investigación aplicada e innovación - tecsup.edu.pe · caracterización de fundición nodular ......
TRANSCRIPT
Investigaciónaplicada einnovación
Volumen 8, 2014Lima, PerúISSN 1996-7551
Editorial ............................................................................................................................................................................... 3
Caracterización de Fundición Nodular Tratada por Austempering en Diferentes Condiciones de Enfriamiento ...........................................................................................César Nunura 5
Preparación de Nanoesferas Huecas de Hematita para el Tratamiento del Cáncer .............................................................................Silvia Espinoza/Luis de los Santos/Lizbet León/ .............................................. Ángel Bustamante/Heinz Amenitsch/Joa Albino/Crispin Barnes 13
Diagnóstico de Inductores por Análisis de Respuesta en Frecuencia ............................................................................................... Maria Teresa Mendoza/ Nestor Enriquez 21
Análisis de Consumo de un Motor de Combustión Modificado Externamente para Operar con un Combustible Inmiscible de 80% agua y 20% gasolina ...............................................................................................................................................................Melchor Llosa/ Juan Cuba 27
Implementación de un Laboratorio Flotante de Fabricación Digital en el Río Amazonas Fab lab Flotante Amazonas ................................................................Benito Juárez 31
Diseño de un Sistema de Monitoreo y Seguimiento de Parámetros de la RedAdministrativa e Industrial ...........................................................................................Mauricio Surco 39
Estrategias de Desarrollo de Software y su Impacto en Empresas del Sector .....................................................................................................................Gabriel Morales/ David Rodriguez 47
Bioacumulación de Cobre en Frijoles .................................Elvis Llantoy/ Hernán Zapata 53
Casos de Adaptación de Tecnologías Agrícolas en Países Latinoamericanos .................................................................................................................................................................................Luis Suárez 61
Tratamiento de Bioestimulación Aplicado a Suelos Contaminados con Hidrocarburos ................................................................................................................ Huguez Ames/ Lizardo Visitación/.......................................................................................................................................Rosa Altuna/ Lena Téllez 67
Validación de un Cuestionario para Medir el Rendimiento Académico .........................................................................................................................................................................................Silvia Espinoza 75
Editor en Jefe:Narciso Arméstar, Tecsup
Comité editorial:Aurelio Arbildo, Inducontrol; Jorge Bastante, Tecsup; Elena Flores, Cementos Pacasmayo; Carlos Hernández, Alicorp; Mayra Pinedo, Tecsup; Jack Vainstein, Vainstein Ingenieros
Coordinadora:Kelly Yale
Colaboradores:J. Albino, Rosa Altuna, Heinz Amenitsch, Huguez Ames, Crispin H.W Barnes, Angel Bustamante, Juan Cuba, Néstor Enriquez, Silvia Espinoza, Benito Juárez, Lizbet León, Elvis Llantoy, Melchor Llosa, Maria Teresa Mendoza, Gabriel Morales, César Nunura, David Rodriguez, Luis de los Santos, Luis Suárez, Mauricio Surco, Lena Téllez, Lizardo Visitación, Hernán Zapata
Corrector de estilo:Ana María Velando
Diseño y diagramación:OT Marketing Publicitario
ImpresiónTarea Asociación Gráfica EducativaPasaje María Auxiliadora 156 – 164 Lima 5 – Perú
Hecho el Depósito Legal en la Biblioteca Nacional del Perú: 2007-04706
Tecsup:Campus Trujillo:Vía de Evitamiento s/n Víctor Larco Herrera. Trujillo, PerúCampus Lima:Av. Cascanueces 2221 Santa Anita. Lima, Perú.Campus Arequipa:Urb. Monterrey Lote D-8 José Luis Bustamante y Rivero. Arequipa, Perú.
Publicación anual Tecsup se reserva todos los derechos legales de reproducción del contenido; sin embargo, autoriza la reproducción total o parcial para fines didácticos, siempre y
cuando se cite la fuente. Publicación indexada en Latindex
Nota Las ideas y opiniones contenidas en los artículos son de responsabilidad de sus autores y no refleja necesariamente el pensamiento de nuestra institución.
EDITORIAL
Este 2014 es el octavo año de publicación de nuestra revista, y de celebración de los 30 años
de creación de Tecsup, institución a la cual pertenece I + i.
A lo largo de este tiempo hemos publicado 110 artículos y en este número ofrecemos 11 más.
Desde la primera edición de I + i la contribución de nuestra revista ha estado alineada con los
objetivos de la organización de transformar personas y empresas a través de la educación en
tecnología y apoyar el liderazgo de la institución en la producción y difusión de conocimiento.
La novedad de este volumen es la incorporación de los artículos de dos egresados de Tec-
sup; de las carreras de Procesos Químicos y Metalúrgicos y de Mantenimiento de Maquinaria
Pesada. Además, cuenta con dos artículos de colegas de nuestra sede de Arequipa y uno de
investigadores de nuestra universidad UTEC. Asimismo participan investigadores asociados
de la Universidad Nacional Mayor de San Marcos, Universidad de Cambridge, Universidad de
Brasilia, de la Universidad Federal de Pernambuco y del laboratorio internacional Elettra Sin-
crotrone, Trieste. Por último, incluimos también la colaboración con la Universidad Nacional
Agraria de la Molina. Debemos resaltar igualmente que en este número colaboran con nues-
tros estudios empresas asociadas al tema de investigación, tenemos así el caso de Cosapisoft
y Fab Lab Perú.
En este ejemplar de celebración de nuestro 30 aniversario, deseamos que disfruten de cada
uno de estos artículos y asumimos el reto de seguir siendo un vehículo de información tec-
nológica y científica, y de difusión de resultados de las investigaciones aplicadas que puedan
aportar a sus empresas y a su desarrollo profesional.
El Comité Editorial
1 a 4 TAREA Revista Investigación aplicada.indd 3 19/08/14 20:21

1 a 4 TAREA Revista Investigación aplicada.indd 4 19/08/14 20:21
5
Invest. Apl. Innov. 8, 2014
Caracterización de fundición nodular tratada por austempering en diferentes condiciones de
enfriamiento
Characterization of Nodular Cast Iron Treaty for Austempering in Different Cooling Conditions
Resumen
Es un estudio sobre la microestructura resultante del proceso
de tratamiento isotérmico aplicado a una fundición nodular
clase ASTM 65-45-12. Esta es obtenida a diferentes tempera-
turas de austempering (390 °C y 420 °C) con tiempos de tra-
tamiento variables (30, 60 y 120 minutos) a fin de observar la
alteración microestructural y consecuentemente la dureza re-
sultante. Finalmente, se determinan las mejores condiciones
de tratamiento térmico que favorecen la optimización de pro-
piedades mecánicas para la posterior aplicación del material.
Abstract
This paper refers to the resulting microstructure of the isother-
mal treatment applied to a nodular cast iron class ASTM 65-45-
12. This is obtained at different temperatures of austempering
(390 °C and 420 °C) and varying times (30, 60 and 120 seconds)
to evaluate the microstructural changes and their correspon-
ding hardness. Also it was determined the best heat condi-
tions to optimized the mechanical properties of the material
for its application.
Palabras claves
Austempering, enfriamiento, fundición nodular.
Key words
Austempering, cooling, nodular cast iron.
INTRODUCCIÓN
Debido a la fragilidad que presentan tanto el hierro fundido
blanco como el gris común, no pueden ser empleados en la
fabricación de piezas sujetas a impactos, o a eventuales defor-
maciones sin sufrir ruptura. El primero, por causa de la cemen-
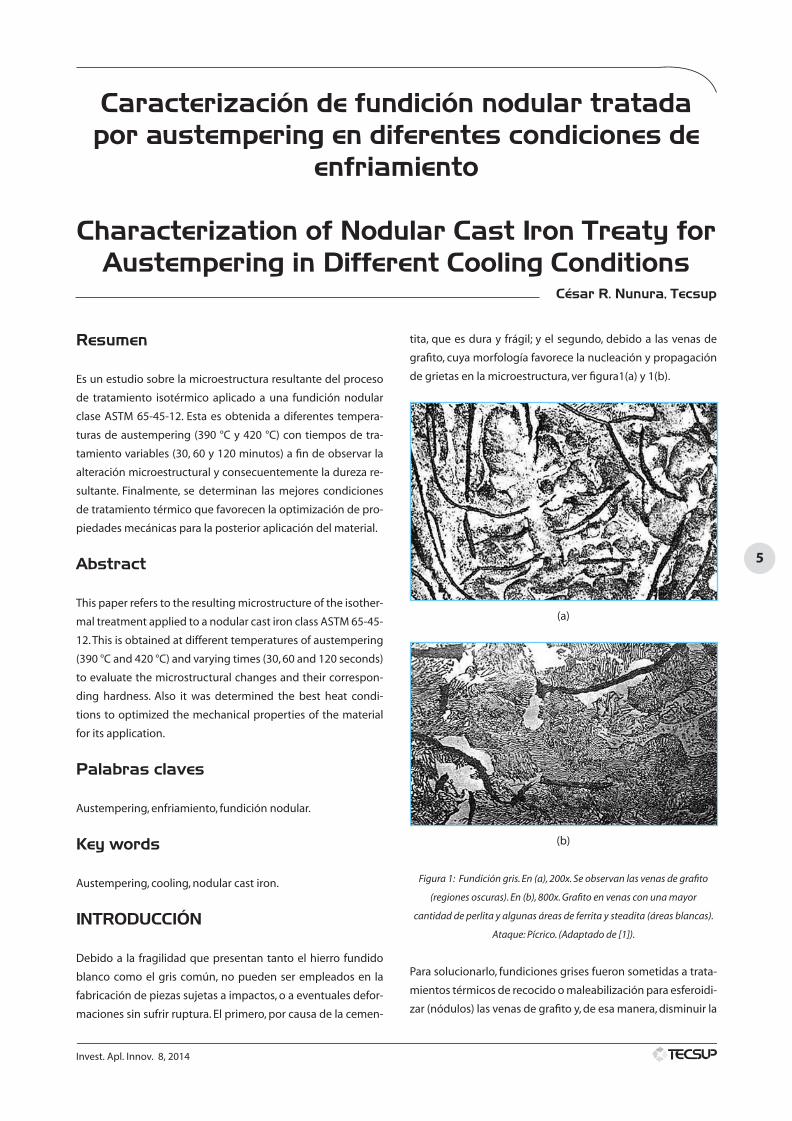
tita, que es dura y frágil; y el segundo, debido a las venas de
grafito, cuya morfología favorece la nucleación y propagación
de grietas en la microestructura, ver figura1(a) y 1(b).
(a)
(b)
Figura 1: Fundición gris. En (a), 200x. Se observan las venas de grafito
(regiones oscuras). En (b), 800x. Grafito en venas con una mayor
cantidad de perlita y algunas áreas de ferrita y steadita (áreas blancas).
Ataque: Pícrico. (Adaptado de [1]).
Para solucionarlo, fundiciones grises fueron sometidas a trata-
mientos térmicos de recocido o maleabilización para esferoidi-
zar (nódulos) las venas de grafito y, de esa manera, disminuir la
César R. Nunura, Tecsup
5 a 12 TAREA Investigación Aplicada.indd 5 19/08/14 19:41
6
Invest. Apl. Innov. 8, 2014
NUNURA, C., “Caracterización de fundición nodular tratada por austempering en diferentes condiciones de enfriamiento”
baja tenacidad de la aleación. Sin embargo, estos tratamientos
se tornaron caros debido a que podían demorar varios días
[1]. Por ello surgió la posibilidad de conseguir la precipitación
de grafito directamente en nódulos en lugar de venas, desde
el proceso de fundición sin necesidad de maleabilización. Na-
cían, así, las fundiciones nodulares. La figura 2 muestra la mi-
croestructura bruta de solidificación de esta aleación.
Figura 2: Fundición nodular. Nódulos de grafito en lugar de venas. Ata-
que: Pícrico. Aumento: 150x. Adaptado de [1].
El objetivo del presente trabajo es la obtención de una fun-
dición gris nodular tratada por austempering (ADI – Austem-
pered Ductil Iron) mediante transformación isotérmica en
Zn-Al líquido. La microestructura resultante es conocida como
ausferrita, compuesta por austenita de alto carbono y ferrita
acicular.
FUNDAMENTOS
La fundición gris nodular tratada por austempering (ADI) de-
bido a su microestructura ausferrita, anteriormente menciona-
da, presenta elevados valores de resistencia mecánica, ductili-
dad, resistencia al impacto y al desgaste, lo que le proporciona
gran flexibilidad para la creación y fabricación de piezas [2].
En comparación a la fundición nodular sin tratamiento de aus-
tempering es dos veces más resistente a la tracción. Asimismo
si se compara con algunos aceros, posee igual o superior re-
sistencia a la fatiga, mayor capacidad de amortiguamiento a
la vibración, mayor elongación, 10% más leve que los aceros y
100% reciclable, al punto que varios autores [3] lo consideran
una alternativa ecológica. Por estas propiedades, el ADI es usa-
do ampliamente en muchas aplicaciones estructurales de las
industrias automovilística, bélica, maquinaria agrícola, entre
otras [4, 5]. Además, mediante la optimización de geometrías
de corte, se han conseguido aumentos de 70% de vida útil en
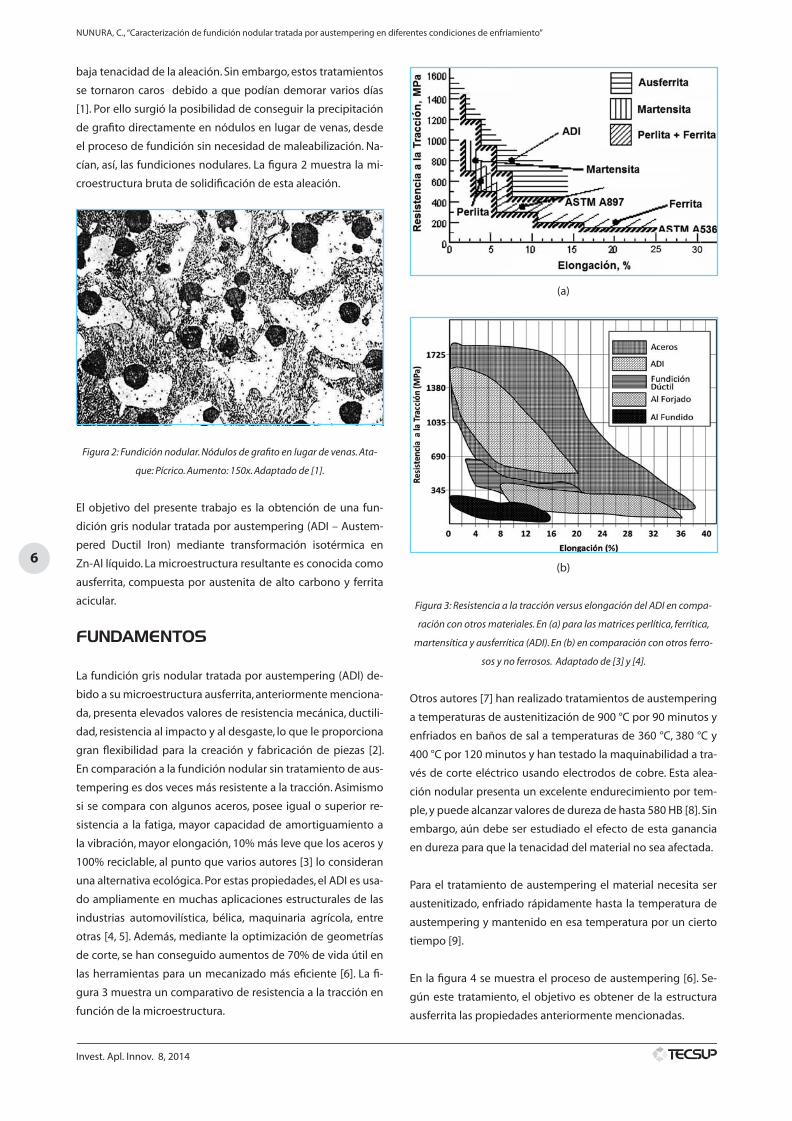
las herramientas para un mecanizado más eficiente [6]. La fi-
gura 3 muestra un comparativo de resistencia a la tracción en
función de la microestructura.
(a)
(b)
Figura 3: Resistencia a la tracción versus elongación del ADI en compa-
ración con otros materiales. En (a) para las matrices perlítica, ferrítica,
martensítica y ausferrítica (ADI). En (b) en comparación con otros ferro-
sos y no ferrosos. Adaptado de [3] y [4].
Otros autores [7] han realizado tratamientos de austempering
a temperaturas de austenitización de 900 °C por 90 minutos y
enfriados en baños de sal a temperaturas de 360 °C, 380 °C y
400 °C por 120 minutos y han testado la maquinabilidad a tra-
vés de corte eléctrico usando electrodos de cobre. Esta alea-
ción nodular presenta un excelente endurecimiento por tem-
ple, y puede alcanzar valores de dureza de hasta 580 HB [8]. Sin
embargo, aún debe ser estudiado el efecto de esta ganancia
en dureza para que la tenacidad del material no sea afectada.
Para el tratamiento de austempering el material necesita ser
austenitizado, enfriado rápidamente hasta la temperatura de
austempering y mantenido en esa temperatura por un cierto
tiempo [9].
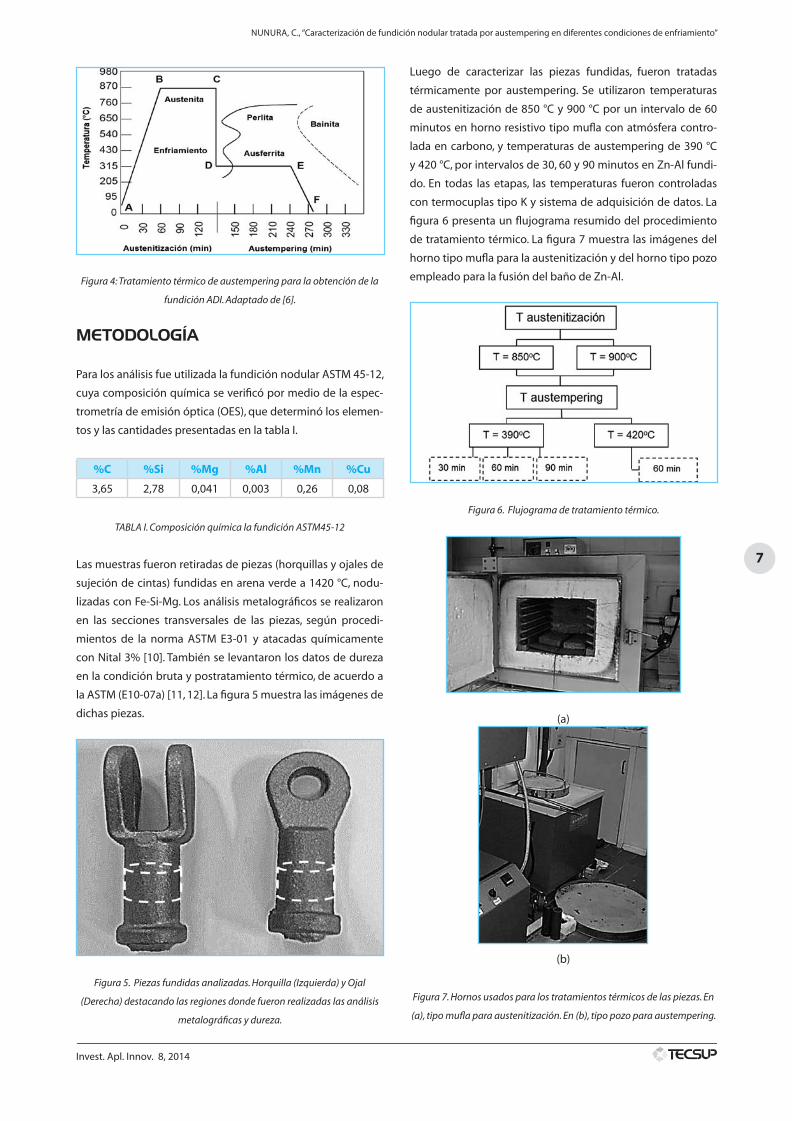
En la figura 4 se muestra el proceso de austempering [6]. Se-
gún este tratamiento, el objetivo es obtener de la estructura
ausferrita las propiedades anteriormente mencionadas.
5 a 12 TAREA Investigación Aplicada.indd 6 19/08/14 19:41
7
Invest. Apl. Innov. 8, 2014
NUNURA, C., “Caracterización de fundición nodular tratada por austempering en diferentes condiciones de enfriamiento”
Figura 4: Tratamiento térmico de austempering para la obtención de la
fundición ADI. Adaptado de [6].
METODOLOGÍA
Para los análisis fue utilizada la fundición nodular ASTM 45-12,
cuya composición química se verificó por medio de la espec-
trometría de emisión óptica (OES), que determinó los elemen-
tos y las cantidades presentadas en la tabla I.
%C %Si %Mg %Al %Mn %Cu
3,65 2,78 0,041 0,003 0,26 0,08
TABLA I. Composición química la fundición ASTM45-12
Las muestras fueron retiradas de piezas (horquillas y ojales de
sujeción de cintas) fundidas en arena verde a 1420 °C, nodu-
lizadas con Fe-Si-Mg. Los análisis metalográficos se realizaron
en las secciones transversales de las piezas, según procedi-
mientos de la norma ASTM E3-01 y atacadas químicamente
con Nital 3% [10]. También se levantaron los datos de dureza
en la condición bruta y postratamiento térmico, de acuerdo a
la ASTM (E10-07a) [11, 12]. La figura 5 muestra las imágenes de
dichas piezas.
Figura 5. Piezas fundidas analizadas. Horquilla (Izquierda) y Ojal
(Derecha) destacando las regiones donde fueron realizadas las análisis
metalográficas y dureza.
Luego de caracterizar las piezas fundidas, fueron tratadas
térmicamente por austempering. Se utilizaron temperaturas
de austenitización de 850 °C y 900 °C por un intervalo de 60
minutos en horno resistivo tipo mufla con atmósfera contro-
lada en carbono, y temperaturas de austempering de 390 °C
y 420 °C, por intervalos de 30, 60 y 90 minutos en Zn-Al fundi-
do. En todas las etapas, las temperaturas fueron controladas
con termocuplas tipo K y sistema de adquisición de datos. La
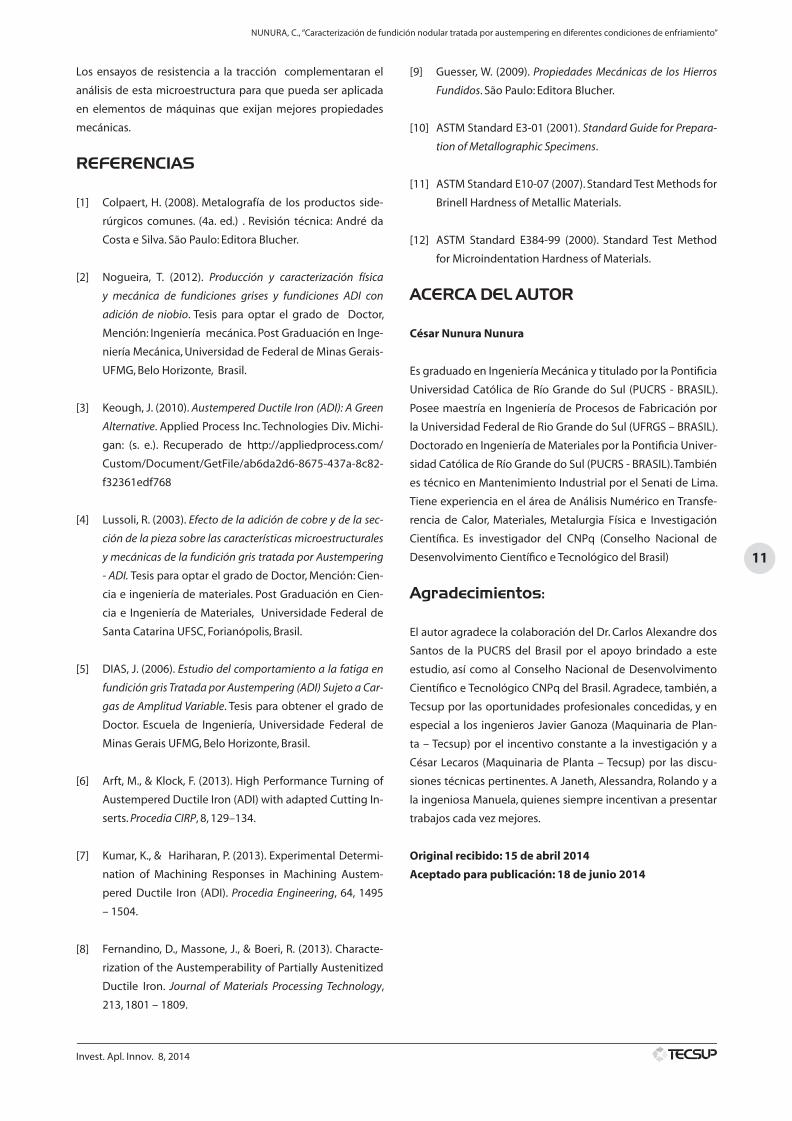
figura 6 presenta un flujograma resumido del procedimiento
de tratamiento térmico. La figura 7 muestra las imágenes del
horno tipo mufla para la austenitización y del horno tipo pozo
empleado para la fusión del baño de Zn-Al.
Figura 6. Flujograma de tratamiento térmico.
(a)
(b)
Figura 7. Hornos usados para los tratamientos térmicos de las piezas. En
(a), tipo mufla para austenitización. En (b), tipo pozo para austempering.
5 a 12 TAREA Investigación Aplicada.indd 7 19/08/14 19:41

8
Invest. Apl. Innov. 8, 2014
NUNURA, C., “Caracterización de fundición nodular tratada por austempering en diferentes condiciones de enfriamiento”
RESULTADOS
A. Análisis Metalográficas
Luego de cortar las piezas, las secciones transversales fue-
ron analizadas en microscopia óptica. En la secuencia se
presentan las microestructuras reveladas para cada condi-
ción (figuras de 8 a 13).
Para la condición bruta de fundición (figura 8) se observa
una matriz perlítica con regiones ferríticas alrededor de los
nódulos de grafito homogéneamente distribuidos y con
tamaño y morfología similares. Dureza de 239 HB.
(a)
(b)
Figura 8: Microestructura en la condición bruta de fundición. En (a)
200x. En (b), 1000x. Ataque: nital 3%.
La figura 9 muestra la microestructura para la temperatura
de austenitización de 900 °C y condición de austempering
a 390 °C con tiempo de 30 minutos. Como se observa, se
obtuvo una matriz homogénea entre la superficie y el nú-
cleo de la muestra, con microestructura conocida como
ausferrita. Sin embargo, con algunas regiones que presen-
tan granos irregulares y no aciculares.
En las figura 10 y figura 11 se aprecian las microestructuras
de la condición austenitizada a 900 °C y con austempering
a 390 °C con tiempo de 60 y 90 minutos, respectivamente,
resultando en una matriz ausferrítica y homogénea.
(a)
(b)
Figura 9: Microestructura en la condición: austenitizada a 900 °C. Austempe-
ring a 390 °C por 30 minutos. En (a) 200x. En (b), 1000x. Ataque: nital 3%.
También fue analizada una temperatura de austempering
más elevada (420 °C) para verificar si esta modificaría la es-
5 a 12 TAREA Investigación Aplicada.indd 8 21/08/14 16:30

9
Invest. Apl. Innov. 8, 2014
NUNURA, C., “Caracterización de fundición nodular tratada por austempering en diferentes condiciones de enfriamiento”
tructura (figura 12) en relación a la temperatura de 390 °C,
se mantuvo el mismo tiempo de 60 minutos.
Al comparar las microestructuras de las figuras 10, 11 y
12 se nota una semejanza tanto en la periferia como en el
núcleo de las muestras. En la temperatura más alta de la
matriz se encuentra más refinada y acicular.
(a)
(b)
Figura 10: Microestructura en la condición: austenitizada a 900 °C. Aus-
tempering a 390 °C por 60 minutos. En (a) 200x. En (b), 1000x. Ataque:
nital
3%.
(a)
(b)
Figura 11: Microestructura en la condición: austenitizada a 900 °C. Aus-
tempering a 390 °C por 90 minutos. En (a) 200x. En (b), 1000x. Ataque:
nital 3%.
(a)
5 a 12 TAREA Investigación Aplicada.indd 9 21/08/14 16:30

10
Invest. Apl. Innov. 8, 2014
NUNURA, C., “Caracterización de fundición nodular tratada por austempering en diferentes condiciones de enfriamiento”
(b)
Figura 12: Microestructura en la condición: austenitizada a 900 °C. Aus-
tempering a 420 °C por 60 minutos. En (a) 200x. En (b), 1000x. Ataque:
nital 3%.
Para la condición austenitizada a 850 °C y austempering a
390 °C por 60 minutos (figura 13) se observa una matriz he-
terogénea con formación parcial de ausferrita y regiones
de perlita no disueltas.
(a)
(b)
Figura 13: Microestructura en la condición: austenitizada a 850 °C. Aus-
tempering a 390 °C por 60 minutos. En (a) 200x. En (b), 1000x. Ataque:
nital 3%.
B. Análisis de dureza
La tabla II muestra un resumen de los valores de dureza
Brinell (esfera 2,5 mm, carga 1875 N) en todas las condicio-
nes analizadas; además, la figura 14 muestra las microdu-
rezas HV en las fases puntuales.
Condición HB
900°C/390°C – 30 min. 306
900°C/390°C – 60 min. 321
900°C/390°C – 90 min. 298
900°C/420°C – 60 min. 330
850°C/390°C – 60 min. 262
TABLA II. Durezas para cada condición de tratamiento.
Figura 14: Perfil de microdurezas de las fases de ausferrita en función de
las temperaturas y tiempos de tratamiento.
CONCLUSIONES
El uso de la aleación fundida a base de Zn-Al permitió la rea-
lización, de manera satisfactoria de los tratamientos térmicos
de austempering, en temperaturas entre 390 °C y 420 °C, ob-
teniéndose de esta manera la microestructura ausferrítica.
La temperatura de austenitización de 850 °C fue insuficiente
para la completa austenitización. Sí tuvo éxito la de 900°C.
Las microestructuras resultantes y los ensayos de dureza per-
mitieron determinar la mejor condición de tratamientos de
austenitización de 900 °C y austempering a 390 °C por 60 mi-
nutos.
El baño de Zn-Al puede ser sustituido por el uso de polímeros
líquidos para evitar fundir metales que emiten gases nocivos
durante el tratamiento.
5 a 12 TAREA Investigación Aplicada.indd 10 21/08/14 16:30
11
Invest. Apl. Innov. 8, 2014
NUNURA, C., “Caracterización de fundición nodular tratada por austempering en diferentes condiciones de enfriamiento”
Los ensayos de resistencia a la tracción complementaran el
análisis de esta microestructura para que pueda ser aplicada
en elementos de máquinas que exijan mejores propiedades
mecánicas.
REFERENCIAS
[1] Colpaert, H. (2008). Metalografía de los productos side-
rúrgicos comunes. (4a. ed.) . Revisión técnica: André da
Costa e Silva. São Paulo: Editora Blucher.
[2] Nogueira, T. (2012). Producción y caracterización física
y mecánica de fundiciones grises y fundiciones ADI con
adición de niobio. Tesis para optar el grado de Doctor,
Mención: Ingeniería mecánica. Post Graduación en Inge-
niería Mecánica, Universidad de Federal de Minas Gerais-
UFMG, Belo Horizonte, Brasil.
[3] Keough, J. (2010). Austempered Ductile Iron (ADI): A Green
Alternative. Applied Process Inc. Technologies Div. Michi-
gan: (s. e.). Recuperado de http://appliedprocess.com/
Custom/Document/GetFile/ab6da2d6-8675-437a-8c82-
f32361edf768
[4] Lussoli, R. (2003). Efecto de la adición de cobre y de la sec-
ción de la pieza sobre las características microestructurales
y mecánicas de la fundición gris tratada por Austempering
- ADI. Tesis para optar el grado de Doctor, Mención: Cien-
cia e ingeniería de materiales. Post Graduación en Cien-
cia e Ingeniería de Materiales, Universidade Federal de
Santa Catarina UFSC, Forianópolis, Brasil.
[5] DIAS, J. (2006). Estudio del comportamiento a la fatiga en
fundición gris Tratada por Austempering (ADI) Sujeto a Car-
gas de Amplitud Variable. Tesis para obtener el grado de
Doctor. Escuela de Ingeniería, Universidade Federal de
Minas Gerais UFMG, Belo Horizonte, Brasil.
[6] Arft, M., & Klock, F. (2013). High Performance Turning of
Austempered Ductile Iron (ADI) with adapted Cutting In-
serts. Procedia CIRP, 8, 129–134.
[7] Kumar, K., & Hariharan, P. (2013). Experimental Determi-
nation of Machining Responses in Machining Austem-
pered Ductile Iron (ADI). Procedia Engineering, 64, 1495
– 1504.
[8] Fernandino, D., Massone, J., & Boeri, R. (2013). Characte-
rization of the Austemperability of Partially Austenitized
Ductile Iron. Journal of Materials Processing Technology,
213, 1801 – 1809.
[9] Guesser, W. (2009). Propiedades Mecánicas de los Hierros
Fundidos. São Paulo: Editora Blucher.
[10] ASTM Standard E3-01 (2001). Standard Guide for Prepara-
tion of Metallographic Specimens.
[11] ASTM Standard E10-07 (2007). Standard Test Methods for
Brinell Hardness of Metallic Materials.
[12] ASTM Standard E384-99 (2000). Standard Test Method
for Microindentation Hardness of Materials.
ACERCA DEL AUTOR
César Nunura Nunura
Es graduado en Ingeniería Mecánica y titulado por la Pontificia
Universidad Católica de Río Grande do Sul (PUCRS - BRASIL).
Posee maestría en Ingeniería de Procesos de Fabricación por
la Universidad Federal de Rio Grande do Sul (UFRGS – BRASIL).
Doctorado en Ingeniería de Materiales por la Pontificia Univer-
sidad Católica de Río Grande do Sul (PUCRS - BRASIL). También
es técnico en Mantenimiento Industrial por el Senati de Lima.
Tiene experiencia en el área de Análisis Numérico en Transfe-
rencia de Calor, Materiales, Metalurgia Física e Investigación
Científica. Es investigador del CNPq (Conselho Nacional de
Desenvolvimento Científico e Tecnológico del Brasil)
Agradecimientos:
El autor agradece la colaboración del Dr. Carlos Alexandre dos
Santos de la PUCRS del Brasil por el apoyo brindado a este
estudio, así como al Conselho Nacional de Desenvolvimento
Científico e Tecnológico CNPq del Brasil. Agradece, también, a
Tecsup por las oportunidades profesionales concedidas, y en
especial a los ingenieros Javier Ganoza (Maquinaria de Plan-
ta – Tecsup) por el incentivo constante a la investigación y a
César Lecaros (Maquinaria de Planta – Tecsup) por las discu-
siones técnicas pertinentes. A Janeth, Alessandra, Rolando y a
la ingeniosa Manuela, quienes siempre incentivan a presentar
trabajos cada vez mejores.
Original recibido: 15 de abril 2014
Aceptado para publicación: 18 de junio 2014
5 a 12 TAREA Investigación Aplicada.indd 11 19/08/14 19:41

5 a 12 TAREA Investigación Aplicada.indd 12 19/08/14 19:41
13
Invest. Apl. Innov. 8, 2014
Preparación de nanoesferas huecas de hematita para el tratamiento del cáncer
Preparation of Hollow Nanospheres of Hematie for Cancer Treatment
Resumen
En este trabajo se describe la preparación y caracterización
de esferas huecas de hematita (α- Fe2O
3) y su uso potencial
en el encapsulamiento de fármacos. La preparación se realizó
mediante el método sol-gel y calcinado. Nitrato férrico y ácido
cítrico fueron dispersos en solución acuosa para formar el gel
precursor de hidróxido de hierro amorfo y se oxidó mediante
recocido a 600 ºC por 12 horas. Para la caracterización estruc-
tural se empleo la difracción de rayos X, que confirmó la forma-
ción de una única fase de hematita. Este proceso de formación
también fue estudiado mediante análisis termogravimétrico
y espectroscopía de rayos X a ángulos menores. Imágenes
de microscopía electrónica de barrido revelaron la formación
de esferas huecas de 800 nm de diámetro interior y ~60 nm
de espesor. El proceso de formación de dichas esferas huecas
durante el recocido se discutió en términos de los efectos de
maduración de Ostwald y Kirkendall”. Medidas magnéticas
indican claramente la transición Morín en estas muestras de
esferas huecas.
Los resultados sugieren que las nano esferas huecas obtenidas
en este trabajo son prometedoras para aplicaciones de encap-
sulación farmacológica.
Abstract
In this work, we report the preparation and characterization
of hollow spheres of hematite (α- Fe2O
3) and discuss its po-
tential use in the encapsulation of drugs. The preparation was
performed by the sol-gel method and annealing. Ferric nitrate
and citric acid were diluted in water to form the precursor gel
consisting of amorphous iron hydroxide which was oxidized
by annealing at 600° C for 12 hours. The structural characteriza-
tion was done by X-ray diffraction which confirmed the forma-
tion of pure hematite phase. The hematite generation process
was also studied by thermogravimetric and small angle X-ray
spectroscopy analysis. The morphology of the sample was
analyzed by scanning electronic microscopy, observing that
it consists on hollow spheres with ~800 nm in inner diameter
and ~60 nm thick. The formation of the hollow spheres is dis-
cussed in terms of the Ostwald ripening and Kirkendall effects.
The magnetic measurements obtained in a magnetometer
clearly show the Morin transition which is a typical property
of hematite.
The results suggest that hollow nano spheres obtained in this
work are promising for applications in drug encapsulation.
Palabras claves
Método Sol–gel, hematita (α-Fe2O3), esferas huecas, nanoma-
teriales.
Key words
Sol–gel method, Hematite (α- Fe2O
3), hollow spheres, nano-
materials.
INTRODUCCIÓN
La aplicación de la nanotecnología en medicina ha recibido
considerable atención en los últimos años [1]. Al respecto,
un especial interés ha sido puesto en el uso de nanoestruc-
turas de óxido de hierro en el tratamiento del cáncer debido
a su no toxicidad, biocompatibilidad, bajo costo, abundancia,
poca densidad, permeabilidad y facilidad para ser controladas
mediante campos magnéticos [2-8]. En el caso de estructuras
huecas de óxido de hierro, estas podrían ser empleadas me-
diante la técnica de drug delivery, para encapsular fármacos
anticancerosos [9]. Estas drogas serían así trasladadas a través
de los vasos sanguíneos hacia el tumor maligno. Además, por
su carácter magnético, estas cápsulas podrían ser guiadas con
la aplicación de un campo magnético externo [11].
Silvia Espinoza, Tecsup / L. de los Santos, University of Cambridge L. León-Félix, Universidade de Brasília / A. Bustamante, UNMSM
H. Amenitsch, Elettra Sincrotrone / J. Albino, Universidad Federal de Pernambuco C.H. W. Barnes, University of Cambridge
13 a 20 TAREA Investigacion Aplicada.indd 13 19/08/14 19:44

14
Invest. Apl. Innov. 8, 2014
EspInozA, s., DE los sAntos, l., lEón-FélIx, l., BustAmAntE, A., AmEnItsch, h., AlBIno, J., BArnEs, c.h.W.., “preparación de nanoesferas huecas de hematita para el tratamiento del cáncer”
Se han desarrollado técnicas para la obtención de nanoes-
tructuras huecas mediante el uso de plantillas. Para el caso
de geometrías esféricas, usualmente se siguen cuatro pasos
principales [12] (ver figura 1): (1) Se seleccionan nanopartícu-
las de carbono, metálicas u óxidos metálicos para ser usados
como plantillas; (2). Se modifica la superficie de estas planti-
llas para conseguir propiedades de superficie favorables para
su recubrimiento; (3). Se recubren las plantillas esféricas con
el material deseado, siempre y cuando se haya logrado la ad-
hesión con el sustrato. En caso de incompatibilidad entre el
material de la superficie de la plantilla y la cáscara, antes del
recubrimiento se recurre a la funcionalización o modificación
de la plantilla (por ejemplo, cargas electrostáticas) [13]. (4) Fi-
nalmente, se eliminan selectivamente las plantillas para dejar
libres las esferas (cáscaras) huecas. Este proceso implica el gra-
bado selectivo de la plantilla en disolventes o, muchas veces,
la calcinación de las muestras a altas temperaturas.
42 31
Figura 1: Ilustración esquemática del proceso de obtención de esferas
huecas con el uso de plantillas. Pasos: 1. Plantilla esférica; 2. Modifica-
ción de la superficie; 3. Recubrimiento; 4. Eliminación de la plantilla.
Fuente: Elaboración propia
Los procesos para la obtención de esferas huecas basados en
el uso de plantillas tienen varias desventajas intrínsecas, desde
la dificultad inherente de lograr altos rendimientos en las múl-
tiples etapas de síntesis hasta la falta de robustez estructural
de las cáscaras para soportar la eliminación de la plantilla. Por
ello, se requiere gran cuidado para evitar el colapso de las cás-
caras, en especial durante esta última. Particularmente, cuan-
do se utiliza un disolvente orgánico para disolver la plantilla
(comúnmente hecha de látex) debe procederse con precau-
ción, pues la hinchazón del polímero puede causar la ruptura
de la cáscara [14].
Recientemente se han desarrollado nuevas técnicas para la
preparación de nanoesferas huecas sin la necesidad de plan-
tillas; dos de las más destacadas se basan en:
I) El efecto de maduración de Ostwald [15] y [16].
Aprovecha la precipitación de soles en una solución que,
con el tiempo, se autoensamblan para formar nanoesferas
cuasinestables. Luego de inducir la cristalización de sus
superficies (mediante el uso selectivo de la solución o el
incremento de la temperatura) las nanoesferas se disuel-
van y queda solo la cáscara cristalina.
II) El efecto Kirkendall [17].
Utiliza la diferencia en las tasas de difusión entre dos me-
dios para que se formen espacios vacíos cerca a la inter-
fase. Estos espacios vacíos crecen a fin de compensar el
flujo de masa que se da en una dirección, lo genera la cavi-
dad interna. Pueden seleccionarse medios con geometría
esférica en soluciones. La formación de espacios huecos
que se desarrolla en el medio esférico difiere material a
la solución. Es por eso que, algunas veces, se refiere a este
método como método de plantillas de sacrificio [12].
En este trabajo se describe la preparación de nanoesferas hue-
cas de hematita sin el uso de plantillas que se aplican en el
tratamiento del cáncer. El proceso consiste en formar un pre-
cursor base de hidróxido de hierro con el método sol-gel y la
respectiva oxidación térmica. El producto obtenido es carac-
terizado mediante termogravimetría, microscopía electrónica
de barrido, difracción de rayos X y espectroscopía de rayos X
a ángulos pequeños. La formación de las esferas huecas se
analiza en términos de los efectos maduración de Ostwald y
Kirkendall.
Este artículo presenta los resultados parciales obtenidos has-
ta el momento del proyecto de cooperación entre diferentes
centros de investigación como la Universidad Nacional Mayor
de San Marcos, TECSUP, Universidad de Cambridge, Sincrotrón
Elettra de Italia, Universidad Federal de Pernambuco y Univer-
sidad de Brasilia.
EXPERIMENTAL
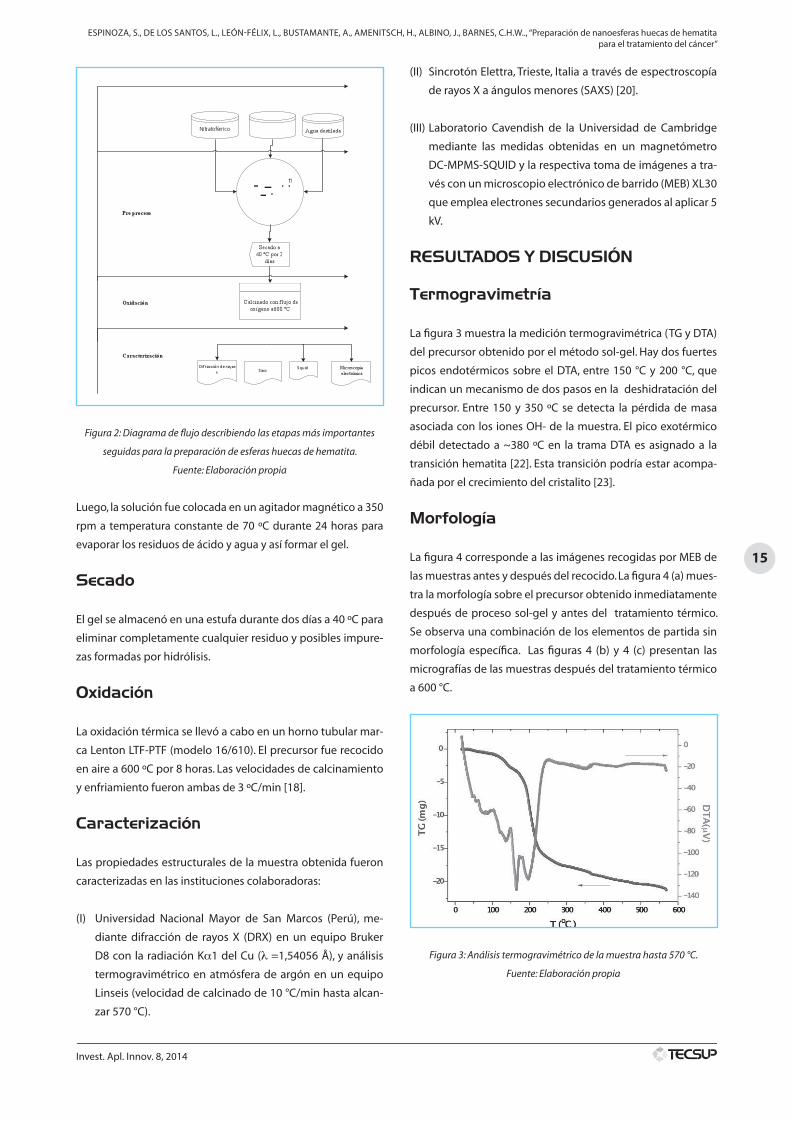
En la figura 2 se muestra el diagrama de flujo del proceso de la
preparación de las esferas huecas de hematina por el método
de sol-gel seguido por un calcinado a 600 °C como se detalla
a continuación.
Síntesis
Se llevó a cabo en el Departamento de Física de la Univer-
sidad Federal de Pernambuco, Brasil. El proceso se inició
con la suspensión coloidal de nitrato férrico nonahidratado
(Fe (NO3)
39H
2O) y ácido cítrico mono hidratado (C
6H
8O
7.H
2O)
en solución acuosa [18]. El ácido cítrico es usado debido a su
acción en la formación y el crecimiento de nanoestructuras de
óxidos de hierro [19].
13 a 20 TAREA Investigacion Aplicada.indd 14 19/08/14 19:44
15
Invest. Apl. Innov. 8, 2014
EspInozA, s., DE los sAntos, l., lEón-FélIx, l., BustAmAntE, A., AmEnItsch, h., AlBIno, J., BArnEs, c.h.W.., “preparación de nanoesferas huecas de hematita para el tratamiento del cáncer”
Figura 2: Diagrama de flujo describiendo las etapas más importantes
seguidas para la preparación de esferas huecas de hematita.
Fuente: Elaboración propia
Luego, la solución fue colocada en un agitador magnético a 350
rpm a temperatura constante de 70 ºC durante 24 horas para
evaporar los residuos de ácido y agua y así formar el gel.
Secado
El gel se almacenó en una estufa durante dos días a 40 ºC para
eliminar completamente cualquier residuo y posibles impure-
zas formadas por hidrólisis.
Oxidación
La oxidación térmica se llevó a cabo en un horno tubular mar-
ca Lenton LTF-PTF (modelo 16/610). El precursor fue recocido
en aire a 600 ºC por 8 horas. Las velocidades de calcinamiento
y enfriamiento fueron ambas de 3 ºC/min [18].
Caracterización
Las propiedades estructurales de la muestra obtenida fueron
caracterizadas en las instituciones colaboradoras:
(I) Universidad Nacional Mayor de San Marcos (Perú), me-
diante difracción de rayos X (DRX) en un equipo Bruker
D8 con la radiación Kα1 del Cu (λ =1,54056 Å), y análisis
termogravimétrico en atmósfera de argón en un equipo
Linseis (velocidad de calcinado de 10 °C/min hasta alcan-
zar 570 °C).
(II) Sincrotón Elettra, Trieste, Italia a través de espectroscopía
de rayos X a ángulos menores (SAXS) [20].
(III) Laboratorio Cavendish de la Universidad de Cambridge
mediante las medidas obtenidas en un magnetómetro
DC-MPMS-SQUID y la respectiva toma de imágenes a tra-
vés con un microscopio electrónico de barrido (MEB) XL30
que emplea electrones secundarios generados al aplicar 5
kV.
RESULTADOS Y DISCUSIÓN
Termogravimetría
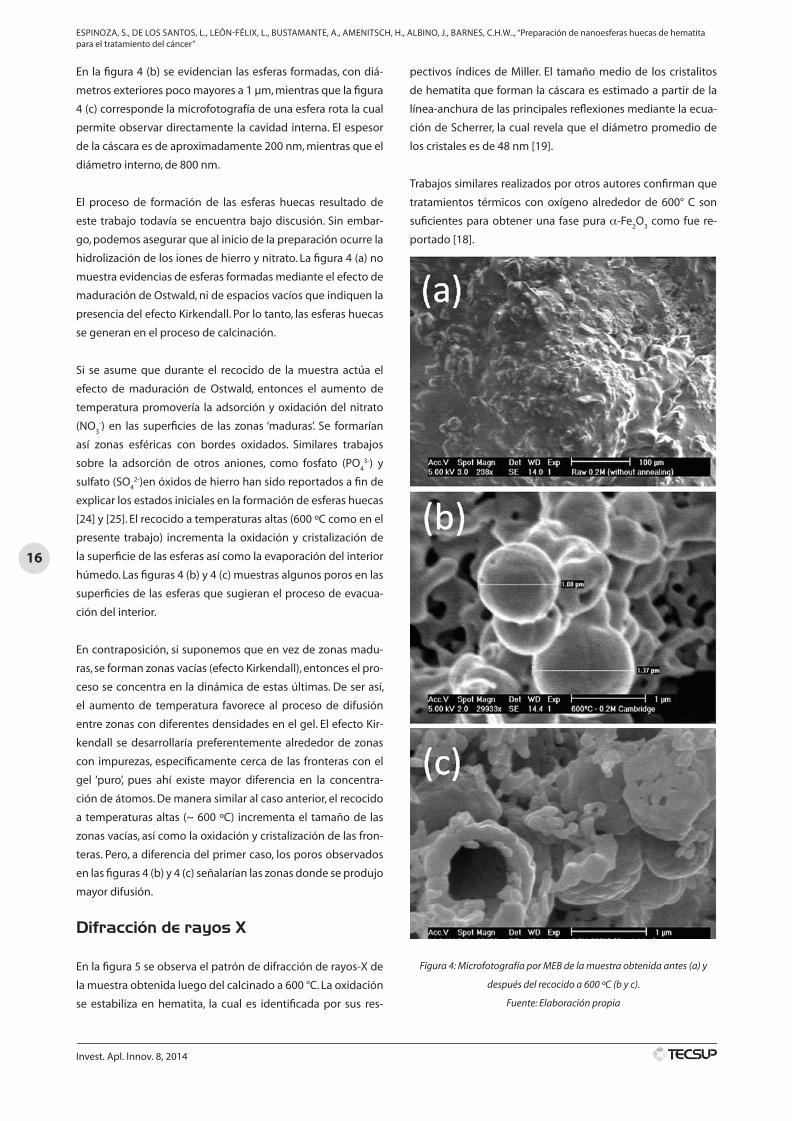
La figura 3 muestra la medición termogravimétrica (TG y DTA)
del precursor obtenido por el método sol-gel. Hay dos fuertes
picos endotérmicos sobre el DTA, entre 150 °C y 200 °C, que
indican un mecanismo de dos pasos en la deshidratación del
precursor. Entre 150 y 350 ºC se detecta la pérdida de masa
asociada con los iones OH- de la muestra. El pico exotérmico
débil detectado a ~380 ºC en la trama DTA es asignado a la
transición hematita [22]. Esta transición podría estar acompa-
ñada por el crecimiento del cristalito [23].
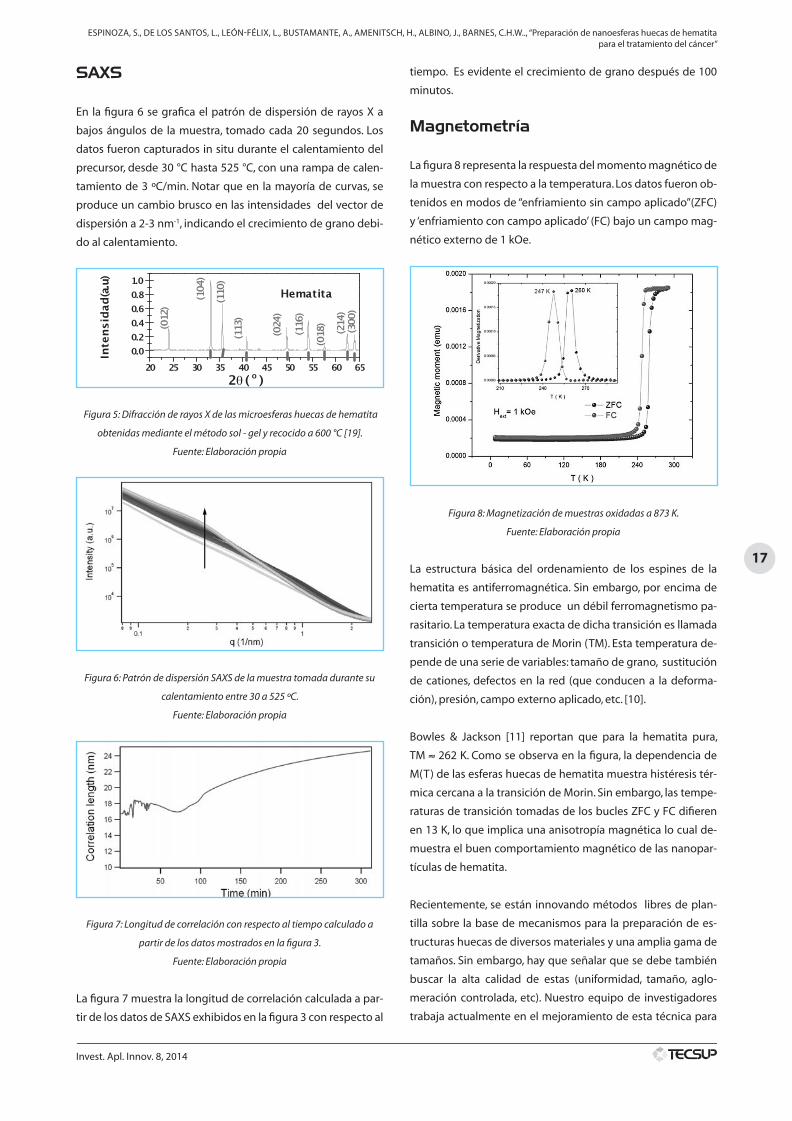
Morfología
La figura 4 corresponde a las imágenes recogidas por MEB de
las muestras antes y después del recocido. La figura 4 (a) mues-
tra la morfología sobre el precursor obtenido inmediatamente
después de proceso sol-gel y antes del tratamiento térmico.
Se observa una combinación de los elementos de partida sin
morfología específica. Las figuras 4 (b) y 4 (c) presentan las
micrografías de las muestras después del tratamiento térmico
a 600 °C.
Figura 3: Análisis termogravimétrico de la muestra hasta 570 °C.
Fuente: Elaboración propia
13 a 20 TAREA Investigacion Aplicada.indd 15 19/08/14 19:44
16
Invest. Apl. Innov. 8, 2014
EspInozA, s., DE los sAntos, l., lEón-FélIx, l., BustAmAntE, A., AmEnItsch, h., AlBIno, J., BArnEs, c.h.W.., “preparación de nanoesferas huecas de hematita para el tratamiento del cáncer”
En la figura 4 (b) se evidencian las esferas formadas, con diá-
metros exteriores poco mayores a 1 µm, mientras que la figura
4 (c) corresponde la microfotografía de una esfera rota la cual
permite observar directamente la cavidad interna. El espesor
de la cáscara es de aproximadamente 200 nm, mientras que el
diámetro interno, de 800 nm.
El proceso de formación de las esferas huecas resultado de
este trabajo todavía se encuentra bajo discusión. Sin embar-
go, podemos asegurar que al inicio de la preparación ocurre la
hidrolización de los iones de hierro y nitrato. La figura 4 (a) no
muestra evidencias de esferas formadas mediante el efecto de
maduración de Ostwald, ni de espacios vacíos que indiquen la
presencia del efecto Kirkendall. Por lo tanto, las esferas huecas
se generan en el proceso de calcinación.
Si se asume que durante el recocido de la muestra actúa el
efecto de maduración de Ostwald, entonces el aumento de
temperatura promovería la adsorción y oxidación del nitrato
(NO3
-) en las superficies de las zonas ‘maduras’. Se formarían
así zonas esféricas con bordes oxidados. Similares trabajos
sobre la adsorción de otros aniones, como fosfato (PO4
3-) y
sulfato (SO4
2-)en óxidos de hierro han sido reportados a fin de
explicar los estados iniciales en la formación de esferas huecas
[24] y [25]. El recocido a temperaturas altas (600 ºC como en el
presente trabajo) incrementa la oxidación y cristalización de
la superficie de las esferas así como la evaporación del interior
húmedo. Las figuras 4 (b) y 4 (c) muestras algunos poros en las
superficies de las esferas que sugieran el proceso de evacua-
ción del interior.
En contraposición, si suponemos que en vez de zonas madu-
ras, se forman zonas vacías (efecto Kirkendall), entonces el pro-
ceso se concentra en la dinámica de estas últimas. De ser así,
el aumento de temperatura favorece al proceso de difusión
entre zonas con diferentes densidades en el gel. El efecto Kir-
kendall se desarrollaría preferentemente alrededor de zonas
con impurezas, específicamente cerca de las fronteras con el
gel ‘puro’, pues ahí existe mayor diferencia en la concentra-
ción de átomos. De manera similar al caso anterior, el recocido
a temperaturas altas (~ 600 ºC) incrementa el tamaño de las
zonas vacías, así como la oxidación y cristalización de las fron-
teras. Pero, a diferencia del primer caso, los poros observados
en las figuras 4 (b) y 4 (c) señalarían las zonas donde se produjo
mayor difusión.
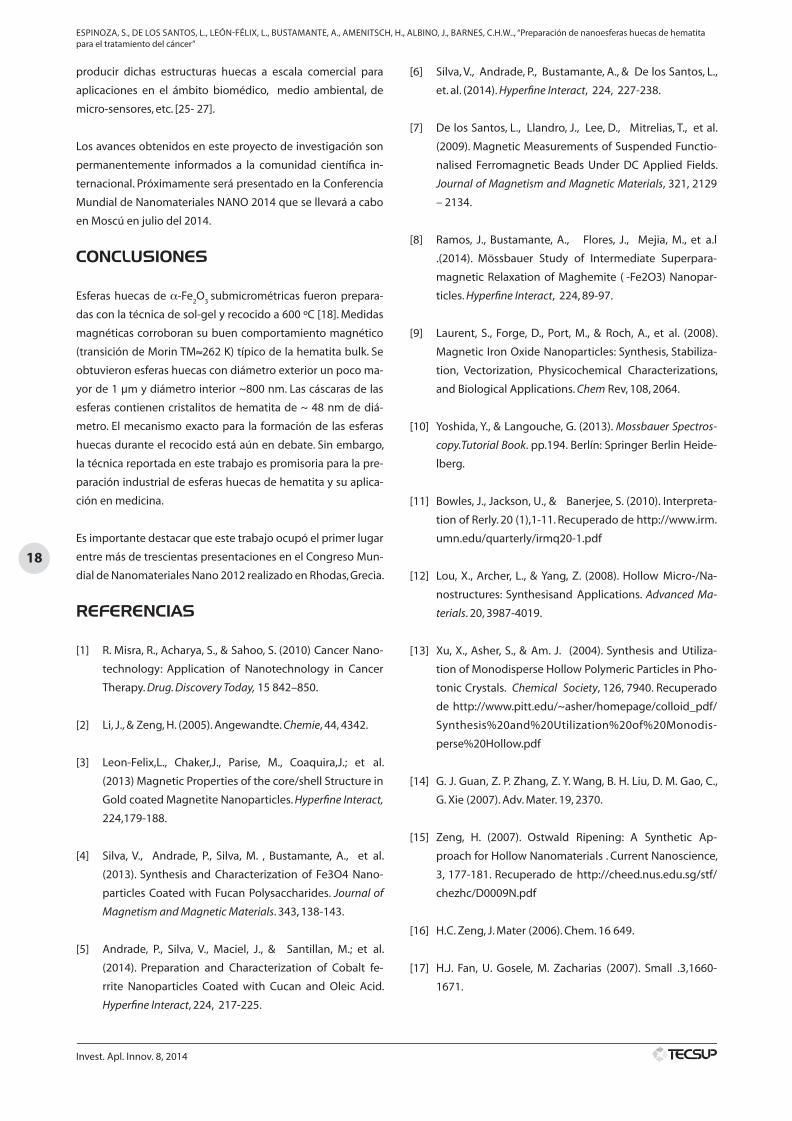
Difracción de rayos X
En la figura 5 se observa el patrón de difracción de rayos-X de
la muestra obtenida luego del calcinado a 600 °C. La oxidación
se estabiliza en hematita, la cual es identificada por sus res-
pectivos índices de Miller. El tamaño medio de los cristalitos
de hematita que forman la cáscara es estimado a partir de la
línea-anchura de las principales reflexiones mediante la ecua-
ción de Scherrer, la cual revela que el diámetro promedio de
los cristales es de 48 nm [19].
Trabajos similares realizados por otros autores confirman que
tratamientos térmicos con oxígeno alrededor de 600° C son
suficientes para obtener una fase pura α-Fe2O
3 como fue re-
portado [18].
Figura 4: Microfotografía por MEB de la muestra obtenida antes (a) y
después del recocido a 600 ºC (b y c).
Fuente: Elaboración propia
13 a 20 TAREA Investigacion Aplicada.indd 16 19/08/14 19:44
17
Invest. Apl. Innov. 8, 2014
EspInozA, s., DE los sAntos, l., lEón-FélIx, l., BustAmAntE, A., AmEnItsch, h., AlBIno, J., BArnEs, c.h.W.., “preparación de nanoesferas huecas de hematita para el tratamiento del cáncer”
SAXS
En la figura 6 se grafica el patrón de dispersión de rayos X a
bajos ángulos de la muestra, tomado cada 20 segundos. Los
datos fueron capturados in situ durante el calentamiento del
precursor, desde 30 °C hasta 525 °C, con una rampa de calen-
tamiento de 3 ºC/min. Notar que en la mayoría de curvas, se
produce un cambio brusco en las intensidades del vector de
dispersión a 2-3 nm-1, indicando el crecimiento de grano debi-
do al calentamiento.
Figura 5: Difracción de rayos X de las microesferas huecas de hematita
obtenidas mediante el método sol - gel y recocido a 600 °C [19].
Fuente: Elaboración propia
Figura 6: Patrón de dispersión SAXS de la muestra tomada durante su
calentamiento entre 30 a 525 ºC.
Fuente: Elaboración propia
Figura 7: Longitud de correlación con respecto al tiempo calculado a
partir de los datos mostrados en la figura 3.
Fuente: Elaboración propia
La figura 7 muestra la longitud de correlación calculada a par-
tir de los datos de SAXS exhibidos en la figura 3 con respecto al
tiempo. Es evidente el crecimiento de grano después de 100
minutos.
Magnetometría
La figura 8 representa la respuesta del momento magnético de
la muestra con respecto a la temperatura. Los datos fueron ob-
tenidos en modos de “enfriamiento sin campo aplicado”(ZFC)
y ‘enfriamiento con campo aplicado’ (FC) bajo un campo mag-
nético externo de 1 kOe.
Figura 8: Magnetización de muestras oxidadas a 873 K.
Fuente: Elaboración propia
La estructura básica del ordenamiento de los espines de la
hematita es antiferromagnética. Sin embargo, por encima de
cierta temperatura se produce un débil ferromagnetismo pa-
rasitario. La temperatura exacta de dicha transición es llamada
transición o temperatura de Morin (TM). Esta temperatura de-
pende de una serie de variables: tamaño de grano, sustitución
de cationes, defectos en la red (que conducen a la deforma-
ción), presión, campo externo aplicado, etc. [10].
Bowles & Jackson [11] reportan que para la hematita pura,
TM ≈ 262 K. Como se observa en la figura, la dependencia de
M(T) de las esferas huecas de hematita muestra histéresis tér-
mica cercana a la transición de Morin. Sin embargo, las tempe-
raturas de transición tomadas de los bucles ZFC y FC difieren
en 13 K, lo que implica una anisotropía magnética lo cual de-
muestra el buen comportamiento magnético de las nanopar-
tículas de hematita.
Recientemente, se están innovando métodos libres de plan-
tilla sobre la base de mecanismos para la preparación de es-
tructuras huecas de diversos materiales y una amplia gama de
tamaños. Sin embargo, hay que señalar que se debe también
buscar la alta calidad de estas (uniformidad, tamaño, aglo-
meración controlada, etc). Nuestro equipo de investigadores
trabaja actualmente en el mejoramiento de esta técnica para
13 a 20 TAREA Investigacion Aplicada.indd 17 19/08/14 19:44
18
Invest. Apl. Innov. 8, 2014
EspInozA, s., DE los sAntos, l., lEón-FélIx, l., BustAmAntE, A., AmEnItsch, h., AlBIno, J., BArnEs, c.h.W.., “preparación de nanoesferas huecas de hematita para el tratamiento del cáncer”
producir dichas estructuras huecas a escala comercial para
aplicaciones en el ámbito biomédico, medio ambiental, de
micro-sensores, etc. [25- 27].
Los avances obtenidos en este proyecto de investigación son
permanentemente informados a la comunidad científica in-
ternacional. Próximamente será presentado en la Conferencia
Mundial de Nanomateriales NANO 2014 que se llevará a cabo
en Moscú en julio del 2014.
CONCLUSIONES
Esferas huecas de α-Fe2O
3 submicrométricas fueron prepara-
das con la técnica de sol-gel y recocido a 600 ºC [18]. Medidas
magnéticas corroboran su buen comportamiento magnético
(transición de Morin TM≈262 K) típico de la hematita bulk. Se
obtuvieron esferas huecas con diámetro exterior un poco ma-
yor de 1 µm y diámetro interior ~800 nm. Las cáscaras de las
esferas contienen cristalitos de hematita de ~ 48 nm de diá-
metro. El mecanismo exacto para la formación de las esferas
huecas durante el recocido está aún en debate. Sin embargo,
la técnica reportada en este trabajo es promisoria para la pre-
paración industrial de esferas huecas de hematita y su aplica-
ción en medicina.
Es importante destacar que este trabajo ocupó el primer lugar
entre más de trescientas presentaciones en el Congreso Mun-
dial de Nanomateriales Nano 2012 realizado en Rhodas, Grecia.
REFERENCIAS
[1] R. Misra, R., Acharya, S., & Sahoo, S. (2010) Cancer Nano-
technology: Application of Nanotechnology in Cancer
Therapy. Drug. Discovery Today, 15 842–850.
[2] Li, J., & Zeng, H. (2005). Angewandte. Chemie, 44, 4342.
[3] Leon-Felix,L., Chaker,J., Parise, M., Coaquira,J.; et al.
(2013) Magnetic Properties of the core/shell Structure in
Gold‐coated Magnetite Nanoparticles. Hyperfine Interact,
224,179-188.
[4] Silva, V., Andrade, P., Silva, M. , Bustamante, A., et al.
(2013). Synthesis and Characterization of Fe3O4 Nano-
particles Coated with Fucan Polysaccharides. Journal of
Magnetism and Magnetic Materials. 343, 138-143.
[5] Andrade, P., Silva, V., Maciel, J., & Santillan, M.; et al.
(2014). Preparation and Characterization of Cobalt fe-
rrite Nanoparticles Coated with Cucan and Oleic Acid.
Hyperfine Interact, 224, 217-225.
[6] Silva, V., Andrade, P., Bustamante, A., & De los Santos, L.,
et. al. (2014). Hyperfine Interact, 224, 227-238.
[7] De los Santos, L., Llandro, J., Lee, D., Mitrelias, T., et al.
(2009). Magnetic Measurements of Suspended Functio-
nalised Ferromagnetic Beads Under DC Applied Fields.
Journal of Magnetism and Magnetic Materials, 321, 2129
– 2134.
[8] Ramos, J., Bustamante, A., Flores, J., Mejia, M., et a.l
.(2014). Mössbauer Study of Intermediate Superpara-
magnetic Relaxation of Maghemite (‐-Fe2O3) Nanopar-
ticles. Hyperfine Interact, 224, 89-97.
[9] Laurent, S., Forge, D., Port, M., & Roch, A., et al. (2008).
Magnetic Iron Oxide Nanoparticles: Synthesis, Stabiliza-
tion, Vectorization, Physicochemical Characterizations,
and Biological Applications. Chem Rev, 108, 2064.
[10] Yoshida, Y., & Langouche, G. (2013). Mossbauer Spectros-
copy.Tutorial Book. pp.194. Berlín: Springer Berlin Heide-
lberg.
[11] Bowles, J., Jackson, U., & Banerjee, S. (2010). Interpreta-
tion of Rerly. 20 (1),1-11. Recuperado de http://www.irm.
umn.edu/quarterly/irmq20-1.pdf
[12] Lou, X., Archer, L., & Yang, Z. (2008). Hollow Micro-/Na-
nostructures: Synthesisand Applications. Advanced Ma-
terials. 20, 3987-4019.
[13] Xu, X., Asher, S., & Am. J. (2004). Synthesis and Utiliza-
tion of Monodisperse Hollow Polymeric Particles in Pho-
tonic Crystals. Chemical Society, 126, 7940. Recuperado
de http://www.pitt.edu/~asher/homepage/colloid_pdf/
Synthesis%20and%20Utilization%20of%20Monodis-
perse%20Hollow.pdf
[14] G. J. Guan, Z. P. Zhang, Z. Y. Wang, B. H. Liu, D. M. Gao, C.,
G. Xie (2007). Adv. Mater. 19, 2370.
[15] Zeng, H. (2007). Ostwald Ripening: A Synthetic Ap-
proach for Hollow Nanomaterials . Current Nanoscience,
3, 177-181. Recuperado de http://cheed.nus.edu.sg/stf/
chezhc/D0009N.pdf
[16] H.C. Zeng, J. Mater (2006). Chem. 16 649.
[17] H.J. Fan, U. Gosele, M. Zacharias (2007). Small .3,1660-
1671.
13 a 20 TAREA Investigacion Aplicada.indd 18 19/08/14 19:44
19
Invest. Apl. Innov. 8, 2014
EspInozA, s., DE los sAntos, l., lEón-FélIx, l., BustAmAntE, A., AmEnItsch, h., AlBIno, J., BArnEs, c.h.W.., “preparación de nanoesferas huecas de hematita para el tratamiento del cáncer”
[18] Leon, L., Bustamante, A., Osorio, A., C Olarte, G., et al.
(2011). Synthesis and Characterization of Hollow ‐-Fe2O3
Sub-micron Spheres Srepared by sol–gel. Hyperfine Inte-
ract, 2002, 131-137.
[19] Ni, S., Lin, S., Pan, Q., Yang, F., et al.(2009). Synthesis of
Core–shell-Fe2O3 Hollow Micro-Spheres by a Simple
Two-step Process. Journal of Alloys and Compounds, 478,
876–879.
[20] Elettra and Fermi lightsources (2012). Recuperados el
20 de mayo de 2014 de: http://www.elettra.trieste.it/it/
lightsources/elettra/elettra-beamlines/saxs/saxs.html
[21] Karami, H. (2010). Synthesis and Characterization of Iron
Oxide Nanoparticles by Solid State Chemical Reaction
Method. Journal of Cluster Science - J CLUST SCI , 21(1)
11-20.
[22] Jia, C., Sun, L., Yan, Z. &You, L., et al.(2005). Single-crys-
talline Iron oxide Magnetic Nanorngs. Chem. Int, Ed. 44,
4328.
[23] Lu, J., Chen, D., Jiao,X., Colloid, J., (2006) . Interface Sci.
303 437.
[24] Xisheng. Y., Jian,S., Honngin, S., Zhengkuan ,J., et al.
(1997). Boletin, 42, 894-897. (No indica título)
[25] Wang, B., Song, J., & Bin, H. (2011) Quasiemulsion-
Templated Formation of ‐-Fe2O3 Hollow Spheres with
Enhanced Lithium Storage Properties. J. Am. Chem.
Soc.,133, 17146–17148
[26] Sik , H., Piao,Y., Hyung, S., & Hyeon, T. (2010). Uniform
Hematite Nanocapsules Based on an Anode Material for
Lithium ion Batteries. Electrochemistry Communications,
12 (3) 382–385.
[27] Zhang, J., Rong, L., Liu, Y., & Dong, B.(2003). SAXS Study
on the Microstructure of Fe2O3 Nanocrystal Materials
Science and Engineering: A., 351, 224–227.
ACERCA DE LOS AUTORES
Silvia Espinoza Suárez.
Investigadora y Docente de TECSUP. Licenciada y maestrante
de la Universidad Nacional Mayor de San Marcos. Especialista
en Materia Condensada. Sus investigaciones versan en la pre-
paración y caracterización de nanoestructuras para aplicacio-
nes en medicina. En 2012, su trabajo sobre la preparación de
esferas huecas de hematita fue reconocido como el mejor que
se presentó en el evento Nano 2012 en Rodas, Grecia.
Luis de los Santos Valladares.
Investigador asociado en la Universidad de Cambridge (Ingla-
terra). Licenciatura y Maestría en Física en la Universidad Na-
cional Mayor de San Marcos, PhD en la Universidad de Cam-
bridge, Post Doctorado en el Tokyo Institute of Technology
(Japón) y en la Universidad Federal de Pernambuco (Brasil). Sus
trabajos científicos son financiados por la Comisión Europea, el
Cambridge Overseas Trust, Capes (Brasil), la Sociedad Japonesa
para la Promoción de la Ciencia y el EPSRC (Inglaterra). Rea-
liza investigaciones en colaboración con los laboratorios: ISIS
(Oxford), Lund (Suecia), Elettra (Italia), Universidad de Nanyang
(Singapur), National Institute of Physics (Filipinas), entre otros.
Lizbet León Félix.
Estudió Física en la Universidad Nacional Mayor de San Marcos
y Maestría en Física en la Universidad de Brasilia. En el 2009 vi-
sitó la Universidad de Cambridge (Inglaterra) para llevar a cabo
investigaciones sobre la cristalización de películas delgadas de
oro y la fabricación de nanoelectrodos de níquel. Actualmente
realiza sus estudios de Doctorado en la Universidad de Brasilia,
donde desarrolla su trabajo de tesis en la preparación de na-
nopartículas de óxido de hierro recubiertas con oro.
Ángel Bustamante Domínguez.
Profesor Principal en la Facultad de Física de la Universidad
Nacional Mayor de San Marcos. Estudió Doctorado en Física en
el Centro Brasileiro de Pesquisas Físicas, Rio de Janeiro, Brasil.
Tiene alrededor de cien publicaciones científicas nacionales e
internacionales entre artículos, capítulos de libros, tesis, etc. Ha
sido galardonado consecutivamente como mejor científico de
la Universidad Nacional Mayor de San Marcos durante los últi-
mos años. Actualmente es decano de la Facultad de Ciencias
Físicas de dicha universidad.
Heinz Amenitsch.
Líder del Grupo de dispersión de rayos X a ángulos pequeños
(SAXS) en el ramal “Luz de Austria” en el Sincrotrón Elettra,
Trieste. Estudios de Doctorado en neutrones y física del esta-
do sólido. Es investigador científico del Instituto de Biofísica y
Nanosistemas de Investigación de la Academia de Ciencias de
Austria. Es profesor de la Graz University of Technology.
13 a 20 TAREA Investigacion Aplicada.indd 19 19/08/14 19:44
20
Invest. Apl. Innov. 8, 2014
EspInozA, s., DE los sAntos, l., lEón-FélIx, l., BustAmAntE, A., AmEnItsch, h., AlBIno, J., BArnEs, c.h.W.., “preparación de nanoesferas huecas de hematita para el tratamiento del cáncer”
J. Albino Aguiar.
Profesor de la Universidad Federal de Pernambuco. Obtuvo el
Doctorado en dicha universidad y el Posdoctorado en el Labo-
ratorio Kamerlingh Onnes de la Universidad de Leiden, Holan-
da. Cuenta con más de doscientas publicaciones entre artículos,
libros, capítulos de libros y tesis. Ha sido múltiples veces direc-
tor del Departamento de Física y del Departamento de Ciencia
de los Materiales de la Universidad Federal de Pernambuco; así
como también encabeza el Laboratorio de Superconductivi-
dad y Materiales Avanzados de dicha universidad.
Crispin H. W. Barnes.
Ocupa el cargo de University Reader en la Universidad de
Cambridge y es miembro del Girton College de la misma casa
de estudios. Tiene más de doscientas publicaciones entre artí-
culos y capítulos de libros con índice h=27. Lidera el grupo de
investigación Thin Film Magnetism del Laboratorio Cavendish
en dicha universidad.
Original recibido: 27 de marzo 2014
Aceptado para publicación: 21 de mayo 2014
13 a 20 TAREA Investigacion Aplicada.indd 20 19/08/14 19:44
21
Invest. Apl. Innov. 8, 2014
Diagnóstico de inductores por análisis de respuesta en frecuencia
Frecuency response analysis in diagnosingof inductors
Resumen
Los inductores de potencia son muy utilizados en los sistemas
eléctricos de potencia (filtros, variadores, etc.). Por tal motivo,
el estudio de herramientas de monitoreo y diagnóstico que
impidan el retiro no planificado de dichos equipos es de mu-
cho interés para el sector eléctrico. En este trabajo se analiza la
respuesta en frecuencia aplicada a un inductor trifásico y tres
inductores monofásicos con características similares. Además,
se compara el comportamiento de un inductor monofásico con
un transformador monofásico de 400 VA. Para este análisis se
utilizó un barrido de frecuencias desde 1 kHz hasta 2 MHz en los
devanados del inductor, con el objetivo de establecer alguna
correlación entre fallas y parámetros modificados del inductor.
Abstract
The power inductors are widely used in electric power systems
(filters, drives, etc.). For this reason the study of diagnostic
tools to monitor and to prevent the unplanned withdrawal of
these components is interesting for the power sector. This pa-
per analyzes the frequency response applied to single-phase
and three-phase inductors with same characteristic; further-
more it compares the behavior of a single-phase inductor with
a single-phase transformer of 400 VA. For this analysis we aply
a frequency sweep from 1 kHz to 2 MHz to the windings of the
inductor, in order to explore a correlations between failures
and modified parameters of the inductor.
Palabras claves
Inductor, análisis de respuesta en frecuencia, ensayos de diag-
nóstico, fallas en devanados.
Key words
Inductor, frequency response analysis, diagnostic test, winding faults.
INTRODUCCIÓN
Los procedimientos de diagnóstico de inductores se realizan
por algunas de las siguientes razones:
- Obtener resultados de referencia que ayuden en la inter-
pretación de ensayos consecutivos.
- Diagnosticar problemas cuando el inductor muestra seña-
les fuera de los resultados de referencia.
- Determinar si el inductor está en condiciones de soportar
situaciones de operación no usuales.
- Mudar el mantenimiento basado en el tiempo para el
mantenimiento basado en la condición del inductor.
- Establecer su estado en la utilización con convertidores
estáticos de potencia, cuyo funcionamiento está en el ran-
go de algunas decenas de kHz.
El ensayo de respuesta en frecuencia realizado en este trabajo
consiste en la medición de la impedancia sobre un rango de
frecuencias (1kHz – 2 MHz). Se hacen mediciones en devana-
dos de inductores en buen estado, que sirven de referencia
para mediciones después de la ocurrencia de eventos.
Las fallas como los cortocircuitos, desplazamientos axiales, ra-
diales o longitudinales de los devanados causan alteraciones
en los devanados de los inductores, y varían sus parámetros:
resistivos, inductivos y capacitivos. Por consiguiente, el ensa-
yo SFRA (Sweep Frequency Response Analysis) debe indicar la
variación de la impedancia, lo que podrá ayudar en la identifi-
cación de daños del inductor.
La importancia de este trabajo radica en que aún no existe
una normalización específica para inductores, ni respecto a la
metodología para realizar el ensayo, ni respecto a la interpre-
tación de los resultados del ensayo.
DISEÑO DEL INDUCTOR
En este trabajo se diseñó y construyó un inductor trifásico con
núcleo de hierro, sobre el cual se realizaron los ensayos de res-
puesta en frecuencia.
Maria Teresa Mendoza, Tecsup/Néstor Enríquez, Tecsup
21 a 26 003 Revista de investigación TAREA Diagnostico.indd 21 19/08/14 19:47
22
Invest. Apl. Innov. 8, 2014
MENDOZA, M., ENRIQUEZ, N., “Diagnóstico de inductores por análisis de respuesta en frecuencia”
Para el diseño del inductor se consideró los siguientes pará-
metros:
- Inductancia por bobina de 5 mH.
- Corriente máxima de 3 A.
- Inducción magnética de 12 000 gauss.
- Entrehierro de aire de 1 mm.
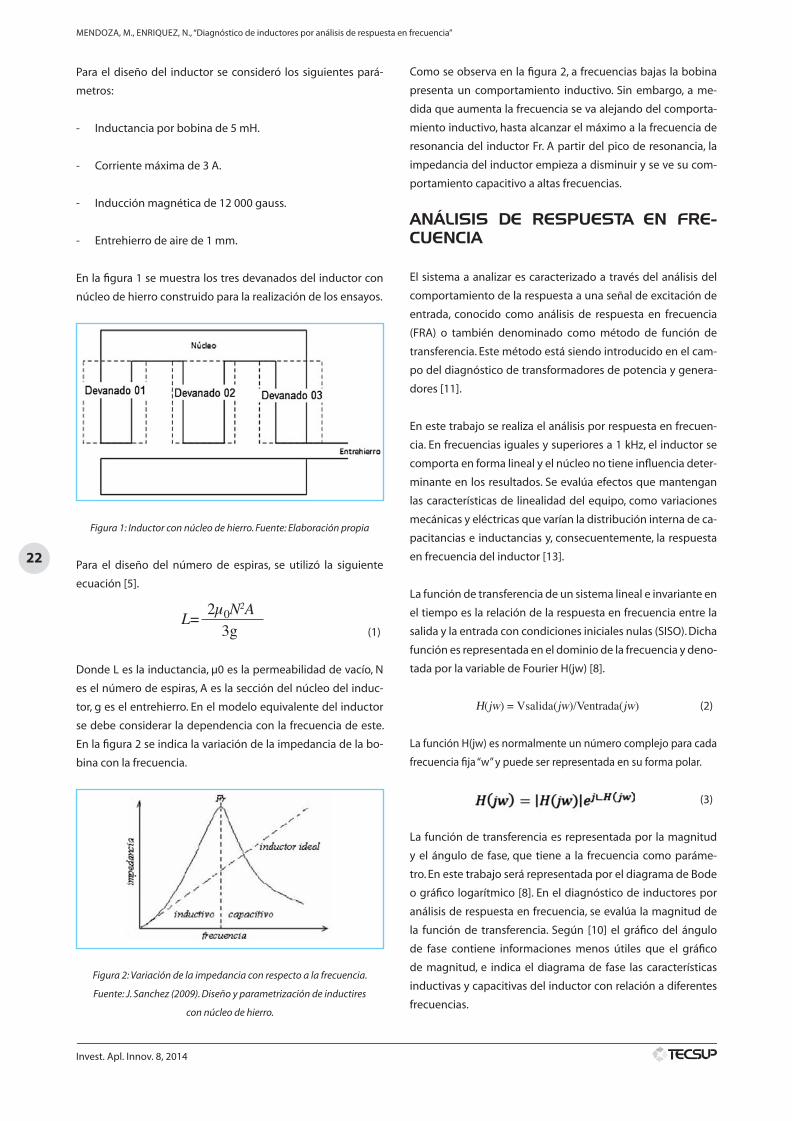
En la figura 1 se muestra los tres devanados del inductor con
núcleo de hierro construido para la realización de los ensayos.
Figura 1: Inductor con núcleo de hierro. Fuente: Elaboración propia
Para el diseño del número de espiras, se utilizó la siguiente
ecuación [5].
2µ0N2A3g
L= (1)
Donde L es la inductancia, μ0 es la permeabilidad de vacío, N
es el número de espiras, A es la sección del núcleo del induc-
tor, g es el entrehierro. En el modelo equivalente del inductor
se debe considerar la dependencia con la frecuencia de este.
En la figura 2 se indica la variación de la impedancia de la bo-
bina con la frecuencia.
Figura 2: Variación de la impedancia con respecto a la frecuencia.
Fuente: J. Sanchez (2009). Diseño y parametrización de inductires
con núcleo de hierro.
Como se observa en la figura 2, a frecuencias bajas la bobina
presenta un comportamiento inductivo. Sin embargo, a me-
dida que aumenta la frecuencia se va alejando del comporta-
miento inductivo, hasta alcanzar el máximo a la frecuencia de
resonancia del inductor Fr. A partir del pico de resonancia, la
impedancia del inductor empieza a disminuir y se ve su com-
portamiento capacitivo a altas frecuencias.
ANÁLISIS DE RESPUESTA EN FRE-CUENCIA
El sistema a analizar es caracterizado a través del análisis del
comportamiento de la respuesta a una señal de excitación de
entrada, conocido como análisis de respuesta en frecuencia
(FRA) o también denominado como método de función de
transferencia. Este método está siendo introducido en el cam-
po del diagnóstico de transformadores de potencia y genera-
dores [11].
En este trabajo se realiza el análisis por respuesta en frecuen-
cia. En frecuencias iguales y superiores a 1 kHz, el inductor se
comporta en forma lineal y el núcleo no tiene influencia deter-
minante en los resultados. Se evalúa efectos que mantengan
las características de linealidad del equipo, como variaciones
mecánicas y eléctricas que varían la distribución interna de ca-
pacitancias e inductancias y, consecuentemente, la respuesta
en frecuencia del inductor [13].
La función de transferencia de un sistema lineal e invariante en
el tiempo es la relación de la respuesta en frecuencia entre la
salida y la entrada con condiciones iniciales nulas (SISO). Dicha
función es representada en el dominio de la frecuencia y deno-
tada por la variable de Fourier H(jw) [8].
H(jw) = Vsalida(jw)/Ventrada(jw) (2)
La función H(jw) es normalmente un número complejo para cada
frecuencia fija “w” y puede ser representada en su forma polar.
(3)
La función de transferencia es representada por la magnitud
y el ángulo de fase, que tiene a la frecuencia como paráme-
tro. En este trabajo será representada por el diagrama de Bode
o gráfico logarítmico [8]. En el diagnóstico de inductores por
análisis de respuesta en frecuencia, se evalúa la magnitud de
la función de transferencia. Según [10] el gráfico del ángulo
de fase contiene informaciones menos útiles que el gráfico
de magnitud, e indica el diagrama de fase las características
inductivas y capacitivas del inductor con relación a diferentes
frecuencias.
21 a 26 003 Revista de investigación TAREA Diagnostico.indd 22 19/08/14 19:47

23
Invest. Apl. Innov. 8, 2014
MENDOZA, M., ENRIQUEZ, N., “Diagnóstico de inductores por análisis de respuesta en frecuencia”
El método SFRA consiste en aplicar y medir una señal de exci-
tación sinusoidal con frecuencia variable, de baja tensión y con
amplitud constante. La frecuencia es variada en un gran rango,
generalmente entre 10 Hz y 3 MHz y la función de transferen-
cia de cada uno de los devanados de los equipos a realizar el
ensayo (transformadores de potencia, generadores, inducto-
res, etc.) será calculada y presentada gráficamente en la forma
de impedancia, admitancia y/o magnitudes de tensión de los
devanados [4]. Las mediciones de SFRA se harán utilizando un
generador de señales, un amplificador, un osciloscopio como
se muestra en la figura 3.
Figura 3: Configuración de medición y adquisición de datos de la impe-
dancia a través del ensayo SFRA. Fuente: Elaboración propia
La SFRA es una técnica muy sensible a las alteraciones en las
características eléctricas de los devanados debido a esfuerzos
eléctricos y/o mecánicos. Este ensayo es no destructivo ni in-
vasivo, lo cual justifica su uso para la identificación de daños en
los devanados o como complemento de otros ensayos.
DIAGNÓSTICO Y RESULTADOS
El ensayo de respuesta en frecuencia aplicado a inductores
monofásicos y trifásicos se realizó insertando señales sinusoi-
dales con la misma magnitud y diferente frecuencia a los de-
vanados. Se mide el voltaje de entrada y la corriente de salida
de cada devanado para diferentes frecuencias en el rango de
1 kHz a 2 MHz.
En la medición de corriente se utilizó una resistencia shunt de
carbón de 10 ohms en la salida del inductor con la finalidad
de evitar alguna interferencia en dicha medición, ya que resis-
tencias de otros materiales y de valores superiores, alteran los
valores medidos de corriente para altas frecuencias.
Este proceso de medición se repitió n veces para diferentes
frecuencias, y se obtuvo la impedancia en función de la fre-
cuencia. La figura 4 señala el diagrama simplificado del análisis
por respuesta en frecuencia.
Figura 4: Diagrama de conexión para el análisis por respuesta en fre-
cuencia. Fuente: Elaboración propia
En los gráficos de respuesta en frecuencia se determina la fun-
ción de transferencia de cada devanado del inductor (impe-
dancia operacional, Zd(s)) a través de la relación entre la señal
aplicada al inicio del devanado del inductor y la señal de salida
del devanado. El resultado final de medición es presentado en
forma de módulo (ganancia) y ángulo de fase, que son defini-
dos respectivamente por
[dB] (4)
[°] (5)
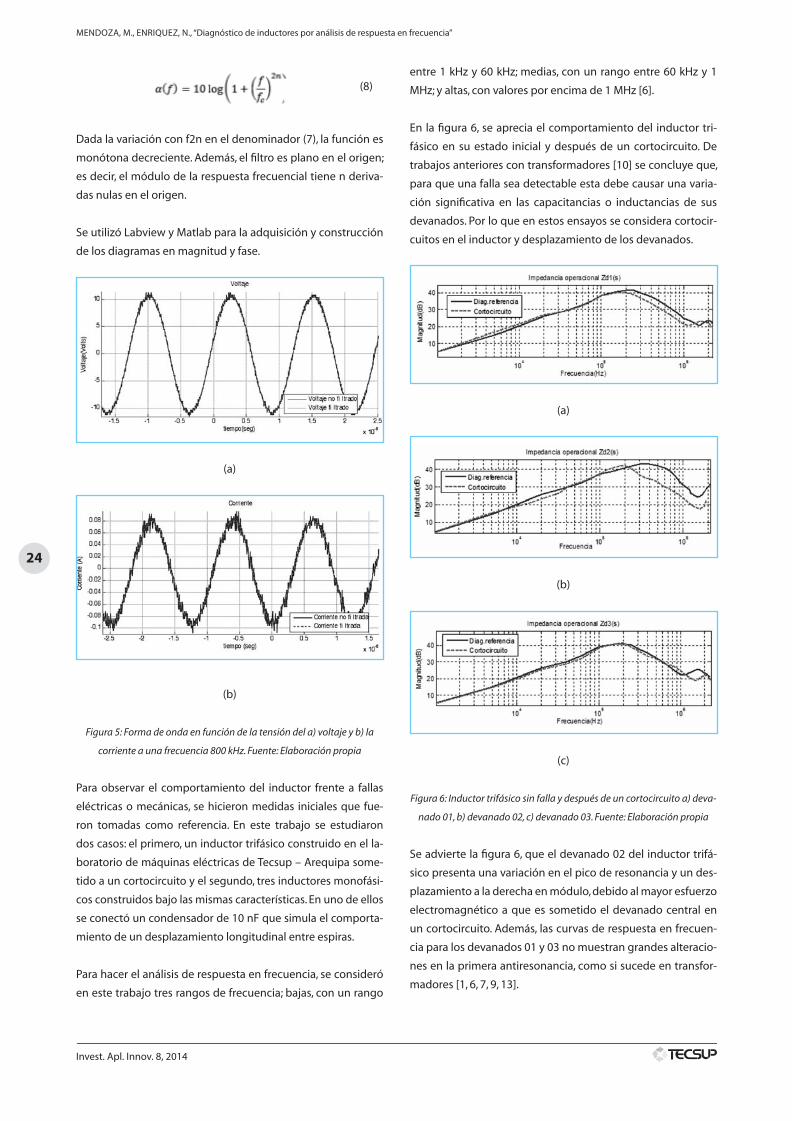
Para cada frecuencia analizada se lograron las formas de onda
de la figura 5. Antes de realizar el análisis en función de la fre-
cuencia se utilizaron filtros digitales Butterworth para la elimi-
nación de ruido.
Luego de obtenida la función de transferencia H(s) y H(-s) hay
que identificar los ceros y polos para la construcción del filtro,
para lo que el numerador y el denominador de H(s)
H(-s)
se des-
componen en función de sus raíces.
(6)
El filtro Butterworth tiene como respuesta frecuencial (7) y ate-
nuación (8) [12].
(7)
21 a 26 003 Revista de investigación TAREA Diagnostico.indd 23 19/08/14 19:47
24
Invest. Apl. Innov. 8, 2014
MENDOZA, M., ENRIQUEZ, N., “Diagnóstico de inductores por análisis de respuesta en frecuencia”
(8)
Dada la variación con f2n en el denominador (7), la función es
monótona decreciente. Además, el filtro es plano en el origen;
es decir, el módulo de la respuesta frecuencial tiene n deriva-
das nulas en el origen.
Se utilizó Labview y Matlab para la adquisición y construcción
de los diagramas en magnitud y fase.
(a)
(b)
Figura 5: Forma de onda en función de la tensión del a) voltaje y b) la
corriente a una frecuencia 800 kHz. Fuente: Elaboración propia
Para observar el comportamiento del inductor frente a fallas
eléctricas o mecánicas, se hicieron medidas iniciales que fue-
ron tomadas como referencia. En este trabajo se estudiaron
dos casos: el primero, un inductor trifásico construido en el la-
boratorio de máquinas eléctricas de Tecsup – Arequipa some-
tido a un cortocircuito y el segundo, tres inductores monofási-
cos construidos bajo las mismas características. En uno de ellos
se conectó un condensador de 10 nF que simula el comporta-
miento de un desplazamiento longitudinal entre espiras.
Para hacer el análisis de respuesta en frecuencia, se consideró
en este trabajo tres rangos de frecuencia; bajas, con un rango
entre 1 kHz y 60 kHz; medias, con un rango entre 60 kHz y 1
MHz; y altas, con valores por encima de 1 MHz [6].
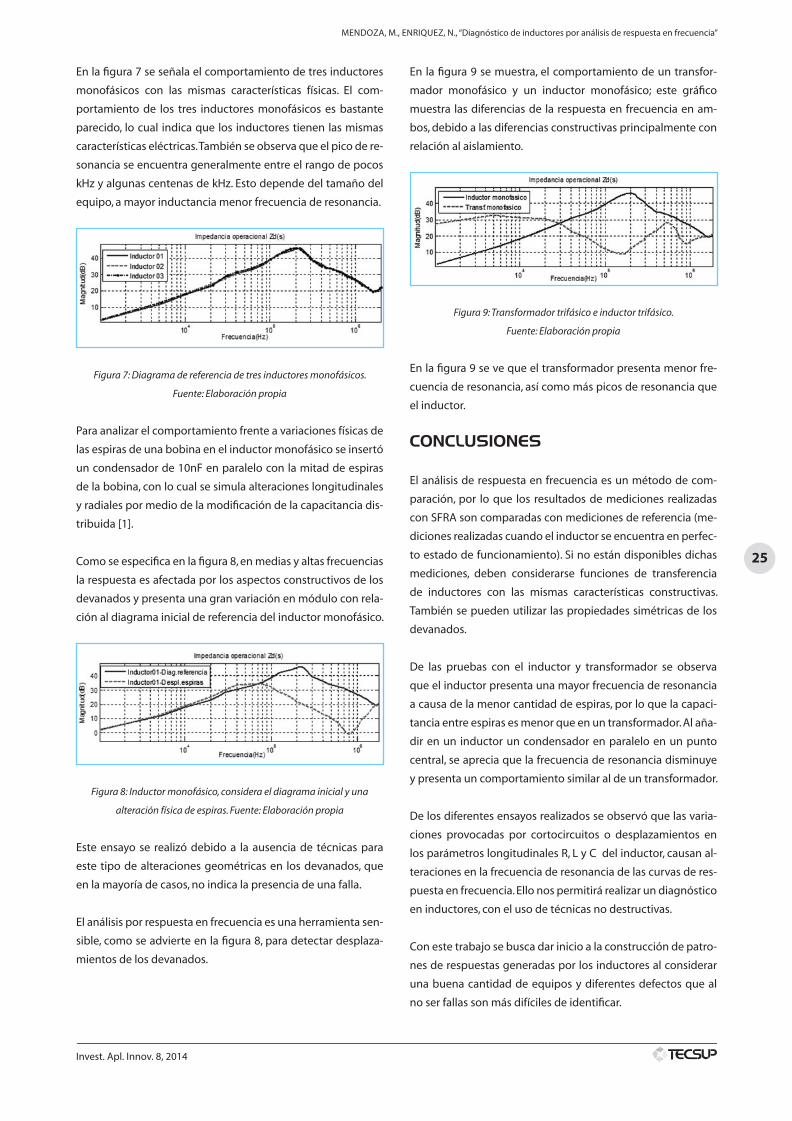
En la figura 6, se aprecia el comportamiento del inductor tri-
fásico en su estado inicial y después de un cortocircuito. De
trabajos anteriores con transformadores [10] se concluye que,
para que una falla sea detectable esta debe causar una varia-
ción significativa en las capacitancias o inductancias de sus
devanados. Por lo que en estos ensayos se considera cortocir-
cuitos en el inductor y desplazamiento de los devanados.
(a)
(b)
(c)
Figura 6: Inductor trifásico sin falla y después de un cortocircuito a) deva-
nado 01, b) devanado 02, c) devanado 03. Fuente: Elaboración propia
Se advierte la figura 6, que el devanado 02 del inductor trifá-
sico presenta una variación en el pico de resonancia y un des-
plazamiento a la derecha en módulo, debido al mayor esfuerzo
electromagnético a que es sometido el devanado central en
un cortocircuito. Además, las curvas de respuesta en frecuen-
cia para los devanados 01 y 03 no muestran grandes alteracio-
nes en la primera antiresonancia, como si sucede en transfor-
madores [1, 6, 7, 9, 13].
21 a 26 003 Revista de investigación TAREA Diagnostico.indd 24 19/08/14 19:47
25
Invest. Apl. Innov. 8, 2014
MENDOZA, M., ENRIQUEZ, N., “Diagnóstico de inductores por análisis de respuesta en frecuencia”
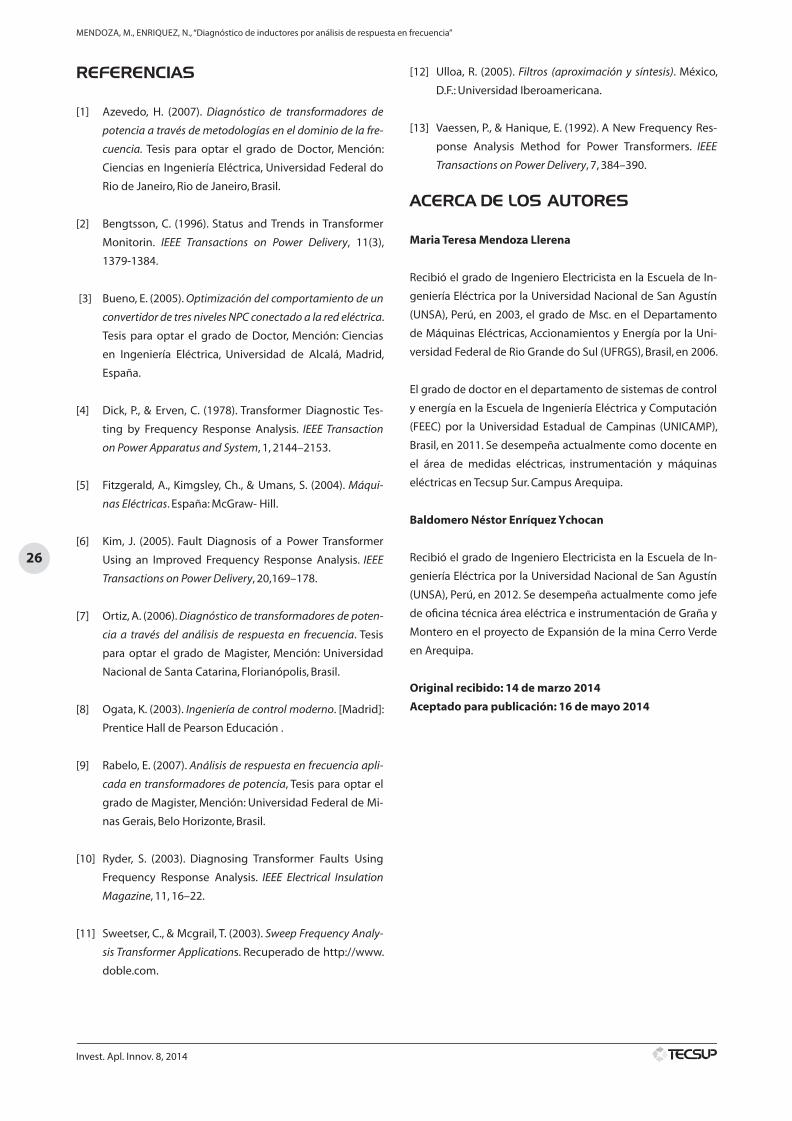
En la figura 7 se señala el comportamiento de tres inductores
monofásicos con las mismas características físicas. El com-
portamiento de los tres inductores monofásicos es bastante
parecido, lo cual indica que los inductores tienen las mismas
características eléctricas. También se observa que el pico de re-
sonancia se encuentra generalmente entre el rango de pocos
kHz y algunas centenas de kHz. Esto depende del tamaño del
equipo, a mayor inductancia menor frecuencia de resonancia.
Figura 7: Diagrama de referencia de tres inductores monofásicos.
Fuente: Elaboración propia
Para analizar el comportamiento frente a variaciones físicas de
las espiras de una bobina en el inductor monofásico se insertó
un condensador de 10nF en paralelo con la mitad de espiras
de la bobina, con lo cual se simula alteraciones longitudinales
y radiales por medio de la modificación de la capacitancia dis-
tribuida [1].
Como se especifica en la figura 8, en medias y altas frecuencias
la respuesta es afectada por los aspectos constructivos de los
devanados y presenta una gran variación en módulo con rela-
ción al diagrama inicial de referencia del inductor monofásico.
Figura 8: Inductor monofásico, considera el diagrama inicial y una
alteración física de espiras. Fuente: Elaboración propia
Este ensayo se realizó debido a la ausencia de técnicas para
este tipo de alteraciones geométricas en los devanados, que
en la mayoría de casos, no indica la presencia de una falla.
El análisis por respuesta en frecuencia es una herramienta sen-
sible, como se advierte en la figura 8, para detectar desplaza-
mientos de los devanados.
En la figura 9 se muestra, el comportamiento de un transfor-
mador monofásico y un inductor monofásico; este gráfico
muestra las diferencias de la respuesta en frecuencia en am-
bos, debido a las diferencias constructivas principalmente con
relación al aislamiento.
Figura 9: Transformador trifásico e inductor trifásico.
Fuente: Elaboración propia
En la figura 9 se ve que el transformador presenta menor fre-
cuencia de resonancia, así como más picos de resonancia que
el inductor.
CONCLUSIONES
El análisis de respuesta en frecuencia es un método de com-
paración, por lo que los resultados de mediciones realizadas
con SFRA son comparadas con mediciones de referencia (me-
diciones realizadas cuando el inductor se encuentra en perfec-
to estado de funcionamiento). Si no están disponibles dichas
mediciones, deben considerarse funciones de transferencia
de inductores con las mismas características constructivas.
También se pueden utilizar las propiedades simétricas de los
devanados.
De las pruebas con el inductor y transformador se observa
que el inductor presenta una mayor frecuencia de resonancia
a causa de la menor cantidad de espiras, por lo que la capaci-
tancia entre espiras es menor que en un transformador. Al aña-
dir en un inductor un condensador en paralelo en un punto
central, se aprecia que la frecuencia de resonancia disminuye
y presenta un comportamiento similar al de un transformador.
De los diferentes ensayos realizados se observó que las varia-
ciones provocadas por cortocircuitos o desplazamientos en
los parámetros longitudinales R, L y C del inductor, causan al-
teraciones en la frecuencia de resonancia de las curvas de res-
puesta en frecuencia. Ello nos permitirá realizar un diagnóstico
en inductores, con el uso de técnicas no destructivas.
Con este trabajo se busca dar inicio a la construcción de patro-
nes de respuestas generadas por los inductores al considerar
una buena cantidad de equipos y diferentes defectos que al
no ser fallas son más difíciles de identificar.
21 a 26 003 Revista de investigación TAREA Diagnostico.indd 25 19/08/14 19:47
26
Invest. Apl. Innov. 8, 2014
MENDOZA, M., ENRIQUEZ, N., “Diagnóstico de inductores por análisis de respuesta en frecuencia”
REFERENCIAS
[1] Azevedo, H. (2007). Diagnóstico de transformadores de
potencia a través de metodologías en el dominio de la fre-
cuencia. Tesis para optar el grado de Doctor, Mención:
Ciencias en Ingeniería Eléctrica, Universidad Federal do
Rio de Janeiro, Rio de Janeiro, Brasil.
[2] Bengtsson, C. (1996). Status and Trends in Transformer
Monitorin. IEEE Transactions on Power Delivery, 11(3),
1379-1384.
[3] Bueno, E. (2005). Optimización del comportamiento de un
convertidor de tres niveles NPC conectado a la red eléctrica.
Tesis para optar el grado de Doctor, Mención: Ciencias
en Ingeniería Eléctrica, Universidad de Alcalá, Madrid,
España.
[4] Dick, P., & Erven, C. (1978). Transformer Diagnostic Tes-
ting by Frequency Response Analysis. IEEE Transaction
on Power Apparatus and System, 1, 2144–2153.
[5] Fitzgerald, A., Kimgsley, Ch., & Umans, S. (2004). Máqui-
nas Eléctricas. España: McGraw- Hill.
[6] Kim, J. (2005). Fault Diagnosis of a Power Transformer
Using an Improved Frequency Response Analysis. IEEE
Transactions on Power Delivery, 20,169–178.
[7] Ortiz, A. (2006). Diagnóstico de transformadores de poten-
cia a través del análisis de respuesta en frecuencia. Tesis
para optar el grado de Magister, Mención: Universidad
Nacional de Santa Catarina, Florianópolis, Brasil.
[8] Ogata, K. (2003). Ingeniería de control moderno. [Madrid]:
Prentice Hall de Pearson Educación .
[9] Rabelo, E. (2007). Análisis de respuesta en frecuencia apli-
cada en transformadores de potencia, Tesis para optar el
grado de Magister, Mención: Universidad Federal de Mi-
nas Gerais, Belo Horizonte, Brasil.
[10] Ryder, S. (2003). Diagnosing Transformer Faults Using
Frequency Response Analysis. IEEE Electrical Insulation
Magazine, 11, 16–22.
[11] Sweetser, C., & Mcgrail, T. (2003). Sweep Frequency Analy-
sis Transformer Applications. Recuperado de http://www.
doble.com.
[12] Ulloa, R. (2005). Filtros (aproximación y síntesis). México,
D.F.: Universidad Iberoamericana.
[13] Vaessen, P., & Hanique, E. (1992). A New Frequency Res-
ponse Analysis Method for Power Transformers. IEEE
Transactions on Power Delivery, 7, 384–390.
ACERCA dE lOS AutORES
Maria Teresa Mendoza Llerena
Recibió el grado de Ingeniero Electricista en la Escuela de In-
geniería Eléctrica por la Universidad Nacional de San Agustín
(UNSA), Perú, en 2003, el grado de Msc. en el Departamento
de Máquinas Eléctricas, Accionamientos y Energía por la Uni-
versidad Federal de Rio Grande do Sul (UFRGS), Brasil, en 2006.
El grado de doctor en el departamento de sistemas de control
y energía en la Escuela de Ingeniería Eléctrica y Computación
(FEEC) por la Universidad Estadual de Campinas (UNICAMP),
Brasil, en 2011. Se desempeña actualmente como docente en
el área de medidas eléctricas, instrumentación y máquinas
eléctricas en Tecsup Sur. Campus Arequipa.
Baldomero Néstor Enríquez Ychocan
Recibió el grado de Ingeniero Electricista en la Escuela de In-
geniería Eléctrica por la Universidad Nacional de San Agustín
(UNSA), Perú, en 2012. Se desempeña actualmente como jefe
de oficina técnica área eléctrica e instrumentación de Graña y
Montero en el proyecto de Expansión de la mina Cerro Verde
en Arequipa.
Original recibido: 14 de marzo 2014
Aceptado para publicación: 16 de mayo 2014
21 a 26 003 Revista de investigación TAREA Diagnóstico.indd 26 21/08/14 16:32
27
Invest. Apl. Innov. 8, 2014
Análisis de consumo de un motor de combustión modificado externamente para operar con un combustible inmiscible de 80% agua y 20%
gasolina
Consumption Analysis of a Combustion Engine Externally Modified to Operate with an Immiscible Fuel 80% Water and 20% Gasoline
Resumen
En el presente trabajo muestran los resultados del análisis
de consumo de combustible de la modificación de un motor
de combustión para que opere con una mezcla inmiscible
de combustible en proporción de 80% agua y 20% gasolina,
como parte del proyecto denominado Acuagas. En él se re-
planteo el circuito externo del motor de combustión y se ob-
servó un cambio sustancial en la composición de los gases de
emisión al hacer de esta modificación una solución amigable
con el medio ambiente.
Abstract
This paper shows the results of fuel consumption analysis of
a combustion engine modified to operate with an immiscible
fuel blend ratio of 80% water and 20% gasoline for the project
Acuagas. The external circuit of the combustion engine was
modified and a substantial change in the composition of ex-
haust gases was observed. This modification is an environment
friendly solution.
Palabras claves
Motor de combustión, energía alternativa, sistema Pantone.
Key words
Combustion engine, alternative energy, pantone system.
INTRODUCCIÓN
Con motivo del proyecto denominado Acuagas hacemos otro
análisis para evaluar el comportamiento de un motor de com-
bustión interna que opera utilizando una mezcla inmiscible de
combustible en proporción de 80% agua y 20% gasolina. Dado
que hemos demostrado que reduce los gases de emisión y no
afecta el desempeño normal del motor [1] ahora queremos
medir el consumo de cada parte del combustible y estimar el
ahorro por la introducción de dicha modificación.
FUNDAMENTOS
Para esta modificación se han construido dos circuitos inde-
pendientes de los que salen gases de emisión (flecha gris) y
entran gases de admisión (flecha celeste) . Este circuito se basa
en un motor Pantone [2], con la diferencia que se ha extraído
el carburador y la entrada de aire queda libre para admitir aire
del medio ambiente, (ver figura 1).
Figura 1: Esquema del motor modificado. Fuente: Elaboración propia
Melchor Llosa Demartini, Utec / Juan Cuba Solano, Tecsup
emisión de gases
admisión de gases
Reactor
27 a 30 004 Tarea Analisis Inv Aplicada.indd 27 19/08/14 19:50
28
Invest. Apl. Innov. 8, 2014
llosA, m., CubA, J., “Análisis de consumo de un motor de combustión modificado externamente para operar con un combustible inmiscible de 80% agua y 20% gasolina”
Al adaptar y modificar el motor se desconoce el consumo de
cada uno de los líquidos presentes en la mezcla inmiscible.
Se tiene en cuenta que el consumo de combustible no tiene
que estar necesariamente en la misma proporción que el por-
centaje de líquido introducido en la mezcla.
En las imágenes que se presentan a continuación se puede
apreciar la relación de consumo que se ha efectuado antes y
después de su funcionamiento.
Figura 2: Estado del combustible antes y después de un uso continuo.
Fuente: Elaboración propia
METODOLOGÍA
Para hacer esta medición se ha introducido y cotejado el volu-
men de los líquidos participantes, antes y después de su uso,
en tres etapas y diferentes condiciones de aceleración (ralentí,
aceleración intermedia y mayor aceleración), lo que hizo un
total de 30 horas.
Se ha calculado el consumo por hora se han realizado las me-
diciones en un motor estándar y en uno con la modificación
del acuagas.
RESULTADOS
Los resultados fueron los siguientes:
Tiem
po
de
uso
(H)
Gasoli-na
Consumo Agua Consumo
Inci
al (
gal
)
Fin
al (G
al)
Gal
on
es
( US)
Litr
os
(L)
Inic
ial (
gal
)
Fin
al (G
al)
(Gal
)
(L)
Mo
tor
Está
nd
ar
10 3.3 2.20 1.10 4.16 - - -
Acu
agas
10 1.07 0.70 2.65 1.77 1.40 0.37 1.40
Tabla 1. Primer análisis (ralentí) Fuente: Elaboración propia
Tiem
po
de
uso
(H)
Gasolina Consumo Agua Consumo
Inci
al (
gal
)
Fin
al (G
al)
Gal
on
es
( US)
Litr
os
(L)
(Gal
)
(L)
Mo
tor
Está
nd
ar
10 3.11 1.81 1.3 4.92 - - -
Acu
agas
10 3 2.16 0.84 3.21 3.5 3.06 0.44 1.66
Tabla 2. Segundo análisis (aceleración intermedia)
Fuente: Elaboración propia
27 a 30 004 Tarea Analisis Inv Aplicada.indd 28 19/08/14 19:50
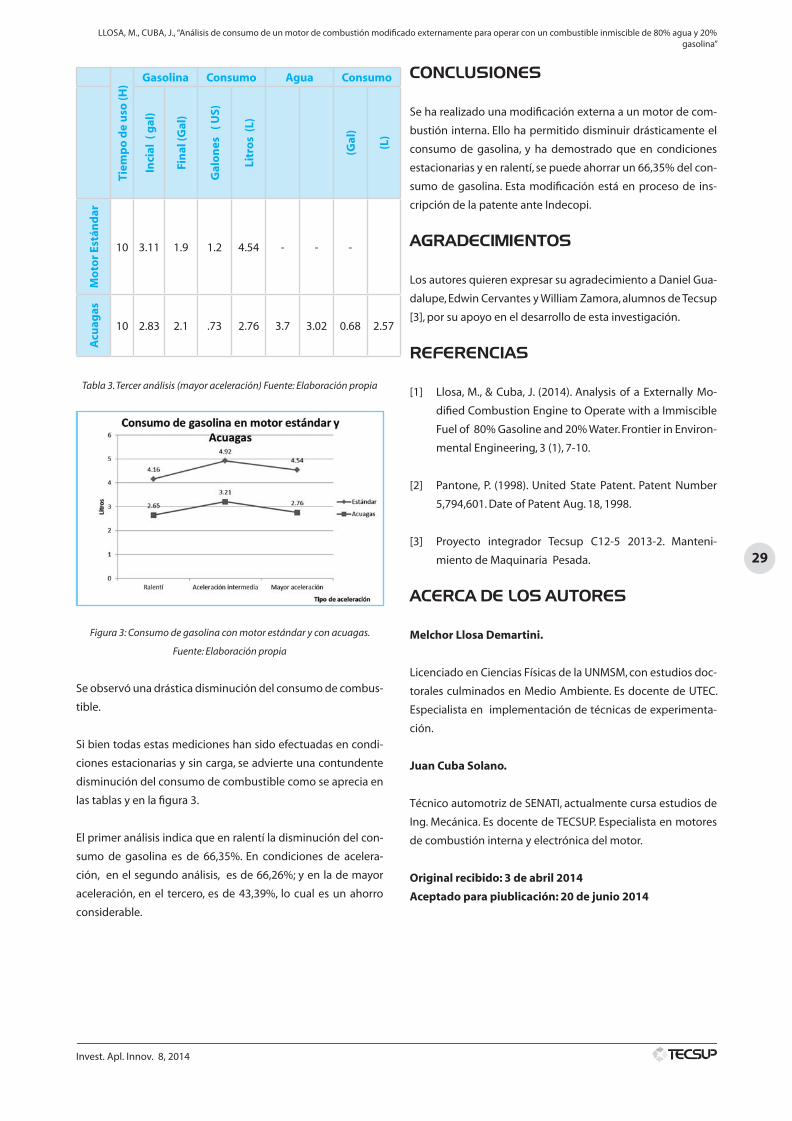
29
Invest. Apl. Innov. 8, 2014
llosA, m., CubA, J., “Análisis de consumo de un motor de combustión modificado externamente para operar con un combustible inmiscible de 80% agua y 20% gasolina”
Tiem
po
de
uso
(H)
Gasolina Consumo Agua Consumo
Inci
al (
gal
)
Fin
al (G
al)
Gal
on
es
( US)
Litr
os
(L)
(Gal
)
(L)
Mo
tor
Está
nd
ar
10 3.11 1.9 1.2 4.54 - - -
Acu
agas
10 2.83 2.1 .73 2.76 3.7 3.02 0.68 2.57
Tabla 3. Tercer análisis (mayor aceleración) Fuente: Elaboración propia
Figura 3: Consumo de gasolina con motor estándar y con acuagas.
Fuente: Elaboración propia
Se observó una drástica disminución del consumo de combus-
tible.
Si bien todas estas mediciones han sido efectuadas en condi-
ciones estacionarias y sin carga, se advierte una contundente
disminución del consumo de combustible como se aprecia en
las tablas y en la figura 3.
El primer análisis indica que en ralentí la disminución del con-
sumo de gasolina es de 66,35%. En condiciones de acelera-
ción, en el segundo análisis, es de 66,26%; y en la de mayor
aceleración, en el tercero, es de 43,39%, lo cual es un ahorro
considerable.
CONCLUSIONES
Se ha realizado una modificación externa a un motor de com-
bustión interna. Ello ha permitido disminuir drásticamente el
consumo de gasolina, y ha demostrado que en condiciones
estacionarias y en ralentí, se puede ahorrar un 66,35% del con-
sumo de gasolina. Esta modificación está en proceso de ins-
cripción de la patente ante Indecopi.
AGRADECIMIENTOS
Los autores quieren expresar su agradecimiento a Daniel Gua-
dalupe, Edwin Cervantes y William Zamora, alumnos de Tecsup
[3], por su apoyo en el desarrollo de esta investigación.
REFERENCIAS
[1] Llosa, M., & Cuba, J. (2014). Analysis of a Externally Mo-
dified Combustion Engine to Operate with a Immiscible
Fuel of 80% Gasoline and 20% Water. Frontier in Environ-
mental Engineering, 3 (1), 7-10.
[2] Pantone, P. (1998). United State Patent. Patent Number
5,794,601. Date of Patent Aug. 18, 1998.
[3] Proyecto integrador Tecsup C12-5 2013-2. Manteni-
miento de Maquinaria Pesada.
ACERCA DE LOS AUTORES
Melchor Llosa Demartini.
Licenciado en Ciencias Físicas de la UNMSM, con estudios doc-
torales culminados en Medio Ambiente. Es docente de UTEC.
Especialista en implementación de técnicas de experimenta-
ción.
Juan Cuba Solano.
Técnico automotriz de SENATI, actualmente cursa estudios de
Ing. Mecánica. Es docente de TECSUP. Especialista en motores
de combustión interna y electrónica del motor.
Original recibido: 3 de abril 2014
Aceptado para piublicación: 20 de junio 2014
27 a 30 004 Tarea Analisis Inv Aplicada.indd 29 19/08/14 19:50

27 a 30 004 Tarea Analisis Inv Aplicada.indd 30 19/08/14 19:50
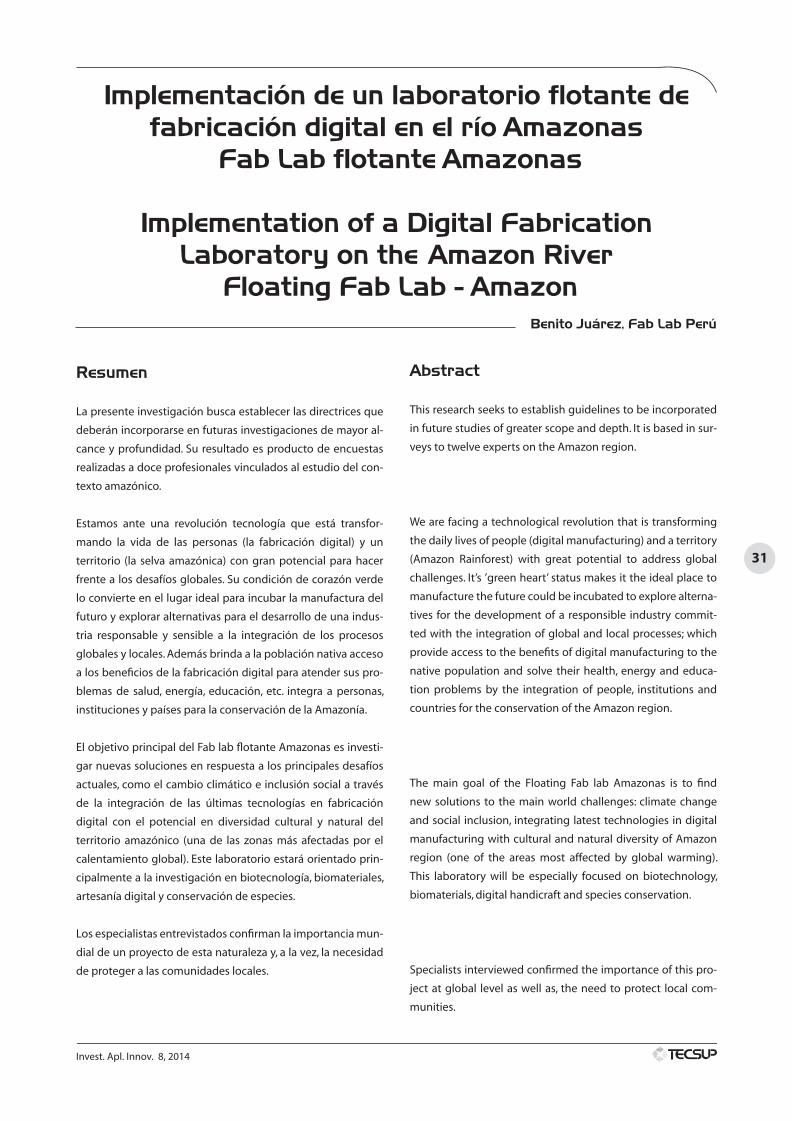
31
Invest. Apl. Innov. 8, 2014
Resumen
La presente investigación busca establecer las directrices que
deberán incorporarse en futuras investigaciones de mayor al-
cance y profundidad. Su resultado es producto de encuestas
realizadas a doce profesionales vinculados al estudio del con-
texto amazónico.
Estamos ante una revolución tecnología que está transfor-
mando la vida de las personas (la fabricación digital) y un
territorio (la selva amazónica) con gran potencial para hacer
frente a los desafíos globales. Su condición de corazón verde
lo convierte en el lugar ideal para incubar la manufactura del
futuro y explorar alternativas para el desarrollo de una indus-
tria responsable y sensible a la integración de los procesos
globales y locales. Además brinda a la población nativa acceso
a los beneficios de la fabricación digital para atender sus pro-
blemas de salud, energía, educación, etc. integra a personas,
instituciones y países para la conservación de la Amazonía.
El objetivo principal del Fab lab flotante Amazonas es investi-
gar nuevas soluciones en respuesta a los principales desafíos
actuales, como el cambio climático e inclusión social a través
de la integración de las últimas tecnologías en fabricación
digital con el potencial en diversidad cultural y natural del
territorio amazónico (una de las zonas más afectadas por el
calentamiento global). Este laboratorio estará orientado prin-
cipalmente a la investigación en biotecnología, biomateriales,
artesanía digital y conservación de especies.
Los especialistas entrevistados confirman la importancia mun-
dial de un proyecto de esta naturaleza y, a la vez, la necesidad
de proteger a las comunidades locales.
Implementación de un laboratorio flotante de fabricación digital en el río Amazonas
Fab Lab flotante Amazonas
Implementation of a Digital Fabrication Laboratory on the Amazon River
Floating Fab Lab - AmazonBenito Juárez, Fab Lab Perú
Abstract
This research seeks to establish guidelines to be incorporated
in future studies of greater scope and depth. It is based in sur-
veys to twelve experts on the Amazon region.
We are facing a technological revolution that is transforming
the daily lives of people (digital manufacturing) and a territory
(Amazon Rainforest) with great potential to address global
challenges. It’s ’green heart’ status makes it the ideal place to
manufacture the future could be incubated to explore alterna-
tives for the development of a responsible industry commit-
ted with the integration of global and local processes; which
provide access to the benefits of digital manufacturing to the
native population and solve their health, energy and educa-
tion problems by the integration of people, institutions and
countries for the conservation of the Amazon region.
The main goal of the Floating Fab lab Amazonas is to find
new solutions to the main world challenges: climate change
and social inclusion, integrating latest technologies in digital
manufacturing with cultural and natural diversity of Amazon
region (one of the areas most affected by global warming).
This laboratory will be especially focused on biotechnology,
biomaterials, digital handicraft and species conservation.
Specialists interviewed confirmed the importance of this pro-
ject at global level as well as, the need to protect local com-
munities.
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 31 19/08/14 19:53
32
Invest. Apl. Innov. 8, 2014
juArez, B., “Implementación de un laboratorio flotante de fabricación digital en el río Amazonas Fab lab flotante Amazonas”
Palabras Clave
Fab lab, Amazonía, fabricación digital, biotecnología, bioma-
teriales, biomanufactura, artesanía digital, conservación ama-
zónica.
Key Words
Fab Lab, Amazon, digital fabrication, biotechnology, biomate-
rials, biomanufacturing, digital handicraft, conservation of the
Amazon region.
1. INTRODUCCION
1.1 El desafío: Calentamiento global e inclusión social
La fabricación digital o Fab lab es considerada una nueva
revolución industrial. Los fab labs democratizan el acce-
so a herramientas de innovación y producción, y amplían
la libertad creativa de más personas, al brindarles el po-
der de decidir sobre las características de los productos
que consumen [1]. Sin embargo, para consolidarse una
revolución sostenible, esta naciente industria deberá dar
respuesta a los principales desafíos de la humanidad [2]:
cambio climático y conservación de especies, inclusión
social y educación multicultural, agua y energías limpias,
alimentos y salud, entre otros. En tal sentido, el territorio
amazónico (figura 1) representa una gran oportunidad,
por su diversidad cultural y natural para buscar estas res-
puestas.
Figura 1: Región amazónica (Iquitos, 2007). Fuente: Elaboración propia.
1.2 Objetivos
Gestar en el vientre verde la implementación de un Fab
lab, una industria responsable, sensible e integrada a los
procesos locales y globales (figura 2).
- Incubar proyectos tecnológicos mediante integración
de procesos de fabricación digital [3] con los ecosiste-
mas locales al aportar soluciones relativas a manufac-
tura, energía, salud, educación como: biomateriales,
bioprocesos, ecoconstrucción, ecomáquinas, etc.
- Brindar acceso a los beneficios de la fabricación digital
a la población nativa y urbana de una de las zonas más
excluidas e inaccesibles del mundo [4].
- Desarrollar metodologías multiculturales de innova-
ción tecnológica.
- Promover la conservación de la riqueza natural y cul-
tural de la Amazonía mediante la integración de pro-
cesos artesanales y de manufactura local con tecnolo-
gías de fabricación digital.
- Impulsar la integración de pueblos y culturas a lo largo
del río Amazonas, al facilitar el acceso de la población
local a programas académicos, especialmente para ni-
ños.
- Fomentar la integración de personas, instituciones
y países para la conservación y puesta en valor de la
Amazonía.
Figura 2: Objetivo: Integrar la riqueza en biodiversidad de la Amazonía
con las ventajas de la fabricación digital. (2014). Fuente: Elaboración
propia.
2. FUNDAMENTOS
El proyecto fab flotante Amazonas es el resultado de una vi-
sión global para democratizar el acceso a herramientas de in-
novación tecnológica adaptada al contexto local.
2.1 Antecedentes: Fab lab, La nueva (r)evolución
industrial
Los Fab lab son laboratorios de fabricación digital creados
en el 2001 por The Center of Bits and Atoms, Massachu-
setts Institute of Technology (CBA-MIT) con el objetivo de
brindar a las personas la posibilidad de hacer casi cual-
quier cosa [1]. Los proyectos en los Fab lab incluyen desde
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 32 19/08/14 19:53
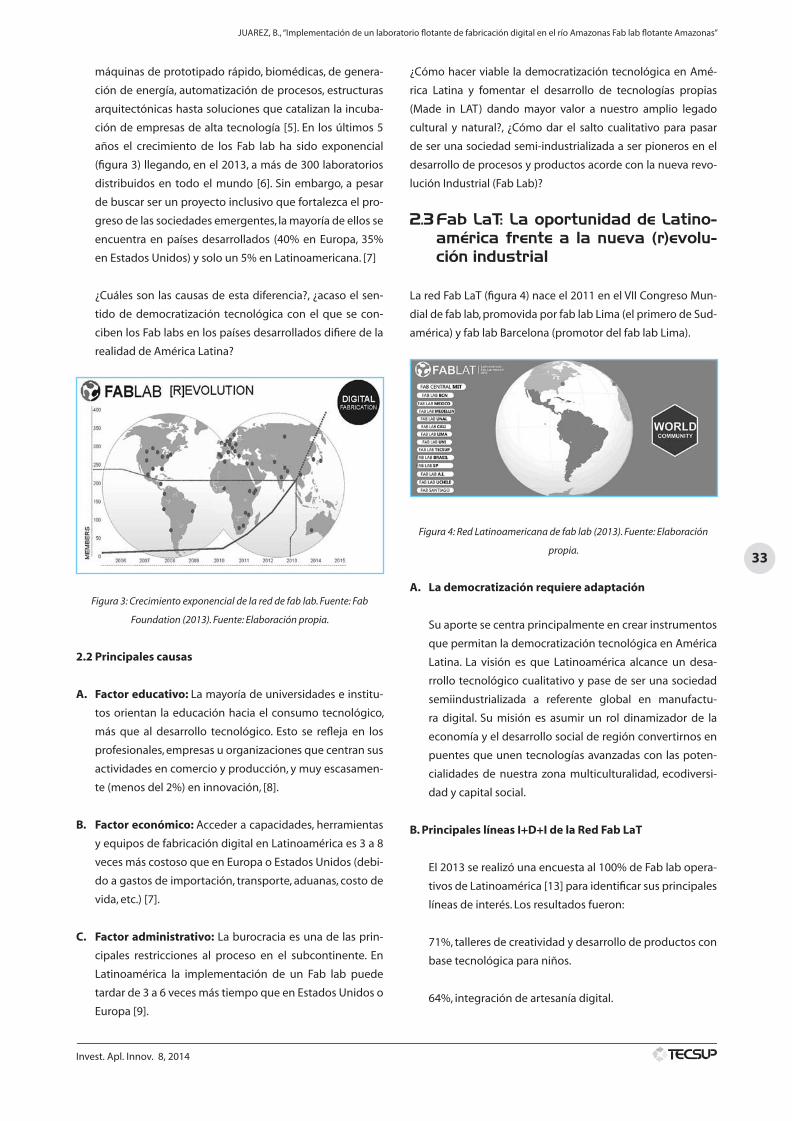
33
Invest. Apl. Innov. 8, 2014
juArez, B., “Implementación de un laboratorio flotante de fabricación digital en el río Amazonas Fab lab flotante Amazonas”
máquinas de prototipado rápido, biomédicas, de genera-
ción de energía, automatización de procesos, estructuras
arquitectónicas hasta soluciones que catalizan la incuba-
ción de empresas de alta tecnología [5]. En los últimos 5
años el crecimiento de los Fab lab ha sido exponencial
(figura 3) llegando, en el 2013, a más de 300 laboratorios
distribuidos en todo el mundo [6]. Sin embargo, a pesar
de buscar ser un proyecto inclusivo que fortalezca el pro-
greso de las sociedades emergentes, la mayoría de ellos se
encuentra en países desarrollados (40% en Europa, 35%
en Estados Unidos) y solo un 5% en Latinoamericana. [7]
¿Cuáles son las causas de esta diferencia?, ¿acaso el sen-
tido de democratización tecnológica con el que se con-
ciben los Fab labs en los países desarrollados difiere de la
realidad de América Latina?
Figura 3: Crecimiento exponencial de la red de fab lab. Fuente: Fab
Foundation (2013). Fuente: Elaboración propia.
2.2 Principales causas
A. Factor educativo: La mayoría de universidades e institu-
tos orientan la educación hacia el consumo tecnológico,
más que al desarrollo tecnológico. Esto se refleja en los
profesionales, empresas u organizaciones que centran sus
actividades en comercio y producción, y muy escasamen-
te (menos del 2%) en innovación, [8].
B. Factor económico: Acceder a capacidades, herramientas
y equipos de fabricación digital en Latinoamérica es 3 a 8
veces más costoso que en Europa o Estados Unidos (debi-
do a gastos de importación, transporte, aduanas, costo de
vida, etc.) [7].
C. Factor administrativo: La burocracia es una de las prin-
cipales restricciones al proceso en el subcontinente. En
Latinoamérica la implementación de un Fab lab puede
tardar de 3 a 6 veces más tiempo que en Estados Unidos o
Europa [9].
¿Cómo hacer viable la democratización tecnológica en Amé-
rica Latina y fomentar el desarrollo de tecnologías propias
(Made in LAT) dando mayor valor a nuestro amplio legado
cultural y natural?, ¿Cómo dar el salto cualitativo para pasar
de ser una sociedad semi-industrializada a ser pioneros en el
desarrollo de procesos y productos acorde con la nueva revo-
lución Industrial (Fab Lab)?
2.3 Fab LaT: La oportunidad de Latino-américa frente a la nueva (r)evolu-ción industrial
La red Fab LaT (figura 4) nace el 2011 en el VII Congreso Mun-
dial de fab lab, promovida por fab lab Lima (el primero de Sud-
américa) y fab lab Barcelona (promotor del fab lab Lima).
Figura 4: Red Latinoamericana de fab lab (2013). Fuente: Elaboración
propia.
A. La democratización requiere adaptación
Su aporte se centra principalmente en crear instrumentos
que permitan la democratización tecnológica en América
Latina. La visión es que Latinoamérica alcance un desa-
rrollo tecnológico cualitativo y pase de ser una sociedad
semiindustrializada a referente global en manufactu-
ra digital. Su misión es asumir un rol dinamizador de la
economía y el desarrollo social de región convertirnos en
puentes que unen tecnologías avanzadas con las poten-
cialidades de nuestra zona multiculturalidad, ecodiversi-
dad y capital social.
B. Principales líneas I+D+I de la Red Fab LaT
El 2013 se realizó una encuesta al 100% de Fab lab opera-
tivos de Latinoamérica [13] para identificar sus principales
líneas de interés. Los resultados fueron:
71%, talleres de creatividad y desarrollo de productos con
base tecnológica para niños.
64%, integración de artesanía digital.
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 33 19/08/14 19:53

34
Invest. Apl. Innov. 8, 2014
juArez, B., “Implementación de un laboratorio flotante de fabricación digital en el río Amazonas Fab lab flotante Amazonas”
57%, desarrollo de prototipos de vivienda de bajo presu-
puesto.
50%, desarrollo de máquinas de prototipado rápido de bajo
costo para diversas aplicaciones en la industria.
En la búsqueda por integrar estas líneas de interés en un solo
proyecto regional surge el Fab flotante Amazonas, como el
escenario ideal donde confluyen dichos ejes temáticos y se
alinean con los principales desafíos actuales: calentamiento
global e inclusión social (figura 5).
Figura 5: Líneas prioritarias de investigación del Fab Flotante. (2014)
Fuente: Elaboración propia.
3. METODOLOGÍA
Para validar la propuesta del proyecto Laboratorio Flotante en
el Amazonas se organizó una reunión con expertos con el ob-
jetivo de obtener información general sobre la situación de la
Amazonía así como las principales alternativas y estrategias
de intervención [10].
Previa a la reunión se realizó una encuesta donde se identifica-
ron las oportunidades y amenazas más relevantes. Posterior-
mente, se llevó a cabo una reunión presencial con la mayoría
de expertos donde se profundizó acerca de los aspectos se-
ñalados.
4. RESULTADOS
Entre los principales hallazgos de la consulta a expertos pode-
mos mencionar:
4.1 Principales oportunidades de la Amazonía frente al mundo
¿Qué oportunidades tiene la Amazonía frente al mundo?
% de respuestas
Biodiversidad 38
Multiculturalidad 30
Pulmón del mundo 10
Desarrollo de energias limpias 8
Sistemas fluviales 7
Turismo 7
Total 100
Cuadro 1. Oportunidades de la Amazonía frente al mundo.
Fuente: Fab Lab Lima (2014). Fab Flotante Amazonas: encuesta realiza-
da a un grupo de 12 expertos sobre tecnología y territorio amazónico.
Marzo-Abril 2014, Lima.
A. Riqueza natural: From Silicon Valley to Genetic Valley
La biodiversidad fue señalada como la oportunidad más
importante de la Amazonía (figura 6).
Es el bosque tropical de extensión en América, y tiene una
biodiversidad incomparable. Una de cada diez especies
conocidas vive en la selva amazónica. Así constituye la
mayor colección de plantas y especies animales del pla-
neta. Una de cada cinco de las especies de aves del mun-
do habita en las selvas tropicales de la Amazonía y una
de cada cinco de las especies de peces viven en los ríos y
arroyos de la región.
El Amazonas representa más de la mitad de las selvas
tropicales que quedan en el planeta, y cuenta con la más
grande y mayor biodiversidad de selva tropical en el mun-
do, con un estimado de 390 mil millones de árboles dividi-
dos en 16.000 especies [11].
En contraste, el conocido título de pulmón del planeta es
cuestionado debido al mayor porcentaje de oxígeno que
generan los océanos.
Figura 6: Biotecnología: Línea I+D+I prioritaria del Fab flotante (2014).
Fuente: Elaboración propia.
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 34 19/08/14 19:53
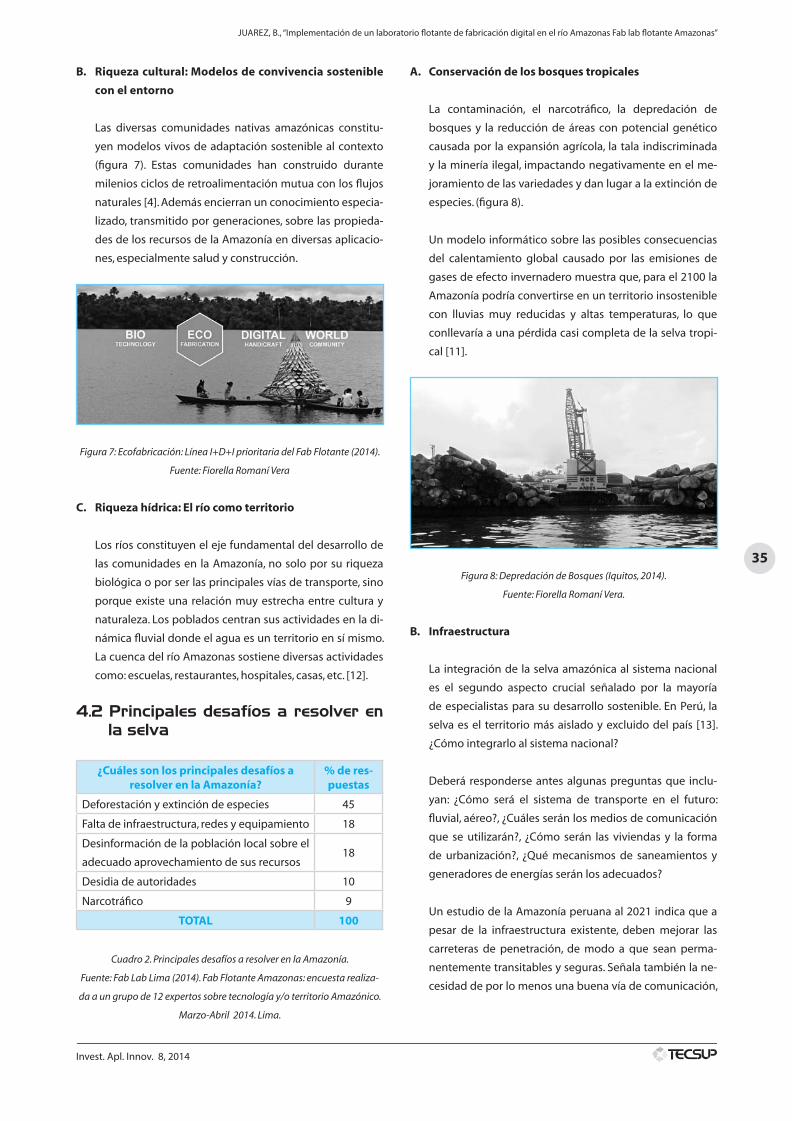
35
Invest. Apl. Innov. 8, 2014
juArez, B., “Implementación de un laboratorio flotante de fabricación digital en el río Amazonas Fab lab flotante Amazonas”
B. Riqueza cultural: Modelos de convivencia sostenible
con el entorno
Las diversas comunidades nativas amazónicas constitu-
yen modelos vivos de adaptación sostenible al contexto
(figura 7). Estas comunidades han construido durante
milenios ciclos de retroalimentación mutua con los flujos
naturales [4]. Además encierran un conocimiento especia-
lizado, transmitido por generaciones, sobre las propieda-
des de los recursos de la Amazonía en diversas aplicacio-
nes, especialmente salud y construcción.
Figura 7: Ecofabricación: Línea I+D+I prioritaria del Fab Flotante (2014).
Fuente: Fiorella Romaní Vera
C. Riqueza hídrica: El río como territorio
Los ríos constituyen el eje fundamental del desarrollo de
las comunidades en la Amazonía, no solo por su riqueza
biológica o por ser las principales vías de transporte, sino
porque existe una relación muy estrecha entre cultura y
naturaleza. Los poblados centran sus actividades en la di-
námica fluvial donde el agua es un territorio en sí mismo.
La cuenca del río Amazonas sostiene diversas actividades
como: escuelas, restaurantes, hospitales, casas, etc. [12].
4.2 Principales desafíos a resolver en la selva
¿Cuáles son los principales desafíos a resolver en la Amazonía?
% de res-puestas
Deforestación y extinción de especies 45
Falta de infraestructura, redes y equipamiento 18
Desinformación de la población local sobre el
adecuado aprovechamiento de sus recursos 18
Desidia de autoridades 10
Narcotráfico 9
TOTAL 100
Cuadro 2. Principales desafíos a resolver en la Amazonía.
Fuente: Fab Lab Lima (2014). Fab Flotante Amazonas: encuesta realiza-
da a un grupo de 12 expertos sobre tecnología y/o territorio Amazónico.
Marzo-Abril 2014. Lima.
A. Conservación de los bosques tropicales
La contaminación, el narcotráfico, la depredación de
bosques y la reducción de áreas con potencial genético
causada por la expansión agrícola, la tala indiscriminada
y la minería ilegal, impactando negativamente en el me-
joramiento de las variedades y dan lugar a la extinción de
especies. (figura 8).
Un modelo informático sobre las posibles consecuencias
del calentamiento global causado por las emisiones de
gases de efecto invernadero muestra que, para el 2100 la
Amazonía podría convertirse en un territorio insostenible
con lluvias muy reducidas y altas temperaturas, lo que
conllevaría a una pérdida casi completa de la selva tropi-
cal [11].
Figura 8: Depredación de Bosques (Iquitos, 2014).
Fuente: Fiorella Romaní Vera.
B. Infraestructura
La integración de la selva amazónica al sistema nacional
es el segundo aspecto crucial señalado por la mayoría
de especialistas para su desarrollo sostenible. En Perú, la
selva es el territorio más aislado y excluido del país [13].
¿Cómo integrarlo al sistema nacional?
Deberá responderse antes algunas preguntas que inclu-
yan: ¿Cómo será el sistema de transporte en el futuro:
fluvial, aéreo?, ¿Cuáles serán los medios de comunicación
que se utilizarán?, ¿Cómo serán las viviendas y la forma
de urbanización?, ¿Qué mecanismos de saneamientos y
generadores de energías serán los adecuados?
Un estudio de la Amazonía peruana al 2021 indica que a
pesar de la infraestructura existente, deben mejorar las
carreteras de penetración, de modo a que sean perma-
nentemente transitables y seguras. Señala también la ne-
cesidad de por lo menos una buena vía de comunicación,
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 35 19/08/14 19:53
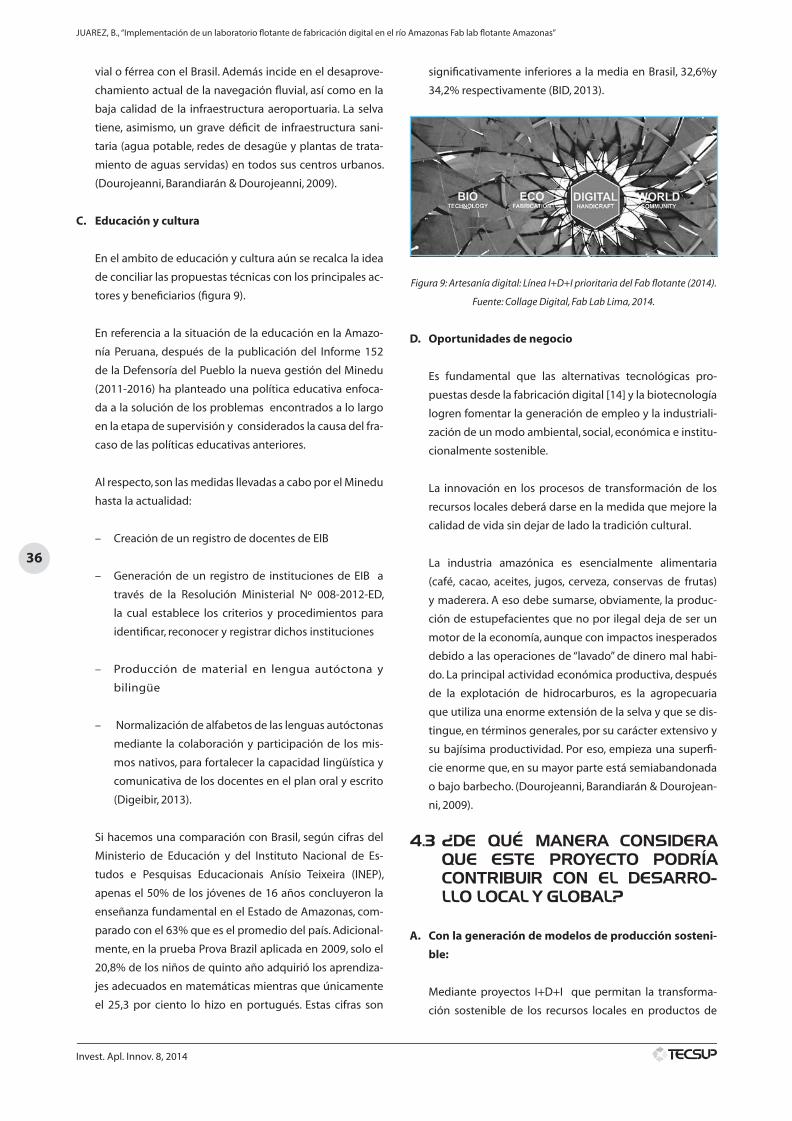
36
Invest. Apl. Innov. 8, 2014
juArez, B., “Implementación de un laboratorio flotante de fabricación digital en el río Amazonas Fab lab flotante Amazonas”
vial o férrea con el Brasil. Además incide en el desaprove-
chamiento actual de la navegación fluvial, así como en la
baja calidad de la infraestructura aeroportuaria. La selva
tiene, asimismo, un grave déficit de infraestructura sani-
taria (agua potable, redes de desagüe y plantas de trata-
miento de aguas servidas) en todos sus centros urbanos.
(Dourojeanni, Barandiarán & Dourojeanni, 2009).
C. Educación y cultura
En el ambito de educación y cultura aún se recalca la idea
de conciliar las propuestas técnicas con los principales ac-
tores y beneficiarios (figura 9).
En referencia a la situación de la educación en la Amazo-
nía Peruana, después de la publicación del Informe 152
de la Defensoría del Pueblo la nueva gestión del Minedu
(2011-2016) ha planteado una política educativa enfoca-
da a la solución de los problemas encontrados a lo largo
en la etapa de supervisión y considerados la causa del fra-
caso de las políticas educativas anteriores.
Al respecto, son las medidas llevadas a cabo por el Minedu
hasta la actualidad:
– Creación de un registro de docentes de EIB
– Generación de un registro de instituciones de EIB a
través de la Resolución Ministerial Nº 008-2012-ED,
la cual establece los criterios y procedimientos para
identificar, reconocer y registrar dichos instituciones
– Producción de material en lengua autóctona y
bilingüe
– Normalización de alfabetos de las lenguas autóctonas
mediante la colaboración y participación de los mis-
mos nativos, para fortalecer la capacidad lingüística y
comunicativa de los docentes en el plan oral y escrito
(Digeibir, 2013).
Si hacemos una comparación con Brasil, según cifras del
Ministerio de Educación y del Instituto Nacional de Es-
tudos e Pesquisas Educacionais Anísio Teixeira (INEP),
apenas el 50% de los jóvenes de 16 años concluyeron la
enseñanza fundamental en el Estado de Amazonas, com-
parado con el 63% que es el promedio del país. Adicional-
mente, en la prueba Prova Brazil aplicada en 2009, solo el
20,8% de los niños de quinto año adquirió los aprendiza-
jes adecuados en matemáticas mientras que únicamente
el 25,3 por ciento lo hizo en portugués. Estas cifras son
significativamente inferiores a la media en Brasil, 32,6%y
34,2% respectivamente (BID, 2013).
Figura 9: Artesanía digital: Línea I+D+I prioritaria del Fab flotante (2014).
Fuente: Collage Digital, Fab Lab Lima, 2014.
D. Oportunidades de negocio
Es fundamental que las alternativas tecnológicas pro-
puestas desde la fabricación digital [14] y la biotecnología
logren fomentar la generación de empleo y la industriali-
zación de un modo ambiental, social, económica e institu-
cionalmente sostenible.
La innovación en los procesos de transformación de los
recursos locales deberá darse en la medida que mejore la
calidad de vida sin dejar de lado la tradición cultural.
La industria amazónica es esencialmente alimentaria
(café, cacao, aceites, jugos, cerveza, conservas de frutas)
y maderera. A eso debe sumarse, obviamente, la produc-
ción de estupefacientes que no por ilegal deja de ser un
motor de la economía, aunque con impactos inesperados
debido a las operaciones de “lavado” de dinero mal habi-
do. La principal actividad económica productiva, después
de la explotación de hidrocarburos, es la agropecuaria
que utiliza una enorme extensión de la selva y que se dis-
tingue, en términos generales, por su carácter extensivo y
su bajísima productividad. Por eso, empieza una superfi-
cie enorme que, en su mayor parte está semiabandonada
o bajo barbecho. (Dourojeanni, Barandiarán & Dourojean-
ni, 2009).
4.3 ¿DE qUé MANERA CONSIDERA qUE ESTE PROyECTO PODRÍA CONTRIBUIR CON EL DESARRO-LLO LOCAL y GLOBAL?
A. Con la generación de modelos de producción sosteni-
ble:
Mediante proyectos I+D+I que permitan la transforma-
ción sostenible de los recursos locales en productos de
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 36 19/08/14 19:53

37
Invest. Apl. Innov. 8, 2014
juArez, B., “Implementación de un laboratorio flotante de fabricación digital en el río Amazonas Fab lab flotante Amazonas”
alto valor tecnológico aplicados especialmente a salud
y nutrición, agua y energía, vivienda y saneamiento. De
igual modo, deben estar enfocados en la mejora de la cali-
dad de vida de la población local y el desarrollo de proce-
sos y productos replicables en otros contextos (figura 10).
Por ejemplo:
– Desarrollo de biomateriales para impresoras ecológi-
cos 3D con aplicación en medicina, nutrición, biopolí-
meros, etc. [15]
– Ecoconstrucción, mediante el desarrollo de vivien-
das de bajo costo con materiales locales y fabricación
digital.
B. Por medio de tecnologías para la conservación y moni-
toreo de recursos naturales
A través de la implementación de laboratorios de análisis
y la generación de conocimientos para la reforestación y
la reducción de la contaminación mediante el reciclaje y la
prevención de la extinción de especies. Ejemplos:
– Banco de germoplasma.
– Aplicación de TIC e Internet de las cosas [16] para mo-
nitoreo en tiempo real de las especies.
– Información para la toma de decisiones diaria sobre
aspectos productivos, educativos, médicos, legales,
etc.
C. Con la promoción del desarrollo cultural y empodera-
miento tecnológico de las comunidades locales
Mediante la innovación de procesos de manufactura local
para la mejora de su calidad de vida de estas poblaciones
sin desplazar su tradiciones [17]. Ejemplos:
– Integración de tecnologías CNC como soporte de ar-
tesanía local.
– Transformación sostenible de recursos madereros
D. Por el planteamiento de soluciones ante las deficien-
cias de infraestructura local
A través del aprovechamiento de recursos locales para
atender problemas de vivienda y saneamiento así como
el desarrollo de sistemas de generación de energía limpia
y la mejora en las redes de Internet. Ejemplos:
– Fabricación de módulos de vivienda sostenible [18].
– Creación de dispositivos para la generación de energía
mediante el uso del caudal de los ríos, las lluvias, bacterias
y algas, biomasa, etc.
– Producción de dispositivos de refrigeración para almace-
namiento de alimentos y medicinas.
Figura 10: Ficha técnica laboratorio flotante (área total: 550 m2) (2014).
Fuente: Elaboración propia.
5. CONCLUSIONES
La nueva industria: Fabricación digital + biotecnología +
multiculturalidad.
El territorio amazónico, uno de los espacios más ricos en diver-
sidad cultural y natural del mundo y, a la vez, uno de los más
afectados por el modelo industrial tradicional emerge como el
espacio ideal en la búsqueda de estas alternativas.
Tenemos en frente una revolución que transformará la coti-
dianidad de las personas y un territorio que cuenta con un
gran potencial para dar respuesta a estos desafíos, dos opor-
tunidades que bien articuladas generan el ambiente ideal para
la creación del laboratorio Fab flotante Amazonas. Este es el
espacio propicio para incubar la manufactura del futuro, ex-
plorar procesos de fabricación alternativos y fusionar lo más
avanzado en fabricación digital con la riqueza en diversidad
natural y cultural de la Amazonía.
Los especialistas entrevistados señalaron que existen indicios
suficientes para la viabilidad y el alto impacto del desarrollo de
tecnologías de fabricación digital y biotecnología en el terri-
torio amazónico. Sin embargo, para lograr la adecuada soste-
nibilidad del proyecto, la incorporación activa de los diversos
actores locales es el factor clave. Ningún tipo de tecnología,
por muy avanzada que esta sea, podrá ser desarrollada en la
selva si no está articulada con los pobladores locales.
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 37 19/08/14 19:53
38
Invest. Apl. Innov. 8, 2014
juArez, B., “Implementación de un laboratorio flotante de fabricación digital en el río Amazonas Fab lab flotante Amazonas”
6. REFERENCIAS
[1] Gershenfeld, N. (2005). FAB: The Coming Revolution on
Your Desktop, from Personal Computers to Personal Fabri-
cation. New York: Basic Books.
[2] Fundación Ipade y Agencia Española de Cooperación
para el Desarrollo (2011). Cuatro grandes retos, una so-
lución global: Biodiversidad, cambio climático, desertifica-
ción y lucha contra la pobreza. Madrid: Ipade y Aecid.
[3] Gibson, I., Rosen, D. & Stucker, B. (2010). Additive Manu-
facturing Technologies: Rapid Prototyping to Direct Digital
Manufacturing. New York: Springer.
[4] Vega-Centeno, P. (2008). Territorio Amazónico: el caso
Iquitos. Lima: Centro de Investigación de la Arquitectura
y la Ciudad – CIAC – PUCP.
[5] Troxler, P. (2013). Making the 3rd Industrial Revolution.
The Struggle for Polycentric Structures and a New Peer Pro-
duction Commons in the Fab Lab Community.
[6] Fab Lab MIT (2014). Fab Lab List: Operating Planned.
Recuperado de http://fab.cba.mit.edu/about/labs/ y
https://www.fablabs.io/
[7] Herrera, P., & Juárez, B. (2012). Perspectivas de los labo-
ratorios de fabricación digital en Latinoamérica, 2012, Si-
gradi. Lima: SIGRADI .Recuperado de http://issuu.com/
pabloherrera/docs/2012_perspectivas_en_los_lfd_en_
latinoamerica/1
[8] Juárez, B. (2008). Lima: patrones de desarrollo. Lima:
Centro de Investigación de la Arquitectura y la Ciudad –
CIAC – PUCP.
[9] Fab Lab Lima (2013). Fab LaT: encuesta realizada a la
naciente red de Fab Labs de Latinoamérica, marzo-junio
2013. Lima: Fab Lab Lima.
[10] Fab Lab Lima (2014). Fab Flotante | Amazonas: encuesta
realizada a un grupo de 12 expertos sobre tecnología y/o
territorio Amazónico. Marzo-Abril 2014. Lima:Fab Lab
Lima. Recuperado de https://docs.google.com/a/fabla-
blima.org/forms/d/1eleqhJsJOsCR3glLnEtngNE6U2df91
wje2ZphuUDUEU/edit
[11] Martino, D. (2007). Deforestación en la Amazonía: prin-
cipales factores de presión y perspectivas. Montevideo:
Centro Latino Americano de Ecología Social-CLAES. Re-
cuperado de http://www.ambiental.net/opinion/Marti-
noAmazoniaDeforestacion.pdf
[12] Leymarie, M. (2008). Project du Ville flottant Sur
L’Amazonie. Perou. Paris: Foundation-EDF.
[13] Juárez, B. (2008). Sistema Iquitos: patrones de desarrollo.
Lima: Centro de Investigación de la Arquitectura y la Ciu-
dad – CIAC – PUCP.
[14] Mota, C. (2011). A Strategist’s Guide to Digital Fabrica-
tion. In Strategy + Business. Recuperado de http://www.
strategy-business.com/article/11307 - http://www.stra-
tegybusiness.com/media/file/sb64_11307.pdf
[15] World Economic Forum (2012). The Future of Manufactu-
ring Opportunities to drive economic growth. Recuperado
de: http:// www.weforum.org/reports/futuremanufactu-
ring - http://www3.weforum.org/docs/WEF_MOB_Fu-
tureManufacturing_Report_2012
[16] Fab Academy (2008). The Fab Academy: Executive Sum-
mary.Recuperado de http://fab.cba.mit.edu/about/aca-
demy/index.html
[17] Menichinelli, Massimo. Openp2pdesign.org_1.1 design
for complexity (2012). Recuperado de http://www.scribd.
com/doc/6208079/openp2pdesignorg11
[18] Sass, L. (2010). Printing Architecture: Digitally Fabricated
Buildings - MIT. SIGraDi 2010. Bogotá: Universidad de los
Andes.
7. ACERCA DEL AUTOR
Benito Raúl Juárez Vélez
Trabaja por la democratización de la innovación tecnológica
y social en América Latina. Fundador y presidente del Fab Lab
Perú. Actualmente se desempeña como coordinador para La-
tinoamérica de la Fab Foundation y tutor Fab Academy en el
Fab Lab Tecsup, UNI y CALI. Arquitecto graduado en la Univer-
sidad Nacional de Ingeniería (Lima, 2003) y en el Fab Academy
(Barcelona, 2010).
Original recibido: 14 de abril 2014
Original aceptado: 23 de mayo 2014
31 a 38 005 Tarea IMPLEMENTACION Rev Investigación.indd 38 19/08/14 19:53
39
Invest. Apl. Innov. 8, 2014
Diseño de un sistema de monitoreo y seguimiento de parámetros de la red
administrativa e industrial
System design for Monitoring and Tracking Parameters of an Administrative
and Industrial Network
Resumen
El presente trabajo hace referencia al uso de herramientas de
monitoreo de la red IP en equipos industriales.
Lo que se busca es un proceso por el cual sea posible adqui-
rir información sobre el estado de los equipos informáticos e
industriales para gestionar su funcionamiento y rendimiento,
así como obtener parámetros que permitan analizar el estado
de los equipos, evitar fallas y mejorar su eficacia y eficiencia.
Abstract
This paper refers to the use of tools monitoring IP networks in
industrial equipment.
We look for a process that gives us information about compu-
ter and industrial equipment status in order to manage their
operation and performance. Parameters obtained will be used
to analyze the conditions of the equipment in order to prevent
failures and to improve their effectiveness and efficiency.
Palabras clave
Integración, Nagios, TCP/IP, SNMP, TRAPS, OPC, VLAN, PLC.
Key words
Integration, Nagios, TCP/IP, SNMP, TRAPS, OPC, VLAN, PLC.
INTRODUCCIÓN
Los equipos de comunicación, muy utilizados en las redes de
datos para entornos empresariales (router, switch, etc), ahora
Mauricio Surco, Tecsup
son utilizados en la actividad industrial para comunicar a los
controladores con sus periféricos o para propósitos de con-
figuración y monitoreo. Por ello, los fabricantes de equipos
industriales como PLC incorporan en sus productos módulos
de expansión que permitan la comunicación con las redes de
datos. En un principio, dichas comunicaciones se realizaban a
través de protocolos propietarios, pero la necesidad de estan-
darización ha llevado a la aparición de redes como Profibus,
que permite la comunicación solo entre elementos a redes
industriales, o Ethernet, que usa TCP/IP, y permite la comuni-
cación entre todos los elementos dentro de una red interna o
externa.
El utilizar componentes estándar, como Ethernet en la red con-
trol e información de la industria, trae grandes ventajas. Entre
las más importantes, disminución en el costo de los equipos,
mejor disponibilidad de la operación, mayor almacenamiento
y extracción de datos de sensores, optimización del consumo
de energía, el tiempo de respuesta no se afectado por fallas en
los dispositivos serie y mayor convergencia entre los servicios
que existen.
El paso de la red industrial a equipos Ethernet incrementa su
complejidad. Cuando se vuelve compleja una red surge la ne-
cesidad de gestionarla con el fin de monitorearla y controlar
cualquier incidente.
La gestión de las redes Ethernet se realizan a través del proto-
colo estándar SNMP (Simple Network Management Protocol,
Protocolo Administración Simple de Red) que permite gestio-
nar varios equipos de forma simultánea. Para ello se necesita
tener instalado un agente que envíe información al servidor
de administración, si algunos dispositivos no cuentan con este
agente instalado, tendrán que valerse de un servidor proxy
39 a 46 Tarea 006 Diseno Rev Investigación Aplicada.indd 39 19/08/14 19:58
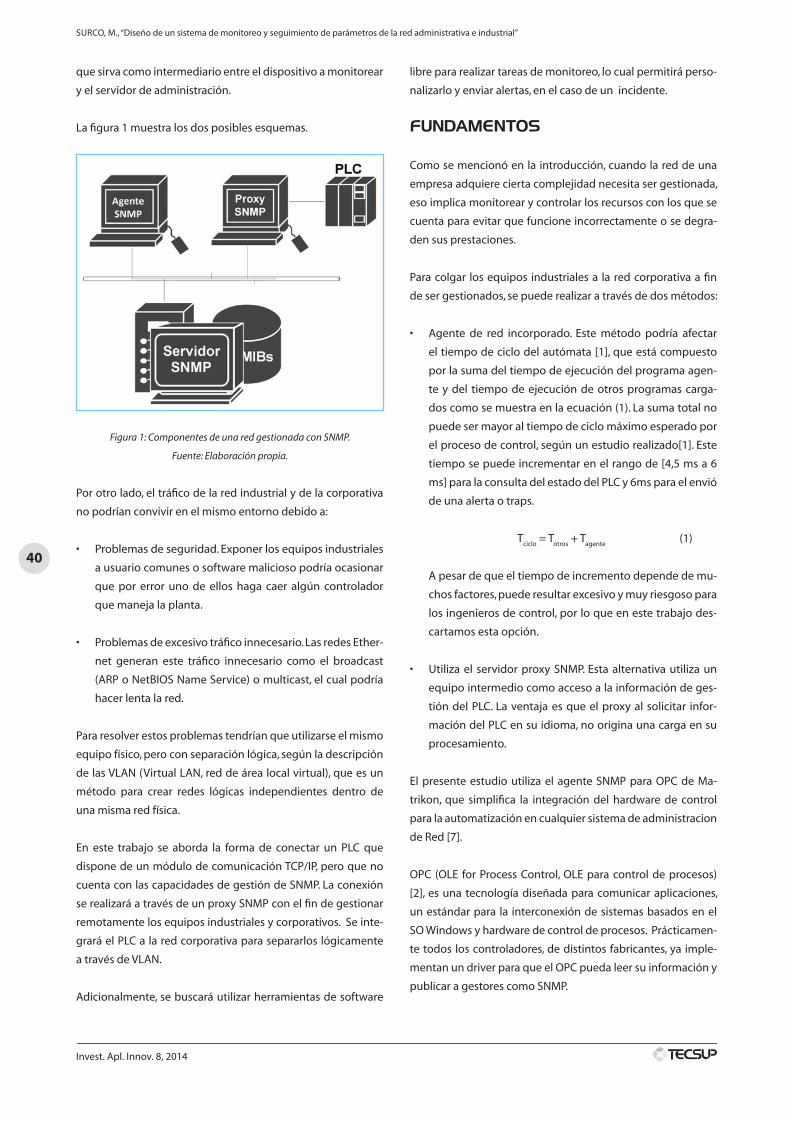
40
Invest. Apl. Innov. 8, 2014
SURCO, M., “Diseño de un sistema de monitoreo y seguimiento de parámetros de la red administrativa e industrial”
que sirva como intermediario entre el dispositivo a monitorear
y el servidor de administración.
La figura 1 muestra los dos posibles esquemas.
Figura 1: Componentes de una red gestionada con SNMP.
Fuente: Elaboración propia.
Por otro lado, el tráfico de la red industrial y de la corporativa
no podrían convivir en el mismo entorno debido a:
• Problemasdeseguridad.Exponerlosequiposindustriales
a usuario comunes o software malicioso podría ocasionar
que por error uno de ellos haga caer algún controlador
que maneja la planta.
• Problemasdeexcesivotráficoinnecesario.LasredesEther-
net generan este tráfico innecesario como el broadcast
(ARP o NetBIOS Name Service) o multicast, el cual podría
hacer lenta la red.
Para resolver estos problemas tendrían que utilizarse el mismo
equipo físico, pero con separación lógica, según la descripción
de las VLAN (Virtual LAN, red de área local virtual), que es un
método para crear redes lógicas independientes dentro de
una misma red física.
En este trabajo se aborda la forma de conectar un PLC que
dispone de un módulo de comunicación TCP/IP, pero que no
cuenta con las capacidades de gestión de SNMP. La conexión
se realizará a través de un proxy SNMP con el fin de gestionar
remotamente los equipos industriales y corporativos. Se inte-
grará el PLC a la red corporativa para separarlos lógicamente
a través de VLAN.
Adicionalmente, se buscará utilizar herramientas de software
libre para realizar tareas de monitoreo, lo cual permitirá perso-
nalizarlo y enviar alertas, en el caso de un incidente.
FUNDAMENTOS
Como se mencionó en la introducción, cuando la red de una
empresa adquiere cierta complejidad necesita ser gestionada,
eso implica monitorear y controlar los recursos con los que se
cuenta para evitar que funcione incorrectamente o se degra-
den sus prestaciones.
Para colgar los equipos industriales a la red corporativa a fin
de ser gestionados, se puede realizar a través de dos métodos:
• Agente de red incorporado. Este método podría afectar
el tiempo de ciclo del autómata [1], que está compuesto
por la suma del tiempo de ejecución del programa agen-
te y del tiempo de ejecución de otros programas carga-
dos como se muestra en la ecuación (1). La suma total no
puede ser mayor al tiempo de ciclo máximo esperado por
el proceso de control, según un estudio realizado[1]. Este
tiempo se puede incrementar en el rango de [4,5 ms a 6
ms] para la consulta del estado del PLC y 6ms para el envió
de una alerta o traps.
Tciclo
= Totros
+ Tagente
(1)
A pesar de que el tiempo de incremento depende de mu-
chos factores, puede resultar excesivo y muy riesgoso para
los ingenieros de control, por lo que en este trabajo des-
cartamos esta opción.
• Utilizael servidorproxySNMP.Estaalternativa utilizaun
equipo intermedio como acceso a la información de ges-
tión del PLC. La ventaja es que el proxy al solicitar infor-
mación del PLC en su idioma, no origina una carga en su
procesamiento.
El presente estudio utiliza el agente SNMP para OPC de Ma-
trikon, que simplifica la integración del hardware de control
para la automatización en cualquier sistema de administracion
de Red [7].
OPC (OLE for Process Control, OLE para control de procesos)
[2], es una tecnología diseñada para comunicar aplicaciones,
un estándar para la interconexión de sistemas basados en el
SO Windows y hardware de control de procesos. Prácticamen-
te todos los controladores, de distintos fabricantes, ya imple-
mentan un driver para que el OPC pueda leer su información y
publicar a gestores como SNMP.
39 a 46 Tarea 006 Diseno Rev Investigación Aplicada.indd 40 19/08/14 19:58
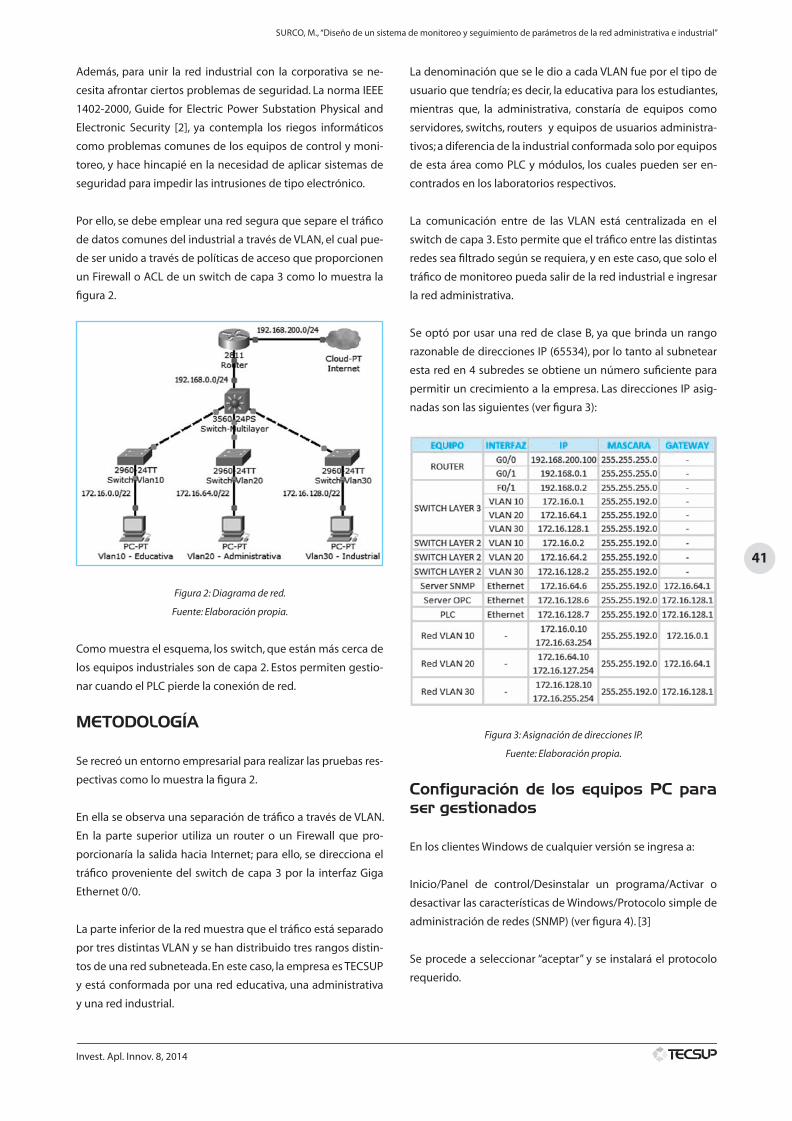
41
Invest. Apl. Innov. 8, 2014
SURCO, M., “Diseño de un sistema de monitoreo y seguimiento de parámetros de la red administrativa e industrial”
Además, para unir la red industrial con la corporativa se ne-
cesita afrontar ciertos problemas de seguridad. La norma IEEE
1402-2000, Guide for Electric Power Substation Physical and
Electronic Security [2], ya contempla los riegos informáticos
como problemas comunes de los equipos de control y moni-
toreo, y hace hincapié en la necesidad de aplicar sistemas de
seguridad para impedir las intrusiones de tipo electrónico.
Por ello, se debe emplear una red segura que separe el tráfico
de datos comunes del industrial a través de VLAN, el cual pue-
de ser unido a través de políticas de acceso que proporcionen
un Firewall o ACL de un switch de capa 3 como lo muestra la
figura 2.
Figura 2: Diagrama de red.
Fuente: Elaboración propia.
Como muestra el esquema, los switch, que están más cerca de
los equipos industriales son de capa 2. Estos permiten gestio-
nar cuando el PLC pierde la conexión de red.
METODOLOGÍA
Se recreó un entorno empresarial para realizar las pruebas res-
pectivas como lo muestra la figura 2.
En ella se observa una separación de tráfico a través de VLAN.
En la parte superior utiliza un router o un Firewall que pro-
porcionaría la salida hacia Internet; para ello, se direcciona el
tráfico proveniente del switch de capa 3 por la interfaz Giga
Ethernet 0/0.
La parte inferior de la red muestra que el tráfico está separado
por tres distintas VLAN y se han distribuido tres rangos distin-
tos de una red subneteada. En este caso, la empresa es TECSUP
y está conformada por una red educativa, una administrativa
y una red industrial.
La denominación que se le dio a cada VLAN fue por el tipo de
usuario que tendría; es decir, la educativa para los estudiantes,
mientras que, la administrativa, constaría de equipos como
servidores, switchs, routers y equipos de usuarios administra-
tivos; a diferencia de la industrial conformada solo por equipos
de esta área como PLC y módulos, los cuales pueden ser en-
contrados en los laboratorios respectivos.
La comunicación entre de las VLAN está centralizada en el
switch de capa 3. Esto permite que el tráfico entre las distintas
redes sea filtrado según se requiera, y en este caso, que solo el
tráfico de monitoreo pueda salir de la red industrial e ingresar
la red administrativa.
Se optó por usar una red de clase B, ya que brinda un rango
razonable de direcciones IP (65534), por lo tanto al subnetear
esta red en 4 subredes se obtiene un número suficiente para
permitir un crecimiento a la empresa. Las direcciones IP asig-
nadas son las siguientes (ver figura 3):
Figura 3: Asignación de direcciones IP.
Fuente: Elaboración propia.
Configuración de los equipos PC para ser gestionados
En los clientes Windows de cualquier versión se ingresa a:
Inicio/Panel de control/Desinstalar un programa/Activar o
desactivar las características de Windows/Protocolo simple de
administración de redes (SNMP) (ver figura 4). [3]
Se procede a seleccionar “aceptar” y se instalará el protocolo
requerido.
39 a 46 Tarea 006 Diseño Rev Investigación Aplicada.indd 41 21/08/14 17:12
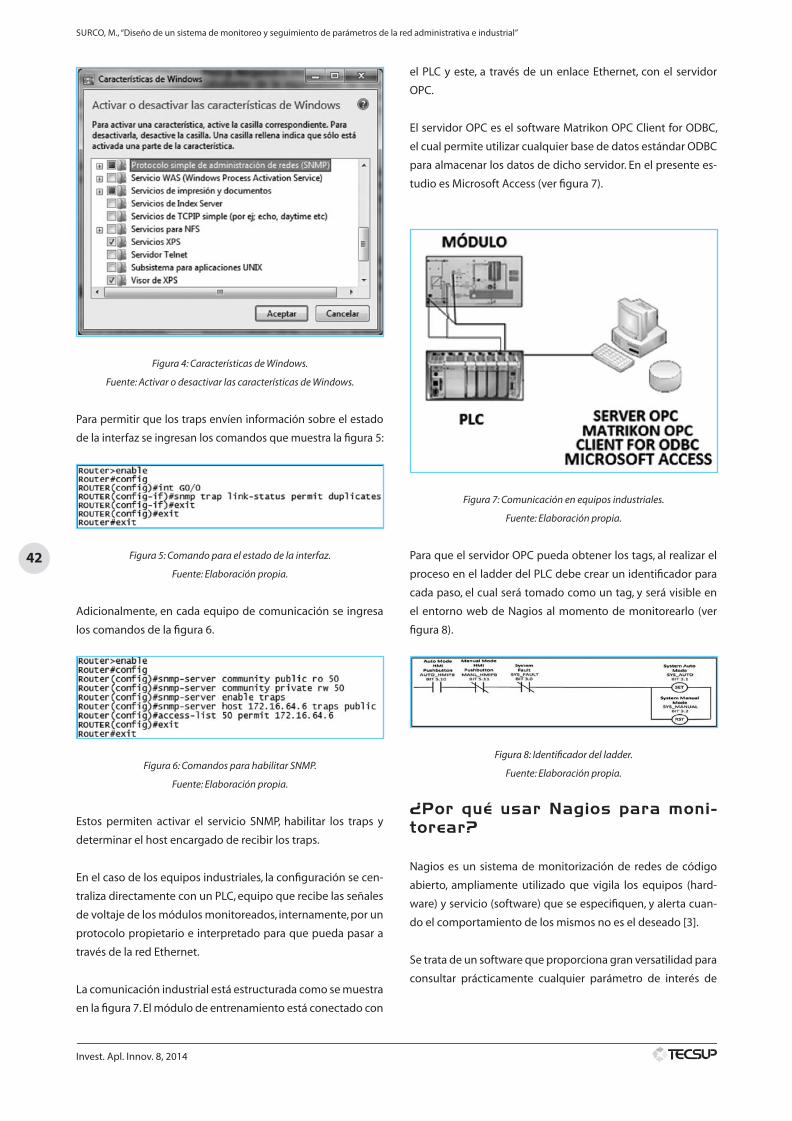
42
Invest. Apl. Innov. 8, 2014
SURCO, M., “Diseño de un sistema de monitoreo y seguimiento de parámetros de la red administrativa e industrial”
Figura 4: Características de Windows.
Fuente: Activar o desactivar las características de Windows.
Para permitir que los traps envíen información sobre el estado
de la interfaz se ingresan los comandos que muestra la figura 5:
Figura 5: Comando para el estado de la interfaz.
Fuente: Elaboración propia.
Adicionalmente, en cada equipo de comunicación se ingresa
los comandos de la figura 6.
Figura 6: Comandos para habilitar SNMP.
Fuente: Elaboración propia.
Estos permiten activar el servicio SNMP, habilitar los traps y
determinar el host encargado de recibir los traps.
En el caso de los equipos industriales, la configuración se cen-
traliza directamente con un PLC, equipo que recibe las señales
de voltaje de los módulos monitoreados, internamente, por un
protocolo propietario e interpretado para que pueda pasar a
través de la red Ethernet.
La comunicación industrial está estructurada como se muestra
en la figura 7. El módulo de entrenamiento está conectado con
el PLC y este, a través de un enlace Ethernet, con el servidor
OPC.
El servidor OPC es el software Matrikon OPC Client for ODBC,
el cual permite utilizar cualquier base de datos estándar ODBC
para almacenar los datos de dicho servidor. En el presente es-
tudio es Microsoft Access (ver figura 7).
Figura 7: Comunicación en equipos industriales.
Fuente: Elaboración propia.
Para que el servidor OPC pueda obtener los tags, al realizar el
proceso en el ladder del PLC debe crear un identificador para
cada paso, el cual será tomado como un tag, y será visible en
el entorno web de Nagios al momento de monitorearlo (ver
figura 8).
Figura 8: Identificador del ladder.
Fuente: Elaboración propia.
¿Por qué usar Nagios para moni-torear?
Nagios es un sistema de monitorización de redes de código
abierto, ampliamente utilizado que vigila los equipos (hard-
ware) y servicio (software) que se especifiquen, y alerta cuan-
do el comportamiento de los mismos no es el deseado [3].
Se trata de un software que proporciona gran versatilidad para
consultar prácticamente cualquier parámetro de interés de
39 a 46 Tarea 006 Diseno Rev Investigación Aplicada.indd 42 19/08/14 19:58

43
Invest. Apl. Innov. 8, 2014
SURCO, M., “Diseño de un sistema de monitoreo y seguimiento de parámetros de la red administrativa e industrial”
un sistema y genera alertas que pueden ser recibidas por los
responsables correspondientes, en este caso mensajes SMS,
cuando los parámetros exceden de los márgenes definidos
por el administrador de la red.
Nagios trabaja en plataformas Linux, un sistema operativo de
código libre.
¿Cómo configurar Nagios para que re-conozca los equipos monitoreados?
En primer lugar, se crea un archivo con el nombre del equipo
que vamos a monitorear en la ubicación correcta.
Figura 9: Creación de equipo a monitorear.
Fuente: Elaboración propia.
Luego, se editan los archivos de configuración de Nagios para
informar de la creación de este equipo. El archivo se ubica en
la siguiente ruta:
Figura 10: Ubicación del archivo de configuración de Nagios.
Fuente: Elaboración propia.
A este archivo debemos aumentar debajo de la siguiente línea.
Figura 11: Archivo de configuración de Nagios.
Fuente: Elaboración propia.
El nombre del archivo creado.
Figura 12: Archivo de configuración de Nagios.
Fuente: Elaboración propia.
Unavezrealizadopasamosaconfigurarelarchivoantescrea-
do para monitorearlo correctamente. Dentro de este archivo
tenemos que configurar tres partes, las cuales son:
• Hostdefinition(verfigura13)
• Hostgroupdefinition(verfigura14)
• Servicedefinitions(verfigura15)
Figura 13: Host group definition.
Fuente: Elaboración propia.
Figura 14: Host definition.
Fuente: Elaboración propia.
Figura 15: Service definitions.
Fuente: Elaboración propia.
En el caso de los equipos Windows se instala un agente para
que Nagios pueda recoger la información que se requiera por
el administrador, en este caso usaremos como agente el soft-
ware llamado NSClient++.
Luego se procede a crear el archivo con el nombre del equipo
a monitorear.
Figura 16: Creación del equipo a monitorear.
Fuente: Elaboración propia.
39 a 46 Tarea 006 Diseno Rev Investigación Aplicada.indd 43 19/08/14 19:58
44
Invest. Apl. Innov. 8, 2014
SURCO, M., “Diseño de un sistema de monitoreo y seguimiento de parámetros de la red administrativa e industrial”
Figura 17: Host group definition.
Fuente: Elaboración propia.
Figura 18: Host definition.
Fuente: Elaboración propia.
Debido a que Nagios trabaja en un entorno Web es posible
que el administrador de la red publique el servicio y pueda
ser accedido desde cualquier ubicación, con acceso a una co-
nexión a Internet (ver figura 19).
Figura 19: Nagios
Fuente: Elaboración propia
¿Cómo recibe Nagios la información?
Nagios corre en un sistema operativo Linux, mientras que el
servidor OPC, que envía la información de los equipos indus-
triales, trabaja en un sistema operativo Windows.
Esto obliga a realizar una sincronización entre dos bases de da-
tos para trabajar en el sistema operativo que requiere Nagios;
es decir, la base de datos de Microsoft Access encargada de
los datos del OPC server tendría que estar sincronizada a una
base de datos MySQL, para brindar la información obtenida a
Nagios (ver figura 20).
Figura 20: Sincronización de bases de datos.
Fuente: Elaboración propia.
Dentro del código de Nagios se utiliza consulta de tipo PHP
para obtener información de la base de datos. Para ello se em-
plea AJAX, que actualiza los datos sin actualizar la página.
AJAX es una técnica de desarrollo web para crear aplicaciones
interactivas o RIA (Rich Internet Applications). Estas aplicacio-
nes se ejecutan en los navegadores de los usuarios mientras se
mantiene la comunicación asíncrona con el servidor en segun-
do plano. De esta forma es posible realizar cambios sobre las
páginas sin recargarlas, mejorando la interactividad, velocidad
y usabilidad en las aplicaciones.
Esta técnica permite ver en tiempo real la actualización del es-
tado del módulo.
Esto quiere decir que, mientras el sensor envía la cantidad de
agua que se encuentra en el tanque a la base de datos, esta
información va a ser visualizada en la página web en tiempo
real, sin que el administrador tenga que actualizar dicha pági-
na web (ver figura 21).
Figura 22: Sincronización de la información.
Fuente: Elaboración propia.
¿Cómo se enviaran alertas vía SMS?
A través de un modem GSM se redireccionan los mensajes de
alerta que lleguen al gestor SNMP hacia un dispositivo móvil.
39 a 46 Tarea 006 Diseno Rev Investigación Aplicada.indd 44 19/08/14 19:58
45
Invest. Apl. Innov. 8, 2014
SURCO, M., “Diseño de un sistema de monitoreo y seguimiento de parámetros de la red administrativa e industrial”
Esta herramienta permite interactuar con un modem GSM, a
través del puerto paralelo, al leer y escribir mensajes del mismo.
Cuando un trap llega de algún agente al gestor SNMP, el com-
ponente SNMPTrapd envía el paquete a SNMPTT para que lo
catalogueyalmaceneenlabasededatos.Uncron,cada2mi-
nutos analiza si existe algún paquete por enviar a través de un
script. En caso de encontrarse en cola es enviado a través de
Gnokii, como lo muestra la figura 22:
Figura 22: Esquema de comunicación GSM.
Fuente: Elaboración propia.
RESULTADOS
Las redes corporativas e industriales pueden interactuar entre
ellas al compartir información y servicios.
Los equipos industriales pueden ser gestionados a través del
networking sin ocasionar problemas en los mismos.
El networking en las redes industriales es muy importante, ya que
proporciona seguridad y confiabilidad en los datos enviados.
La gestión de red permite tener una red confiable.
CONCLUSIONES
• Laimplementacióndeunsistemademonitoreocontinuo
en un red integrada de equipos informáticos e industria-
les ayuda a la administración de los activos de nuestra em-
presa.
• Esnecesarioinvertirenhardwareysoftwarequereciban
señales de los equipos industriales y las interpreten en un
red TCP/IP.
• Siseimplementaunserviciodeenviódemensajesdetex-
to al presentarse una alerta en el sistema de monitoreo se
evitará la presencia de personal las 24 horas en el área de
monitoreo.
REFERENCIAS
[1] Muñoz, P., Palaus, C., Guerri, J., & Esteve, M. (Ed.) (2002).
Sistema de gestión de PLCs basado en SNMP. Valencia:
CEA.
[2] Rodriguez, P. (2007). Sistemas SCADA (2a. ed).
(s.l.):Alfaomega Grupo Editor.
[3] Schubert, M. Bennett, D., & Gines, J. (2008). Nagios 3 En-
terprise Network Monitoring: Including Plug-Ins and Hard-
ware Devices. Burlington: Syngress.
[4] Mauro, D., & Schmidt, K. (2005). Essential SNMP. Sebasto-
pol: Reilly Media.
[5] Domingo, J., Gamiz, J., Grau, A., & Martínez, H. (2003).
Introducción a los autómatas programables. Catalunya:
UniversitatObertadeCatalunya-UOC.
[6] CISCO System (2006). CISCO IOS Configuration Fundamen-
tals Configuration Guide. San José: Cisco Guide.
[7] MatrikonOPC. (2014) Recuperado de https://www.ma-
trikonopc.es/drivers/ opc-snmp-agent.aspx
ACERCA DEL AUTOR
Mauricio Surco Valenzuela
Profesional en Redes y Comunicaciones de Datos Tecsup Are-
quipa, con estudios de Maestría en Tecnologías de la Informa-
ciónAplicadasa laEmpresaen laUniversidadPolitécnicade
Madrid (Cepade). Se desempeñó por 9 años como consultor
en el desarrollo de sistemas para el área de Proyectos de Tec-
sup, y elaboró proyectos para importantes empresas mineras.
Actualmente es docente del área de Redes y Comunicación
de Datos, a cargo de los cursos de redes inalámbricas, confi-
guración de PBX hibridas, configuración avanzada de switches
y routers. Posee certificación Microsoft MCTS (NetFramework,
WebApplication), Elastix Certified Engineer (VoIP), Certified
Ethical Hacking, Cobit, VMware Certified Professional Data
Center Virtualization y Fluke Airmagnet.
Original recibido: 15 de abril 2014
Aceptado para publicación: 19 de mayo 2014
39 a 46 Tarea 006 Diseno Rev Investigación Aplicada.indd 45 19/08/14 19:58
39 a 46 Tarea 006 Diseno Rev Investigación Aplicada.indd 46 19/08/14 19:58
47
Invest. Apl. Innov. 8, 2014
Estrategias de desarrollo de software y su impacto en empresas del sector
Software Development Approaches and their Impacts on Software Factories
Resumen
En el presente artículo se detallan las estrategias de desarrollo
de software más conocidas en el mercado con el objetivo de
evaluar su impacto y posible adopción por parte de empresas
ubicadas en la ciudad de Lima. La identificación de estas estra-
tegias se realizó a partir de una revisión de la literatura en la
que diversos autores describen sus características particulares.
Dichas estrategias son: desarrollo tradicional, generación de
código automático, reutilización, líneas de producto software
y desarrollo con herramientas específicas.
La metodología empleada contempla una serie de entrevistas
a expertos, tanto a líderes de fábricas de software, como a in-
vestigadores en la ingeniería de software.
Los resultados obtenidos muestran que las estrategias de de-
sarrollo no son empleadas en su totalidad por los entrevista-
dos, sea por desconocimiento o por el nivel de inversión que
demanda su utilización. La más utilizada es el desarrollo tradi-
cional con una alta especialización del personal.
Abstract
This article presents the best known software development
approaches on the market, in order to assess their impact and
application by companies located in Lima city. The identifica-
tion of these approaches was based on the literature review,
in which authors describe the specific characteristics of each
strategy. These strategies include: traditional development,
automatic code generation, reutilization, software product li-
nes and development with specific tools.
The methodology used in this research includes interviews
with experts, software enterprises managers and software en-
gineering researchers.
Results show that not all of these software development ap-
proaches are applied by the respondents, either by lack of
knowledge or by the large investment required to their im-
plementation. The most commonly used strategy is the tradi-
tional development, with high degree of specialization of the
staff.
Palabras claves
Fábricas, software, desarrollo, software, generación, código,
reutilización, componentes, líneas, producto.
Key words
Software, enterprises, development, approaches, code, gene-
ration, reutilization components, product, lines.
INTRODUCCIÓN
Existen en la actualidad estrategias de desarrollo de software
que son utilizadas por las fábricas de software para medir su
productividad. Dichas fábricas se definen como centros de
trabajo dedicados al desarrollo de software que abordan esta
actividad como un proceso industrial, definible, repetible y
medible en un entorno de alta productividad (Acosta, 2010).
Los modelos de empresas de software definen estrategias de
desarrollo para organizarla con un nivel considerable de es-
pecialización, formalización y estandarización de procesos. El
problema es que su uso aún no es generalizado en empresas
del sector por diversos motivos como desconocimiento de los
beneficios, falta de procedimientos para su implantación o el
impacto en los resultados.
En ese sentido, las estrategias de desarrollo de software bus-
can establecer un entorno para la elaboración económica de
software, y reducir en lo posible errores durante el proceso. Es
importante que estas estrategias permitan medir y controlar la
productividad y calidad, además de mantener registros finan-
cieros para costos y planificación.
Gabriel Morales, CosapiSoft / David Rodríguez, Tecsup
47 a 52 Tarea 007 Estrategias Rev Investigación aplicada.indd 47 19/08/14 20:01

48
Invest. Apl. Innov. 8, 2014
MorAles, G., rodríGuez, d., “estrategias de desarrollo de software y su impacto en empresas del sector”
El objetivo del estudio es presentar los resultados de este aná-
lisis y aportar a la toma de decisiones respecto a las estrategias
de desarrollo de software.
FUNDAMENTOS
Destacados autores han presentado en sus estudios las estra-
tegias de desarrollo de software más aceptadas en el mercado.
Piattini (2010) explica las buenas prácticas a considerar en las
fábricas de software, una de ellas es definir la estrategia de de-
sarrollo. Muñoz (2010) considera que las fábricas de software
se deben centrar en el desarrollo de sistemas similares que
promueven la reutilización de arquitecturas, componentes de
software y conocimiento. Greenfield (2004) explica una pro-
puesta para el desarrollo dirigido por modelos. Asimismo, Cle-
ments (2001) define el concepto de líneas de producto soft-
ware como una estrategia. La reutilización es la técnica que
siempre está presente como una buena práctica y desde las
primeras fábricas, en los años 80 (Mahoney, 2004 y Cusumano,
1989).
Estrategias de desarrollo
Desarrollo tradicional. Esta estrategia considera que cada
producto de software se desarrolla con independencia del
resto. Cuando el software es a medida, o es un software muy
especializado o personalizado a un negocio, entonces el de-
sarrollo es, generalmente, a medida. La reutilización no está
formalizada, pero sí se practica. Esta estrategia considera man-
tener al personal altamente especializado en algún aspecto
específico del desarrollo como son los diseñadores de inter-
faces de usuario, desarrollares móviles, desarrolladores de ser-
vicios web, especialistas en control de calidad, arquitectos y
especialistas de pruebas de software.
Generación de código automático. Esto considera que el de-
sarrollo es dirigido por modelos y la programación es genera-
tiva. La propuesta es utilizar modelos de desarrollo a partir de
los cuales se genera el código fuente. Para ello, se trabaja en
dos perspectivas: la primera, el dominio del problema, que tra-
ta los aspectos relativos al dominio del sistema; y la segunda,
el dominio de la solución, se ocupa de los aspectos relativos a
la tecnología de software para implementarlos.
Piattini (2010) indica que esta estrategia está basada en la se-
paración conceptual entre la especificación funcional de un
sistema y su implementación.
La estrategia Model Driven Architecture, conocida por sus
siglas MDA, usa este enfoque de generación de código auto-
mático. MDA es promovida por el Object Management Group,
consorcio conformado por empresas importantes como IBM,
HP, Borland, entre otras. MDA ofrece un conjunto de librerías
para distintos lenguajes de programación que permiten la ge-
neración de código a partir de modelos.
Reutilización. Basili (1989) planteó un modelo de fábrica de
software que potenciaba la reutilización, al organizar el traba-
jo en dos equipos. El primero para la organización del proyec-
to, y el segundo, para las actividades de aprendizaje y transfe-
rencia tecnológica.
Figura 1: Modelo de fábrica de experiencia (Basili, 1989)
Líneas de Producto de Software. Griss (1993) menciona que
la reutilización no consiste en mantener una biblioteca de có-
digo fuente (para emplear la metáfora de una biblioteca de
libros) sino, más bien, se tienen que desarrollar familias de
soluciones relacionadas. Para ello, sugiere organizar dos líneas
de trabajo: una construir a las partes que trabajan juntas y
optimizar la producción de componentes, y la otra utiliza (en-
samblar) las partes.
Figura 2: Modelo de fábrica basada en la reutilización (Griss, 1993)
Li (2001) describe un modelo de fábrica de software basado en
líneas de producto, que tiene dos equipos: el primero, orien-
47 a 52 Tarea 007 Estrategias Rev Investigación aplicada.indd 48 19/08/14 20:01
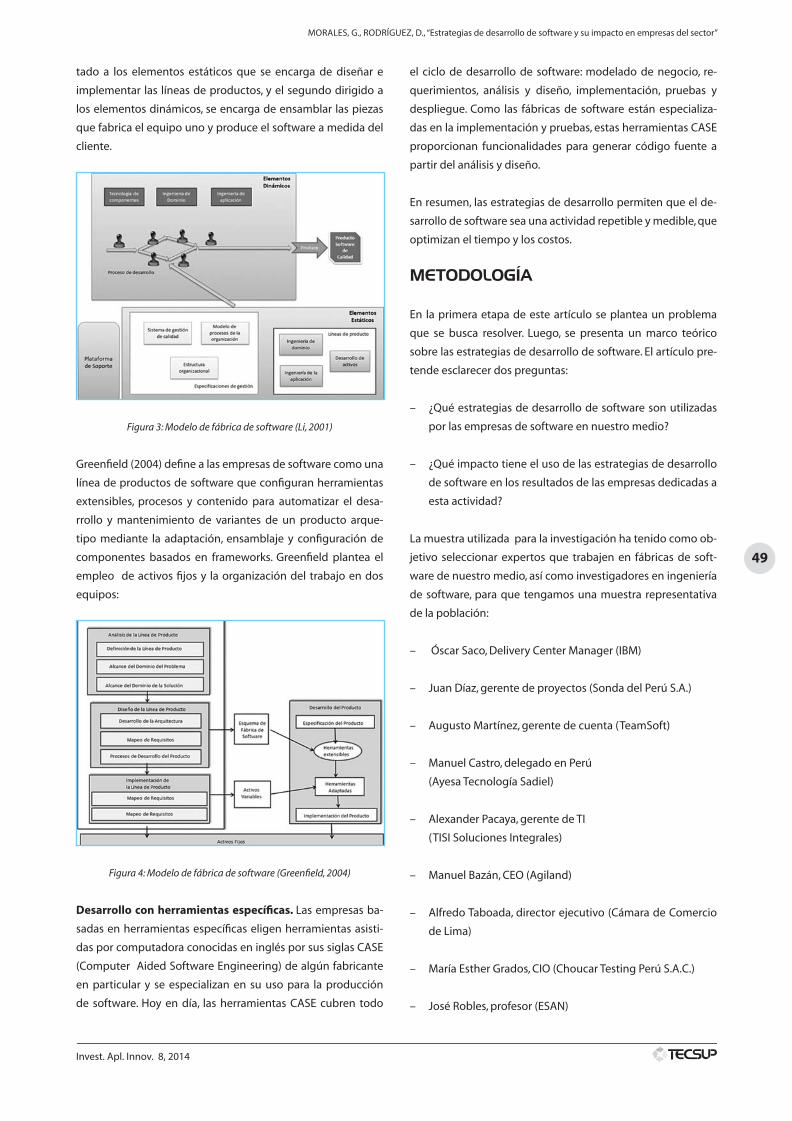
49
Invest. Apl. Innov. 8, 2014
MorAles, G., rodríGuez, d., “estrategias de desarrollo de software y su impacto en empresas del sector”
tado a los elementos estáticos que se encarga de diseñar e
implementar las líneas de productos, y el segundo dirigido a
los elementos dinámicos, se encarga de ensamblar las piezas
que fabrica el equipo uno y produce el software a medida del
cliente.
Figura 3: Modelo de fábrica de software (Li, 2001)
Greenfield (2004) define a las empresas de software como una
línea de productos de software que configuran herramientas
extensibles, procesos y contenido para automatizar el desa-
rrollo y mantenimiento de variantes de un producto arque-
tipo mediante la adaptación, ensamblaje y configuración de
componentes basados en frameworks. Greenfield plantea el
empleo de activos fijos y la organización del trabajo en dos
equipos:
Figura 4: Modelo de fábrica de software (Greenfield, 2004)
Desarrollo con herramientas específicas. Las empresas ba-
sadas en herramientas específicas eligen herramientas asisti-
das por computadora conocidas en inglés por sus siglas CASE
(Computer Aided Software Engineering) de algún fabricante
en particular y se especializan en su uso para la producción
de software. Hoy en día, las herramientas CASE cubren todo
el ciclo de desarrollo de software: modelado de negocio, re-
querimientos, análisis y diseño, implementación, pruebas y
despliegue. Como las fábricas de software están especializa-
das en la implementación y pruebas, estas herramientas CASE
proporcionan funcionalidades para generar código fuente a
partir del análisis y diseño.
En resumen, las estrategias de desarrollo permiten que el de-
sarrollo de software sea una actividad repetible y medible, que
optimizan el tiempo y los costos.
METODOLOGÍA
En la primera etapa de este artículo se plantea un problema
que se busca resolver. Luego, se presenta un marco teórico
sobre las estrategias de desarrollo de software. El artículo pre-
tende esclarecer dos preguntas:
– ¿Qué estrategias de desarrollo de software son utilizadas
por las empresas de software en nuestro medio?
– ¿Qué impacto tiene el uso de las estrategias de desarrollo
de software en los resultados de las empresas dedicadas a
esta actividad?
La muestra utilizada para la investigación ha tenido como ob-
jetivo seleccionar expertos que trabajen en fábricas de soft-
ware de nuestro medio, así como investigadores en ingeniería
de software, para que tengamos una muestra representativa
de la población:
– Óscar Saco, Delivery Center Manager (IBM)
– Juan Díaz, gerente de proyectos (Sonda del Perú S.A.)
– Augusto Martínez, gerente de cuenta (TeamSoft)
– Manuel Castro, delegado en Perú
(Ayesa Tecnología Sadiel)
– Alexander Pacaya, gerente de TI
(TISI Soluciones Integrales)
– Manuel Bazán, CEO (Agiland)
– Alfredo Taboada, director ejecutivo (Cámara de Comercio
de Lima)
– María Esther Grados, CIO (Choucar Testing Perú S.A.C.)
– José Robles, profesor (ESAN)
47 a 52 Tarea 007 Estrategias Rev Investigación aplicada.indd 49 19/08/14 20:01
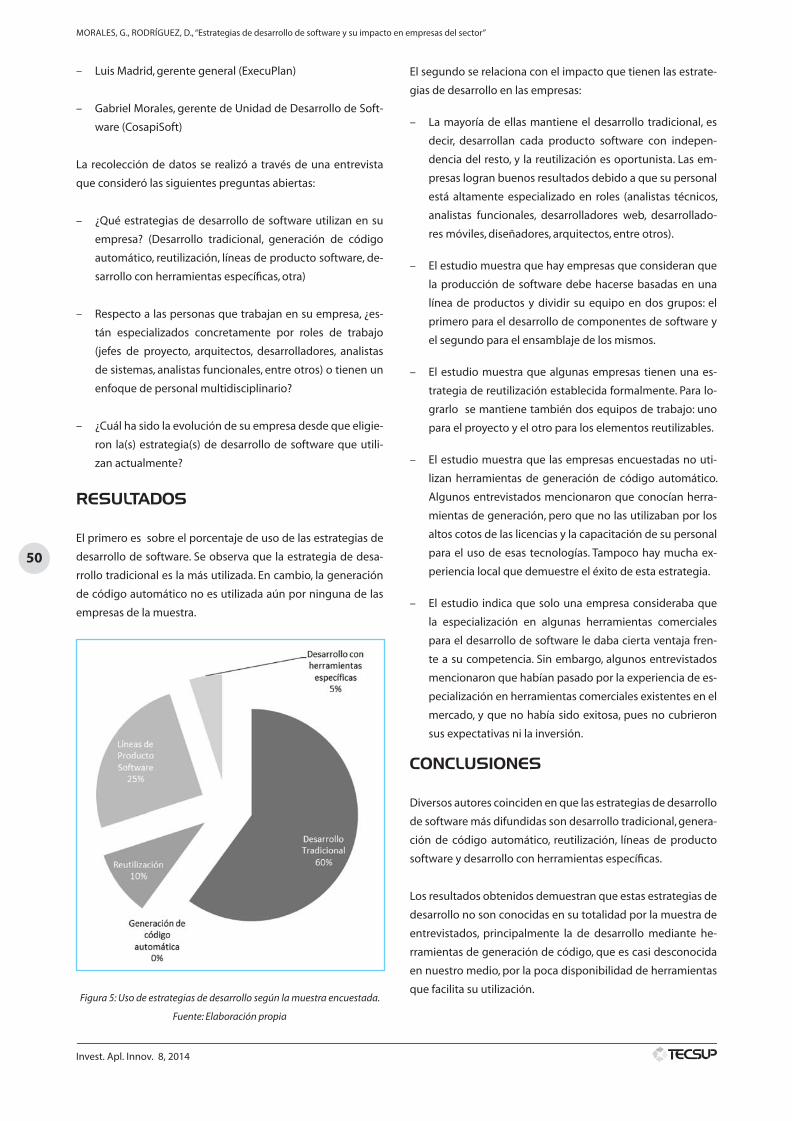
50
Invest. Apl. Innov. 8, 2014
MorAles, G., rodríGuez, d., “estrategias de desarrollo de software y su impacto en empresas del sector”
– Luis Madrid, gerente general (ExecuPlan)
– Gabriel Morales, gerente de Unidad de Desarrollo de Soft-
ware (CosapiSoft)
La recolección de datos se realizó a través de una entrevista
que consideró las siguientes preguntas abiertas:
– ¿Qué estrategias de desarrollo de software utilizan en su
empresa? (Desarrollo tradicional, generación de código
automático, reutilización, líneas de producto software, de-
sarrollo con herramientas específicas, otra)
– Respecto a las personas que trabajan en su empresa, ¿es-
tán especializados concretamente por roles de trabajo
(jefes de proyecto, arquitectos, desarrolladores, analistas
de sistemas, analistas funcionales, entre otros) o tienen un
enfoque de personal multidisciplinario?
– ¿Cuál ha sido la evolución de su empresa desde que eligie-
ron la(s) estrategia(s) de desarrollo de software que utili-
zan actualmente?
RESULTADOS
El primero es sobre el porcentaje de uso de las estrategias de
desarrollo de software. Se observa que la estrategia de desa-
rrollo tradicional es la más utilizada. En cambio, la generación
de código automático no es utilizada aún por ninguna de las
empresas de la muestra.
Figura 5: Uso de estrategias de desarrollo según la muestra encuestada.
Fuente: Elaboración propia
El segundo se relaciona con el impacto que tienen las estrate-
gias de desarrollo en las empresas:
– La mayoría de ellas mantiene el desarrollo tradicional, es
decir, desarrollan cada producto software con indepen-
dencia del resto, y la reutilización es oportunista. Las em-
presas logran buenos resultados debido a que su personal
está altamente especializado en roles (analistas técnicos,
analistas funcionales, desarrolladores web, desarrollado-
res móviles, diseñadores, arquitectos, entre otros).
– El estudio muestra que hay empresas que consideran que
la producción de software debe hacerse basadas en una
línea de productos y dividir su equipo en dos grupos: el
primero para el desarrollo de componentes de software y
el segundo para el ensamblaje de los mismos.
– El estudio muestra que algunas empresas tienen una es-
trategia de reutilización establecida formalmente. Para lo-
grarlo se mantiene también dos equipos de trabajo: uno
para el proyecto y el otro para los elementos reutilizables.
– El estudio muestra que las empresas encuestadas no uti-
lizan herramientas de generación de código automático.
Algunos entrevistados mencionaron que conocían herra-
mientas de generación, pero que no las utilizaban por los
altos cotos de las licencias y la capacitación de su personal
para el uso de esas tecnologías. Tampoco hay mucha ex-
periencia local que demuestre el éxito de esta estrategia.
– El estudio indica que solo una empresa consideraba que
la especialización en algunas herramientas comerciales
para el desarrollo de software le daba cierta ventaja fren-
te a su competencia. Sin embargo, algunos entrevistados
mencionaron que habían pasado por la experiencia de es-
pecialización en herramientas comerciales existentes en el
mercado, y que no había sido exitosa, pues no cubrieron
sus expectativas ni la inversión.
CONCLUSIONES
Diversos autores coinciden en que las estrategias de desarrollo
de software más difundidas son desarrollo tradicional, genera-
ción de código automático, reutilización, líneas de producto
software y desarrollo con herramientas específicas.
Los resultados obtenidos demuestran que estas estrategias de
desarrollo no son conocidas en su totalidad por la muestra de
entrevistados, principalmente la de desarrollo mediante he-
rramientas de generación de código, que es casi desconocida
en nuestro medio, por la poca disponibilidad de herramientas
que facilita su utilización.
47 a 52 Tarea 007 Estrategias Rev Investigación aplicada.indd 50 19/08/14 20:01
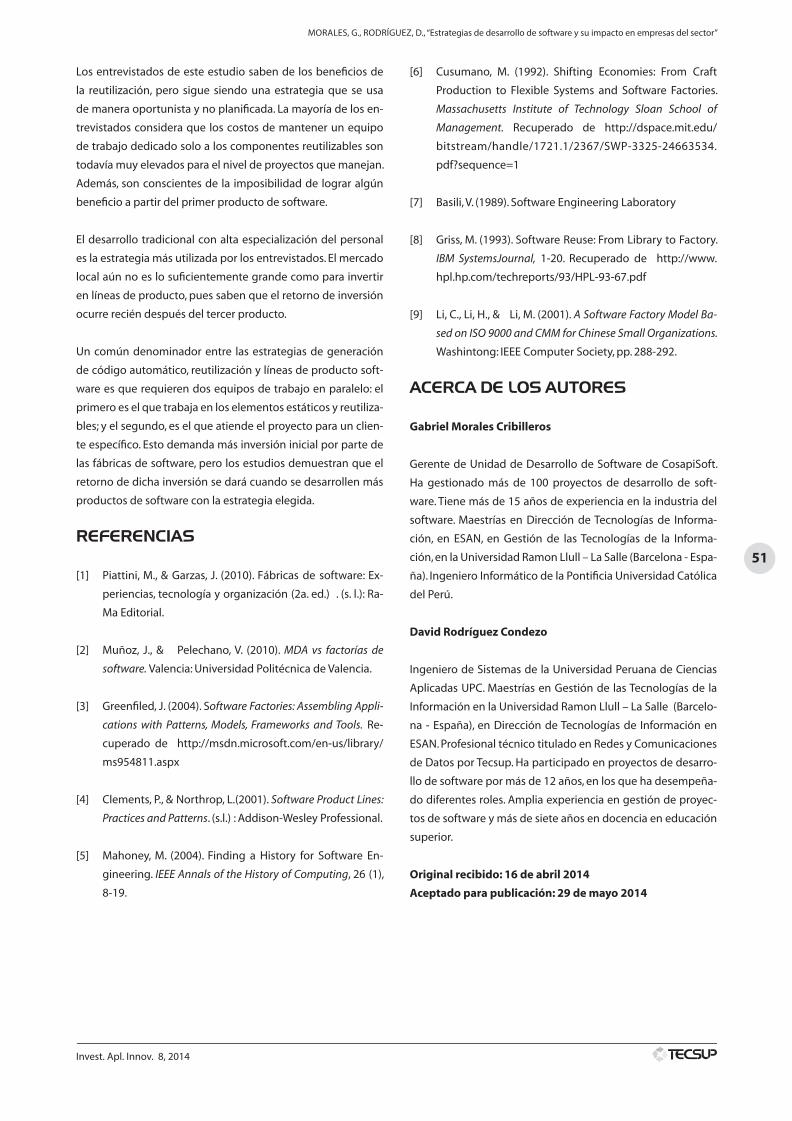
51
Invest. Apl. Innov. 8, 2014
MorAles, G., rodríGuez, d., “estrategias de desarrollo de software y su impacto en empresas del sector”
Los entrevistados de este estudio saben de los beneficios de
la reutilización, pero sigue siendo una estrategia que se usa
de manera oportunista y no planificada. La mayoría de los en-
trevistados considera que los costos de mantener un equipo
de trabajo dedicado solo a los componentes reutilizables son
todavía muy elevados para el nivel de proyectos que manejan.
Además, son conscientes de la imposibilidad de lograr algún
beneficio a partir del primer producto de software.
El desarrollo tradicional con alta especialización del personal
es la estrategia más utilizada por los entrevistados. El mercado
local aún no es lo suficientemente grande como para invertir
en líneas de producto, pues saben que el retorno de inversión
ocurre recién después del tercer producto.
Un común denominador entre las estrategias de generación
de código automático, reutilización y líneas de producto soft-
ware es que requieren dos equipos de trabajo en paralelo: el
primero es el que trabaja en los elementos estáticos y reutiliza-
bles; y el segundo, es el que atiende el proyecto para un clien-
te específico. Esto demanda más inversión inicial por parte de
las fábricas de software, pero los estudios demuestran que el
retorno de dicha inversión se dará cuando se desarrollen más
productos de software con la estrategia elegida.
REFERENCIAS
[1] Piattini, M., & Garzas, J. (2010). Fábricas de software: Ex-
periencias, tecnología y organización (2a. ed.) . (s. l.): Ra-
Ma Editorial.
[2] Muñoz, J., & Pelechano, V. (2010). MDA vs factorías de
software. Valencia: Universidad Politécnica de Valencia.
[3] Greenfiled, J. (2004). Software Factories: Assembling Appli-
cations with Patterns, Models, Frameworks and Tools. Re-
cuperado de http://msdn.microsoft.com/en-us/library/
ms954811.aspx
[4] Clements, P., & Northrop, L.(2001). Software Product Lines:
Practices and Patterns. (s.l.) : Addison-Wesley Professional.
[5] Mahoney, M. (2004). Finding a History for Software En-
gineering. IEEE Annals of the History of Computing, 26 (1),
8-19.
[6] Cusumano, M. (1992). Shifting Economies: From Craft
Production to Flexible Systems and Software Factories.
Massachusetts Institute of Technology Sloan School of
Management. Recuperado de http://dspace.mit.edu/
bitstream/handle/1721.1/2367/SWP-3325-24663534.
pdf?sequence=1
[7] Basili, V. (1989). Software Engineering Laboratory
[8] Griss, M. (1993). Software Reuse: From Library to Factory.
IBM SystemsJournal, 1-20. Recuperado de http://www.
hpl.hp.com/techreports/93/HPL-93-67.pdf
[9] Li, C., Li, H., & Li, M. (2001). A Software Factory Model Ba-
sed on ISO 9000 and CMM for Chinese Small Organizations.
Washintong: IEEE Computer Society, pp. 288-292.
ACERCA DE LOS AUTORES
Gabriel Morales Cribilleros
Gerente de Unidad de Desarrollo de Software de CosapiSoft.
Ha gestionado más de 100 proyectos de desarrollo de soft-
ware. Tiene más de 15 años de experiencia en la industria del
software. Maestrías en Dirección de Tecnologías de Informa-
ción, en ESAN, en Gestión de las Tecnologías de la Informa-
ción, en la Universidad Ramon Llull – La Salle (Barcelona - Espa-
ña). Ingeniero Informático de la Pontificia Universidad Católica
del Perú.
David Rodríguez Condezo
Ingeniero de Sistemas de la Universidad Peruana de Ciencias
Aplicadas UPC. Maestrías en Gestión de las Tecnologías de la
Información en la Universidad Ramon Llull – La Salle (Barcelo-
na - España), en Dirección de Tecnologías de Información en
ESAN. Profesional técnico titulado en Redes y Comunicaciones
de Datos por Tecsup. Ha participado en proyectos de desarro-
llo de software por más de 12 años, en los que ha desempeña-
do diferentes roles. Amplia experiencia en gestión de proyec-
tos de software y más de siete años en docencia en educación
superior.
Original recibido: 16 de abril 2014
Aceptado para publicación: 29 de mayo 2014
47 a 52 Tarea 007 Estrategias Rev Investigación aplicada.indd 51 19/08/14 20:01

47 a 52 Tarea 007 Estrategias Rev Investigación aplicada.indd 52 19/08/14 20:01

53
Invest. Apl. Innov. 8, 2014
Bioacumulación de cobre en frijol
Bioaccumulation of Cooper in beans
Resumen
El presente trabajo evalúa la bioacumulación del ion cobre
en tres especies distintas de frijol: panamito, canario y casti-
lla. Los resultados serían de utilidad en ingeniería ambiental
para, por ejemplo, la remediación de suelos contaminados por
la industria minera o para reducir pasivos ambientales deja-
dos también por la minería. Para esta investigación primero
se determinó la concentración máxima de cobre que estas
plantas podrían soportar. Luego se preparó un suelo con di-
cha concentración, se agregaron nutrientes y se sembraron
dichas especies vegetales. Finalmente se cosecharon después
de aproximadamente un mes y, por último, se dividieron y a las
plantas se las separó en sus constituyentes individuales: hojas,
raíces y tallos, para determinar la concentración de cobre que
habían bioacumulado en cada una de las partes. La cuantifi-
cación del cobre se realizó por espectroscopía de absorción
atómica. Los resultados mostraron que el frijol castilla bioacu-
muló más en el tallo, 400,56 mgCu/kg, mientras que el frijol
canario lo concentró más en la raíz, 233,09 mg Cu/kg.
Abstract
This paper assess the bioaccumulation of copper ion in three
different species of beans: panamito Canario and Castilla.
The results would be useful in environmental engineering for
example for the remediation of contaminated soils, generated
by the mining industry and also to reduce the environmental
damages produced by this industry. First, the maximun con-
centration of copper that these species of beans can tolera-
te was determined. Second, a soil with this concentration of
metal were prepared, nutrients with or without copper were
added, and beans were seed. Third, the plants were harvested
after a month, and were separated into its constituents: leaves,
roots and stalks, to determine the concentration of cooper
bioaccumulated in each of thse parts.
Quantification of cooper was performed by atomic absorption
spectroscopy. Bioaccumulation of this metal was more impor-
tant in the stalk for castilla beans, 400,36 mg Cu/mg, while for
Elvis Contreras, Repsol / Hernán Zapata, Tecsup
the canario beans it was found in greater amounts in the root,
233,09 mg Cu/kg.
Palabras clave
Bioacumulación, fitorremediación, frijol, bioabsorción.
Key words
Bioaccumulation, phytoremediation, beans, biosorption.
INTRODUCCIÓN
El desarrollo de actividades industriales y mineras ha contri-
buido cada vez más a la generación de residuos con metales
pesados como por ejemplo el cobre, que de una u otra ma-
nera llegan a los suelos, afecta a las plantas, aunque algunas
logran asimilarlos. Si sobre el suelo contaminado se sembraran
plantas de consumo doméstico o uso industrial, estas podrían
concentrar los metales pesados en sus partes utilizadas co-
mercialmente y, por ende, afectar la salud del ser humano y los
animales domésticos
En el presente trabajo evaluaremos la posibilidad de solucio-
nar la contaminación originada por cobre, mediante el uso de
plantas que tienen la propiedad de bioacumular dicho metal.
Trabajamos con tres especies distintas de frijol, ya que tienen
rápido crecimiento. Primero, se determinó la concentración de
dicho metal en las diferentes partes de la planta y se estimó
la cantidad de cobre que causa fitotoxicidad en las especies
vegetales estudiadas. Luego, se preparó el suelo con los nu-
trientes necesarios y se les separó en dos recipientes, uno sir-
vió de blanco y al otro se le adicionó cobre hasta una concen-
tración menor a la fitotóxica. La cosecha se realizó a los 28 días
y luego se midió la concentración del metal en hojas, tallos y
raíces de las diferentes especies de frijoles. Mediante espec-
troscopía de absorción atómica, la fitoextracción que consiste
en la captación, transferencia y bioacumulación del cobre en
las diferentes partes de la planta con fines extractivos. No se
esperó hasta que las plantas dieran frutos, debido a que no se
53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 53 19/08/14 20:10
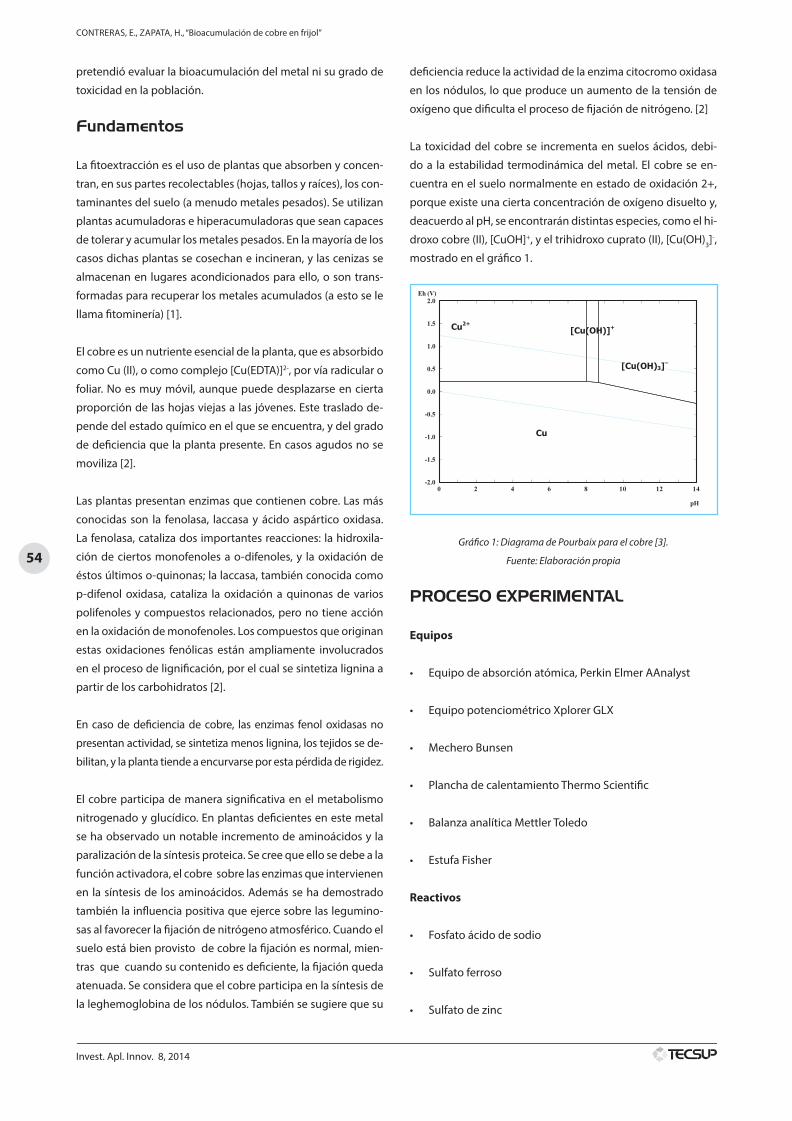
54
Invest. Apl. Innov. 8, 2014
contrerAs, e., ZApAtA, H., “Bioacumulación de cobre en frijol”
pretendió evaluar la bioacumulación del metal ni su grado de
toxicidad en la población.
Fundamentos
La fitoextracción es el uso de plantas que absorben y concen-
tran, en sus partes recolectables (hojas, tallos y raíces), los con-
taminantes del suelo (a menudo metales pesados). Se utilizan
plantas acumuladoras e hiperacumuladoras que sean capaces
de tolerar y acumular los metales pesados. En la mayoría de los
casos dichas plantas se cosechan e incineran, y las cenizas se
almacenan en lugares acondicionados para ello, o son trans-
formadas para recuperar los metales acumulados (a esto se le
llama fitominería) [1].
El cobre es un nutriente esencial de la planta, que es absorbido
como Cu (II), o como complejo [Cu(EDTA)]2-, por vía radicular o
foliar. No es muy móvil, aunque puede desplazarse en cierta
proporción de las hojas viejas a las jóvenes. Este traslado de-
pende del estado químico en el que se encuentra, y del grado
de deficiencia que la planta presente. En casos agudos no se
moviliza [2].
Las plantas presentan enzimas que contienen cobre. Las más
conocidas son la fenolasa, laccasa y ácido aspártico oxidasa.
La fenolasa, cataliza dos importantes reacciones: la hidroxila-
ción de ciertos monofenoles a o-difenoles, y la oxidación de
éstos últimos o-quinonas; la laccasa, también conocida como
p-difenol oxidasa, cataliza la oxidación a quinonas de varios
polifenoles y compuestos relacionados, pero no tiene acción
en la oxidación de monofenoles. Los compuestos que originan
estas oxidaciones fenólicas están ampliamente involucrados
en el proceso de lignificación, por el cual se sintetiza lignina a
partir de los carbohidratos [2].
En caso de deficiencia de cobre, las enzimas fenol oxidasas no
presentan actividad, se sintetiza menos lignina, los tejidos se de-
bilitan, y la planta tiende a encurvarse por esta pérdida de rigidez.
El cobre participa de manera significativa en el metabolismo
nitrogenado y glucídico. En plantas deficientes en este metal
se ha observado un notable incremento de aminoácidos y la
paralización de la síntesis proteica. Se cree que ello se debe a la
función activadora, el cobre sobre las enzimas que intervienen
en la síntesis de los aminoácidos. Además se ha demostrado
también la influencia positiva que ejerce sobre las legumino-
sas al favorecer la fijación de nitrógeno atmosférico. Cuando el
suelo está bien provisto de cobre la fijación es normal, mien-
tras que cuando su contenido es deficiente, la fijación queda
atenuada. Se considera que el cobre participa en la síntesis de
la leghemoglobina de los nódulos. También se sugiere que su
deficiencia reduce la actividad de la enzima citocromo oxidasa
en los nódulos, lo que produce un aumento de la tensión de
oxígeno que dificulta el proceso de fijación de nitrógeno. [2]
La toxicidad del cobre se incrementa en suelos ácidos, debi-
do a la estabilidad termodinámica del metal. El cobre se en-
cuentra en el suelo normalmente en estado de oxidación 2+,
porque existe una cierta concentración de oxígeno disuelto y,
deacuerdo al pH, se encontrarán distintas especies, como el hi-
droxo cobre (II), [CuOH]+, y el trihidroxo cuprato (II), [Cu(OH)3]-,
mostrado en el gráfico 1.
Cu2+
Cu
[Cu(OH)]+
[Cu(OH)3]–
Gráfico 1: Diagrama de Pourbaix para el cobre [3].
Fuente: Elaboración propia
PROCESO EXPERIMENTAL
Equipos
• Equipodeabsorciónatómica,PerkinElmerAAnalyst
• EquipopotenciométricoXplorerGLX
• MecheroBunsen
• PlanchadecalentamientoThermoScientific
• BalanzaanalíticaMettlerToledo
• EstufaFisher
Reactivos
• Fosfatoácidodesodio
• Sulfatoferroso
• Sulfatodezinc
53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 54 19/08/14 20:10
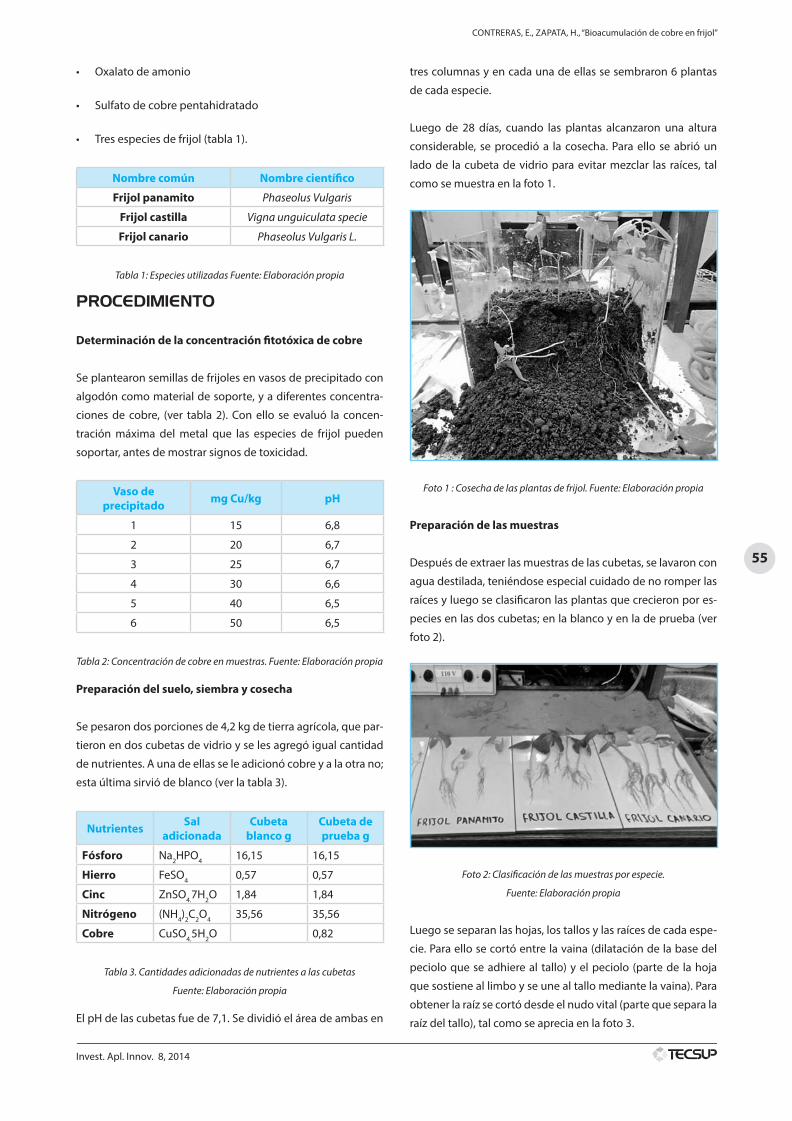
55
Invest. Apl. Innov. 8, 2014
contrerAs, e., ZApAtA, H., “Bioacumulación de cobre en frijol”
• Oxalatodeamonio
• Sulfatodecobrepentahidratado
• Tresespeciesdefrijol(tabla1).
Nombre común Nombre científico
Frijol panamito Phaseolus Vulgaris
Frijol castilla Vigna unguiculata specie
Frijol canario Phaseolus Vulgaris L.
Tabla 1: Especies utilizadas Fuente: Elaboración propia
PROCEDIMIENTO
Determinación de la concentración fitotóxica de cobre
Se plantearon semillas de frijoles en vasos de precipitado con
algodón como material de soporte, y a diferentes concentra-
ciones de cobre, (ver tabla 2). Con ello se evaluó la concen-
tración máxima del metal que las especies de frijol pueden
soportar, antes de mostrar signos de toxicidad.
Vaso de precipitado
mg Cu/kg pH
1 15 6,8
2 20 6,7
3 25 6,7
4 30 6,6
5 40 6,5
6 50 6,5
Tabla 2: Concentración de cobre en muestras. Fuente: Elaboración propia
Preparación del suelo, siembra y cosecha
Se pesaron dos porciones de 4,2 kg de tierra agrícola, que par-
tieron en dos cubetas de vidrio y se les agregó igual cantidad
de nutrientes. A una de ellas se le adicionó cobre y a la otra no;
esta última sirvió de blanco (ver la tabla 3).
NutrientesSal
adicionadaCubeta
blanco gCubeta de prueba g
Fósforo Na2HPO4 16,15 16,15
Hierro FeSO4 0,57 0,57
Cinc ZnSO4.7H2O 1,84 1,84
Nitrógeno (NH4)2C2O4 35,56 35,56
Cobre CuSO4.5H2O 0,82
Tabla 3. Cantidades adicionadas de nutrientes a las cubetas
Fuente: Elaboración propia
El pH de las cubetas fue de 7,1. Se dividió el área de ambas en
tres columnas y en cada una de ellas se sembraron 6 plantas
de cada especie.
Luego de 28 días, cuando las plantas alcanzaron una altura
considerable, se procedió a la cosecha. Para ello se abrió un
lado de la cubeta de vidrio para evitar mezclar las raíces, tal
como se muestra en la foto 1.
Foto 1 : Cosecha de las plantas de frijol. Fuente: Elaboración propia
Preparación de las muestras
Después de extraer las muestras de las cubetas, se lavaron con
agua destilada, teniéndose especial cuidado de no romper las
raíces y luego se clasificaron las plantas que crecieron por es-
pecies en las dos cubetas; en la blanco y en la de prueba (ver
foto 2).
Foto 2: Clasificación de las muestras por especie.
Fuente: Elaboración propia
Luego se separan las hojas, los tallos y las raíces de cada espe-
cie. Para ello se cortó entre la vaina (dilatación de la base del
peciolo que se adhiere al tallo) y el peciolo (parte de la hoja
que sostiene al limbo y se une al tallo mediante la vaina). Para
obtener la raíz se cortó desde el nudo vital (parte que separa la
raíz del tallo), tal como se aprecia en la foto 3.
53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 55 19/08/14 20:10
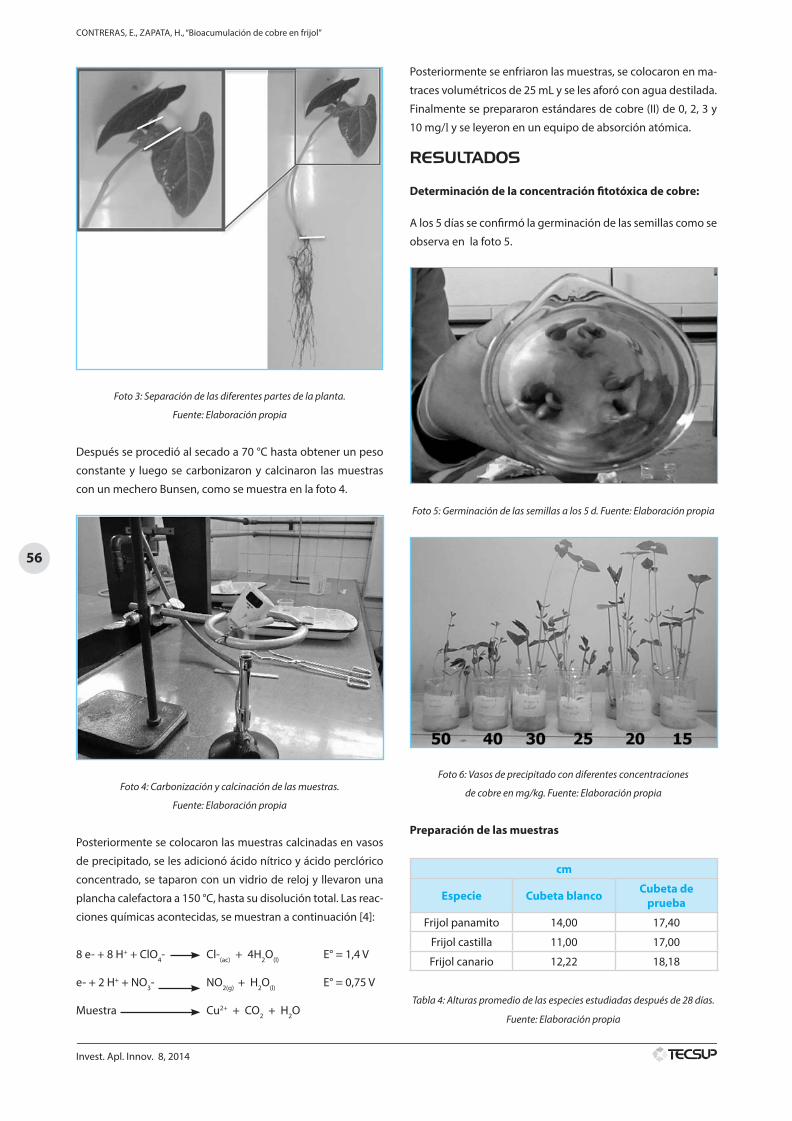
56
Invest. Apl. Innov. 8, 2014
contrerAs, e., ZApAtA, H., “Bioacumulación de cobre en frijol”
Foto 3: Separación de las diferentes partes de la planta.
Fuente: Elaboración propia
Después se procedió al secado a 70 °C hasta obtener un peso
constante y luego se carbonizaron y calcinaron las muestras
con un mechero Bunsen, como se muestra en la foto 4.
Foto 4: Carbonización y calcinación de las muestras.
Fuente: Elaboración propia
Posteriormente se colocaron las muestras calcinadas en vasos
de precipitado, se les adicionó ácido nítrico y ácido perclórico
concentrado, se taparon con un vidrio de reloj y llevaron una
plancha calefactora a 150 °C, hasta su disolución total. Las reac-
ciones químicas acontecidas, se muestran a continuación [4]:
8 e- + 8 H+ + ClO4- Cl-(ac) + 4H2O(l) E° = 1,4 V
e- + 2 H+ + NO3- NO2(g) + H2O(l) E° = 0,75 V
Muestra Cu2+ + CO2 + H2O
Posteriormente se enfriaron las muestras, se colocaron en ma-
traces volumétricos de 25 mL y se les aforó con agua destilada.
Finalmente se prepararon estándares de cobre (II) de 0, 2, 3 y
10 mg/l y se leyeron en un equipo de absorción atómica.
RESULTADOS
Determinación de la concentración fitotóxica de cobre:
A los 5 días se confirmó la germinación de las semillas como se
observa en la foto 5.
Foto 5: Germinación de las semillas a los 5 d. Fuente: Elaboración propia
Foto 6: Vasos de precipitado con diferentes concentraciones
de cobre en mg/kg. Fuente: Elaboración propia
Preparación de las muestras
cm
Especie Cubeta blancoCubeta de
prueba
Frijol panamito 14,00 17,40
Frijol castilla 11,00 17,00
Frijol canario 12,22 18,18
Tabla 4: Alturas promedio de las especies estudiadas después de 28 días.
Fuente: Elaboración propia
53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 56 19/08/14 20:10
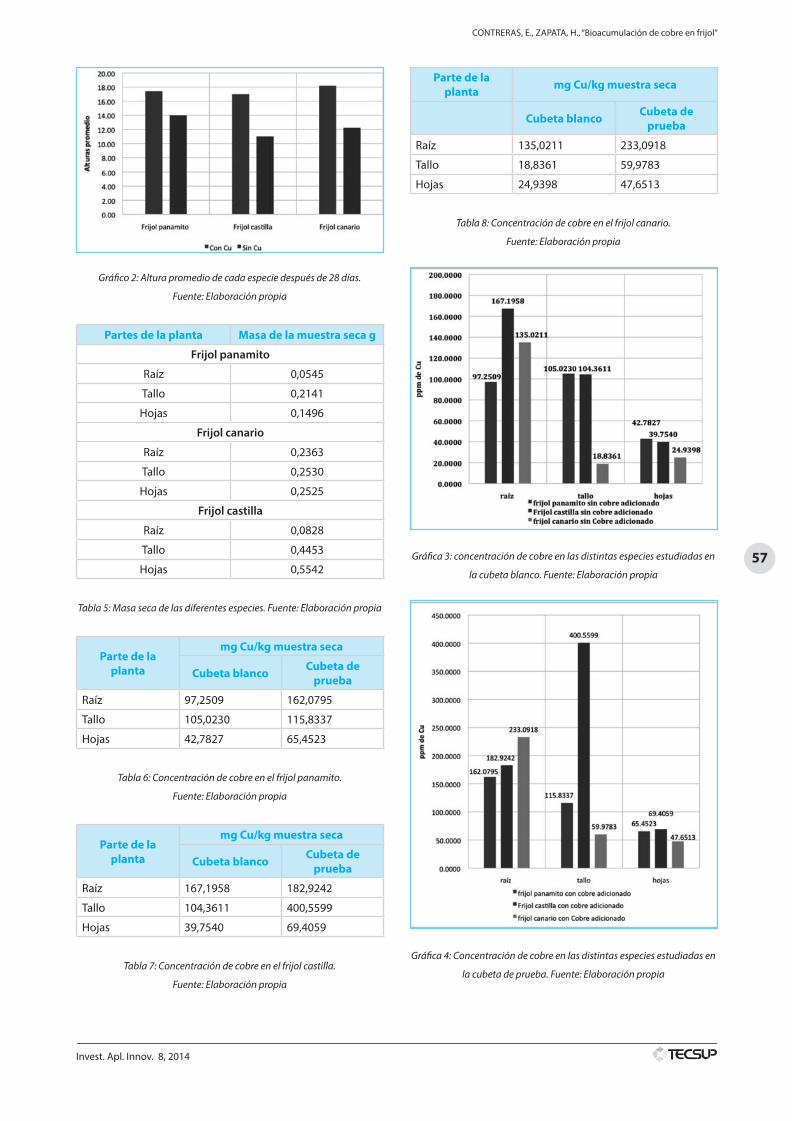
57
Invest. Apl. Innov. 8, 2014
contrerAs, e., ZApAtA, H., “Bioacumulación de cobre en frijol”
Gráfico 2: Altura promedio de cada especie después de 28 días.
Fuente: Elaboración propia
Partes de la planta Masa de la muestra seca g
Frijol panamito
Raíz 0,0545
Tallo 0,2141
Hojas 0,1496
Frijol canario
Raíz 0,2363
Tallo 0,2530
Hojas 0,2525
Frijol castilla
Raíz 0,0828
Tallo 0,4453
Hojas 0,5542
Tabla 5: Masa seca de las diferentes especies. Fuente: Elaboración propia
Parte de la planta
mg Cu/kg muestra seca
Cubeta blancoCubeta de
prueba
Raíz 97,2509 162,0795
Tallo 105,0230 115,8337
Hojas 42,7827 65,4523
Tabla 6: Concentración de cobre en el frijol panamito.
Fuente: Elaboración propia
Parte de la planta
mg Cu/kg muestra seca
Cubeta blancoCubeta de
prueba
Raíz 167,1958 182,9242
Tallo 104,3611 400,5599
Hojas 39,7540 69,4059
Tabla 7: Concentración de cobre en el frijol castilla.
Fuente: Elaboración propia
Parte de la planta
mg Cu/kg muestra seca
Cubeta blancoCubeta de
prueba
Raíz 135,0211 233,0918
Tallo 18,8361 59,9783
Hojas 24,9398 47,6513
Tabla 8: Concentración de cobre en el frijol canario.
Fuente: Elaboración propia
Gráfica 3: concentración de cobre en las distintas especies estudiadas en
la cubeta blanco. Fuente: Elaboración propia
Gráfica 4: Concentración de cobre en las distintas especies estudiadas en
la cubeta de prueba. Fuente: Elaboración propia
53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 57 19/08/14 20:10
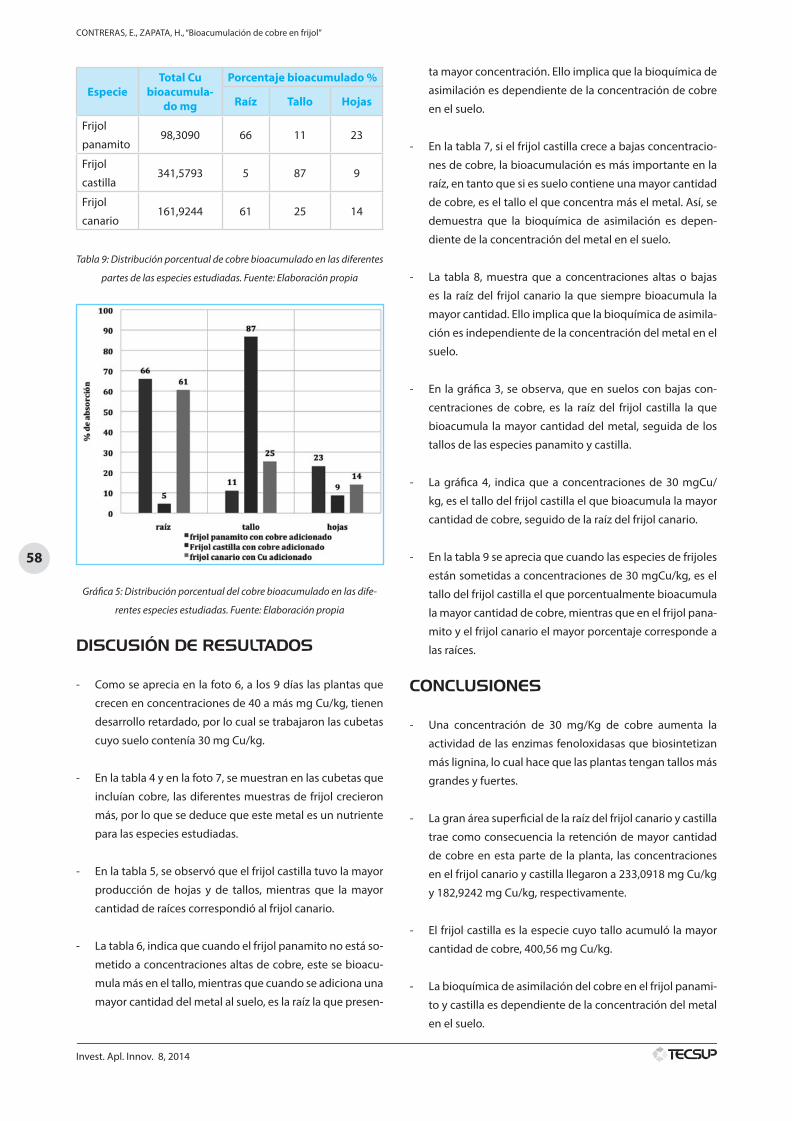
58
Invest. Apl. Innov. 8, 2014
contrerAs, e., ZApAtA, H., “Bioacumulación de cobre en frijol”
EspecieTotal Cu
bioacumula-do mg
Porcentaje bioacumulado %
Raíz Tallo Hojas
Frijol
panamito98,3090 66 11 23
Frijol
castilla341,5793 5 87 9
Frijol
canario161,9244 61 25 14
Tabla 9: Distribución porcentual de cobre bioacumulado en las diferentes
partes de las especies estudiadas. Fuente: Elaboración propia
Gráfica 5: Distribución porcentual del cobre bioacumulado en las dife-
rentes especies estudiadas. Fuente: Elaboración propia
DISCUSIÓN DE RESULTADOS
- Como se aprecia en la foto 6, a los 9 días las plantas que
crecen en concentraciones de 40 a más mg Cu/kg, tienen
desarrollo retardado, por lo cual se trabajaron las cubetas
cuyo suelo contenía 30 mg Cu/kg.
- En la tabla 4 y en la foto 7, se muestran en las cubetas que
incluían cobre, las diferentes muestras de frijol crecieron
más, por lo que se deduce que este metal es un nutriente
para las especies estudiadas.
- En la tabla 5, se observó que el frijol castilla tuvo la mayor
producción de hojas y de tallos, mientras que la mayor
cantidad de raíces correspondió al frijol canario.
- La tabla 6, indica que cuando el frijol panamito no está so-
metido a concentraciones altas de cobre, este se bioacu-
mula más en el tallo, mientras que cuando se adiciona una
mayor cantidad del metal al suelo, es la raíz la que presen-
ta mayor concentración. Ello implica que la bioquímica de
asimilación es dependiente de la concentración de cobre
en el suelo.
- En la tabla 7, si el frijol castilla crece a bajas concentracio-
nes de cobre, la bioacumulación es más importante en la
raíz, en tanto que si es suelo contiene una mayor cantidad
de cobre, es el tallo el que concentra más el metal. Así, se
demuestra que la bioquímica de asimilación es depen-
diente de la concentración del metal en el suelo.
- La tabla 8, muestra que a concentraciones altas o bajas
es la raíz del frijol canario la que siempre bioacumula la
mayor cantidad. Ello implica que la bioquímica de asimila-
ción es independiente de la concentración del metal en el
suelo.
- En la gráfica 3, se observa, que en suelos con bajas con-
centraciones de cobre, es la raíz del frijol castilla la que
bioacumula la mayor cantidad del metal, seguida de los
tallos de las especies panamito y castilla.
- La gráfica 4, indica que a concentraciones de 30 mgCu/
kg, es el tallo del frijol castilla el que bioacumula la mayor
cantidad de cobre, seguido de la raíz del frijol canario.
- En la tabla 9 se aprecia que cuando las especies de frijoles
están sometidas a concentraciones de 30 mgCu/kg, es el
tallo del frijol castilla el que porcentualmente bioacumula
la mayor cantidad de cobre, mientras que en el frijol pana-
mito y el frijol canario el mayor porcentaje corresponde a
las raíces.
CONCLUSIONES
- Una concentración de 30 mg/Kg de cobre aumenta la
actividad de las enzimas fenoloxidasas que biosintetizan
más lignina, lo cual hace que las plantas tengan tallos más
grandes y fuertes.
- La gran área superficial de la raíz del frijol canario y castilla
trae como consecuencia la retención de mayor cantidad
de cobre en esta parte de la planta, las concentraciones
en el frijol canario y castilla llegaron a 233,0918 mg Cu/kg
y 182,9242 mg Cu/kg, respectivamente.
- El frijol castilla es la especie cuyo tallo acumuló la mayor
cantidad de cobre, 400,56 mg Cu/kg.
- La bioquímica de asimilación del cobre en el frijol panami-
to y castilla es dependiente de la concentración del metal
en el suelo.
53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 58 19/08/14 20:10

59
Invest. Apl. Innov. 8, 2014
contrerAs, e., ZApAtA, H., “Bioacumulación de cobre en frijol”
- La bioquímica de asimilación del cobre en el frijol canario es
independiente de la concentración del metal en el suelo.
- Para acciones de remediación ambiental, se podría utilizar
el frijol castilla, pues concentra la mayor cantidad de co-
bre por kilogramo de suelo. La cosecha podría realizarse
después de 2 meses para obtener una planta más grande,
y luego secar los restos vegetales a la intemperie, quemar-
los y disponer las cenizas en un relleno sanitario de segu-
ridad.
REFERENCIAS
[1] Masarovikova, E., & Alexander, L. (1999). Screening of
Plants for Toxic Metals Accumulation. Recuperado de
http://www.fitorem.unah. edu.cu/.../Texto%20principal/
Fitogestión.doc
[2] Navarro, S., & Navarro, G. (2003). Cobre en la planta y el
suelo. En Mundi-prensa (Ed.), Química agrícola. (2a. ed.).
(pp. 387-401). Madrid: Mundi-prensa.
[3] Outokumpu. (2010). [Programa de computadora]. HSC
Chemistry 7.1.
[4] Deam, J. (1999). Lange’s Handbook of Chemistry (85 ed.).
Ohio: CRC Pres
ACERCA DE LOS AUTORES
Elvis Contreras Llantoy
Egresado de la carrera de Procesos Químicos y Metalúrgicos,
Tecsup Lima. Realizó prácticas en el laboratorio de investiga-
ción de Tecsup Lima, en la evaluación del proceso de trata-
miento de aguas residuales para granjas porcinas, y la aplica-
ción de los diagramas de potencial – pH en la caracterización
de estas aguas. Actualmente es practicante en la Refinería la
Pampilla, en el área de Procesos Químicos.
Hernán Zapata Gamarra
Ingeniero químico de la Universidad Nacional de Trujillo, con
estudios de maestría en la Pontificia Universidad Católica del
Perú. Amplia experiencia en tratamiento y análisis de aguas
residuales domésticas e industriales; expositor en eventos
científicos nacionales e internacionales; miembro del Colegio
de Ingenieros del Perú y de la Sociedad Química del Perú. Ac-
tualmente es docente principal en el Departamento de Pro-
cesos Químicos y Metalúrgicos, Tecsup Lima, en las áreas de
Química Inorgánica, Química Analítica Ambiental e Ingeniería
Ambiental.
Original recibido: 15 de abril 2014
Aceptado para publicación: 16 de mayo 2014
53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 59 19/08/14 20:10

53 a 60 Tarea 008 bioacumulacion Rev Investigación aplicada.indd 60 19/08/14 20:10
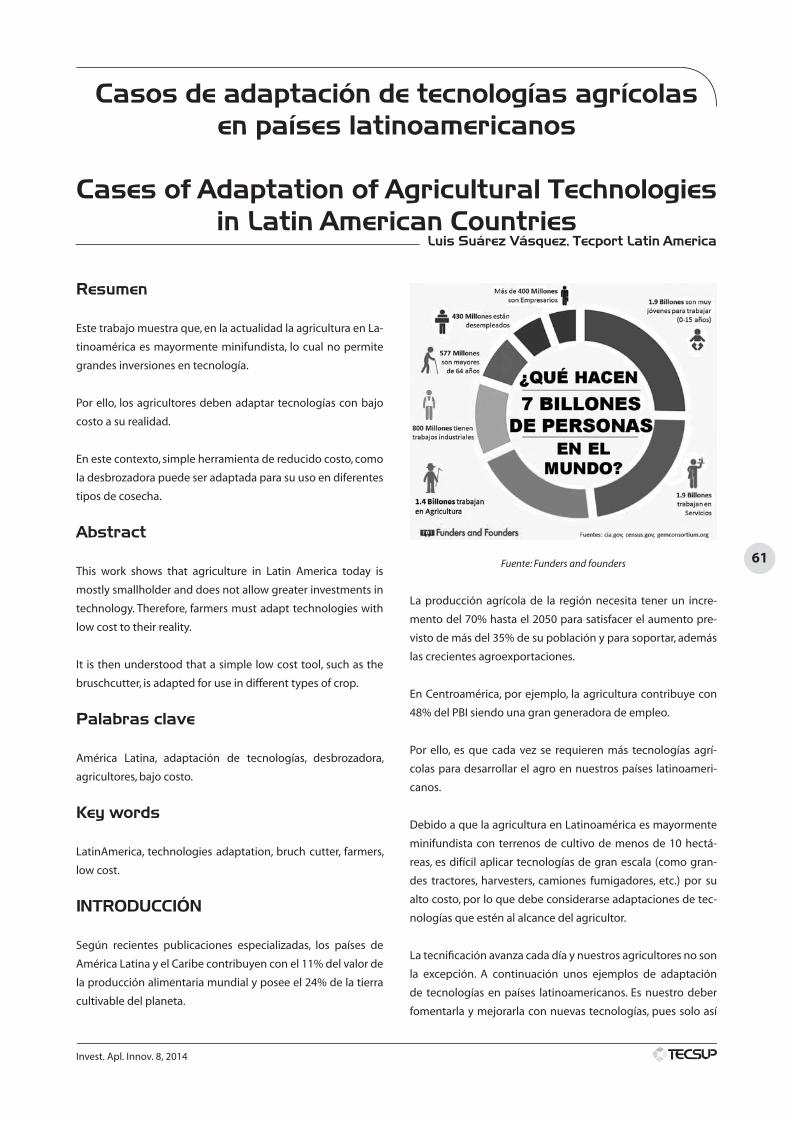
61
Invest. Apl. Innov. 8, 2014
Resumen
Este trabajo muestra que, en la actualidad la agricultura en La-
tinoamérica es mayormente minifundista, lo cual no permite
grandes inversiones en tecnología.
Por ello, los agricultores deben adaptar tecnologías con bajo
costo a su realidad.
En este contexto, simple herramienta de reducido costo, como
la desbrozadora puede ser adaptada para su uso en diferentes
tipos de cosecha.
Abstract
This work shows that agriculture in Latin America today is
mostly smallholder and does not allow greater investments in
technology. Therefore, farmers must adapt technologies with
low cost to their reality.
It is then understood that a simple low cost tool, such as the
bruschcutter, is adapted for use in different types of crop.
Palabras clave
América Latina, adaptación de tecnologías, desbrozadora,
agricultores, bajo costo.
Key words
LatinAmerica, technologies adaptation, bruch cutter, farmers,
low cost.
INTRODUCCIÓN
Según recientes publicaciones especializadas, los países de
América Latina y el Caribe contribuyen con el 11% del valor de
la producción alimentaria mundial y posee el 24% de la tierra
cultivable del planeta.
Casos de adaptación de tecnologías agrícolas en países latinoamericanos
Cases of Adaptation of Agricultural Technologies in Latin American Countries
Luis Suárez Vásquez, Tecport Latin America
Fuente: Funders and founders
La producción agrícola de la región necesita tener un incre-
mento del 70% hasta el 2050 para satisfacer el aumento pre-
visto de más del 35% de su población y para soportar, además
las crecientes agroexportaciones.
En Centroamérica, por ejemplo, la agricultura contribuye con
48% del PBI siendo una gran generadora de empleo.
Por ello, es que cada vez se requieren más tecnologías agrí-
colas para desarrollar el agro en nuestros países latinoameri-
canos.
Debido a que la agricultura en Latinoamérica es mayormente
minifundista con terrenos de cultivo de menos de 10 hectá-
reas, es difícil aplicar tecnologías de gran escala (como gran-
des tractores, harvesters, camiones fumigadores, etc.) por su
alto costo, por lo que debe considerarse adaptaciones de tec-
nologías que estén al alcance del agricultor.
La tecnificación avanza cada día y nuestros agricultores no son
la excepción. A continuación unos ejemplos de adaptación
de tecnologías en países latinoamericanos. Es nuestro deber
fomentarla y mejorarla con nuevas tecnologías, pues solo así
61 a 66 Tarea 009 Adaptación Rev Investigación aplicada.indd 61 20/08/14 14:35
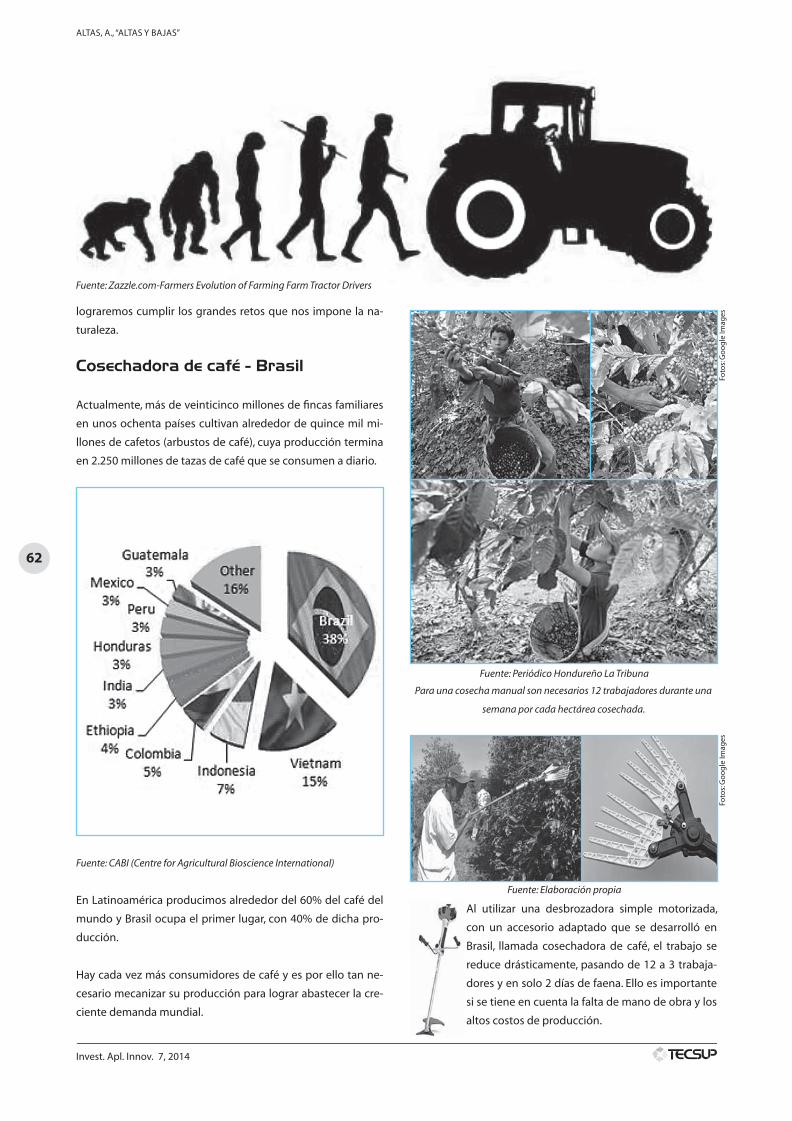
62
Invest. Apl. Innov. 7, 2014
AltAs, A., “AltAs y bAjAs”
lograremos cumplir los grandes retos que nos impone la na-
turaleza.
Cosechadora de café - Brasil
Actualmente, más de veinticinco millones de fincas familiares
en unos ochenta países cultivan alrededor de quince mil mi-
llones de cafetos (arbustos de café), cuya producción termina
en 2.250 millones de tazas de café que se consumen a diario.
Fuente: CABI (Centre for Agricultural Bioscience International)
En Latinoamérica producimos alrededor del 60% del café del
mundo y Brasil ocupa el primer lugar, con 40% de dicha pro-
ducción.
Hay cada vez más consumidores de café y es por ello tan ne-
cesario mecanizar su producción para lograr abastecer la cre-
ciente demanda mundial.
Para una cosecha manual son necesarios 12 trabajadores durante una
semana por cada hectárea cosechada.
Al utilizar una desbrozadora simple motorizada,
con un accesorio adaptado que se desarrolló en
Brasil, llamada cosechadora de café, el trabajo se
reduce drásticamente, pasando de 12 a 3 trabaja-
dores y en solo 2 días de faena. Ello es importante
si se tiene en cuenta la falta de mano de obra y los
altos costos de producción.
Foto
s: G
oo
gle
Imag
esFo
tos:
Go
og
le Im
ages
Fuente: Zazzle.com-Farmers Evolution of Farming Farm Tractor Drivers
Fuente: Periódico Hondureño La Tribuna
Fuente: Elaboración propia
61 a 66 Tarea 009 Adaptación Rev Investigación aplicada.indd 62 21/08/14 17:25
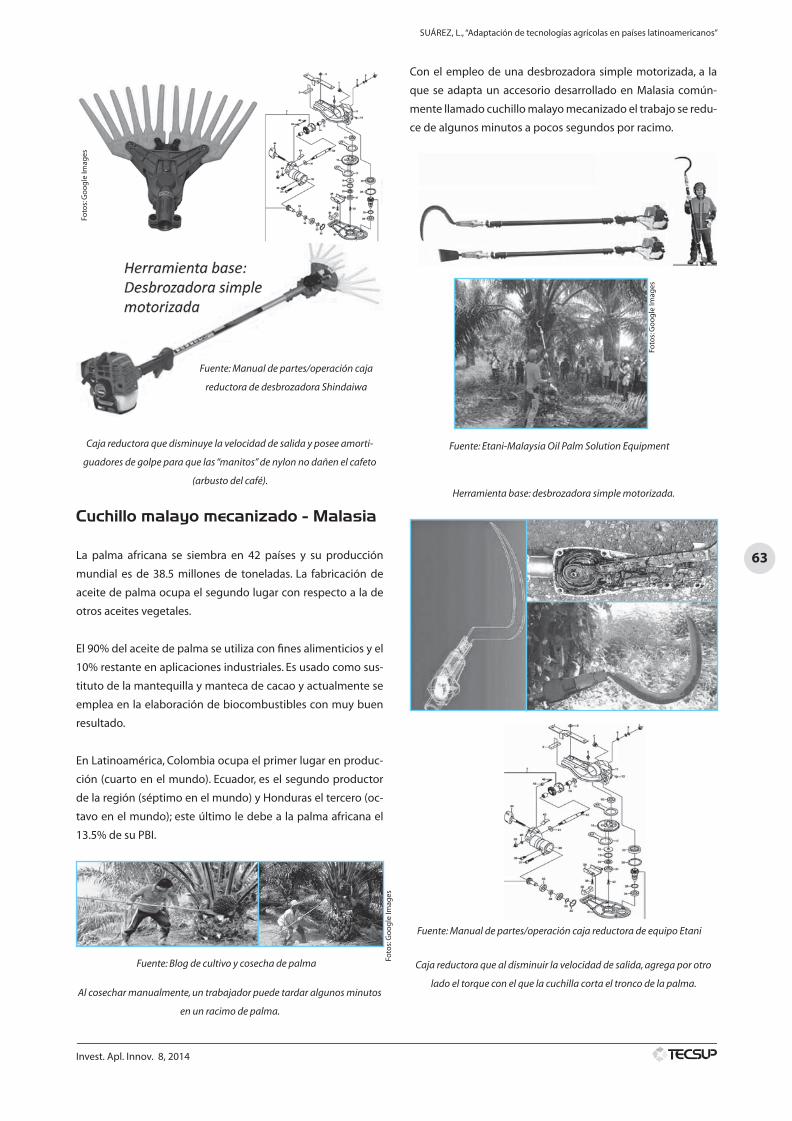
63
Invest. Apl. Innov. 8, 2014
Suárez, L., “Adaptación de tecnologías agrícolas en países latinoamericanos”
Caja reductora que disminuye la velocidad de salida y posee amorti-
guadores de golpe para que las “manitos” de nylon no dañen el cafeto
(arbusto del café).
Cuchillo malayo mecanizado - Malasia
La palma africana se siembra en 42 países y su producción
mundial es de 38.5 millones de toneladas. La fabricación de
aceite de palma ocupa el segundo lugar con respecto a la de
otros aceites vegetales.
El 90% del aceite de palma se utiliza con fines alimenticios y el
10% restante en aplicaciones industriales. Es usado como sus-
tituto de la mantequilla y manteca de cacao y actualmente se
emplea en la elaboración de biocombustibles con muy buen
resultado.
En Latinoamérica, Colombia ocupa el primer lugar en produc-
ción (cuarto en el mundo). Ecuador, es el segundo productor
de la región (séptimo en el mundo) y Honduras el tercero (oc-
tavo en el mundo); este último le debe a la palma africana el
13.5% de su PBI.
Al cosechar manualmente, un trabajador puede tardar algunos minutos
en un racimo de palma.
Con el empleo de una desbrozadora simple motorizada, a la
que se adapta un accesorio desarrollado en Malasia común-
mente llamado cuchillo malayo mecanizado el trabajo se redu-
ce de algunos minutos a pocos segundos por racimo.
Foto
s: G
oo
gle
Imag
es
Herramienta base: desbrozadora simple motorizada.
Caja reductora que al disminuir la velocidad de salida, agrega por otro
lado el torque con el que la cuchilla corta el tronco de la palma.
Foto
s: G
oo
gle
Imag
es
Foto
s: G
oo
gle
Imag
es
Fuente: Manual de partes/operación caja
reductora de desbrozadora Shindaiwa
Fuente: Blog de cultivo y cosecha de palma
Fuente: Etani-Malaysia Oil Palm Solution Equipment
Fuente: Manual de partes/operación caja reductora de equipo Etani
61 a 66 Tarea 009 Adaptación Rev Investigación aplicada.indd 63 21/08/14 17:25
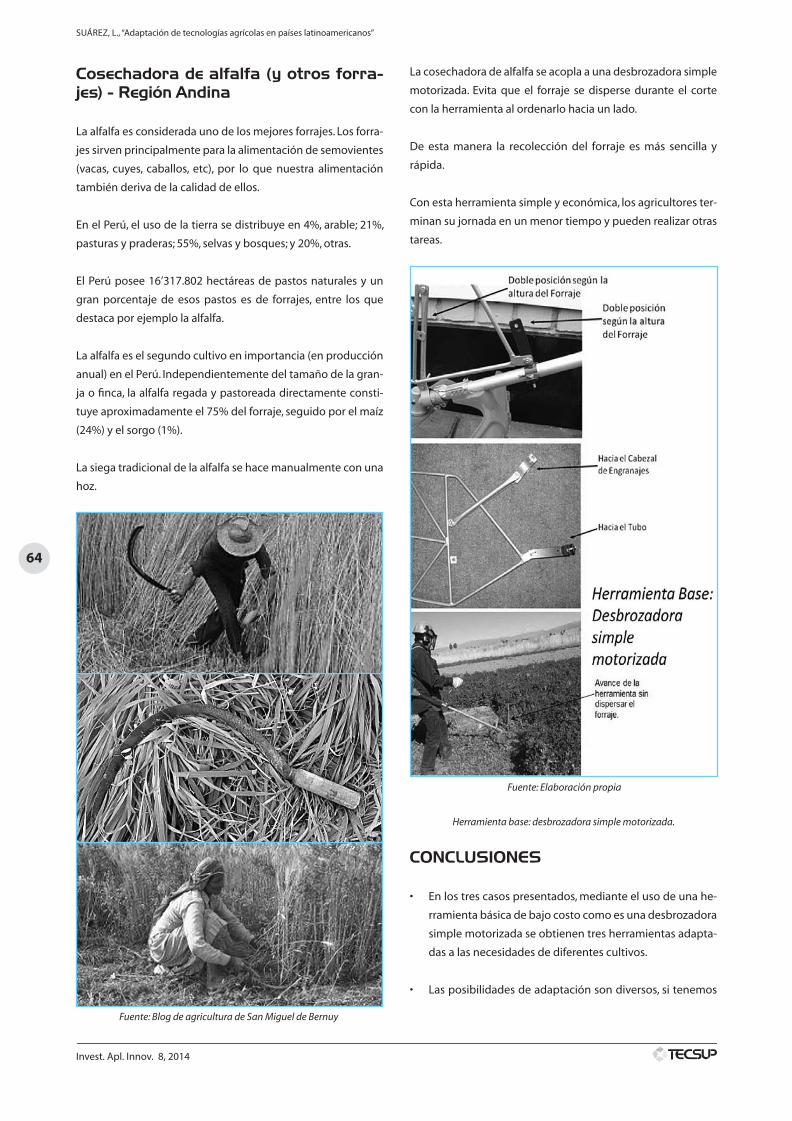
64
Invest. Apl. Innov. 8, 2014
Suárez, L., “Adaptación de tecnologías agrícolas en países latinoamericanos”
Cosechadora de alfalfa (y otros forra-jes) - Región Andina
La alfalfa es considerada uno de los mejores forrajes. Los forra-
jes sirven principalmente para la alimentación de semovientes
(vacas, cuyes, caballos, etc), por lo que nuestra alimentación
también deriva de la calidad de ellos.
En el Perú, el uso de la tierra se distribuye en 4%, arable; 21%,
pasturas y praderas; 55%, selvas y bosques; y 20%, otras.
El Perú posee 16’317.802 hectáreas de pastos naturales y un
gran porcentaje de esos pastos es de forrajes, entre los que
destaca por ejemplo la alfalfa.
La alfalfa es el segundo cultivo en importancia (en producción
anual) en el Perú. Independientemente del tamaño de la gran-
ja o finca, la alfalfa regada y pastoreada directamente consti-
tuye aproximadamente el 75% del forraje, seguido por el maíz
(24%) y el sorgo (1%).
La siega tradicional de la alfalfa se hace manualmente con una
hoz.
La cosechadora de alfalfa se acopla a una desbrozadora simple
motorizada. Evita que el forraje se disperse durante el corte
con la herramienta al ordenarlo hacia un lado.
De esta manera la recolección del forraje es más sencilla y
rápida.
Con esta herramienta simple y económica, los agricultores ter-
minan su jornada en un menor tiempo y pueden realizar otras
tareas.
Herramienta base: desbrozadora simple motorizada.
CONCLUSIONES
• Enlostrescasospresentados,medianteelusodeunahe-
rramienta básica de bajo costo como es una desbrozadora
simple motorizada se obtienen tres herramientas adapta-
das a las necesidades de diferentes cultivos.
• Lasposibilidadesdeadaptaciónsondiversos,sitenemos
Fuente: Blog de agricultura de San Miguel de Bernuy
Fuente: Elaboración propia
61 a 66 Tarea 009 Adaptación Rev Investigación aplicada.indd 64 21/08/14 17:25

65
Invest. Apl. Innov. 8, 2014
Suárez, L., “Adaptación de tecnologías agrícolas en países latinoamericanos”
en cuenta que muchos cultivos requieren de herramien-
tas especiales para su cosecha y son pocos los agricultores
con medios para adquirirlos.
• La tecnificación agrícola favorece mayormente a la agri-
cultura a gran escala, aquella que puede realizar grandes
inversiones. Sin embargo, los agricultores minifundistas,
han encontrado una manera para tecnificarse con una in-
versión mínima.
REFERENCIAS
[1] Central America Business Intelligence (2014).Servicio de
consultoría de inversión en Centroamérica.(s.l):CABI. Recu-
perado de http://ca-bi.com/blackbox/?cat=73
[2] United States Department of Agriculture (2014). Por-
tal de reportes, investigación y asistencia agrícola.
Washington:USDA. Recuperado de http://www.usda.
gov/wps/portal/usda/usdaho¬me
[3] Organización de las Naciones Unidas para la Alimenta-
ción y la Agricultura (1999). Agroforestería para la Produc-
ción Animal en América Latina. Roma: FAO. Recuperado
de http://www.fao.org/docrep/014/x1213s/x1213s.pdf
[4] Malaysia Oil Palm Solution Equipment (2012). Compañía
Malaya que adapta tecnologías para su uso en palma afri-
cana. Selangor:Etani. Recuperado de http://www.etani.
com.my/
[5] Funders & Founders (2014). Portal de generación de
proyectos de emprendimiento e inversión. (s.l.) : Fun-
ders& Founders. Recuperado de http://fundersan-
dfounders.com
ACERCA DEL AUTOR
Luis Suárez Vásquez
Exalumno de Mantenimiento de Maquinaria Pesada. Seis años
como gerente de postventa para Latinoamérica de Husqvar-
na Group, compañía sueca de equipos motorizados medianos
para desarrollos agroforestales, donde se capacitó en tecnolo-
gías adaptadas al agro. Actualmente es gerente de repuestos
en Tecport Latin América, filial de CVS Ferrari.
Original recibido: 24 de abril 2014
Aceptado para publicación: 16 de mayo 2014
61 a 66 Tarea 009 Adaptacion Rev Investigación aplicada.indd 65 19/08/14 20:12

61 a 66 Tarea 009 Adaptacion Rev Investigación aplicada.indd 66 19/08/14 20:12
67
Invest. Apl. Innov. 8, 2014
Huguez Ames, Tecsup/ Lizardo Visitación, Rosa Altuna y Lena Téllez, UNALM
Tratamiento de bioestimulación aplicado a suelos contaminados con hidrocarburos
Biostimulation Treatment Applied to Soils Contaminated with Hydrocarbons
Resumen
En la presente investigación se ha aplicado y comparado el
método de bioestimulación con el de atenuación natural so-
bre suelos contaminados con hidrocarburos en la zona norte
del país. La atenuación natural es la degradación generada
por los microorganismos del suelo sin adición de nutrientes,
mientras que en la bioestimulación se le da las condiciones
de aireación, humedad y nutrientes para que los microorga-
nismos puedan tener mayor eficiencia de remoción por su
mayor actividad, así como una mayor división de los mismos.
Otro parámetro de comparación es la relación de nutrientes
C:N:P que afecta también a la remoción de hidrocarburos. El
principal factor de medida de remoción ha sido establecido en
función al análisis de TPH (hidrocarburos totales de petróleo).
Abstract
In this paper we apply the method of biostimulation and com-
pare it with natural attenuation on hydrocarbon-contamina-
ted soils on the northern of the country. Natural attenuation
is the degradation generated by soil microorganisms without
addition of nutrients, while in biostimulation we give to the
soil specific conditions aeration, humidity and nutrients in this
way microorganisms have higher removal efficiency because
their activity and division rate increase. In the application of
biostimulation we compared three ratios of nutrients C: N: P.
The main factor measuring removal was established by analy-
sis of TPH (Total Petroleum Hydrocarbons), which determined
that the largest hydrocarbons removal was obtained with the
method of biostimulation and a ratio C: N: P of 50:1:0,2.
Palabras clave
Biorremediación, bioestimulación, atenuación natural, hidro-
carburos totales de petróleo.
Key words
Bioremediation, biostimulation, natural attenuation, total pe-
troleum hydrocarbons.
INTRODUCCIÓN
El norte peruano es una de las zonas petroleras más impor-
tantes. La extracción y refinación del petróleo requiere una
seria planificación no solo del proceso en sí, sino también del
impacto ambiental que se va a generar, el cual afecta al suelo,
agua y aire. La presente investigación muestra una forma de
tratar el suelo con hidrocarburos derramados de las líneas de
conducción, tanques de almacén y otros de la empresa Savia
Perú S.A. La bioremediación se lleva a cabo en la planta de tra-
tamientos de residuos “Landfill”, ubicada a 4 km de Negritos,
Talara-Piura. Actualmente, el “Landfill” cuenta con dos canchas
de tratamiento biológico en las que se lleva a cabo la recupe-
ración de los suelos mediante la técnica de “landfarming”, que
consiste en recuperar suelos al estimular los microorganismos
del suelo con fertilizantes, oxigenación y humedad adecuada.
La proporción de nutrientes agregados es muy importante,
por ejemplo la Agencia Americana del Ambiente (EPA) sugiere
que el suelo debe tener una relación de concentración C: N: P
de 100:10:1, pero no toma en cuenta la salinidad, la cual dismi-
nuye la biorremediación del suelo.
El presente estudio tuvo también como objetivo comparar tres
relaciones de C: N: P en los suelos impactados con hidrocarbu-
ros de la empresa antes mencionada. Además, debemos tener
en cuenta que la biodegradabilidad de los hidrocarburos está
afectada grandemente por su estado físico y de su toxicidad,
así como por la presencia de oxígeno molecular y enzimas oxi-
genasas para iniciar la biodegradación. Los hidrocarburos más
biodegradables son los hidrocarburos de cadena corta, mien-
tras que los alcanos entre cinco a diez carbonos son tóxicos. Se
tiene conocimiento, también, que el 20% de microorganismos
de los suelos pueden degradar hidrocarburos.
67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 67 19/08/14 20:14
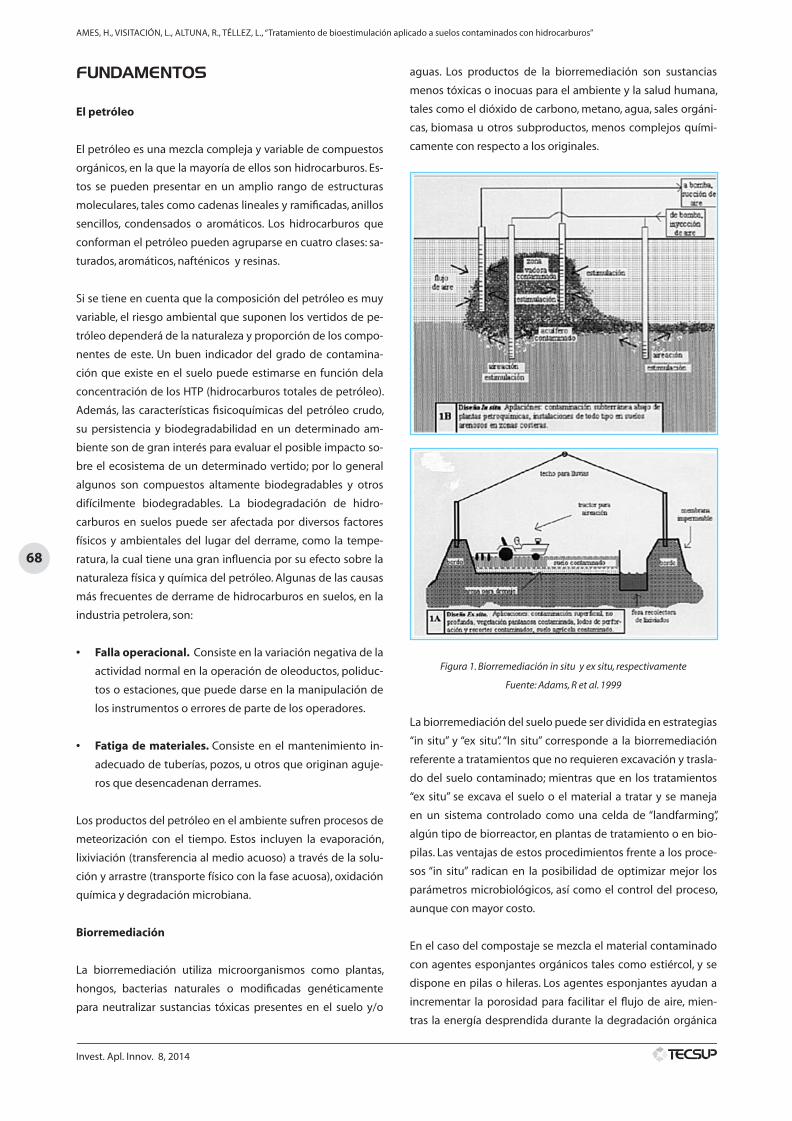
68
Invest. Apl. Innov. 8, 2014
Ames, H., VIsItAcIón, L., ALtunA, R., téLLez, L., “tratamiento de bioestimulación aplicado a suelos contaminados con hidrocarburos”
FUNDAMENTOS
El petróleo
El petróleo es una mezcla compleja y variable de compuestos
orgánicos, en la que la mayoría de ellos son hidrocarburos. Es-
tos se pueden presentar en un amplio rango de estructuras
moleculares, tales como cadenas lineales y ramificadas, anillos
sencillos, condensados o aromáticos. Los hidrocarburos que
conforman el petróleo pueden agruparse en cuatro clases: sa-
turados, aromáticos, nafténicos y resinas.
Si se tiene en cuenta que la composición del petróleo es muy
variable, el riesgo ambiental que suponen los vertidos de pe-
tróleo dependerá de la naturaleza y proporción de los compo-
nentes de este. Un buen indicador del grado de contamina-
ción que existe en el suelo puede estimarse en función dela
concentración de los HTP (hidrocarburos totales de petróleo).
Además, las características fisicoquímicas del petróleo crudo,
su persistencia y biodegradabilidad en un determinado am-
biente son de gran interés para evaluar el posible impacto so-
bre el ecosistema de un determinado vertido; por lo general
algunos son compuestos altamente biodegradables y otros
difícilmente biodegradables. La biodegradación de hidro-
carburos en suelos puede ser afectada por diversos factores
físicos y ambientales del lugar del derrame, como la tempe-
ratura, la cual tiene una gran influencia por su efecto sobre la
naturaleza física y química del petróleo. Algunas de las causas
más frecuentes de derrame de hidrocarburos en suelos, en la
industria petrolera, son:
• Fallaoperacional.Consiste en la variación negativa de la
actividad normal en la operación de oleoductos, poliduc-
tos o estaciones, que puede darse en la manipulación de
los instrumentos o errores de parte de los operadores.
• Fatiga de materiales. Consiste en el mantenimiento in-
adecuado de tuberías, pozos, u otros que originan aguje-
ros que desencadenan derrames.
Los productos del petróleo en el ambiente sufren procesos de
meteorización con el tiempo. Estos incluyen la evaporación,
lixiviación (transferencia al medio acuoso) a través de la solu-
ción y arrastre (transporte físico con la fase acuosa), oxidación
química y degradación microbiana.
Biorremediación
La biorremediación utiliza microorganismos como plantas,
hongos, bacterias naturales o modificadas genéticamente
para neutralizar sustancias tóxicas presentes en el suelo y/o
aguas. Los productos de la biorremediación son sustancias
menos tóxicas o inocuas para el ambiente y la salud humana,
tales como el dióxido de carbono, metano, agua, sales orgáni-
cas, biomasa u otros subproductos, menos complejos quími-
camente con respecto a los originales.
Figura 1. Biorremediación in situ y ex situ, respectivamente
Fuente: Adams, R et al. 1999
La biorremediación del suelo puede ser dividida en estrategias
“in situ” y “ex situ”. “In situ” corresponde a la biorremediación
referente a tratamientos que no requieren excavación y trasla-
do del suelo contaminado; mientras que en los tratamientos
“ex situ” se excava el suelo o el material a tratar y se maneja
en un sistema controlado como una celda de “landfarming”,
algún tipo de biorreactor, en plantas de tratamiento o en bio-
pilas. Las ventajas de estos procedimientos frente a los proce-
sos “in situ” radican en la posibilidad de optimizar mejor los
parámetros microbiológicos, así como el control del proceso,
aunque con mayor costo.
En el caso del compostaje se mezcla el material contaminado
con agentes esponjantes orgánicos tales como estiércol, y se
dispone en pilas o hileras. Los agentes esponjantes ayudan a
incrementar la porosidad para facilitar el flujo de aire, mien-
tras la energía desprendida durante la degradación orgánica
67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 68 19/08/14 20:14
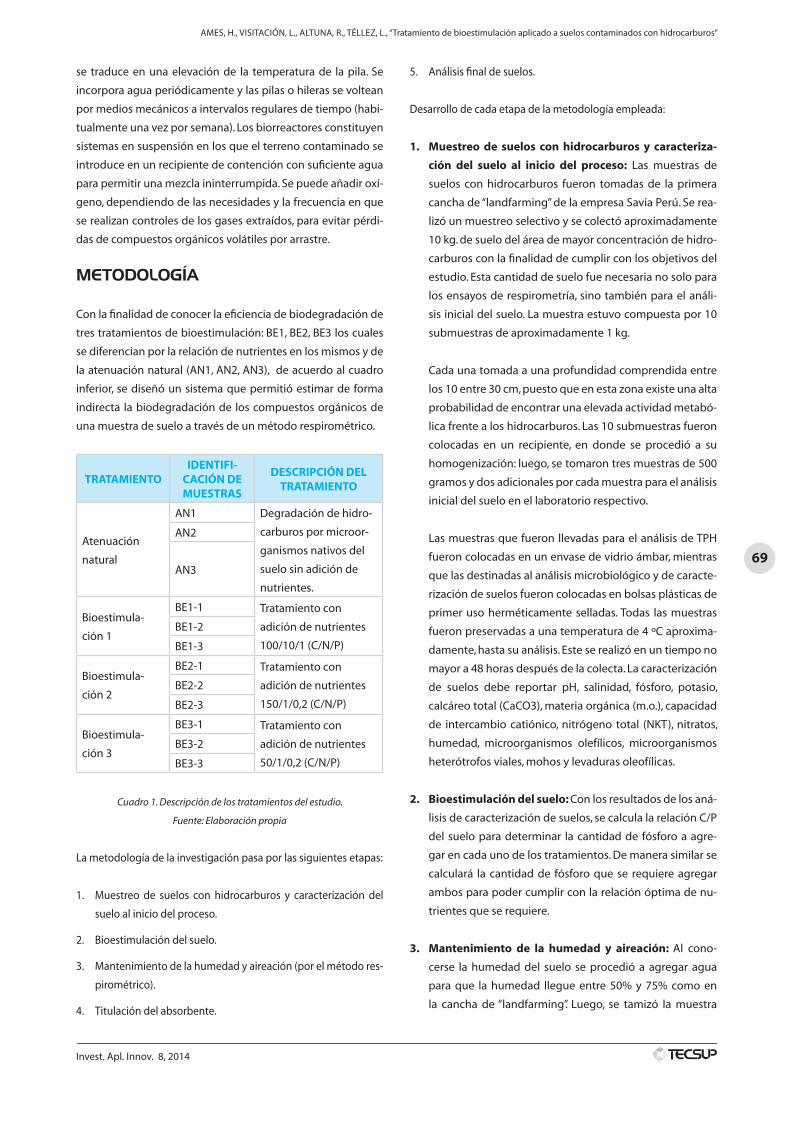
69
Invest. Apl. Innov. 8, 2014
Ames, H., VIsItAcIón, L., ALtunA, R., téLLez, L., “tratamiento de bioestimulación aplicado a suelos contaminados con hidrocarburos”
se traduce en una elevación de la temperatura de la pila. Se
incorpora agua periódicamente y las pilas o hileras se voltean
por medios mecánicos a intervalos regulares de tiempo (habi-
tualmente una vez por semana). Los biorreactores constituyen
sistemas en suspensión en los que el terreno contaminado se
introduce en un recipiente de contención con suficiente agua
para permitir una mezcla ininterrumpida. Se puede añadir oxí-
geno, dependiendo de las necesidades y la frecuencia en que
se realizan controles de los gases extraídos, para evitar pérdi-
das de compuestos orgánicos volátiles por arrastre.
METODOLOGÍA
Con la finalidad de conocer la eficiencia de biodegradación de
tres tratamientos de bioestimulación: BE1, BE2, BE3 los cuales
se diferencian por la relación de nutrientes en los mismos y de
la atenuación natural (AN1, AN2, AN3), de acuerdo al cuadro
inferior, se diseñó un sistema que permitió estimar de forma
indirecta la biodegradación de los compuestos orgánicos de
una muestra de suelo a través de un método respirométrico.
TRATAMIENTOIDENTIFI-
CACIÓN DE MUESTRAS
DESCRIPCIÓN DEL TRATAMIENTO
Atenuación
natural
AN1 Degradación de hidro-
carburos por microor-
ganismos nativos del
suelo sin adición de
nutrientes.
AN2
AN3
Bioestimula-
ción 1
BE1-1 Tratamiento con
adición de nutrientes
100/10/1 (C/N/P)
BE1-2
BE1-3
Bioestimula-
ción 2
BE2-1 Tratamiento con
adición de nutrientes
150/1/0,2 (C/N/P)
BE2-2
BE2-3
Bioestimula-
ción 3
BE3-1 Tratamiento con
adición de nutrientes
50/1/0,2 (C/N/P)
BE3-2
BE3-3
Cuadro 1. Descripción de los tratamientos del estudio.
Fuente: Elaboración propia
La metodología de la investigación pasa por las siguientes etapas:
1. Muestreo de suelos con hidrocarburos y caracterización del
suelo al inicio del proceso.
2. Bioestimulación del suelo.
3. Mantenimiento de la humedad y aireación (por el método res-
pirométrico).
4. Titulación del absorbente.
5. Análisis final de suelos.
Desarrollo de cada etapa de la metodología empleada:
1. Muestreo de suelos con hidrocarburos y caracteriza-
ción del suelo al inicio del proceso: Las muestras de
suelos con hidrocarburos fueron tomadas de la primera
cancha de “landfarming” de la empresa Savia Perú. Se rea-
lizó un muestreo selectivo y se colectó aproximadamente
10 kg. de suelo del área de mayor concentración de hidro-
carburos con la finalidad de cumplir con los objetivos del
estudio. Esta cantidad de suelo fue necesaria no solo para
los ensayos de respirometría, sino también para el análi-
sis inicial del suelo. La muestra estuvo compuesta por 10
submuestras de aproximadamente 1 kg.
Cada una tomada a una profundidad comprendida entre
los 10 entre 30 cm, puesto que en esta zona existe una alta
probabilidad de encontrar una elevada actividad metabó-
lica frente a los hidrocarburos. Las 10 submuestras fueron
colocadas en un recipiente, en donde se procedió a su
homogenización: luego, se tomaron tres muestras de 500
gramos y dos adicionales por cada muestra para el análisis
inicial del suelo en el laboratorio respectivo.
Las muestras que fueron llevadas para el análisis de TPH
fueron colocadas en un envase de vidrio ámbar, mientras
que las destinadas al análisis microbiológico y de caracte-
rización de suelos fueron colocadas en bolsas plásticas de
primer uso herméticamente selladas. Todas las muestras
fueron preservadas a una temperatura de 4 ºC aproxima-
damente, hasta su análisis. Este se realizó en un tiempo no
mayor a 48 horas después de la colecta. La caracterización
de suelos debe reportar pH, salinidad, fósforo, potasio,
calcáreo total (CaCO3), materia orgánica (m.o.), capacidad
de intercambio catiónico, nitrógeno total (NKT), nitratos,
humedad, microorganismos olefílicos, microorganismos
heterótrofos viales, mohos y levaduras oleofílicas.
2. Bioestimulacióndelsuelo:Con los resultados de los aná-
lisis de caracterización de suelos, se calcula la relación C/P
del suelo para determinar la cantidad de fósforo a agre-
gar en cada uno de los tratamientos. De manera similar se
calculará la cantidad de fósforo que se requiere agregar
ambos para poder cumplir con la relación óptima de nu-
trientes que se requiere.
3. Mantenimiento de la humedad y aireación: Al cono-
cerse la humedad del suelo se procedió a agregar agua
para que la humedad llegue entre 50% y 75% como en
la cancha de “landfarming”. Luego, se tamizó la muestra
67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 69 19/08/14 20:14
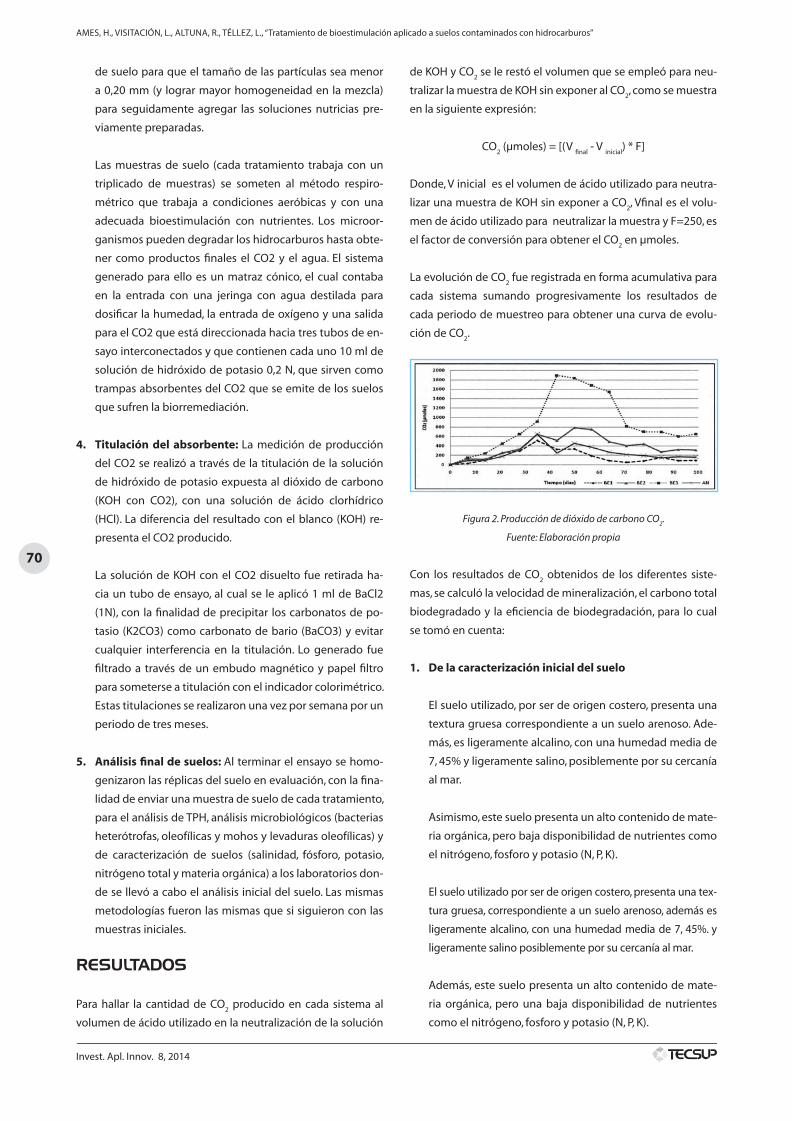
70
Invest. Apl. Innov. 8, 2014
Ames, H., VIsItAcIón, L., ALtunA, R., téLLez, L., “tratamiento de bioestimulación aplicado a suelos contaminados con hidrocarburos”
de suelo para que el tamaño de las partículas sea menor
a 0,20 mm (y lograr mayor homogeneidad en la mezcla)
para seguidamente agregar las soluciones nutricias pre-
viamente preparadas.
Las muestras de suelo (cada tratamiento trabaja con un
triplicado de muestras) se someten al método respiro-
métrico que trabaja a condiciones aeróbicas y con una
adecuada bioestimulación con nutrientes. Los microor-
ganismos pueden degradar los hidrocarburos hasta obte-
ner como productos finales el CO2 y el agua. El sistema
generado para ello es un matraz cónico, el cual contaba
en la entrada con una jeringa con agua destilada para
dosificar la humedad, la entrada de oxígeno y una salida
para el CO2 que está direccionada hacia tres tubos de en-
sayo interconectados y que contienen cada uno 10 ml de
solución de hidróxido de potasio 0,2 N, que sirven como
trampas absorbentes del CO2 que se emite de los suelos
que sufren la biorremediación.
4. Titulación del absorbente: La medición de producción
del CO2 se realizó a través de la titulación de la solución
de hidróxido de potasio expuesta al dióxido de carbono
(KOH con CO2), con una solución de ácido clorhídrico
(HCl). La diferencia del resultado con el blanco (KOH) re-
presenta el CO2 producido.
La solución de KOH con el CO2 disuelto fue retirada ha-
cia un tubo de ensayo, al cual se le aplicó 1 ml de BaCl2
(1N), con la finalidad de precipitar los carbonatos de po-
tasio (K2CO3) como carbonato de bario (BaCO3) y evitar
cualquier interferencia en la titulación. Lo generado fue
filtrado a través de un embudo magnético y papel filtro
para someterse a titulación con el indicador colorimétrico.
Estas titulaciones se realizaron una vez por semana por un
periodo de tres meses.
5. Análisisfinaldesuelos:Al terminar el ensayo se homo-
genizaron las réplicas del suelo en evaluación, con la fina-
lidad de enviar una muestra de suelo de cada tratamiento,
para el análisis de TPH, análisis microbiológicos (bacterias
heterótrofas, oleofílicas y mohos y levaduras oleofílicas) y
de caracterización de suelos (salinidad, fósforo, potasio,
nitrógeno total y materia orgánica) a los laboratorios don-
de se llevó a cabo el análisis inicial del suelo. Las mismas
metodologías fueron las mismas que si siguieron con las
muestras iniciales.
RESULTADOS
Para hallar la cantidad de CO2 producido en cada sistema al
volumen de ácido utilizado en la neutralización de la solución
de KOH y CO2 se le restó el volumen que se empleó para neu-
tralizar la muestra de KOH sin exponer al CO2, como se muestra
en la siguiente expresión:
CO2 (μmoles) = [(V
final - V
inicial) * F]
Donde, V inicial es el volumen de ácido utilizado para neutra-
lizar una muestra de KOH sin exponer a CO2, Vfinal es el volu-
men de ácido utilizado para neutralizar la muestra y F=250, es
el factor de conversión para obtener el CO2 en μmoles.
La evolución de CO2 fue registrada en forma acumulativa para
cada sistema sumando progresivamente los resultados de
cada periodo de muestreo para obtener una curva de evolu-
ción de CO2.
Figura 2. Producción de dióxido de carbono CO2.
Fuente: Elaboración propia
Con los resultados de CO2 obtenidos de los diferentes siste-
mas, se calculó la velocidad de mineralización, el carbono total
biodegradado y la eficiencia de biodegradación, para lo cual
se tomó en cuenta:
1. Delacaracterizacióninicialdelsuelo
El suelo utilizado, por ser de origen costero, presenta una
textura gruesa correspondiente a un suelo arenoso. Ade-
más, es ligeramente alcalino, con una humedad media de
7, 45% y ligeramente salino, posiblemente por su cercanía
al mar.
Asimismo, este suelo presenta un alto contenido de mate-
ria orgánica, pero baja disponibilidad de nutrientes como
el nitrógeno, fosforo y potasio (N, P, K).
El suelo utilizado por ser de origen costero, presenta una tex-
tura gruesa, correspondiente a un suelo arenoso, además es
ligeramente alcalino, con una humedad media de 7, 45%. y
ligeramente salino posiblemente por su cercanía al mar.
Además, este suelo presenta un alto contenido de mate-
ria orgánica, pero una baja disponibilidad de nutrientes
como el nitrógeno, fosforo y potasio (N, P, K).
67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 70 19/08/14 20:14
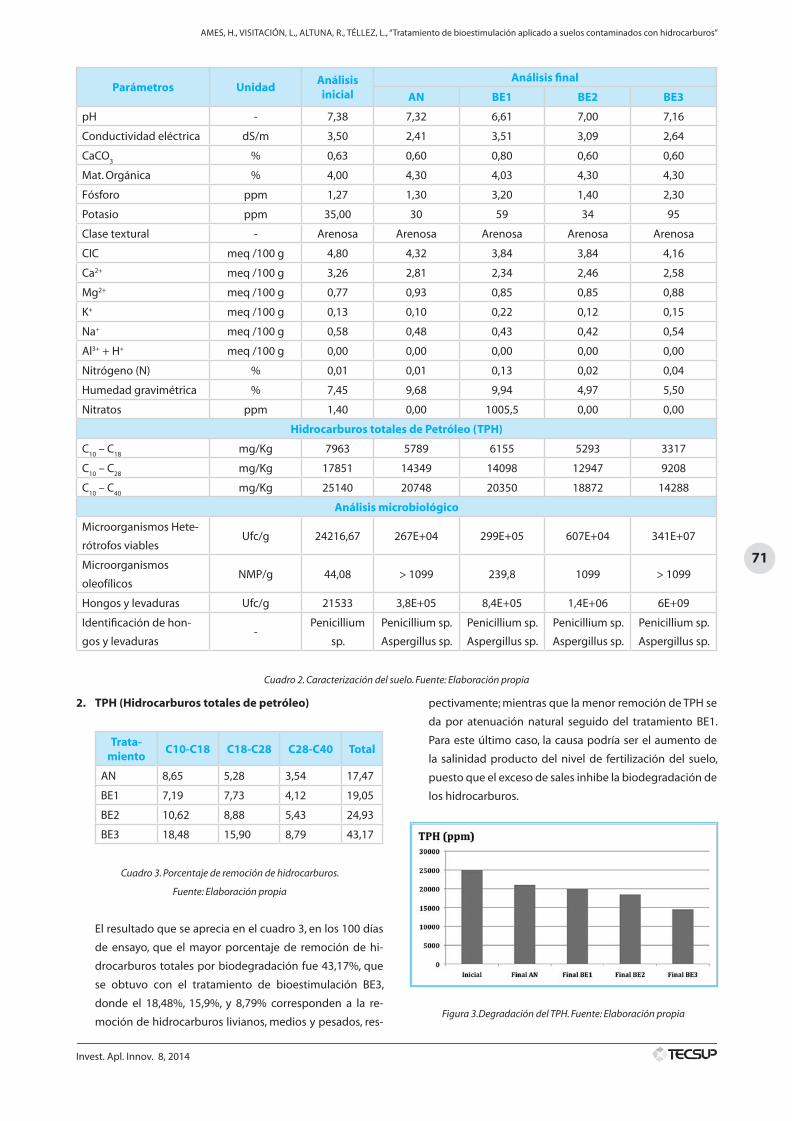
71
Invest. Apl. Innov. 8, 2014
Ames, H., VIsItAcIón, L., ALtunA, R., téLLez, L., “tratamiento de bioestimulación aplicado a suelos contaminados con hidrocarburos”
Parámetros UnidadAnálisisinicial
Análisisfinal
AN BE1 BE2 BE3
pH - 7,38 7,32 6,61 7,00 7,16
Conductividad eléctrica dS/m 3,50 2,41 3,51 3,09 2,64
CaCO3
% 0,63 0,60 0,80 0,60 0,60
Mat. Orgánica % 4,00 4,30 4,03 4,30 4,30
Fósforo ppm 1,27 1,30 3,20 1,40 2,30
Potasio ppm 35,00 30 59 34 95
Clase textural - Arenosa Arenosa Arenosa Arenosa Arenosa
CIC meq /100 g 4,80 4,32 3,84 3,84 4,16
Ca2+ meq /100 g 3,26 2,81 2,34 2,46 2,58
Mg2+ meq /100 g 0,77 0,93 0,85 0,85 0,88
K+ meq /100 g 0,13 0,10 0,22 0,12 0,15
Na+ meq /100 g 0,58 0,48 0,43 0,42 0,54
Al3+ + H+ meq /100 g 0,00 0,00 0,00 0,00 0,00
Nitrógeno (N) % 0,01 0,01 0,13 0,02 0,04
Humedad gravimétrica % 7,45 9,68 9,94 4,97 5,50
Nitratos ppm 1,40 0,00 1005,5 0,00 0,00
HidrocarburostotalesdePetróleo(TPH)
C10
– C18
mg/Kg 7963 5789 6155 5293 3317
C10
– C28
mg/Kg 17851 14349 14098 12947 9208
C10
– C40
mg/Kg 25140 20748 20350 18872 14288
Análisismicrobiológico
Microorganismos Hete-
rótrofos viablesUfc/g 24216,67 267E+04 299E+05 607E+04 341E+07
Microorganismos
oleofílicosNMP/g 44,08 > 1099 239,8 1099 > 1099
Hongos y levaduras Ufc/g 21533 3,8E+05 8,4E+05 1,4E+06 6E+09
Identificación de hon-
gos y levaduras-
Penicillium
sp.
Penicillium sp.
Aspergillus sp.
Penicillium sp.
Aspergillus sp.
Penicillium sp.
Aspergillus sp.
Penicillium sp.
Aspergillus sp.
Cuadro 2. Caracterización del suelo. Fuente: Elaboración propia
2. TPH(Hidrocarburostotalesdepetróleo)
Trata-miento
C10-C18 C18-C28 C28-C40 Total
AN 8,65 5,28 3,54 17,47
BE1 7,19 7,73 4,12 19,05
BE2 10,62 8,88 5,43 24,93
BE3 18,48 15,90 8,79 43,17
Cuadro 3. Porcentaje de remoción de hidrocarburos.
Fuente: Elaboración propia
El resultado que se aprecia en el cuadro 3, en los 100 días
de ensayo, que el mayor porcentaje de remoción de hi-
drocarburos totales por biodegradación fue 43,17%, que
se obtuvo con el tratamiento de bioestimulación BE3,
donde el 18,48%, 15,9%, y 8,79% corresponden a la re-
moción de hidrocarburos livianos, medios y pesados, res-
pectivamente; mientras que la menor remoción de TPH se
da por atenuación natural seguido del tratamiento BE1.
Para este último caso, la causa podría ser el aumento de
la salinidad producto del nivel de fertilización del suelo,
puesto que el exceso de sales inhibe la biodegradación de
los hidrocarburos.
Figura 3.Degradación del TPH. Fuente: Elaboración propia
67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 71 19/08/14 20:14
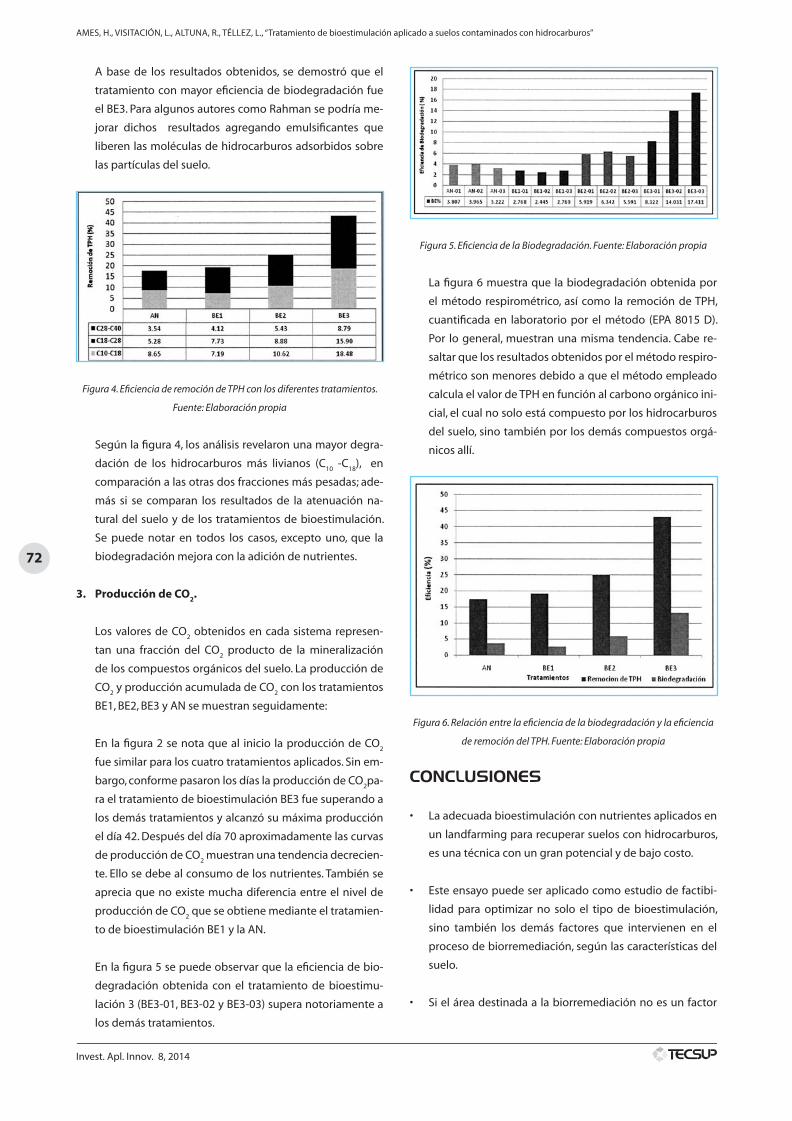
72
Invest. Apl. Innov. 8, 2014
Ames, H., VIsItAcIón, L., ALtunA, R., téLLez, L., “tratamiento de bioestimulación aplicado a suelos contaminados con hidrocarburos”
A base de los resultados obtenidos, se demostró que el
tratamiento con mayor eficiencia de biodegradación fue
el BE3. Para algunos autores como Rahman se podría me-
jorar dichos resultados agregando emulsificantes que
liberen las moléculas de hidrocarburos adsorbidos sobre
las partículas del suelo.
Figura 4. Eficiencia de remoción de TPH con los diferentes tratamientos.
Fuente: Elaboración propia
Según la figura 4, los análisis revelaron una mayor degra-
dación de los hidrocarburos más livianos (C10
-C18
), en
comparación a las otras dos fracciones más pesadas; ade-
más si se comparan los resultados de la atenuación na-
tural del suelo y de los tratamientos de bioestimulación.
Se puede notar en todos los casos, excepto uno, que la
biodegradación mejora con la adición de nutrientes.
3. ProduccióndeCO2.
Los valores de CO2 obtenidos en cada sistema represen-
tan una fracción del CO2 producto de la mineralización
de los compuestos orgánicos del suelo. La producción de
CO2 y producción acumulada de CO
2 con los tratamientos
BE1, BE2, BE3 y AN se muestran seguidamente:
En la figura 2 se nota que al inicio la producción de CO2
fue similar para los cuatro tratamientos aplicados. Sin em-
bargo, conforme pasaron los días la producción de CO2pa-
ra el tratamiento de bioestimulación BE3 fue superando a
los demás tratamientos y alcanzó su máxima producción
el día 42. Después del día 70 aproximadamente las curvas
de producción de CO2 muestran una tendencia decrecien-
te. Ello se debe al consumo de los nutrientes. También se
aprecia que no existe mucha diferencia entre el nivel de
producción de CO2 que se obtiene mediante el tratamien-
to de bioestimulación BE1 y la AN.
En la figura 5 se puede observar que la eficiencia de bio-
degradación obtenida con el tratamiento de bioestimu-
lación 3 (BE3-01, BE3-02 y BE3-03) supera notoriamente a
los demás tratamientos.
Figura 5. Eficiencia de la Biodegradación. Fuente: Elaboración propia
La figura 6 muestra que la biodegradación obtenida por
el método respirométrico, así como la remoción de TPH,
cuantificada en laboratorio por el método (EPA 8015 D).
Por lo general, muestran una misma tendencia. Cabe re-
saltar que los resultados obtenidos por el método respiro-
métrico son menores debido a que el método empleado
calcula el valor de TPH en función al carbono orgánico ini-
cial, el cual no solo está compuesto por los hidrocarburos
del suelo, sino también por los demás compuestos orgá-
nicos allí.
Figura 6. Relación entre la eficiencia de la biodegradación y la eficiencia
de remoción del TPH. Fuente: Elaboración propia
CONCLUSIONES
• Laadecuadabioestimulaciónconnutrientesaplicadosen
un landfarming para recuperar suelos con hidrocarburos,
es una técnica con un gran potencial y de bajo costo.
• Esteensayopuedeseraplicadocomoestudiodefactibi-
lidad para optimizar no solo el tipo de bioestimulación,
sino también los demás factores que intervienen en el
proceso de biorremediación, según las características del
suelo.
• Sieláreadestinadaalabiorremediaciónnoesunfactor
67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 72 19/08/14 20:14

73
Invest. Apl. Innov. 8, 2014
Ames, H., VIsItAcIón, L., ALtunA, R., téLLez, L., “tratamiento de bioestimulación aplicado a suelos contaminados con hidrocarburos”
determinante, la aplicación de este tratamiento es bastan-
te efectivo y rentable en un mediano a largo plazo.
• Delostratamientodebioestimulaciónevaluadosexperi-
mentalmente, se puede concluir que la relación de C: N: P
que logra la mayor eficiencia de biodegradación en este
tipo de suelos es de 50:1:0,2.
• EltratamientodebioestimulaciónconunarelacióndeC:
N: P de 100:10:1 no necesariamente obtiene una mejor
eficiencia de biodegradación respecto a la que se obtiene
por atenuación natural.
REFERENCIAS
[1] Sublette, K.(2007). Remediation and Restoration of Hy-
drocarbon and Brine Contaminated Soils.
[2] Cookson, J. (1995). Bioremediation Engineering Design
and Application. New York: McGraw-Hill. Inc, pp. 503.
[3] Acuña, J., & Pucci, O. (2008). Caracterización de un proce-
so de biorremediación de hidrocarburos en deficiencias
de nitrógeno en un suelo de la Patagonia Argentina. Re-
vista científica y técnica de ecología y medio ambiente,
17 (2), 85-93.
[4] Braibant, C. (2004). Estudio del potencial de degradación
de los hidrocarburos por acinetobacter sp. y pseudomo-
nas putida para su aplicación en la biorremediación de
suelos contaminados. Informe para optar el título de Ba-
chiller en Ingeniería en Biotecnología. Escuela de Biolo-
gía, Instituto Tecnológico de Costa Rica, Costa Rica.
ACERCA DE LOS AUTORES
HuguezEnriqueAmesRamírez.
Ingeniero químico egresado de la Universidad Nacional Mayor
de San Marcos, con estudios de maestría en la Universidad de
Piura. Tiene experiencia en la industria química y metalúrgica,
y su actividad profesional la ha realizado, principalmente en el
tratamiento de aguas residuales de procedencia doméstica e
industrial. Ha sido docente en la Universidad Nacional Agraria
La Molina, la Universidad Nacional Continental de Huancayo
y el Instituto de Ciencias y Humanidades. Asimismo, es autor
de diversos textos y compendios de cursos universitarios y
preuniversitarios. Ha sido asesor consultor del Ministerio de
Educación en currículo, evaluación y materiales en ciencias.
Actualmente, es docente en el Departamento de Procesos
Químicos y Metalúrgicos de Tecsup Lima.
LizardoVisitaciónFigueroa
Licenciado en química, egresado de la Universidad Nacional
Mayor de San Marcos. Tiene una segunda especialidad en
Gestión de la Calidad y Auditoría Ambiental. Título de maes-
tría con mención en Química Ambiental de la Pontificia Uni-
versidad Católica del Perú. Estudios de doctorado en Ingenie-
ría Ambiental en la Universidad Nacional Agraria La Molina.
Amplia experiencia en el tratamiento de aguas residuales, así
como en la gestión de residuos sólidos y gestión ambiental.
Ha sido docente en diversas universidades de Lima. Es miem-
bro del Colegio de Químicos del Perú y de la Sociedad Química
del Perú. Actualmente es docente principal del Departamento
Académico de Química de la Facultad de Ciencias de la Univer-
sidad Nacional Agraria la Molina.
RosaMaríaAltunaOlaechea
Ingeniera ambiental egresada de la Universidad Nacional
Agraria La Molina. Su trabajo de tesis se basó en la investiga-
ción materia del presente artículo. Formó parte del equipo
de investigación de la Facultad de Ciencias de la Universidad
Nacional Agraria La Molina. Actualmente se desempeña como
ingeniera ambiental en una reconocida empresa del país.
LenaTéllezMonzón
Ingeniero químico de la Universidad Nacional del Altiplano,
con estudios de maestría en la Universidad Nacional Agraria
la Molina, y segunda especialización en Gestión de Calidad
y Auditoría Ambiental. Amplia experiencia en tratamiento y
análisis de aguas residuales industriales. Expositora de diver-
sos eventos nacionales; miembro del Colegio de Ingenieros de
Perú y de la Sociedad Química del Perú. Actualmente es do-
cente en el Departamento Académico de Química, de la Facul-
tad de Ciencias en Unalm.
Originalrecibido:21deabril2014
Aceptadoparapublicación:19demayo2014
67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 73 19/08/14 20:14

67 a 74 Tarea 010 tratamiento Rev Investigación aplicada.indd 74 19/08/14 20:14
75
Invest. Apl. Innov. 8, 2014
Validación de un cuestionario para medir el rendimiento académico
Validation of a questionnaire to measure student
performance
Resumen
Esta investigación está referida a la formulación de una prueba
pedagógica cuyo objetivo es medir el rendimiento académico,
así como los procesos cognitivos básicos y superiores del pen-
samiento, mediante la comprensión, el análisis y la aplicación
de los principios rectores de los fenómenos que gobiernan las
ciencias básicas, de los estudiantes de educación superior en
un curso de Física (aplicada en Tecsup durante el semestre
2014-I).
Las preguntas se elaboraron a base de las investigaciones en
Educación y Ciencia. En el proceso de su validación se apli-
caron técnicas propias de la psicometría. El análisis de la va-
lidez del contenido lo efectuaron jueces expertos; y, a través
de pruebas piloto, se alcanzó el máximo de confiabilidad. El
análisis de dificultad de los ítems, la correlación ítem-test y la
estimación del coeficiente de Cronbach fueron hechos riguro-
samente. Para el resultado del análisis. Se emplea el programa
estadístico SPSS versión 20 para Windows, fueron validados
seis ítems. De ese modo, se determinó la validez de constructo.
Está investigación forma parte de otra más amplia, que se bus-
ca determinar el rendimiento académico de los estudiantes
de la asignatura de Física I, del primer ciclo de Tecsup, cuando
participan en una intervención metodológica.
Abstract
This paper refers to the design of a test to measure the aca-
demic performance of higher education students in a physics
course (it will be applied in
Tecsup during semester 2014 -I). A qualitative and quantita-
tive evaluation of basic and higher cognitive processes; was
conducted by the analysis and application of the guiding prin-
ciples in basic sciences.
The battery of questions was based on research, both in edu-
cation and sciences. Psychometrics techniques were applied
in the validation process. Analysis of content validity was
made by experts. The maximum reliability was reach through
pilot test. We evaluate the degree of difficulty of the items. The
items –test correlations and the Cronbach coefficient was es-
timated using SPSS version 20.0 for Windows, six items were
validated. Thus, the construct validity was confirmed.
This research is part of another one which seeks to determine
the effect on the academic performance Tecsup first cycle stu-
dents of Physic I course, when they participate in a methodo-
logical intervention.
Palabras claves
Rendimiento académico, validez de contenido, validez de
constructo, confiabilidad, alfa de Cronbach.
Key words
Academic performance, content validity, construct validity, re-
liability, cronbach’s alpha
INTRODUCCIÓN
En el Perú, los estudiantes que recién ingresan a este nivel su-
perior de ciencias básicas, por ejemplo el curso de Física, care-
cen de capacidades requeridas para ese aprendizaje, resultado
de cómo se ha llevado esa asignatura en el ciclo de la educa-
ción básica regular (EBR), como lo demuestra el resultado de
la prueba que realizó la Organización para la Cooperación y
el Desarrollo Económicos (OCDE) - instancia internacional que
lidera la organización e implementación de PISA (Programme
for International Student Assessment) 1 - prueba tomada a los
estudiantes de 15 años en el 2009, y midió los conocimientos y
las habilidades en comprensión lectora, Matemática y Ciencia
del saber. Con respecto a los resultados de aplicación del co-
nocimiento científico situaciones complejas del mundo natu-
1 PISA (2009) Results: What Students Know and Can Do – Stu-dent Performance in Reading, Mathematics and Science. Vol. 1.
Silvia Espinoza, Tecsup, UPCH
75 a 80 Tarea 011 Validacion Rev Investigación aplicada.indd 75 19/08/14 20:17
76
Invest. Apl. Innov. 8, 2014
espInozA, s., “Validación de un cuestionario para medir el rendimiento académico”
ral, competencia denominada nivel 6 (niveles de 1 a 6, siendo
6 el máximo), el Perú alcanzó el 0%; es decir, esta evaluación
evidenció que el estudiante peruano debe desarrollar capaci-
dades para enfrentarse a problemáticas de su entorno e inte-
grar la teoría con la práctica.
El 30% de estudiantes peruanos evaluados en la prueba de
PISA, se encontró en el nivel 2 donde se verificó que el alumno
es capaz de tener un razonamiento directo y hacer interpre-
taciones literales de los resultados o de la resolución de pro-
blemas tecnológicos. Ello significa que el ingresante a nivel
superior debe desarrollar sus capacidades de aplicación en
entornos laborales.
Asimismo, el desarrollo continuo de la ciencia y la tecnología
colocan a nuestros estudiantes frente a un acelerado y gran
volumen de información que se incrementa y con el tiempo.
Por eso, es necesario que nuestros docentes estén prepa-
rados para impartir la forma que se concibe y materializa la
enseñanza científica, además de que conozcan las fortalezas y
debilidades de su grupo mediante evaluaciones, de modo que
los contenidos, los métodos y las estrategias de aprendizaje
permitan hacer frente a desafíos como rapidez de los cambios,
complejidad e interdisciplinaridad, dimensión ética y social, y
problemática cívica (OEI 2011), para que el estudiante partici-
pe de manera activa en la adquisición de su conocimiento y
pueda también, identificar sus deficiencias.
El World Economic Forum (WEF), 2012, publicó el Informe
global sobre competitividad mundial el cual en 12 variables
o pilares. En varios ellos el Perú ha mejorado apreciablemen-
te en estos diez años, como el ambiente macroeconómico, el
desarrollo de los mercados financieros, el funcionamiento de
los mercados de bienes y laboral, y el tamaño del mercado.
No obstante, menciona que los indicadores en los que el Perú
está mal son los relacionados a la productividad, es decir, a la
ciencia, la tecnología y la innovación (TIC), precisamente las
variables que son los motores del cambio y el crecimiento. Ese
informe indica que Perú está en los últimos lugares en edu-
cación superior, en preparación (readiness) tecnológica, y se
ubica el puesto 113 de 142, por lo que se ubica necesario pro-
piciar el espíritu innovador del estudiante.
El objetivo final del estudio es determinar con una prueba pre
y post test el efecto de participar en un programa que usa el
método de aprendizaje basado en problemas en la compren-
sión, la aplicación y el análisis de los principios básicos de los
fenómenos que gobiernan la Física clásica en los estudiantes
en el curso de física.
FUNDAMENTOS
El rendimiento académico está asociado a los resultados de
aprendizaje que se espera que el estudiante sea capaz de ha-
cer, comprender y de demostrar, aplicar una vez de terminado
un proceso de aprendizaje (Adam, 2008) 2. Si partimos de la de-
finición de Jiménez (2000) 3 la cual postula que el rendimiento
académico es un “nivel de conocimientos demostrado en un
área o materia comparado con la norma de edad y nivel aca-
démico”, encontraremos que el rendimiento académico podrá
de una manera objetiva y demostrable ser evaluado.
Se define, al rendimiento académico, en términos de com-
prensión, análisis y aplicación, dimensiones que deben ser
evaluadas.
La comprensión construye relaciones y une conocimientos.
Los estudiantes entienden procesos y conceptos y pueden ex-
plicarlos o describirlos. Pueden resumirlos y refrasearlos en sus
propias palabras (Clifford, 2000) 4.
Se puede definir el aplicar, como llevar a cabo o utilizar aque-
llo que se ha aprendido. Aplicar se relaciona y se refiere a situa-
ciones donde el material ya estudiado se usa en el desarrollo
de productos, tales como modelos, presentaciones, entrevis-
tas y simulaciones. (Correa y Rúa, 2009) 5
El analizar es descomponer en partes materiales o conceptua-
les y determinar cómo estas se relacionan o se interrelacionan
entre sí, o con una estructura completa, o con un propósito
determinado. Las acciones mentales de este proceso incluyen
diferenciar, organizar y atribuir, así como la capacidad para
establecer diferencias entre componentes (Anderson, 2001) 6.
Para el desarrollo de los indicadores de la prueba se ha usado
la taxonomía de Bloom que se utiliza frecuentemente para re-
dactar los resultados de aprendizaje en 6 categorías: recordar,
comprender, aplicar, analizar, evaluar, crear, dado que provee
una estructura para una apropiada redacción de los resultados
2 Adams, A., Vescio V.A Review of Research on the Impact of Professional Learning Communities on Teaching Practice and student learning, Teaching and Teacher Education, Volume 24, Issue 1, Pages 80-91, ISSN 0742-051X, http://dx.doi.org/10.1016/j.tate.2007.01.004. January 2008.
3 Jiménez, M. Competencia social: intervención preventiva en la escuela. Infancia y Sociedad. 24, pp. 21-48. (2000).
4 Jarolimek, John y Foster, Clifford D.1# Enseñanza y aprendi-zaje en la escuela primaria. Buenos Aires: Kapelusz, 1980.
5 Correa, C. i Rúa, J.A. Aprendizaje basado en problemas en la educación superior. Medellín: Sello editorial. (2009).
6 Anderson, L.W., and D. Krathwohl (Eds.) A Taxonomy for Learning, Teaching and Assessing: a Revision of Bloom’s Taxonomy of Educational Objectives. Longman, New York. (2001).
75 a 80 Tarea 011 Validacion Rev Investigación aplicada.indd 76 19/08/14 20:17
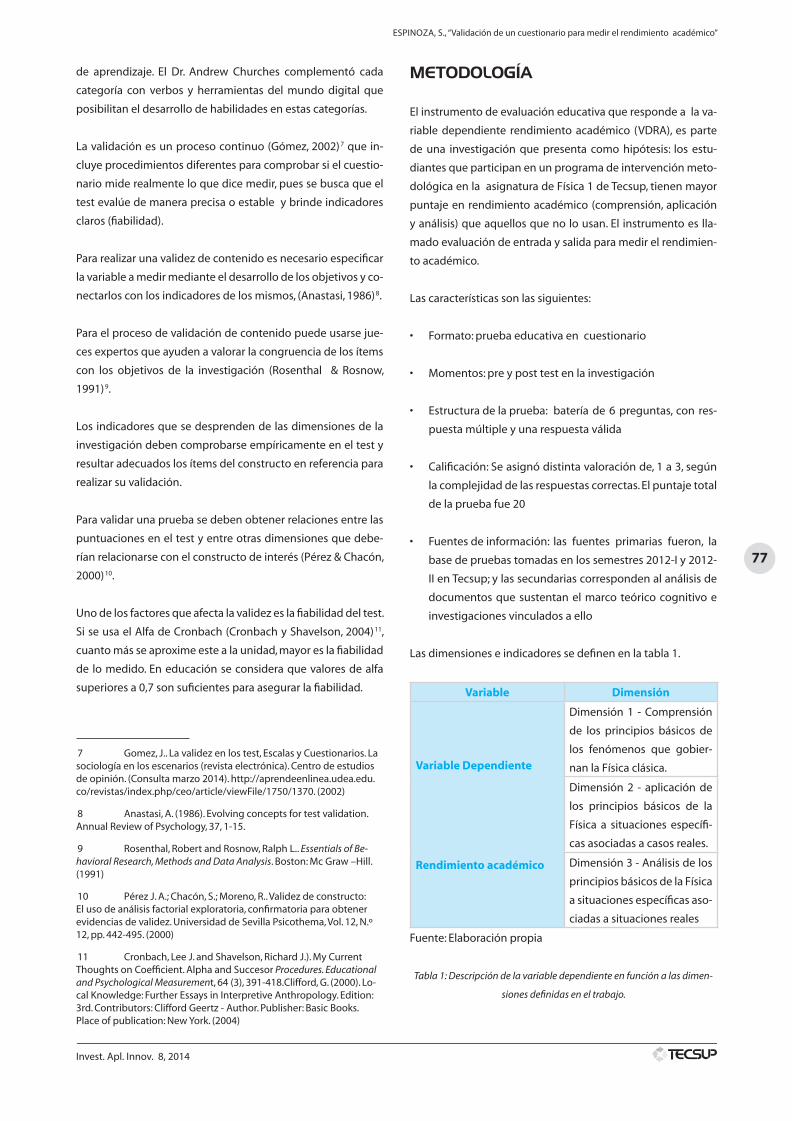
77
Invest. Apl. Innov. 8, 2014
espInozA, s., “Validación de un cuestionario para medir el rendimiento académico”
de aprendizaje. El Dr. Andrew Churches complementó cada
categoría con verbos y herramientas del mundo digital que
posibilitan el desarrollo de habilidades en estas categorías.
La validación es un proceso continuo (Gómez, 2002) 7 que in-
cluye procedimientos diferentes para comprobar si el cuestio-
nario mide realmente lo que dice medir, pues se busca que el
test evalúe de manera precisa o estable y brinde indicadores
claros (fiabilidad).
Para realizar una validez de contenido es necesario especificar
la variable a medir mediante el desarrollo de los objetivos y co-
nectarlos con los indicadores de los mismos, (Anastasi, 1986) 8.
Para el proceso de validación de contenido puede usarse jue-
ces expertos que ayuden a valorar la congruencia de los ítems
con los objetivos de la investigación (Rosenthal & Rosnow,
1991) 9.
Los indicadores que se desprenden de las dimensiones de la
investigación deben comprobarse empíricamente en el test y
resultar adecuados los ítems del constructo en referencia para
realizar su validación.
Para validar una prueba se deben obtener relaciones entre las
puntuaciones en el test y entre otras dimensiones que debe-
rían relacionarse con el constructo de interés (Pérez & Chacón,
2000) 10.
Uno de los factores que afecta la validez es la fiabilidad del test.
Si se usa el Alfa de Cronbach (Cronbach y Shavelson, 2004) 11,
cuanto más se aproxime este a la unidad, mayor es la fiabilidad
de lo medido. En educación se considera que valores de alfa
superiores a 0,7 son suficientes para asegurar la fiabilidad.
7 Gomez, J.. La validez en los test, Escalas y Cuestionarios. La sociología en los escenarios (revista electrónica). Centro de estudios de opinión. (Consulta marzo 2014). http://aprendeenlinea.udea.edu.co/revistas/index.php/ceo/article/viewFile/1750/1370. (2002)
8 Anastasi, A. (1986). Evolving concepts for test validation. Annual Review of Psychology, 37, 1-15.
9 Rosenthal, Robert and Rosnow, Ralph L.. Essentials of Be-havioral Research, Methods and Data Analysis. Boston: Mc Graw –Hill. (1991)
10 Pérez J. A.; Chacón, S.; Moreno, R.. Validez de constructo: El uso de análisis factorial exploratoria, confirmatoria para obtener evidencias de validez. Universidad de Sevilla Psicothema, Vol. 12, N.º 12, pp. 442-495. (2000)
11 Cronbach, Lee J. and Shavelson, Richard J.). My Current Thoughts on Coefficient. Alpha and Succesor Procedures. Educational and Psychological Measurement, 64 (3), 391-418.Clifford, G. (2000). Lo-cal Knowledge: Further Essays in Interpretive Anthropology. Edition: 3rd. Contributors: Clifford Geertz - Author. Publisher: Basic Books. Place of publication: New York. (2004)
METODOLOGÍA
El instrumento de evaluación educativa que responde a la va-
riable dependiente rendimiento académico (VDRA), es parte
de una investigación que presenta como hipótesis: los estu-
diantes que participan en un programa de intervención meto-
dológica en la asignatura de Física 1 de Tecsup, tienen mayor
puntaje en rendimiento académico (comprensión, aplicación
y análisis) que aquellos que no lo usan. El instrumento es lla-
mado evaluación de entrada y salida para medir el rendimien-
to académico.
Las características son las siguientes:
• Formato:pruebaeducativaencuestionario
• Momentos:preyposttestenlainvestigación
• Estructuradelaprueba:bateríade6preguntas,con res-
puesta múltiple y una respuesta válida
• Calificación:Seasignódistintavaloraciónde,1a3,según
la complejidad de las respuestas correctas. El puntaje total
de la prueba fue 20
• Fuentesdeinformación:las fuentes primarias fueron, la
base de pruebas tomadas en los semestres 2012-I y 2012-
II en Tecsup; y las secundarias corresponden al análisis de
documentos que sustentan el marco teórico cognitivo e
investigaciones vinculados a ello
Las dimensiones e indicadores se definen en la tabla 1.
Variable Dimensión
Variable Dependiente
Rendimiento académico
Dimensión 1 - Comprensión
de los principios básicos de
los fenómenos que gobier-
nan la Física clásica.
Dimensión 2 - aplicación de
los principios básicos de la
Física a situaciones específi-
cas asociadas a casos reales.
Dimensión 3 - Análisis de los
principios básicos de la Física
a situaciones específicas aso-
ciadas a situaciones reales
Fuente: Elaboración propia
Tabla 1: Descripción de la variable dependiente en función a las dimen-
siones definidas en el trabajo.
75 a 80 Tarea 011 Validacion Rev Investigación aplicada.indd 77 19/08/14 20:17
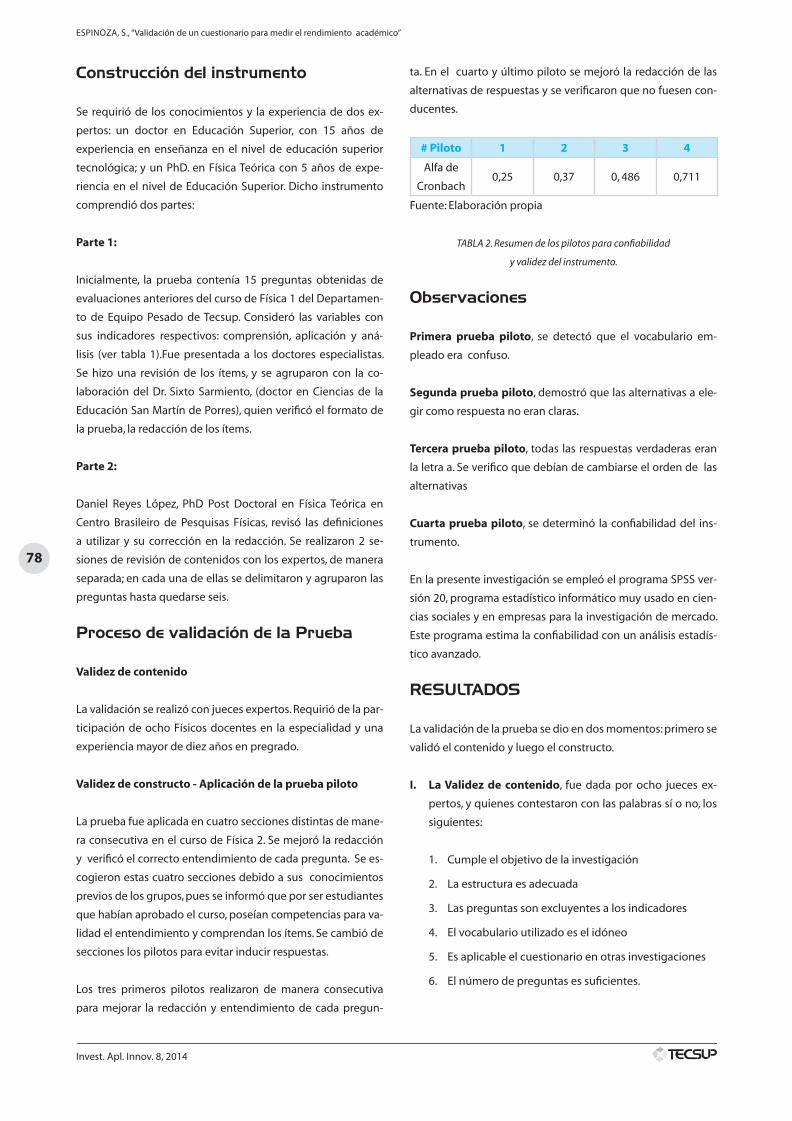
78
Invest. Apl. Innov. 8, 2014
espInozA, s., “Validación de un cuestionario para medir el rendimiento académico”
Construcción del instrumento
Se requirió de los conocimientos y la experiencia de dos ex-
pertos: un doctor en Educación Superior, con 15 años de
experiencia en enseñanza en el nivel de educación superior
tecnológica; y un PhD. en Física Teórica con 5 años de expe-
riencia en el nivel de Educación Superior. Dicho instrumento
comprendió dos partes:
Parte 1:
Inicialmente, la prueba contenía 15 preguntas obtenidas de
evaluaciones anteriores del curso de Física 1 del Departamen-
to de Equipo Pesado de Tecsup. Consideró las variables con
sus indicadores respectivos: comprensión, aplicación y aná-
lisis (ver tabla 1).Fue presentada a los doctores especialistas.
Se hizo una revisión de los ítems, y se agruparon con la co-
laboración del Dr. Sixto Sarmiento, (doctor en Ciencias de la
Educación San Martín de Porres), quien verificó el formato de
la prueba, la redacción de los ítems.
Parte 2:
Daniel Reyes López, PhD Post Doctoral en Física Teórica en
Centro Brasileiro de Pesquisas Físicas, revisó las definiciones
a utilizar y su corrección en la redacción. Se realizaron 2 se-
siones de revisión de contenidos con los expertos, de manera
separada; en cada una de ellas se delimitaron y agruparon las
preguntas hasta quedarse seis.
Proceso de validación de la Prueba
Validez de contenido
La validación se realizó con jueces expertos. Requirió de la par-
ticipación de ocho Físicos docentes en la especialidad y una
experiencia mayor de diez años en pregrado.
Validez de constructo - Aplicación de la prueba piloto
La prueba fue aplicada en cuatro secciones distintas de mane-
ra consecutiva en el curso de Física 2. Se mejoró la redacción
y verificó el correcto entendimiento de cada pregunta. Se es-
cogieron estas cuatro secciones debido a sus conocimientos
previos de los grupos, pues se informó que por ser estudiantes
que habían aprobado el curso, poseían competencias para va-
lidad el entendimiento y comprendan los ítems. Se cambió de
secciones los pilotos para evitar inducir respuestas.
Los tres primeros pilotos realizaron de manera consecutiva
para mejorar la redacción y entendimiento de cada pregun-
ta. En el cuarto y último piloto se mejoró la redacción de las
alternativas de respuestas y se verificaron que no fuesen con-
ducentes.
# Piloto 1 2 3 4
Alfa de
Cronbach0,25 0,37 0, 486 0,711
Fuente: Elaboración propia
TABLA 2. Resumen de los pilotos para confiabilidad
y validez del instrumento.
Observaciones
Primera prueba piloto, se detectó que el vocabulario em-
pleado era confuso.
Segunda prueba piloto, demostró que las alternativas a ele-
gir como respuesta no eran claras.
Tercera prueba piloto, todas las respuestas verdaderas eran
la letra a. Se verifico que debían de cambiarse el orden de las
alternativas
Cuarta prueba piloto, se determinó la confiabilidad del ins-
trumento.
En la presente investigación se empleó el programa SPSS ver-
sión 20, programa estadístico informático muy usado en cien-
cias sociales y en empresas para la investigación de mercado.
Este programa estima la confiabilidad con un análisis estadís-
tico avanzado.
RESULTADOS
La validación de la prueba se dio en dos momentos: primero se
validó el contenido y luego el constructo.
I. La Validez de contenido, fue dada por ocho jueces ex-
pertos, y quienes contestaron con las palabras sí o no, los
siguientes:
1. Cumple el objetivo de la investigación
2. La estructura es adecuada
3. Las preguntas son excluyentes a los indicadores
4. El vocabulario utilizado es el idóneo
5. Es aplicable el cuestionario en otras investigaciones
6. El número de preguntas es suficientes.
75 a 80 Tarea 011 Validacion Rev Investigación aplicada.indd 78 19/08/14 20:17
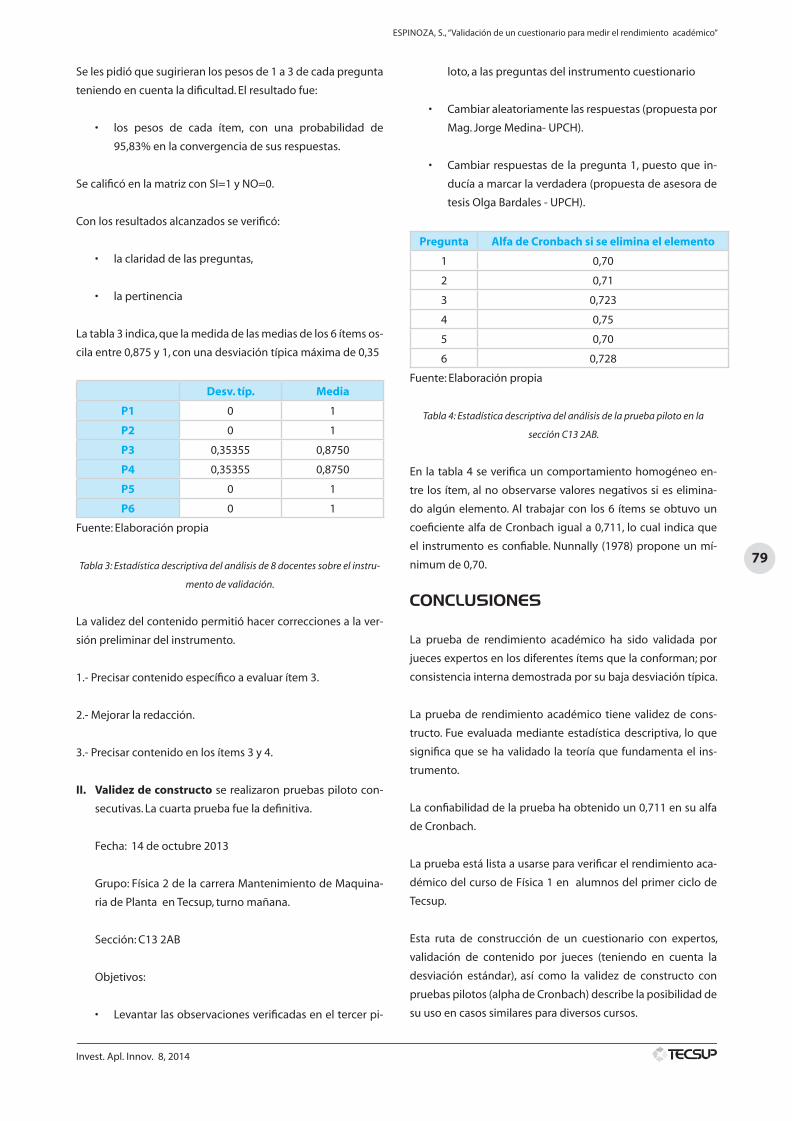
79
Invest. Apl. Innov. 8, 2014
espInozA, s., “Validación de un cuestionario para medir el rendimiento académico”
Se les pidió que sugirieran los pesos de 1 a 3 de cada pregunta
teniendo en cuenta la dificultad. El resultado fue:
• los pesos de cada ítem, con una probabilidad de
95,83% en la convergencia de sus respuestas.
Se calificó en la matriz con SI=1 y NO=0.
Con los resultados alcanzados se verificó:
• laclaridaddelaspreguntas,
• lapertinencia
La tabla 3 indica, que la medida de las medias de los 6 ítems os-
cila entre 0,875 y 1, con una desviación típica máxima de 0,35
Desv. típ. Media
P1 0 1
P2 0 1
P3 0,35355 0,8750
P4 0,35355 0,8750
P5 0 1
P6 0 1
Fuente: Elaboración propia
Tabla 3: Estadística descriptiva del análisis de 8 docentes sobre el instru-
mento de validación.
La validez del contenido permitió hacer correcciones a la ver-
sión preliminar del instrumento.
1.- Precisar contenido específico a evaluar ítem 3.
2.- Mejorar la redacción.
3.- Precisar contenido en los ítems 3 y 4.
II. Validez de constructo se realizaron pruebas piloto con-
secutivas. La cuarta prueba fue la definitiva.
Fecha: 14 de octubre 2013
Grupo: Física 2 de la carrera Mantenimiento de Maquina-
ria de Planta en Tecsup, turno mañana.
Sección: C13 2AB
Objetivos:
• Levantarlasobservacionesverificadaseneltercerpi-
loto, a las preguntas del instrumento cuestionario
• Cambiaraleatoriamentelasrespuestas(propuestapor
Mag. Jorge Medina- UPCH).
• Cambiar respuestasde lapregunta1,puestoque in-
ducía a marcar la verdadera (propuesta de asesora de
tesis Olga Bardales - UPCH).
Pregunta Alfa de Cronbach si se elimina el elemento
1 0,70
2 0,71
3 0,723
4 0,75
5 0,70
6 0,728
Fuente: Elaboración propia
Tabla 4: Estadística descriptiva del análisis de la prueba piloto en la
sección C13 2AB.
En la tabla 4 se verifica un comportamiento homogéneo en-
tre los ítem, al no observarse valores negativos si es elimina-
do algún elemento. Al trabajar con los 6 ítems se obtuvo un
coeficiente alfa de Cronbach igual a 0,711, lo cual indica que
el instrumento es confiable. Nunnally (1978) propone un mí-
nimum de 0,70.
CONCLUSIONES
La prueba de rendimiento académico ha sido validada por
jueces expertos en los diferentes ítems que la conforman; por
consistencia interna demostrada por su baja desviación típica.
La prueba de rendimiento académico tiene validez de cons-
tructo. Fue evaluada mediante estadística descriptiva, lo que
significa que se ha validado la teoría que fundamenta el ins-
trumento.
La confiabilidad de la prueba ha obtenido un 0,711 en su alfa
de Cronbach.
La prueba está lista a usarse para verificar el rendimiento aca-
démico del curso de Física 1 en alumnos del primer ciclo de
Tecsup.
Esta ruta de construcción de un cuestionario con expertos,
validación de contenido por jueces (teniendo en cuenta la
desviación estándar), así como la validez de constructo con
pruebas pilotos (alpha de Cronbach) describe la posibilidad de
su uso en casos similares para diversos cursos.
75 a 80 Tarea 011 Validacion Rev Investigación aplicada.indd 79 19/08/14 20:17
80
Invest. Apl. Innov. 8, 2014
espInozA, s., “Validación de un cuestionario para medir el rendimiento académico”
REFERENCIAS
[1] Adams, A., Vescio, V., & Ross, D. (2008). A Review of Re-
search on the Impact of Professional Learning Commu-
nities on Teaching Practice and Student Learning. Tea-
ching and Teacher Education,24 (1), 80-91.
[2] American Association for the Advancement of Science
(1989).Scienceforall. Americans. New York:Oxford Univer-
sityPress.
[3] Anastasi, A. (1986). Evolving concepts for test validation.
Annual Review of Psychology, 37, 1-15.
[4] Anderson, L., & Krathwohl, D. (Eds.) (2001). A Taxo-
nomy for Learning, Teaching, and Assessing: A Revision of
Bloom’s Taxonomy of Educational Objectives. New York:
Allyn & Bacon.
[5] Bricklin, B., & Bricklin, M. (1988). Causas psicológicas del
bajo rendimiento escolar. [México]: Pax-México Cascón.
Recuperado de http://www3.usal.es./inico/investiga-
cion/jornadas/jornada2/comunc/cl7.html
[6] Cronbach, L., & Shavelson, R. (2004). My Current
Thoughts on Coefficient. Alpha and Succesor Proce-
dures. Educational and Psychological Measurement, 64
(3), 391-418.
[7] Correa, C., & Rúa, J. (2009). Aprendizaje basado en proble-
mas en la educación superior. Medellín: Sello Editorial.
[8] Exley, K., & Dennis, R. (2007). Enseñanza en pequeños gru-
pos en Educación Superior. Madrid: Narcea.
[9] Gil, D. (1983). Tres paradigmas básicos en la enseñanza
de las ciencias. Enseñanza de las Ciencias, 1, 26-33.
[10] Gil, D. (1994). Relaciones entre conocimiento escolar
y conocimiento científico. Investigación en la Escuela,
23,17-32.
[11] Gomez, J., & Hidalgo, M. (2002). La validez en los test,
Escalas y Cuestionarios. La sociología en los escena-
rios. Centro de estudios de opinión, 1-14. Recuperado de
http://aprendeenlinea.udea.edu.co/revistas/index.php/
ceo/article/view/1750/1370
[12] Jiménez, M. (1994).Competencia social: intervención
preventiva en la escuela. Infancia y Sociedad: Revista de
estudios, 24, 21-48.
[13] Miller, S., & Fredericks, M. (2003). The Nature of “Eviden-
ce” in Qualitative Research methods. International Jour-
nal of Qualitative Methods, 2(1). Recuperado de http://
www.ualberta.ca/~iiqm/backissues/2_1/html/miller.
html
[14] Nunnally, J & Bernstein, I .(1994). Psychometric Theory.
(3a. ed.). New York: McGraw-Hill.
[15] Navarro, R. (2003) El Rendimiento Académico: Concep-
to. Investigación y Desarrollo. Reice - Revista Electrónica
Iberoamericana sobre Calidad, Eficacia y Cambio en Edu-
cación, 1, ( 2) .
[16] Pérez , J., Chacón, S. & Moreno, R. (2000). Validez de
constructo: El uso de análisis factorial exploratoria, con-
firmatoria para obtener evidencias de validez. Universi-
dad de Sevilla Psicothema, 12, (12) 442-495.
[17] PISA (2009) Results: What Students Know and Can Do –
Student Performance in Reading. Mathematics and Scien-
ce. Cedex: OECD PUBLISHING. Recuperado de www.
oecd.org/pisa/pisaproducts/48852548.pdf
ACERCA DEL AUTOR
Silvia Espinoza Suarez.
Investigadora y docente de Tecsup. Licenciada en Física de Es-
tado Sólido y maestrante de la Universidad Nacional Mayor de
San Mayor de San Marcos en la espacialidad de Estado Sólido.
Maestrante de la Universidad Peruana Cayetano Heredia con
mención en Investigación y Docencia en Educación Superior.
Original recibido: 31 de marzo 2014
Original aceptado: 29 de mayo 2014
75 a 80 Tarea 011 Validacion Rev Investigación aplicada.indd 80 19/08/14 20:17

81 a 84 Tarea Compendio Rev Investigación aplicada.indd 81 19/08/14 20:19

Lima: Av. Cascanueces 2221 Santa Anita. Lima 43, Perú
Publicación Anual Tecsup se reserva todos los derechos legales de reproducción del contenido, sin embargo autoriza la reproducción total o parcial para fines didácticos, siempre y cuando se cite la fuente.
81 a 84 Tarea Compendio Rev Investigación aplicada.indd 82 19/08/14 20:19
InstruccIones para los autores
La revista Investigación aplicada e innovación, I+i, es publicada anualmente. El objetivo de la revista es contribuir al desarrollo y difusión de investigación y tecnología, apoyando al sector productivo en la mejora de sus procesos, efi-ciencia de sus procedimientos e incorporando nuevas técnicas para fortalecer su competitividad. Las áreas principa-les de su cobertura temática son: Automatización industrial, Electrotecnia, Electrónica, Tecnologías de la Información y Comunicaciones (TIC), Ensayo de materiales, Química y Metalurgia, Educación, Mantenimiento, Tecnología Agrícola, Tecnología de la Producción, Tecnología Mecánica Eléctrica, Gestión y Seguridad e Higiene Ocupacional.
Va dirigida a los profesionales de los sectores productivos y académicos en las áreas de la cobertura temática.
Requisitos para la publicación de artículos:
1. Formato y envío del artículo
• Eltrabajodebeseroriginal,inéditoyenidiomaespañoloinglés.
• Elartículodebetenerunaextensiónentre7y14páginasenWord.
• Elinterlineadoserásencillo,fuenteTahoma,tamaño11puntos.
• Todoslosmárgenessonde2,5cmentamañodepáginaA4.
• Envíoporvíaelectró[email protected]
2. estructura del artículo
• Alcomienzodelartículosecolocaráeltítulodelainvestigación(eninglésyespañol),nombreyapellidosdelosautores y su afiliación académica e institucional.
• Acontinuaciónaparecerá–enespañoleinglésunbreveresumendelcontenidodelartículoyunaspalabrasclavecon cuerpo de 9 puntos.
• Elartículodebedividirseen:
– Introducción:Explicarelproblemageneral;Definirelproblemainvestigado;Definirlosobjetivosdelestudio;Interesar al lector en conocer el resto del artículo.
– Fundamentos: Presentarlosantecedentesquefundamentanelestudio(revisiónbibliográfica);Describireles-tudio de la investigación incluyendo premisas y limitaciones.
– Metodología:Explicacómosellevóalaprácticaeltrabajo,justificandolaeleccióndeprocedimientosytécni-cas.
– Resultados:Resumirlacontribucióndelautor;Presentarlainformaciónpertinentealosobjetivosdelestudioenformacomprensibleycoherente;Mencionartodosloshallazgosrelevantes,inclusoaquelloscontrariosalahipótesis.
– Conclusiones:Inferirodeducirunaverdaddeotrasqueseadmiten,demuestranopresupone;Responderala(s)pregunta(s) de investigación planteadas en la introducción y a las interrogantes que condujeron a la realización de la investigación.
– Referencias:TrabajarlasreferenciasbajoelformatodelAmericanPsychologicalAssociation(APA)
3. seleccIón de artículos
• Elprocedimientodeseleccióndeartículosparaserpublicadosserealizamedianteunsistemadearbitrajequeconsisteenlaentregadeltextoanónimoadosmiembrosdelconsejoeditorial,especialistaseneltema.Siambosrecomiendansupublicación,seaceptasudictamenysecomunicaalautor;sinocoinciden,eldictamendeotromiembro será definitivo.
• Unavezenviadoelartículo,cumpliendocontodaslasnormasantedichas,elconsejoderedaccióncorregiráunasola prueba, no siendo posible remitir posteriores modificaciones.
• Paracontactarconusted,rogamosqueadjuntesucorreoelectrónico,correopostal,teléfonoyfax.
81 a 84 Tarea Compendio Rev Investigación aplicada.indd 83 21/08/14 17:52

Tecsup NorteCampus TrujilloVía de Evitamiento s/n Víctor Larco HerreraTrujillo, PerúT: (44) 607800 F: (44) 60-7821MAIL: [email protected]
Tecsup CentroCampus LimaAv. Cascanueces 2221 Santa AnitaLima 43, Perú.T: (51) 317-3900 F: (51-1) 317-3901MAIL: [email protected]
Tecsup SurCampus ArequipaUrb. Monterrey Lote D-8 José Luis Bustamante y RiveroArequipa, Perú.T: (54) 426610 F: (54) 426654MAIL: [email protected]
Inst
itu
to d
e Ed
uca
ció
n S
up
erio
r Tec
no
lóg
ico
Pri
vad
o T
ECSU
P N
° 1
R
M: N
° 153
-84-
ED (1
7/02
/198
4)
R
D: N
° 054
-200
5-ED
(24/
02/2
005)
www.tecsup.edu.pe
81 a 84 Tarea Compendio Rev Investigación aplicada.indd 84 21/08/14 17:52