información tecnica - servitools · en caso de desgaste uniforme en flanco, ... como endmill o...
TRANSCRIPT
Información Tecnica
Torneado 500Fresado 508Taper 514Epecificacion del Agujero 519Tabla de Converción para piezas de trabajo con dureza 520Tabla Comparativa para Piezas de trabajo 521Gardos ISO del Carburo de Tugsteno 524Aplicacion de los Grados 525Caracteristicas de los Grados 526Comparación de la Rompevirutas 527Comparación de los Grados (Torneado) 528Comparación de los Grados (Fresado) 529
Torneado
Info
rmac
ión
técn
ica
500
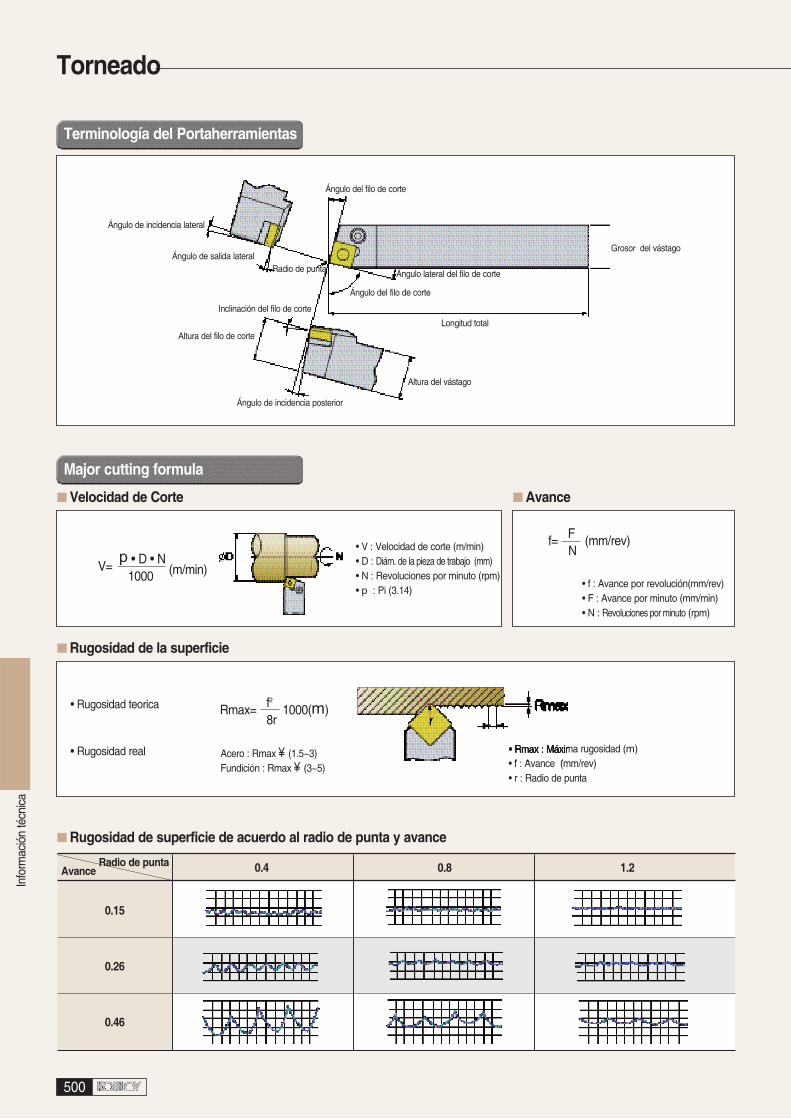
Terminología del Portaherramientas
Major cutting formula
Ángulo de incidencia lateral
Ángulo del filo de corte
Ángulo de salida lateralRadio de punta
Ángulo del filo de corte
Inclinación del filo de corte
Altura del filo de corte
Ángulo de incidencia posterior
Altura del vástago
Longitud total
Ángulo lateral del filo de corte
Grosor del vástago
Velocidad de Corte
Rugosidad de la superficie
Rugosidad de superficie de acuerdo al radio de punta y avance
Avance
V=p • D • N
(m/min)1000
• V : Velocidad de corte (m/min)• D : Diám. de la pieza de trabajo (mm)• N : Revoluciones por minuto (rpm)• p : Pi (3.14)
f= F (mm/rev)N
• f : Avance por revolución(mm/rev)• F : Avance por minuto (mm/min)• N : Revoluciones por minuto (rpm)
Rmax= f2
1000(m)8r
Acero : Rmax ¥ (1.5~3)Fundición : Rmax ¥ (3~5)
• Rugosidad teorica
• Rugosidad real • Rmax : Máxima rugosidad (m)• f : Avance (mm/rev)• r : Radio de punta
AvanceRadio de punta 0.4 0.8 1.2
0.15
0.26
0.46
Información técnica
501
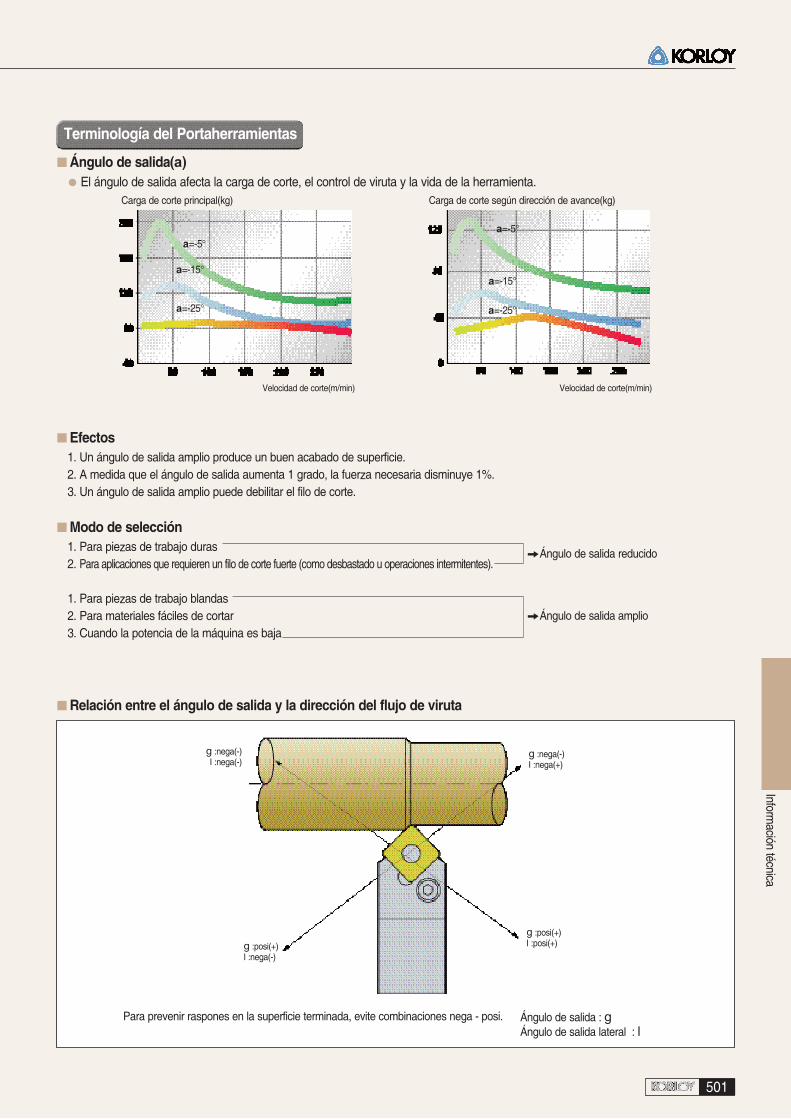
Terminología del Portaherramientas
Ángulo de salida(a)El ángulo de salida afecta la carga de corte, el control de viruta y la vida de la herramienta.
Efectos1. Un ángulo de salida amplio produce un buen acabado de superficie.2. A medida que el ángulo de salida aumenta 1 grado, la fuerza necesaria disminuye 1%.3. Un ángulo de salida amplio puede debilitar el filo de corte.
Modo de selección
Relación entre el ángulo de salida y la dirección del flujo de viruta
1. Para piezas de trabajo duras2. Para aplicaciones que requieren un filo de corte fuerte (como desbastado u operaciones intermitentes).
1. Para piezas de trabajo blandas2. Para materiales fáciles de cortar3. Cuando la potencia de la máquina es baja
Ángulo de salida reducido
Ángulo de salida amplio
g :nega(-)l :nega(-)
g :nega(-)l :nega(+)
g :posi(+)l :posi(+)g :posi(+)
l :nega(-)
Ángulo de salida : gÁngulo de salida lateral : l
Para prevenir raspones en la superficie terminada, evite combinaciones nega - posi.
Carga de corte principal(kg)
Velocidad de corte(m/min) Velocidad de corte(m/min)
a=-5°
a=-15°
a=-25°
Carga de corte según dirección de avance(kg)
a=-5°
a=-15°
a=-25°
Torneado
Info
rmac
ión
técn
ica
502
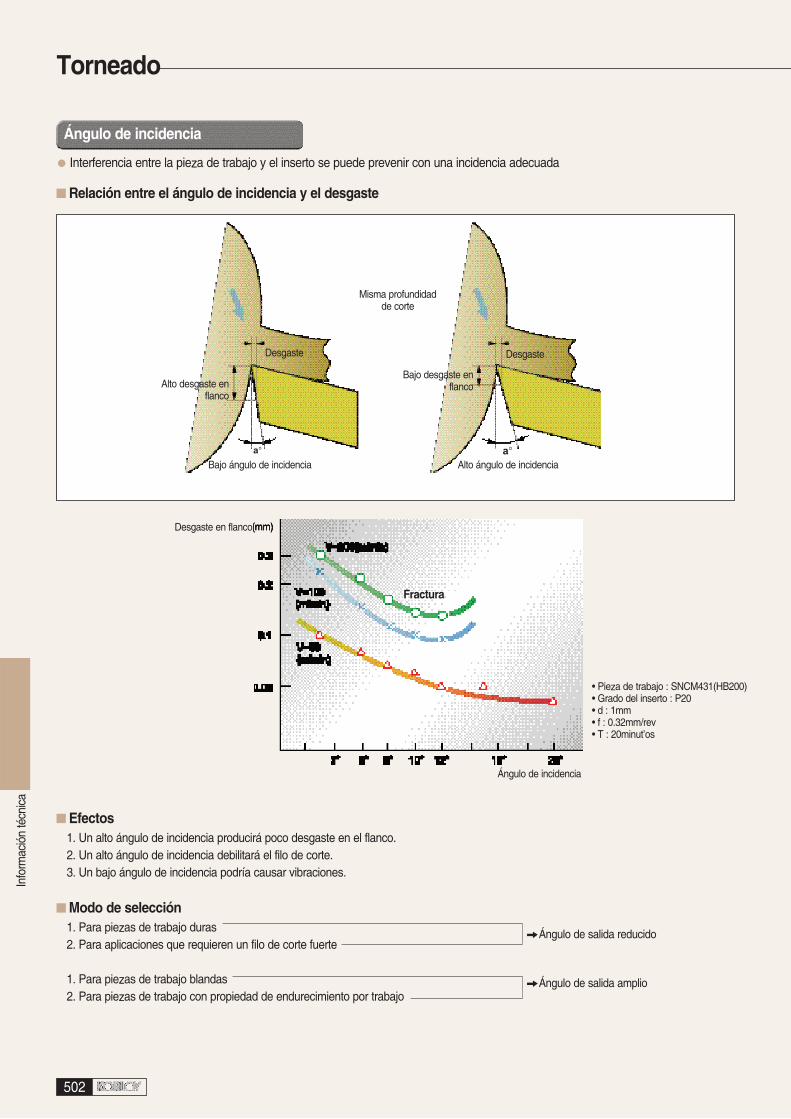
Ángulo de incidencia
Relación entre el ángulo de incidencia y el desgaste
Interferencia entre la pieza de trabajo y el inserto se puede prevenir con una incidencia adecuada
Efectos1. Un alto ángulo de incidencia producirá poco desgaste en el flanco.2. Un alto ángulo de incidencia debilitará el filo de corte.3. Un bajo ángulo de incidencia podría causar vibraciones.
Modo de selección1. Para piezas de trabajo duras2. Para aplicaciones que requieren un filo de corte fuerte
1. Para piezas de trabajo blandas2. Para piezas de trabajo con propiedad de endurecimiento por trabajo
Ángulo de salida reducido
Ángulo de salida amplio
Desgaste
Misma profundidadde corte
Bajo desgaste enflanco
Desgaste
Alto desgaste en flanco
Bajo ángulo de incidenciaa°
Alto ángulo de incidenciaa°
Desgaste en flanco(mm)
• Pieza de trabajo : SNCM431(HB200)• Grado del inserto : P20• d : 1mm• f : 0.32mm/rev• T : 20minut’os
Ángulo de incidencia
Fractura
Información técnica
503
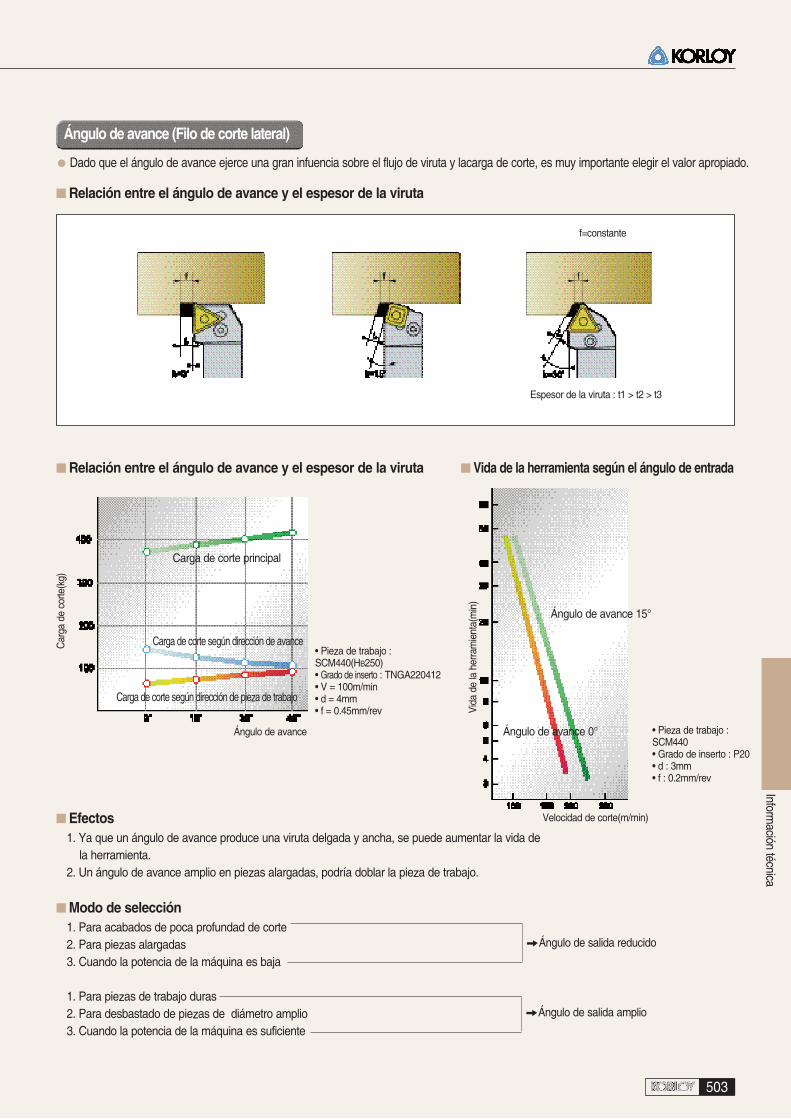
Ángulo de avance (Filo de corte lateral)
Relación entre el ángulo de avance y el espesor de la viruta
Relación entre el ángulo de avance y el espesor de la viruta
Dado que el ángulo de avance ejerce una gran infuencia sobre el flujo de viruta y lacarga de corte, es muy importante elegir el valor apropiado.
Efectos1. Ya que un ángulo de avance produce una viruta delgada y ancha, se puede aumentar la vida de
la herramienta.2. Un ángulo de avance amplio en piezas alargadas, podría doblar la pieza de trabajo.
Modo de selección1. Para acabados de poca profundad de corte2. Para piezas alargadas3. Cuando la potencia de la máquina es baja
1. Para piezas de trabajo duras 2. Para desbastado de piezas de diámetro amplio 3. Cuando la potencia de la máquina es suficiente
Ángulo de salida reducido
Ángulo de salida amplio
• Pieza de trabajo :SCM440(HB250)• Grado de inserto : TNGA220412• V = 100m/min• d = 4mm• f = 0.45mm/rev
• Pieza de trabajo :SCM440• Grado de inserto : P20• d : 3mm• f : 0.2mm/rev
f=constante
Espesor de la viruta : t1 > t2 > t3
Vida de la herramienta según el ángulo de entrada
Carga de corte principal
Ángulo de avance 15°
Ángulo de avance 0°Ángulo de avance
Velocidad de corte(m/min)
Car
ga d
e co
rte(k
g)
Vida
de
la h
erra
mie
nta(
min
)
Carga de corte según dirección de avance
Carga de corte según dirección de pieza de trabajo
Torneado
Info
rmac
ión
técn
ica
504
Ángulo de filo de corte
Efectos
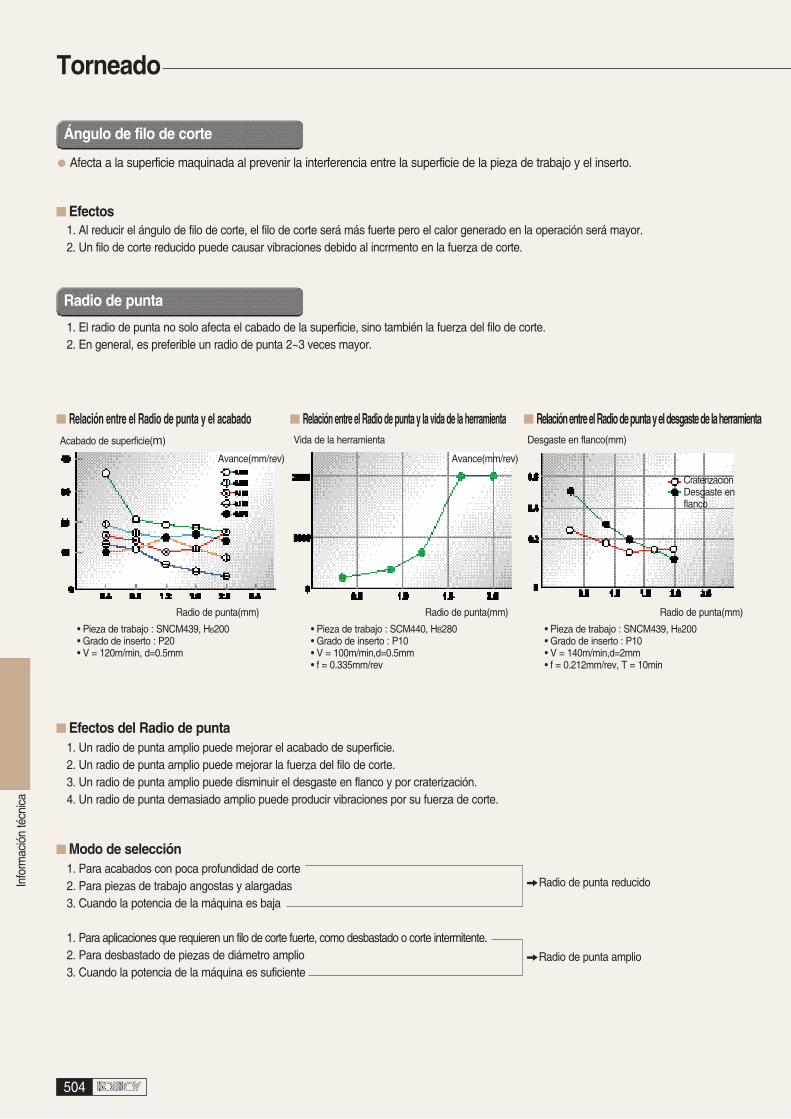
Relación entre el Radio de punta y el acabado
Afecta a la superficie maquinada al prevenir la interferencia entre la superficie de la pieza de trabajo y el inserto.
Radio de punta
1. Al reducir el ángulo de filo de corte, el filo de corte será más fuerte pero el calor generado en la operación será mayor.2. Un filo de corte reducido puede causar vibraciones debido al incrmento en la fuerza de corte.
1. El radio de punta no solo afecta el cabado de la superficie, sino también la fuerza del filo de corte.2. En general, es preferible un radio de punta 2~3 veces mayor.
Acabado de superficie(m)
Avance(mm/rev)
Radio de punta(mm)
Relación entre el Radio de punta y la vida de la herramientaVida de la herramienta
Avance(mm/rev)
Radio de punta(mm)
Relación entre el Radio de punta y el desgaste de la herramientaDesgaste en flanco(mm)
CraterizaciónDesgaste enflanco
Radio de punta(mm)
• Pieza de trabajo : SNCM439, HB200• Grado de inserto : P20• V = 120m/min, d=0.5mm
• Pieza de trabajo : SCM440, HB280• Grado de inserto : P10• V = 100m/min,d=0.5mm• f = 0.335mm/rev
• Pieza de trabajo : SNCM439, HB200• Grado de inserto : P10• V = 140m/min,d=2mm• f = 0.212mm/rev, T = 10min
Efectos del Radio de punta1. Un radio de punta amplio puede mejorar el acabado de superficie.2. Un radio de punta amplio puede mejorar la fuerza del filo de corte.3. Un radio de punta amplio puede disminuir el desgaste en flanco y por craterización.4. Un radio de punta demasiado amplio puede producir vibraciones por su fuerza de corte.
Modo de selección1. Para acabados con poca profundidad de corte2. Para piezas de trabajo angostas y alargadas3. Cuando la potencia de la máquina es baja
1. Para aplicaciones que requieren un filo de corte fuerte, como desbastado o corte intermitente.2. Para desbastado de piezas de diámetro amplio3. Cuando la potencia de la máquina es suficiente
Radio de punta reducido
Radio de punta amplio
Información técnica
505
Selección de la herramienta adecuada
Selección de la herramienta adecuada
Aunque elegir la mejor herramienta entre una gran variedad aparente ser un trabajo difícil, la tarea puede sim-plificarse con la siguiente clasificación de factores básicos.
Factores Básicos
Selección de insertos y portaherramientas
KS BO813
A partir de los factores básicos A enlistados, se puede considerar un modo de selección B.
• Material de la pieza de trabajo
• Fórma de la pieza de trabajo
• Tamaño de la pieza de trabajo
• Dureza de la pieza de trabajo
• Condición de la superficie de la pieza de trabajo (antes de maquinar)
• Requerimientos de acabado de la superficie
• Tipo de torno
• Condiciones del torno (fuerza, rigidez, etc)
• Caballos de fuerza del torno
• Método de sujeción de la pieza de trabajo
0.2mm
0.4mm
0.7mm
1~1.25mm
Acabado fino y acabados en materiales no ferrosos
Maquinado en materiales especiales
Maquinado general en fundición, acero
Desbastado de fundición
En general 0.05~0.1 mm
Modo de selección
1. Seleccione una herramienta con el mayor ángulo de
aproximación posible.
2. Seleccione una herramienta con el mayor vástago posible.
3. Select insert having as stronger cutting edge strength as possible.
4. Seleccione un inserto con el mayor radio de punta posible.
5. Seleccione un inserto con tantos filos de corte para
acabado tenga disponibles.
6. Seleccione el inserto más pequeño posible.
7. Considere cuidadosamente la velocidad de corte, así
como el resto de condiciones de corte.
8. Seleccione la mayor profundidad de corte posible.
9. Seleccione el mayor avance posible.
10. Las condiciones de corte deben seleccionarse de
acuerdo al rango de aplicacón del romperviruta.
Desgaste en flanco
Craterización
KS BO813
Completamente dañado
Desgaste en flanco VB = 0.3mm
VBmax = 0.5mm
Craterización KT = 0.06+0.3fmm (f:mm/rev)
Acabado de superficie 1, 1.6, 2.5, 4, 6.3, 10 mmRa
Maquinado en materiales especiales
En caso de desgaste uniforme en flanco, como en carburo o cerámica
En caso de desgaste irregular en flaco
Herramienta de carburo
En caso de que se requiere un buen acabado de superficie
Criterio de vida de herramienta Aplicación
Torneado
Info
rmac
ión
técn
ica
506
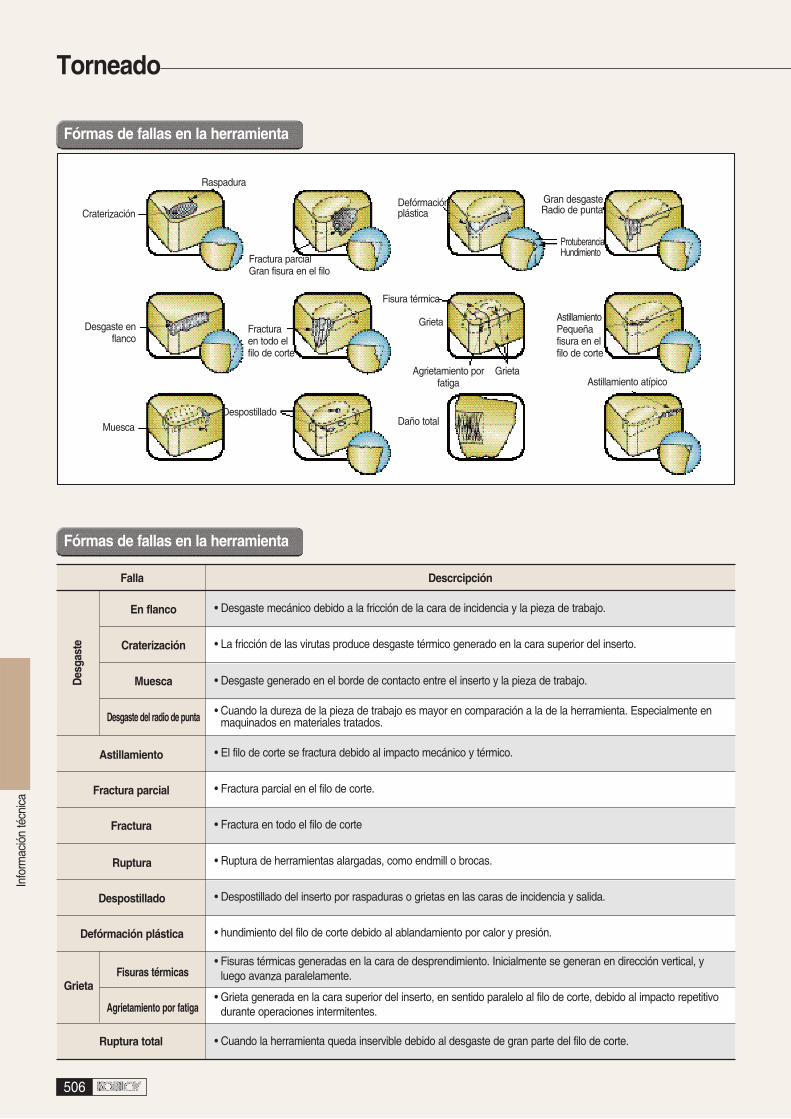
Fórmas de fallas en la herramienta
Fórmas de fallas en la herramienta
Craterización
Desgaste enflanco
MuescaDespostillado
Daño total
Fracturaen todo elfilo de corte
Fisura térmica
Agrietamiento porfatiga
Grieta
Grieta AstillamientoPequeñafisura en elfilo de corte
Astillamiento atípico
Raspadura
Fractura parcialGran fisura en el filo
Defórmaciónplástica
Gran desgasteRadio de punta
ProtuberanciaHundimiento
Falla Descrcipción
Des
gast
e
En flanco
Craterización
Muesca
Desgaste del radio de punta
Astillamiento
Fractura parcial
Fractura
Ruptura
Despostillado
Defórmación plástica
Fisuras térmicas
Agrietamiento por fatiga
Grieta
Ruptura total
• Desgaste mecánico debido a la fricción de la cara de incidencia y la pieza de trabajo.
• La fricción de las virutas produce desgaste térmico generado en la cara superior del inserto.
• Desgaste generado en el borde de contacto entre el inserto y la pieza de trabajo.
• Cuando la dureza de la pieza de trabajo es mayor en comparación a la de la herramienta. Especialmente enmaquinados en materiales tratados.
• El filo de corte se fractura debido al impacto mecánico y térmico.
• Fractura parcial en el filo de corte.
• Fractura en todo el filo de corte
• Ruptura de herramientas alargadas, como endmill o brocas.
• Despostillado del inserto por raspaduras o grietas en las caras de incidencia y salida.
• hundimiento del filo de corte debido al ablandamiento por calor y presión.
• Fisuras térmicas generadas en la cara de desprendimiento. Inicialmente se generan en dirección vertical, yluego avanza paralelamente.
• Grieta generada en la cara superior del inserto, en sentido paralelo al filo de corte, debido al impacto repetitivodurante operaciones intermitentes.
• Cuando la herramienta queda inservible debido al desgaste de gran parte del filo de corte.
Información técnica
507
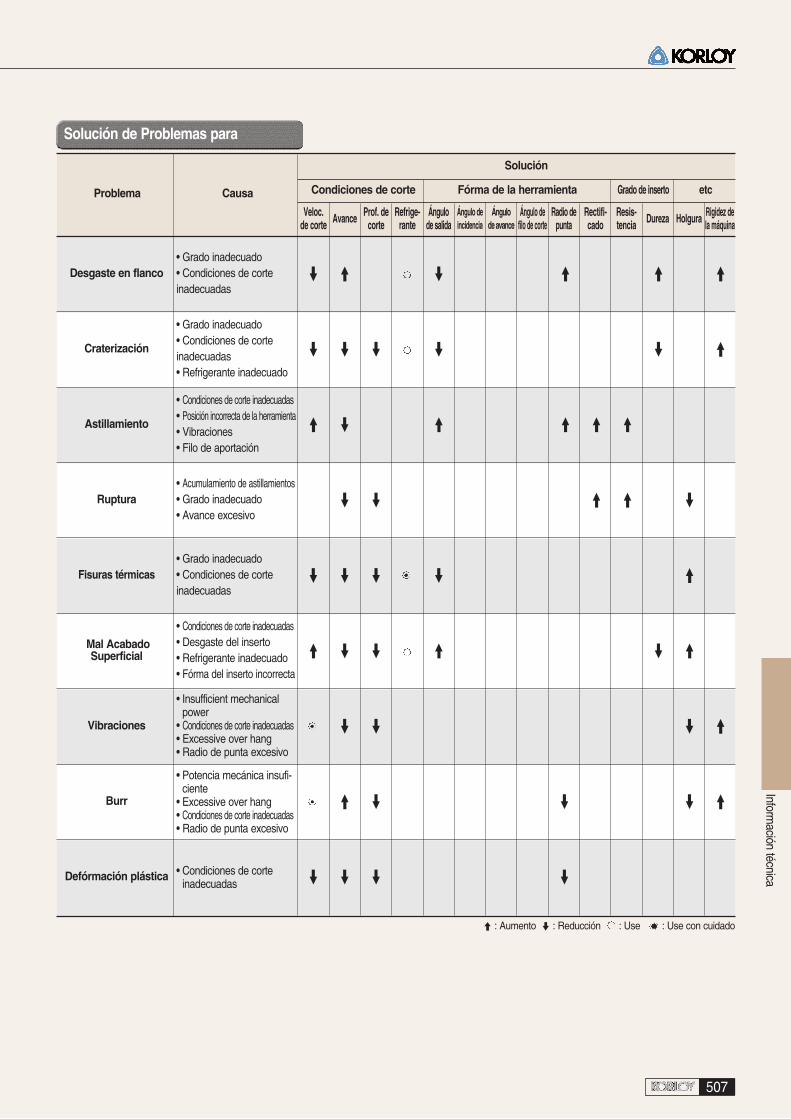
Solución de Problemas para
Problema
Desgaste en flanco• Grado inadecuado• Condiciones de corteinadecuadas
• Grado inadecuado• Condiciones de corteinadecuadas• Refrigerante inadecuado
• Condiciones de corte inadecuadas• Posición incorrecta de la herramienta• Vibraciones• Filo de aportación
• Acumulamiento de astillamientos• Grado inadecuado• Avance excesivo
• Grado inadecuado• Condiciones de corteinadecuadas
• Condiciones de corte inadecuadas• Desgaste del inserto• Refrigerante inadecuado• Fórma del inserto incorrecta
• Insufficient mechanicalpower
• Condiciones de corte inadecuadas• Excessive over hang• Radio de punta excesivo
Craterización
Astillamiento
Ruptura
Fisuras térmicas
Mal AcabadoSuperficial
Vibraciones
Burr
Defórmación plástica
Causa
Solución
Condiciones de corte Fórma de la herramienta Grado de inserto etc
Veloc.de corte Avance Prof. de
corteRefrige-
ranteÁngulo
de salidaÁngulo deincidencia
Ángulode avance
Ángulo defilo de corte
Radio depunta
Rectifi-cado
Resis-tencia Dureza Holgura Rigidez de
la máquina
• Potencia mecánica insufi-ciente
• Excessive over hang• Condiciones de corte inadecuadas• Radio de punta excesivo
• Condiciones de corteinadecuadas
: Aumento : Reducción : Use : Use con cuidado
Fresado
Info
rmac
ión
técn
ica
508
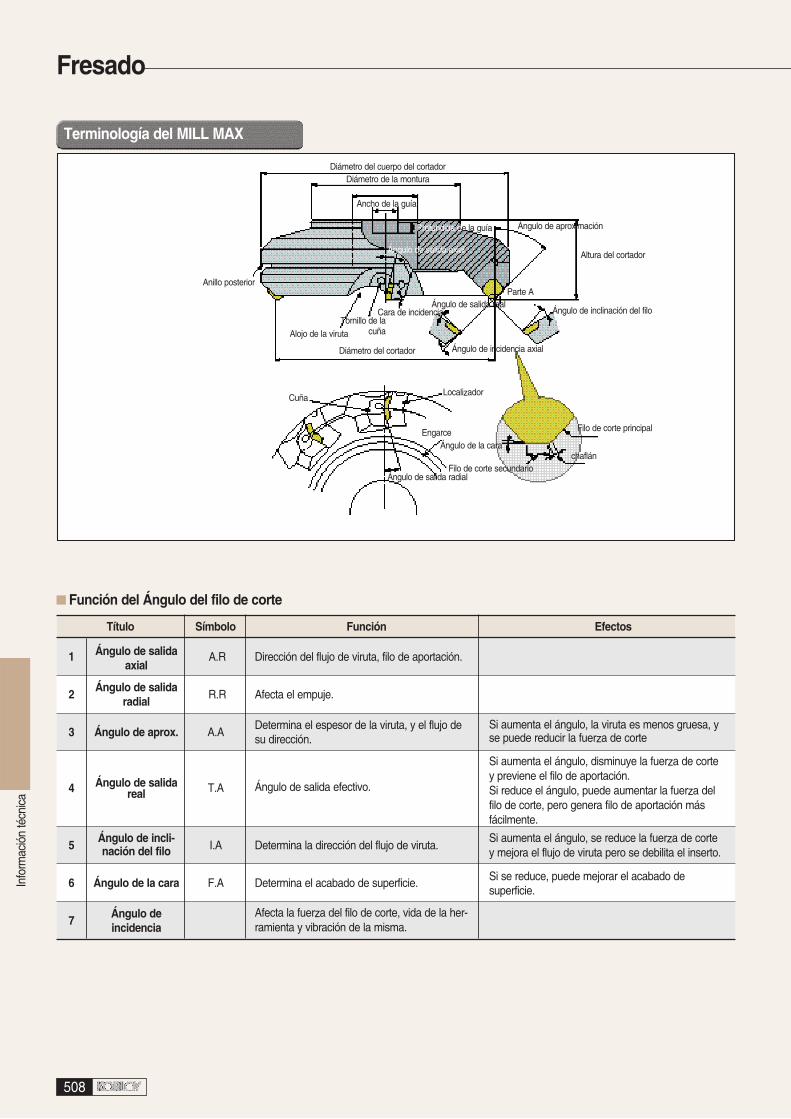
Terminología del MILL MAX
Diámetro del cuerpo del cortadorDiámetro de la montura
Ancho de la guía
Anillo posterior
Alojo de la virutaTornillo de la
cuña
Cara de incidenciaÁngulo de salida real
Ángulo de incidencia axialDiámetro del cortador
CuñaLocalizador
Engarce
Ángulo de salida radial
Ángulo de la cara
Filo de corte secundariochaflán
Filo de corte principal
Profundida de la guía Ángulo de aproximación
Altura del cortador
Parte A
Ángulo de inclinación del filo
Ángulo de salida axial
Función del Ángulo del filo de corte
1 Ángulo de salidaaxial
A.R Dirección del flujo de viruta, filo de aportación.
Afecta el empuje.
Determina el espesor de la viruta, y el flujo desu dirección.
Ángulo de salida efectivo.
Determina la dirección del flujo de viruta.
Determina el acabado de superficie.
Si aumenta el ángulo, la viruta es menos gruesa, yse puede reducir la fuerza de corte
Si aumenta el ángulo, disminuye la fuerza de cortey previene el filo de aportación.Si reduce el ángulo, puede aumentar la fuerza delfilo de corte, pero genera filo de aportación másfácilmente.
Si aumenta el ángulo, se reduce la fuerza de cortey mejora el flujo de viruta pero se debilita el inserto.
Si se reduce, puede mejorar el acabado desuperficie.
Afecta la fuerza del filo de corte, vida de la her-ramienta y vibración de la misma.
R.R
A.A
T.A
I.A
F.A
Ángulo de salidaradial
Ángulo de aprox.
Ángulo de salida real
Ángulo de incli-nación del filo
Ángulo de la cara
Ángulo de incidencia
2
3
4
5
6
7
Título Símbolo Función Efectos
Información técnica
509
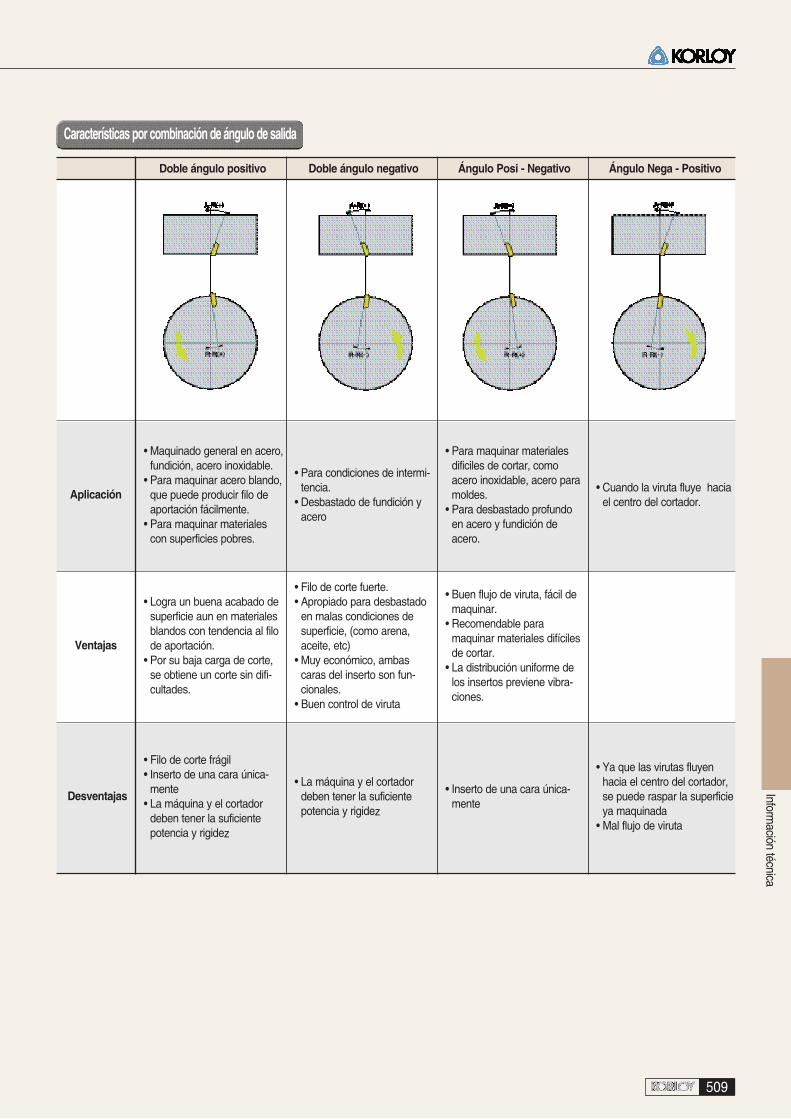
Características por combinación de ángulo de salida
Doble ángulo positivo
Aplicación
• Maquinado general en acero,fundición, acero inoxidable.
• Para maquinar acero blando,que puede producir filo deaportación fácilmente.
• Para maquinar materialescon superficies pobres.
• Logra un buena acabado desuperficie aun en materialesblandos con tendencia al filode aportación.
• Por su baja carga de corte,se obtiene un corte sin difi-cultades.
• Filo de corte frágil• Inserto de una cara única-
mente• La máquina y el cortador
deben tener la suficientepotencia y rigidez
• Para condiciones de intermi-tencia.
• Desbastado de fundición yacero
• Filo de corte fuerte.• Apropiado para desbastado
en malas condiciones desuperficie, (como arena,aceite, etc)
• Muy económico, ambascaras del inserto son fun-cionales.
• Buen control de viruta
• La máquina y el cortadordeben tener la suficientepotencia y rigidez
• Para maquinar materialesdificiles de cortar, comoacero inoxidable, acero paramoldes.
• Para desbastado profundoen acero y fundición deacero.
• Buen flujo de viruta, fácil demaquinar.
• Recomendable paramaquinar materiales difícilesde cortar.
• La distribución uniforme delos insertos previene vibra-ciones.
• Inserto de una cara única-mente
• Cuando la viruta fluye haciael centro del cortador.
• Ya que las virutas fluyenhacia el centro del cortador,se puede raspar la superficieya maquinada
• Mal flujo de viruta
Ventajas
Desventajas
Doble ángulo negativo Ángulo Posi - Negativo Ángulo Nega - Positivo
Fresado
Info
rmac
ión
técn
ica
510
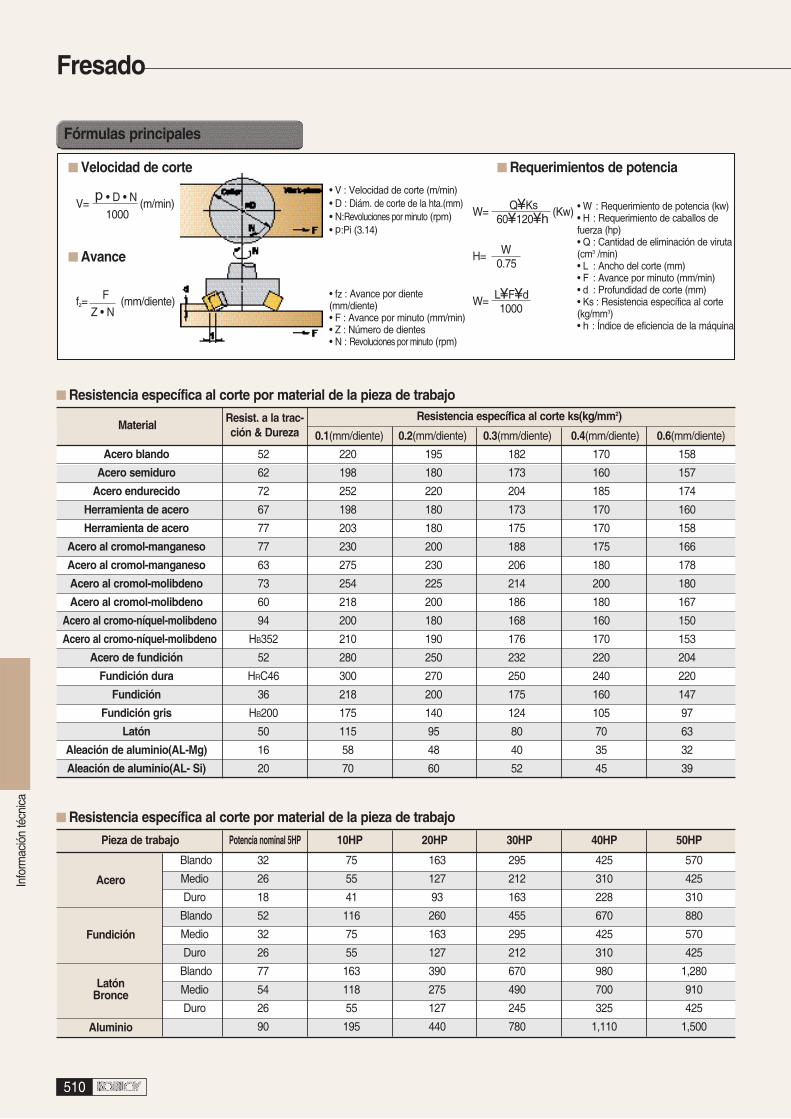
Fórmulas principales
Resistencia específica al corte por material de la pieza de trabajo
Resistencia específica al corte por material de la pieza de trabajo
Velocidad de corte
Avance
Requerimientos de potencia
Acero blando 52 220 195 182 170 158
Acero semiduro 62 198 180 173 160 157
Acero endurecido 72 252 220 204 185 174
Herramienta de acero 67 198 180 173 170 160
Herramienta de acero 77 203 180 175 170 158
Acero al cromol-manganeso 77 230 200 188 175 166
Acero al cromol-manganeso 63 275 230 206 180 178
Acero al cromol-molibdeno 73 254 225 214 200 180
Acero al cromol-molibdeno 60 218 200 186 180 167
Acero al cromo-níquel-molibdeno 94 200 180 168 160 150
Acero al cromo-níquel-molibdeno HB352 210 190 176 170 153
Acero de fundición 52 280 250 232 220 204
Fundición dura HRC46 300 270 250 240 220
Fundición 36 218 200 175 160 147
Fundición gris HB200 175 140 124 105 97
Latón 50 115 95 80 70 63
Aleación de aluminio(AL-Mg) 16 58 48 40 35 32
Aleación de aluminio(AL- Si) 20 70 60 52 45 39
Blando 32 75 163 295 425 570
Medio 26 55 127 212 310 425
Duro 18 41 93 163 228 310
Blando 52 116 260 455 670 880
Medio 32 75 163 295 425 570
Duro 26 55 127 212 310 425
Blando 77 163 390 670 980 1,280
Medio 54 118 275 490 700 910
Duro 26 55 127 245 325 425
90 195 440 780 1,110 1,500
Material
Pieza de trabajo
Acero
Fundición
LatónBronce
Aluminio
Potencia nominal 5HP 10HP 20HP 30HP 40HP 50HP
Resistencia específica al corte ks(kg/mm2)Resist. a la trac-ción & Dureza 0.1(mm/diente) 0.2(mm/diente) 0.3(mm/diente) 0.4(mm/diente) 0.6(mm/diente)
V=p • D • N (m/min)
1000
fz=F (mm/diente)
Z • N
W= Q¥Ks (Kw)60¥120¥h
H= W 0.75
W= L¥F¥d 1000
• V : Velocidad de corte (m/min)• D : Diám. de corte de la hta.(mm)• N:Revoluciones por minuto (rpm)• p:Pi (3.14)
• W : Requerimiento de potencia (kw)• H : Requerimiento de caballos defuerza (hp)• Q : Cantidad de eliminación de viruta(cm3 /min)• L : Ancho del corte (mm)• F : Avance por minuto (mm/min)• d : Profundidad de corte (mm)• Ks : Resistencia específica al corte(kg/mm3)• h : Índice de eficiencia de la máquina
• fz : Avance por diente(mm/diente)• F : Avance por minuto (mm/min)• Z : Número de dientes• N : Revoluciones por minuto (rpm)
Información técnica
511
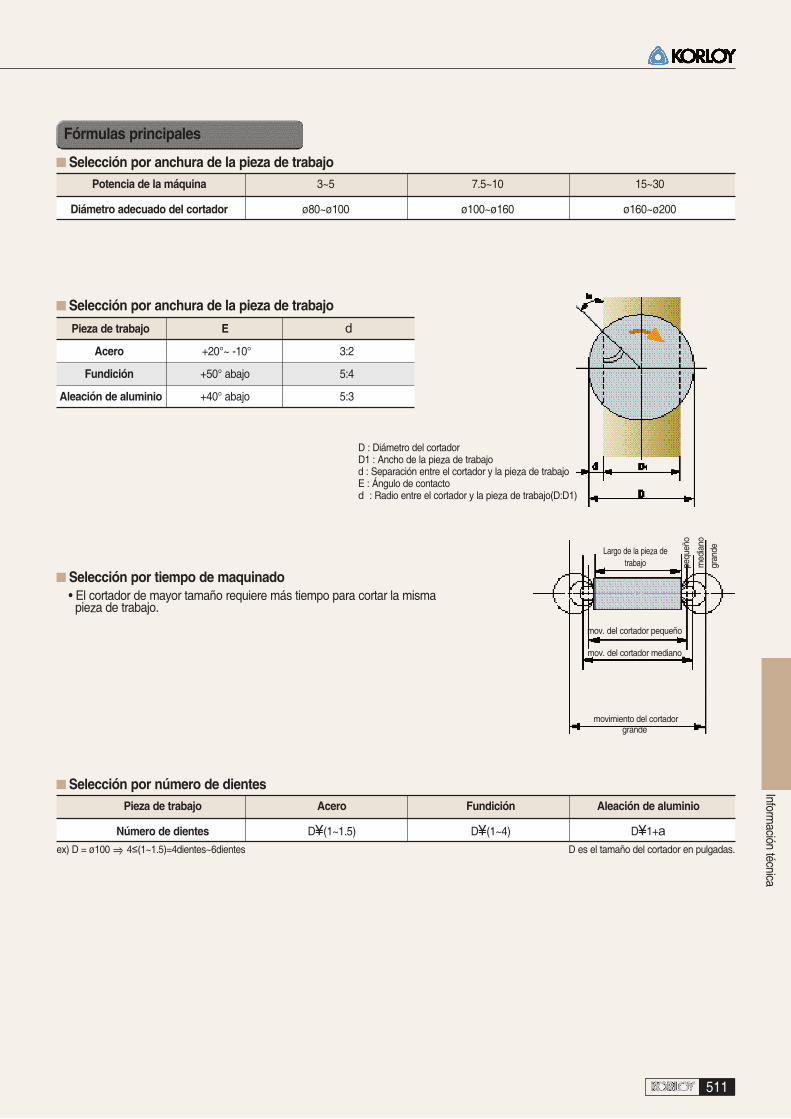
Fórmulas principales
Selección por anchura de la pieza de trabajo
Selección por anchura de la pieza de trabajo
Selección por tiempo de maquinado
Potencia de la máquina 3~5 7.5~10 15~30
Diámetro adecuado del cortador ø80~ø100 ø100~ø160 ø160~ø200
Pieza de trabajo E d
Acero +20°~ -10° 3:2
Fundición +50° abajo 5:4
Aleación de aluminio +40° abajo 5:3
• El cortador de mayor tamaño requiere más tiempo para cortar la misma pieza de trabajo.
Selección por número de dientes
ex) D = ø100 4 ≤(1~1.5)=4dientes~6dientes D es el tamaño del cortador en pulgadas.
Pieza de trabajo Acero Fundición Aleación de aluminio
Número de dientes D¥(1~1.5) D¥(1~4) D¥1+a
D : Diámetro del cortadorD1 : Ancho de la pieza de trabajod : Separación entre el cortador y la pieza de trabajoE : Ángulo de contactod : Radio entre el cortador y la pieza de trabajo(D:D1)
Largo de la pieza detrabajo
mov. del cortador pequeño
mov. del cortador mediano
movimiento del cortadorgrande
pequ
eño
med
iano
gran
de

Fresado
Info
rmac
ión
técn
ica
512
Solución de problemas para Fresado
Problema
Desgaste en flanco• Grado inadecuado• Condiciones de corte inadecuadas• Vibraciones
• Condiciones de corte inadecuadas• Grado inadecuado
• Falta de resistencia en el inserto• Avance excesivo• Carga de corte excesiva
• Condiciones de corte inadecuadas• Diseño de filo de corte inadecuado• Grado inadecuado
• Condiciones de corte inadecuadas• Falta de insertos• Improper cutting edge design • Mal flujo de viruta• Mala sujeción de la pieza de trabajo
• Filo de aportación• Condiciones de corte inadecuadas• Vibraciones• Mal flujo de viruta
• Condiciones de corte inadecuadas• Grado inadecuado
Craterización
Astillamiento
Filo de aportación
Vibraciones
Mal acabado ensuperficie
Fisuras térmicas
Ruptura
Causa
Solución
Condiciones de corte Fórma de la herramienta Grado de inserto
Veloc.de corte
Prof. decorte Avance Refrige-
ranteÁngulo deincidencia
Ángulo desalida
Ángulo deaprox.
Vibración del inserto
Radio depunta
Resis-tencia Dureza
• Grado inadecuado• Carga de corte excesiva• Mal flujo de viruta• Vibraciones, holgura excesiva
: Aumento : Reducción : Use : Use con cuidado

Información técnica
513
Unidades de rugosidad de superficie
Título
AlturaMáxima
Medidión delacabado de
superficie en10 puntos
Medición delacabado desuperficie
por promediocentral
Rmax
Tome los puntos más alto y másbajo de la longitud de mediciónrespectivamente. Mida la altura entrelos dos puntos con micrómetro.Cuando elija los dos puntos, ignoreaquellos con valores extremos (muyaltos o muy bajos) que puedan serresultado de un acanalado.
Tome los 3 puntos más altos enambas direcciones (de arriba haciaabajo, y abajo hacia arriba) a lo largode la longitud de medición. Mida laaltura entre los tres puntos con mir-cómetro
Mida el ancho de cada pico partir dela línea central para obtener el anchototal. Divida el ancho total entre lalongitud de medición.
Rz
Ra
Símbolo Descripción Diagrama
0.8s 0.8z 0.2a
6.3s 6.3z 1.6a
25s 25z 6.3a
100s 100z 25a
~ No específicado.
SímboloRmax Rz Ra
Rugosidad de superficie
Longitud de medición
Curva de rugosidad de la superficie f
Curva de rugosidad de la superficie f
Línea central
Línea central
Longitud de medición
Longitud de medición
Longitud de medición

Comparativo de durezas
Tabla de conversión de durezas
Info
rmac
ión
técn
ica
520
Vickers50kgf
HV
Estandar10mm
Carburo10mm
Escala A60kgfGrano deDiamanteHRA
Escala B100kgf1/16inEsfera HRB
Escala C150kgfGrano deDiamanteHRC
Escala D100kgfGrano deDiamanteHRD
Orilla
HS
Brinell, 3000kgfHB Rockwell
Fuerzatensible(Aproximada)
MPa(1)
940 - - 85.6 - 68.0 76.9 97920 - - 85.3 - 67.5 76.5 96900 - - 85.0 - 67.0 76.1 95880 - (767) 84.7 - 66.4 75.7 93860 - (757) 84.4 - 65.9 75.3 92840 - (745) 84.1 - 65.3 74.8 91820 - (733) 83.8 - 64.7 74.3 90800 - (722) 83.4 - 64.0 74.8 88780 - (710) 83.0 - 63.3 73.3 87760 - (698) 82.6 - 62.5 72.6 86740 - (684) 82.2 - 61.8 72.1 84720 - (670) 81.8 - 61.0 71.5 83700 - (656) 81.3 - 60.1 70.8 81690 - (647) 81.1 - 59.7 70.5 -680 - (638) 80.8 - 59.2 70.1 80670 - 630 80.6 - 58.8 69.8 -660 - 620 80.3 - 58.3 69.4 79650 - 611 80.0 - 57.8 69.0 -640 - 601 79.8 - 57.3 68.7 77630 - 591 79.5 - 56.8 68.3 -620 - 582 79.2 - 56.3 67.9 75610 - 573 78.9 - 55.7 67.5 -600 - 564 78.6 - 55.2 67.0 74590 - 554 78.4 - 54.7 66.7 -580 - 545 78.0 - 54.1 66.2 72570 - 535 77.8 - 53.6 65.8 -560 - 525 77.4 - 53.0 65.4 71550 (505) 517 77.0 - 52.3 64.8 -540 (496) 507 76.7 - 51.7 64.4 69530 (488) 497 76.4 - 51.1 63.9 -520 (480) 488 76.1 - 50.5 63.5 67510 (473) 479 75.7 - 49.8 62.9 -500 (465) 471 75.3 - 49.1 62.2 66490 (456) 460 74.9 - 48.4 61.6 -480 488 452 74.5 - 47.7 61.3 64470460450440430420410400390380370360350340330
441433425415405397388379369360350341331322313
442433425415405397388379369360350341331322313
74.173.673.372.872.371.871.470.870.369.869.268.768.167.667.0
---------
(100.0)-
(109.0)-
(108.0)-
46.946.145.344.543.642.741.840.839.838.837.736.635.534.433.3
60.760.159.458.858.257.556.856.055.254.453.652.851.951.150.2
-62-
59-
57-
55-
52-
50-
47-
205520201985195019051860182517951750170516601620157015301495146014101370133012901240120511701130109510701035
Vickers50kgf
HV
Estandar10mm
Carburo10mm
Escala A60kgfGrano deDiamanteHRA
Escala B100kgf1/16inEsfera HRB
Escala C150kgfGrano deDiamanteHRC
Escala D100kgfGrano deDiamanteHRD
Orilla
HS
Brinell, 3000kgfHB Rockwell
FuerzaTensible(Aproximda)
MPa(1)
1005980950935915905890875855840825805795780765730695670635605580545515490455425390
-----
320310300295290285280275270265260255250245240230220210200190180170160150140130120110100959085
30329428428027527026526125625224724323823322821920920019018117116215214313312411410595908681
30329428428027527026526125625224724323823322821920920019018117116215214313312411410595908681
66.465.865.264.864.564.263.863.563.162.762.462.061.661.260.7
-----------------
(107.0)-
(105.5)-
(104.5)-
(103.5)-
(102.0)-
(101.0)-
99.5-
98.196.795.093.491.589.587.185.081.778.775.071.266.762.356.252.048.041.0
32.231.029.829.228.527.827.126.425.624.824.023.122.221.320.3
(18.0)(15.7)(13.4)(11.0)(8.5)(6.0)(3.0)(0.0)
---------
49.448.447.547.146.546.045.344.944.343.743.142.241.741.140.3
-----------------
45-
42-
41-
40-
38-
37-
36-
343332302928262524222120------
Nota : Para figuras goticas suga la tabla ASTM E 140.Observación (1) 1MPa=1N/mm2
(2) ( ) Figuras inusuales, cómo referencias
Información técnica
521
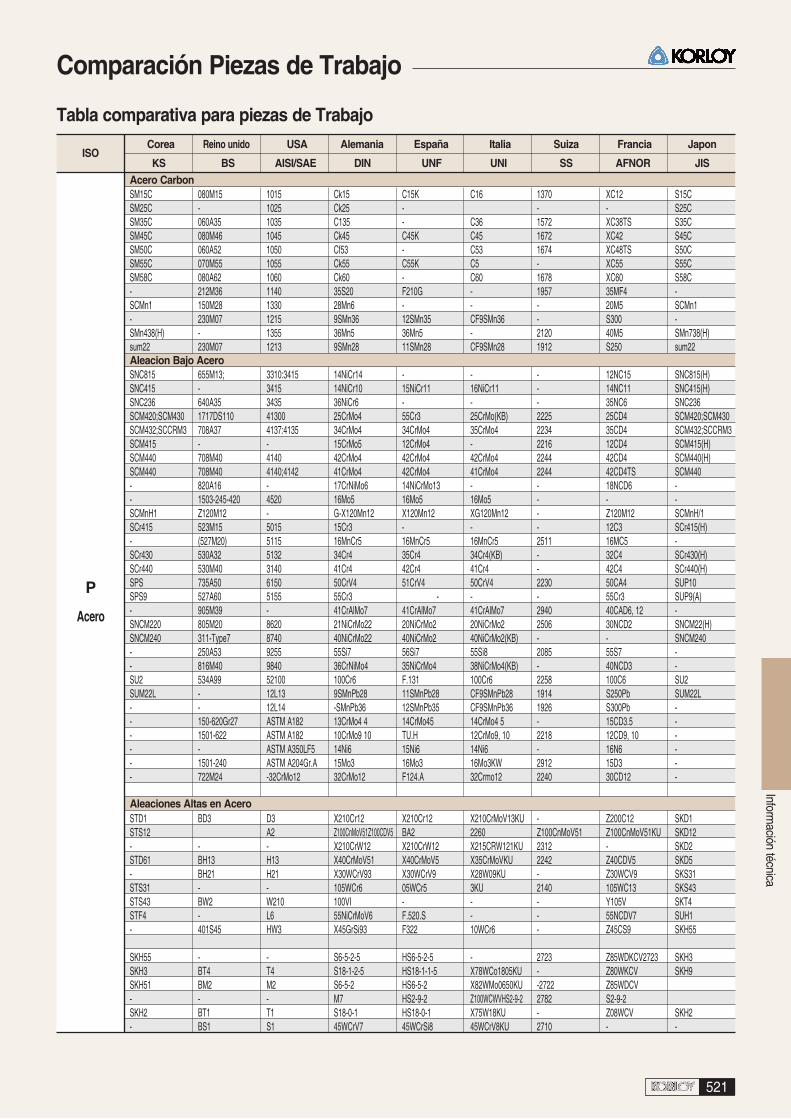
Tabla comparativa para piezas de Trabajo
Comparación Piezas de Trabajo
ISOCorea Reino unido USA Alemania España Italia Suiza Francia Japon
KS BS AISI/SAE DIN UNF UNI SS AFNOR JISAcero Carbon
Aleacion Bajo Acero
SM15CSM25CSM35CSM45CSM50CSM55CSM58C-SCMn1-SMn438(H)sum22
SNC815SNC415SNC236SCM420;SCM430SCM432;SCCRM3SCM415SCM440SCM440--SCMnH1SCr415-SCr430SCr440SPSSPS9-SNCM220SNCM240--SU2SUM22L------
STD1STS12-STD61-STS31STS43STF4-
SKH55SKH3SKH51-SKH2-
Aleaciones Altas en Acero
101510251035104510501055106011401330121513551213
3310:341534153435413004137:4135-41404140;4142-4520-501551155132314061505155-86208740925598405210012L1312L14ASTM A182ASTM A182ASTM A350LF5ASTM A204Gr.A-32CrMo12
D3A2-H13H21-W210L6HW3
-T4M2-T1S1
Ck15Ck25C135Ck45Cf53Ck55Ck6035S2028Mn69SMn3636Mn59SMn28
14NiCr1414NiCr1036NiCr625CrMo434CrMo415CrMo542CrMo441CrMo417CrNiMo616Mo5G-X120Mn1215Cr316MnCr534Cr441Cr450CrV455Cr341CrAlMo721NiCrMo2240NiCrMo2255Si736CrNiMo4100Cr69SMnPb28-SMnPb3613CrMo4 410CrMo9 1014Ni615Mo332CrMo12
X210Cr12Z100CnMoV51Z100CDV5X210CrW12X40CrMoV51X30WCrV93105WCr6100VI55NiCrMoV6X45GrSi93
S6-5-2-5S18-1-2-5S6-5-2M7S18-0-145WCrV7
C15K--C45K-C55K-F210G-12SMn3536Mn511SMn28
-15NiCr11-55Cr334CrMo412CrMo442CrMo442CrMo414NiCrMo1316Mo5X120Mn12-16MnCr535Cr442Cr451CrV4
-41CrAlMo720NiCrMo240NiCrMo256Si735NiCrMo4F.13111SMnPb2812SMnPb3514CrMo45TU.H15Ni616Mo3F124.A
X210Cr12BA2X210CrW12X40CrMoV5X30WCrV905WCr5-F.520.SF322
HS6-5-2-5HS18-1-1-5HS6-5-2HS2-9-2HS18-0-145WCrSi8
C16
C36C45C53C5C60--CF9SMn36-CF9SMn28
-16NiCr11-25CrMo(KB)35CrMo4-42CrMo441CrMo4-16Mo5XG120Mn12-16MnCr534Cr4(KB)41Cr450CrV4-41CrAlMo720NiCrMo240NiCrMo2(KB)55Si838NiCrMo4(KB)100Cr6CF9SMnPb28CF9SMnPb3614CrMo4 512CrMo9, 1014Ni616Mo3KW32Crmo12
X210CrMoV13KU2260X215CRW121KUX35CrMoVKUX28W09KU3KU--10WCr6
-X78WCo1805KUX82WMo0650KUZ100WCWVHS2-9-2X75W18KU45WCrV8KU
1370-157216721674-16781957--21201912
---22252234221622442244----2511--2230-29402506-2085-225819141926-2218-29122240
-Z100CnMoV5123122242-2140---
2723--27222782-2710
XC12-XC38TSXC42XC48TSXC55XC6035MF420M5S30040M5S250
12NC1514NC1135NC625CD435CD412CD442CD442CD4TS18NCD6-Z120M1212C316MC532C442C450CA455Cr340CAD6, 1230NCD2-55S740NCD3100C6S250PbS300Pb15CD3.512CD9, 1016N615D330CD12
Z200C12Z100CnMoV51KU-Z40CDV5Z30WCV9105WC13Y105V55NCDV7Z45CS9
Z85WDKCV2723Z80WKCVZ85WDCVS2-9-2Z08WCV-
S15CS25CS35CS45CS50CS55CS58C-SCMn1-SMn738(H)sum22
SNC815(H)SNC415(H)SNC236SCM420;SCM430SCM432;SCCRM3SCM415(H)SCM440(H)SCM440--SCMnH/1SCr415(H)-SCr430(H)SCr440(H)SUP10SUP9(A)-SNCM22(H)SNCM240--SU2SUM22L------
SKD1SKD12SKD2SKD5SKS31SKS43SKT4SUH1SKH55
SKH3SKH9
SKH2-
P
Acero
080M15-060A35080M46060A52070M55080A62212M36150M28230M07-230M07
655M13;-640A351717DS110708A37-708M40708M40820A161503-245-420Z120M12523M15(527M20)530A32530M40735A50527A60905M39805M20311-Type7250A53816M40534A99--150-620Gr271501-622-1501-240722M24
BD3
-BH13BH21-BW2-401S45
-BT4BM2-BT1BS1
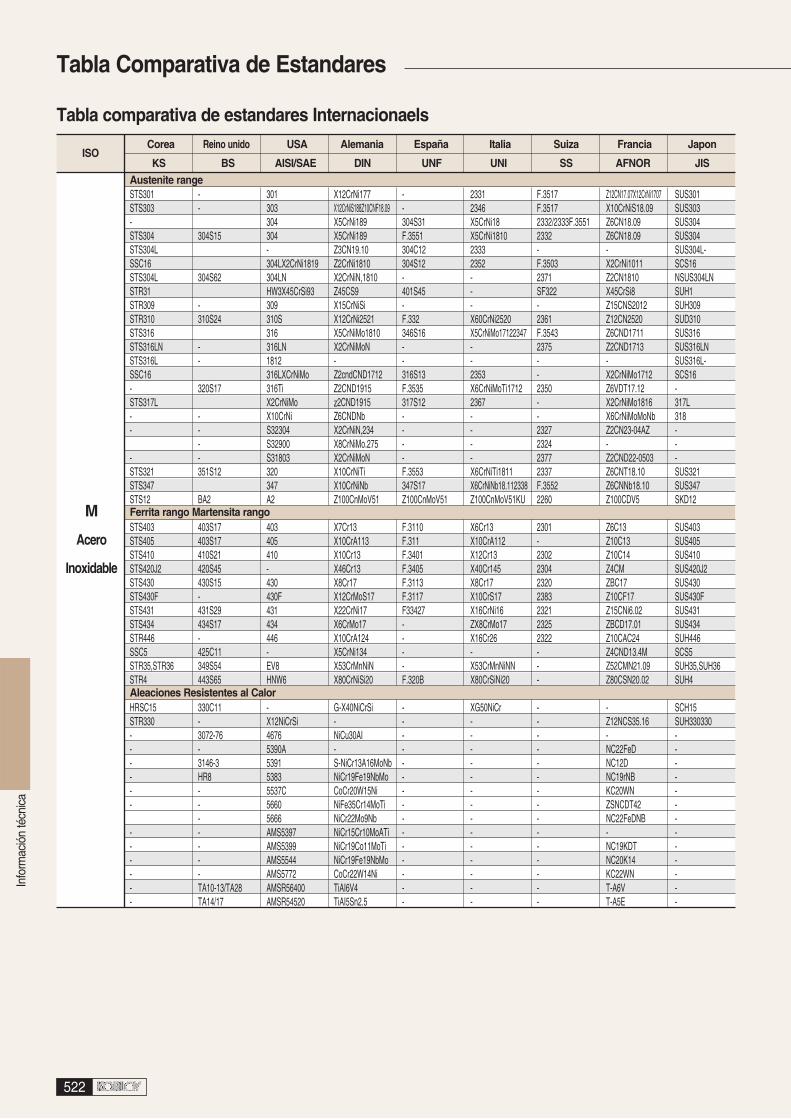
Tabla Comparativa de Estandares
Info
rmac
ión
técn
ica
522
Tabla comparativa de estandares Internacionaels
ISOCorea Reino unido USA Alemania España Italia Suiza Francia Japon
KS BS AISI/SAE DIN UNF UNI SS AFNOR JISAustenite range
Ferrita rango Martensita rango
Aleaciones Resistentes al Calor
STS301STS303-STS304STS304LSSC16STS304LSTR31STR309STR310STS316STS316LNSTS316LSSC16-STS317L--
-STS321STS347STS12
STS403STS405STS410STS420J2STS430STS430FSTS431STS434STR446SSC5STR35,STR36STR4
HRSC15STR330------
------
--
304S15
304S62
-310S24
--
320S17
----351S12
BA2
403S17403S17410S21420S45430S15-431S29434S17-425C11349S54443S65
330C11-3072-76-3146-3HR8-------TA10-13/TA28TA14/17
301303304304-304LX2CrNi1819304LNHW3X45CrSi93309310S316316LN1812316LXCrNiMo316TiX2CrNiMoX10CrNiS32304S32900S31803320347A2
403405410-430430F431434446-EV8HNW6
-X12NiCrSi46765390A539153835537C56605666AMS5397AMS5399AMS5544AMS5772AMSR56400AMSR54520
X12CrNi177X12CrNiS188Z10CNF18.09X5CrNi189X5CrNi189Z3CN19.10Z2CrNi1810X2CrNiN,1810Z45CS9X15CrNiSiX12CrNi2521X5CrNiMo1810X2CrNiMoN-Z2cndCND1712Z2CND1915z2CND1915Z6CNDNbX2CrNiN,234X8CrNiMo.275X2CrNiMoNX10CrNiTiX10CrNiNbZ100CnMoV51
X7Cr13X10CrA113X10Cr13X46Cr13X8Cr17X12CrMoS17X22CrNi17X6CrMo17X10CrA124X5CrNi134X53CrMnNiNX80CrNiSi20
G-X40NiCrSi-NiCu30AI-S-NiCr13A16MoNbNiCr19Fe19NbMoCoCr20W15NiNiFe35Cr14MoTiNiCr22Mo9NbNiCr15Cr10MoATiNiCr19Co11MoTiNiCr19Fe19NbMoCoCr22W14NiTiAI6V4TiAI5Sn2.5
--304S31F.3551304C12304S12-401S45-F.332346S16--316S13F.3535317S12----F.3553347S17Z100CnMoV51
F.3110F.311F.3401F.3405F.3113F.3117F33427----F.320B
---------------
23312346X5CrNi18X5CrNi181023332352---X60CrNi2520X5CrNiMo17122347--2353X6CrNiMoTi17122367----X6CrNiTi1811X6CrNiNb18.112338Z100CnMoV51KU
X6Cr13X10CrA112X12Cr13X40Cr145X8Cr17X10CrS17X16CrNi16ZX8CrMo17X16Cr26-X53CrMnNiNNX80CrSiNi20
XG50NiCr--------------
F.3517F.35172332/2333F.35512332-F.35032371SF322-2361F.35432375--2350--2327232423772337F.35522260
2301-2302230423202383232123252322---
---------------
Z12CN17.07X12CrNi1707X10CrNiS18.09Z6CN18.09Z6CN18.09-X2CrNi1011Z2CN1810X45CrSi8Z15CNS2012Z12CN2520Z6CND1711Z2CND1713-X2CrNiMo1712Z6VDT17.12X2CrNiMo1816X6CrNiMoMoNbZ2CN23-04AZ-Z2CND22-0503Z6CNT18.10Z6CNNb18.10Z100CDV5
Z6C13Z10C13Z10C14Z4CMZBC17Z10CF17Z15CNi6.02ZBCD17.01Z10CAC24Z4CND13.4MZ52CMN21.09Z80CSN20.02
-Z12NCS35.16-NC22FeDNC12DNC19rNBKC20WNZSNCDT42NC22FeDNB-NC19KDTNC20K14KC22WNT-A6VT-A5E
SUS301SUS303SUS304SUS304SUS304L-SCS16NSUS304LNSUH1SUH309SUD310SUS316SUS316LNSUS316L-SCS16-317L318---SUS321SUS347SKD12
SUS403SUS405SUS410SUS420J2SUS430SUS430FSUS431SUS434SUH446SCS5SUH35,SUH36SUH4
SCH15SUH330330-------------
M
Acero
Inoxidable
Información técnica
523
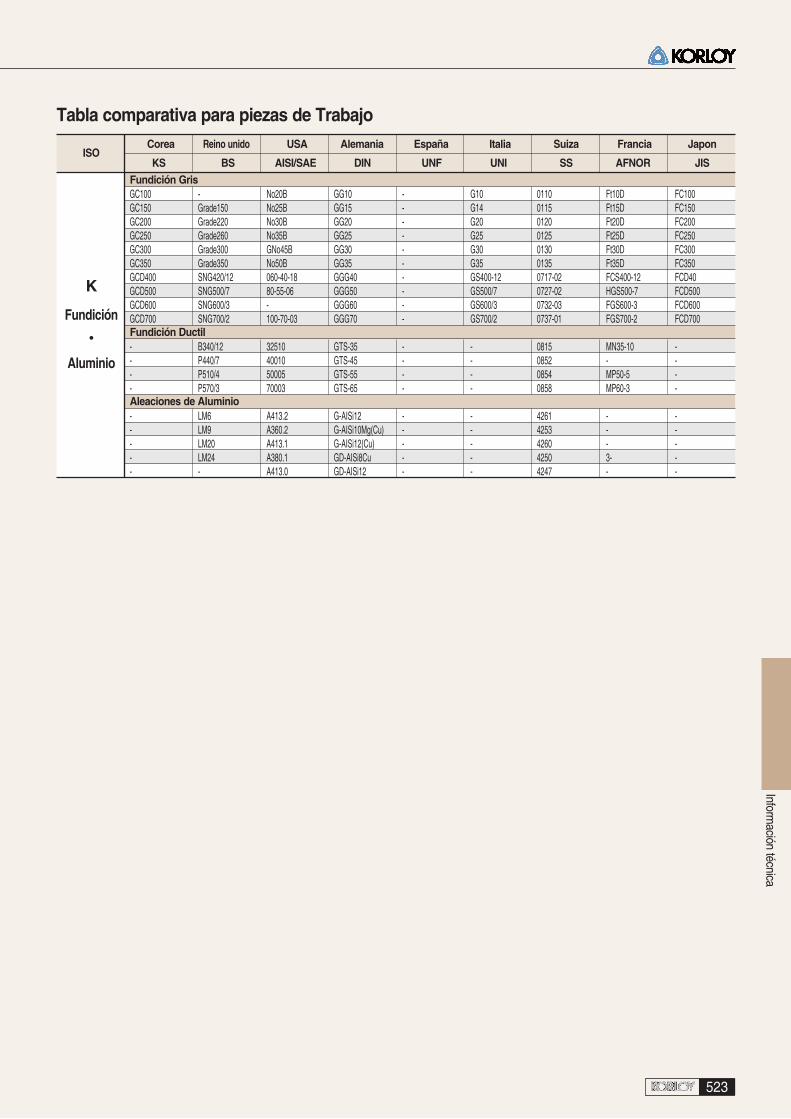
Tabla comparativa para piezas de Trabajo
ISOCorea Reino unido USA Alemania España Italia Suiza Francia Japon
KS BS AISI/SAE DIN UNF UNI SS AFNOR JISFundición GrisGC100GC150GC200GC250GC300GC350GCD400GCD500GCD600GCD700
----
-----
-Grade150Grade220Grade260Grade300Grade350SNG420/12SNG500/7SNG600/3SNG700/2
B340/12P440/7P510/4P570/3
LM6LM9LM20LM24-
No20BNo25BNo30BNo35BGNo45BNo50B060-40-1880-55-06-100-70-03
32510400105000570003
A413.2A360.2A413.1A380.1A413.0
GG10GG15GG20GG25GG30GG35GGG40GGG50GGG60GGG70
GTS-35GTS-45GTS-55GTS-65
G-AISi12G-AISi10Mg(Cu)G-AISi12(Cu)GD-AISi8CuGD-AISi12
----------
----
-----
G10G14G20G25G30G35GS400-12GS500/7GS600/3GS700/2
----
-----
0110011501200125013001350717-020727-020732-030737-01
0815085208540858
42614253426042504247
Ft10DFt15DFt20DFt25DFt30DFt35DFCS400-12HGS500-7FGS600-3FGS700-2
MN35-10-MP50-5MP60-3
---3--
FC100FC150FC200FC250FC300FC350FCD40FCD500FCD600FCD700
----
-----
K
Fundición
Aluminio
Fundición Ductil
Aleaciones de Aluminio
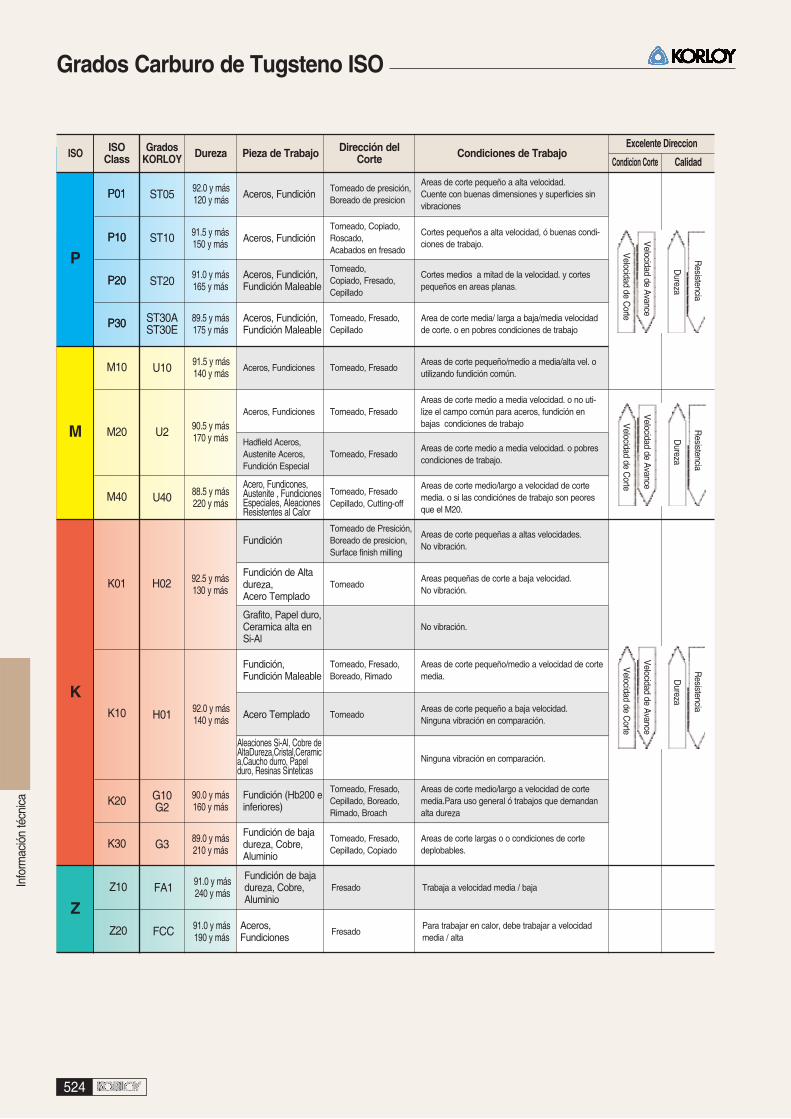
Grados Carburo de Tugsteno ISO
Info
rmac
ión
técn
ica
524
ISO ISOClass
GradosKORLOY Dureza Pieza de Trabajo Dirección del
Corte Condiciones de TrabajoExcelente Direccion
Condicion Corte Calidad
P
P01
P10
P20
P30
P01
P10
P20
P30
ST05
ST10
ST20
ST30AST30E
92.0 y más 120 y más
91.5 y más 150 y más
91.0 y más 165 y más
89.5 y más 175 y más
Aceros, Fundición
Aceros, Fundición
Aceros, Fundición,Fundición Maleable
Aceros, Fundición,Fundición Maleable
Torneado de presición,Boreado de presicion
Torneado, Copiado,Roscado,Acabados en fresado
Torneado, Copiado, Fresado,Cepillado
Torneado, Fresado,Cepillado
Areas de corte pequeño a alta velocidad.Cuente con buenas dimensiones y superficies sinvibraciones
Cortes pequeños a alta velocidad, ó buenas condi-ciones de trabajo.
Cortes medios a mitad de la velocidad. y cortespequeños en areas planas.
Area de corte media/ larga a baja/media velocidadde corte. o en pobres condiciones de trabajo
K01
K10
H02 92.5 y más 130 y más
Fundición
Fundición de Altadureza, Acero Templado
Grafito, Papel duro,Ceramica alta enSi-Al
Fundición,Fundición Maleable
Torneado de Presición,Boreado de presicion,Surface finish milling
Torneado
Torneado, Fresado,Boreado, Rimado
Areas de corte pequeñas a altas velocidades. No vibración.
Areas pequeñas de corte a baja velocidad.No vibración.
No vibración.
Areas de corte pequeño/medio a velocidad de cortemedia.
K20
K30
H01
G10G2
G3
92.0 y más 140 y más
90.0 y más 160 y más
89.0 y más 210 y más
Acero Templado
Aleaciones Si-Al, Cobre deAltaDureza,Cristal,Ceramica,Caucho durro, Papelduro, Resinas Sinteticas
Fundición (Hb200 einferiores)
Fundición de bajadureza, Cobre,Aluminio
Torneado
Torneado, Fresado,Cepillado, Boreado,Rimado, Broach
Torneado, Fresado,Cepillado, Copiado
Areas de corte pequeño a baja velocidad.Ninguna vibración en comparación.
Ninguna vibración en comparación.
Areas de corte medio/largo a velocidad de cortemedia.Para uso general ó trabajos que demandanalta dureza
Areas de corte largas o o condiciones de cortedeplobables.
M10
M20
M40
U10
U2
U40
91.5 y más 140 y más
90.5 y más 170 y más
88.5 y más 220 y más
Aceros, Fundiciones
Aceros, Fundiciones
Hadfield Aceros,Austenite Aceros,Fundición Especial
Acero, Fundicones,Austenite , FundicionesEspeciales, AleacionesResistentes al Calor
Torneado, Fresado
Torneado, Fresado
Torneado, Fresado
Torneado, FresadoCepillado, Cutting-off
Areas de corte pequeño/medio a media/alta vel. outilizando fundición común.
Areas de corte medio a media velocidad. o no uti-lize el campo común para aceros, fundición enbajas condiciones de trabajo
Areas de corte medio a media velocidad. o pobrescondiciones de trabajo.
Areas de corte medio/largo a velocidad de cortemedia. o si las condiciónes de trabajo son peoresque el M20.
M
K
Z
Velocidad de Corte
Velocidad de Avance
Dureza
Resistencia
Velocidad de Corte
Velocidad de Avance
Dureza
Resistencia
Velocidad de Corte
Velocidad de Avance
Dureza
Resistencia
Z10
Z20
FA1
FCC
91.0 y más 240 y más
91.0 y más 190 y más
Fundición de bajadureza, Cobre,Aluminio
Aceros,Fundiciones
Fresado
Fresado
Trabaja a velocidad media / baja
Para trabajar en calor, debe trabajar a velocidadmedia / alta
Información técnica
525
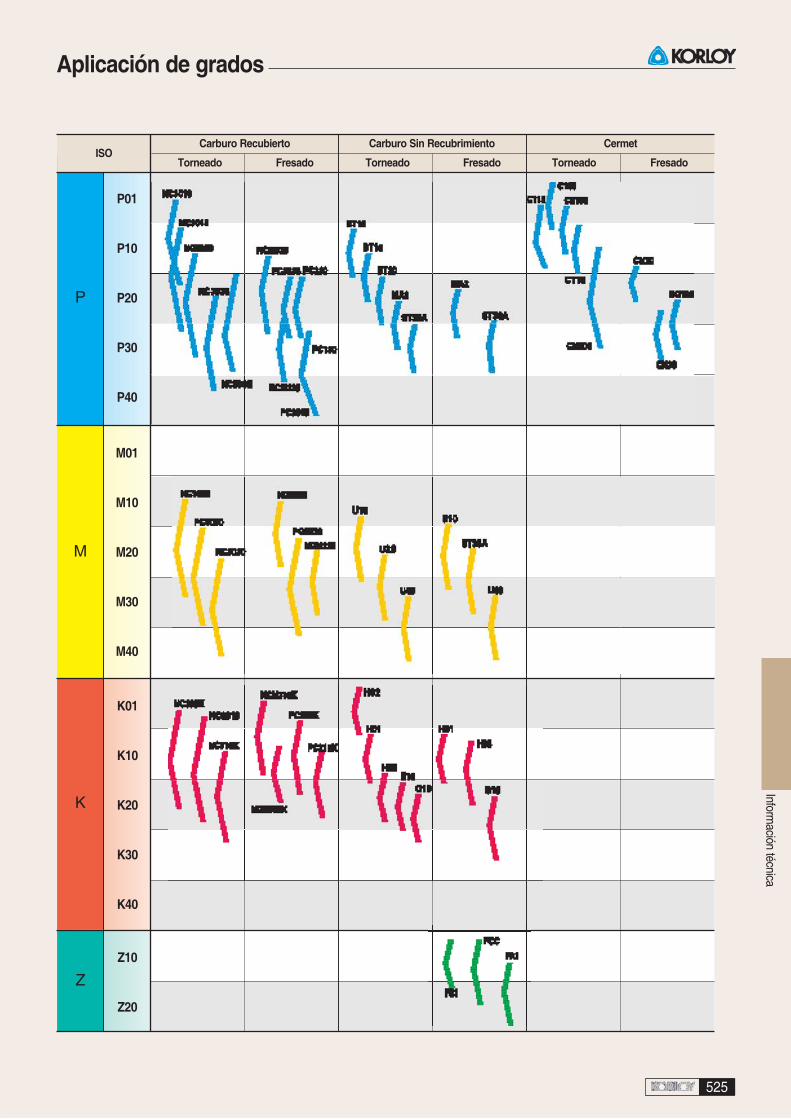
Aplicación de grados
ISOCarburo Recubierto Carburo Sin Recubrimiento Cermet
Torneado Fresado Torneado Fresado Torneado Fresado
P
P01
P10
P20
P30
P40
M01
M10
M20
M30
M40
K01
K10
K20
K30
K40
Z10
Z20
M
K
Z
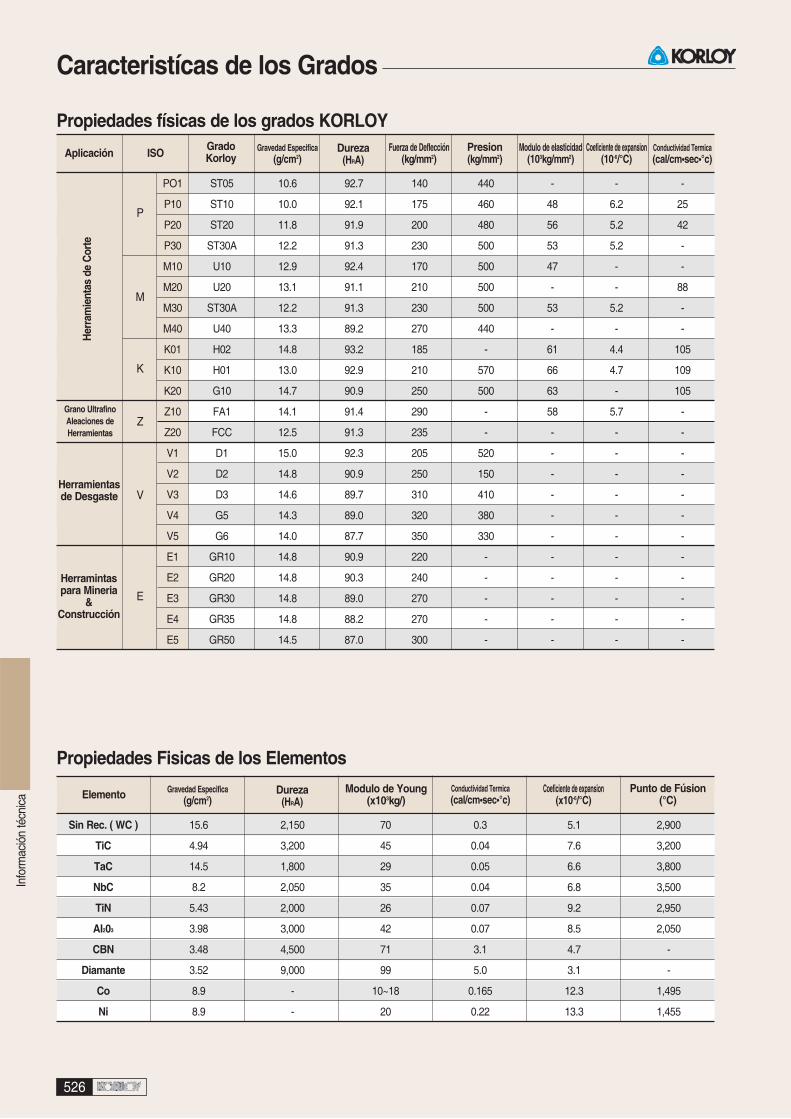
Caracteristícas de los Grados
Propiedades físicas de los grados KORLOY
Propiedades Fisicas de los Elementos
Info
rmac
ión
técn
ica
526
Aplicación ISOGradoKorloy
Gravedad Especifica(g/cm2)
Dureza(HRA)
Fuerza de Deflección(kg/mm2)
Presion(kg/mm2)
Modulo de elasticidad(103kg/mm2)
Coeficiente de expansion(10-6/°C)
Conductividad Termica(cal/cm•sec•°c)
Her
ram
ient
as d
e C
orte
P
M
K
Z
V
E
Grano Ultrafino Aleaciones deHerramientas
Herramientasde Desgaste
Herramintaspara Mineria
&Construcción
PO1 ST05 10.6 92.7 140 440 - - -
P10 ST10 10.0 92.1 175 460 48 6.2 25
P20 ST20 11.8 91.9 200 480 56 5.2 42
P30 ST30A 12.2 91.3 230 500 53 5.2 -
M10 U10 12.9 92.4 170 500 47 - -
M20 U20 13.1 91.1 210 500 - - 88
M30 ST30A 12.2 91.3 230 500 53 5.2 -
M40 U40 13.3 89.2 270 440 - - -
K01 H02 14.8 93.2 185 - 61 4.4 105
K10 H01 13.0 92.9 210 570 66 4.7 109
K20 G10 14.7 90.9 250 500 63 - 105
Z10 FA1 14.1 91.4 290 - 58 5.7 -
Z20 FCC 12.5 91.3 235 - - - -
V1 D1 15.0 92.3 205 520 - - -
V2 D2 14.8 90.9 250 150 - - -
V3 D3 14.6 89.7 310 410 - - -
V4 G5 14.3 89.0 320 380 - - -
V5 G6 14.0 87.7 350 330 - - -
E1 GR10 14.8 90.9 220 - - - -
E2 GR20 14.8 90.3 240 - - - -
E3 GR30 14.8 89.0 270 - - - -
E4 GR35 14.8 88.2 270 - - - -
E5 GR50 14.5 87.0 300 - - - -
Elemento Gravedad Especifica(g/cm2)
Dureza(HRA)
Modulo de Young(x103kg/)
Conductividad Termica(cal/cm•sec•°c)
Coeficiente de expansion(x10-6/°C)
Punto de Fúsion(°C)
Sin Rec. ( WC ) 15.6 2,150 70 0.3 5.1 2,900
TiC 4.94 3,200 45 0.04 7.6 3,200
TaC 14.5 1,800 29 0.05 6.6 3,800
NbC 8.2 2,050 35 0.04 6.8 3,500
TiN 5.43 2,000 26 0.07 9.2 2,950
AI203 3.98 3,000 42 0.07 8.5 2,050
CBN 3.48 4,500 71 3.1 4.7 -
Diamante 3.52 9,000 99 5.0 3.1 -
Co 8.9 - 10~18 0.165 12.3 1,495
Ni 8.9 - 20 0.22 13.3 1,455
Información técnica
527
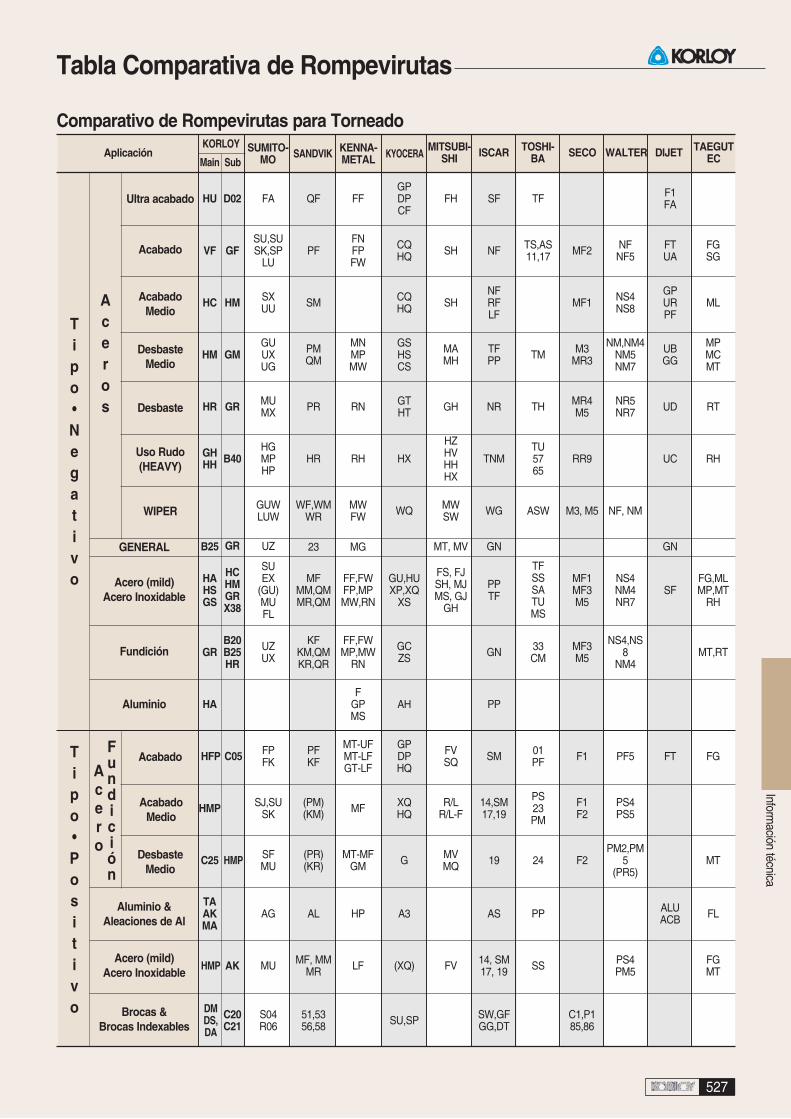
Comparativo de Rompevirutas para Torneado
Tabla Comparativa de Rompevirutas
Aplicación SUMITO-MO SANDVIK KENNA-
METAL
HU D02 FA QF FFGPDPCF
FH SF TF F1FA
VF GFSU,SUSK,SP
LUPF
FNFPFW
CQHQ SH NF TS,AS
11,17NFNF5
FGSGMF2 FT
UA
HC HM SXUU SM CQ
HQ SHNFRFLF
NS4NS8 MLMF1
GPURPF
HM GMGUUXUG
PMQM
MNMPMW
GSHSCS
MAMH
TFPP TM
NM,NM4NM5NM7
MPMCMT
M3MR3
UBGG
HR GR MUMX PR RN GT
HT GH NR TH NR5NR7 RTMR4
M5 UD
GHHH B40
HGMPHP
HR RH HX
HZHVHHHX
TNMTU5765
RHRR9 UC
GUWLUW
WF,WMWR
MWFW WQ MW
SW WG ASW NF, NMM3, M5
B25 GR UZ 23 MG MT, MV GN GN
HAHSGS
HCHMGRX38
SUEX
(GU)MUFL
MFMM,QMMR,QM
FF,FWFP,MPMW,RN
GU,HUXP,XQ
XS
FS, FJSH, MJMS, GJ
GH
PPTF
TFSSSATUMS
NS4NM4NR7
FG,MLMP,MT
RH
MF1MF3M5
SF
GRB20B25HR
UZUX
KFKM,QMKR,QR
FF,FWMP,MW
RN
GCZS GN 33
CM
NS4,NS8
NM4MT,RTMF3
M5
HAF
GPMS
AH PP
HFP C05 FPFK
PFKF
MT-UFMT-LFGT-LF
GPDPHQ
FVSQ SM 01
PF PF5 FGF1 FT
HMP SJ,SUSK
(PM)(KM) MF XQ
HQR/L
R/L-F14,SM17,19
PS23PM
PS4PS5
F1F2
C25 HMP SFMU
(PR)(KR)
MT-MFGM G MV
MQ 19 24PM2,PM
5(PR5)
MTF2
TAAKMA
AG AL HP A3 AS PP FLALUACB
HMP AK MU MF, MMMR LF (XQ) FV 14, SM
17, 19 SS PS4PM5
FGMT
DMDS,DA
C20C21
S04R06
51,5356,58 SU,SP SW,GF
GG,DTC1,P185,86
KYOCERAMITSUBI-
SHI ISCAR TOSHI-BA SECO WALTER DIJET TAEGUT
ECKORLOY
Main Sub
Tipo•Negativo
Tipo•Positivo
Aceros
Fundición
Acero
Ultra acabado
WIPER
Acabado
AcabadoMedio
DesbasteMedio
GENERAL
Acero (mild)Acero Inoxidable
Fundición
Aluminio
Brocas & Brocas Indexables
Acero (mild)Acero Inoxidable
Aluminio &Aleaciones de Al
Uso Rudo(HEAVY)
Desbaste
DesbasteMedio
AcabadoMedio
Acabado
SUMITOMOCarburoSin Rec.
ST10P
ST20E
A30
ST40E
U10E
U2
A30
A40
H01
G10E
AC700G
AC900G
AC2000
AC3000
AC304
AC3000
AC300G
EH510ZH
AC500G
EH520ZH
AC700G
T110A
T2000ZH
T1200AT130ACN8000
CarburoRecubierto CERMET
KYOCERACarburoSin Rec.
PW30
KW10H
CA5505CR7015CA5515
CR7025CA5525CA5025CA5535
CA6015PR905H
PR915H
PR930H
CA4010CA4110
CA4125CR7015PR610H
TN30
PV30H
TN60TN6020PV60HTN90
CarburoRecubierto CERMET
ISCARCarburoSin Rec.
IC50M
IC54
IC4
IC20
IC28
IC8048IC9105IC9015IC9250IC9025IC656IC9350IC9054IC635
IC9025
IC3028H
IC9015
IC4028
IC20N
IC520N
IC30N
IC530N
CarburoRecubierto CERMET
SANDVIKCarburoSin Rec.
S1P
SM30
S30T
S6
H13A
H10F
H1P
H10F
GC4005
GC4015
GC4025GC4225
GC4035GC2015
GC2025
GC2035H
GC3205
GC3210
GC3215
CT5015
CT525
GC1525H
CarburoRecubierto CERMET
SECOCarburoSin Rec.
TTX
TTM
TTR
AT10
AT15
TTR
THM
THR
TP1000
TP2000
TP3000
TP400
CP500H
TK1000
TK2000
CM
C15M
CarburoRecubierto CERMET
KENNAMETALCarburoSin Rec.
K45
KM
K420
K2885
K2S
K68
K8735
KC9105KC9110
KC9115
KC9125
KC9240KC9245KC9215
KC5010H
KC9245
KC5025H
KC9315
KC9325
KC7310H
HT2
KT125
HT5
KT175
KT195M
CarburoRecubierto CERMET
TOSHIBACarburoSin Rec.
TX10S
TX20
TX30
TX40
TU10
TU20
TU40
TH03
TH10
KS20
T9005
T9015
T9025
T9035TC930
T6020
T6030
T5010
T5020
NS520
GT530H
NS530
NS540N308
CN200
CarburoRecubierto CERMET
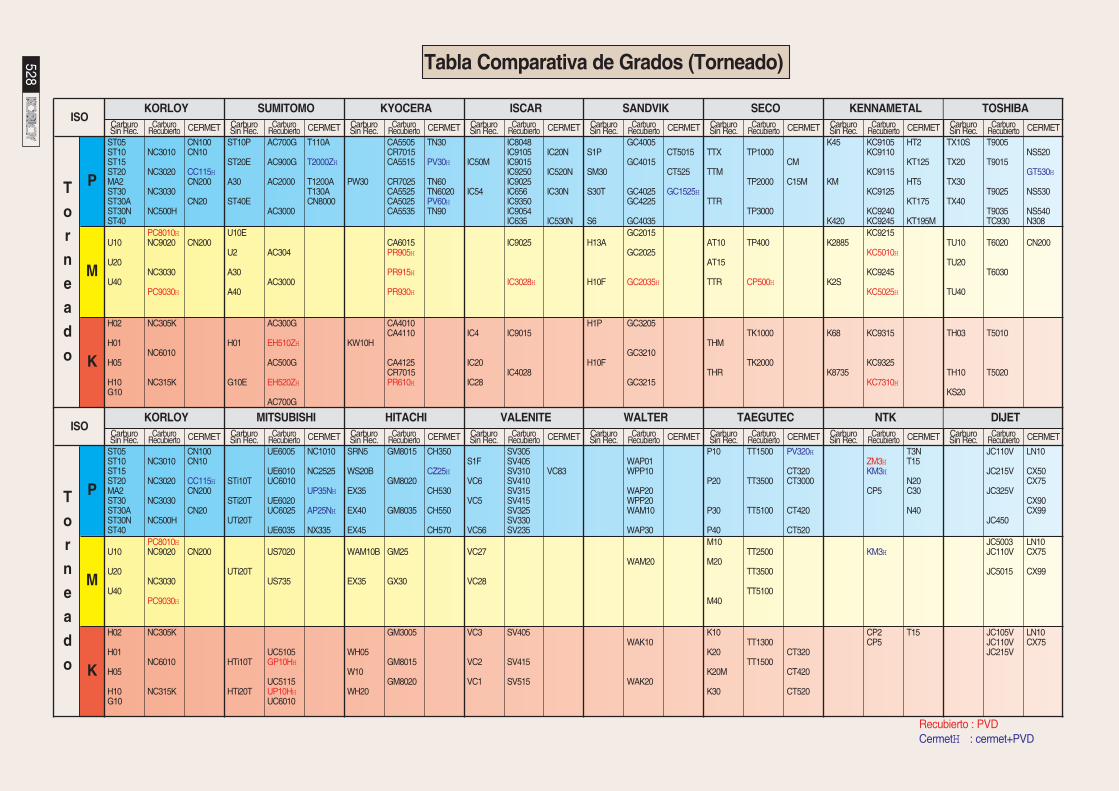
528
Tabla Comparativa de Grados (Torneado)
T
o
r
n
e
a
d
o
P
M
K
KORLOYCarburoSin Rec.
ST05ST10ST15ST20MA2ST30ST30AST30NST40
U10
U20
U40
H02
H01
H05
H10G10
NC3010
NC3020
NC3030
NC500H
PC8010HNC9020
NC3030
PC9030H
NC305K
NC6010
NC315K
CN100CN10
CC115HCN200
CN20
CN200
CarburoRecubierto CERMET
ISO
Recubierto : PVDCermetH : cermet+PVD
*
MITSUBISHICarburoSin Rec.
STi10T
STi20T
UTi20T
UTi20T
HTi10T
HTi20T
UE6005
UE6010UC6010
UE6020UC6025
UE6035
US7020
US735
UC5105GP10HH
UC5115UP10HHUC6010
NC1010
NC2525
UP35NH
AP25NH
NX335
CarburoRecubierto CERMET
HITACHICarburoSin Rec.
SRN5
WS20B
EX35
EX40
EX45
WAM10B
EX35
WH05
W10
WH20
GM8015
GM8020
GM8035
GM25
GX30
GM3005
GM8015
GM8020
CH350
CZ25H
CH530
CH550
CH570
CarburoRecubierto CERMET
VALENITECarburoSin Rec.
S1F
VC6
VC5
VC56
VC27
VC28
VC3
VC2
VC1
SV305SV405SV310SV410SV315SV415SV325SV330SV235
SV405
SV415
SV515
VC83
CarburoRecubierto CERMET
WALTERCarburoSin Rec.
WAP01WPP10
WAP20WPP20WAM10
WAP30
WAM20
WAK10
WAK20
CarburoRecubierto CERMET
TAEGUTECCarburoSin Rec.
P10
P20
P30
P40M10
M20
M40
K10
K20
K20M
K30
TT1500
TT3500
TT5100
TT2500
TT3500
TT5100
TT1300
TT1500
PV320H
CT320CT3000
CT420
CT520
CT320
CT420
CT520
CarburoRecubierto CERMET
NTKCarburoSin Rec.
ZM3HKM3H
CP5
KM3H
CP2CP5
T3NT15
N20C30
N40
T15
CarburoRecubierto CERMET
DIJETCarburoSin Rec.
JC110V
JC215V
JC325V
JC450
JC5003JC110V
JC5015
JC105VJC110VJC215V
LN10
CX50CX75
CX90CX99
LN10CX75
CX99
LN10CX75
CarburoRecubierto CERMET
T
o
r
n
e
a
d
o
P
M
K
KORLOYCarburoSin Rec.
ST05ST10ST15ST20MA2ST30ST30AST30NST40
U10
U20
U40
H02
H01
H05
H10G10
NC3010
NC3020
NC3030
NC500H
PC8010HNC9020
NC3030
PC9030H
NC305K
NC6010
NC315K
CN100CN10
CC115HCN200
CN20
CN200
CarburoRecubierto CERMET
ISO
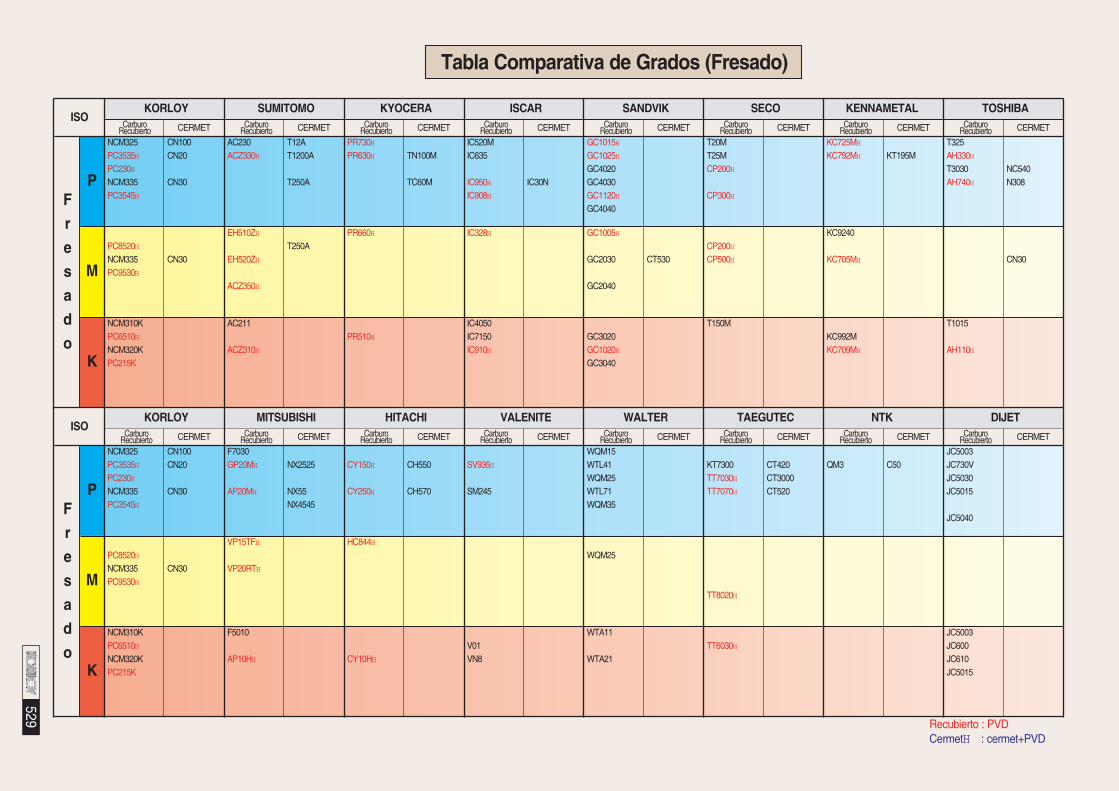
529
Tabla Comparativa de Grados (Fresado)
F
r
e
s
a
d
o
P
M
K
KORLOY
NCM325PC3535HPC230HNCM335PC3545H
PC8520HNCM335PC9530H
NCM310KPC6510HNCM320KPC215K
CN100CN20
CN30
CN30
CarburoRecubierto CERMET
ISO
Recubierto : PVDCermetH : cermet+PVD
*
F
r
e
s
a
d
o
P
M
K
ISO
SUMITOMO
AC230ACZ330H
EH510ZH
EH520ZH
ACZ350H
AC211
ACZ310H
T12AT1200A
T250A
T250A
CarburoRecubierto CERMET
KYOCERA
PR730HPR630H
PR660H
PR510H
TN100M
TC60M
CarburoRecubierto CERMET
ISCAR
IC520MIC635
IC950HIC908H
IC328H
IC4050IC7150IC910H
IC30N
CarburoRecubierto CERMET
SANDVIK
GC1015HGC1025HGC4020GC4030GC1120HGC4040
GC1005H
GC2030
GC2040
GC3020GC1020HGC3040
CT530
CarburoRecubierto CERMET
SECO
T20MT25MCP200H
CP300H
CP200HCP500H
T150M
CarburoRecubierto CERMET
KENNAMETAL
KC725MH
KC792MH
KC9240
KC705MH
KC992MKC709MH
KT195M
CarburoRecubierto CERMET
TOSHIBA
T325AH330HT3030AH740H
T1015
AH110H
NC540N308
CN30
CarburoRecubierto CERMET
KORLOY
NCM325PC3535HPC230HNCM335PC3545H
PC8520HNCM335PC9530H
NCM310KPC6510HNCM320KPC215K
CN100CN20
CN30
CN30
CarburoRecubierto CERMET
MITSUBISHI
F7030GP20MH
AP20MH
VP15TFH
VP20RTH
F5010
AP10HH
NX2525
NX55NX4545
CarburoRecubierto CERMET
HITACHI
CY150H
CY250H
HC844H
CY10HH
CH550
CH570
CarburoRecubierto CERMET
VALENITE
SV935H
SM245
V01VN8
CarburoRecubierto CERMET
WALTER
WQM15WTL41WQM25WTL71WQM35
WQM25
WTA11
WTA21
CarburoRecubierto CERMET
TAEGUTEC
KT7300TT7030HTT7070H
TT8020H
TT6030H
CT420CT3000CT520
CarburoRecubierto CERMET
NTK
QM3 C50
CarburoRecubierto CERMET
DIJET
JC5003JC730VJC5030JC5015
JC5040
JC5003JC600JC610JC5015
CarburoRecubierto CERMET