instrucciones de uso 2 - titantool-international.com · todos los pernos y sujetadores están en su...
TRANSCRIPT

ThermoMark Series 250
1216 • Form No. 0153743A
SISTEMA TÉRMICO DE MARCADO DE PAVIMENTO
SISTEMA TRACCIALINEE PER SEGNALAZIONI PAVIMENTALI TERMICHE
SISTEMA DE MARCAÇÃO DE PAVIMENTO TÉRMICO
- E - INSTRuCCIONES DE uSO 2
- I - ISTRuZIONI PER L’uSO 26
- P - MANuAL DE PROPRIETáRIO 50
OPERATING MANuAL

Traducción del manual de insTrucciones original ThermoMark
2
INSPECCIÓN PREVIA AL FUNCIONAMIENTO Y ACTIVACIÓN DE LA GARANTÍA• Después de que haya ajustado completamente la máquina, el cliente debe inspeccionar lo siguiente. Después de haber revisado
cada elemento, envíe un correo electrónico a [email protected] para activar la garantía.
INSPECCIÓN PREVIA AL FUNCIONAMIENTO
Ninguna pieza de los componentes en la máquina se ha dañado durante el envío. Revise si hay abolladuras y piezas sueltas, quebradas o faltantes. Corrija o reemplace según sea necesario.
Todos los pernos y sujetadores están en su lugar y fijados firmemente.
Los cojinetes se lubricaron adecuadamente. Consulte la información sobre lubricación en este manual.
El motor arrancó y funciona según las especificaciones. Todas las calcomanías están en su lugar y pegadas firmemente.
El número de serie de la máquina está registrado en el espacio que se incluye en esta página.
Pruebe y haga funcionar la unidad mientras comprueba que todos los componentes estén funcionando correctamente.
Ha leído el manual de instrucciones y el manual del motor.
Reconozco que se realizaron los procedimientos según lo descrito anteriormente en esta unidad.
Nombre en letra de imprenta Firma
Nombre de la empresa Fecha
Teléfono
Modelo del equipo Número de serie
Modelo del motor Número de serie
Fecha de entrega Vendedor

conTenidoThermoMark
3
1 PRECAUCIONES DE SEGURIDAD ___________ 41.1 Explicación de los símbolos utilizados _____________41.2 Peligros para la seguridad _______________________4
2 INTRODUCCIÓN _________________________ 62.1 Manual de instrucciones ________________________62.2 Diseño de la máquina __________________________62.3 Mantenimiento de la máquina ___________________62.4 Notas sobre materiales correspondientes __________6
3 DESCRIPCIÓN DE LA UNIDAD _____________ 83.1 Antes de comenzar ____________________________83.2 Función de la máquina _________________________83.3 Precauciones generales _________________________93.4 Diagrama del sistema _________________________103.5 Controles del sistema _________________________123.6 Datos técnicos _______________________________13
4 PREPARACIÓN DEL SISTEMA _____________ 144.1 Ajuste de la matriz del aplicador _________________144.2 Operación, ajuste y características del sistema de perlas 154.3 Aplicación de perlas con matriz cerrada ___________154.4 Acostumbrarse _______________________________16
5 OPERACIÓN ____________________________ 175.1 Encendido del aplicador _______________________175.2 Llama del quemador __________________________185.3 Encendido de los quemadores re-verber-ray _______185.4 Aplicación del material ________________________19
6 APAGADO, LIMPIEZA Y MANTENIMIENTO _ 206.1 Apagado y limpieza ___________________________206.2 Lubricación __________________________________206.3 Cuidado y mantenimiento de la matriz de aplicación 216.4 Datos de servicio del quemador infrarrojo _________216.5 Mantenimiento y reparación del quemador infrarrojo ____________________________________226.6 Datos de servicio del sistema de gas y control del quemador ___________________________________23
7 SOLUCIÓN DE PROBLEMAS ______________ 24
8 TÉRMINOS Y CONDICIONES DE TITAN ASE _ 25
ACCESORIOS Y REPUESTOS ___________________ 74Lista de repuestos para el conjunto principal(lado inferior) __________________________________ 74/75Lista de repuestos para el conjunto de matriz ________ 76/77Lista de repuestos para el conjunto de termostato _______78Lista de repuestos para el conjunto de agitador _________79Lista de repuestos para el conjunto de caldera de fusión __80Lista de repuestos para el sistema de suministro _________81Lista de repuestos para el conjunto decubierta de la matriz ________________________________82Lista de repuestos para las manillas del lado derecho _____83Lista de repuestos para el conjunto de manilla _______ 84/85Lista de repuestos para el conjunto de manilla de empuje _86Lista de repuestos para el conjunto de manilladel agitador ______________________________________87Lista de repuestos para el conjunto de quemador ________88Lista de repuestos para el conjunto de indicador _________89Lista de repuestos para el conjunto de piloto _________ 90/91
GARANTÍA __________________________________ 92
TRADUCCIÓN DEL MANUAL DE INSTRUCCIONES ORIGINAL

Precauciones de seguridad ThermoMark
4
1 PRECAUCIONES DE SEGURIDAD
1.1 ExPLICACIÓN DE LOS SÍMBOLOS UTILIZADOS
El presente manual contiene información que deberá leer y comprender bien antes de utilizar el equipo. Cuando llegue a una sección que tenga uno de los siguientes símbolos, preste especial atención y asegúrese de que se cumplen las medidas de seguridad.
Este símbolo indica un peligro potencial que puede provocar lesiones graves e incluso la muerte. A continuación se incluye información importante de seguridad.
Atención
Este símbolo indica un peligro potencial para usted o para el equipo. A continuación se incluye información importante para evitar daños al equipo o evitar situaciones que podrían provocar lesiones de segundo orden.
Peligro de incendio por gases y líquidos inflamables
Peligro de explosión por gases y líquidos inflamables
Peligro de lesiones por entrar en contacto o por la inhalación de vapores peligrosos.
Peligro de lesiones por quemaduras
i Las notas añaden información importante a la que debe prestarse especial atención.
1.2 PELIGROS PARA LA SEGURIDAD
PELIGRO: ExPLOSIONES E INCENDIOSLos gases o líquidos inflamables, tales como el propano o la gasolina, pueden encenderse o explotar y provocar lesiones graves.
PREVENCIÓN:• No use el equipo a menos que esté completamente
capacitado y calificado.• No permita que haya recipientes abiertos de sustancias
inflamables dentro de 7,6 m del equipo. No opere el equipo dentro de 3 m de ninguna estructura, material combustible o cilindros de gas.
• Apague todos los quemadores cuando agregue combustible (gas propano o gasolina) al equipo.
• Cierre de inmediato la válvula de corte del tanque si siente el olor del gas propano. Apague todas las llamas abiertas. Si persiste el olor a gas, aléjese del equipo y llame de inmediato al Departamento de Incendios desde una distancia segura.
• Siga las instrucciones de encendido de los quemadores y el soplete.
• No caliente el material del compuesto termoplástico de marcado del tránsito sobre los 232 °C.
• Debería contar con equipos extintores de incendios en funcionamiento.
• Mantenga el área de trabajo libre de desechos, lo que incluye solventes, trapos y gasolina.

Precauciones de seguridadThermoMark
5
PELIGRO: VAPORES PELIGROSOSLos vapores tóxicos son dañinos si se inhalan o entran en contacto con el cuerpo. Los vapores pueden causar náuseas graves, desmayos o envenenamiento.
PREVENCIÓN:• Debe usar equipos de protección adecuados cuando opere
el equipo, realice mantenimiento o cuando opere un área del equipo. Los equipos incluyen, entre otros, lo siguientes elementos:
- Ropa de protección y respirador, según la recomendación del fabricante del solvente, el material y el líquido.
- Guantes, zapatos, trajes, caretas de seguridad y casco de protección clasificados para temperaturas elevadas de, al menos, 260 °C.
• Use protección respiratoria cuando use el equipo.• Lea todas las instrucciones que se incluyen con la máscara
para garantizar que entregue la protección necesaria. Debe respetar todas las normas locales con respecto a la protección contra vapores dañinos.
• Lea la hoja de datos de seguridad (SDS, por sus siglas en inglés) para conocer los peligros específicos del material que va a utilizar.
PELIGRO: PELIGRO DE QUEMADURASCiertos componentes del equipo se calientan durante la operación.
PREVENCIÓN:• No toque el material ni el equipo caliente.• Permita que el material y el equipo se enfríen antes de
entrar en contacto.• Debe usar equipos de protección adecuados cuando opere
el equipo, realice mantenimiento o cuando opere un área del equipo. Los equipos incluyen, entre otros, lo siguientes elementos:
- Ropa de protección y respirador, según la recomendación del fabricante del solvente, el material y el líquido.
- Guantes, zapatos, trajes, caretas de seguridad y casco de protección clasificados para temperaturas elevadas de, al menos, 260 °C.
PELIGRO: GENERALIDADESEste producto puede causar lesiones graves o daños a la propiedad.
PREVENCIÓN:• No deje el equipo sin supervisión.• No deje el equipo en una superficie desnivelada, ya que
puede caerse o rodar. Asegúrese de que el freno esté activado siempre que no esté en uso.
• Mantenga a los niños y animales alejados del equipo y del área de trabajo.
• No sobrepase la temperatura de trabajo máxima del componente del sistema con clasificación más baja (consulte las especificaciones técnicas).
• Revise el equipo antes de cada uso. Repare o remplace de inmediato cualquier pieza desgastada o dañada.
- Use solo las piezas aprobadas por el fabricante. El usuario asume todos los riesgos y responsabilidades cuando utiliza piezas que no cumplen las especificaciones mínimas ni los dispositivos de seguridad del fabricante.
• No altere ni modifique el equipo. Cualquier intento de modificar el equipo o usar repuestos no autorizados puede provocar lesiones, dañar el equipo y anulará la garantía.
• Use el equipo solo para el propósito para el que fue diseñado. Comuníquese con el distribuidor de Titan para obtener más información.
• No llene el recipiente del material por sobre la capacidad máxima.
• Coloque las tuberías de gas, mangueras y cables lejos de bordes afilados, áreas de circulación, piezas móviles y superficies calientes.
• No doble en exceso ni tuerza las tuberías de gas.• No retire ni anule ningún dispositivo de seguridad.• Limpie inmediatamente todos los derrames de materiales
y solventes para evitar el peligro de resbalamiento.• No opere la unidad cuando esté fatigado o bajo la influencia
de drogas o alcohol.• Mantenga un extintor de incendios en el área.

inTroducción ThermoMark
6
2 INTRODUCCIÓN
2.1 MANUAL DE INSTRUCCIONES
El manual de instrucciones fue diseñado para ayudarlo en la operación y el mantenimiento del trazalíneas manual ThermoMark 250 y todas las piezas asociadas. Este manual fue diseñado como una referencia para los propietarios y operadores del trazalíneas manual ThermoMark 250 para proporcionar información sobre el uso correcto, mantenimiento y reparación de la unidad.Se comprende que no se cubren todas las situaciones en este manual. Comuníquese con Titan ASE para futuras consultas.
2.2 DISEÑO DE LA MÁQUINA
El trazalíneas manual ThermoMark 250 fue diseñado por Titan ASE para aplicar materiales de termoplástico aplicados en caliente de forma eficiente y fácil para marcar caminos en una amplia variedad de superficies de caminos. Titan ASE ha mejorado la calidad de un aplicador de termoplástico “promedio” mediante la incorporación de funciones más cómodas y fáciles de usar. Consulte la sección “Características” del manual para ver una lista de cómo el trazalíneas manual ThermoMark 250 supera la calidad de otras marcas en el mercado.
2.3 MANTENIMIENTO DE LA MÁQUINA
Con el mantenimiento adecuado, el ThermoMark 250 tendrá un rendimiento óptimo. Lea completamente este manual para comprender cómo usar mejor el equipo, además de cómo realizar mantenimiento correctamente y maximizar el rendimiento del trazalíneas manual ThermoMark 250. Mantenga la máquina limpia, en buenas condiciones y reemplace las piezas según sea necesario.
Titan ASE lo ayudará con cualquier duda, inquietud o reparación o reemplazo de piezas según sea necesario. Solo llámenos.NÚMERO GRATUITO: 1-866-273-4357
2.4 NOTAS SOBRE MATERIALES CORRESPONDIENTES
MATERIALES TERMOPLÁSTICOS
• El proveedor de material debería proporcionar solo fórmulas del tipo “extrusión” o “maestra” para usar con este equipo. Las fórmulas pueden ser en forma granulada o en bloque.
• Se pueden aplicar productos de alquid y de hidrocarburos con este equipo.
Atención
Nunca mezcle los materiales de alquid con los de hidrocarburos, ya que el material se espesará hasta el punto que no podrá fluir a través del tubo de descarga o la matriz.
DERRETIMIENTO DEL TERMOPLÁSTICO
• Esta unidad no está diseñada para derretir grandes cantidad de termoplástico. Se recomienda transferir el termoplástico derretido previamente desde una caldera de fusión separada diseñada para ese uso.
SEPARACIÓN DE PERLAS EN EL TERMOPLÁSTICO
Si se permite que el aplicador quede detenido (calentando el material sin agitación regular), las perlas de vidrio en el termoplástico se separarán y caerán hasta el fondo del tanque de material. Esta condición genera dos problemas:• Esta separación generará capas, donde el plástico derretido
flota sobre las perlas de vidrio no derretidas más pesadas, lo que minimiza la transferencia de calor desde el quemador hacia el material.
• Las perlas de vidrio llenarán el tubo de descarga y será imposible que el plástico derretido fluya a través de este.
i Mientras más caliente esté el material, más rápido ocurrirá esta condición.

inTroducciónThermoMark
7
LECTURAS DE TEMPERATURA DEL TERMOPLÁSTICO
El trazalíneas manual ThermoMark 250 está equipado con un termómetro. Sin embargo, el usuario debería estar al tanto de un diferencial de temperatura entre la pantalla y la temperatura real del termoplástico.
Atención
La diferencia entre la lectura del indicador y la temperatura real del termoplástico puede ser de hasta 10 °C
Dos condiciones separadas provocarán que la lectura de la pantalla sea superior o inferior a la temperatura real del termoplástico.
1. Fase de calentamiento
Durante esta fase, la temperatura de la pared del tanque de material se calentará más rápido que el termoplástico dentro del tanque. Por lo tanto, la pantalla del termómetro aumentará por sobre la temperatura real del material. Esta condición no se considera peligrosa.
2. Tanque de material agotado
En esta circunstancia, la sonda de temperatura del material depende de la lectura de la temperatura de la pared del tanque o de la temperatura del aire dentro del tanque, que generalmente es menor que el termoplástico. Esta condición podría permitir que el quemador realice un ciclo y sobrecaliente el termoplástico.
La temperatura excesiva del termoplástico puede causar que el material se encienda.
En cualquier caso, para obtener una lectura precisa de la temperatura del termoplástico, debería usar un indicador de temperatura distinto, tal como un termómetro infrarrojo, para tomar una lectura directa del termoplástico.
MATRICES DE APLICACIÓN
Las matrices de aplicación de esta unidad están fabricadas con precisión para entregar el máximo rendimiento y garantizar un marcado nítido y limpio. Se recomienda inspeccionar visualmente cada matriz antes de su uso. • La condición general de la matriz es muy importante.
Debería estar relativamente limpia del uso anterior, solo con una capa fina de plástico.
• La matriz no debería estar doblada ni mostrar señales de estar deformada por sobrecalentamiento. Si hay plástico en los resortes, debería reemplazarlos.
• Inspeccione los puntos de desgaste de los extremos de carburo en las cuatro esquinas en la parte inferior de la matriz. Si los extremos de carburo están desgastados o dañados, reemplace todo el rodillo lateral.
• Mida los pasos en la barra maestra para comprobar la capacidad de grosor en mm. La medida debería ser 0,025 mayor que el grosor de línea deseado para permitir el encogimiento del plástico después del enfriamiento.

descriPción de la unidad ThermoMark
8
3 DESCRIPCIÓN DE LA UNIDAD
3.1 ANTES DE COMENZAR
Se recomienda asignar una persona para operar esta máquina, para que se familiarice con la seguridad general y el mantenimiento del sistema. Es importante que todas las personas que operen esta máquina lean este manual para familiarizarse con el equipo.
3.2 FUNCIÓN DE LA MÁQUINA
La siguiente sección contiene una breve descripción de la función general de la máquina.
• El termoplástico caliente (calentado de 204 °C a 221 °C) se transfiere por gravedad al tanque contenedor (1) de ThermoMark 250. La capacidad del tanque contenedor es de 113 kg de plástico derretido.
• El operador abre una válvula con una palanca remota (2) para transferir el plástico caliente a una matriz formadora de tipo maestra (3). Cuando se llena la matriz, la válvula se cierra y la matriz se baja para que haga contacto con la superficie del camino.
• Luego, el accionamiento de una palanca remota (4) distinta abre la matriz para permitir que el termoplástico en la matriz entre en contacto con la superficie del camino.
• Entonces, el operador comienza a impulsar el aplicador aproximadamente de 1,6 a 3,2 km/h, lo que provoca que el termoplástico se extruda a través de la matriz y se forme en la superficie del camino.
• El marcado resultante se basa en el ancho y la altura de la abertura en la matriz de aplicación que se esté usando.
• Las matrices estándar son de 10 cm, 15 cm, 20 cm y 30 cm de ancho. Cada matriz está disponible en una variedad de grosores fijos de 0,060 mil a 125 mil o con una barra de matriz ajustable opcional, de 30 mil a 125 mil.
i La aplicación se logra solo cuando el aplicador realiza el movimiento hacia adelante.
• El sistema automático de perlas (5), ubicado directamente detrás de la matriz de aplicación, deja caer una capa delgada de perlas de vidrio sobre el marcado para proporcionar reflectividad.
• Cuando se alcance el extremo de la longitud de aplicación deseada, el operador mueve la palanca de la matriz para cerrarla y elevarla de la superficie del camino (3). Un cómodo gancho sujetador (6) permite que el operador fije la palanca en la posición retraída. Entonces, se puede mover la unidad a la siguiente ubicación de marcado.
Atención
Solo se pueden usar materiales aprobados, diseñados para marcado de caminos con termoplástico. Consulte “Notas sobre materiales correspondientes”, en la sección 2.4.
1
5
3
6
2
4
FIG. 1

descriPción de la unidadThermoMark
9
3.3 PRECAUCIONES GENERALES
i Lea esta información con respecto a las precauciones generales. Incluso los operadores con experiencia pueden cometer errores.
HAGA LO SIGUIENTE:
• Asegúrese de que la superficie esté limpia y sin aceite, polvo, suciedad y residuos.
• Asegúrese de que la superficie esté seca y que la temperatura del camino sea mayor que 10 °C.
• Asegúrese de que el termoplástico esté lo suficientemente caliente para adherirse a la superficie del camino, un mínimo de 199 °C. El viento, la temperatura del aire y la humedad afectan la temperatura de aplicación necesaria del material. Si es necesario, instale una línea de prueba, espere que se fije y pruebe la adhesión de la penetración en el asfalto.
• Si se necesita un sellador (aplicaciones de hormigón), asegúrese de que lo haya aprobado el fabricante del termoplástico y que sea compatible con el material que se use.
• Asegúrese de que el sellador esté seco antes de aplicar el termoplástico y de que no se haya aplicado más de 24 horas antes.
• Asegúrese de usar la matriz de aplicación del tamaño adecuado y de que la matriz no esté dañada ni desgastada (revise los rodillos de carburo).
• Asegúrese de que el quemador de la matriz (infrarrojo) mantenga la matriz lo suficientemente caliente para que la temperatura de instalación real se mantenga sobre los 199 °C.
i La temperatura del material caerá durante la transferencia desde el tanque contenedor hasta la matriz de aplicación.
• Asegúrese de que su equipo esté funcionando correctamente para obtener los mejores resultados.
• Agite el termoplástico regularmente, aproximadamente cada tres a cuatro minutos para el termoplástico a 204 °C y con mayor frecuencia para material más caliente.
NO HAGA LO SIGUIENTE:
• Nunca instale líneas de termoplástico sobre líneas existentes que tengan varias capas de pintura descamada o descascarillada (instale solo si la pintura es delgada o está casi desgastada completamente).
• Nunca instale líneas de termoplástico sobre uniones longitudinales. Cuando sea posible, o cuando se necesite, limpie todas las uniones con aire comprimido.
• Nunca instale termoplástico en una superficie de camino húmeda o sucia.
• Nunca instale termoplástico sobre perlas reflectantes sobrepuestas. Cuando aplique sobre una línea de termoplástico fresca, primero quite todas las perlas sueltas de la línea con un cepillo (Por ejemplo: Después de volver a llenar el tanque).
• Cuando use esténcils, nunca permita que el producto antiadherente entre en contacto con la superficie del camino. El termoplástico no se adherirá a la superficie.
• Nunca sustituya las fórmulas de termoplástico pulverizado por fórmulas de extrusión.
• Nunca mezcle termoplástico de hidrocarburo con termoplástico de alquid.
• Nunca deje desatendida una máquina de aplicación en caliente.
descriPción de la unidad ThermoMark
10
8
9
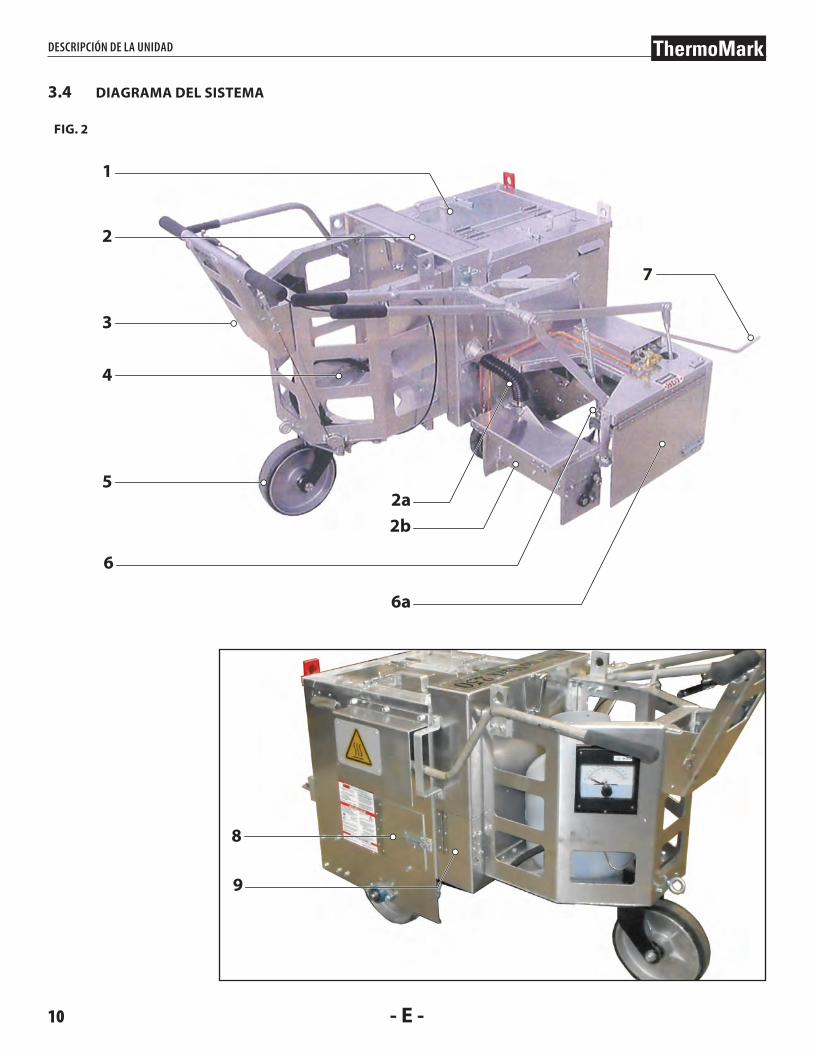
3.4 DIAGRAMA DEL SISTEMA
FIG. 2
2
5
7
4
3
1
2b
6a
6
2a

descriPción de la unidadThermoMark
11
ELE. DESCRIPCIÓN FUNCIÓN
1 Tanque contenedor (caldera)
El material termoplástico derretido previamente se vierte en el tanque contenedor. El tanque contenedor puede contener hasta 113 kg de termoplástico derretido y mantener una temperatura del material entre 204° C y 221 °C. El interior del tanque contenedor está separado en dos módulos por una rejilla.
El tanque contenedor tiene dos puertas de acceso:
• La puerta más grande está ubicada sobre el módulo donde se vierte y agita el material termoplástico derretido previamente.
• La puerta pequeña está ubicada sobre el módulo donde el material termoplástico derretido previamente se descarga en la matriz.
• Ambas puertas permiten un acceso fácil para la limpieza.
• La parte inferior de la caldera está completamente cerrada para evitar que el quemador se apague. La cámara de la caldera está completamente aislada con un aislamiento de 2,5 cm. La fabricación consta de la pared exterior, seguida del aislamiento, una pared interior para retener el calor y un aislamiento de protección.
2 Depósito de perlas El depósito de perlas tiene un ancho de 12,5 cm para cargarlo fácilmente y puede contener hasta 23 kg de perlas. Para descargar las perlas desde el depósito de perlas a la caja de perlas, accione la matriz y el dispensador de perlas: palanca interior derecha.
a Tubo de descarga de perlas
La ruta de descarga de las perlas entre el depósito y el dispensador.
b Dispensador de perlas Una vez activado con la palanca interior derecha, las perlas se desplazarán desde el depósito hasta el dispensador, donde se aplicarán en el termoplástico que se ha aplicado recientemente.
3 Unidad principal La unidad principal es completamente modular y fabricada con aluminio. Se pueden retirar los pernos de ciertas piezas, las que se pueden cambiar según sea necesario.
4 Módulo del tanque de propano (PL)
Esta es el área donde se monta el tanque de propano (PL). Una vez conectado, el tanque de PL es la fuente de combustible de los quemadores que mantienen el termoplástico caliente. El tanque de PL no se incluye con el sistema y se debe comprar por separado.
5 Rueda giratoria La rueda giratoria es una característica exclusivamente diseñada para aliviar las molestias y la tensión de trabajar con un trazalíneas manual. Esta rueda, que está ubicada en la parte posterior del trazalíneas manual, permite un radio de giro en 360°, lo que evita la necesidad de levantar el trazalíneas, aliviando así la fatiga de la espalda.
• La rueda giratoria también está diseñada para bloquearse automáticamente después de terminar.
• La rueda está diseñada con una palanca de liberación rápida para desbloquear la rueda con facilidad.
• Las ruedas tienen un tamaño de 25 cm x 7 cm para fomentar la estabilidad.
• Los cojinetes de precisión en todas las ruedas y en el semieje principal mantienen un movimiento suave y sin esfuerzo.
6 Matriz El material termoplástico se desplaza desde el tanque contenedor hasta la matriz cuando se activa la palanca exterior derecha. La matriz descarga el material en la superficie de marcado cuando se activa la palanca interior derecha.
• La garra de la matriz es capaz de pivotar suavemente por la superficie. Esto permite que la matriz refleje la imagen del camino y, además, lo hace económico, ya que siempre colocará el grosor correcto.
• El calibre de la matriz tiene una barra de distancia ajustable con ranuras para realizar los ajustes de distancia (Por ejemplo: 0,60, 0,90, 0,125 mil).
a Cubierta de la matriz Se puede abrir esta puerta para permitir un acceso fácil cuando cambie las matrices.
• La puerta tiene una lengüeta para bloquearla en la posición “HACIA ARRIBA”, de modo que no caiga cuando cambie las matrices. Un quemador de matriz RE-VERBER-RAY está ubicado sobre la matriz.
7 Guía Cuando se alinea adecuadamente con el borde de la matriz, la guía permite que el usuario siga de manera más precisa la dirección y la ubicación del termoplástico que se aplicará. Esto se puede ajustar según los parámetros de la matriz.
8 Puertas de acceso al quemador
Los quemadores se encuentran detrás de la puerta de acceso al quemador. Los quemadores calientan la caldera.
Las válvulas de gas están ubicadas bajo el depósito de perlas para mantenerlas alejadas de los elementos. Se proporcionan puertas de acceso fácil para encender la unidad.
• Se usan tuberías de cobre para el suministro de gas, así como válvulas de cierre de GLP certificadas.
9 Puerta de acceso al piloto
La luz piloto se encuentra detrás de la puerta de acceso al piloto. La luz piloto es la fuente de llama necesaria para mantener el material caliente.

descriPción de la unidad ThermoMark
12
3.5 CONTROLES DEL SISTEMA
1
2
3
4
6
5*
5*
FIGURE 3

descriPción de la unidadThermoMark
13
ELE. DESCRIPCIÓN FUNCIÓN
1 Control de la válvula de material: Palanca exterior derecha
El control de la válvula de material permite que el material se desplace desde el tanque contenedor calentado (caldera) hasta la matriz, donde se puede aplicar posteriormente en la superficie.
2 Matriz y dispensador de perlas: Palanca interior derecha
Esta palanca elevará y bajará la matriz a la superficie de marcado, y también descargará simultáneamente las perlas reflectantes en el dispensador de perlas.
3 Brake lever La unidad viene equipada con frenos delanteros dobles, una función exclusiva de Titan ASE para el trazalíneas manual ThermoMark 250.
• Estos frenos son completamente ajustables y se controlan con una palanca de manillar para el frenado de aparcamiento o de fricción.
4 Palanca de la rueda giratoria Tirar de esta palanca desbloqueará la rueda giratoria de su alineación recta y permitirá que gire. Una vez liberada la palanca, la rueda se bloqueará nuevamente cuando esté en posición recta.
5 Termostato El termostato es donde se puede ajustar la temperatura del material. Viene montado en un costado para ofrecer una mejor vista de la temperatura y de la operación durante procedimientos de encendido.
6 Agitador: Palanca izquierda El agitador revuelve el material para evitar que las perlas de vidrio en el termoplástico se hundan hasta el fondo. Para accionar el agitador, el usuario debe activar la palanca izquierda.

PreParación del sisTema ThermoMark
14
4 PREPARACIÓN DEL SISTEMA
i Lea y comprenda las advertencias de la sección Precauciones de seguridad que aparecen en la primera parte de este manual antes de operar este equipo.
i El equipo viene ajustado previamente de fábrica. Sin embargo, es posible que se deban realizar ajustes.
4.1 AJUSTE DE LA MATRIZ DEL APLICADOR
i Los ajustes a la matriz del aplicador se deben realizar antes de calentar el sistema. El aplicador tiene dos ubicaciones de ajuste. Para el ajuste inicial y para la revisión, utilice una matriz nueva.
La matriz es pesada y contiene algunos bordes afilados. Para evitar lesiones, use guantes de protección cuando la instale o la cambie.
1. Coloque el aplicador en una superficie plana y limpia.
2. Asegúrese de que la válvula de material esté completamente cerrada.
3. Abra la cubierta de la matriz (consulte la figura 2, elemento 6a). Gire la lengüeta de bloqueo alrededor para fijar la puerta en posición abierta.
4. Tire de la palanca de retención de la matriz hacia el lado opuesto de la unidad con una mano. Los pasadores del retenedor deberían estar casi verticales.
5. Mientras afirma la matriz con la otra mano, alinee las garras de la matriz con los pasadores en el retenedor de la matriz. Apoye las garras en el retenedor con un pasador ubicado en el espacio entre las garras.
FIG. 4
GARRAS DE LA MATRIZ
PASADORES
PALANCA DEL RETENEDOR
DE LA MATRIZ
i Ajustar la matriz en los pasadores es más fácil cuando se usa el espacio que se crea por abrir la cubierta de la matriz.
i Los ganchos en la matriz se deberían deslizar sobre la parte superior del eje del retenedor y los pasadores del retenedor deberían estar en la parte superior de los ganchos de la matriz. Este método de acoplamiento debería permitir que la matriz tenga una baja presión del resorte de torsión del retenedor.
6. Levante la matriz en forma manual para garantizar que haya espacio alrededor de la válvula de material. No permita que la matriz gire de derecha a izquierda durante este paso. Espere para conectar la conexión de la matriz.
7. Cuando haya conectado la matriz al retenedor, inspeccione visualmente cómo los rodillos de la matriz quedan apoyados sobre la superficie.
i El ajuste ideal debería permitir un espacio de 0.08 cm en los extremos de carburo delanteros. Los extremos de carburo traseros deberían hacer contacto con la superficie de manera uniforme.
8. Si debe hacer ajustes, use una llave de 9/16” para soltar las dos tuercas hexagonales en la superficie de la carcasa de la matriz. Levante o baje la placa de apoyo para realizar los ajustes apropiados. Cuando vuelva a apretar las tuercas, asegúrese de que la separación en las ranuras respectivas sea pareja.
9. Cuando los rodillos de la matriz estén ajustados de forma correcta, se puede conectar la conexión de la matriz. Desbloquee la palanca de la matriz y gírela hacia adelante todo lo que pueda. Ajuste la conexión para que sea más pequeña si llega al suelo.
10. Para abrir la matriz de forma manual, presione el yugo de la abrazadera hacia adelante. Asegúrese de que los extremos de carburo delanteros no se levanten del suelo.
11. Sostenga la matriz en esta posición y ajuste la longitud de la conexión, para que el orificio en la lengüeta de la conexión se alinee con el orificio en el yugo de la abrazadera en la matriz.
12. Inserte el pasador y mueva el anillo para retener el pasador, asegúrese de que no interfiera con la superficie del camino.
Se recomienda insertar el pasador desde la entrada exterior. Esto mantendrá sus manos lejos de la matriz en caso de deslizamientos y fallas.

PreParación del sisTemaThermoMark
15
13. Gire la palanca de la matriz hacia atrás para cerrar y levantar la matriz. Para verificar los ajustes del pivote del retenedor, gire de forma manual el conjunto de retenedor de izquierda a derecha.
i El ajuste ideal debería ser una ligera resistencia en el movimiento. Si está muy suelta o muy apretada, la matriz no tendrá un rendimiento correcto durante la aplicación de la línea.
4.2 OPERACIÓN, AJUSTE Y CARACTERÍSTICAS DEL SISTEMA DE PERLAS
El sistema de perlas del ThermoMark 250 proporciona el volumen suficiente para eliminar la necesidad de volver a llenar las perlas antes de volver a llenar el termoplástico.
Se puede ajustar el dispensador de perlas automático de 10 cm de ancho a 30 cm de ancho. Para ajustar el ancho, tire del pasador en la palanca de ajuste y mueva la palanca hacia la ubicación del ancho deseado. Deje que el pasador quede fijo de vuelta en el orificio debajo del ajuste deseado para bloquear la palanca en su lugar.
FIG. 5
PALANCA DE AJUSTE
PASADOR
La frecuencia de aplicación de las perlas es preestablecida en la fábrica para proporcionar un mínimo de 1.1 lbs. per square foot (pie cuadrado). Esta frecuencia permanece constante sin importar el ajuste de ancho o la velocidad de propulsión del aplicador.
Para enganchar el dispensador de perlas, debe levantar la palanca de la conexión de la matriz a la posición vertical completa (palanca interior derecha). Esta acción permite que la rueda del dispensador de perlas entre en contacto con la rueda del aplicador.
Este diseño simple también incluye una función donde el dispensador de perlas sigue aplicando perlas con la matriz de aplicación cerrada y sobre la superficie del camino Esta función permite que el operador siga aplicando perlas al final del marcado, para cubrir la distancia entre la matriz y el dispensador de perlas.
4.3 APLICACIÓN DE PERLAS CON MATRIZ CERRADA
1. Instale una matriz limpia y conecte todas las conexiones según lo estipulado en la parte “Matriz del aplicador”, descrita anteriormente en esta sección. Es recomendable que la matriz sea nueva, pero más importante, se debe abrir y cerrar libre y completamente.
2. Para abrir la matriz, coloque la palanca de la matriz (palanca interior derecha) en posición vertical completa. Tire lentamente la palanca hacia abajo, hasta que se cierre la matriz, pero que no se levante de la superficie del camino.
3. En esta posición, ajuste la biela de conexión roscada al dispensador de perlas, para que el contacto en la rueda del aplicador genere la fricción necesaria para girar la rueda del aplicador de perlas sin saltos.
4. Pruebe para comprobar que cuando la palanca de la matriz (palanca interior derecha) esté completamente hacia abajo y enganchada, el dispensador de perlas esté completamente desenganchado.
5. Pruebe la aplicación de perlas con la matriz cerrada y sobre la superficie del camino. Durante la propulsión, el dispensador de perlas debería aplicar perlas con la matriz sobre la superficie del camino y en posición cerrada, para lograr una completa cobertura de perlas al final de la línea.
6. Revise si hay un pequeño deslizamiento de la biela de ajuste de perlas a través del orificio en el soporte lateral del aplicador de perolas.
7. Para no aplicar perlas, mueva la palanca hacia adelante, hasta la posición OFF (Cerrado).

PreParación del sisTema ThermoMark
16
8. Después de completar este ejercicio, baje y apunte el indicador hacia la superficie del camino. Fije una línea de tiza derecha de 6 metros de largo. Observe el indicador e intente seguir la línea lo más cerca posible, use solo su cadera para empujar el aplicador y sus manos para controlar las palancas.
i Cuando opere este sistema, es una buena idea que otra persona lo ayude. Se necesita un poco de práctica para coordinar abrir y cerrar la válvula de material y la matriz mientras empuja el aplicador y sigue una línea de tiza. La persona que lo ayude puede abrir y cerrar la válvula de material mientras el operador principal se puede concentrar en las otras tareas. Una persona puede operar esta máquina de forma cómoda, pero se necesita práctica. La repetición generará confianza, y esta facilitará el proceso para el usuario.
Ahora está listo para probar estos ejercicios con termoplástico caliente, pero primero lea lo siguiente para familiarizarse con otros procedimientos relacionados con la operación de este equipo.
Cuando realice las operaciones anteriores con termoplástico caliente, tenga presente que el marcado permanecerá caliente por, al menos, 30 segundos después de su aplicación. No pise el marcado.
4.4 ACOSTUMBRARSE
i Esta sección está diseñada para orientar a usuarios nuevos y sin experiencia en los equipos de marcado de líneas de termoplástico.Antes de intentar derretir e instalar termoplástico, practique los ejercicios que se encuentran en esta sección para ayudarlo a comprender la función de este equipo. No use perlas de termoplástico ni de vidrio en este momento.
i Coloque siempre el freno de aparcamiento cuando el aplicador está inactivo. Para enganchar el freno de aparcamiento, levante la palanca de freno y colóquela en STOP (Parada) para bloquearla. Intente empujar la unidad para garantizar que colocó el freno.Con un aplicador nuevo, se puede abrir y cerrar la válvula de material libremente, ya que no se ha introducido termoplástico a la válvula.
Instale una matriz nueva y limpia que se pueda abrir y cerrar libremente y practique los siguientes pasos:
1. Ajuste la manilla de empuje hacia arriba o abajo para lograr la comodidad óptima.
2. Con la palanca de la matriz (palanca interior derecha), baje la matriz a la superficie del camino, luego enganche completamente la palanca en la posición vertical para así abrir la matriz.
3. Sobre una superficie limpia y nivelada, comience a empujar el aplicador, tomando en cuenta que la rueda de transmisión del dispensador de perlas gira y que la matriz se desliza libremente sobre la superficie del camino.
4. Después de aproximadamente 6 a 9 metros de movimiento, retraiga la palanca de la matriz (palanca interior derecha) hasta que la matriz se cierre, pero no enganche la palanca.
5. Siga empujando el aplicador, tomando en cuenta que el dispensador de perlas sigue girando. Después de verificar que el dispensador de perlas sigue girando, retraiga y enganche la palanca de la matriz (palanca interior derecha).
6. Llene el dispensador con perlas limpias y secas y repita los pasos anteriores, aplique solo perlas.
7. Mientras empuja la máquina, pruebe abrir y cerrar la válvula de material (palanca exterior derecha), deje la válvula abierta por 3 a 4 segundos. Repita en intervalos de 15 segundos, como si estuviera aplicando termoplástico en la superficie del camino y llenara la matriz gastada con termoplástico de la caldera.
oPeraciónThermoMark
17
5 OPERACIÓN
i Antes de encender el sistema, asegúrese de que el aplicador contenga una cantidad mínima de una bolsa de termoplástico o de mantener 1/4 de la caldera llena.
Use equipos de protección personal, como ropa resistente al calor, cuando llene con termoplástico. Use las manillas existentes en el equipo cuando llene con termoplástico, para facilidad de uso.La superficie exterior del tanque contenedor se calentará cuando caliente el termoplástico. Evite el contacto directo con la superficie. Mantenga las puertas del tanque contenedor cerradas durante el calentamiento. NUNCA coloque sus manos dentro del tanque contenedor mientras los quemadores estén encendidos.
5.1 ENCENDIDO DEL APLICADOR
NUNCA deje un aplicador encendido sin supervisión.NO permita que el quemador opere con un tanque de material vacío.Debería usar guantes resistentes al calor cuando encienda el aplicador.
1. Conecte un tanque de combustible PL (propano líquido) de 9,1 kg al conector de propano en la manguera de gas (el conector de propano tiene roscas hacia la izquierda).
2. Asegúrese que los elementos siguientes estén colocados correctamente.
APAGADO CERRADOTermostato Válvula de material
Válvula de seguridad de gas PL
Válvula de llave infrarroja
3. Para abrir la válvula del tanque de combustible PL, gire la perrilla en el sentido contrario al de las agujas del reloj.
4. Revise de inmediato si escucha una fuga. Para revisar de forma adicional si hay otras fugas, moje todos los accesorios con una solución de agua jabonosa y observe si aparecen burbujas. Apriete o reemplace según sea necesario.
Si encuentra una fuga que no puede reparar apretando un accesorio (por ejemplo, una manguera dañada), CIERRE la válvula del tanque de combustible PL de inmediato y reemplace la fuente de la fuga.
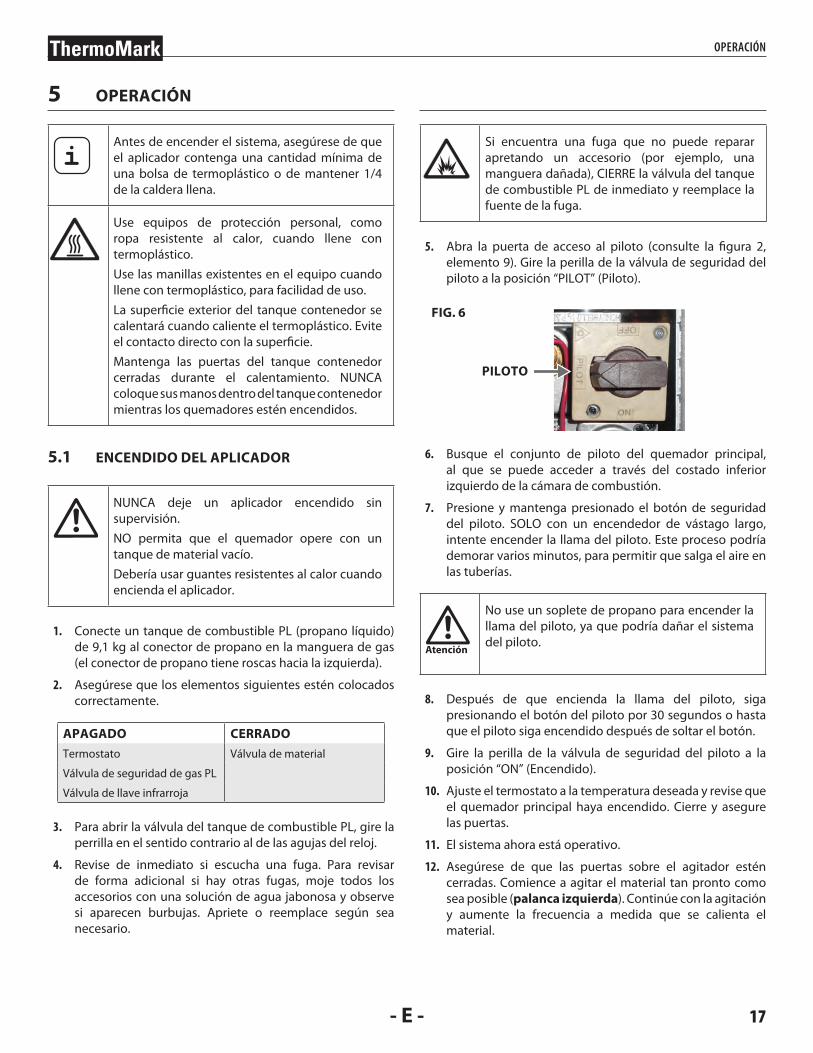
5. Abra la puerta de acceso al piloto (consulte la figura 2, elemento 9). Gire la perilla de la válvula de seguridad del piloto a la posición “PILOT” (Piloto).
FIG. 6
PILOTO
6. Busque el conjunto de piloto del quemador principal, al que se puede acceder a través del costado inferior izquierdo de la cámara de combustión.
7. Presione y mantenga presionado el botón de seguridad del piloto. SOLO con un encendedor de vástago largo, intente encender la llama del piloto. Este proceso podría demorar varios minutos, para permitir que salga el aire en las tuberías.
Atención
No use un soplete de propano para encender la llama del piloto, ya que podría dañar el sistema del piloto.
8. Después de que encienda la llama del piloto, siga presionando el botón del piloto por 30 segundos o hasta que el piloto siga encendido después de soltar el botón.
9. Gire la perilla de la válvula de seguridad del piloto a la posición “ON” (Encendido).
10. Ajuste el termostato a la temperatura deseada y revise que el quemador principal haya encendido. Cierre y asegure las puertas.
11. El sistema ahora está operativo.
12. Asegúrese de que las puertas sobre el agitador estén cerradas. Comience a agitar el material tan pronto como sea posible (palanca izquierda). Continúe con la agitación y aumente la frecuencia a medida que se calienta el material.

oPeración ThermoMark
18
Asegúrese de que las puertas sobre el módulo que contiene el agitador estén cerradas. NUNCA coloque sus manos dentro del tanque contenedor mientras los quemadores estén encendidos.
i Podría haber una variación entre el ajuste del termostato y la temperatura real del material. Esta variación va a disminuir después de aproximadamente una hora de operación. Es importante controlar el manómetro del material para determinar si es necesario compensar. Ajuste el termostato según sea necesario.Controle de forma constante la temperatura del material y vuelva a revisar con un termómetro infrarrojo.
5.2 LLAMA DEL QUEMADOR
Controle la llama del quemador para ver si se apaga antes de que el material alcance la temperatura establecida. Este fenómeno es común. Esto sucede debido a que la sonda de detección está instalada en la parte inferior de la rejilla del tanque. La temperatura es más alta que la temperatura del material, especialmente durante el arranque. Ajuste el termostato a una temperatura más alta para compensar esta desviación.Tenga presente que bajo esta circunstancia, es posible que el quemador no reduzca el ciclo en la temperatura correcta. Cuando logre la temperatura deseada del material, vuelva a ajustar el termostato hasta que se apague la llama del quemador. No debería necesitar más ajustes del termostato.
5.3 ENCENDIDO DE LOS QUEMADORES RE-VERBER-RAY
Los quemadores re-verber-ray también se pueden encender sin la ayuda de la llama piloto. Se puede utilizar este procedimiento si el piloto no está funcionando y se debe reemplazar.
Se DEBEN usar guantes resistentes al calor, ya que el retroceso de la llama se asocia comúnmente con el encendido de los quemadores.
i La tubería de gas que alimenta el sistema de quemador re-verber-ray está equipada con una válvula de llave de gas de 1/4". La válvula en la tubería es una válvula de cierre de GLP estándar. En la posición ON (Abierta), con la mariposa paralela a la tubería de combustible, la válvula de GLP estándar permite en flujo pleno del gas.
1. Gire las válvulas de llave de gas, de modo que la mariposa esté paralela con la tubería de combustible. La válvula ahora está abierta.
2. Intente inmediatamente encender los quemadores re-verber-ray con un soplete manual pequeño o un encendedor de vástago largo. Tenga cuidado con los destellos.
i Después de encender el quemador re-verber-ray, puede tomar varios minutos para que la superficie del quemador brille de color rojo.

descriPción del aParaTo ThermoMark
19
5.4 APLICACIÓN DEL MATERIAL
1. Revise para confirmar que la válvula de material esté completamente cerrada.
2. Transfiera solo la cantidad de termoplástico que pretende usar a la caldera. Realice esta transferencia dentro de 15 minutos después de encender los quemadores. Siempre cierre y asegure las puertas de la caldera después de llenarla.
Use equipos de protección personal, como ropa resistente al calor, cuando llene con termoplástico. Use las manillas existentes en el equipo cuando llene con termoplástico, para facilidad de uso.La superficie exterior del tanque contenedor se calentará cuando caliente el termoplástico. Evite el contacto directo con la superficie.
i Siempre cribe el termoplástico derretido cuando lo transfiera. Nunca llene el aplicador en exceso, y mantenga la parte superior de la unidad raspada y sin derrames accidentales.
3. Si usa la máquina para derretir termoplástico, espere que el producto alcance los 210 °C antes de intentar continuar.
4. Para llenar la matriz de aplicación, accione la palanca de la válvula de material (palanca exterior derecha).
Atención
Cuando llene la matriz con material, NUNCA permita que se desborde.
5. Aplique el material según lo desee en la superficie con los controles, como se muestra en la sección 4.4.
6. Para agitar el material con frecuencia con el agitador (palanca izquierda). Las perlas del termoplástico se pueden asentar en el fondo de la caldera, lo que puede causar una capa accidental de aislamiento que provocará un calentamiento ineficiente.
i El termoplástico no necesita agitación bajo los 149 °C. Sin embargo, la agitación es necesaria para comenzar a 162 °C, y su frecuencia aumenta aproximadamente de 3 a 5 minutos a 215 °C.
7. Siempre use el termoplástico en este equipo dentro de 30 minutos, o bien, vacíelo y recíclelo en una caldera de fusión más grande.
8. No permita que esta unidad se enfríe con una caldera llena de material; intente vaciar la mayor cantidad de material posible de la caldera antes de apagarla. Se recomienda limpiar la tubería de material (la tubería tendida entre la caldera y la matriz) con un trozo de manguera hidráulica de 3/4”.
Nunca deje la llama encendida si el tanque de material está vacío. Cuando se permite que esto suceda, el sobrecalentamiento y el fogonazo de material son más posibles.

aPagado, limPieZa Y manTenimienTo ThermoMark
20
6 APAGADO, LIMPIEZA Y MANTENIMIENTO
i La limpieza adecuada es la mejor manera de garantizar la vida útil prolongada de esta máquina.
6.1 APAGADO Y LIMPIEZA
i Realice estos pasos cuando la unidad aún esté caliente. No permita que la unidad se enfríe primero.
Use equipos de protección personal, como ropa y guantes resistentes al calor.
1. Cuando termine el día de trabajo, gire la válvula del tanque de PL en el sentido de las agujas del reloj para cerrarla.
2. Mueva todas las válvulas de gas restantes a la posición OFF (Cerrado).
3. Revise el suministro de gas restante para el siguiente día de trabajo. Siempre mantenga a la mano un tanque de repuesto de gas de PL.
4. Vacíe completamente la caldera y raspe la parte superior y los costados para limpiar todos los derrames.
i Raspe con frecuencia el interior de la caldera mientras está caliente para evitar la acumulación de resinas en áreas donde el agitador no tiene contacto con la pared del tanque.
5. Retire la matriz mientras aún esté caliente y raspe la mayor cantidad posible de termoplástico. Este nivel de limpieza proporcionará un arranque sin problemas el siguiente día, siempre que la matriz no tenga masas gruesas de termoplástico.
i La matriz se debe almacenar en posición completamente cerrada. Si lo desea, limpie completamente la matriz, pero comuníquese con la fábrica para obtener información acerca de la solución de limpieza adecuada.
6. Si la unidad se mantendrá inactiva más que durante la noche, vacíe todas las perlas del dispensador de perlas para evitar la contaminación a causa de la humedad.
7. Raspe con frecuencia el interior del tanque de material mientras está caliente para evitar la acumulación de resinas en áreas donde el agitador no tiene contacto con la pared del tanque.
6.2 LUBRICACIÓN
i Este equipo produce muy poca demanda de carga o velocidad en los cojinetes. Es mejor lubricar la unidad diariamente en pequeñas cantidades, en lugar de una dosis grande por semana.
1. Lubrique los cojinetes del eje, al menos una vez cada 20 horas de funcionamiento, con grasa para altas temperaturas.
Este procedimiento no debería dejar exceso de grasa en el cojinete.
aPagado, limPieZa Y manTenimienToThermoMark
21
6.3 CUIDADO Y MANTENIMIENTO DE LA MATRIZ DE APLICACIÓN
i Las matrices de esta unidad son algo frágiles, debido a los rodillos de carburo y la estructura de aluminio. Sin embargo, las matrices proporcionarán una vida útil prolongada con un poco de cuidados básicos y mantenimiento diario.
Las matrices de esta unidad están fijas y tienen una aplicación de grosor ajustable, lo que proporciona un grosor de línea específico para una matriz dada. El grosor en mm está estampado en la superficie de la barra de extrusión. Este es un grosor de aplicación teórico, ya que el termoplástico es un producto que se encoje cuando se enfría. Las velocidades de encogimiento y enfriamiento pueden variar drásticamente con las variaciones de la fórmula de termoplástico, la temperatura ambiente y la textura de la superficie del camino.Todas las matrices se fabrican con una compuerta de extrusión con una sobredimensión de 25 % o más (es decir, una matriz de 90-mil está cortada a una profundidad de 113 mil). Cabe destacar que, en las condiciones correctas, el termoplástico se puede encoger hasta un 30 % cuando se enfría.• Mantenga la matriz lo más limpia posible entre usos.Siempre
almacene la matriz en una posición completamente cerrada, donde el borde interior de la zapata va por debajo de la compuerta de la barra de extrusión.
• Reemplace los resortes si la matriz no cierra correctamente. Siempre tenga, al menos, 6 resortes de matriz adicionales.
• Manipule la matriz con cuidado para no dañar los rodillos de carburo.
• Antes de usar, inspeccione la matriz en busca de deformación visible, aluminio doblado y rodillos de carburo desportillados o desgastados. Si la matriz está deformada o doblada, se debe volver a procesar para proporcionar un rendimiento óptimo.
• Es aceptable calentar la matriz con un soplete, pero tenga sumo cuidado cuando lo haga. Cuando caliente una matriz con un soplete, tenga cuidado para que ninguna de las superficies de aluminio se sobrecaliente y, EN NINGUNA CIRCUNSTANCIA, debe aplicar calor a los resortes. Use un soplete con una llama ancha y mantenga la llama en movimiento en todo momento. Los componentes de acero, como los rodillos de la matriz y la barra de extrusión, necesitarán más calor que los componentes de aluminio.
• Nunca intente forzar la apertura de una matriz cuando esté fría, y use el mínimo de esfuerzo después de calentarla.
6.4 DATOS DE SERVICIO DEL QUEMADOR INFRARROJO
PROCESAMIENTO
El encendido correcto del gas en la superficie de los quemadores infrarrojos, conocido como “procesamiento”, es absolutamente indispensable. La condición de procesamiento es evidente cuando una llama delgada azul cubre la cuadrícula refractaria del quemador y la rejilla metálica de protección brilla de color rojo.Para lograr la condición de procesamiento, controle cuidadosamente la mezcla de aire y combustible por medio de un equilibrio del diámetro del orificio en comparación con la presión del combustible. La mezcla adecuada de aire y combustible producirá una excelente transferencia de calor infrarrojo a los materiales sólidos en la parte delantera de la rejilla de procesamiento, sin la retracción de las llamas abiertas.
PREENCENDIDO
Debido a la naturaleza en que funciona este sistema, es posible tener una condición conocida como “preencendido”. Esta condición ocurre generalmente cuando se sobrecalienta el quemador, lo que hace que la mezcla de aire y combustible se encienda antes de alcanzar la cuadrícula refractaria. El preencendido se puede identificar si se escucha un sonido de aullido o borboteo proveniente del conjunto de quemador.
1. Cuando ocurre el preencendido, apague inmediatamente el sistema de quemador. Si se deja en funcionamiento, se producirá una acumulación excesiva de carbono, lo que provocará ineficiencia y, finalmente, daños permanentes.
2. Permita que el sistema se enfríe durante aproximadamente 5 minutos y vuelva a encenderlo. Tan pronto como ocurra el encendido correcto, gire la válvula perpendicular a la tubería de combustible para reducir la posibilidad de preencendido. Si el problema continúa, comuníquese con el servicio técnico.
aPagado, limPieZa Y manTenimienTo ThermoMark
22
TUBERÍAS DE SUMINISTRO
Las tuberías de suministro del quemador infrarrojo contienen un orificio que causará un funcionamiento ineficiente si se obstruye o restringe. Siga estos pasos para eliminar la obstrucción.
1. Retire el conjunto.
2. Suelte la arandela de flujo de aire y la contratuerca ubicada en la unidad.
3. Destornille el orificio desde el extremo e inspeccione visualmente el diámetro del orificio. Rectifique con una perforadora de orificios n.° 77 si es necesario.
Atención
NO aumente el diámetro del orificio.
4. Inspeccione visualmente el inspirador de aire y retire las obstrucciones con aire comprimido.
5. Vuelva a armar con una separación mínima de 2,4 mm en la arandela de entrada de aire. Cuando fije las uniones a las piezas fundidas infrarrojas, use una capa muy delgada de compuesto para unión de tuberías de PTFE en las superficies de sellado cónicas en las conexiones. Asegúrese de no aplicar demasiado y de evitar que el exceso de compuesto caiga dentro de la pieza fundida. Asegúrese de que las conexiones de unión estén apretadas, ya que incluso una fuga pequeña puede causar un quemado inadecuado.
6. Si este procedimiento no resuelve el problema, comuníquese con servicio técnico.
6.5 MANTENIMIENTO Y REPARACIÓN DEL QUEMADOR INFRARROJO
i Se debe limpiar la carcasa si se forma un exceso de carbono dentro del quemador. Los métodos de limpieza adecuados exigen desmontar el múltiple y las tuberías de suministro hacia las piezas fundidas del quemador.
1. Corte el suministro de gas principal en el tanque. Abra la válvula de gas GLP infrarroja.
2. Desconecte la tuerca de la tubería de cobre detrás de las válvulas de gas GLP, luego desconecte las dos uniones de tuberías en la parte superior de las piezas fundidas del quemador.
3. Retire las tuberías y el múltiple como un conjunto.
4. Asegúrese de que las piezas fundidas del quemador estén completamente frías, luego use una manguera de aire para disparar aire comprimido hacia el interior del cuello abierto de cada quemador. Si el exceso de carbono es evidente, se deben retirar los quemadores de sus montajes y se deben poner boca abajo.
5. Aplique el aire desde el lado refractario mientras agita para eliminar todas las partículas sueltas. Es posible que la placa deflectora se haya desintegrado y, en este caso, se debe reemplazar toda la pieza fundida del quemador.

aPagado, limPieZa Y manTenimienToThermoMark
23
6.6 DATOS DE SERVICIO DEL SISTEMA DE GAS Y CONTROL DEL QUEMADOR
i Si experimenta problemas con el encendido o la operación del sistema de calentamiento de gas PL, intente lo siguiente antes de llamar para solicitar servicio:
1. Tome nota o marque las conexiones de cables en la válvula de gas ubicada dentro de la puerta lateral de la tolva de perlas. Desconecte todos los cables, luego localice los dos cables que conducen a la termopila dentro de la cámara de combustión.
2. Con un medidor de prueba, revise la continuidad de los cables rojo y blanco restantes que conducen al control del termostato. Mientras tenga el probador conectado, ajuste el termostato hacia arriba y hacia abajo y escuche si el termostato hace un clic. Este sonido denota un interruptor que se enciende y se apaga, siendo apagado, o sin continuidad, el ajuste más bajo.
3. Si no hay cambios en el probador, desconecte los cables del termostato y revise cada conductor en busca de una posible conexión a tierra.
4. Reemplace o repare, si es necesario.
5. Si el medidor de prueba muestra que el interruptor y los cables están funcionando correctamente, vuelva a conectar los cables y continúe con la revisión del medidor de milivoltios, de la siguiente manera:
a. Resultados de la prueba: Si la lectura es mayor que 100 milivoltios y la válvula automática no se activa, reemplácela. Si la lectura del circuito cerrado es menor que 100 milivoltios, determine la causa mediante los pasos “b” y “c”.
b. Resultados de la prueba: Si la lectura “b” es menor que 325 milivoltios, limpie y apriete todas las conexiones eléctricas y ajuste el piloto según sea necesario para aumentar la salida de milivoltios. Si no es posible ajustar, al menos, hasta un mínimo específico, cambie la termopila.
c. Resultados de la prueba: Si la lectura “c” es mayor que lo especificado para el circuito que se está revisando, limpie y apriete los conductores y conexiones del termostato y, rápidamente, encienda y apague el termostato para limpiar los contactos.

solución de ProBlemas ThermoMark
24
PROBLEMA A. Agitación rígida
B. Borde de línea irregular
C. Las perlas de vidrio no fluyen
D. El aplicador no propulsa fácilmente
E. La válvula de material tiene fugas
F. El piloto no enciende o no permanece encendido
G. El quemador no enciende o permanece encendido
H. Los quemadores infrarrojos no están lo suficientemente calientes
I. Los quemadores infrarrojos destellan
J. El material no fluye desde la válvula de descarga
K. El freno no funciona
CAUSA 1. El material está demasiado frío. 2. Hay un objeto extraño en el fondo del tanque.
1. El material está demasiado frío o demasiado caliente.
2. Los rodillos de la matriz están demasiado fríos.
3. La superficie del asfalto es áspera.
1. Las perlas están húmedas. 2. La rueda de transmisión no gira. 3. Hay materiales extraños en la tolva o el
dispensador.
1. El cojinete está agarrotado.
2. El dispensador de perlas está trabado en la rueda.
3. Ruedas desgastadas o contaminadas.
1. Falta el pasador de conexión, o está suelto. 2. El resorte de la válvula tiene fallas.
1. El suministro de combustible es bajo. 2. Hay aire en las tuberías.
3. La tubería de combustible está obstruida.
4. La termopila no se está calentando. 5. Los cables están dañados o la termopila está
defectuosa.
1. El suministro de combustible es bajo. 2. La tubería de combustible está obstruida. 3. La termopila está defectuosa, los cables están
dañados o la termopila no está caliente. 4. El control principal de combustible está
defectuoso.
1. El flujo de combustible está restringido. 2. La válvula o el orificio están obstruidos o
restringidos. 3. El quemador infrarrojo está dañado o
defectuoso.
1. Las carcasas de los quemadores están demasiado calientes, lo que provoca preencendido.
1. El material está demasiado frío.
2. Las perlas se asentaron en la tubería de transferencia.
1. La carcasa del cable está suelta. 2. El cable está agarrotado. 3. El brazo de freno está suelto en el eje de
pivote. 4. El cable está bloqueado en posición. 5. La rueda está desgastada o defectuosa.
SOLUCIÓN 1. Espere hasta que el material esté derretido. 2. Vacíe el termoplástico e inspeccione el agitador.
1. Revise la temperatura del termoplástico con un termómetro distinto.
2. Espere hasta que se haya calentado toda la matriz, luego continúe con la aplicación hasta que el termoplástico caliente aún más la matriz.
3. Experimente con la temperatura de aplicación del termoplástico.
1. Deseche y reemplace con perlas nuevas. 2. Ajuste correctamente el aplicador de perlas. 3. Limpie minuciosamente.
1. Inspeccione y reemplace los cojinetes, según sea necesario.
2. Vuelva a ajustar la conexión del aplicador de perlas.
3. Reemplace o limpie según sea necesario.
1. Apriete o reemplace según sea necesario. 2. Reemplace la válvula.
1. Vuelva a llenar el tanque de gas PL. 2. Mantenga presionado el botón hasta que la tubería se
despeje (no más de 2 minutos). 3. Inspeccione la tubería de combustible y el orificio; limpie
o repare según sea necesario. 4. Vuelva a alinear la termopila en la llama del piloto. 5. Consulte el diagnóstico del sistema.
1. Vuelva a llenar el tanque de gas PL. 2. Inspeccione, limpie o repare según sea necesario. 3. Permita que la termopila se caliente, revise si hay cables
dañados; repare o reemplace según sea necesario. 4. Reemplace si es necesario.
1. Revise y limpie las tuberías de combustible. 2. Retire y limpie según sea necesario.
3. Retire y repare o reemplace según sea necesario.
1. Apague los quemadores y vuelva a encenderlos con la válvula restrictora perpendicular a la tubería de combustible.
Consulte los datos de servicio del quemador infrarrojo.
1. Espere que los quemadores infrarrojos calienten la tubería de transferencia.
2. Después de calentar la tubería y la válvula, meta una manguera hidráulica de 1,25 cm a través de la descarga del tanque hasta la válvula de material para despejar.
1. Revise todas las contratuercas. 2. Reemplace si es necesario. 3. Revise si hay un tornillo de fijación suelto en el brazo de
freno. 4. Gire la manilla 1/4 de vuelta. 5. Reemplace la rueda o ajuste las contratuercas inferiores
para aplicar más tensión.
7 TROUBLESHOOTING

TÉrminos Y condiciones de TiTan aseThermoMark
25
8 TÉRMINOS Y CONDICIONES DE TITAN ASE
1 ACEPTACIÓNTitan ASE (el Vendedor) acepta la orden verbal o por escrito de productos por parte del Comprador al momento en que el Comprador acepte los términos y condiciones indicados en el presente documento, los que constituyen los únicos términos y condiciones de contrato vinculantes entre las partes, en ausencia de un contrato por escrito. El Vendedor no estará obligado por ningún término de la orden de compra del Comprador que proporcione condiciones adicionales o distintas a los términos que se presentan en este documento, ni por ninguna representación realizada por los agentes o distribuidores del Vendedor.
2 PRECIOS Y PLAZOSTodos los precios están sujetos a cambios por parte del Vendedor en cualquier momento antes de la entrega, con respecto a todos o una parte de los elementos en la orden, en la medida necesaria para cubrir el aumento de costos del Vendedor que se apliquen a los mismos.
3 ENVÍO Y LUGAR DE ENTREGALos productos del Vendedor se venden libres a bordo (F.O.B., por sus siglas en inglés) en el punto de envío y la ubicación por parte del Distribuidor de dichos bienes en posesión de una empresa de camiones, empresa ferroviaria o transportista común deberá constituir la entrega al Comprador y será este el que cargue con todos los riesgos de pérdida en tránsito. Las fechas de envío son aproximadas y se basan en la recepción oportuna de toda la información necesaria.
4 RESPONSABILIDAD FINANCIERAConforme a este documento, las ventas y la entrega deberán, en todo momento, estar sujetas a la aprobación del departamento de crédito del Vendedor y, en cualquier momento, el Vendedor puede necesitar comprobantes de pago o una garantía de que las facturas se pagarán oportunamente cuando termine el plazo. Si el Comprador no cumple con los plazos de pago, el Vendedor, además de sus otros derechos y recursos, sin limitación de los mismos, se reserva el derecho de retener las futuras entregas y toda cantidad impaga se deberá pagar inmediatamente. Si el Comprador no acepta o se niega a aceptar la entrega de los equipos o de los materiales que se pidieron conforme al documento, o si incumple alguno de los términos, cláusulas y condiciones de este contrato, el Vendedor puede retener el dinero depositado o pagado y aplicar el mismo hacia el pago de los daños. Si se han entregado los productos al Comprador o al Vendedor al momento del incumplimiento, el Vendedor puede declarar la cantidad total debida y pagadera sin aviso; o bien, puede demandar y recuperar la posesión de dichos productos. La reposesión y la disposición de los equipos y las demandas por deficiencias deberán ser de conformidad con las leyes pertinentes. Los recursos que se proporcionan en el presente documento en favor del Vendedor no se deben considerar exclusivos, pero serán acumulativos y deberán sumarse a los demás recursos en favor del Vendedor que existan por ley o por participación.
5 RETARDOSEl Vendedor no será responsable por pérdidas o daños debido al retardo en la entrega o la fabricación de toda o una parte de la orden de compra, que se produzcan a partir de cualquier causa más allá del control razonable del Vendedor, a título nominativo y no exclusivo, el cumplimiento de los reglamentos, órdenes o instrucciones de cualquier departamento gubernamental o agencia del mismo, casos fortuitos,
acciones u omisiones del Comprador, acciones de autoridades civiles o militares, incendios, huelgas, cierres o alteraciones de la fábrica, prohibiciones, guerra, disturbios, retardos en el transporte o la incapacidad de transportar debido a causas más allá del control razonable del Vendedor para obtener la mano de obra, fábricas o materiales necesarios de las fuentes habituales del Vendedor, y todo retardo que se produzca debido a cualquiera de estas causas constituirá una causa para prolongar las fechas de entrega, y la recepción de los bienes constituirá una exención de todas las reclamaciones por daños. En ningún caso, el Comprador o el Vendedor serán responsables por daños especiales o indirectos.
6 PEDIDOS ESPECIALESCuando la conformidad con las especificaciones, inspecciones, disposiciones de entrega u otras disposiciones especiales del estado o de otra agencia son una condición para aceptar el envío del Vendedor, la orden de compra por escrito del Comprador debe indicarlo con referencia a la agencia y todos los requisitos relacionados. El Comprador acepta toda la responsabilidad de comunicar las especificaciones detalladas del producto al Vendedor antes de la fabricación y entrega del producto.
7 CANCELACIÓNEl Comprador puede cancelar su pedido, modificar las especificaciones o prolongar los programas solo por mutuo acuerdo en la medida que sea razonable, y los cargos pertinentes de cancelación deberán considerar los gastos en los que ya se incurrió y los compromisos realizados por el Vendedor; el Comprador deberá indemnizar al Vendedor contra cualquier pérdida que se produzca a partir de esto.
8 RECLAMACIONESSe deben inspeccionar todos los envíos antes de la aceptación, y el consignatario deberá presentar las reclamaciones por pérdidas y daños al transportista dentro de cinco (5) días de la entrega. Todas las reclamaciones por falta de bienes se deben basar en una inspección completa del envío y los papeles adjuntos, y se debe informar al Vendedor por escrito dentro de cinco (5) días de la recepción.
9 IMPUESTOSLa cantidad de impuestos que se declara en la portada del presente documento, de haber alguno, es solamente aproximada. El Comprador es responsable de la cantidad total de dichos impuestos en cualquier momento que lo solicite el Vendedor, como si se hubiera agregado originalmente en el precio. Si el Vendedor paga dichos impuestos, el Comprador deberá reembolsar al Vendedor en virtud de esto.
10 MUESTRAS Y PRUEBASEl Comprador deberá realizar un examen y una prueba del material y de los equipos entregados conforme a este documento inmediatamente al momento de la recepción. Si el Comprador no da aviso por escrito de cualquier reclamación por defectos o incumplimientos de la garantía dentro de veinte (20) días después de la recepción de dicho producto, se considerará como una aceptación no calificada de dicho producto y una exención de todas las reclamaciones por parte del Comprador.

ThermoMark
26
ISPEZIONI PRELIMINARI E ATTIVAZIONE DELLA GARANZIA• Dopo il completamento delle operazioni di configurazione del macchinario, il cliente procederà alle ispezioni indicate di
seguito. Una volta effettuati tutti i controlli, invierà un messaggio di posta elettronica all’indirizzo [email protected] per richiedere l’attivazione della garanzia.
ISPEZIONI PRELIMINARI
Nessun pezzo del macchinario ha subito danneggiamenti durante la spedizione (al riguardo, occorre controllare che non siano presenti deformazioni e che nessun componente sia avvitato male, rovinato o mancante. In caso, sarà necessario riparare o sostituire l’elemento, come più opportuno).
Tutti i bulloni e gli elementi di fissaggio si trovano nella posizione corretta e sono ben serrati.
I cuscinetti sono stati lubrificati nel modo appropriato (al riguardo, fare riferimento alla sezione “Lubrificazione” di questo manuale).
Il motore si è avviato e funziona conformemente alle specifiche. Tutte le decalcomanie si trovano nella posizione prevista e sono state fissate in modo da non spostarsi.
Il numero di serie del macchinario è riportato nello spazio riservato in questa stessa pagina.
L’unità è stata collaudata ed è rimasta in funzione per l’intera durata dei controlli.
Il manuale di istruzioni e il manuale del motore sono stati letti.
Dichiaro che su questa unità sono state eseguite le procedure descritte sopra.
Nome stampato Firma
Nome dell’azienda Data
Telefono
Modello dell’attrezzatura Numero di serie
Modello del motore Numero di serie
Data di consegna Venditore

indiceThermoMark
27
1 MISURE DI SICUREZZA __________________ 281.1 Spiegazione dei simboli utilizzati ________________281.2 Rischi per la sicurezza _________________________28
2 INFORMAZIONI INTRODUTTIVE __________ 302.1 Manuale di istruzioni __________________________302.2 Progettazione del macchinario __________________302.3 Manutenzione del macchinario _________________302.4 Note relative ai materiali applicabili ______________30
3 DESCRIZIONE DELL’UNITÀ _______________ 323.1 Operazioni preliminari _________________________323.2 Funzionamento del macchinario ________________323.3 Misure cautelative generali _____________________333.4 Illustrazione grafica del sistema _________________343.5 Comandi del sistema __________________________363.6 Dati tecnici __________________________________37
4 ALLESTIMENTO DEL SISTEMA ____________ 384.1 Configurazione dello stampo applicatore _________384.2 Caratteristiche, regolazione e funzionamento del sistema delle microsfere _______________________394.3 Applicazione di microsfere a stampo chiuso _______394.4 Informazioni utili per rendere più agevoli le operazioni _________________________________40
5 FUNZIONAMENTO ______________________ 415.1 Accensione dell’applicatore ____________________415.2 Fiamma del bruciatore _________________________425.3 Accensione dei bruciatori a raggi riverberanti ______425.4 Applicazione del materiale _____________________43
6 ARRESTO, PULIZIA E MANUTENZIONE_____ 446.1 Arresto e pulizia ______________________________446.2 Lubrificazione ________________________________446.3 Cura e manutenzione dello stampo applicatore ____456.4 Dati di esercizio per il bruciatore a infrarossi _______456.5 Riparazione e manutenzione del bruciatore a infrarossi __________________________________466.6 Dati di esercizio per il sistema a gas e controllo dei bruciatori ________________________47
7 RISOLUZIONE DELLE ANOMALIE _________ 48
8 TERMINI E CONDIZIONI DI TITAN ASE _____ 49
ACCESSORI E PEZZI DI RICAMBIO _____________ 74Elenco dei pezzi di ricambio per l’assemblaggioprincipale (lato inferiore) _________________________ 74/75Elenco dei pezzi di ricambio per l’assemblaggiodello stampo ___________________________________ 76/77Elenco dei pezzi di ricambi per l’assemblaggiodel termostato ____________________________________78Elenco dei pezzi di ricambi per l’assemblaggiodell’agitatore _____________________________________79Elenco dei pezzi di ricambi per l’assemblaggiodel forno fusorio ___________________________________80Elenco dei pezzi di ricambi per il sistema di alimentazione _81Elenco dei pezzi di ricambi per l’assemblaggiodello schermo di protezione dello stampo ______________82Elenco dei pezzi di ricambi per le maniglie del lato destro _83Elenco dei pezzi di ricambi per l’assemblaggiodella maniglia __________________________________ 84/85Elenco dei pezzi di ricambi per l’assemblaggiodella maniglia di spinta _____________________________86Elenco dei pezzi di ricambi per l’assemblaggiodella maniglia dell’agitatore _________________________87Elenco dei pezzi di ricambi per l’assemblaggiodel bruciatore _____________________________________88Elenco dei pezzi di ricambi per l’assemblaggiodel puntatore _____________________________________89Elenco dei pezzi di ricambi per l’assemblaggiodella fiamma pilota ______________________________ 90/91
GARANZIA __________________________________ 93
TRADUZIONE DELLE ISTRUZIONI PER L’USO

misure di sicureZZa ThermoMark
28
1 MISURE DI SICUREZZA
1.1 SPIEGAZIONE DEI SIMBOLI UTILIZZATI
Il presente manuale contiene informazioni che devono essere lette e capite prima di utilizzare l’apparecchio. Ogni volta che si trova uno dei seguenti simboli si prega di prestare molta attenzione e di rispettare le norme di sicurezza.
Questo simbolo indica un potenziale rischio di lesioni gravi o morte. Seguono importanti avvertenze per la sicurezza.
Attenzione
Questo simbolo indica un potenziale rischio per sé stessi o per l’apparecchio. Seguono importanti avvertenze per la sicurezza per evitare danni all’apparecchio e prevenire le cause di lesioni minori.
Pericolo di incendio derivante da fumi e liquidi infiammabili
Pericolo di deflagrazione derivante da fumi e liquidi infiammabili
Pericolo di lesioni derivanti da contatto o inalazione di vapori tossici
Pericolo di ustione
i Le note contengono informazioni importanti, si raccomanda di prestare particolare attenzione.
1.2 RISCHI PER LA SICUREZZA
PERICOLO DI DEFLAGRAZIONE O INCENDIOI fumi e i liquidi infiammabili, derivanti ad esempio da gas propano o benzina, possono esplodere o prendere fuoco, determinando lesioni anche gravi.
PREVENZIONE:• L’attrezzatura deve essere utilizzata esclusivamente
da personale qualificato che abbia ricevuto apposita formazione.
• Tutti i recipienti aperti in cui siano contenute sostanze infiammabili devono trovarsi a una distanza minima di 7,6 m dall’attrezzatura. L’attrezzatura non può essere messa in funzione se non è collocata in un’area distante almeno 3 m da qualsiasi struttura e da qualsiasi recipiente contenente materiale infiammabile o gas.
• Durante l’inserimento di combustibile (gas propano o benzina) nell’attrezzatura, i bruciatori devono restare spenti.
• In caso di odore di gas propano, chiudere immediatamente la valvola di esclusione del serbatoio. Spegnere tutte le fiamme libere. Se si continua a percepire odore di gas, allontanarsi dall’attrezzatura e, rimanendo a una distanza adeguata, contattare i vigili del fuoco.
• Per l’accensione del bruciatore e per il cannello utilizzabile allo scopo, attenersi alle istruzioni fornite in merito.
• Il materiale a più componenti utilizzato per tracciare linee termoplastiche per segnalazioni stradali non deve essere portati a una temperatura superiore a 232 °C (450 °F).
• Gli estintori devono essere sempre disponibili e funzionanti.• L’area di lavoro deve essere tenuta pulita e priva di materiali
di risulta, inclusi stracci e residui di solventi o benzina.
misure di sicureZZaThermoMark
29
PERICOLO DI INTOSSICAZIONE DA VAPORIIn caso di inalazione o contatto, i vapori e i fumi tossici diventano pericolosi. I vapori possono causare nausea grave, svenimenti o avvelenamento.
PREVENZIONE:• Durante l’utilizzo o la manutenzione dell’attrezzatura e
all’interno dell’area in cui essa è in funzione, l’operatore deve sempre indossare un equipaggiamento di protezione personale appropriato. Tale equipaggiamento include, senza esservi limitato, i seguenti articoli:
- Maschera respiratoria e indumenti protettivi raccomandati dal produttore del liquido, del materiale o del solvente.
- Guanti, calzature, tuta, maschera facciale ed elmetto di protezione esplicitamente indicati come utilizzabili in caso di temperature elevate, ovvero non inferiori a 260 °C (500 °F).
• Durante l’uso delle attrezzature, è necessario indossare una maschera di protezione delle vie respiratorie. Leggere tutte le istruzioni fornite con la maschera per assicurarsi che garantisca un livello di protezione idoneo.
• Attenersi a tutte le disposizioni locali in materia di protezione dai vapori tossici.
• Fare riferimento alla scheda dei dati di sicurezza per individuare i pericoli specificamente connessi ai materiali utilizzati.
PERICOLO DI USTIONIAlcuni componenti dell’attrezzatura vengono riscaldati e durante il funzionamento possono diventare molto caldi.
PREVENZIONE:• Non toccare l’attrezzatura né il materiale riscaldato.
• Prima di toccare l’attrezzatura o il materiale, attenderne il raffreddamento.
• Durante l’uso o la manutenzione dell’attrezzatura e all’interno dell’area in cui essa è in funzione, l’operatore deve sempre indossare un equipaggiamento di protezione personale appropriato. Tale equipaggiamento include, senza esservi limitato, i seguenti articoli:
- Maschera respiratoria e indumenti protettivi raccomandati dal produttore del liquido, del materiale o del solvente.
- Guanti, calzature, tuta, maschera facciale ed elmetto di protezione esplicitamente indicati come utilizzabili in caso di temperature elevate, ovvero non inferiori a 260 °C (500 °F).
PERICOLI GENERALIQuesto prodotto può causare lesioni personali gravi o danni alla proprietà.
PREVENZIONE:• Non lasciare l’attrezzatura incustodita.• Non depositare l’attrezzatura su una superficie irregolare
da cui potrebbe cadere o scivolare. Accertarsi che quando il macchinario non è funzione, il freno sia stato debitamente attivato.
• Tenere bambini e animali lontani dall’attrezzatura e dall’area di lavoro.
• Non superare la temperatura operativa massima del componente del sistema a cui corrisponde la temperatura nominale più bassa (fare riferimento alle specifiche tecniche).
• Ogni volta che si utilizza l’attrezzatura, sottoporla ai dovuti controlli. Riparare o sostituire subito i pezzi usurati o danneggiati.
- Utilizzare solo pezzi autorizzati del produttore. I rischi e le responsabilità derivanti dall’impiego di pezzi non conformi alle specifiche minime e/o dalla mancata adozione dei dispositivi di protezione indicati dal produttore ricadono sull’utente.
• Non apportare modifiche all’attrezzatura. Qualsiasi tentativo di modificare l’attrezzatura, al pari dell’uso di pezzi di ricambio non autorizzati, può causare incidenti o danneggiare l’attrezzatura e invalida la garanzia.
• L’attrezzatura deve essere utilizzata solo ed esclusivamente per le finalità di impiego predefinite. Per ulteriori informazioni, contattare il distributore Titan.
• Non riempire il contenitore del materiale oltre la capacità massima.
• Indirizzare i tubi del gas, i flessibili, i fili e i cavi in modo che rimangano lontani da spigoli acuminati, aree trafficate, parti in movimento e superfici calde.
• Non piegare i tubi del gas oltre misura e non torcerli.• Non rimuovere e non disabilitare alcun dispositivo di
sicurezza.• Pulire subito le eventuali fuoriuscite di materiale e di
solvente per evitare che qualcuno possa scivolarvi.• Non mettere l’unità in funzione se si è affaticati o sotto
l’effetto di droghe o alcol.• Dotare l’area di lavoro di un estintore.
inFormaZioni inTroduTTiVe ThermoMark
30
2 INFORMAZIONI INTRODUTTIVE
2.1 MANUALE DI ISTRUZIONI
Questo manuale di istruzioni è stato redatto per supportare l’utente durante l’uso e la manutenzione del traccialinee manuale ThermoMark 250 e di tutti i relativi componenti.Il manuale costituisce un riferimento per i proprietari e gli operatori del traccialinee ThermoMark 250. In esso sono fornite informazioni su come utilizzare correttamente l’unità e su come eseguirne la manutenzione e la riparazione nel modo più appropriato.Il manuale potrebbe non contemplare tutte le situazioni possibili. Per ulteriori informazioni, contattare Titan ASE.
2.2 PROGETTAZIONE DEL MACCHINARIO
Il traccialinee manuale ThermoMark 250 è stato progettato da Titan ASE per rendere semplice ed efficiente l’applicazione a caldo di materiali utilizzabili per apporre segnaletica termoplastica su un’ampia varietà di superfici stradali.Titan ASE ha ottimizzato la qualità di un normale applicatore di sostanze termoplastiche integrando nel proprio sistema funzioni più intuitive e di più semplice utilizzo. Fare riferimento alla sezione dedicata alle caratteristiche del sistema per un elenco delle proprietà che rendono il traccialinee manuale ThermoMark 250 un macchinario di qualità superiore rispetto a quelli immessi sul mercato da altri produttori.
2.3 MANUTENZIONE DEL MACCHINARIO
La corretta manutenzione di ThermoMark 250 garantisce prestazioni ottimali. Si consiglia di leggere questo manuale per determinare sia come utilizzare l’attrezzatura nel modo migliore sia come eseguire la manutenzione per massimizzarne le prestazioni.Mantenere il macchinario pulito e ben funzionante, sostituendone i componenti come necessario.
Titan ASE risponderà a qualsiasi domanda, dubbio o eventuale richiesta di riparazione/sostituzione di pezzi. È sufficiente una telefonata.
NUMERO VERDE: 1-866-273-4357
2.4 NOTE RELATIVE AI MATERIALI APPLICABILI
MATERIALI TEMOPLASTICI
• Per questa attrezzatura, è possibile utilizzare solo materiali per i quali il fornitore garantisca una formulazione adatta a processi di profilazione o estrusione. I materiali possono avere forma granulare o a blocco.
• Con questa attrezzatura, è possibile utilizzare sia prodotti alchidici sia prodotti a base di idrocarburi.
Attenzione
Non mescolare mai i materiali alchidici con i materiali a base di idrocarburi: il composto risultante incorrerebbe in un processo di ispessimento tale da non riuscire più a fluire attraverso il tubo di scarico né lo stampo.
FUSIONE DELLA TERMOPLASTICA
• Questa unità non è stata concepita per fondere grandi quantità di termoplastica. Si consiglia di procedere trasferendo la termoplastica pre-fusa da una vasca separata e specificatamente progettata per lo scopo.
DISTACCO DELLE MICROSFERE CONTENUTE NELLA TERMOPLASTICA
Se l’applicatore rimane in posizione verticale (riscaldando il materiale senza la normale agitazione), le microsfere di vetro della termoplastica tenderanno a separarsi e a ricadere sul fondo del serbatoio del materiale. Questa situazione causa due problemi.• La separazione determina una stratificazione, con la
plastica fusa sospesa sulle microsfere di vetro non fuse e più pesanti. Il risultato è una riduzione della quantità di calore trasferita dal bruciatore al materiale.
• Le microsfere di vetro intasano il tubo di scarico, impedendo alla plastica fusa di attraversalo.
i Quanto più il materiale è caldo, tanto più rapidamente si verificherà questa situazione.

inFormaZioni inTroduTTiVeThermoMark
31
LETTURA DEI VALORI DI TEMPERATURA DELLA TERMOPLASTICA
Il traccialinee manuale ThermoMark 250 è dotato di un termometro. L’utente deve tuttavia tenere presente che il valore indicato sul display può differire dalla temperatura effettiva della termoplastica.
Attenzione
La differenza tra la temperatura riportata sul termometro e quella reale della termoplastica è al massimo di 10 °C (50 ºF).
Il valore di temperatura segnalato sul display sarà superiore o inferiore alla temperatura effettiva della termoplastica in due distinte circostanze.
1. Fase di riscaldamento
Durante questa fase, la temperatura sulla parete del serbatoio del materiale aumenta più velocemente rispetto a quella della termoplastica contenuta nel serbatoio. Sul display, pertanto, viene indicata una temperatura superiore rispetto a quella effettivamente raggiunta dal materiale. Questa situazione non è da considerarsi pericolosa.
2. Serbatoio vuoto
In questa circostanza, la sonda termometrica del materiale segnalerà un valore dipendente dalla temperatura rilevata sulla parete del serbatoio o dalla temperatura dell’aria all’interno del serbatoio, generalmente inferiore a quella della termoplastica. Questa situazione fa sì che il bruciatore entri in ciclo e surriscaldi la termoplastica.
Quando la temperatura della termoplastica è eccessiva, il materiale è soggetto a infiammarsi.
Nell’uno e nell’altro caso, è possibile ottenere un valore più accurato della temperatura della termoplastica misurandola direttamente con un dispositivo di lettura separato, ad esempio un termometro a infrarossi.
STAMPI DI APPLICAZIONE
La costruzione degli stampi di applicazione di questa unità è stata eseguita con la precisione necessaria per garantire il massimo livello prestazionale e consentire di ottenere linee di segnalazione nitide e pulite. Si consiglia di ispezionare visivamente ogni stampo prima di utilizzarlo. • Lo stato complessivo dello stampo è di essenziale
importanza. Prima di essere utilizzato, lo stampo deve essere pulito in modo che vi rimanga solo un sottile rivestimento di plastica.
• Lo stampo non deve essere piegato e non deve mostrare segni di distorsione dovuti a surriscaldamento. Se sulle molle si è depositata della plastica, le molle devono essere sostituite.
• Ispezionare i punti con guaina a base di carburo nei quattro angoli inferiori dello stampo. Se tali guaine sono usurate o danneggiate, sostituire tutto il canale di scorrimento laterale.
• Controllare lo spessore in millesimi di pollice (1 mil =0,001’’ = 25,4 μm) misurando l’incremento sulla barra di profilazione. Per tenere conto del restringimento in cui incorre la termoplastica dopo che si è raffreddata, la misurazione deve restituire un valore superiore di 0,025’’ (0,0635 cm) rispetto allo spessore della linea desiderato.
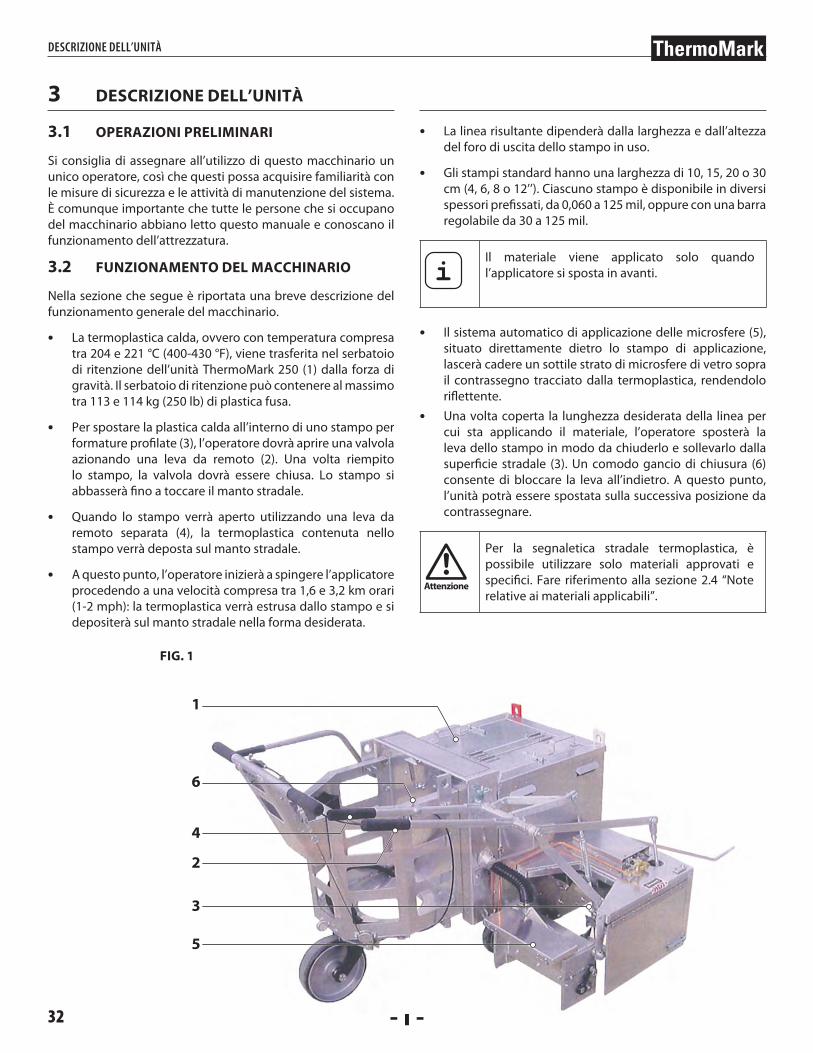
descriZione dell’uniTÀ ThermoMark
32
3 DESCRIZIONE DELL’UNITÀ
3.1 OPERAZIONI PRELIMINARI
Si consiglia di assegnare all’utilizzo di questo macchinario un unico operatore, così che questi possa acquisire familiarità con le misure di sicurezza e le attività di manutenzione del sistema. È comunque importante che tutte le persone che si occupano del macchinario abbiano letto questo manuale e conoscano il funzionamento dell’attrezzatura.
3.2 FUNZIONAMENTO DEL MACCHINARIO
Nella sezione che segue è riportata una breve descrizione del funzionamento generale del macchinario.
• La termoplastica calda, ovvero con temperatura compresa tra 204 e 221 °C (400-430 °F), viene trasferita nel serbatoio di ritenzione dell’unità ThermoMark 250 (1) dalla forza di gravità. Il serbatoio di ritenzione può contenere al massimo tra 113 e 114 kg (250 lb) di plastica fusa.
• Per spostare la plastica calda all’interno di uno stampo per formature profilate (3), l’operatore dovrà aprire una valvola azionando una leva da remoto (2). Una volta riempito lo stampo, la valvola dovrà essere chiusa. Lo stampo si abbasserà fino a toccare il manto stradale.
• Quando lo stampo verrà aperto utilizzando una leva da remoto separata (4), la termoplastica contenuta nello stampo verrà deposta sul manto stradale.
• A questo punto, l’operatore inizierà a spingere l’applicatore procedendo a una velocità compresa tra 1,6 e 3,2 km orari (1-2 mph): la termoplastica verrà estrusa dallo stampo e si depositerà sul manto stradale nella forma desiderata.
• La linea risultante dipenderà dalla larghezza e dall’altezza del foro di uscita dello stampo in uso.
• Gli stampi standard hanno una larghezza di 10, 15, 20 o 30 cm (4, 6, 8 o 12’’). Ciascuno stampo è disponibile in diversi spessori prefissati, da 0,060 a 125 mil, oppure con una barra regolabile da 30 a 125 mil.
i Il materiale viene applicato solo quando l’applicatore si sposta in avanti.
• Il sistema automatico di applicazione delle microsfere (5), situato direttamente dietro lo stampo di applicazione, lascerà cadere un sottile strato di microsfere di vetro sopra il contrassegno tracciato dalla termoplastica, rendendolo riflettente.
• Una volta coperta la lunghezza desiderata della linea per cui sta applicando il materiale, l’operatore sposterà la leva dello stampo in modo da chiuderlo e sollevarlo dalla superficie stradale (3). Un comodo gancio di chiusura (6) consente di bloccare la leva all’indietro. A questo punto, l’unità potrà essere spostata sulla successiva posizione da contrassegnare.
Attenzione
Per la segnaletica stradale termoplastica, è possibile utilizzare solo materiali approvati e specifici. Fare riferimento alla sezione 2.4 “Note relative ai materiali applicabili”.
1
5
3
6
2
4
FIG. 1
descriZione dell’uniTÀThermoMark
33
3.3 GENERAL PRECAUTIONS
i Please read this information regarding general precautions. Even experienced operators can make a mistake.
PRECAUZIONI UTILI:
• Accertarsi che la superficie sia pulita e non presenti macchie di olio, accumuli di polvere, depositi di sporcizia o materiali di scarto.
• Verificare che la superficie sia asciutta e che la temperatura della carreggiata stradale superi i 10 °C (50 °F).
• Controllare che la termoplastica sia sufficientemente calda per aderire adeguatamente al manto stradale, ovvero che si trovi a una temperatura minima di 199 °C (390 °F). Vento, temperatura dell’aria e umidità possono influire sulla temperatura di applicazione del materiale. Se necessario, tracciare una linea di prova, attendere che la termoplastica si assesti e testarne il grado di aderenza all’asfalto.
• Assicurarsi che il sigillante eventualmente richiesto (applicazioni su calcestruzzo) sia approvato dal produttore della termoplastica e sia compatibile con il materiale utilizzato.
• Prima di applicare la termoplastica, controllare che il sigillante sia asciutto e non sia stato posato da più di 24 ore.
• Verificare che lo stampo sia della misura appropriata per l’applicazione desiderata e che non presenti segni di usura né di danneggiamento (controllare i canali di scorrimento con punte a base di carburo).
• Accertarsi che il bruciatore (a infrarossi) mantenga lo stampo sufficientemente caldo, così che la temperatura effettiva dell’installazione superi i 199 °C (390 °F).
i Durante il trasferimento del materiale dal serbatoio di ritenzione allo stampo di applicazione, la temperatura del materiale in questione subirà un calo.
• Per ottenere risultati ottimali, verificare che l’attrezzatura sia funzionante.
• Agitare la termoplastica a intervalli regolari, ovvero ogni tre o quattro minuti se la termoplastica è a 204 °C (400 °F) e con maggiore frequenza in caso di materiali più caldi.
AZIONI DA NON ESEGUIRE:
• Non installare mai nuove linee di termoplastica sopra linee già esistenti che presentino numerosi strati di vernice sfogliata o spellata (procedere all’installazione solo se lo strato di vernice è molto sottile o è praticamente scomparso).
• Non installare mai le linee di termoplastica sopra giunzioni longitudinali. Quando possibile e a seconda delle necessità, pulire tutti le giunzioni con aria compressa.
• Non installare mai la termoplastica su una superficie bagnata o sporca.
• Non installare mai altra termoplastica sopra le microsfere rilasciate sulla termoplastica precedente per renderla riflettente. Prima di applicare una nuova linea di termoplastica, rimuovere con una spazzola o una ramazza tutte le microsfere che non si sono incorporate sulla linea precedente (questa situazione può ad esempio verificarsi quando bisogna riprendere il lavoro dopo averlo interrotto per riempire il serbatoio).
• Se si utilizzano sagome, il prodotto antiagglomerante non deve mai toccare la superficie stradale. In caso di contatto, la termoplastica non aderirà alla superficie.
• Non sostituire mai formulazioni per termoplastica spray con formulazioni per estrusioni.
• Non mescolare mai la termoplastica a base di idrocarburi con la termoplastica alchidica.
• Non lasciare mai incustodito un macchinario di applicazione ancora caldo.
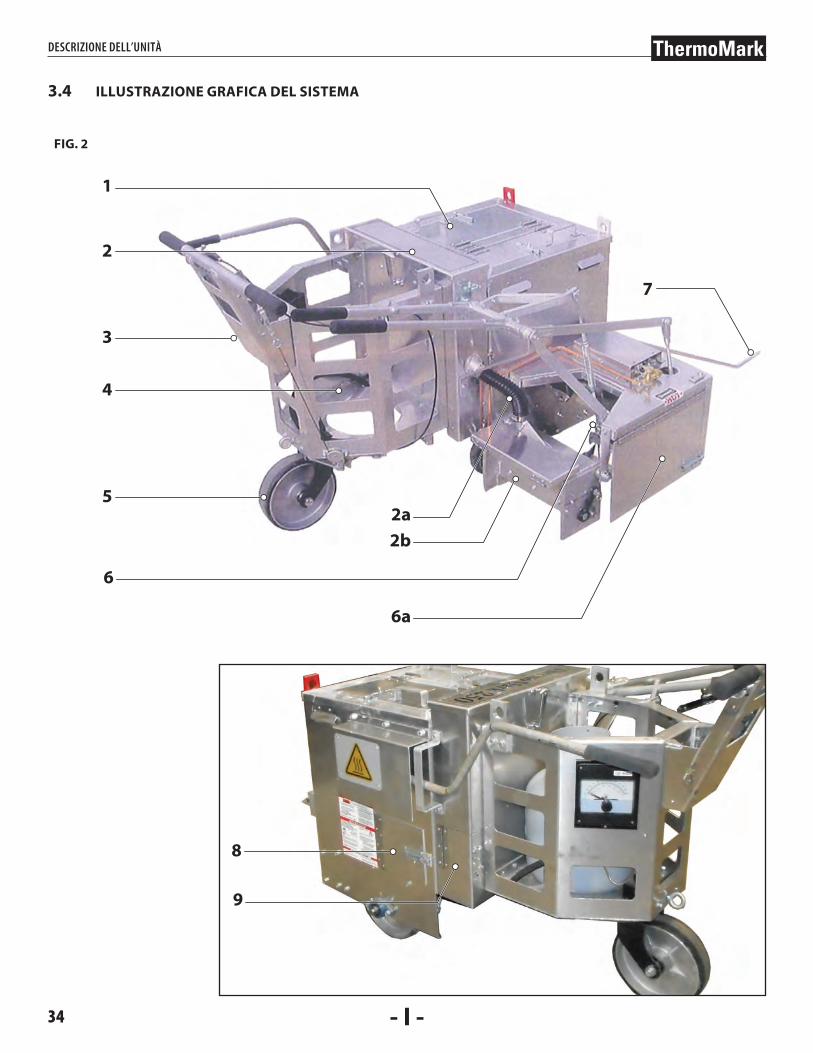
descriZione dell’uniTÀ ThermoMark
34
3.4 ILLUSTRAZIONE GRAFICA DEL SISTEMA
8
9
FIG. 2
2
5
7
4
3
1
2b
6a
6
2a

descriZione dell’uniTÀThermoMark
35
ELE. DESCRIZIONE FUNZIONE
1 Serbatoio di ritenzione (vasca)
Il materiale termoplastico pre-fuso viene versato nel serbatoio di ritenzione. Questo serbatoio può contenere al massimo tra 113 e 114 kg (250 lb) di termoplastica fusa e conserva il materiale a una temperatura compresa tra 204 e 221 °C (400-430 ºF). L’interno è suddiviso in due comparti da un divisorio mobile.Il serbatoio di ritenzione ha due sportelli di accesso.• Lo sportello più grande si trova sopra il comparto in cui viene versato e agitato il materiale pre-fuso.• Lo sportello più piccolo si trova sopra il comparto da cui il materiale termoplastico pre-fuso cola nello
stampo.• Entrambi gli sportelli consentono di accedere al serbatoio per facilitarne la pulizia.• La parte inferiore della vasca è completamente incapsulata per impedire che il bruciatore possa esplodere.
La camera della vasca è perfettamente isolata da uno spessore di circa 2,5 cm (1’’) di apposito materiale. La struttura si compone di una parete esteriore seguita prima dall’isolamento e poi da una parete interna che trattiene il calore e, al contempo, protegge l’isolamento.
2 Serbatoio delle microsfere
Il serbatoio delle microsfere è largo quasi 12,5 cm (5’’) e, quindi, può essere caricato con una certa facilità. Ha una capacità di poco inferiore a 23 kg (50 lb). Quando si azionano lo stampo e l’erogatore di microsfere (leva destra interna), le microsfere passano dal serbatoio all’erogatore.
a Tubo di scorrimento delle microsfere
Costituisce il canale attraverso il quale le microsfere passano dal serbatoio all’erogatore.
b Erogatore di microsfere
Quando l’erogatore viene azionato attraverso la maniglia destra interna, le microsfere scorrono dal serbatoio all’interno dell’erogatore stesso, da cui vengono applicate sulla termoplastica appena installata.
3 Unità principale L’unità principale ha un design completamente modulare e una struttura in alluminio. Alcuni componenti possono essere staccati e sostituiti in base a specifiche esigenze.
4 Comparto del serbatoio del gas di propano liquido
Si tratta del punto in cui va montato il serbatoio del GPL (Gas di Propano Liquido o Gas di Petrolio Liquefatto). Una volta collegato, questo serbatoio fornisce il combustibile ai bruciatori che mantengono caldo il materiale termoplastico. Il serbatoio del GPL non è incluso nella dotazione del sistema e deve essere acquistato separatamente.
5 Ruota pivotante La ruota pivotante è stata progettata in misura esclusiva per alleviare la fatica e lo sforzo di lavorare con un traccialinee manuale. Situata sul retro del macchinario, ne permette una rotazione a 360 gradi. Il traccialinee, pertanto, non deve essere sollevato manualmente e l’operatore non deve affaticare la schiena.• La ruota pivotante, inoltre, è stata costruita in modo da bloccarsi automaticamente dopo il compimento
del giro.• In aggiunta, è dotata di una leva per il rilascio rapido che consente di sbloccarla con la massima comodità.• Le ruote hanno dimensioni di circa 25 cm x 7 cm (10’‘ x 2,75’‘) e, quindi, sono sufficientemente grandi per
aumentare la stabilità.• In tutte le ruote e nell’assiale principale sono stati montati cuscinetti di precisione che contribuiscono
grandemente all’agevolezza e alla scorrevolezza del movimento.
6 Stampo Quando è azionata la maniglia destra esterna, il materiale termoplastico scorre dal serbatoio di ritenzione allo stampo. Quando è azionata la maniglia destra interna, il materiale viene versato dallo stampo sulla superficie da contrassegnare.• La griffa dello stampo si sposta sulla superficie con facilità. In questo modo, lo stampo può rispecchiare
l’immagine della strada. Inoltre, depositando il materiale in modo che la linea abbia sempre lo spessore esatto, rende l’applicazione conveniente anche dal punto di vista economico.
• Il calibratore dello stampo ha una barra di misurazione regolabile che permette di impostare lo spessore (ad esempio 0,125, 0,60, 0,90 mil).
a Schermo di protezione dello stampo
Questo sportello è apribile e può essere agevolmente utilizzato quando occorre accedere allo stampo per sostituirlo.• Sullo sportello è presente un’aletta utile per bloccarlo in posizione rialzata e impedirgli di cadere durante
la sostituzione degli stampi. Sopra lo stampo è collocato un bruciatore a raggi riverberanti.
7 Guida Quando è allineata correttamente con il bordo dello stampo, la guida consente all’utente di contrassegnare con più precisione la direzione e la posizione in cui verrà applicata la termoplastica. La guida può essere regolata in base alle impostazioni dello stampo.
8 Sportello di accesso ai bruciatori
Dietro questo sportello si trovano i bruciatori che riscaldano la vasca.• Le valvole del gas sono situate sotto il serbatoio delle microsfere, al riparo dagli agenti atmosferici. Sono
disponibili sportelli di accesso per accendere l’unità.• Per la fornitura del gas, vengono utilizzate tubazioni in rame e valvole di arresto certificate per l’uso con il
gas di propano liquido.
9 Sportello di accesso alla fiamma pilota
Dietro questo sportello di accesso, si trova la fiamma pilota. La fiamma pilota è quella che innesca le fiamme necessarie per mantenere caldo il materiale.

descriZione dell’aPParecchio ThermoMark
36
3.5 COMANDI DEL SISTEMA
1
2
3
4
6
5*
5*
FIG. 3
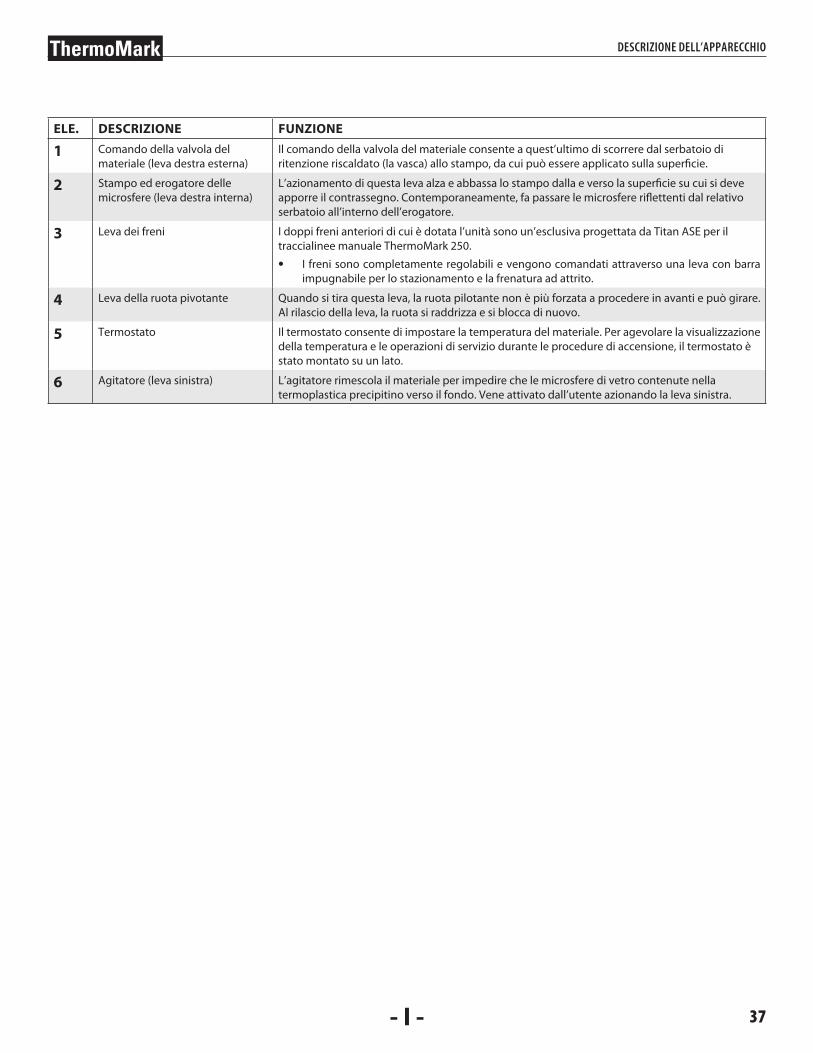
descriZione dell’aPParecchio ThermoMark
37
ELE. DESCRIZIONE FUNZIONE
1 Comando della valvola del materiale (leva destra esterna)
Il comando della valvola del materiale consente a quest’ultimo di scorrere dal serbatoio di ritenzione riscaldato (la vasca) allo stampo, da cui può essere applicato sulla superficie.
2 Stampo ed erogatore delle microsfere (leva destra interna)
L’azionamento di questa leva alza e abbassa lo stampo dalla e verso la superficie su cui si deve apporre il contrassegno. Contemporaneamente, fa passare le microsfere riflettenti dal relativo serbatoio all’interno dell’erogatore.
3 Leva dei freni I doppi freni anteriori di cui è dotata l’unità sono un’esclusiva progettata da Titan ASE per il traccialinee manuale ThermoMark 250.
• I freni sono completamente regolabili e vengono comandati attraverso una leva con barra impugnabile per lo stazionamento e la frenatura ad attrito.
4 Leva della ruota pivotante Quando si tira questa leva, la ruota pilotante non è più forzata a procedere in avanti e può girare. Al rilascio della leva, la ruota si raddrizza e si blocca di nuovo.
5 Termostato Il termostato consente di impostare la temperatura del materiale. Per agevolare la visualizzazione della temperatura e le operazioni di servizio durante le procedure di accensione, il termostato è stato montato su un lato.
6 Agitatore (leva sinistra) L’agitatore rimescola il materiale per impedire che le microsfere di vetro contenute nella termoplastica precipitino verso il fondo. Vene attivato dall’utente azionando la leva sinistra.
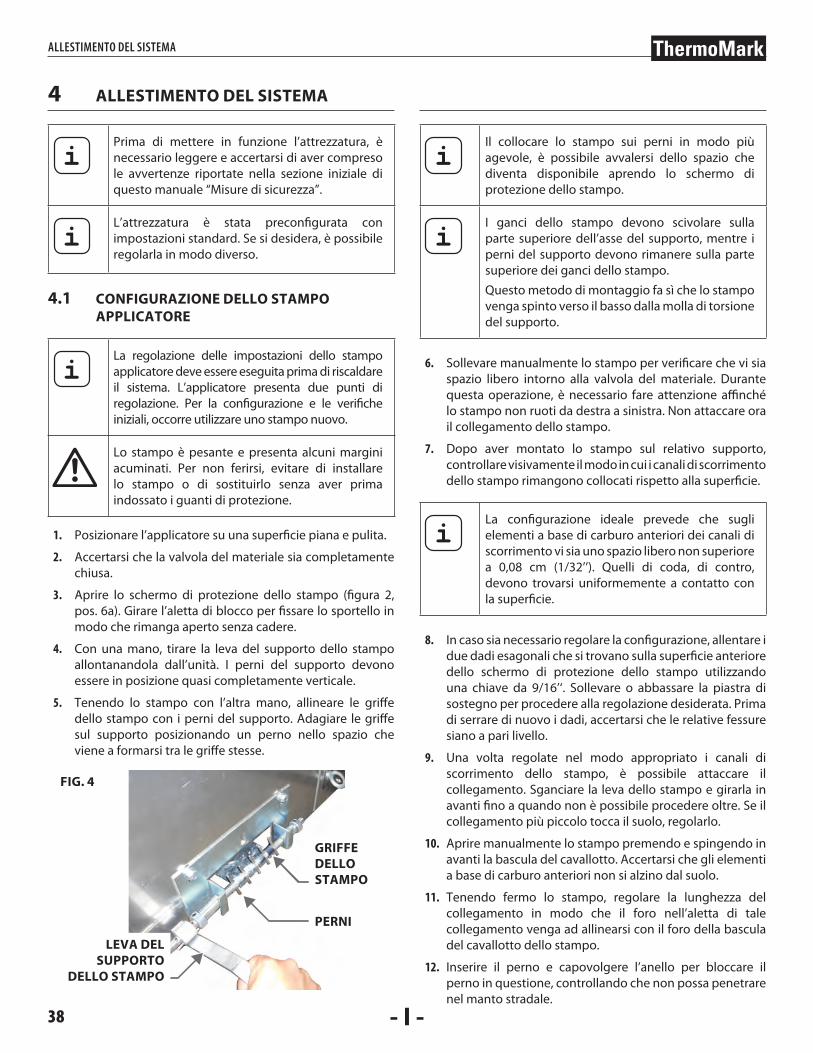
allesTimenTo del sisTema ThermoMark
38
4 ALLESTIMENTO DEL SISTEMA
i Prima di mettere in funzione l’attrezzatura, è necessario leggere e accertarsi di aver compreso le avvertenze riportate nella sezione iniziale di questo manuale “Misure di sicurezza”.
i L’attrezzatura è stata preconfigurata con impostazioni standard. Se si desidera, è possibile regolarla in modo diverso.
4.1 CONFIGURAZIONE DELLO STAMPO APPLICATORE
i La regolazione delle impostazioni dello stampo applicatore deve essere eseguita prima di riscaldare il sistema. L’applicatore presenta due punti di regolazione. Per la configurazione e le verifiche iniziali, occorre utilizzare uno stampo nuovo.
Lo stampo è pesante e presenta alcuni margini acuminati. Per non ferirsi, evitare di installare lo stampo o di sostituirlo senza aver prima indossato i guanti di protezione.
1. Posizionare l’applicatore su una superficie piana e pulita.
2. Accertarsi che la valvola del materiale sia completamente chiusa.
3. Aprire lo schermo di protezione dello stampo (figura 2, pos. 6a). Girare l’aletta di blocco per fissare lo sportello in modo che rimanga aperto senza cadere.
4. Con una mano, tirare la leva del supporto dello stampo allontanandola dall’unità. I perni del supporto devono essere in posizione quasi completamente verticale.
5. Tenendo lo stampo con l’altra mano, allineare le griffe dello stampo con i perni del supporto. Adagiare le griffe sul supporto posizionando un perno nello spazio che viene a formarsi tra le griffe stesse.
FIG. 4
GRIFFE DELLO STAMPO
PERNI
LEVA DEL SUPPORTO
DELLO STAMPO
i Il collocare lo stampo sui perni in modo più agevole, è possibile avvalersi dello spazio che diventa disponibile aprendo lo schermo di protezione dello stampo.
i I ganci dello stampo devono scivolare sulla parte superiore dell’asse del supporto, mentre i perni del supporto devono rimanere sulla parte superiore dei ganci dello stampo.Questo metodo di montaggio fa sì che lo stampo venga spinto verso il basso dalla molla di torsione del supporto.
6. Sollevare manualmente lo stampo per verificare che vi sia spazio libero intorno alla valvola del materiale. Durante questa operazione, è necessario fare attenzione affinché lo stampo non ruoti da destra a sinistra. Non attaccare ora il collegamento dello stampo.
7. Dopo aver montato lo stampo sul relativo supporto, controllare visivamente il modo in cui i canali di scorrimento dello stampo rimangono collocati rispetto alla superficie.
i La configurazione ideale prevede che sugli elementi a base di carburo anteriori dei canali di scorrimento vi sia uno spazio libero non superiore a 0,08 cm (1/32’’). Quelli di coda, di contro, devono trovarsi uniformemente a contatto con la superficie.
8. In caso sia necessario regolare la configurazione, allentare i due dadi esagonali che si trovano sulla superficie anteriore dello schermo di protezione dello stampo utilizzando una chiave da 9/16’‘. Sollevare o abbassare la piastra di sostegno per procedere alla regolazione desiderata. Prima di serrare di nuovo i dadi, accertarsi che le relative fessure siano a pari livello.
9. Una volta regolate nel modo appropriato i canali di scorrimento dello stampo, è possibile attaccare il collegamento. Sganciare la leva dello stampo e girarla in avanti fino a quando non è possibile procedere oltre. Se il collegamento più piccolo tocca il suolo, regolarlo.
10. Aprire manualmente lo stampo premendo e spingendo in avanti la bascula del cavallotto. Accertarsi che gli elementi a base di carburo anteriori non si alzino dal suolo.
11. Tenendo fermo lo stampo, regolare la lunghezza del collegamento in modo che il foro nell’aletta di tale collegamento venga ad allinearsi con il foro della bascula del cavallotto dello stampo.
12. Inserire il perno e capovolgere l’anello per bloccare il perno in questione, controllando che non possa penetrare nel manto stradale.

allesTimenTo del sisTemaThermoMark
39
Si consiglia di inserire il perno dall’esterno verso l’interno. In questo modo, se lo stampo scivola e cade, l’operatore non si ferirà le mani.
13. Girare all’indietro la leva dello stampo per chiudere e sollevare lo stampo. Verificare che il supporto possa ruotare nel modo previsto girando l’assemblaggio da sinistra a destra.
i La regolazione ideale prevede che durante lo spostamento si incontri una leggera resistenza. Se i pezzi sono troppo allentati o troppo serrati, durante l’apposizione della linea lo stampo non funzionerà in modo appropriato.
4.2 CARATTERISTICHE, REGOLAZIONE E FUNZIONAMENTO DEL SISTEMA DELLE MICROSFERE
Il sistema di distribuzione delle microsfere del traccialinee ThermoMark 250 ha una capacità sufficiente per evitare che il relativo serbatoio debba essere rifornito prima di quello della termoplastica.
La larghezza dell’erogatore automatico delle microsfere può essere regolata da 10 a 30 cm (4-12’‘). Per procedere, tirare il perno sulla leva di regolazione e spostare la leva sul valore di larghezza desiderato. Quindi, bloccare la leva nella nuova posizione facendo scattare il perno all’interno del foro sottostante l’impostazione scelta.
FIG. 5
LEVA DI REGOLAZIONE
PERNO
La velocità di distribuzione delle microsfere è predefinita in modo che vengano applicati circa 5,40 kg di microsfere ogni metro quadrato (1,1 lb al piede quadro). Questa velocità rimane costante indipendentemente dall’impostazione della larghezza e dalla velocità di propulsione dell’applicatore.
L’erogatore delle microsfere si attiva quando la leva del collegamento dello stampo (leva destra interna) viene sollevata in posizione completamente verticale. L’azione fa in modo che la ruota dell’erogatore delle microsfere venga a contatto con quella dell’applicatore.
Questa semplice progettazione prevede inoltre che l’erogatore possa continuare a distribuire le microsfere sul manto stradale anche dopo che lo stampo è stato chiuso. Una volta apposta la linea segnaletica, pertanto, l’operatore può proseguire ad applicare le microsfere, coprendo la distanza tra lo stampo e l’erogatore.
4.3 APPLICAZIONE DI MICROSFERE A STAMPO CHIUSO
1. Installare uno stampo pulito e attaccare tutti i collegamenti come indicato nel paragrafo dedicato allo stampo applicatore in questa sezione. Benché sia preferibile utilizzare uno stampo nuovo, è sufficiente che lo stampo si apra e chiuda completamente e senza problemi.
2. Aprire lo stampo posizionandone la leva (leva destra interna) in modo che sia perfettamente verticale. Abbassare lentamente la leva finché lo stampo non si chiude, senza tuttavia sollevarsi dal manto stradale.
3. In questa posizione, regolare l’asta filettata del collegamento che porta all’erogatore delle microsfere in modo che il risultante contatto con la ruota dell’applicatore crei una frizione sufficiente a far girare la ruota dell’erogatore con continuità.
4. Controllare che quando la leva dello stampo (leva destra interna) è abbassata e agganciata, l’erogatore delle microsfere si disimpegni completamente.
5. Accertarsi che l’erogatore sparga le microsfere sul manto stradale anche con lo stampo chiuso. Durante la propulsione, l’erogatore deve distribuire le microsfere anche quando lo stampo è chiuso (ma ancora a contatto con il manto stradale): in caso contrario, le microsfere non verranno sparse per tutta la lunghezza della linea.
6. Accertarsi che l’asta di regolazione delle microsfere scivoli scorrevolmente attraverso il foro presente nella staffa laterale dell’erogatore.
7. Se non devono essere applicate microsfere, spostare la leva in avanti, in posizione di chiusura.

allesTimenTo del sisTema ThermoMark
40
4.4 INFORMAZIONI UTILI PER RENDERE PIÙ AGEVOLI LE OPERAZIONI
i Questa sezione è dedicata agli utenti che non hanno esperienza con i macchinari utilizzati per tracciare linee segnaletiche termoplastiche.Prima di tentare di fondere e applicare la termoplastica, è opportuno effettuare le esercitazioni indicate di seguito in modo da comprendere bene il funzionamento dell’attrezzatura. Per le esercitazioni, non devono essere utilizzate né microsfere di vetro né termoplastica.
i Quando l’applicatore non è in servizio, tirare sempre il freno di stazionamento. Per innescare il freno di stazionamento, bisogna sollevare la leva del freno e bloccarla in posizione di arresto. Per verificare che il freno sia effettivamente attivato, provare a spingere l’unità.Con un nuovo applicatore, la valvola del materiale può essere aperta e chiusa liberamente, almeno finché nella valvola non viene inserita la termoplastica.
Installare uno stampo nuovo e pulito, che possa essere aperto e chiuso facilmente, ed esercitarsi nei passaggi che seguono.
1. Regolare la maniglia di spinta sollevandola e abbassandola fino a trovare la posizione più comoda.
2. Utilizzando la leva dello stampo (maniglia destra interna), abbassare lo stampo sul manto stradale e, quindi, bloccare completamente la leva in posizione verticale per aprire lo stampo.
3. Su una superficie pulita e uniforme, iniziare a spingere l’applicatore prendendo nota di come gira la ruota di guida dell’erogatore delle microsfere e assicurandosi che lo stampo scivoli scorrevolmente sul manto stradale.
4. Dopo aver spinto l’applicatore per 6-9 metri, ritrarre la leva dello stampo (leva destra interna) finché lo stampo non si chiude, ma non agganciare la leva.
5. Continuare a spingere l’applicatore e accertarsi che l’erogatore delle microsfere continui a girare. Dopo essersi assicurati che l’erogatore delle microsfere continua a girare, ritrarre la leva dello stampo (leva destra interna) e agganciarla.
6. Riempire l’erogatore con microsfere asciutte e pulite e ripetere le operazioni appena descritte applicando solo le microsfere.
7. Mentre si spinge il macchinario è consigliabile esercitarsi ad aprire e chiudere la valvola del materiale (leva destra esterna), lasciandola aperta per 3-4 secondi. Ripetere ogni 15 secondi, come se si stesse applicando la termoplastica sul manto stradale e si dovesse riempire lo stampo vuoto caricandolo con la termoplastica contenuta nella vasca.
8. Al termine dell’esercitazione, abbassare il puntatore e posizionarlo sul manto stradale. Con un gessetto, tracciare una linea diritta lunga circa 6 m. Osservare il puntatore e provare a seguire la linea il più vicino possibile utilizzando solo il bacino per spingere l’applicatore e le mani per regolare le leve di comando.
i Quando si usa questo sistema, può essere opportuno avvalersi della presenza di una seconda persona. Per imparare a coordinare l’azione di aprire e chiudere la valvola del materiale e dello stampo con l’azione di spingere l’applicatore seguendo una linea tracciata con un gessetto, sono in genere necessari tempo e pratica. L’eventuale assistente potrebbe occuparsi di aprire e chiudere la valvola del materiale, consentendo all’operatore principale di concentrarsi sulle altre mansioni.Il macchinario può essere agevolmente utilizzato da un’unica persona, se sufficientemente esperta. Ripetendo le operazioni, l’utente acquisterà sempre più perizia e il suo lavoro diventerà sempre più facile.
Prima di svolgere le esercitazioni appena descritte, è fortemente consigliabile leggere le sezioni precedenti e acquisire familiarità con le altre procedure correlate al funzionamento del macchinario.
Quando si eseguiranno le operazioni riportate sopra utilizzando la termoplastica calda, occorrerà tenere a mente che, dopo l’applicazione, la linea segnaletica rimane bollente per almeno 30 secondi. Non calpestarla.

FunZionamenToThermoMark
41
5 FUNZIONAMENTO
i Prima di accendere il sistema, accertarsi che l’applicatore contenga almeno un sacco di termoplastica o che la vasca sia stata riempita per almeno un quarto.
Durante il versamento della termoplastica, indossare sempre l’equipaggiamento di protezione personale, inclusivo di guanti termoresistenti.Affinché il versamento della termoplastica risulti più agevole, è possibile avvalersi delle maniglie dell’attrezzatura.Durante il riscaldamento della termoplastica, la superficie esterna del serbatoio di ritenzione diventa molto calda. Evitare di toccarla.Mentre è in corso il riscaldamento, gli sportelli del serbatoio di ritenzione devono rimanere chiusi. NON INTRODURRE MAI le mani nel serbatoio di ritenzione mentre i bruciatori sono accesi.
5.1 ACCENSIONE DELL’APPLICATORE
NON LASCIARE MAI incustodito l’applicatore acceso.NON PERMETTERE MAI che il bruciatore rimanga in funzione se il serbatoio del materiale è vuoto.Durante l’accensione dell’applicatore, è necessario indossare guanti termoresistenti.
1. Collegare un serbatoio da circa 9 kg (20 lb) di GPL al raccordo del flessibile di tale gas (il raccordo ha le filettature orientate a sinistra).
2. Accertarsi che i seguenti elementi siano impostati correttamente.
IN POSIZIONE DI SPEGNIMENTO
IN POSIZIONE DI CHIUSURA
Termostato Valvola del materiale
Valvola di sicurezza del GPL
Valvola di scarico per gli infrarossi
3. Accendere la valvola del serbatoio del GPL girando la maniglia in senso antiorario.
4. In primo luogo, accertarsi di non percepire alcun rumore di perdita. Controllare che non si vi siano altre perdite. Allo scopo, bagnare tutti i raccordi con acqua saponata e verificare che non si formino bolle. In caso contrario, serrare o sostituire i raccordi come necessario.
Se la perdita prosegue anche dopo aver serrato il raccordo (ovvero perché il flessibile è danneggiato), CHIUDERE subito la valvola del serbatoio del propano liquido e sostituire il flessibile che causa la fuoriuscita del gas.
5. Aprire lo sportello di accesso alla fiamma pilota (figura 2, pos. 9). Girare la manopola della valvola di sicurezza della fiamma pilota su “PILOT”.
FIG. 6
FIAMMA PILOTA
ACCESA
6. Individuare l’assemblaggio della fiamma pilota del bruciatore principale, a cui è possibile accedere dal lato sinistro inferiore della camera di combustione.
7. Premere e tenere premuto il pulsante di sicurezza della fiamma pilota. Avvalendosi ESCLUSIVAMENTE di un accendigas che abbia un’impugnatura lunga, provare ad accendere la fiamma pilota. L’accensione potrebbe richiedere diversi minuti in quanto deve prima consumarsi l’aria contenuta nell’impianto idraulico.
Attenzione
Non utilizzare un cannello al propano per accendere la fiamma pilota perché si rischierebbe di danneggiare l’intero sistema.
8. Quando la fiamma pilota si è accesa, mantenere premuto il pulsante per altri 30 secondi o fino a quando è possibile rilasciarlo senza che la fiamma si spenga.
9. Girare la manopola della valvola di sicurezza della fiamma pilota sulla posizione di accensione.
10. Regolare il termostato sull’impostazione desiderata e controllare che il bruciatore principale sia acceso. Chiudere e agganciare gli sportelli.
11. A questo punto, il sistema è funzionante.

FunZionamenTo ThermoMark
42
12. Verificare che gli sportelli sopra l’agitatore siano chiusi. Iniziare ad agitare il materiale non appena possibile (leva sinistra). Continuare ad agitare aumentando la frequenza di agitazione man mano che il materiale sale di temperatura.
Accertarsi che gli sportelli che si trovano sopra il comparto in cui è contenuto l’agitatore siano chiusi. NON INTRDURRE MAI introdurre le mani nel serbatoio di ritenzione mentre i bruciatori sono accesi.
i Il valore riportato sul termostato potrebbe non corrispondere alla temperatura effettiva del materiale. Questa differenza diminuirà dopo che il macchinario sarà rimasto in funzione per circa un’ora.È importante monitorare il termostato del materiale per determinare se è necessario procedere a una compensazione. Regolare il termostato come necessario.La temperatura del materiale deve essere tenuta costantemente sotto controllo e deve essere contro-verificata con un termometro a infrarossi.
5.2 FIAMMA DEL BRUCIATORE
Tenere sotto monitoraggio la fiamma del bruciatore per accertarsi che non si spenga prima che il materiale raggiunga la temperatura prestabilita. Questo evento si verifica con una certa frequenza ed è dovuto all’installazione della sonda di rilevamento in fondo al divisorio mobile del serbatoio. Qui, la temperatura è più alta di quella del materiale, soprattutto durante l’accensione. Per compensare lo scostamento, occorre impostare il termostato su un valore superiore.Tenere presente che in questa situazione il bruciatore potrebbe non entrare in ciclo alla temperatura appropriata. Quando è stata raggiunta la temperatura desiderata per il materiale, regolare di nuovo il termostato finché la fiamma del bruciatore non si spegne. Non dovrebbe essere necessaria alcun’altra regolazione del termostato.
5.3 ACCENSIONE DEI BRUCIATORI A RAGGI RIVERBERANTI
I bruciatori a raggi riverberanti possono essere accesi anche senza l’aiuto della fiamma pilota. Questa procedura, pertanto, risulta utile quando il sistema della fiamma pilota non funziona e deve essere sostituito.
Per eseguire questa operazione è NECESSARIO indossare guanti termoresistenti perché l’accensione dei bruciatori genera spesso fiammate di ritorno.
i La condotta del gas che alimenta il sistema dei bruciatori a raggi riverberanti è dotata di una valvola di scarico di circa 6 mm (1/4’‘). La valvola della condotta è una valvola di esclusione standard per il GPL. In posizione di apertura, ovvero quando ha l’aletta parallela con la condotta di alimentazione del combustibile, la valvola consente al gas di scorrere a pieno regime.
1. Girare le valvole di scarico del gas in modo che le alette siano parallele con la condotta di alimentazione del combustibile. A questo punto, la valvola è aperta.
2. Provare subito ad accendere i bruciatori a raggi riverberanti utilizzando un piccolo cannello o un accendigas con impugnatura lunga. Fare attenzione alle fiammate.
i Dopo l’accensione del bruciatore a raggi riverberanti, potrebbe essere necessario attendere qualche minuto prima che la superficie frontale del bruciatore diventi incandescente.

FunZionamenToThermoMark
43
5.4 APPLICAZIONE DEL MATERIALE
1. Controllare innanzitutto che la valvola del materiale sia completamente chiusa.
2. Trasferire nella vasca solo la quantità di termoplastica che si intende utilizzare. Eseguire il trasferimento della termoplastica entro 15 minuti dall’accensione dei bruciatori. Al termine dell’operazione, chiudere e agganciare sempre gli sportelli della vasca.
Durante il versamento della termoplastica, indossare l’equipaggiamento di protezione personale, inclusivo di guanti termoresistenti.Per rendere più semplice il versamento della termoplastica, è possibile avvalersi delle maniglie disponibili sull’attrezzatura.Durante il riscaldamento della termoplastica, la superficie esterna del serbatoio di ritenzione diventa sempre più calda. Evitare di toccarla.
i Durante il riempimento della vasca, filtrare sempre la termoplastica fusa. Non riempire oltremisura l’applicatore e raschiare gli eventuali sversamenti dalla superficie superiore dell’unità.
3. Se si sta utilizzando questo macchinario per fondere la termoplastica, attendere che raggiunga una temperatura di 210 °C (410 °F) prima di continuare.
4. Riempire lo stampo di applicazione azionando la leva della valvola del materiale (leva destra esterna).
Attenzione
Quando si riempie lo stampo, fare sempre attenzione affinché il materiale NON fuoriesca.
5. Applicare il materiale sulla superficie nel modo desiderato, utilizzando i comandi descritti nella sezione 4.4.
6. Agitare il materiale spesso, utilizzando l’apposito dispositivo (leva sinistra). Le microsfere della termoplastica possono adagiarsi sul fondo della vasca, creando accidentalmente uno strato di isolamento che comprometterà il riscaldamento.
i Sotto i 149 °C (300 °F) la termoplastica non richiede di essere rimescolata. È necessario procedere all’agitazione a partire da 162 °C (325 °F) e ripeterla ogni 3-5 minuti a 215 °C (420 °F).
7. La termoplastica introdotta in questa attrezzatura deve essere utilizzata entro 30 minuti dal versamento. In caso contrario, dovrà essere estratta dalla vasca di questo macchinario e riciclata all’interno di un dispositivo di fusione più grande.
8. Questa unità non deve raffreddarsi con la vasca piena di materiale. Prima di spegnere l’attrezzatura, togliere dalla vasca quanto più materiale possibile. S consiglia di pulire la condotta del materiale (quella che passa tra la vasca e lo stampo) utilizzando un pezzo di flessibile idraulico con diametro di 3/4’‘ (poco meno di 2 cm).
NON lasciare mai la fiamma accesa se il serbatoio del materiale è vuoto. È in questa situazione che si verificano più spesso eventi di surriscaldamento e fiammate di materiale.

arresTo, PuliZia e manuTenZione ThermoMark
44
6 ARRESTO, PULIZIA E MANUTENZIONE
i Eseguire una pulizia appropriata del macchinario è il metodo migliore per prolungarne la vita utile.
6.1 ARRESTO E PULIZIA
i Queste operazioni devono essere eseguite mentre l’unità è ancora calda. Non attendere che l’unità si sia raffreddata.
Indossare l’equipaggiamento di protezione personale, inclusivo di indumenti e guanti termoresistenti.
1. Al termine delle attività lavorative quotidiane, chiudere la valvola del serbatoio del GPL girandola in senso orario.
2. Girare tutte le altre valvole del gas in posizione di chiusura.
3. Controllare se la quantità di gas rimanente è sufficiente per svolgere le attività lavorative previste per il giorno successivo. Tenere sempre a disposizione un serbatoio di GPL di riserva.
4. Asciugare completamente la vasca e raschiettare la superficie superiore e quelle laterali per rimuovere tutti gli eventuali sversamenti di materiale.
i Per evitare che le resine possano accumularsi nei punti in cui l’agitatore non tocca la parete del serbatoio, raschiettare spesso l’interno della vasca mentre è ancora calda.
5. Rimuovere lo stampo mentre è ancora caldo e raschiettarlo per togliervi quanta più termoplastica possibile. Questo livello di pulizia, impedendo che sullo stampo si depositino accumuli induriti di termoplastica, garantisce che le attività del giorno successivo possano iniziare senza inutili ritardi.
i Lo stampo deve essere sempre riposto dopo che è stato completamente chiuso. Se si desidera, è possibile eseguire una pulizia minuziosa dello stampo. In caso, tuttavia, sarà necessario contattare il produttore per informazioni sulla soluzione detergente più appropriata.
6. Se l’unità rimarrà inattiva per più di una notte, sarà opportuno rimuovere tutte le microsfere dall’erogatore per impedire che l’umidità possa danneggiarle.
7. Per evitare che le resine possano accumularsi nei punti in cui l’agitatore non tocca la parete del serbatoio, raschiettare spesso l’interno della vasca mentre è ancora calda.
6.2 LUBRIFICAZIONE
i Questa attrezzatura non sottopone i cuscinetti a un grande carico e non richiede velocità elevate. È preferibile lubrificare l’unità ogni giorno utilizzando piccoli quantitativi di grasso piuttosto che in misura estensiva una volta a settimana.
1. I cuscinetti assiali devono essere lubrificati almeno una volta ogni 20 ore di funzionamento utilizzando un grasso per alte temperature.
Sul cuscinetto non deve rimanere grasso in eccesso.
arresTo, PuliZia e manuTenZioneThermoMark
45
6.3 CURA E MANUTENZIONE DEGLI STAMPI DI APPLICAZIONE
i Per via delle punte a base di carburo dei canali di scorrimento e della struttura in alluminio, gli stampi utilizzati con questa unità sono in qualche modo delicati. Tuttavia, alcuni accorgimenti basilari e una manutenzione quotidiana potranno aumentarne sensibilmente il ciclo di vita utile.
Gli stampi di questo apparecchio possono essere utilizzati per tracciare linee di spessore fisso e regolabile al micrometro (millesimo di pollice). A uno specifico stampo, pertanto, corrisponde uno specifico spessore di linea. Lo spessore in millesimi di pollice è riportato sulla superficie anteriore della barra di estrusione.Si tratta di uno spessore teorico perché la termoplastica è soggetta a restringersi con il raffreddamento. La velocità con cui si verificano il raffreddamento e il conseguente restringimento può variare in misura anche importante a seconda della formulazione della termoplastica, della temperatura ambientale e della porosità del manto stradale.Tutti gli stampi sono prodotti con un’uscita per l’estrusione più grande almeno del 25%: uno stampo da 90 mil, ad esempio, viene tagliato con una profondità di oltre 113 mil. È opportuno tenere a mente che, in condizioni appropriate, il raffreddamento fa sì che la termoplastica possa restringersi anche del 30%.• Tra un utilizzo e il successivo, gli stampi devono essere
mantenuti i più possibili puliti.• Prima di riporre lo stampo, accertarsi che sia completamente
chiuso, ovvero con la linguetta dell’ancoraggio interno sotto l’uscita della barra di estrusione.
• Se lo stampo non si chiude perfettamente, sostituire le molle. Si consiglia di tenere sempre a disposizione almeno 6 molle di riserva.
• Maneggiare lo stampo con cautela facendo attenzione a non danneggiare le punte a base di carburo dei canali di scorrimento.
• Prima dell’utilizzo, ispezionare visivamente lo stampo per accertarsi che non sia deformato, che le parti in alluminio non siano incurvate e che i canali di scorrimento con le punte a base di carburo non presentino scheggiature né segni di usura. Se lo stampo è deformato o piegato, dovrà essere rilavorato affinché torni a garantire prestazioni ottimali.
• È possibile riscaldare lo stampo utilizzando un cannello di accensione, ma questa operazione richiede la massima cautela. In caso si riscaldi uno stampo con un cannello di accensione, occorrerà prestare attenzione affinché nessuna delle superfici in alluminio diventi troppo calda. IN NESSUN CASO è ammesso applicare calore alle molle. Utilizzare un cannello a fiamme propaganti e spostare le fiamme per tutto il tempo. I componenti in acciaio, ad esempio i canali di scorrimento e la barra di estrusione dello stampo, richiedono più calore rispetto ai componenti in alluminio.
• Non forzare mai l’apertura di uno stampo quando è freddo: una volta riscaldato, lo stampo si apre con uno sforzo minimale.
6.4 DATI DI ESERCIZIO PER IL BRUCIATORE A INFRAROSSI
MESSA IN OPERATIVITÀ
La messa in operatività è una procedura assolutamente obbligatoria e consiste nell’accendere in modo appropriato il gas davanti ai bruciatori a raggi infrarossi. Quando il sistema è messo in operatività, una sottile fiamma blu ricopre la griglia refrattaria del bruciatore e le maglie dello schermo di protezione diventano incandescenti.La procedura di messa in operatività richiede di controllare attentamente la miscela di aria e combustibile bilanciando il diametro della cavità dell’impianto delle tubature di alimentazione con la pressione del combustibile. Con il prodursi della giusta miscela di aria e combustibile, il calore prodotto dagli infrarossi passerà in modo ottimale ai materiali solidi davanti allo schermo, senza lo svantaggio di fiamme libere.
ACCENSIONE ANTICIPATA
Per il modo specifico in cui funziona questo sistema, non è da escludersi il generarsi di una situazione che è possibile indicare come “accensione anticipata”. In genere, questo fenomeno si verifica quando il bruciatore, trovandosi in una condizione di surriscaldamento, determina l’ignizione della miscela di aria e combustibile prima che essa abbia raggiunto la griglia refrattaria. L’accensione anticipata è segnalata da un sibilo o da uno scoppiettio proveniente dall’assemblaggio del bruciatore.
1. In caso di accensione anticipata, è necessario spegnere subito il sistema dei bruciatori. Se questo sistema rimane in funzione, si accumulerà carbonio in eccesso, con conseguenti inefficienze e danni irreversibili.
2. Prima di accendere di nuovo il sistema, lasciarlo raffreddare per circa 5 minuti. Non appena il sistema si è accesso correttamente, girare la valvola in perpendicolare rispetto alla condotta del combustibile, così da ridurre la possibilità che si verifichino eventi di accensione anticipata. Se il problema persiste, rivolgersi al servizio di assistenza tecnica.

arresTo, PuliZia e manuTenZione ThermoMark
46
IMPIANTO DELLE TUBATURE DI ALIMENTAZIONE
L’impianto delle tubature di alimentazione del bruciatore a infrarossi contiene una cavità che potrebbe determinare un malfunzionamento in caso si intasi o si restringa. Per eliminare l’ostruzione, effettuare le operazioni che seguono.
1. Rimuovere l’assemblaggio.
2. Allentare il controdado e la rondella del flusso d’aria presenti sull’unità.
3. Svitare la cavità dall’estremità e ispezionarne visivamente il diametro. Se necessario, utilizzare un trapano con punta 77 per ripulire la cavità.
Attenzione
NON aumentare il diametro della cavità.
4. Ispezionare visivamente il dispositivo di ispirazione dell’aria e rimuovere le eventuali ostruzioni utilizzando aria compressa.
5. Riassemblare lasciando uno spazio libero di almeno 2 mm (3/32’‘) intorno alla rondella dell’ingresso dell’aria. Per fissare i raccordi agli inserti fusi del bruciatore a infrarossi, applicare uno strato molto sottile di mastice per giunti per tubazioni PTFE sulle superfici rastremate di sigillatura dei collegamenti. Prestare attenzione a non applicare una quantità di mastice eccessiva e a impedire che l’eventuale eccesso del composto possa colare sugli inserti fusi. Accertarsi che i collegamenti dei raccordi siano ben stretti perché è sufficiente una perdita minimale per compromettere il funzionamento del sistema dei bruciatori.
6. Se la procedura non risolve il problema, rivolgersi al servizio di assistenza tecnica.
6.5 RIPARAZIONE E MANUTENZIONE DEL BRUCIATORE A INFRAROSSI
i Se all’interno del bruciatore si forma una quantità eccessiva di carbonio, sarà necessario pulire l’alloggiamento. L’esecuzione delle corrette procedure di pulizia richiede lo smontaggio del collettore e delle tubature di alimentazione degli inserti fusi del bruciatore.
1. Chiudere l’alimentazione principale del gas in corrispondenza del serbatoio. Aprire la valvola del GPL a infrarossi.
2. Staccare il dado delle tubazioni in rame dietro le valvole del LPG e scollegare i due raccordi delle condotte sulla parte superiore degli inserti fusi del bruciatore.
3. Rimuovere l’assemblaggio delle tubature e del collettore.
4. Accertarsi che gli inserti fusi del bruciatore si siano perfettamente raffreddati, quindi dirigere un getto d’aria compressa verso collo scoperto di ciascun bruciatore. Se l’eccesso di carbonio è perspicuo, occorrerà staccare i bruciatori dalla relativa piastra di montaggio e capovolgerli.
5. Soffiare aria dal lato refrattario e, al contempo, agitare per rimuovere tutti i particolati. È possibile che la piastra di deflessione si sia disintegrata e che sia quindi necessario sostituire tutti gli inserti fusi del bruciatore.
arresTo, PuliZia e manuTenZioneThermoMark
47
6.6 DATI DI ESERCIZIO PER IL SISTEMA A GAS E CONTROLLO DEI BRUCIATORI
i Se si verificano problemi durante le operazioni di accensione o messa in funzionamento del sistema di riscaldamento a GPL, tentare di risolvere le anomalie eseguendo i passaggi illustrati di seguito prima di chiamare il servizio di assistenza.
1. Annotare o contrassegnare i collegamenti dei cavi sulla valvola del gas che si trova all’interno dello sportello laterale del distributore delle microsfere. Scollegare tutti i cavi e tenere traccia dei due che portano alla termopila all’interno della camera di combustione.
2. Utilizzando un tester, accertarsi che il cavo rosso e il cavo giallo rimanenti, che portano al comando del termostato, ricevano corrente continua. Restando collegati al tester, regolare l’impostazione del termostato aumentandone e riducendone i valori e rimanere in ascolto per verificare se il termostato emette un suono di scatto. Il suono indica l’accensione o lo spegnimento di un interruttore, con l’impostazione più bassa disattivata, o, in alternativa, l’assenza di corrente continua.
3. Se il tester non segnala variazioni, scollegare i cavi del termostato e controllare la messa a terra per ciascun conduttore.
4. Sostituire o riparare, come opportuno.
5. Se il misuratore di collaudo segnala che l’interruttore e i cavi funzionano correttamente, ricollegare i cavi e proseguire la verifica con il milli-voltmetro attenendosi alle indicazioni che seguono.
a. Risultati del test: se il valore è maggiore di 100 mV e la valvola automatica non si accende, sostituirla. Se il valore a circuito chiuso è minore di 100 mV, eseguire i passaggi “b” e “c” per determinare la causa.
b. Risultati del test: se il valore “b” è inferiore a 325 mV, pulire e stringere tutti i collegamenti elettrici e, se necessario, regolare la fiamma pilota per aumentare i milliVolt. Se non è possibile eseguire la regolazione in modo da impostare almeno il minimo specificato, sostituire la termopila.
c. Risultati del test: se il valore “c” è superiore a quello specificato per il circuito sottoposto al controllo, pulire e stringere i fili e i collegamenti del termostato ed eseguire un rapido ciclo di accensione e spegnimento per pulire i contatti.

risoluZione delle anomalie ThermoMark
48
ANOMALIA A. L’agitazione non è fluida.
B. I bordi della linea sono frastagliati.
C. Le microsfere di vetro non scorrono.
D. L’applicatore non si muove scorrevolmente.
E. La valvola del materiale perde.
F. La fiamma pilota non si accende; la fiamma pilota non rimane accesa.
G. Il bruciatore non si accende; il bruciatore non rimane acceso.
H. I bruciatori a infrarossi non sono sufficientemente caldi.
I. I bruciatori a infrarossi emanano fiammate.
J. Il materiale non fluisce dalla valvola di scarico.
K. Il freno non funziona.
CAUSA 1. Il materiale è troppo freddo. 2. Sul fondo del serbatoio si è depositato un
oggetto estraneo.
1. Il materiale è troppo freddo o troppo caldo.
2. I canali di scorrimento dello stampo sono troppo freddi.
3. La superficie asfaltata è molto grezza.
1. Le microsfere sono bagnate.
2. La ruota di guida non gira. 3. Nel distributore o nell’erogatore delle
microsfere è presente materiale estraneo.
1. Il cuscinetto è grippato. 2. L’erogatore delle microsfere è grippato alla
ruota. 3. Le ruote sono usurate o rovinate.
1. Il perno di collegamento è troppo lento o mancante.
2. La molla della valvola non funziona.
1. L’alimentazione del combustibile è ridotta. 2. Nelle condotte si è formata dell’aria.
3. La condotta del combustibile è bloccata.
4. La termopila non si riscalda. 5. I cavi sono danneggiati o la termopila è
difettosa.
1. L’alimentazione di combustibile è ridotta. 2. La condotta del combustibile è bloccata. 3. La termopila è difettosa; i cavi sono
danneggiati; la termopila non è calda.
4. Il comando principale del combustibile è difettoso.
1. Il flusso di combustibile è limitato. 2. La valvola o la cavità si è intasata o si è
ristretta. 3. I pezzi in ceramica all’interno
dell’alloggiamento in metallo sono danneggiati o rovinati.
1. Gli alloggiamenti dei bruciatori sono troppo caldi e determinano un’accensione anticipata.
1. Il materiale è troppo freddo.
2. Nella condotta di trasferimento è presente un deposito di microsfere.
1. L’alloggiamento del cavo è allentato. 2. Il cavo è grippato. 3. La leva del freno sull’asse pivotante è
allentata. 4. Il cavo è bloccato in posizione. 5. La ruota è usurata o difettosa.
SOLUZIONE 1. Attendere che il materiale fonda. 2. Far scolare la termoplastica e ispezionare l’agitatore.
1. Controllare la temperatura della termoplastica utilizzando un altro termometro.
2. Attendere che l’intero stampo sia caldo, quindi proseguire nell’applicazione finché la termoplastica non riscalda ulteriormente lo stampo.
3. Provare con la temperatura di applicazione della termoplastica.
1. Scaricare le microsfere e sostituirle con microsfere nuove.
2. Regolare l’erogatore nel modo appropriato. 3. Pulire accuratamente.
1. Ispezionare i cuscinetti e, se necessario, sostituirli. 2. Regolare di nuovo il collegamento dell’erogatore delle
microsfere. 3. Sostituire o pulire, come opportuno.
1. Stringere o sostituire, come opportuno.
2. Sostituire la valvola.
1. Riempire il serbatoio del GPL. 2. Tenere il pulsante premuto finché la condotta non si
pulisce (non superare i due minuti). 3. Ispezionare la condotta del combustibile e la cavità.
Pulire o riparare come opportuno. 4. Riallineare la termopila nella fiamma pilota. 5. Vedere la diagnostica di sistema.
1. Riempire il serbatoio del GPL. 2. Ispezionare e pulire o riparare come opportuno. 3. Attendere che la termopila si riscaldi, controllare se sono
presenti cavi danneggiati e ripararli o sostituirli come necessario.
4. Se necessario, sostituire.
1. Controllare le condotte del combustibile e pulirle. 2. Rimuovere e pulire, come necessario.
3. Rimuovere e riparare o sostituire, come necessario.
1. Spegnere i bruciatori e accenderli di nuovo con la valvola limitatrice girata perpendicolarmente alla condotta del combustibile.
Fare riferimento ai dati di esercizio per il bruciatore a infrarossi.
1. Attendere che i raggi infrarossi riscaldino la condotta di trasferimento.
2. Dopo che la condotta e la valvola si sono riscaldate, inserire un flessibile idraulico da 1,30 cm circa (1/2’‘) attraverso lo scarico del serbatoio spingendolo fino alla valvola del materiale per pulirla.
1. Controllare tutti i controdadi. 2. Se necessario, sostituire. 3. Controllare se la vite di fissaggio sulla leva del freno è
allentata. 4. Ruotare la maniglia di un quarto di giro. 5. Sostituire la ruota o regolare i controdadi inferiori per
aumentare la tensione.
7 RISOLUZIONE DELLE ANOMALIE
Termini e condiZioni di TiTan aseThermoMark
49
8 TERMINI E CONDIZIONI DI TITAN ASE
1 ACCETTAZIONE
Titan ASE (Venditore) prende in carico l’ordinazione del prodotto trasmessa verbalmente o per iscritto dell’Acquirente previa accettazione da parte dell’Acquirente dei termini e delle condizioni indicati in questo documento, i quali, in assenza di diverso accordo scritto, costituiscono i soli termini e le sole condizioni di contratto con potere obbligante per entrambe le Parti. Il Venditore non è vincolato ad alcuno dei termini specificati nell’ordine di acquisto dell’Acquirente che stabiliscano condizioni aggiuntive o differenti dai termini del presente accordo, né ad alcuna rappresentanza avanzata dagli agenti o dai distributori dell’Acquirente.
2 PREZZI E TERMINI
Tutti i prezzi sono soggetti a modifiche da parte del Venditore e potranno variare in qualsiasi momento prima della consegna e rispetto a tutti o a parte degli articoli specificati nell’ordine nella misura atta a coprire i costi accresciuti sostenuti dal Venditore e a tali articoli applicabili.
3 SPEDIZIONE E LUOGO DI CONSEGNA
I prodotti del Venditore vengono venduti con spedizione franco a bordo: la collocazione di tali merci da parte di un intermediario presso un’impresa di trasporti terrestri, un’impresa di trasporti ferroviari o un comune vettore avrà valore di avvenuta consegna all’Acquirente e tutti i rischi di perdita connessi al trasporto saranno a carico dello Stesso. Le date di spedizione sono da considerarsi approssimative e vengono calcolate presupponendo la tempestiva ricezione di tutte le informazioni pertinenti.
4 RESPONSABILITÀ FINANZIARIE
La vendita e la consegna a cui si fa riferimento in seguito rimangono sempre soggette all’approvazione degli uffici creditizi del Venditore e il Venditore potrà chiedere in qualsiasi momento prova del pagamento o soddisfacente certezza o garanzia che le fatture verranno saldate entro la data di scadenza. Se l’Acquirente non risponde ai termini di pagamento, il Venditore, oltre a esercitare i propri diritti e le proprie misure, e senza limitarsi a tali diritti o misure, si avvarrà della facoltà di rifiutare ulteriori consegne e pretenderà il pagamento immediato della somma dovuta. Se l’Acquirente manca o rifiuta di accettare la consegna delle attrezzature e/o dei materiali ordinati qui specificati o se non agisce in accordo ai termini, alle clausole e alle condizioni del presente accordo, il Venditore non restituirà le somme depositate o versate dall’Acquirente e utilizzerà le stesse a titolo di risarcimento per i danni subiti. Se i prodotti ordinati vengono consegnati all’Acquirente o al Venditore nei tempi prestabiliti, il Venditore potrà reclamare senza preavviso l’intero importo dovuto e pagabile o esigere o rientrare in possesso di tali prodotti. Il recupero e lo smaltimento e l’imputabilità per qualsiasi difetto dovranno conformarsi alle normative vigenti. Le misure di rimedio specificate in questo contratto a favore del Venditore non devono essere considerate esaustive, ma potranno sommarsi e aggiungersi a tutte le misure di rimedio in favore del Venditore previste dalla Legge o dai principi di correttezza.
5 RITARDI
Il Venditore non potrà essere ritenuto responsabile di perdite o danni imputabili a ritardi nella consegna o nella produzione delle merci o di parte delle merci indicate nell’ordine di acquisto se tali ritardi saranno
dovuti a motivi che non potranno essere ragionevolmente considerati dipendenti dal Venditore, inclusi, senza limitazioni, ottemperanza ai requisiti di conformità previsti da regolamentazioni, precetti o dettami emanati da un ente o da un’agenzia governativa, azioni o omissioni dell’Acquirente, atti delle Autorità civili o militari, incendi, scioperi, chiusura degli stabilimenti o emendamenti, embargo, guerre, sommosse, ritardi nel trasporto o impossibilità derivanti da cause non controllabili dal Venditore e sufficienti per impedire al Venditore di ottenere la manodopera, le strutture produttive o i materiali dalle fonti di cui il Venditore si serve abitualmente. Qualsiasi ritardo conseguente da una delle cause appena esposte legittimerà un prolungamento delle date di consegna e la ricezione delle merci costituirà atto di rinuncia alla presentazione di richieste di risarcimento danni. In nessun caso l’Acquirente o il Venditore potrà essere considerato imputabile per danni speciali o consequenziali.
6 ORDINI SPECIALI
Se la conformità alle specifiche, alle procedure ispettive, alle norme di consegna o alle speciali disposizioni di uno Stato o di un altro ente è una condizione per l’accettazione della spedizione del Venditore, questa evenienza dovrà essere esplicitata sull’ordine di acquisto scritto dell’Acquirente, insieme al riferimento a tale Stato/ente e alla specifica completa dei requisiti pertinenti. L’Acquirente accetta la completa responsabilità di comunicare al Venditore le specifiche dettagliate del prodotto prima che questo venga fabbricato e consegnato.
7 ANNULLAMENTO
L’Acquirente potrà annullare l’ordine, ridurre le quantità, rivedere le specifiche o estendere i tempi solo tramite mutuo accordo. I costi di annullamento, determinati in misura equa e ragionevole, dovranno coprire le spese e gli impegni già assunti dal Venditore. L’Acquirente dovrà indennizzare il Venditore per tutte le perdite risultanti dall’annullamento dell’ordine.
8 RECLAMI
Tutte le spedizioni dovranno essere ispezionate prima di essere accettate e i reclami per perdite o danni dovranno essere compilati dal consegnatario con il trasportatore entro cinque (5) giorni dalla consegna. I reclami per merci mancanti dovranno essere basati sull’ispezione completa della spedizione e della documentazione di accompagno e dovranno essere notificati al Venditore in forma scritta entro cinque (5) giorni dalla ricezione.
9 TASSE
L’importo delle tasse eventualmente dovute è specificato sul davanti di questo documento. L’Acquirente è tenuto a corrispondere l’intero ammontare di tali tasse nel momento in cui lo richiederà il Venditore, come aggiunta al prezzo originario. Se le tasse in questione verranno pagate dal Venditore, l’Acquirente dovrà rimborsare il Venditore.
10 CAMPIONI E COLLAUDI
L’Acquirente eseguirà l’esame e il collaudo di tutte le attrezzature e/o i materiali consegnati non appena li avrà ricevuti. Se entro venti (20) giorni dalla ricezione dei prodotti, l’Acquirente non invia per iscritto gli eventuali reclami per difetti o inottemperanze dei termini di garanzia, l’Acquirente accetterà i prodotti senza ulteriori qualificazioni ed esprimerà automaticamente la rinuncia a inoltrare reclami.
Tradução do manual original ThermoMark
50
INSPEÇÃO ANTES DO FUNCIONAMENTO E ATIVAÇÃO DA GARANTIA• Após a máquina ter sido completamente preparada, o cliente deve inspecionar o seguinte. Depois de cada item ter sido
verificado, envie um e-mail para [email protected] para ativar a garantia.
INSPEÇÃO ANTES DO FUNCIONAMENTO
Nenhuma peça dos componentes na máquina foi danificada no envio. Verifique algo como peças amolgadas, soltas, partidas ou em falta. Corrija ou recoloque como necessário.
Todos os pernos e fixadores estão no lugar adequado e firmemente apertados.
Os rolamentos foram lubrificados adequadamente. Consultar as informações de Lubrificação neste manual.
O motor arrancou e executa até às especificações. Todos os decalques estão no lugar adequado e firmemente fixados.
O Número de Série da máquina está gravado no espaço fornecido nesta página.
Faça um teste e ponha a unidade a trabalhar enquanto verifica se todos os componentes estão a funcionar corretamente.
O manual de instruções e o manual do motor foram lidos.
Confirmo que os procedimentos acima indicados foram executados nesta unidade.
Nome em letra de forma Assinatura
Nome da Empresa Data
Telefone
Modelo do Equipamento Número de Série
Modelo do Motor Número de Série
Data da Entrega Vendedor
ÍndiceThermoMark
51
1 CUIDADOS DE SEGURANÇA ______________ 521.1 Explicação dos símbolos usados _________________521.2 Riscos para a segurança ________________________52
2 INTRODUÇÃO __________________________ 542.1 Manual de instruções __________________________542.2 Conceção da máquina _________________________542.3 Manutenção da máquina ______________________542.4 Notas acerca dos materiais aplicáveis _____________54
3 DESCRIÇÃO DA UNIDADE ________________ 563.1 Antes de iniciar _______________________________563.2 Funcionamento da máquina ____________________563.3 Cuidados gerais ______________________________573.4 Diagrama do sistema __________________________583.5 Controlos do sistema __________________________603.6 Dados técnicos _______________________________61
4 PREPARAÇÃO DO SISTEMA ______________ 624.1 Preparação da matriz do aplicador _______________624.2 Funcionalidades do sistema de esferas, ajuste e funcionamento ______________________________634.3 Aplicação de esferas com matriz fechada __________634.4 Sentir-se confortável __________________________64
5 FUNCIONAMENTO ______________________ 655.1 Acendimento do aplicador _____________________655.2 Chama do queimador _________________________665.3 Acendimento dos queimadores re-verber-ray _____665.4 Material aplicável _____________________________67
6 ENCERRAMENTO, LIMPEZA E MANUTENÇÃO6.1 Encerramento, limpeza ________________________686.2 Lubrificação _________________________________686.3 Cuidados a ter com a matriz da aplicação e manutenção ________________________________696.4 Dados de serviço do queimador de infravermelhos _696.5 Manutenção e reparação do queimador de infravermelhos _______________________________706.6 Dados de serviço do sistema de gás e controlo do queimador _______________________________71
7 RESOLUÇÃO DE PROBLEMAS ____________ 72
8 TERMOS E CONDIÇÕES DA TITAN ASE ____ 73
ACESSÓRIOS E PEÇAS SOBRESSELENTES _______ 74Lista das peças sobresselentes para o conjunto principal(parte inferior) _________________________________ 74/75Lista das peças sobresselentes para o conjunto da matriz ______________________________________ 76/77Lista das peças sobresselentes para o conjunto do termostato _____________________________________78Lista das peças sobresselentes para o conjuntodo agitador _______________________________________79Lista das peças sobresselentes para o conjunto do cadinho _______________________________________80Lista das peças sobresselentes para o sistema dedistribuição _______________________________________81Lista das peças sobresselentes para o conjunto do protetor da matriz _______________________________82Lista das peças sobresselentes para os manípulosde lado direito ____________________________________83Lista das peças sobresselentes para o conjunto domanípulo______________________________________ 84/85Lista das peças sobresselentes para o conjunto da alavanca de impulso _____________________________86Lista das peças sobresselentes para o conjuntodo manípulo do agitador ____________________________87Lista das peças sobresselentes para o conjunto do queimador _____________________________________88Lista das peças sobresselentes para o conjuntodo ponteiro _______________________________________89Lista das peças sobresselentes para o conjuntodo conjunto da chama-piloto _____________________ 90/91
GARANTIA _________________________________ 94
TRADUÇÃO DO MANUAL ORIGINAL
cuidados de segurança ThermoMark
52
1 CUIDADOS DE SEGURANÇA
1.1 ExPLICAÇÃO DOS SÍMBOLOS UTILIZADOS
Este manual contém informação que tem de ser lida e compreendida antes de o equipamento ser utilizado. Quando chegar a uma secção que tenha um dos seguintes símbolos, preste especial atenção e certifique-se de que está atento à salvaguarda.
Este símbolo indica um potencial perigo que pode causar ferimentos graves ou perda de vida. Segue-se importante informação de segurança.
Atención
Este símbolo indica um potencial perigo para o utilizador ou para o equipamento. Seguem-se informações importantes que informam como evitar danos no equipamento ou causas de ferimentos ligeiros.
Perigo de incêndio causado pelos gases e líquidos inflamáveis
Perigo de explosão causada pelos gases e líquidos inflamáveis.
Perigo de lesão causada pelo contacto ou inalação dos gases nocivos.
Perigo de lesão causada por queimaduras.
i As notas dão informações importantes às quais devem ser dadas especial atenção.
1.2 RISCOS PARA A SEGURANÇA
PERIGO: ExPLOSÃO OU INCÊNDIOGases e líquidos inflamáveis, tais como propano ou gasolina, podem inflamar-se ou explodir e causar lesões graves.
PREVENÇÃO:• O equipamento só deve ser utilizado pelo pessoal treinado
e qualificado.• Não permita a abertura dos recipientes de produtos
inflamáveis a menos de 25 pés (7,6 m) do equipamento. Não trabalhe com o equipamento a menos de 10 pés (3 m) de qualquer estrutura, material combustível, ou de outros cilindros de gás.
• Desligue todos os queimadores quando adicionar combustível (gasolina ou gás propano) no equipamento.
• Feche imediatamente a válvula de corte do depósito se sentir o cheiro a gás propano. Extingue todas as chamas. Se o odor a gás persistir, afaste-se do equipamento e chame imediatamente os bombeiros num lugar distante e seguro.
• Siga as instruções de acendimento para o queimador e maçarico.
• Não aqueça o material composto termoplástico da marcação rodoviária acima dos 450° F (232° C).
• Deve estar presente o equipamento de combate a incêndio e em condições de funcionamento.
• Mantenha o local de trabalho sem resíduos, incluindo solventes, trapos e gasolina.

cuidados de segurançaThermoMark
53
PERIGO: VAPORES PERIGOSOSOs vapores ou gases tóxicos são nocivos se inalados ou se entrarem em contacto com o corpo. Os vapores podem causar náuseas graves, desmaio ou envenenamento.
PREVENÇÃO:• Deve ser usado um equipamento de proteção adequado
durante o funcionamento, a manutenção ou quando estiver na área de funcionamento do equipamento. O equipamento inclui, mas não se limita a:
- Roupa e máscara respiratória de proteção, como recomendado pelo fabricante do fluido, do solvente e do material.
- Proteção facial, luvas, sapatos, macacão e chapéu de proteção classificados para temperaturas elevadas de, pelo menos, 500ºF (260ºC).
• Use proteção respiratória quando utilizar o equipamento. Leia todas as instruções fornecidas com a máscara para se certificar de que obterá a proteção necessária.
• Todas as normas locais no que se refere à proteção contra vapores perigosos devem ser cumpridas.
• Leia a ficha de segurança para conhecer os perigos específicos dos materiais que está a usar.
PERIGO: PERIGO DE QUEIMADURASDeterminados componentes do equipamento são aquecidos e ficam quentes durante o funcionamento.
PREVENÇÃO:• Não toque no material ou no equipamento aquecido.
• Deixe o material e o equipamento arrefecer antes de tocar.
• Deve ser usado um equipamento de proteção adequado durante o funcionamento, a manutenção ou quando estiver na área de funcionamento do equipamento. O equipamento inclui, mas não se limita a:
- Roupa e máscara respiratória de proteção, como recomendado pelo fabricante do fluido, do solvente e do material.
- Proteção facial, luvas, sapatos, macacão e chapéu de proteção classificados para temperaturas elevadas de, pelo menos, 500ºF (260ºC).
PERIGO: GERALEste produto pode causar lesões graves ou danos materiais.
PREVENÇÃO:• Não deixe o equipamento sem vigilância.
• Não deixe o equipamento numa superfície desnivelada, pois pode cair ou deslizar. Certifique-se de que o travão está acionado sempre que não estiver em utilização.
• Manter as crianças e os animais afastados do local de trabalho e do equipamento.
• Não exceda a temperatura máxima de trabalho do componente do sistema com menor valor nominal (consulte as Especificações Técnicas).
• Verifique o equipamento antes de cada utilização. Repare ou substitua imediatamente qualquer peça que esteja gasta ou danificada.
- Utilize apenas peças autorizadas pelo fabricante. O utilizador assume todos os riscos e as responsabilidades ao utilizar peças que não cumpram as especificações mínimas e que não tenham os dispositivos de segurança do fabricante.
• Não altere nem modifique o equipamento. Qualquer tentativa de modificar o equipamento ou de utilizar peças de substituição não autorizadas pode provocar ferimentos, danificar o equipamento e invalidará a garantia.
• Utilize o equipamento apenas para o fim a que se destina. Contacte o distribuidor da Titan para obter mais informações.
• Não encha o recipiente do material além da capacidade máxima.
• Desvie as condutas de gás, os tubos flexíveis, os fios e os cabos, das pontas afiadas, das zonas de circulação, das peças em movimento e das superfícies quentes.
• Não torça nem dobre os tubos de gás.• Não remova nem substitua quaisquer dispositivos de
segurança.• Limpe imediatamente todos os derramamentos de
solventes e de material de forma a evitar qualquer perigo de escorregamento.
• Não trabalhe com a unidade quando estiver cansado ou sob influência de medicamentos ou álcool.
• Guarde um extintor no local de trabalho.

inTrodução ThermoMark
54
2 INTRODUÇÃO
2.1 MANUAL DE INSTRUÇÕES
Este manual de instruções foi concebido para dar assistência ao utilizador no funcionamento e na manutenção do Lineador Manual ThermoMark 250 e de todas as peças a este associadas. Este manual foi concebido como referência para os proprietários e operadores do Lineador Manual ThermoMark 250 para fornecer informações quanto à utilização, manutenção e reparação adequadas da unidade.É compreensível que nem todas as situações serão contempladas neste manual. Contacte a Titan ASE para obter mais informações.
2.2 CONCEÇÃO DA MÁQUINA
O Lineador Manual ThermoMark 250 foi concebido pela Titan ASE para aplicar de forma fácil e eficiente os materiais termoplásticos de marcação rodoviária numa vasta variedade de superfícies de estrada.A Titan ASE melhorou a qualidade de um aplicador termoplástico “normal” ao incorporar funcionalidades mais confortáveis e de fácil utilização. Consulte a secção “Funcionalidades” do manual para ver uma lista de como o Lineador Manual ThermoMark 250 excede a qualidade das outras marcas no mercado.
2.3 MANUTENÇÃO DA MÁQUINA
Com uma manutenção adequada, o ThermoMark 250 fornecerá um desempenho de alto nível. Por favor, leia este manual de forma a compreender como utilizar melhor o equipamento, assim como manter e maximizar adequadamente o desempenho do Lineador Manual ThermoMark 250. Mantenha a máquina limpa e em condições de funcionamento adequadas e substitua as peças quando necessário.
A Titan ASE dar-lhe-á assistência em todas as questões, preocupações ou na reparação/substituição de peças quando necessário. Só precisa contactar-nos!
CHAMADA GRATUITA: 1-866-273-4357
2.4 NOTAS ACERCA DOS MATERIAIS APLICÁVEIS
MATERIAIS TERMOPLÁSTICOS
• O fornecedor do material deve fornecer apenas fórmulas tipo “betonilha” ou “extrusão” para utilização neste equipamento. As fórmulas podem ser em forma de bloco ou granulada.
• Ambos os produtos alquídicos e hidrocarbonetos podem ser aplicados com este equipamento.
Atención
Nunca misture os materiais alquídicos e hidrocarbonetos , porque o material tornar-se-á tão espesso ao ponto de não fluir através do tubo de descarga ou da matriz.
DERRETIMENTO DO TERMOPLÁSTICO
• Esta unidade não foi concebida para derreter grandes quantidades de termoplástico. Recomenda-se que o termoplástico previamente derretido seja transferido de um recipiente de fundição em separado concebido para essa utilização.
SEPARAÇÃO DAS ESFERAS NO TERMOPLÁSTICO
Se o aplicador for deixado a repousar (aquecer o material sem a agitação normal), as esferas de vidro no termoplástico separam-se e caem no fundo do depósito do material. Esta condição cria dois problemas:• Esta separação irá criar camadas, em que o plástico
derretido flutua acima das esferas de vidro não derretidas mais pesadas, minimizando a transferência de calor do queimador para o material.
• As esferas de vidro irão encher o tubo de descarga e impossibilitar o plástico fundido de passar através dele.
i Quanto mais quente estiver o material, mais rápido esta condição ocorre.

inTroduçãoThermoMark
55
LEITURAS DA TEMPERATURA DO TERMOPLÁSTICO
O Lineador Manual ThermoMark 250 está equipado com um termómetro. Contudo, o utilizador deve estar atento a um diferencial de temperatura entre o mostrador e a temperatura real do termoplástico.
Atención
A diferença entre a leitura do medidor e a temperatura real do termoplástico pode atingir 50ºF (10ºC)
As duas condições separadas farão a leitura do mostrador ficar acima ou abaixo da temperatura real do termoplástico.
1. Fase de aquecimento
Durante esta fase, a temperatura da parede do depósito do material aquecerá mais depressa do que o termoplástico dentro do depósito. Portanto, o mostrador do termómetro estará acima da verdadeira temperatura do material. Esta condição não é considerada perigosa.
2. Depósito do material empobrecido
Nesta circunstância, a sonda da temperatura do material está dependente de ler a temperatura da parede do depósito ou a temperatura do ar dentro do depósito, que geralmente é inferior ao termoplástico. Esta condição pode deixar o queimador sobreaquecer o termoplástico.
A excessiva temperatura do termoplástico pode fazer o material faiscar.
Em qualquer um dos casos, de forma a obter uma leitura precisa da temperatura do termoplástico, um medidor de temperatura em separado, como um termómetro de infravermelhos, deve ser usado para efetuar uma leitura direta do termoplástico.
AS MATRIZES DA APLICAÇÃO
As matrizes da aplicação para esta unidade são fabricadas com precisão de forma a fornecer um desempenho máximo para garantir marcações limpas e nítidas. Recomenda-se que cada matriz seja inspecionada visualmente antes de cada utilização. • As condições gerais da matriz são muito importantes. Deve
estar relativamente limpa do uso anterior apenas com uma camada fina de plástico.
• A matriz não deve estar dobrada ou ter sinais de ter sido torcida devido ao sobreaquecimento. Se houver plástico nas molas, elas devem ser substituídas.
• Inspecione pontos de desgaste de carboneto nos quatro cantos no fundo da matriz. Se os carbonetos estiverem danificados ou gastos, substitua o canal lateral.
• Verifique a capacidade da espessura de milipolegadas ao medir o passo na barra da betonilha. A medida deve dar uma leitura de 0,25 superior à espessura da linha desejada para permitir a retração do plástico após o arrefecimento.

descrição da unidade ThermoMark
56
3 DESCRIÇÃO DA UNIDADE
3.1 ANTES DE INICIAR
Recomenda-se que seja atribuído a uma pessoa para trabalhar com esta máquina, para que essa pessoa se familiarize com a segurança e a manutenção gerais do sistema. É importante que todas as pessoas que trabalham com esta máquina leiam este manual para se familiarizarem com o equipamento.
3.2 FUNCIONAMENTO DA MÁQUINA
A secção seguinte contém uma breve descrição do funcionamento geral da máquina.
• O termoplástico quente [aquecido a 400ºF - 430ºF) é transferido pela gravidade para o depósito de retenção do ThermoMark 250 (1). A capacidade do depósito de retenção é de 250 lbs. de plástico fundido.
• O operador abre uma válvula com a alavanca remota (2) para transferir o plástico quente para uma matriz de modulação tipo betonilha (3). Depois de encher a matriz, a válvula é fechada e a matriz é descida para entrar em contacto com a superfície da estrada.
• O funcionamento de uma alavanca remota em separado (4) depois abre a matriz para deixar o termoplástico na matriz entrar em contacto com a superfície da estrada.
• O operador depois começa a impulsionar o aplicador aproximadamente a 1-2 MPH, fazendo o termoplástico extrudir através da matriz e ser moldado na superfície da estrada.
• A marcação resultante é baseada na largura e na altura da abertura na matriz da aplicação a ser usada.
• As matrizes padrões têm 4, 6, 8 e 12 polegadas de largura. Cada matriz está disponível numa variedade de espessura de milipolegadas fixa de 0,060 a 125 mil ou com uma barra de matriz ajustável opcional, 30 a 125 mil.
i A aplicação só é alcançada quando o aplicador está no movimento para a frente.
• O sistema de esferas automático (5), localizado diretamente atrás da matriz da aplicação, deixa cair uma camada fina de esferas de vidro por cima da marcação para fornecer refletividade.
• Depois de atingir o fim do comprimento da aplicação desejado, o operador depois move a alavanca da matriz para fechar a matriz e levantá-la da superfície da estrada (3). Um conveniente gancho com trava (6) permite ao operador prender a alavanca na posição recolhida. A unidade pode então ser movida para o local de marcação seguinte.
Atención
Só podem ser usados os materiais aprovados concebidos para as marcações de estrada com material termoplástico. Consulte “Notas acerca dos materiais aplicáveis”, secção 2.4.
1
5
3
6
2
4
FIGURE 1
descrição da unidadeThermoMark
57
3.3 CUIDADOS GERAIS
i Por favor, leia estas informações sobre cuidados gerais. Mesmo os operadores experientes podem cometer erros.
FAZER:
• Certifique-se de que a superfície está limpa e sem óleo, pó, sujidade e detritos.
• Certifique-se de que a superfície está seca e de que a temperatura da estrada é superior a 50ºF (10ºC).
• Certifique-se de que o termoplástico está suficientemente quente para aderir à superfície da estrada, mínimo 390ºF (199ºC). O vento, a temperatura do ar e a humidade afetam a temperatura da aplicação do material necessária. Se necessário, instale uma linha de teste, deixe assentar e faça um teste à adesão da penetração do asfalto.
• Certifique-se se é necessário selador (aplicações de cimento), se é aprovado pelo fabricante do termoplástico e se é compatível com o material que está a ser usado.
• Certifique-se de que o selador está seco antes da aplicação do termoplástico e de que o selador não tenha sido usado há mais de 24 horas.
• Certifique-se de que usa uma matriz de aplicação com o tamanho adequado e de que a matriz não está gasta ou danificada (verifique os canais de carboneto)
• Certifique-se de que o queimador da matriz (de infravermelhos) mantém a matriz suficientemente quente de forma a que a temperatura real da instalação seja superior a 390ºF (199ºC).
i A temperatura do material descerá durante a transferência do depósito de retenção para a matriz da aplicação.
• Certifique-se de que o equipamento está a funcionar adequadamente de forma a obter os melhores resultados.
• Agite o termoplástico regularmente, aproximadamente em cada período de três a quatro minutos para o termoplástico a 400ºF (204ºC), com maior frequência para material mais quente.
NÃO FAZER:
• Nunca instale linhas de termoplástico sobre linhas existentes que têm várias camadas de tinta descamada ou descascada (só instale se a tinta estiver fina ou quase gasta).
• Nunca instale linhas de termoplástico sobre juntas longitudinais. Sempre que possível, ou conforme necessário, limpe todas as juntas com ar comprimido.
• Nunca instale termoplástico numa superfície de estrada suja ou húmida.
• Nunca instale o termoplástico sobre esferas refletoras a pingar. Ao aplicar sobre uma linha de termoplástico, escove todas as esferas soltas fora de linha primeiro (Exemplo: continuação após o reenchimento do depósito).
• Quando usar estênceis, nunca deixe o produto antiaderente entrar em contacto com a superfície da estrada. O termoplástico não irá aderir à superfície.
• Nunca substitua as fórmulas do termoplástico do pulverizador pelas fórmulas de extrusão.
• Nunca misture o termoplástico de hidrocarboneto com o termoplástico alquídico.
• Nunca deixe uma máquina de aplicação quente sem vigilância.
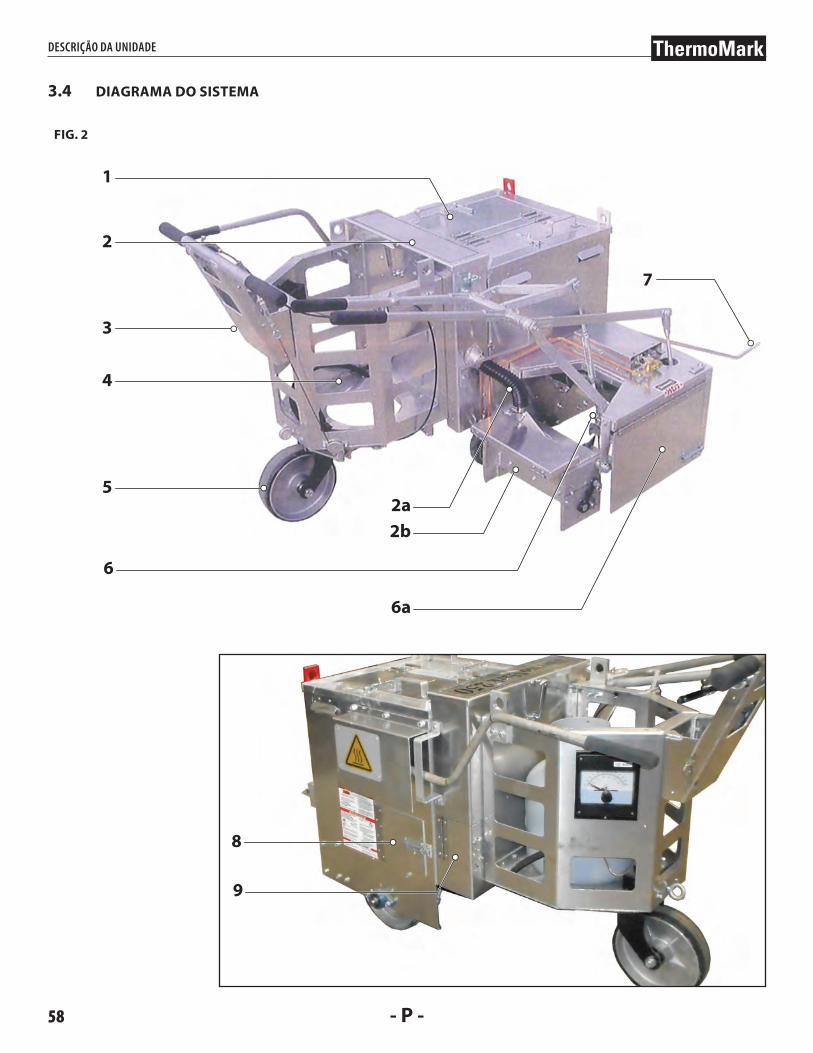
descrição da unidade ThermoMark
58
3.4 DIAGRAMA DO SISTEMA
8
9
FIG. 2
2
5
7
4
3
1
2b
6a
6
2a
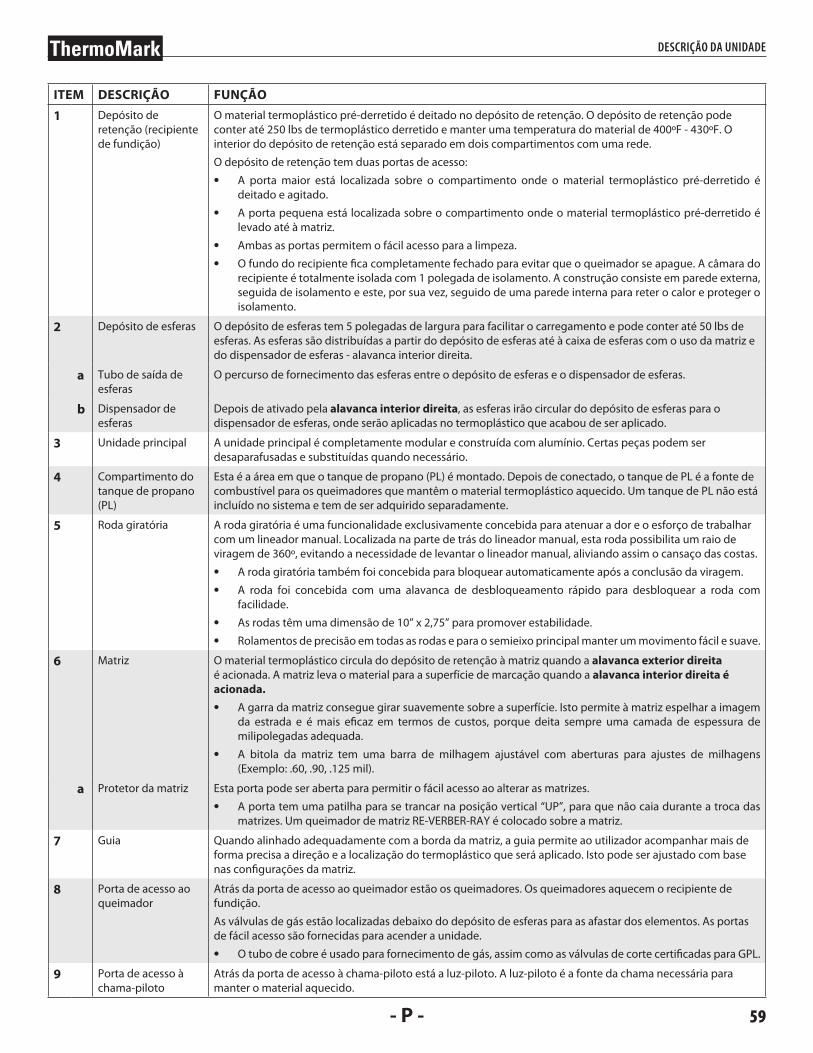
descrição da unidadeThermoMark
59
ITEM DESCRIÇÃO FUNÇÃO
1 Depósito de retenção (recipiente de fundição)
O material termoplástico pré-derretido é deitado no depósito de retenção. O depósito de retenção pode conter até 250 lbs de termoplástico derretido e manter uma temperatura do material de 400ºF - 430ºF. O interior do depósito de retenção está separado em dois compartimentos com uma rede.
O depósito de retenção tem duas portas de acesso:
• A porta maior está localizada sobre o compartimento onde o material termoplástico pré-derretido é deitado e agitado.
• A porta pequena está localizada sobre o compartimento onde o material termoplástico pré-derretido é levado até à matriz.
• Ambas as portas permitem o fácil acesso para a limpeza.
• O fundo do recipiente fica completamente fechado para evitar que o queimador se apague. A câmara do recipiente é totalmente isolada com 1 polegada de isolamento. A construção consiste em parede externa, seguida de isolamento e este, por sua vez, seguido de uma parede interna para reter o calor e proteger o isolamento.
2 Depósito de esferas O depósito de esferas tem 5 polegadas de largura para facilitar o carregamento e pode conter até 50 lbs de esferas. As esferas são distribuídas a partir do depósito de esferas até à caixa de esferas com o uso da matriz e do dispensador de esferas - alavanca interior direita.
a Tubo de saída de esferas
O percurso de fornecimento das esferas entre o depósito de esferas e o dispensador de esferas.
b Dispensador de esferas
Depois de ativado pela alavanca interior direita, as esferas irão circular do depósito de esferas para o dispensador de esferas, onde serão aplicadas no termoplástico que acabou de ser aplicado.
3 Unidade principal A unidade principal é completamente modular e construída com alumínio. Certas peças podem ser desaparafusadas e substituídas quando necessário.
4 Compartimento do tanque de propano (PL)
Esta é a área em que o tanque de propano (PL) é montado. Depois de conectado, o tanque de PL é a fonte de combustível para os queimadores que mantêm o material termoplástico aquecido. Um tanque de PL não está incluído no sistema e tem de ser adquirido separadamente.
5 Roda giratória A roda giratória é uma funcionalidade exclusivamente concebida para atenuar a dor e o esforço de trabalhar com um lineador manual. Localizada na parte de trás do lineador manual, esta roda possibilita um raio de viragem de 360º, evitando a necessidade de levantar o lineador manual, aliviando assim o cansaço das costas.
• A roda giratória também foi concebida para bloquear automaticamente após a conclusão da viragem.
• A roda foi concebida com uma alavanca de desbloqueamento rápido para desbloquear a roda com facilidade.
• As rodas têm uma dimensão de 10” x 2,75” para promover estabilidade.
• Rolamentos de precisão em todas as rodas e para o semieixo principal manter um movimento fácil e suave.
6 Matriz O material termoplástico circula do depósito de retenção à matriz quando a alavanca exterior direita é acionada. A matriz leva o material para a superfície de marcação quando a alavanca interior direita é acionada.• A garra da matriz consegue girar suavemente sobre a superfície. Isto permite à matriz espelhar a imagem
da estrada e é mais eficaz em termos de custos, porque deita sempre uma camada de espessura de milipolegadas adequada.
• A bitola da matriz tem uma barra de milhagem ajustável com aberturas para ajustes de milhagens (Exemplo: .60, .90, .125 mil).
a Protetor da matriz Esta porta pode ser aberta para permitir o fácil acesso ao alterar as matrizes.
• A porta tem uma patilha para se trancar na posição vertical “UP”, para que não caia durante a troca das matrizes. Um queimador de matriz RE-VERBER-RAY é colocado sobre a matriz.
7 Guia Quando alinhado adequadamente com a borda da matriz, a guia permite ao utilizador acompanhar mais de forma precisa a direção e a localização do termoplástico que será aplicado. Isto pode ser ajustado com base nas configurações da matriz.
8 Porta de acesso ao queimador
Atrás da porta de acesso ao queimador estão os queimadores. Os queimadores aquecem o recipiente de fundição.
As válvulas de gás estão localizadas debaixo do depósito de esferas para as afastar dos elementos. As portas de fácil acesso são fornecidas para acender a unidade.
• O tubo de cobre é usado para fornecimento de gás, assim como as válvulas de corte certificadas para GPL.
9 Porta de acesso à chama-piloto
Atrás da porta de acesso à chama-piloto está a luz-piloto. A luz-piloto é a fonte da chama necessária para manter o material aquecido.

descrição da unidade ThermoMark
60
3.5 CONTROLOS DO SISTEMA
1
2
3
4
6
5*
5*
FIG. 3

descrição da unidadeThermoMark
61
ITEM DESCRIÇÃO FUNÇÃO
1 Controlo da válvula do material - alavanca exterior direita
O controlo da válvula do material permite o material circular do depósito de retenção aquecido (recipiente de fundição) para a matriz, onde pode depois ser aplicado na superfície.
2 Dispensador de esferas e matriz - alavanca interior direita
Esta alavanca faz subir e descer a matriz para a superfície de marcação, assim como levar simultaneamente as esferas refletoras para o dispensador de esferas.
3 Alavanca do travão Uma funcionalidade exclusiva da Titan ASE do Lineador Manual ThermoMark 250, a unidade vem equipada com duplo travão dianteiro.
• Estes travões são totalmente ajustáveis e são controlados com uma alavanca no guiador para estacionar ou para travagem.
4 Alavanca da roda giratória Puxar esta alavanca faz desbloquear a roda giratória do seguimento retilíneo para permitir viragens. Depois de soltar a alavanca, a roda bloqueará novamente quando estiver direita.
5 Termostato O termostato é onde a temperatura do material pode ser configurada. Está montado lateralmente de forma a oferecer uma melhor visualização da temperatura e do funcionamento durante os procedimentos de acendimento.
6 Agitador - Alavanca esquerda O agitador agita o material de forma a evitar que as esferas de vidro no termoplástico se depositem no fundo. O agitador é operado pelo utilizador ao acionar a alavanca esquerda.

PreParação do sisTema ThermoMark
62
4 PREPARAÇÃO DO SISTEMA
i Leia e compreenda os avisos na secção Precauções de Segurança no início deste manual antes de funcionar com este equipamento.
i O equipamento foi pré-ajustado na fábrica. Contudo, pode ser preciso fazer ajustes.
4.1 PREPARAÇÃO DA MATRIZ DO APLICADOR
i Os ajustes na matriz do aplicador devem ser feitos antes de aquecer o sistema. O aplicador tem dois locais de ajuste. Para a verificação e configuração inicial, utilize uma nova matriz.
A matriz é pesada e contém algumas bordas afiadas. Use luvas de proteção quando instalar ou mudar para evitar lesões.
1. Posicione o aplicador numa superfície limpa e plana.
2. Certifique-se de que a válvula do material está completamente fechada.
3. Abra o protetor da matriz (ver figura 2, item 6a). Gire a aba de bloqueio para prender a porta numa posição aberta.
4. Afaste da unidade com uma mão a alavanca do retentor da matriz. Os pinos no retentor devem estar quase na vertical.
5. Enquanto segura a matriz com a outra mão, alinhe as garras da matriz com os pinos no retentor da matriz. Coloque as garras no retentor com um pino posicionado no espaço entre as garras.
FIG. 4
GARRAS DA MATRIZ
PINOS
ALAVANCA DO RETENTOR
DA MATRIZ
i Colocar a matriz nos pinos é mais fácil usando o espaço criado ao abrir o protetor da matriz.
i Os ganchos na matriz devem deslizar para a parte superior do eixo no retentor, enquanto os pinos no retentor devem ficar no lado superior dos ganchos da matriz.Este método de encaixe deve permitir a matriz de ter pressão para baixo da mola de torção no retentor.
6. Levante manualmente a matriz para certificar que há espaço à volta da válvula do material. Não deixe a matriz virar da direita para a esquerda durante este passo. Aguarde para conectar a ligação da matriz.
7. Depois de a matriz estar fixa no retentor, inspecione visualmente a forma como os canais da matriz assentam na superfície.
i O ajuste ideal deve permitir uma distância de 1/32’’ nos carbonetos anteriores. Os carbonetos posteriores devem estar em contacto com a superfície de forma uniforme.
8. Se for necessário um ajuste, com uma chave inglesa de 9/16”, solte as duas porcas sextavadas na parte da frente da cobertura da matriz. Levante ou baixe a placa traseira para adaptar o ajuste adequado. Quando voltar a apertar as porcas, certifique-se de que a distância está uniforme nas ranhuras respetivas.
9. Quando os canais da matriz estiverem ajustados adequadamente, a ligação da matriz pode ser anexada. Desbloqueie a alavanca da matriz e rode para a frente o máximo possível. Ajuste a ligação mais pequena se atingir o chão.
10. Abra manualmente a matriz pressionando a forquilha para a frente. Certifique-se de que os carbonetos principais não se levantam do chão.
11. Mantenha a matriz nesta posição e ajuste o comprimento da ligação para que o orifício na aba de ligação alinhe com o orifício da forquilha na matriz.
12. Insira o pino e vire o anel para reter o pino, certifique-se de que não há interferência com a superfície da estrada.
Recomenda-se que o pino seja inserido de fora para dentro. Isto manterá as suas mãos afastadas da matriz no caso de ela escorregar e cair.

PreParação do sisTemaThermoMark
63
13. Rode a alavanca da matriz para trás para fechar e levante a matriz. Verifique o ajuste do pivô do retentor ao rodar manualmente o conjunto do retentor da esquerda para a direita.
i O ajuste ideal deve ter uma ligeira resistência ao movimento. Demasiado solto ou apertado faz com que a matriz não tenha um desempenho adequado durante a aplicação da linha.
4.2 FUNCIONALIDADES DO SISTEMA DE ESFERAS, AJUSTE E FUNCIONAMENTO
O sistema de esferas do ThermoMark 250 fornece volume suficiente para eliminar a necessidade do reenchimento de esferas antes de reencher o termoplástico.
O dispensador de esferas automático é ajustável de 4 a 12 polegadas de largura. Para ajustar a largura, puxe o pino na alavanca de ajuste e mova a alavanca para a posição da largura desejada. Deixe o pino voltar a encaixar-se no orifício debaixo do ajuste desejado para bloquear a alavanca no lugar.
FIG. 5
ALAVANCA DE AJUSTE
PINO
A dose da aplicação de esferas está predefinida pela fábrica para levar um mínimo de 1,1 lbs. por pé quadrado. Esta dose mantém-se constante independentemente do ajuste da largura ou da velocidade da propulsão do aplicador.
O engate do dispensador de esferas é realizado ao levantar a alavanca de ligação da matriz para a posição totalmente vertical (alavanca interior direita). Esta ação permite a roda no dispensador de esferas entrar em contacto com a roda no aplicador.
Esta simples conceção também incorpora uma funcionalidade através da qual o dispensador de esferas continua a aplicar esferas com a matriz da aplicação fechada e na superfície da estrada. Esta funcionalidade permite ao operador continuar a aplicação de esferas no fim da marcação, cobrindo a distância entre a matriz e o dispensador de esferas.
4.3 APLICAÇÃO DE ESFERAS COM A MATRIZ FECHADA
1. Instale uma matriz limpa e conecte todas as ligações como indicado na parte “Matriz do Aplicador”, anteriormente nesta secção. É preferível que a matriz seja nova, mas o mais importante é que abra e feche de forma livre e total.
2. Abra a matriz posicionando a alavanca da matriz (alavanca interior direita) na posição totalmente vertical. Puxe devagar a alavanca para baixo até a matriz fechar, mas não a levante da superfície da estrada.
3. Nesta posição, ajuste a haste de ligação roscada ao dispensador de esferas de forma a que o contacto resultante na roda do aplicador crie fricção suficiente para virar a roda do aplicador de esferas sem saltar.
4. Teste para ver quando a alavanca da matriz (alavanca interior direita) está completamente baixada e enganchada, o dispensador de esferas está completamente desengatado.
5. Teste a aplicação de esferas com a matriz fechada e na superfície da estrada. Durante a propulsão, o dispensador de esferas deve aplicar esferas com a matriz na superfície da estrada e na posição fechada, fornecendo uma completa cobertura de esferas no fim da linha.
6. Verifique se há um deslizamento suave da haste de ajuste de esferas através do orifício no suporte na parte lateral do aplicador de esferas.
7. Para nenhuma aplicação de esferas, mova a alavanca para a frente para a posição OFF (desligar).

PreParação do sisTema ThermoMark
64
8. Após a conclusão deste exercício, baixe e posicione o ponteiro na superfície da estrada. Encaixe uma linha reta de giz com cerca de 20 pés de comprimento. Observe o ponteiro e tente seguir a linha o mais aproximadamente possível, usando apenas a anca para empurrar o aplicador e as mãos nas alavancas de controlo.
i Quando trabalhar com este sistema, é boa ideia ter uma segunda pessoa a dar assistência. É necessário praticar um pouco para coordenar a abertura e o fechamento da válvula do material e da matriz enquanto empurra o aplicador e segue uma linha de giz. A pessoa que dá assistência pode abrir e fechar a válvula do material enquanto o operador principal pode concentrar-se nas restantes tarefas.Uma pessoa pode operar esta máquina confortavelmente, mas é necessário praticar. A repetição criará confiança, tornando assim o processo mais fácil para o utilizador.
Agora está pronto para tentar estes exercícios com termoplástico quente, mas primeiro continue a ler para se familiarizar com outros procedimentos relacionados com o funcionamento deste equipamento.
Quando executar as operações acima descritas com o termoplástico quente, tenha em mente que a marcação manter-se-á quente durante, pelo menos, 30 segundos após a aplicação. Não pise na marcação.
4.4 SENTIR-SE CONFORTÁVEL
i Esta secção destina-se a ser seguida pelos novos e inexperientes utilizadores do equipamento de marcação de linhas com termoplástico.Antes de tentar derreter e instalar o termoplástico, pratique os exercícios incluídos nesta secção para ajudá-lo a compreender a função deste equipamento. Não utilize termoplástico ou esferas de vidros neste momento.
i Use sempre o travão de estacionamento quando o aplicador não estiver a ser utilizado. Engate o travão de estacionamento ao puxar a alavanca do travão para cima e ajustada no STOP para bloquear. Certifique-se de que o travão está acionado ao tentar empurrar a unidade.Com um novo aplicador, a válvula do material pode ser aberta e fechada livremente, visto que não foi introduzido nenhum termoplástico na válvula.
Instale uma nova matriz limpa que possa ser aberta e fechada livremente, e pratique os seguintes passos:
1. Ajuste a alavanca de impulso para cima ou para baixo para o máximo conforto.
2. Com a alavanca da matriz (alavanca interior direita), baixe a matriz até à superfície da estrada, depois engate totalmente a alavanca para a posição vertical, abrindo desta forma a matriz.
3. Numa superfície limpa e plana, comece a empurrar o aplicador, tendo em conta que a roda motriz do dispensador de esferas está a virar e que a matriz está a deslizar livremente na superfície da estrada.
4. Após aproximadamente 20-30 pés de movimento, retraia a alavanca da matriz (alavanca interior direita) até a matriz fechar, mas não engate a alavanca.
5. Continue a empurrar o aplicador, tendo em conta que o dispensador de esferas ainda está a virar. Após verificação de que o dispensador de esferas ainda está a virar, retraia e engate a alavanca da matriz (alavanca interior direita).
6. Encha o dispensador com esferas limpas e secas, e repita os passos acima indicados, aplicando apenas esferas.
7. Enquanto empurra a máquina, pratique a abrir e a fechar a válvula do material (alavanca exterior direita), deixando a válvula aberta durante 3-4 segundos. Repita com intervalos de 15 segundos como se estivesse a aplicar o termoplástico na superfície da estrada e a encher a matriz esvaziada com termoplástico vindo do recipiente de fundição.

FuncionamenToThermoMark
65
5 FUNCIONAMENTO
i Antes de acender o sistema, certifique-se de que o aplicador contém no mínimo um saco de termoplástico, ou o recipiente de fundição deve estar 1/4 cheio.
Use equipamento de proteção pessoal, incluindo um vestuário resistente ao calor durante o enchimento do termoplástico.Use as pegas do equipamento existentes durante o enchimento do termoplástico para facilitar a utilização.A superfície exterior do depósito de retenção aquece durante o aquecimento do termoplástico. Evite o contacto direto com a superfície.Mantenha as portas do depósito de retenção fechadas durante o aquecimento. NUNCA coloque as mãos dentro do depósito de retenção enquanto os queimadores estiverem acesos.
5.1 ACENDIMENTO DO APLICADOR
NUNCA deixe um aplicador aceso sem vigilância.NÃO deixe o queimador a funcionar com um depósito de material vazio.As luvas resistentes ao calor devem ser usadas durante o acendimento do aplicador.
1. Conecte um depósito de combustível de PL (propano líquido) de 20 lb. ao conector do propano no tubo flexível do gás (o conector do propano tem roscas esquerdas).
2. Certifique-se de que os seguintes itens estão adequadamente posicionados:
DESLIGADO FECHADOTermostato Válvula do material
Válvula de segurança do Gás PL
Válvula de macho infravermelhos
3. Ligue a válvula do depósito de combustível PL rodando o botão no sentido inverso ao dos ponteiros do relógio.
4. Verifique imediatamente se há algum som emitido pelas fugas. Verifique se há mais fugas molhando todas as conexões com uma solução de água e sabão para ver se há bolhas. Aperte ou substitua conforme necessário.
Se for encontrada uma fuga que não se resolve ao apertar uma conexão (ex. tubo danificado), feche imediatamente a válvula do depósito de combustível PL (OFF). Substitua a origem da fuga.
5. Abra a porta de acesso à chama-piloto (ver figura 2, item 9). Rode o botão da válvula de segurança da chama-piloto para “PILOT” (“PILOTO”).
FIG. 6
CHAMA-PILOTO
6. Localize o conjunto da chama-piloto do queimador principal, acessível através do lado inferior esquerdo da fornalha.
7. Prima sem largar o botão de segurança da chama-piloto. APENAS use um acendedor com haste longa, tente acender a chama-piloto. Este processo pode demorar vários minutos para permitir que o ar na tubagem vaza.
Atención
Não utilize um maçarico a gás propano para acender a chama-piloto, porque pode danificar o sistema da chama-piloto.
8. Depois de a chama-piloto estar acesa, continue sem largar o botão da chama-piloto durante mais 30 segundos ou até a chama-piloto permanecer acesa quando largar o botão.
9. Rode o botão da válvula de segurança da chama-piloto para “ON”.
10. Ajuste o termostato para a temperatura desejada e verifique se o queimador principal acendeu. Feche e tranque as portas.
11. O sistema está agora operacional.
12. Certifique-se de que as portas por cima do agitador estão fechadas. Comece a agitar o material logo que possível (alavanca esquerda). Continue com a agitação e aumente a frequência à medida que o material fica mais quente.

FuncionamenTo ThermoMark
66
Certifique-se de que as portas por cima do compartimento que contém o agitador estão fechadas. NUNCA coloque as mãos dentro do depósito de retenção enquanto os queimadores estiverem acesos.
i Pode haver alguma variação entre a configuração do termostato e a real temperatura do material. Esta variação diminuirá após cerca de uma hora de funcionamento.É importante controlar o medidor da temperatura do material para determinar se é necessário compensação. Ajuste o termostato conforme necessário.Controle constantemente a temperatura do material e verifique novamente com o termómetro de infravermelhos.
5.2 CHAMA DO QUEIMADOR
Monitorize a chama do queimador para ver se se apaga antes de o material atingir a temperatura definida. Este fenómeno não é invulgar. Isto acontece devido ao facto de a sonda de deteção estar instalada no fundo da rede do depósito. A temperatura é superior à temperatura do material, especialmente durante o arranque. Ajuste o termostato para um valor superior para compensar esta variação.Note que, sob esta circunstância, o queimador pode não reduzir o ritmo na temperatura adequada. Quando a temperatura do material desejada é alcançada, reajuste o termostato até a chama do queimador se apagar. Não deve ser necessário mais nenhum ajuste no termostato.
5.3 ACENDIMENTO DOS QUEIMADORES RE-VERBER-RAY
Os queimadores re-verber-ray também podem ser acesos sem a ajuda da chama-piloto. Este procedimento pode ser usado se a chama-piloto não estiver a funcionar e precisa de ser substituída.
As luvas resistentes ao calor TÊM de ser usadas para esta operação, visto que o retorno de chama está comumente associado ao acendimento dos queimadores.
i A conduta de gás que abastece o sistema do queimador re-verber-ray está equipada com uma válvula de macho do gás de 1/4". A válvula na conduta é uma válvula de corte de GPL padrão. Na posição ON (aberto), com a borboleta paralela à conduta do combustível, a válvula de GPL padrão permite o fluxo total de gás.
1. Rode as válvulas de macho do gás de forma a que a borboleta fique paralela à conduta de combustível. Agora a válvula está aberta.
2. Tente imediatamente acender os queimadores re-verber-ray com um pequeno maçarico manual ou um acendedor com uma haste longa. Cuidado com os clarões.
i Depois de acender o queimador re-verber-ray, pode demorar alguns minutos para que a superfície do queimador fique com brilho vermelho.

FuncionamenToThermoMark
67
5.4 MATERIAL APLICÁVEL
1. Certifique se a válvula do material está completamente fechada.
2. Transfira apenas a quantidade de termoplástico que pretende usar no recipiente de fundição. Faça esta transferência 15 minutos após o acendimento dos queimadores. Feche e tranque sempre as portas do recipiente de fundição após o enchimento.
Use equipamento de proteção pessoal, incluindo um vestuário resistente ao calor durante o enchimento do termoplástico.Use as pegas do equipamento existentes durante o enchimento do termoplástico para facilitar a utilização.A superfície exterior do depósito de retenção aquece durante o aquecimento do termoplástico. Evite o contacto direto com a superfície.
i Filtre sempre o termoplástico derretido quando transferir. Nunca encha demasiado o aplicador e mantenha o topo da unidade raspado e limpo de algum derramamento inadvertido.
3. Se usar a máquina para derreter o termoplástico, espere que o produto atinja 410ºF (210ºC) antes de tentar continuar.
4. Encha a matriz da aplicação com o uso da alavanca da válvula do material (alavanca exterior direita).
Atención
Quando encher a matriz com material, NUNCA deixe transbordar.
5. Aplique o material como desejado na superfície, usando os controlos como ilustrado na secção 4.4.
6. Agite o material com frequência utilizando o agitador (alavanca esquerda). As esferas termoplásticas podem assentar no fundo do recipiente de fundição, causando uma camada de isolamento inadvertida que resultará num aquecimento ineficiente.
i O termoplástico não precisa de agitação a 300ºF (149ºC). Contudo, é necessário que a agitação comece a 325ºF (162ºC) e que a sua frequência aumente aproximadamente a cada 3-5 minutos a 420ºF (215ºC).
7. Use sempre o termoplástico neste equipamento dentro de 30 minutos, ou faça o seu escoamento e recicle-o num fundidor maior.
8. Não deixe esta unidade arrefecer com um recipiente de fundição cheio de material e tente escoar ao máximo o material desse recipiente antes de encerrar. Recomenda-se que limpe o tubo do material (o tubo que percorre entre o recipiente de fundição e a matriz) com uma peça de tubo flexível hidráulico de 3/4”.
Nunca deixe a chama acesa se o depósito do material estiver vazio. Caso contrário, é bem possível que haja sobreaquecimento e inflamabilidade no material.
encerramenTo, limPeZa e manuTenção ThermoMark
68
6 ENCERRAMENTO, LIMPEZA E MANUTENÇÃO
i Uma limpeza adequada é a melhor forma de garantir o prolongamento da vida útil desta máquina.
6.1 ENCERRAMENTO, LIMPEZA
i Execute estes passos enquanto a unidade ainda está quente. Não deixe que a unidade arrefeça primeiro.
Use equipamento de proteção pessoal, incluindo luvas e um vestuário resistente ao calor.
1. Após a finalização do dia de trabalho, feche a válvula no depósito de PL, rodando-a no sentido dos ponteiros do relógio.
2. Feche a válvula de gás restante rodando-a para a posição OFF.
3. Verifique o restante fornecimento de gás para o próximo dia de trabalho. Tenha sempre à mão um depósito de gás PL suplente.
4. Escoe completamente o recipiente de fundição e raspe a parte superior e as laterais para limpar algum derramamento existente.
i Raspe frequentemente o interior do recipiente de fundição enquanto estiver quente para evitar a acumulação de resinas em zonas em que o agitador não contacta com a parede do depósito.
5. Remova a matriz enquanto ainda está quente e raspe o termoplástico para retirar o máximo possível. Este nível de limpeza proporciona um arranque suave no dia seguinte, desde que a matriz não tenha nenhum grumo pesado de termoplástico.
i A matriz deve ser sempre guardada na posição totalmente fechada. Se desejado, limpe completamente a matriz, mas contacte a fábrica para obter informações sobre a solução de limpeza adequada.
6. Se a unidade ficar inativa mais do que uma noite, esvazie todas as esferas do dispensador de esferas para evitar a contaminação da humidade.
7. Raspe frequentemente o interior do depósito do material enquanto estiver quente para evitar a acumulação de resinas em zonas em que o agitador não contacta com a parede do depósito.
6.2 LUBRIFICAÇÃO
i Este equipamento exige muito pouca carga ou velocidade nos rolamentos. É melhor lubrificar a unidade diariamente em pequenas doses, do que uma grande dose semanalmente.
1. Lubrifique os rolamentos do eixo pelo menos uma vez em cada 20 horas de funcionamento com um lubrificante de temperatura elevada.
Este procedimento não deve deixar nenhum lubrificante em excesso no rolamento.
encerramenTo, limPeZa e manuTençãoThermoMark
69
6.3 CUIDADOS A TER COM A MATRIZ DE APLICAÇÃO E MANUTENÇÃO
i As matrizes para esta unidade são um tanto frágeis devido aos canais de carboneto e à construção em alumínio. Contudo, as matrizes oferecem uma longa vida útil desde que se execute algum cuidado básico e manutenção diária.
As matrizes para esta unidade são fixas e reguláveis numa aplicação de milipolegadas, fornecendo uma espessura de linha específica para uma determinada matriz. A espessura de milipolegadas é gravada na superfície da barra de extrusão.Isto é uma espessura de aplicação teórica, visto que o termoplástico é um produto que encolhe ao arrefecer. Os índices de encolhimento e de arrefecimento podem variar dramaticamente com as variações na fórmula do termoplástico, na temperatura ambiente e na textura da superfície da estrada.Todos as matrizes são fabricadas com uma porta de extrusão de grande dimensão de 25% ou mais (ou seja, uma matriz de 90 mil serve para cortes com uma profundidade de 113 mil). É de salientar que, nas condições certas, o termoplástico pode encolher até 30% depois de arrefecer.• Mantenha a matriz o mais limpa possível entre as
utilizações.• Guarde sempre a matriz numa posição totalmente fechada,
em que o rebordo da sapata interior fica debaixo da porta da barra de extrusão.
• Substitua as molas se a matriz não fechar adequadamente. Tenha sempre, pelo menos, 6 molas de matriz adicionais.
• Manuseie com cuidado a matriz para não danificar os canais de carboneto.
• Antes da utilização, inspecione se a matriz não tem o alumínio entortado ou dobrado e os canais de carboneto gastos ou lascados. Se a matriz estiver entortada ou dobrada, tem de ser corrigida para fornecer um desempenho ideal.
• É aceitável aquecer a matriz com um maçarico - mas tenha muito cuidado ao fazê-lo. Quando aquecer uma matriz com um maçarico, tenha cuidado para que nenhuma das superfície de alumínio sobreaqueça, e SOB NENHUMA CIRCUNSTÂNCIA deve aplicar calor nas molas. Utilize um maçarico com uma propagação da chama e mantenha a chama sempre em movimento. Os componentes de aço, tais como os canais da matriz e a barra de extrusão, necessitam de mais aquecimento do que os componentes de alumínio.
• Nunca tente forçar a abertura de uma matriz quando estiver fria e use o mínimo de esforço depois de estar aquecida.
6.4 DADOS DE SERVIÇO DO QUEIMADOR DE INFRAVERMELHOS
PROCESSAMENTO
A ignição adequada do gás na superfície dos queimadores de infravermelhos conhecida como “processamento” é absolutamente necessária. A condição de processamento é evidente quando uma fina chama azul cobre a grelha refratária do queimador, e a blindagem de proteção dos fios fica de cor vermelha brilhante.A condição de processamento é alcançada ao controlar cuidadosamente a mistura ar-combustível por meio de um equilíbrio entre o diâmetro do orifício e a pressão do combustível. A mistura adequada do ar e do combustível produzirá uma transferência do calor de infravermelhos excelente para materiais sólidos diante da rede do processamento, sem o inconveniente das labaredas.
PRÉ-IGNIÇÃO
Devido à natureza da forma como este sistema funciona, é possível ter uma condição chamada “pré-ignição”. Esta condição geralmente ocorre quando o queimador está sobreaquecido, fazendo a mistura ar-combustível entrar em ignição antes de alcançar a grelha refratária. A pré-ignição pode ser identificada por um som tipo uivo ou de água a ferver que sai do conjunto do queimador.
1. Quando a pré-ignição ocorre, desligue imediatamente o sistema do queimador. Se for deixado a funcionar, ocorrerá uma acumulação excessiva de carbono, causando ineficiência e por fim danos permanentes.
2. Deixe o sistema arrefecer durante cerca de 5 minutos e reacenda. Logo que acorrer a ignição adequada, rode a válvula na posição perpendicular à conduta de combustível, reduzindo a possibilidade de ocorrer a pré-ignição. Se o problema persistir, contacte o serviço técnico.

encerramenTo, limPeZa e manuTenção ThermoMark
70
TUBAGEM DE FORNECIMENTO
A tubagem de fornecimento do queimador de infravermelhos contém um orifício que causa um funcionamento ineficiente se ficar entupido ou limitado. Siga estes passos para remover o entupimento.
1. Remova o conjunto.
2. Solte a arruela de fluxo de ar e a contraporca localizadas na unidade.
3. Desaparafuse o orifício da extremidade e inspecione visualmente o diâmetro do orifício. Fure com uma broca #77, se necessário.
Atención
NÃO aumente o diâmetro do orifício.
4. Inspecione visualmente o injetor de ar e remova quaisquer obstruções com ar comprimido.
5. Monte de novo com um espaço mínimo de 3/32” na arruela de entrada de ar. Quando fixar as junções às peças fundidas por infravermelhos, use uma camada muito fina de composto de juntas de tubos PTFE nas superfícies de vedação cónica nas conexões. Certifique-se de que não põe demasiado, impedindo que caia algum excesso de composto na peça fundida. Certifique-se de que as conexões de união estão apertadas, porque mesmo uma pequena fuga pode causar uma combustão inadequada.
6. Se este procedimento não resolver o problema, por favor contacte o serviço técnico.
6.5 MANUTENÇÃO E REPARAÇÃO DO QUEIMADOR DE INFRAVERMELHOS
i Se for formado carbono excessivo dentro do queimador, o alojamento tem de ser limpo. Os métodos de limpeza adequados exigem a desmontagem do coletor e do material da tubagem para as peças fundidas do queimador.
1. Feche o fornecimento de gás principal no depósito. Abra a válvula do gás GPL de infravermelhos.
2. Desconecte a porca da tubagem de cobre atrás das válvulas do gás GPL, depois desconecte as duas uniões do cano na parte superior das peças fundidas do queimador.
3. Remova a tubagem e o coletor como um conjunto.
4. Certifique-se de que as peças fundidas do queimador estão totalmente arrefecidas, depois com um tubo flexível de ar deite ar comprimido no bocal aberto de cada queimador. Se o carbono excessivo for evidente, os queimadores devem ser removidos da montagem e virados ao contrário.
5. Sopre ar do lado refratário enquanto abana para remover todas as partículas soltas. É possível que a placa defletora se tenha desintegrado e toda a peça fundida do queimador deve ser substituída.

encerramenTo, limPeZa e manuTençãoThermoMark
71
6.6 DADOS DE SERVIÇO DO SISTEMA DE GÁS E CONTROLO DO QUEIMADOR
i Se tiver problemas com a ignição ou o funcionamento do sistema de aquecimento a gás PL, tente o seguinte antes de contactar o serviço técnico:
1. Tome nota ou marque as conexões dos fios na válvula do gás localizada no interior da porta lateral do funil de esferas. Desconecte todos os fios, depois encontre os dois fios que conduzem à termopilha no interior da fornalha.
2. Com um medidor de teste, verifique a continuidade no restante fio vermelho e branco, que conduz ao controlo do termostato. Enquanto ainda está conectado ao medidor, ajuste o termostato configurando para cima e para baixo e oiça um clique no termostato. Este som indica um interruptor a ligar e a desligar, com a configuração inferior a desligar-se ou sem continuidade.
3. Se não houver nenhuma alteração no medidor, desconecte os fios no termostato e verifique cada condutor para uma eventual ligação à terra.
4. Substitua ou repare, se necessário.
5. Se o medidor de teste indicar que o interruptor e os fios estão a funcionar adequadamente, volte a conectar os fios e continue com a verificação do medidor de milivolts da seguinte maneira:
a. Resultados do teste - se a leitura for superior a 100 milivolts e a válvula automática não acende, substitua-a. Se a leitura do circuito fechado for inferior a 100 milivolts, determine a causa através da realização dos paços “b” e “c”.
b. Resultados do teste - se a leitura “b” for inferior a 325 milivolts, limpe e aperte todas as conexões elétricas e ajuste a chama-piloto se necessário para aumentar a saída de milivolts. Se não conseguir ajustar pelo menos o mínimo especificado, troque a termopilha.
c. Resultados do teste - se a leitura “c” for superior ao específico para o circuito a ser verificado, limpe e aperte os cabos e as conexões do termostato, e inicie rapidamente o ciclo do termostato para limpar os contactos.

resolução de ProBlemas ThermoMark
72
PROBLEMA A. Agitação rígida
B. Margem da linha irregular
C. As esferas de vidro não fluem
D. O aplicador não impulsiona facilmente
E. A válvula do material tem fugas
F. A chama-piloto não acende ou não se mantém acesa
G. O queimador não acende ou não se mantém aceso
H. Os queimadores de infravermelhos não aquecem o suficiente
I. Queima dos queimadores de infravermelhos
J. O material não flui da válvula de descarga
K. Travão inoperativo
CAUSA 1. Material demasiado frio. 2. Objeto estranho no fundo do depósito.
1. Material demasiado frio ou demasiado quente.
2. Canais da matriz demasiado frios.
3. Superfície do asfalto áspera
1. Esferas molhadas. 2. A roda motriz não vira. 3. Matéria estranha no funil ou no dispensador.
1. Rolamento preso.
2. Dispensador de esferas preso na roda. 3. Rodas gastas ou contaminadas.
1. Conexão do pino solta ou inexistente. 2. Falha da mola da válvula.
1. Baixo fornecimento de combustível. 2. Ar nas condutas.
3. Conduta de combustível obstruída.
4. A termopilha não aquece. 5. Fios danificados ou termopilha defeituosa.
1. Baixo fornecimento de combustível. 2. Conduta de combustível obstruída. 3. Termopilha defeituosa, fios danificados ou
termopilha não aquecida. 4. Controlo do combustível principal defeituoso.
1. Combustível limitado baixo. 2. Orifício ou válvula limitada ou obstruída. 3. Infravermelho quebrado ou danificado.
1. Alojamentos do queimador demasiado quentes, causando a pré-ignição.
1. O material está demasiado frio.
2. Esferas assentes no tubo de transferência.
1. Alojamento do cabo solto. 2. Cabo preso. 3. Braço do travão solto no eixo do pivô.
4. Cabo em posição bloqueada. 5. Roda gasta ou defeituosa.
SOLUÇÃO 1. Aguarde até o material estar derretido. 2. Escoe o termoplástico e inspecione o agitador.
1. Verifique a temperatura do termoplástico com um termómetro diferente.
2. Aguarde até a matriz estar toda aquecida, depois continue a aplicação até o termoplástico aquecer mais a matriz.
3. Experimente com a temperatura da aplicação do termoplástico.
1. Deite fora e substitua por esferas novas. 2. Faça o ajuste adequado do aplicador de esferas. 3. Limpe meticulosamente.
1. Inspecione e substitua os rolamentos conforme necessário.
2. Reajuste a ligação do aplicador de esferas. 3. Substitua ou limpe conforme necessário.
1. Aperte ou substitua conforme necessário. 2. Substitua a válvula.
1. Reencha o depósito de gás PL. 2. Mantenha o botão pressionado até a conduta ficar limpa
(não mais do que 2 minutos). 3. Inspecione o orifício e a conduta do combustível - limpe
ou repare conforme necessário. 4. Realinhe a termopilha na chama-piloto. 5. Veja o diagnóstico do sistema.
1. Reencha o depósito de gás PL. 2. Inspecione, limpe ou repare conforme necessário. 3. Deixe a termopilha aquecer, verifique se há fios
danificados, repare ou substitua conforme necessário. 4. Substitua, se necessário.
1. Verifique e limpe as condutas de combustível. 2. Remova e limpe conforme necessário. 3. Remova e repare ou substitua conforme necessário.
1. Desligue os queimadores e reacenda com a válvula limitadora virada na perpendicular à conduta de combustível.
Consulte o serviço dos infravermelhos.
1. Aguarde que os infravermelhos aqueçam o tubo de transferência.
2. Após o tubo e a válvula estarem aquecidos, empurre o tubo flexível hidráulico de 1/2” através da descarga do depósito para a válvula do material para limpar.
1. Verifique todas as contraporcas. 2. Substitua, se necessário. 3. Verifique se o parafuso de fixação está solto no braço do
travão. 4. Vire o manípulo 1/4 de volta. 5. Substitua a roda ou ajuste as contraporcas inferiores
para mais tensão.
7 RESOLUÇÃO DE PROBLEMAS
Termos e condiçÕes de TiTan ase ThermoMark
73
8 TERMOS E CONDIÇÕES DE TITAN ASE
1 ACEITAÇÃO
A Titan ASE (Vendedor) aceita o pedido de encomenda do produto por escrito ou verbalmente por parte do Comprador após este dar o seu parecer favorável relativamente aos termos e condições aqui contidos que constituem os únicos termos e condições contratuais de caráter vinculativo entre as partes na ausência de um acordo escrito. O Vendedor não estará vinculado por quaisquer termos do pedido de compra do Comprador que forneçam condições adicionais ou diferentes dos termos aqui estabelecidos, nem por quaisquer representações feitas por agentes ou distribuidores da Vendedora.
2 PREÇOS E TERMOS
Todos os preços estão sujeitos a alterações por parte do Vendedor a qualquer momento antes da entrega em relação à totalidade ou a qualquer parte dos itens encomendados, na medida necessária para cobrir os custos acrescidos da Vendedora que lhes são aplicáveis.
3 ENVIO E LOCAL DE ENTREGA
Os produtos do Vendedor são vendidos no local de expedição F.O.B. e a colocação do Revendedor de tais bens na posse de uma empresa de transporte rodoviário, companhia de caminhos-de-ferro ou transportadora comum, deve constituir entrega ao Comprador e todo o risco de perda em trânsito será suportado pelo comprador. As datas de expedição são aproximadas e baseadas na receção imediata de todas as informações necessárias.
4 RESPONSABILIDADE FINANCEIRA
As vendas e a entrega aqui estabelecidas estarão sempre sujeitas à aprovação do departamento de crédito do Vendedor e a qualquer momento o Vendedor poderá exigir prova de pagamento ou segurança satisfatória ou garantia que as faturas serão pagas prontamente quando vencidas. Se o Comprador não cumprir com quaisquer condições de pagamento, o Vendedor, além dos seus outros direitos e recursos, mas sem limitação do mesmo, reserva-se no direito de reter outras entregas e qualquer quantia não paga, ficará imediatamente em dívida. Se o Comprador falhar ou se recusar a aceitar a entrega de equipamento e/ou material encomendado nos termos aqui estabelecidos, ou não cumprir quaisquer termos, cláusulas e condições deste acordo, o Vendedor poderá reter o dinheiro depositado ou pago e aplicar o mesmo no pagamento dos seus danos. Se os produtos encomendados tiverem sido entregues ao Comprador ou ao Vendedor no momento do incumprimento, o Vendedor pode declarar o montante total devido e pagável sem aviso prévio; ou a demanda e pode reaver os referidos produtos. A recuperação e a disposição do equipamento e a ação judicial por qualquer anomalia devem estar de acordo com as leis aplicáveis. Os recursos aqui previstos a favor do Vendedor não serão considerados exclusivos, mas serão cumulativos e complementarão todos os outros recursos em favor do Vendedor, existentes na lei ou no património líquido.
5 ATRASOS
O Vendedor não será responsável por perdas ou danos devido ao atraso da entrega ou pela fabricação de toda ou parte de um pedido de compra, resultante de qualquer causa fora do controlo razoável do Vendedor, incluindo, mas não só, o cumprimento de quaisquer regulamentos, ordens ou instruções de qualquer departamento ou agência governamental, catástrofes naturais, ações ou omissões do
Comprador, intervenção de autoridades civis ou militares, incêndios, greves, paralisações ou alterações de fábrica, embargos, guerras, tumultos, atrasos no transporte ou incapacidade devido a causas fora do controlo razoável do Vendedor para obter a mão-de-obra necessária, instalações de fabrico ou materiais das fontes usuais do Vendedor e quaisquer atrasos resultantes de qualquer uma destas causas, constituirão motivo para prorrogar as datas de entrega e a receção das mercadorias constituirá uma renúncia de todos os pedidos de indemnização. Em nenhum caso, o Comprador ou o Vendedor será responsável por danos especiais ou consequenciais.
6 PEDIDOS ESPECIAIS
Quando em conformidade com uma especificação, inspeções, entrega ou provisões especiais do Estado ou de outra agência é uma condição da aceitação da expedição do Vendedor, o pedido de compra escrita do Comprador deve indicar esse facto com referência à agência e completar os requisitos em causa. O comprador aceita a responsabilidade total de comunicar os detalhes da especificação do produto ao Vendedor antes do fabrico e da entrega do produto.
7 CANCELAMENTO
O Comprador pode cancelar a sua encomenda, reduzir quantidades, rever especificações ou alargar agendamentos apenas por comum acordo quanto aos custos de cancelamento adequados e razoáveis, tendo em consideração as despesas já incorridas e compromissos assumidos pelo Vendedor e o Comprador indemnizará o Vendedor por qualquer prejuízo daí resultante.
8 RECLAMAÇÕES
Todos os envios devem ser inspecionados antes da aceitação e reclamações de perda ou dano apresentadas pelo destinatário com a transportadora num prazo de cinco (5) dias após a entrega. Quaisquer reclamações de escassez devem basear-se na inspeção completa do envio e dos documentos que acompanham a embalagem e devem ser notificadas ao Vendedor por escrito no prazo de cinco (5) dias após a receção.
9 IMPOSTOS
O montante dos impostos declarado na página inicial deste documento, se houver, é apenas aproximado. O Comprador é responsável pelo valor total de todos esses impostos a qualquer momento exigido pelo Vendedor, como se tivesse sido inicialmente adicionado ao preço. Se o Vendedor pagar esses impostos, o Comprador deverá reembolsar o Vendedor.
10 AMOSTRAS E TESTES
O Comprador deve examinar e testar qualquer material e/ou equipamento entregue sob este contrato imediatamente após a receção. Se o Comprador não notificar por escrito qualquer reclamação por defeitos ou violações da garantia no prazo de 20 (vinte) dias após a receção do produto, será uma aceitação sem reservas do referido produto e uma renúncia de todas as reclamações por parte do comprador.

CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO PRINCIPAL (LADO INFERIOR) I ASSEMBLAGGIO PRINCIPALE (LATO INFERIORE)
P CONJUNTO PRINCIPAL (PARTE INFERIOR)
74
DIE SHIELD
1 24
3
5
6
10
11
9
8
7
12
13
15
16 14
17
20
21
18
19
22 23

ThermoMark
75
Pos.ThermoMark
250Denominación Denominazione Descrição
1 70510000 Barra de freno Barra del freno Barra do travão
2 07050103 Resorte de la barra de freno (2) Molla della barra del freno (2) Mola da barra do travão (2)
3 70050001 Bloque de ranura de freno Blocco di scorrimento della barra del freno
Bloco da ranhura do travão
4 7005003 Anclaje angular Supporto angolare Suporte angular
5 70050005 Eje principal (4) Asse principale (4) Eixo principal (4)
6 6432K21 Collar de fijación de 3/4 (6) Ghiera di bloccaggio 3/4 (6) 3/4 anel de ajuste (6)
7 98373A262 Pasador de resorte (2) Perno intagliato (2) Pino da mola (2)
8 07500102 Cojinete (2) Cuscinetto (2) Rolamento (2)
9 07053005 Rueda de 10 x 2,75 (2) Ruota 10 x 2,75 (2) 10 x 2,75 roda (2)
10 70090010S Refuerzo Rinforzo Endurecedor
11 70050002 Palanca de pivote de freno Leva pivotante del freno Alavanca do pivô do travão
12 3073711 Polea del cable (2) Puleggia per cavi (2) Polia do cabo (2)
13 07000205 Cable de freno de 3/32", 90 cm Cavo del freno 3/32’‘, 36’‘ 3/32" cabo do travão, 36"
14 00014100 Cable de la rueda giratoria Cavo della ruota pivotante Cabo da roda giratória
15 7050004 Palanca de freno Leva del freno Alavanca do travão
16 00013559 Liberación de la rueda giratoria Rilascio della ruota pivotante Desengate da roda giratória
17 07000205 Cable de freno de 3/32", 60 cm Cavo del freno 3/32’‘, 24’‘ 3/32" cabo do travão, 24"
18 ------- Perno de argolla de 10-24 x 1 (2) Bullone a occhio 10-24 x 1 (2) 10-24 x 1 parafuso de olhal (2)
19 ------- Perno de argolla de 10-24 x 1 3/8 (2) Bullone a occhio 10-24 x 1 3/8 (2) 10-24 x 1 3/8 parafuso de olhal (2)
20 07000205 Tensor de tornillo de 5/16 x 6 5/8 Tenditore 5/16 x 6 5/8 5/16 x 6 5/8 tensor
21 ------- Funda de cable de 3/32 (4) Manicotto per cavi 3/32 (4) 3/32 tubagem do cabo (4)
22 ------- Contratuerca de 10-24 (4) Controdado 10-24 (4) 10-24 contraporca (4)
23 ------- Arandela plana n.° 10 (4) Rondella piana n. 10 (4) #10 arruela plana (4)

CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO DE MATRIZ I ASSEMBLAGGIO DELLO STAMPO
P CONJUNTO DA MATRIZ
76
Pos.ThermoMark
250Denominación Denominazione Descrição
1 ASE15100007 Ángulo de refuerzo de 4" Triangolo per rinforzo 4’‘ 4" Ângulo de reforço
ASE15200007 Ángulo de refuerzo de 5" Triangolo per rinforzo 5’‘ 5" Ângulo de reforço
ASE15300007 Ángulo de refuerzo de 6" Triangolo per rinforzo 6’‘ 6" Ângulo de reforço
ASE15400007 Ángulo de refuerzo de 8" Triangolo per rinforzo 8’‘ 8" Ângulo de reforço
ASE15500007 Ángulo de refuerzo de 9" Triangolo per rinforzo 9’‘ 9" Ângulo de reforço
ASE15600007 Ángulo de refuerzo de 10" Triangolo per rinforzo 10’‘ 10" Ângulo de reforço
ASE15700007 Ángulo de refuerzo de 12" Triangolo per rinforzo 12’‘ 12" Ângulo de reforço
2 ASE15100009 Barra de torsión roscada de 4" Barra di torsione filettata 4’‘ 4" Barra de torção roscada
ASE15200009 Barra de torsión roscada de 5" Barra di torsione filettata 5’‘ 5" Barra de torção roscada
ASE15300009 Barra de torsión roscada de 6" Barra di torsione filettata 6’‘ 6" Barra de torção roscada
ASE15400009 Barra de torsión roscada de 8" Barra di torsione filettata 8’‘ 8" Barra de torção roscada
ASE15500009 Barra de torsión roscada de 9" Barra di torsione filettata 9’‘ 9" Barra de torção roscada
ASE15600009 Barra de torsión roscada de 10" Barra di torsione filettata 10’‘ 10" Barra de torção roscada
ASE15700009 Barra de torsión roscada de 12" Barra di torsione filettata 12’‘ 12" Barra de torção roscada
3 ASE15100008 Biela lateral de guía de la matriz de 4" Asta laterale della guida dello stampo 4’‘ 4" Haste lateral da guia da matriz
ASE15200008 Biela lateral de guía de la matriz de 5" Asta laterale della guida dello stampo 5’‘ 5" Haste lateral da guia da matriz
ASE15300008 Biela lateral de guía de la matriz de 6" Asta laterale della guida dello stampo 6’‘ 6" Haste lateral da guia da matriz
ASE15400008 Biela lateral de guía de la matriz de 8" Asta laterale della guida dello stampo 8’‘ 8" Haste lateral da guia da matriz
ASE15500008 Biela lateral de guía de la matriz de 9" Asta laterale della guida dello stampo 9’‘ 9" Haste lateral da guia da matriz
ASE15600008 Biela lateral de guía de la matriz de 10" Asta laterale della guida dello stampo 10’‘ 10" Haste lateral da guia da matriz
ASE15700008 Biela lateral de guía de la matriz de 12" Asta laterale della guida dello stampo 12’‘ 12" Haste lateral da guia da matriz
10
7 2
12
13
14
20
8
1311
413
11
3
15
19
9
2
17
18
16
17
18

ThermoMark
77
Pos.ThermoMark
250Denominación Denominazione Descrição
4 ASE15110000 Barra de matriz de 4" Barra dello stampo standard 4’‘ 4" Barra da matriz padrão
ASE15210000 Barra de matriz de 5" Barra dello stampo standard 5’‘ 5" Barra da matriz padrão
ASE15310000 Barra de matriz de 6" Barra dello stampo standard 6’‘ 6" Barra da matriz padrão
ASE15410000 Barra de matriz de 8" Barra dello stampo standard 8’‘ 8" Barra da matriz padrão
ASE15510000 Barra de matriz de 9" Barra dello stampo standard 9’‘ 9" Barra da matriz padrão
ASE15610000 Barra de matriz de 10" Barra dello stampo standard 10’‘ 10" Barra da matriz padrão
ASE15710000 Barra de matriz de 12" Barra dello stampo standard 12’‘ 12" Barra da matriz padrão
5 ASE15120000 Yugo de matriz de 4" Bascula dello stampo 4’‘ 4" Forquilha da matriz
ASE15220000 Yugo de matriz de 5" Bascula dello stampo 5’‘ 5" Forquilha da matriz
ASE15320000 Yugo de matriz de 6" Bascula dello stampo 6’‘ 6" Forquilha da matriz
ASE15420000 Yugo de matriz de 8" Bascula dello stampo 8’‘ 8" Forquilha da matriz
ASE15520000 Yugo de matriz de 9" Bascula dello stampo 9’‘ 9" Forquilha da matriz
ASE15620000 Yugo de matriz de 10" Bascula dello stampo 10’‘ 10" Forquilha da matriz
ASE15720000 Yugo de matriz de 12" Bascula dello stampo 12’‘ 12" Forquilha da matriz
6 ASE15100002 Canaleta de matriz de 4" Raccoglitore dello stampo 4’‘ 4" Calha da matriz
ASE15200002 Canaleta de matriz de 5" Raccoglitore dello stampo 5’‘ 5" Calha da matriz
ASE15300002 Canaleta de matriz de 6" Raccoglitore dello stampo 6’‘ 6" Calha da matriz
ASE15400002 Canaleta de matriz de 8" Raccoglitore dello stampo 8’‘ 8" Calha da matriz
ASE15500002 Canaleta de matriz de 9" Raccoglitore dello stampo 9’‘ 9" Calha da matriz
ASE15600002 Canaleta de matriz de 10" Raccoglitore dello stampo 10’‘ 10" Calha da matriz
ASE15700002 Canaleta de matriz de 12" Raccoglitore dello stampo 12’‘ 12" Calha da matriz
7 ASE15100001 Compuerta de rasqueta de 4" Uscita di tenuta del raccoglitore 4’‘ 4" Porta do doseador
ASE15200001 Compuerta de rasqueta de 5" Uscita di tenuta del raccoglitore 5’‘ 5" Porta do doseador
ASE15300001 Compuerta de rasqueta de 6" Uscita di tenuta del raccoglitore 6’‘ 6" Porta do doseador
ASE15400001 Compuerta de rasqueta de 8" Uscita di tenuta del raccoglitore 8’‘ 8" Porta do doseador
ASE15500001 Compuerta de rasqueta de 9" Uscita di tenuta del raccoglitore 9’‘ 9" Porta do doseador
ASE15600001 Compuerta de rasqueta de 10" Uscita di tenuta del raccoglitore 10’‘ 10" Porta do doseador
ASE15700001 Compuerta de rasqueta de 12" Uscita di tenuta del raccoglitore 12’‘ 12" Porta do doseador
8 ASE91771A825 Tornillo mecánico de cabeza plana n.° 10-32 x 114
FHMS 10-32 x 114 #10-32 x 114 Parafuso de máquina de cabeça chata
9 ASE15000005 Tirante de matriz Collegamento dello stampo Ligação da matriz
10 ASE15000101 Abrazadera, 5/16-24 Cavallotto, 5/16-24 Gancho de segurança, 5/16-24
11 ASE15000006 Resorte de cierre de matriz Molla di chiusura dello stampo Mola de fechamento da matriz
12 ASE90047A115 Contratuerca, 5/16-18 Controdado, 5/16-18 Contraporca, 5/16-18
13 ASE15000004 Rodillo de matriz Canale di scorrimento dello stampo Canal da matriz
14 ASE15001000 Soporte Cuscinetto di supporto Mancal
15 ASE910099A362 Tornillo mecánico de cabeza plana n.° #10-32 x 5/8
FHMS 10-32 x 5/8 #10-32 x 5/8 Parafuso de máquina de cabeça chata
16 ASE15000003 Gancho de suspensión de la matriz Gancio di sospensione dello stampo Gancho de suspensão da matriz
17 ASE92240A537 Tornillo hexagonal del rodillo de matriz Vite esagonale per il canale di scorrimento dello stampo
Parafuso sextavado do canal da matriz
18 ASE93776A21 Tuercas hexagonales del rodillo de matriz (114-20 x 112)
Dadi esagonali per i canali di scorrimento dello stampo (114-20 x 112)
Porcas sextavadas do canal da matriz (114-20 x 112)
19 ASE15000301 Anillo de retención Anello di ritenzione Anel de retenção
20 ASE91771A831 Soporte, tornillo mecánico de cabeza plana de 10-32 x 3/4
Cuscinetto, FMHS 10-32 x 3/4 Mancal, 10-32 x 3/4 Parafuso de máquina de cabeça chata

CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO DE TERMOSTATO I ASSEMBLAGGIO DEL TERMOSTATO
P CONJUNTO DO TERMOSTATO
78
Pos.ThermoMark
250Denominación Denominazione Descrição
1 ASE07270101 Termostato principal Termostato principale Termostato principal
2 ASE07273101 Control Honeywell Controllo Honeywell Controlo Honeywell
3 ASE07073102 Reguladores de gas Regolatori del gas Reguladores de gás
4 ASE2E392 Quemador de la cubierta de la matriz
Bruciatore per lo schermo di protezione dello stampo
Queimador do protetor da matriz
5 ASE07073101 Válvula de aguja de apertura y cierre de gas
Valvola ad ago di accensione/spegnimento del gas
Válvula de agulha on/off do gás
6 ASE07412102 Manguera de gas GLP Flessibile del GPL Tubo flexível do gás (GPL)
7 ASE07274101 Quemador de aluminio Bruciatore in alluminio Queimador de alumínio
8 ASE5174K5 Tubería de cobre Condotta di rame Linha de cobre
9 ASE07275000 Conjunto de generador de piloto (incluye los elementos 10 a 12)
Assemblaggio del dispositivo di generazione della fiamma pilota (include gli elementi 10-12)
Conjunto do gerador da chama-piloto (inclui os itens 10-12)
10 07275102 Controles generales del generador de piloto
Comandi generali del dispositivo di generazione della fiamma pilota
Controlos gerais do gerador da chama-piloto
11 00015200 Tuberías de aluminio de 1/4", 60 cm de largo
Tubazioni di alluminio; 1/4’‘, 24’‘ 1/4" tubagem de alumínio, 24" de comprimento
12 07275007 Soporte de montaje Staffa di montaggio Suporte de montagem
REDBLK
WHT
VIOLETTHERM
THERM
PILOT
PILOT
WHITE
REDVIOLET
BLACK
UE 800
PILOT PP
PILOT PP
TH
THVIOLET
WHITE
BLACK
RED
TO PILOT
TO THERMOSTAT
GENERANT
R
L U
219E
PY
T
.A
. S. U
, s a x e T , ye n
n
iK
cM
. OCS L OR T NOC
R E HSI
F
VENT
R
L U
219E
PY
T
.A
. S. U
, s a x e T , ye n
n
iK
cM
. OCS L OR T NOC
R E HSI
F
VENT
PPTH
Y PPYYTH Y
21
ADJPILOT
PSI
HONEYWELL
OFF O
N
PILOTC2 1HONEYWELL PSI
PPTH
Y PPYYTH Y
21
ADJPILOT
PSI
HONEYWELL
OFF O
N
PILOTC2 1HONEYWELL PSI
11
1
2
3
5
7
89
10
3
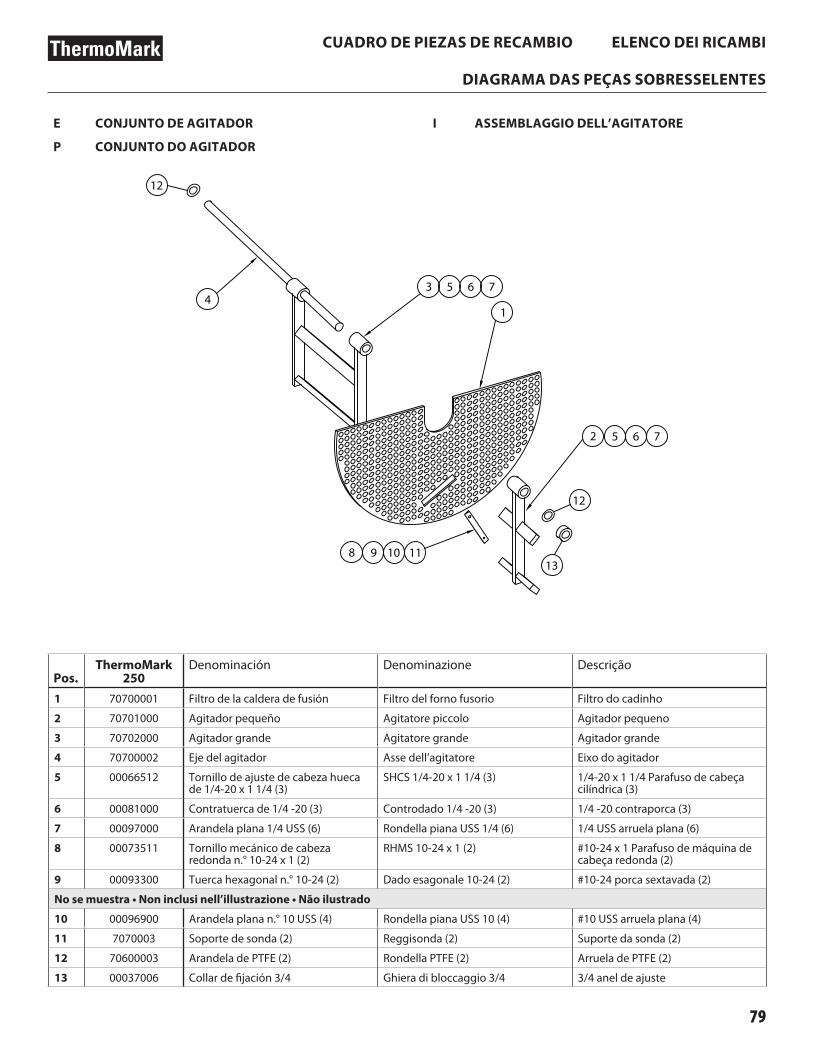
ThermoMark CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
E CONJUNTO DE AGITADOR I ASSEMBLAGGIO DELL’AGITATORE
P CONJUNTO DO AGITADOR
79
Pos.ThermoMark
250Denominación Denominazione Descrição
1 70700001 Filtro de la caldera de fusión Filtro del forno fusorio Filtro do cadinho
2 70701000 Agitador pequeño Agitatore piccolo Agitador pequeno
3 70702000 Agitador grande Agitatore grande Agitador grande
4 70700002 Eje del agitador Asse dell’agitatore Eixo do agitador
5 00066512 Tornillo de ajuste de cabeza hueca de 1/4-20 x 1 1/4 (3)
SHCS 1/4-20 x 1 1/4 (3) 1/4-20 x 1 1/4 Parafuso de cabeça cilíndrica (3)
6 00081000 Contratuerca de 1/4 -20 (3) Controdado 1/4 -20 (3) 1/4 -20 contraporca (3)
7 00097000 Arandela plana 1/4 USS (6) Rondella piana USS 1/4 (6) 1/4 USS arruela plana (6)
8 00073511 Tornillo mecánico de cabeza redonda n.° 10-24 x 1 (2)
RHMS 10-24 x 1 (2) #10-24 x 1 Parafuso de máquina de cabeça redonda (2)
9 00093300 Tuerca hexagonal n.° 10-24 (2) Dado esagonale 10-24 (2) #10-24 porca sextavada (2)
Nosemuestra•Noninclusinell’illustrazione•Nãoilustrado
10 00096900 Arandela plana n.° 10 USS (4) Rondella piana USS 10 (4) #10 USS arruela plana (4)
11 7070003 Soporte de sonda (2) Reggisonda (2) Suporte da sonda (2)
12 70600003 Arandela de PTFE (2) Rondella PTFE (2) Arruela de PTFE (2)
13 00037006 Collar de fijación 3/4 Ghiera di bloccaggio 3/4 3/4 anel de ajuste
1
2
34
5 6 7
765
9 10 118
12
13
12

CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E PUERTAS DE LA CALDERA DE FUSIÓN I SPORTELLI DEL FORNO FUSORIO
P PORTAS DO CADINHO
80
Pos.ThermoMark
250Denominación Denominazione Descrição
1 70030001 Puerta grande Sportello grande Porta grande
2 70030002 Puerta pequeña Sportello piccolo Porta pequena
3 70030003 Tirador de la puerta Maniglia dello sportello Manípulo da porta
4 70031001 Moldura lateral derecha e izquierda (2)
Telaio per i lati destro e sinistro (2) Lado esquerdo e direito da moldagem (2)
5 70031002 Moldura de la tapa delantera Telaio per il coperchio frontale Tampa frontal da moldagem
6 70031003 Moldura de la tapa posterior Telaio per il coperchio posteriore Tampa traseira da moldagem
7 70031004 Canal central Canale medio Canal central
1
2
3
4
5
6
7
4

ThermoMark CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
E SISTEMA DE SUMINISTRO I SISTEMA DI ALIMENTAZIONE
P SISTEMA DE DISTRIBUIÇÃO
81
Pos.ThermoMark
250Denominación Denominazione Descrição
1 07800001 Válvula de melaza de 2" Valvola con sovrapposizione a 45°, 2’’
2" válvula de melaço
2 ASE44605K89 Acoplamiento NPT Giunto NPT Acoplamento NPT
3 27.5BKN Niple de 2 NPT x 7-1/2 Raccordo filettato 2 NPT x 7-1/2 2 NPT x 7-1/2 bocal
4 07810000 Soporte de la válvula de melaza Supporto della valvola con sovrapposizione a 45°
Suporte da válvula de melaço
5 ASE00051157 Codo en 90° de 2" NPT (2) Gomito NPT 90º, 2’’ (2) 2" NPT cotovelo 90º (2)
3
4 2 1
5
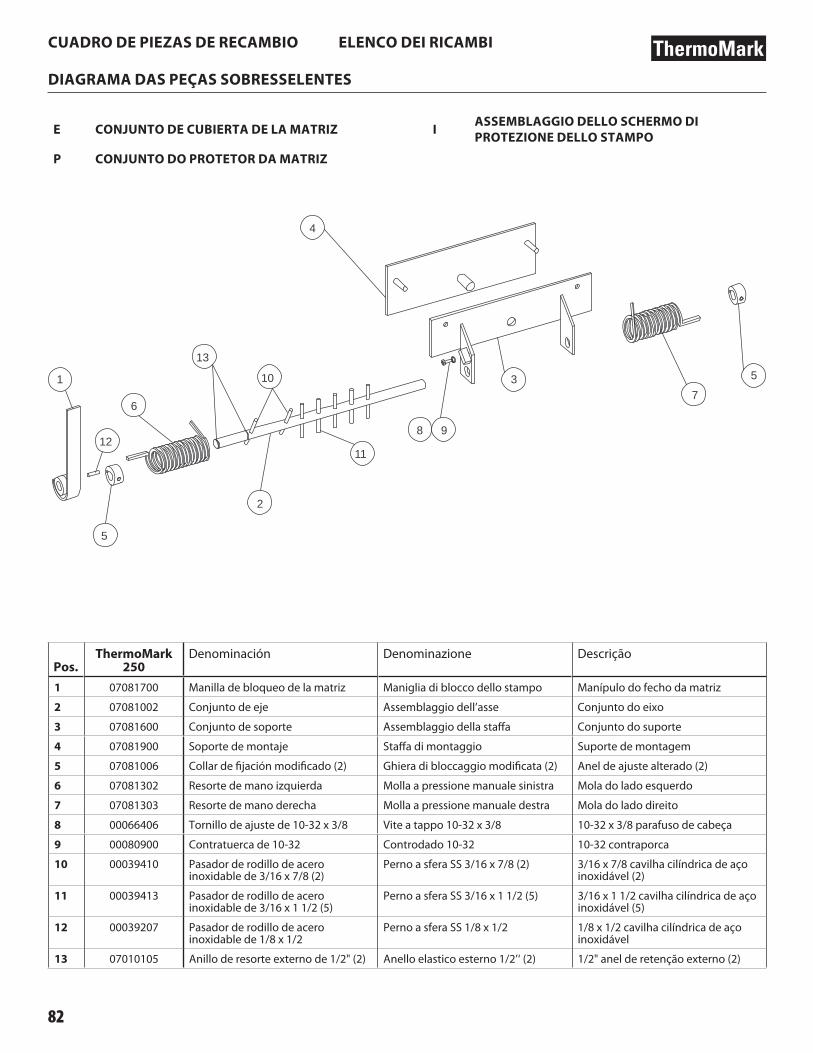
CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO DE CUBIERTA DE LA MATRIZ I ASSEMBLAGGIO DELLO SCHERMO DI PROTEZIONE DELLO STAMPO
P CONJUNTO DO PROTETOR DA MATRIZ
82
Pos.ThermoMark
250Denominación Denominazione Descrição
1 07081700 Manilla de bloqueo de la matriz Maniglia di blocco dello stampo Manípulo do fecho da matriz
2 07081002 Conjunto de eje Assemblaggio dell’asse Conjunto do eixo
3 07081600 Conjunto de soporte Assemblaggio della staffa Conjunto do suporte
4 07081900 Soporte de montaje Staffa di montaggio Suporte de montagem
5 07081006 Collar de fijación modificado (2) Ghiera di bloccaggio modificata (2) Anel de ajuste alterado (2)
6 07081302 Resorte de mano izquierda Molla a pressione manuale sinistra Mola do lado esquerdo
7 07081303 Resorte de mano derecha Molla a pressione manuale destra Mola do lado direito
8 00066406 Tornillo de ajuste de 10-32 x 3/8 Vite a tappo 10-32 x 3/8 10-32 x 3/8 parafuso de cabeça
9 00080900 Contratuerca de 10-32 Controdado 10-32 10-32 contraporca
10 00039410 Pasador de rodillo de acero inoxidable de 3/16 x 7/8 (2)
Perno a sfera SS 3/16 x 7/8 (2) 3/16 x 7/8 cavilha cilíndrica de aço inoxidável (2)
11 00039413 Pasador de rodillo de acero inoxidable de 3/16 x 1 1/2 (5)
Perno a sfera SS 3/16 x 1 1/2 (5) 3/16 x 1 1/2 cavilha cilíndrica de aço inoxidável (5)
12 00039207 Pasador de rodillo de acero inoxidable de 1/8 x 1/2
Perno a sfera SS 1/8 x 1/2 1/8 x 1/2 cavilha cilíndrica de aço inoxidável
13 07010105 Anillo de resorte externo de 1/2" (2) Anello elastico esterno 1/2’‘ (2) 1/2" anel de retenção externo (2)
5
7
4
3
2
11
6
5
1
98
10
12
13

ThermoMark CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
E MANILLAS DEL LADO DERECHO I MANIGLIE DEL LATO DESTRO
P MANÍPULOS DO LADO DIREITO
83
Pos.ThermoMark
250Denominación Denominazione Descrição
1 07650401 Acero laminado en frío de 1/4 x 1 x 1-1/8 (2)
CRS 1/4 x 1 x 1-1/8 (2) 1/4 x 1 x 1-1/8 Aço laminado a frio (2)
2 07650402 Varilla de acero laminado en frío de 3/8, 7,5 cm de largo (2)
Asta CSR 3/8’’, 3’‘ (2) 3/8 haste de aço laminado a frio, 3" de comprimento (2)
3 07650101 Tensor de tornillo de 3/8 x 7, izquierdo
Tenditore 3/8 x 7, sinistra 3/8 x 7 tensor, esquerdo
4 00037311 Pasador de seguridad Perno di chiusura Pino de travagem
5 00020022 Cadena transportadora, 12,7 cm de largo
Catena di sollevamento, 5’‘ Corrente do conector, 5" de comprimento
7 00036211 Pasador de chaveta de 1/8 x 1 Coppiglia 1/8 x 1 1/8 x 1 contrapino
8 00093900 Tuerca hexagonal de 3/8-16, lado derecho
Dado esagonale 3/8-16, RH 3/8-16 porca sextavada, de rosca direita
9 00096900 Tuerca hexagonal de 3/8-16, lado izquierdo
Dado esagonale 3/8-16, LH 3/8-16 porca sextavada, de rosca esquerda
10 00093900 Placa de acero laminado en frío de 1/4 x 1 x 1 1/8
Piastra CSR 1/4 x 1 x 1 1/8 1/4 x 1 x 1 1/8 chapa de aço laminado a frio
3
10
9
2
7
3
8
2
3
1
3/8
1 3/4 1 1/8
1/21
�1/8
10
3
3
Ø3/8
1 1/28 9
2
RIGHT HAND END
LEFT HAND END3/8-16 RIGHT HAND THREADED
ROD SUPPLIED WITH TURNBUCKLE
1 1/8
3/8
Ø9/32
1/2
1
1
3
LEFT HAND ENDØ3/8
5
4
RIGHT HAND END

CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO DE MANILLA I ASSEMBLAGGIO DELLA MANIGLIA
P CONJUNTO DO MANÍPULO
84
2
3
6
7
8
9
1
21
17
17
17
25
26
27
28

ThermoMark
85
Pos.ThermoMark
250Denominación Denominazione Descrição
1 70060001 Soporte de la cubierta de la matriz Supporto dello schermo di protezione dello stampo
Suporte do protetor da matriz
2 70061000 Soporte del eje Supporto dell’asse Suporte do eixo
3 70062000 Eje de la manilla Asse della maniglia Eixo do manípulo
4 70010000 Manilla del agitador Maniglia dell’agitatore Manípulo do agitador
5 70062000 Conjunto de actuador Assemblaggio dell’attuatore Conjunto do atuador
6 70063000 Conjunto de manilla de la válvula Assemblaggio della maniglia della valvola
Conjunto do manípulo da válvula
7 70064000 Conjunto de manilla de la matriz Assemblaggio della maniglia dello stampo
Conjunto do manípulo da matriz
8 70065000 Tensor de tornillo de extensión de la matriz
Tenditore della prolunga dello stampo
Tensor de extensão da matriz
9 70060101 Tubería de PTFE (28 cm) Tubazioni PTFE (11’‘) Tubagem PTFE (11")
10 70060002 Soporte del regulador de gas Staffa di regolazione del gas Suporte do regulador de gás
11 00091011 Perno de 1/4-20 x 2,5 cm (6) Bullone 1/4-20 x 1’‘ (6) 1/4-20 x 1" parafuso (6)
13 00091013 Perno de 1/2-20 x 1 1/2 (6) Bullone 1/2-20 x 1 1/2 (6) 1/2-20 x 1 1/2 parafuso (6)
14 00097000 Arandela plana 1/4 USS (14) Rondella piana USS 1/4 (14) 1/4 USS arruela plana (14)
15 00095700 Arandela de seguridad de 1/4 (2) Fermadado 1/4 (2) 1/4 arruela de fixação (2)
16 00093500 Tuerca hexagonal de 1/4-20 Dado esagonale 1/4-20 1/4-20 porca sextavada
17 70060003 Arandela de PTFE (3) Rondella PTFE (3) Arruela de PTFE (3)
18 00076707 Tornillo de cabeza plana A de 1/4-20 x 1/2 (2)
FHAS 1/4-20 x 1/2 (2) 1/4-20 x 1/2 FHAS parafuso de cabeça chata (2)
19 00073512 Tornillo de cabeza redonda de 10-24 x 1-1/4
RHS 10-24 x 1-1/4 10-24 Parafuso de cabeça redonda x 1-1/4
20 00093300 Tuerca de 10-24 Dado 10-24 10-24 porca
21 70060005 Seguro de la manilla de la matriz Nottolino della maniglia dello stampo
Conjunto do engate do manípulo da matriz
22 00081000 Contratuerca de 1/4 -20 (5) Fermadado 1/4-20 (5) 1/4-20 contraporca (5)
23 00036AA0 Diám. int. 1/4-20, diám. ext. 7/16-14 1/4-20 (d.i.) 7/16-14 (d.e.) 1/4-20 ID 7/16-14 OD
24 00088500 Arandela plana SAE de 1/4 SAE FW 1/4 1/4 SAE FW
25 70060401 1/4 x 1-1/2, 7,5 cm de largo 1/4 x 1-1/2, 3’‘ 1/4 x 1-1/2, 3" de comprimento
26 R-060512-AS Varilla roscada de 1/2-20, 23 cm Asta TH 1/2-20, 9’‘ 1/2-20 Haste TH, 9"
27 ASE567013 Yugo de 1/2-20 Bascula 1/2-20 1/2-20 forquilha
28 70060006 Yugo y abrazadera personalizados de 1/2-20
Bascula/cavallotto su misura 1/2-20 1/2-20 garfo/forquilha personalizada
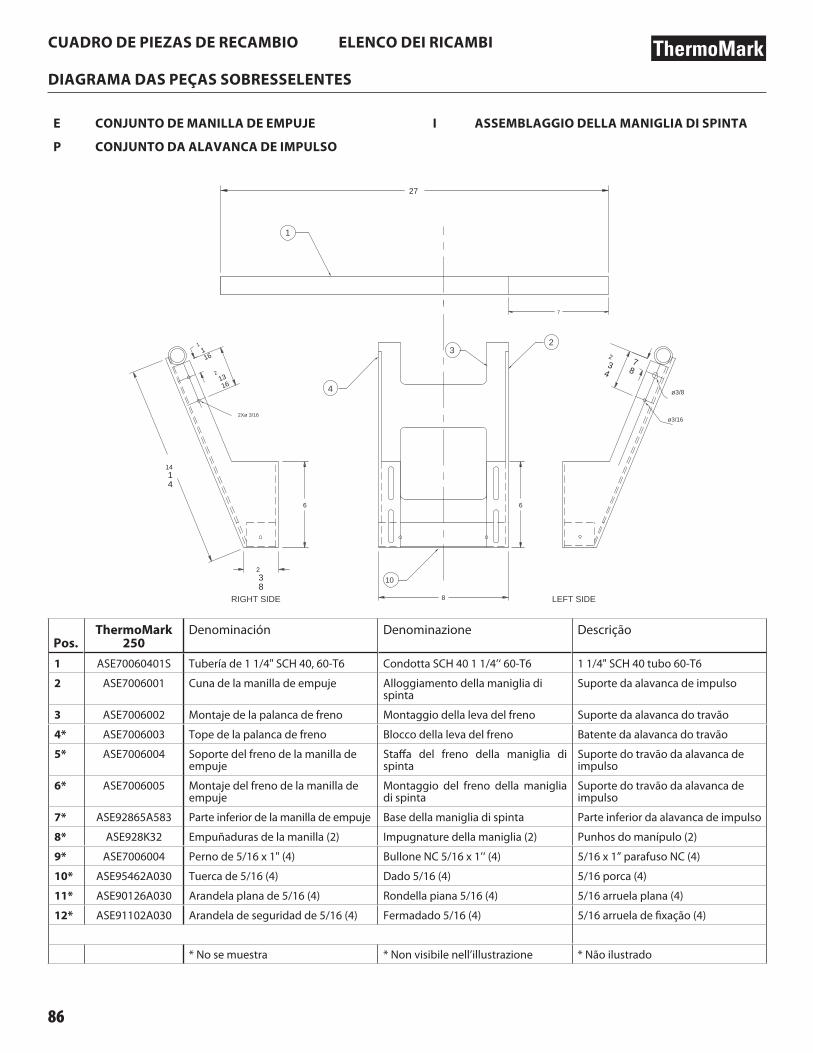
CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO DE MANILLA DE EMPUJE I ASSEMBLAGGIO DELLA MANIGLIA DI SPINTA
P CONJUNTO DA ALAVANCA DE IMPULSO
86
Pos.ThermoMark
250Denominación Denominazione Descrição
1 ASE70060401S Tubería de 1 1/4" SCH 40, 60-T6 Condotta SCH 40 1 1/4’‘ 60-T6 1 1/4" SCH 40 tubo 60-T6
2 ASE7006001 Cuna de la manilla de empuje Alloggiamento della maniglia di spinta
Suporte da alavanca de impulso
3 ASE7006002 Montaje de la palanca de freno Montaggio della leva del freno Suporte da alavanca do travão
4* ASE7006003 Tope de la palanca de freno Blocco della leva del freno Batente da alavanca do travão
5* ASE7006004 Soporte del freno de la manilla de empuje
Staffa del freno della maniglia di spinta
Suporte do travão da alavanca de impulso
6* ASE7006005 Montaje del freno de la manilla de empuje
Montaggio del freno della maniglia di spinta
Suporte do travão da alavanca de impulso
7* ASE92865A583 Parte inferior de la manilla de empuje Base della maniglia di spinta Parte inferior da alavanca de impulso
8* ASE928K32 Empuñaduras de la manilla (2) Impugnature della maniglia (2) Punhos do manípulo (2)
9* ASE7006004 Perno de 5/16 x 1" (4) Bullone NC 5/16 x 1’‘ (4) 5/16 x 1” parafuso NC (4)
10* ASE95462A030 Tuerca de 5/16 (4) Dado 5/16 (4) 5/16 porca (4)
11* ASE90126A030 Arandela plana de 5/16 (4) Rondella piana 5/16 (4) 5/16 arruela plana (4)
12* ASE91102A030 Arandela de seguridad de 5/16 (4) Fermadado 5/16 (4) 5/16 arruela de fixação (4)
* No se muestra * Non visibile nell’illustrazione * Não ilustrado
66
2
3
8
14
1
4
8
7
27
1
2
3
4
10
1
1
16
2
13
16
2Xø 3/16
RIGHT SIDE
7
8
2
3 4
ø3/8
ø3/16
LEFT SIDE

ThermoMark CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
E CONJUNTO DE MANILLA DEL AGITADOR I ASSEMBLAGGIO DELLA MANIGLIA DELL’AGITATORE
P CONJUNTO DO MANÍPULO DO AGITADOR
87
Pos.ThermoMark
250Denominación Denominazione Descrição
1 70011000 Soldadura de la manilla Struttura saldata della maniglia Manípulo soldado
2 70011004 Manilla del agitador Maniglia dell’agitatore Manípulo do agitador
3 00028353 Buje de bronce de diám. int. 3/4 x diám. ext. 1
Boccola in bronzo 3/4 (d.i.) x 1 (d.e.) 3/4 DI x 1 DE bucha de bronze
4 70010003 Correa del activador del agitador Cinghia dell’attivatore dell’agitatore Correia do ativador do agitador
5 70010004 Rueda dentada pequeña del agitador
Pignone piccolo dell’agitatore Roda dentada pequena do agitador
6 00039613 Pasador de resorte de 1/4 x 1-1/2 Perno intagliato 1/4 x 1-1/2 1/4 x 1-1/2 pino de mola
7 0025990 Cadena n.° 40, 1,1m de largo Catena 40, 43’‘ #40 corrente, 43" de comprimento
8 70014000 Montante del agitador Montante dell’agitatore Escora do agitador
9 70010005 Cubierta de la cadena del agitador Copricatena dell’agitatore Cobertura da corrente do agitador
10 00025991 Tirante maestro n. ° 40 Collegamento principale 40 #40 elo mestre
11 00065109 Conexión SCIF de 1/4 x 3/4 (6) Tappo SCIF 1/4 x 3/4 (6) 1/4 x 3/4 SCIF torneira (6)
12 00069100 Remache tubular de 3/32 (4) Segnalatore 3/32 (4) 3/32 rivot (4)
13 00036990 Inserto Keensert de 1/4-20 (2) Inserto Keensert 1/4-20 (2) Keensert 1/4-20 (2)
14 00091011 Perno de 1/4-20 x 1 (2) Bullone 1/4-20 x 1 (2) 1/4-20 x 1 parafuso (2)
15 00097000 Arandela de 1/4 USS (2) Rondella USS 1/4 (2) Arruela USS 1/4 (2)
16 00095000 Arandela de seguridad de 1/4 (2) Rondella, fermo 1/4 (2) Arruela, fixação 1/4 (2)
1
1
2
34
5
6
7
5
6
8
9
2
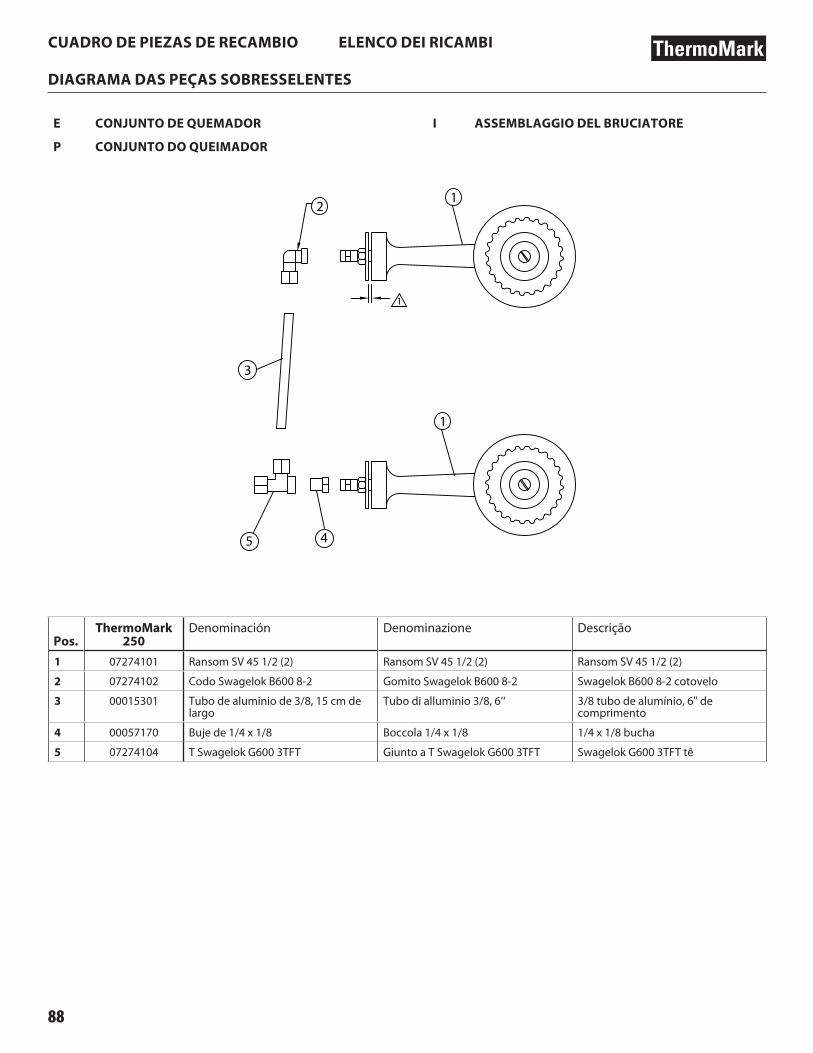
CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO DE QUEMADOR I ASSEMBLAGGIO DEL BRUCIATORE
P CONJUNTO DO QUEIMADOR
88
Pos.ThermoMark
250Denominación Denominazione Descrição
1 07274101 Ransom SV 45 1/2 (2) Ransom SV 45 1/2 (2) Ransom SV 45 1/2 (2)
2 07274102 Codo Swagelok B600 8-2 Gomito Swagelok B600 8-2 Swagelok B600 8-2 cotovelo
3 00015301 Tubo de aluminio de 3/8, 15 cm de largo
Tubo di alluminio 3/8, 6’‘ 3/8 tubo de alumínio, 6" de comprimento
4 00057170 Buje de 1/4 x 1/8 Boccola 1/4 x 1/8 1/4 x 1/8 bucha
5 07274104 T Swagelok G600 3TFT Giunto a T Swagelok G600 3TFT Swagelok G600 3TFT tê
1
3
45
1
21

ThermoMark CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
E CONJUNTO DE INDICADOR I ASSEMBLAGGIO DEL PUNTATORE
P CONJUNTO DO PONTEIRO
89
Pos.ThermoMark
250Denominación Denominazione Descrição
1 70041000 Conjunto de tubo de soporte Assemblaggio del tubo di supporto Conjunto do tubo de suporte
2 70042000 Eje del indicador Asse del puntatore Eixo do ponteiro
3 70043000 Conjunto de barra del indicador Assemblaggio della barra del puntatore
Conjunto da barra do ponteiro
4 0007AA11 Tornillo de mariposa 1/4-20 x 1 (2) Vite ad alette 1/4-20 x 1 (2) 1/4-20 x 1 parafuso borboleta (2)
5 70040101 Resorte de compresión de 1/8 x 1 x 4 Molla di compressione 1/8 x 1 x 4 1/8 x 1 x 4 mola de compressão
6 00091011 Perno de 1/4-20 x 1 (4) Bullone 1/4-20 x 1 (4) 1/4-20 x 1 parafuso (4)
7 00097500 Arandela plana 5/8 USS (3) Rondella piana USS 5/8 (3) 5/8 USS arruela plana (3)
8 00082000 Contratuerca de 5/8-11 Controdado 5/8-11 5/8-11 contraporca
9 00097000 Arandela plana 1/4 USS (4) Rondella piana USS 1/4 USS (4) 1/4 USS arruela plana (4)
10 00957000 Arandela de seguridad de 1/4 (4) Fermadado 1/4 (4) 1/4 arruela de fixação (4)
1
2
3
4
5
67
8
9 10

CUADRO DE PIEZAS DE RECAMBIO ELENCO DEI RICAMBI
DIAGRAMA DAS PEÇAS SOBRESSELENTES
ThermoMark
E CONJUNTO DE PILOTO I ASSEMBLAGGIO DELLA FIAMMA PILOTA
P CONJUNTO DA CHAMA-PILOTO
90
1
2
3
ThermoMark
91
Pos.ThermoMark
250Denominación Denominazione Descrição
1 07275102 Piloto ITT PG9A42JTL020 Fiamma pilota ITT PG9A42JTL020 ITT PG9A42JTL020 Chama-piloto
2 00015200 Tubo de aluminio de 1/4", 60 cm de largo
Tubo di alluminio 1/4’‘, 24’‘ 1/4" tubo de alumínio, 24" de comprimento
3 07275001 Soporte de montaje Staffa di montaggio Suporte de montagem

garanTÍa ThermoMark
92
GARANTÍATitan Tool, Inc., (“Titan”) garantiza que al momento de la entrega al comprador original para su uso (“Usuario Final”) el equipo que se encuentra bajo la cobertura de esta garantía no presentará defectos de materiales ni de mano de obra. A excepción de cualquier garantía especial, limitada o extendida publicada por Titan, la obligación de Titan según esta garantía se limita el reemplazo o la reparación sin cargo de las piezas, las que según el criterio de Titan se presenten como defectuosas dentro de doce (12) meses después de la venta al Usuario Final. Esta garantía es aplicable sólo cuando la unidad se instala y se hace funcionar de acuerdo con las recomendaciones e instrucciones de Titan.
Esta garantía no se aplica en caso de daño o desgaste provocado por abrasión, corrosión, uso indebido, negligencia, accidente, instalación defectuosa, sustitución de piezas de componentes que no pertenezcan a Titan o la alteración de la unidad de alguna manera que impida su funcionamiento normal.
Las piezas defectuosas se deben devolver a una tienda de ventas/servicio técnico autorizada de Titan. Todos los cargos de transporte, incluido el regreso a la fábrica de ser necesario, deben ser costeados y pagados por adelantado por el Usuario Final. El equipo que se repare o reemplace se devolverá al Usuario Final con los gastos de envío pagados por adelantado.
NO EXISTE OTRA GARANTÍA EXPRESA. POR ESTE MEDIO TITAN NIEGA TODAS LAS GARANTÍAS IMPLÍCITAS, ENTRE LAS QUE SE INCLUYEN, AQUELLAS DE COMERCIABILIDAD Y APTITUD PARA UN FIN EN PARTICULAR DENTRO DE LO QUE PERMITA LA LEY. LA DURACIÓN DE CUALQUIER GARANTÍA IMPLÍCITA QUE NO SE PUEDA NEGAR SE LIMITA AL PERÍODO QUE SE ESPECIFIQUE EN LA GARANTÍA EXPRESA. LA RESPONSABILIDAD DE TITAN NO EXCEDERÁ EN NINGÚN CASO EL VALOR DE LA COMPRA. LA RESPONSABILIDAD POR DAÑOS ESPECIALES, INDIRECTOS O EMERGENTES SEGÚN CUALQUIERA Y TODAS LAS GARANTÍAS ESTÁ EXCLUIDA DENTRO DE LO QUE PERMITA LA LEY.
TITAN NO REALIZA NINGUNA GARANTÍA Y NIEGA TODAS LAS GARANTÍAS IMPLÍCITAS DE COMERCIABILIDAD Y APTITUD PARA UN FIN EN PARTICULAR EN RELACIÓN CON ACCESORIOS, EQUIPOS, MATERIALES O COMPONENTES QUE VENDA, PERO QUE NO FABRIQUE TITAN. ESTOS ARTÍCULOS QUE VENDA, PERO QUE NO FABRIQUE TITAN (TALES COMO MOTORES DE GAS, INTERRUPTORES, MANGUERAS, ETC.) ESTÁN SUJETOS A LA GARANTÍA, DE EXISTIR ALGUNA, DE SU FABRICANTE. TITAN PROPORCIONARÁ UNA ASISTENCIA RAZONABLE AL COMPRADOR PARA REALIZAR CUALQUIER RECLAMACIÓN POR EL INCUMPLIMIENTO DE ESTAS GARANTÍAS.

garanZiaThermoMark
93
GARANZIATitan Tool, Inc., (“Titan”) garantisce che al momento della consegna all’acquirente originale per l’uso (“utente finale”), il dispositivo coperto da questa garanzia è esente da difetti nei materiali e nella lavorazione. Con l’eccezione di qualsiasi garanzia speciale, limitata o estesa pubblicata da Titan, gli obblighi di Titan ai sensi di questa garanzia si limitano alla sostituzione o riparazione gratuite di quei componenti che, secondo ragionevole valutazione di Titan, si dimostrano essere difettosi entro dodici (12) mesi dalla vendita all’utente finale. Questa garanzia si applica solo se l’unità è installata e utilizzata secondo i consigli e le istruzioni di Titan. Questa garanzia non si applica in caso di danni o usura causati da abrasione, corrosione o errato uso, negligenza, incidente, installazione errata, sostituzione di componenti non Titan o manomissione dell’unità in modo da impedire il normale funzionamento. I componenti difettosi devono essere restituiti ad un punto vendita/assistenza Titan. Tutte le spese di trasporto, compresa la restituzione alla fabbrica, se necessario, devono essere sostenute e prepagate dall’utente finale. Il dispositivo riparato o sostituito sarà restituito all’utente finale con trasporto prepagato. NON CI SONO ALTRE GARANZIE ESPRESSE. TITAN CON IL PRESENTE ESCLUDE QUALSIASI E TUTTE LE GARANZIE IMPLICITE COMPRESE, MA NON LIMITATE A, QUELLE DI COMMERCIABILITÀ E ADEGUATEZZA AD UN PARTICOLARE SCOPO, NELLA MISURA CONSENTITA DALLA LEGGE. LA DURATA DI QUALSIASI GARANZIA IMPLICITA CHE NON POSSA ESSERE ESCLUSA SI LIMITA AL PERIODO DÌ TEMPO SPECIFICATO NELLA GARANZIA ESPRESSA. IN NESSUN CASO LA RESPONSABILITÀ DI TITAN SUPERERÀ L’AMMONTARE DEL PREZZO DI ACQUISTO. LA RESPONSABILITÀ PER DANNI CONSEQUENZIALI, INCIDENTALI O SPECIALI AI SENSI DI QUALSIASI E TUTTE LE GARANZIE È ESCLUSA NELLA MISURA CONSENTITA DALLA LEGGE. TITAN NON DÀ ALCUNA GARANZIA E ESCLUDE TUTTE LE GARANZIE IMPLICITE DI COMMERCIABILITÀ E ADEGUATEZZA AD UN PARTICOLARE SCOPO CON RIFERIMENTO A ACCESSORI, DISPOSITIVO, MATERIALI O COMPONENTI VENDUTI MA NON PRODOTTI DA TITAN. GLI ARTICOLI VENDUTI, MA NON PRODOTTI DA TITAN (COME MOTORI A GAS, INTERRUTTORI, FLESSIBILI, ECC.) SONO SOGGETTI ALL’EVENTUALE GARANZIA DEI LORO PRODUTTORI. TITAN FORNIRÀ ALL’ACQUIRENTE LA RAGIONEVOLE ASSISTENZA NEL PRESENTARE RICORSO PER LA VIOLAZIONE DI TALI GARANZIE.

garanTia ThermoMark
94
GARANTIAA Titan Tool, Inc., (“Titan”) garante que, no momento da entrega ao comprador original para seu uso (“Utilizador Final”), o equipamento coberto por esta garantia está isento de defeitos no material e na fabricação. Com a excepção de qualquer garantia especial, limitada ou alargada publicada pela Titan, a obrigação da Titan sob esta garantia se limita a substituir ou reparar sem cobrar essas peças que, segundo o critério da Titan, demonstram estar defeituosas dentro de doze (12) meses após a venda ao Utilizador Final. Esta garantia aplica-se apenas quando a unidade é instalada e operada de acordo com as recomendações e as instruções da Titan. Esta garantia não se aplica no caso de danos ou desgaste causado pelo desgaste abrasivo, corrosão ou uso indevido, negligência, acidente, instalação incorrecta, substituição de peças de componentes sem serem da Titan, ou alteração ilegal da unidade de forma a afectar o funcionamento normal. As peças defeituosas devem ser devolvidas a um centro de vendas/serviço autorizado da Titan. Todos os encargos de transporte, incluindo a devolução à fábrica, se necessário, serão custeados e pagos previamente pelo Utilizador Final. O equipamento reparado ou substituído será devolvido ao Utilizador Final com porte pré-pago.NÃO EXISTE NENHUMA OUTRA GARANTIA EXPRESSA. A TITAN RECUSA PELA PRESENTE TODAS E QUAISQUER GARANTIAS IMPLÍCITAS INCLUINDO, SEM LIMITAÇÕES, AS DE ADEQUAÇÃO À COMERCIALIZAÇÃO, ADEQUAÇÃO A UM FIM ESPECÍFICO, NA MEDIDA EM QUE A LEGISLAÇÃO OBRIGA. A DURAÇÃO DE QUAISQUER GARANTIAS IMPLÍCITAS QUE NÃO PODEM SER RECUSADAS LIMITA-SE AO PRAZO ESPECIFICADO NA GARANTIA EXPRESSA. EM CASO ALGUM, A RESPONSABILIDADE DA TITAN EXCEDERÁ O MONTANTE DO PREÇO DE COMPRA. A RESPONSABILIDADE POR DANOS CONSEQUENCIAIS, ACIDENTAIS OU ESPECIAIS AO ABRIGO DE TODAS E QUAISQUER GARANTIAS ESTÁ EXCLUÍDA NA MEDIDA EM QUE A LEGISLAÇÃO OBRIGA.A TITAN NÃO OFERECE GARANTIAS E RECUSA TODAS AS GARANTIAS IMPLÍCITAS DE ADEQUAÇÃO À COMERCIALIZAÇÃO E ADEQUAÇÃO A UM FIM ESPECÍFICO REFERENTE A ACESSÓRIOS, EQUIPAMENTO, MATERIAIS OU COMPONENTES VENDIDOS, MAS NÃO FABRICADOS PELA TITAN. AQUELES ARTIGOS VENDIDOS, MAS NÃO FABRICADOS PELA TITAN (COMO MOTORES A GÁS, INTERRUPTORES, TUBOS, ETC.), ESTÃO SUJEITOS À GARANTIA DO SEU PRÓPRIO FABRICANTE, CASO EXISTA. A TITAN PROPORCIONARÁ AO COMPRADOR ASSISTÊNCIA ADEQUADA PARA EFECTUAR QUAISQUER RECLAMAÇÕES EM CASO DE INCUMPRIMENTO DESTAS GARANTIAS.

ThermoMark
95
- E - - I -
Observación sobre la eliminación de residuos:
De acuerdo con la directriz europea 2002/96/CE referente a la eliminación de aparatos eléctricos usados y su puesta en la práctica en el derecho nacional, este producto no se deberá eliminar en la basura doméstica, ¡sino que se deberá llevar a una planta de reciclaje ecológico!Su aparato usado de Titan nos lo puede entregar a nosotros o a una de nuestras agencias comerciales, del resto nos ocupamos nosotros, es decir, de la eliminación ecológica de los residuos. Diríjase en este caso a uno de nuestros centros de asistencia técnica o a una de nuestras agencias comerciales o bien directamente a nosotros.
Indicazione per lo smaltimento:
Secondo la direttiva europea 2002/96/CE per lo smaltimento di vecchi apparecchi elettrici e la sua conversione nel diritto nazionale, questo prodotto non va smaltito attraverso i rifiuti domestici, bensì va smaltito portandolo al riutilizzo in conformità della tutela ambiente!Il Vs. apparecchio vecchio Titan verrà preso indietro da noi risp. dalle nostre rappresentanze commerciali e smaltito per Voi in conformità della tutela ambiente. In questo caso rivolgetevi ad uno dei nostri punti di servizio per l’assistenza clienti, risp. ad una delle nostre rappresentanze commerciali oppure direttamente a noi.
- P -
Observação sobre a inutilização/eliminação:
Em observância à Directiva Europeia 2002/96/EC sobre inutilização/eliminação de equipamentos electrónicos e eléctricos e respectiva implementação em conformidade com a lei nacional, este produto não deve ser eliminado juntamente com lixo doméstico, devendo ser reciclado de modo ecológico!A Titan ou um dos seus revendedores irão proceder à recolha do seu equipamento eléctrico ou electrónico Titan para o eliminar por si, de forma ecológica. Contacte o centro de assistência ou revendedor Titan local ou contacte-nos directamente.
96
UNITED STATES SALES & SERVICE INTERNATIONAL
WEB: www.titantool.com
PHONE: 1-800-526-5362
FAx: 1-800-528-4826
1770 Fernbrook Lane
Minneapolis, MN 55447
WEB: www.titantool-international.com
EMAIL: [email protected]
FAx: 1-763-519-3509
ThermoMark Series 250