herramientas y máquinas para reparación de carrocerías · pdf...
TRANSCRIPT

Herramientas y Máquinas para Reparación de Carrocerías
Herramientas y Máquinas para Reparación de Carrocerías
2
www.socintec.net
INVERTASPOT Equipo de Soldadura por Puntos
De Wielander and Schill
Es evidente que Wielander and Schill no reinventó la soldadura por puntos. Por lo
contrario, se rehusó a quedarse con el prototipo existente. Sus socios continuaron
investigando y desarrollando el tema, con el propósito de poder presentar hoy
nuevos productos a un nivel más alto, nunca antes alcanzado.
Todos conocemos las necesidades de los usuarios en sus talleres.
Todos buscan un equipo de soldadura por puntos con las siguientes
características:
§ Debe tener pistolas livianas e independientes tanto para el electropunto
como para las funciones propias del multispot
§ Debe ser práctico y cómodo para manejar
§ Debe poder ser utilizado en cualquier parte de la estructura del carro
§ Debe poder reproducir soldaduras como en fábrica y garantizar su
seguridad
§ Debe ser muy fácil de instalar y operar
§ Debe tener instrucciones y manual de procedimientos en el idioma del
usuario
§ Debe ser pequeño y compacto que abarque todas las funciones requeridas
en el taller
§ ¡Debe tener todas estas características y, sin embargo, ser ofrecido a un
precio muy favorable!
Herramientas y Máquinas para Reparación de Carrocerías
3
Nada de esto es nuevo. En el pasado, muchos fabricantes de equipos de
soldadura por puntos han tratado de cubrir estas características.
Hace años, aceptamos el nuevo producto de aluminio. Comprendimos que el lugar
de trabajo de aluminio necesitaba herramientas específicas y que los usuarios
tendrían que ser entrenados en cursos especiales y recibir su certificado de
competencia, si alcanzaban el nivel estándar.
También recordamos las palabras “... la industria del acero luchará contra la
industria del aluminio... para mantenerse en su puesto.”
Nadie creía que la Industria Automotriz adoptara tan rápidamente el uso del nuevo
acero de alta resistencia en tantos carros. Todos pensamos que este nuevo acero
sería utilizado solamente en vehículos de alta categoría y precio.
Desafortunadamente, estabamos equivocados.
Hoy tenemos un problema. No sólo debemos trabajar con los carros de lujo, sino
con los vehíc ulos utilitarios de producción masiva. Tenemos que trabajar en el
nuevo VW Polo, Ford, Mercedes, BMW, Peugeot, Citroen, Renault, Audi, Opel,
Fiat, Seat (esto no es sino una pequeña muestra).
Inicialmente, pensamos que el nuevo acero de alta resistencia sería utilizado
solamente en la zona de “no-reparación”. Los términos “zona de no -reparación”
significan que las áreas dañadas no podían ser reparadas y, por lo tanto, no se
necesitaban herramientas para reparar esas zonas. Pero, nuevamente estabamos
equivocados. Estas áreas tienen que ser reparadas y se necesitan herramientas
para ejecutar ese trabajo.
Ahora tenemos que mirar hacia delante y vencer este nuevo reto. Todo es muy
similar a las tareas que enfrentamos cuando empezamos a trabajar con aluminio.
Herramientas y Máquinas para Reparación de Carrocerías
4
En esa oportunidad, nos sentiamos muy preocupados con los problemas. Tuvimos
que educar el mercado e introducir las nuevas herramientas. Ahora que ya
entrenamos a los usuarios, estos confían en las reparaciones.
El mercado es ahora mucho más fácil, y los fabricantes de vehículos han decidido
empezar el siglo con el producto... Acero.
Si nos referimos a la reunión de expertos de julio de 1998, el Sr. Stegermann de
Tyssen le manifestó a todos ese día que “¡los talleres de carrocerías debían estar
preparados para el nuevo acero y los nuevos procedimientos!” ¡Fíjense, por favor,
en el signo de exclamación! “¡Y el nuevo acero también exige que los talleres
compren nuevas herramientas, máquinas y tecnologías!”
¿Usted piensa que hemos cometido errores en el pasado? ¿W+S ha vendido las
herramientas inadecuadas? ¿Seremos capaces de presentar a nuestros clientes la
nueva InvertaSpot, aunque ellos estén satisfechos con las máquinas Multispot?
¿Qué haremos con los clientes que compraron recientemente la M90?
El reto es la tecnología Inverter AT. Primero de una mirada al nuevo equipo y
convénzase. ¿Cuál es el secreto del nuevo equipo de soldadura por puntos
InvertaSpot y qué significa Inverter AT?
Corriente Alterna (AC) – Corriente Contínua (DC) – Tecnología Inverter AT
La corriente eléctrica, ya sea 415V, 380V ó 220V, ¡sale de los enchufes de la
pared! Las cosas esenciales son las mismas para todos nosotros. Pero, de la
manera en que influenciamos esa corriente depende nuestra efectividad.
Potencia (P) = Voltios (V) x Amperes (I) P = V x I
No podemos aumentar la potencia, pero podemos tratar de minimizar la pérdida
eléctrica en los componentes.
Herramientas y Máquinas para Reparación de Carrocerías
5
Tenemos alguna pérdida de electricidad desde el interior de los componentes
electrónicos, de las conexiones y, naturalmente, en los grandes transformadores.
Sin embargo, para todos nosotros, la mayor pérdida viene del interior de los cables
de soldadura gruesos. Especialmente la potencia de soldadura muy alta provoca
el calentamiento de los cables gruesos. A medida que los cables se calientan,
aumenta la resistencia eléctrica, creando más calor, el cual a su vez produce
soldaduras más débiles.
Hablemos acerca de los diferentes tipos de equipo de soldadura por puntos:
1. Corriente alterna (AC) 50Hz ó 60Hz con suministro de energía
bifásico:
La fabricación de máquinas de soldadura por puntos AC es relativamente barata.
La potencia es guiada por la vía más directa, hacia los brazos de los electrodos.
La muy exitosa Multispot M80 es un ejempo típico de soldadura con corriente AC,
bien conocido en todo el mundo.
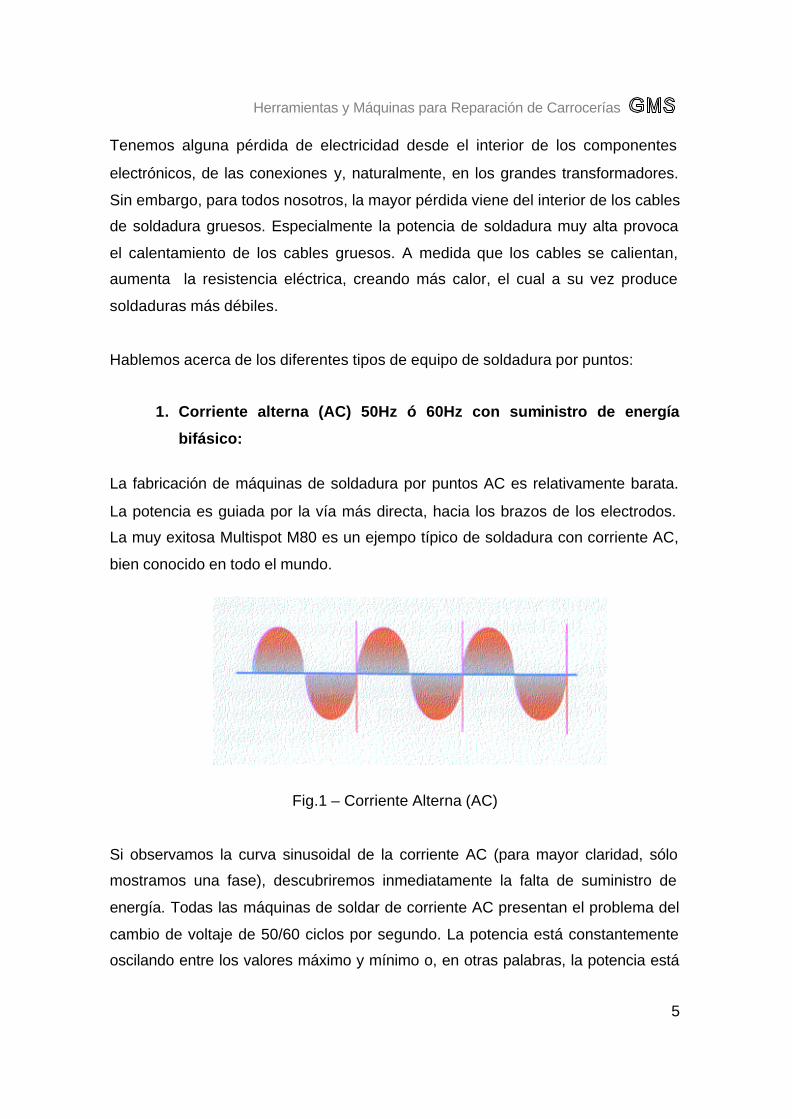
Fig.1 – Corriente Alterna (AC)
Si observamos la curva sinusoidal de la corriente AC (para mayor claridad, sólo
mostramos una fase), descubriremos inmediatamente la falta de suministro de
energía. Todas las máquinas de soldar de corriente AC presentan el problema del
cambio de voltaje de 50/60 ciclos por segundo. La potencia está constantemente
oscilando entre los valores máximo y mínimo o, en otras palabras, la potencia está
Herramientas y Máquinas para Reparación de Carrocerías
6
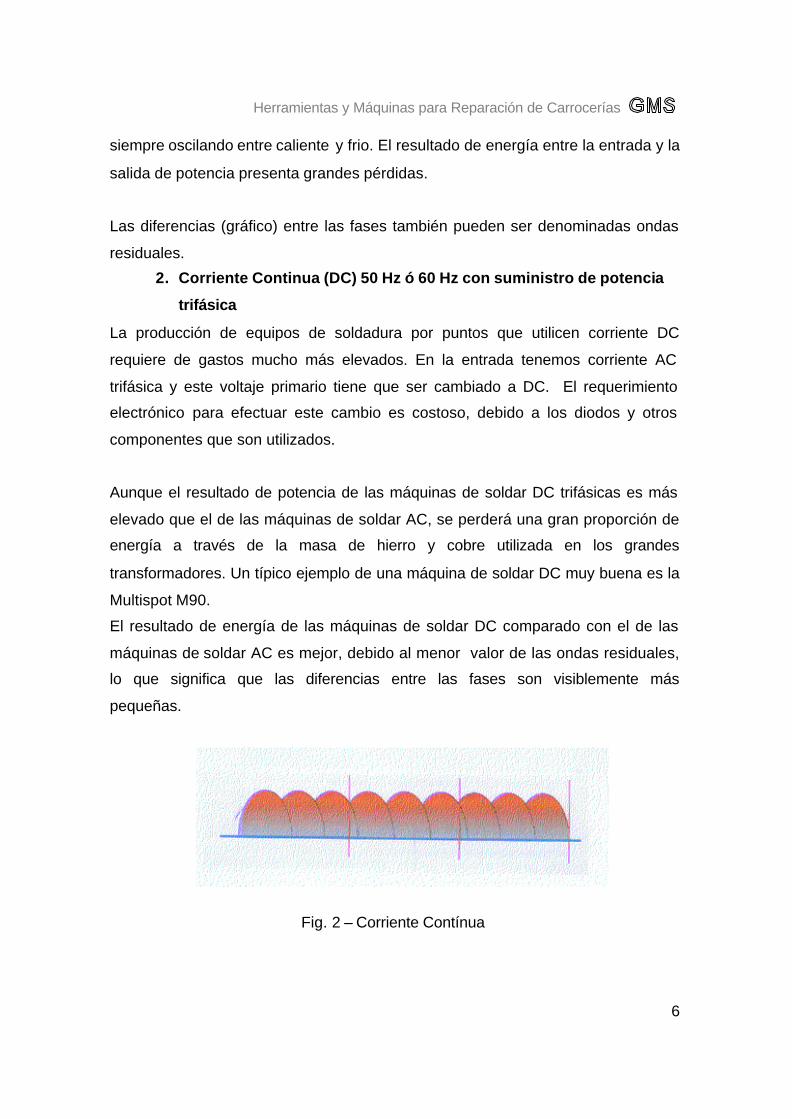
siempre oscilando entre caliente y frio. El resultado de energía entre la entrada y la
salida de potencia presenta grandes pérdidas.
Las diferencias (gráfico) entre las fases también pueden ser denominadas ondas
residuales.
2. Corriente Continua (DC) 50 Hz ó 60 Hz con suministro de potencia
trifásica
La producción de equipos de soldadura por puntos que utilicen corriente DC
requiere de gastos mucho más elevados. En la entrada tenemos corriente AC
trifásica y este voltaje primario tiene que ser cambiado a DC. El requerimiento
electrónico para efectuar este cambio es costoso, debido a los diodos y otros
componentes que son utilizados.
Aunque el resultado de potencia de las máquinas de soldar DC trifásicas es más
elevado que el de las máquinas de soldar AC, se perderá una gran proporción de
energía a través de la masa de hierro y cobre utilizada en los grandes
transformadores. Un típico ejemplo de una máquina de soldar DC muy buena es la
Multispot M90.
El resultado de energía de las máquinas de soldar DC comparado con el de las
máquinas de soldar AC es mejor, debido al menor valor de las ondas residuales,
lo que significa que las diferencias entre las fases son visiblemente más
pequeñas.
Fig. 2 – Corriente Contínua
Herramientas y Máquinas para Reparación de Carrocerías
7
3. Tecnlología Inverter. 1000 Hz con fuente de energía bifásica o
trifásica.
Todos sabemos que los robots soldadores que operan en la Indústria Automotriz
utilizan tecnología Inverter. Los brazos soldadores de los robots se mueven a alta
velocidad de un punto de soldadura a otro. Cualquier gramo adicional de volumen
y peso alteraría los movimientos precisos de estos robots. Si lo que se requiere es
la máxima potencia de soldadura con el mínimo peso y la mayor eficiencia,
entonces no se puede obviar la tecnología Inverter. Las ventajas técnicas y de
peso descubiertas en los procesos de fabricación del vehículo, pueden finalmente
ser utilizadas en los talleres de reparación de carrocerías.
Tecnología Inverter AT de W+S: Máquinas de soldar de frecuencia media
con 1000Hz.
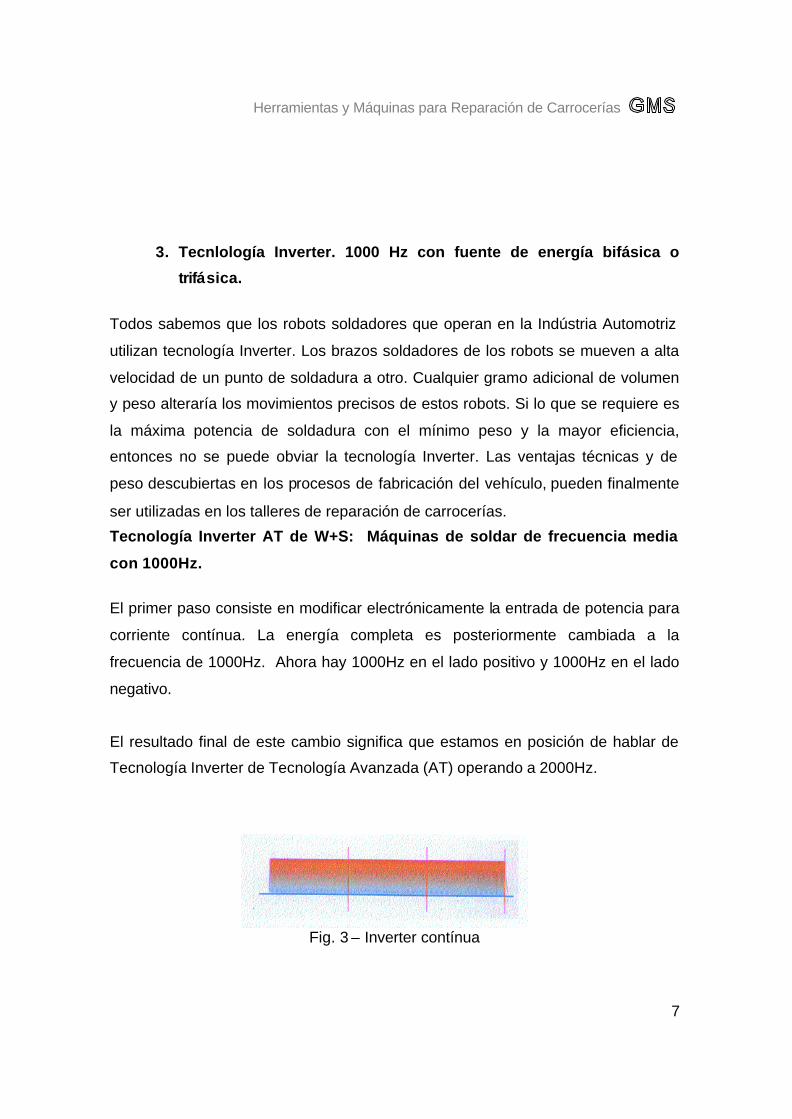
El primer paso consiste en modificar electrónicamente la entrada de potencia para
corriente contínua. La energía completa es posteriormente cambiada a la
frecuencia de 1000Hz. Ahora hay 1000Hz en el lado positivo y 1000Hz en el lado
negativo.
El resultado final de este cambio significa que estamos en posición de hablar de
Tecnología Inverter de Tecnología Avanzada (AT) operando a 2000Hz.
Fig. 3 – Inverter contínua
Herramientas y Máquinas para Reparación de Carrocerías
8
En resumen:
ü La Tecnología Inverter AT no tiene área fria.
ü Las ondas residuales no son relativamente importantes.
ü La Tecnología Inverter AT garantiza la máxima salida de potencia.
ü La potencia será administrada de la mejor manera a través de los
componentes.
ü Las máquinas de soldar con Tecnología Inverter AT son normalmente un
poco más costosas que las máquinas de soldar con corriente AC y DC,
debido al precio más elevado de sus componentes.
Tecnología Inverter AT de W+S: ¡éste el futuro!
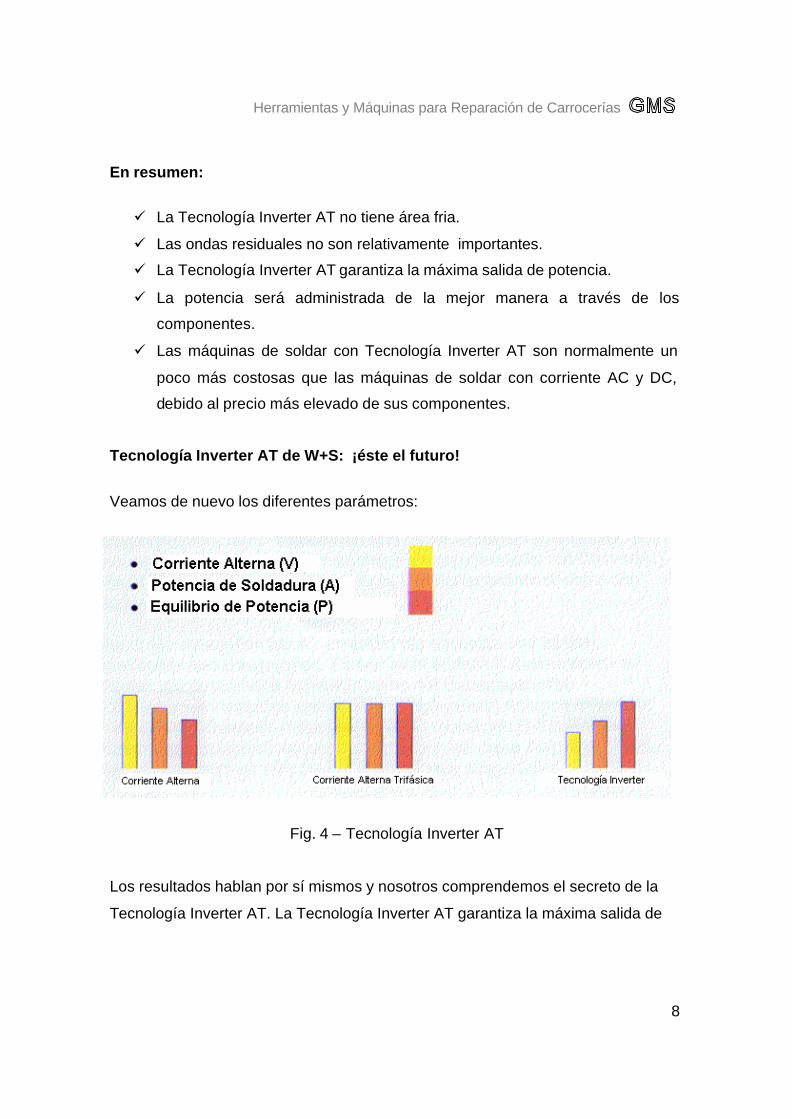
Veamos de nuevo los diferentes parámetros:
Fig. 4 – Tecnología Inverter AT
Los resultados hablan por sí mismos y nosotros comprendemos el secreto de la
Tecnología Inverter AT. La Tecnología Inverter AT garantiza la máxima salida de
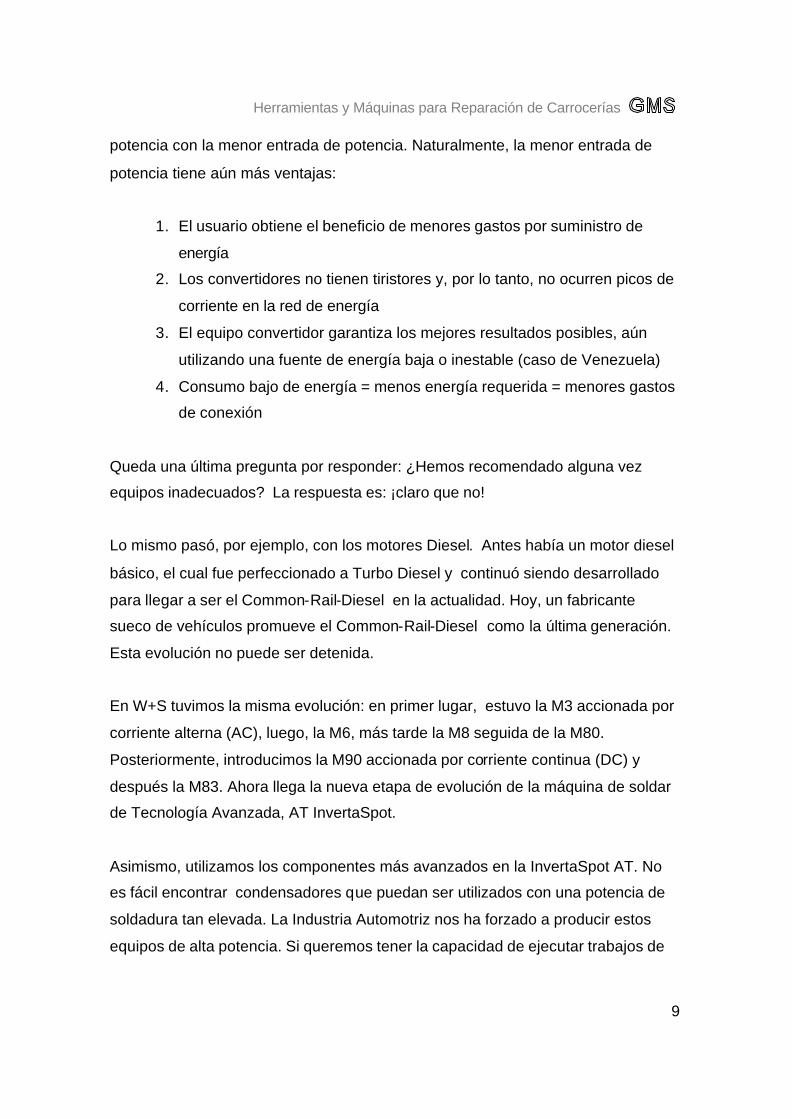
Herramientas y Máquinas para Reparación de Carrocerías
9
potencia con la menor entrada de potencia. Naturalmente, la menor entrada de
potencia tiene aún más ventajas:
1. El usuario obtiene el beneficio de menores gastos por suministro de
energía
2. Los convertidores no tienen tiristores y, por lo tanto, no ocurren picos de
corriente en la red de energía
3. El equipo convertidor garantiza los mejores resultados posibles, aún
utilizando una fuente de energía baja o inestable (caso de Venezuela)
4. Consumo bajo de energía = menos energía requerida = menores gastos
de conexión
Queda una última pregunta por responder: ¿Hemos recomendado alguna vez
equipos inadecuados? La respuesta es: ¡claro que no!
Lo mismo pasó, por ejemplo, con los motores Diesel. Antes había un motor diesel
básico, el cual fue perfeccionado a Turbo Diesel y continuó siendo desarrollado
para llegar a ser el Common-Rail-Diesel en la actualidad. Hoy, un fabricante
sueco de vehículos promueve el Common-Rail-Diesel como la última generación.
Esta evolución no puede ser detenida.
En W+S tuvimos la misma evolución: en primer lugar, estuvo la M3 accionada por
corriente alterna (AC), luego, la M6, más tarde la M8 seguida de la M80.
Posteriormente, introducimos la M90 accionada por corriente continua (DC) y
después la M83. Ahora llega la nueva etapa de evolución de la máquina de soldar
de Tecnología Avanzada, AT InvertaSpot.
Asimismo, utilizamos los componentes más avanzados en la InvertaSpot AT. No
es fácil encontrar condensadores que puedan ser utilizados con una potencia de
soldadura tan elevada. La Industria Automotriz nos ha forzado a producir estos
equipos de alta potencia. Si queremos tener la capacidad de ejecutar trabajos de
Herramientas y Máquinas para Reparación de Carrocerías
10
soldadura en piezas de carrocería fabricadas con acero de alta resistencia de la
más reciente generación, entonces, tenemos que dominar esos trabajos. Con la
InvertaSpot AT, podemos soldar esas áreas. Usted se sentirá satisfecho durante
muchos años.
Con el actual equipo de soldadura de resistencia por puntos, usted no puede
ejecutar sino aproximadamente 60-70% de todos los puntos de soldadura
posibles. Técnicamente, los sistemas AC están llegando a su fin. En equipamiento
de talleres, la tecnología de soldadura de resistencia por puntos simplemente se
ve ultrapasada por el más reciente acero de alta resistencia.
Si hubiéramos pretendido mejorar la calidad de la antigua maquinaria de
resistencia AC, habría sido necesario aumentar muchísimo el peso de cobre e
hierro de las máquinas de soldar. Más aún, la energía adicional producida sería
muy baja en relación a todo el trabajo adicional requerido.
Para la industria de fabricación de vehículos, el peso total de las tenazas de
soldadura por puntos podrá no constituir un problema porque todo está colgando
de contrapesos de alambre. ¡Pero, realmente, nadie puede esperar que los
mecánicos de carrocerías estén dispuestos a utilizar una pistola de electropunto
con un peso de 30, 50 kg, ó aún más!
Potencia de soldadura: máxima potencia de soldadura y raíz cuadrada media
(rms)
Debemos hablar también de algo muy importante. ¿Desde qué punto debe ser
medida la salida de potencia y cómo deben ser indicados estos valores?
Para la medición correcta de la salida de potencia, los valores deben ser tomados
lo más cerca posible del punto de soldadura; es decir, directamente en las puntas
de los electrodos.
Herramientas y Máquinas para Reparación de Carrocerías
11
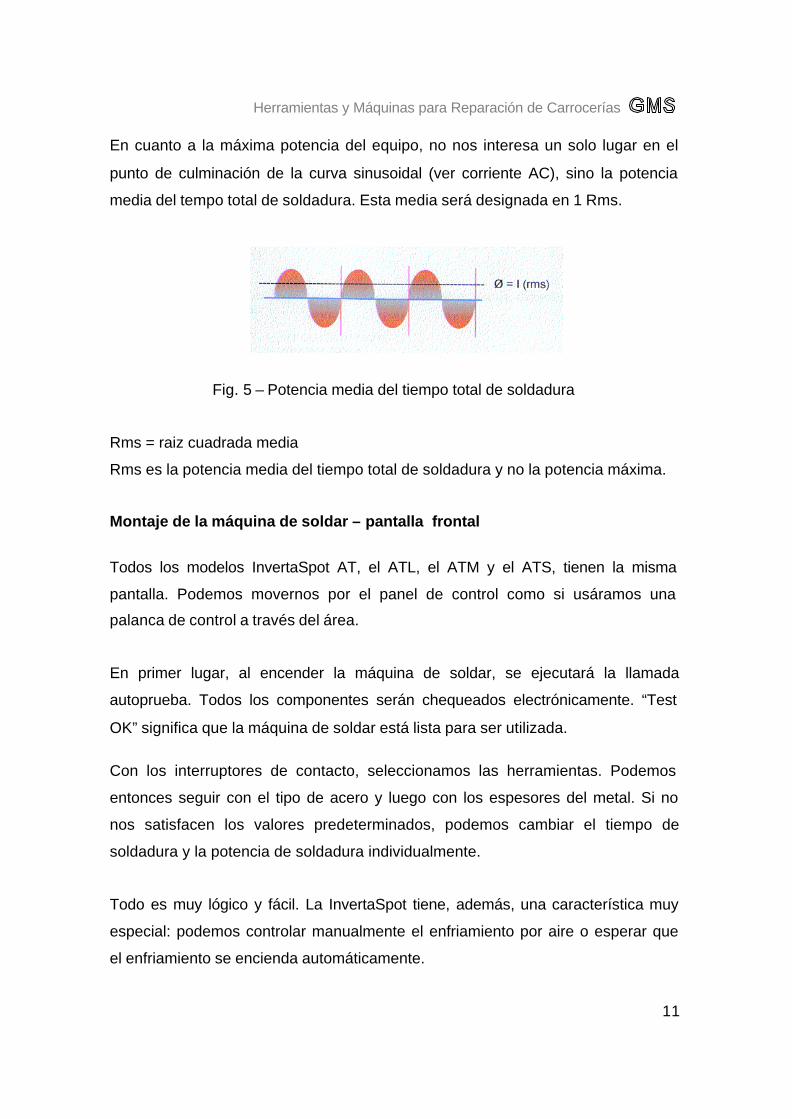
En cuanto a la máxima potencia del equipo, no nos interesa un solo lugar en el
punto de culminación de la curva sinusoidal (ver corriente AC), sino la potencia
media del tempo total de soldadura. Esta media será designada en 1 Rms.
Fig. 5 – Potencia media del tiempo total de soldadura
Rms = raiz cuadrada media
Rms es la potencia media del tiempo total de soldadura y no la potencia máxima.
Montaje de la máquina de soldar – pantalla frontal
Todos los modelos InvertaSpot AT, el ATL, el ATM y el ATS, tienen la misma
pantalla. Podemos movernos por el panel de control como si usáramos una
palanca de control a través del área.
En primer lugar, al encender la máquina de soldar, se ejecutará la llamada
autoprueba. Todos los componentes serán chequeados electrónicamente. “Test
OK” significa que la máquina de soldar está lista para ser utilizada.
Con los interruptores de contacto, seleccionamos las herramientas. Podemos
entonces seguir con el tipo de acero y luego con los espesores del metal. Si no
nos satisfacen los valores predeterminados, podemos cambiar el tiempo de
soldadura y la potencia de soldadura individualmente.
Todo es muy lógico y fácil. La InvertaSpot tiene, además, una característica muy
especial: podemos controlar manualmente el enfriamiento por aire o esperar que
el enfriamiento se encienda automáticamente.

Herramientas y Máquinas para Reparación de Carrocerías
12
La InvertaSpot tiene 45 programas de soldadura, conexión al Airpuller AP95 y
parámetros de soldadura para:
§ Acero normal
§ Acero con revestimiento de zinc
§ Acero de alta resistencia
Ajustes a la fuente de energía local
Sabemos que en todos los países existen algunos talleres con fuentes de energía
relativamente bajas. En tales casos, todas las máquinas de soldar InvertaSpot AT
podrán ser ajustadas a la fuente de energía local.
Este ajuste puede ser efectuado en el taller, durante el entrenamiento de los
soldadores. En aquellos casos en que las circunstancias cambien posteriormente,
el ajuste podrá ser modificado en cualquier momento (Ver Fig.6).
Fig. 6 – Pantalla frontal del modelo InvertaSpot
Herramientas y Máquinas para Reparación de Carrocerías
13
Selección del idioma – diagnóstico de errores
La InvertaSpot AT ofrece la posibilidad de trabajar en diferentes idiomas. De
manera fácil, mediante un interruptor de contacto, puede mostrar en pantalla:
§ Alemán
§ Inglés
§ Francés
§ Español
§ Italiano
§ Posibilidad de incluir otros idiomas
El tablero electrónico también nos informa si ocurren irregularidades durante el
tiempo de soldadura.
Pistola neumática de dos componentes con doble cilindro
¡Con una presión de aire de 8 bar y los brazos de electrodos cortos, tenemos una
presión de 305 daN en las puntas! Para brazos de electrodos largos, todavía hay
reservas suficientes.
Esta presión alta de la pistola tal vez no sea adecuada para todos los tipos de
acero o todos los tipos de chapas metálicas utilizadas en los vehículos. Es posible
que tenga que reducirse la presión de la pistola, al usar brazos de electrodo
cortos.
Si la presión de la pistola es demasiado alta cuando se usan los brazos cortos,
puede suceder que los resultados de soldadura no sean aceptables. Refiérase a
las intrucciones de trabajo, en las cuales encontrará los parámetros apropiados
que deben ser utilizados.
Herramientas y Máquinas para Reparación de Carrocerías
14
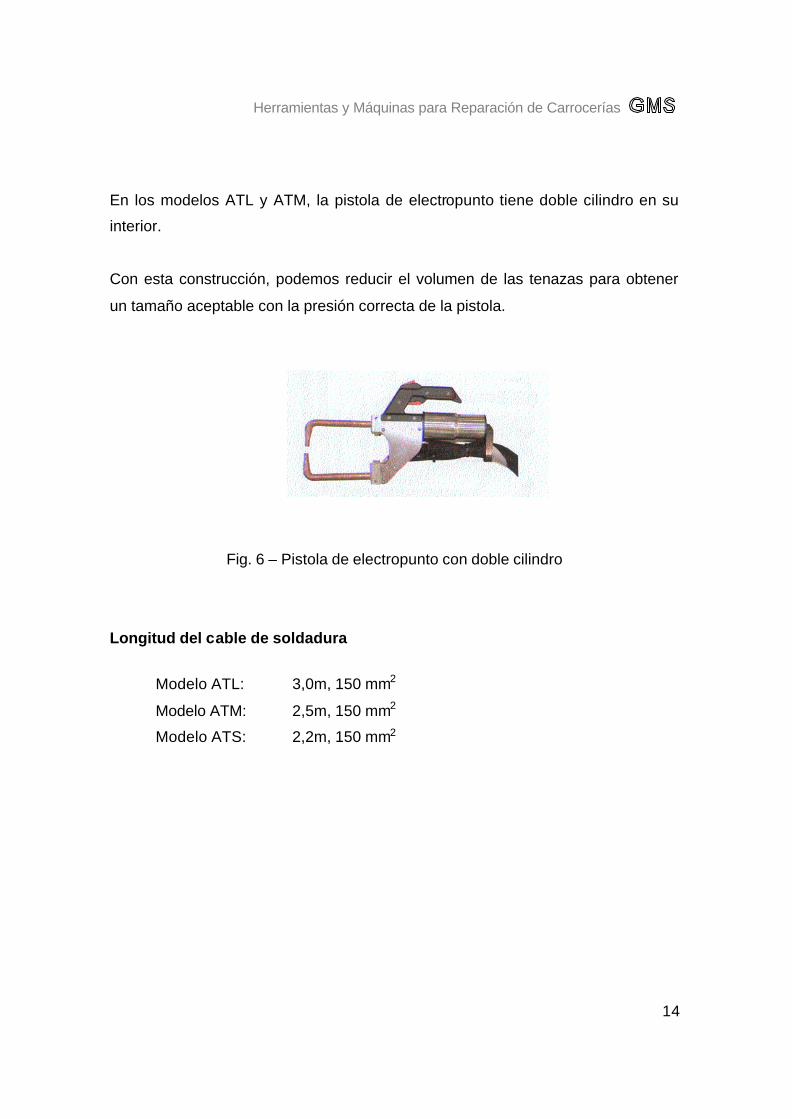
En los modelos ATL y ATM, la pistola de electropunto tiene doble cilindro en su
interior.
Con esta construcción, podemos reducir el volumen de las tenazas para obtener
un tamaño aceptable con la presión correcta de la pistola.
Fig. 6 – Pistola de electropunto con doble cilindro
Longitud del cable de soldadura
Modelo ATL: 3,0m, 150 mm2
Modelo ATM: 2,5m, 150 mm2
Modelo ATS: 2,2m, 150 mm2
Herramientas y Máquinas para Reparación de Carrocerías
15
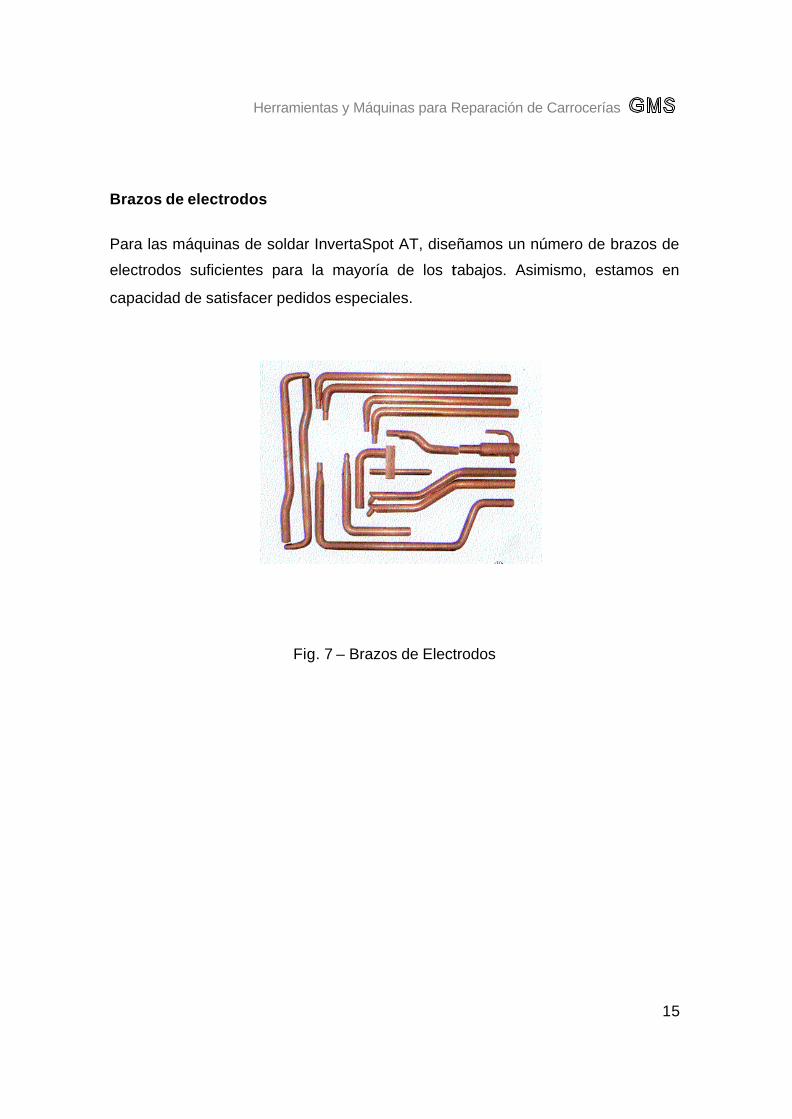
Brazos de electrodos
Para las máquinas de soldar InvertaSpot AT, diseñamos un número de brazos de
electrodos suficientes para la mayoría de los trabajos. Asimismo, estamos en
capacidad de satisfacer pedidos especiales.
Fig. 7 – Brazos de Electrodos
Herramientas y Máquinas para Reparación de Carrocerías
16
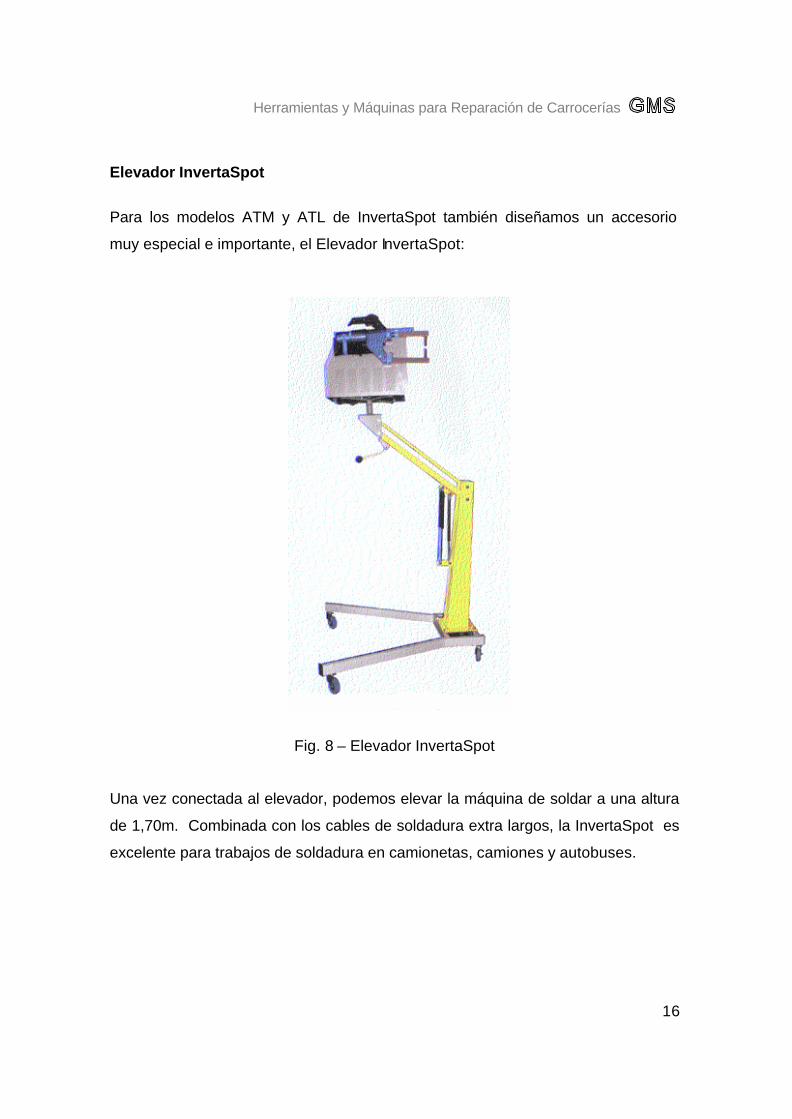
Elevador InvertaSpot
Para los modelos ATM y ATL de InvertaSpot también diseñamos un accesorio
muy especial e importante, el Elevador InvertaSpot:
Fig. 8 – Elevador InvertaSpot
Una vez conectada al elevador, podemos elevar la máquina de soldar a una altura
de 1,70m. Combinada con los cables de soldadura extra largos, la InvertaSpot es
excelente para trabajos de soldadura en camionetas, camiones y autobuses.
Herramientas y Máquinas para Reparación de Carrocerías
17
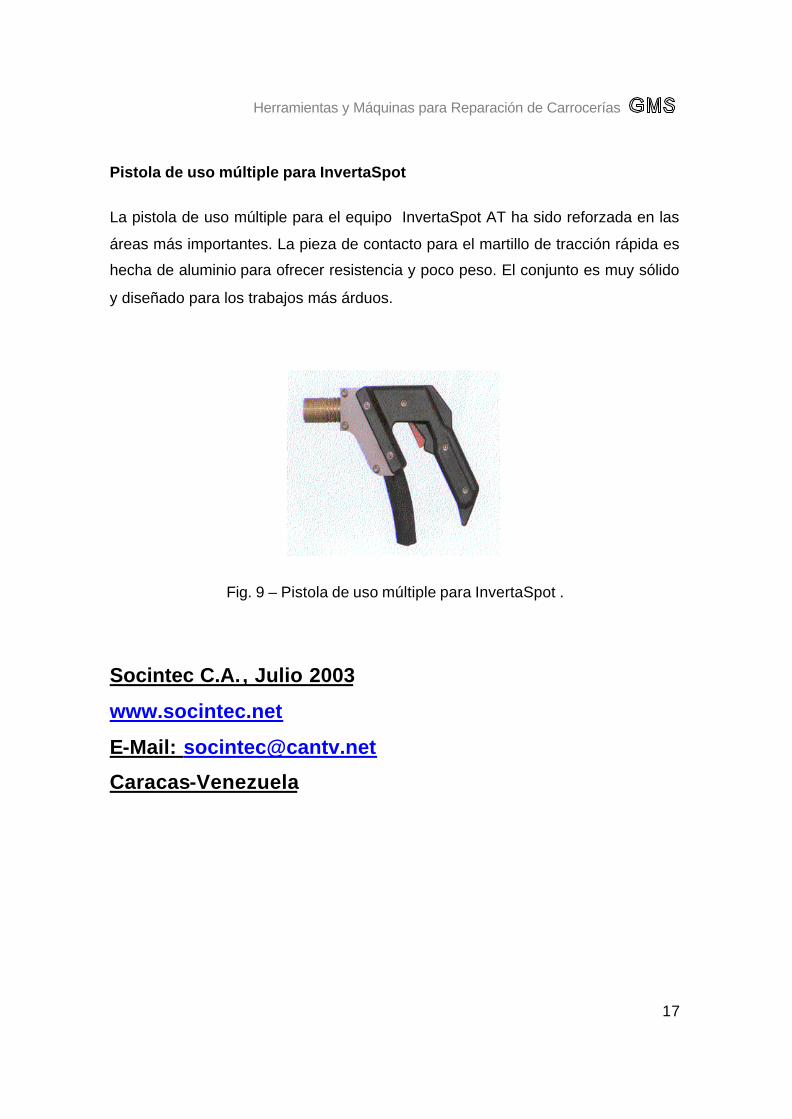
Pistola de uso múltiple para InvertaSpot
La pistola de uso múltiple para el equipo InvertaSpot AT ha sido reforzada en las
áreas más importantes. La pieza de contacto para el martillo de tracción rápida es
hecha de aluminio para ofrecer resistencia y poco peso. El conjunto es muy sólido
y diseñado para los trabajos más árduos.
Fig. 9 – Pistola de uso múltiple para InvertaSpot .
Socintec C.A., Julio 2003
www.socintec.net
E-Mail: [email protected]
Caracas-Venezuela