informe
TRANSCRIPT

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 1
de 36
Servicio de Asesoría en lo relativo a los trabajos preliminares para la “Fabricación del Spool del Medidor de Flujo de Gas – Aluminios Pianmeca
S.A.
PUERTO ORDAZ – OCTUBRE DEL 2009.
Realizado por:
Ing. Alfredo González –
C.I.V.: 28.092
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 2
de 36
INDICE
INTRODUCCIÓN .............................................................................................................................
4
RESUMEN DE ACTIVIDADES REALIZADAS ......................................................................................
5
FABRICACIÓN DE SPOOL DELMEDIDOR DE FLUJO DE GAS.
...........................................................
6
CONTENIDO ...............................................................................................................................
6
DEFINICIONES.
...........................................................................................................................
6
FABRICACIÓN DE SPOOL DELMEDIDOR DE FLUJO DE GAS.
...........................................................
7
I.-
ESPECIFICACIONES GENERALES.
................................................................................................
7
1.0 .-
ALCANCE DEL TRABAJO.
...................................................................................................
7
2.0.-
MATERIALES Y MANO DE OBRA.
.......................................................................................
7
3.0.-
Plazo de ejecución.
............................................................................................................
8
4.0.-
Generalidades.
...................................................................................................................
8
5.0.- Aceptación de los trabajos.
............................................................................................
10
6.0.-
Garantía.
..........................................................................................................................
10
7.0.-
Trabajos a ejecutar por ALUMINIOS PIANMECA.
............................................................
10
8.0.-
Trabajos a ejecutar por el CONTRATISTA.
.......................................................................
10
9.0.-
Pruebas.
...........................................................................................................................
11
10.-
Aceptación.
.......................................................................................................................
11
11.-
Autoridad del INGENIERO INSPECTOR.
............................................................................
11
FABRICACIÓN DE SPOOL DELMEDIDOR DE FLUJO DE GAS.
.........................................................
12
II.-
ESPECIFICACIONES TÉCNICAS DETALLADAS.
..........................................................................
12
ALCANCE DE LOS TRABAJOS.
...................................................................................................
12
DESCRIPCIÓN DETALLADA DE LAS PARTIDAS A EJECUTAR.
.....................................................
12
1.0.–
Corte y empalme de tubería y accesorios.
.................................................................
12
2.0.-
Conexiones para Instrumentos Indicadores.
...............................................................
16
3.0.-
Calidad de la soldadura.
..............................................................................................
16
4.0.-
Montaje de Válvulas y Medidor de Turbina.
...............................................................
17
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 3
de 36
5.0.-
Prueba de Estanqueidad.
............................................................................................
18
6.0.-
Soportes.
.....................................................................................................................
19
7.0.-
Limpieza y Pintura.
......................................................................................................
19
III.-
COMPUTOS METRICOS ......................................................................................................
28
AVANCE 1
.....................................................................................................................................
29
AVANCE 2
.....................................................................................................................................
33
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 4
de 36
INTRODUCCIÓN
A solicitud de ALUMINIOS PIANMECA S.A. se prestan los servicios de asesoría en lo relativo a los trabajos preliminares para la “Fabricación del Spool del Medidor de Flujo de Gas, enmarcada en los aspectos siguientes:
Emisión de “Memoria Descriptiva” y “Computos Métricos” para la Fabricación del “Sppol de Medición”, sin incluir instalación.
Inventario de los accesorios que conforman los “Computos Métricos” y que han sido adquiridos por Aluminios Pianmeca S.A., e identificación y especificación de los faltantes.
Emisión y entrega de informe del resultado de las actividades realizadas.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 5
de 36
RESUMEN DE ACTIVIDADES REALIZADAS
1.- Martes 29-09-2009
Se realizó una visita a la empresa Aluminios Pianmeca S.A., realizándose las actividades siguientes:
Inspección de la “Estación de Medición de PDVSA GAS” para registrar medidas en el sitio probable de instalación del “Spool de Medición” e inspección de la condición de la válvula de cierre de suministro de gas a Aluminios Pianmeca.
Inventario, inspección y registro de medidas en el almacén de los accesorios existentes para el fin de fabricación del “Spool de Medición”.
2.- Miércoles 30-09-2009
Entrega del Avance 1 de las actividades realizadas durante la visita realizada el martes 29-09-2009.
3.- Jueves 08-10-2009
Entrega del Avance 2 de las actividades realizadas durante las consultas al vendedor del equipo “Medidor de Flujo” y la documentación del fabricante respecto a la fabricación del “Spool de Medición” con el dimensionamiento y los accesorios necesarios para la instrumentación.
4.- Miércoles 21- 10-2009
Entrega del informe Final correspondiente a las “Especificaciones Técnicas” y “Computos Métricos”.
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 6
de 36
FABRICACIÓN DE SPOOL DELMEDIDOR DE FLUJO DE GAS.
Octubre 2009
CONTENIDO Todas las partes siguientes consideradas en conjunto, forman estas especificaciones. Ellas son complementarias entre si y todo lo pedido en una parte y no en la otra, será considerado como si fuera pedido en todas las partes.
I.- Especificaciones Generales.
II.- Especificaciones Técnicas detalladas.
III.- Cómputos métricos.
DEFINICIONES.
“CONTRATISTA”, significa la persona jurídica o la compañía que debe ejecutar la obra.
“INGENIERO INSPECTOR”, significa el representante de ALUMINIOS PIANMECA S.A. designado para ejercer el control y fiscalización de los trabajos que realice el CONTRATISTA, para ejecución de la obra.
“ALUMINIOS PIANMECA”, significa ALUMINIOS PIANMECA S.A.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 7
de 36
FABRICACIÓN DE SPOOL DELMEDIDOR DE FLUJO DE GAS.
Octubre 2009
I.-
ESPECIFICACIONES GENERALES.
1.0 .-
ALCANCE DEL TRABAJO.
Los trabajos a ser ejecutados bajo los términos de estas especificaciones comprenden, pero no se limita al suministro de equipos, materiales y mano de obra en cantidad y calidad suficiente para la fabricación del spool del medidor de flujo de gas; las actividades a realizar son las siguientes:
- Corte y empalme de tubería y accesorios.
- Conexiones para instrumentos indicadores
- Calidad de la soldadura.
- Montaje de válvulas y medidor de turbina.
- Prueba de estanqueidad.
- Soportes.
- Limpieza y pintura.
2.0.-
MATERIALES Y MANO DE OBRA.
La mano de obra debe ser de primera clase y experimentada en sus respectivas especialidades.
Todos los materiales a utilizar en la fabricación del spool deben ser nuevos y de primera calidad, y donde se indique, debe ser de los grados y clasificaciones designadas.
Todos los materiales y accesorios que no estén especificados o entregados por ALUMINIOS PIANMECA, pero cuyo uso sea práctica normal y necesaria para la correcta fabricación del spool, se considerará como parte de la obra, sin que por ello se deba incurrir en mayores costos a los expresados en el contrato.
El CONTRATISTA será el único responsable por la total ejecución de la obra. Si se determine que alguna porción de la misma ha sido efectuada en forma defectuosa, el CONTRATISTA la reparará o sustituirá según el caso, a sus expensas.
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 8
de 36
Queda entendido que el CONTRATISTA será responsable por la protección y buen trato de los materiales suministrados por ALUMINIOS PIANMECA, hasta la recepción de la obra.
El transporte de los equipos y materiales hasta el sitio de fabricación y hasta ALUMINIOS PIANMECA será hecho por el CONTRATISTA a sus expensas y bajo su entera responsabilidad.
En caso de que se dañen los equipos y materiales suministrados por ALUMINIOS PIANMECA, el CONTRATISTA deberá reemplazarlos y corregirlos a sus expensas.
El CONTRATISTA será responsable por el almacenamiento, traslado, eslingado e izado de todos los equipos suministrados por ALUMINIOS PIANMECA, durante la fabricación, para lo cual deberá tener en cuenta los manuales de los equipos y proveer los equipos, materiales y mano de obra en cantidad y calidad suficiente a objeto de facilitar la ejecución de la obra. Adicionalmente debe velar por la correcta nivelación de los equipos.
El CONTRATISTA deberá almacenar y proteger adecuadamente contra la humedad, todos los equipos suministrados por ALUMINIOS PIANMECA para la fabricación, dentro de un área segura o por su defecto dentro de un área que llegue a acuerdo con el INGENIERO INSPECTOR.
El montaje de los equipos durante la fabricación se llevará a cabo bajo la presencia del representante de ALUMINIOS PIANMECA, siendo la responsabilidad total del CONTRATISTA.
El CONTRATISTA reparará a sus expensas cualquier daño ocasionado a los equipos suministrados por ALUMINIOS PIANMECA para la fabricación, producto de cualquier accidente que ocurra durante la ejecución de la obra.
Todos los trabajo, materiales, equipos y pruebas cubiertas por esta sección de las especificaciones, deberán estar conforme con la última revisión de las normas, estándares y códigos a emplearse señalados en las Especificaciones Técnicas.
3.0.-
Plazo de ejecución.
Los trabajos deberán estar totalmente terminados dentro de diez (10) días calendarios.
4.0.-
Generalidades.
El CONTRATISTA está en la obligación de estudiar y familiarizarse con los croquis y especificaciones del proyecto, y por tanto, no podrá alegar en ningún caso desconocimiento alguno de cualquiera de sus partes.
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 9
de 36
Es responsabilidad del CONTRATISTA de la obra mantener en ella en forma permanente y debidamente actualizado un Libro Diario de Obras; en la caratula deberá estamparse:
1.- Nombre del proyecto. 2.- Número y fecha del proyecto. 3.- Nombre de la empresa. 4.- Nombre del Ingeniero Residente. Nombre del Ingeniero Inspector. Nombre del personal con sus cargos dentro de la obra.
El CONTRATISTA proporcionará a ALUMINIOS PIANMECA el libro de obra, en el cual se deben reflejar todas las labores diarias durante la ejecución de la fabricación. Las anotaciones deberán ser firmadas, fechadas e individualizadas. El mismo, deberá presentarse al momento de recepción de la obra.
En el caso de encontrase discrepancias entre los croquis y las especificaciones, se solicitarán oportunamente las aclaratorias necesarias.
Previamente a su utilización, todos los materiales suministrados por el CONTRATISTA, sean brutos, manufacturados o semifacturados, serán sometidos a aprobación de la inspección, quien hará la revisión a los ensayos a que haya lugar.
El CONTRATISTA protegerá el trabajo ejecutado y equipo instalado, contra daños y pérdida de cualquier clase, por métodos aprobados por la inspección y está en la obligación de almacenar el material o equipos a instalar en condiciones que impidan su deterioro.
Después de la firma del contrato, ALUMINIOS PIANMECA, aprobará los cambios o sustituciones de materiales o equipos por otros diferentes a los especificados solamente si:
- El material o equipo propuesto es igual o superior en calidad, construcción y eficiencia al especificado.
- El material o equipo especificado no puede obtenerse a tiempo y se ocasionen por este motivo, retraso en otros trabajos debido a causas fuera del control del CONTRATISTA.
Si el CONTRATISTA deseara sustituir algún material por otro diferente al especificado, proporcionará a ALUMINIOS PIANMECA una petición escrita, acompañada de la documentación técnica del material propuesto y una del mismo, de ser posible. La decisión de la inspección será la definitiva.
Queda entendido que los materiales y equipos instalados en la obra solo conllevarán la garantía ofrecida por los fabricantes, pero el CONTRATISTA
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 10
de 36
será responsable por la protección y buen trato de los mismos, hasta la recepción de la obra por parte de ALUMINIOS PIANMECA.
5.0.-
Aceptación de los trabajos.
La ejecución y aceptación de los trabajos estará sujeta a la inspección y fiscalización por parte del representante designado por ALUMINIOS PIANMECA, a fin de asegurar su estricto cumplimiento.
La presencia del inspector de ALUMINIOS PIANMECA durante la ejecución de los trabajos por el CONTRATISTA, no relevará a éste último en ningún caso, ni en ningún modo, de su responsabilidad por la debida ejecución de los mismos.
El CONTRATISTA informará por escrito al INGENIERO INSPECTOR a cerca de su programa de trabajo, a efectos de coordinar la inspección de los mismos.
En caso de que el inspector pusiera reparo a algún trabajo, el CONTRATISTA deberá corregir las deficiencias, hasta obtener el informe favorable.
6.0.-
Garantía.
Todos los trabajos y equipos suministrados para la obra, serán garantizados por el CONTRATISTA durante un período mínimo de UN (1) AÑO, a partir de la fecha del Acta de Terminación de la obra. Cualquier falla que pudiera presentarse dentro de las condiciones de uso previstas, ya sea por el material, mano de obra o ejecución defectuosa, será reparada antes de una semana después de su notificación al CONTRATISTA. Esta reparación será por cuenta del CONTRATISTA y se ajustará a lo designado en las especificaciones y croquis del proyecto.
7.0.-
Trabajos a ejecutar por ALUMINIOS PIANMECA.
Suministrar los equipos y materiales indicados en estas especificaciones o en los croquis, cuando se indique que deben ser suplidos por ALUMINIOS PIANMECA.
8.0.-
Trabajos a ejecutar por el CONTRATISTA.
Suministrar toda la supervisión, herramientas, materiales, artefactos, equipo, mano de obra que puedan ser necesarios para la ejecución completa de la obra.
Suministrar transporte, carga y descarga de los equipos necesarios para la obra.
El CONTRATISTA deberá cumplir con todas las leyes y reglamentos de Venezuela para garantizar la buena marcha del trabajo.
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 11
de 36
9.0.-
Pruebas.
El CONTRATISTA, será responsable de ejecutar las pruebas comprendidas en las Especificaciones Técnicas.
Las pruebas se llevará a cabo en presencia con el INGENIERO INSPECTOR, pudiéndose repetir las veces que sean necesario hasta que quede a entera satisfacción de este.
El CONTRATISTA deberá ajustar, calibrar y probar todos los sistemas y equipos por el suministrados y/o instalados. Todas las pruebas deberán ser coordinadas con el INGENIERO INSPECTOR.
El CONTRATISTA suministrará los equipos y los materiales requeridos para la ejecución de las pruebas.
10.-
Aceptación.
La aceptación provisional de la obra se fundamentará en la finalización exitosa de las pruebas, y en el funcionamiento satisfactorio de las instalaciones, cuyos resultados deberá presentarlos el CONTRATISTA por escrito.
11.-
Autoridad del INGENIERO INSPECTOR.
Los trabajos ejecutados por el CONTRATISTA según la presente especificación estarán sujetos a la aprobación del INGENIERO INSPECTOR, quien determinará la calidad, cantidad y aceptabilidad de la clase de trabajo y material suministrado en virtud de este contrato.
El INGENIERO INSPECTOR resolverá cualquier controversia que pueda surgir en lo que atañe a la medición de las cantidades, el cumplimiento de los requisitos de estas especificaciones y al orden y procedencia de las diversas partes de la obra. Su decisión será inapelable.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 12
de 36
FABRICACIÓN DE SPOOL DELMEDIDOR DE FLUJO DE GAS.
Octubre 2009
II.-
ESPECIFICACIONES TÉCNICAS DETALLADAS.
ALCANCE DE LOS TRABAJOS.
El alcance de los trabajos objeto de estas especificaciones comprende el suministro de equipos, materiales y mano de obra en cantidad y calidad suficiente para la ejecución de la obra.
DESCRIPCIÓN DETALLADA DE LAS PARTIDAS A EJECUTAR.
1.0.–
Corte y empalme de tubería y accesorios.
Esta partida contempla una serie de actividades que deberá ejecutar el CONTRATISTA, las cuales consisten en las siguientes:
- Corte y biselado de tuberías.
- Soldadura a tope de tubería y accesorios tipos bridas, codos y tees.
Para ello deberá cortar la tubería y soldar los accesorios según las dimensiones y disposición especificada en el croquis del Anexo 1.
El CONTRATISTA deberá tener establecido y en aplicación un procedimiento de soldadura calificado según la norma AWS (AMERICAN WELDING SOCIETY D1.1.), que someterá a verificación y aprobación de la inspección. Todo soldador a emplearse en la obra deberá ser calificado según los procedimientos antes mencionados, dependiendo de su especialidad, a coste del CONTRATISTA.
Para el uso de los electrodos, el CONTRATISTA se regirá por las instrucciones del fabricante y de la norma AWS.. Los electrodos a utilizar en las soldaduras serán adecuados al tipo de acero a soldar y serán sometidas previamente a la aprobación del INGENIERO INSPECTOR, tomando en consideración la recomendación siguiente:
Material de la tubería
Material de aporte (Electrodos) Primer pase Segundo pase Remate
API 5L-Gr.B E-6010 (Ø 1/8”) E-6010 (Ø 5/32”) E-7018 (Ø 5/32”)
La preparación de los extremos de la tubería a soldar, limpieza y el eventual precalentamiento y la ejecución de soldaduras, deben estar conformes con las

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 13
de 36
prescripciones de la norma API-1104 para tuberías y con el procedimiento aprobado.
La limpieza de los extremos debe hacerse con cepillo metálico dejando el metal al desnudo, libre de óxidos, escamas, grasa, aceites o cualquier sustancia extraña al material base. La operación de limpieza se realizará en la superficie externa e interna del tubo en un ancho de una pulgada (25,4 mm).
Antes de soldar se efectuará la inspección visual de los bordes para comprobar la correcta limpieza y la ausencia de defectos. De igual forma la separación de los biseles debe ser el aprobado por el procedimiento de soldadura (1/16”).
Deberán eliminarse las incisiones o cualquier otro pequeño daño sobre los extremos a soldar.
Para la realización de la soldadura la velocidad del arco deberá ser adecuada que permita obtener una soldadura que cumpla con esta Especificación. El CONTRATISTA deberá abstenerse de utilizar un sistema de trabajo de incentivo por pieza o cualquier otro plan que propicie un trabajo apresurado.
No habrá limitación a la cantidad de trabajo que pueda producir el soldador siempre que la calidad de su trabajo llene las normas de esta Especificación y el procedimiento de soldadura.
No se permitirá comenzar dos cordones de soldadura en el mismo punto, todos los cordones se trabajarán subiendo. Los electrodos usados para tubería de alto contenido de carbono son de bajo contenido de hidrógeno y requieren trabajar los cordones de abajo hacia arriba.
Se recomienda utilizar electrodos de bajo hidrógeno en el acabado o pase final, para asegurar un pase excelente (estos electrodos deben ser precalentados para su mejor funcionamiento). Siempre se debe verificar que el electrodo a usar sea de un grado mayor que el material a soldar.
Se removerá toda incrustación de escoria de cada cordón, socavación o ranura antes de depositar el siguiente cordón. Esta operación se realizará utilizando herramienta apropiada además del simple cepillo. Es conveniente que el esmerilado de la primera pasada que se produzca sea el mínimo indispensable, efectuando una adecuada limpieza con cepillo de alambre.
El primer cordón de raíz, en su totalidad, se hará manteniendo las piezas a soldar en posición estacionaria. Después del primer cordón de raíz se colocará un segundo cordón (paso caliente) sobre el primero. Cada cordón sucesivo tendrá un espesor no mayor de 1/8” (3,2 mm) aproximadamente. El número de cordones de acabado será tal que permita tener una soldadura terminada con un refuerzo sobre la superficie del tubo, con un espesor no menor de 1/32” (0,8

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 14
de 36
mm) y no mayor de 1/16” (1,6 mm). El ancho del refuerzo deberá ser de 1/8” (3,2 mm) mayor que el ancho de la ranura original.
Entre el primer y el segundo pase no debe transcurrir un lapso de más de cinco (5) minutos.
Al término de la jornada deben quedar soldaduras totalmente terminadas, lo cual debe ser verificado por el inspector.
Todas las soldaduras serán ejecutadas por lo menos con tres (3) pasos de soldadura.
El metal de soldadura será totalmente fusionado con los depósitos anteriores y con el metal del tubo. La soldadura terminada deberá estar libre de costras, óxidos, agujeros, inclusiones no metálicas, burbujas de aire, poros o cualquier otro defecto, debiendo presentar un aspecto nítido y uniforme, después de limpiarse y cepillarse totalmente.
Siempre que la cantidad de defectos no aceptables superen los porcentajes expuestos a continuación, la junta no podrá ser reparado y, por tanto, deberá cortarse:
El 30% de la longitud de la unión, en caso de defectos que interesen a las pasadas de relleno.
El 20% de la longitud de la unión, en caso de defectos presentes en la primera pasada y con reparación del exterior.
Para una soldadura reparada una vez por cualquier tipo de defecto, y que siga sin ser aceptada por las normas de calificación del procedimiento, hasta un porcentaje de 1% de las soldaduras ejecutadas.
El corte para la re ejecución de las soldaduras extraídas, será por cuenta y cargo del CONTARTISTA.
En caso de que los resultados continuaran siendo insatisfactorios, se suspenderán las operaciones de la soldadura y se proseguirán los controles a cargo del CONTRATISTA hasta que sean claramente identificadas las causas, y el CONTRATISTA haya adoptado las medidas para garantizar resultados aceptables.
El soldador o soldadores causantes de los defectos serán retirados del trabajo de soldadura a exigencia de ALUMINIOS PIANMECA.
En cuanto a las soldaduras que se presuma puedan presentar los mismos defectos, ALUMINIOS PIANMECA decidirá, caso por caso, aceptarlas o rechazarlas.
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 15
de 36
La reparación de defectos en el cordón de raíz y de relleno, podrán efectuarse bajo autorización de la Inspección de ALUMINIOS PIANMECA, pero las soldaduras que muestren trabajo de reparación sin la autorización señalada serán rechazadas. Se permitirá la reparación de porosidades o bolsas de gas y socavaciones en el cordón de acabado, pero contando con la aprobación de la Inspección de ALUMINIOS PIANMECA.
No se aceptarán ni reparará ninguna soldadura que contenga fisuras, no importando su tamaño ni localización, y luego se procederá a cortar la soldadura.
El trabajo de soldadura no se efectuará cuando la calidad de la soldadura sea afectada por las condiciones adversas del tiempo, incluyendo lluvias, vientos fuertes, frío, exceso de humedad y tolvaneras. La decisión sobre el paro de los trabajos de soldadura por estas causas queda a cargo del INGENIERO INSPECTOR.ALUMINIOS PIANMECA no estará obligada a efectuar ninguna compensación extra por demoras debidas al mal tiempo.
A cada soldador se le asignará un número específico o estampa, y será su deber escribirlo con marcador de pintura metálica indeleble en un sitio adyacente a cada soldadura que ejecute, para futura identificación. En caso de que el soldador deje el trabajo, su número de identificación no será utilizado por ningún otro soldador. No se utilizará matriz de estampa de acero.
No se permitirá la manipulación de secciones o tramos de tubería hasta que las soldaduras estén suficientemente frías.
Para evitar movimientos de la tubería ya soldada por efectos de cambio de temperatura que pudiera ocasionar la caída de esta o bien producir efectos anormales. El CONTRATISTA deberá contar con el número suficiente de apoyos para apoyar y atrapar los tramos de tuberías soldados.
La calidad de la soldadura deberá juzgarse por la supervisión para que cumpla las especificaciones del folleto API Standard 1104 “Welding of Pipeline and Related Facilities”, última edición, estas especificaciones para las líneas de tuberías.
Antes de proceder a la reparación los defectos inaceptables deberán ser completamente eliminados hasta alcanzar el metal sano.
El CONTRATISTA deberá someter a la aprobación de ALUMINIOS PIANMECA, un procedimiento para la ejecución de las reparaciones, teniendo presente que cuando sea necesario para el desfondamiento del cordón de soldadura, deberá usarse siempre la técnica ascendente, empleando electrodos celulósicos o básicos para la primera pasada y para el relleno para tubería API-5L- Gr B.
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 16
de 36
Cualquiera de los defectos que se presenten en las soldaduras deberán, a discreción de la Inspección de ALUMINIOS PIANMECA, ser rechazados, o bien desecharse toda la soldadura o completamente, que en el caso de la junta de un accesorio, este deberá ser sustituido por otro nuevo, sin ningún costo adicional para ALUMINIOS PIANMECA.
Con el cumplimiento de estas Especificaciones se busca garantizar una soldadura 100% perfecta en lo que se refiere a resistencia a la tensión, ductibilidad, fusión, penetración, libre de bolsas de gas, agujeros, acanalamiento, escoria u otras inclusiones extrañas, o cualquiera otros defectos.
2.0.-
Conexiones para Instrumentos Indicadores.
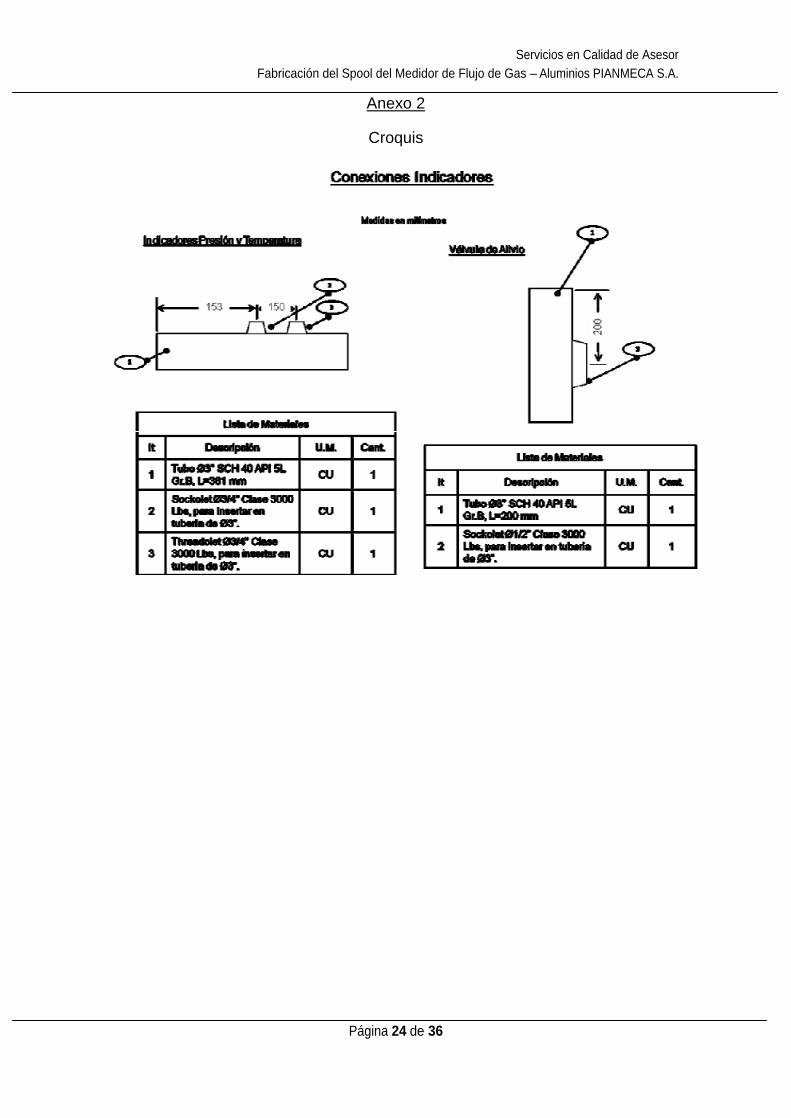
El trabajo consiste en la perforación de tubería, soldadura de los accesorios necesarios y el montaje de los accesorios roscados y válvulas para indicadores de presión, temperatura y alivio.
La soldadura de los accesorios se realizará tomando en cuenta las recomendaciones dadas en los “Puntos 1.0 y 2.0” de estas “Especificaciones Técnicas”.
La disposición de los accesorios antes mencionados se realizará de acuerdo a lo mostrado en el Anexo 2.
3.0.-
Calidad de la soldadura.
Líquidos Penetrantes.
El CONTRATISTA suministrará los servicios de fiscalización necesaria para efectuar la metodología de ensayo y la interpretación de los resultados obtenidos en la inspección por líquidos penetrantes.
El ensayo con líquidos penetrantes deberá ser efectuado siguiendo un procedimiento escrito y calificado, de manera de que antes de iniciar la soldadura verificar cualquiera discontinuidad, agarre, laminación o grieta, para luego corregir los defectos posibles.
Inspección Radiográfica.
El CONTRATISTA suministrará los servicios de fiscalización necesarios para efectuar radiografías de las soldaduras de los empalmes con los accesorios que indique y exija el INGENIERO INSPECTOR y de manera satisfactoria al mismo. El trabajo requerido será realizado por un CONTRATISTA de radiografía Industrial que se denominará la INSPECCIÓN RADIOGRÁFICA, para efectos de esta especificación.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 17
de 36
Las soldaduras para ser aceptadas deberán cumplir con todos los requerimientos de los Códigos API 1104, API 650 aplicado en el procedimiento de soldadura evaluado y aprobado, “American Standard Code for Pressure Piping” ASME B38.1, párrafos A820.
El CONTRATISTA contratará directamente a una empresa para que proceda a inspeccionar radiográficamente las soldaduras (LA INSPECCIÓN RADIOGRÁFICA) en los empalmes de las tuberías con los accesorios, el mismo día en que dichas soldaduras queden terminadas o en la fecha que lo considere más oportuno y , en caso de rechazo de las juntas, el CONTRATISTA comunicará a ALUMINIOS PIANMECA en la mañana del siguiente día, el resultado de las radiografías obtenidas el día anterior.
Las soldaduras serán consideradas como defectuosas cuando presenten algunas de las siguientes fallas, de acuerdo con la INSPECCIÓN RADIOGRÁFICA y al código API 1104: Falta de penetración, quemadas a través o pasantes (Burn Thru), línea de escoria, inclusiones individuales de escoria, grietas, socavado exterior porosidad o bolsa de gas, recubrimiento cóncavo, altibajo, general.
En cualquier caso de encontrarse defectuosa alguna o la totalidad de las soldaduras, deberán reponerse por el CONTRATISTA a sus propias expensas, quedando a juicio de ALUMINIOS PIANMECA el retiro de la obra del personal que haya fabricado dichas soldadura.
4.0.-
Montaje de Válvulas y Medidor de Turbina.
El trabajo a ejecutar incluye el suministro de todos los materiales, fiscalización, mano de obra, equipos y servicios necesarios e indispensables para el montaje de las válvulas de bola y el medidor de turbina que conforman el spool de medición de gas.
Contempla la instalación de empacaduras espirométrica y el apernado en todos los casos con las bridas.
Las válvulas, medidor de turbina, espárragos, tuercas y empacaduras, necesarias para la ejecución del trabajo serán suministradas por ALUMINIOS PIANMECA.
Previo al montaje de las válvulas y del medidor de turbina, se deberá ejecutar la limpieza con cepillo metálico de los resaltes de las caras (RF) de las válvulas, medidor de turbina y bridas en las cuales va ser instaladas estas e imprimir grasa sellante en esa área.
Luego de haber montado las válvulas y medidor de turbina, y colocado los espárragos y Empacadura con sus dos tuercas según diámetro y clase de la

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 18
de 36
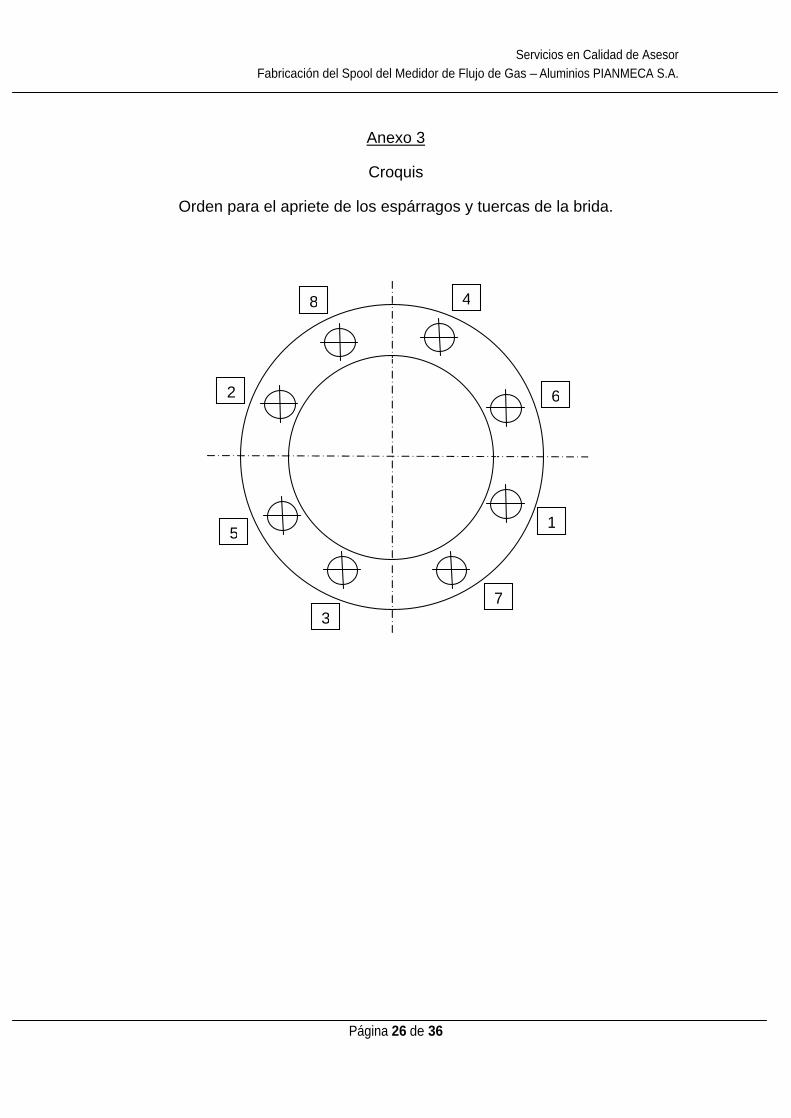
brida, se ajustarán estos primeramente de 40% a 60% del torque de diseño en el orden indicado en el croquis del Anexo 3.
Es de entender que los espárragos suministrados por ALUMINIOS PIANMECA son de suficiente longitud como para sobresalir de las tuercas (según ANSI/ASME B31.1 párraf0 135.2).
De producirse cualquier daño a la Empacadura espirométrica durante el montaje será responsabilidad del CONTRAYISTA y de manera inmediata tendrá que proceder a reponerla a su propio coste.
5.0.-
Prueba de Estanqueidad.
Para asegurar la limpieza interior del tubo el CONTRATISTA podrá correr un cepillo de alambre y posteriormente impulsar aire comprimido, dentro de la tubería soldada, en cada una de las secciones antes de la instalación de las válvulas y del medidor de turbina.
Una vez realizado el montaje y ajuste de las válvulas y del medidor de turbina, se sellarán las secciones de entrada y salida del spool en sus extremos, por medio de tapas de láminas apropiadas para el caso y de igual forma con tapones en las conexiones para la instrumentación de la sección de tubería aguas abajo del medidor de turbina. Impulsar aire comprimido por una de las conexiones para la instrumentación antes señalada a una presión 1,5 veces la presión de trabajo (no menos de 128 psig). Dicha presión deberá ser mantenida durante todo el tiempo que dure la prueba.
Se investigarán posibles fugas en las soldaduras con espuma de jabón que se aplicará con brochas a las soldaduras, después de que éstas hayan sido rigurosamente cepilladas con cepillos de acero manual o eléctrico. No se podrá proceder a la aplicación de la espuma sin haber hecho el cepillado que se menciona. Ambas operaciones se harán en el 100% de la longitud de las soldaduras.
Se investigarán posibles fugas en las bridas de conexión, aplicándole inicialmente teipe tirro en toda su longitud exterior de manera de crear un sello con el exterior y posteriormente abrir un pequeño agujero (del tamaño del diámetro de la punta de un lápiz o lapicero), al que se le aplicará espuma de jabón con brocha.
Para poder llevar a cabo los procedimientos anteriores, el spool armado deberá presentar una posición tal, que todas las soldaduras queden suficientemente retiradas del nivel inferior del piso o cualquier otro objeto que pueda obstaculizar la prueba. El CONTRATISTA hará, sin costo adicional para ALUMINIOS PIANMECA, todas las maniobras necesarias para lleva a cabo estas pruebas.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 19
de 36
Las fugas que aparezcan en las soldaduras serán radiografiadas y reparadas en su caso. Posteriormente se deberá repetir la prueba para verificar la estanqueidad.
Las fugas que aparezcan en las bridas serán corregidas ajustando adecuadamente los espárragos y tuercas de acuerdo al procedimiento establecido en la partida 3.0. (Montaje de Válvulas y del Medidor de Turbina), hasta que esta desaparezca.
Después de la prueba, el spool será lavado para eliminar el jabón completamente.
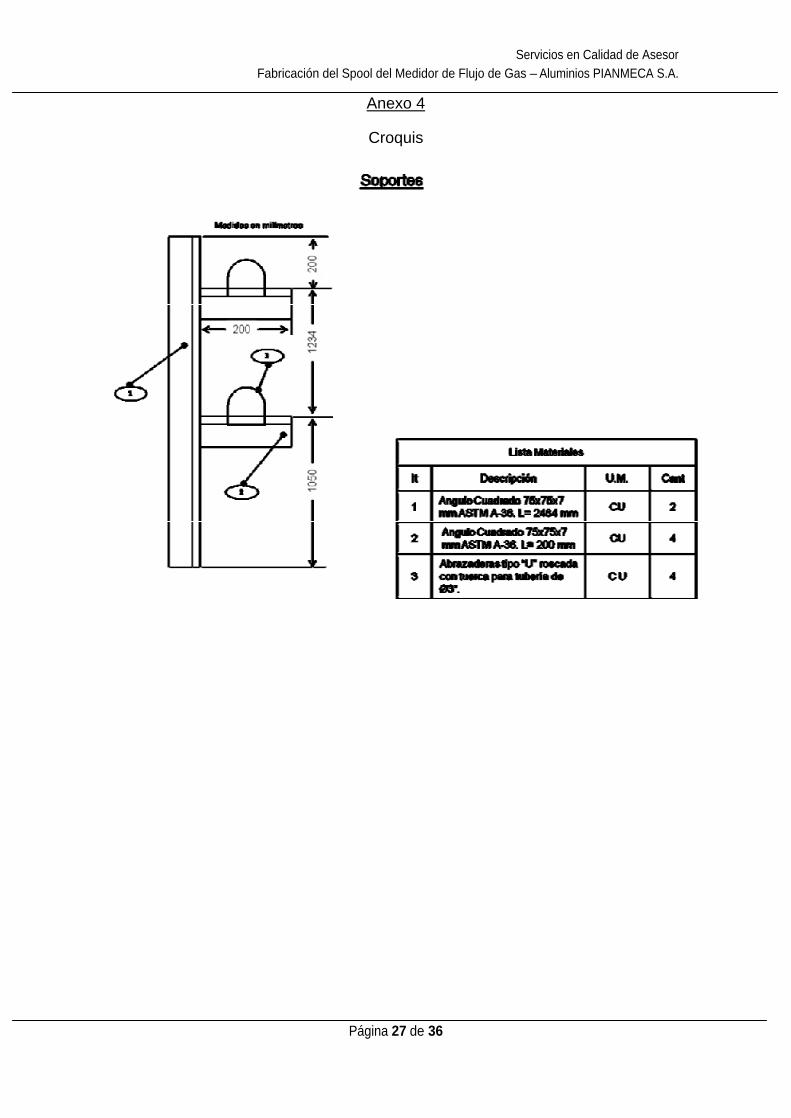
6.0.-
Soportes.
Comprende la construcción de las estructuras soporte tipo “Ménsula” para el “Spool de Medidor de Flujo de Gas”.
Los soportes individuales serán construidos a base de Angulo Cuadrado 75x75x7 mm ASTM A-36, y Abrazaderas tipo “U” roscada con tuerca para tubería de Ø3”, de acuerdo con el croquis que se muestra en el Anexo 4.
La construcción de los soportes deberá ser tal que calce firmemente en el sector del spool donde será fijada con las abrazaderas.
Para efectos de la soldadura que ha de realizarse durante la construcción de los soportes, se tomaran en cuenta las recomendaciones dadas en el punto 1.0 de estas “Especificaciones Técnicas”.
Una vez finalizada la construcción de los soportes se realizará la “Limpieza y Pintura” tal como se especifica más adelante en el “Punto 7.0” de estas “Especificaciones Técnicas”.
7.0.-
Limpieza y Pintura.
Limpieza
El trabajo requerido incluye toda la fiscalización, mano de obra, materiales, equipos y servicios necesarios e incidentales para efectuar las labores de limpieza, pintura del spool del medidor de gas.
Las superficies a ser pintadas deberán ser cuidadosamente preparadas y limpiadas de forma tal que se elimine totalmente de la superficie metálica toda suciedad, manchas de aceite, grasas, barnices de fábrica, escamas de laminación, herrumbre, salpicadura de soldadura, humedad, polvo y otras materias extrañas.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 20
de 36
Se utilizarán trapos limpios saturados de un adelgazador o gasolina blanca (libre de plomo) para remover los depósitos de aceite o grasa. No se permitirá el uso de Kerosene u otros limpiadores que contengas aceite mineral.
Los óxidos deberán limpiarse cuidadosamente con cepillo de alambre hasta obtener una superficie limpia, de color gris metálico brillante. La aprobación del acabado quedará a juicio del Inspector designado al efecto.
Aplicación de la Base.
Inmediatamente después que la superficie a pintar haya sido preparada y limpiada, y sea aprobada por el Inspector designado por ALUMINIOS PIANMECA, se aplicaran 3 mils de Fondo Epoxi Poliamida de primera calidad, compatible con la pintura de acabado. No se permitirá usar bases de un fabricante y pintura de acabado de otro, ya que las formulas están hechas para que pueda existir compatibilidades en el sistema.
La base será aplicada tal como recomiende el fabricante, sobre la superficie seca y completamente limpia. La base no deberá ser aplicada durante tiempo lluvioso.
La base deberá aplicarse con un espesor uniforme en toda la superficie y deberá estar libre de zonas no cubiertas, burbujas, glóbulos, gotas y escurrimientos. Todas las zonas sin cubrir o áreas cubiertas con insuficiente base deberán retocarse inmediatamente.
Cualquier escurrimiento o glóbulo que se haya secado deberá repararse, aplicando luego una nueva mano de base.
La pintura base deberá mantenerse limpia conservándola en los recipientes originales cerrados, para prevenir contaminación con polvo, agua u otros materias extrañas y para prevenir la pérdida de solvente por evaporación. No se permitirá el uso de base que se haya contaminado con materias extrañas, o que se encuentre espesa por evaporación de los solventes. El contenido de cada lata deberá ser completamente mezclado y agitado antes de extraer la cantidad a usarse inmediatamente.
Deberá seguirse lo más fielmente posible las indicaciones y recomendaciones de los fabricantes de pintura.
Aplicación del Acabado.
Antes de aplicar el acabado la superficie deberá revisarse para localizar zonas donde la base esté deteriorada. Las zonas donde se encuentre base deteriorada serán raspadas y se aplicarán nuevamente manos de base.
El acabado consistirá en la aplicación de dos (2) capas de 3 mils cada una de pintura Epoxi Poliamida de primera calidad, de color amarillo.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 21
de 36
No se permitirán espesores inferiores a 3 mils. El CONTRATISTA deberá medir este espesor con un instrumento de precisión aprobado.
La etiqueta del fabricante de la pintura determinará como deberá aplicarse la pintura y también el solvente o reductor que ha de ser usado para obtener la viscosidad correcta.
La pintura y su solvente deberán mezclarse cuidadosamente utilizando utensilios limpios y siguiendo en todo las recomendaciones del fabricante.
Bajo ninguna circunstancia se permitirá añadir aceite de linaza a las pinturas. Cuando la temperatura del metal se encuentre por encima de los 38 grados Centígrados (100 grados Farenheit), se deberán tomar precauciones especiales para asegurar que la pintura no se seque rápidamente. Esto se logrará agregando un adelgazador de alto punto de ebullición, o disminuyendo el contenido del secador. Estas modificaciones se harán únicamente de acuerdo a las recomendaciones del fabricante.
Las indicaciones y recomendaciones de los fabricantes de pinturas deberán seguirse lo más fielmente posible.
La pintura terminada y seca será inspeccionada para tratar de encontrar discontinuidades en la película aplicada. Esta operación el Contratista la efectuará moviendo un equipo portátil, de alto voltaje, cuya chispa cambie de color cuando haga contacto con el metal en un punto donde se encuentre discontinuidad de la película. El instrumento deberá ser utilizado con el mayor cuidado, por personal especializado del CONTRATISTA, a fin de no romper la película de pintura por la aplicación de alto voltaje, o por la permanencia prolongada de la chispa en un solo punto.
El área desprotegida será identificada con marcas hechas con tiza, y los defectos serán corregidos mediante la aplicación de pintura adicional.

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 22
de 36
Anexo 1
Croquis
LISTA DE MATERIALES Pos Descripción UM Cantidad
1 Tubería Ø3” SCH 40 API 5L Gr.B, L=1524 mm
CU 1
2 Medidor de Turbina Ø3” CU 1 3 Tubería Ø3” SCH 40 API 5L Gr.B, L=381
mm CU 1
4 Sockolet Ø3/4” Clase 3000 Lbs, para insertar en tubería de Ø3”.
CU 1
5 Threadolet Ø3/4” Clase 3000 Lbs, para insertar en tubería de Ø3”.
CU 1
6 Codo Ø3” RL Estándar ASA B 16.9 CU 2 7 Tubería Ø3” SCH 40 API 5L Gr.B, L=400
mm CU 4
8 Sockolet Ø1/2” Clase 3000 Lbs, para insertar en tubería de Ø3”.
CU 1
9 Brida Ø3” RF ANSI 300 ASA B 16.5 CU 8 10 Válvula de Bola Ø3”ANSI 300 RF CU 3 11 Tee Ø3” RL Estándar ASA B 16.9 CU 2 12 Tubería Ø3” SCH 40 API 5L Gr.B, L=1018
mm CU 2

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 23
de 36
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 24
de 36
Anexo 2
Croquis

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 25
de 36
Anexo 2
Croquis
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 26
de 36
Anexo 3
Croquis
Orden para el apriete de los espárragos y tuercas de la brida.
1
2
3
4
5
6
7
8
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 27
de 36
Anexo 4
Croquis
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 28
de 36
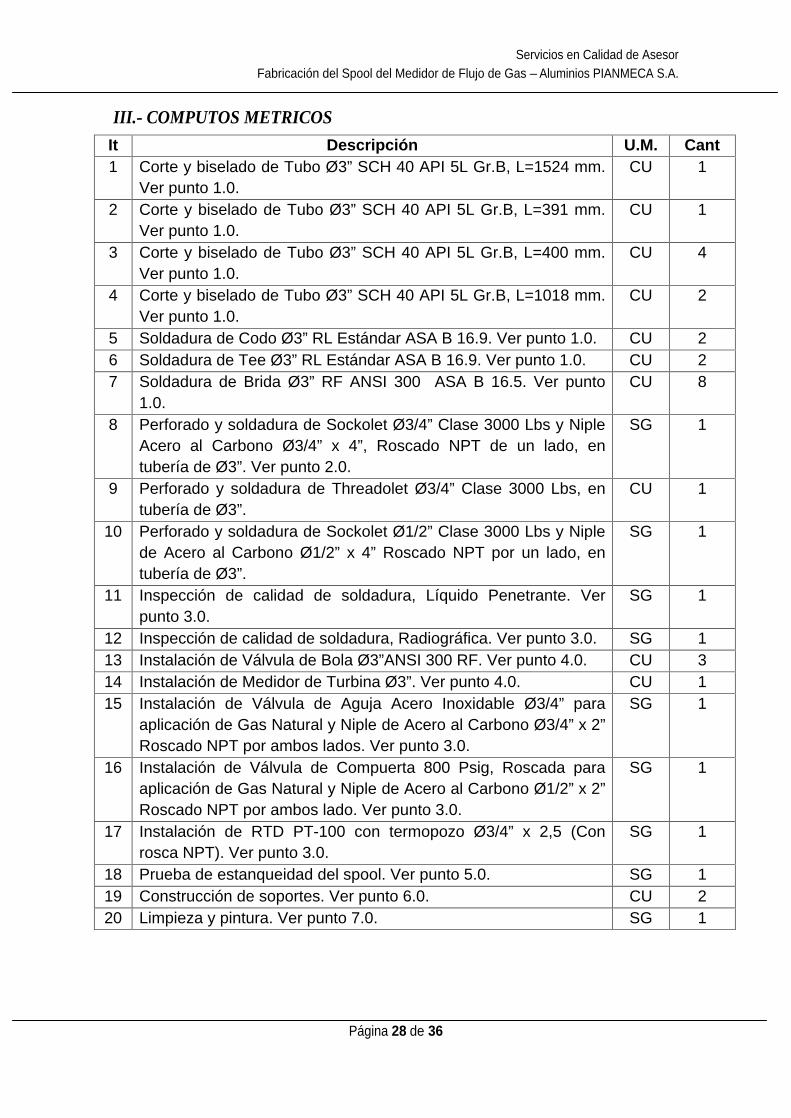
III.-
COMPUTOS METRICOS
It Descripción U.M. Cant 1 Corte y biselado de Tubo Ø3” SCH 40 API 5L Gr.B, L=1524 mm.
Ver punto 1.0. CU 1
2 Corte y biselado de Tubo Ø3” SCH 40 API 5L Gr.B, L=391 mm. Ver punto 1.0.
CU 1
3 Corte y biselado de Tubo Ø3” SCH 40 API 5L Gr.B, L=400 mm. Ver punto 1.0.
CU 4
4 Corte y biselado de Tubo Ø3” SCH 40 API 5L Gr.B, L=1018 mm. Ver punto 1.0.
CU 2
5 Soldadura de Codo Ø3” RL Estándar ASA B 16.9. Ver punto 1.0. CU 2 6 Soldadura de Tee Ø3” RL Estándar ASA B 16.9. Ver punto 1.0. CU 2 7 Soldadura de Brida Ø3” RF ANSI 300 ASA B 16.5. Ver punto
1.0. CU 8
8 Perforado y soldadura de Sockolet Ø3/4” Clase 3000 Lbs y Niple Acero al Carbono Ø3/4” x 4”, Roscado NPT de un lado, en tubería de Ø3”. Ver punto 2.0.
SG 1
9 Perforado y soldadura de Threadolet Ø3/4” Clase 3000 Lbs, en tubería de Ø3”.
CU 1
10 Perforado y soldadura de Sockolet Ø1/2” Clase 3000 Lbs y Niple de Acero al Carbono Ø1/2” x 4” Roscado NPT por un lado, en tubería de Ø3”.
SG 1
11 Inspección de calidad de soldadura, Líquido Penetrante. Ver punto 3.0.
SG 1
12 Inspección de calidad de soldadura, Radiográfica. Ver punto 3.0. SG 1 13 Instalación de Válvula de Bola Ø3”ANSI 300 RF. Ver punto 4.0. CU 3 14 Instalación de Medidor de Turbina Ø3”. Ver punto 4.0. CU 1 15 Instalación de Válvula de Aguja Acero Inoxidable Ø3/4” para
aplicación de Gas Natural y Niple de Acero al Carbono Ø3/4” x 2” Roscado NPT por ambos lados. Ver punto 3.0.
SG 1
16 Instalación de Válvula de Compuerta 800 Psig, Roscada para aplicación de Gas Natural y Niple de Acero al Carbono Ø1/2” x 2” Roscado NPT por ambos lado. Ver punto 3.0.
SG 1
17 Instalación de RTD PT-100 con termopozo Ø3/4” x 2,5 (Con rosca NPT). Ver punto 3.0.
SG 1
18 Prueba de estanqueidad del spool. Ver punto 5.0. SG 1 19 Construcción de soportes. Ver punto 6.0. CU 2 20 Limpieza y pintura. Ver punto 7.0. SG 1

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 29
de 36
AVANCE 1
Puerto Ordaz, 30 de septiembre de 2009
Para: ALUMINIOS PINAMECA S.A.
Atn. Ing. Víctor Muñoz
Ref.: Avance 1 Servicios en Calidad de Asesor
En referencia al servicio de asesoría relativo a la “Fabricación de spool del medidor de flujo de gas”, le informo que durante el día 29-09-2009 en horas de la mañana, se realizó la primera visita referente al servicio especificado, realizándose las actividades siguientes:
- Inspección a la “Estación de Medición de PDVSA GAS”, donde se:
Registraron medidas en el sitio probable de instalación del spool.
Inspeccionó la condición de la válvula de cierre de suministro de gas a Aluminios Pianmeca S.A.
- Inventario inspección y registro de medidas en el almacén a los accesorios siguientes:
Un (01) Medidor de Turbina de Ø3”.
Siete (07) Bridas WN RF ANSI 300 RF.
Tres (03) Codos 90º RL Ø3”.
Dos (02) Tees recta estándar Ø3”
En función de la actividad realizada se dan las recomendaciones siguientes:
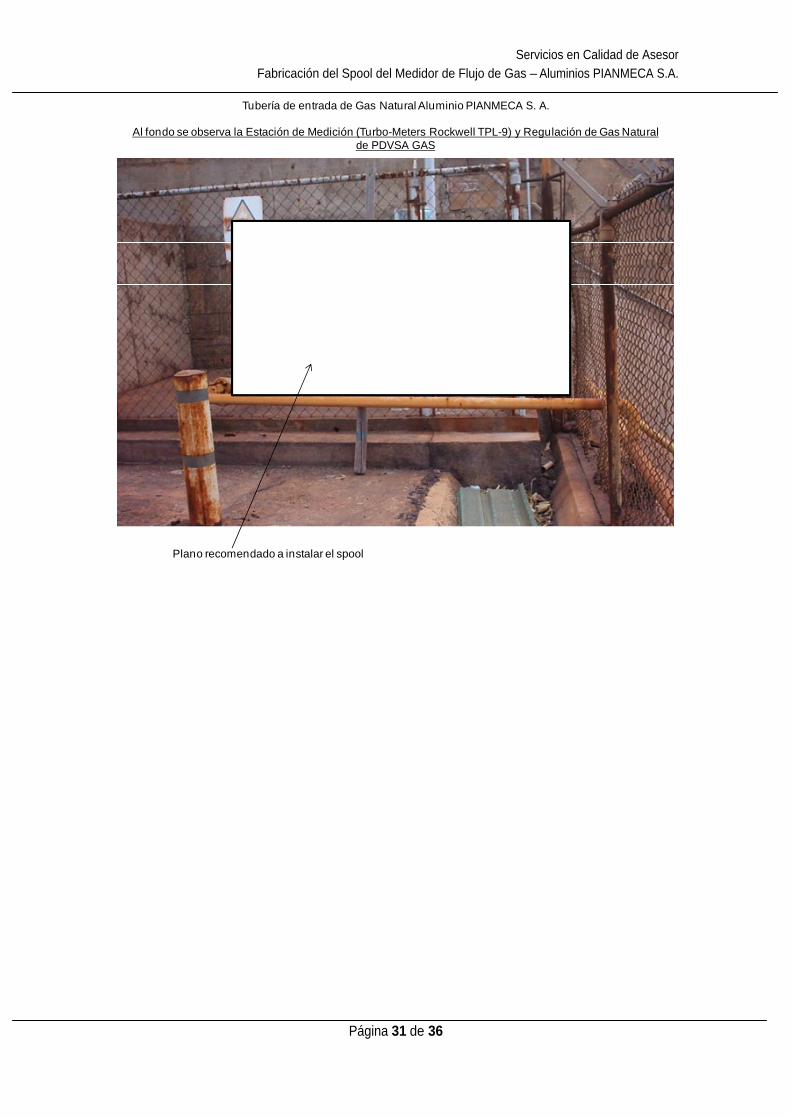
- La propuesta de instalación del Spool debe ser en un plano vertical perpendicular a la tubería, inmediata a la válvula de cierre, que conecta con la tubería de suministro interna. Esta ubicación evitará el incremento de empalmes que pudiera generarse por la reubicación de la conexión a la tubería de suministro (Ver croquis Anexo).
- De los elementos inspeccionados en almacén no se pudo identificar la norma ANSI que corresponde a los “Codos” y las “Tees” (por ausencia de rotulación), aunque del análisis de las mediciones registradas de su espesor corresponde con el Schedule de la tubería que se recomendará a utilizar. Las bridas están perfectamente identificadas lo que se puede verificar al observar los datos rotulados en su borde. Es recomendable identificar en los documentos de compra los certificados de calidad de
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 30
de 36
estos elementos a fin de que sean incluidos en el “Dosier” de fabricación del spool.
- La válvula de cierre perteneciente a Aluminios Pianmeca S.A. está en condición operativa lo que indica que no ameritaría su reposición, pero si un mantenimiento adecuado en el cual se deben incluir las dos bridas de conexión.
- Es necesario proceder a la adquisición de los accesorios faltantes que se especifican en la tabla 1 anexa.
Queda pendiente identificar los accesorios faltantes para el registro de presión y temperatura, los cuales se le especificara en otro avance dado que para el momento de emisión del presente no se ha podido contactar al especialista de la empresa suplidora del medidor, para realizar la consulta respectiva.
Sin más a que hacer referencia por el momento, le saluda cordialmente,
Ing. Alfredo González (Asesor)
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 31
de 36
Al fondo se observa la Estación de Medición (Turbo-Meters Rockwell TPL-9) y Regulación de Gas Natural
de PDVSA GAS
Tubería de entrada de Gas Natural Aluminio PIANMECA S. A.
Plano recomendado a instalar el spool

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 32
de 36
Tabla 1
Materiales
Ítem
Descripción U.M Requerido
Existente
Faltante
1 Brida WN Ø3” ANSI 300 RF CU 8 7 1
2 Válvula de Bola Ø3” ANSI 300 RF para aplicación de gas natural
CU 3 0 3
3 Empacadura espirométrica Ø3” ANSI 300
CU 10 0 10
4 Espárragos ASTM A-193 Gr 7 CU 80 0 80
5 Tuercas ASTM A-194 2H CU 160 0 160
6 Tubo AC Ø3” SCH 40 ML 6,4 0 6,4
Proveedor recomendado: SUPLI TORNI
Zona Industrial Matanzas – Calle El Pardillo Telf. 0286 9942083
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 33
de 36
AVANCE 2
Puerto Ordaz, 08 de octubre de 2009
Para: ALUMINIOS PINAMECA S.A.
Atn. Ing. Víctor Muñoz
Ref.: Avance 2 Servicios en Calidad de Asesor
En referencia al servicio de asesoría relativo a la “Fabricación de spool del medidor de flujo de gas”, le informo que después de haber hecho contacto con el Técnico de la Empresa Tecno Controles Oriente C.A. (Vendedora del Medidor de Turbina), referente a las conexiones para registro de temperatura y presión le informo lo siguiente:
a.- El Medidor de turbina debe registrar los datos de presión y temperatura desde conexiones ubicadas aguas debajo de la salida del mismo, de igual forma para protegerlo de sobrepresiones eventuales o para labores de despresurización del tramo de bloque del mismo se hace necesario la instalación de una válvula para purge. Requiriéndose por tanto los siguientes accesorios:
Un (01) RTD PT-100 con termopozo Ø3/4” x 2,5 (Con rosca NPT).
Un (01) Niple Acero al Carbono Ø3/4” x 4”, Roscado NPT de un lado.
Un (01) Niple de Acero al Carbono Ø3/4” x 2” Roscado NPT por ambos lados.
Una (01) Válvula de Aguja Acero Inoxidable Ø3/4”, para aplicación de Gas Natural.
Un (01) Niple de Acero al Carbono Ø1/2” x 4” Roscado NPT por un lado.
Una (01) Válvula de Compuerta 800 Psig, Roscada para aplicación de Gas Natural.
Un (01) Niple de Acero al Carbono Ø1/2” x 2” Roscado NPT por ambos lado.
Un (01) Sockolet Ø1/2” Clase 3000 Lbs, para insertar en tubería de Ø3”.
Un (01) Sockolet Ø3/4” Clase 3000 Lbs, para insertar en tubería de Ø3”.
Un (01) Threadolet Ø3/4” Clase 3000 Lbs, para insertar en tubería de Ø3”.
Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 34
de 36
b.- Para el sujetar el Spool se requiere fabricarle y fijar a la tierra con concreto un Soporte Tipo Ménsula, para lo que se requiere el siguiente material:
Seis (6) metros de Angulo cuadrado 75x75x7 mm ASTM A-36.
Cuatro (4) Abrazaderas tipo “U” roscada con tuerca para tubería
de Ø3”.
- Finalmente para las labores de pintura se requiere:
Un (01) Galón de Pintura Fondo Epoxi Poliamida.
Un (01) Galón de Pintura de acabado Epoxi Poliamida color Amarillo.
c.- Queda pendiente la entrega final de las “Especificaciones Técnicas “, para la fabricación con los respectivos “Cómputos Métricos”.
- En el Anexo 1, se muestra esquema del Spool de Medición de Gas.
- En tabla 2, se muestra un resumen de los materiales requeridos.
Sin más a que hacer referencia por el momento, le saluda cordialmente,
Ing. Alfredo González (Asesor)

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 35
de 36
Anexo 1
Disposición conexiones de presión y temperatura
Tuberia Ø3” Medidor de Turbina Ø3”
Conexión Registro de Presión Ø3”SockoletNiple L = 4”Válvula de AgujaNiple L = 2”
Threadolet Ø3/4” (Registro de Temperatura)
Codo 90ª RL Ø3”
Conexión paraPurga Ø1/2”SockoletNiple L= 4”Válvula
CopuertaNiple L = 2”
Brida WeldingNeck Ø3”
Válvula de Bola Ø3”
Tee Estándar Ø3”ENTRADA
SALIDA
Spool con accesorios

Servicios en Calidad de Asesor
Fabricación del Spool del Medidor de Flujo de Gas –
Aluminios PIANMECA S.A.
Página 36
de 36
Tabla 1
Materiales
Ítem
Descripción U.M Requerido
1 PT-100 con termopozo Ø3/4” x 2,5 (Con rosca NPT).
CU 1
2 Niple Acero al Carbono Ø3/4” x 4”, Roscado NPT de un lado.
CU 1
3 Niple de Acero al Carbono Ø3/4” x 2” Roscado NPT por ambos lados.
CU 1
4 Válvula de Aguja Acero Inoxidable Ø3/4”, para aplicación de Gas Natural.
CU 1
5 Niple de Acero al Carbono Ø1/2” x 4” Roscado NPT por un lado.
CU 1
6 Válvula de Compuerta 800 Psig, Roscada para aplicación de Gas Natural.
CU 1
7 Niple de Acero al Carbono Ø1/2” x 2” Roscado NPT ambos lados.
CU 1
8 Sockolet Ø1/2” Clase 3000 Lbs, para insertar en tubería de Ø3”.
CU 1
9 Sockolet Ø3/4” Clase 3000 Lbs, para insertar en tubería de Ø3”.
CU 1
10 Threadolet Ø3/4” Clase 3000 Lbs, para insertar en tubería de Ø3”.
CU 1
11 Angulo cuadrado 75x75x7 mm ASTM A-36. mts 6 12 Abrazadera tipo U roscada con tuerca para
tubería de Ø3”. CU 1
13 Pintura Fondo Epoxi Poliamida. Galón 1 14 Pintura de acabado Epoxi Poliamida color
Amarillo. Galón 1
Proveedor recomendado: SUPLI TORNI
Zona Industrial Matanzas – Calle El Pardillo Telf. 0286 9942083