humidificaciÓn en la industria alimenticia...departamento de agricultura de los estados unidos,...
TRANSCRIPT

HUMIDIFICACIÓN EN LA INDUSTRIA ALIMENTICIA
Humidificación y enfriamiento evaporativo
Departamento de Agricultura de los Estados Unidos, EE.UU
Arnott’s Biscuits, Australia
Speedibake, Australia
Wide Bay Seedlings, Australia
Freelance Refrig & Air Con, Australia
Cavalier, Sudáfrica
Karan Beef, Sudáfrica
Lufafa Hatchery, Sudáfrica
HAAS do Brasil, Brasil
Nestlé, Brasil
Grupo Bimbo, Paraguay
Nestlé, Suiza
Lindt & Sprüngli, Suiza
Fromage de Gruyère, Suiza
LU, Francia
Delifrane, Francia
Atlantique Alimentaire, Francia
Glaces Thiriet, Francia
Warburtons, Reino Unido
Unilever, Reino Unido
Kerry Foods, Reino Unido
Nestlé, Reino Unido
Easibake Foods, Reino Unido
Arla Foods, Reino Unido
United Biscuits, Reino Unido
ABP Food Group, Irlanda
Euro Farm Foods, Irlanda
Sara Lee, Países Bajos
Nestlé, España
Hipp GmbH & Co. Produktion KG, Alemania
Astral Foods, Sudáfrica
Princes, Isla Mauricio
Vion Food, Alemania
Grupo Bimbo, México
Alsea, México
Grupo Jumex, México
Grupo Bimbo, Argentina
Grupo Bimbo, Colombia
Grupo Bimbo, Ecuador
Brioche Pasquier, Francia
Al-Hamd Agro Food Products, India
HMA Agro Industries, India
JS International, India
Dan Cake, Dinamarca
Tulip Food Company, Dinamarca
Arla Foods, Dinamarca
Lantmännen Unibake, Dinamarca
Danish Crown, Dinamarca
Barilla Rus, Rusia
Makheev, Rusia
Nestlé, Rusia
SMAK, Rusia
Karavay, Rusia
Quaker Oats, EE.UU
Allegro Coffee, EE.UU Damascus Bakery, EE.UU
American Crystal Sugar, EE.UUBridgeview, EE.UU
Southern Tea, EE.UU Tom Cat Bakery, EE.UU
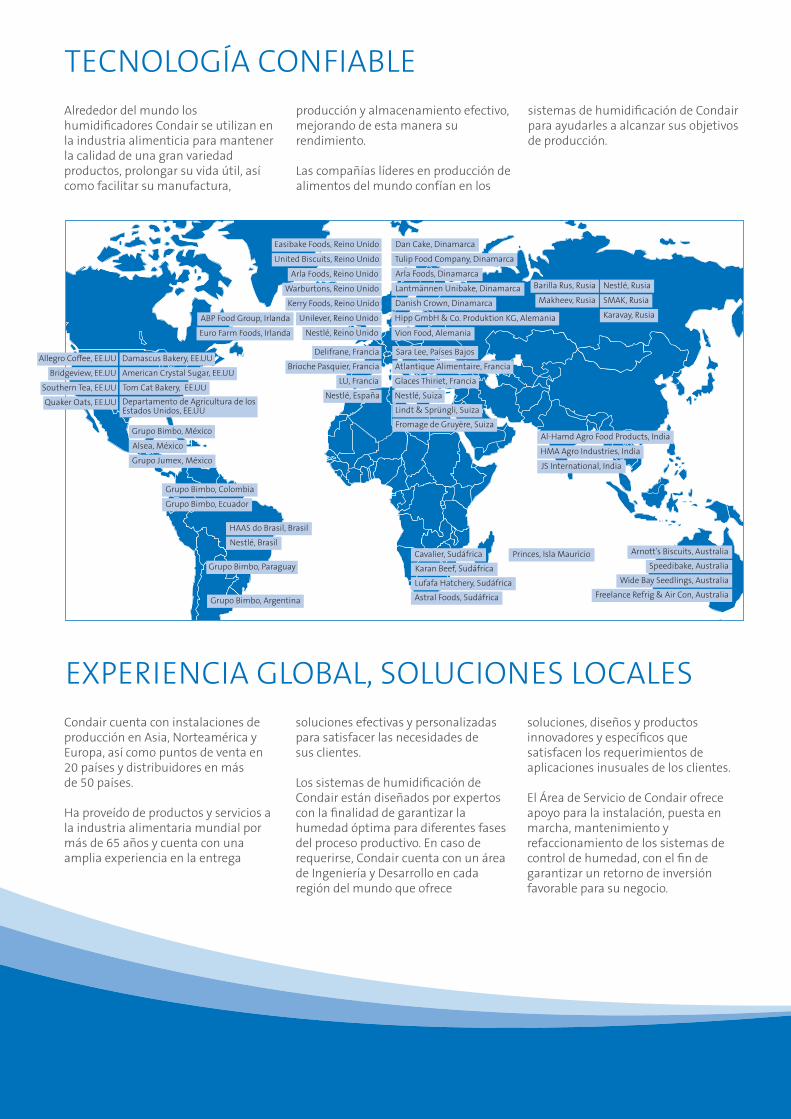
Alrededor del mundo loshumidificadores Condair se utilizan enla industria alimenticia para mantenerla calidad de una gran variedadproductos, prolongar su vida útil, asícomo facilitar su manufactura,
producción y almacenamiento efectivo,mejorando de esta manera surendimiento.
Las compañías líderes en producción dealimentos del mundo confían en los
sistemas de humidificación de Condairpara ayudarles a alcanzar sus objetivosde producción.
TECNOLOGÍA CONFIABLE
Condair cuenta con instalaciones deproducción en Asia, Norteamérica yEuropa, así como puntos de venta en20 países y distribuidores en más de 50 países.
Ha proveído de productos y servicios ala industria alimentaria mundial pormás de 65 años y cuenta con unaamplia experiencia en la entrega
soluciones efectivas y personalizadaspara satisfacer las necesidades de sus clientes.
Los sistemas de humidificación deCondair están diseñados por expertoscon la finalidad de garantizar lahumedad óptima para diferentes fasesdel proceso productivo. En caso derequerirse, Condair cuenta con un áreade Ingeniería y Desarrollo en cadaregión del mundo que ofrece
soluciones, diseños y productosinnovadores y específicos quesatisfacen los requerimientos deaplicaciones inusuales de los clientes.
El Área de Servicio de Condair ofreceapoyo para la instalación, puesta enmarcha, mantenimiento yrefaccionamiento de los sistemas decontrol de humedad, con el fin degarantizar un retorno de inversiónfavorable para su negocio.
EXPERIENCIA GLOBAL, SOLUCIONES LOCALES

UNA HUMEDAD ÓPTIMA MEJORALA PRODUCTIVIDADTodos los productos alimenticios tienen un nivel óptimo de humedad interna, el cual pierden cuando se exponen a unambiente menos húmedo, lo que los afecta negativamente reduciendo su peso, disminuyendo su calidad y apariencia,acortando su vida útil y afectando directamente la productividad, reduciendo así el rendimiento. Mantener en la atmósfera un nivel de humedad relativa ideal durante la producción y almacenamiento de alimentos,impide pérdidas indebidas de humedad en el producto. Adicionalmente, permite reacciones específicas favorables de uningrediente requerido en una producción exitosa.
Almacenamiento de cultivosLa mayor parte de la pérdida dehumedad de los cultivos vegetales seproduce cuando el producto se enfríainicialmente desde su temperatura decampo hasta su estado dealmacenamiento. Humidificarcorrectamente este proceso puedemejorar significativamente losrendimientos al reducir la pérdida depeso por evaporación, proporcionandobeneficios a largo plazo, ya que unmayor contenido de humedadmantiene la frescura y la apariencia del producto, además de prolongar suvida útil.
Maduración de quesosDiferentes quesos requieren diferentesniveles de humedad para unamaduración óptima, a veces variandoen ciertas etapas. La humedad relativaprecisa durante el proceso demaduración de los quesos garantizaráuna calidad constante del producto,evitará la deshidratación (mayorrendimiento), y brindará una mejorapariencia al producto final.
HorneadoCuanto mayor sea la humedad relativadurante la prueba de masa, más suaveserá la corteza exterior del productohorneado. Por lo tanto, el controlpreciso de la humedad durante lasetapas de fermentación y prueba de lamasa, es esencial para lograrcaracterísticas específicas y constantesdel producto. La humedad tambiénjuega un papel esencial en los hornos,ya que la cantidad de vapor de aguadentro afecta en gran medida laevaporación de la humedad y el tiempode cocción de un producto.
RastrosMantener una humedad muy altadurante el enfriamiento primario,reduce la pérdida de humedad de lascarcasas o canales a alrededor del 1%.Se requieren humidificadoresespecializados y un excelente diseñodel sistema para garantizar que lahumedad del aire se mantenga en lascámaras de refrigeración.
Maduración de las frutasPara la mayoría de las frutas, 90-95%HR(humedad relativa) es el nivel dehumedad ideal durante la maduración.La baja humedad dará lugar a pérdidasde la fruta por evaporación, menorrendimiento, menor vida útil y un peoraspecto físico.

Condair MX SAPI de C.V.Carretera Xilitla No.16 Int. 7, Col. Hacienda Grande, Tequisquiapan, Querétaro C.P. 76799Tel: 01-800-838-20-11 - Tel: +52 414-273-6213 - [email protected] - www.condair.mx
09/2019
Humidificador de agua y aire comprimido de JetSpray Humidificador de alta presión ML Princess
Humidificación por vapor vivo LS Humidificadores eléctricos de vapor Condair
Condair cuenta con una amplia gama deproductos de humidificación paraadaptarse a cualquier proceso defabricación de alimentos e instalación.Desde sistemas de pulverización oatomización que proporcionan humedaddirectamente a un cuarto o cámara,hasta sistemas en ductos que pueden
controlar la humedad dentro de unaunidad de tratamiento de aire.
Condair también ofrece una ampliagama de productos complementarios,como sistemas de tratamiento de agua,compresores de aire, bombas ymonitores de humedad.
HUMIDIFICACIÓN PARA LA INDUSTRIAALIMENTARIA
PIDA UNA CONSULTA EN SUS INSTALACIONES