guia de inspecciones
DESCRIPTION
GUIA DE INSPECCIONESTRANSCRIPT
GUIA DE INSPECCIONES
INTERANTES
CRISTIAN JOEL BLANCO ANGARITA
SERGIO HERNAN CASTRO AGUDELO
ING HERNANDO GOMEZ
San José de Cúcuta
13- ABRIL-2011
Análisis de objetos de un cnc
1-Identificacion:
*Como se llama:
RTA/ Computer numerally controlled (cnc)
*El nombre tiene relación con su función
RTA/Si tiene relación con su nombre ya que lleva las iníciales cnc (computer numerally controlled)
*Es fácil de recordar
RTA/Si porque su nombre tiene unas iníciales fáciles de recordar y de pronunciar
2-Utilidad o función:
*Facilitar o mejorar el resultado de un trabajo
RTA/Si facilita y mejora porque uno puede darles las medidas para darle mejor talla y puede quedar más pulida la pieza
*Termina o reduce trabajos pesados o nocivos
RTA/la verdad si por que esta maquina es electrónica y pues el operador solo quita y pone la pieza y la programa
3-Analisis anatómico:
*tiene forma rectangular
*mide de ancho 104cm, de largo 75cm de alto 134cm , el tablero de control tiene de ancho 68cm de largo y 14cm de alto 28cm,la pantalla mide de ancho 39cm de largo 34cm y de alto 33cm, la parte de la hacer las piezas tiene de ancho 69cm de largo 42cm de ancho y28cm de alto
*su pintura es fina y su color la hace ver industrial y en algunas partes tiene color diferente para diferenciarse de las demás
*tiene un gabinete para guardar las piezas y herramientas requeridas para trabajar en este equipo
*tiene su simbología en un lugar visible para el operador
*marca EMCO
*made in Australia
*110/220v
700w
50-60hz
S1=-100%ED
4-Analisis funcional:
*llave principal: se gira hacia derecha para permitir el paso de la corriente a la maquina
*luz piloto de la llave principal: se enciende cuando el interruptor esta activado
*conmutador para el husillo principal
*botón giratorio para regular la velocidad del husillo principal
*botón giratorio para regular la velocidad de avance de
Dirección z (carro longitudinal)
Dirección x (carro transversal)
*Luz piloto de accionamiento manual
*pulsadores de arranque en direcciones (x) y (Z)
*botón de avance rápido
*cuadrante digital o tablero para indicación
*pulsador de conmutación de funcionamiento manual o cnc
*amperímetro para el motor de arranque del husillo principal
*pulsador de emergencia
*pulsador DEL, se borra la indicación en sentido (x) o (z)
*pulsador x/Z →o botón forward, con esto la indicación dada a la x pasa hacerse en el eje de z o a la inversa
FUNCIONAMIENTO DE UN CNC
Maquina que permite mecanizar piezas de forma geométricas, esta maquina opera haciendo girar la pieza a mecanizar (sujeta en el cabezal o fijada entre los puntos chale quede fuera centraje)
Mientras una o varias herramientas de corte son empujadas en un movimiento regulado contra la superficie de la pieza, cortando la viruta de acuerdo con las condiciones tecnológicas de mecanizado adecuadas
5-Analisis técnico: Cuenta con dos manuales: uno que es para el usuario, sobre el manejo de la maquina y así ser más fácil; el otro es sobre el mantenimiento y cuidado de este.
Este torno esta recubierto por una capa de pintura o esmalte que protege del oxido y protege del maltrato que le pueda dar el usuario.
6-analisis económico: Aunque se encuentran de diversos precios un torno de este tipo podrá costar algo caro, este equipo podrá estar costando entre $23.000.000 a $40.000.000 es una buena inversión ya que son muy útiles y duraderos, este tipo de equipos se van modernizando con cada año que pasa para hacer mejor la operatividad.
7-Analisis sociológico: Las piezas que son fabricados por estos tornos son muy precisos por sus coordenadas y por ellos no se presentan inconvenientes o fallas en la industria. Como vemos este torno cubre una necesidad grande en las industrias y he allí su importancia. Y en cuanto a mejorar la calidad de vida, lo logra ayudando al operario y al cliente por igual. Genera crecimiento en la producción, reduce riesgos de accidentes o muertes
8-Analisis histórico: El torno ha evolucionado con el tiempo hasta llegar a ser tan avanzados como lo son hoy. Los primeros eran muy mecánicos y en estos el operario era más susceptible a lesiones; en cambio ahora son más electrónicos y fáciles de manejar.
9-Analisis estético: Este tipo de maquinas no suele ser tan grande ya que la estética es que sean lo mas pequeñas posibles en el mercado podremos encontrar tipos de tamaños y colores.
Evolución de los tornos


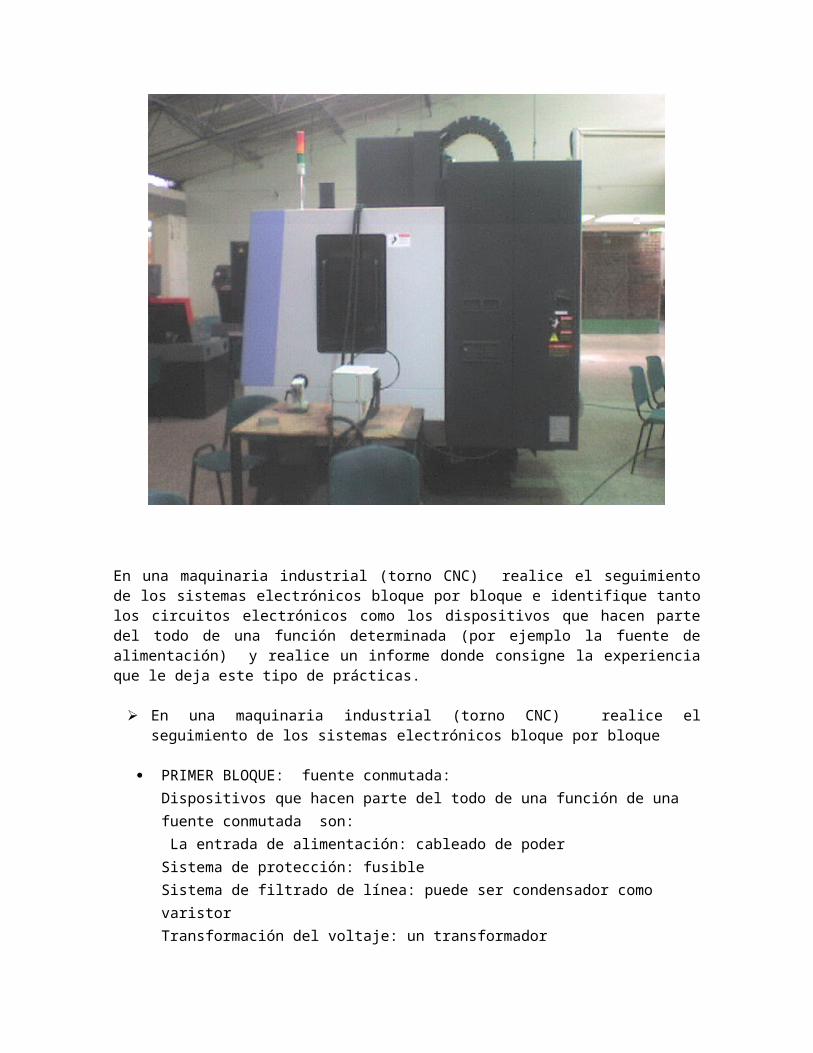
En una maquinaria industrial (torno CNC) realice el seguimiento de los sistemas electrónicos bloque por bloque e identifique tanto los circuitos electrónicos como los dispositivos que hacen parte del todo de una función determinada (por ejemplo la fuente de alimentación) y realice un informe donde consigne la experiencia que le deja este tipo de prácticas.
En una maquinaria industrial (torno CNC) realice el seguimiento de los sistemas electrónicos bloque por bloque
PRIMER BLOQUE: fuente conmutada:Dispositivos que hacen parte del todo de una función de una fuente conmutada son: La entrada de alimentación: cableado de poder Sistema de protección: fusible Sistema de filtrado de línea: puede ser condensador como varistor Transformación del voltaje: un transformadorSistema de rectificación: puente rectificadorDetector de pico de voltaje: condensador
SEGUNDO BLOQUE: control de potenciaTenemos un transformador de corriente Un control para los 3 motores como lo es el motor principal y los dos motores pasó a paso
TERCER BLOQUE: sistema de controlTenemos el encendido de la maquina con una llave Tenemos un botón de emergencia Tenemos un cableado de entrada y salida Tenemos también la tarjeta
CUARTO BLOQUE: sistema de señalizaciónTenemos como señalización el visualizador de los rpmTenemos también un medidor de amperaje del motor
Es muy importante a ver realizado esta práctica con el TORNO CNC, fue una de las grandes experiencia que el instructor nos ha brindado porque podemos realizar y conocer tanto la parte exterior de la maquina como la parte interior de ella misma y así fuimos afianzando los métodos o pasos dados por el instructor porque en base a ello tuvimos confianza de realizar un mantenimiento tanto predictivo como correctivo y observamos y analizamos cada parte del sistema y su función teniendo un gran éxito en el TORNO y se dejo en muy buenas condiciones para un excelente funcionamiento eficiente para las persona que vayan a manipular el TORNO en la parte exterior
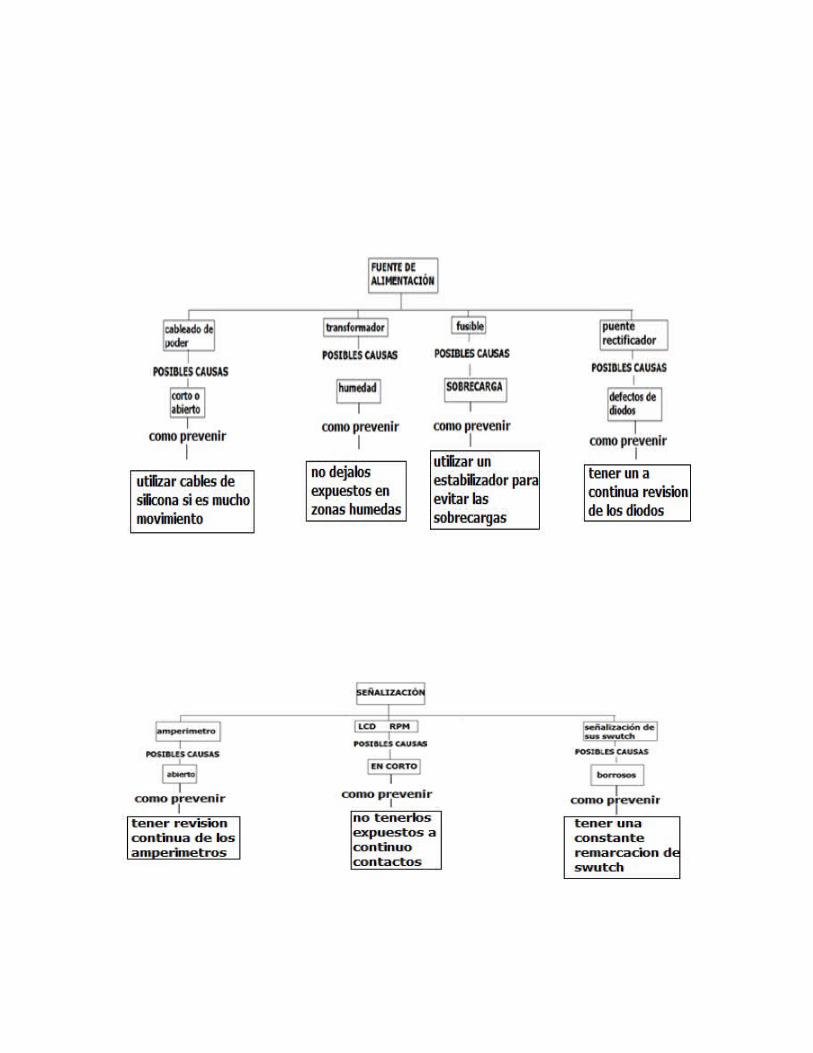
Tome como guía el conocimiento adquirido en la inspección de la maquinaria, determiné las posibles fallas que pueden presentar en una maquinaria industrial, investigue cual es su causa y cómo prevenirlas y elabore un mapa conceptual.
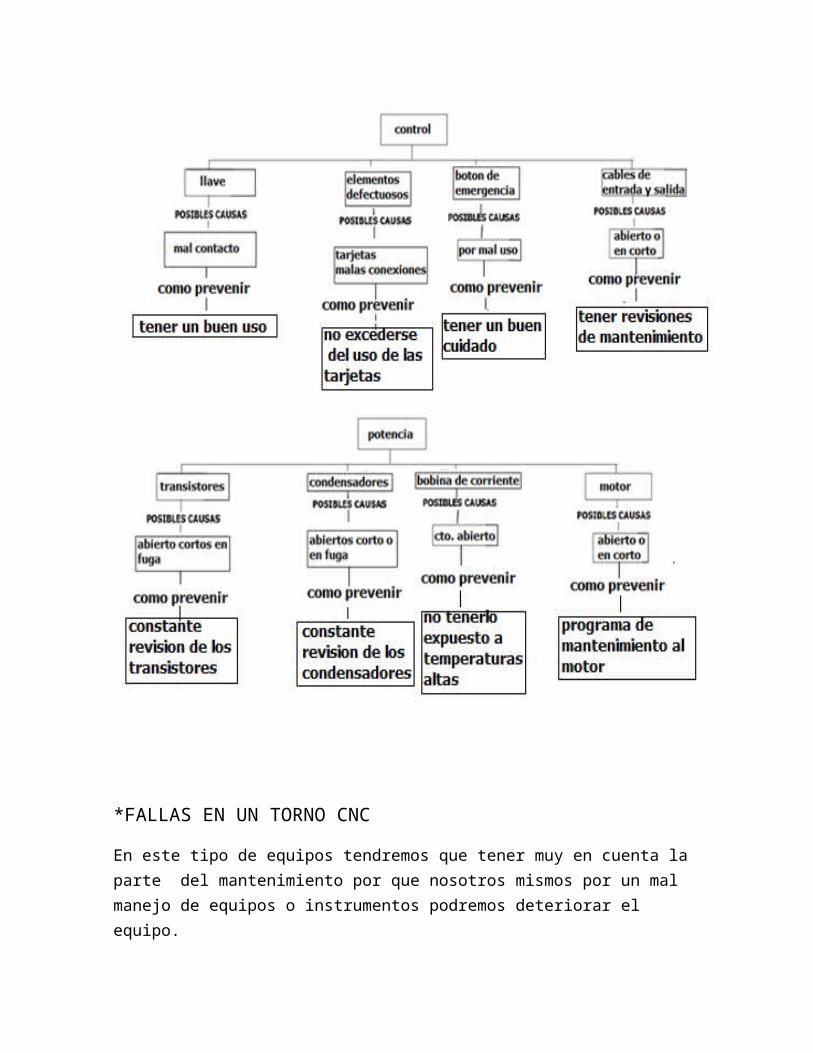
*FALLAS EN UN TORNO CNC
En este tipo de equipos tendremos que tener muy en cuenta la parte del mantenimiento por que nosotros mismos por un mal manejo de equipos o instrumentos podremos deteriorar el equipo.
-EN LA FUENTE:
*Que el cable tenga algún tipo de avería o este en corto.
*Que en la entrada del equipo mas que todo en la protección este mal como fusibles rotos o en el filtraje.
*Que el transformador este mal conectado o en corto podrá presentar a salida un mal voltaje y dañarnos los circuitos.
*Que el puente rectificador no esté operando correctamente, debido a que sus diodos estén abiertos o en corto.
*Que el filtro duplicador de voltaje este en corto, fuga o abierto.
*Que el diodo zener no esté entregando el voltaje requerido a la salida.
*Que algún cable no esté haciendo muy buen contacto en su respectivo conector.
- EN EL CIRCUITO DE CONTROL:
*Que no le llegue alimentación a la tarjeta principal debido a cables en mal estado y posibles cortos.
*Algún elemento electrónico a ya dejado de funcionar.
*Si la falla es en un circuito de control es mejor comprar una tarjeta nueva.
- EN EL CIRCUITO DE POTENCIA.
Que los dispositivos de conmutación (transistores), no operen correctamente, debido a una falla interna de estos, provocada por algún sobre voltaje o sobrecarga.
- EN EL CIRCUITO DE SEÑALIZACION
Que los indicadores de leds, pantallas de displays no enciendan, producto de una falla en ellos mismos o que la señal proveniente de la tarjeta de control no esté llegando por motivo de algún problema en esta tarjeta.
LISTA DE CHEQUEO PARA UBICAR FALLAS EN UN TORNO CNC
1. revisicion suministro de la red (mirar placa de la máquina rango de alimentación)
2. inspección visual (contactos quemados, componentes sueltos)
3. desenganche de revisicion del botón de apagado de la emergencia
4. encendido del interruptor principal (led encendido, relé activado, funciona ventilador
5. encienda motor principal (motor funcionando, control de velocidad del motor, indicación de las RPM y coordenadas)
6. moviendo los carros en operación de modo manual (10-100 mm/min posible)
7. entrada del programa con funciones g00/g01/g02 posible
8. se ejecuta comando g64 (corte de energía de los motores de paso)
9. existen impulsos en la salida de video, de antena, de interface RS232
Es posible el encendido y apagado del husillo principal con M03/M05
CAMBIOS PARA MEJORAR LAS POSIBLES FALLAS
Interruptor principal encendido, pero lámpara de control no iluminada.
*Fusible entre abierto o se abre cada vez que encienden la maquina posible corto en: toma, conexión de la lámpara, ventilador, tarjeta de potencia
*Interruptor esta defectuoso
*Lámpara de control este defectuosa
*Ausencia de la fuente de alimentación
Interruptor principal no se energiza
*Revisar pulsador de emergencia que no esté habilitado
*Revisar el fusible en la tarjeta de potencia
*Cortocircuito en el circuito de corriente de control
*Revisar contactos
*Cambiar tarjera de potencia
El ventilador no funciona
*Aumento de la temperatura en la carcasa eléctrica y puede generar un bloqueo del microprocesador (CPU).
*Revisar tensión de alimentación del ventilador
*Puede ser que el ventilador este defectuoso o que haya una interrupción de corriente por ejemplo en el toma
No hay indicación de coordenadas en el display
*Revisar suministro de alimentación
*Revisar fusible e1 y e6
*Revisar cableado en la tarjeta de la CPU
*Verificar los dispositivos (diodos, regulador de voltaje)
*Cambiar tarjeta de potencia
El motor principal falla al operar
*Mide el voltaje de la red del tablero PC del huesillo
*Mida voltaje de salida en la tarjeta del huesillo principal
*Revisar fusible e21/e22
*Revisar circuito de potencia adicional, rectificadora de bloqueo, amperímetro, pin de conexión enchufe
*Cambiar la tarjeta del huesillo principal
*Motor principal defectuoso (cambio de motor)
Motor principal no opera, no se puede controlar la velocidad
*Reemplace tarjeta del huesillo principal
Indicación del usillo principal oscura
*Revisar fusible e1 y e6
*Reemplazar tarjeta del motor principal
*Revisar enchufes y cableado
*Mirar si hay interrupción en la tarjeta
Indicación errada o nula de la velocidad del husillo
*revisar si hay fuente de luz
*revisar cableado
*reemplazar la tarjeta del motor principal
TORNO CNC
MANTENIMIENTO A UN TORNO CNC
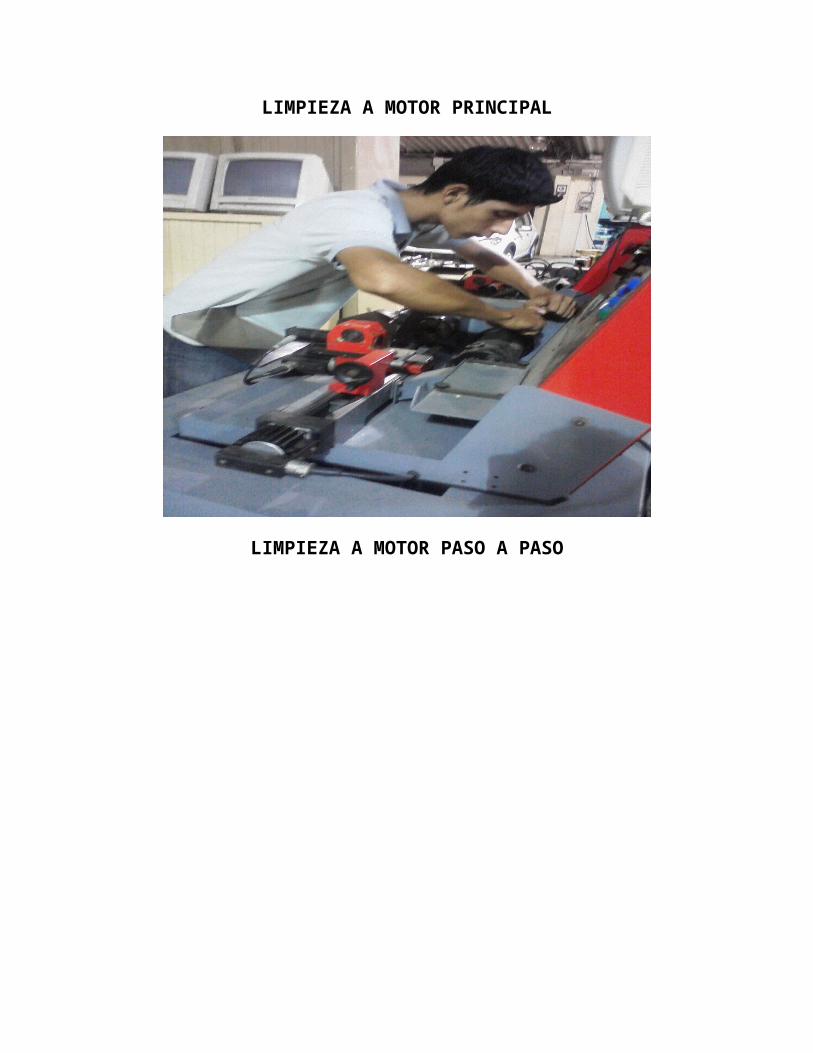
LIMPIEZA A MOTOR PRINCIPAL
LIMPIEZA A MOTOR PASO A PASO
LIMPIEZA A MOTOR PASO A PASO
LIMPIEZA A TODO LOS MOTORES

LIMPIEZA POR PIEZAS
LIMPIAMOS LAS TARGETAS
RETIRAMOS LAS CONECCIONES DEL CIRCUITO
LA LLAVE DE ALIMENTACION
MEDICIONES EN FUENTE DE ALIMENTACION
SE MIDE CONTINUIDAD
LIMPIEZA EN LA PARTE DE PROGRAMACION
CONTINUIDAD EN EL EQUIPO POR BLOQUES
CONECCIONES EN LA PARTE LOGICA
TARJETA DE MOTORES
TARGETAS LOS MOTORES PASO A PASO

LIMPIEZA EN LAS TARGETAS
LIMPIAMOS EL CULER

LO CONECTAMOS
LO CERRAMOS
ACEMOS LAS CONECCIONES RESPECTIVAS
ALIMENTAMOS
MATERIALES USADOS