lean maintenance
TRANSCRIPT

LEAN MAINTENANCE SESION 1

DEFINICIONES CONCEPTUALES DE MANTENIMIENTO
HISTORIA Y EVOLUCIÓN DEL MANTENIMIENTO.
A lo largo del proceso industrial vivido desde finales del siglo XIX, la función Mantenimiento ha pasado diferentes etapas. En los inicios de la Revolución Industrial, los propios operarios se encargaban de las reparaciones de los equipos.
Cuando las máquinas se fueron haciendo más complejas y la dedicación a tareas de reparación aumentaba, empezaron a crearse los primeros departamentos de mantenimiento, con una actividad diferenciada de los operarios de producción.
Las tareas en estas dos épocas eran básicamente correctivas, dedicando todo su esfuerzo a solucionar las fallas que se producían en los equipos.
A partir de la Primera Guerra Mundial, y sobre todo de la Segunda, aparece el concepto de Fiabilidad, y los Departamentos de Mantenimiento buscan no sólo solucionar las fallas que se producen en los equipos, sino sobre todo, prevenirlas y actuar para que no se produzcan.
Esto supone crear una nueva figura en los departamentos de mantenimiento: personal cuya función es estudiar qué tareas de mantenimiento deben realizarse para evitar las fallas, de tal manera que con esto se menore los costos de mantenimiento,pero con el firme propósito de buscar el aumentar y viabilizar la producción, a más de evitar pérdidas por averías y costos asociados.
Es así como aparece el MantenimientoPreventivo, el Mantenimiento Predictivo, elMantenimiento Proactivo, la Gestión deMantenimiento asistido por Ordenador, y elMantenimiento basado en Fiabilidad (RCM).
Mantenimiento Productivo Total
El RCM como estilo de gestión de mantenimiento, se basa en:el estudio de equipos,
en el análisis de los modos de fallo y
en la aplicación de técnicas estadísticas y tecnología de detección.
Podríamos decir que el RCM es una filosofía de mantenimiento básicamente tecnológica.
Para llegar al Mantenimiento Productivo Total (TPM), hubo que pasar por tres fases previas:
1. Siendo la primera de ellas el Mantenimiento de Reparaciones (o Reactivo), el cual se basa exclusivamente en la reparación de averías.
Solamente se procedía a labores de mantenimiento ante la detección de una falla o avería y, una vez ejecutada la reparación todo quedaba allí.
2. Con posterioridad y como segunda fase de desarrollo se dio lugar a lo que se denominó el Mantenimiento Preventivo. Con ésta metodología de trabajo se busca por sobre todas las cosas la mayor rentabilidad económica en base a la máxima producción, estableciéndose para ello funciones de mantenimiento orientadas a detectar y/o prevenir posibles fallosantes que tuvierar lugar.
3. En los años sesenta tuvo lugar la aparición del Mantenimiento Productivo, lo cual constituye la tercera fase de desarrollo antes de llegar al TPM. El Mantenimiento Productivo incluye los principios del Mantenimiento Preventivo, pero le agrega un Plan de Mantenimiento para toda la vida útil del equipo, más labores e índices destinamos a mejorar la Fiabilidad y Mantenibilidad.
A partir de los años 70 y 80, comienza a introducirse en el Japón el modelo inicial, en el que los operarios de producción se ocupen del mantenimiento de los equipos.
Se desarrolla así el TPM, o Mantenimiento Productivo Total, en el que algunas de las tareas que son normalmente realizadas por el personal de mantenimiento, son ahora realizadas por operarios de producción. Esas tareas transferidas son trabajos de limpieza, lubricación, ajustes, reaprietes de tornillos y pequeñas reparaciones.
Con esto se pretende conseguir que el operario de producción se implique en el cuidado de la máquina, siendo el objetivo último de TPM conseguir cero averías.
Como filosofía de mantenimiento, TPM se basa en la formación, activación e implicación del equipo humano, en lugar de la tecnología.
TPM y RCM, no son formas opuestas de dirigir el mantenimiento, sino ambas conviven en la actualidad en muchas empresas.
La relación entre Mantenimiento y Producción tal vez sea válida en entornos en los que no existe Gestión de Mantenimiento, donde Mantenimiento tan solo se ocupa de la reparación de las fallas que comunica Producción.
Pero esta situación es muy discutible cuando el Mantenimiento se gestiona, entendiendo por “gestionar tratar de optimizar los recursos que se emplean”. En estos casos, Producción y Mantenimiento son dos elementos igualmente importantes del proceso productivo.

CRECIMIENTO DE LAS ESPECTATIVAS DEL MANTENIMIENTO
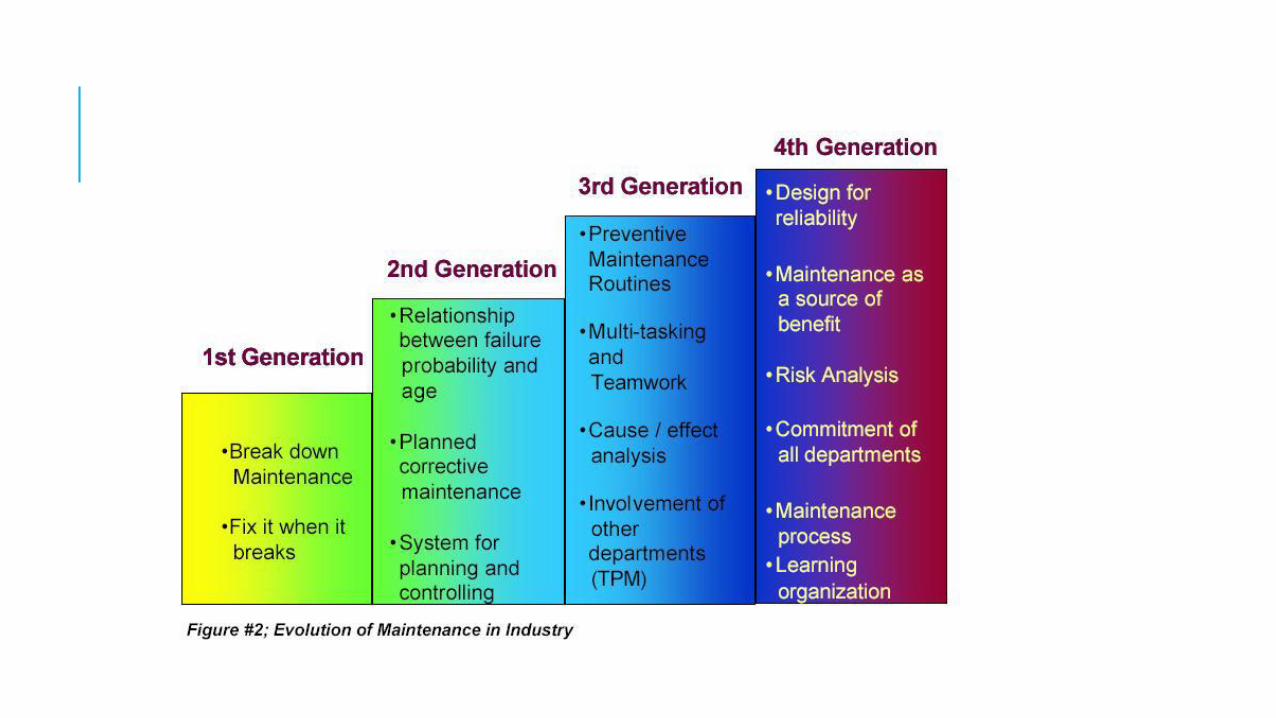
Desde 1930, la evolución del Mantenimiento puede trazarse a través de 3 generaciones:
LA PRIMERA GENERACIÓN.
Cubre el período hasta la segunda guerra mundial. La industria no era altamente mecanizada, una parada de máquina no afectaba mucho. Esto significó que la prevención de las fallas de los equipos no tuvo una alta prioridad en las mentes de la mayoría de los gerentes.
Muchos de los equipos fueron de diseños simples y sobre dimensionados, por lo que eran muy confiables y fáciles de reparar.
No hubo necesidad de un mantenimiento sistemático más allá de una simple limpieza, y rutinas de servicio y lubricación.
LA SEGUNDA GENERACIÓN.
Aumentó la demanda por bienes de toda clase, mientras que la disponibilidad de mano de obra cayó drásticamente. Esto permitió el ingreso de la mecanización. Las máquinas de todos los tipos fueron más numerosas y mucho más complejas. La industria comenzó a depender de ellas.
Las paradas de máquinas fueron enfocadas agudamente. Esto condujo a la idea de que las fallas de los equipos podrían y deberían preverse, lo que originó el concepto del Mantenimiento Preventivo y consistió principalmente de Overhauls de equipos realizados a intervalos fijos.
El costo del mantenimiento también comenzó a elevarse rápidamente respecto a otros costos operativos.
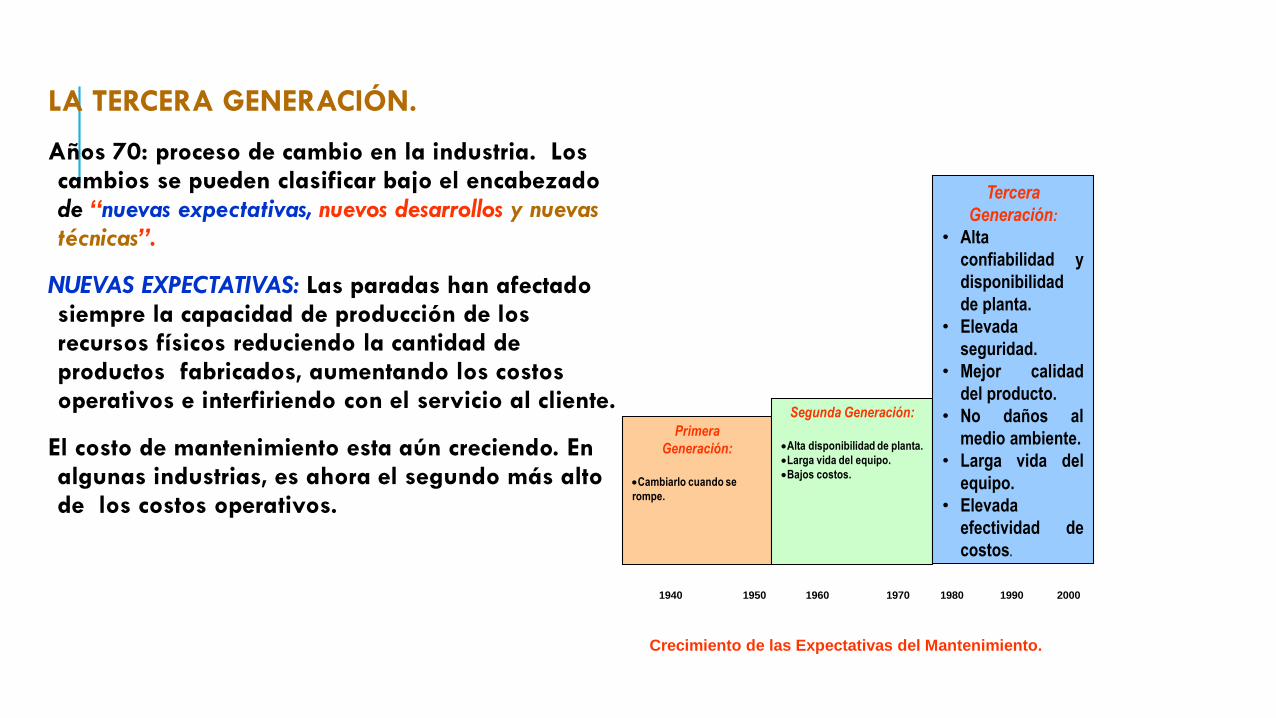
LA TERCERA GENERACIÓN.
Años 70: proceso de cambio en la industria. Los cambios se pueden clasificar bajo el encabezado de “nuevas expectativas, nuevos desarrollos y nuevas técnicas”.
NUEVAS EXPECTATIVAS: Las paradas han afectado siempre la capacidad de producción de los recursos físicos reduciendo la cantidad de productos fabricados, aumentando los costos operativos e interfiriendo con el servicio al cliente.
El costo de mantenimiento esta aún creciendo. En algunas industrias, es ahora el segundo más alto de los costos operativos.
Primera
Generación:
Cambiarlo cuando se
rompe.
Segunda Generación:
Alta disponibilidad de planta.
Larga vida del equipo.
Bajos costos.
Tercera
Generación:
• Alta
confiabilidad y
disponibilidad
de planta.
• Elevada
seguridad.
• Mejor calidad
del producto.
• No daños al
medio ambiente.
• Larga vida del
equipo.
• Elevada
efectividad de
costos.
1940 1950 1960 1970 1980 1990 2000
Crecimiento de las Expectativas del Mantenimiento.
NUEVOS DESARROLLOS:
Los nuevos desarrollos están cambiando mucho nuestras creencias más básicas acerca de la vida y la falla.
En esta etapa el antiguo punto de vista de la falla fue simple que como las cosas envejecían, estaban más dispuestas a la falla. Un aspecto creciente de la “mortalidad infantil” condujo en la segunda generación a la amplia creencia de la “Curva de la Bañera”
Si embargo, los desarrollos de la tercera generación han revelado que no sólo uno o dos sino seis modelos de falla ocurren en la práctica.
NUEVAS TECNICAS
Crecimiento explosivo en los nuevos conceptos y técnicas de mantenimiento.
Los nuevos desarrollos incluyen:
Herramientas de soporte de decisión: estudios aleatorios, análisis de modos, efectos de falla y sistemas expertos.
Nuevas técnicas de mantenimiento: el monitoreo de condición.
Diseño de equipos con mucho mayor énfasis en la Confiabilidad y Mantenibilidad.
Un cambio mayor en los pensamientos organizacionales hacia una participación: trabajo en equipo y flexibilidad.
El mayor desafío que encara la gente de mantenimiento en estos tiempos no es sólo aprender como son estas técnicas, sino decidir
cual es buena y cual no para su organización.
Los desafíos claves que encaran los modernos gerentes de mantenimiento se pueden resumir en los siguientes:
Seleccionar las técnicas más apropiadas.
Tratar con cada tipo de proceso de falla.
Llenar todas las expectativas de los dueños de los recursos, los usuarios de los recursos y de la sociedad en su conjunto.
La forma más duradera y efectiva de costos.
Con la activa participación y cooperación de todas las personas involucradas.
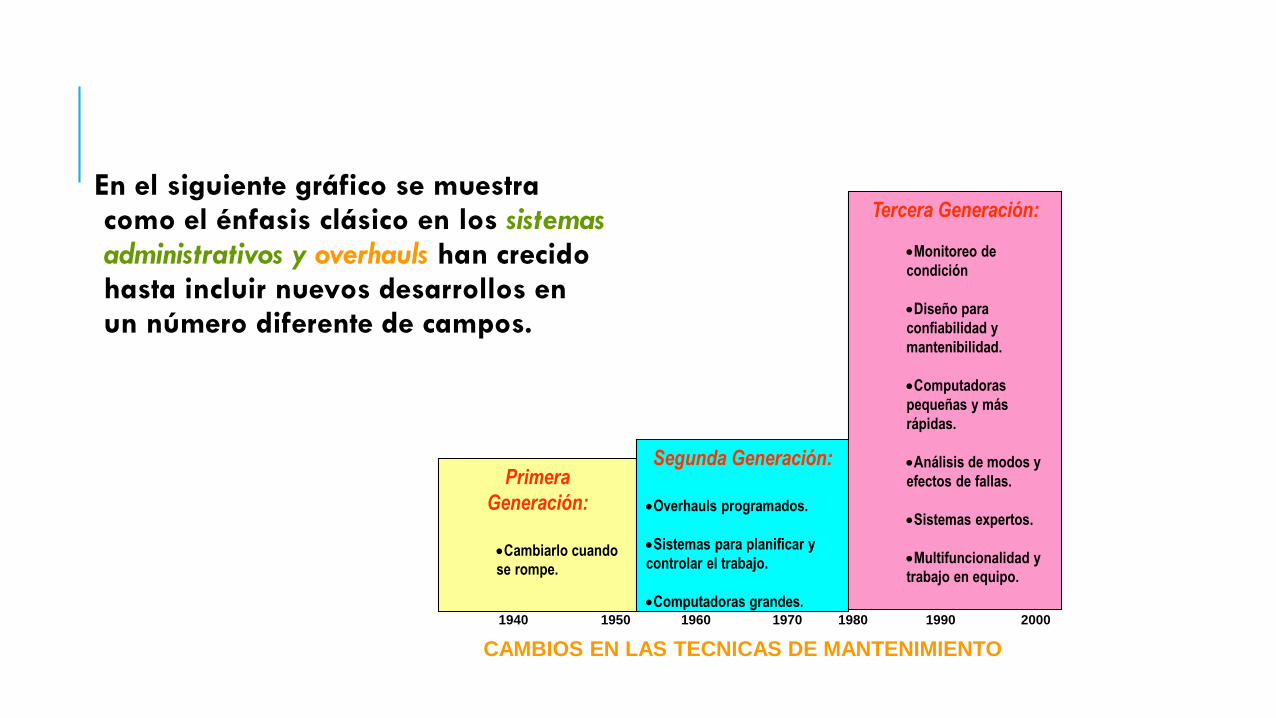
En el siguiente gráfico se muestra como el énfasis clásico en los sistemas administrativos y overhauls han crecido hasta incluir nuevos desarrollos en un número diferente de campos.
Primera
Generación:
Cambiarlo cuando
se rompe.
Segunda Generación:
Overhauls programados.
Sistemas para planificar y
controlar el trabajo.
Computadoras grandes.
Tercera Generación:
Monitoreo de
condición
Diseño para
confiabilidad y
mantenibilidad.
Computadoras
pequeñas y más
rápidas.
Análisis de modos y
efectos de fallas.
Sistemas expertos.
Multifuncionalidad y
trabajo en equipo.
1940 1950 1960 1970 1980 1990 2000
CAMBIOS EN LAS TECNICAS DE MANTENIMIENTO

¿QUÉ ES EL MANTENIMIENTO?
"El trabajo de mantener algo en buen estado; mediante el mantenimiento"
Mantenimiento. Es el control de gestión, la ejecución y la calidad de las actividades que garantizar niveles óptimos de la disponibilidad y el rendimiento general de la planta se van a cumplir los objetivos de negocio logrados.
Nada dura para siempre
MANMTENIMIENTO. CONJUNTO DE TÉCNICAS, destinadas a conservar equipos e instalaciones en servicio durante el mayor tiempo posible (buscando la más alta disponibilidad) y con el máximo rendimiento.
El Mantenimiento Industrial, …….., es una compleja actividad Técnico-Económica que tiene por finalidad la conservación de los activos de la empresa, maximizando la disponibilidad de los equipos productivos, tratando que su gestión se lleve a cabo al menor costo posible
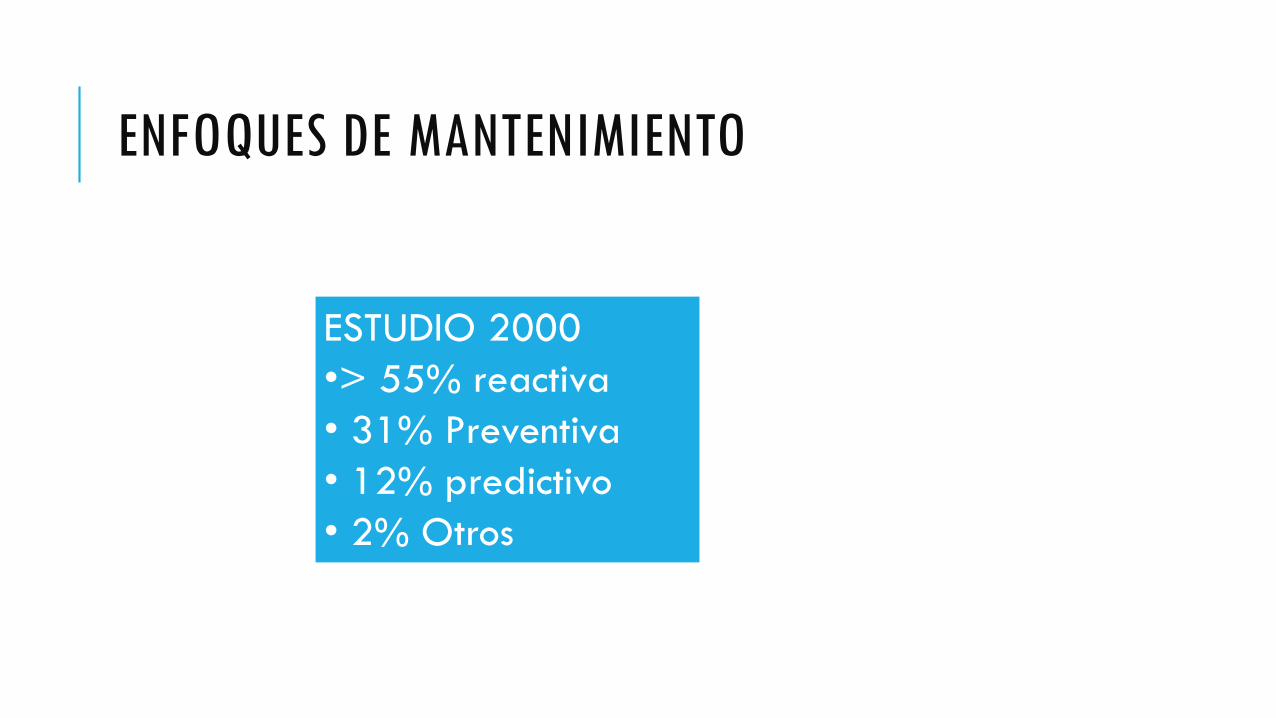
ENFOQUES DE MANTENIMIENTO
ESTUDIO 2000
•> 55% reactiva
• 31% Preventiva
• 12% predictivo
• 2% Otros
DEFINICIÓN DE TPM
Enfocado a conseguir el uso mas eficaz del equipo (mejorar la eficacia global)
Establece un sistema de mantenimiento productivo en toda la empresa. Incluye prevención del mantenimiento, mantenimiento preventivo y mantenimiento relacionado con las mejoras
Exige el involucramiento de todos los departamentos de los diseñadores del equipo. Operarios del equipo y operarios del departamento de mantenimiento
Todos los empleados están activamente involucrados desde la alta dirección hasta los operarios
Promociona y lleva a cabo PM a través de la gestión de la motivación, basado en actividades autónomos en grupos pequeños.
El TPM es un sistema innovador para hacer el mantenimiento del equipo, a
través de las actividades de día con día realizadas por los obreros y por el total
de la organización

LEAN MAINTENANCE
Historia de Lean
El Lean inicia gracias a 2 personas llamadas Taiichi Ohno y Shigeo Shingo. Japón se da cuenta de la buena productividad que tiene las empresas estadounidenses, pero al incorporarlas identifican algunos defectos que tenían y empiezan a solucionar los problemas eliminando las actividades que producían desperdicio de recursos. El concepto Lean nace gracias a la investigación realizada por James P. Womack y Daniel T. Jones de la universidad de Massachusetts Institute of Technology la cual se basa en la evolución de los sistemas de producción en la industria automotriz, al aprender lo que sucedía lo llamaron Lean Manufacturing.
LEAN
Lean es un sistema y filosofía de mejoramiento de procesos de manufactura y servicios basado en la eliminación de desperdicios y actividades que no agregan valor al proceso. Permitiendo alcanzar resultados inmediatos en la productividad, competitividad y rentabilidad del negocio
LA DEFINICIÓN POPULAR DE LEAN
Se trata de un amplio conjunto de técnicas que,cuando se combina y madura, le permitirán reduciry luego eliminar los siete desperdicios. Este sistemano sólo hará que su empresa más ágil, peroposteriormente más flexible y más sensiblemediante la reducción de residuos.
¿QUÉ ES LEAN?
El TPS se utiliza a menudo de manera intercambiable con los términos de Manufactura Esbelta y Producción Lean. En cuanto a las cuestiones técnicas de TPS y Lean, voy a utilizar con frecuencia estos términos indistintamente. Se llama Lean porque, al final, el proceso se puede ejecutar:
El uso de menos material
Exigir menos inversión
Usar menos el inventario
Consumir menos espacio y
El uso de menos gente
Aún más importante, un proceso Lean, ya sea el TPS u otro, se caracteriza por un flujo y la previsibilidad que reduce severamente la incertidumbre y el caos de las plantas de fabricación típicos. Es no sólo económicamente y físicamente Lean, es emocionalmente mucho más delgados que las instalaciones no magras. La gente trabaja con una mayor confianza, con mayor facilidad, y con mayor paz que el típico caótica, reaccionaria-cambio-el-plan de hora-y-luego-todavía-trabajo-tiempo extra-and-entonces-todavía-acelerar-lo-todo planta de fabricación.
LEAN Y EL SISTEMA DE PRODUCCIÓN TOYOTA
Para profundizar en la profundidad de lo que un sistema Lean Manufacturing realmente es, vamos a mirar profundamente en el TPS. No porque el TPS es el mejor sistema de Lean alrededor, aunque puede ser. Yo puedo decir que es el mejor que he visto. Más bien, nos fijamos en el TPS, ya que es el sistema mejor documentado y se ha demostrado durante un tiempo muy largo. No sólo se ha probado, pero destaca como el ejemplo de "Lean hecho muy bien."
SU FILOSOFÍA
En el corazón de Lean es su filosofía, que es una filosofía a largo plazo del crecimiento mediante la generación de valor para el cliente, la sociedad y la economía con los objetivos de reducción de costes, la mejora de los tiempos de entrega, y la mejora de la calidad a través de la eliminación total de los residuos .
El concepto “Lean” también se aplica a otros campos:
“Lean Production”,
“Lean Management” o
“Lean Logistics”.
Aplicado a organizaciones se denomina “Lean Think”.
La filosofía Lean tiene como objetivo crear actividades, procesos de trabajo e incluso organizaciones eficientes, sin despilfarros y coste mínimo, en las que prime la rapidez en la capacidad de respuesta, la visión en el cliente y la mejora continua.
El objetivo principal es el aumento de la eficiencia del sistema de gestión o del modelo productivo / atención al cliente.
APLICACIÓN Y VENTAJAS DE LA METODOLOGÍA LEAN ¿PARA QUÉ SIRVE EL LEAN? Lean sirve para mejorar rápidamente el sistema de trabajo y hacerlo de forma sostenible. Eliminando sistemáticamente los desperdicios de la organización, se reducirá el consumo de recursos y aumentará la capacidad de la organización.
Lean apuesta por un flujo continuo de trabajo que se adapte a los requerimientos del cliente o de la organización, funcionando con stocks mínimos y una gran capacidad de adaptación del sistema
METODOLOGÍA DEL SISTEMA LEAN
ha evolucionado, dentro del marco PDCA (PDCA: Planifica (Plan), Haz (Do), Comprueba (Chek), Actúa (Act) ) de mejora continua, desde el modelo TPS (Toyota Production System ) de Toyota.
Lean se basa en tres pilares:
1.Gestión centrada en el mercado con prioridad en el servicio
2.La organización: el conjunto de las personas y los recursos
3.Herramientas para asegurar la eficiencia del trabajo de la organización
PRINCIPIOS BÁSICOS DEL LEAN Focalizado en el tiempo: velocidad. Ante la petición de un cliente debemos asegurarnos de que podemos atenderle con rapidez, en la cantidad demandada y con la calidad esperada. NO SE PUEDE ADMITIR NINGÚN ERROR.
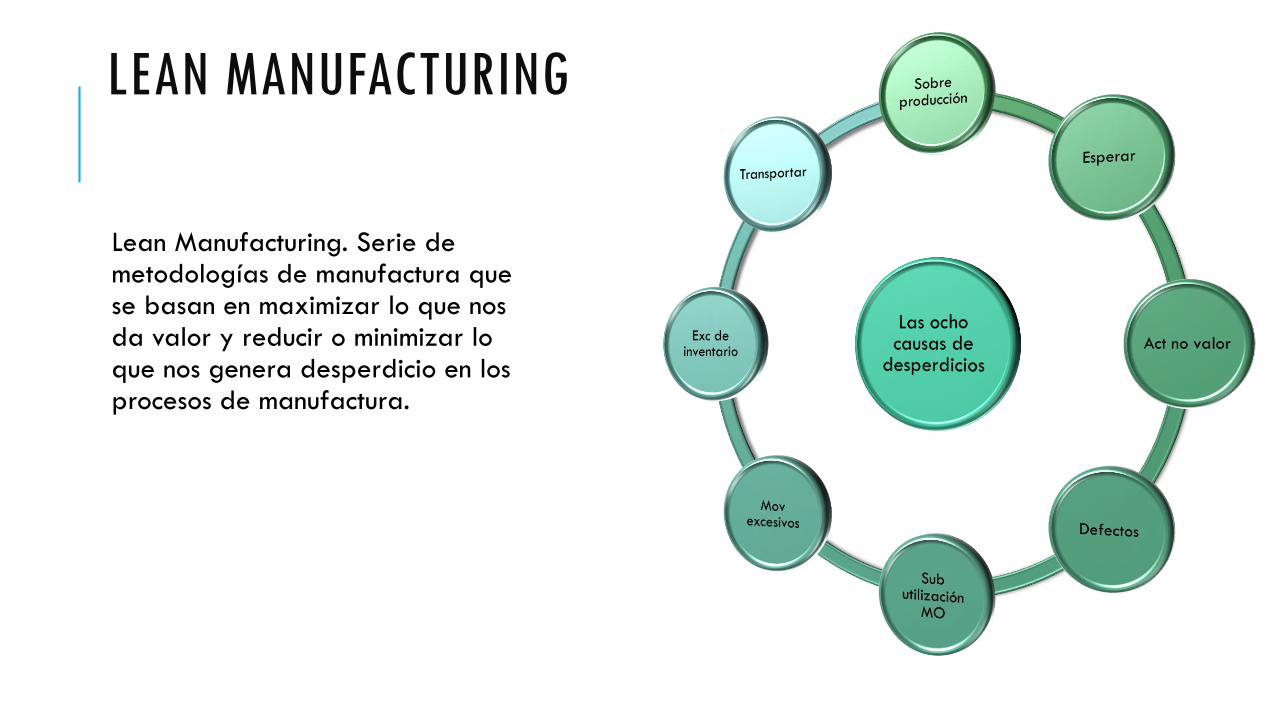
Eliminar el despilfarro. Los despilfarros son los elementos que lastran a la organización y la hacen incapaz de competir en el mercado. Hay ocho tipos de despilfarros identificados4, siete son propios del sistema productivo y el octavo pertenece al ámbito de los recursos humanos. Sobreproducción, Transporte innecesario, Inventario, Movimientos innecesarios, Defectos, Sobreprocesado, Esperas, RRHH mal asignados.
Finalmente obtendremos un proceso estable, óptimo y eficiente en el que no habrá ineficiencias y que tomaremos como estándar pudiendo procedimentarlo y que, sin embargo, será revisado permanentemente, mediante unos indicadores, para asegurarnos de que sigue siendo válido
PREGUNTAS CLAVE PARA CREAR PROCESOS LEAN EN CUALQUIER ORGANIZACIÓN.
Las preguntas claves para la creación de valor son:
1.¿Cuáles son los procesos claves de su organización?
2.¿En qué medida se desempeñan estos procesos para aportar valor al cliente y beneficio para su organización?
3.¿Cuál es la demanda para cada proceso?
4.¿Cuáles son los mínimos tipos de trabajo posibles para conseguir obtener el máximo rendimiento?
5.¿Cómo podemos crear estabilidad y transformar el trabajo impredecible en predecible y planificado?
6.¿Cómo podemos hacer fluir este trabajo predecible a través de la organización, sin retrasos, errores, retrabajos e ir “apagando fuegos”?
7.¿Cómo debe trabajar la organización para crear este flujo y mantenerlo en el tiempo?
Los procesos clave de la organización son los que añaden valor al cliente, cualquier proceso que no añade valor al cliente es un desperdicio.
En este caso se nos presentan dos tipos de procesos o actividades sin valor:
Actividades o procesos sin valor añadido para el cliente pero necesarias.
Actividades o procesos sin valor añadido para el cliente e innecesarios.
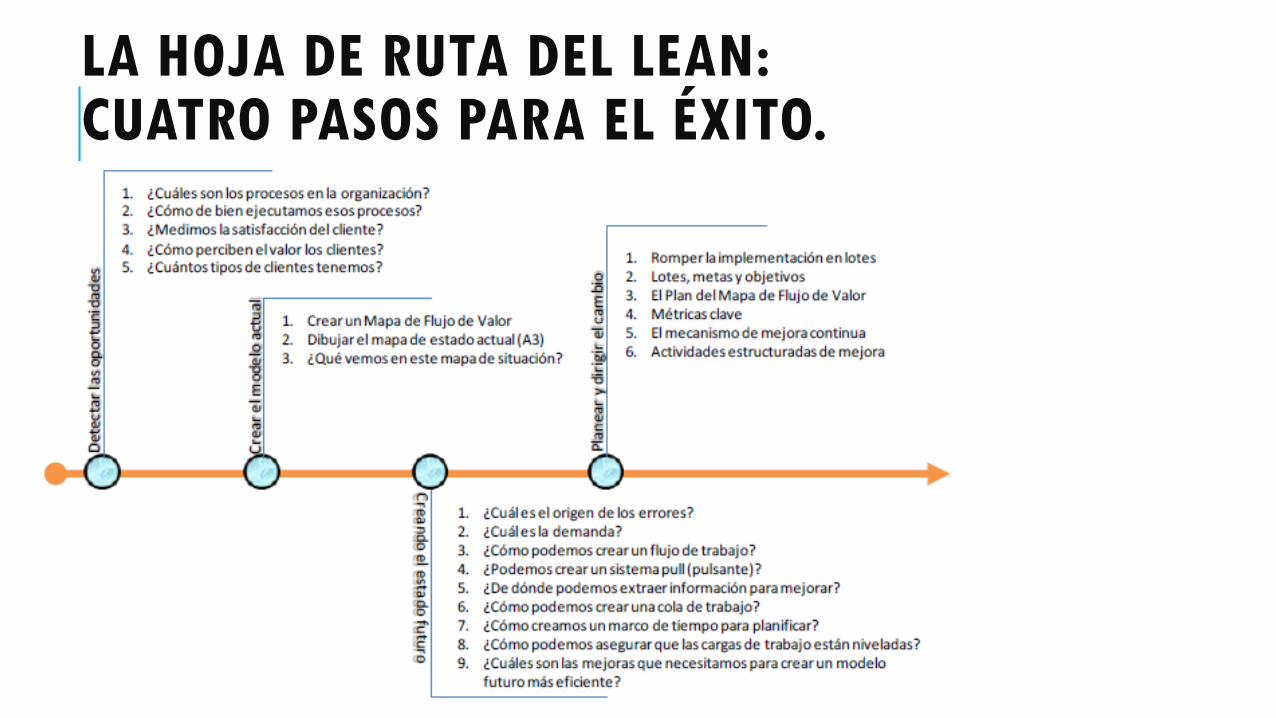
LA HOJA DE RUTA DEL LEAN: CUATRO PASOS PARA EL ÉXITO.
Beneficios de Lean.menos esfuerzo de las personas
menos equipos necesario
reducción de tiempo
requiere menos espacio
reducción de costos
Provee flexibilidad en el programa de producción
Eliminación de riesgos por seguridad
Mejora la Calidad debido a que la calidad es asunto de todo el personal y no solo de un departamento.
Aumenta el compromiso del empleado, ya que el operador termina conociendo el proceso productivo y logra tomar decisiones para mejorarlo.
Reduce el desperdicio
Mejora la confiabilidad del equipo.
Reduce los niveles de inventario
Reducción de tiempo de respuesta ya que nos permite reducir los tiempos de cambio.
LA CONCLUSIÓN Y EL SECRETO DEL LEAN
La metodología Lean ha conseguido movilizar los recursos intelectuales del personal operativo, mandos intermedios y directivos.
En el cerebro y en el corazón del propio personal se encuentran los principales recursos de toda organización.
Sin duda es una observación obvia, increíblemente sencilla e, inexplicablemente, siempre ha sido desatendida.
El secreto de la implantación de la filosofía Lean radica en saber imbuir a la organización de la cultura Lean, con las técnicas exactas, para poder extraer todo el potencial humano y hacer que la implantación y el éxito de la empresa sea un trabajo de todos.

LEAN THINKING
La parte fundamental en el proceso de desarrollo de una estrategia esbelta es la que respecta al personal, ya que muchas veces implica cambios radicales en la manera de trabajar, algo que por naturaleza causa desconfianza y temor.
Lo que descubrieron los japoneses es, que más que una técnica, se trata de un buen régimen de relaciones humanas.
En el pasado se ha desperdiciado la inteligencia y creatividad del trabajador, a quien se le contrata como si fuera una máquina.
Es muy común que, cuando un empleado de los niveles bajos del organigrama se presenta con una idea o propuesta, se le critique e incluso se le calle.
A veces los directores no comprenden que, cada vez que le ‘apagan la idea’ a un trabajador, están desperdiciando dinero.
El concepto de Manufactura Esbelta implica la anulación de los mandos y su reemplazo por el liderazgo. La palabra líder es la clave.

LEAN ENTERPRISE
Para que una empresa comience a transformarse en “Empresa Esbelta” (lean enterprise) es necesario que desarrolle un amplio sentido de detección y no tolerancia a ningún tipo de desperdicio, y no es responsabilidad solo de los departamentos de manufactura, es en toda la organización, con todas las personas que allí están involucradas, así cuando existe esta conciencia de intolerancia a los desperdicios las personas son mucho más proactivas buscando y realizando mejoras, también comienzan a identificar desperdicios en las funciones administrativas y gerenciales, las cuales tradicionalmente se les consideraba exentas de estas iniciativas.
Empresas Lean trabajan diligentemente para reducir los residuos en todas sus formas en todos los departamentos y la actividad de la organización contrate adentro empresas Lean reducir o eliminar el papeleo, mejorar los acuerdos de la cadena de suministro, mejorar la contratación y capacitación procesos, ofrecer oportunidades de desarrollo de empleados, y muchas actividades de este tipo.
Para comenzar su transformación hacia una empresa esbelta le recomiendo comenzar por:
1 – Aprender. Desarrolle un alto nivel de comprensión de los desperdicios de un proceso dado.
2 – Enseñar. Haga que todos en su empresa tengan el mismo nivel de comprensión que usted
3 – Practicar. Aprenda a ver, si, es importante que aprendan a detectar desde lejos un desperdicio
4 – Participación. Desarrolle un alto nivel de intolerancia de esos desperdicios por todos y cada una de las personas en su organización, no importa si alguien de contabilidad indica un desperdicio en el piso de producción (de hecho eso sería fantástico) y viceversa, si alguien del piso de producción apunta una actividad de valor no agregado en recursos humanos.
5 – No trate de mejorar nada, solo elimine esos desperdicios. Sí, es distinto pensar en eliminar un desperdicio que pensar en mejorar un proceso, lo digo por la connotación de involucramiento científico que tiene el mejorar un proceso, pero el eliminar un desperdicio, le aseguro que cada uno en nuestra organización tiene una buena idea para lograrlo.
Lean Enterprise tiene como objetivo capacitar a la empresa para producir y entregar cualquier producto de su línea de productos cualquier día, al menor costo y con la calidad que supere las expectativas de los clientes.
Listo, ya comenzó a buscar la verdadera transformación hacia la excelencia operacional mediante una empresa esbelta.

LEAN PROCESS
LEAN PROCESS
Lean es una metodología que nos incentiva a realizar un cambio en la forma de pensar y nos proporciona la siguiente idea: ”Los procesos le generen valor al cliente” y ahora la pregunta es cómo logramos este cambio.Para que los procesos generen valor se debe iniciar mediante la reducción de los desperdicios o actividades que no agregan valor. Lean process nos cambia la cultura de la empresa por una de mejora continua gracias a su perseverancia de obtener mejores resultados reduciendo los desperdicios en la organización diariamente.
Puedes ver que las personas le cambian el nombre como simplemente lean, Lean Production, sistema de producción Toyota (TPS), lean manufacturing y manufactura esbelta entre otros..
Cuál sería el pensamiento Lean que debemos tener:
Como dijimos anteriormente el Lean nos cambia la forma de pensar y por ende tiene varios principios fundamentales para obtener el máximo valor agregado en nuestro proceso.
Tener mínimo inventario
Fabricar solo lo que se consume
Utilizar únicamente la capacidad necesaria
Tener una Producción nivelada
Si observas bien este pensamiento nos invita a mejorar en todas las áreas del proceso de producción o de servicio y es mediante las herramientas LEAN que nos ayudan a ver en forma obvia las oportunidades de mejora.

LEAN MANUFACTURING
LEAN MANUFACTURING
Lean Manufacturing. Serie de metodologías de manufactura que se basan en maximizar lo que nos da valor y reducir o minimizar lo que nos genera desperdicio en los procesos de manufactura.

LEAN MAINTENANCE
LEAN MAINTENANCE
Lean maintenance. Es una operación de mantenimiento proactivo que emplea actividades de mantenimiento planificado y programado a través del mantenimiento productivo total (TPM), usando estrategias desarrolladas a través de la aplicación de la decisión lógica del mantenimiento centrado en la confiabilidad (RCM) y practicada por equipos empoderados (autodirigidos), usando procesos de 5s, eventos de mejora KAIZEN y mantenimiento autónomo, junto con técnicos de mantenimiento con multi-habilidades, a través del uso comprometido de su sistema de orden de trabajo y su sistema computarizado de gestión del mantenimiento (CMMS: computermanaged maintenance system) o sistema de gestión de activos (EAM: enterprise asset management).
Mantenimiento Lean. Es un término relativamente nuevo, acuñado en la última década del siglo XX, sus principios están establecidas en el Mantenimiento Productivo Total (TPM).
Mantenimiento Lean
Toma el peso de Lean Manufacturing
Aplica algunas técnicas nuevas del concepto de TPM para hacer una ruta de implementación más estructurada.
Rastreando sus raíces. Empiezan en la fabrica Ford, con refinamientos modernos en la fabrica japonesa, específicamente el Sistema de Producción Toyota (TPS)
Lean busca eliminar todas las formas de residuos en el proceso de fabricación, incluidos los desperdicios en la operación de mantenimiento.
Lean Maintenance. Se basa en Lean Manufacturing y no aborda el mantenimiento.
Lean Think
premisa de Lean Manufacturing y Lean maintenance
originalmente se basó en los procesos de fabricación.
El tiempo, ha desenmascarado las dificultades del concepto “Lean" en las:
operaciones de apoyo de la producción,
áreas adyacentes al proceso de producción - fabricación,
como el mantenimiento sin la presencia de algunas condiciones previas.
Después de establecer inicialmente un terreno común, el resto del tema de exposición es Lean Maintenance.
El mantenimiento lean (esbelto) es definido como la entrega de servicios de mantenimiento a sus clientes con el menor desperdicio posible o producir un resultado deseable de mantenimiento con los menos insumos posibles.
Para mejorar la producción y reducir costos, las grandes fabricas y los grandes procesos tecnológicos han operacionalizado el concepto Lean Enterprise, adoptando el enfoque en toda infraestructura y todos los sistemas de la organización.
Las plantas aceleran mejoras con un riesgo mucho menor a través de la eliminación de los defectos que generen trabajo e impiden la eficiencia de la producción.
La optimización de la función de mantenimiento en primera instancia será aumentar la disponibilidad del mantenimiento en el tiempo para hacer mejoras y reducir los defectos que provocan paradas de producción.
Por lo tanto la reducción de costos y mejora de la producción son los resultados inmediatos del establecimiento de operaciones del mantenimiento Lean, siendo el primer paso de la transformación global Lean Enterprise.
OBJETIVOS DEL MANTENIMIENTO ESBELTO
Uno de los principales objetivos del Mantenimiento Esbelto es implantar una filosofía de Mejora Continua que permita a las compañías reducir sus costos de Mantenimiento, mejorar los procesos relacionados y eliminar los desperdicios para aumentar la confiabilidad operacional y disponibilidad de los activos a fin de agregar valor a los procesos productivos y contribuir a mantener el margen de utilidad.
Mantenimiento de Lean. A continuación describimos todos los procesos de implementación Lean
incluyendo técnicas para sacar el máximo provecho de la aplicación de cada proceso y
toda la planificación y requisitos secuenciales para realizar la transformación del mantenimiento Lean
incluyendo metodologías e información de fondo.
Con lo que pretendo que el volumen mantenimiento Lean sea referencia rápida para ayudar usted durante su viaje real a través de la transformación Lean.
Intentado que, a través de la amplia utilización de: gráficos, tablas y listas de control, hacer una sola pieza de información, así como la suma de toda la información, sea fácil de localizar y fácil de entender.
HERRAMIENTAS DE LEAN MAINTENANCE
H.DIAGNOSTICO.
VSM y LAYOUT. Actual
VSM y LAYOUT. Futuro
H.OPERATIVAS
5´S
SMED
TPM
KANBAN
H.SEGUIMIENTO
Gestión Visual
KPT´s

http://www.manufacturainteligente.com/lean-process-y-las-
herramientas-que-necesitas-para-implementarlo/
HERRAMIENTAS DEL LEAN MAINTENACE
Lean es una filosofía de trabajo que precisa de ciertas herramientas para poder tener éxito en el proceso de mejora. Cada una de estas herramientas tiene una función específica y debe usarse de forma conjunta con el triple propósito de detectar el despilfarro, eliminarlo y evitar que se produzca de nuevo.
Cabe señalar las herramientas del mantenimiento LEAN que se pueden aplicar para coadyuvar el esfuerzo de disminución de los recursos o esfuerzos de acuerdo a lo escrito por (Womack, jones and roos “The machine that changed the Word” Mc Millan, N.Y.1990) y (“LEAN Maintenance for lean manufacturing” Howard C. Cooper). Dejando claro 10 herramientas que es necesario examinarlas para fortalecer la idea del LEAN.
60% del tiempo del
personal de
mantenimiento
se derrocha en
actividades que no
agregan valor…..
¡DESPERDICIO!
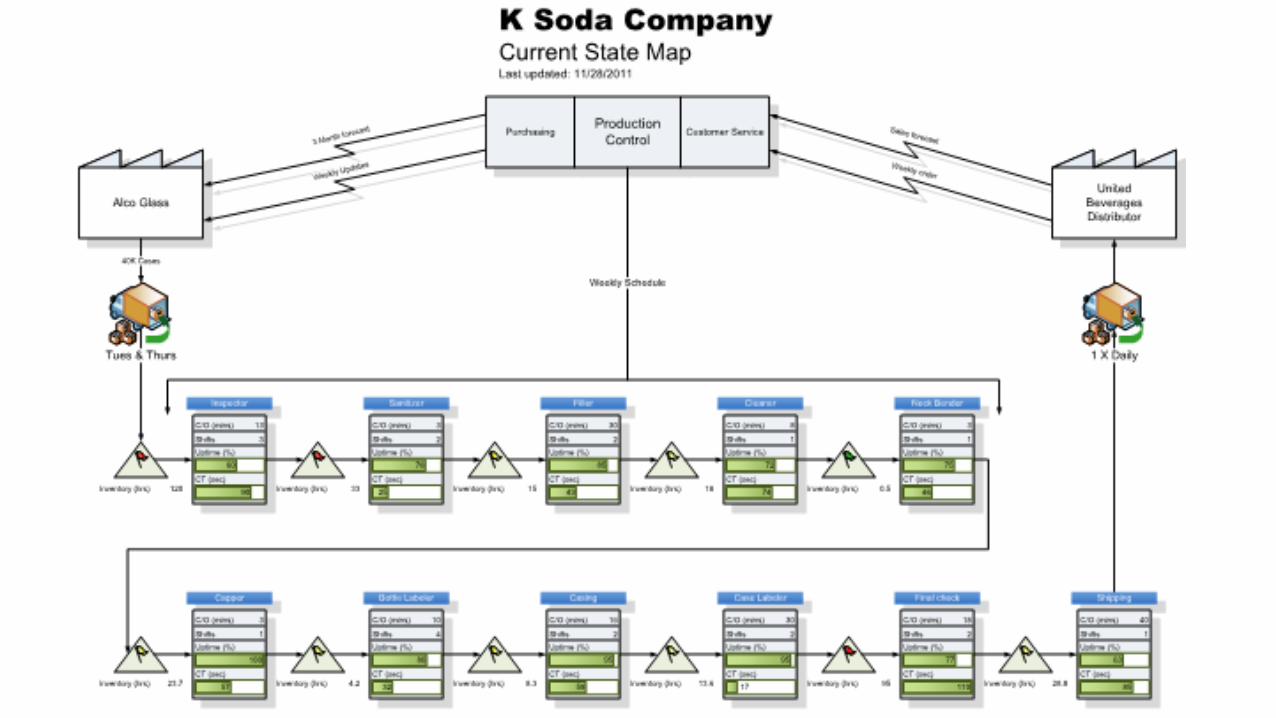
VALUE STREAM MAPPING O MAPA DE LA CADENA DEL VALOR:
Esta es una herramienta visual que permite identificar todas las actividades (ver grafica No 1. Cadena de valor de mantenimiento) de planeación y fabricación de un producto o servicio, con el único fin de encontrar oportunidades de mejoramiento que tenga un impacto, sobre toda la cadena y no de procesos aislados del sistema.
Se puede también hacer una diagramación de dos mapas, uno del presente y otro del futuro, facilitando la visualización de lo que hay actualmente versus la condición deseada o lo llamado ideal.
Es importante entender que cuando se hace el grafico de la cadena de valor y se colocan los procesos o actividades que se emplean para alcanzar un producto materializado y en ese proceso se observa que una actividad se encuentra en un área específica y no aporta valor para la producción del producto, esa actividad se debe eliminar de la empresa o restructurar su posición dentro de la organización.
El mapa también permite hacer un seguimiento de los diferentes procesos asignándole unos indicadores ya sean de gestión o de producto y de la misma forma visual se le asigna unos colores de semáforo o como se desee para que de una manera ágil saber el estatus del proceso.
Es decir Verde para lo que funciona, cumple y tiene recursos; amarillo para identificar que se encuentra en espera la asignación de recursos ya existentes o se encuentra en trámite una ejecución pero no tiene ningún limitante; color rojo para aquellos procesos que se encuentran estáticos por falta de recursos, o necesita de algún impulso de la organización para que inicie su funcionamiento.
En aplicaciones de mantenimiento, fabricación, procesos industriales, etc., se debe contar con un mapa macro procesos donde se hace el seguimiento como lo explique anteriormente, por semaforización, ahora bien lo importante no es tener un cuadro amigable a la vista, lo que realmente importa son las acciones de corrección y de aseguramiento de la calidad, donde un error que impacte en el funcionamiento de la organización, se tomen las medidas pertinentes para que no vuelva a suceder.
La herramienta informática es el Microsoft Visio. Process simulator.
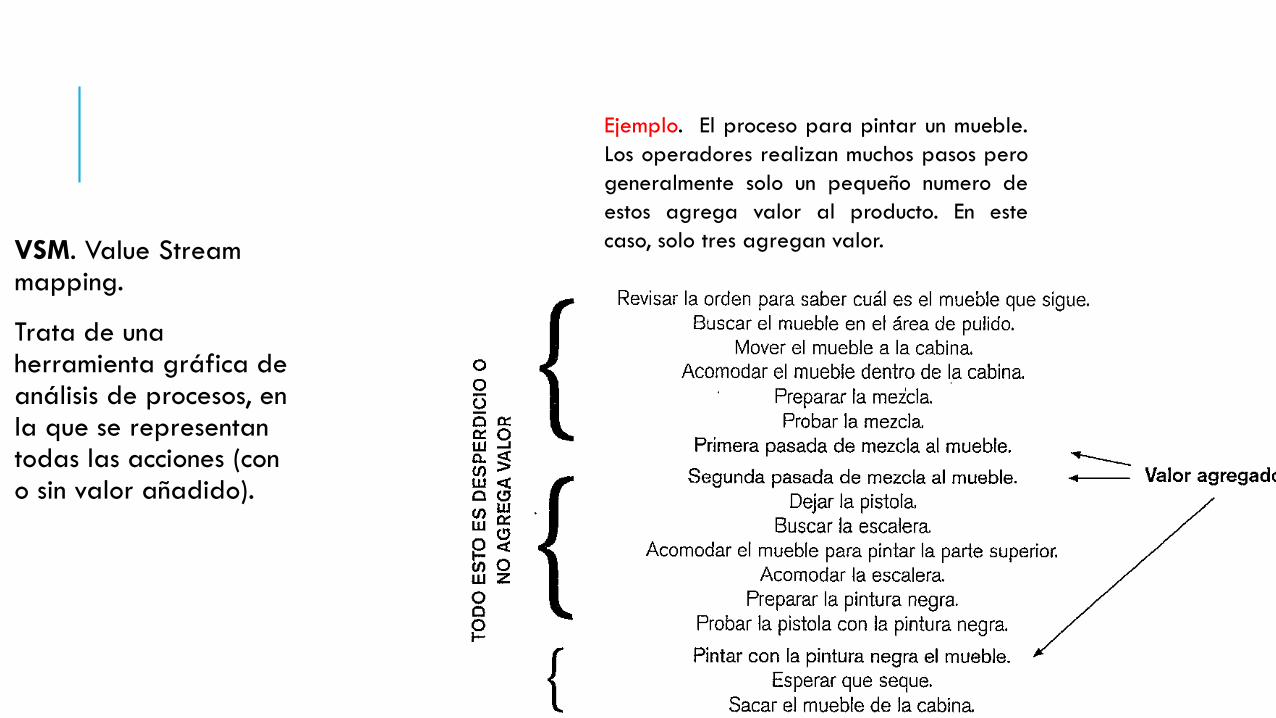
VSM. Value Streammapping.
Trata de una herramienta gráfica de análisis de procesos, en la que se representan todas las acciones (con o sin valor añadido).
Ejemplo. El proceso para pintar un mueble.
Los operadores realizan muchos pasos pero
generalmente solo un pequeño numero de
estos agrega valor al producto. En este
caso, solo tres agregan valor.
QUE ES VSM
FICHA DE DIAGNOSTICO
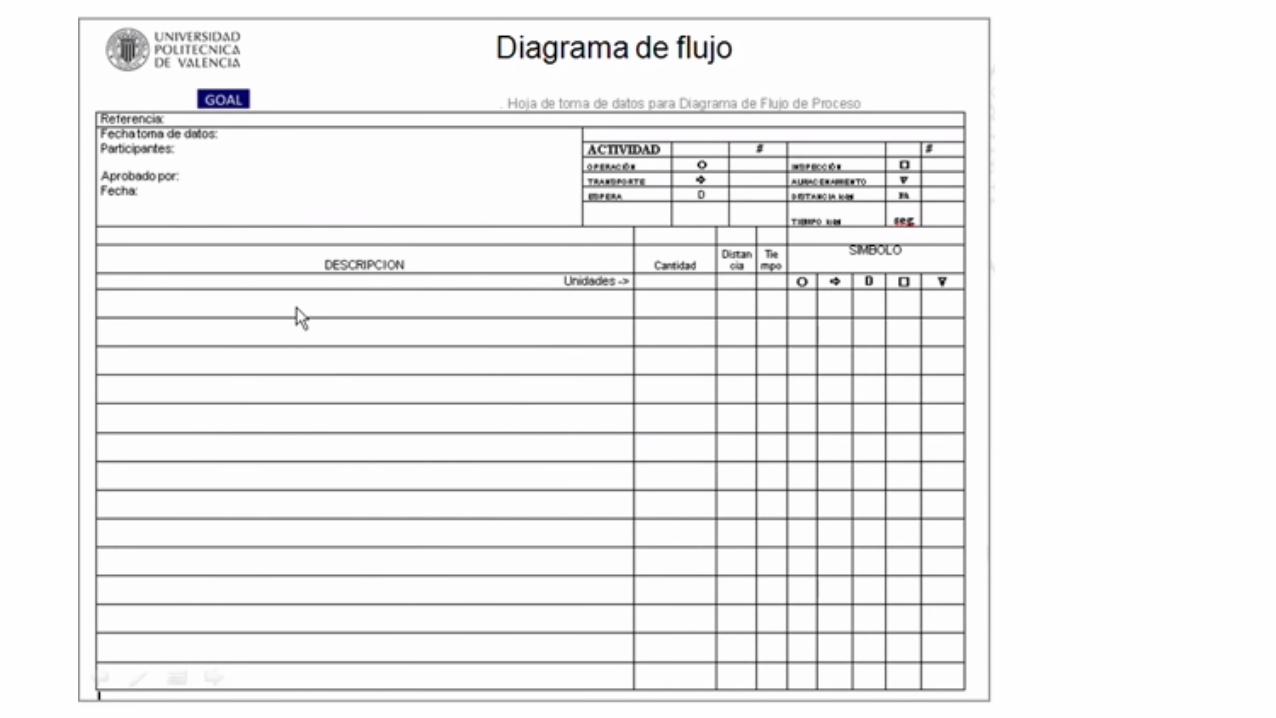
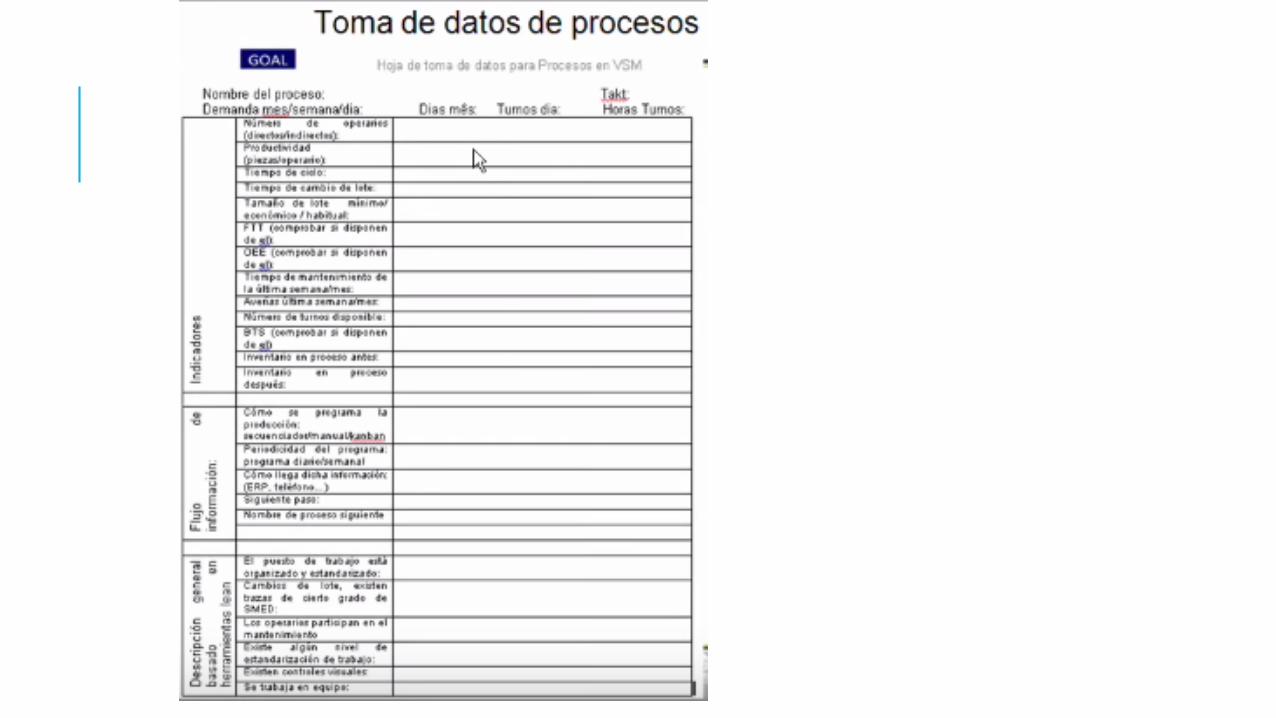
PLANTILLAS DE TOMA DE DATOS DE VSM
LAS 5S Y SISTEMA VISUAL
Vamos por partes, las 5S es una metodología de los japoneses que tiene como objetivo mantener un lugar de trabajo organizado, seguro y limpio, en el cual se puedan llevar a cabo procesos con un alto nivel de desempeño, por ello las 5s se considera clave para implementar el Mantenimiento LEAN en una organización.
Las 5s están basadas en palabras en Japonés, comencemos por
Seiri – Clasificar: solo se debe tener lo necesario en el puesto de trabajo.
Seiton – Ordenar : ordenamiento de herramientas de trabajo y fácil de identificar y usar.
Seiso – Limpiar : área de trabajo limpio para optimo desempeño.
Seiketsu – Estandarizar: eliminar causas de suciedad y unificar criterios.
Shitsuke – Sostener : se refiere al sostenimiento de los estándares, de esta forma se refiere al aseguramiento de la calidad.
Y por otra parte el Sistema Visual, hace referencia a la estandarización del sistema de la organización y mediante ayudas visuales poder identificar desviaciones del mismo.
Esta relacionado con los procesos de estandarización y es representado mediante un elemento grafico o físico, de color o numérico y muy fácil de ver. Las estandarizaciones se transforman en gráficos y estos se convierten en controles visuales. Solo hay un sitio para cada cosa y podemos decir inmediatamente si una operación particular esta procediendo normal o anormalmente. Se utiliza para informar fácilmente: Donde están los elementos
Frecuencia de lubricación de un equipo, tipo de lubricante y donde aplicarlo.
Estándares sugeridos para cada actividad que se debe realizar en un equipo o proceso de trabajo
Donde ubicar el material en proceso, producto final, productos defectuosos, los elementos de limpieza y residuos clasificados
Sentido de giro de motores, botones, actuadores y válvula
Conexiones eléctricas
Flujo del liquido en una tubería,marcación, etc.
Franjas de opreracion de manometros (estandadres)
Donde ubicar la calculadora, carpetas bolígrafos, lápices en el sitio de trabajo
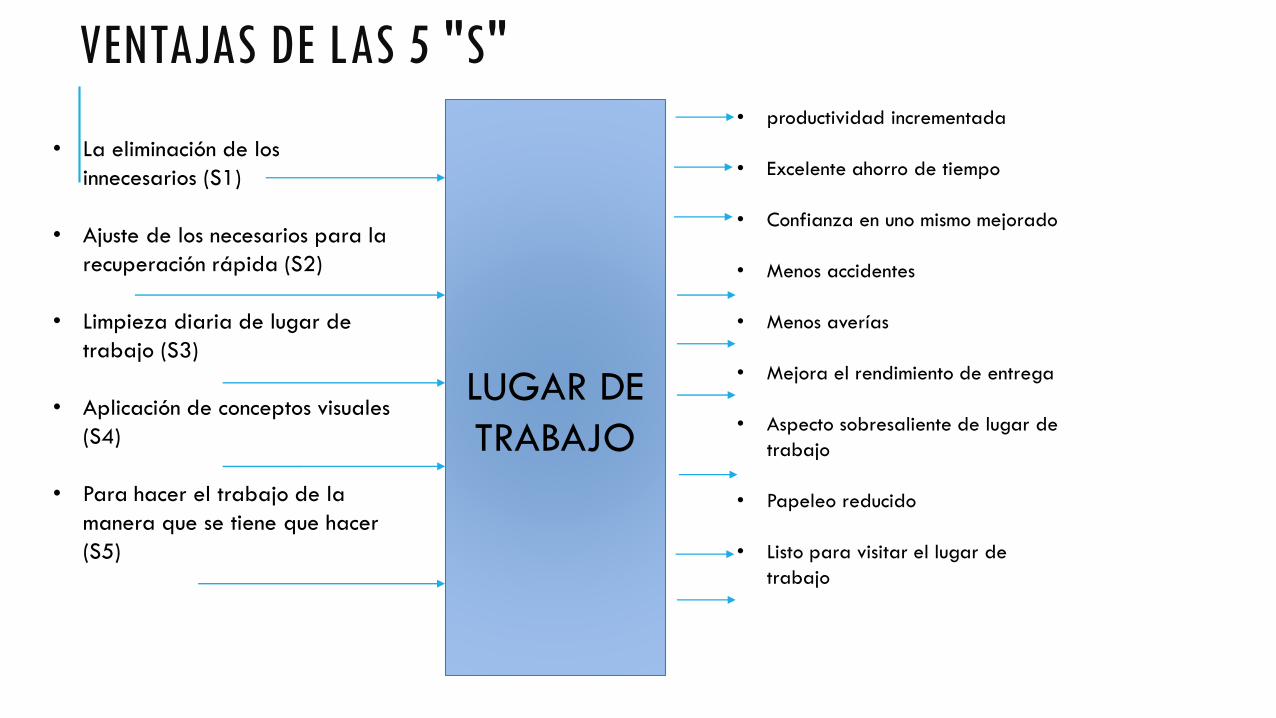
VENTAJAS DE LAS 5 "S"
• La eliminación de los
innecesarios (S1)
• Ajuste de los necesarios para la
recuperación rápida (S2)
• Limpieza diaria de lugar de
trabajo (S3)
• Aplicación de conceptos visuales
(S4)
• Para hacer el trabajo de la
manera que se tiene que hacer
(S5)
LUGAR DE
TRABAJO
• productividad incrementada
• Excelente ahorro de tiempo
• Confianza en uno mismo mejorado
• Menos accidentes
• Menos averías
• Mejora el rendimiento de entrega
• Aspecto sobresaliente de lugar de
trabajo
• Papeleo reducido
• Listo para visitar el lugar de
trabajo
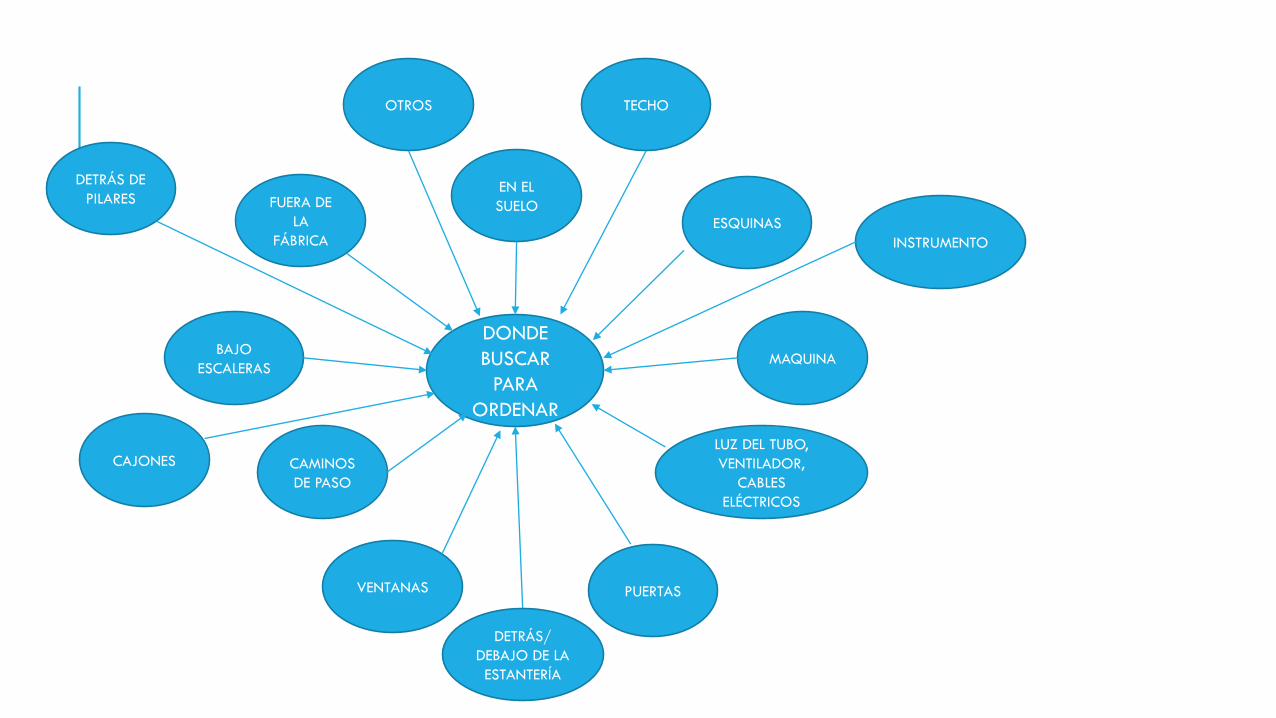
DONDE
BUSCAR
PARA
ORDENAR
OTROS TECHO
EN EL
SUELOFUERA DE
LA
FÁBRICAESQUINAS
BAJO
ESCALERASMAQUINA
CAMINOS
DE PASO
LUZ DEL TUBO,
VENTILADOR,
CABLES
ELÉCTRICOS
VENTANAS PUERTAS
DETRÁS/
DEBAJO DE LA
ESTANTERÍA
CAJONES
DETRÁS DE
PILARES
INSTRUMENTO
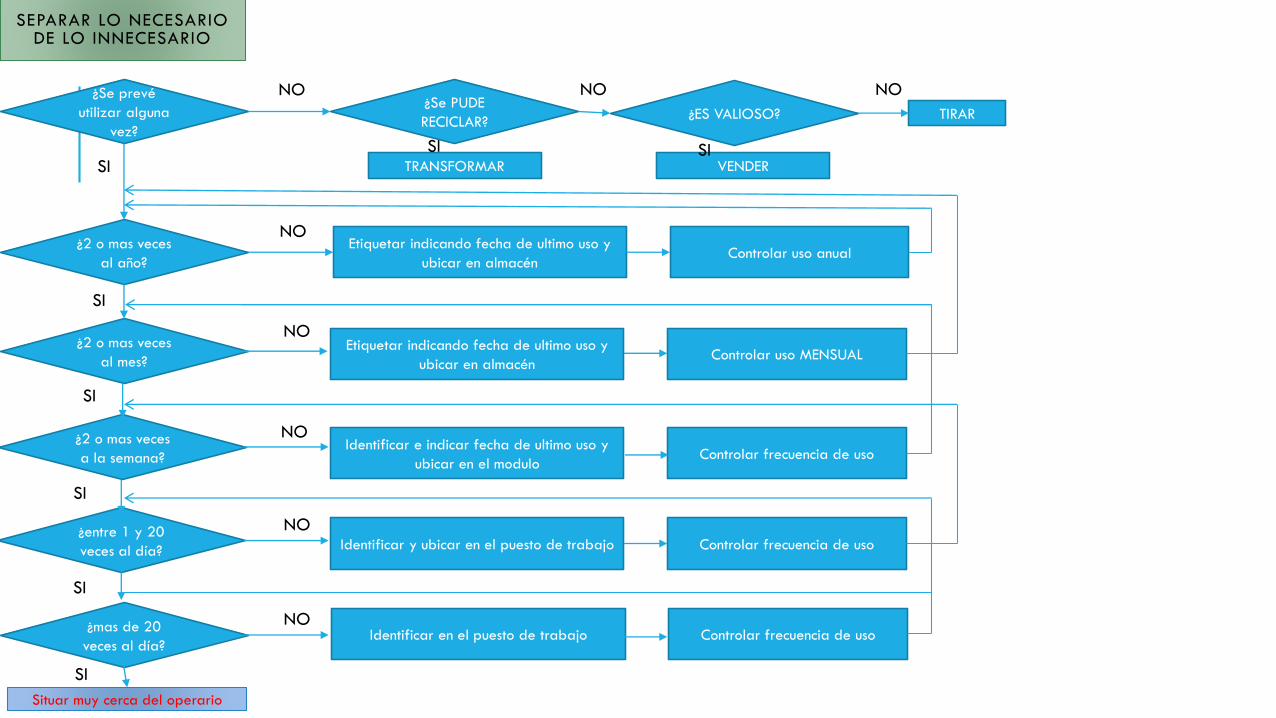
SEPARAR LO NECESARIO DE LO INNECESARIO
¿Se prevé
utilizar alguna
vez?
¿2 o mas veces
al año?
¿2 o mas veces
al mes?
¿2 o mas veces
a la semana?
¿entre 1 y 20
veces al día?
¿mas de 20
veces al día?
Etiquetar indicando fecha de ultimo uso y
ubicar en almacénControlar uso anual
Situar muy cerca del operario
TRANSFORMAR
TIRAR¿Se PUDE
RECICLAR?¿ES VALIOSO?
VENDER
Etiquetar indicando fecha de ultimo uso y
ubicar en almacénControlar uso MENSUAL
Identificar e indicar fecha de ultimo uso y
ubicar en el moduloControlar frecuencia de uso
Identificar y ubicar en el puesto de trabajo Controlar frecuencia de uso
Identificar en el puesto de trabajo Controlar frecuencia de uso
NO
SI SI
NO NO
SI
SI
SI
SI
SI
SI
NO
NO
NO
NO
NO
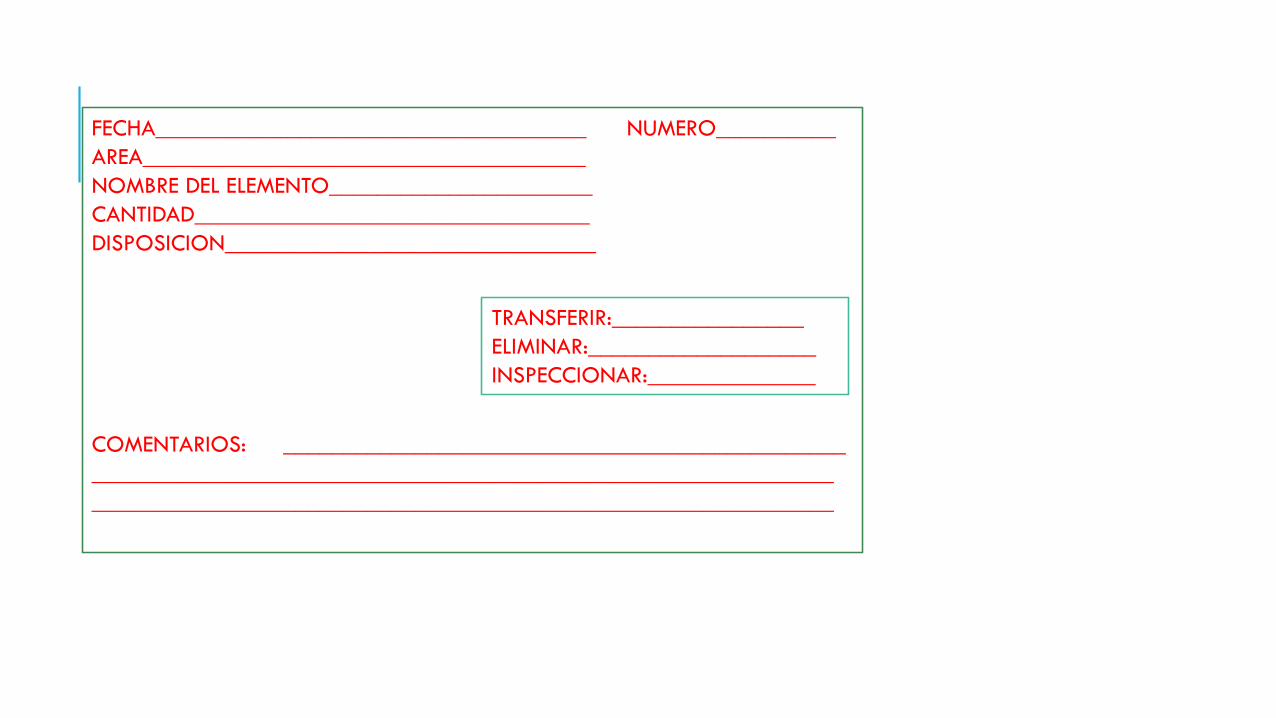
FECHA____________________________________ NUMERO__________
AREA_____________________________________
NOMBRE DEL ELEMENTO______________________
CANTIDAD_________________________________
DISPOSICION_______________________________
COMENTARIOS: _______________________________________________
______________________________________________________________
______________________________________________________________
TRANSFERIR:________________
ELIMINAR:___________________
INSPECCIONAR:______________
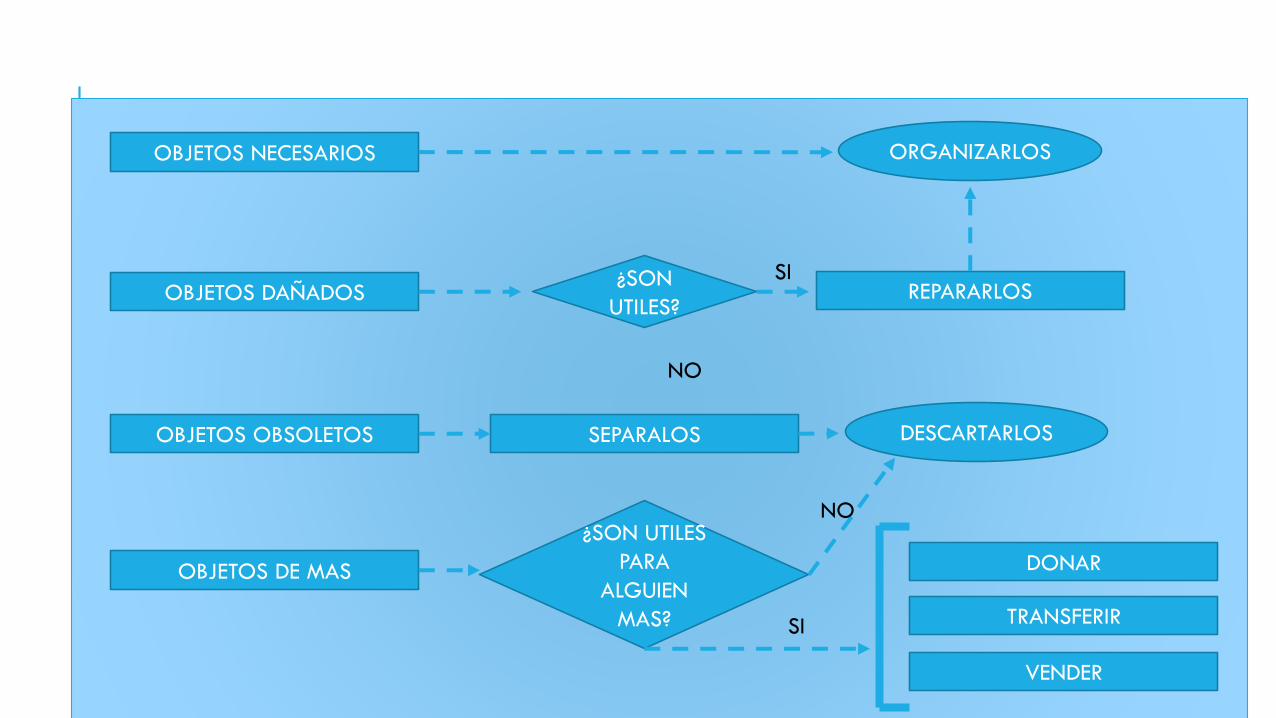
OBJETOS NECESARIOS
OBJETOS DAÑADOS
OBJETOS OBSOLETOS
OBJETOS DE MAS
¿SON
UTILES?
SEPARALOS
¿SON UTILES
PARA
ALGUIEN
MAS?
REPARARLOS
DONAR
TRANSFERIR
VENDER
DESCARTARLOS
ORGANIZARLOS
SI
NO
NO
SI

LAS 5S: ORDEN Y LIMPIEZA
“ un lugar para cada cosa y cada cosa en su lugar”
Clasificar, organizar, limpiar, estandarizar, disciplina.
Base fundamental del mantenimiento esbelto.
Existen grandes ahorros en el hecho de tener las cosas a la mano.
El primer 50%-60% da el 90% de los beneficios.
FILOSOFIA DE LAS 5´S
Basada en palabras japonesas que comienzan con una S, esta filosofía se enfoca en trabajo efectivo, organización del lugar, y procesos estandarizados de trabajo
5´S simplifica el ambiente de trabajo, reduce los desperdicios y actividades que no agregan valor, al tiempo que incrementa la seguridad y eficiencia de calidad.
El método de las 5´S es una forma de involucrar a las personas y contribuir al cambio de cultura. “5´S” es un sistema orientado a la limpieza visual, organización y disposición para facilitar una mayor productividad, seguridad y calidad. Compromete a todos los empleados y es la base para una mayor auto-disciplina en el trabajo para un mejor trabajo y mejores productos.
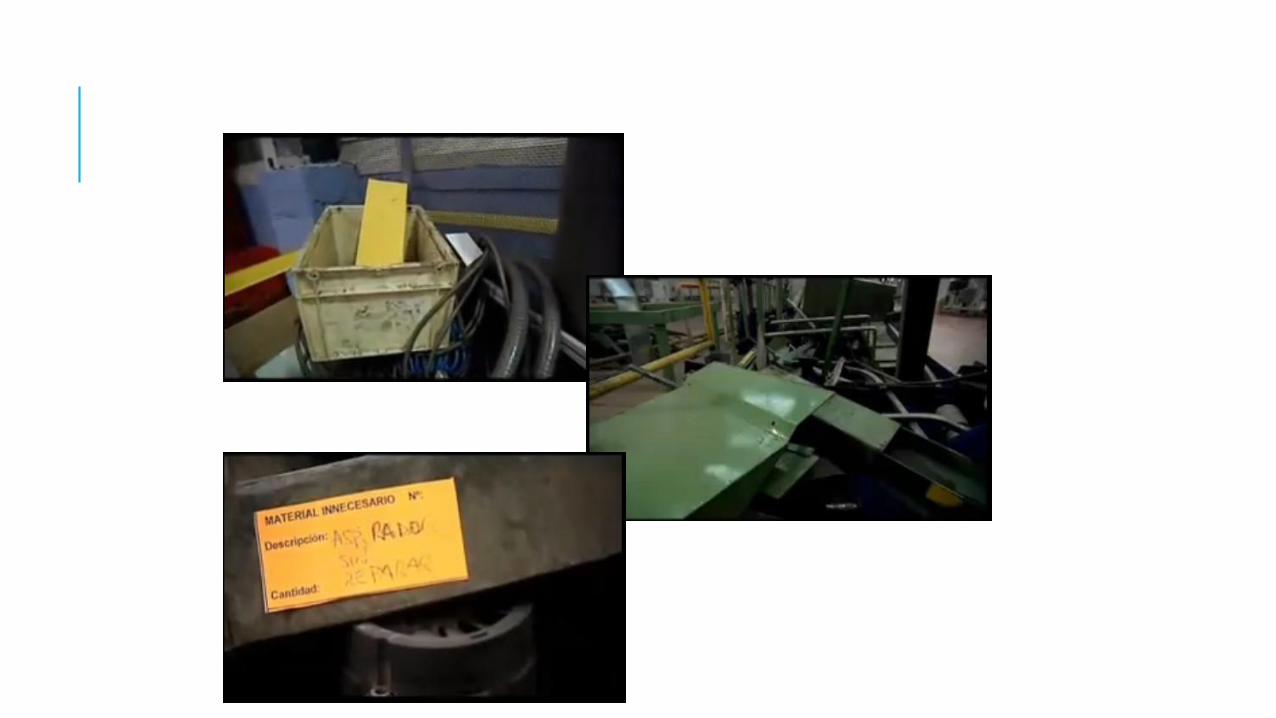
SEIRI (ORDENAMIENTO O ACOMODO)
La primera S se refiere a eliminar del área de trabajo todo aquello que no sea necesario
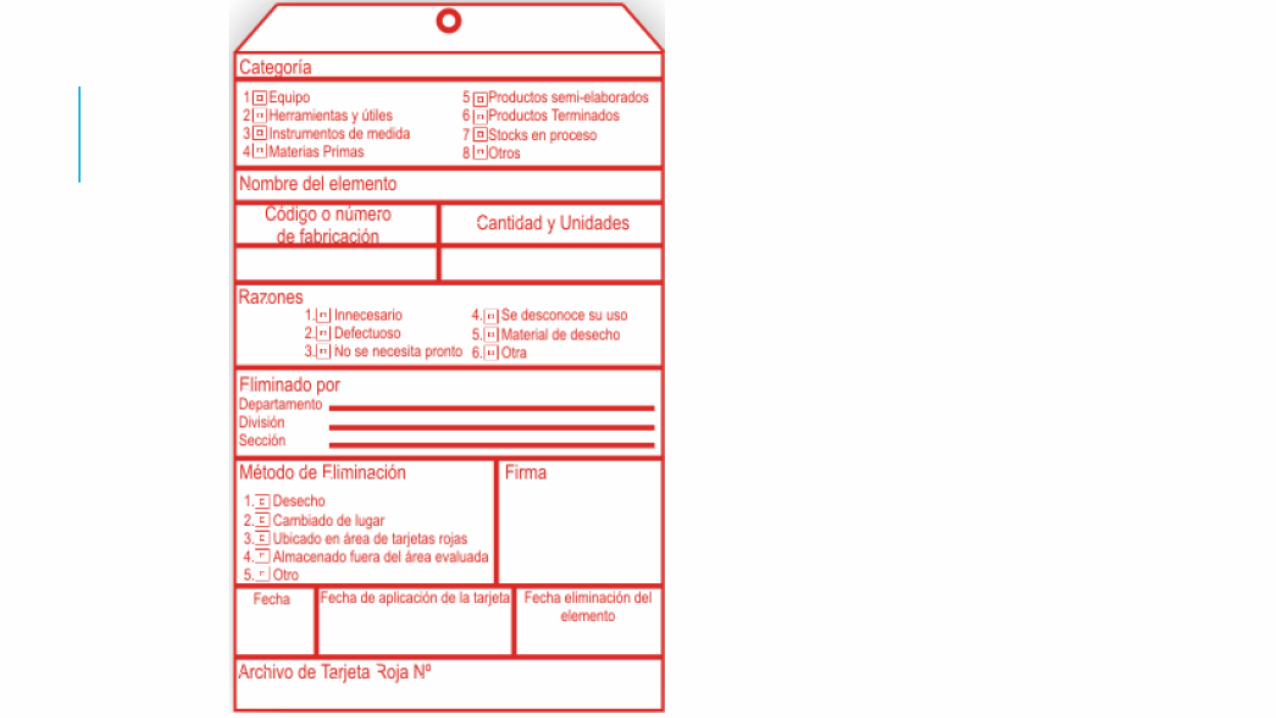
Una forma efectiva de identificar estos elementos que habrán de ser eliminados es llamado (etiquetado rojo”. Una tarjeta roja (de expulsión) es colocada a cada artículo que se considera no necesario para la operación. Enseguida, estos artículos son llevados a una área de almacenamiento transitorio
Mas tarde, sise confirmo que eran innecesarios , estos se dividirán en dos clases, los que son utilizables para otra operación y los inútiles que serán descartados. Este paso de ordenamiento es una manera excelente de liberar espacios de piso desechando cosas tales como herramientas rotas, aditamentos o herramientas obsoletas, recortes y excesos de materia prima. Este paso ayuda a eliminar la mentalidad de “por Si Acaso”.
SEITON (TOD0 EN SU LUGAR)
La segunda S y se enfoca a sistemas de guardado eficiente y efectivos. ¿Qué necesito para hacer mi trabajo?
¿Dónde lo necesito tener?
¿Cuántas piezas de ello necesito?
Algunas estrategias para este proceso de “todo en su lugar” son:
Pintura de pisos delimitando claramente áreas de trabajo y ubicaciones
Tablas con siluetas
Maletas o carros de herramientas portátiles
Estanteria modular y/o gabinetes para tener en su lugar coas como un bote de basura, una escoba, trapeador, cubeta, etc.
Todo debe tener su lugar donde todo el que la necesite, la halle. “Un lugar para cada cosa y cada cosa en su lugar”.

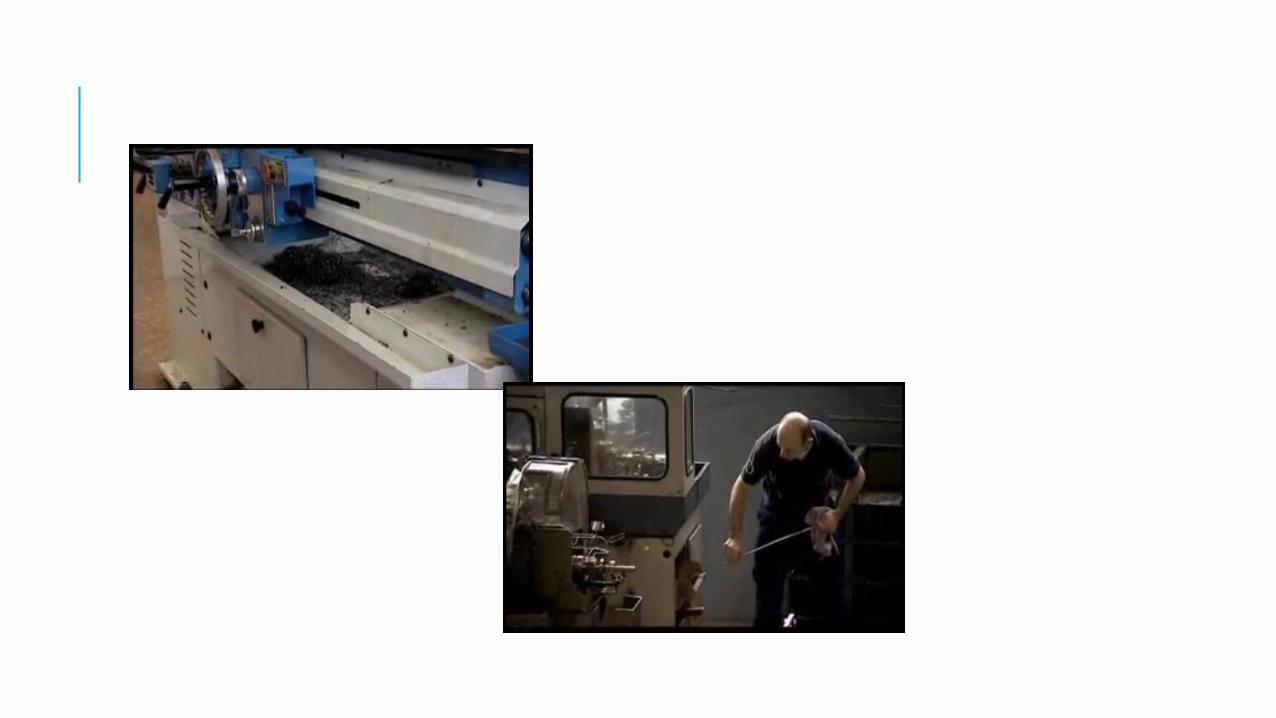
SEISO (¡QUE BRILLE!)
Una vez que se ha eliminado la cantidad de estorbos y basuras, y relocalizado lo que sise necesita, viene una super-limpieza del área.
Cuando se logre por primera vez, habrá que mantener una diaria limpieza a fin de conservar el buen aspecto y comodidad de esta mejora.
Se desarrolla un orgullo por lo, limpia y ordenada que tiene su área de trabajo. Este paso entrega un buen sentido de propiedad en los trabajadores
Al mismo comienzan a resultar evidentes problemas que antes eran ocultados por el desorden y suciedad Fugas de aceite, aire, refrigerante
Partes con excesiva vibración o temperatura
Riesgos de contaminación
Partes fatigadas, deformadas, rotas,
Desalineamiento
Estos elementos, cuando no se atienden, pueden llevar a una falla del equipo y perdidas de producción.
SEIKETSU (ESTANDARIZAR)
Al implementar las 5´S, se debe concentrar en estandarizar las mejores practicas en el área de trabajo.
Dejar que los trabajadores participen en el desarrollo de estos estándares o normas. Ellos son valiosas fuentes de información en lo que se refiere a su trabajo, pero con frecuencia no se les toma en cuenta.
Los pasos en la estandarización son: Establecer una lista de comprobación de rutina para cada área de trabajo. Esto muestra lo que el
equipo debe comprobar durante las auto- auditorias.
Establecer un sistema multi-nivel de auditoria en la que cada nivel de la organización tiene un papel que desempeña para garantizar que las 5S se sustenta en las áreas de trabajo y que el sistema de las 5S evoluciona y se fortalece.
Establecer y documentar los métodos estándar en las áreas de trabajo similares.
Documentar los nuevos métodos estándar para hacer el trabajo.

SHITSUKE (SOSTENER)
Esta es la S mas difícil de alcanzar e implementar. La naturaleza humana es resistir el cambio y no pocas organizaciones se han encontrado dentro de unn taller sucio y amontonado a solo unos meses de haber intentado la implementación de las 5´Ss.
Es necesaria una forma sistemática para prevenir la reincidencia y fomentar la mejora continua. Los pasos de mantenimiento son:
Determinar el nivel de logro de 5´S- el grado de general
Realizar a los trabajadores los controles de rutina del 5S con una lista de verificación
Direccionar los retrocesos y las nuevas oportunidades detectadas en los controles de rutina.
Aplicar de forma programada, chequeos de rutina liderados por el líder del grupo o bien por personas ajenas al grupo de trabajo
Realizar auditorias de alto nivel para evaluar que tan bien el sistema de las 5S esta trabajando en general

LECTURAS
Resumir máximo 5 diapositivas y exposion
Lectura 1
Lectura 2
Lectura 3
Lectura 4

GRACIASM.Sc. Brecio Daniel Lazo BAltazar
Cel 976156964
