herramientas de cbn y diamante con aglutinante … · con el rectificado cilíndrico, que es el...
TRANSCRIPT

Herramientas de CBN y diamante con aglutinante vitrificado de KREBS & RIEDEL
Rectificado perfecto.

Su fabricación: nuestro programa.
Cada procedimiento tiene sus particularidades, pero
nosotros disponemos de las herramientas adecuadas para
cada uno de ellos.
Con el rectificado cilíndrico, que es el procedimiento más
común, se mecanizan interior o exteriormente piezas
de trabajo de rotación simétrica. Le ofrecemos la solución
adecuada tanto para mecanizar con precisión micromé-
trica componentes diminutos para la tecnología de inyección
de motores de combustión como rodillos de varias
toneladas para la industria papelera.
El rectificado plano, o mecanizado planoparalelo de
superficies con el perímetro de la muela o con su lado
frontal, se aplica esencialmente en la fabricación de her-
ramientas y moldes. En este caso, la creciente variedad
de materiales resulta todo un desafío al que hacemos frente
con soluciones acreditadas y provechosas para usted.
El rectificado de desbaste la pieza de trabajo se meca-
niza normalmente en una única fase de trabajo. Esto
requiere de una mayor aproximación con avances más
pequeños, es decir, mayores longitudes de arco de
contacto entre la pieza de trabajo y la muela de rectificado.
Nuestras herramientas altamente porosas y con una
magnífica capacidad de corte hacen que este proceso sea
rápido y rentable.
En el rectificado de perfiles se mecanizan circunferencias
con muelas perfiladas. Sin embargo, la muela y sus
especificaciones vienen determinadas por la pieza de trabajo.
Así, por ejemplo, empleamos tamaños de grano y agluti-
nantes especialmente adecuados para radios y perfiles con
los que obtendrá muelas con una magnífica capacidad
de corte y una menor necesidad de reavivado. Podemos
suministrarle perfiles preformados para ahorrarle tiempo
y gastos a la hora de ajustarlos.
Con el rectificado de rodillos se mecanizan piezas de
trabajo que tengan una mayor necesidad de rectificado.
Los materiales seleccionados y las dimensiones para la
muela adecuada son tan variados como los diferentes
rodillos. Las muelas de CBN y diamante con aglutinante
vitrificado han demostrado por lo general su rentabilidad.
El rectificado excéntrico, por ejemplo de árboles de levas
o anillos de bombas, es una de las tareas de rectificado
más complejas. El contorno excéntrico requiere de inter-
venciones y movimientos cambiantes. Las discrepancias
de medida y forma dependen extraordinariamente de la
calidad de la herramienta de rectificado. Ajustamos
especialmente nuestras herramientas a estas exigencias.
Le fabricamos la herramienta perfecta para todo aquello
que quiera rectificar y sin importar el procedimiento que
utilice.
Apto para cualquier aplicación y proceso.

K&R para mandrinado cilínd-
rico, mandrinado cónico,
rectificado excéntrico, rectificado
por coordenadas, muelas con
vástago y mandril roscado,
muelas en tándem, etc.
K&R para rectificado plano,
rectificado en profundidad,
rectificado de perfiles de aceros
templados..
K&R rectificado cilíndrico,
rectificado por penetración
recta y oblicua, rectificado
centerless de cilindros, rodillos,
ejes, pernos, etc.
K&R para soluciones
individuales de perfiles de
levas, cigüeñales, engranajes,
perfiles de rosca, etc.
K&R para el futuro. ¿Nuevos
procesos, materiales,
máquinas? ¡Seguimos en
vanguardia para servirle!
Poder cortante interior
manteniendo el perfil
exterior:
somos especialistas en,
p. ej., muelas de 3
zonas para
garantizar un
mecanizado
perfecto de
cigüeñales.

Duro, más duro, CBN y diamante.
Los abrasivos más duros del mundo.
Los materiales más duros del mundo, CBN y diamante,
siguen garantizando la mayor precisión en el rectificado
de las más duras aleaciones de hierro y acero o de materiales
duros y quebradizos, así como los mejores rendimientos
de corte y la mayor vida útil.
Sintético. Aún mejor que lo natural.
De un modo similar al diamante, el nitruro de boro cúbico,
abreviado CBN, se sintetiza a partir de nitruro de boro
hexagonal a una presión de entre 50 y 90 kbar y una tem-
peratura de entre 1800 y 2700 °C. Es especialmente apto
para aceros difícilmente mecanizables o aceros templados
altamente aleados a partir de 54 HRC, como el acero rápido,
el acero para herramientas o el acero al cromo, para alea-
ciones de base níquel, aceros pulvimetalúrgicos o fundición
dura.
Imitando a la naturaleza.
El mineral natural más duro, el diamante, se puede fabricar
sintéticamente desde hace 50 años. Se fabrica artificial-
mente a partir de grafito puro a presiones de entre 70 y
120 kbar y a temperaturas de 2000 °C.
Los diamantes se utilizan preferentemente para
mecanizar materiales quebradizos como
metal duro, cerámicas, cristal, granito,
GRP, materiales semiconductores
o revestimientos de desgaste.

Conocer. Reconocer. Utilizar.
En reactores especiales de síntesis (p. ej. cámaras de correa),
se puede influir directamente en las características del
grano de CBN y diamante seleccionando las condiciones
de cristalización.
La forma y el color son indicios de las diferentes resistencias
del grano y del comportamiento de corte y astillamiento.
Los conocemos y los utilizamos de un modo selectivo.
Irregular:
el grano claro, geométricamente
irregular y de resistencia
media es apto para casi cual-
quier aplicación.
Placa de prensado
Macho de metal duro
Anillos de aceroCámara de reacción
Junta de metal duro
En bloque:
el grano oscuro de alta
resistencia se utiliza preferente-
mente para la rectificación
interior de aceros templados.
Puntiagudo:
el grano marrón oscuro, térmi-
camente muy estable, corta
aceros templados difícilmente
mecanizables
Prensa de correa:
en ella se produce el material
para los mejores resultados de
rectificación.
Diamante:
con el grano de diamante sin-
tético se mecanizan materiales
duros y quebradizos como el
metal duro, la cerámica, el
granito, etc.

La calidad de un buen abrasivo depende de su aglutinante.
Vidas útiles excepcionales, perfiles que permanecen con-
stantes, fáciles de reavivar y de perfilar, con rectificado
en frío y un gran rendimiento de mecanizado. Todas estas
son prestaciones que se exigen especialmente en la
industria del automóvil y de los rodamientos, en la con-
strucción de herramientas y la fabricación de útiles de
corte. Nuestras muelas con aglutinante vitrificado se distin-
guen precisamente, entre otras, por estas características.
Las fabricamos para usted desde hace más de 20 años. En
todo este tiempo, hemos desarrollado una gran cantidad
de tipos de aglutinante que, mediante las más diferentes
porosidades controlables, no solo prometen, sino que
garantizan una óptima aglomeración de los granos. La
resistencia y la dureza de la muela no solo dependen
de la cantidad de aglutinante. Más bien, adaptamos exacta-
mente este último a las reacciones químicas interfaciales
de cada uno de los gránulos abrasivos.
Absolutamente vinculante. Para que cada gránulo haga lo que debe.

Una cuestión de ajuste: el aglutinante vitrificado y su estructura.
No es usted el que se tiene que adaptar a nuestras muelas.
Nosotros adaptamos los aglutinantes y, por tanto, las
características de las muelas, exactamente a sus necesidades.
No importa si necesita muelas poco fundidos, blandas
y tenaces o fundidos duras y rígidas, o incluso algo inter-
medio: nosotros las adaptamos para usted.
El ajuste no es un problema: nuestras muelas con agluti-
nante vitrificado se distinguen por su gran rentabilidad
y productividad. Con una prolongada vida útil, proporcionan
una gran potencia de mecanizado de virutas en frío sin
necesidad de reafilado. Y, naturalmente,
se perfilan muy bien y con una
buena duración.
Son un fruto evidente de nuestra
actitud: una herramienta
orientada sin concesiones a los
resultados.
El aglutinante sinterizado es
blando y friable y su excelente
capacidad de reavivamiento
apenas produce un mínimo
desgaste en la herramienta
de reavivar.
Gran capacidad de corte:
gracias a la alta proyección
del grano, la mínima parte de
aglutinante y una gran resi-
stencia, es una de las tareas
más fáciles para la muela
con aglutinante fundido.
Para un fin determinado:
la tarea de rectificado define la herramienta.
Nosotros nos encargamos de optimizar su forma y
especificaciones, del grano ideal, del aglutinante
perfecto y de la estructura correcta en el lugar cor-
recto. Para responder exactamente a sus
necesidades.
Grano y aglutinante: así son sus muelas KREBS & RIEDEL.
Una estructura sólida. De dentro afuera.
Para que sea así, tenemos en cuenta el uso que le va a dar
a la muela. Elegimos el cuerpo básico en consecuencia
y a continuación determinamos el revestimiento activo
apropiado.
El cuerpo básico tiene una gran importancia incluso a
pequeñas velocidades de corte. Elegimos entre una
gran cantidad de materiales dependiendo de las fuerzas de
rectificación y centrífugas, del desarrollo y la evacuación
de calor, de las vibraciones de la máquina y de la pieza.
El tamaño y la concentración del grano influyen directa-
mente en el rendimiento de la muela y en la calidad
superficial a obtener en la pieza de trabajo. Por lo general,
utilizamos tallas granulométricas de 46 – 251 μm
según FEPA.
Para ver rápidamente:
el código de color se reconoce inequívocamente incluso
a altas velocidades.
50 m/s 63 m/s 80 m/s 100 m/s 125 m/s

100 4,4 25,00
7,7
200 8,8 50,00
Fabricamos muelas pequeñas
y grandes. Desde 3 hasta
900 mm de diámetro exterior.
Naturalmente, también
fabricamos para usted muelas
con perfiles preformados.
Así, puede ahorrar material y
tiempo de reavivado.
Un clásico: para muelas de
hasta 400 mm y una velocidad
de 63 m/s solemos colocar
revestimientos cerrados en un
cuerpo básico cerámico.
El núcleo de la muela:
además de la cerámica clásica,
utilizamos materiales con
aluminio o acero así como
cuerpos con compuestos de
cerámica y acero.
Grande, rápido, especial: todo
lo que es mayor de 400 mm,
va a una velocidad de hasta
160 m/s o tiene una forma
especial, lo producimos en
segmentos sobre un cuerpo
básico adecuado.
Diamant - K+R CBN - K&R Anchura nominal Norma US Japón CEInach FEPA según FEPA de malla según ASTM E 11 70 JIS 6002-63 GOST 3647-71
bzw. DIN 848 eng o DIN 840 fino ISO 565 (μm) de tamiz (malla) designación (μm) designación (μm)
D251 B 251 212 – 250 60 / 70 250 / 210 250 / 200D213 B 213 180 – 212 70 / 80 210 / 177 250 / 200D181 B 181 150 – 180 80 / 100 200 / 160D151 B 151 125 – 150 100 / 120 149 / 125 160 / 125D126 B 126 106 – 125 120 / 140 125 / 105 125 / 100D107 B 107 90 – 106 140 / 170 100 / 80D 91 B 91 75 – 90 170 / 200 105 / 74D 76 B 76 63 – 75 200 / 230 88 / 63 80 / 63D 64 B 64 53 – 63 230 / 270 63 / 50D 54 B 54 45 – 53 270 / 325 53 / 44 60 / 40D 46 B 48 38 – 45 325 / 400 44 / 37 50 / 40
B 30 40 – 25 40 / 28D 25 52 – 32
Concentración Quilates/cm3 % volumétrico de CBN/diamante, redondeado
50 2,2 12,50
75 3,3 18,75
125 5,5 31,25
150 6,6 37,50
175 43,75
Velocidad de trabajo m/s
DimensionesØmm
Material del cuerpo
hasta 63 hast 900 cerámica, aluminio, acero cerámica/aluminio
cerámica/acero
80 20 – 750 cerámica, acero cerámica/acero
125 200 – 750 cerámica/aluminio acero
140 200 – 750 cerámica/acero acero
180 200 – 750 cerámica/acero acero
Material del cuerpo
Amortiguación Resistencia
cerámica(estándar)
buena media
aluminio mínima buena
resina sintética buena buena
acero mínima muy buena
acero/compuesto cerámico
buena muy buena
Muelas según gama de resistencia:
Tamaños de grano CBN/DIA (según FEPA/DIN fino comparados con otras normas internacionales):
Variantes del cuerpo en K&R:
Concentraciones CBN/DIA en K&R:
140 m/s
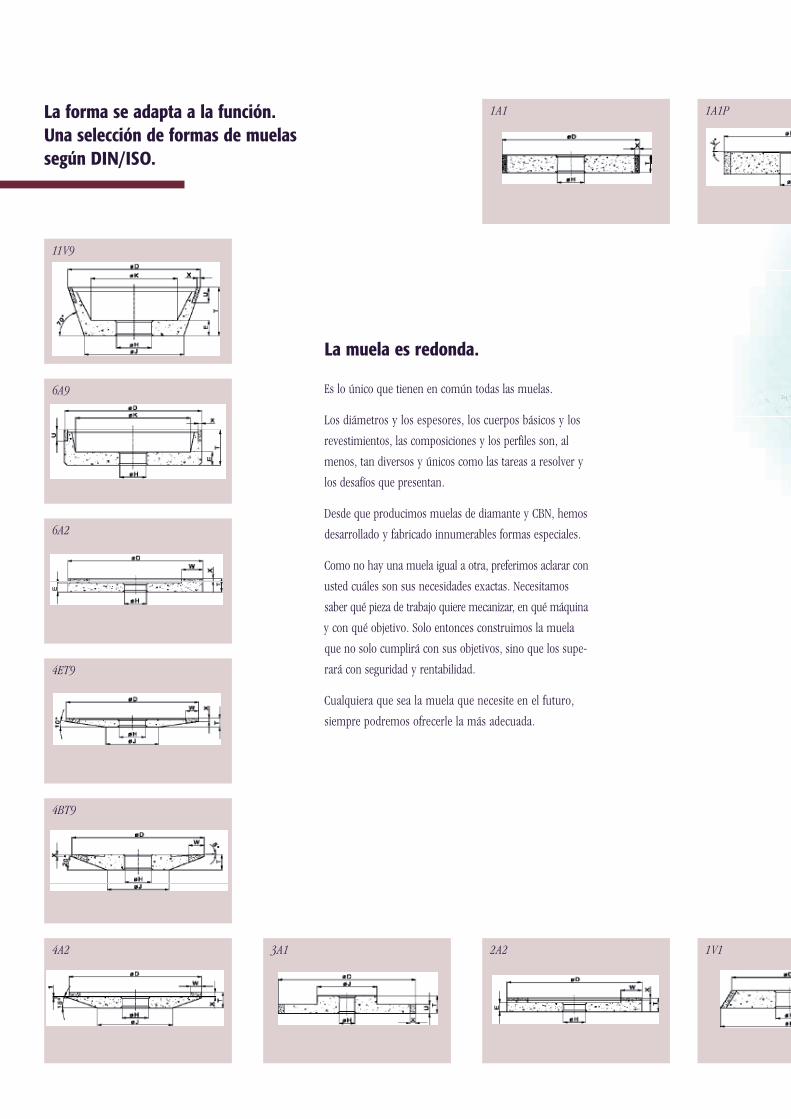
La muela es redonda.
Es lo único que tienen en común todas las muelas.
Los diámetros y los espesores, los cuerpos básicos y los
revestimientos, las composiciones y los perfiles son, al
menos, tan diversos y únicos como las tareas a resolver y
los desafíos que presentan.
Desde que producimos muelas de diamante y CBN, hemos
desarrollado y fabricado innumerables formas especiales.
Como no hay una muela igual a otra, preferimos aclarar con
usted cuáles son sus necesidades exactas. Necesitamos
saber qué pieza de trabajo quiere mecanizar, en qué máquina
y con qué objetivo. Solo entonces construimos la muela
que no solo cumplirá con sus objetivos, sino que los supe-
rará con seguridad y rentabilidad.
Cualquiera que sea la muela que necesite en el futuro,
siempre podremos ofrecerle la más adecuada.
La forma se adapta a la función. Una selección de formas de muelas según DIN/ISO.
1A1 1A1P
1V12A23A14A2
4BT9
4ET9
6A2
6A9
11V9

Cuando una idea va tomando
forma, le asesoramos con
cualquier tarea de rectificado y,
dado el caso, desarrollamos
con su colaboración la muela
especial que se ajuste a sus
necesidades.
1A1W 1A8 1A8W
1B1
1E1
1EE1
1EE1V
1F1
1FF11K11L1
4B 126 X 15 VP 7338 150
Abrasivo Tamaño del grano Dureza/estructura Tipo de aglutinante Índice de aglutinante Concentración
B = CBND = Diamante
36 – 252 μm X 4 … 30 V = cerámico (vitrificado)VP = porosidad elevada
clave interna proporción de abrasivo extraduro
Denominación y composición del revestimiento abrasivo:

Rendimiento, beneficio y eficiencia óptimos.
Juntos, son más fuertes: máquina, lubricante refrigerador, muela abrasiva.
Un coche pequeño no es lo más adecuado para remolcar
un yate de 18 m. Del mismo modo, la máquina y el
abrasivo también deben ser compatibles. Para sacar el
máximo provecho de las muelas abrasivas de CBN y
diamante, se necesita una cierta rigidez en la máquina así
como guías y apoyos de husillo adecuados. La posibilidad
de utilizar un sistema rotatorio de reavivado constituye
una gran ventaja. Regulando la velocidad del portamuela
y utilizando emulsiones de base aceitosa o aceites de rec-
tificación para la refrigeración, podrá rentabilizar aún
más el abrasivo.
La rectificación se hace, por principio, en húmedo, con
suficiente lubricante refrigerador que se debe conducir
adaptándolo al contorno especialmente si se utilizan muelas
perfiladas. La cantidad y el aporte de refrigerante ejercen
una inf luencia en el resultado de la rectificación y en la
eficacia que no hay que subestimar. Aunque también
puede utilizar soluciones sintéticas o semisintéticas, la
experiencia muestra que la utilización de sus muelas
será más efectiva si emplea emulsiones de base aceitosa o
aceites abrasivos puros.
Con el reavivado podrá garantizar la perfecta concentricidad
y la forma geométrica exacta de su muela abrasiva.
Utilizando los parámetros correctos, conseguirá incluso
una mayor capacidad de corte de la muela e influir
activamente en la profundidad útil de rugosidad. En el
reavivado, los valores de aproximación oscilan en
magnitudes micrométricas. Además, las muelas se pueden
volver a utilizar inmediatamente. Sin necesidad de reafilar.
Para un reavivado óptimo, se pueden utilizar herramientas
rotatorias que, dependiendo de su rendimiento, pueden
girar en el mismo sentido o en sentido opuesto.
El aplastamiento con rodillos de acero es una forma de
reavivado que permite hacer pequeños agravios en el
perfil. En este caso, utilizamos un aglutinante adecuado
para este sistema.
Naturalmente, también le ofrecemos sistemas de reavivado
adecuados para nuestras muelas.
Haga llegar sus objetivos a nuestro departamento
técnico de aplicación. Este es el primer paso para conseguir
magníficos resultados de rectificado.

La rectificación en frío es más
eficaz:
en todo caso, le recomendamos
utilizar emulsiones de base
aceitosa o aceites puros como
lubricante refrigerador

TÜV, DIN / ISO, OSA y Cía.
Intolerante y sin concesiones.
Cuando se trata de calidad, no nos andamos con bromas.
Y nunca lo hemos hecho. Fabricamos muelas desde
hace más de 100 años y desde hace 20, herramientas de
rectificado de CBN y diamante. Y siempre con unos
criterios de calidad sin concesiones. De la idea al producto
acabado, desde la entrada de la materia prima hasta la
expedición de las muelas equilibradas. Desde su primera
llamada hasta la asistencia y el asesoramiento más allá
de la compra. Controlamos minuciosamente cada uno de
nuestros pasos, tenemos continuamente en cuenta sus
propuestas, deseos y objetivos. En la actualidad a esto se
le llama «Quality in Process». Nosotros lo llamamos
como siempre lo hemos hecho: lo lógico.
Tan lógico como cumplir las más estrictas normas nacio-
nales e internacionales. No solamente en materia de
calidad de producto, sino también en relación con la pro-
tección medioambiental y laboral.
Aplicamos incondicionalmente estas exigencias de calidad
en nuestras herramientas de CBN y diamante y, como
no podía ser de otra forma, en toda nuestra gama de
producción:
vitrificado y de resina sintética de hasta 900 mm de
diámetro exterior para rectificado cilíndrico, rectificado
plano, rectificado de herramientas, rectificado centerless,
rectificado de desbaste, etc. …
reforzadas o no con fibra, de hasta 600 mm de
diámetro exterior para corte pivotante en húmedo y en
seco, para corte pendular y giratorio, etc.
reforzadas o no con fibra, para talleres de desbarbado e
industria de fundición, para rectificadoras de péndulo,
bancos de esmerilar, manipuladores de rectificado, etc.


La herramienta correcta siempre y en todo momento.
Desarrollamos y producimos herramientas de CBN y de
diamante desde hace más de 20 años. Esta experiencia y
la visionaria proyección de futuro constituyen el fundamento
de permanentes innovaciones. La base de nuestro servicio
es una inquebrantable voluntad de proveerle en todo
momento con la solución óptima para todas sus tareas.
Los fundados conocimientos en cuanto a materiales,
procedimientos y máquinas de mecanizado permiten a
nuestros técnicos de aplicación asesorarle y acompañarle
de manera integral ya desde la fase de planificación, con
todos los medios de comunicación habituales, en nuestro
propio establecimiento o in situ en el suyo. En cualquier
momento.
Los casos extraordinarios constituyen para nosotros desafíos
especialmente interesantes. En caso de necesidad, pro-
bamos junto con usted la solución que hemos desarrollado
y que responde exactamente a sus exigencias.
Esperamos verle pronto.
KREBS & RIEDEL Schleifscheibenfabrik GmbH & Co. KG
Bremer Straße 44, 34385 Bad Karlshafen
Teléfono +49(0) 56 72/184-0, Fax +49(0) 56 72/184-218
[email protected], www.krebs-riedel.de KCD
-101
/200
7
w
elco
me@
mei
ssne
rsat
elie
r.de