kanban especialización en dirección de operaciones y logística · distribución en planta...
TRANSCRIPT

KANBAN
Especialización en Dirección de operaciones y logística
Ing. Álvaro Jr Caicedo Rolón

¿QUÉ ES EL KANBAN?• JIT: Se gestó en las plantas japonesas de Toyota
Eliminación de todo tipo de despilfarro y actividad sin valor agregado.
Participación y compromiso de todos.
Mejora continua.

Tipos de desperdicios• Sobreproducción, hacer solo lo que se necesita
• Tiempo de espera debido a flujo entre operaciones y líneas malbalanceadas
• Transportación, por mal diseño de estaciones de trabajo osecciones de planta de producción. Se debe eliminar el manejode materiales y el embarque
• Inventario. Principalmente de producto en proceso
• Movimientos y esfuerzos. Movimientos humanos (Ergonomía)
• Defectos. Eliminar defectos e inspecciones, hacer productosperfectos
• Proceso de producción, pasos innecesarios en el proceso.

Distribución en planta celular y por productos
Trabajo en equipo, entrenamiento, trabajadores
multifuncionales
Lotes pequeñosSimplificación en el
diseño
Tiempos de alistamiento y mantenimiento
preventivo
Calidad justo a tiempoSISTEMA KANBAN

KANBAN• Es una señal de comunicación de un cliente a un
productor. Es un sistema de información manual paracontrolar la producción, el transporte de materiales ylos inventarios
• Un sistema de producción altamente efectivo yeficiente”. Kanban significa en japonés: “etiqueta deinstrucción”. Su principal función es ser una orden detrabajo, que nos da información acerca de que se va aproducir, en que cantidad, mediante que medios ycómo transportarlo.
KANBAN
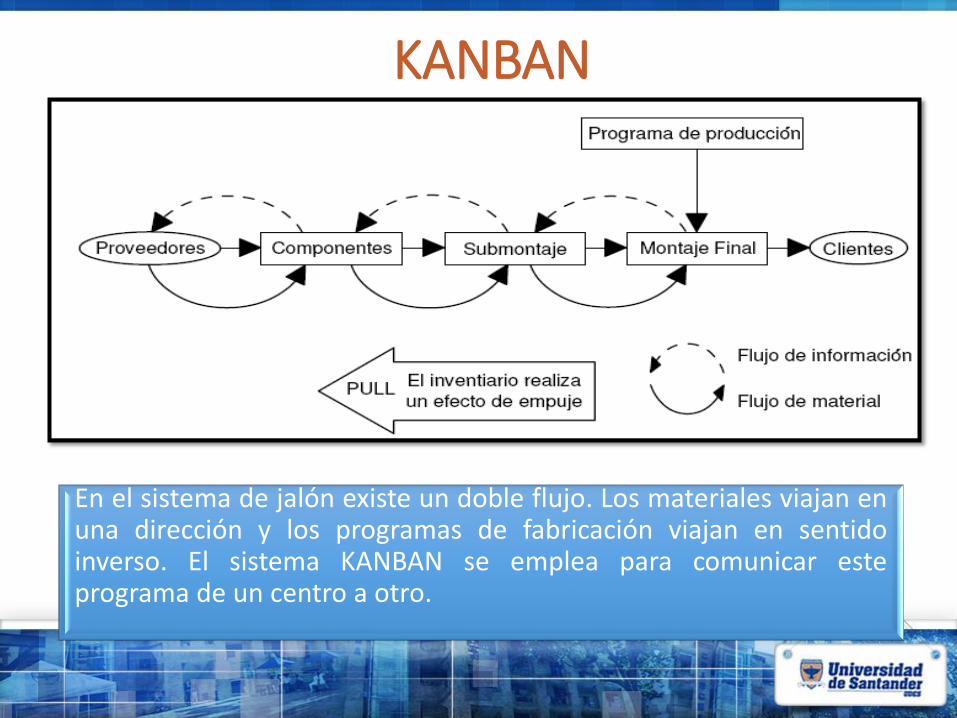
En el sistema de jalón existe un doble flujo. Los materiales viajan enuna dirección y los programas de fabricación viajan en sentidoinverso. El sistema KANBAN se emplea para comunicar esteprograma de un centro a otro.

TIPOS DE
KANBAN

KANBAN DE PRODUCCION• Kanban de Producción (P- Kanban). Da la autorización a
un proceso para fabricar un número fijo de productos.
• Kanban de transporte (T-Kanban). Autoriza eltransporte de un número fijo de productos haciaadelante.
• Sistema de tarjetas duales (usa ambos tipos de tarjetas)
• Sistema de una sola tarjeta (usa solo T-Kanban)

TARJETA KANBAN DE PRODUCCIÓN

TARJETA KANBAN DE MOVIMIENTO

SISTEMA DE TARJETAS DUALES
PRINCIPIOS DEL SISTEMA KANBAN
1. •Eliminación de desperdicios
2 •Mejora continua
3. •Participación plena del personal
4 •Flexibilidad de la mano de obra
5 •Organización y visibilidad
FUNCIONES PRINCIPALES DEL KANBAN
• Integración de los diferentes procesos.
•Desarrollo del Just in Time
•Pocos proveedores, cercanos, relaciones duraderas y decooperación, programas de formación. Se exige entregaspequeñas, puntuales y de calidad
Control de la producción
•Eliminación del desperdicio
•Reducción del set – up
•Organización del área de trabajo
•Utilización de la maquinaria vs utilización con base en la demanda
•Dispositivos de prevención de errores (POKA-YOKE)
•Mantenimiento preventivo, TPM, etc.
Mejora continua


• No se debe mandar material defectuoso a los procesos subsiguientes
Regla 1:
• Los procesos subsiguientes requerirán sólo lo que es necesario
Regla 2:
• Procesar solamente la cantidad exacta requerida por el proceso subsiguiente
Regla 3:
• Balancear la producciónRegla 4:
• Tener en cuenta que KANBAN es un medio para evitar especulaciones
Regla 5:
• Estabilizar y racionalizar el procesoRegla 6:
Reglas de KANBAN:

1. No se deben mandar productos defectuosos en los procesos subsecuentes.
La producción de productos
defectuosos
implica no va a ser vendido
Si se encuentra un defecto se debe ante todo prevenir que vuelva a suceder
AUTOMATIZACIÓNo JIDOKA (Control de defectos
autónomos -japonés-)
No permite que las unidades defectuosas de un proceso fluyan al siguiente proceso, las máquinas se detienen y no
se producen más defectos.

2. Los procesos subsecuentes tendrán solo lo que necesitan.
El proceso subsecuente pide al anterior la cantidad exacta de material que requiera y en el momento
adecuado
Significa que
Pérdida
En el momento que éste no los
necesita
Cantidad mayor a la que se necesita.
Si se surte
•Exceso de tiempo extra,•En el exceso de inventario
2. Los procesos subsecuentes tendrán solo lo que necesitan.
Pasos que aseguran que los procesos subsecuentes nohalarán o requerirán arbitrariamente del proceso anterior
No se debe requerir material sin una tarjeta Kanban
Los artículos que sean requeridos no deben exceder el número de Kanban admitidos
Una etiqueta de Kanban debe acompañar siempre a cada artículo
3. Producir solamente la cantidad exacta, requerida por el proceso subsecuente.
Se deben tomar en cuenta las siguientes observaciones:
• No producir más que el número de Kanbans• Producir en la secuencia en la que los Kanbans son recibidos

4. Balancear la producción.
La producción debe estar balanceada y suavizada.
HACIENDO ÉNFASIS
Sus beneficios son:
•Reducción en tiempo de producción•Aumento de productividad•Reducción en costos de calidad•Reducción en precios de material comprado•Reducción de inventarios•Reducción en tiempos de alistamiento

5. Kanban es un medio para evitar especulaciones.

6. Estabilizar y racionalizar los procesos.
…El Kanban es definido como una Filosofía Industrial de eliminación de todo lo que implique desperdicio en el proceso de producción, desde las compras hasta la distribución.

IMPLEMENTACIÓNDEL
KANBAN

Pasos previos al Kanban Antes de implementar el Kanban se debe tener en cuenta lassiguientes consideraciones.
1. Desarrollar un sistema de programación de producción mixta; nofabricar grandes cantidades de un solo modelo.
2. Mantener constante la velocidad de proceso de cada pieza.
3. Minimizar los tiempos de transporte entre los procesos.
4. El uso de Kanban esta ligado a la producción de lotes pequeños.

5. La existencia de contenedores y otros elementos en la línea deproducción, tanto al principio como al final de un proceso.
6. Establecer una ruta de Kanban que refleje el flujo de materiales.
7. Tener buena comunicación, desde el departamento de ventas hastaproducción.
8. El sistema Kanban deberá ser actualizado y mejoradoconstantemente.

3. Donde se puede aplicar el Kanban?
• Pueden presentarse en fábricas que impliquen producciónrepetitiva. Deben cumplir:
• Nivelado de las variaciones de producción
• Alto volumen de ventas
• Tiempo de set-up mínimo
• Disposición de las máquinas debe ajustarse al flujo nivelado de laproducción
• Trabajadores polivalentes que trabajen en líneas de múltiplesprocesos
• Rutas estándares de operación para producir una unidad deproducto en un ciclo de tiempo
• Autocontrol: sistema de control autónomo de defectos.

VENTAJAS
Ventajas de empresas que usan KANBAN
Centradas en las satisfacción del consumidor
Del mercado hacia adentro (satisfacer la demanda)
Mayor trabajo en equipo
La alta dirección contacta con la fábrica y con los clientes
Los problemas son tesoros
Técnicas de comunicación visual (más rápida)
La estandarización es esencial
El enfoque es claro para todos

DESVENTAJAS
Desventajas de empresas que usan KANBAN
Un plazo de abastecimiento demasiado grande excluye la elección
del método KANBAN. Pues tendría muy desocupados a los trabajadores.
El sistema no tiene ninguna anticipación en caso de fluctuaciones muy grandes e
imprevisibles en la demanda. Puede anticiparse a ellas pero no solucionarlas.
Es difícil de imponerles este método a los proveedores.
Las aplicaciones son limitadas (solamente para una producción continua o
repetitiva).
No ha tenido el éxito ni ha llegado al óptimo funcionamiento cuando ha sido
implementado en organizaciones occidentales. Uno de las principales causas de
ello, las enormes diferencias culturales.
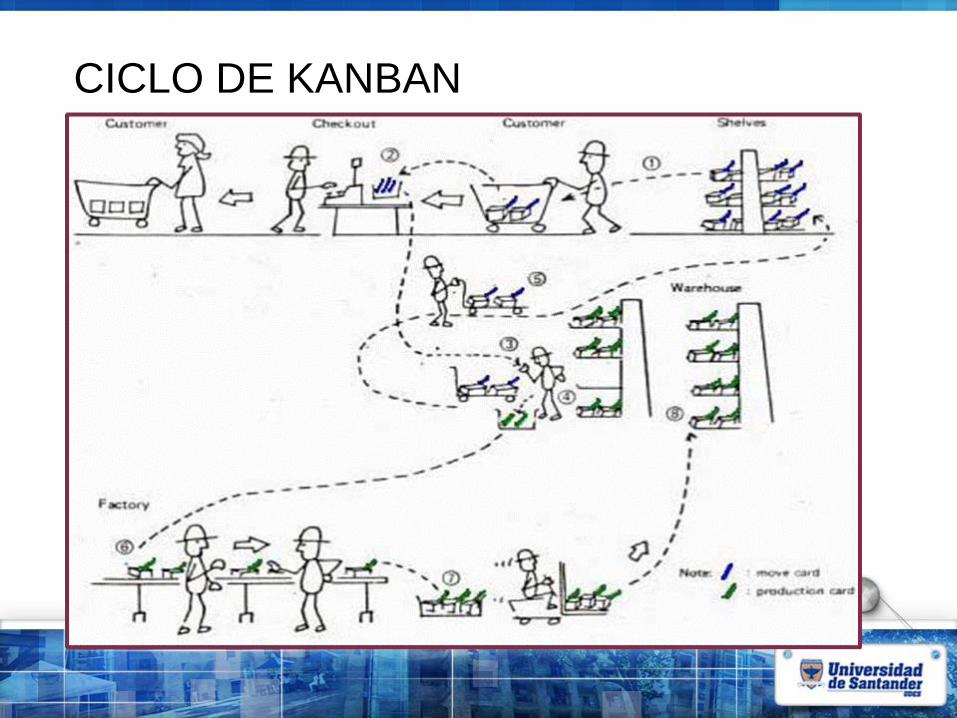
CICLO DE KANBAN
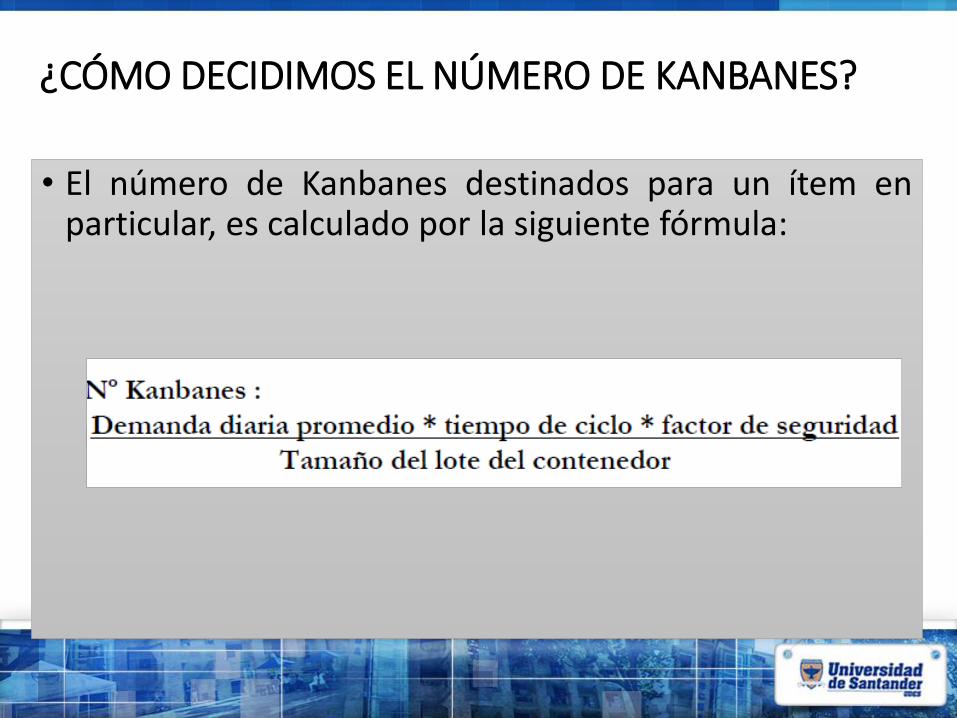
¿CÓMO DECIDIMOS EL NÚMERO DE KANBANES?
• El número de Kanbanes destinados para un ítem enparticular, es calculado por la siguiente fórmula:
Donde :
¿CÓMO DECIDIMOS EL NUMERO DE KANBANES?
• Demanda diaria promedio: producción diaria promedio paracada pieza
• Tiempo de ciclo: tiempo que demora en obtener uncontenedor de piezas. (procesamiento o compra del ítem)
• Factor de seguridad: es un porcentaje que aumenta el númerode kanbanes, el cual se pone como medida de precaución.
• Tamaño del lote del contenedor: número de partes que tienecada contenedor y que estará registrado en el Kanban.

EJEMPLO DE APLICACIÓN • La planta de fabricación de automóviles de Toyota, tiene una
demanda mensual por el modelo Toyota Corolla de 1200 vehículos.En la planta se trabaja 20 días al mes.
Calcular el número de Kanban para el proceso decolocación de los neumáticos en los automóviles si:
• El tiempo de ciclo de los neumáticos (contenedor) es de 3horas, lo que equivale a ¼de día de trabajo.
• El tamaño de lote es de 16 neumáticos en cadacontenedor.
• El factor de seguridad es de 1.5.
¿Cuál es el número de Kanban que necesitamos?
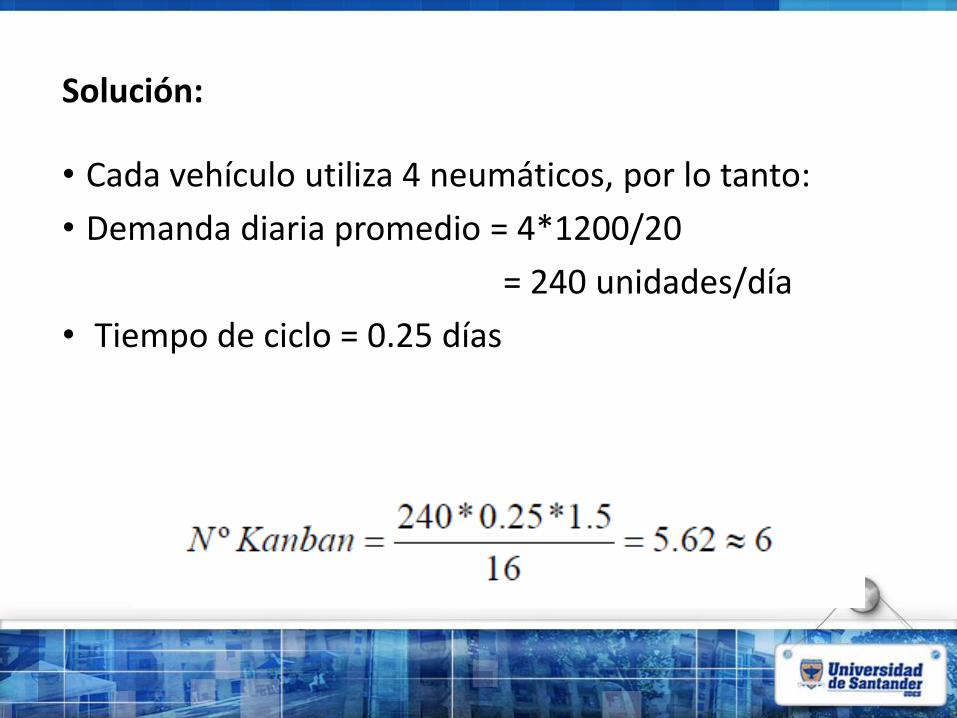
Solución:
• Cada vehículo utiliza 4 neumáticos, por lo tanto:
• Demanda diaria promedio = 4*1200/20
= 240 unidades/día
• Tiempo de ciclo = 0.25 días
• Que el factor de seguridad sea 1.5 significa que vamosa procesar 50% más de Kanban de los que realmentenecesitamos (inventario de seguridad).
• De estos 6 Kanban, en realidad sólo necesitamos 3.74(≈4) Kanban para que el proceso funcione. Los otrosdos Kanban sirven como un amortiguador que seutilizará hasta que el proceso sea estable ypredecible.

GRACIAS
Nunca consideres el estudio como una obligación, sino como una oportunidad para penetrar en el bello y maravilloso mundo del
saber.
Albert Einstein