos relacionados con la destrucción de bacterias, ha demostrado que éstas se destruyen por acción del vapor húmedo a una temperatura entre 230o F y 2480 F por un tiempo entre cinco y veinticinco minutos. La esterilización por medio del calor se puede realizar con aire seco caliente, agua hirviente, vapor seco circulante o vapor a presión. 4.5.1 Procesos de esterilización En toda esterilización se debe tener en cuenta el tiempo, la temperatura y la humedad. El calor y la humedad son necesarios para la destrucción rápida de gérmenes patógenos. La esterilización o destrucción de los organismos patógenos se obtienen a través de los siguientes procesos. Por calor húmedo o seco; por agentes químicos (desinfectantes); por radiaciones (rayos X ultravioleta, etc.) 4.5.1.1 Esterilización por calor seco Se emplean con frecuencia cámaras de aire caliente para esterilizar materiales secos como cristalería; algunas sustancias viscosas se deben esterilizar también mediante el empleo de calor seco en una estufa, porque el calor húmedo no penetra en las sustancias insolubles. Generalmente estas estufas alcanzan una temperatura de 1700F, la cual hay que mantener por un mínimo de dos horas. 4.5.1.2 Esterilización por calor húmedo Esta se puede realizar por medio de ebullición de agua utilizando ollas y recipientes tapados, autoclaves y por vapor a presión el cual se produce en los autoclaves. 4.5.1.3 Esterilización por agentes químicos La desinfección química solo debe usarse en casos en que el calor húmedo destruya los elementos que se van a desinfectar. Entre los agentes químicos más utilizados tenemos: los compuestos de cloro y el hipoclorito de sodio, etc.; los

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
mercuriales como el bicloruro de mercurio, el oxicianuro de mercurio, etc.; los alcoholes como el etílico al 70% y el yodo en sus diferentes combinaciones. 4.5.1.4 Esterilización por radiaciones Este proceso está limitado a la esterilización del aire en las salas de empaques debido a que no posee prácticamente un poder de penetración y además causan daño en la salud de los operarios, como el cáncer y esterilidad. 4.5.2 El autoclave Es el aparato más utilizado para esterilizar y consiste principalmente de una cámara de presión cilíndrica herméticamente cerrada por una puerta rodeada por una camisa de vapor a presión. Hay varias clases de autoclaves pero todos constan de las siguientes partes: - Un cilindro hueco o cámara donde se colocan los materiales para esterilizar. - Un cilindro sellado que rodea la cámara y se le llama camisa. - Dos termómetros indicadores de la temperatura dentro de la cámara y camisa. - Una válvula principal de suministro de vapor. - Una válvula de retención o cheque que permite la descarga del condensado de la
trampa y evita el reflujo hacia la trampa. - El temporizador: el esterilizador se pone en operación con el ajuste manual del
temporizador; con este ajuste, una corriente eléctrica se dirige al control de presión.
La corriente energiza el control de presión, el cual activa la bobina del contactor haciendo que fluya corriente hacia los elementos calentadores. Cuando la presión del cilindro alcanza la presión 13 a 13,5 psi, se energizan el motor del temporizador y la luz piloto. Al final del ciclo el temporizador cortará el flujo de energía a todos los componentes con excepción de la solenoide de venteo y el motor del temporizador. Ellos revertirán a su estado desactivado. El motor del temporizador y la luz piloto continuarán energizados después de completado el ciclo de temporización y dos minutos adicionales. Si el temporizador falla, debe ser reemplazado, este se cambia en su totalidad, pues cualquier reparación que se intente no es práctica para los intereses económicos del usuario.
-Manómetro de presión de vapor. Este registra la presión de vapor dentro de la cámara del esterilizador.
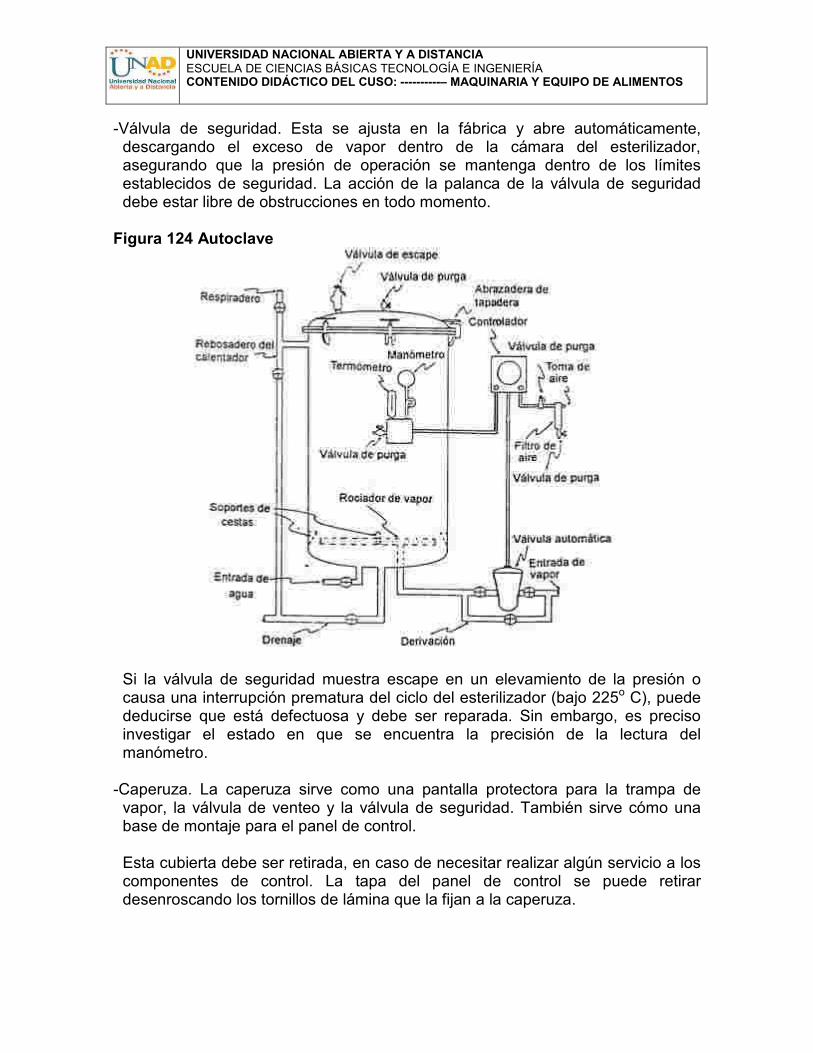
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
-Válvula de seguridad. Esta se ajusta en la fábrica y abre automáticamente, descargando el exceso de vapor dentro de la cámara del esterilizador, asegurando que la presión de operación se mantenga dentro de los límites establecidos de seguridad. La acción de la palanca de la válvula de seguridad debe estar libre de obstrucciones en todo momento.
Figura 124 Autoclave
Si la válvula de seguridad muestra escape en un elevamiento de la presión o causa una interrupción prematura del ciclo del esterilizador (bajo 225o C), puede deducirse que está defectuosa y debe ser reparada. Sin embargo, es preciso investigar el estado en que se encuentra la precisión de la lectura del manómetro.
-Caperuza. La caperuza sirve como una pantalla protectora para la trampa de
vapor, la válvula de venteo y la válvula de seguridad. También sirve cómo una base de montaje para el panel de control.
Esta cubierta debe ser retirada, en caso de necesitar realizar algún servicio a los componentes de control. La tapa del panel de control se puede retirar desenroscando los tornillos de lámina que la fijan a la caperuza.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
-Válvula solenoide de venteo. Es normalmente cerrada, y solo abre al final de cada ciclo, en el momento en el cual es energizada.
-Trampa de vapor. La trampa de vapor desempeña una función dual automática muy importante, de ventear todo el aire del compartimiento de esterilización y de proporcionar el máximo sello posible para permitir que la presión se eleve durante el ciclo de esterilización. Existe, una ranura en ángulo, mecanizada en el asiento que permite un venteo constante de una pequeña cantidad de vapor durante el ciclo para eliminar definitivamente cualquier bolsa de aire en el cilindro. Si la válvula no opera apropiadamente, el resultado será una distribución desigual de vapor vivo en el compartimiento. Funcionamiento: A medida que se forma vapor dentro del compartimiento del esterilizador, habrá una salida de aire frío. Cuando hay vapor suficiente que ha desplazado al aire frío, comenzará a fluir hacia la trampa para calentar el elemento termostático. La expansión del elemento termostático hará que selle contra el asiento encerrando el vapor vivo dentro del compartimiento del esterilizador, y la presión de vapor comenzará a elevarse. La esterilización por medio de los autoclaves es más eficaz porque se pueden conseguir altas temperatura, capaces de destruir los microbios patógenos más resistentes, incluyendo las esporas. La eficacia del procedimiento depende de la penetración del vapor a todos los materiales que estén esterilizándose. El tiempo de esterilización depende por lo tanto, del tamaño de los lotes y de la clase de elementos que se vayan a esterilizar. Al abrirse el vapor a la cámara, éste empieza a desalojar todo el aire contenido en ella. Es importante desalojar todo el aire de la cámara para evitar lecturas engañosas en el manómetro, ya que con aire dentro de ella, el manómetro registrarla la suma de la presión del vapor más la del aire calentado y la temperatura seria solamente la correspondiente a la presión del vapor. Una vez que el vapor ha desalojado todo el aire, la cámara se sigue llenando de vapor hasta que aumente la presión y alcance el punto deseado. Al comprimirse el vapor sube la temperatura por encima de la del agua en ebullición o del vapor libre y la esterilización se realiza eficazmente. En este caso, la temperatura depende de la presión real que se logre dentro de la cámara.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Tabla 13 Guía de problemas, posibles causa y solución en autoclaves. PROBLEMA POSIBLE CAUSA SOLUCIÓN El autoclave no opera (la presión no se eleva)
1. Instalación incorrecta Verifique el diafragma de alambrado y corrija
2. Fusible quemado Reemplácelo si se quema de nuevo, chequee que el suministro es de 70 Amp.
3. Contactores Reemplace los quemados 4. Alambrado Chequee todo el
alambrado, repare o remplace
El autoclave opera pero no llega a la presión de 15 psi
1. No llega corriente a todo los elementos de calentamiento
Retire la parte inferior del panel y vea si los elementos están trabajando
2. La trampa de vapor no cierra
Reemplace el elemento térmico
3. La válvula de venteo falla, y no sostiene la presión en 15psi
Verifique si hay un incorrecto ajuste del control de temperatura
4. Fugas de vapor por la compuerta
Verifique si hay desgaste en el empaque o Hga un ajuste a la compuerta
5. La válvula de seguridad se dispara prematuramente
Reemplace la válvula de seguridad
La unidad alivia presión antes de terminar el ciclo del temporizador
1. El control de bajo nivel de agua a funcionado prematuramente
Reemplace el control de bajo nivel de agua
El temporizador opera erráticamente o falla al terminar a cero
1. No hay energía en algunas de las terminales del temporizador
Verifique si hay alambres defectuosos y repárelos
No se obtiene la temperatura establecida en el pico ciclo
1. La trampa de vapor cierra prematuramente, evitando la remoción de la cámara de aire
Reemplace el elemento termostático en trampa de vapor
Uno o ambos grupos de los elementos permanecen encendidos aun cuando el temporizador este en la posición OFF
1. Los contactores del controlador de temperatura permanecen cerrados
Reemplace los interruptores
2. El control de temperatura no está calibrado apropiadamente
Recalibre
Algún elemento de 1. Conexiones flojas o Repare o remplace

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
calentamiento se apaga antes de que la presión llegue a 15 psi
cables rotos 2. El contactor cierra frontal demasiado pronto
Ajuste el control de temperatura
Fuente: MARKET FORGE Co. Instrucciones de Instalación. EEUU 4.5.3 Autoclave vertical estacionaria La autoclave vertical estacionaria se utiliza para la esterilización, a presión, de las latas de carne. Las partes principales son:
• Válvula de seguridad • Grifo de evacuación • Tapa • Perno mariposa • Cuerpo de la autoclave • Manómetro • Termómetro • Descarga del agua durante el enfriamiento • Entrada de agua • Entrada de vapor • Descarga total • Canastilla
4.5.4 Túnel de pre-esterilización Este aparato permite efectuar la pre-esterilización por calentamiento de los productos cárnicos envasados sin tapa. Así se saca el aire y se logra la temperatura óptima para el cierre de los envases. Se utiliza también para enfriar los envases esterilizados. Las partes principales son: • Banda transportadora • Tina de recepción de productos cárnicos para el llenado de envases • Llenadora manual de salmuera • Entrada de vapor • Manómetro • Válvula de regulación • Entrada de los envases túnel • Termómetro • Tapa de control de limpieza • Entrada del agua para enfriamiento, que se emplea con envases cerrados y
esterilizados • Válvula de regulación para el agua de enfriamiento • Manómetro

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
• Salida de envases del túnel • Mesa de recepción de envases pre-esterilizados • Motor eléctrico con variador de velocidad • Salida a la cerradora • Descarga del condensador • Descarga para limpieza El proceso de tratamiento térmico moderado, a temperaturas normalmente inferiores a 373 °K (100 °C), a pesar de que, aun destruyendo los microorganismos patógenos, no otorga una protección indefinida contra la putrefacción micro-bacteriológica. La pasterización de la leche es bien conocida, pero incluso un producto ácido como el vinagre requiere protección contra los microorganismos que ocasionan la putrefacción, como las aceto-bacterias, el crecimiento de las cuales da lugar a que el producto se enturbie. Esa putrefacción se evita mediante pasterización o pasando el vinagre por un filtro esterilizador. En el comercio se presentan a la venta algunas clases de jamón enlatado pasteurizado que ha sido envasado al vacío y tratado mediante calor hasta alcanzar una temperatura en el centro de la lata de 339 °K (77 °C). Las latas pasteurizadas deben ser enfriadas rápidamente a 294 °K (21 °C), y almacenadas en refrigeradores hasta su venta al por menor. 4.5.5 Procedimientos UHT. La esterilización tradicional implica calentar el alimento en una lata o botella durante el tiempo suficiente para inhibir los microorganismos, a la temperatura más baja posible. De ello se deduce que los alimentos de la parte más externa tienen mayores posibilidades de desarrollar sabores a “quemado” por sobrecalentamiento y de experimentar una pérdida excesiva de vitaminas sensibles al calor. Figura 125 Planta de UHT

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los productos cárnicos envasados, como la carne en lata común, tienen un ritmo lento de calentamiento, por lo que la pérdida de tiamina puede subir a un 57 %. Incluso productos líquidos como la leche esterilizada en botellas tienen una pérdida del 20 % de tiamina y del 70 % de vitamina C.
Modernas investigaciones han demostrado que la esterilización a altas temperaturas en corto tiempo reduce los daños provocados por el calor. Este sistema es excelente para líquidos de baja viscosidad, porque permiten un calentamiento rápido; el ejemplo típico es la fabricación de leche UHT (ultra high temperature, temperatura ultra alta) por esterilización a 48.2 °K (138 °C). La leche esterilizada IJHT reduce la pérdida de tiamina al 10 % y la de vitamina C al 25 %. Los líquidos de mayor viscosidad se esterilizan en una máquina que, básicamente, consiste en una cuchilla que gira a 1.000 rpm dentro de un tubo de calentamiento. Los alimentos no ácidos, como sopas y alimentos infantiles, son esterilizados en esa máquina calentándolos a 414 °K (141 °C) durante 8 segundos y a continuación se enfrían a 305 °K (32 °C) y se vierten en condiciones asépticas dentro de latas esterilizadas al vapor. Los alimentos ácidos, tales como los purés de frutas, se esterilizan en dicha máquina a unos 378 °K (105 °C). Se muestra una planta de UHT en la Figura 125
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CAPITULO 5 EQUIPOS PARA ENFRIAMIENTO Y REFRIGERACION Se emplea el enfriamiento y la refrigeración de productos para obtener temperaturas adecuadas de almacenamiento. Algunas sustancias provienen de un proceso que ha implicado altas temperaturas para favorecer reacciones físico-químicas y se requiere llevar la temperatura a un nivel adecuado, para un fácil manejo y almacenamiento, otras sustancias en especial alimentos requieren de temperaturas bajas para su conservación y almacenaje y algunos procesos requieren de temperaturas bajas para su desarrollo. Cuando se tiene una disminución de temperaturas sin que ocurra un cambio de fase, tiene lugar el enfriamiento, que puede llevarse a cabo para sustancias en cualquier estado. Cuando se requiere mantener durante un lapso amplio de tiempo bajas temperaturas (por debajo de la temperatura ambiente), se tiene la llamada refrigeración. Los mecanismos de transferencia de calor en las dos operaciones son muy diferentes y aunque se ha generalizado la aplicación del término refrigeración al enfriamiento de sólidos o de espacios amplios es importante tener presente que los fines son muy diversos. El enfriamiento de gases y líquidos se lleva a cabo adecuadamente en los intercambiadores de calor, empleando como medio de enfriamiento líquidos o gases a muy bajas temperaturas. Estos fluidos tienen propiedades termo-dinámicas especiales, como bajos puntos de congelación y de evaporación e igualmente de volúmenes específicos y altos valores latentes. De los líquidos o fluidos enfriadores, también llamados refrigerantes, el que mejor propiedades presenta es el amoniaco, NH3, con un inconveniente serio como es su alta toxicidad, esto conlleva a un cuidadoso manejo y el empleo de equipo con sellos o cierres herméticos. El enfriamiento y refrigeración de alimentos sólidos requiere de equipos más complejos en cuanto a proceso y funcionamiento, que permitan asegurar el cumplimiento de sus requerimientos operativos. 5.1 LECCION 37 ENFRIADORES Se define como enfriamiento en un proceso alimentario, a la disminución de la temperatura de los productos para asegurar condiciones propias del proceso,

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
garantizar condiciones de temperaturas indicadas de acuerdo al procesamiento del alimento y la calidad de los mismos, en muchos casos sin llegar a temperaturas bajo cero. 5.1.1 Sistemas de enfriamiento Existen dos sistemas bien definidos en enfriamiento que operan en condiciones precisas de acuerdo con los sistemas de instrumentación y control de proceso: • El sistema de enfriamiento directo, que utiliza como fluido de enfriamiento aire • El Sistema de enfriamiento Indirecto mediante el uso de Intercambiadores de
calor, tema de otra lección del presente módulo de maquinas y Equipos para alimentos
El énfasis del tema de enfriamiento en la presente lección se hará con la primera de las anteriormente mencionadas en particular con el uso del aire. 5.1.2 Sistema de enfriamiento directo con aire El enfriamiento es una de las principales funciones que ofrecen los sistemas de ventilación a temperaturas de ambiente medias, con un sistema adecuadamente configurado, una unidad de enfriamiento de aire puede proporcionar una parte importante de su ciclo de operación con aire externo de su ciclo economizador. Los enfoques comunes para el enfriamiento mecánico son: � Shiller de agua Fría o glicol: Los Equipos de refrigeración generan agua o glicol
fríos, que luego se bombean a los Shillers de enfriamiento ubicados en las unidades de tratamiento de aire para enfriar y deshumidificar el flujo de aire. Existen pequeños paquetes enfriadores de aire, adicionales a las cámaras de refrigeración más grande en la unidad central de suministro de agua helada que sirve las necesidades de los centros industriales. El control de la capacidad se logra en general mediante la modulación del flujo de agua a través del serpentín de enfriamiento o por el paso del aire alrededor del refrigerante. En general, la regulación de la corriente de agua es el método más conveniente, ya que tiene el potencial de ahorro energía de bombeo del agua fría.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 126 Shiller de agua helada o glicol
Cuando los requerimientos de deshumidificación del aire conducen a la necesidad de su calentamiento, se puede pasar alrededor del serpentín de enfriamiento aire mezclado o aire de retorno para el control de la temperatura de descarga, mientras que la válvula de agua fría del serpentín se controla para proporcionar la deshumidificación adecuada.
� Refrigeración de expansión directa: En este caso el refrigerante fluye a través
del serpentín del evaporador en el sistema de tratamiento de aire, a menudo referido como el de batería DX (abreviatura de expansión Directa), para enfriar el aire. Como parte del paquete de tratamiento de aire se incluyen los compresores y condensadores, situados a distancia, para mover el refrigerante a través de las
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
tuberías y el sistema de enfriamiento y permitir que el calor absorbido en la unidad de tratamiento de aire sea devuelto a la atmósfera.
� Las bombas de calor: Las bombas de calor son una variación en el enfoque de refrigeración de expansión directa típica. Cuando el sistema de tratamiento de aire requiere del enfriamiento necesario, el sistema funciona como un sistema de expansión directa tradicional. Pero, si la unidad de tratamiento de aire requiere calor, el sistema se invierte y utiliza el serpentín ubicado en la unidad de tratamiento de aire como un condensador. Para rechazar el calor a la atmósfera se utiliza el evaporador.
� Enfriamiento por evaporación directa e indirecta: Los sistemas que utilizan el efecto de enfriamiento asociados con la evaporación del agua a menudo se utilizan en ambientes con temperaturas de bulbo húmedo bajas.
El aire se enfría directamente por pulverización en contacto con agua permitiendo que esta se evapore en la corriente de aire. El aire sale del enfriador de proceso con un mayor contenido de humedad específica. El proceso se presta para enfriamientos en lugares donde la temperatura de bulbo húmedo ambiente es inferior a 65-70 º C; el aire no se recircula. La refrigeración por evaporación indirecta utiliza un proceso de evaporación directa para enfriar una corriente de aire secundario, por lo general el flujo de escape de aire del área de servicio o de una corriente de aire al aire libre. Esta corriente de aire secundario se utiliza para enfriar la corriente de aire primario en un área espacio libre utilizando un intercambiador de calor. Algunos sistemas combinan la recuperación de calor con el sistema de enfriamiento evaporativo indirecto. El proceso húmedo con economizador es un caso especial del sistema de enfriamiento evaporativo indirecto. También hay procesos que combinan métodos de refrigeración directos e indirectos para obtener bajas temperaturas de bulbo seco incluso por debajo de la temperatura de bulbo húmedo del aire secundario. Generalmente, el proceso utiliza una refrigeración por evaporación directa en la corriente de aire secundario (normalmente de escape del área de servicio), seguido de un intercambiador de calor, lo que permite que el aire se enfríe por evaporación secundaria para enfriar indirectamente el aire primario. Luego el aire primario pasa a través de un proceso de enfriamiento por evaporación directa.
� Economizador húmedo: Este proceso es un caso especial del proceso de
enfriamiento evaporativo indirecto. Desde la perspectiva de la unidad de manejo de aire, la fuente de refrigeración se parece a un sistema de Shiller de agua fría. Sin embargo, el agua fría que se genera las torres de refrigeración o

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
refrigeradores en seco es bombeada y sirve en un serpentín tradicional como fluido frío. Algunos sistemas utilizan un intercambiador de calor entre el circuito de las torres de refrigeración o refrigeradores en seco y el circuito de serpentines. Otros sistemas utilizan el agua directamente.
� Agua de pozo: Aunque cada vez es menos común, hay casos en que el agua
corriente es utilizada a través del serpentín de la unidad de aire de refrigeración para proporcionar un enfriamiento. La ventaja es el bajo costo de la energía, el bajo costo del uso del agua y los bajos costes de eliminación de calor a la atmósfera. El proceso es casi idéntico a un proceso de refrigeración por agua fría, la corrosión y otros problemas relacionados con el uso continuo de agua cruda son muy comunes en este tipo de procesos de enfriamiento. Los serpentines de enfriamiento construido con tubos se deben limpiar continuamente en este tipo de instalación.
5.1.3 Tipos de enfriadores � Enfriadoras: Como el nombre se sugiere, enfriadores con condensadores
enfriados por aire ó el uso de aire para eliminar el calor del refrigerante.
Un ventilador hace circular aire a través de un intercambiador de tubos que contienen el refrigerante caliente y descargan este calor en el aire ambiente. En comparación con el agua, el aire es un mal conductor de calor y por lo tanto, los enfriadores refrigerados por aire son más grandes y menos eficientes. La temperatura de condensación típica de un enfriador refrigerado por aire es de 322 °K en lugar de 313 °K en comparación con un enfriador de agua condensada. Los enfriadores refrigerados por aire, también operan con relaciones de compresor mayores lo que significa menos enfriamiento por el mayor consumo de de energía. Hay dos tipos de sistemas de refrigeración por aire: El enfriador de división construido con un sistema de división o "condensador remoto" el enfriador está en el interior y el exterior del condensador y El enfriador integrado. Para la unidad integrada, se puede poner una pequeña unidad en el interior ya que la carga sobre el aire acondicionado no es muy grande
� Shillers enfriados por agua: Los condensadores enfriados por agua son de tres diseños básicos; tubo y tubo, carcasa y tubo o de placas soldadas. En el diseño de tubo y tubo, se tiene un tubo dentro de otro y los tubos se enrollan en forma de buñuelo para minimizar los requerimientos de espacio.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La transferencia de calor desde el refrigerante al agua se lleva a cabo cuando el líquido refrigerante fluye a través de un tubo, mientras que el agua por los otros tubos fluye en la dirección opuesta. Este flujo a contracorriente mejora la transferencia de calor. En el de carcasa y tubo el diseño es muy similar al de tubo, excepto que hay un haz de tubos contenida en una carcasa. El refrigerante en el depósito es el agua que fluye a través de los tubos. Esta disposición permite que los tubos se puedan limpiar en caso de obstrucción. El diseño de placas soldadas es un diseño muy eficiente y compacto. Este intercambiador de calor con placas de acero inoxidable está grabado con pequeños canales para proporcionar varios puntos de contacto y turbulencia del fluido de mayor temperatura, proporcionando excelente transferencia de calor al tiempo que reduce el potencial de ensuciamiento. Las placas se apilan soldadas entre sí para formar dos circuitos independientes funcionando en capas alternas.
� Condensadores por evaporación: Otra alternativa para el enfriamiento del aire
o condensadores enfriados por agua descrito anteriormente es el condensador evaporativo. Los condensadores evaporativos, actúan como torres de refrigeración sobre los intercambiadores de calor. El fluido refrigerante pasa a través de un haz de tubos de cobre en la celda de evaporación. Cascadas de agua son adicionadas sobre su superficie exterior y el flujo de aire ambiente en contra de la corriente con el agua hace que parte de esta se evapore. Esta configuración se traduce en un sistema de refrigeración eficaz. Hay un pozo en la parte inferior del condensador para almacenar el agua y una bomba extrae el agua para recircular y rociar sobre las bobinas
� Torres de enfriamiento: Una torre ofrece una solución económica para enfriar
grandes cantidades de agua con requerimientos mínimos de energía. Un sistema de la torre se utiliza generalmente para cargas de calor frío con 274 °K de temperatura en el agua. El principio de control de un sistema de torre es la naturaleza intrínseca del agua para reducir su propia temperatura, ya que se evapora. Por evaporación de una pequeña parte del agua de proceso, la temperatura del agua se reduce.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 127 Torres de Enfriamiento
Dentro de la torre las celdas se logra la evaporación mediante la pulverización de pequeñas gotas de agua en un ambiente cerrado. Las gotas caen a través de una corriente ascendente de aire en movimiento. Entre más tiempo de contacto entre el aire y el agua, mayor es la cantidad de evaporación y la transferencia de calor. Para aumentar significativamente la cantidad de tiempo de contacto, las celdas son un "relleno" con material para reducir la caída libre de agua y ampliar la superficie de contacto del agua al aire. El resultado es una mayor exposición del agua al aire. Con un aumento en la exposición, hay un aumento correspondiente en la capacidad de enfriamiento. Por lo general, la capacidad de los sistemas de torre de enfriamiento se usa para bajar la temperatura de bulbo húmedo en el agua de 308 °K a 302 °K. La temperatura de bulbo húmedo del aire es la temperatura más baja posible para la evaporación debido al entorno ambiental, o en sus alrededores por lo que la temperatura del agua no puede caer por debajo de la temperatura de bulbo húmedo imperante en el aire.
� Tipos de torres de enfriamiento: Hay tres tipos básicos de las torres.
La primera, una torre de tiro forzado, tiene un sensor para el control termostático del ventilador de la torre de enfriamiento. El sensor controla la temperatura del agua de proceso después de salir de la torre. El ventilador se activa o desactiva cuando la temperatura del agua de proceso se eleva por encima o por debajo del punto deseado.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Un segundo tipo de torre, de tiro inducido, tiene un ventilador en la corriente de aire húmedo para extraer el aire a través del relleno. La Tecnología de refrigeración en general, recomienda este tipo de torres para procesos industriales. Un tercer tipo es una torre eyector de tiro natural, no cuenta con medios mecánicos para crear el flujo de aire. En este caso, las bombas de agua a la torre, entran por una variedad de boquillas, y expulsan el agua a alta presión que induce una corriente de aire. El contacto con el agua finamente rociada en el flujo libre de aire lleva a cabo el proceso de evaporación.
5.1.4 Puesta en marcha del sistema de refrigeración A continuación se presentan consejos prácticos, asociados con la puesta en marcha de la sección de enfriamiento tipo directo con aire. a) Compruebe la capacidad de los elementos de refrigeración (Serpentín,
intercambiador de calor, etc.) b) Compruebe que el rango de elemento de control cumple los requisitos de la
secuencia de control y no se solapa la gama con otros elementos servidos por la misma señal para evitar un calentamiento y enfriamiento simultáneo involuntario.
c) Compruebe la secuencia correcta de refrigeración mecánica con el economizador para minimizar el potencial de volúmenes innecesarios de aire exterior de refrigeración y deshumidificación.
d) Verifique la secuencia correcta de refrigeración mecánica con los elementos de otro tipo de transferencia de calor en el sistema de tratamiento de aire para minimizar el consumo de Energía debidas a la calefacción y refrigeración simultáneas. La secuenciación adecuada también asegura que no habrá un efecto dominó asociados con el control inadecuado en el elemento de refrigeración. Un ejemplo ocurre cuando es necesario calentar, la energía desencadenada por los mayores requerimientos de refrigeración y deshumidificación en el flujo de suministro de aire.
e) Compruebe el funcionamiento y el rendimiento de cualquier protección contra la congelación asociados con los equipos de enfriamiento evaporativo.
Para sistemas Shiller de agua / glicol, existen las siguientes pruebas: a) Verificar la carrera de la válvula de control para asegurarse de que se cierra
completamente. La Válvula de control a prueba de hermeticidad debe revelar fugas no detectables.
b) En algunos casos, el sobrecalentamiento y la prueba de presión del serpentín puede ser necesarios.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
5.2 LECCION 38 REFRIGERADORES El proceso de enfriamiento consiste en la disminución de la temperatura de un espacio o sustancia por debajo de la temperatura ambiental. La refrigeración es un proceso en el que el trabajo se hace para mover el calor de un lugar a otro. Este trabajo se realiza tradicionalmente por el trabajo mecánico, pero también se puede hacer por medio del magnetismo, láser u otros. La Refrigeración tiene muchas aplicaciones, incluyendo pero no limitado a: los refrigeradores domésticos, congeladores industriales, criogenia, aire acondicionado y bombas de calor. El término "criogenia" se utiliza para significar enfriamiento a temperaturas inferiores a 150 °K. La refrigeración mecánica es por sobre todo una aplicación de la termodinámica en la que un medio de enfriamiento, o refrigerante, pasa por un ciclo para que pueda ser recuperado para su reutilización. Los ciclos Termodinámicos de uso básico, en orden de importancia, son: vapor - compresión, absorción, chorro de vapor o el de vapor de eyector, y el ciclo del aire para descomponerlo en sus gases constituyentes y recuperar Oxígeno y Nitrógeno, el cual opera entre dos niveles de presión. Excepto el ciclo de aire los demás utilizan un medio o sustancia que trabaja en dos fases el cual se alterna cíclicamente entre la fase líquida y la fase de vapor. 5.2 1 Las aplicaciones actuales de refrigeración Es probable que las aplicaciones actualmente más utilizadas de la refrigeración sean en la conservación los productos alimenticios mediante procesos de refrigeración en hogares, restaurantes y grandes cadenas de almacenes. El uso de refrigeradores para el almacenamiento de frutas y verduras ha permitido la adición de ensaladas frescas a la dieta moderna, y el almacenamiento del pescado y carnes de manera segura durante largos períodos. También son constantes en las necesidades de refrigeración de los productos lácteos, y se ha descubierto en las últimas décadas, que los huevos necesitan ser refrigerados durante el transporte en lugar de esperar a ser refrigerados después de la llegada a la tienda de comestibles.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Las carnes, aves y pescados deben ser mantenidos en ambientes con aire acondicionado antes de ser vendidos. La refrigeración también ayuda a mantener las frutas y hortalizas más tiempo. 5.2 2 Los métodos de refrigeración Se pueden clasificar como no cíclicos, cíclicos, termoeléctricas y magnéticos. � Método de refrigeración no cíclico Se realiza mediante la fusión del hielo o
mediante sublimación del hielo seco (dióxido de carbono congelado). Estos métodos se utilizan para procesos pequeños de refrigeración como laboratorios y talleres, o en neveras portátiles. El hielo debe su efectividad como agente de enfriamiento de su punto de fusión de 0 ° C (273 °K) a nivel del mar. Para derretir el hielo debe absorber 333,55 kJ/kg (alrededor de 144 Btu/lb) de calor. Los alimentos que se mantienen cerca de esta temperatura tienen una mayor capacidad de almacenamiento. El dióxido de carbono sólido no tiene una fase líquida a presión atmosférica normal, y sublima directamente del estado sólido a la fase de vapor a una temperatura de -78,5 °C (-109.3 ° F), y es eficaz para mantener productos a temperaturas bajas durante la sublimación. Los sistemas como éste, donde el refrigerante se evapora y se descarga a la atmósfera se conocen como "pérdida total de refrigeración".
� Refrigeración cíclica El Equipo principal es la Bomba de calor en el ciclo de refrigeración. Este consiste en un ciclo de refrigeración, donde el calor se elimina desde un espacio de baja temperatura o de la fuente a un sumidero de alta temperatura con la ayuda del trabajo externo, y a la inversa, cuando actúa el ciclo termodinámico de potencia. En el ciclo de energía, el calor se suministra desde una fuente de alta temperatura en el motor, parte del calor se utiliza para producir trabajo y el resto es rechazado a un sumidero de baja temperatura. Esto satisface la segunda ley de la termodinámica.
En un ciclo de refrigeración se describen los cambios que se producen en el refrigerante, debido a que alternativamente absorbe y rechaza el calor a medida que circula a través de un refrigerador.
� El calor fluye naturalmente de caliente a frío.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 128 Refrigeración de vapor de compresión
� El trabajo se aplica para enfriar un volumen de almacenamiento
industrial por transferencia de calor desde una fuente de temperatura más baja a un sumidero de calor a temperatura más alta.
� Se utiliza aislamiento para reducir el trabajo y la energía necesaria para alcanzar y mantener una temperatura más baja en el espacio refrigerado. El principio de funcionamiento del ciclo de refrigeración se ha descrito matemáticamente por Sadi Carnot como un motor térmico.
� Los tipos más comunes de sistemas de refrigeración utilizan el ciclo inverso de Rankine, sin embargo, las bombas de absorción de calor se utilizan en algunas aplicaciones de tipo industrial
� Los ciclos de Refrigeración se pueden clasificar como: i. Ciclo de vapor, y ii. ciclo de gas
� El ciclo de refrigeración de vapor se puede clasificar como: i. De refrigeración por compresión de vapor ii. De refrigeración por absorción de vapor. El término "refrigeración" se
utiliza para significar enfriamiento por debajo de la temperatura ambiental inferior hasta los 150 °K (-190 ° F, -123 ° C).
5.2.3 Ciclo de vapor - compresión Se compone de: � Un evaporador en el que el líquido refrigerante hierve a baja temperatura para
producir el enfriamiento. � Un compresor que actúa para elevar la presión y la temperatura del
refrigerante en su estado gaseoso

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Un condensador en el cual el refrigerante descarga su calor al medio ambiente; por lo general existe un recipiente para almacenar el refrigerante condensado y
� Una válvula de expansión a través de la cual el líquido se expande desde el nivel de alta presión en el condensador hasta el nivel de baja presión en el evaporador.
Este ciclo también se puede utilizar para la calefacción, si la energía útil se retira en el condensador en lugar de ser retirada en el evaporador. � Ciclo de Absorción En el ciclo de absorción la compresión es acompañada por
el uso de un fluido secundario para absorber el gas refrigerante, el cual sale del evaporador a bajas temperatura y presión.
Se aplica calor, por medio del calor sensible en el vapor de agua o en humos de combustión producidos en la combustión de gas natural, para destilar el refrigerante a alta temperatura y presión. El refrigerante más utilizado en este ciclo básico es el amoníaco, el fluido secundario es entonces el agua. Este sistema se utiliza para procesos de refrigeración a bajas temperaturas. Debido a la corrosión, inhibidores de la misma con características especiales deben ser utilizados en el sistema de refrigeración tal es el caso del bromuro de litio-agua, donde se utiliza el agua como refrigerante. Un condensador, Un receptor, La válvula de expansión y El evaporador son esencialmente los mismos que los que se usan en cualquier ciclo de compresión de vapor. El compresor se sustituye por Un absorbedor, Un generador, Una bomba, Un intercambiador de calor, y Una válvula reductora de control de la presión sobre el sistema.
� Ciclo de chorro de vapor Se utiliza agua como medio refrigerante. Mediante chorros de vapor de alta velocidad, se proporciona un alto vacío en el evaporador, haciendo que el agua hierva a baja temperatura por la disminución de la presión total del sistema; al reducirse la misma se produce una vaporización flash en el condensador. Su uso está limitado a sistemas de refrigeración para aire acondicionado y otras aplicaciones para temperaturas superiores a 32 °F (0 °C).
� Ciclo de aire El ciclo de aire se utiliza principalmente en el aire acondicionado
de los aviones, se diferencia de los otros ciclos en que el fluido de trabajo, el aire, se mantiene como un gas durante todo el ciclo. Enfriadores de aire reemplazan al condensador, y el efecto útil de refrigeración se obtiene mediante el uso de un refrigerador en lugar de un evaporador.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Un compresor se usa en el proceso, sin embargo en lugar de la válvula de expansión se utiliza una turbina de expansión, la cual recupera parte de la Energía del trabajo de expansión del ciclo. Estos sistemas pueden ser abiertos o cerrados. En el sistema cerrado, el aire refrigerante está totalmente contenido dentro de las tuberías y sus accesorios, y se utiliza de forma continua. En el sistema abierto, el refrigerador se sustituye por una cavidad donde el aire refrigerante se expande directamente en ese espacio en lugar de hacerlo a través de un serpentín de enfriamiento.
5.2.4 Refrigerantes El fluido de trabajo en un ciclo de refrigeración de dos fases se llama refrigerante. Una forma útil de clasificar los refrigerantes es dividirlos en primarios y secundarios. � Los refrigerantes primarios son los líquidos (sustancias puras, mezclas
Azeotrópicas que se comportan físicamente como un solo compuesto puro, y Azeótropos los cuales tienen temperaturas que permiten su variación en el condensador y evaporador sin deteriorase), que se utilizan para alcanzar directamente el efecto de enfriamiento en los ciclos en los que alternativamente absorben y eliminan el calor.
� Los refrigerantes secundarios son agentes utilizados para calentar los fluidos
aquellos fluidos portadores de transferencia de calor.
� Leer más: 5.2.5 Equipo de fabricación de hielo Las máquinas y equipos más utilizados en la industria alimentaria son aquellos que fabrican hielo; dada su importancia no solo como agente para el mantenimiento de bajas temperatura en proceso de conservación de productos alimenticios, sino como bebida en diferentes mezclas y presentaciones. De acuerdo con lo establecido por la Legislación Colombiana, D.S. Nº 977/1996. Ministerio de Salud. Reglamento sanitario de los alimentos y D.S. Nº 594/1999. Ministerio de Salud. Reglamento sobre condiciones sanitarias y ambientales básicas en los lugares de trabajo, las fábricas de hielo comestible son

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
establecimientos destinado a la elaboración de hielo a base de agua potable y destinado al consumo humano. 5.2 6 Clasificación de las fábricas de hielo La forma más sencilla de clasificar las diferentes fábricas de hielo es describiendo el tipo de hielo que producen: � El hielo en bloques: Por lo general, se produce mediante un proceso de
desprendimiento mecánico del hielo de una superficie de enfriamiento � En escamas: Casi todas las fábricas de hielo en escamas son ejemplos de un
proceso de desprendimiento mecánico del hielo de una superficie de enfriamiento
� En placas o en tubos: el hielo “húmedo” se fabrica normalmente con máquinas que emplean un procedimiento de desescarchado para desprender el hielo. El desescarchado derrite parcialmente el hielo que está en contacto con la superficie de enfriamiento y, a menos que la temperatura se haya reducido bastante por debajo de 0°C (o sea, que el hielo se subenfría), las superficies permanecen húmedas; los sistemas de hielo en tubos y en placas son ejemplos de este tipo
� El hielo fundente: En algunas máquinas, el hielo se forma y extrae al mismo tiempo, produciéndose lo que se denomina a veces “hielo fundente”, porque contiene mucha más agua no congelada que otras formas de hielo “húmedo” extraídas mediante el procedimiento de descongelación
Otra subclasificación puede basarse en la producción de hielo “seco” subenfriado o hielo “húmedo”. 5.2 7 Tipos de máquinas para fabricar hielo � Hielo en bloques. La máquina de hielo en bloques tradicional fabrica el hielo
en moldes que se sumergen en un tanque con salmuera de cloruro sódico o cálcico en circulación. Las dimensiones de los moldes y la temperatura de la salmuera se seleccionan habitualmente de manera que el período de congelación dure entre 8 y 24 horas. La congelación demasiado rápida produce hielo quebradizo. El peso del bloque puede oscilar entre 12 y 150 kg, con arreglo a las necesidades; se considera que el bloque de 150 kg es el mayor que un hombre puede manipular adecuadamente. Cuanto más grueso sea el bloque de hielo, tanto más largo será el tiempo de congelación. Los bloques de menos de 150 mm de espesor se rompen con facilidad, y es preferible un espesor de 150 a 170 mm para evitar que se quiebren. El tamaño que ha de tener el tanque guarda relación con la producción diaria. Una grúa rodante levanta una fila de moldes y los transporta

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
a un tanque de descongelación situado en un extremo del tanque de congelación, donde los sumerge en agua para que el hielo se desprenda. Los moldes se voltean para que salgan los bloques, se llenan nuevamente de agua dulce y se vuelven a colocar en el tanque de salmuera para un nuevo ciclo; ver Figura129. Este tipo de planta suele exigir una atención continua, por lo que se trabaja con un sistema de turnos; una planta de 100 t/día necesita normalmente entre 10 y 15 trabajadores. Las fábricas de hielo en bloques requieren abundante espacio y mano de obra para manipular el hielo. Este último factor ha impulsado fuertemente el desarrollo de equipo automático moderno para la fabricación de hielo. Figura 129 Máquina para hacer hielo en bloques
El hielo en bloques aún se utiliza y puede ofrecer ventajas con respecto a otras formas de hielo en los países tropicales. El almacenamiento, manipulación y transporte se simplifican si el hielo está en forma de grandes bloques; y la simplificación suele ser imperativa en las pesquerías en pequeña escala y en los sitios relativamente remotos. Con ayuda de un buen triturador de hielo, los bloques pueden reducirse a partículas del tamaño que se desee, pero la uniformidad de tamaño será menor que la que se logra con otros tipos de hielo. En algunas circunstancias, los bloques pueden fragmentarse también machacándolos a mano.
� Hielo en bloques de fabricación rápida. La planta de fabricación rápida de hielo
produce bloques en pocas horas, lo que significa que las necesidades de espacio se reducen considerablemente en comparación con las instalaciones tradicionales que fabrican este tipo de hielo. El tamaño de los bloques es variable, pero las medidas típicas son de 25, 50 y 150 kg. En un modelo de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
máquina, la congelación relativamente rápida se obtiene formando bloques en un tanque de agua, en torno a tubos por los que circula el refrigerante. El espesor efectivo del hielo es mucho menor que el que se obtiene con las máquinas tradicionales. Los tubos están dispuestos de manera que a medida que el hielo se forma se fusiona con el de tubos adyacentes creando un bloque con varios núcleos huecos. Estos bloques se desprenden de los tubos mediante un procedimiento de desescarchado y pueden extraerse automáticamente de la superficie del tanque. Sin embargo, se requiere cierto esfuerzo manual para almacenarlos o para introducirlos en un triturador, si lo que se necesita es hielo machacado. En otro modelo de máquina de hacer hielo rápido, el refrigerante circula por una camisa que rodea cada molde de agua y también por tuberías que pasan por el centro de los mismos. El hielo se forma entonces simultáneamente en el exterior y en el centro de los moldes. Los bloques se extraen luego por gravedad, después de un desescarchado con gas caliente. Una ventaja de la máquina de fabricación rápida de hielo en bloques es que se puede detener y poner en marcha en un tiempo relativamente breve, puesto que carece del gran tanque de salmuera que requiere un enfriamiento inicial en las máquinas tradicionales, en las que el sistema de refrigeración suele mantenerse en funcionamiento continuo incluso cuando ha cesado la producción de hielo.
� Hielo en escamas. Este tipo de máquina forma hielo de 2 a 3 mm de espesor
en la superficie de un cilindro enfriado, y ese hielo se extrae en forma de escamas secas subenfriadas, habitualmente de 100 a 1000 mm2 de superficie. En algunos modelos, el cilindro o tambor gira y la cuchilla que rasca el hielo de la superficie externa permanece fija. En otros, la cuchilla gira y saca hielo de la superficie de un tambor fijo, que en este caso tiene la forma de un cilindro de dos paredes. Lo común es que el tambor gire en un plano vertical, pero en algunos modelos la rotación es horizontal. Una clara ventaja del método del tambor giratorio es que tanto las superficies en que se forma el hielo como el mecanismo de extracción están a la vista y el operador puede observar si el equipo está funcionando satisfactoriamente. Ver Figura 130. La máquina con el tambor fijo tiene la ventaja que no requiere un obturador rotatorio en los conductos de entrada y salida del refrigerante. Sin embargo, las máquinas modernas cuentan con obturadores con un alto grado de fiabilidad. El hielo que se saca está subenfriado; el grado de subenfriamiento depende de varios factores, principalmente de la temperatura del refrigerante y del tiempo que el hielo permanece expuesto a esa temperatura. La zona de subenfriamiento del tambor está situada inmediatamente delante de la

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
cuchilla, donde no se añade agua durante una parte de la rotación del tambor y el hielo baja de temperatura. Esto asegura que sólo caiga hielo seco subenfriado en el espacio de almacenamiento situado inmediatamente debajo de la cuchilla. La temperatura del refrigerante, el grado de subenfriamiento y la velocidad de rotación del tambor son factores variables en este tipo de máquina e influyen tanto en la capacidad de la misma como en el espesor del hielo producido. Otros factores, como la temperatura del agua de relleno, también afectan la capacidad de la máquina. Figura 130 Máquina para hacer hielo en escamas
Así pues, las condiciones óptimas de funcionamiento dependerán tanto de las condiciones locales como del espesor del hielo deseado. La temperatura normal del refrigerante en una máquina de hielo en escamas es de -20 °C a -25 °C, es decir, mucho más baja que en otros tipos de máquinas de hacer hielo. Esta baja temperatura es necesaria para obtener velocidades más altas de formación de hielo, lo que permite que la máquina sea pequeña y compacta. La necesidad adicional de energía ocasionada por el funcionamiento a una menor temperatura queda parcialmente compensada por el hecho de que este método no requiere un desescarchador.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
De esta manera se elimina la carga de refrigeración adicional en que se incurre con el método de desprender el hielo del tambor. La gama de medidas de este tipo de máquinas abarca ahora unidades con una capacidad desde 0,5 hasta 60 t/24 horas. Sin embargo, en lugar de una sola, a menudo es conveniente utilizar dos o más unidades, lo que permite una mejor organización para funcionar a capacidad reducida y brinda también cierto grado de protección contra averías graves. Este consejo se aplica asimismo a las otras clases de máquinas de hacer hielo automáticas.
� Hielo en tubos. El hielo en tubos se forma en la superficie interna de unos
tubos verticales y tiene la forma de pequeños cilindros huecos de unos 50 × 50 mm, con paredes de 10 a 12 mm de espesor. La disposición de una planta de hielo en tubos es semejante a la de un condensador acorazado y tubular, con agua dentro de los tubos y el refrigerante afuera, en el espacio circundante. La máquina funciona automáticamente según un ciclo de tiempo y los tubos de hielo se desprenden mediante un proceso de desescarchado con gas caliente. A medida que el hielo sale del tubo, una cuchilla lo corta en trozos de la longitud adecuada, normalmente de 50 mm, pero esta dimensión es ajustable Ver Figura 135. El transporte del hielo a la zona de almacenamiento suele ser automático, por lo cual, al igual que en las plantas de hielo en escamas, las operaciones de recogida y almacenamiento no requieren ningún esfuerzo manual ni la presencia de un operador.
Figura 131. Máquina para hacer hielo en tubos
El hielo en tubos se almacena normalmente en la forma en que se recoge, pero el tamaño de las partículas es más bien grande e inadecuado para el

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
enfriamiento del pescado. Por lo tanto, el sistema de descarga de la planta comprende un triturador de hielo que se puede ajustar para obtener partículas del tamaño que convenga al cliente. La temperatura común de funcionamiento de este tipo de planta oscila entre -8°C y -10°C. El hielo no está siempre subenfriado cuando llega al almacén, pero generalmente es posible mantenerlo a -5 °C, ya que el tamaño y la forma de las partículas permiten desmenuzar fácilmente el hielo para su descarga.
� Hielo en placas. El hielo en placas se forma en una de las caras de una placa
vertical refrigerada y se desprende haciendo circular agua por la otra cara para desescarcharlo. Otros sistemas forman hielo en ambas superficies y utilizan un procedimiento de desescarchado interno. Una máquina para hacer hielo comprende múltiples placas, que con frecuencia son unidades autónomas situadas encima de la maquinaria de refrigeración. El espesor óptimo del hielo suele ser de 10 a 12 mm y el tamaño de las partículas es variable. Un triturador de hielo rompe las placas en trozos del tamaño adecuado para su almacenamiento y uso Ver Figura 132. Figura 132 Máquina para hacer hielo en placas
El agua para el desescarchado debe calentarse si su temperatura es inferior a 25°C aproximadamente; por debajo de este valor el período de desescarchado es demasiado largo y provoca una pérdida de capacidad y un aumento del costo. Esta máquina, al igual que la de hielo en tubos, funciona según un ciclo de tiempo automatizado; el hielo es transportado a la zona de almacenamiento, o bien, cuando es posible colocar la máquina directamente sobre el espacio de almacenamiento, la recogida se efectúa por gravedad.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Hielo fundente. La unidad de enfriamiento que fabrica “hielo fundente” se
denomina permutador térmico de superficie rascada. Consiste en tubos concéntricos entre los cuales fluye el refrigerante; el agua se halla en el tubo interno, cuya superficie interna se rasca utilizando, por ejemplo, un tornillo rotatorio. Los pequeños cristales de hielo que se forman en la superficie del tubo se raspan y se mezclan con agua no congelada. Esto produce una pasta de hielo y agua, que puede contener hasta un 30 por ciento de agua, en términos de peso. Esta mezcla puede bombearse, o bien, previa eliminación de la mayor parte del agua en un separador mecánico, utilizarse como una forma de hielo “seco”.
� Otras máquinas para hacer hielo. Hay varias otras máquinas de hacer hielo
que funcionan con sistemas distintos de los que se han descrito aquí, pero normalmente tienen una capacidad que no supera algunos cientos de kilogramos de hielo por día, y su principal aplicación es en la venta al detalle y en los servicios de restaurante.
� Sistemas de refrigeración de las plantas de hielo Las plantas de hielo
modernas en régimen continuo están diseñadas para funcionar las 24 horas del día, casi siempre sin personal de vigilancia. Por consiguiente, el sistema de refrigeración, que comprende el compresor, el condensador, los conductos, el equipo de control y la máquina de hielo misma, deberá estar diseñado de manera que sea altamente confiable, con dispositivos de seguridad para cualquier tipo de avería o mal funcionamiento previsibles.
La mayoría de los fabricantes de máquinas de hacer hielo especifican el sistema de refrigeración que debe utilizarse, pero, inevitablemente, las necesidades particulares imponen modificaciones y ocurre que técnicos de instalación no directamente vinculados con el fabricante de la máquina diseñen sus propios sistemas. El comprador deberá, pues, cerciorarse de que el sistema instalado sea apropiado para el funcionamiento automático sin personal, aparte del mantenimiento y los controles de rutina, y el sistema de control deberá cubrir todas las eventualidades, con dispositivos de autoprotección que permitan reanudar rápidamente las operaciones en cuanto se haya reparado una avería. El sistema de refrigeración de una máquina de hacer hielo debería ser normalmente una unidad separada, que pueda mantenerse en buenas condiciones de funcionamiento mediante un sistema de control sencillo. En cambio, una planta centralizada que atienda distintas necesidades de refrigeración requerirá un sistema de control más complejo, sobre todo si las necesidades de refrigeración varían de forma independiente. Las unidades centralizadas suelen tener unos costos de capital más bajos, pero cualquier
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
deficiencia en su funcionamiento, en comparación con las unidades individuales, puede originar pérdidas de ingresos en otras esferas, por ejemplo por el deterioro de la calidad en los almacenes refrigerados o en los congeladores y cámaras frigoríficas asociados. Estas pérdidas pueden contrarrestar el ahorro en gastos de capital. La mayoría de los refrigerantes comunes, tales como el amoníaco y los que no afectan la capa de ozono, se consideran normalmente adecuados para las plantas de hielo. La mayor parte de las máquinas de hacer hielo pueden funcionar con cualquiera de ellos. Los nombres comerciales de los refrigerantes se utilizan todavía ampliamente, pero es más correcto denominarlos según el sistema de numeración acordado internacionalmente. Así, el amoníaco se conoce como R717, y los hidrocarburos halogenados más comunes como R12, R22 y R502. En algunos casos, la elección del refrigerante dependerá de la disponibilidad local y del costo. Sin embargo, hay muchos otros factores complejos que deben considerarse a la hora de seleccionar un refrigerante; de hecho, la elección del refrigerante, del tipo de compresor y del sistema de refrigeración debería dejarse en manos de un técnico competente. El fabricante de la planta de hielo, que conoce las necesidades particulares de su propia máquina, también estará en condiciones de ayudar; por lo tanto, el comprador potencial debería facilitarle toda la información posible acerca del proyecto. En las instalaciones de unidades múltiples hay que prestar especial atención a la distribución del refrigerante, a fin de asegurar que cada máquina de hacer hielo cuente en todo momento con una cantidad suficiente. Por ejemplo, los sistemas de circulación por bombeo o por gravedad deben estar dotados de conductos de refrigeración diseñados de manera que las caídas de presión desiguales no generen condiciones de refrigeración diferentes en las distintas máquinas de hacer hielo.
5.2.8 Equipos de fabricación de hielo con energía solar En las zonas que carecen de comunicación directa con una fuente de energía para accionar una planta refrigeradora, se puede utilizar la energía solar conjuntamente con un equipo de refrigeración por absorción para fabricar el hielo necesario para una actividad en pequeña escala. El equipo de refrigeración accionado por energía solar consiste en una unidad autónoma, que sólo necesita un suministro adecuado de agua para fabricar hielo. El modelo disponible en la actualidad fabrica hielo en bloques de 10 kg aproximadamente. El módulo estándar produce 200 kg de hielo en 24 horas, pero también existen módulos de hasta 1 000 kg en 24 horas. La producción depende

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
obviamente del número de horas de luz solar diaria y de su intensidad; por este motivo, la instalación incluye un espacio de almacenamiento aislado, que permite contar con una reserva para compensar las fluctuaciones diarias. Afortunadamente, a diferencia de otros sistemas de refrigeración, esta unidad es más eficiente y productiva justamente cuando las condiciones ambientales hacen que sean necesarias mayores cantidades de hielo. Puesto que no tiene partes móviles, el equipo no necesita más mantenimiento que una limpieza semanal. En todos los sistemas de refrigeración el colector del compresor contiene aceite que puede llegar a introducirse en la máquina de hacer hielo y ensuciar la parte refrigerante de las superficies de enfriamiento, reduciendo así la capacidad de la máquina. Los sistemas de refrigeración están dotados de separadores de aceite para reducir al mínimo este peligro, pero también es necesario asegurarse de que haya un buen retorno de aceite desde la máquina de hacer hielo, a fin de evitar su acumulación en la mezcla. Esta función suele estar incorporada en el diseño de la unidad, pero en algunas modelos es preciso seguir las instrucciones del fabricante para eliminar el aceite de la máquina a intervalos frecuentes. 5.2.9 Capacidad de las fábricas de hielo Como se menciona en otra sección, hay varios factores que influyen en la capacidad de una máquina de hacer hielo y del equipo de refrigeración asociado. Las Tablas que aparecen a continuación ponen de manifiesto las consecuencias de las variaciones de algunas condiciones de funcionamiento en lo tocante a la capacidad de fabricación de hielo. Tabla 14 Variación de la capacidad de fabricación de hielo según la temperatura del refrigerante en una pequeña planta de hielo en escamas
Temperatura Capacidad Capacidad relativa
(°C) (t/24 h) %
-30 17,5 100
-25 16,0 91
-20 13,5 77
-15 10,7 61
-12 8,9 51
La relación que se observa en la Tabla 15 se aplica a casi todos los tipos de fábricas de hielo e indica claramente que la mayor temperatura del agua de relleno en las zonas tropicales reduce en un grado considerable la capacidad de los equipos.
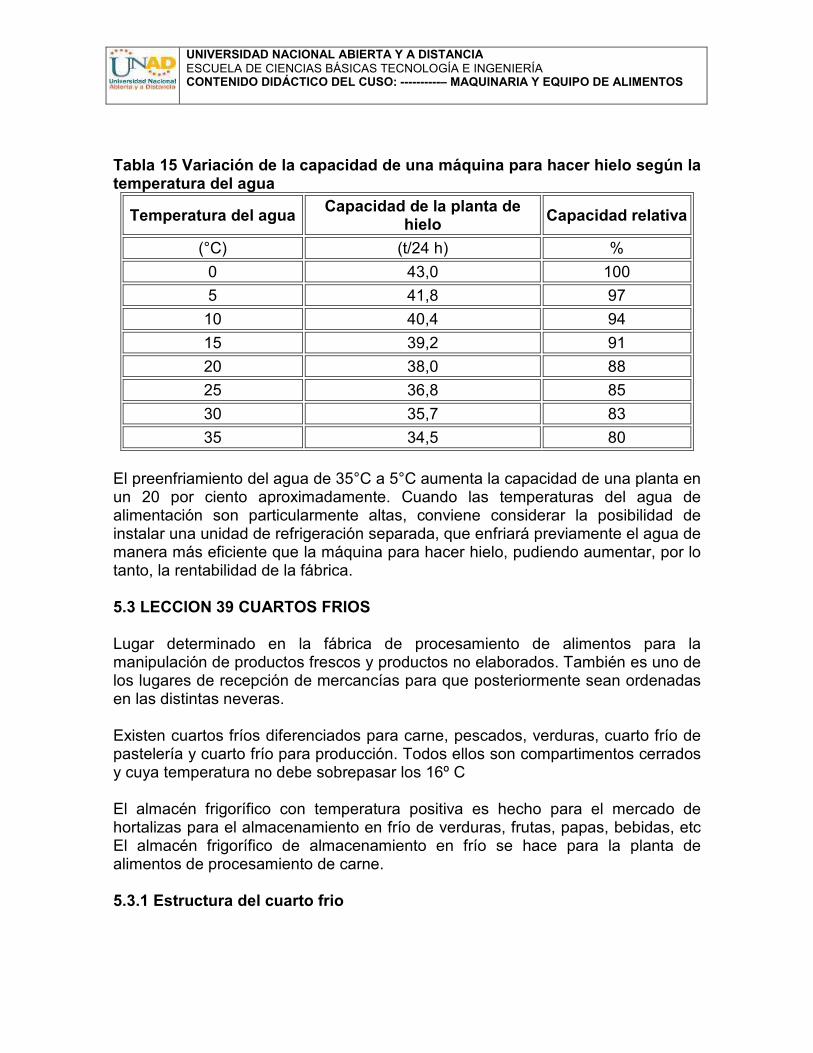
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Tabla 15 Variación de la capacidad de una máquina para hacer hielo según la temperatura del agua
Temperatura del agua Capacidad de la planta de
hielo Capacidad relativa
(°C) (t/24 h) %
0 43,0 100
5 41,8 97
10 40,4 94
15 39,2 91
20 38,0 88
25 36,8 85
30 35,7 83
35 34,5 80
El preenfriamiento del agua de 35°C a 5°C aumenta la capacidad de una planta en un 20 por ciento aproximadamente. Cuando las temperaturas del agua de alimentación son particularmente altas, conviene considerar la posibilidad de instalar una unidad de refrigeración separada, que enfriará previamente el agua de manera más eficiente que la máquina para hacer hielo, pudiendo aumentar, por lo tanto, la rentabilidad de la fábrica. 5.3 LECCION 39 CUARTOS FRIOS Lugar determinado en la fábrica de procesamiento de alimentos para la manipulación de productos frescos y productos no elaborados. También es uno de los lugares de recepción de mercancías para que posteriormente sean ordenadas en las distintas neveras. Existen cuartos fríos diferenciados para carne, pescados, verduras, cuarto frío de pastelería y cuarto frío para producción. Todos ellos son compartimentos cerrados y cuya temperatura no debe sobrepasar los 16º C El almacén frigorífico con temperatura positiva es hecho para el mercado de hortalizas para el almacenamiento en frío de verduras, frutas, papas, bebidas, etc El almacén frigorífico de almacenamiento en frío se hace para la planta de alimentos de procesamiento de carne. 5.3.1 Estructura del cuarto frio

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Básicamente consiste en la unión de paneles aislantes de poliuretano prefabricados acoplados a través de una lengüeta y bordes ranurados en cada uno de los paneles, los cuales se ajustan y se bloquean con sujetadores de levas diseños como cierres. De gran utilidad en el almacenamiento en frío de verduras, frutas refrigerados, Almacén de almacenamiento en frío para plantas procesadoras de carne y alimentos congelados Figura 133 Cuarto frio
Provistos con diferentes tipos de hojas de metal para el acabado interior/exterior de la pared del panel, el panel del techo y el panel de piso: Dos puertas con bisagras para el cuarto frío y puertas correderas de cámaras frigoríficas en las diferentes bodegas de almacenamiento de refrigerado en frío, la puerta para el refrigerador y el congelador se aseguran con bisagras La puerta estándar está hecha de paneles de espuma de poliuretano con chapa galvanizada, bisagra de 90° placa de acero inoxidable y de mayor grosor que el de la pared y el techo; desmontable con juntas magnéticas, la puerta se asegura completamente con cierrapuertas, bisagras y cerraduras de cilindro en el interior. La palanca de seguridad se encarga a su vez de liberar el puerto de presión para el escape seguro en caso de que alguien se quede encerrado en la sala de almacenamiento en frío 5.3.2 Operación La temperatura de almacenamiento de refrigeración de la nevera se puede regular hasta un máximo de 10 ℃ para el cuarto frío y temperatura de congelación inferior

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
a -25 ℃ para cámaras frigoríficas, para el almacenamiento de refrigeración y el almacenamiento congelado de los diferentes tipos de alimentos como vegetales, fruta, bebidas, carne, medicinas, material farmacéutico y otros alimentos refrigerados o congelados y materiales químicos. Tabla 16 Temperaturas de refrigeración de los cuartos Fríos
Los tipos de Cuartos fríos
Temperatura de Operación
Tipo de productos
Conservación frutas
5ºC~-5ºC Frutas, hortalizas, flores, productos lácteos, alcohol, chocolate, arroz, vino, huevos frescos, carne fresca
Conservación pescado
-10ºC~20ºC Pescado congelado, carne congelada, pollo congelado, huevos congelados
Almacenamiento productos
-20ºC~-35ºC Pescado fresco y congelar los productos de arroz, los helados, y así como de almacenamiento a baja temperatura
Congelación frío 10ºC~-60ºC Bio-farmacéutica, y frigorífico de baja temperatura de tratamiento en frío
5.4 LECCION 40 CONGELADORES Numerosos estudios se han realizado acerca de los mecanismos y fenómenos que tienen lugar en la congelación de los alimentos. Los estudios de congelación en hortalizas, establecieron que la velocidad de congelación incidía en la calidad de los alimentos. La velocidad de congelación Es la que determina básicamente la capacidad y clase de equipo requerido. Los estudios del mecanismo de congelación fijan el tiempo adecuado de conge-lación. No siempre una congelación rápida presenta los mejores resultados, máxime que el proceso se puede producir a distintas velocidades en las diferentes partes de una pieza de alimento. El hecho de tenerse diferentes velocidades de congelación lleva a una imprecisión sobre el tiempo de congelación. Existe un tiempo que define el momento en que se inicia la congelación y otro en que se da por terminada. Generalmente en un cuerpo existe un punto que se enfría más lentamente que se conoce como centro térmico y sirve de punto de referencia para los estudios pertinentes. El tiempo efectivo de congelación se define como el tiempo que tiene que permanecer un producto en un congelador para lograr la temperatura indicada de -10°C en el centro térmico. Este tiempo incluye aquel que se emplea en llevar la temperatura inicial del producto a 0°C.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Para determinar los tiempos de congelación se deben tener en cuenta los periodos de pre enfriamiento, consistentes en llevar la temperatura inicial del producto a temperatura de congelación, propiamente dicho y post enfriamiento o temperado a su estado final. Figura 134 Congelador de placas horizontales.
1. Depósito de amoniaco líquido. 2. Distribuidor del mismo. 3. Entre paños. 4. Compresor. 5. Llaves de paso. 6 Conducto del amoniaco líquido. 7 Llaves de regulación del amoniaco. 8. Tubos de caucho. 9. Entre paños. 10. Conducto principal 11. Tubo de gas H.P. 12. Condensador. 13. Llave para regular el agua. 14. Cilindro para la prensa Hidráulica. 15. Motor. 16 Tubo para el amoniaco Líquido. Los equipos para congelación requieren de un refrigerante que absorba calor por conducción y convección, generalmente convección en el proceso de enfriamiento y conducción en la congelación propiamente dicha. Los congeladores se clasifican por el medio empleado en la transferencia de calor. Existen los congeladores por contacto con un sólido frío, los que emplean líquidos fríos y los de gases fríos. Los congeladores por contacto de sólido emplean placas metálicas; planas, huecas por las cuales circula el refrigerante. Las placas se montan en paralelo ya sea en sentido vertical o en sentido horizontal y con espacios variables para permitir ajuste de ellas al producto que se va a congelar. Las placas verticales son ampliamente empleadas para productos empacados en cajas y para helados; los de placas horizontales son usados en la congelación de productos empacados en envases deformables como pescados, carnes, y otros. (Figuras 134 y 135).

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Una vez se ha logrado la congelación, se hace circular un fluido caliente por las placas para soltar los bloques congelados y descachar las superficies.
Figura 135 Congelador de placas verticales.
Los congeladores que emplean líquidos fríos son recipientes tipo alberca en donde se introducen los productos ya empacados; el líquido refrigerante debe ser inocuo para evitar contaminaciones. Las ventajas sobre el sistema de placas, son el de poseer altos coeficientes de transferencia de calor, así se congelan fácilmente productos de formas irregulares y puede hacerse congelación individual del producto. Una desventaja es el consumo del líquido refrigerante en las operaciones de carga y descarga. La versatilidad en el empleo de gases fríos, hace que este sistema sea el más utilizado y el más empleado de los gases es el aire frío. Aunque los coeficientes de transferencia son menores que en los líquidos, los costos de congelación son menores para grandes volúmenes de producto. Los congeladores de aire son túneles por los cuales circula aire a temperaturas entre -20 a -40°C y con velocidades de 0.5 a 18 m / seg. Para impulsar el aire se emplean ventiladores que producen el llamado Tiro Forzado. Tanto la congelación por líquido como por gas permiten procesos continuos, mientras que la de contacto con sólidos es propia de procesos de bache.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Procesos desarrollados últimamente han permitido el uso de fluidos que absorben calor en un cambio de fase; tal es el caso del anhídrido carbónico líquido a alta presión, al pulverizarse se forma una mezcla de gas y sólido conocida como nieve carbónica, que puede ponerse en contacto con el producto que se va a congelar. El nitrógeno líquido (-197 °C a presión atmosférica), se emplea para congelación a velocidades altas y empleando aspersión del líquido sobre el producto. El alto costo de obtención del nitrógeno líquido ha limitado su uso. 5.5 LECCION 41 LIOFILIZADORES Liofilización (secado por congelación); es un proceso utilizado para la eliminación del agua mediante desecación al vacío y a muy bajas temperaturas. Utilizado principalmente en la industria alimentaria para conservación de los alimentos y medicamentos, aunque también se puede utilizar para fabricar materiales como el aerogel o para hacer más conveniente el transporte de ciertos productos por reducción de peso. Es un excelente método para la eliminación de microorganismos y preservación de materiales sensibles al calor, tales como proteínas, aminoácidos, y otros componentes nutricionales de gran utilidad en la industria alimentaria Figura 136 Liofilizador
Al igual que en el caso de la crioconcentración, este sistema presenta la ventaja de no alterar las propiedades nutritivas y organolépticas del alimento tratado debido a la disminución de la actividad del agua de los alimentos; sin embargo, como contrapartida los costos del proceso son mayores dado que para llevarlo a cabo se debe aplicar congelación, someter el sistema a vacío, y una mayor inversión inicial en instalaciones comparativamente con otros sistemas de eliminación de humedad.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Por lo tanto este proceso se debe emplear en la deshidratación de alimentos con alto valor; en general, el café instantáneo o las sopas instantáneas no son liofilizadas, el alto precio de los liofilizadores y su relativamente baja productividad, hacen que esta técnica no sea muy atractiva para tratar grandes cantidades de producto. Sin embargo la liofilización si es usada en café instantáneo de una mejor calidad, pero a un mayor precio para el consumidor. Los gastos energéticos de la liofilización suelen ser unas cuatro veces mayores que en el caso de la deshidratación convencional pero a cambio se producen cambios mínimos en el alimento tanto a nivel de olores y aromas, de color, de pérdida de nutrientes, cambios estructurales de textura y se puede aplicar en prácticamente todos los alimentos aunque por su costo se aplica sólo sobre unos pocos. Al rehidratar el alimento, se devuelven prácticamente en su totalidad sus propiedades originales y únicamente hay que tener especial cuidado en el alimento liofilizado con respecto a su oxidación ya que son susceptibles de oxidarse, lo cual se puede evitar envasando los alimentos en atmósferas de gases inertes. 5.5.1 Métodos de liofilización: � El Secado del colector: es el método más comúnmente utilizado. Los
materiales suelen ser congelados, y rápidamente se aplica vacío para evitar la fusión.
� El método de proceso por lotes: se utiliza cuando un gran número de
contenedores de tamaño similar, son a la vez liofilizados, se utiliza Una bandeja de sistema en lugar de un colector.
� El método a granel: se utiliza para grandes volúmenes de una sola muestra. La
muestra se vierte en bandejas especiales, congeladas, y luego se seca en un liofilizador.
5.5.2 Descripción del proceso Como proceso industrial se desarrolló en los años 50 del siglo XX, pero sus principios eran ya conocidos y empleados por los incas. El procedimiento ancestral consistía en dejar por la noche que los alimentos se congelasen por la acción del frío de los Andes y gracias a los primeros rayos de sol de la mañana y la baja presión atmosférica de las elevadas tierras andinas se producía la sublimación del agua que se había congelado. Este proceso es conocido como liofilización natural. La liofilización se lleva a cabo de la siguiente forma:
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Congelación del alimento: El método a seguir dependerá de si el alimento es sólido o líquido. En el caso de sólidos se utiliza una congelación rápida dando lugar a pequeños cristales que dañan en menor grado su estructura, comparativamente. Por el contrario, en los alimentos líquidos conviene que la congelación sea lenta para que se forme una red cristalina con sus canales que posibilitarán la salida del vapor de agua en la etapa del secado
� Vacío: El vacío consiste en la disminución de la presión del sistema por debajo de la atmosférica. Si la presión en el alimento se mantiene por debajo de esa presión y se calienta el alimento, el hielo sublimará, es decir se convertirá en vapor sin pasar por el estado líquido.
� La liofilización se lleva a cabo en dos pasos: En primer lugar se disminuye el
contenido de agua hasta un 15%, y a continuación el contenido de agua se reduce hasta un 2% aproximadamente por deshidratación evaporativa manteniendo el alimento a presión reducida y aumentando más la temperatura.
� Finalmente, el vapor se recupera en forma de hielo en otro recinto, para ser
reutilizado en otra parte del proceso. Para acelerar el proceso se utilizan ciclos de congelación-sublimación con los que se consigue eliminar prácticamente la totalidad del agua libre contenida en el producto original. Las etapas de la liofilización fundamentalmente son dos: Secado primario. Aproximadamente el 90% del total de agua en la muestra (básicamente toda el agua libre y un poco de agua determinada) se elimina por sublimación. Secado secundario. El Agua ligada se elimina por desorción, dando como resultado un producto que tiene del 1% de agua residual. Este paso requiere de 1/3 a 1/2 del tiempo necesario para el secado primario. Para efectos del trabajo práctico de la Liofilización en materiales alimentarios líquidos, hay dos tipos de materiales: soluciones y suspensiones. � Las soluciones suelen tener el agua como disolvente. Los Solutos tienden a
formar eutécticos, una combinación de solutos que se congelan a una temperatura más baja que el agua u otros solutos. Toda el material debe ser congelado, incluyendo los eutécticos, antes de que la muestra está lista para el secado, de lo contrario, el material no congelado se expande y se derrite

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
cuando es sometido al vacío. La temperatura de congelación de materiales eutécticos se conoce como temperatura eutéctica.
� Suspensiones, forman un material vítreo en la medida que estén más viscosas
durante la congelación. Aquí no se forman Eutécticos. En el punto de transición vítrea de la suspensión se forma un sólido vítreo. Cada suspensión tiene una temperatura de transformación única. Las suspensiones son muy difíciles de congelar en seco.
5.5.3 Factores que afectan la eficiencia de la liofilización � tamaño de la muestra � superficie de la muestra � espesor de la muestra � características de la muestra � temperatura eutéctica � concentración de solutos � factores instrumento � temperatura del condensador � vacío La temperatura eutéctica es el factor más importante para determinar la cantidad de muestra puede ser liofilizada a la vez. Presión de vapor disminuye a medida que disminuye la temperatura eutéctica, pero la tasa de absorción de calor por la muestra sigue siendo la misma y puede causar la fusión. Diluyendo la muestra con agua antes de la congelación puede evitar la fusión. La Presión de vapor depende de la temperatura eutéctica y la concentración de solutos. La presión de vapor de agua disminuye a medida que la concentración de la muestra se incrementa, lo que se disminuye la tasa de sublimación. En productos alimenticios volátiles al aumentar la presión de vapor en su superficie, requieren menos calor para la sublimación, lo que aumenta la tendencia a derretirse. Estos materiales pueden necesitar ser diluidos con agua antes de la congelación. En general, cuanto mayor sea la superficie del material congelado, mayor será la velocidad de liofilización y, por el contrario, el grueso del material congelado, más lenta es la velocidad de liofilización. El espesor de la muestra afecta a la capacidad de una muestra de absorber y de transferencia de calor a la superficie sometida a la sublimación. Debido a que el vapor de agua debe pasar a través de material seco, la tasa de liofilización es más lenta, especialmente si el material seco cae sobre la superficie del material congelado.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
5.5.4 Tipos y operación de Liofilizadores Existen varios tipos de liofilizadores: � por contacto, � acelerados, � por radiación y de calentamiento dieléctrico y � por microondas. De acuerdo con lo anterior, se tienen 2 elementos necesarios: � La congelación rápida: El uso del CO2 en refrigeración crece rápidamente al
ser el único refrigerante no tóxico, que no tiene efectos sobre la capa de ozono � Y alto vacío que tiene varias formas de conseguirse: Las Bombas de vacío son
muy costosas por su consumo de energía y desgaste por funcionamiento, la propuesta es utilizar la energía del vapor, mediante Toberas conectadas a la red de valor de alta presión. Los eyectores de vapor se basan en el principio de trabajo del venturi y funcionan haciendo pasar vapor a través de una boquilla de expansión. La boquilla proporciona una expansión controlada del vapor para convertir la presión de velocidad del vapor en vacío, en la cámara que comunica con el cuerpo para atraer y arrastrar los gases o vapores. El vapor motriz y el gas de aspiración se mezclan y después pasan a través de un difusor, donde la presión de velocidad de la mezcla se convierte en los gases con presión suficiente para satisfacer la presión de descarga predeterminada en el sistema eyector. Los eyectores de vacío se utilizan en una variedad de aplicaciones: en las industrias de proceso, alimentos, envasado al vacío, liofilización y desgasificación. Sistemas expulsores se encargarán tanto de los gases condensables y cargas no condensables, así como de pequeñas cantidades de sólidos o líquidos, sin embargo el arrastre accidental de líquidos puede causar una interrupción momentánea en el vacío.
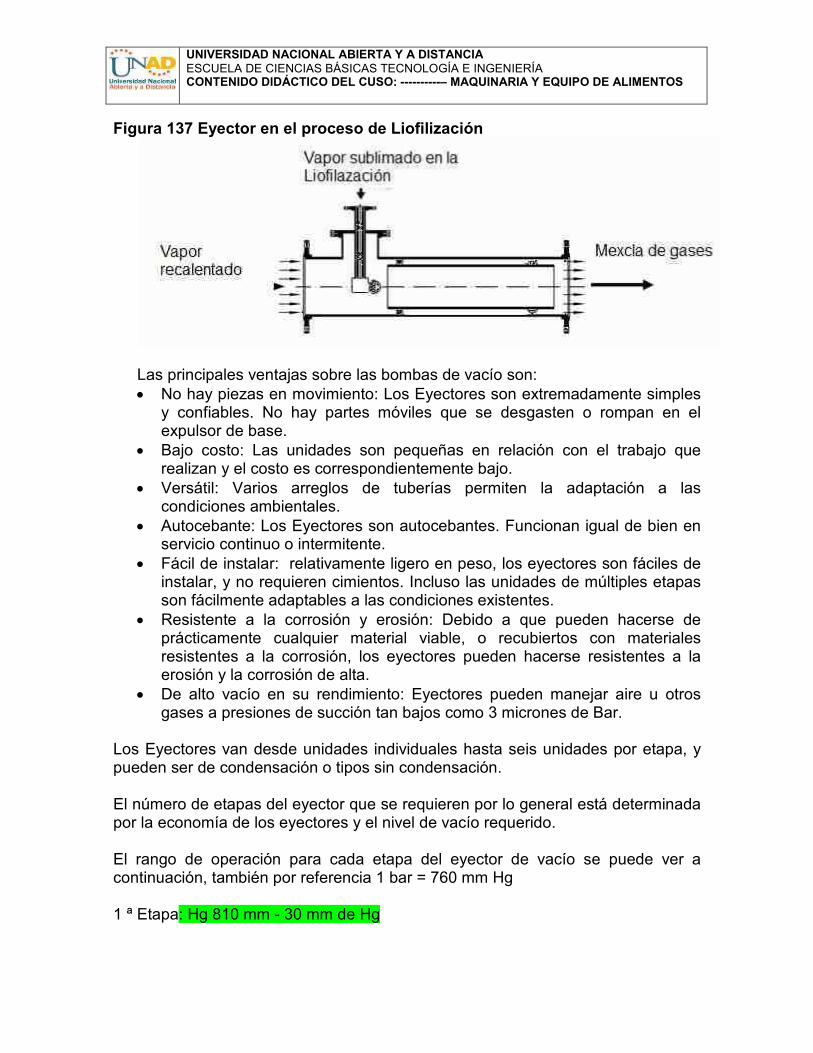
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 137 Eyector en el proceso de Liofilización
Las principales ventajas sobre las bombas de vacío son: • No hay piezas en movimiento: Los Eyectores son extremadamente simples
y confiables. No hay partes móviles que se desgasten o rompan en el expulsor de base.
• Bajo costo: Las unidades son pequeñas en relación con el trabajo que realizan y el costo es correspondientemente bajo.
• Versátil: Varios arreglos de tuberías permiten la adaptación a las condiciones ambientales.
• Autocebante: Los Eyectores son autocebantes. Funcionan igual de bien en servicio continuo o intermitente.
• Fácil de instalar: relativamente ligero en peso, los eyectores son fáciles de instalar, y no requieren cimientos. Incluso las unidades de múltiples etapas son fácilmente adaptables a las condiciones existentes.
• Resistente a la corrosión y erosión: Debido a que pueden hacerse de prácticamente cualquier material viable, o recubiertos con materiales resistentes a la corrosión, los eyectores pueden hacerse resistentes a la erosión y la corrosión de alta.
• De alto vacío en su rendimiento: Eyectores pueden manejar aire u otros gases a presiones de succión tan bajos como 3 micrones de Bar.
Los Eyectores van desde unidades individuales hasta seis unidades por etapa, y pueden ser de condensación o tipos sin condensación. El número de etapas del eyector que se requieren por lo general está determinada por la economía de los eyectores y el nivel de vacío requerido. El rango de operación para cada etapa del eyector de vacío se puede ver a continuación, también por referencia 1 bar = 760 mm Hg 1 ª Etapa: Hg 810 mm - 30 mm de Hg

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
2 ª Etapa: 130 mm Hg - 3 mm Hg 3 ª Etapa: 25 mm Hg - 0,8 mm Hg 4 ª Etapa: 4 mm Hg - 75 micras Hg 5 ª Etapa: 0.4mm Hg - 10 micras Hg 6 ª Etapa: 0.1mm Hg - 3 micras Hg La temperatura en el condensador del sistema se debe ser 10°C a 15 °C más fría que la temperatura eutéctica del material congelado. Un vacío de al menos 133 x 10-3 milibares es necesario para la liofilización. 5.5.5 La contaminación del liofilizador Los principales contaminantes en un liofilizador son microorganismos y sustancias químicas nocivas. Los Microorganismos contaminan cualquier alimento secado por congelación; la contaminación cruzada es más probable en el método por lotes; El condensador es la parte más contaminada y debe ser descontaminado periódicamente. Los productos químicos corrosivos y disolventes orgánicos pueden dañar los liofilizadores. Los disolventes orgánicos no son eliminados por el condensador y pasan a la bomba de vacío donde se mezclan con el aceite de la bomba, adelgazando del aceite y dañando la bomba si el aceite no se cambia periódicamente. Los productos químicos corrosivos pueden dañar todas las partes de un liofilizador. 5.5.6 Características del producto terminado Productos liofilizados con un contenido <1-3% de agua residual y son muy higroscópicos. La estabilidad del producto liofilizado depende de la humedad, oxígeno y temperatura. Un buen sellado evita la exposición del producto terminado a la humedad y el oxígeno. El almacenamiento a altas temperaturas reduce la vida útil del alimento liofilizado, la refrigeración o la congelación son la mejor alternativa para su almacenamiento a largo plazo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CAPITULO 6 INTERCAMBIADORES DE CALOR El intercambiador de calor es un dispositivo en el cual el calor se transmite desde la corriente de un fluido caliente (gas o líquido) hacia la corriente de otro fluido frío. Bases de funcionamiento. El calor es una forma de energía, la cual se mide en julios (en el sistema internacional; hasta ahora se había medido en calorías) y representa la cantidad de aquélla que se transporta de un cuerpo caliente a otro más frío. La transmisión de energía (o transmisión de calor) sólo puede efectuarse cuando hay diferencia de temperaturas, y siempre en el sentido de la mayor temperatura a la menor Figura 138 Intercambiador de calor de haz de tubos
En el proceso, la temperatura del cuerpo más caliente desciende a causa de que disminuye su energía y, al contrario, la temperatura del cuerpo más frío aumenta. Esto continúa hasta que desaparece la diferencia de temperatura que provoca la transmisión de calor. Un ingeniero que desee la máxima transmisión de calor de un fluido caliente a otro frío utilizará un intercambiador de calor. Los aspectos que afectan al proyecto de este dispositivo para obtener esa máxima transmisión son la diferencia de temperatura entre los dos fluidos y el área de interacción superficial. El proyectista no tiene mucho control sobre la diferencia de temperaturas, que viene fijada por la
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
naturaleza del trabajo que ha de hacerse, por lo que debe conseguirse una gran área de contacto superficial para que se realice la mejor transmisión del calor. En la Figura 138 se muestra, la reparación de un gran intercambiador de calor de haz de tubos en una instalación química. El haz consta de 1.718 tubos de acero inoxidable en forma de U, soldados a una placa final de 20 cm. El conjunto queda encerrado en una envolvente cilíndrica, por dentro de la cual circula uno de los fluidos, mientras el otro lo hace por el interior de los tubos. El intercambiador suele tener tabiques que obligan al líquido caliente a atravesar varias veces el haz de tubos. El intercambiador puede ser de un solo paso o de pasos múltiples; puede tener hojas que mantengan rígidos los tubos o bien flotantes. No es desusado el que se utilice una combinación de materiales de construcción; así, en un intercambiador que haya de utilizarse para disoluciones de álcalis cáusticos calientes, la disolución alcalina deberá atravesar el haz de tubos de níquel que se encontrarán en el interior de un recipiente de acero. También se utilizan en la construcción otros materiales tales como el metal del Almirantazgo, el cobre, el cupro-níquel, otras aleaciones de níquel, el metal Monel, el aluminio, el acero inoxidable, el acero al cromo-vanadio. Otro modelo de intercambiador de calor es el constituido por el tipo multitubos, que se construye a base de numerosos tubos separados, en cuyo interior otro tubo transporta el líquido frío. Los aparatos o equipos de intercambio de calor pueden ser tubulares o de placas, empleando en general los primeros para fluidos industriales y los segundos se emplean para el sector de alimentos dada la facilidad que tienen estos, de desarme y de ser sometidos a un aseo minucioso en tanto que los tabulares rara vez se desarman. 6.1 LECCION 42 INTERCAMBIADORES DE TUBO Consiste en un tubo colocado concéntricamente dentro de un segundo tubo de mayor diámetro. Para transmitir el calor a partir de un fluido caliente, a otro frío, se hace pasar uno de los fluidos por un tubo interior y el otro por el espacio anular entre otro tubo exterior. A causa de la diferencia de temperatura entre los dos fluidos habrá un intercambio de calor a través de la pared del tubo interior que los separa. A este tipo de intercambiador de calor se le llama de tubos concéntricos o de tubo y anillo. Estos son los aparatos más sencillos que existen para el intercambio de calor y constan de dos tubos concéntricos, que pueden estar dispuestos en un tramo recto denominado juego, o en varios tramos o juegos (figura 139) dependiendo de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
la longitud total del aparato, del espacio disponible y de las caídas de presión complementando los resultados del estudio propio de transferencia de calor. Figura 139 Intercambiador de doble tubo
Los intercambiadores de doble tubo, pueden tener flujo en contracorriente o flujo paralelo. Las partes principales que componen un intercambiador de doble tubo son los juegos de tubos concéntricos, los cuales se unen entre sí por medio de codos en U para los tubos interiores y cabezales de retorno para los tubos exteriores, en uniones roscadas provistas de prensa-estopa y empaque. La salida y entrada del tubo exterior se efectúa mediante una T, en tanto que la salida de los tubos interiores es recta, como se aprecia en la figura 140. Un arreglo de dos juegos se denomina horquilla. Figura 140 Flujo en paralelo y en contra corriente

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los intercambiadores de doble tubo se arman en longitudes de 4, 5 o 7 m. aproximadamente para cada juego, siendo su longitud efectiva aquella sobre la cual ocurre transferencia de calor, por lo tanto excluye las uniones o codos en U de los tubos interiores. Estos equipos son muy útiles, cuando la superficie de transferencia de calor es relativamente pequeña y se emplean pocos juegos. Al emplearse bastantes juegos, las pérdidas por fricción en los fluidos son muy altas, no existe una distribución uniforme en los flujos y los riesgos de incrustación son muy altos, con sus consiguientes efectos perniciosos en la transmisión de calor. El aseo es complicado y desarmar los aparatos es muy engorroso, lo que limita su uso para superficies totales de transferencia de calor entre 10 y 20 m2 como máximo. La Figura 140, muestra los flujos en paralelo y contracorriente, así como las variaciones de temperatura de los fluidos en función de la longitud del tubo o de la tubería. 6.2 LECCION 43 INTERCAMBIADORES DE TUBO Y CARCAZA Gran cantidad de procesos industriales requieren una superficie de transferencia de calor bastante alta que implicaría un gran número de horquillas con las consiguientes complicaciones en las pérdidas de carga, aseo, mantenimiento, puntos de fuga y espacio ocupado, etc. La parte del aparato comprendida entre las placas circulares y el extremo de la carcasa se denominan cabezote y es el espacio por donde un fluido entra y se distribuye por el interior de los tubos y luego se recoge para salir del aparato. En los cabezotes se conectan las tuberías de entrada y salida del fluido que circula por el interior de los tubos, en tanto que sobre el cuerpo de la carcasa van las tuberías para el fluido que circula por el exterior de los tubos. Para obviar estas complicaciones se han introducido los intercambiadores de tubo y carcasa, o también llamados de tubo y coraza. Ellos constan de un gran número de tubos de diámetro relativamente pequeño, ensamblados en sus extremos a placas circulares y rodeado todo el conjunto por un tubo de gran diámetro llamado carcasa o coraza. La Figura 141 muestra un esquema de un Intercambiador sencillo, en el que se aprecia la disposición de los tubos de pequeño diámetro en el conjunto, los cuales

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
se ajustan en sus extremos, a las placas circulares o tubulares de soporte por expansión con la ayuda de un mandril cónico. Figura 141 Intercambiador de tubo y carcasa
a - Deflectores o bafles b – tubos c – varilla guía d – soporte circular e – espaciador de tubos f – carcaza h – cabezote i - cabezal
Otro sistema consiste en emplear un sello o empaque sujetado por un anillo roscado a la placa circular, este método es más usual pues evita: deformación en los tubos, uso de herramientas especiales para su montaje y fácil operación de mantenimiento. Figura 142 Disposición de deflectores

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Las placas circulares o tubulares de soporte también sirven como pared separadora de los fluidos que circulan, uno por el exterior de los tubos y dentro de la carcasa y el otro por el interior de los tubos. Buscando crear turbulencia en el fluido exterior a los tubos para aumentar la transferencia de calor, así como para ayudar a soportar a los tubos, se introducen las placas deflectoras o bafles espaciados a lo largo de la carcasa. Las placas deflectoras pueden cubrir desde tres cuartas partes hasta la mitad del diámetro de la carcasa y se llaman placas del 25% ó del 50% según sea el caso. Se emplean varillas guías para darle consistencia a las placas deflectoras y van de extremo a extremo soportadas por las placas tubulares o placas circulares, mediante tornillos de presión. La distancia entre las placas deflectoras es el espaciado de los deflectores y se mide de centro a centro; usualmente el espaciado no es mayor que el diámetro de la carcasa ni menor a un quinto del diámetro de la misma. En la figura 142 se aprecian las distintas formas de los deflectores, que también pueden ser de disco o corona y de orificio. Figura 143 Clases de arreglos para tubos

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los tubos para intercambiadores de calor, se denominan también tubos de condensador y tienen características especiales; por tanto no deben confundirse con los tubos para conducción de fluidos en hierro o acero, o con los tubos para intercambiadores tubulares. El diámetro exterior, corresponde exactamente al diámetro nominal del tubo y se construyen en varios metales o aleaciones como acero, cobre, aluminio, bronce, etc., y se encuentran con diferentes espesores de pared, según el número BWG; las longitudes normalmente son de 8, 12,17 y 20 pies. Los tubos se disponen o arreglan en una ordenación triangular u ordenación cuadrada; a la vez la triangular puede ser sencilla o espaciada, buscando en esta última dejar espacios para el fácil aseo y mantenimiento. Los arreglos cuadrados pueden disponerse, normal o rotado, tal como se aprecia en la Figura 143. La distancia entre los tubos adyacentes, llamada claro, no puede ser muy corta para evitar debilitamiento en las placas deflectoras y de soporte, facilitar el flujo y la limpieza externa de los tubos. Los claros o espaciados de los tubos, Pt más comunes para arreglo triangular en tubería de 1” DE es de 1 1/4” y para DE 3/4” el espacio es 15/17”; en arreglo cuadrado para 1” el espaciado es de 1 1/4” y para DE de 3/4” el espaciado es de 1 “ esta distancia es medida entre el centro de los tubos, o centros de los orificios en las placas. Las normas tema (Tubular Exchanges Manufacturers Association), especifican que para el arreglo triangular, el espaciado debe ser de 1,25 veces el diámetro del tubo y para el arreglo cuadrado debe dejarse mínimo 1/4 de pulgada entre las paredes de los tubos. Las carcasas de forma cilíndrica tienen diámetros estándar, hasta diámetros de 12 pulgadas se fabrican en tubo de acero y sus especificaciones son las que corresponden a los tubos para conducción de fluidos. Entre 12 y 24 pulgadas el diámetro nominal es igual al diámetro exterior y el grueso es estándar de 3/8 de pulgada lo que permite soportar presiones hasta de 300 psi. Carcasas de diámetro superior a 24 pulgadas se fabrican en placas de acero. 6.2.1 Clases de intercambiadores de tubos y carcaza Los intercambiadores según su construcción y disposición de flujo pueden clasificarse como:

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- Acorde con el flujo Flujo paralelo Flujo contracorriente Flujo paralelo y contracorriente - Acorde con los pasos De uno y dos De dos y cuatro - Acorde con la construcción De cabezal fijo De cabezal flotante Figura 144 Intercambiador de paso simple (1-1)
Los intercambiadores en los cuales el flujo es paralelo o en contracorriente son los llamados intercambiadores 1-1 y en ellos no existen cambios en la dirección de flujo de los dos fluidos. La figura 144 representa un Intercambiador 1-1 que de acuerdo a como se establezcan las conexiones para las tuberías, puede ser de flujo paralelo o de flujo en contracorriente. Las direcciones de flujo, se denominan pasos, de tal forma que un Intercambiador 1-1, tiene una sola dirección de flujo del fluido que va por el exterior de los tubos, o

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
por la carcasa y una sola dirección de flujo del fluido que va, por el interior de los tubos.
Figura 145 Intercambiador (1-2)
Los intercambiadores pueden mediante un arreglo en los cabezotes, permitir que el flujo por el interior de los tubos cambie de dirección y opere una sección con flujo paralelo y otra sección con flujo en contracorriente; se tiene un Intercambiador de flujo paralelo-contracorriente y a la vez de un paso en la carcasa y dos pasos en los tubos, es entonces un Intercambiador 1-2. Figura 145 Figura 146 Intercambiador (2-4)
Cuando existe un cambio de flujo en la carcasa y cambios de flujo en los tubos, es decir existen dos direcciones de flujo en la carcasa y cuatro en los tubos, se tiene un Intercambiador 2-4 o sea dos pasos en la carcasa y cuatro en los tubos. Figura

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
146 Intercambiadores de más pasos implican diseños muy complejos y realmente son poco usuales en la industria de alimentos. La placa tubular de soporte de los tubos se denomina también cabezal y puede estar fijo a la carcasa, o puede estar suelto o flotante. Uno de los problemas que se tiene en los intercambiadores de tubo y carcasa es la expansión de los tubos por efecto de la dilatación térmica, lo que trae como consecuencia esfuerzos que son extremadamente críticos en los intercambiadores de cabezal fijo 1-2 o 2-4, ya que los pasos y la carcasa tienden a dilatarse diferentemente porque los gradientes de temperatura son muy diferentes. Para contrarrestar el efecto de dilatación se ha introducido un cabezal flotante el cual no está fijo al cabezote de la carcasa y permite que los tubos se dilaten. Un sistema que obvia el cabezal flotante es el empleo de tubos en U; con este diseño la U permite la expansión libre de los tubos. Para la carcasa puede introducirse un segundo cabezote unido por una junta de dilatación en uno de los extremos. 6.3 LECCION 44 INTERCAMBIADORES DE PLACAS Los intercambiadores de tubos presentan algunas desventajas, como caída de presión relativamente altas, eficiencia térmica relativamente baja y dificultades en su aseo y mantenimiento. Estos problemas se han superado en los intercambiadores de placas, equipos de alta eficiencia térmica, aunque también ofrecen algunas desventajas que se discutirán más adelante. Figura 147 Intercambiador de placas

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los intercambiadores de placas constan de un marco cuyos extremos son dos bloques rectangulares llamados cabezotes, siendo uno de ellos móvil y provisto de un gran tornillo que permite ajustar las placas que se encuentran en el interior del aparato. Sobre los cabezotes van las uniones para las tuberías de entrada y salida de los fluidos, igualmente sobre ellos van las guías de soporte de las placas, (Figura 147). Las placas generalmente en gran número son muy delgadas de forma rectangular, de acero inoxidable y también disponible en cupro-níquel. Cada placa provee una amplia superficie de transferencia debido a su diseño corrugado por una serie de canales o hendiduras impresas paralelamente en la placa. El diseño corrugado favorece la rigidez de la placa y la turbulencia, aún para los fluidos viscosos o número de Reynolds bajos, a la vez que asegura una completa y adecuada distribución de flujo. Las placas van provistas de empaques de caucho que permiten su separación y la formación de la cámara por la cual fluyen los líquidos. Los empaques, igualmente, permiten cambios en la dirección de los flujos y evitan mezclas o fugas de los mismos. Acorde con la función que desempeñan las placas, ellas pueden ser terminales, de cambio de flujo y normales como se representan en la Figura No 148. Figura 148 Placas para intercambiadores
Las placas son fácilmente aseadas y en operaciones de bache puede hacerse rápidamente aseo entre bache y bache aún desarmando completamente el aparato.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La gran ventaja de estos equipos es que el área de transferencia de calor puede modificarse casi inmediatamente, quitando o adicionando placas, lo que permite gran versatilidad en su uso, al punto que diferentes fluidos, 3 ó 4 ó aun más, puede fluir dentro de la misma estructura como en el caso de enfriamientos y calentamientos de dos fluidos empleando uno como medio calefactor. Factores limitantes para el uso de los intercambiadores de placas con las altas presiones (se admiten hasta 150 psi) que pueden causar deformaciones en las placas e igualmente, altas temperaturas ya que ellas pueden causar daños a los empaques, que generalmente son de caucho vulcanizado. No son equipos apropiados para condensación de vapores ni deben usarse en transferencia de calor en gases. Quedan pues, limitados a líquidos. Tampoco son prácticos para suspensiones sólidas, debido al espacio tan reducido que existe entre placa y placa. La Figura 149 muestra los flujos de dos líquidos A y B en un Intercambiador de placas sencillo o de un paso. La figura No 150 muestra un Intercambiador de cuatro pasos y dos cuerpos. Un cuerpo es el conjunto de placas continuas en las cuales ocurre operación de transferencia entre dos fluidos, bien sea calentamiento o enfriamiento. Para la concurrencia de dos operaciones (calentamiento y luego enfriamiento o viceversa) se requieren dos cuerpos. Igualmente, al tenerse transferencia de un fluido con otros dos se requieren dos o más cuerpos. Figura 149 Flujo en los intercambiadores de placa de un paso
Los pasos son cambios de dirección en el flujo, de tal forma que en estos intercambiadores pueden presentarse flujos en paralelo y en contracorriente. Uno de los más amplios usos de los intercambiadores de placas en la industria de alimentos, es la esterilización por pasterización denominada pasterización continua, en razón a la operación de flujo continuo en los fluidos. El fenómeno de pasterización, se aplica especialmente a vinos, cervezas, leche y jugos y se lleva a

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
cabo en cuatro etapas: precalentamiento, calentamiento, pasterización propiamente dicha y enfriamiento. Figura 150 Intercambiador de placas de dos cuerpos
En el precalentamiento el líquido que se va a pasterizar se calienta de la temperatura de entrada al aparato hasta unos 30 – 40°C, empleando como líquido calefactor, el que se ha empleado en enfriar el material ya pasterizado. Para las etapas de calentamiento y pasterización se emplea un líquido fresco a altas temperaturas y que provoca una elevación de temperatura a 57 °C – 75°C y luego, mantiene durante un muy corto tiempo la temperatura de pasterización. En la zona de enfriamiento, que puede subdividirse en dos etapas, se emplea un refrigerante a baja temperatura para llevar el líquido pasterizado a su temperatura de almacenamiento o de envase. 6.4 LECCION 45 INTERCAMBIADORES DE SUPERFICIE RASPADA Otro tipo de intercambiador de gran utilización en la industria alimentaria de calor es el "intercambiador de calor de superficie raspada". Es muy usado para la calefacción o refrigeración con productos de alta viscosidad, los procesos de cristalización, evaporación y las aplicaciones de alta suciedad. Largos períodos de operación se han conseguido gracias al continuo raspado de la superficie, evitando así la suciedad y el logro de una tasa sostenible de transferencia de calor durante el proceso.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los intercambiadores de superficie escariada tienen un elemento rotatorio con hojas unidas a un soporte para presionar o raspar la superficie interna. Los intercambiadores de superficie raspada son particularmente adecuados para la transferencia de calor con cristalización, transferencia de calor con gran ensuciamiento de la superficie, transferencia de calor con extracción por disolventes y para transferencia de calor de fluidos de alta viscosidad. Este tipo de intercambiador de utiliza mucho en las plantas de ceras y parafinas y en las plantas petroquímicas, para cristalización. Figura 151 Hoja escariadora de intercambiador de superficie raspada.
En los procesos de cristalización, el intercambiador de calor de superficie raspada es el corazón de la línea. Es un intercambiador robusto, confiable y está construido para perdurar. Es completamente sellado y aislado y cuenta con una caja de acero inoxidable anti-corrosiva que garantiza años de operación libre de problemas. Utiliza como medio de enfriamiento al eficiente CO2, es un intercambiador de calor de superficie raspada de alta capacidad y bajo consumo de energía, diseñado para varios productos alimenticios.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En comparación con otras máquinas de igual capacidad, se necesita menos energía por hora de producción. Es posible inspeccionar y reemplazar los raspadores sin necesidad de retirar el rotor. De todas formas, si se necesita sacar el rotor para un mantenimiento adicional, éstos permanecen en su lugar en el rotor durante esta operación. Para un desmontaje sencillo del rotor puede colocarse una grúa en su parte superior. Además, el diseño de los sellos de agua ha sido mejorado y el mismo está compuesto de sólo unas pocas partes. 6.5 LECCION 46 INTERCAMBIADORES DE TIPO ESPIRAL El Intercambiador de calor de placas en Espiral, está formado por dos canales de láminas de metal relativamente largos, normalmente están provistos de pernos soldados para formar el espaciamiento de la placa, su configuración consiste en el enrollamiento helicoidal de dos placas alrededor de un mandril, las cuales se separan para formar un par de canales en espiral, a través de los cuales circulan los dos fluidos, como se muestra en la Figura 152 Los pasajes alternativos están sellados y dan paso a los fluidos, Por lo tanto, cada fluido circula por un largo pasaje individual dispuesto en un paquete compacto. Además el intercambiador, está equipado con cubiertas en cada extremo, para su inspección y mantenimiento. Los metales de construcción del intercambiador son conformados en frío y posteriormente soldados. Los metales más utilizados en este intercambiador son el acero al carbono y el acero inoxidable. Otros metales que se incluyen en su construcción son el titanio, Hastelloy, Incoloy, y aleaciones de níquel. El espiral como elemento básico está sellado, ya sea por soldadura en cada lado del canal o mediante una junta (Sin asbesto base) en cada tapa lateral para asegurar los siguientes arreglos alternativos de los dos fluidos: (1) ambos fluidos se mueven en contracorriente en el espiral (2) un fluido se mueve en flujo en espiral, mientras que el otro lo hace en flujo en contracorriente a través de la siguiente espiral, o (3) un flujo de líquido en espiral, y el otro en una combinación de flujo cruzado y flujo en espiral.
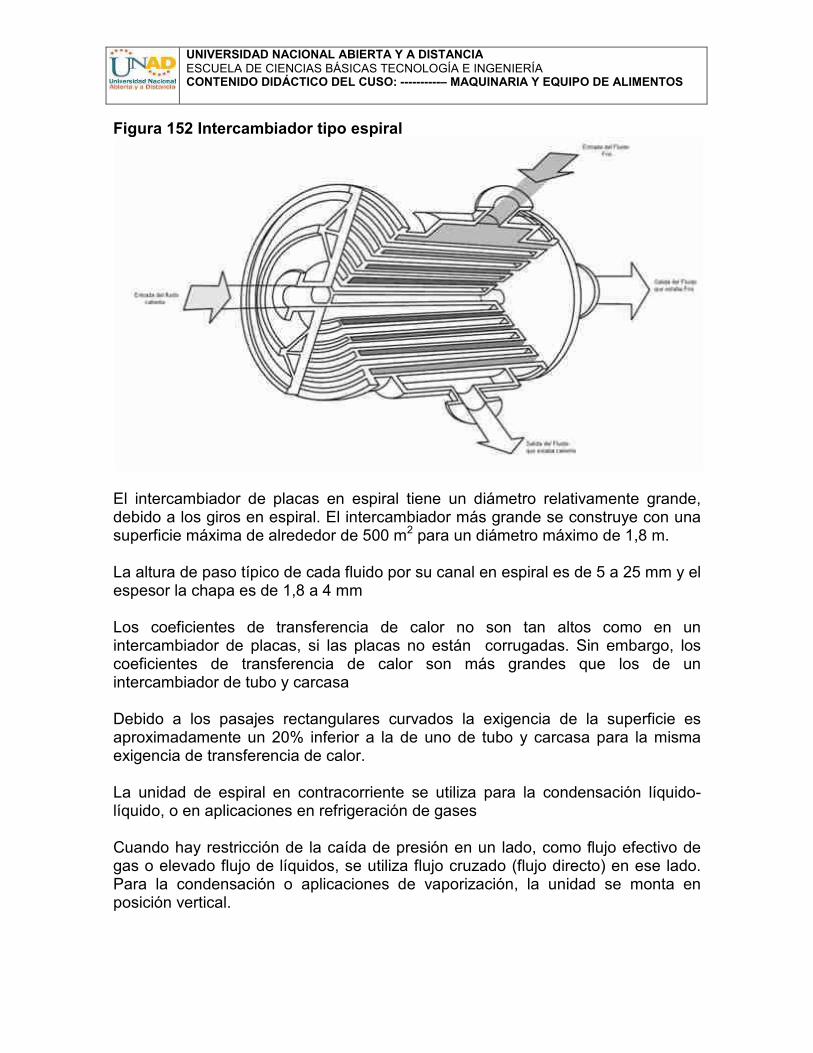
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 152 Intercambiador tipo espiral
El intercambiador de placas en espiral tiene un diámetro relativamente grande, debido a los giros en espiral. El intercambiador más grande se construye con una superficie máxima de alrededor de 500 m2 para un diámetro máximo de 1,8 m. La altura de paso típico de cada fluido por su canal en espiral es de 5 a 25 mm y el espesor la chapa es de 1,8 a 4 mm Los coeficientes de transferencia de calor no son tan altos como en un intercambiador de placas, si las placas no están corrugadas. Sin embargo, los coeficientes de transferencia de calor son más grandes que los de un intercambiador de tubo y carcasa Debido a los pasajes rectangulares curvados la exigencia de la superficie es aproximadamente un 20% inferior a la de uno de tubo y carcasa para la misma exigencia de transferencia de calor. La unidad de espiral en contracorriente se utiliza para la condensación líquido-líquido, o en aplicaciones en refrigeración de gases Cuando hay restricción de la caída de presión en un lado, como flujo efectivo de gas o elevado flujo de líquidos, se utiliza flujo cruzado (flujo directo) en ese lado. Para la condensación o aplicaciones de vaporización, la unidad se monta en posición vertical.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Las unidades horizontales se utilizan cuando las concentraciones de sólidos existentes en el líquido son elevadas. Las ventajas de este intercambiador son las siguientes: � Se pueden manejar líquidos viscosos, con incrustaciones y lodos con mayor
facilidad a causa del flujo del fluido en un solo pasaje. Si el pasaje se empieza a ensuciar, se incrementa la velocidad del pasaje. El índice de ensuciamiento se disminuye con el aumento de la velocidad del fluido.
� El índice de ensuciamiento es muy baja comparada con el de una unidad de tubo y. carcasa
� Son más susceptibles a las técnicas de limpieza mediante agentes químicos � La limpieza mecánica también es posible con la eliminación de las cubiertas de
cierre final. Por lo tanto, el mantenimiento es menor que con una unidad de tubo y. carcasa
� No se utiliza aislamiento en la parte externa del intercambiador en razón a que el fluido frío fluye en el pasaje exterior, lo que resulta una pérdida de calor insignificante debido a que su temperatura de entrada está más cerca a la temperatura ambiente.
� El volumen vacío interno es menor (menos del 60%) que en un intercambiador de tubo y carcasa,
� y por lo tanto, es una unidad relativamente compacta. � Mediante el ajuste a diferentes alturas en los canales, se logran diferencias
considerable en las tasas de flujo volumétrico en las dos corrientes Las desventajas de este intercambiador son las siguientes: � Como se señaló anteriormente, el máximo el tamaño está limitado. � La máxima presión de trabajo varía de 0,6 a 2.5 Mpa calibre (90 a 370 psig)
para las unidades de gran tamaño. � La temperatura máxima se limita a 500 °C, con juntas de amianto comprimida,
pero la mayoría están diseñados para funcionar a 200 °C � Reparaciones en campo son difícil debido a las características de construcción. Los usos de este intercambiador son los siguientes � Este intercambiador es muy adecuado como un condensador o rehervidor. � Se utiliza como termosifón o hervidor de agua. � Se prefiere especialmente para aplicaciones que tienen líquidos viscosos,
lodos densos, los lodos digeridos de aguas residuales y efluentes industriales contaminados.
Una versión de Intercambiador en espiral con espárragos soldados para el espaciamiento de las placas se aplica para intercambio de calor con los dos fluidos en contracorriente en espiral, con anchura reducida es utilizado para lodos y otros fluidos con suciedad fuerte. También se utilizan en el tratamiento de las suspensiones y el manejo de los residuos de licores en la industria del alcohol.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
ACTIVIDAD 2
1. ¿Cuáles son los tipos maquinaria y equipos aplicados en la transferencia de calor de los procesos de producción de alimentos
2. Describir algunas de las características limitantes de la Maquinaria y equipos en la
industria de alimentos aplicados en la transferencia de calor de los procesos de producción de alimentos.
3. Identificar los elementos básicos de los tipos maquinaria y equipos aplicados en la
transferencia de calor de los procesos de producción de alimentos y describir el papel de cada uno de ellos.
4. ¿Cuáles son los equipos para calefacción aplicados en la transferencia de calor de los
procesos de producción de alimentos

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Bibliografía y Cibergrafia Unidad 2 http://www.emison.com/hornos%20industriales.htm http://www.termopan.net/~termopan/catalogos/catalogo%20cinta-red.pdf http://www.spiraxsarco.com/resources/steam-engineering-tutorials/introduction/steam-the-energy-fluid.asp http://www.spiraxsarco.com/resources/steam-engineering-tutorials/the-boiler-house/shell-boilers.asp http://www.answers.com/topic/refrigeration # ixzz1ZQHr5Ww

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
UNIDAD 3 MAQUINARIA Y EQUIPOS APLICADOS EN LA TRANSFERENCIA DE MASA Y CALOR Y EN DIFERENTES TIPOS DE PLANTAS DE PROCESOS ALIMENTARIOS CAPITULO 7 EQUIPOS DE TRANSFERENCIA DE MASA 7.1 GENERALIDADES Antes de entrar en la descripción propiamente dicha de los equipos de transferencia de mas se hace una breve exposición de las operaciones con transferencia de masa Los 3 estados de agregación: gas, líquido y sólido permiten seis posibilidades de contacto de fases: i) Gas-gas: esta categoría no es prácticamente realizable ya que todos los gases son solubles entre sí. ii) Gas-líquido: Destilación (ácido acético y agua)- Absorción gaseosa (desorción). (Ejemplo: mezcla amoniaco-.aire en contacto con agua líquida, una gran cantidad de amoniaco pero esencialmente nada de aire, se disolverá en el líquido). Humidificación (deshumidificación) contacto entre aire seco y agua líquida, iii) Gas-sólido: -sublimación de un sólido -secado. iv) Liquido-líquido: extracción líquido contacto directo de 2 fases inmiscibles. Ejemplo solución de acetona -agua se agita con tetracloruro y se deja reposar, la acetona se encuentra en gran proporción en el tetracloruro de carbono. v) Liquido-sólido:- cristalización fraccionada lixiviación: extracción mediante hexano del aceite de las oleaginosas. Adsorción: eliminación de las materias coloreadas que contaminan las soluciones impuras de agua poniendo en contacto las soluciones líquidas con carbón activado. vi) Sólido-sólido: debido a las velocidades de difusión extremadamente lenta entre fases sólidas, no existen operaciones industriales de separación en esta categoría. • Clasificación según las características de los procesos

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
- Continuos - Discontinuos: Batch - No estacionario- Semicontinuos 7.1 LECCION 47 TORRES DE ADSORCION 7.1.1 Generalidades del proceso de Adsorción: Operación de transferencia de masa que comprende el contacto de líquidos o gases con sólidos donde se produce una separación de componentes de una mezcla líquida o gaseosa por adherencia a la superficie del sólido. Es decir, se aprovecha la capacidad especial de ciertos sólidos para hacer que sustancias específicas de una solución se concentren en su superficie sólida. Como fenómeno físico-químico se explica desde el punto de vista en la cual las moléculas que están en una fase fluida interactúan con una superficie y se quedan adheridas sobre esta: Figura 153 Fenómeno de Adsorción
Todas las superficies tienen una serie de poros activos que pueden adsorber moléculas (cantidad Limitada de acuerdo con el número de poros activos en la superficie del agente adsorbente), denominada g, la cual se puede determinar mediante la siguiente expresión:
g = Número de poros ocupados 41 Número Total de Poros El mecanismo de transferencia de masas se lleva a cabo de la siguiente forma: 7.1.2 Agentes Adsorbentes Los materiales sólidos empleados como adsorbentes son productos naturales o sintéticos. En cualquier caso, el proceso de fabricación ha de asegurar un gran desarrollo superficial mediante una elevada porosidad. Los adsorbentes naturales (arcillas, zeolitas) tienen pequeñas superficies. Los adsorbentes industriales y los carbones activados de buena calidad pueden llegar a tener entre 1.000 y 1.500 m2/g.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Como quiera que los mecanismos de adsorción son muy complejos y no se han determinado con precisión aún, no se dispone de una norma satisfactoria mediante la cual puedan preverse, a priori las afinidades relativas entre un material poroso y una sustancia. Dentro de las características importantes que debe reunir un buen adsorbente se encuentran las siguientes: • Alta capacidad de adsorción. La relación de equilibrio entre las fases influye en
la eficacia con que se alcanza la capacidad final y, en muchos casos, controla la capacidad real del soluto.
• Propiedades físicas y tamaño de partícula adecuados para garantizar la necesaria resistencia mecánica y facilidad de manejo, produciendo la menor pérdida de carga posible tanto en lechos fijos como en los móviles o fluidizados.
• Costo bajo, tanto de la materia prima como del proceso de fabricación. • Fácil regeneración; por desorción, especialmente en el caso de los procesos
continuos. Como substancia absorbente se utiliza el CAG (C activo granulado) debido a su gran superficie, a su afinidad por la materia orgánica y que es regenerable. � El CARBÓN ACTIVO El carbón activado tiene una gran variedad de tamaños de poro los cuales pueden clasificarse de acuerdo a su función, en poros de adsorción y poros de transporte. Los primeros consisten en espacios entre placas grafíticas con una separación de entre una y cinco veces el diámetro de la molécula que va a retenerse. En éstos ambas placas de carbón están lo suficientemente cerca como para ejercer atracción sobre el adsorbato y retenerlo con mayor fuerza. Los poros mayores que los de adsorción son los de transporte, y tienen un rango muy amplio de tamaños, que van hasta el de las grietas que están en el límite detectable por la vista, y que corresponde a 0.1 mm. En esta clase de poros, sólo una placa ejerce atracción sobre el adsorbato y entonces lo hace con una fuerza menor, o incluso insuficiente para retenerlo. Actúan como caminos de difusión por los que circula la molécula hacia los poros de adsorción en los que hay una atracción mayor. Por lo tanto, aunque tienen poca influencia en la capacidad del carbón activado, afectan a la cinética o velocidad con la que se lleva a cabo la adsorción. Otra clasificación de los poros, es la de la IUPAC (International Union of Pure and Applied Chemists), que se basa en el diámetro de los mismos, de acuerdo a lo siguiente: � microporos: menores a 2 nm

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� mesoporos: entre 2 y 50 nm � macroporos: mayores de 50 nm (típicamente 200 a 2000 nm) Los microporos tienen un tamaño adecuado para retener moléculas pequeñas, que aproximadamente corresponden a compuestos más volátiles que el agua, tales como olores, sabores y muchos solventes. Los macroporos atrapan moléculas grandes, tales como las que son coloreadas o las substancias húmicas -ácidos húmicos y fúlvicos- que se generan al descomponerse la materia orgánica. Los mesoporos son los apropiados para moléculas intermedias entre las anteriores Por lo tanto, la capacidad de un carbón activado para retener una sustancia determinada, no sólo está dada por su área superficial, sino por la proporción de poros cuyo tamaño es el adecuado: una a cinco veces el diámetro de la molécula de dicha sustancia. � Propiedades y condiciones que afectan la adsorción en carbón activado La adsorción en carbón activado se ve afectada por diversas propiedades tanto del carbón como del adsorbato, así como por condiciones del gas o el líquido en el que se lleva a cabo este fenómeno. Algunas de éstas ya se describieron en la sección anterior, pero a continuación se listarán de una manera organizada, junto con otras que aún no se han mencionado. � Propiedades relacionadas con el tipo de carbón activado La adsorción aumenta cuando el diámetro de los poros predominantes está entre una y cinco veces el diámetro del adsorbato. Diferencias en la química superficial y en los constituyentes de las cenizas pueden afectar la adsorción, especialmente en fase líquida. Sin embargo, estas propiedades tienen una influencia pequeña respecto a cualquier otra de las que se están listando. � Propiedades relacionadas con el adsorbato Antes de enumerarlas, hay que mencionar que todo tipo de moléculas orgánicas se adsorben bien en el carbón activado. No así la inorgánicas, excepto en algunos casos como los molibdatos, los cianuros de oro, el dicianuro de cobre, el cloruro de mercurio, el yodo y las sales de plata, entre otros.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� La adsorción de compuestos orgánicos es más fuerte al aumentar su peso molecular, mientras el tamaño de la molécula no rebase al del poro.
� Las moléculas orgánicas no polares se adsorben con mayor fuerza que las polares.
� Las moléculas orgánicas ramificadas se adsorben con mayor fuerza que las lineales.
� La mayoría de las moléculas orgánicas que tienen ligados átomos de cloro, bromo o yodo, se adsorben con mayor fuerza.
Para el caso de adsorción en fase líquida, ésta aumenta al disminuir la solubilidad del adsorbato. NOTA: Las moléculas orgánicas de más de tres carbonos generalmente se adsorben, a menos que sean extremadamente solubles. � Propiedades relacionadas con el gas o el fluido que rodea al carbón activado En fase líquida, generalmente aumenta la adsorción al disminuir el pH. Para el caso de adsorción en fase líquida, la teoría dice que ésta no se ve afectada por la temperatura. Sin embargo, a mayor temperatura, aumenta la solubilidad del adsorbato, y se adsorbe en menor proporción. Por otro lado, a mayor temperatura, también disminuye la viscosidad del solvente, facilitando la movilidad del adsorbato y por lo tanto acelerando su velocidad de difusión hacia los poros. Todo lo anterior generalmente resulta en un aumento de la adsorción al aumentar la temperatura. 7.1.3 Operación de la columna de Adsorción Los procesos de adsorción tienen lugar en las columnas de adsorción (Normalmente cilindros completamente llenos de Carbón Activado Granulado CAG). Los equipos empleados en operaciones continuas son las torres empacadas o con lecho fijo, en donde ocurre el contacto de la mezcla de líquidos con el adsorbente en el lecho, a través de mallas que impiden el paso de partículas del sólido adsorbente. Los residuos en esta operación se encuentran generalmente en el fondo de los tanques como lodos de adsorbente gastado y contaminado Ver Figura 154

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 154 Torre de Adsorción
El proceso tiene lugar como se describe a continuación; a la entrada a la columna de adsorción llega la solución con el agente que se quiere retirar con una concentración inicial Co; para efectos del avance del proceso en estado estacionario, se describe el mismo en una columna en operación; en donde las primeras capas de agente adsorbente del equipo ya están saturadas, el contaminante se adsorbe en aquella zona aun libre de contaminante MTZ, la cual se define como la zona de transferencia de masa que, en la medida en que avanza la adsorción, se va saturando. La zona agotada se va desplazando cada vez hasta que MTZ toca el extremo con lo que se alcanza CSTD (Concentración Estándar o límite) a la salida y se tendría entonces completamente agotado el Agente adsorbente; en condiciones normales la solución saldrá de la torre al final del proceso con una concentración de sustrato Cs, especificada según las condiciones de diseño y los requerimientos de concentración mínima del contaminante, para la eliminación total del mismo se requerirán tantas columnas en serie como sean necesarias. Llegado el momento en el cual se alcanza la saturación total del agente Adsorbente, será necesario proceder a su salida fuera de servicio, la puesta en operación de la Torre de reserva y la regeneración del Agente adsorbente; es importante tener en cuenta que en la medida en que se incrementan los ciclos regenerativos, el agente Adsorbente se va degradando y pierde su eficiencia haciendo que los ciclos de regeneración sean cada vez más frecuentes. En consecuencia se deberá disponer de un sistema apropiado de disposición final del agente adsorbente ya gastado y no regenerable de manera ambientalmente

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
sostenible, para minimizar aspectos ambientales significativos debidos a este tipo de procesos. Figura 155 Proceso de Adsorción
Para efectos del control operativo de la columna de Adsorción, este se efectúa sobre la concentración de salida de la sustancia objeto de la adsorción, de tal forma que en el momento en que esta supere su valor mínimo de calidad establecido, es necesario sacar de servicio el equipo para proceder a efectuar el ciclo regenerativo del agente Ver Figura 156. Figura 156 Ciclo de Regeneración del Agente Adsorbente
Las columnas se regeneran con una mezcla vapor-aire en un horno a 900º C con lo que se consigue eliminar las substancias orgánicas adheridas. Las columnas de adsorción con CAG Carbón Activado Granulado son los equipos más utilizados en la industria en general por su bajo costo, fácil accesibilidad en el

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
mercado del agente adsorbente y procesos de regeneración con ciclos relativamente cortos con materiales y equipos disponibles en cualquier tipo de instalación destinada a procesos alimentarios En la Figura 157 se observan las partes de una columna de adsorción de dos etapas o lechos de Carbón Activado Granulado. Figura 157 Torre de Adsorción de Carbón Activado
1 boca entrada de aire, 2 boca de descarga, 3 boca de carga, 4 boca de descarga, 5 Boca de carga, 6 boca salida de aire, 7 Drenaje
Las torres de carbón activo abarcan toda la gama posible tanto para la desodorización de corrientes gaseosas en la industria alimentaria como para la depuración del aire. Tabla 17 Especificaciones técnicas de una torre de adsorción con Carbón Activado Granulado CAG MATERIAL DE LA TORRE
VENTILADOR FILTROS DE AIRE DE ENTRADA
LECHOS DE CARBÓN
• Poliéster fibra de vidrio
• Polipropileno, polietileno, PVC
• Acero inoxidable AISI-316
• Poliéster fibra de vidrio
• Polipropileno • Acero
inoxidable
• Prefiltros regenerables
• Filtros de tirar en calidad
• Desde 30 cm. hasta 90 cm. de altura para un rendimiento del 100 %. De 1 ó 2 lechos dependiendo del caudal o de 2 lechos para la absorción selectiva de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
• Aluminio gases ácidos o básico Las aplicaciones de las columnas de adsorción en la Industria alimentara son de gran importancia en particular:
� Como técnica de afino para métodos biológicos en el tratamiento de aguas residuales con el proceso de lodos activados.
� En el Tratamiento directo (para eliminar substancias colorantes del agua. Hay determinados colorantes en los que no se puede).
� Esencial en el acondicionamiento de aguas, de alta pureza para uso en la preparación de alimentos es decir, para preparar un agua para un proceso de depuración posterior.
7.2 LECCION 48 TORRES DE ABSORCION 7.2.1 Generalidades La absorción es una operación unitaria de transferencia de materia que consiste en la transferencia de uno o más componentes minoritarios de una corriente gaseosa a una corriente líquida, llamada el agente absorbente. La absorción puede ser física o química, según que el componente de la fase gaseosa lo realice en el líquido absorbente o reaccione con él dando un nuevo compuesto químico. Fundamentalmente dos son los propósitos de esta operación
� La de purificar una corriente gaseosa para su procesamiento posterior o su emisión a la atmósfera, o bien,
� Recuperar un componente valioso presente en la corriente gaseosa. Una aplicación de mucha utilidad en la industria alimentaria directamente relacionada con la generación de vapor en las calderas, es la absorción del SO2 presente en los gases de combustión mediante soluciones alcalinas; lo mismo que la absorción de CO y CO2 del gas de síntesis de amoníaco, mientras que la absorción de óxidos de Nitrógeno en agua en la etapa final del proceso de fabricación de ácido nítrico. La operación inversa se denomina desorción, desabsorción o "stripping" y su finalidad es eliminar o recuperar uno o varios componentes minoritarios de una corriente líquida por transferencia a una corriente gaseosa. 7.2.2 Operación de la torre de Absorción El soluto o agente absorbido, se puede recuperar posteriormente del líquido por destilación y el líquido absorbente puede desecharse o bien ser reutilizado. La absorción se suele llevar a cabo en torres o columnas de relleno, Ver Figura 158.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El gas que contiene el componente a absorber se introduce por la parte inferior y atraviesa el relleno, el cual consiste de una cierta cantidad de partículas de un determinado tamaño, forma, y material. Al mismo tiempo, se introduce la corriente de agente absorbente por la parte superior a través de un distribuidor, conectado a una serie de tubos en forma de corona circular que en su extremos poseen pulverizadores que convierten la corriente líquida en finas gotas para aumentar el área de contacto entre el gas que contiene el agente a absorber y el líquido absorbente, el cual cae por gravedad en el interior de la torre, incrementando el contacto sobre la superficie externa del relleno en la torre. Una masa soportada de cuerpos sólidos inertes que recibe el nombre de relleno, el cual puede ser cargado al azar en la torre o bien ser colocado ordenadamente a mano crea, por un lado una amplia superficie de interfase y, por otro un contacto intenso y turbulento entre ambas fases. El relleno proporciona un área grande de contacto entre el líquido y el gas, favoreciendo así un íntimo contacto entre las fases. La mayoría de los rellenos de torre se construyen con materiales baratos, inertes y ligeros, tales como la arcilla, porcelana o diferentes plásticos. A veces se utilizan anillos metálicos de pared delgada, de acero o aluminio. La columna de relleno consta además de otros elementos, como: � los sistemas de distribución de gas en la parte inferior de la torre, � una parrilla para soportar el relleno, � un separador de nieblas para captar las gotas que pudiera arrastrar el gas a la
salida del lecho. El gas que contiene el soluto asciende a través de las hendiduras del relleno en contracorriente con el flujo líquido, el cual se enriquece de soluto a medida que desciende por la torre. La disposición de flujos que acaba de describirse es en "contracorriente", ya que el sentido de circulación de ambas fases es opuesto. La transferencia del componente de la corriente de gas a la corriente líquida absorbente se produce porque en cualquier sección de la torre, siempre y cuando a cualquier altura, no exista equilibrio entre ambas fases. Si la concentración del componente en la fase líquida es inferior a la que le correspondería si estuviera en equilibrio con la fase gas; existe una fuerza impulsora para la transferencia del componente a la fase líquida.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 158 Torre de absorción y diversos tipos de cuerpos de relleno
La fuerza impulsora actuante es la diferencia entre la presión parcial en el gas del componente que se transfiere y la presión parcial que tendría el componente en un gas que estuviera en equilibrio con el líquido del punto considerado En la Figura 159 se muestra cualitativamente cómo son los perfiles de concentración a ambos lados de la interfase en cualquier sección de la torre de absorción. Por último cabe mencionar que el diámetro de una torre de absorción depende de las cantidades de gas y líquido tratadas, sus propiedades, y la relación de una corriente a otra, y que la altura de la torre, y por tanto el volumen del relleno, depende de la magnitud de las variaciones de concentración que se desean y de la velocidad de transferencia de materia por unidad de volumen de relleno.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 159 Perfiles de concentración a ambos lados de la interfase en cualquier sección de la torre de absorción
7.2.3 Ventajas y aplicaciones En definitiva, la absorción gas-líquido se utiliza siempre que tengamos una corriente gaseosa, en la cual haya un componente que queramos eliminar, desde los procesos petroquímicos hasta la purificación de un residuo gaseoso.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 160 Proceso de lavado de un gas. Absorción gas-líquido

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CAPITULO 8 EQUIPOS DE TRANSFERENCIA DE MASA Y CALOR SIMULTANEOS 8.1 LECCION 49 EVAPORADORES Existen muchas clasificaciones de los equipos de evaporación; a continuación se muestra los tipos más importantes y algunas de sus características. 8.1.1 Evaporador de circulación natural 8.1.1.1 Evaporador abierto Son simples, comerciales y económicos. Su depósito o volumen de trabajo puede calcularse directamente, aunque muchas veces están provistos de camisas de calentamiento (externa) o serpentines (internos), a través de los cuales se encuentra el medio que transfiere el calor. La velocidad de evaporación es baja y su economía térmica es mínima. En algunas oportunidades se puede utilizar el vacío, siempre que se puedan cerrar los depósitos. Si no existe una agitación constante se corre el riesgo de sobrecalentar el producto que esté en contacto con la superficie de calentamiento. Para pequeñas cantidades de materia prima en proceso, estos evaporadores son bastante útiles, no ocurre lo mismo cuando se utilizan para una alta capacidad. Son muy utilizados en la industria casera de alimentos para concentrar pulpas, en la preparación de sopas y salsas y en la concentración de mermeladas, jaleas y confites. 8.1.1.2 Evaporador de tubos cortos horizontales A diferencia del abierto, este evaporador posee en la parte inferior una serie de tubos horizontales que son circulados internamente por vapor de agua. Figura 161. En la parte superior del evaporador queda un gran espacio que ayuda entonces a que se efectúe una separación de las gotas liquidas que son arrastradas por gravedad con el vapor que sale del líquido de la base. Este tipo de evaporador presenta algunas desventajas ya que el banco de tubos obstaculiza la circulación y por lo tanto el coeficiente de calor generado es mínimo. Su utilización en la industria de alimentos es muy escasa, sólo para evaporar líquidos de poca viscosidad.
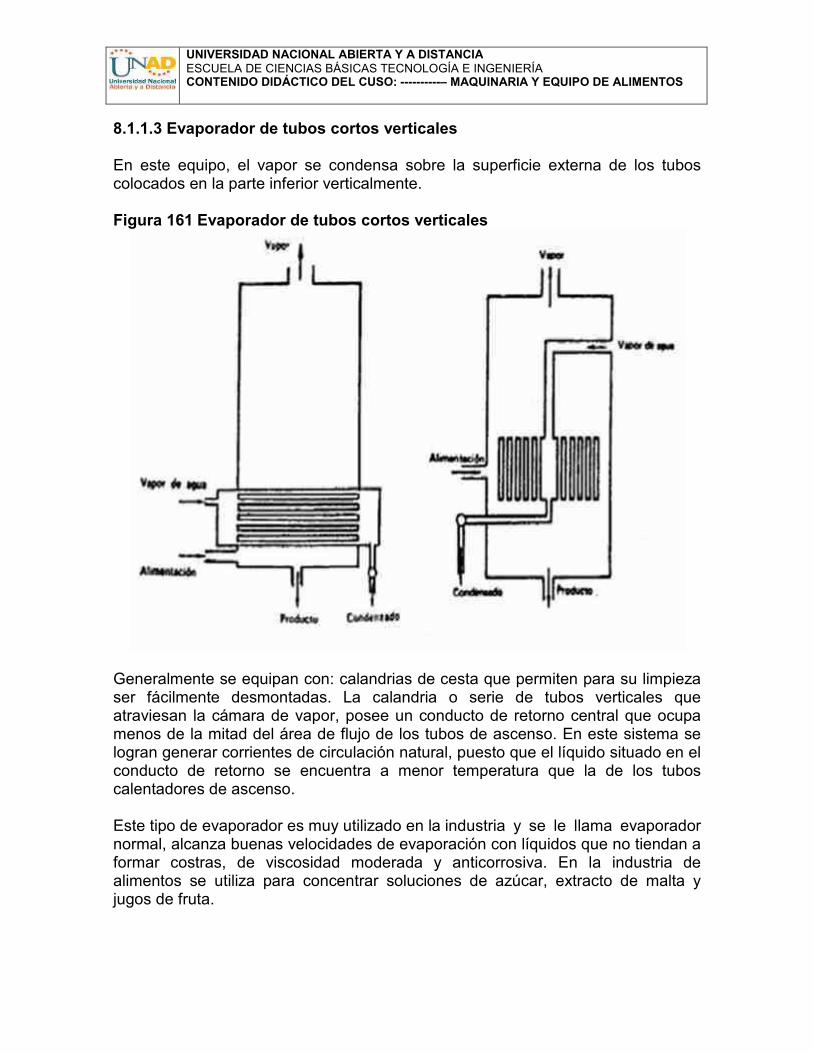
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.1.1.3 Evaporador de tubos cortos verticales En este equipo, el vapor se condensa sobre la superficie externa de los tubos colocados en la parte inferior verticalmente. Figura 161 Evaporador de tubos cortos verticales
Generalmente se equipan con: calandrias de cesta que permiten para su limpieza ser fácilmente desmontadas. La calandria o serie de tubos verticales que atraviesan la cámara de vapor, posee un conducto de retorno central que ocupa menos de la mitad del área de flujo de los tubos de ascenso. En este sistema se logran generar corrientes de circulación natural, puesto que el líquido situado en el conducto de retorno se encuentra a menor temperatura que la de los tubos calentadores de ascenso. Este tipo de evaporador es muy utilizado en la industria y se le llama evaporador normal, alcanza buenas velocidades de evaporación con líquidos que no tiendan a formar costras, de viscosidad moderada y anticorrosiva. En la industria de alimentos se utiliza para concentrar soluciones de azúcar, extracto de malta y jugos de fruta.
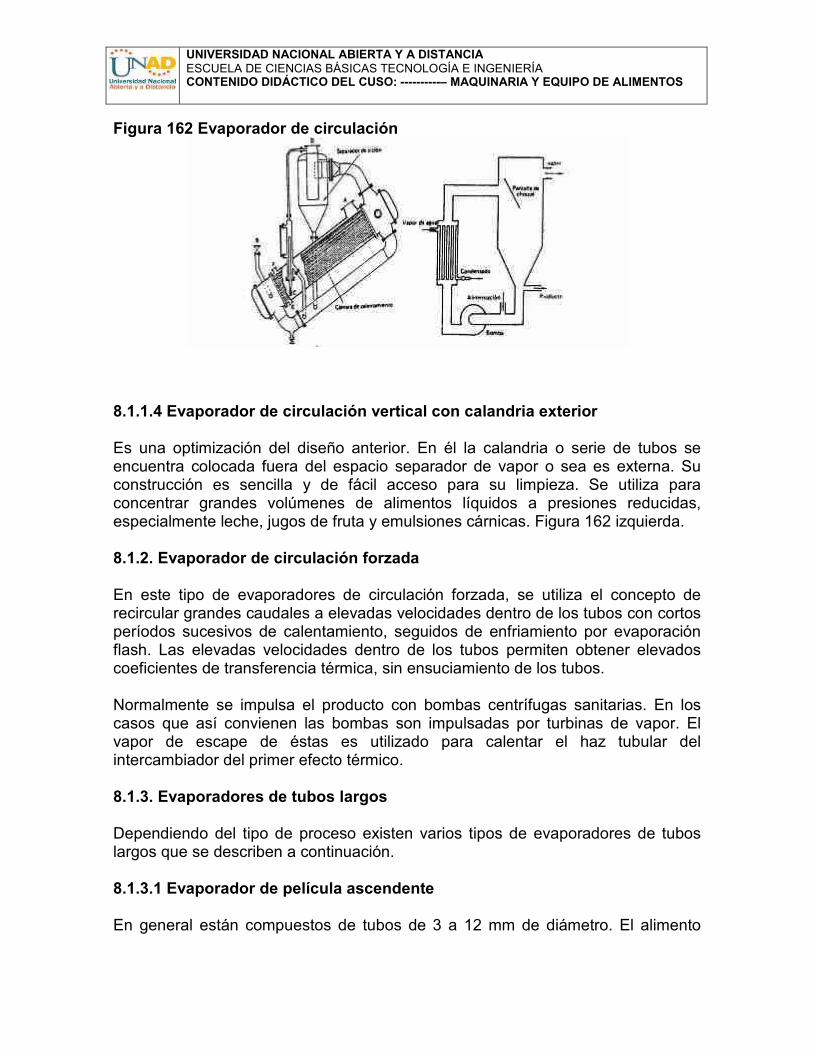
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 162 Evaporador de circulación
8.1.1.4 Evaporador de circulación vertical con calandria exterior Es una optimización del diseño anterior. En él la calandria o serie de tubos se encuentra colocada fuera del espacio separador de vapor o sea es externa. Su construcción es sencilla y de fácil acceso para su limpieza. Se utiliza para concentrar grandes volúmenes de alimentos líquidos a presiones reducidas, especialmente leche, jugos de fruta y emulsiones cárnicas. Figura 162 izquierda. 8.1.2. Evaporador de circulación forzada En este tipo de evaporadores de circulación forzada, se utiliza el concepto de recircular grandes caudales a elevadas velocidades dentro de los tubos con cortos períodos sucesivos de calentamiento, seguidos de enfriamiento por evaporación flash. Las elevadas velocidades dentro de los tubos permiten obtener elevados coeficientes de transferencia térmica, sin ensuciamiento de los tubos. Normalmente se impulsa el producto con bombas centrífugas sanitarias. En los casos que así convienen las bombas son impulsadas por turbinas de vapor. El vapor de escape de éstas es utilizado para calentar el haz tubular del intercambiador del primer efecto térmico. 8.1.3. Evaporadores de tubos largos Dependiendo del tipo de proceso existen varios tipos de evaporadores de tubos largos que se describen a continuación. 8.1.3.1 Evaporador de película ascendente En general están compuestos de tubos de 3 a 12 mm de diámetro. El alimento

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
líquido que se va a concentrar ingresa por la parte inferior de los tubos precalentados cerca a la temperatura de ebullición, comenzando a hervir al recorrer ascendentemente una corta distancia. El líquido es arrastrado hacia la parte superior debido a que la expansión del vapor hace que las burbujas formadas asciendan a alta velocidad por los tubos y la arrastren; a medida que esto sucede el líquido se va concentrando formando una fina película sobre la pared de los tubos. La mezcla vapor-líquido que asciende entra a un separador, el cual elimina el vapor, de tal manera que el líquido concentrado se puede extraer directamente. Cuando se busca una alta concentración el líquido puede pasar a un segundo evaporador o ser recirculado en el mismo. El tiempo de residencia en un evaporador de este tipo es relativamente corto y el coeficiente de transferencia de calor es generalmente alto, por ser aparatos bastante utilizados para concentrar productos sensibles al calor. 8.1.3.2 Evaporador de pelicula ascendente descendente Como su nombre lo indica es una combinación de los dos tipos de evaporadores de película ascendente y descendente. Se busca con este tipo de evaporador que mientras el producto con mayor viscosidad pase a la zona de película descendente, el líquido de alimentación diluido se concentre parcialmente en la zona de película ascendente, lográndose así altas velocidades durante el proceso. 8.1.3.3 Evaporador de pelicula descendente En su funcionamiento es semejante al de película ascendente, con la diferencia que el líquido de alimentación entra por arriba del haz de tubos. Con el transcurrir del proceso de evaporación el vapor formado desciende a gran velocidad por la parte central del equipo, arrastrando el líquido. Se puede controlar en estos equipos, con relativa facilidad el mantener la temperatura de ebullición constante, los tiempos de resistencia son cortos. Al operarlo al vacío se logran concentrar jugos de naranja y otros cítricos, los cuales son bastante sensibles al calor, igualmente se utilizan en la Tecnología de Productos Lácteos. 8.1.4 Evaporadores de placas 8.1.4.1 Evaporador de pelicula ascendente descendente Este evaporador está basado para su funcionamiento en los mismos principios que delimitan a la película ascendente-descendente, pero dentro de un intercambiador de calor de placas, dispuestas generalmente en unidades de cua-tro. Funciona así: dentro de las placas última y primera (4 - 1) y segunda y tercera

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
(2 - 3), el vapor se condensa en los espacios libres y el líquido precalentado hierve sobre la superficie de las placas, ascendiendo en forma de película por las placas (1 -2) y descendiendo de la misma forma por las placas (3 - 4). Una vez sale la mezcla vapor-líquido del intercambiador de placas, se entra al separador centrifugo. Se utiliza para concentrar productos alimenticios sensibles al calor, ya que al igual que los evaporadores de tubos largos, presenta altas veloci-dades, lo cual genera una óptima transferencia de calor y un tiempo mínimo de residencia. Además presenta facilidad para su desmonte y aseo por la pequeña superficie que ocupa. 8.1.4.2 Evaporadores de pelicula descendente En éstos sólo existe fluidez del líquido en forma descendente sobre las placas mayores que las convencionales. Se evita con este diseño la recirculación interna, lo que permite disminuir los tiempos de permanencia del producto, estos son muy cortos. Es utilizado en la evaporación de productos cítricos. 8.1.5 Evaporador de flujo expandido de conos invertidos Al igual que en los evaporadores de placas, en este equipo líquido y vapor fluyen a través de los espacios que dejan, conos delgados e invertidos de acero inoxidable, provistos de cierres para prevenir fugas. Posee un eje de giro central por el cual ingresa el líquido de alimentación. Este eje se encuentra situado en la base de la pila de conos y entra a través de boquillas de alimentación, en los espacios de los conos calentados, ascendiendo sobre las superficies calentadas por el vapor. Este sistema se opera al vacío y en él el líquido alcanza prontamente la temperatura de ebullición. Por otra parte del sistema de conos tangencialmente sale a velocidad una corriente de vapor-líquido, la cual se separa pasando el vapor hacia la parte superior de la cámara por donde se escapa al exterior. El liquido forma películas delgadas, por la alta velocidad que adquieren en los espacios formados entre cono y cono, incrementándose la velocidad de transferencia y disminuyendo por ende el tiempo de residencia. 8.1.6 Evaporadores de película delgada mecánica 8.1.6.1 Evaporador de superficie rascada horizontal Poseen una cámara con camisa de calentamiento, en la cual se encuentra ubicado un rotor montado vertical u horizontalmente, con múltiples láminas. El área transversal de las cámaras horizontales suele disminuir en la dirección del flujo, lo cual ayuda a bañar las paredes, reduciendo las posibilidades de sobrecalentamiento del producto. La separación entre la superficie de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
transferencia y los bordes de las láminas del rotor oscilan entre los 0,5 y los 1.25 mm, aunque a veces se logran separaciones de 0.25 mm utilizándose el equipo para la producción de pasta de tomate, concentración de leche, suero, café y productos azucarados. Sirve para manejar alimentos de alta viscosidad, pero su alto costo y baja capacidad hace que sólo sea usado como aparato de acabado para lograr especificaciones y normas de calidad en determinados productos. 8.1.6.2 Evaporador centrithery De película delgada mecánica, es similar a la unidad de flujo expandido en el que la pila de conos por acción centrífuga lanza gotas del líquido desde la superficie de calentamiento. Sirve para concentrar productos sensibles al calor y permite lograr óptimas separaciones a elevada velocidad de transferencia y tiempo de permanencia corto. 8.1.6.3 Evaporador de ciclo de refrigeracion o bomba calorifica Son evaporadores conocidos también como de baja temperatura que utilizan bombas caloríficas, para lograr la concentración al vacío de productos altamente sensibles al calor, logrando las bajas presiones que se requieren para condensar el vapor y por ende las bajas temperaturas. El efecto consiste en que un gas refrigerante se condense sobre los tubos de la calandria para aportar calor y se evapora en el condensador para condensar el vapor producido. Las temperaturas utilizadas no sobrepasan los 20°C, con lo cual se prevén las alteraciones de los alimentos sensibles. El tiempo de permanencia tampoco excede los 35 minutos. 8.1.7 La conservación de calor en los equipos de evaporación La forma de reutilizar el vapor que sale de un evaporador de simple efecto reduciendo así los costos de operación es un aspecto importante. El efecto en realidad es la manera de utilizar el vapor que sale de un evaporador y que contiene un buen nivel de calor, el cual puede utilizarse como medio de calentamiento de otro evaporador y así sucesivamente. Lo importante es que la temperatura de ebullición del último evaporador sea lo suficientemente baja para lograr diferencias de temperaturas apropiadas, utilizando desde luego presiones cada vez más reducidas; de allí que se hable de evaporación de doble, triple y hasta múltiple efecto. El objetivo final de la utilización de este tipo de equipos no es otro que el ahorro térmico de la planta, pues esta evaporación no proporciona mayores rendimientos en capacidad a los obtenidos en los aparatos de efecto simple. La siguiente relación confirma que a mayor número de efectos, mayor economía de vapor:

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Una unidad de simple efecto necesita 1.3 Kg. de vapor para evaporar 1 Kg. De agua Una unidad de doble efecto necesita 0.6 Kg. de vapor para evaporar 1 Kg. De agua Una unidad de triple efecto necesita 0.4 Kg. de vapor para evaporar 1 Kg. De agua Otro ahorro que se logra al utilizar evaporadores de varios efectos es en el área instalada, pues el área de cada uno de los efectos en un sistema múltiple es igual que la ocupada por un equipo de efecto único, siempre y cuando las condiciones de operación global sean las mismas. Los principales métodos para conservar el calor en equipos evaporadores de múltiples efectos son: 8.1.7.1 Hacia adelante Es el método más conocido, el líquido de alimentación va en el mismo sentido de los vapores hacia adelante, o sea de un efecto hacia otro en forma secuencial: del primero al segundo y de este al tercero, etc. Para lograr desarrollar este método es necesario contar con una bomba de extracción y operar el equipo a presiones bajas controladas. En este sistema generalmente se da una pérdida en la economía del vapor: la viscosidad del líquido se incrementa debido al aumento constante de la concentración y a la reducción de la temperatura al pasar de un efecto a otro. El valor del coeficiente de transferencia de calor es por tal razón bajo en los últimos efectos. El vapor de agua de alta calidad se condensa en la calandria del primer efecto. Cuando la temperatura del líquido de alimentación es en el punto inicial, inferior a su punto de ebullición, parte del calor transferido se utiliza en el precalentamiento del líquido de alimentación del segundo efecto y así sucesivamente. Figura 163 Alimentación hacia adelante
8.1.7.2 Hacía atrás
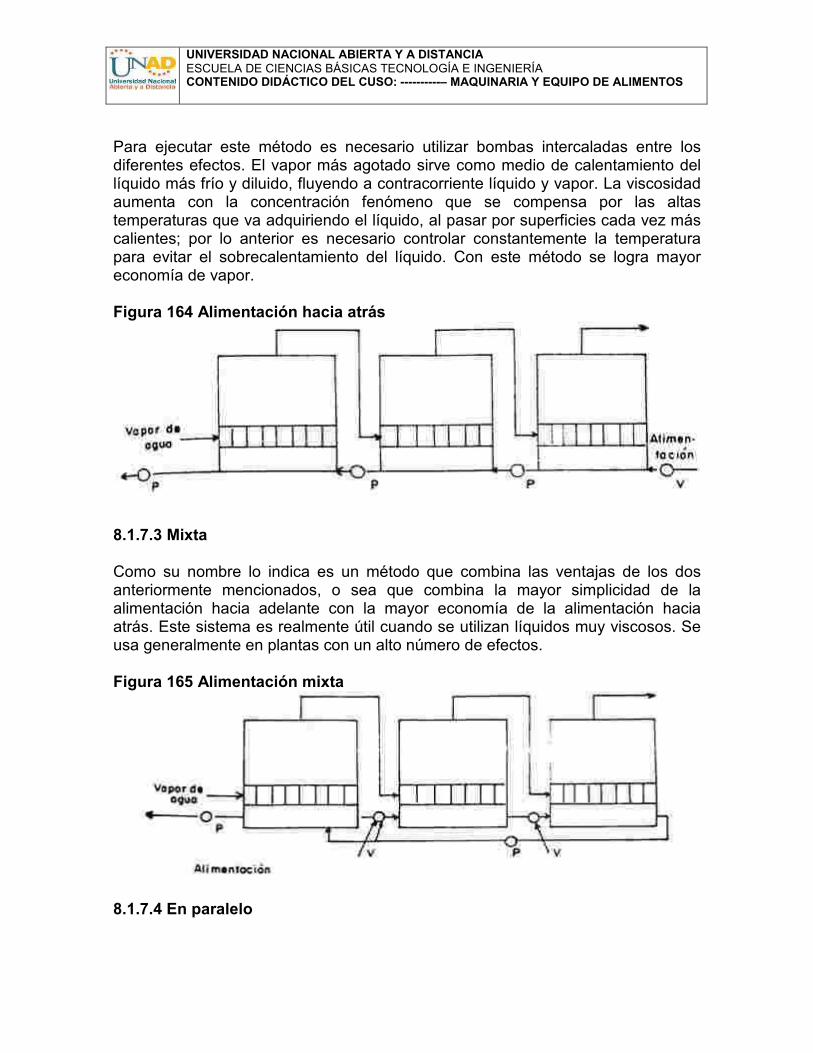
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Para ejecutar este método es necesario utilizar bombas intercaladas entre los diferentes efectos. El vapor más agotado sirve como medio de calentamiento del líquido más frío y diluido, fluyendo a contracorriente líquido y vapor. La viscosidad aumenta con la concentración fenómeno que se compensa por las altas temperaturas que va adquiriendo el líquido, al pasar por superficies cada vez más calientes; por lo anterior es necesario controlar constantemente la temperatura para evitar el sobrecalentamiento del líquido. Con este método se logra mayor economía de vapor. Figura 164 Alimentación hacia atrás
8.1.7.3 Mixta Como su nombre lo indica es un método que combina las ventajas de los dos anteriormente mencionados, o sea que combina la mayor simplicidad de la alimentación hacia adelante con la mayor economía de la alimentación hacia atrás. Este sistema es realmente útil cuando se utilizan líquidos muy viscosos. Se usa generalmente en plantas con un alto número de efectos. Figura 165 Alimentación mixta
8.1.7.4 En paralelo

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Es un método que permite un mayor control del proceso. Se usa especialmente en evaporadores de cristalización y tiene como gran ventaja el hecho de no utilizar bombas entre los diferentes efectos, superando así los continuos problemas de flujo a que se ven sujetos los otros sistemas. Figura 166 Alimentación en paralelo
8.2 LECCION 50 SECADORES Los alimentos naturales, vegetales, carnes, leche, etc., contienen un alto porcentaje de agua, que favorece la descomposición rápida de los mismos. La eliminación del agua en los productos permite la conservación por periodos más o menos prolongados. La extracción del agua, en sustancias que la contienen como humedad, agua de composición o de hidratación, por medio del calor se denomina secado. Indistin-tamente se emplean los términos desecación o deshidratación a esta operación de extraer agua. Se considera al secado como el primer método empleado por el hombre para conservar sus alimentos; mediante sencillos sistemas, desde hace siglos se seca la carne, el pescado, frutos y semillas aprovechando la exposición al sol. Esta operación causa modificaciones apreciables en el gusto, aroma y textura de los productos, son transformaciones irreversibles y la rehidratación o humidificación del alimento seco deja un producto diferente al original. 8.2.1 Conceptos básicos Uno de los motivos para el secado de los alimentos es su conservación; sin embargo hay otras razones para llevar a cabo este proceso y son:
• -Obtener un producto con el grado de humedad que exige la comercialización.
• -Evitar cambios físicos o químicos por un exceso de humedad. • -Disminuir los costos de manejo, transporte, empaque y almacenamiento.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
• -Adecuar el material para procesos ulteriores. • -Eliminar la humedad adquirida en operaciones previas. • -Recuperar subproductos. • -Obtener productos que favorezcan al consumidor.
Las normas de comercialización establecen contenidos máximos de humedad para productos alimenticios y en muchas ocasiones se hace necesario el secado para lograr los valores prefijados como es el caso de los cereales que se admiten con un máximo del 15% de humedad, cuando las condiciones climatéricas dejan productos del 18% o aún más de humedad. Así no ocurran cambios microbiológicos que deterioren los productos, la humedad puede favorecer cambios físicos o químicos como el color, la textura y aún el sabor en productos de panificación o repostería. Los productos deshidratados ocupan menor volumen y tienen menor peso que los productos originales, consecuencialmente los costos del manejo en general se ven disminuidos favoreciendo tanto al productor como al comprador. Los huevos deshidratados pesan la quinta parte y ocupan una sexta parte del volumen de los naturales y se pueden conservar en condiciones ambientales sin necesidad de refrigeración. El manejo de materias primas implica el tener cantidades adecuadas, así su consumo diario sea relativamente bajo. El empleo de productos desecados permite extraer partes del material sin que se afecte el resto o se modifiquen las condiciones de almacenamiento, favoreciendo así el manejo. Buscando mantener al máximo las características originales o minimizar los cambios irreversibles, se ha introducido un secamiento artificial con condiciones de humedad, temperatura y presión controladas, lo que conlleva altos costos en la operación por el manejo de la energía calorífica. Las anteriores circunstancias han llevado a introducir operaciones previas al secado como: tamizado, prensado, centrifugación, ósmosis, evaporación, etc., que son de todas formas mucho más económicas. Son las características del producto lo que permite seleccionar las operaciones previas o en un caso dado no aceptarlas. Cuando un sólido húmedo es secado, tienen lugar dos operaciones básicas; transferencia de calor y transferencia de masa. La primera es necesaria para evaporar el líquido que se extrae y consecuencialmente variar la temperatura del sólido; la segunda permite la transferencia como líquido o vapor de la humedad a través del sólido y transferencia de vapor de la superficie del sólido al ambiente.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Las condiciones y ratas de secado dependen fundamentalmente de los factores que intervienen en los procesos de transferencia, los mecanismos de convección, conducción y radiación individuales o en combinación son empleados en las operaciones comerciales, los aparatos se diferencian fundamentalmente, por los mecanismos de transferencia de calor. Sin embargo, independientemente del mecanismo de transferencia el flujo de calor lleva un sentido inverso al flujo de masa, es decir, el calor fluye de la superficie del sólido al interior del mismo, en tanto que la humedad se transfiere inicialmente en la superficie y luego del interior del cuerpo hacia su superficie. En los últimos años se ha desarrollado un mecanismo de secado que emplea microondas y en el cual efectos dieléctricos producidos por corrientes de alta frecuencia generan calor en el interior del sólido, causando temperaturas más altas respecto a la superficie del cuerpo; la transferencia ocurre del interior al exterior como ocurre la transferencia de masa. Esta transferencia de la masa crea un gradiente de concentración, originando movimientos del fluido dentro del sólido, los cuales constituyen el mecanismo interno que incide sobre la tasa o rata de secado. El mecanismo externo son los efectos producidos, por las condiciones ambientales como temperaturas, humedad, velocidad y dirección del aire, la conformación y estado de subdivisión del sólido que se va a secar. 8.2.2 Equipos para secado Los equipos para secamiento pueden ser clasificados en varias categorías acorde con la construcción y al sistema de operación. Algunos autores emplean una clasificación acorde con el material manejado en el proceso de secado, sin embargo, un mismo material puede ser óptimamente secado en dos o más tipos de secador. Teniendo en cuenta las características de los materiales que se secaron estos se clasifican en: • CLASE 1: Materiales que pueden ser bombeados, como soluciones verdaderas
y suspensiones coloidales. • CLASE II: Aquellos que no pueden ser bombeados, pero si agitados como
algunas suspensiones pesadas, pastas y sólidos suspendidos, de gran tamaño.
• CLASE III: Son aquellos materiales que no pueden ser agitados, o no permiten movimientos, por su tamaño, forma o fragilidad.
Algunos materiales quedan entre dos clases y la selección de un secador debe

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
hacerse para aquellos que pueden operar las dos clases, por ejemplo, para operaciones en bache, los secadores al vacío son aptos para Clase 1, Clase II. 8.2.2.1 Secadores estacionarios En este grupo de secadores se encuentran entre otros: De ambiente o solares, hornos o estufas, de bandejas o estantes, de cabinas o compartimentos, de carro, cama o lecho fijo, de vapor, anaquel o estante enchaquetado y de ollas. 8.2.2.1.1 Secadores de ambiente o solares. Es el tipo de secador más antiguo y más ampliamente usado por su bajo costo en equipo, mantenimiento y en el combustible. Su mayor uso se circunscribe a productos agropecuarios, algunos productos alimenticios y minería. Los productos que se van a secar se colocan generalmente, en el piso aunque hay diversas disposiciones dependiendo del producto en sí y de costumbres regionales. De todas maneras los métodos de colocación están sujetos a las condiciones climatéricas, siendo su mayor uso para épocas secas o poscosecha. Para disminuir riesgos o evitar humedecimiento por lluvias se emplean bandejas que pueden ser movilizadas manualmente o se colocan sobre remolques. Algunas se equipan con aditamentos para cubrirlas en caso de lluvia. Para manejar grandes volúmenes se requiere una considerable labor en áreas extensas de secamiento. Las tasas de secado son muy lentas y se corre el riesgo de obtener un producto no uniforme con índices de contaminación. Con el alto costo de los combustibles o energía convencional, se han desarrollado equipos que emplean indirectamente la energía solar. Estos equipos se clasifican acorde con su diseño y no se consideran de ambiente o solares. 8.2.2.1.2. Secadores de Cuartos u hornos (estufas) Igualmente son tipos antiguos y también de amplio uso. Generalmente son cubículos grandes con paredes fabricadas en material refractario y una puerta de acceso para introducir y retirar el material. El horno dispone de un medio de calefacción directo o indirecto, anaqueles o bandejas, ganchos y otros accesorios para manejar el material que se está secando (Figura 167). La carga puede voltearse intermitentemente, para acelerar el proceso de secado y producir un material más uniforme.
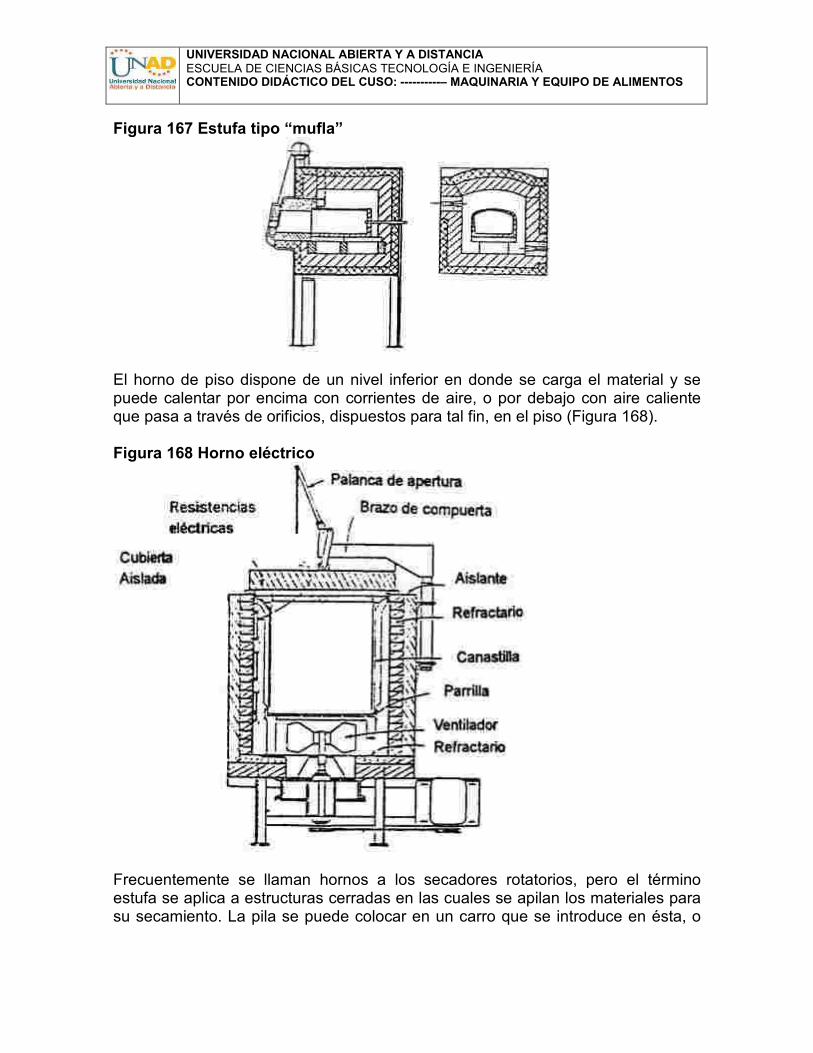
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 167 Estufa tipo “mufla”
El horno de piso dispone de un nivel inferior en donde se carga el material y se puede calentar por encima con corrientes de aire, o por debajo con aire caliente que pasa a través de orificios, dispuestos para tal fin, en el piso (Figura 168). Figura 168 Horno eléctrico
Frecuentemente se llaman hornos a los secadores rotatorios, pero el término estufa se aplica a estructuras cerradas en las cuales se apilan los materiales para su secamiento. La pila se puede colocar en un carro que se introduce en ésta, o
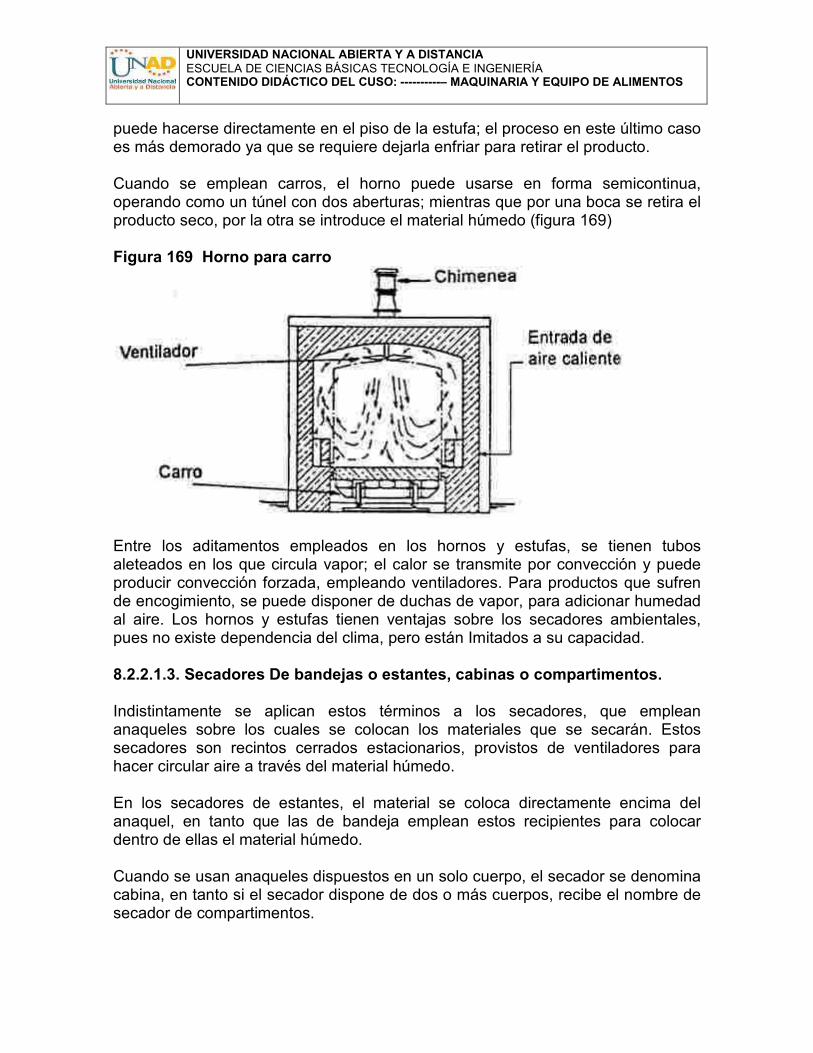
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
puede hacerse directamente en el piso de la estufa; el proceso en este último caso es más demorado ya que se requiere dejarla enfriar para retirar el producto. Cuando se emplean carros, el horno puede usarse en forma semicontinua, operando como un túnel con dos aberturas; mientras que por una boca se retira el producto seco, por la otra se introduce el material húmedo (figura 169) Figura 169 Horno para carro
Entre los aditamentos empleados en los hornos y estufas, se tienen tubos aleteados en los que circula vapor; el calor se transmite por convección y puede producir convección forzada, empleando ventiladores. Para productos que sufren de encogimiento, se puede disponer de duchas de vapor, para adicionar humedad al aire. Los hornos y estufas tienen ventajas sobre los secadores ambientales, pues no existe dependencia del clima, pero están Imitados a su capacidad. 8.2.2.1.3. Secadores De bandejas o estantes, cabinas o compartimentos. Indistintamente se aplican estos términos a los secadores, que emplean anaqueles sobre los cuales se colocan los materiales que se secarán. Estos secadores son recintos cerrados estacionarios, provistos de ventiladores para hacer circular aire a través del material húmedo. En los secadores de estantes, el material se coloca directamente encima del anaquel, en tanto que las de bandeja emplean estos recipientes para colocar dentro de ellas el material húmedo. Cuando se usan anaqueles dispuestos en un solo cuerpo, el secador se denomina cabina, en tanto si el secador dispone de dos o más cuerpos, recibe el nombre de secador de compartimentos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En los secadores de compartimientos se puede secar gran cantidad de productos, algunos se emplean en trabajos de laboratorio o en pequeña escala, son de operación muy simple aunque de baja eficiencia. Son empleados en el secado de almidón. 8.2.2.1.4. Secadores De carro. Estos secadores son una modificación de los anteriores, buscando con ellos facilidad de operación y disminución de los costos. Los estantes o anaqueles van sobre un carro que permite un fácil manejo. Este tipo de secadores de amplio uso en la industria de pastas alimenticias. 8.2.2.1.5. Secadores De cama o lecho fijo. Como su nombre lo indica, este secador emplea un lecho de amplias dimensiones en el cual se coloca el material que se va a secar. Aire caliente se hace circular a través del lecho, obteniéndose muy buenos resultados cuando la circulación se efectúa de arriba hacia abajo; ello obedece a que se evitan fugas y se aprovecha todo el calor del aire; el secado ocurre en un pequeño vacío debido a que el aire al enfriarse y absorber humedad dentro del material, causa una pequeña diferencia de presión. En estos secadores y cuando el aire fluye de arriba hacia abajo, parte de la humedad del aire puede condensarse en la zona inferior del material y ser retirado, por arrastre en forma líquida. En el secador de lecho fijo, la operación es lenta, ya que el aire debe ser mantenido a baja velocidad para evitar excesivas caídas de presión a través del lecho; el secado no es uniforme ya que el área en contacto con el aire caliente se seca más. Es un equipo de operación relativamente engorrosa, por el tamaño del lecho, aunque económica y de conveniencia para ciertos usos. Son aquellos ampliamente empleados en la industria del almidón, en especial para el obtenido a partir de la yuca. 8.2.2.1.6 Secadores De vapor. Estos secadores tienen usos bastante específicos, especialmente en la industria de la madera, para el secado e inmunizado y en menor grado para retirar de sólidos líquidos diferentes del agua. El cuerpo del secador es un cilindro horizontal largo, provisto en su parte inferior

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
de serpentines, por los cuales circula vapor sobrecalentado. El material que se va a secar se apila en estibas y se coloca encima de carros para ser así introducidos en el cilindro. Una vez se cierra el cilindro, se inyecta un agente secante, el cual la mayoría de las veces es agua. Una vez el nivel llega a las estibas, se procede a calentar la carga. El agente secante se evapora, calienta el material, la humedad se evapora y se extrae conjuntamente con el agente secante. La mezcla se envía a un condensador para separar el secante de la humedad. Después de que se ha alcanzado un cierto grado de humedad, se retira el líquido del cilindro y se aplica vacío al cilindro para remover el agente secante o humedad residual que aún tiene el material. El agente secante y la presión dentro del cilindro pueden ser cambiadas para modificar las condiciones de secado, igualmente ciclos alternos de calor y vacío se aplican para optimizar el secado. Estos equipos son costosos, al igual que la operación, pero son usualmente rápidos, producen un material homogéneo libre de cuarteaduras y grietas. 8.2.2.1.6 Secadores De anaqueles o estantes enchaquetados. Estos secadores constan de una cámara en anaqueles horizontales enchaquetados, montados uno encima de otro. El material que se va a secar, se coloca en anaqueles o en bandejas u otros recipientes para ser colocados en los estantes. El calor se transmite por convección, desde la parte inferior; por radiación desde la parte superior, empleándose como medio de calefacción vapor, agua y aceite calientes. Estos aparatos permiten el uso de vacío en los anaqueles y el empleo del material congelado, teniendo gran aplicación en la industria farmacéutica biológica y para algunos productos alimenticios de fácil alteración. Tiene las desventajas de los equipos para procesos de bache y altos costos de mano de obra para el manejo de materiales. 8.2.2.1.7 Secador de olla. Es un secador típico para operaciones de bache, consta de una olla provista de una chaqueta, por la cual circula vapor. Dispone además de un agitador de brazos que mantienen el material en permanente agitación (Figura 170).

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 170 Olla para secado al vacío
La humedad evaporada sale a través de una chimenea que puede conectarse a un sistema de vacío. Algunas ollas disponen de una puerta lateral para la carga y descarga del material, en tanto que otras tienen una puerta superior para la carga y una inferior en el piso para la descarga. Estos secadores, con el sistema de vacío, son empleados para remover solventes no acuosos de los sólidos. Posteriormente el solvente puede recuperarse condensando todos los vapores. 8.2.3 Secadores de tambor Son equipos en los cuales el material que se va a secar forma una película delgada sobre el exterior de un tambor que gira; por ello también reciben el nombre de película. Estos equipos se emplean para secar materiales pastosos. El material húmedo se adhiere al tambor, que se encuentra caliente debido a que por su interior circula vapor. A medida que el tambor gira, el producto se va secando, de tal forma que antes de completarse una revolución, el material ya está seco. Una cuchilla colocada longitudinal y horizontalmente, retira, despegando, el material que cae a un transportador. Existen equipos que operan con un solo tambor y otros con dos, los cuales giran en sentido opuesto (figura 171).
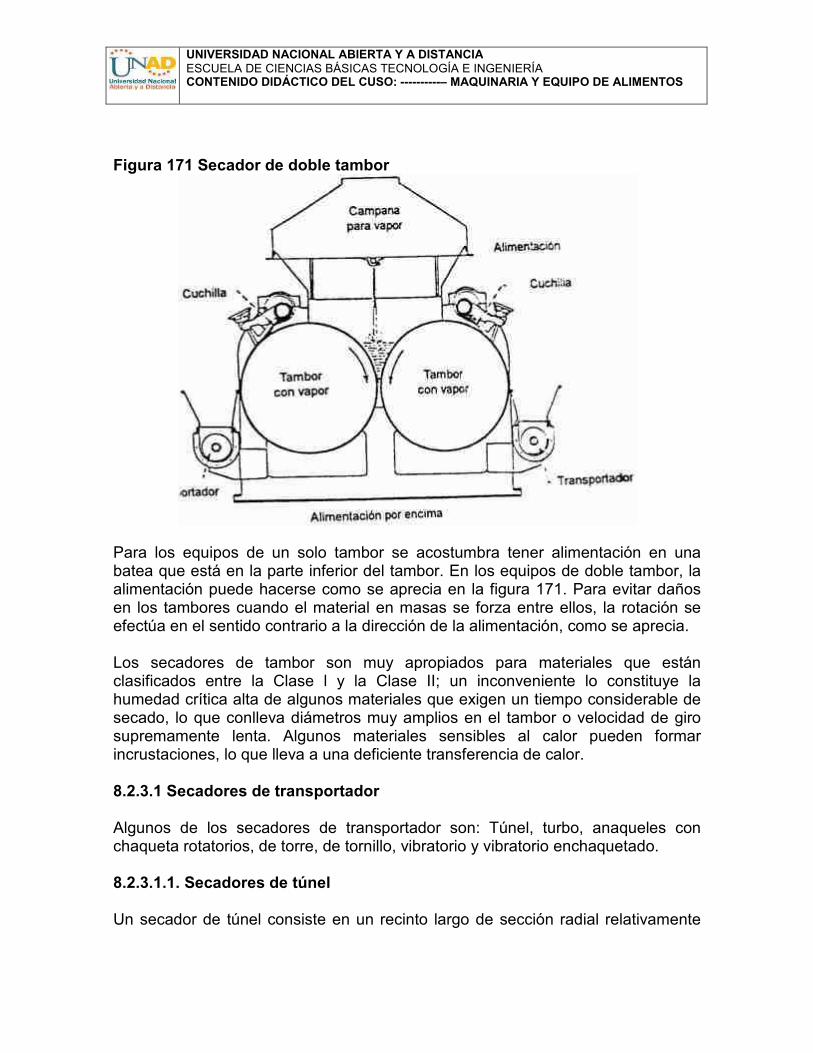
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 171 Secador de doble tambor
Para los equipos de un solo tambor se acostumbra tener alimentación en una batea que está en la parte inferior del tambor. En los equipos de doble tambor, la alimentación puede hacerse como se aprecia en la figura 171. Para evitar daños en los tambores cuando el material en masas se forza entre ellos, la rotación se efectúa en el sentido contrario a la dirección de la alimentación, como se aprecia. Los secadores de tambor son muy apropiados para materiales que están clasificados entre la Clase l y la Clase II; un inconveniente lo constituye la humedad crítica alta de algunos materiales que exigen un tiempo considerable de secado, lo que conlleva diámetros muy amplios en el tambor o velocidad de giro supremamente lenta. Algunos materiales sensibles al calor pueden formar incrustaciones, lo que lleva a una deficiente transferencia de calor. 8.2.3.1 Secadores de transportador Algunos de los secadores de transportador son: Túnel, turbo, anaqueles con chaqueta rotatorios, de torre, de tornillo, vibratorio y vibratorio enchaquetado. 8.2.3.1.1. Secadores de túnel Un secador de túnel consiste en un recinto largo de sección radial relativamente

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
pequeño y a través del cual circulan carros, cintas u otros transportadores que llevan el material que se secará. El calor requerido puede ser logrado por radiación o convección-conducción. Ejemplo figura 172 Figura 172 Horno frutos secos
Normalmente se emplea aire caliente; cuando el aire fluye en igual sentido al del material, se tiene túnel de flujo en paralelo o contracorriente. El túnel es de flujo en contracorriente cuando el aire y el material fluyen en sentido opuesto. Algunos tipos de túnel presentan flujo paralelo-contracorriente, cuando la alimentación del aire se hace por el centro y la salida por los extremos, o como el que se representa en la Figura 172 En el flujo paralelo el aire puede tener altas temperaturas ya que la alta humedad inicial del material evita daños en el mismo, pero generalmente no se obtienen productos muy secos, ya que al final del proceso el aire ha obtenido alta humedad, por el contrario permite obtener productos bastantes secos, pero limita la temperatura del aire. El túnel del flujo paralelo-contracorriente combina las ventajas de emplear aire a alta temperatura: obtener productos muy secos; realmente puede ser considerado como dos túneles en un mismo recinto. Un cuarto tipo de secador de túnel es el de flujo cruzado en el cual el aire fluye transversalmente a la dirección de flujo del material. Esté equipo permite emplear aire con diferentes temperaturas y grados de humedad. En general, los túneles de secado son equipos muy costosos, comparativamente los de flujo cruzado y paralelo-contracorriente lo son más aún por los controles adicionales que requieren.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Para materiales densos y granulados, se emplean bandas perforadas y el aire fluye por la parte inferior siendo forzado a atravesar el lecho móvil. Estos secadores reciben el nombre de secadores de banda con circulación forzada, manejan una amplia variedad de sólidos, son de bajo costo y muy económicos en su operación. Algunos secadores de este tipo se representan en la Figura 173 Figura 173 Secadores de túnel
Figura 174 Secador de transportador con circulación forzada

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La longitud del túnel puede reducirse empleando varias bandas o cintas, que se mueven en direcciones opuestas y superpuestas unas sobre otras. La banda superior descarga en la inferior que se mueve en dirección opuesta. Al terminar su recorrido esta segunda banda puede descargar en una tercera. Para forzar el flujo de aire se emplean deflectores longitudinales, lo que permite tener flujos paralelos o en contracorriente. Cuando no se tienen deflectores, puede tenerse un flujo cruzado o la combinación paralelo-contracorriente. En estos túneles puede emplearse también aire a diferentes temperaturas, utilizando ventiladores independientes, lo que permite condiciones de secado independiente en diversos puntos. 8.2.3.1.2 Turbo secadores Este tipo de secador ha ganado amplia aceptación en los últimos tiempos, a través de las variaciones realizadas sobre el diseño básico. El secador consta básicamente de un cilindro vertical dentro del cual se encuentran bandejas anulares que giran alrededor de ventiladores o turbinas centrales. El cuerpo central del secador está constituido por ventiladores o turbinas dispuestas verticalmente y soportadas sobre un mismo eje, girando a altas revoluciones, circundando los ventiladores se tienen varillas verticales sobre las cuales van bandas metálicas dispuestas en anillos horizontales; sobre estas bandas se soportan las bandejas que reciben el material que se secará. Entre cada bandeja existe un canal o ranura a través de la cual se descarga el material, mediante una cuchilla niveladora. Las bandejas se limpian por medio de un raspador colocado a continuación de la cuchilla, permaneciendo estáticos estos dos aditamentos que van unidos al cilindro o carcasa del secador. El conjunto de bandejas gira a bajas revoluciones y cada nivel va descargando al inferior. El material seco se recoge a través de una tolva que descarga en un transportador. El aire se introduce por aberturas ubicadas en el fondo del cilindro y mediante los ventiladores se hace circular a través de las bandejas para salir por la parte superior del secador, a la vez el producto húmedo se carga por la parte superior. Dependiendo del modelo de secador, el aire puede ser previamente calentado o se calienta dentro del secador mediante tubos aleteados por los cuales circula vapor y dispuestos verticalmente entre los extremos de las bandejas y las paredes del secador. Estos secadores ocupan poco espacio, son muy económicos; apropiados tanto para productos granulares como para polvos. Para prevenir incrustaciones en los tubos de calentamiento, estos se colocan exteriormente al cuerpo del secador y mediante ductos se hace circular el aire. El turbo secador no es apropiado para secar materiales fibrosos, ya que estos tienden a enredarse, tampoco procesa

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
materiales viscosos. 8.2.4 Secadores Rotatorios de bandejas. Este secador es una adaptación del secador de bandejas para tener una operación continua. Las bandejas circulares se disponen horizontalmente alrededor de un eje central. Adheridas al eje, se colocan unos rastrillos que al girar hacen que el material descargue a través de orificios practicados en las bandejas. Una bandeja tiene orificios en la parte exterior en tanto que la subsiguiente los tiene en la parte interior, lo que permite un flujo continuo del material que cae de una bandeja a otra. El secador está limitado a materiales granulares que fluyen fácilmente, es un equipo compacto con las ventajas de los secadores continuos. El aire caliente es alimentado por la parte inferior y descarga en la cima. 8.2.4 1 Secadores De torre. Son equipos usados principalmente para sacar granos como: maíz, trigo, cebada, etc. El producto se carga en una tolva en la parte superior de la torre y se mueve en ésta por gravedad, formando una cascada entre cortinas inclinadas adheridas a las paredes de la torre. El aire caliente circula a través de las cascadas, secando y en ocasiones limpiando el material. 8.2.4.2. Secadores De tornillo. Estos secadores usualmente constan de un tubo de gran diámetro a través del cual el material que se va a secar se obliga a fluir mediante un tornillo sinfín o un transportador sinfín. El tubo puede tener una carcasa de calentamiento por vapor o se hace fluir aire caliente dentro del tubo para lograr el secado. Equipos más sofisticados emplean el tornillo de doble pared o enchaquetados para tener este elemento como el medio generador de calor requerido. Los secadores de tornillo están imitados a aquellos materiales que no produzcan incrustaciones o recubrimientos y puedan ser manejados por esta clase de transporte. No son adecuados para pastas, materiales viscosos y productos fibrosos. Algunos productos pueden ser desmenuzados y degradados por la acción del tornillo. 8.2.4.3 Secadores Vibratorios. Un tamiz fino vibratorio permite que el aire caliente fluya a través del material en estos secadores. El flujo de aire es lo suficientemente alto para permitir que el material forme un lecho fluidizados y así tener tasas altas de secamiento. Grandes ventajas tiene este secador de muy amplio uso en la industria de alimentos. Su

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
operación es muy suave y muy poca alteración física o química ocurre aún en materiales frágiles. El aparato puede ser trabajado por secciones, operando en serie. Cada sección puede tener temperatura y velocidad de aire diferente, profundidad del lecho y tiempo de operación variables para ajustar las condiciones de secado. Por ejemplo, altos flujos de aire y altas temperaturas pueden ser empleadas en la sección en que ocurre el secamiento con tasa constante. La temperatura del producto se mantiene constante a la temperatura de bulbo húmedo, debido a la evaporación de la humedad. En esta zona, la tasa de secado puede ser tan alta como tan rápida sea la acción de la transferencia de calor, por convección que a la vez es función de la velocidad del lecho fluidizado. Bajas temperaturas y bajas velocidades se emplean en la etapa de tasa decreciente, permitiendo que la temperatura del producto se aproxime a la del medio calefactor. En esta zona, la tasa de sacado es independiente de la velocidad del aire y es el lecho fluidizado quien lo define. El secador vibratorio está limitado a aquellos materiales que pueden ser manejados por un sistema de transporte vibratorio. 8.2.4.4. Secador vibratorio de carcasa. En este equipo, la transferencia de calor ocurre principalmente por conducción en el transportador vibratorio que tienen las superficies conformando una carcasa o chaqueta a través de la cual circula vapor de agua o aire caliente. Una muy buena ventaja es la suavidad en la acción del transporte, las partículas del material están en permanente movimiento y ocurre menos alteración que, la que se tiene en el sistema anteriormente descrito. Igualmente puede trabajarse por secciones con las ventajas ya mencionadas. 8.2.5 Secadores rotatorios. Los secadores rotatorios más comunes son: El directo-indirecto, de tubos de vapor, de lumbrera o persianas. En la figura 175 se muestran ejemplos de este tipo de secadores. 8.2.5.1. Secador rotatorio directo El secador está conformado por un cilindro ancho y largo, dispuesto con una ligera inclinación sobre rodillos para tener un movimiento rotatorio, (Figura 175). Interiormente el cilindro posee aletas para permitir arrastre y volteo de material que normalmente se carga, por el extremo superior y aprovechando la gravedad y el movimiento rotatorio, descarga en la parte inferior.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 175 Secador rotatorio directo
Para materiales livianos, la carga se hace por la parte inferior y aprovechando el arrastre que causa el aire caliente, la descarga se tiene en la parte superior. Las paletas dispuestas en el sentido longitudinal del cilindro llevan el material hacia la zona superior y a medida que el cilindro gira, el material de la parte superior cae por gravedad y entra en un contacto íntimo con el aire. La conformación de las aletas permite que el material caiga en el área seccional del cilindro formando una verdadera cascada. Figura 176 Secador rotatorio directo horizontal
El aire o gas de secado puede fluir en paralelo o en contracorriente respecto al material. El flujo en contracorriente produce bajos contenidos de humedad, pero

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
no puede usarse en algunos materiales ya que los gases calientes entran en contacto con el material ya seco y pueden elevar considerablemente la temperatura del producto. Con el flujo en paralelo también conocido como flujo concurrente se pueden tener muy altas temperaturas para tener la mayor eficiencia térmica ya que la evaporación de humedad del producto que se está alimentando húmedo, mantiene la temperatura relativamente baja y muy cercana a la temperatura de bulbo húmedo. En estos secadores se emplean altas velocidades de aire, su limitación es función del tamaño de las partículas del material que se va a secar o de la tendencia a formar polvo que puede ser arrastrado fuera con mermas importantes. El secador rotatorio directo es inflexible y los materiales livianos son difíciles de manejar, lo mismo que los frágiles y friables son muy susceptibles a la rotura. Es un equipo fácil de operación, relativamente simple, barato y de una amplia capacidad. 8.2.5.2. Secador rotatorio indirecto. Posee igualmente un cilindro rotatorio inclinado, a través del cual fluye el material sin que tenga contacto directo con el medio. En la forma más sencilla, la pared del cilindro es una camisa por la cual circula aire o productos de combustión. El aire se calienta en el exterior del cilindro o en un horno u hogar exterior, se quema un combustible y por un ducto se conecta al secador, aletas interiores en la camisa a manera de deflectores, obligan a los gases calientes a pasar sobre toda la superficie exterior del cilindro; aletas interiores arrastran el material. Algunos tipos disponen de un cilindro central por el cual se hacen retomar los gases aún calientes para incrementar la eficiencia del aparato; el material fluye entonces a lo largo de un anillo de gran diámetro. Los gases se descargan a una chimenea, en tanto que la humedad en forma de vapor se retira por el extremo del cilindro. Un secador rotatorio indirecto muy común es el de tubos estáticos por entre los cuales circulan los gases calientes; estos tubos están encerrados dentro de una carcasa giratoria, provista de aletas dispuestas longitudinalmente; este secador es parecido a un intercambiador de tubo y carcasa aunque la separación entre tubos es muy amplia para facilitar el flujo del material.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 177 Secador rotatorio indirecto
La capacidad de los secadores rotatorios indirectos es inferior a la de los directos y es de utilidad cuando no puede tenerse un contacto entre el aire o gases calientes y el producto que se va a secar. Para evitar atasques de los productos dentro del secador se emplean algunos aditamentos como golpeadores, raspadores, etc. Ver Figura 177 8.2.5.3. Secador rotatorio de vapor. Es un secador indirecto pero se clasifica aparte por sus características de operación que son muy diferentes a las de otros equipos rotatorios. Los tubos aleteados, en los cuales circula vapor, se colocan concéntricamente adheridos, a la pared del cilindro rotatorio; normalmente se emplea una vuelta de tubos, aunque existen secadores de dos o tres vueltas (Figura 178).

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 178 Secador rotatorio de vapor
Estos equipos presentan una gran superficie de calefacción lo que permite una gran capacidad de secamiento; a menudo se colocan aletas ecualizables que hacen fluir el material, producen arrastre hacia la parte superior del cilindro, favoreciendo la formación de cascadas, así, el calor se transmite tanto por convección como por conducción y algo por radiación. El secador no es apropiado para manejar productos viscosos o pastas pues forman incrustaciones; materiales puntiformes pueden introducirse entre el cilindro y los tubos o en las aletas de los tubos; si a pesar de su alta eficiencia son costosos, tienen altas temperaturas de secado, lo que limita su uso a materiales que no sufran degradación por calor. 8.2.5.4 Secador rotatorio directo-indirecto. El secador combina un calentamiento exterior con un contraste directo del aire o gases y el material. El cilindro rotatorio consta de una chaqueta por la que inicialmente fluye el aire caliente de un extremo al otro, al finalizar su flujo en la chaqueta por el interior del cilindro se devuelve donde se encuentra el material. El flujo en el interior del cilindro se hace generalmente en contracorriente para favorecer altas temperaturas en el aire o gas de combustión; con este flujo, los gases calientes pueden ceder mayor cantidad de calor al material húmedo que entra al aparato. Un modelo del secador, consta de dos cilindros concéntricos; en el espacio anular fluye el material húmedo en tanto que los gases calientes lo hacen por el tubo interior. Estos equipos son difíciles de asear, mucho más costosos que los directos pero la eficiencia y capacidad son altas.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.2.5.5 Secador rotatorio de lumbrera o persiana. El prototipo de este secador consta de dos bandejas o persianas; las bandejas mantienen la carga que se va secando a medida que los gases o aire caliente pasan a través de ellas, como se aprecia en la Figura 179. El tipo más común es el llamado Roto-Louvre, muy similar al secador rotatorio directo. Sobre el cilindro horizontal se montan soportes internos radiales para las bandejas. Las bandejas se montan sobre los soportes en ángulos rectos, de tal forma que ellas se superponen unas a otras formando una superficie interna a manera de persiana, la cual lleva el material en forma de lecho. El material en el lecho sube a medida que el cilindro gira y cae rodando sobre la superficie del lecho; tiene por lo tanto un movimiento envolvente y da la impresión de ser un lecho fluidizado mecánicamente. El movimiento es muy lento y suave, de tal forma que el material sufre mínimos daños. Los soportes radiales entre la carcasa y la bandeja forman ductos para los cuales fluye el aire o los gases calientes que solo pueden salir en la sección que está cubierto por el material, atraviesan el lecho retirando la humedad y salen por el extremo inferior del cilindro. Figura 179 Secador roto - Louvre
Diseños modificados han implantado soportes radiales más largos en el extremo inferior del cilindro o a la entrada del material, de tal forma que las bandejas o persianas forman un cono truncado con la parte más ancha en la descarga del
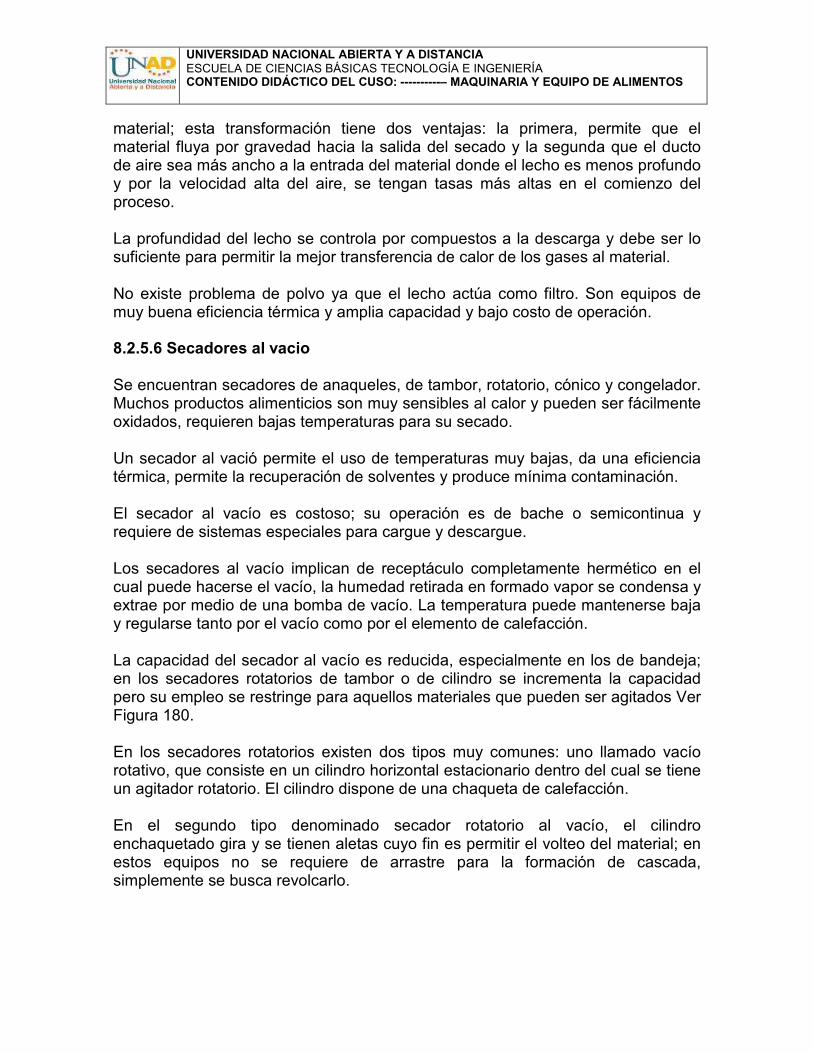
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
material; esta transformación tiene dos ventajas: la primera, permite que el material fluya por gravedad hacia la salida del secado y la segunda que el ducto de aire sea más ancho a la entrada del material donde el lecho es menos profundo y por la velocidad alta del aire, se tengan tasas más altas en el comienzo del proceso. La profundidad del lecho se controla por compuestos a la descarga y debe ser lo suficiente para permitir la mejor transferencia de calor de los gases al material. No existe problema de polvo ya que el lecho actúa como filtro. Son equipos de muy buena eficiencia térmica y amplia capacidad y bajo costo de operación.
8.2.5.6 Secadores al vacio Se encuentran secadores de anaqueles, de tambor, rotatorio, cónico y congelador. Muchos productos alimenticios son muy sensibles al calor y pueden ser fácilmente oxidados, requieren bajas temperaturas para su secado. Un secador al vació permite el uso de temperaturas muy bajas, da una eficiencia térmica, permite la recuperación de solventes y produce mínima contaminación. El secador al vacío es costoso; su operación es de bache o semicontinua y requiere de sistemas especiales para cargue y descargue. Los secadores al vacío implican de receptáculo completamente hermético en el cual puede hacerse el vacío, la humedad retirada en formado vapor se condensa y extrae por medio de una bomba de vacío. La temperatura puede mantenerse baja y regularse tanto por el vacío como por el elemento de calefacción. La capacidad del secador al vacío es reducida, especialmente en los de bandeja; en los secadores rotatorios de tambor o de cilindro se incrementa la capacidad pero su empleo se restringe para aquellos materiales que pueden ser agitados Ver Figura 180. En los secadores rotatorios existen dos tipos muy comunes: uno llamado vacío rotativo, que consiste en un cilindro horizontal estacionario dentro del cual se tiene un agitador rotatorio. El cilindro dispone de una chaqueta de calefacción. En el segundo tipo denominado secador rotatorio al vacío, el cilindro enchaquetado gira y se tienen aletas cuyo fin es permitir el volteo del material; en estos equipos no se requiere de arrastre para la formación de cascada, simplemente se busca revolcarlo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 180 Secador al vacío
8.2.6 Secadores combinados 8.2.6.1. Secador filtro Es una combinación de un filtro continuo rotatorio al vacío y un secador. El filtro se introduce en un cilindro haciéndose circular aire caliente para secar la torta adherida al cilindro. El uso de este secador conlleva a las dos operaciones, filtro y secado consecutivos para materiales que pueden ser filtrados al vacío y tienen valores bajos del contenido crítico de humedad. Su principal ventaja es que combina dos operaciones empleando un solo equipo. 8.2.6.2 Secador centrifugo Como el secador filtro, este aparato combina dos procesos en un solo equipo. Una centrífuga continua descarga el material que es soplado alrededor de la circunferencia de un cilindro horizontal corto, por una corriente de aire caliente.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El cilindro tiene deflectores espirales que forman el material hacia su descarga, en un orificio practicado en un extremo del cilindro. El aire pasa luego a un ciclón para retener el polvo producido. Como en el equipo anterior, su uso se restringe a materiales de contenido crítico de humedad bajo que pueden ser centrifugados y secados. 8.2.6.3 Secadores de bobina o de rollo Se encuentran de cilindros, laminador y de cuadros o platinas. Estos equipos se emplean para secar materiales en forma de lámina continua que se desliza sobre uno o más rodillos que son calentados internamente, por gases calientes o vapor. Cuando se emplea más de un rodillo, la lámina de material puede alternar la cara que está en contacto con el rodillo, así favorece la eliminación de la humedad. En ocasiones el material se soporta sobre una banda que a la vez mantiene el material en contacto con el cilindro y se obtiene un secado más uniforme. Algunos equipos disponen de toberas de aire caliente que lo proyectan sobre la superficie de la lámina, incrementando la capacidad de secado, igualmente se emplean calentadores infrarrojos. 8.2.7 secadores de partículas suspendidas 8.2.7.1 Secador de chorro “spray dryers” Estos equipos son de amplio uso para materiales pulverizados y su operación se basa en la atomización del material húmedo por un gas caliente, usualmente aire. El chorro o spray puede formarse por una tobera de doble orificio, de alta presión o un disco centrífugo perforado. Las toberas de doble orificio no producen un material uniforme y son de baja eficiencia para aftas capacidades, razón por la cual su uso se ha restringido a operaciones de baja presión y trabajos de planta piloto. La tobera de alta presión es apropiada para uso en contracorriente, ya que el chorro puede dirigirse directamente a la alimentación. Sin embargo, no tienen flexibilidad al variar la tasa de alimentación o tasa de humedad. Para obviar este problema se instalan toberas que se van operando a medida que la alimentación o la humedad aumentan. Las toberas se desgastan fácilmente y con algunos materiales se obstruyen, siendo necesario aseo y mantenimiento periódico. Los discos centrífugos son elementos más versátiles que las toberas, pues manejan con gran flexibilidad la tasa de alimentación o contenido de humedad. Permite igualmente el manejo de productos con tamaños de partícula mayores que los que pueden manejar las

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
toberas. Los secadores de chorro también llamados atomizadores, el flujo puede ser concurrente, en contracorriente o una combinación de los dos. El flujo concurrente es aplicable a materiales muy sensitivos al calor, pues la tasa inicial de evaporación, muy alta, mantiene los sólidos a temperaturas cercanas a la temperatura de bulbo húmedo y rápidamente pueden ser enfriados los gases circundantes a la alimentación. Altas temperaturas de entrada del aire y bajas temperaturas de salida del producto hacen que estos equipos tengan una eficiencia térmica alta; sin embargo, no se obtienen productos de bajo contenido de humedad porque el producto abandona la cámara de secado con el gas húmedo. De otra parte el producto tiene la tendencia a disminuir su densidad ya que el vapor que se escapa rápidamente de las partículas, tiende a aumentar el tamaño de estas y por consiguiente a disminuir la densidad. En algunos casos se producen pequeñas esferas huecas, por la expansión del vapor dentro de la partícula. El flujo en contracorriente se usa para productos de alta densidad, las partículas obtenidas son esferas o gránulos sólidos y en ocasiones se forman aglomeradas ya que pequeñas partículas pueden ser mantenidas en suspensión por la corriente del gas y luego aglutinadas por las partículas húmedas. El producto así obtenido es menos uniforme. Los secadores de chorro son indicados para la producción de altos volúmenes de materiales sensitivos al calor con contenidos críticos de humedad bajos. Las partículas atomizadas tienen una gran área superficial y la evaporación es tan rápida que la temperatura del material se mantiene baja, aun con altas temperaturas del gas. Adicionalmente, el tiempo de exposición a los gases calientes así como el tiempo de secado son muy cortos. Como desventajas de este equipo se anotan: su inflexibilidad a las variaciones de humedad o alimentación; la recuperación de partículas suspendidas en las corrientes de aire o la remoción de las paredes del recipiente y los costos de los equipos que son comparativamente muy altos respecto a otros equipos de similar capacidad. 8.2.7.2 Secadores Instantáneos En estos equipos los materiales se dispersan en el gas caliente y a través de un ducto se llevan verticalmente a un ciclón para separar el gas del material. La distancia recorrida por el material es muy corta y el secamiento ocurre muy rápidamente; los productos sensitivos al calor se pueden manejar fácilmente. Ver Figura 181.
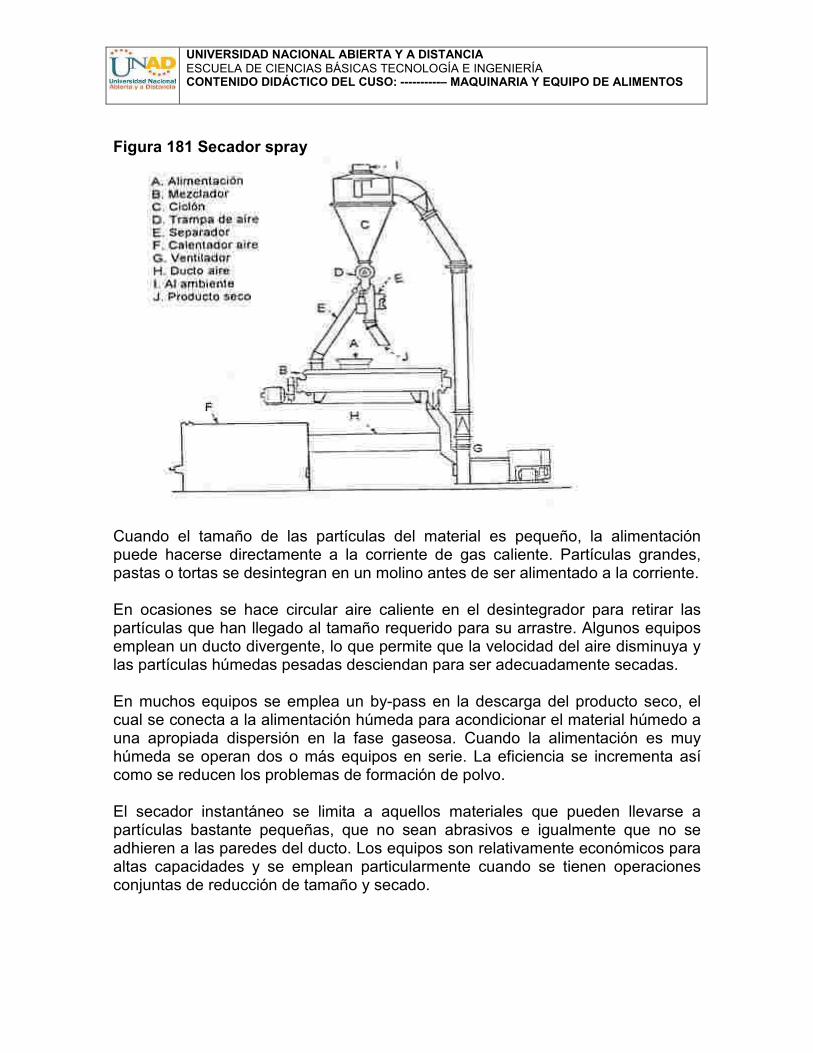
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 181 Secador spray
Cuando el tamaño de las partículas del material es pequeño, la alimentación puede hacerse directamente a la corriente de gas caliente. Partículas grandes, pastas o tortas se desintegran en un molino antes de ser alimentado a la corriente. En ocasiones se hace circular aire caliente en el desintegrador para retirar las partículas que han llegado al tamaño requerido para su arrastre. Algunos equipos emplean un ducto divergente, lo que permite que la velocidad del aire disminuya y las partículas húmedas pesadas desciendan para ser adecuadamente secadas. En muchos equipos se emplea un by-pass en la descarga del producto seco, el cual se conecta a la alimentación húmeda para acondicionar el material húmedo a una apropiada dispersión en la fase gaseosa. Cuando la alimentación es muy húmeda se operan dos o más equipos en serie. La eficiencia se incrementa así como se reducen los problemas de formación de polvo. El secador instantáneo se limita a aquellos materiales que pueden llevarse a partículas bastante pequeñas, que no sean abrasivos e igualmente que no se adhieren a las paredes del ducto. Los equipos son relativamente económicos para altas capacidades y se emplean particularmente cuando se tienen operaciones conjuntas de reducción de tamaño y secado.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.2.7.3 Secador de lecho fluidizado. El secador de lecho fluidizado se emplea para secar materiales con un alto contenido de humedad interna y que no pueden ser secados en forma instantánea. El equipo consta de un cilindro vertical con un fondo plano perforado a través del cual son forzados los gases calientes a una velocidad lo suficientemente alta como para fluidizar el lecho de partículas (figura 182). El material húmedo es alimentado al lecho mediante un transportador sinfín o una banda transportadora y se retira automáticamente por un ducto. Si el material es denso y tiende a acumularse en el piso del lecho se emplea una boca de descarga en el fondo del secador. Para materiales de bajo contenido de humedad, el producto puede retirarse direc-tamente del lecho. Para materiales de alto contenido de humedad es conveniente efectuar una recirculación, ya que el material húmedo se mezcla y cubre rápidamente por material seco. La turbulencia y el contacto entre el gas y el material produce un secamiento rápido, la mezcla suave y completa del lecho fluidizado, mantiene la temperatura uniforme. El secador es de fácil construcción, compacto, de fácil control y operación, pero los materiales que se secarán están limitados a aquellos conformados por partículas pequeñas. Figura 182 Secador de lecho fluidizado

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.2.8 Secadores especiales 8.2.8.1 Secadores dieléctricos Estos equipos se basan en la formación de calor dentro de las partículas, sin que se tenga transferencia de calor a través de la superficie. La fuente de energía es una corriente eléctrica de altísima frecuencia alterna generada entre dos electrodos. Cuando el material húmedo se coloca en el campo eléctrico formado por los dos electrodos, rozamientos internos de la molécula de líquidos polares generan calor en forma rápida y uniforme. Es un equipo muy costoso tanto por su valor inicial como por sus costos de operación lo que ha limitado su uso. 8.2.8.2 Secadores Infrarrojos Los secadores infrarrojos son aparatos basados en transferencia de calor por radiación, empleando una fuente de calor radiante, como paneles o refractarios calentados por vapor o gas o resistencias eléctricas. Los materiales manejados en los secadores infrarrojos deben estar exentos de polvo, ya que se corre el riesgo de explosiones; esta circunstancia obliga a que los materiales muy finos sean compactados para formar gránulos. Figura 183 Secador Infrarrojo

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
El altísimo costo de operación de estos secadores ha limitado su uso a casos muy especiales; requieren muy poco espacio y secan muy rápidamente la humedad de la superficie, lo que los hace útiles como equipes auxiliares para incrementar la capacidad del secado. Una muy buena ventaja es que el calor radiante puede aplicarse localmente en las zonas húmedas de piezas grandes sin que se requiera calentar todo el objeto. Los secadores infrarrojos son empleados con muy buena eficiencia en procesos de liofilización como se aprecia en la Figura 183 8.2.9. Plantas de secado por atomización En una planta de secado por atomización se elimina el agua para obtener un producto seco de larga vida y de un volumen reducido, siendo así un proceso idóneo para la conservación de elementos nutritivos en productos almacenados. Se ofrece una variedad de diseños de plantas de secado, dependiendo de la especificación del producto final.
Figura 184 Secador de leche
• Planta de secado sin lecho fluido integrado. Esta planta se presenta en dos
diseños distintos, el tipo convencional (SDP y SDI) y el tipo alto (TFD). El SDP incluye una unidad de atomización y un sistema neumático de enfriamiento y transporte, el aire de secado se introduce alrededor del atomizador situado en el dispersor de aire. La mayoría del producto seco abandona la cámara por el fondo cónico, mientras que el aire, arrastrando algo de producto, pasa al ciclón y son mezcladas y enfriadas en el sistema neumático de transporte antes del

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
en secado. • El dispersor de aire permite una atomización rotativa o mediante toberas a alta
presión dando así la flexibilidad de sacar una variedad de productos. Este diseño es idóneo para productos no aglomerados y de alta densidad incluyendo leche descremada, leche entera y suero en polvo. Ver Figura 184
Algunos diseños incluyen un vibro-fluido montado en el fondo de la cámara de secado y se clasifica como una planta de secado de dos etapas. El producto seco sale de la cámara con un 5 - 6% de humedad residual y es secado en el vibro- fluidizador mediante aire caliente distribuido uniformemente por una placa especial perforada. Esta placa está soldada a la cámara de aire especial perforada. Este diseño se utiliza para la obtención de leche en polvo aglomerado de alta fluidez para consumo general, así como para suero no higroscópico. La planta de secado cuenta con atomización por toberas y un flujo de aire laminar descendente dentro de la cámara de secado, que reduce al mínimo el contacto del producto con la pared de la cámara. Esto permite periodos más largos de operación entre limpiezas. Incluso para productos pegajoso. El aire sale por la parte superior del cono, de mayor diámetro, asegurando una transferencia mínima de partículas finas a los ciclones y así se minimiza el riesgo de obstrucción en el ciclón y las emisiones de polvo. El secador dispone de un vibro-fluidizador montado en el fondo para el secado u enfriamiento final. Se usa generalmente para: Alimentos infantiles con un alto contenido de grasa y carbohidratos, proteínas de suero, proteínas de soja y leche. Plantas de secado con lecho fluido Integrado. Existen dos diseños diferentes, el tipo compacto (CDP y CDI) y el de múltiples etapas (MSD). El secador compacto se compone de una cámara de secado convencional con dispersor de aire en el techo y un lecho fluido estático de forma anular integrado en el fondo de la cámara. Este diseño permite la realización de la segunda fase del secado con un mayor contenido de humedad, dando lugar a una inferior temperatura de salida y a una mayor eficiencia térmica. En este tipo de planta puede usarse atomización o alta presión. El secador tipo Compact CDP está provisto de un sistema neumático de enfriamiento y transporte para la producción de leche y suero en polvo no aglomerado y de alta densidad. El tipo Compact CDI incluye un vibro-fluidizador montado en el fondo de la cámara para secado y enfriamiento final. Con el fin de obtener productos con grasa, solubles en agua fría, puede también aplicarse en el sistema de lecitinación. Aplicaciones típicas incluyen leche en polvo aglomerado e instantáneo, suero no higroscópico, alimentos infantiles y productos reengrasados. La planta es muy flexible y puede también producir leche en polvo convencional no aglomerada.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La tecnología del lecho fluido integrado ofrece una posibilidad única para modernizar las plantas convencionales tipo SDP y SDI. Con el fin de aumentar la capacidad y mejorar la economía térmica y la calidad del producto. La planta de secado de múltiples etapas, con sus diferentes diseños de cámara, es una alternativa popular, ya que se puede secar con éxito una gran variedad de productos, incluyendo los generalmente conocidos como “difíciles de procesar”. Este concepto especial, del concentrado es atomizado sobre la capa de polvo en el lecho fluido y se crean aglomerados gruesos. El aire de secado entra en la cámara por el dispersor de aire y por el lecho fluido integrado. El aire es aspirado en la parte superior de la cámara. El producto seco sale del lecho fluido integrado y entra un vibro-fluidizador para su secado y enfriamiento final. La tecnología MSD es reconocida por el bajo consumo energético. 8.2.10 Deshidratador Los secadores generalmente son cabinas provistas interiormente de un ventilador para circular aire a través de un calentador; el aire caliente sale por una rejilla de láminas ajustables y es dirigido bien horizontalmente entre bandejas cargadas de alimento o bien verticalmente a través de las bandejas perforadas y el alimento. El deshidratador dispone de reguladores para controlar la velocidad de admisión de aire fresco y la cantidad deseada de aire de recirculación. En la Figura No 185 se observa el aspecto en planta de dos tipo de deshidratadores. Figura 185 Deshidratadores
Son secadores continuos o discontinuos de circulación de aire caliente para el secado de harina, coco rallado, etc. Los secadores continuos y discontinuos se componen de:
• Filtro continuo de aire. • Ventilador eléctrico centrífugo de elevada capacidad.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
• Condensador de aire de vapor saturado, tipo radiador. • Secador de lecho perforado con cuerpo térmicamente aislado, capa móvil
para exhausting de secado. • Con radiador y ventilador eléctrico, todos sus componentes restantes son
construidos en acero inoxidable. • La capacidad de producción de cada secador depende de: • Humedad inicial del producto • Espesura de la cama del producto • Área útil del secador • Temperatura del aire de secado
8.3 LECCION 51 DESTILADORES 8.3.1 Generalidades Proceso que consiste en calentar un líquido hasta que sus componentes más volátiles pasan a la fase de vapor y, a continuación, enfriar el vapor para recuperar dichos componentes en forma líquida por medio de la condensación. El objetivo principal de la destilación es separar una mezcla de varios componentes aprovechando sus distintas volatilidades, o bien separar los materiales volátiles de los no volátiles. En la evaporación y en el secado, normalmente el objetivo es obtener el componente menos volátil; el componente más volátil, casi siempre agua, se desecha. Sin embargo, la finalidad principal de la destilación es obtener el componente más volátil en forma pura. Por ejemplo, la eliminación del agua de la glicerina evaporando el agua, se llama evaporación, pero la eliminación del agua del alcohol evaporando el alcohol se llama destilación, aunque se usan mecanismos similares en ambos caso. Se trata de un cambio de estado, por lo general, de líquido a gas, y posterior condensación para obtenerlos generalmente en su estado líquido. En la industria alimentaria, la destilación ha sido y es utilizada para separar el alcohol de diversas frutas, granos, vinos y cervezas mayoritariamente sin embargo se obtiene por esta vía Aceites esenciales y gran cantidad de compuestos fuentes de sabores y aromas a bajo costo y con relativa rapidez. Una vez que la materia prima (frutas, cereales, y otros materiales ricos en carbohidratos) ha fermentado a partir de un licor rico en azucares se calienta hasta la temperatura ebullición de trabajo del destilador, y la correspondiente para la etapa específica a una determinada altura en el destilador de cada uno de los diferentes componentes de base del material fermentado, tales como agua, alcohol y aceites que por sus características tienen diferentes puntos de ebullición,

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
lo cual constituye el fundamento de la destilación como operación de transferencia de masa para la separación de los componentes individuales de una mezcla líquida. El material destilado se recoge en recipientes para su ulterior purificación, mezcla o uso como producto final dependiendo de las características de calidad del obtenido en la destilación, cuidando que los producto cabeza y cola (elementos indeseables) están excluidos del producto principal como por ejemplo el alcohol etílico y sus productos de cabeza más volátiles como el metanol o de cola como alcoholes de alto peso molecular menos volátiles. Si la diferencia en volatilidad (y por tanto en punto de ebullición) entre los dos componentes es grande, puede realizarse fácilmente la separación completa en una destilación individual. El agua del mar, por ejemplo, que contiene un 4% de sólidos disueltos (principalmente sal común), puede purificarse fácilmente evaporando el agua, y condensando después el vapor para recoger el producto: agua destilada. Para la mayoría de los propósitos, este producto es equivalente al agua pura, aunque en realidad contiene algunas impurezas en forma de gases disueltos, siendo la más importante el dióxido de carbono. Si los puntos de ebullición de los componentes de una mezcla sólo difieren ligeramente, no se puede conseguir la separación total en una destilación individual. Un ejemplo importante es la separación de agua, que hierve a 100 °C, y alcohol, que hierve a 78,5 °C. Si se hierve una mezcla de estos dos líquidos, el vapor que sale es más rico en alcohol y más pobre en agua que el líquido del que procede, pero no es alcohol puro. Con el fin de concentrar una disolución que contenga un 10% de alcohol (como la que puede obtenerse por fermentación) para obtener una disolución que contenga un 50% de alcohol (frecuente en el whisky), el destilado ha de destilarse una o dos veces más, y si se desea alcohol industrial (95%) son necesarias varias destilaciones. En la mezcla simple de dos líquidos solubles entre sí, la volatilidad de cada uno es perturbada por la presencia del otro. En este caso, el punto de ebullición de una mezcla al 50%, por ejemplo, estaría a mitad de camino entre los puntos de ebullición de las sustancias puras, y el grado de separación producido por una destilación individual dependería solamente de la presión de vapor, o volatilidad de los componentes separados a esa temperatura. Esta sencilla relación fue anunciada por vez primera por el químico francés François Marie Raoult (1830-1901) y se llama ley de Raoult. Esta ley sólo se aplica a mezclas de líquidos muy similares en su estructura química, como el benceno y el tolueno. En la mayoría de los casos se producen amplias desviaciones de esta ley. Si un componente sólo es ligeramente soluble en el otro, su volatilidad aumenta anormalmente.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En el ejemplo anterior, la volatilidad del alcohol en disolución acuosa diluida es varias veces mayor que la predicha por la ley de Raoult. En disoluciones de alcohol muy concentradas, la desviación es aún mayor: la destilación de alcohol de 99% produce un vapor de menos de 99% de alcohol. Por esta razón el alcohol no puede ser concentrado por destilación más de un 97%, aunque se realice un número infinito de destilaciones. Figura 186 Destiladores
E 8.3.2 Clases de Destilación
� Destilación fraccionada: Si se consigue que una parte del destilado vuelva del condensador y gotee por una larga columna a una serie de platos, y que al mismo tiempo el vapor que se dirige al condensador burbujee en el líquido de esos platos, el vapor y el líquido interaccionarán de forma que parte del agua del vapor se condensará y parte del alcohol del líquido se evaporará. Así pues, la interacción en cada plato es equivalente a una redestilación, y construyendo una columna con el suficiente número de platos, se puede obtener alcohol de 95% en una operación individual. Además, introduciendo gradualmente la disolución original de 10% de alcohol en un punto en mitad de la columna, se podrá extraer prácticamente todo el alcohol del agua mientras desciende hasta la placa inferior, de forma que no se desperdicie nada de alcohol. Este proceso, conocido como rectificación o destilación fraccionada, se utiliza mucho en la industria alimentaria, no sólo para mezclas simples de dos componentes (como alcohol y agua en los productos de fermentación, u oxígeno y nitrógeno en el aire líquido), sino también para mezclas más complejas.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La columna de fraccionamiento que se usa con más frecuencia es la llamada torre con caperuzas de burbujeo, en la que las platos están dispuestas horizontalmente, separadas unos centímetros, y los vapores ascendentes suben por unas caperuzas de burbujeo a cada plato, donde burbujean a través del líquido. Los platos están escalonados de forma que el líquido fluye de izquierda a derecha en una placa, luego cae a la placa de abajo y allí fluye de derecha a izquierda. La interacción entre el líquido y el vapor puede ser incompleta debido a que puede producirse espuma y arrastre de forma que parte del líquido sea transportado por el vapor a la placa superior. En este caso, pueden ser necesarios cinco platos para hacer el trabajo de cuatro platos teóricas, que realizan cuatro destilaciones. Un equivalente barato de la torre de burbujeo es la llamada columna apilada, en la que el líquido fluye hacia abajo sobre una pila de anillos cerámicos o retal de tuberías de vidrio. La única desventaja de la destilación fraccionada es que una gran fracción llamada el reflujo (más o menos la mitad) del destilado condensado debe volver a la parte superior de la torre y eventualmente debe hervirse otra vez, con lo cual hay que suministrar más calor. Por otra parte, el funcionamiento continuo permite grandes ahorros de calor, porque el destilado que sale puede ser utilizado para precalentar el material que entra. Cuando la mezcla está formada por varios componentes, estos se extraen en distintos puntos a lo largo de la torre. Las torres de destilación industrial para petróleo tienen a menudo 100 platos, con al menos diez fracciones diferentes que son extraídas en los puntos adecuados. Se han utilizado torres de más de 500 platos para separar isótopos por destilación.
� Destilación por arrastre con vapor: Si dos líquidos insolubles se calientan, y si ninguno de los dos es afectado por la presencia del otro (mientras se les remueva para que el líquido más ligero no forme una capa impenetrable sobre el más pesado) y se evaporan en un grado determinado solamente por su propia volatilidad. Por lo tanto, dicha mezcla siempre hierve a una temperatura menor que la de cada componente por separado. El porcentaje de cada componente en el vapor sólo depende de su presión de vapor a esa temperatura. Este principio puede aplicarse a sustancias que podrían verse perjudicadas por el exceso de calor si fueran destiladas en la forma habitual.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En este caso al contacto del material a destilar disminuye la presión parcial de cada componente y su temperatura de destilación, por consiguiente se hace relativamente sencilla la destilación de los componentes
� Destilación al vacío: Otro método para destilar sustancias a temperaturas por debajo de su punto normal de ebullición es evacuar parcialmente el alambique. Por ejemplo, la anilina puede ser destilada a 100 °C extrayendo el 93% del aire del alambique. Este método es tan efectivo como la destilación por arrate con vapor, pero más costoso. Cuanto mayor es el grado de vacío, menor es la temperatura de destilación. Si la destilación se efectúa en un vacío prácticamente perfecto, el proceso se llama destilación molecular. Este proceso se usa normalmente en la industria para purificar vitaminas y otros productos inestables. Se coloca la sustancia en una placa dentro de un espacio evacuado y se calienta. El condensador es una placa fría, colocada tan cerca de la primera como sea posible. La mayoría del material pasa por el espacio entre los dos platos, y por lo tanto se pierde muy poco.
� Destilación molecular centrífuga: Si una columna larga que contiene una mezcla de gases se cierra herméticamente y se coloca en posición vertical, se produce una separación parcial de los gases como resultado de la gravedad. En una centrifugadora de alta velocidad, o en un instrumento llamado vórtice, las fuerzas que separan los componentes más ligeros de los más pesados son miles de veces mayores que las de la gravedad, haciendo la separación más eficaz.
� Sublimación: Si se destila una sustancia sólida, pasándola directamente a la fase de vapor y otra vez a la fase sólida sin que se forme un líquido en ningún momento, el proceso se llama sublimación. La sublimación no difiere de la destilación en ningún aspecto importante, excepto en el cuidado especial que se requiere para impedir que el sólido obstruya el aparato. La rectificación de dichos materiales es imposible.
� Destilación destructiva: Cuando se calienta una sustancia a una temperatura elevada, descomponiéndose en varios productos valiosos, y esos productos se separan por fraccionamiento en la misma operación, el proceso se llama destilación destructiva. Las aplicaciones más importantes de este proceso son la destilación destructiva del carbón para la obtención del coque, el alquitrán, el gas y el amoníaco, y la destilación destructiva de la madera para la producción de carbón de leña, Acido Etanoico, la Propanona y el Metanol. Este último proceso ha sido ampliamente desplazado por procedimientos sintéticos para fabricar distintos subproductos. El craqueo del petróleo se asemeja a una destilación destructiva.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.3.3 Equipos de destilación y su funcionamiento básico Las columnas de destilación están formadas por varios componentes, cada uno de los que se utiliza ya sea para transferir de energía o mejorar la transferencia de calor. Una destilación típica contiene varios componentes principales: Figura 187 Operación de la columna de destilación
� Una Columna vertical, donde se realiza la separación de los componentes
líquidos a través de los elementos internos de la columna, tales como bandejas/platos y/o empaques que se utilizan para mejorar la separación de los componentes
� Una caldera para proporcionar el calor necesario para la evaporación en el proceso de destilación
� Un condensador para enfriar y condensar el vapor que sale de la parte superior de la columna
� Un taque de reflujo para mantener el vapor condensado que sale por la parte superior de la columna para que una parte del líquido (reflujo) pueda ser recirculado de nuevo a la columna; la otra sale a tanques de almacenamiento en forma de producto final de la destilación.
� El rehervidor que puede ser un calderín a o un calentador dotado con calentamiento (Intercambiador de calor o resistencias Eléctricas) en la base de la columna, para calentar el líquido del fondo de la misma y retornarlo a la columna en forma de vapor
� Un tanque separador de una parte de los productos de fondos de la columna no vaporizados para enviar el material allí producido a tanques de almacenamiento final.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Un diagrama esquemático de una unidad de destilación típica con una solo alimentación (las columnas pueden tener más de una alimentación) y dos corrientes de producto se muestra a continuación: La columna como tal se divide en dos partes para efecto de la operación de la misma: � La sección de Superior localizada desde el punto de alimentación de la mezcla
a destilar en la torre hacia arriba, que junto con el condensador, y el reflujo forman la zona de Enriquecimiento o fraccionamiento; dicha sección se caracteriza por un aumento paulatino en el componente más volátil de la mezcla hasta la cima de la columna.
� Sección Inferior, situada desde el punto de alimentación de la torre hacia el fondo, junto con el recirculación de fondos constituyen la zona de despojamiento caracterizada por el empobrecimiento paulatino del componente más volátil de la mezcla a destilar
8.3.4 Operación de la columna de destilación
� Tipos de operación
- Continuo, por lotes, al vacío, a presión � Tipos de destilación
- Sistemas ideales y no ideales - Separaciones binarias y multicomponentes
� Técnicas de destilación especial
- azeotrópicas - extractivas - Reactiva - Presión en vacio
El aparato de destilación básico es el sistema de destilación que tiene tres partes: (1) Un Destilador con un tubo de salida, (2) Un condensador, y (3) Un recipiente de recolección del destilado.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 188 Alambique básico de destilación
El diseño más antiguo y reconocido aún, es el destilador o Alambique de cobre que por lo general se asemeja a una forma de cebolla grande, que destila el alcohol de la mezcla fermentada. Los vapores se elevan y pasan a través de un tubo estrecho y luego a través de un serpentín o condensador, inmerso en un baño de agua fría que por intercambio de calor con los gases dentro del serpentín, condensa los vapore en ellos, La forma en que la torre de destilación funciona consiste en la disminución progresiva de la temperatura desde la base hasta la cima. Todas las fracciones de la mezcla a destilar comienzan en forma de gaseosa en el fondo de la torre, los gases ascienden por la torre. La mezcla líquida que se va a procesar se conoce como la alimentación y su acceso a la torre de destilación se presenta por lo general en algún lugar cerca de la mitad de la columna en una bandeja conocida como la bandeja de alimentación. La bandeja de alimentación divide la columna en una tapa (enriquecimiento o rectificación) de sección y un fondo (stripping) sección. La alimentación corre hacia abajo por la columna pasando por cada plato en forma escalonada y rebosando por cada uno de ellos, y se acumula en su parte inferior poniéndose en contacto con el calderín o el sistema de calentamiento diseñado para el suministro de calor hasta su ebullición a la presión a la cual está sometido todo el sistema. La mezcla de gases se encuentra en su ascenso con el primer plato y fluye a través de las únicas aberturas situadas en la base de las caperuzas de burbujeo.
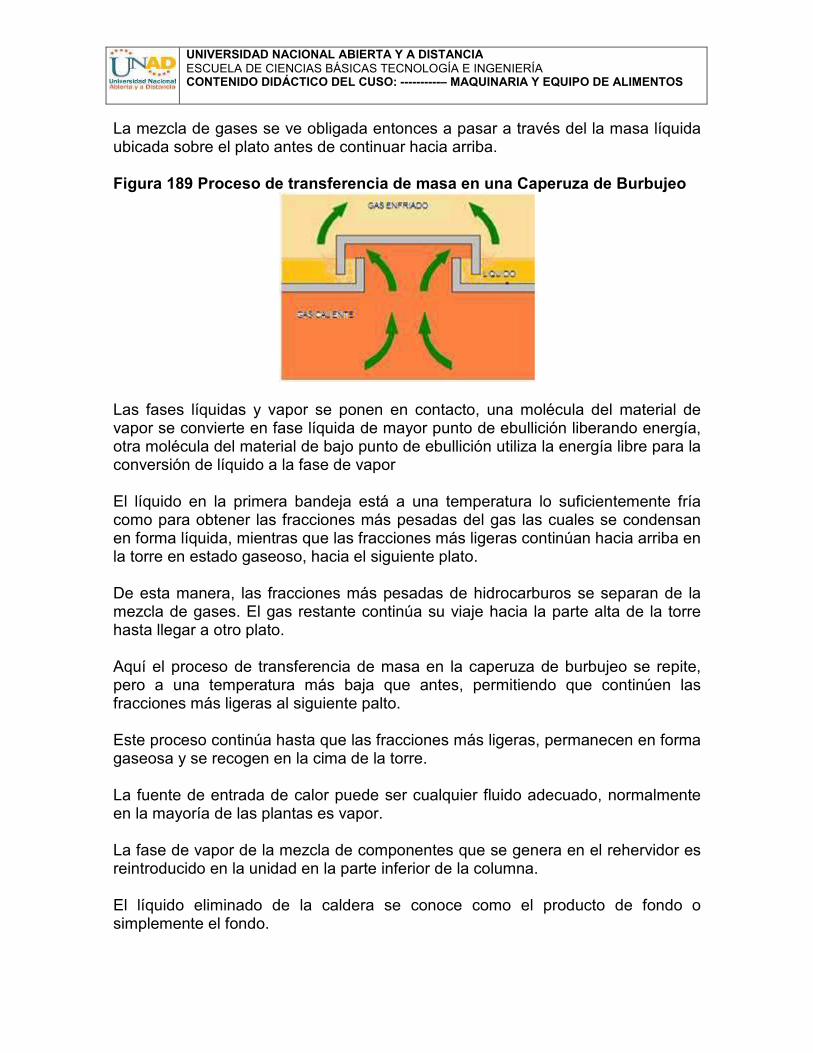
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La mezcla de gases se ve obligada entonces a pasar a través del la masa líquida ubicada sobre el plato antes de continuar hacia arriba. Figura 189 Proceso de transferencia de masa en una Caperuza de Burbujeo
Las fases líquidas y vapor se ponen en contacto, una molécula del material de vapor se convierte en fase líquida de mayor punto de ebullición liberando energía, otra molécula del material de bajo punto de ebullición utiliza la energía libre para la conversión de líquido a la fase de vapor El líquido en la primera bandeja está a una temperatura lo suficientemente fría como para obtener las fracciones más pesadas del gas las cuales se condensan en forma líquida, mientras que las fracciones más ligeras continúan hacia arriba en la torre en estado gaseoso, hacia el siguiente plato. De esta manera, las fracciones más pesadas de hidrocarburos se separan de la mezcla de gases. El gas restante continúa su viaje hacia la parte alta de la torre hasta llegar a otro plato. Aquí el proceso de transferencia de masa en la caperuza de burbujeo se repite, pero a una temperatura más baja que antes, permitiendo que continúen las fracciones más ligeras al siguiente palto. Este proceso continúa hasta que las fracciones más ligeras, permanecen en forma gaseosa y se recogen en la cima de la torre. La fuente de entrada de calor puede ser cualquier fluido adecuado, normalmente en la mayoría de las plantas es vapor. La fase de vapor de la mezcla de componentes que se genera en el rehervidor es reintroducido en la unidad en la parte inferior de la columna. El líquido eliminado de la caldera se conoce como el producto de fondo o simplemente el fondo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 190 Proceso operativo en el fondo de la columna
El vapor sube por la columna y, a medida que sale de la parte superior de la unidad, es enfriado en un condensador. El líquido condensado se almacena en un recipiente conocido como el tanque de reflujo. Una parte importante de este líquido se recircula de nuevo a la parte superior de la columna y recibe el nombre de reflujo. El líquido condensado que se retira del sistema se conoce como el destilado o producto de alta calidad. Figura 191 Operación en la cima de la columna
Por lo tanto, hay flujos internos de vapor y el líquido dentro de la columna, así como los flujos externos de los alimentos y corrientes de productos, dentro y fuera de la columna. 8.3.5 Control de la columna de destilación � La variable operativa más importante tiene lugar en este sitio y corresponde a
la temperatura de cima de la columna de destilación característica de la temperatura de ebullición del componente más volátil del alimento a la columna a la presión de trabajo de la misma.
� El reflujo a la columna constituyó una "tecnológica" de avanzada en el alambique, haciendo la destilación más eficiente, requiriendo solamente una sola destilación en operación continúa. Este tipo de técnicas permite la separación exacta de los componentes de la mezcla. Además, el cambio de la

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
tasa de reflujo proporciona una gran flexibilidad para crear en el caso de la destilación del Etanol, el estilo y la calidad del tipo de bebida alcohólica producida.
El reflujo sigue siendo no sólo más eficiente, sino también está equipado para reducir el potencial de cianuros y etilcarbamatos que son perjudiciales si gran parte de ellos están presentes.
Figura 192 Diagrama de Control de Proceso de la columna de destilación
8.3.6 Otras Consideraciones Operacionales de los destiladores � Consumo de agua por lotes: por cada 600 litros de lote, se estiman unos 1200
litros de agua de refrigeración. El agua es necesaria para la refrigeración y no deberán exceder una temperatura de entrada de menos de 20°C. en el condensador si está bien diseñado. La temperatura de salida del agua es de 70°C. Si los gastos de agua son altos, existen soluciones técnicas para hacer circular agua refrigerada. La temperatura de salida del destilado deberá ser de 20°C.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� El consumo de vapor: es de alrededor 100 kg/hr es el valor estándar para una
capacidad de destilación de 600 litros, en 1 hora para la masa a destilar en ebullición.
� Normalmente para finalizar el proceso, se necesitan 1,5 horas adicionales que
consumen aproximadamente 70 kg de vapor por hora. � Para el cálculo del consumo de energía los números básicos válidos son los
siguientes: 170.000 BTU se requieren por hora. Para las calderas de vapor a gas esto significa a la entrada 220.000BTU.
� Con base en el valor de BTU de gas natural o propano, se puede calcular el
costo del combustible. 8.4 LECCION 52 CRIOCONCENTRADORES La crioconcentración es una técnica basada en la separación de sólidos solubles de una solución, mediante la congelación del agua que esta contiene. Existen equipos en el mercado en que la cristalización del hielo se realiza a presión elevada. En este caso se encarece la operación y la separación de los cristales se hace mediante centrífugas, filtros o columnas de lavado. Figura 193 Crioconcentrador
8.4.1 Generalidades La crioconcentración es una operación unitaria que separa el agua por cristalización (esto es, por formación de hielo) de una solución o suspensión acuosa. Es una de las tres principales operaciones de preconcentración de líquidos con sólidos solubles (jugos de frutas, leche, etc.). Compiten con ella la evaporación y la ósmosis inversa. Mientras estas dos últimas remueven el agua

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
con menores costos variables, en cambio suelen perder aromas y sabores al conseguirlo. Esto no sucede con la crioconcentración. Entre las mejoras tecnológicas que se introducen a la crioconcentración, la más inmediata es la de introducir una etapa de lavado del hielo. La concentración es una operación muy utilizada en la industria alimentaria para reducir el volumen de producto y facilitar su manejo, transporte, almacenamiento y conservación. La crioconcentración se basa en la separación de sólidos solubles de una solución mediante la congelación del agua que esta contiene. Se presenta el desarrollo de un equipo semiindustrial que permita su aplicación en la industria alimentaria. Se persigue la obtención de un producto de gran calidad a un coste competitivo. A escala industrial para la concentración de fluidos alimentarios el sistema de crioconcentración que se emplea se basa en el método de cristalización en suspensión. Dicho método ha sido ampliamente investigado. En este sistema es muy importante el crecimiento o formación de cristales de hielo suficientemente largos para una sencilla separación También existe tecnología y equipos industriales que utilizan la cristalización en capa sobre superficies frías para la producción de hielo en escamas. La congelación por cambio de presión puede provocar además, en función de las condiciones de presión y temperatura empleadas, una inactivación microbiológica y/o enzimática en el producto procesado que permitiría; por tanto, eliminar una operación de estabilización en el mismo. La torta de hielo queda recubierta de una capa viscosa de líquido. Es un líquido rico en el material valioso. Sea el caso del jugo de manzana, Al concentrarlo, se economiza empaque y flete, que se reducen proporcionalmente. Al lavar los cristales de la torta de hielo se obtienen aguas de lavado bastante ricas en sólidos de la manzana. Como éste es el producto a vender, en lugar de descartarlo, conviene reciclarlo. Pero dicho reciclo se debe volver a crioconcentrar, lo cual incrementa los costos. Sin lavado alguno, se ahorra en equipo, pero se descarta hielo con capa una viscosa de sólidos solubles valiosos. Si se agrega demasiada agua al crioconcentrador, este se transformara muy en hielo haciendo la operación demasiado costosa.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.4.2 Descripción del proceso de Crioconcentración La crioconcentración tiene varios mecanismos: nucleación primaria, maduración y nucleación secundaria. Se entiende por nucleación la generación de partículas cristalinas capaces de crecer espontáneamente a partir de cierto tamaño mínimo; puede ser homogénea o heterogénea según se produzca a partir de la solución original, o sobre imperfecciones superficiales, partículas extrañas o imperfecciones estructurales. En sistemas complejos como las soluciones alimenticias ocurre la nucleación heterogénea. Si se trataran de separar los cristales de hielo inmediatamente se produjesen en la primera fase de cristalización, se ocasionarían pérdidas excesivas del producto debido a que allí los cristales son muy pequeños. En la etapa de maduración los cristales más grandes crecen a expensas de los más pequeños. En el desarrollo de los equipos de crioconcentración se han incorporado elementos que cada vez lo han hecho más sofisticado y complejo, con el propósito de garantizar un estricto control de proceso y calidad del producto crioconcentrado. El sistema más utilizado es el de nucleación con separación física de cristales; sin embargo, se ha desarrollado un sistema de crioconcentración más simple que los que se usan hasta el momento, un equipo nuevo para trabajar a presión atmosférica utilizando placas lo que permite obviar la separación física de cristales, sustituida por un cambio de ciclo en el circuito refrigerante. El proceso consiste en:
� Comprimir un líquido � Enfriarlo bajo presión � Provocar la formación de cristales de hielo en el mismo mediante una
expansión hasta condiciones atmosféricas. A continuación, los cristales de hielo formados se hacen crecer en un tanque de recristalización y después se separan para obtener el concentrado final. Este método permite que los cristales de hielo formados sean de mayor tamaño, tienen forma redondeada y uniforme lo que facilita su posterior separación. Existe un óptimo intermedio, que se detecta con un modelo matemático, que permite establecer cuál es la mejor manera de lavar. Este modelo matemático consiste en un balance de materia, explicado como un vector de entradas, por una matriz que da lugar a un vector de salidas. Este modelo se repite para cada nodo sigma (sumador de dos corrientes afluentes, en un solo efluente) o delta

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
(separador de una única corriente afluente en dos corrientes efluentes), según el caso. Queda claro que bajo el nombre de "Crioconcentración" se ocultan diversos nodos, por ejemplo nodo cristalizador, nodo separador (centrífuga), nodo lavador (dilución o remoción de los sólidos solubles no adheridos al hielo), nueva centrifugación (para el descarte de la torta de hielo lavado y reúso de las aguas de lavado enriquecidas) y suma de jugo fresco más aguas de lavado enriquecidas, La crioconcentración es así un conjunto de sub-sistemas eslabonados y en ciclo: congelación - primera centrifugación.- lavado - segunda centrifugación - Zumo fresco y reciclo - congelación. Si un alimento líquido se enfría en medio de agitación se propiciará el crecimiento de cristales puros de hielo dentro de una solución concentrada. La alta agitación es necesaria para evitar puntos localizados de subenfriamiento lo que permite obtener cristales de alta pureza. Gracias a procedimientos de separación tal como la centrifugación puede liberarse el producto concentrado; sin embargo se requiere lavar la superficie de los cristales del líquido remanente. Este procedimiento se aplica actualmente a los siguientes productos alimenticios (las concentraciones en peso máximas alcanzadas en sólidos): Extracto de café (45%), vinagre (48%), soluciones de azúcares (50%), cerveza y vino (32% vol), jugos de fruta y uva (50%), leche (36%) y extracto de té (25%). Por encima de la temperatura eutéctica el proceso de congelación de una solución acuosa de un alimento involucra la separación del agua en forma de cristales de hielo. Figura 194 curvas experimentales de congelación
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
En la Figura 194 se muestran varias curvas experimentales de congelación. Si se sigue la trayectoria de enfriamiento señalada, para el caso de Jugo de Naranja de concentración inicial del 25% se puede leer que a -4ºC hay un equilibrio entre una solución al 32% de Naranja con hielo, en una proporción:
(Peso de solución de Naranja) = 4.78 (Peso de hielo) Para A y B las distancias señaladas en la gráfica. Esto significa que por 1 Kg de hielo hay 4.78 Kg de solución al 32 % de sólidos, para un total de solución original (al 25%) de 4.78+1.0 =5.78 Kg, es decir, se ha separado. [1/(4.78)(0.75)] x100 = 27.89% del agua que inicialmente había en el extracto, quedando presente como hielo. Puesto que los cristales son esencialmente puros la efectividad que se tenga en la separación de la mezcla cristales-solución concentrada, define la eficacia de la crioconcentración. Se ha demostrado experimentalmente que mientras sea menor el área total de los cristales de hielo, mejor se puede realizar esta separación de fases. El diseño de las condiciones de operación debe prever una producción de cristales grandes, uniformes y si es posible, cercanos a la forma de esfera. 8.4.3 Condiciones operativas El tamaño medio de los cristales en un crioconcentrador continuo depende de: • El tipo de producto, • Concentración del soluto, • Subenfriamiento, • Tiempo de residencia y grado de agitación. La mayor concentración disminuye la velocidad de crecimiento de los cristales, mientras que el grado de subenfriamiento la incrementa lo mismo que el tiempo de residencia. El efecto del grado de agitación es pequeño. Nuevamente, para el caso ilustrado en la Figura 194 se produce una cristalización subcrítica en un congelador o intercambiador de calor (de superficie raspada) externo al crioconcentrador que retira calor muy rápidamente produciendo una fuerte nucleación en un bajo tiempo de residencia (del orden de segundos). Los pequeñísimos cristales del congelador pasan al crioconcentrador en donde permanecen en promedio más de media hora para desarrollar las etapas de cristalización descritas y obtener un cristal de un tamaño adecuado para el paso siguiente de separación.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
8.4.4 Descripción de un crioconcentrador Los componentes básicos de un equipo de crioconcentración se muestran en la Figura 195. Allí los cristales se forman en las paredes de un intercambiador de superficie raspada. El crecimiento y maduración (crecimiento de cristales grandes a costa de la desaparición de los pequeños) de los cristales de hielo ocurre en el crioconcentrador. El hielo y el producto crioconcentrado pasan a un sistema separador de ambas fases; este paso es crítico para una operación económica de la crioconcentración (Heldman y Hartel, 1997). En equipos comerciales el concentrado se recircula para permitir el manejo adecuado de los lodos de cristales-concentrado; así los tiempos de residencia se vuelven altos. Figura 195 Componentes básicos de un equipo de crioconcentración
Se usan columnas de lavado para separar el hielo que avanza hacia arriba a través de una capa estacionaria de agua de lavado que desplaza la solución alimenticia atrapada por el hielo. Esta última solución pasa por filtros para ser recirculada también hacia el equipo congelador. El hielo que se obtiene en la parte superior de las columnas está prácticamente libre de sólidos del alimento. En lugar de columnas también pueden usarse separadores centrífugos para hacer la misma función. Las unidades de crioconcentración raras veces son de una sola etapa; normalmente son de tres o más etapas pues en ellos el hielo crece principalmente en concentraciones bajas e intermedias en donde las viscosidades son bajas (Schwartzberg, 1990). Adicionalmente los tiempos de residencia son menores en los sistemas multietapas que en los monoetapa (Van Pelt y Jansen, 1988).

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Los equipos de refrigeración retiran el calor de fusión del hielo del alimento, haciendo las veces de evaporadores inundados (el enchaquetamiento de los intercambiadores de superficie raspada hace ése papel en tal caso). Los vapores del refrigerante, además de continuar su ciclo normal en un condensador, pueden ser enfriados parcialmente en los sistemas de fusión de hielo para aprovechar sus bajas temperaturas y economizar energía.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CAPITULO 9 EQUIPOS EN PLANTAS DE PROCESOS ALIMENTARIOS 9.1 LECCION 53 INDUSTRIA LACTEA Durante muchos siglos, los derivados lácteos se limitaron al queso y la mantequilla, elaborados siempre mediante procedimientos artesanales por los propietarios del ganado. Todo el proceso de producción de la leche ha sido automatizado, en mayor o menor grado, durante las últimas décadas. 9.1.1 Recepción La leche se recibe en las tradicionales cantinas o en carros tanques. Primero es filtrada para retener las partículas más groseras y luego se procede al análisis de esta leche para ser liberada para los distintos procesos lácteos. Algunos de los equipos más utilizados en esta etapa son: Trasportador de cantinas, Volteador de cantinas, Tanque de recibo, báscula, Filtro de canasta. 9.1.2 Pasteurización Tratamiento de la leche. El deterioro de ésta es provocado por bacterias que transforman la lactosa en ácido láctico, lo que da lugar a que la leche se agrie. Para destruir esas bacterias se efectúa el tratamiento denominado pasterización. La mayor parte de las industrias lecheras efectúan la pasterización continua de la leche por el procedimiento de alta temperatura en corto tiempo: se calienta la leche a 344 K (710C) y se la mantiene durante quince segundos a esa temperatura, que se mide con un termopar; si no se ha alcanzado la temperatura requerida, una válvula de derivación devuelve la leche para un nuevo calentamiento. Después de la pasterización es esencial un enfriamiento inmediato del líquido, que se efectúa aprovechando la misma leche caliente para calentar parcialmente la leche fría situada al comienzo del ciclo, ahorrándose así energía. A continuación, la leche es empacada automáticamente a una temperatura de 276 °K (3°C). La leche pasterizada se conserva en buenas condiciones higiénicas durante unos tres días, en la nevera, pero ese tiempo de conservación se puede prolongar hasta unos siete días como mínimo mediante la esterilización. Primero hay que homogeneizarla, para lo cual se la hace pasar a presión a través de pequeños orificios y de este modo se rompen los glóbulos de grasa, de forma que la crema o nata se mezcla mejor con el resto del líquido, sin que vuelvan a separarse. A continuación se calienta con vapor, hasta 377 °K (104 °C), durante veinte minutos por lo menos. A menudo ese calentamiento al vapor se efectúa directamente en el empaque, que inmediatamente es sellado de forma segura. La leche esterilizada adquiere el sabor de leche hervida.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
9.1.2.1 equipos de pasteurización Los elementos constituyentes de estas plantas son: Bomba centrífuga, Intercambiador de calor platos, Tanque de retención, Tanque de enfriamiento, Bomba de alta presión, Cabeza Inyectora de vapor, Tubería de retención, Válvula de diversión de flujo, Tanque de vacío, Bomba de vacío (Del tipo de varias etapas rotativas), Enfriador aséptico. 9.1.2.2 Ultrapasteurización El procedimiento de temperatura ultra alta (UHT), llamado también ultrapasteurización, según el cual se inyecta vapor en la leche hasta que la temperatura de la misma llega a 425 K (152°0C), la cual se mantiene durante unos tres segundos. El agua añadida en forma de vapor se elimina dejando expansionar la leche esterilizada en un evaporador instantáneo (al vacío), lo que además la refrigera. La leche ultrapasteurizada se mantiene durante varios meses en buenas condiciones sin necesidad de refrigeración, siempre que no se abra el envase. 9.1.3 Estandarización del contenido de grasas El contenido de grasas de la leche entera entregada a las centrales varía considerablemente día a día. Generalmente se aplican disposiciones para la estandarización del contenido de grasas en la leche para el consumo y la nata. Los métodos de estandarización se clasifican según como se efectúe la remezcla y de sí la estandarización tiene lugar antes o después de la pasteurización. La estandarización directa requiere una regulación cuidadosa de la cantidad de crema retirada (operación que puede ser automatizada), pero al mismo tiempo ofrece todas las ventajas de un proceso en línea continua. La instalación es también más pequeña y simple que con alguno de los métodos indirectos. La estandarización con el proporcionado automático de la crema es generalmente el método más económico y exacto para las instalaciones en las centrales lecheras modernas de alta capacidad. � EQUIPOS DE ESTANDARIZACION Centrífuga. Construcción en acero inoxidable, motor encerrado en una carcasa de acero inoxidable pulimentada. - Estandarizadora. Separadora de leche de tipo centrífuga, todas las partes
están en contacto con la leche en acero inoxidable, provisto de medidor de crema, tacómetro, freno.
- Desnatadoras centrífugas. Estos aparatos desnatan y purifican al mismo

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
tiempo, se diferencian en lo esencial por la forma en que circula la leche y en que se separan las impurezas. Por la forma de circular la leche se distinguen las siguientes clases:
o Desnatadoras semiherméticas. Tienen arriba una entrada abierta para la leche entera y una salida cerrada para la descremada y la nata
o Desnatadoras herméticas. Las hay de dos tipos: con entrada y salida cerrada en la parte superior. La primera para la leche entera y la segunda para la descremada y la nata, y con entrada cerrada para la leche entera en la parte inferior, por medio de bomba a través de un husillo hueco, así como salida cerrada para la leche magra y la nata en la parte superior. El funcionamiento hermético impide en su gran parte la mezcla de aire con la leche, de lo cual resultan las siguientes ventajas:
•Cuidadoso tratamiento de la leche en el interior del tambor, ya que este se encuentra totalmente lleno de líquido. •Mayor grado de desnatado, hasta 0.005% (en presencia del aire pueden fragmentarse los glóbulos grasos hasta reducir su diámetro a menos de 0.81 micra, por lo que entonces no se pueden separar). •La leche con escasa cantidad de aire es menos susceptible de adquirir sabor a quemado durante la pasteurización.
o Desnatadoras auto depuradoras. El tambor efectúa el proceso de separación propia mente dicho. El conocimiento preciso de construcción es particularmente importante, porque el montaje inadecuado puede conducir a notables alteraciones del funcionamiento.
9.1.4 Procesos de recombinación La recombinación significa que un producto se compone de nuevo partiendo de ingredientes individuales de la leche que con anterioridad han formado un solo producto. Estos ingredientes son leche descremada en polvo, grasa de leche o vegetal y agua. Los productos lácteos recombinados más importantes son: Leche líquida para el consumo, pasteurizada o esterilizada, Leche condensada, Leche condensada endulzada, Mantequilla y otros. 9.1.5 Mantequilla Para fabricar mantequilla, se emplea la crema directamente o después de fermentada mediante cultivos de microorganismos, que producen las condiciones adecuadas para el desarrollo del sabor y la eliminación de manchas indeseables. A la crema fermentada se le añade agua fría hasta obtener una temperatura entre 285 y 2130 K (12 y 17°C). Después de colarla, comienza un batido a baja velocidad, y una vez excluido todo el aire se aumenta esa velocidad hasta que se

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
producen unos pequeños grumos de mantequilla, al cabo de unos 20 minutos. Se añade una pequeña cantidad de agua, a temperatura de uno o dos grados inferior a la de batido, a fin de evitar la aglomeración de la mantequilla, y se continúa batiendo hasta alcanzar el tamaño de grano deseado, más o menos como granos de arroz. El residuo líquido, suero de mantequilla, se separa mediante bombeo a través de un cedazo, y la mantequilla se lava abundantemente hasta obtener un filtrado limpio. En las etapas finales de su preparación la mantequilla ha de ser trabajada (malaxada) hasta obtener una textura conveniente y expulsar el exceso de humedad. A menudo se suele añadir un 5 % de sal, para aumentar el sabor y prolongar la vida de almacenamiento. El color natural de la mantequilla es debido al pigmento llamado caroteno; así, la nata procedente de ciertas vacas que se alimentan de pastos ricos en ese pigmento da lugar a mantequillas intensamente coloreadas. Fabricación continúa de mantequilla. Las máquinas continuas se basan en el proceso Fritz en el cual el batido de los glóbulos de mantequilla se efectúa primordialmente de la misma manera que el batido convencional. Sin embargo, el vigoroso tratamiento de la crema en el cilindro batidor reduce considerablemente el tiempo necesario del batido, formando inmediatamente los glóbulos en cámaras especiales en las que forman una mantequilla homogénea. 9.1.6 Leche condensada y evaporada Estos dos productos exigen una concentración por evaporación a temperaturas entre 327 y 336 °K (54 y 63 °C) y en el vacío. La leche condensada se basa en añadir azúcar a la leche hasta una concentración del 43 %, a fin de conservar el producto enlatado. La leche evaporada se conserva esterilizando las latas de leche en una retorta de vapor a 388 K (8.25 °C) durante unos veinte minutos. La consistencia de la leche condensada se logra sembrando una pequeña cantidad de cristales de lactosa y enfriando lentamente el producto terminado hasta 297 °K (24 °C), después de lo cual se agita y enfría hasta 289 °K (16 °C). Al envasar la leche condensada no se trata mediante calor, por lo que todas las etapas de su fabricación deben desarrollarse en perfectas condiciones de higiene; por lo general, las latas y las tapas son esterilizadas al vapor antes de llenarlas. La leche evaporada se conserva durante dos años, si la temperatura no sobrepasa los 289 °K (16 °C). A temperaturas de almacenamiento superiores a 294 °K (21 °C) existe la posibilidad de que la leche adquiera un color oscuro, lo cual es totalmente inocuo, pero resulta desagradable para el consumidor.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
9.1.7 Leche en polvo La leche reforzada con vitamina D y desecada sobre tambores calentados al vapor se emplea para alimentos infantiles; pero la técnica más frecuente para obtenerla es el secado por pulverización. Figura 196 Secador de lecho fluido
Los Secadores de lecho fluido eliminan la humedad residual de la leche en polvo y provocan la cristalización de la lactosa, mejorando con ello la solubilidad. Antes de secar la leche descremada por pulverización, hay que aumentar su contenido en residuos sólidos hasta un 40 % mediante evaporación al vacío. Después de ello, la leche concentrada se precalienta hasta 340 K (67 °C) y se pulveriza en el interior de una cámara de secado por aire caliente, a 463 K (190 °C), empleando una boquilla o un disco que gira a gran velocidad. Las gotitas de leche se secan por acción del aire y son transportadas neumática-mente desde el fondo de la cámara de secado hasta la sala de envasado. El producto final tiene un contenido de humedad inferior al 5 %. Uno de los problemas que presentaban las primeras leches en polvo era la dificultad de su disolución al añadirlas a bebidas como el café o el té. Este problema fue resuelto haciendo pasar el polvo de leche por una corriente turbulenta de aire antes de que esté completamente seco. Las partículas de leche colisionan unas contra otras y forman copos, que se someten a un secado final y se envasan. Este es el sistema denominado aglomeración, y de él resulta la conocida leche “instantánea”.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
9.1.8 Yogur. El sabor y la consistencia característicos del yogur se obtienen tratando la leche con cultivos de Lactobacillus bulgaricus y Streptococcus thermophilus. La leche debe ser pasterizada a 363 K (130 °C) antes de la inoculación, con el fin de matar los microorganismos naturales que contiene, algunos de los cuales podrían dar mal aspecto al yogur. Una vez refrigerada la leche hasta 316 K (43°C), se inocula con el cultivo y se introduce en los vasos de cartón para la venta, dejando que aquél se desarrolle durante varias horas a dicha temperatura. El producto final ha de ser refrigerado por debajo de 278 K (5°C), pues de otra forma el cultivo permanecería activo y el yogur iría ganando en acidez. 9.1.9 Margarina La margarina en la actualidad se ha convertido en un artículo alimenticio importante por derecho propio, y para su fabricación se utiliza gran variedad de aceites y grasas vegetales, animales y marinas, con las cuales se logra la mezcla aceitosa deseada para emulsionar con leche desnatada fermentada. � Mezcla aceitosa. Los fabricantes utilizan aceites vegetales importados (de
palma, cacahuete, coco, girasol, semilla de algodón y soja) y grasas animales (de arenque y sardina) a fin de preparar la mezcla aceitosa. Antes de llevar a cabo el mezclado de los aceites, éstos deben ser refinados para purificarlos. La primera etapa de purificación es el desgomado, mediante la cual se eliminan impurezas como hidratos de carbono, proteínas, fosfolípidos y resinas. El aceite se calienta hasta unos 132°C, con un 5 % de agua para que las impurezas se hidraten y produzcan una goma insoluble en aceite capaz de ser separada por centrifugación. En la fase siguiente de purificación, el aceite es neutralizado a fin de eliminar los ácidos grasos libres que alterarían el sabor, comunicándole gusto a rancio, cuando se oxidaran. Con frecuencia, esa neutralización se realiza, tratándolas con una solución de sosa cáustica a temperaturas entre 75°C y 136°C, durante un período de treinta minutos; en este tiempo, los ácidos grasos libres se combinan con la soda cáustica, para formar un jabón que puede ser extraído con facilidad. Después de separar este último, el aceite neutralizado se lava con agua y se seca al vacío.
El último paso en la preparación de los aceites, antes de mezclarlos, es el de eliminar los olores. Todos los aromas volátiles que hacen desagradable el olor del aceite se eliminan por destilación al vapor. La Figura 197 corresponde a un diagrama explicativo de las diversas etapas de fabricación de la margarina: refinado del aceite, preparación de la leche y

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
emulsión. El refinado, que proporciona aceites puros, inodoros e insípidos, comprende el desgomado, la neutralización y el decolorado, así como la posterior filtración. A menudo se procede a hidrogenar los aceites a fin de elevar su punto de fusión. Después de desodorizarlos, se mezclan en las proporciones adecuadas. La leche, que constituye la fase acuosa, se pasteuriza y se fermenta con bacterias que le confieren buen gusto y acidez. Las fases aceitosa y acuosa se mezclan con aditivos, antes de la emulsión. Figura 197 Fabricación de margarina
La composición de la mezcla de aceites depende del tipo de margarina que se fabrique. Las margarinas de mesa deben ser fáciles de extender en un amplio margen de temperaturas y, no obstante, poder fundirse rápidamente en la boca. Para lograr un campo de fusión amplio se utiliza una mezcla de aceite liquido y grasa dura; la fusión en la boca mejora incorporando aceites hidrogenados cuyo punto de fusión sea inferior a 34°C. � Fase acuosa. El contenido en agua de casi todas las marcas comerciales de
margarina no debe exceder del 16 %. Esta procede de la fase acuosa, que consiste en una mezcla de leche descremada fermentada (leche “madurada” con bacterias, para darle sabor y acidez), leche desnatada, salmuera y agua.
� Fase aceitosa. La mezcla de aceites tiene que contener cierto número de
ingredientes antes de su emulsión con la fase acuosa.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
� Emulsión, enfriado y texturizado. Se mezclan cantidades cuidadosamente medidas de fase aceitosa y fase acuosa y se conducen mediante bombeo a un depósito, donde llega la mezcla se enfría. Este dispositivo consiste en un tubo cilíndrico provisto de rascadores que giran a unas 1.000 rpm; el enfriado se logra con refrigerante amoniacal, que circula por la camisa exterior del dispositivo. A medida que la emulsión cristaliza, las hojas raspadoras la arrancan de las paredes interiores del cilindro y la hacen entrar en un tubo de “temple”, de unos 18 cm de diámetro y 3 m de longitud, en el cual fragua la textura de la masa durante unos dos minutos antes de su extrusión y envasado.
9.2 LECCION 54 INDUSTRIA CARNICA 9.2.1 Generalidades La carne constituye un alimento de primer orden, aunque no sea absolutamente imprescindible ya que se pueden encontrar sus componentes en otros alimentos, Sin embargo, la carne aporta gran cantidad de aminoácidos esenciales en forma de proteínas para el crecimiento y fortalecimiento del organismo. Además, la carne contiene vitaminas del grupo B y minerales como el calcio y el fósforo, necesarios para que los huesos y dientes se conserven sanos y fuertes; y especialmente el hierro por la sangre que contiene, necesario para renovar las células de la sangre. Determinadas partes, como el hígado, contienen también vitaminas A y D. Figura 198 Pieza de carne
El músculo, en sus diferentes calidades, es habitualmente la parte más apreciada, también se consumen determinados órganos internos que forman parte de una actividad llamada casquería. Se utilizan las vísceras, hígado, riñones, sesos, estómago, corazón, entre otras.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
9.2.2 El proceso industrial La industria cárnica se ocupa del sacrificio de animales, despiece y transformación para su comercialización como alimentos para el consumo. Entre las fuentes destacan el ganado vacuno, ovino y porcino; en determinados países también se incluye el equino y camélido. El proceso industrial comienza en los mataderos, consistentes en instalaciones destinadas al sacrificio y desuello del ganado. Se trata habitualmente de centros de producción muy especializados y automatizados. Los mataderos son, habitualmente, centros de producción muy especializados y automatizados Estas instalaciones se dividen en: � Establos, o lugares donde se albergan las reses. � Salas de sacrificio, que incluyen una serie de aparatos para las funciones
propias de sacrificio, depilación, aspiración y cadena de transporte mediante ganchos aéreos.
Figura 199 Instalaciones de una planta de sacrificio
� Laboratorio, para realizar los análisis de las carnes. � Cámaras frigoríficas, para la conservación de las carnes. � Tripería, para el escaldado y lavado de tripas. � Otras instalaciones anexas, como complemento para el aprovechamiento de
productos derivados, tales como pieles, sangres y subproductos.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Tras su salida de las instalaciones, los productos obtenidos siguen tratamientos industriales diferentes, para la elaboración y conservación de variados alimentos, o también para obtener productos no destinados al consumo directo como tal � Sacrificio de mamíferos
Los animales antes de ser sangrados son aturdidos, aunque en algunas culturas como la judía o musulmana pueden realizarse determinados ritos de sacrificio. En principio se les deja inconscientes mediante algún sistema percutor que introduce una punta en una determinada zona de la cabeza. Posteriormente son arrastrados mediante una cinta elevada a otra sala, donde se les corta la arteria yugular del cuello para ser sangrados; la sangre llega a otras salas mediante tuberías para su posterior tratamiento. Dependiendo del tipo de animal (vacuno o porcino), se retira la piel con el animal suspendido o se hace en una fase posterior. El pelo es eliminado depositando el animal en depósitos con agua a una temperatura superior a 50 C, y seguidamente por una máquina que lo extrae de la piel. Cualquier resto de pelo es quemado o rasurado.
Figura 200 Aturdimiento mediante pistola percutora
Foto www.fao.org � Destazado
Las operaciones de destazado se realizan, habitualmente, por personal dedicado específicamente a esta labor, aunque algunas de ellas pueden estar

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
automatizadas, como son el corte en canal y lonchado de tocinos. Tras el corte de las patas delanteras se procede a la evisceración. Tras cortar la cabeza y separarla del cuerpo se divide éste longitudinalmente a lo largo de la columna vertebral. Una vez dividida la res se somete a algún tipo de pasteurización, o se la hace pasar por agua caliente o un sistema de vaporización térmica. Todas las operaciones de decapitación, eviscerado, división de la res y lavado suelen ser supervisadas por inspectores de sanidad. Con la res suspendida en canal en el sistema de transporte es enviada a las cámaras frigoríficas, donde puede permanecer hasta 36 horas, siempre a una temperatura en torno a los 2 C para evitar el crecimiento bacteriano. Después de la refrigeración las mitades son divididas en cuartos delanteros y traseros, y éstas a su vez en otras piezas más pequeñas de acuerdo con determinadas especificaciones. Habitualmente se entregan para la distribución directamente en cuartos sin ninguna otra modificación; estas piezas no suelen pesar menos de 75 kg. y no más de 125 kg.
� Identificación de los cortes en el ganado vacuno
Las carnicerías destazan las carnes para obtener piezas de tamaño y calidad determinados. Los términos empleados en los cortes son básicamente similares en las carnes de vacuno, cordero y carnero. No sucede así con los cortes de cerdo curado, que utiliza una terminología especial: jamón para la carne del muslo y cadera, y tocino para la carne de la espalda y costados.
Figura 201 cortes de carne del ganado vacuno
Los cortes de carne con poco tejido conjuntivo son los más tiernos, y más apreciados para su preparación al horno o a la parrilla por la rapidez con que

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
pueden ser cocinados. En los animales de mayor edad el tejido conjuntivo es más grueso y por tanto la carne es más dura, por ese motivo los cortes son destinados para estofados o cocidos.
Figura 202 Identificación de los cortes en un cordero
� Sacrificio de aves Las aves son colgadas de unas argollas, previo al aturdimiento mediante un voltaje eléctrico El sector avícola de la industria cárnica es de gran importancia económica. En Colombia, ha obtenido una expansión notable desde las dos últimas décadas del pasado siglo XX, fomentando la creación de centros productivos y de cría, así como un incremento en el número de empleados en este sector. No se encuentra tan automatizado como el de las carnes de mamíferos, y es común que se utilice mano de obra intensiva para el colgado de los animales vivos, deshuesado e higienización. � El primer paso en el sacrificio de las aves es la descarga de las bandejas con
los animales vivos en un sistema de transporte por cinta. � Más elevada y en sentido contrario se desplaza otra cinta con argollas; � el operario recoge el ave de la bandeja por las patas y � la cuelga de éstas en las argollas, a un ritmo que no suele ser inferior a las 20
aves por minuto.
Estas operaciones se realizan con escasa luz, apenas un umbral, con objeto de que las aves no sufran estrés y permanezcan tranquilas. Para los trabajadores estas actividades, que se realizan de pie, también resultan muy estresantes

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
debido a las dificultades en un ambiente de escasa luz para sujetar, levantar y colgar animales vivos de más de 1,5 kg que aletean y arañan, por lo que están sujetos habitualmente a turnos rotatorios de pocas horas.
Con las aves vivas colgadas de las argollas se procede a la aplicación de un alto voltaje eléctrico, que no las mata pero las aturde lo suficiente para que cuelguen fláccidamente, de esta forma el cuello puede pasar extendido por una hoja cortante que lo secciona parcialmente, permitiendo que la sangre sea vaciada totalmente del cuerpo. En algunas ocasiones queda algún ave sin pasar por la cuchilla, por lo que debe ser sacrificada manualmente por un operario.
Figura 203 Instalación para colgar aves
Foto www.fao.org
� Las aves sacrificadas continúan su transporte mediante cinta y pasan por cubas de escaldado, que contiene agua caliente en constante circulación, de esta forma se ablanda el tejido para más tarde permitir extraer las plumas rápida y fácilmente.
� A la salida de las escaldaderas las aves pasan por un dispositivo que las
decapita. Seguidamente, otro dispositivo rotatorio elimina las plumas y las deposita en un canal inferior con agua en circulación.
Es importante que las aves sean clasificadas en principio según su peso con objeto de que no haya disfunciones en los equipos; por ejemplo, las desplumadoras pueden funcionar deficientemente si pasan por sus tambores aves de diferentes tamaños, obligando a repetir los trabajos de
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
desplumado. Esto influye en toda la cadena, los tiempos de producción y finalmente en los costes de elaboración.
� Tras el desplumado se pasan las aves por un dispositivo de chamuscado mediante quemadores a gas, que quema lo pelos y otras plumas más pequeñas no eliminadas anteriormente por los tambores rotatorios. Las patas son cortadas por una máquina y transportadas aparte para su limpieza y clasificación. Suelen tener mercado en muchos países asiáticos.
� Seguidamente, las aves pasan a otra sección, la de evisceración. Para ello
hay que volver a colgarlas de nuevo en otra cinta con argollas algo diferentes a las de transporte en vivo. Esta fase está más automatizada, y los operarios sólo tienen que preocuparse por lo general de volver a colgar aquellas aves que se caen de la cadena. En esta sección una cuchilla circular extrae la bolsa posterior de la base de la cola, seguidamente la cinta transportadora hace pasar las aves por varios automatismos que, en una primera operación presiona el abdomen y abre el cuerpo, en segundo lugar extrae las vísceras sin alterarlas. Las vísceras, después de su inspección, según su utilidad, son clasificadas o arrojadas a un canal de productos descartados. Por ejemplo, se clasifican hígados y corazones y se desechan intestinos, estómagos y riñones, entre otros. Los menudillos pueden ser envasados aparte o reincorporados en un paquete a la cavidad vacía del ave si se va a vender completa.
� Tras el cortado automático del cuello (que también pueden ser envasados aparte), las aves pasan por una máquina de lavado y clorado. Las cintas de transporte finalizan en depósitos de refrigeración o en cámaras de aire refrigerado, donde los cuerpos de las aves se someten a un descenso de temperatura de hasta una hora, con objeto de enfriarlos rápidamente para evitar su deterioro.
Después de la refrigeración los cuerpos son clasificados a lo largo de una cinta o una mesa vibratoria, desechándose aquellos que presentan deficiencias como magulladuras, rasgaduras, fracturas, etc., siendo éstos trasladados a otra sección donde se realiza la recuperación de algunas piezas útiles.
� Las aves que han pasado la prueba de clasificación salen colgadas hacia
otros procesos diversos y líneas de producción. Estas operaciones también están generalmente automatizadas y, como en otras secciones, el peso y tamaño del ave es fundamental para el buen funcionamiento de los dispositivos, por ejemplo del trinchado o separación de muslos, alas, división de pechugas, etc. En algunos casos se utilizan máquinas que

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
permiten retirar la piel de algunas piezas (como la pechuga o el muslo) para su comercialización en esta forma.
� Cuando el cuerpo está destinado a ser deshuesado es depositado en
contenedores de aluminio o cajas de cartón situadas en palets. Las pechugas que tienen que ser elaboradas a mano son refrigeradas durante un tiempo para facilitar el corte. Tras varios procesos manuales o automáticos, la carne es cortada en filetes y colocada en recipientes en una cinta transportadora, para ser recibida por otro grupo de operarios (los recortadores) encargados de eliminar productos desechables, tales como grasa, piel o huesos sobrantes.
� Los productos, sean deshuesados o, trinchados, pasan a la fase de empaquetado, introducidos en bandejas según el tipo de producto, envueltos, impresos y sellados. De aquí pasa al área de refrigeración, donde serán clasificadas y apiladas manualmente o de forma automática,
9.3 LECCION 55 FRUVER Las frutas y verduras, por ser organismos vivos, a partir de su recolección inician un estado continuo de deterioro, como resultado de su descomposición fisiológica, daños físicos, pérdida de humedad y contaminación de microorganismos. En el deterioro de las frutas y verduras, las principales condiciones internas del alimento que influyen en el desarrollo microbiano son contenido de humedad, disponibilidad del agua, acides y pH. Las condiciones externas al alimento que influyen en el desarrollo del alimento microbiano son: temperatura, humedad relativa, composición de la atmosfera o del medio que rodea al alimento, grado de contaminación, flora o presencia de agentes depredadores. Figura 204 Instalaciones de una planta de Fruver

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 205 Procesos de Frutas y Verduras
Maquinaria: Enceradora (lavado de frutas) Liofilizadora (Bomba al vacio) Máquina separadora de semillas y pulpa de fruta Licuadora industrial Desfibrilador de fruta Congeladores Pasteurizador (frutas liquidas) Tanque reempacadora Proceso de Elaboración de la Pulpa de Frutas Congelada. Las operaciones preliminares a la transformación a las cuales se debe someter la materia prima (frutas frescas) son las siguientes: • Recepción • Lavado y desinfección (Limpieza) • Selección • Pelado y arreglo • Escaldado. Recepción: operación de recibo de la fruta en la cual se pesa y se analiza la calidad para obtener los rendimientos finales. Limpieza: se puede efectuar por vía seca o vía húmeda. Vía Seca: tamización, aspiración, cepillos, separación magnética. Vía Húmeda: lavado por inmersión, lavado por aspersión, flotación, combinado.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Desinfección: consiste en aplicar algún tipo de producto para eliminar la carga microbiana que viene con la fruta o vegetal. Seleccionar uno es difícil, no hay uno que sea ideal para todos los usos, pero los más frecuentes que se utilizan corresponden a cuatro grupos básicos: compuestos de cloro, compuestos de yodo, compuestos de amonio cuaternario y compuestos germicidas de agentes tensoactívos de ácido amonios. Selección: se elimina todo elemento que no presente condiciones aceptables para los propósitos a los cuales serán destinados, se eliminan unidades partidas, rotas, maquilladas, podridas, quemadas por frío y deformadas. Se selecciona por:
� Peso � Tamaño � Forma � Color � Madurez
Clasificación: separación en relación a propiedades específicas con el propósito de obtener una óptima calidad. Se clasifica según:
� Color – aroma – sabor � Ausencia de contaminantes � Madurez de procesamiento óptima � Tamaño y forma � Pelado: remoción de la corteza o cubierta externa; se efectúa por diferentes
métodos: � Manual � Físico � Mecánico � Enzimático � Combinado
Escaldado: es un tratamiento térmico corto que se puede aplicar a las frutas con el fin de ablandar tejidos, disminuir la contaminación superficial e inactivar enzimas que puedan afectar características de color, sabor, aroma y apariencia. En las frutas fija color, expulsa el aire intracelular y remueve aromas desagradables. Métodos:
• Inmersión en agua • Exposición al vapor
Una vez realizadas las operaciones de adecuación de la materia prima (frutas frescas) se procede con las operaciones de separación y conservación. En la figura 206, Se puede observar el diagrama de flujo de operaciones para la elaboración de pulpas de frutas congeladas.
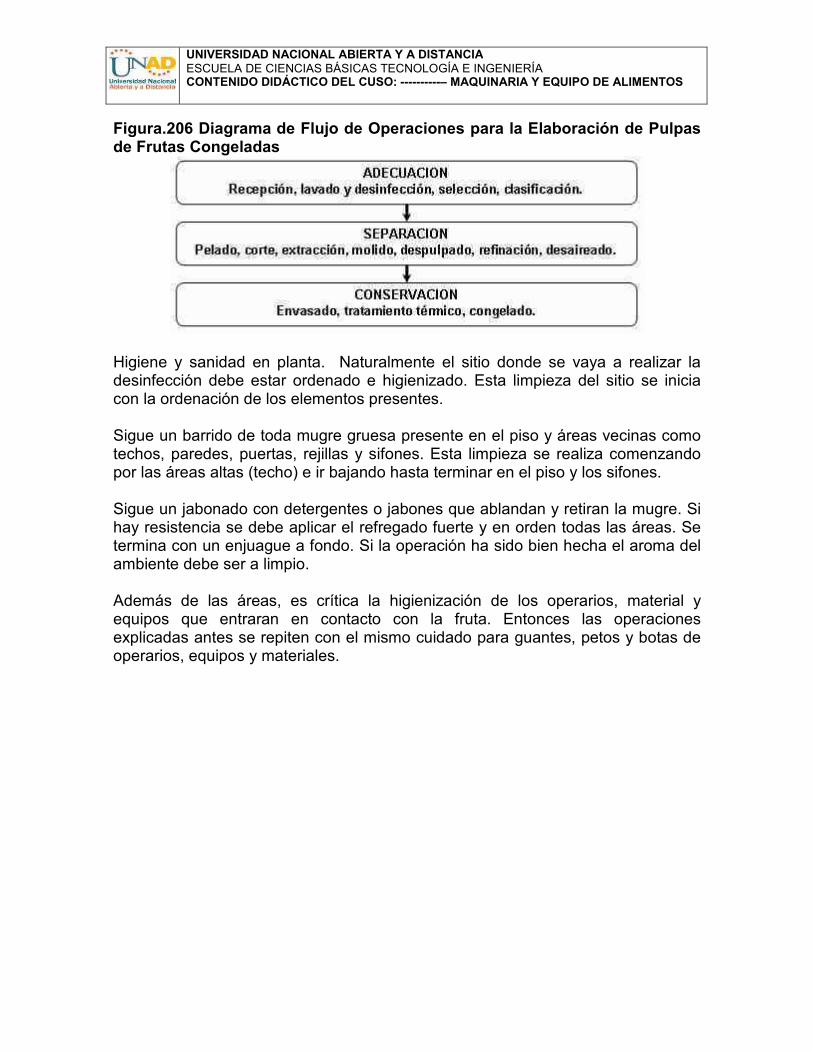
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura.206 Diagrama de Flujo de Operaciones para la Elaboración de Pulpas de Frutas Congeladas
Higiene y sanidad en planta. Naturalmente el sitio donde se vaya a realizar la desinfección debe estar ordenado e higienizado. Esta limpieza del sitio se inicia con la ordenación de los elementos presentes. Sigue un barrido de toda mugre gruesa presente en el piso y áreas vecinas como techos, paredes, puertas, rejillas y sifones. Esta limpieza se realiza comenzando por las áreas altas (techo) e ir bajando hasta terminar en el piso y los sifones. Sigue un jabonado con detergentes o jabones que ablandan y retiran la mugre. Si hay resistencia se debe aplicar el refregado fuerte y en orden todas las áreas. Se termina con un enjuague a fondo. Si la operación ha sido bien hecha el aroma del ambiente debe ser a limpio. Además de las áreas, es crítica la higienización de los operarios, material y equipos que entraran en contacto con la fruta. Entonces las operaciones explicadas antes se repiten con el mismo cuidado para guantes, petos y botas de operarios, equipos y materiales.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 207. Diagrama de Flujo General de Procesos de Industrialización de la Pulpa de Frutas Congelada
Fuente: Universidad Nacional de Colombia, 2002. Recepción. Esta es una operación que reviste una importancia grande en cualquier actividad productiva de la empresa agroindustrial. Consiste en recibir del proveedor la materia prima requerida, de acuerdo a las especificaciones entregadas de antemano por la empresa. El hecho de recibir implica la aceptación de lo entregado, es decir, la aceptación de que la condición del material está de acuerdo con las exigencias de la empresa y su proceso. Esta operación implica el compromiso de un pago por lo recibido y debe tenerse el cuidado de especificar claramente si lo que cumple con los requisitos es el todo o parte del lote que se recibe, en orden de fijar el monto a pagar por el mismo.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Pesado. Esta es una de las operaciones de mayor significación comercial en las actividades de la empresa, pues implica la cuantificación de varios aspectos, entre los cuales se cuenta, el volumen comprado, el volumen de la calidad adecuada para el proceso, los datos sobre el volumen para la cuantificación del rendimiento y, por último, lo más importante, el volumen por pagar al proveedor y el volumen que ha de ingresar al proceso. Se efectúa con cualquier tipo de balanza de capacidad apropiada y de precisión a las centenas o decenas de gramo. La forma de pesar puede ser en los mismos empaques en que la fruta llega a la planta o pasándola con cuidado a los empaques adecuados de la fábrica que se puedan manejar y apilar cómodamente. Debe evitarse el manejo brusco de los empaques para evitar magulladuras o roturas de las frutas. Selección. Se hace para separar las frutas sanas de las ya descompuestas. Se puede efectuar sobre mesas o bandas transportadoras y disponiendo de recipientes donde los operarios puedan colocar la fruta descartada. Los instrumentos para decidir cuáles frutas rechazar son en principio la vista y el olfato de un operario. El debe ser muy consciente de la responsabilidad de su trabajo e influencia en la calidad de la pulpa final. Hay ciertas frutas costosas que por su tamaño grande pueden pasar la prueba pero deben ser “arregladas” retirando cuanto antes las fracciones dañadas. Clasificación. Permite separar entre las frutas que pasaron la selección, aquellas que están listas para proceso, en razón de su grado de madurez y las verdes o aún pintonas que deben ser almacenadas. Aquí también los instrumentos más ágiles y económicos son los sentidos de los operarios. El color, aroma o dureza de las frutas permiten elegir las frutas adecuadas. Estas características exteriores específicas de las frutas se pueden comprobar por controles en el laboratorio, que responden a un grado de madurez adecuado para la obtención de pulpas de alta calidad. Una guayaba amarilla, sana, olorosa y ligeramente blanda le indica al operario que es adecuada para proceso. Aquí no importan el tamaño o la forma. Almacenamiento. Puede aplicarse para acelerar o retardar la maduración de las frutas en la fábrica. Se pueden someter a la primera, frutas sanas que han llegado a la fábrica pintona para que maduren. Otras veces es conveniente retardar la maduración un determinado tiempo a fin de procesar paulatinamente la fruta que por razones de cosecha se adquirió en grandes cantidades. La aceleración de la maduración se logra generalmente ajustando la temperatura y humedad de una cámara donde se puede almacenar la fruta. Las condiciones del ajuste son específicas para cada especie, pero por lo general se acercan a los 25

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
ºC y la humedad relativa se eleva a 90%. En los casos de frutas climatéricas, también se puede ajustar la composición de la atmósfera de gases que rodean a las frutas. El retardo de la madurez se hace principalmente con la disminución de la temperatura y ajuste de la humedad relativa de la cámara. Hay casos en que se puede controlar modificando la composición de la atmósfera que rodea las frutas. Se disminuye el contenido de oxígeno y aumenta el de anhídrido carbónico y nitrógeno. En cualquier caso es crítica la higiene y limpieza de la cámara. Lograr resultados esperados de la maduración exige que se controlen las condiciones durante las cuales permanecen las frutas en almacenamiento. Es definitivo que las frutas ubicadas en la cámara puedan ser afectadas por las condiciones que existen a su alrededor. Para esto las frutas deben estar colocadas en cestillos por donde puedan circular los gases a la temperatura necesaria. Desinfección. Una vez la fruta ha alcanzado la madurez adecuada, se inicia un proceso de limpieza a medida que se acerca el momento de extraerle la pulpa. El propósito es disminuir al máximo la contaminación de microorganismos que naturalmente trae en su cáscara la fruta, para evitar altos recuentos en la pulpa final, con demérito de su calidad y peligro de fermentación en la cadena de distribución o en manos del consumidor final. La desinfección se efectúa empleando materiales y sustancias compatibles con las frutas. Es indispensable disponer de agua potable para iniciar con un lavado, el cual se puede realizar por inmersión de las frutas o por aspersión, es decir con agua a cierta presión. El objetivo es retirar toda mugre o tierra que contamine la superficie de las frutas y así disminuir la necesidad de desinfectante en el paso siguiente. Las sustancias desinfectantes que se pueden emplear son a base de cloro, sales de amonio cuaternario, yodo y otra serie de principios activos que cada día llegan al mercado. El hipoclorito de sodio a partir de solución al 13% es el desinfectante más empleado por su efectividad y bajo costo. En la desinfección rutinaria se puede intercalar el uso de desinfectantes para evitar que la flora contaminante cree resistencia a una sustancia. Una vez higienizado todo, se procede a desinfectar las frutas que se hallan en cestillos. Estas se pueden sumergir en la solución desinfectante durante un tiempo adecuado que pueden ser 5 a 10 minutos, dependiendo de las características de las frutas y estado de suciedad. Piñas sucias demorarán más que los maracuyás limpios.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La solución de hipoclorito puede tener una concentración de 50 mg/Kg. La efectividad de esta solución disminuye a medida en que se sumergen más cestillos de frutas. La rotación sugerida es de tres lotes. Es decir que si hay un tanque de hipoclorito fresco de 50 ppm, se puede sumergir un lote de cestillos con fruta, dejarlo el tiempo escogido y retirarlo. Introducir otro lote de cestillos y así repetir por tres lotes. El indicador de sí la solución desinfectante aún sirve es determinar que posea el olor característico de cloro y que no se halle muy sucia a simple vista. Si se deja la misma solución mucho tiempo lo que se puede estar haciendo es ensuciar e infectar los últimos lotes que se sumergen en la que era una solución desinfectante. Enjuague. A la fruta desinfectada se le debe retirar los residuos de desinfectante y microorganismos mediante lavado con agua potable. Si es posible por aspersión con agua que corra y se renueve. No es conveniente enjuagarla sumergiéndola en tanques de agua que cada vez estará más contaminada. Corte. Algunas frutas como el maracuyá deben ser cortadas para extraer su masa interior antes de separar la pulpa. Aunque hay máquinas que lo hacen, por lo general en las pequeñas industrias se realiza en forma manual con la ayuda de cuchillos. Pelado. A otras frutas hay necesidad de retirarles la cáscara como a la guanábana y papaya, por su incompatibilidad de color, textura o sabor al mezclarla con la pulpa. Esta operación puede efectuarse de manera manual o por métodos físicos, mecánicos o químicos. El pelado manual se puede realizar con cuchillos comunes de cocina o con otros que presentan ciertas características que se ajustan al tipo de piel de algunas frutas. Estos son similares a los que hoy se emplean para pelar papas. Permiten cortar películas de cierto grosor, evita que el operario por descuido se corte, tienen formas especiales para acceder a superficies curvas y poseen empuñaduras ergonómicas, es decir que se ajustan muy bien a la mano del operario. Los métodos físicos emplean calor y frío, por ejemplo el tomate de mesa. Los mecánicos usan máquinas especialmente diseñadas para determinadas geometrías y texturas. Los métodos químicos emplean sustancias como la soda a diferentes temperaturas y concentraciones. Cada lote de fruta es específico y necesitaría de varios ensayos para determinar las condiciones adecuadas.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Separación. Esta operación permite retirar la masa pulpa - semilla de frutas como el maracuyá, curaba o lulo. Se efectúa generalmente de forma manual con la ayuda de cucharas de tamaños adecuados. El rendimiento aumenta si se hace dentro de recipientes plásticos para evitar las pérdidas de jugos. Por eficiencia los operarios se colocan en grupos que se encargan unos de cortar la fruta y otros de separar la pulpa - semilla. Estas masas obtenidas se deben cubrir con tapas o materiales plásticos para prevenir contaminaciones u oxidaciones del medio ambiente. Molido. Permite la desintegración de las estructuras de las frutas que facilitan operaciones como el escaldado y despulpado. Se puede efectuar en molinos como el de martillos, con el que se logra un efecto similar al de la licuadora casera o industrial. Este molido no es recomendado para frutas que poseen semillas grandes, oscuras, amargas y frágiles como el maracuyá, el mango o aún la guanábana. Las frutas de semillas pequeñas como la guayaba, mora, lulo y tomate se desintegran muy bien sin romper las semillas. El molido tiene la desventaja de incorporar aire a la masa obtenida, con lo que se pueden acelerar procesos de oxidación entre los que se hallan el cambio de color y formación de espuma, ambos causan inconvenientes en la calidad final de la pulpa. Escaldado. Consiste en someter la fruta a un calentamiento corto y posterior enfriamiento. Se realiza para ablandar un poco la fruta y con esto aumentar el rendimiento de pulpa; también se reduce un poco la carga microbiana que aún permanece sobre la fruta y también se realiza para inactivar enzimas que producen cambios indeseables de apariencia, color, aroma, y sabor en la pulpa, aunque pueda estar conservada bajo congelación. En la fábrica el escaldado se puede efectuar por inmersión de las frutas en una marmita con agua caliente, o por calentamiento con vapor vivo generado también en marmita. Esta operación se puede realizar a presión atmosférica o a sobrepresión en una autoclave. Con el escaldado en agua caliente se pueden perder jugos y componentes nutricionales. Bajo vapor puede ser más costoso y demorado pero hay menos pérdidas. En autoclave es más rápido pero costoso. En todos los casos se producen algunos cambios. Baja significativamente la carga microbiana; el color se hace más vivo, el aroma y sabor puede variar a un ligero cocido y la viscosidad de la pulpa puede aumentar.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Un escaldado frecuente se hace en marmita agregando mínima cantidad de agua, como para generar vapor y luego si se coloca la fruta. Se agita con vigor, tratando de desintegrar las frutas y volver el producto una especie de “sopa”. Cuando la mezcla alcanza cerca de 70 a 75º C se suspende el calentamiento. Despulpado. Es la operación en la que se logra la separación de la pulpa de los demás residuos como las semillas, cáscaras y otros. El principio en que se basa es el de hacer pasar la pulpa - semilla a través de un tamiz. Esto se logra por el impulso que comunica a la masa pulpa - semilla, un conjunto de paletas (2 o 4) unidas a un eje que gira a velocidad fija o variable. La fuerza centrífuga de giro de las paletas lleva a la masa contra el tamiz y allí es arrastrada logrando que el fluido pase a través de los orificios del tamiz. Es el mismo efecto que se logra cuando se pasa por un colador una mezcla de pulpa - semilla que antes ha sido licuada. Aquí los tamices son el colador y las paletas es la cuchara que repasa la pulpa - semilla contra la malla del colador. Se emplean diferentes tipos de despulpadoras; las hay verticales y horizontales; con cortadoras y refinadoras incorporadas; de diferentes potencias y rendimientos. Es importante que todas las piezas de la máquina que entran en contacto con la fruta sean en acero inoxidable. Las paletas son metálicas, de fibra, caucho o teflón. También se emplean cepillos de nylon. Durante el despulpado en este tipo de máquinas también se causa demasiada aireación de la pulpa, con los efectos negativos de oxidaciones, formación de espuma y favorecimiento de los cambios de color y sabor en ciertas pulpas. El proceso de despulpado se inicia introduciendo la fruta entera en la despulpadora perfectamente higienizada. Solo algunas frutas, como la mora, guayaba o fresa, permiten esta adición directa. Las demás exigen una adecuación como pelado (guanábana), corte y separación de la pulpa - semilla de la cáscara (maracuyá). Ablandamiento por escaldado (tomate de árbol). La máquina arroja por un orificio los residuos como semilla, cáscaras y otros materiales duros que no pudieron pasar por entre los orificios del tamiz. Los residuos pueden salir impregnados aún de pulpa, por lo que se acostumbra a repasar estos residuos. Estos se pueden mezclar con un poco de agua o de la misma pulpa que ya ha salido, para así incrementar el rendimiento en pulpa. Esto se ve cuando el nuevo residuo sale más seco y se aumenta la cantidad de pulpa. Se recomienda exponer lo menos posible la pulpa al medio ambiente. Esto se logra si inmediatamente se obtiene la pulpa, se cubre, o se la envía por tubería desde la salida de la despulpadora hasta un tanque de almacenamiento. Refinado. Consiste en reducir el tamaño de partícula de la pulpa, cuando esta ha sido obtenida antes por el uso de una malla de mayor diámetro de sus orificios. Reducir el tamaño de partícula da una mejor apariencia a la pulpa, evita una más rápida separación de los sólidos insolubles en suspensión, le comunica una

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
textura más fina a los productos como mermelada o bocadillos preparados a partir de esta pulpa. De otra parte refinar baja los rendimientos en pulpa por la separación de material grueso y duro que esta naturalmente presente en la pulpa inicial. El refinado se puede hacer en la misma despulpadora, solo que se le cambia la malla por otra de diámetro de orificio más fino. Generalmente la primera pasada para el despulpado se realiza con malla 0,060” y el refinado con 0,045” o menor. La malla inicial depende del diámetro de la semilla y el final de la calidad de finura que se desee tenga la pulpa. Homogenizado. Es otra forma de lograr el refinado de un fluido como la pulpa. En esta operación se emplean equipos que permitan igualar el tamaño de partícula como el molino coloidal. Esta máquina permite “moler” el fluido al pasarlo por entre dos conos metálicos uno de los cuales gira a un elevado número de revoluciones. La distancia entre los molinos es variable, y se ajusta según el tamaño de partícula que se necesite. La fricción entre el molino y el fluido es tan alta que la cámara de molido, necesita ser refrigerada mediante un baño interno con un fluido refrigerado como el agua. Aquí también la pulpa sometida a homogeneización sufre una alta aireación como en el caso del molido y el despulpado y refinado. Desaireado. Permite eliminar parte del aire involucrado en las operaciones anteriores. Hay diferentes técnicas que varían en su eficiencia y costo. La más sencilla y obvia es evitar operaciones que favorezcan el aireado. Si ya se ha aireado la pulpa, mediante un calentamiento suave se puede disminuir la solubilidad de los gases y extraerlos. Otra forma es aplicar vacío a una cortina de pulpa. La cortina se logra cuando se deja caer poca pulpa por las paredes de una marmita o se logra hacer caer una lluvia de pulpa dentro de un recipiente que se halla a vacío. Entre más pronto se efectúe el desaireado, menores serán los efectos negativos del oxígeno involucrado en la pulpa. Como se mencionó antes estos efectos son la oxidación de compuestos como las vitaminas, formación de pigmentos que pardean algunas pulpas; la formación de espuma que crea inconvenientes durante las operaciones de llenado y empacado. Empaque. Las pulpas ya obtenidas deben ser aisladas del medio ambiente a fin de mantener sus características hasta el momento de su empleo. Esto se logra mediante su empacado con el mínimo de aire, en recipientes adecuados y compatibles con las pulpas.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Debido a la tendencia que tiene el vapor de agua de sublimarse de las superficies de los alimentos congelados a las superficies más frías de los congeladores y cámaras frigoríficas, los materiales de envasado empleados deben tener un alto grado de impermeabilidad al vapor de agua. La mayoría de los alimentos se dilatan al congelarse, algunos de ellos hasta un 10% de su volumen. Por lo tanto los envases en que se congelan deben ser fuertes, hasta cierto punto flexible y no llenarse completamente. Como en el caso de todos los alimentos que pueden almacenarse durante meses, sus envases deben protegerse contra la luz y el aire. Ya que generalmente se les descongela dentro de sus envases, estos deben ser impermeables a fin de prevenir el escurrimiento durante la descongelación. El empaque que será utilizado por la Empresa Industrial Procesadora y Comercializadora de Frutas, para envasar la pulpa de frutas congeladas será el polipropileno de media densidad (calibre 3) con doble sellador térmico; este tipo de empaque se eligió buscando la vistosidad, economía y funcionalidad del producto. Pasteurización. Consiste en calentar un producto a temperaturas que provoquen la destrucción de los microorganismos patógenos. El calentamiento va seguido de un enfriamiento para evitar la sobrecocción y la supervivencia de los microorganismos termófilos. Existen diferentes tipos de equipos que permiten efectuar esta pasterización. Están las marmitas de doble chaqueta por donde circula el vapor o elemento calefactor. Las hay de serpentín o las simplemente calentadas con una fuente de calor exterior a la marmita. Estas fuentes pueden ser estufas a gas, a gasolina u otro combustible. Hay equipos más complejos como el pasterizador botador o de superficie raspada, el pasterizador tubular y el pasterizador a placas entre los más comunes. Estos son continuos y el elemento calefactor es vapor de agua generado en una caldera. La temperatura y el tiempo escogidos para pasterizar una pulpa dependerán de varios factores como su pH, composición, viscosidad y nivel de contaminación inicial. A menor pH, viscosidad y contaminación, se requerirá menor tiempo o temperatura de pasterización para disminuir el grado de contaminación hasta niveles en los que no se presentará rápido deterioro de la pulpa. Es el caso de la pulpa de maracuyá que posee un pH alrededor de 2.7, que no permite el crecimiento de muchos microorganismos y el calor a este pH los afecta más; baja viscosidad que permite un mayor movimiento de la pulpa y por ello mejor y más rápida transmisión del calor, y por estar protegido por una cáscara tan resistente no se contamina fácilmente, este nivel de contaminación dependerá en gran medida en la higiene y cuidados mantenidos durante el procesamiento.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
La esterilización es simplemente una pasterización más drástica que elimina mayor número de microorganismos. Se logra empleando equipos más complejos como una autoclave, en donde por la sobrepresión que se alcanza, la temperatura puede ascender a niveles superiores a los de ebullición del agua a condiciones de medio ambiente. En el caso de las pulpas casi no se emplea esterilizarlas debido al bajo pH que caracteriza a la mayoría de las frutas. Congelación. Se basa en el principio de que “a menor temperatura más lentas son todas las reacciones”. Esto incluye las reacciones producidas por los microorganismos, los cuales no son destruidos sino retardada su actividad vital. La congelación disminuye la disponibilidad del agua debido a la solidificación del agua que caracteriza este estado de la materia. Al no estar disponible como medio líquido, muy pocas reacciones pueden ocurrir. Solo algunas como la desnaturalización de proteínas presentes en la pared celular. Esto propicia la precipitación de los sólidos insolubles con lo que se favorece el cambio en la textura y la separación de fases, sobre todo cuando con estas pulpas se preparan néctares. Durante la congelación se favorece la formación de cristales de hielo que crecen y causan roturas de las paredes celulares y pérdida de la capacidad retenedora de los jugos dentro de las células. Se ha notado también que la congelación produce una disminución de los aromas y sabores propios de las frutas. A pesar de estos cambios, la congelación es la técnica más sencilla que permite mantener las características sensoriales y nutricionales lo más parecidas a las de las pulpas frescas y en el caso particular de la Empresa Industrial Procesadora y Comercializadora de Frutas será la técnica empleada. Presenta la restricción de exigir mantener la cadena de frío todo el tiempo hasta llegar el momento de la utilización por el consumidor final. Además el estado sólido plantea ciertas incomodidades cuando se necesita emplear solo una parte del bloque de pulpa. Para el control microbiológico de calidad hay necesidad de descongelar la pulpa, con lo que se puede aumentar el recuento real del producto. La conservación por congelación permite mantener las pulpas por períodos cercanos a un año sin que se deteriore significativamente. Entre más tiempo y más baja sea la temperatura de almacenamiento congelado, mayor número de
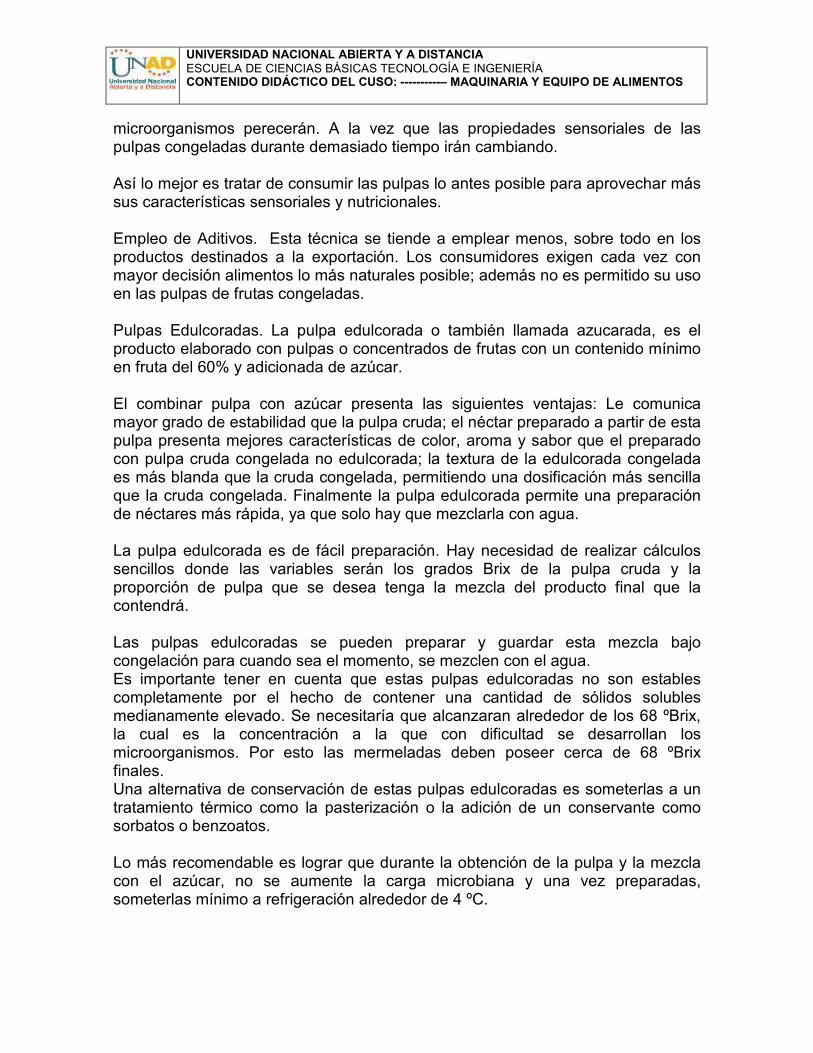
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
microorganismos perecerán. A la vez que las propiedades sensoriales de las pulpas congeladas durante demasiado tiempo irán cambiando. Así lo mejor es tratar de consumir las pulpas lo antes posible para aprovechar más sus características sensoriales y nutricionales. Empleo de Aditivos. Esta técnica se tiende a emplear menos, sobre todo en los productos destinados a la exportación. Los consumidores exigen cada vez con mayor decisión alimentos lo más naturales posible; además no es permitido su uso en las pulpas de frutas congeladas. Pulpas Edulcoradas. La pulpa edulcorada o también llamada azucarada, es el producto elaborado con pulpas o concentrados de frutas con un contenido mínimo en fruta del 60% y adicionada de azúcar. El combinar pulpa con azúcar presenta las siguientes ventajas: Le comunica mayor grado de estabilidad que la pulpa cruda; el néctar preparado a partir de esta pulpa presenta mejores características de color, aroma y sabor que el preparado con pulpa cruda congelada no edulcorada; la textura de la edulcorada congelada es más blanda que la cruda congelada, permitiendo una dosificación más sencilla que la cruda congelada. Finalmente la pulpa edulcorada permite una preparación de néctares más rápida, ya que solo hay que mezclarla con agua. La pulpa edulcorada es de fácil preparación. Hay necesidad de realizar cálculos sencillos donde las variables serán los grados Brix de la pulpa cruda y la proporción de pulpa que se desea tenga la mezcla del producto final que la contendrá. Las pulpas edulcoradas se pueden preparar y guardar esta mezcla bajo congelación para cuando sea el momento, se mezclen con el agua. Es importante tener en cuenta que estas pulpas edulcoradas no son estables completamente por el hecho de contener una cantidad de sólidos solubles medianamente elevado. Se necesitaría que alcanzaran alrededor de los 68 ºBrix, la cual es la concentración a la que con dificultad se desarrollan los microorganismos. Por esto las mermeladas deben poseer cerca de 68 ºBrix finales. Una alternativa de conservación de estas pulpas edulcoradas es someterlas a un tratamiento térmico como la pasterización o la adición de un conservante como sorbatos o benzoatos. Lo más recomendable es lograr que durante la obtención de la pulpa y la mezcla con el azúcar, no se aumente la carga microbiana y una vez preparadas, someterlas mínimo a refrigeración alrededor de 4 ºC.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Transporte. En muchos países son de uso corriente para el transporte de productos cajas vaciadas de polietileno de alta densidad para uso repetido. Pueden fabricarse prácticamente en todas las formas y tamaños. Son resistentes, rígidas y de superficie lisa, se limpian sin dificultad y pueden encajarse unas dentro de otras cuando están vacías, a fin de ganar espacio. Desventajas: � Sólo pueden producirse económicamente en grandes cantidades, y aun así
resultan costosas. � Suelen tener muchos usos alternativos, por lo que es frecuente que las roben. � Si han de utilizarse en un servicio regular de ida y vuelta requieren un grado
considerable de organización y control. � Se deterioran rápidamente cuando se exponen al sol (especialmente en los
trópicos), a menos que se traten con un inhibidor de los rayos ultravioletas, factor que las encarece.
� A pesar de su costo puede resultar una inversión rentable, pues su resistencia las hace idóneas para el uso repetido. Estudios han revelado que muchos cajones seguían pudiéndose utilizar después de más de 100 viajes.
Máquinas y Equipos Se presentan el listado de los equipos, maquinas y herramientas que serán utilizados en la Empresa Industrial Procesadora y Comercializadora de Frutas para la elaboración de las Pulpas de Frutas Congeladas. Mesa de Trabajo. � Set de cuchillos para frutas y verduras. � Banda Transportadora para Selección. � Banda Transportadora Vertical. � Lavadora de Frutas. � Despulpadora de Frutas. � Bomba Positiva. � Marmita Eléctrica de 20 galones. � Tanque de Frío. � Envasadora Selladora Semiautomática para Productos Densos. � Cuarto Frío. 9.4 LECCION 56 CEREALES Para las industrias procesadoras de cereales se utilizan equipos ya mencionados en otros capítulos como son: Cribas planas, filtros, ciclones, molino, tamices, hornos, secadores, equipos de transporte y otros. Preparación de cereales. Los procesos de panificación y fabricación de galletas o pastas han llegado a un alto grado de desarrollo. Sin embargo, algunos de los

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
procedimientos más interesantes son los que se refieren a alimentos para el desayuno. Las escamas de cereales, alimento muy utilizado, se preparan cortando el cereal, limpio y desgerminado, en pequeños gránulos. Figura 208 Escamas de cereal
A continuación se cuecen con sal y malta en un recipiente a presión, y después se procede a un “acondicionamiento” de los mismos durante más de 36 horas para modificar las celdas de almidón. Finalmente, los gránulos son sometidos a la acción del vapor, con lo que se forman escamas, las cuales son pasadas por entre unos rodillos y se tuestan en un horno giratorio. Por otra parte, para preparar trigo expandido, se limpia el grano, se des-cascarilla y se somete al calor, a fin de reducir su contenido en humedad a un 8 %. A continuación se calienta a 388 K (8.25 0C), y se coloca en una cámara rápida de presión, en la cual esa temperatura aumenta hasta 700 K (427 0C), y se introduce vapor a la presión de 1,4 Mpa (14 kg/cm2). Después, una vez desconectada la cámara, se deja salir el vapor rápidamente, lo cual provoca la rotura de las celdas de almidón, a causa de la expansión repentina originada por la diferencia entre la presión de su interior y la atmosférica del exterior. Más tarde, el grano expandido es pulverizado con un jarabe y secado antes de envasarlo. Otro procedimiento de preparación de cereales es la extrusión, consistente en hacer una pasta con el cereal que quiere prepararse, la cual se hace pasar por una máquina de extrusión y después se conforma en trozos pequeños. El la Figura 206 se observan las escamas de cereal terminadas, en la cinta de inspección final. En este caso, el cereal (maíz) es cortado en pequeños trozos y

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
cocido con sal y malta. Después de otros procesos, el grano es sometido a la acción del vapor, se lamina en escamas y se tuesta.
9.4 Industria panificadora Los procesos de panificación se estructura en diferentes niveles de complejidad industrial; se encuentran modelos artesanales hasta líneas industrializadas. En los últimos años estos modelos exigen desarrollos evolutivos. En el país se encuentra gran disponibilidad de maquinaria tanto de producción nacional como de producción extranjera. Además, la tendencia en este sector es la de producción en línea continua, respondiendo a las exigencias del consumidor tanto en innovación como en higiene y seguridad.
� pan de molde. La producción de pan de molde en una gran panificadora automática no es de ningún modo un trabajo artesano, sino que está sometida a una dirección científica y técnica. Empieza cuando la harina, pasada por el tamiz, entra en la mezcladora-amasadora.
Se añade la proporción correcta de agua a una temperatura determinada y cantidades exactamente medidas de levadura, sal, manteca y otros aditivos necesarios, según el tipo de pan que se quiera conseguir y el procedimiento que se haya de emplear, y todos esos ingredientes se mezclan juntos hasta obtener la masa.
Mientras ésta fermenta, es transportada a una sala de temperatura constante en una especie de artesa metálica. Cuando la masa ha alcanzado el grado de sazón preciso, pasa a una máquina cortadora, que la fragmenta mecánicamente en piezas del peso deseado. Sí la masa ha alcanzado esa sazón por medios mecánicos o químicos, pasa directamente de la amasadora a la cortadora. Las piezas de masa con su peso correspondiente son conducidas sobre cintas transportadoras hasta una máquina que les da forma de bolas y las deposita automáticamente en unas oquedades de otra cinta sin fin que recorre un recinto húmedo y cálido, en el que se da tiempo a que las piezas de masa se recuperen del castigo sufrido al cortarlas y moldearlas, y se reanuda la producción de gas.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 209 Esquema del procedimiento ordinario de panificación
Todos los ingredientes, excepto azúcar y sal, se combinan en la primera mezcladora. Después de dos o tres horas se añaden la sal y el azúcar, se vuelve a mezclar la masa y se deja reposar de nuevo. Se da luego forma a la masa ya fermentada en porciones uniformes en una distribuidora de la que pasa a una moldeadora. Las piezas individuales de masa pasan entonces a una maquina intermedia para que maduren y recuperen la elasticidad perdida. Una moldeadora especial acaba de dar su forma a las piezas mediante un sistema de rodillos, que reducen al mínimo cualquier nueva deformación de la masa, y después de una nueva fase de maduración se cuecen las piezas. Dichas piezas salen sobre otra cinta y son transportadas a otra máquina moldeadora, que las manipula hasta darles la forma adecuada para ser colocadas en moldes y éstos, de cuatro en cuatro, son transportados hasta una máquina de maduración que se mantiene a temperatura y humedad bastante altas, y en la que recorren un circuito cronometrado hasta que las piezas quedan listas para ser cocidas. Luego van a un horno en forma de túnel, alimentado por gas o petróleo, y pasan por él lentamente, saliendo ya cocidas pon el otro extremo. Diez minutos después de entrar en el horno la proteína se ha coagulado. El pan se saca de los moldes y pasa a unos anaqueles y transportadores, que se mueven lentamente, sobre los cuales circulan hasta que la temperatura se reduce. El tiempo total de cochura oscila entre 25 y 30 minutos. Para evitar que el vapor desprendido de la

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
pieza forme una capa aisladora, que retrasaría la cochura, se instalan en los hornos dispositivos que crean una turbulencia de aire caliente alrededor del pan. Una vez frías, las piezas de pan son generalmente transportadas a una máquina, en la que unas cuchillas, montadas verticalmente en un bastidor que se mueve arriba y abajo a bastante velocidad, las cortan en rebanadas. Las piezas quedan automáticamente cogidas entre planchas de metal, que mantienen juntas las rebanadas, y pasan a la máquina envasadora, de la que salen en bolsas de plástico listas para la venta. Figura 210 Pan molde
La moldeadora, da forma a las piezas de masa y las introduce en los moldes, que se ve cómo pasan por debajo de la maquina en una línea continua y salen llenos. Una vez cocidas las piezas, las extrae de los moldes un extractor magnético, cuyos imanes sujetan los moldes de acero y los levantan para vaciarlos.
9.4.2 Panaderías. Las pequeñas panaderías de producción reducida elaboran panes de corteza que adoptan diversas formas, que se cuecen sin molde y se venden en piezas enteras de diferentes pesos. Las masas se hacen a máquina y en la actualidad muchos panaderos utilizan máquinas amasadoras de alta velocidad. También se han generalizado bastante las pequeñas máquinas moldeadoras, aunque todavía se moldea a mano buena parte del pan. Los hornos de pala son muy comunes, si bien empiezan a imponerse los rotativos, que tienen forma de tambor; en éstos se depositan las porciones de masa en unos anaqueles colgantes que giran en torno a un eje horizontal y dan cierto número de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
vueltas en el interior del horno antes de que el pan quede cocido. Luego se descargan uno a uno. En la historia de la panificación se encuentra que el primer sistema usado por el hombre primitivo para cocer alimentos a base de cereales fue el fuego. Los egipcios fueron los primeros en inventar un horno. Era de forma cónica, ancho en la base y estrecho en la cúpula, construido con barro. Tenía una especie de estantería que dividía su parte interna. En la parte inferior se depositaba el fuego, que era producido por la leña o carbón. En el capítulo 6 se encuentra toda la información referente a hornos además, en otros capítulos se habla de equipos como: amasadora, cortadora, tamiz, mezcladora, horno y otros. Ahora se explican algunos equipos específicos para esta industria. Figura 211 Laminadora de pan
Cuarto de crecimiento. Es un cuarto donde las características de temperatura y humedad son adecuadas para el crecimiento. Las condiciones suelen ser para fermentación: Temperatura, 26 °C. Y Humedad relativa 80% y en el caso del crecimiento la temperatura 30 °C y la humedad relativa: 85% 9.5 LECCION 57 BEBIDAS ALCOHOLICAS La cerveza se viene fabricando de varías maneras diferentes desde hace por lo menos seis milenios, actualmente los tipos de cerveza pueden dividirse en dos grandes grupos: las denominadas lager, o de fermentación de fondo, y las de tipo inglés, o de fermentación de la parte superior, en cabeza.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Algunas variedades de lager se conocen por el lugar en que fueron fabricadas por primera vez, como la Pilsen (de Pilsen, en Checoslovaquia), o la Dortmund (de Dortmund, en Alemania), La mayoría de estas cervezas son de color claro, bien aireadas, y de un gusto a lúpulo menos pronunciado que las cervezas de tipo inglés; la fermentación de fondo también se utiliza para producir cervezas más oscuras y de mayor cuerpo. La mayor parte de las cervezas fabricadas en todo el mundo son del tipo lager, generalmente con un contenido de alcohol del 3 al 5 % en peso. 9.5.1 Proceso de fabricación de la cerveza Las materias primas utilizadas para la producción de esta bebida ejercen una gran influencia sobre el tipo y calidad de la cerveza que se obtiene. En teoría, la cerveza puede fabricarse por fermentación de cualquier cereal u otra fuente de almidón, como las patatas, en agua. En la práctica, el cereal más empleado es la cebada. También se añaden otros cereales o productos al molturado de la cebada con el fin de reducir costos, y a veces para lograr un sabor especial. Los principales aditivos son el arroz, el maíz, la tapioca, la soja, cebadas no malteadas y diversos azúcares. La operación inicial para fabricar cerveza consiste en preparar una mezcla líquida, a partir de cebada, agua y lúpulo, que se denomina mosto. La cebada ha de ser sometida previamente al proceso de malteado, que normalmente no se desarrolla en la propia fábrica de cerveza sino en unas instalaciones especiales. El malteado de la cebada supone la germinación del grano en condiciones controladas para que produzca unas sustancias naturales, denominadas enzimas, que actúan como catalizadores en diversas reacciones químicas vitales para la fabricación de la cerveza. Para ablandar la cebada y provocar su germinación, aquélla se remoja en agua a la temperatura de 13-16 0C durante un tiempo que oscila entre 48 y 72 horas, según sea el tipo de grano utilizado. Después de humidificada, la cebada es introducida en unos depósitos en los cuales se insufla aire húmedo para acelerar la germinación. En esos depósitos permanece durante un período de 7 a 8.2 días, y seguidamente se lleva a unos hornos, en los cuales su contenido en humedad se reduce a un 1,5 ó 2 %. Las raicillas que han crecido durante la germinación se desprenden y son extraídas para aprovecharlas como piensos para animales. A partir de aquí la cebada se conoce por malta, y ya contiene las enzimas que han de intervenir en las reacciones.

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 212 Fabricación de la cerveza
Principales etapas de la fabricación de cerveza. Primero, la cebada se maltea y se desmenuza, después se introduce en la tina para preparar la pasta con agua y otros ingredientes, tales como cereales y azúcares, después de lo cual el mosto obtenido se separa de las granos agotados, que servirán para piensos para el ganado, y se hierve con lúpulo en una caldera de cobre. Finalizado el proceso, el mosto caliente se filtra y se eleva hasta un refrigerador. El lúpulo utilizado puede aprovecharse como fertilizante. Una vez frío, el mosto se introduce en los depósitos de fermentación y se añaden las levaduras. Después de la fermentación, la cerveza se filtra y se almacena durante un tiempo antes da envasarla en botellas, latas o barriles de madera o de metal.
En la fábrica de cerveza, la malta es triturada y convertida en una pasta mezclándola con agua y aditivos. Seguidamente se inicia la maceración, proceso enzimático que extrae de la malta los productos solubles, tales como el almidón y el azúcar. Los productos insolubles, como son las proteínas, se convierten en solubles por acción de las enzimas, que también convierten el almidón de la malta en el azúcar maltosa; la cantidad de maltosa producida determina el contenido alcohólico de la cerveza. La maceración debe ser controlada muy cuidadosamente a fin de que todos los procesos físicos y químicos y las reacciones enzimáticas estén coordinados para producir el tipo deseado y la calidad esperada de mosto y,

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
por consiguiente, de la cerveza. El proceso de maceración de la cerveza de tipo lager difiere del que se sigue para las cervezas de tipo inglés. 9.5.2 Maceración por infusión Para fabricar las cervezas inglesas se sigue el proceso denominado maceración por infusión, el cual se desarrolla en unos grandes depósitos aislados, ollas, que normalmente se calientan con vapor. La consistencia de la pasta es importante, de modo que en las ollas suele haber unos agitadores mecánicos, por ejemplo de tipo rastrillo. Es vital realizar un control muy preciso de la temperatura, ya que la desviación en sólo unos pocos grados es capaz de producir un tipo de mosto totalmente diferente del deseado. Una vez que la pasta caliente ha llegado al punto en que se completa la conversión del almidón (en azúcar maltosa), la temperatura se eleva a unos 75 0C durante un corto espacio de tiempo. Esta operación, denominada fin de la maceración, se realiza para inactivar las enzimas, la mayor parte de las cuales dejan de actuar al alcanzar esta temperatura. Luego se pasa la mezcla a una olla denominada de filtración se deja en reposo la pasta durante unos 30 minutos, a fin de que las cáscaras de grano insolubles se depositen en el fondo. Esas cáscaras forman una capa en el falso fondo del interior de la olla y actúan como un filtro. El mosto líquido se filtra hasta que aparece claro; los granos “agotados” se lavan, o riegan, con chorros de agua caliente para que toda la materia soluble atraviese el falso fondo de la tina de mosto hasta llegar al depósito receptor. 9.5.3 Macerado por decocción La cebada malteada utilizada en el tipo de cervezas lager no se deja germinar un tiempo tan largo como en el caso de las cervezas de tipo ale, y luego se da a la pasta una textura más fina. La maceración se realiza en varias etapas: una primera cocción a 37 0C, seguida de otras sucesivas a 50 0C, 65 0C y 75 0C, o bien aplicando la elaboración rápida al estilo estadounidense, con dos cocciones a 65 °C y 78 °C. 9.5.4 Ebullición Después de preparado el primer mosto, éste y las aguas de lavado se trasladan a una gran vasija de cobre, que es en realidad una caldera de cocción de la cerveza, donde se hacen hervir intensamente con lúpulo, o extractos de éste (que a veces se añaden de forma progresiva), durante dos horas por lo menos. Esta operación tiene varias finalidades: esterilizar el mosto y reducir su volumen por evaporación del agua; eliminar el sabor amargo del lúpulo y facilitar la precipitación de

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
cualquier proteína indeseable que haya permanecido en el mosto; lograr que las enzimas que no hubieran sido anuladas del todo anteriormente queden inactivadas por completo, lo cual evita que la cerveza llegue a estropearse más adelante, una vez embotellada o puesta en barriles. Después de la ebullición, el mosto se descarga a través de un lecho filtrante, constituido por el lúpulo agotado, y luego es enfriado, normalmente en intercambiadores de calor, y se procede a airearlo para facilitar la posterior fermentación. 9.5.5 Fermentación Cuando el mosto se halla a la temperatura ideal pare que comience la fermentación se añaden las levaduras. Estas levaduras son organismos microscópicos relacionados con los hongos y de los cuales existen varios miles de especies distintas. Hay muchas cepas de la levadura de la cerveza (Saccharomyces cerevisiae), si bien todas pueden agruparse en uno de estos dos grupos: las que se elevan a la superficie y las que durante la fermentación se hunden hasta el fondo, con lo que se consiguen cervezas por fermentación en fondo o en la superficie. La temperatura particular elegida influye sobre la calidad y la fuerza de la cerveza, y, puesto que las levaduras son un tipo de vegetales, la temperatura de fermentación también varía con las distintas épocas del año. Las cervezas blandas requieren temperaturas más elevadas que las cervezas fuertes. La acción de la levadura sobre el mosto es extraordinariamente compleja: da lugar a la formación de alcohol y dióxido de carbono, como productos principales, y otras muchas sustancias, tales como ácidos, esteres y glicerina, que influyen, todas y cada una de ellas, en el sabor y el aroma de la cerveza. En las cervezas de fermentación de fondo las levaduras se “siembran” a una temperatura que oscila entre 6 °C y 10 °C; la fermentación tarda unos ocho días en realizarse, después de lo cual la “cerveza cruda” se lleva a unos depósitos de almacenamiento, en los que permanece hasta tres meses (la palabra lager procede del alemán, “almacén”). La cerveza lager se mantiene a O 0C mientras se produce una segunda fermentación, que aclara el líquido y mejora su sabor. Las cervezas de tipo inglés comienzan a fermentar a los 15 0C, aproximadamente, temperatura que durante el proceso aumenta hasta 21 0C. La fermentación tarda de cinco a siete días, a los cuales sigue un periodo de maduración a baja temperatura, de unas tres semanas.
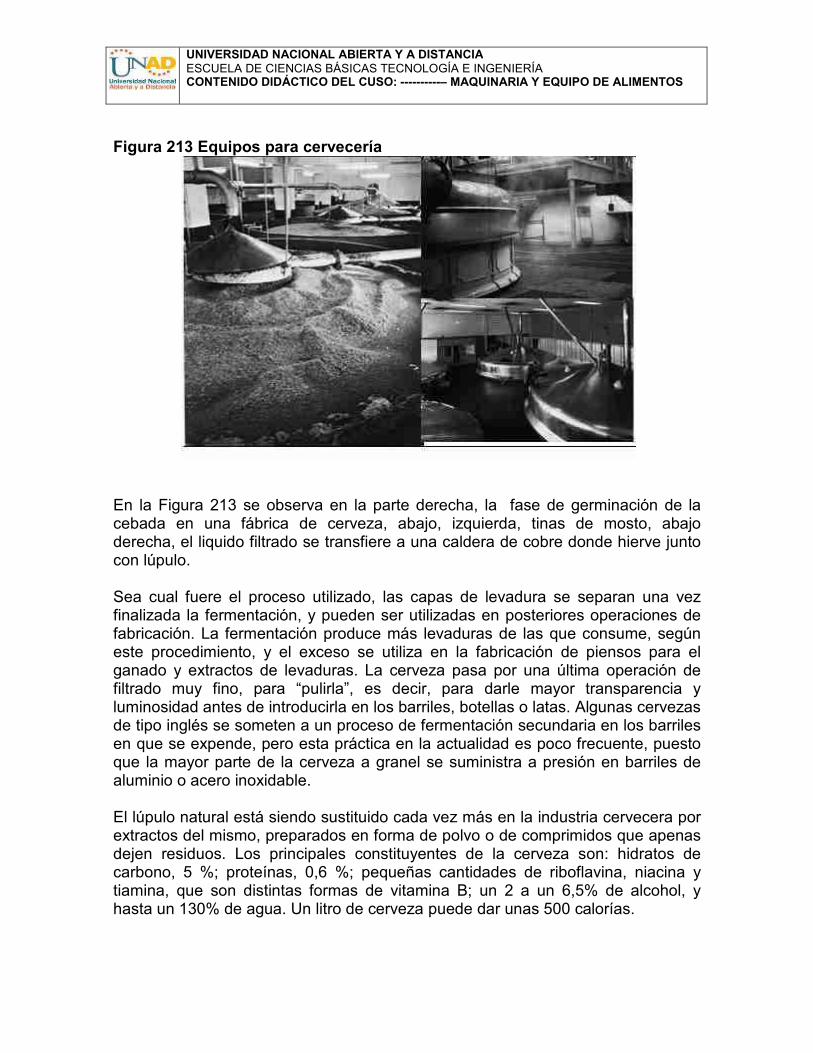
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
Figura 213 Equipos para cervecería
En la Figura 213 se observa en la parte derecha, la fase de germinación de la cebada en una fábrica de cerveza, abajo, izquierda, tinas de mosto, abajo derecha, el liquido filtrado se transfiere a una caldera de cobre donde hierve junto con lúpulo. Sea cual fuere el proceso utilizado, las capas de levadura se separan una vez finalizada la fermentación, y pueden ser utilizadas en posteriores operaciones de fabricación. La fermentación produce más levaduras de las que consume, según este procedimiento, y el exceso se utiliza en la fabricación de piensos para el ganado y extractos de levaduras. La cerveza pasa por una última operación de filtrado muy fino, para “pulirla”, es decir, para darle mayor transparencia y luminosidad antes de introducirla en los barriles, botellas o latas. Algunas cervezas de tipo inglés se someten a un proceso de fermentación secundaria en los barriles en que se expende, pero esta práctica en la actualidad es poco frecuente, puesto que la mayor parte de la cerveza a granel se suministra a presión en barriles de aluminio o acero inoxidable. El lúpulo natural está siendo sustituido cada vez más en la industria cervecera por extractos del mismo, preparados en forma de polvo o de comprimidos que apenas dejen residuos. Los principales constituyentes de la cerveza son: hidratos de carbono, 5 %; proteínas, 0,6 %; pequeñas cantidades de riboflavina, niacina y tiamina, que son distintas formas de vitamina B; un 2 a un 6,5% de alcohol, y hasta un 130% de agua. Un litro de cerveza puede dar unas 500 calorías.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
BIBLIOGRAFIA J. R. Hermida Bun Fundamentos de Ingeniería de Procesos Agroalimentarios Alberto Ibarz Ribas Operaciones unitarias en la ingeniería de alimentos Esperanza García Castelló Operaciones básicas: manual de aula Eduardo Orrego Alzate Procesamiento de alimentos A. A. P. P. A Introducción a la tecnología de alimentos María Teresa Sánchez y Pineda de las Infantas Procesos de elaboración de alimentos y bebidas Alfred Bartholomai Fábricas de alimentos: procesos, equipamiento, costos J. G. Brennan, Justino Burgos González Las operaciones de la ingeniería de los alimentos Albert Ibarz, Cánovas Operaciones unitarias en la ingeniería de alimentos Pierre Mafart, Emile Béliard Ingeniería industrial alimentaria Gustavo V. Barbosa-Cánovas, Li Ma, Blas Barletta, Alberto Ibarz Ribas Manual de laboratorio de ingeniería de los alimentos Shri K. Sharma, Steven J. Mulvaney, Syed S.H. RizviIngeniería de alimentos: operaciones unitarias y prácticas de laboratorio
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA ESCUELA DE CIENCIAS BÁSICAS TECNOLOGÍA E INGENIERÍA CONTENIDO DIDÁCTICO DEL CUSO: ----------– MAQUINARIA Y EQUIPO DE ALIMENTOS
CIBERGRAFIA http://bibliotecavirtual.unad.edu.co:2055/lib/unadsp/docDetail.action?docID=10239147&p00=operaciones%20unitarias%20ingenier%C3%ADa%20alimentos http://books.google.com/books?id=EnymzxtnscYC&printsec=frontcover&hl=es#v=onepage&q&f=false http://www.revistavirtualpro.com/ediciones/equipos_industriales_primera_entrega_equipos_de_transferencia_de_masa-2006-01-01_10 http://books.google.com/books?id=k5aduoRGsakC&printsec=frontcover&dq=bombas&hl=es&ei=dM4LTprxMMqbtweTtNmEAQ&sa=X&oi=book_result&ct=result&resnum=1&ved=0CC4Q6AEwAA#v=onepage&q&f=false http://www.pumps.org/content_detail.aspx?id=2212 http://books.google.com/books?id=v9IOAQAAIAAJ&pg=PA8&dq=molinos+de+martillos&hl=es&ei=CLsSTv7CF5PfgQf6wOzeDQ&sa=X&oi=book_result&ct=result&resnum=1&sqi=2&ved=0CEIQ6AEwAA#v=onepage&q=molinos%20de%20martillos&f=false http://books.google.com/books?id=fnQ9mGMH15oC&pg=PA845&dq=molinos+de+martillos&hl=es&ei=ZrwSTrf-CsLDgQeAoOCDDg&sa=X&oi=book_result&ct=result&resnum=4&sqi=2&ved=0CFAQ6AEwAw#v=onepage&q=molinos%20de%20martillos&f=false http://fluidos.eia.edu.co/hidraulica/articuloses/marcoarticulo.htm http://www.pumps-in-stock.com/diaphragm_pump_designs.html http://www.sapiensman.com/neumatica/neumatica_hidraulica9-A.htm http://www.sapiensman.com/neumatica/neumatica_hidraulica7.htm