instituto tecnolÓgico y de estudios … · los miembros del comité de tesis recomendamos que el...
TRANSCRIPT

Modelación y Diseño de un Refrigeradorde Ciclo Difusión-Absorción-Edición Única
Title Modelación y Diseño de un Refrigerador de Ciclo Difusión-Absorción-Edición Única
Issue Date 2007-05-01
Publisher Instituto Tecnológico y de Estudios Superiores de Monterrey
Item Type Tesis de maestría
Downloaded 26/09/2018 15:53:53
Link to Item http://hdl.handle.net/11285/567882

INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
MODELACIÓN Y DISEÑO DE UN REFRIGERADOR DE CICLO DIFUSIÓN-
ABSORCIÓN
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE:
MAESTRO EN CIENCIAS CON ESPECIALIDAD EN INGENIERÍA
ENERGÉTICA
CARLO ENRIQUE GUZMÁN MÉNDEZ
MONTERREY, N. L. MAYO 2007

2
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA
Los miembros del comité de tesis recomendamos que el presente anteproyecto de tesis presentado por el Ing. Carlo Enrique Guzmán Méndez sea aceptado como requisito parcial para obtener el grado académico de:
Maestro en Ciencias con Especialidad en:
Ingeniería Energética
Comité de tesis:
__________________________ Dr. Alejandro Javier García Cuéllar
Asesor
_________________________ _________________________ Ing. Enrique González Magaña Dr. Carlos Iván Rivera Solorio Sinodal Sinodal
APROBADO
__________________________
Dr. Francisco Ángel Bello Director del Programa de Graduados en Ingeniería y Arquitectura
MONTERREY, N. L. MAYO 2007

3
EN MEMORIA DE:
DR. JOSÉ ÁNGEL MANRIQUE VALADEZ (1942-2006)
CON ETERNO CARIÑO, AGRADECIMIENTO, ADMIRACIÓN Y RESPETO.
…que algún día, nuestros caminos se vuelvan a cruzar

4
AGRADECIMIENTOS
A Dios. A mis padres Enrique y María Teresa. A mis hermanas y familiares.
A mi comité de tesis: Dr. Alejandro Javier García Cuéllar, Ing. Enrique González
Magaña y Dr. Carlos Iván Rivera Solorio; por su apoyo, confianza, paciencia y
valiosas aportaciones. A todos mis profesores de la Maestría en Ingeniería
Energética. A Jorge Luis Ramos Valdez. A todos mis amigos y compañeros de
maestría. Y especialmente al Dr. José Ángel Manrique Valadez por su ejemplar
persona y profesionalismo y por brindarme esta oportunidad para mi superación.

5
INDICE DE CONTENIDO PÁGINA
LISTA DE TABLAS………………………………………………………………..6 LISTA DE FIGURAS ………………………………………………………………6 NOMENCLATURA……………………………………………………………….. 9 RESUMEN…………………………………………………………………………11 CAPÍTULO I: INTRODUCCIÓN…………………………………………………12 1.1 Antecedentes.…………………………………………………...……………... 13 1.2 Objetivo de la Investigación……………………………………………………13 1.3 Hipótesis………………………………………………………………………..14 1.4 Descripción del Ciclo Difusión-Absorción…………………………………….14 1.5 Metodología………………………………………………………………….....16 CAPÍTULO II: REVISIÓN LITERARIA……………………………………….…17 2.1 Bomba de Burbujas……………………………………………………………..17 2.2 Propiedades del Fluido………………………………………………………….19 2.3 Modelación y Diseño del Ciclo…………………………………………………21 CAPÍTULO III: MODELO MATEMÁTICO Y ANÁLISIS TERMODINÁMICO..23 3.1 Generador………………………………………………………………………..23 3.2 Rectificador……………………………………………………………………...24 3.3 Condensador……………………………………………………………………. 25 3.4 Evaporador e Intercambiador de Calor del Gas Auxiliar………………………. 26 3.5 Absorbedor………………………………………………………………………30 3.6 Tubo de la Solución Débil……………………………………………………….31 3.7 Intercambiador de Calor de la Solución…………………………………………31 CAPÍTULO IV: DISEÑO Y DIMENSIONAMIENTO DEL SISTEMA…………..33 4.1 Bomba de Burbujas…………………………………………………………….. 33 4.2 Condensador…………………………………………………………………….39 4.3 Rectificador y Tubo de Solución Débil…………………………………………44 4.4 Intercambiador de Calor de la Solución………………………………………...46 4.5 Presión Total del Sistema……………………………………………………….49 4.6 Evaporador……………………………………………………………………...50 4.7 Absorbedor……………………………………………………………………...52 CAPÍTULO V: RESULTADOS……………………………………………………55 5.1 Bomba de Burbujas……………………………………………………………..55 5.2 Modelo Termodinámico del Ciclo…………………………………………...…62 5.3 Presión Total del Sistema y Temperatura Ambiente…………………………...68 CAPÍTULO VI: CONCLUSIONES………………………………………………..72 APENDICE A ……………………………………………………………………....74 REFERENCIAS…………………………………………………………………….77

6
LISTA DE TABLAS PAG. Tabla 5.1 Estados Termodinámicos y Entradas del Modelo……………………………62
LISTA DE FIGURAS Figura 1.1 Diagrama esquemático del ciclo de Refrigeración por Difusión-Absorción..15
Figura 2.1 Bomba de Burbujas…………………………………………………………17
Figura 3.1 Volumen de control del generador………………………………………….23
Figura 3.2 Volumen de control del Rectificador……………………………………….24
Figura 3.3 Volumen de control del Condensador………………………………………25
Figura 3.4 Volumen de control del evaporador……………………………………….. 26
Figura 3.5 Diagrama del Intercambiador de Calor del Gas Auxiliar…………………...29
Figura 3.6 Volumen de control del Absorbedor………………………………………...30
Figura 3.7 Volumen de control del Tubo de Solución Débil……………………………31
Figura 3.8 Volumen de control del Intercambiador de Calor de la Solución………...…32
Figura 4.1 Diagrama esquemático de la Bomba de Burbujas…………………………...33
Figura 4.2 Configuración del Condensador……………………………………………..40
Figura 4.3 Distribución de temperaturas en la aleta…………………………………….42
Figura 4.4 Configuración del Intercambiador de Calor de la Solución…………………46
Figura 5.1 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de……..56
Burbujas y Fracción de Desorción (bp
bp
LH
=0.4, 00015.0.
=Lm , Psis=13.5)
Figura 5.2 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de …….56
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, 00015.0.
=Lm , Psis=13.5)
Figura 5.3 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de …….57
Burbujas y Fracción de Desorción (bp
bp
LH
=0.8, 00015.0.
=Lm , Psis=13.5)
Figura 5.4 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de……..58
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00035, Psis=13.5)
Figura 5.5 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de……..58
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00075, Psis=13.5)

7
Figura 5.6 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de…… 59
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00015, Psis=17)
Figura 5.7 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de …….60
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00035, Psis=17)
Figura 5.8 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de……..60
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00075, Psis=17)
Figura 5.9 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de……..61
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00015, Psis=25)
Figura 5.10 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de……61
Burbujas y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00035, Psis=25)
Figura 5.11 Temperatura de la Solución Débil a la salida del Generador vs. Flujo de….63
Calor en el Generador, Absorbedor, Condensador y Evaporador
(Tamb=298, Psis=17, 5
.m =0.00015)
Figura 5.12 Temperatura de la Solución Débil a la salida del Generador vs. Flujo de….64
Calor en el Intercambiador de Calor de la Solución, Tubo de la Solución Débil y
Rectificador (Tamb=298, Psis=17, 5
.m =0.00015)
Figura 5.13 Temperatura de la Solución Débil a la salida del Generador vs. COP……..64
(Tamb=298, Psis=17, 5
.m =0.00015)
Figura 5.14 Temperatura de la Solución Débil a la salida del Generador vs. Longitud del
Absorbedor y del Evaporador (Tamb=298, Psis=17, 5
.m =0.00015)………………65
Figura 5.15 Temperatura de la Solución Débil a la salida del Generador vs. Longitud del
Intercambiador de Calor de la Solución, Tubo de la Solución Débil, y Rectificador
(Tamb=298, Psis=17, 5
.m =0.00015)……………………………………………….66

8
Figura 5.16 Temperatura a la salida del Evaporador vs. Longitud del Absorbedor y del
Evaporador (Tamb=298, Psis=17, 5
.m =0.00015)………………………………….67
Figura 5.17 Temperatura a la entrada del Intercambiador de Calor del Gas Auxiliar vs.
Longitud del Absorbedor y del Evaporador (Tamb=298, Psis=17, 5
.m =0.00015)...67
Figura 5.18 Temperatura ambiente vs. Número de aletas en el Condensador (13.5 bar)..69
Figura 5.19 Temperatura ambiente vs. Longitud del Absorbedor (13.5 bar)……………69
Figura 5.20 Temperatura ambiente vs. Número de aletas en el Condensador (17 bar)….70
Figura 5.21 Temperatura ambiente vs. Longitud del Absorbedor (17 bar)...………….. 70
Figura 5.22 Temperatura ambiente vs. Número de aletas en el Condensador (25 bar)…71
Figura 5.23 Temperatura ambiente vs. Longitud del Absorbedor (25 bar)……………..71

9
NOMENCLATURA SIMBOLOS: LETRAS GRIEGAS:
A Área [m2] α Difusividad térmica [m2/s] Bi Número de Biot Bo Número de Bond
β Coeficiente de expansión volúmetrica [K-1]
Co Parámetro de distribución χ fracción molar del líquido COP Coeficiente de Desempeño δ Coeficiente de difusión
D Diámetro [m] ε fracción de vacío dA Diferencial de área [m2] η eficiencia de la aleta f Factor de fricción κ calidad del vapor .f
Factor de fricción de Fanning μ viscosidad dinámica [kg/m-s]
F Fracción de vapor generado ν viscosidad cinemática [m2/s] g Aceleración gravitacional
[m2/s] π número pi
Gr Número de Grasshof ρ densidad [kg/m3] H Altura [m] σ tensión superficial [N/m] h Entalpía específica [kJ/kg] j Velocidad superficial [m/s]
τ Temperatura del elemento finito [K]
k Conductividad térmica [kW/m-K]
L Longitud [m] m Constante en Drift-Flux
.m
Flujo másico [kg/s]
MW Peso molecular [kg/kmol] n Número de aletas Nf Parámetro de efectos viscosos
Nus Número de Nusselt Ptot Presión [Pa] Psis Presión [bar] p Presión parcial [bar]
Pr Número de Prandlt .
Q Flujo de calor [kW]
R Resistencia térmica [K/kW] Ra Número de Rayleigh Re Número de Reynolds s Espaciamiento entre aletas [m]
Sh Número de Sherwood T Temperatura [K] t espesor de aleta [m] U Coeficiente global V velocidad [m/s] v volumen específico [m3/kg] x fracción másica

10
Subíndices 0,1,2,… Estado o punto en el sistema
A,B Puntos en la Bomba de Burbujas
abs Absorbedor air Aire
aghx Intercambiador de Calor del Gas Auxiliar
amb Ambiente bp Bomba de Burbujas
cond Condensador evap Evaporador fin Aleta del Condensador
finned Porción Aletada G Gas
gen Generador
g j Drift H Homogéneo H2 Hidrógeno
H2O Agua L Líquido le Líquido en el Evaporador lva Líquido-Vapor en Absorbedor lve Líquido-Vapor en Evaporador min Temperatura mínima mix Mezcla gaseosa de amoniaco-
agua-hidrógeno NH3 Amoniaco nodo Elemento finito en la Aleta rect Rectificador sd Solución Débil
shx Intercambiador de Calor de la Solución
tot Total tp Dos Fases
tubo Tubo de la Solución Débil unfinned Porción de tubo desnudo (entre
aletas) ve Vapor en el Evaporador

11
MODELACIÓN Y DISEÑO DE UN REFRIGERADOR DE CICLO DIFUSIÓN-ABSORCIÓN
RESUMEN
En la presente investigación se desarrolla un modelo termodinámico del ciclo de
Refrigeración por Difusión-Absorción para diseñar un sistema que utiliza como fluido de
trabajo el sistema ternario amoníaco-agua-hidrógeno.
Actualmente el diseño de estos equipos es predominantemente empírico. Esto
representa un área de oportunidad en el campo de la investigación ya que esta tecnología
ofrece ventajas tales como: no genera ruido ni vibraciones, sólo requiere una fuente de
calor para su funcionamiento, no tiene partes móviles, es portátil, puede utilizar energía
solar o calor de desecho, prácticamente es libre de mantenimiento, utiliza fluidos
amigables con el ambiente.
En este trabajo se modela completamente el ciclo de Refrigeración por Difusión-
Absorción a través de conceptos de termodinámica y transferencia de calor y se llevan a
cabo simulaciones por medio de programas computacionales para realizar estudios
paramétricos que ayuden a tomar decisiones en el diseño final del equipo.
Para lograr la circulación del fluido de trabajo en contra de la fricción y la
gravedad, se requiere una bomba de burbujas, la cual opera como un termosifón vertical
con flujo en dos fases y solamente requiere una fuente de calor para su funcionamiento.
El diseño de este componente es crítico en el desempeño del refrigerador por Difusión-
Absorción ya que afecta variables importantes como los flujos másicos de refrigerante y
solución débil además del flujo de calor necesario en el generador.
La presión total del sistema determina la temperatura máxima de operación del
equipo y afecta el requerimiento de calor en el conjunto de la bomba de burbujas-
generador.

12
CAPÍTULO I:
INTRODUCCIÓN
El interés por el enfriamiento mediante equipo de absorción está resurgiendo
últimamente debido a una variedad de factores como: la oportunidad de aprovechar el
calor de desecho y en algunos casos energía renovable (solar), los altos costos de la
energía eléctrica, las restricciones ambientales en los refrigerantes convencionales, etc. El
ciclo de refrigeración por Difusión-Absorción ofrece importantes ventajas tales como: no
necesita trabajo mecánico para su funcionamiento (sin compresor, bomba, válvula, etc.),
solamente requiere una fuente de calor y no genera ruido ni vibración (Herold, Klein y
Radermacher, 1996). Estas características encuentran un nicho de mercado en
habitaciones de hotel, comunidades rurales, aplicaciones móviles tales como remolques,
etc.
El fluido de trabajo en este ciclo es el sistema ternario amoniaco-agua-hidrógeno
y el ciclo se caracteriza por operar a una sola presión total. El amoniaco funciona como
refrigerante, el agua como absorbente y el hidrógeno sirve como un gas auxiliar que
provee una atmósfera propicia para la evaporación del refrigerante en el evaporador.
A pesar de que el sistema opera a una sola presión total y que no se necesita de
una bomba mecánica para aumentar la presión y así crear un cambio en la temperatura de
saturación del fluido (como ocurre en los ciclos clásicos de refrigeración por absorción),
sí se requiere un mecanismo para mover el fluido de trabajo en contra de la fricción y la
gravedad. Para esto se utiliza un dispositivo conocido como bomba de burbujas, el cual
opera con una fuente de energía térmica (White, 2001).
Una bomba de burbujas es un tubo vertical que opera como termosifón al añadir
calor en su base para generar burbujas de vapor, las cuales se elevan y empujan columnas
de líquido a lo largo del tubo. La bomba de burbujas se encuentra acoplada al generador
en el ciclo Difusión-Absorción.

13
1.1 ANTECEDENTES
El ciclo de refrigeración por Difusión-Absorción fue desarrollado en 1928 por los
ingenieros suecos Von Platen y Munters. Este ciclo tiene la peculiar característica de que
solamente necesita una fuente de energía térmica para operar y no posee piezas móviles.
Este tipo de refrigeradores tuvieron un extenso uso en el sector doméstico durante
la década de los 1930’s y los 1940’s pero fueron eventualmente reemplazados por los
refrigeradores convencionales por compresión de vapor, los cuales son más eficientes y
utilizan energía eléctrica que en aquel entonces era más barata.
Estos equipos han sido construidos por algunas empresas y actualmente se venden
en distintas localidades como Estados Unidos, Suecia, México, China, India y Argentina.
En 1958, Watts y Gulland revisaron las patentes y concluyeron que el desarrollo y el
diseño de estos equipos se realizaba de manera empírica en lugar de hacerlo a través de
un enfoque científico y un método analítico (Herold, Radermacher y Klein, 1996).
El usar un gas auxiliar en el ciclo de absorción amoniaco-agua fue propuesto por
Geppert alrededor de 1900. El sugirió utilizar aire como fluido auxiliar pero esto degrada
el coeficiente de funcionamiento (COP) del equipo a tal grado que no es competitivo en
el mercado. El helio ha sido también usado como gas auxiliar, pero sin duda el fluido más
utilizado en esta aplicación es el hidrógeno, propuesto por von Platen y Munters.
1.2 OBJETIVO DE LA INVESTIGACIÓN
Desarrollar un modelo termodinámico y matemático completo del ciclo de
refrigeración por Difusión-Absorción para diseñar un sistema de refrigeración que utiliza
amoniaco-agua-hidrógeno como fluidos de trabajo. El presente trabajo de investigación
se enfoca al modelo teórico del ciclo de Difusión-Absorción.

14
1.3 HIPÓTESIS
Es posible modelar el ciclo de Difusión-Absorción mediante conceptos
termodinámicos y de transferencia de calor que permitan diseñar un equipo de
refrigeración doméstico.
1.4 DESCRIPCIÓN DEL CICLO
En la Fig. 1.1 podemos observar un diagrama esquemático del ciclo de Difusión-
Absorción. Con la aplicación de calor a la solución de amoníaco y agua en el generador o
desorbedor, empieza a hervir el amoniaco (antes que el agua), causando que el vapor de
amoniaco se eleve a través del tubo interior hacia la parte superior del sistema, mientras
que la solución que no se logró evaporar se vierte por el tubo exterior. El calor necesario
puede ser obtenido por colectores solares, por una resistencia eléctrica, o bien de la
combustión de un gas. El vapor de amoniaco llega al rectificador, en donde el agua que se
haya evaporado con el amoniaco, se condensa y vuelve a caer por la parte exterior del
tubo doble del generador.
El vapor de amoniaco entra al condensador, el cual disipa calor hacia el ambiente
a través de aletas en la superficie exterior del tubo, provocando de esta manera un cambio
de fase del amoniaco al estado líquido. Posteriormente, el amoniaco líquido pasa al
evaporador.
El gas auxiliar hidrógeno entra al intercambiador de calor del gas auxiliar por un
tubo interior (punto 8 en la Fig.1.1) para ser enfriado y posteriormente es liberado en la
parte superior del evaporador encontrándose así con el amoniaco líquido proveniente del
condensador. La evaporación del amoníaco comienza y conforme avanza, la presión
parcial del amoniaco en la mezcla gaseosa aumenta. Esto da a lugar a un proceso de
evaporación que se lleva a cabo a lo largo de distintas presiones parciales y temperaturas
de saturación, tomando el calor latente del espacio a refrigerar. La mezcla gaseosa de
amoníaco-hidrógeno sale del evaporador (punto 9 en Fig.1.1) y entra al absorbedor.

15
Fig. 1.1: Diagrama esquemático del ciclo de Refrigeración por Difusión-Absorción
En el absorbedor, la solución débil en refrigerante proveniente del generador
desciende por el serpentín en contra-corriente (punto 10 en Fig.1.1) con la mezcla
gaseosa que viene del evaporador y comienza a absorber el amoníaco de la mezcla. La
diferencia de concentración (y por consecuencia de densidad) entre el punto 8 y 9 es el
mecanismo impulsor para la continua circulación del gas entre el absorbedor y el
evaporador. El hidrógeno se eleva de nuevo al evaporador (punto 8 en Fig.1.1). La
solución, ahora fuerte en amoniaco (punto 3 en Fig.1.1), es precalentada por el flujo de la
solución débil en el intercambiador de calor de la solución. Finalmente la solución fuerte
regresa al generador y el ciclo se completa.

16
1.5 METODOLOGÍA
En este trabajo se modelará completamente el ciclo a través de conceptos de
termodinámica y transferencia de calor y además se simulará por medio de programas
computacionales para realizar estudios paramétricos que ayuden a tomar decisiones en el
diseño final del equipo.
Como apoyo en el análisis y para fines de comparación en el diseño, se cuenta con
un refrigerador marca Electrolux modelo RGE-300 del cual se obtuvieron mediciones de
temperatura en distintas partes del ciclo.
En la primera fase se diseñará el intercambiador de calor de la solución para luego
modelar el comportamiento de la bomba de burbujas. Posteriormente se diseñará el
rectificador y el condensador de manera conjunta.
Finalmente se procederá a modelar el comportamiento del gas auxiliar hidrógeno
con el refrigerante amoniaco en el evaporador y absorbedor. Toda la modelación será
programada en el programa Engineering Equation Solver (EES) desarrollado por Klein y
Alvarado (F-Chart Software).

17
CAPÍTULO II:
REVISIÓN LITERARIA
Recientemente ha incrementado el interés en el ciclo de Refrigeración por
Difusión-Absorción, lo cual se ha traducido en diversas investigaciones,
experimentaciones y publicaciones sobre el desempeño de ciertos componentes o del
ciclo en su totalidad.
2.1 BOMBA DE BURBUJAS
Este componente es una pieza clave en el ciclo de Difusión-Absorción ya que
provee el trabajo necesario para lograr que la solución circule constantemente entre el
absorbedor y el generador. La bomba de burbujas se muestra en la Fig.2.1. Consta de un
reservorio de líquido y de un tubo vertical. Al aplicar calor en la base del tubo, se forman
burbujas de vapor que levantan columnas de líquido a lo largo del tubo. La operación de
la bomba de burbujas afecta directamente el desempeño del ciclo, por lo tanto el análisis
de este componente es una parte crítica en el diseño general del equipo.
Fig. 2.1 Bomba de Burbujas

18
Chen, Kim y Herold (1996) propusieron un nuevo diseño para el generador
integrado con un intercambiador de calor. En esta propuesta la bomba de burbujas se
coloca en una configuración diferente a la convencional (doble tubo) pero no se presentan
expresiones que modelen el comportamiento y/o que justifiquen las dimensiones de la
misma.
Delano (1998) se involucró en la modelación y el análisis de una bomba de
burbujas utilizada para el diseño de un ciclo Einstein de refrigeración. El modelo
analítico de la bomba de burbujas de Delano está basado en el análisis de bombas de aire
(similares a las bombas de burbujas pero usan aire inyectado en lugar de vapor para
levantar el líquido) de Stenning y Martin (1968) así como en balances de materia y de
momentum. También hace suposiciones en cuanto a los regimenes de flujo ya que el flujo
en dos fases lo supone como tipo tapón (slug flow) con un rango de deslizamiento entre
fases de 1.5 y 2.5, mientras que el régimen del liquido lo asume laminar.
El modelo de Delano predice el comportamiento de la bomba de burbujas de
acuerdo a la variación de parámetros físicos y determina el flujo de calor necesario para
un flujo másico dado de solución. El modelo es comparado con la experimentación en un
prototipo construido para demostrar el análisis.
Schaefer (2000) también trabajó con el ciclo Einstein y realizó una optimización
del modelo de la bomba de burbujas de Delano variando el diámetro, altura y flujo
másico para determinar el efecto en el flujo de calor necesario por unidad de masa de la
solución.
Sathe (2001) utiliza el mismo modelo de la bomba de burbujas de Delano (y las
mismas suposiciones) para un ciclo Difusión-Absorción. De la misma manera, Sathe
determina el parámetro “ajustable” K en el modelo analítico de manera experimental.
White (2001) utiliza un modelo basado en el “drift flux model” desarrollado por
Zuber y Findlay en 1965 pero con algunas constantes y términos formulados por de

19
Cachard y Delhaye en 1996. White encontró que este modelo es el que mejor se ajusta a
los resultados experimentales obtenidos, aunque cabe mencionar que la experimentación
la llevó a cabo con una bomba de aire y no una de burbujas como en un ciclo Difusión-
Absorción. White programó el modelo en un programa computacional y diseñó la bomba
de burbujas para la óptima eficiencia, variando los parámetros de manera muy similar a
Schaefer.
Koyfman, Jelinek, Levy y Borde (2003) realizaron una investigación
experimental de una bomba de burbujas para un ciclo Difusión-Absorción pero con una
mezcla binaria de fluidos orgánicos. En esa experimentación se realizaron variaciones en
parámetros tales como la presión del sistema, la geometría del arreglo y el flujo de calor
suministrado.
2.2 PROPIEDADES DEL FLUIDO DE TRABAJO
La modelación del ciclo termodinámico y el diseño de un equipo de refrigeración,
particularmente del tipo absorción, requieren el conocimiento de un gran número de
propiedades termodinámicas y de transporte para mezclas y en algunos componentes en
condiciones de dos fases. Este tipo de información generalmente se encuentra reportada
en gráficas o en forma de complejas ecuaciones de estado, por lo que fue necesario
encontrar una manera práctica de calcular las propiedades termodinámicas y de transporte
de los fluidos de trabajo con un nivel aceptable de exactitud.
No existe mucha literatura que reporte un modelo para el cálculo de las
propiedades termodinámicas y de transporte de una mezcla gaseosa de amoniaco-
hidrógeno y mucho menos del sistema ternario amoniaco-agua-hidrógeno. Sin embargo
existen muchos documentos sobre el cálculo de propiedades para el sistema amoniaco-
agua. Esto es debido a que los sistemas de refrigeración por absorción son más antiguos
que los sistemas por compresión de vapor y el sistema amoniaco-agua ha sido el más
usado para fines de refrigeración industrial.

20
Mejbri y Bellagi (2004) modelaron las propiedades termodinámicas del sistema
amoniaco-agua mediante tres distintos métodos y los compararon. El primer método
evaluado es un enfoque empírico basado en el modelo de energía de Gibbs. El segundo es
un modelo semi-empírico basado en la ecuación de estado cúbica de Patel-Teja. El tercer
modelo esta basado en la ecuación de estado teórica PC-SAFT (Perturbed Chain
Statistical Association Fluid Theory). Mejbri y Bellagi concluyeron que el modelo basado
en PC-SAFT es el mas poderoso y predice las propiedades termodinámicas de la mezcla
hasta presiones y temperaturas muy elevadas, sin embargo para aplicaciones de tipo
industrial, tales como la refrigeración por absorción ellos recomiendan el modelo de
Gibbs ya que demuestra flexibilidad y predice certeramente las propiedades hasta 80 bar
y 500 K.
Conde (2004) presenta de manera muy clara y práctica un compilado de
ecuaciones para el cálculo de propiedades termodinámicas y de transporte del sistema
amoniaco-agua dirigido especialmente al diseño industrial de equipo de refrigeración por
absorción. En ese trabajo se comparan de manera gráfica las ecuaciones propuestas con
otros modelos y con resultados experimentales para demostrar el grado de precisión de
las mismas. Equilibrio de líquido-vapor, calor específico, conductividad térmica,
viscosidad dinámica, tensión superficial y difusividad másica son algunas de las
propiedades que se cubren en este documento, tanto para la fase líquida como para la de
vapor.
El programa computacional EES de Klein y Alvarado contiene una rutina externa
(NH3H2O) que calcula todas las propiedades termodinámicas del sistema amoniaco-agua
la cual proviene de correlaciones presentadas por Ibrahim y Klein (1993). Debido a que
los cálculos y modelación son programados en EES, las propiedades termodinámicas de
los fluidos son calculadas con esta rutina en aras de la practicidad.

21
2.3 MODELACIÓN Y DISEÑO DEL CICLO
Kouremenos y Stegou-Sagia (1987) desarrollaron un modelo que simula la
evaporación del amoniaco líquido hacia el gas auxiliar hidrógeno, tal y como ocurre en el
evaporador del ciclo Difusión-Absorción. Esta simulación permite determinar la
concentración de los residuos de amoniaco en el gas auxiliar a la entrada del evaporador a
través de mediciones de temperaturas a lo largo del tubo del evaporador de un equipo real.
Este trabajo muestra las relaciones entre la presión total del sistema y las temperaturas a
la entrada y salida del evaporador.
Chen, Kim y Herold (1996) lograron mejorar un refrigerador existente marca
Norcold mediante el diseño y construcción de un generador integrado con un
intercambiador de calor que aprovecha el calor que desecha el rectificador para calentar
la solución fuerte en refrigerante proveniente del absorbedor. Realizaron pruebas
experimentales y mediciones de temperaturas tanto del ciclo como de los compartimentos
interiores del refrigerador. También calcularon los flujos de calor de los componentes y el
COP del equipo variando el flujo de calor suministrado al generador. Aunque no reportan
ninguna ecuación de la modelación del ciclo, se menciona que desarrollaron un modelo
llamado DRM (Data Reduction Model) el cual requiere datos experimentales como
entradas. Este modelo está supuestamente basado en ecuaciones de balance de energía y
materia y sirve para calcular los flujos de calor y determinar las áreas de oportunidad en
el diseño del equipo. También presentan una gráfica de presión del amoniaco contra
temperatura para el ciclo completo. Este artículo es una valiosa fuente de información
para la modelación y el diseño de los equipos de Difusión-Absorción y logra una
importante contribución ya que consiguen incrementar el COP del ciclo en un 50%
haciéndolo mas eficiente y competitivo.
Srikhirin y Aphornratana (2002) construyeron un refrigerador por Difusión-
Absorción utilizando helio como gas auxiliar en lugar de hidrógeno. También
desarrollaron un modelo matemático simple basado en balances de energía y materia. Sin
embargo el modelo para la bomba de burbujas fue obtenido de manera experimental
utilizando agua y aire como fluidos de trabajo.

22
Jakob, Eicker, Taki y Cook (2005) desarrollaron un equipo de refrigeración por
Difusión-Absorción que utiliza energía solar a través de colectores al vacío de tipo
concentradores parabólicos compuestos para suministrar calor al generador y a la bomba
de burbujas. Además del hecho de que utiliza energía solar para su funcionamiento, una
característica destacable de este proyecto es que logra una capacidad de enfriamiento de
2.5 Kw siendo que la capacidad de enfriamiento típica de un refrigerador comercial de
Difusión-Absorción es del orden de los 30 a 50 W.
Zohar, Jelinek, Levy y Borde (2005) desarrollaron un modelo termodinámico
completo del ciclo Difusión-Absorción e hicieron simulaciones computacionales. Para
validar su modelo compararon con datos experimentales publicados. Cabe mencionar que
también simularon el efecto del tipo de gas auxiliar en el ciclo comparando al hidrógeno
con el helio.

23
CAPÍTULO III:
MODELO MATEMÁTICO Y ANÁLISIS TERMODINÁMICO
El siguiente modelo termodinámico del ciclo Difusión-Absorción está basado en
balances de materia y de energía aplicados en volúmenes de control para cada
componente en estado estable. El análisis del ciclo fue dividido en los siguientes
componentes: generador, rectificador, condensador, evaporador con intercambiador de
calor del gas auxiliar, absorbedor y por último el intercambiador de calor de la solución.
3.1 GENERADOR
A continuación se muestra el volumen de control aplicado al generador:
Fig.3.1 Volumen de control del generador
El punto 1 representa el flujo de vapor de amoniaco que sale del generador,
mientras que el punto 4 es el agua condensada proveniente del rectificador. Los flujos 5 y
7 representan la solución débil y fuerte (en amoniaco) respectivamente. El generador se
supone como aislado, siendo el único flujo de energía el del calor suministrado.

24
Balance de materia:
7
.
4
.
5
.
1
.mmmm +=+ (3-1)
Conservación de especies:
77
.
44
.
55
.
11
.xmxmxmxm +=+ (3-2)
En donde x representa la fracción másica de amoniaco de la corriente i.
Balance de energía:
genQhmhmhmhm.
77
.
44
.
55
.
11
.=−−+ (3-3)
3.2 RECTIFICADOR
Figura 3.2 Volumen de control del Rectificador
El estado 1r representa el vapor de amoniaco a la salida del rectificador.
El balance de materia es:
rmmm 1
.
4
.
1
.+= (3-4)
La conservación de especies:
rr xmxmxm 11
.
44
.
11
.+= (3-5)

25
El rectificador no está aislado por lo que el balance de energía queda:
rectrr Qhmhmhm.
11
.
44
.
11
.=−− (3-6)
3.3 CONDENSADOR
Fig. 3.3 Volumen de control del Condensador
Dado que solo existe un flujo másico en el condensador y la concentración es la
misma, el balance de materia es muy simple:
2
..
1 mm r = (3-7)
El condensador intercambia calor con el aire del ambiente por lo que el balance de
energía es:
condrr Qhmhm.
22
.
11
.=− (3-8)

26
3.4 EVAPORADOR E INTERCAMBIADOR DE CALOR DEL GAS AUXILIAR
El evaporador es sin duda uno de los componentes más interesantes y menos
comprendidos del ciclo Difusión-Absorción. El modelo fue acoplado con el
intercambiador de calor del gas auxiliar sin embargo se muestran los volúmenes de
control aplicados a cada componente:
Fig. 3.4 Volumen de control del evaporador
La corriente 9 representa la mezcla gaseosa de amoniaco-hidrógeno que sale del
evaporador, mientras que la corriente 8 es el hidrógeno que entra al intercambiador de
calor y después es liberado en la parte superior del evaporador. El balance de materia es:
8
.
2
.
9
.mmm += (3-9)
El balance de la mezcla amoniaco-agua queda:
99
.
22
.xmxm = (3-10)
El fenómeno de evaporación y difusión en el evaporador ocurre debido a la
diferencia del potencial químico en cada fase. Esto se refleja en la diferencia entre la
presión de saturación del amoniaco líquido y la presión de vapor (la presión parcial del
amoniaco) en la mezcla gaseosa de amoniaco-hidrógeno. Este proceso es similar a la
evaporación del agua de un lago en un día seco. El hidrógeno que llega al evaporador

27
contiene muy pequeñas cantidades residuales de amoniaco gaseoso. El volumen parcial
ocupado por este amoniaco en la mezcla gaseosa ejerce una presión sobre el amoniaco
líquido (presión de vapor) proveniente del condensador la cual es mucho menor
comparada con la presión de saturación del líquido. Esto ocasiona que el líquido
comience a evaporarse y difundirse hacia la mezcla gaseosa, incrementando de esta
manera el volumen ocupado por el vapor de amoniaco en la mezcla y por consecuencia
aumenta la presión parcial del mismo. A la presión parcial del vapor saturado de
amoniaco en la mezcla gaseosa en el evaporador le corresponde una temperatura menor
que la temperatura del líquido; y debido al mismo proceso de evaporación, la temperatura
del líquido comienza a disminuir. Al descender la temperatura del amoniaco líquido
también disminuye su presión de saturación. Por lo tanto, conforme el proceso de
evaporación se lleva a cabo, la presión parcial del amoniaco en la mezcla gaseosa va
aumentando mientras que la presión de saturación del líquido va disminuyendo. La
evaporación puede continuar hasta que la presión de vapor es igual a la presión de
saturación del líquido, es decir hasta que se alcance el equilibrio.
A pesar de que este proceso no ocurre en equilibrio, es posible modelarlo
partiendo de la salida del evaporador donde termina la evaporación y se llega al equilibrio.
A continuación se muestran las ecuaciones de equilibrio necesarias para el modelo,
suponiendo comportamiento de gas ideal para la mezcla gaseosa y de solución ideal para
el líquido:
satNHNHtotNH PPy 333 χ= (3-11)
donde 3NHy es la fracción molar de amoniaco gaseoso en la mezcla, 3NHχ es la fracción
molar de amoniaco en la fase liquida y satNHP 3 es la presión de saturación del amoniaco a la
temperatura del liquido. Pero:
33 NHtotNH pPy = (3-12)
donde 3NHp es la presión parcial del amoniaco en la mezcla gaseosa. Entonces podemos
rescribir la ecuación 3-11 como:
satNHNHNH Pp 333 χ= (3-13)

28
De la misma manera podemos escribir para el vapor de agua en la mezcla gaseosa:
satOHOHOH Pp 222 χ= (3-14)
y la fracción molar del vapor de agua en la mezcla gaseosa se calcula:
OHtotOH pPy 22 = (3-15)
La presión parcial del hidrógeno en la mezcla se obtiene a partir de la Ley de
Dalton de presiones parciales:
OHNHHtot pppP 232 ++= (3-16)
Y la fracción molar del hidrógeno en la mezcla gaseosa se relaciona con la presión
parcial de la misma manera:
22 HtotH pPy = (3-17)
Ahora es posible conocer las fracciones másicas de cada especie a la salida del
evaporador convirtiendo las fracciones molares obtenidas previamente:
mix
iii MW
MWyx = (3-18)
en donde iMW es el peso molecular de la especie i y mixMW es el peso molecular de la
mezcla, es decir:
∑= iimix MWyMW (3-19)
El balance de energía en el evaporador es:
evapQhmhmhm.
22
.
88
.
9
.
9 =−− (3-20)
en donde 8h es la entalpía del hidrógeno a la temperatura de entrada al intercambiador de
calor del gas auxiliar y a la presión total del sistema. La entalpía 9h se trata de una
entalpía compuesta por las entalpías de cada especie a la salida del evaporador, evaluadas
a la temperatura de salida del evaporador (T9) y presiones parciales correspondientes y
multiplicadas por su respectiva fracción másica.

29
Lo cual sería:
)&9(@22)&9(@33)&9(@229 232 OHNHH pTOHOHpTNHNHpTHH hxhxhxh ++= (3-21)
Haciendo uso de la función NH3H2O podemos expresar la entalpía del amoniaco y del
agua como una sola entalpía correspondiente a una mezcla amoniaco-agua con una
determinada calidad de vapor a la salida del evaporador.
Con respecto al intercambiador de calor del gas auxiliar, podemos decir que una
pequeña parte de la capacidad de enfriamiento se utiliza para enfriar el hidrógeno antes
de que entre en contacto con el amoniaco líquido.
Fig. 3.5 Diagrama del Intercambiador de Calor del Gas Auxiliar
Para calcular el flujo de calor removido del intercambiador de calor del gas
auxiliar, es necesario conocer la temperatura hasta la cual es enfriado el hidrógeno, de tal
forma el balance de energía sería:
)( 88
..
aghxaghx hhmQ −= (3-22)
en donde aghxQ.
es el flujo de calor removido y aghxh es la entalpía del hidrógeno evaluada
a la temperatura de salida del intercambiador de calor del gas auxiliar.

30
3.5 ABSORBEDOR
El absorbedor es otro componente que involucra transferencia de masa y cambio
de fase además de intercambio de calor con el ambiente. Una película de solución
amoniaco-agua desciende por el tubo en serpentín al mismo tiempo que va absorbiendo el
amoniaco contenido en la mezcla gaseosa de amoniaco-hidrógeno ascendente.
Fig. 3.6 Volumen de control del Absorbedor
Balance de materia:
3
.
8
.
10
.
9
.mmmm +=+ (3-22)
La conservación de especies queda:
33
.
1010
.
99
.xmxmxm =+ (3-23)
El proceso de absorción de amoniaco en agua es exotérmico, por lo tanto el absorbedor
disipa calor hacia el ambiente, entonces el balance de energía es:
absQhmhmhmhm.
33
.
88
.
1010
.
99
.=−−+ (3-24)

31
3.6 TUBO DE SOLUCIÓN DÉBIL
El análisis de este componente resulta en ecuaciones muy simples que incluso
podría considerarse innecesario, sin embargo es importante ya que el diseño de este tubo
influye en el desempeño del absorbedor.
Fig. 3.7 Volumen de control del Tubo de Solución Débil
Balance de materia:
6
.
10
.mm = (3-25)
610 xx = (3-26)
Este tubo es otro componente que disipa calor al ambiente y el balance de energía es:
tuboQhmhm.
1010
.
66
.=− (3-27)
3.7 INTERCAMBIADOR DE CALOR DE LA SOLUCIÓN
Este intercambiador de calor es utilizado para precalentar la solución fuerte en
amoniaco y al mismo tiempo para enfriar la solución débil proveniente del generador.
En la Figura 3.8 se muestra el volumen de control aplicado a este componente que en este
caso pierde calor hacia el ambiente.

32
Fig. 3.8 Volumen de control del Intercambiador de Calor de la Solución
El balance de materia es muy sencillo ya que se trata solamente de dos corrientes
separadas y por lo tanto las concentraciones no cambian:
7
.
3
.mm = (3-28)
6
.
5
.mm = (3-29)
73 xx = (3-30)
65 xx = (3-31) De acuerdo a la Fig. 3.8 el balance de energía es:
shxQhhmhhm.
373
.
655
.)()( +−=− (3-32)

33
CAPÍTULO IV:
DISEÑO Y DIMENSIONAMIENTO DEL SISTEMA
En este capítulo se plantean las ecuaciones necesarias para el cálculo de las
dimensiones del sistema.
4.1 BOMBA DE BURBUJAS
Este componente es crítico en el desempeño del refrigerador por Difusión-
Absorción ya que es responsable de circular el fluido de trabajo afectando variables tan
importantes como los flujos másicos de refrigerante y solución débil además del calor
necesario en el generador.
Para el diseño de la bomba de burbujas se desarrolló un modelo basado
principalmente en el trabajo de Susan White (2001). El modelo utiliza las ecuaciones
básicas de continuidad, conservación de momentum y energía, además del modelo “Drift-
Flux” para analizar las condiciones de flujo en dos fases en el tubo vertical de la bomba
de burbujas. En la Figura 4.1 se muestra la configuración de la bomba de burbujas:
Fig. 4.1 Diagrama esquemático de la Bomba de Burbujas

34
La superficie de la solución fuerte almacenada en el tanque se encuentra a la presión
total del sistema Ptot y la velocidad en este punto se considera igual a cero.
Aplicando la ecuación de Bernoulli entre la superficie del líquido en el tanque y el
punto 0:
LbpLtotVgHPP ρρ2
20
0 −+= (4-1)
en donde Lρ es la densidad del líquido, y 0V es la velocidad de la solución en el punto 0.
Entre el punto 0 y A se desprecia la fricción por tratarse de un tramo de corta
distancia, por lo tanto la ecuación de energía aplicada entre el punto 0 y el punto A queda:
)( 0100 VVVPP LA −−= ρ (4-2)
y la ecuación de continuidad entre 0 y A es:
AALL AVAVm ρρ == 000
.
(4-3)
pero el área A0 es igual al área AA (debido a que el diámetro Dbp es el mismo en toda la
tubería), por lo tanto:
AVV =0 (4-4)
La conservación de momentum y energía entre el punto A y B despreciando los
efectos de fricción queda:
)( ABABAB VVVPP −−= ρ (4-5)
y la conservación de materia es:
AALBBB AVAV ρρ = (4-6)
por lo tanto se deduce:
B
ALB V
Vρρ = (4-7)
Aplicando la ecuación de energía entre la superficie del líquido en el tanque y el
punto B queda:

35
0
2
)(2 A
AgLDLVfPP L
bpLbp
bpBBtptotB ρρ
++= (4-8)
en donde tpf es un factor de fricción para flujo en dos fases basado en las propiedades
promedio del líquido y del gas.
Combinando las ecuaciones 4-1, 4-2, 4-5 y 4-8 es posible obtener una expresión
que describa la caída de presión promedio en el tubo vertical de la bomba:
bpL
ABAB
bp
AL
bpL
BBtp
bp
bp
gLVVV
gLV
AA
gDVf
LH
ρρ
ρρ )(
22
2
0
2 −+++= (4-9)
Este cociente de Hbp y Lbp es conocido como la razón de sumergimiento (submergence
ratio) de la bomba de burbujas.
Ahora es necesario expresar esta ecuación en parámetros de flujo en dos fases, ya
que a partir del punto B esas condiciones prevalecen a lo largo del tubo vertical. Por lo
tanto hay que definir los términos utilizados en flujo de dos fases.
La velocidad superficial del líquido jL se define como:
0
.
Aj L
L∀
= (4-10)
en donde L
.∀ es el flujo volumétrico del líquido determinado por:
00
.AVL =∀ (4-11)
por lo que:
0VjL = (4-12)
De manera similar, definimos la velocidad superficial del gas jG como:
0
.
Aj GG
∀= (4-13)

36
En el punto B se tienen condiciones de flujo en dos fases por lo que la velocidad
VB describe la velocidad total promedio de la mezcla, es decir:
0
..
AV GL
B∀+∀
= (4-14)
Lo cual es equivalente a la definición de j, por lo tanto:
0
..
AjjjV GLGLB
∀+∀=+== (4-15)
La fracción de vacío ε se define como la sección de área que ocupa la fase
gaseosa dividida entre la sección de área total del tubo, esto es:
0A
AG=ε (4-16)
Ahora es posible rescribir la ecuación 4-9 utilizando los parámetros de flujo de
dos fases:
bp
LL
bp
L
bp
Ltp
bp
bp
jgLjjj
gLj
gDjjf
LH )(
2)1(
2
22 −++−+= ε (4-17)
Esta ecuación es utilizada para modelar el comportamiento de la bomba de burbujas.
El modelo Drift-Flux se basa principalmente en la siguiente ecuación que describe
la fracción de vacío:
gjGL
G
VjjCj
++=
)(0
ε (4-18)
en donde:
2.10 =C (4-19)

37
bpm
BoN
gj gDeeVf
⎥⎦
⎤⎢⎣
⎡−−=
−− 37.3345.001.0
1)1(345.0 (4-20)
2
32 )(
L
bpGLLf
gDN
μρρρ −
= (4-21)
⎪⎩
⎪⎨
⎧
= −
256910
35.0fNm
18
25018
250
⟨
⟨⟨
⟩
f
f
f
N
N
N
(4-22)
El número de Bond se define como:
σρρ 2)( bpGL gD
Bo−
= (4-23)
siendo σ la tensión superficial de la solución.
Para determinar el factor de fricción y las propiedades en condiciones de dos fases
se tomaron las siguientes definiciones de la misma manera que en (Shelton y White 2002):
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
+−=
tptpbp
R
tp fD
f.10.
Re
35.92log448.31 ε (4-24)
donde Rε es la rugosidad del tubo y los parámetros utilizados son:
El factor de fricción de Fanning:
4
.tp
tp
ff = (4-25)
El número de Reynolds de dos fases:
tp
bpGGLLtp
Djjμρρ )(
Re+
= (4-26)

38
La viscosidad de dos fases:
)5.21)(1( HHLGHtp εεμμεμ +−+= (4-27)
en donde la fracción de vacío homogénea Hε es:
)1( κ
ρρ
κ
κε−+
=
G
LH (4-28)
donde κ es la calidad de la mezcla y se define como:
.
.
0m
mG=κ (4-29)
Un balance de materia aplicado a la entrada y salida de la bomba de burbujas
indica:
GL mmm..
0
.+= (4-30)
donde:
0
.Ajm LLL ρ= (4-31)
0
.Ajm GGG ρ= (4-32)
La estrategia de diseño para la bomba de burbujas será basada en definir una
fracción de desorción o razón de flujos másicos BPF para la bomba de burbujas:
0
.
.
m
mF GBP = (4-33)
Esta fracción representa la cantidad de vapor desorbido o desprendido de la solución
fuerte que entra a la bomba de burbujas ⎥⎦
⎤⎢⎣
⎡
tot
G
kgkg . El flujo de calor necesario es:
fgGBP hmQ..
= (4-34)
donde hfg es el calor latente de vaporización de la solución.

39
Existen distintos regimenes de flujo en condiciones de dos fases dentro de tubos
verticales tales como flujo de burbujas, flujo de tapón (slug) y flujo anular entre otros.
Según Delano (1998), una bomba de burbujas opera con mayor eficiencia en el régimen
de flujo tapón o slug.
White (2002) indica que las correlaciones de Cachard y Delhaye (ecuaciones 4-19
a 4-22) utilizadas para ajustar el modelo Drift-Flux solamente aplican para flujo tipo
slug, además encontró que la mayor eficiencia de la bomba de burbujas se alcanza en el
régimen tipo slug, justo antes de entrar al flujo tipo churn.
De acuerdo a Chisholm (1983) (Delano, 1998) el diámetro máximo en el que
puede ocurrir flujo tipo slug está dado por la siguiente ecuación:
2/1
119
⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜
⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛−
≤
G
L
L
vvg
vD
σ (4-35)
Por lo tanto la selección del diámetro del tubo de la bomba de burbujas se delimita por
esta ecuación ya que la bomba se diseñará para operar en el régimen de flujo tipo slug.
4.2 CONDENSADOR
El condensador será diseñado para intercambiar calor con el aire del ambiente por
convección natural. Esta condición es una limitante para la capacidad del sistema, ya que
a medida que se deseara incrementar el flujo másico de refrigerante, se necesitaría un
condensador de mayores dimensiones y/o enfriamiento del condensador por aire o agua
en convección forzada. Para mejorar la transferencia de calor por convección natural en
el condensador, se optó por un diseño con aletas cuadradas a lo largo del tubo del
condensador como se muestra en la Figura 4.2:

40
Fig. 4.2 Configuración del Condensador
En este diseño se considera que las aletas son del mismo material del tubo del
condensador (acero al carbón) y que la resistencia de contacto entre el tubo y las aletas es
despreciable. Dadas las dimensiones de la aleta, el diámetro del tubo y el espaciamiento
entre cada aleta, se desea encontrar el número de aletas necesarias para disipar el calor
del condensador al ambiente. El número de aletas n se relaciona directamente con la
longitud total del condensador de la siguiente manera:
finfincond snntL )1( −+= (4-36)
Como parámetro de diseño, definimos la temperatura del condensador como:
CTT ambcond °+= 10 (4-37)
El calor del condensador se disipa por el área aletada y también por el área sin
aletas:
unfinnedfinnedcond QQQ...
+= (4-38)
Por lo tanto se aplica la ley de enfriamiento de Newton a estas áreas:
finambcondfinnedcondfinned TTAQ η)(.
−= h (4-39)

41
)(.
ambcondunfinnedcondunfinned TTAQ −= h (4-40)
en donde condh es el coeficiente de transferencia de calor por convección promedio del
condensador y las áreas se definen como:
nDLA condfinfinned )
4(2
22 π−= (4-41)
)1( −= nsDA fincondunfinned π (4-42)
Para determinar la eficiencia de las aletas finη se realizó un análisis de
distribución de temperaturas por diferencias finitas:
idealfin
realfinfin
Q
Q
_
._
.
=η (4-43)
en donde el calor ideal sería el disipado por una aleta completamente isotérmica:
))(4
(2
2_
.
ambcondcond
fincondidealfin TTDLQ −−= πh (4-44)
En la Figura 4.3 se muestra la malla aplicada a una aleta para calcular su
distribución de temperaturas. La aleta se dividió en 25 (5x5) sub-secciones, por lo que
cada sub-sección mide 5finL
por lado. El análisis por diferencias finitas se simplifica
considerando simetría:

42
Fig.4.3 Distribución de temperaturas en la aleta
El nodo 1 está en contacto directo con el tubo y ocupan casi la misma área, por lo
tanto es válido suponer que el nodo 1 se encuentra a la temperatura del condensador,
entonces la distribución de temperaturas queda:
condT=1τ (4-45)
)(25.0 35512 τττττ +++= (4-46)
])(5.0[2
16623 ambBiT
Bi+++
+= ττττ (4-47)
)(25.0 75514 τττττ +++= (4-48)
)(25.0 86425 τττττ +++= (4-49)
])(5.0[2
19356 ambBiT
Bi+++
+= ττττ (4-50)
])(5.0[2
18847 ambBiT
Bi+++
+= ττττ (4-51)

43
])(5.0[2
19758 ambBiT
Bi+++
+= ττττ (4-52)
])(5.0[1
1869 ambBiT
Bi++
+= τττ (4-53)
en donde el número de Biot esta dado por:
lcarbonstee
fincond k
LBi
5/h= (4-54)
El área de cada elemento finito (o nodo) es:
2
5 ⎟⎟⎠
⎞⎜⎜⎝
⎛= fin
fin
LdA (4-55)
La ley de enfriamiento de Newton aplicada al nodo 1:
))(4
(2 1
2
1_
.
ambcond
fincondnodo TDdAQ −−= τπh (4-56)
y para los otros nodos:
)(2_
.
ambifincondinodo TdAQ −= τh (4-57)
por lo tanto el calor real disipado por la aleta es:
∑=
=1
_
.
_
.
iinodorealfin QQ (4-58)
y en este caso i llega hasta 25.
El coeficiente de transferencia de calor por convección se calculó utilizando la
correlación de Raithby y Hollands (Kreith y Bohn 1993) basada en la separación de las
aletas:
( )37.0
7.225.07.289.0
62.018 ⎥
⎥⎦
⎤
⎢⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛= s
sfin RaRaNus (4-59)

44
air
fincondfin k
sNus
h= (4-60)
y el número de Rayleigh, sRa , para esta configuración se define:
finairair
ambcondairs LsTTgRa
ανβ
4
)( −= (4-61)
4.3 RECTIFICADOR Y TUBO DE SOLUCIÓN DÉBIL
La directriz en el diseño del rectificador es la concentración del vapor de
amoniaco a la salida de este componente, esto es, x1r . Por lo tanto el rectificador debe
garantizar que disipará el calor necesario para entregar un vapor de amoniaco con la
pureza especificada.
En el caso del tubo de solución débil, el parámetro de diseño dominante es la
longitud total del tubo, ya que ésta se encuentra limitada por la altura del tubo vertical de
la bomba de burbujas Lbp. El tubo, además de alimentar al absorbedor con la solución
débil, actúa como un disipador de calor al medio ambiente ya que si el tubo estuviera
completamente aislado, el absorbedor tendría que disipar más calor (y por consecuente
necesitaría mayor área de transferencia) para llevar a cabo el proceso de absorción.
El diseño de estos dos componentes es muy similar debido a su configuración
geométrica ya que ambos son tubos verticales que intercambian calor por convección
natural al ambiente. A continuación se describen las ecuaciones necesarias su diseño:
La ley de enfriamiento de Newton en el rectificador indica:
( )ambrectrectrectrect TTAQ −= h.
(4-62)
En donde Trect es tomado como un promedio entre las temperaturas de entrada y salida del
rectificador, esto es:
214 r
rectTTT +
= (4-63)

45
El área del tubo del rectificador es:
rectrectrect LDA π= (4-64)
El diseño del rectificador considera una orientación vertical en la mayor parte de
la longitud total, por lo tanto es necesario calcular el coeficiente de calor por convección
natural para un cilindro vertical. Un cilindro vertical de longitud L en convección natural
puede ser tratado como una pared vertical siempre y cuando el espesor de la capa límite
sea mucho menor que el diámetro D del cilindro. De acuerdo a Bejan (1993), si 1Pr ≥ ,
esta condición se satisface cuando:
4/1−⟩ LRa
LD
(4-65)
De no cumplirse este criterio, es necesario tomar en cuenta los efectos de curvatura en la
capa límite. Le Fevre y Ede (Bejan 1993) desarrollaron una relación que considera estos
efectos para el régimen laminar:
DLRa
Nus LL Pr)6364(35
Pr)315272(4Pr2120(5
Pr734
4/1
++
+⎥⎦
⎤⎢⎣
⎡+
= (4-66)
Cabe mencionar que otro criterio para considerar un cilindro vertical en convección
natural como una pared vertical es descrito por Sparrow y Gregg (Incropera y DeWitt,
2002) de la siguiente forma:
4/1
35
LGrLD
≥ (4-67)
De acuerdo a Cebeci, Minkowycz y Sparrow (Incropera y DeWitt, 2002), los efectos de
curvatura afectan el desarrollo de la capa límite y promueven la transferencia de calor.
Para convección natural en paredes verticales, Manrique (2002) sugiere la
siguiente expresión obtenida de la ecuación de Langmuir:
4/1)(958.1 ambs TT −=h (4-68)

46
La ley de enfriamiento de Newton aplicada al tubo de la solución débil es:
( )ambtubotubotubotubo TTAQ −= h.
(4-69)
La temperatura del tubo también puede ser considerada como el promedio aritmético de
las temperaturas de salida y entrada del tubo y dado que en este caso la diferencia de
temperaturas es pequeña, esta es una aproximación razonable.
El área del tubo de solución débil es:
tubotubotubo LDA π= (4-70)
Para calcular el coeficiente de transferencia de calor tuboh las ecuaciones 4-65 a 4-68 son
utilizadas de la misma manera que en el rectificador.
4.4 INTERCAMBIADOR DE CALOR DE LA SOLUCIÓN
Para el diseño de este componente se seleccionó una configuración de
intercambiador de doble tubo, ilustrada en la Fig. 4.4, donde el fluido frío (la solución
fuerte) fluye por el tubo interior, mientras que la solución débil fluye en contra-corriente
por el ánulo. El hecho de que el fluido caliente circula por el tubo exterior, intuitivamente
representa mayores pérdidas de calor hacia el ambiente, sin embargo esta opción
simplifica el análisis y diseño de la bomba de burbujas, el cual es un componente de
mayor importancia para el ciclo.
Fig. 4.4 Configuración del Intercambiador de Calor de la Solución

47
El propósito del intercambiador de calor de la solución es disminuir la
temperatura de la solución débil proveniente del generador ya que si la solución débil
entra muy caliente al absorbedor, el proceso de absorción se ve afectado negativamente.
Además, precalentar la solución fuerte antes de entrar al generador, disminuye el
requerimiento de calor suministrado al sistema y por lo tanto incrementa el COP.
El caso ideal sería transferir todo el calor de la solución débil a la solución fuerte
pero esto requeriría una mayor longitud del intercambiador de calor (área de transferencia
de calor) y las pérdidas por fricción en la bomba de burbujas se volverían significativas.
Si se desea mantener una longitud apropiada en el intercambiador de calor de la solución,
es inevitable tener pérdidas de calor al ambiente ya que para aislar completamente el
intercambiador se requieren cantidades imprácticas de material aislante.
Por lo tanto, el parámetro de diseño para este componente es especificar una
temperatura deseable en una salida del intercambiador (conociendo las temperaturas de
entrada y los flujos másicos) y posteriormente calcular el área de transferencia de calor
necesaria.
Del balance de energía descrito en la ecuación 3-32 podemos calcular las pérdidas
de calor al ambiente como:
shxshxshxshx TAUQ Δ=.
(4-71)
En donde:
shxshxshx LDA π= (4-72)
( ) shxshx ARRR
U321
1++
= (4-73)
Las resistencias térmicas R1, R2 y R3 son la resistencia por convección en el ánulo, la
resistencia por conducción en el tubo exterior y la resistencia por convección natural del
tubo exterior al aire del ambiente respectivamente:

48
shxsdishx LDR
h_1
1π
= (4-74)
shxsteelcarbon
ishx
shx
LkDD
Rπ2
ln_
2
⎟⎟⎠
⎞⎜⎜⎝
⎛
= (4-75)
shxshxshx LDR
hπ1
3 = (4-76)
donde ishxD _ es el diámetro interno del tubo exterior.
Para el cálculo del coeficiente promedio de transferencia de calor por convección
de la solución débil, sdh , en la región anular se consideró que el flujo laminar se
encuentra completamente desarrollado y que el flujo de calor en las superficies es
uniforme:
sd
hshxsdo k
DNus _h
= (4-77)
en donde Dshx_h es el diámetro hidráulico (Dshx_i – Dbp) y ksd es la conductividad térmica
promedio de la solución débil. El número de Nusselt, Nuso , se calcula de la siguiente
manera (Kays, Crawford y Wiegand 2005):
( ) *'''' /1 ooi
ooo qq
NusNus
θ−= (4-78)
Los valores de ooNus y *oθ se obtienen de Kays, Crawford y Wiegand (2005) para
distintas relaciones de diámetro interno y externo.
El coeficiente de transferencia de calor por convección natural sobre un cilindro
horizontal se calcula con la siguiente correlación encontrada en (Cengel y Turner, 2001):
( )
2
27/816/9
6/1
Pr)/559.0(1387.06.0
⎥⎥⎦
⎤
⎢⎢⎣
⎡
++=
RaNusshx (4-79)

49
air
shxshxshx k
DNus h= (4-80)
Finalmente, debido a que existe transferencia de calor hacia el ambiente, la
diferencia de temperaturas descrita en la ecuación 4-71, la podemos aproximar como:
ambshx TTT
T −⎟⎠⎞
⎜⎝⎛ +
=Δ2
37 (4-81)
4.5 PRESIÓN TOTAL DEL SISTEMA
La presión total a la cual será cargado el equipo es determinada por el diseño del
condensador principalmente y esto a su vez define el rango de temperatura de operación
del sistema. Si el rectificador es diseñado para remover toda el agua del vapor de
amoniaco, entonces el proceso de condensación ocurre a temperatura constante
correspondiente a la temperatura de saturación del amoniaco puro a la presión del sistema.
Esta temperatura de saturación debe ser apropiada para que el condensador intercambie
calor con el medio ambiente y el vapor se condense en su totalidad.
La presión total depende directamente de la cantidad de gas auxiliar (hidrógeno)
con la que se carga el sistema. Si la carga de gas auxiliar es muy baja entonces el equipo
deja de funcionar cuando la temperatura ambiente aumenta; por otro lado, si la carga es
muy alta entonces la temperatura de condensación es muy elevada y esto deteriora el
desempeño del sistema (Chen, Kim y Herold, 1996).
Por lo tanto se debe seleccionar una presión del sistema que garantice que el
equipo funcionará en un rango de temperaturas ambiente razonable y de acuerdo al
diseño del condensador.

50
4.6 EVAPORADOR
En el evaporador se lleva a cabo el proceso probablemente más complejo de todo
el ciclo ya que combina transferencia de calor con cambio de fase y transferencia de masa
entre distintas especies químicas. La directriz de diseño en este componente es
principalmente la calidad del vapor de amoniaco a la salida del evaporador. Por lo tanto
la longitud total del evaporador debe permitir la evaporación casi total del líquido
refrigerante y permitir también la transferencia de calor del espacio a refrigerar hacia la
mezcla gaseosa en el tubo del evaporador.
El evaporador se considera acoplado al intercambiador de calor del gas auxiliar
por lo que se seleccionó una configuración de doble tubo en donde el gas auxiliar es
enfriado al circular por el tubo interior, mientras que la mezcla gaseosa (NH3-H2O) y el
líquido refrigerante fluyen a contracorriente por el tubo exterior. Esta configuración se
ilustra en las Figuras 3.4 y 3.5.
De esta manera, definimos para el evaporador:
evapevapevapevap TAUQ Δ=.
(4-82)
en donde
evapevapevap LDA π= (4-83)
( ) evapevap ARRR
U654
1++
= (4-84)
las resistencias térmicas R4, R5 y R6 representan la resistencia por convección en la
interfase del líquido y vapor con la pared del tubo, la resistencia por conducción en el
tubo exterior y la resistencia por convección natural del tubo exterior al aire del espacio a
refrigerar, respectivamente.
evaplvehevap LD
Rh_
41
π= (4-85)

51
siendo hevapD _ el diámetro hidráulico del evaporador y lveh el coeficiente promedio de
transferencia de calor por convección del líquido y del vapor en la pared interna del tubo
exterior del evaporador. Para el cálculo de lveh se consideró régimen laminar y flujo de
calor uniforme en las superficies. Los cálculos restantes se efectúan utilizando las
ecuaciones 4-77 a 4-80 ingresando los datos apropiados para el evaporador.
La diferencia de temperaturas considerada para el evaporador se definió como:
2min9 TTTevap
−=Δ (4-86)
donde Tmin es la temperatura mínima de diseño.
Para determinar si la longitud del evaporador es suficiente para permitir la
evaporación completa del refrigerante líquido, es necesario analizar la evaporación como
un proceso de transferencia de masa por convección. La razón de transferencia de una
especie a puede ser expresada como una razón de transferencia de masa:
( )∞−= ,,*
.
asaa Am ρρh (4-87)
en donde *h es el coeficiente promedio de transferencia de masa por convección [m/s] y
sa,ρ y ∞,aρ son las densidades de la especie a en la superficie y en la corriente libre,
respectivamente. Por lo que al aplicar esta ecuación a la razón de evaporación en el
evaporador obtenemos:
( )veleevapevapevap Am ρρ −= *.
h (4-88)
donde leρ y veρ son las densidades del líquido y del vapor en el evaporador
respectivamente.
Existe una analogía entre las expresiones de transferencia de calor por convección
y las de transferencia de masa por convección. Para calcular el coeficiente de
transferencia de masa en el evaporador, se consideró un flujo laminar completamente

52
desarrollado y con una concentración constante del vapor en la superficie del líquido
(Incropera y DeWitt, 2002):
66.323
_*
==−HNH
hevapevap DSh
δh
(4-89)
donde Sh es el número de Sherwood y 23 HNH −δ es el coeficiente de difusión para el
amoniaco-hidrógeno [m2/s]. El número de Sherwood es análogo al número de Nusselt y
representa un gradiente adimensional de concentración en la superficie. Para calcular el
coeficiente de difusión se utilizó la siguiente correlación (Kouremenos y Stegou-Sagia,
1987):
sis
gasmixHNH P
Tx 74.19
23
104 −
− =δ (4-90)
donde Tgasmix es la temperatura de la mezcla gaseosa en el evaporador (considerada en el
presente trabajo como un promedio entre Tmin y T9) y Psis es la presión total del sistema en
bars.
4.7 ABSORBEDOR
El absorbedor se diseñó de manera similar al evaporador ya que se desea que la
solución débil despoje por completo de amoniaco a la mezcla gaseosa proveniente del
evaporador. Consecuentemente, el absorbedor debe tener una longitud apropiada para
garantizar que la solución débil absorba la mayor cantidad de refrigerante posible.
El calor liberado en el proceso de absorción es:
absabsabsabs TAUQ Δ=.
(4-91)
donde:
absabsabs LDA π= (4-92)
En el absorbedor, una película de líquido (solución débil) desciende por el
interior de un tubo sencillo horizontal (doblado en serpentín y con una ligera pendiente
hacia abajo) al mismo tiempo que absorbe refrigerante de la mezcla gaseosa que se eleva

53
por el interior del tubo. Además el tubo está expuesto al ambiente ya que el proceso de
absorción es exotérmico. Por lo tanto el coeficiente global de transferencia de calor es:
( ) absabs ARRR
U987
1++
= (4-93)
R7, R8 y R9 representan la resistencia por convección en la interfase del líquido y vapor
con la pared del tubo, la resistencia por conducción en el tubo y la resistencia por
convección natural del tubo exterior al aire del ambiente, respectivamente.
abslvahabs LD
Rh_
71
π= (4-94)
Para determinar el coeficiente de calor por convección dentro del absorbedor, se
consideró flujo laminar completamente desarrollado con una temperatura constante en la
superficie del tubo (Incropera y DeWitt, 2002):
66.3==sd
abslvaabs k
DNus h (4-95)
La diferencia de temperaturas en el absorbedor puede ser aproximada de la
siguiente forma:
ambabs TTTTTT −+++
=Δ4
10983 (4-96)
La razón de absorción también puede ser expresada como una transferencia de
masa por convección:
( )valaabsabsabs Am ρρ −= *.
h (4-97)

54
Para el cálculo del coeficiente de transferencia de masa en el absorbedor se
consideró la misma condición de flujo laminar desarrollado y concentración constante en
la superficie (Incropera y DeWitt, 2002):
66.323
_*
==−HNH
habsabs DShδh
(4-98)
donde el coeficiente de difusión se calculó de la misma manera que en la ecuación 4-90
pero utilizando una temperatura promedio en el absorbedor aproximada por el cociente
empleado en la ecuación 4-96.

55
CAPÍTULO V:
RESULTADOS
En este capítulo se presentan los análisis mediante variación de parámetros
realizados a cada componente así como el desempeño del ciclo completo de acuerdo al
modelo desarrollado. Estos resultados son valiosos para conocer las principales variables
que afectan el desempeño del sistema, permitiendo de esta manera tomar decisiones para
el diseño del equipo.
5.1 BOMBA DE BURBUJAS
Como previamente se ha mencionado, este componente actúa como el corazón de
todo el ciclo ya que determina la cantidad de solución débil y de refrigerante que fluye
por el sistema.
El propósito del estudio en este componente es determinar el diámetro (Dbp), la
razón de sumergimiento (bp
bp
LH
) y el flujo de calor ( bpQ.
) apropiados en la bomba de
burbujas para un determinado flujo másico de solución débil y presión total del sistema.
Se seleccionaron tres distintos valores de flujo másico de la solución débil Lmm.
5
.= y
tres valores de presión total del sistema. Se seleccionaron también tres diferentes razones
de sumergimiento bp
bp
LH
. El parámetro variable en cada caso fue el diámetro de la bomba
de burbujas Dbp con un rango de 0.002 a 0.02 m. La temperatura de la solución débil a la
salida del generador se fijó en 377 K con una concentración de amoniaco de 0.13 en
fracción másica.
A continuación se muestran las gráficas que describen el comportamiento de la
bomba de burbujas en distintas condiciones de operación.

56
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.2
0.4
0.6
0.8
1
Dbp [m]
[kW
, k
g g /
kgto
t ]
Hbp / Lbp=0.4mL=0.00015 kg/sPsis=13.5 bar
Qbp
fbp
Fig. 5.1 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas
y Fracción de Desorción (bp
bp
LH
=0.4, 00015.0.
=Lm , Psis=13.5)
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Dbp [m]
[kW
, k
g g /
kgto
t ]
Hbp / Lbp=0.6mL=0.00015 kg/sPsis=13.5 bar
Qbp
fbp
Fig. 5.2 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas y
Fracción de Desorción (bp
bp
LH
=0.6, 00015.0.
=Lm , Psis=13.5)

57
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
Dbp [m]
Hbp / Lbp=0.8mL=0.00015 kg/sPsis=13.5 bar
[kW
, k
g g /
kgto
t ]
Qbp
fbp
Fig. 5.3 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas y
Fracción de Desorción (bp
bp
LH
=0.8, 00015.0.
=Lm , Psis=13.5)
Comparando las figuras 5.1, 5.2 y 5.3 podemos observar que para un valor fijo de
líquido a bombear (solución débil) y para una determinada razón de sumergimiento, un
diámetro mayor requiere un mayor flujo de líquido a la entrada, por lo que incrementa
significativamente el flujo de calor necesario en la bomba de burbujas. Un mayor
diámetro de la bomba de burbujas también significa una mayor cantidad de vapor
desprendida (debido a que una mayor cantidad de solución fuerte ingresa a la bomba de
burbujas para bombear la misma cantidad de líquido), esto se observa en la fracción Fbp
que también aumenta con el diámetro.
De las figuras anteriores también podemos notar que para bombear la misma
cantidad de solución débil con un diámetro fijo, la cantidad de calor necesario disminuye
conforme la razón de sumergimiento aumenta. Evidentemente Fbp también decrece al
aumentar la razón de sumergimiento. Estas relaciones son muy útiles para seleccionar las
dimensiones de la bomba de burbujas dependiendo de los flujos másicos y el flujo de
calor requeridos en el sistema.

58
A continuación se presentan los resultados variando el flujo másico del líquido
con una razón de sumergimiento fija y a la misma presión del caso anterior:
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.1
0.2
0.3
0.4
0.5
Dbp [m]
Hbp / Lbp=0.6mL=0.00035 kg/sPsis=13.5 bar
[kW
, k
g g /
kgto
t ]
Qbp
fbp
Fig. 5.4 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas y
Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00035, Psis=13.5)
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
Dbp [m]
Hbp / Lbp=0.6mL=0.00075 kg/s
Psis=13.5 bar
[kW
, k
g g /
kgto
t ]
Qbp
fbp
Fig. 5.5 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas y
Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00075, Psis=13.5)

59
Al comparar las figuras 5.4 y 5.5 con la figura 5.2 se observa que bpQ.
es casi
igual para un mismo diámetro, sin embargo Fbp es menor a medida que la cantidad de
líquido a bombear aumenta. Esto indica que a pesar de que circula una mayor cantidad de
solución en la bomba de burbujas, la cantidad de vapor desprendido sigue siendo casi la
misma.
Las siguientes gráficas muestran el efecto de operar la bomba de burbujas a
diferentes presiones del sistema:
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Dbp [m]
Hbp / Lbp=0.6mL=0.00015 kg/s
Psis=17 bar
[kW
, k
g g /
kgto
t ]
Qbp
fbp
Fig. 5.6 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas y
Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00015, Psis=17)
Si se compara la figura 5.6 con la figura 5.2 se observa que para un mismo
diámetro, una mayor presión de operación representa un mayor valor de bpQ.
y de
Fbp , es decir se requiere un flujo másico de solución fuerte mayor para bombear la misma
cantidad de líquido y además la cantidad de vapor generado es mayor en proporción al
caso de menor presión.

60
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.1
0.2
0.3
0.4
0.5
0.6
Dbp [m]
Hbp / Lbp=0.6mL=0.00035 kg/sPsis=17 bar
Qbp
fbp[k
W,
kg g
/ kg
tot ]
Fig. 5.7 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas
y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00035, Psis=17)
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
Dbp [m]Dbp [m]
Hbp / Lbp=0.6
mL=0.00075 kg/s
Psis=17 bar
[kW
, k
g g /
kgto
t ]
Qbp
fbp
Fig. 5.8 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas y
Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00075, Psis=17)

61
Finalmente se comparó con una presión total del sistema de 25 bar:
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
Dbp [m]
Hbp / Lbp=0.6
mL=0.00015 kg/sPsis=25 bar
[kW
, k
g g /
kgto
t ]
Qbp
fbp
Fig. 5.9 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas y
Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00015, Psis=25)
0.002 0.004 0.006 0.008 0.01 0.012 0.014 0.016 0.018 0.020
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Dbp [m]
Hbp / Lbp=0.6
mL=0.00035 kg/s
Psis=25 bar
[kW
, k
g g /
kgto
t ]
fbp
Qbp
Fig. 5.10 Diámetro de la Bomba de Burbujas vs. Flujo de Calor en la Bomba de Burbujas
y Fracción de Desorción (bp
bp
LH
=0.6, =Lm.
0.00035, Psis=25)
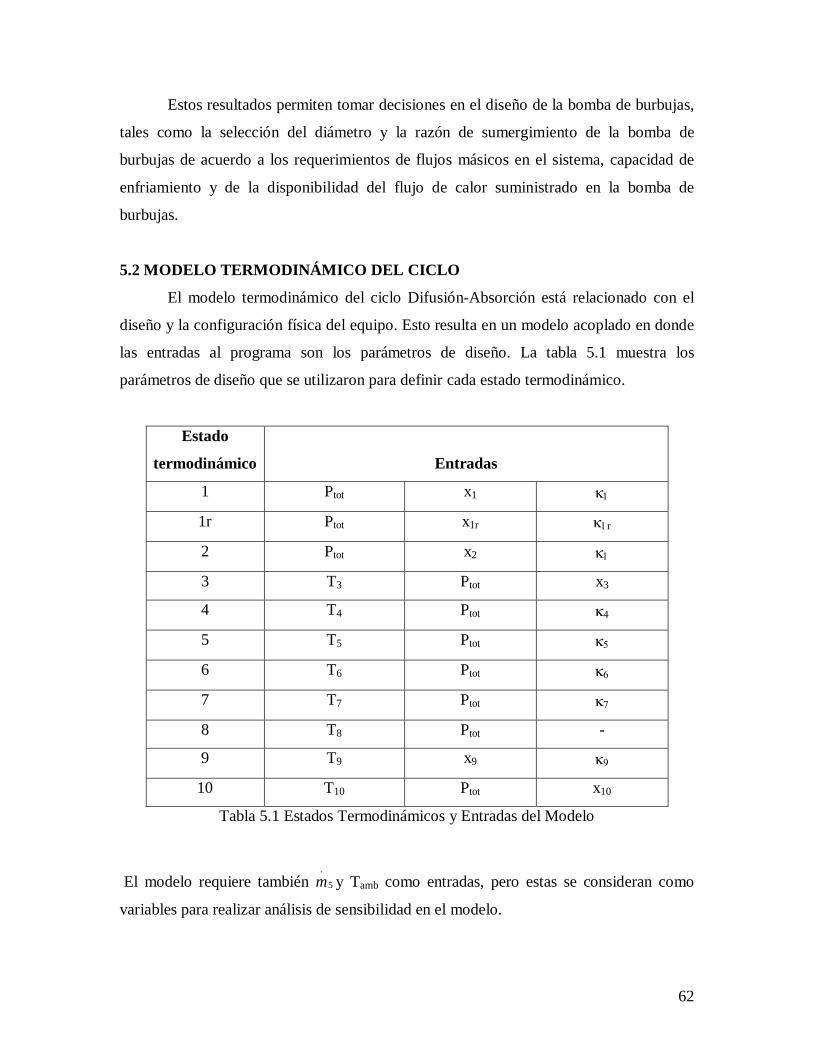
62
Estos resultados permiten tomar decisiones en el diseño de la bomba de burbujas,
tales como la selección del diámetro y la razón de sumergimiento de la bomba de
burbujas de acuerdo a los requerimientos de flujos másicos en el sistema, capacidad de
enfriamiento y de la disponibilidad del flujo de calor suministrado en la bomba de
burbujas.
5.2 MODELO TERMODINÁMICO DEL CICLO
El modelo termodinámico del ciclo Difusión-Absorción está relacionado con el
diseño y la configuración física del equipo. Esto resulta en un modelo acoplado en donde
las entradas al programa son los parámetros de diseño. La tabla 5.1 muestra los
parámetros de diseño que se utilizaron para definir cada estado termodinámico.
Estado
termodinámico
Entradas
1 Ptot x1 κ1
1r Ptot x1r κ1r
2 Ptot x2 κ1
3 T3 Ptot x3
4 T4 Ptot κ4
5 T5 Ptot κ5
6 T6 Ptot κ6
7 T7 Ptot κ7
8 T8 Ptot -
9 T9 x9 κ9
10 T10 Ptot x10
Tabla 5.1 Estados Termodinámicos y Entradas del Modelo
El modelo requiere también 5
.m y Tamb como entradas, pero estas se consideran como
variables para realizar análisis de sensibilidad en el modelo.

63
Uno de los criterios de evaluación del ciclo Difusión-Absorción es el coeficiente
de funcionamiento o COP (Coefficient of Performance), el cual se define como:
bpgen
evap
QCOP ..
.
+= (5.1)
Las figuras 5.11 a 5.13 muestran el desempeño del sistema conforme T5 aumenta,
lo cual es equivalente a incrementar el suministro de calor en el generador. El COP tiende
a aumentar debido a que al aumentar el calor en el generador se genera más vapor y la
capacidad de enfriamiento incrementa.
395 400 405 410 415 420 425 430 435-0.02
0
0.02
0.04
0.06
0.08
0.1
0.12
T5 [K]
[kW
]
Tamb=298 K
Psis=17 bar
m5=0.00015 kg/s Qgen
Qabs
Qcond
Qev ap
Fig. 5.11 Temperatura de la Solución Débil a la salida del Generador vs. Flujo de Calor
en el Generador, Absorbedor, Condensador y Evaporador
(Tamb=298, Psis=17, 5
.m =0.00015)

64
395 400 405 410 415 420 425 430 435-0.004
0
0.004
0.008
0.012
0.016
0.02
T5 [K]
[kW
]Qtubo
Qshx
Qrect
Tamb=298 KPsis=17 bar
m5=0.00015 kg/s
Fig. 5.12 Temperatura de la Solución Débil a la salida del Generador vs. Flujo de Calor
en el Intercambiador de Calor de la Solución, Tubo de la Solución Débil, y Rectificador
(Tamb=298, Psis=17, 5
.m =0.00015)
395 400 405 410 415 420 425 430 435-0.1
-0.05
0
0.05
0.1
0.15
0.2
0.25
0.3
T5 [K]
CO
P
Tamb=298 K
Psis=17 bar
m5=0.00015 kg/s
Fig. 5.13 Temperatura de la Solución Débil a la salida del Generador vs. COP
(Tamb=298, Psis=17, 5
.m =0.00015)

65
La siguiente figura muestra las longitudes del evaporador y del absorbedor
conforme T5 incrementa. Estas longitudes son las diseñadas en base a una completa
evaporación del líquido refrigerante en el evaporador y una absorción completa en el
absorbedor.
405 410 415 420 425 430 435 440 4450
2
4
6
8
10
T5 [K]
[m]
Levap
Labs
Tamb=298 KPsis=17 barm5=0.00015 kg/s
Fig. 5.14 Temperatura de la Solución Débil a la salida del Generador vs. Longitud del
Absorbedor y del Evaporador (Tamb=298, Psis=17, 5
.m =0.00015)
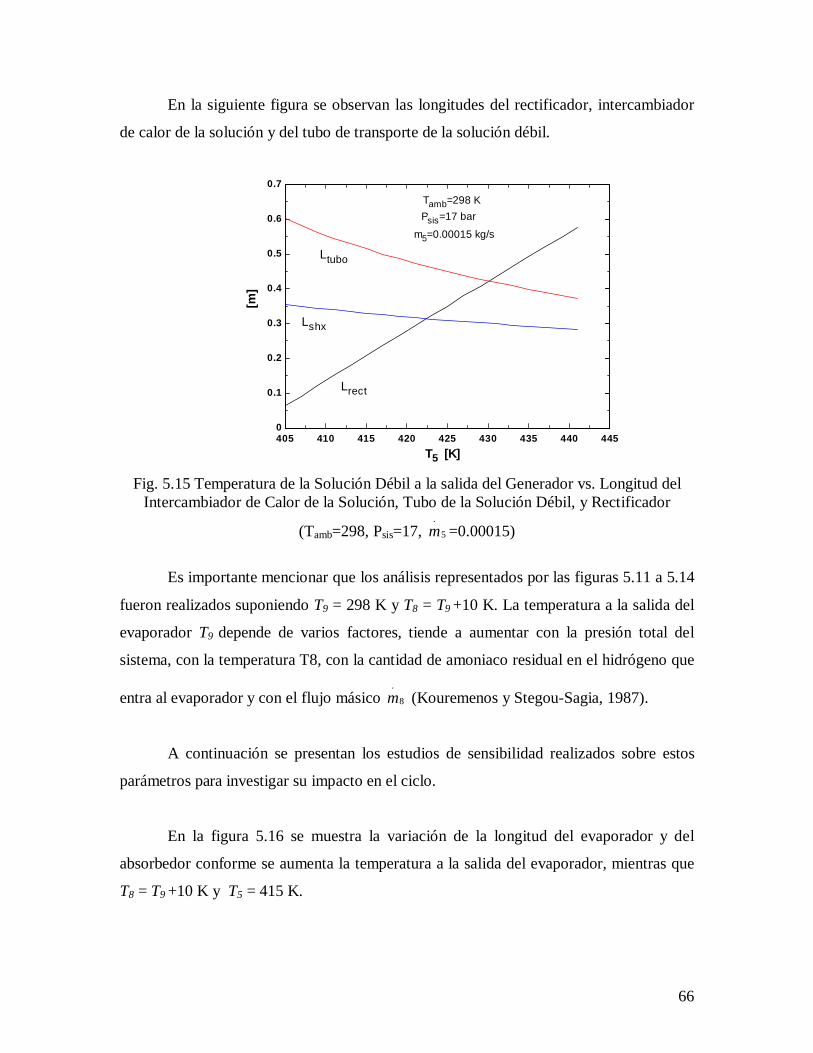
66
En la siguiente figura se observan las longitudes del rectificador, intercambiador
de calor de la solución y del tubo de transporte de la solución débil.
405 410 415 420 425 430 435 440 4450
0.1
0.2
0.3
0.4
0.5
0.6
0.7
T5 [K]
[m]
Ltubo
Lshx
Lrect
Tamb=298 KPsis=17 bar
m5=0.00015 kg/s
Fig. 5.15 Temperatura de la Solución Débil a la salida del Generador vs. Longitud del
Intercambiador de Calor de la Solución, Tubo de la Solución Débil, y Rectificador
(Tamb=298, Psis=17, 5
.m =0.00015)
Es importante mencionar que los análisis representados por las figuras 5.11 a 5.14
fueron realizados suponiendo T9 = 298 K y T8 = T9 +10 K. La temperatura a la salida del
evaporador T9 depende de varios factores, tiende a aumentar con la presión total del
sistema, con la temperatura T8, con la cantidad de amoniaco residual en el hidrógeno que
entra al evaporador y con el flujo másico 8
.m (Kouremenos y Stegou-Sagia, 1987).
A continuación se presentan los estudios de sensibilidad realizados sobre estos
parámetros para investigar su impacto en el ciclo.
En la figura 5.16 se muestra la variación de la longitud del evaporador y del
absorbedor conforme se aumenta la temperatura a la salida del evaporador, mientras que
T8 = T9 +10 K y T5 = 415 K.

67
294 296 298 300 302 304 306 308 3100
1
2
3
4
5
6
7
T9 [K]
[m]
Labs
Levap
Tamb=298 K
Psis=17 barm5=0.00015 kg/s
T5=415 K
T8=T9 + 10
Fig. 5.16 Temperatura a la salida del Evaporador vs. Longitud del Absorbedor y del
Evaporador (Tamb=298, Psis=17, 5
.m =0.00015)
292.5 296.5 300.5 304.5 308.5 312.51
2
3
4
5
6
7
8
T8 [K]
[m]
Labs
Levap
T9=Tamb=298 KT5=415 KPsis=17 bar
m5=0.00015 kg/s
Fig. 5.17 Temperatura a la entrada del Intercambiador de Calor del Gas Auxiliar vs.
Longitud del Absorbedor y del Evaporador (Tamb=298, Psis=17, 5
.m =0.00015)
La figura 5.17 representa la variación de la temperatura del gas auxiliar a la
entrada del conjunto evaporador-intercambiador de calor del gas auxiliar (T8) fijando la

68
temperatura a la salida del evaporador (T9). Como se muestra en la gráfica, la longitud del
absorbedor tiende a decrecer conforme T8 aumenta, mientras que la longitud del
evaporador no se afecta. De estas gráficas podemos entonces concluir que para una T10 y
x10 fijas, la temperatura T8 depende solamente de T9 y de la longitud del absorbedor.
5.3 PRESIÓN TOTAL DEL SISTEMA Y TEMPERATURA AMBIENTE
La presión total a la cual se carga el equipo influye principalmente en la máxima
temperatura ambiente a la cual puede operar el sistema. Una mayor presión total requiere
un mayor flujo de calor en el generador para mantener una determinada capacidad de
enfriamiento.
Como se mencionó en la sección 4.5, la presión total determina la temperatura de
saturación del amoniaco puro, por lo que el diseño del condensador esta directamente
relacionado con la presión a la cual opera el sistema, la cual a su vez determina la carga
del gas auxiliar en el circuito.
Se seleccionó un diseño del condensador con aletas cuadradas de 0.1m por lado y
con un espesor de 0.001m. El diámetro externo del tubo del condensador se consideró
0.0254m y el espaciamiento entre aletas se fijó en 0.01m. El material de las aletas se
consideró igual al material del tubo, acero al carbón AISI1010.
Se desea que el sistema pueda operar en un rango razonable de temperatura
ambiente. Se consideró que la máxima temperatura ambiente a la cual el condensador
sigue manteniendo una diferencia de 10 K sea 307 K. Por lo tanto eso requiere que el
condensador se encuentre a 317 K y si se considera que el amoniaco en el condensador es
totalmente puro entonces la presión de saturación del amoniaco a 317 K es igual a 17.3
bar.
Se llevó a cabo un estudio de variación de parámetros para determinar el efecto de
la temperatura ambiente y la presión del sistema en las dimensiones del equipo La
temperatura ambiente se varió en un rango de 298 a 313 K.

69
295 299 303 307 311 3150
20406080
100120140160180200220240260280300320340360380400
Tamb [K]
n
Psis=13.5 barQcond =25W
T5=415 K
m5=0.00015 kg/s
Qgen = 81 W
Fig. 5.18 Temperatura ambiente vs. Número de aletas en el Condensador (13.5 bar)
En la figura 5.18 observamos el número necesario de aletas en el condensador
para disipar 25 W a una presión del sistema igual a 13.5 bar. Por lo tanto, a esta presión,
la temperatura máxima de operación del equipo sería de 305 K (32°C), la cual
corresponde a 96 aletas y 1.04m de longitud del condensador.
296 300 304 308 3127
9.2
11.4
13.6
15.8
18
Tamb [K]
L abs
[m]
Psis=13.5 bar
T5=415 K
m5=0.00015 kg/s
Qgen = 81 W
Fig. 5.19 Temperatura ambiente vs. Longitud del Absorbedor (13.5 bar)

70
Estos resultados indican que a una presión de 13.5 bar el sistema tendría un rango
de temperatura de operación muy limitado, ya que se vuelve impráctico y costoso el tener
un condensador y absorbedor muy grandes.
Los mismos análisis se realizaron a 17 bar y 25 bar. A continuación se muestran
los resultados:
295 299 303 307 311 3150
10
20
30
40
50
60
70
80
90
Tamb [K]
n
Psis=17 bar
Qcond =25W
T5=427 K
m5=0.00015 kg/s
Qgen = 91 W
Fig. 5.20 Temperatura ambiente vs. Número de aletas en el Condensador (17 bar)
295 299 303 307 311 3155
8.5
12
15.5
19
22.5
Tamb [K]
L abs
[m]
Psis=17 barT5=427 K
m5=0.00015 kg/s
Qgen = 91 W
Fig. 5.21 Temperatura ambiente vs. Longitud del Absorbedor (17 bar)

71
295 299 303 307 311 3151
2
3
4
5
6
7
Tam b [K]
n
Psis=25 barQcond =25W
T5=450 K
m5=0.00015 kg/s
Qgen = 112 W
Fig. 5.22 Temperatura ambiente vs. Número de aletas en el Condensador (25 bar)
295 299 303 307 311 3156
7
8
9
10
11
12
13
14
Tamb [K]
L abs
[m]
Psis=25 bar
T5=450 Km5=0.00015 kg/s
Qgen = 112 W
Fig. 5.23 Temperatura ambiente vs. Longitud del Absorbedor (25 bar)
Con estos resultados es posible seleccionar una presión de operación y diseñar el
sistema en base a un rango de temperaturas de operación. Una presión de 17 bar (Fig.5.20)
resulta en dimensiones razonables del equipo, permitiendo la operación hasta una
temperatura ambiente considerable y con un suministro de calor aceptable en el
generador.

72
CAPÍTULO VI:
CONCLUSIONES
El sistema de Refrigeración por Difusión-Absorción ofrece ventajas importantes
ya que no genera ruido ni vibraciones, sólo requiere una fuente de calor para su
funcionamiento, es muy durable y utiliza fluidos amigables con el ambiente.
Actualmente el diseño de estos equipos es predominantemente empírico. Esto
representa un área de oportunidad en el campo de la investigación para mejorar el
desempeño de estos sistemas y así incrementar su competitividad.
Se desarrolló un modelo matemático del ciclo de Refrigeración por Difusión-
Absorción utilizando conceptos de termodinámica y transferencia de calor. El modelo
permite diseñar un equipo de refrigeración doméstico.
La bomba de burbujas se modeló utilizando conceptos de flujo de dos fases y
mecánica de fluidos. Se encontró que la razón de sumergimiento es el parámetro más
importante en la bomba de burbujas ya que para bombear una determinada cantidad de
solución débil se requiere menos flujo de calor en la bomba de burbujas con una mayor
razón de sumergimiento. El diámetro de la bomba de burbujas tiene un impacto opuesto
al de la razón de sumergimiento ya que para bombear una cierta cantidad de solución
débil, un diámetro más grande representa un mayor flujo másico a la entrada de la bomba
de burbujas por lo que el calor necesario a suministrar aumenta.
El modelo termodinámico del ciclo revela que la temperatura a la salida del
evaporador depende de la presión del sistema y de la longitud del evaporador.
Simultáneamente, la temperatura del gas a la salida del absorbedor depende de la
temperatura a la salida del evaporador y de la longitud del absorbedor (fijando el estado
del líquido entrante al absorbedor).

73
La presión del sistema determina la temperatura de saturación del amoniaco puro
en el condensador y por lo tanto influye en la máxima temperatura ambiente de operación
y en el diseño del equipo de transferencia de calor. La presión total también afecta el
flujo de calor necesario en el conjunto generador-bomba de burbujas para satisfacer una
determinada capacidad de enfriamiento.
El modelo cuenta con áreas de oportunidad tales como reducir el número de
suposiciones en el ciclo termodinámico. Una de esas suposiciones es la temperatura a la
salida del evaporador, la cual depende de la presión total del sistema. Una consideración
para trabajos futuros es la construcción del equipo de acuerdo al modelo desarrollado y
realizar un análisis experimental para validar el modelo y determinar su precisión.

74
APENDICE A:
JUSTIFICACIONES Los siguientes cálculos se efectuaron para justificar las consideraciones de flujo
laminar completamente desarrollado en el diseño de los componentes. A continuación se
muestran los cálculos de diversos de Números de Reynolds, Prandlt y Schmidt, así como
las longitudes hidrodinámica y térmica de entrada (Lh y Lt respectivamente) para los
componentes mas representativos.
Solución fuerte y débil: Re=(ρ v D) /μ
=(802 kg/m3)*(0.00238m/s)*(0.01m)/(0.0002722kg/ms)
= 70.21 LAMINAR
Pr= ν/α = μCp/k = (0.0002722kg/ms)*(4294 J/kg K)/ (0.617W/mK)
=1.894
Lh =0.06Re*D = 0.042m (Cengel y Turner, 2001)
Lt=Lh*Pr = 0.079m
Bomba de burbujas (flujo en dos fases):
Re=(ρL jL +ρG jG)D/μ = 1962

75
Evaporador: Líquido: Re=(ρ v D) /μ
=(571.75 kg/m3)*(0.000503m/s)*(0.01m)/(0.000111kg/ms)
= 25.9 LAMINAR
Pr= ν/α = μCp/k = (0.000111kg/ms)*(4970 J/kg K)/ (0.432W/mK)
=1.27
Lh =0.06Re*D = 0.0155m
Lt=Lh*Pr = 0.019m
Gas: Re=(ρ v D) /μ
=(7.76 kg/m3)*(0.0401m/s)*(0.01m)/(0.00000983kg/ms)
=316.55 Pr= ν/α = μCp/k = (0.00000983kg/ms)*(3132 J/kg K)/ (0.026W/mK) =1.18 Lh =0.06Re*D = 0.189m Lt=Lh*Pr = 0.224m Sc= ν/D = μ/(ρD) =(0.00000983kg/ms)/(7.76kg/m3)*(3.95E-6) =0.32

76
Absorbedor:
Gas: Re=(ρ v D) /μ
=(1.325 kg/m3)*(0.0045m/s)*(0.02m)/(0.000009283kg/ms)
=12.87 Pr= ν/α = μCp/k = (0.000009283kg/ms)*(14380 J/kg K)/ (0.183W/mK) =0.729 Lh =0.06Re*D = 0.0154m Lt=Lh*Pr = 0.0112m
Sc= ν/D = μ/(ρD) =(0.000009283kg/ms)/(1.325kg/m3)*(4.9E-6)
= 1.43

77
REFERENCIAS
Bejan A. 1993, Heat Transfer. John Wiley and Sons Inc. New York.
Benitez J. 2002. Principles and Modern Applications of Mass Transfer Operations. John Wiley and Sons, Inc. New York.
Çengel Y. A. & Turner R. H. 2001 Fundamentals of Thermal-Fluid Sciences.
McGraw-Hill Higher Education. New York
Chen J; Kim K.J. & Herold K.E. 1996 “Performance Enhancement of a Diffusion-
Absorption Refrigerator” International Journal of Refrigeration Vol.19 No.3 pp 208-218
Chen H.T; Chou J.C. 2006 “Investigation of Natural Convection Heat Transfer
Coefficient on a Vertical Square Fin of Finned Tube Heat Exchangers. International Journal of Heat and Mass Transfer.
Conde-Petit M.R. 2004 “Thermophysical Properties of NH3-H2O Solutions for the
Industrial Design of Absorption Refrigeration Equipment”. M. Conde Engineering. Zurich.
Delano A.D. 1998, Design Analysis of the Einstein Refrigeration Cycle. PhD
Dissertation, Georgia Institute of Technology.
Herold K.E., Radermacher R. & Klein S.A. 1996, Absorption Chillers and Heat Pumps. CRC Press
Hewitt G.F; Shires G.L. & Bott T.R. 1994. Process Heat Transfer. CRC Press Incropera F.P. & DeWitt D. 2002 Fundamentals of Heat and Mass Transfer John
Wiley and Sons, Inc. Jakob U; Eicker U; Taki A.H. & Cook M.J. 2005. “Development of a Solar
Powered Diffusion Absorption Machine” Proceedings of the 1st International Conference Solar Air-Conditioning. Staffelstein.
Kays W.M; Crawford M.E. & Wiegand B. 2005. Convective Heat and Mass
Transfer. McGraw-Hill Higher Education. New York.
Klein S.A. & Alvarado F.L. 2000. “Engineering Equation Solver”. F-Chart Software. Ver.7.847
Kouremenos D.A. & Stegou-Sagia A. 1987. “Measuring the Evaporation of NH3
in Triple-Fluid Gas Absorption Units”. International Journal of Refrigeration. Vol.11 pp 153-158.

78
Koyfman A; Jelinek M; Levy A. & Borde I. 2003. “An Experimental Investigation of Bubble Pump Performance for Diffusion Absorption System with Organic Working Fluids”. Applied Thermal Engineering. 23, pp. 1881-1894
Kreith F. & Bohn M.S. 1993, Principles of Heat Transfer. Fifth Edition West
Publishing Co. New York.
Kyle B.G. 1984. Chemical and Process Thermodynamics. Prentice Hall. Englewood Cliffs
Manrique J.A. 1996. Transferencia de Calor. Oxford. México.
Mejbri Kh. & Bellagi A. 2005. “Modelling the Thermodynamic Properties of the
Water-Ammonia Mixture by Three Different Approaches”. International Journal of Refrigeration. 1-8
Prausnitz
Sathe A. 2001. Experimental and Theoretical Studies on a Bubble Pump for a Diffusion Absorption Refrigeration System. Master in Technology Project Report, Universität Sttutgart.
Schaefer, L. A. 2000. Single Pressure Absorption Heat Pump Analysis PhD
Dissertation, Georgia Institute of Technology. Shelton S.V. & White S. 2002. “Bubble Pump Design and Performance”
ASHRAE Transactions. V.108 Smirnov G.F; Bukraba M.A; Fattuh T. & Nabulsi B. 1996. “Domestic
Refrigerators with Absorption-Diffusion Units and Heat Transfer Panels”. International Journal of Refrigeration. Vol.19 No.8 pp.517-521
Srikhirin P. & Aphornratana S. 2002, “Investigation of a Diffusion Absorption
Refrigerator”. Journal of Applied Thermal Engineering 22 1181-1193 White S. 2001, Bubble Pump Design and Performance. M.Sc. Thesis, Georgia
Institute of Technology. Zohar A., Jelinek M., Levy A. & Borde I. 2005, “Numerical Investigation of a
Diffusion Absorption Refrigeration Cycle”. Journal of Applied Thermal Engineering.
Zohar A., Jelinek M., Levy A. & Borde I. 2005, “The Influence of Diffusion
Absorption Refrigeration Cycle Configuration on the Performance”. Journal of Applied Thermal Engineering.