gb8-1.4 sistemas integrales de manufactura
TRANSCRIPT
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
INGENIERIA INDUSTRIAL
TEMAS SELECTOS DE INGENIERIA INDUSTRIAL
CATEDRATICO:JOSE ALBERTO RAMIREZ COYOLT
ALUMNOS:ISMAEL VILLARREAL MENDOZA
SAMUEL VILLA LOPEZELSA CAROLINA CAUDILLO GALLEGOS
JULIANA MARTINEZ RENTERIAMAYRA BARBEYTO AGUILAR
ANTONIA EMILIA PARRA AGUIRRE
UNIDAD:
I
SEMESTRE:8vo
SECCION:B
FECHA:31/Enero/2014
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
INTRODUCCION
La aplicación de los sistemas computacionales para el diseño y la manufactura han tenido un amplio desarrollo y se han extendido a diversos sectores productivos. Conoceremos sus componentes y lo que implica su implementación en el medio industrial bajo la óptica de las medianas y pequeñas empresas de manufactura con altos niveles de calidad.
Una herramienta poderosa para todo tipo de industria es el uso de la tecnología computacional en las labores de dibujo y diseño.
La manufactura integrada por computadora es uno de tantos conceptos avanzados que abarcan tecnologías modernas de manufactura, así como otros conceptos de manufactura como Justo a tiempo, calidad total, teoría de restricciones, etc.
Lo realmente importante no es dar una definición al concepto, sino entender que se trata de una forma de trabajo en la cual todas las partes que intervienen para el desarrollo de un producto están enfocadas a lograr la meta de una organización.
Sin importar cuán eficientes sean las operaciones de corte, ensamblaje y movimiento de materiales, mientras no exista una buena coordinación y planificación no existirá real eficiencia.
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
SISTEMAS INTEGRALES DE MANUFACTURA
Lineas de transferencia
Una línea de flujo automatizada está compuesta de varias máquinas o estaciones de trabajo las cuales están conectadas por dispositivos que transfieren los componentes entre las estaciones. La transferencia de componentes se da automáticamente y las estaciones de trabajo llevan a cabo automáticamente sus funciones específicas. La línea de flujo puede ser simbolizada como se muestra en la figura usando los símbolos presentados en la tabla.
Objetivos de las líneas de transferencia.
Las líneas de transferencia son generalmente el más apropiado medio de producción en caso de una producción relativamente estable, grandes demandas y donde el proceso de manufactura requiere mucha mano de obra.
Entonces sus principales objetivos son:1. Reducir el costo de mano de obra.2. Incrementar la tasa de producción.3. Reducir el inventario en proceso.4. Minimizar el manejo de material.5. Conseguir la especialización de las operaciones.6. Conseguir la integración de las operaciones.
Tipos de líneas de Transferencia.
Hay actualmente dos formas generales que el flujo de trabajo puede tener.Esas dos configuraciones son en línea y rotarys.
Tipo En-Línea. La configuración en línea consiste de una secuencia de estaciones de trabajo en un arreglo de líneas. La línea puede tener ángulos de 90 grados para reorientar la pieza de trabajo, por limitaciones de la distribución de planta y otras razones, pero es considerada configuración en línea.
Tipo Rotary.
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
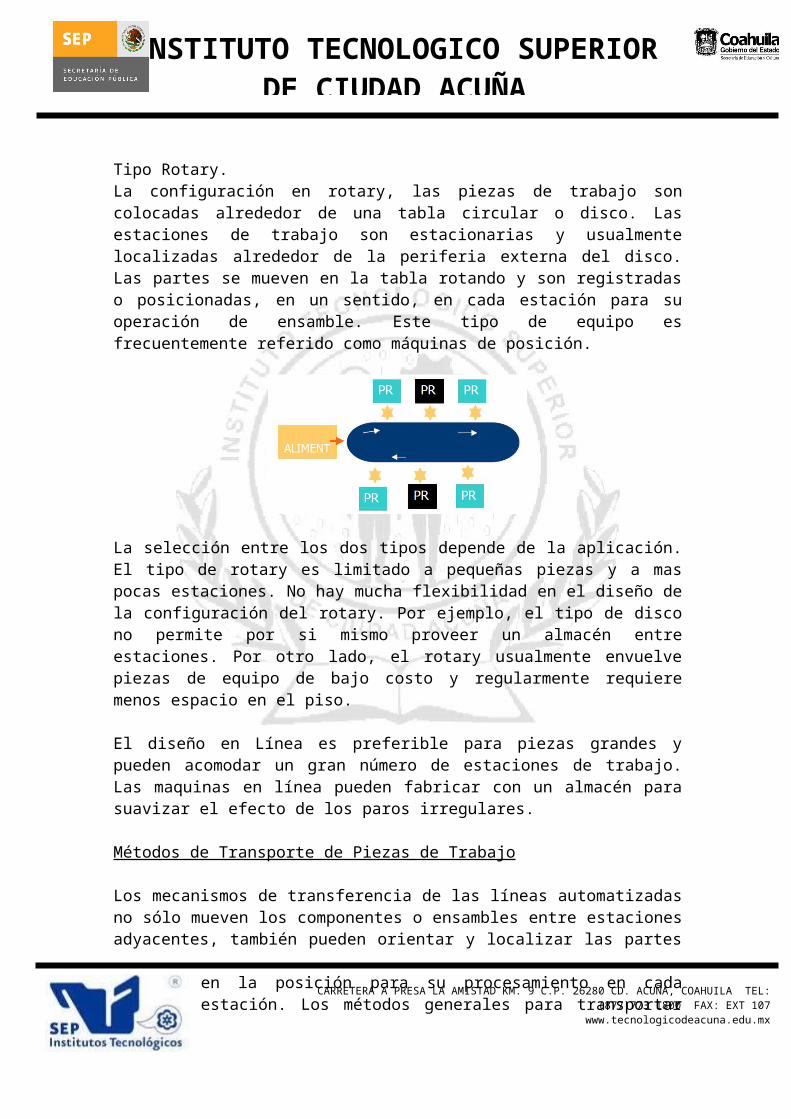
La configuración en rotary, las piezas de trabajo son colocadas alrededor de una tabla circular o disco. Las estaciones de trabajo son estacionarias y usualmente localizadas alrededor de la periferia externa del disco. Las partes se mueven en la tabla rotando y son registradas o posicionadas, en un sentido, en cada estación para su operación de ensamble. Este tipo de equipo es frecuentemente referido como máquinas de posición.
La selección entre los dos tipos depende de la aplicación. El tipo de rotary es limitado a pequeñas piezas y a mas pocas estaciones. No hay mucha flexibilidad en el diseño de la configuración del rotary. Por ejemplo, el tipo de disco no permite por si mismo proveer un almacén entre estaciones. Por otro lado, el rotary usualmente envuelve piezas de equipo de bajo costo y regularmente requiere menos espacio en el piso.
El diseño en Línea es preferible para piezas grandes y pueden acomodar un gran número de estaciones de trabajo. Las maquinas en línea pueden fabricar con un almacén para suavizar el efecto de los paros irregulares.
Métodos de Transporte de Piezas de Trabajo
Los mecanismos de transferencia de las líneas automatizadas no sólo mueven los componentes o ensambles entre estaciones adyacentes, también pueden orientar y localizar las partes en la posición para su procesamiento en cada estación. Los métodos generales para transportar componentes o piezas de trabajo en líneas automatizadas pueden clasificarse dentro de las siguientes tres categorías:1. Transferencia continúa.2. Transferencia intermitente o sincronizada.3. Transferencia no sincronizada.Estas tres categorías pueden distinguirse por el tipo de movimiento que se imparte a la pieza de trabajo mediante el mecanismo de transferencia. El tipo más apropiado para una aplicación dada depende de factores tales como:- Los tipos de operaciones a ejecutar.- El número de estaciones en la línea.- El peso y tamaño de las piezas de trabajo.- Si se incluyen estaciones manuales.- Tasa de producción requerida.- Balanceo de varios tiempos de proceso en la línea.
Transferencia continua.
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
Las partes se mueven continuamente a una velocidad constante. Estos sistemas son relativamente fáciles de diseñar y fabricar, y permiten una alta tasa de producción. Ejemplo de su uso: Compañías embotelladoras de bebidas.
Transferencia intermitente.
Las piezas de trabajo son transportadas con unmovimiento discontinuo. Las estaciones de trabajo están fijas y las piezas de trabajoson transportadas y localizadas en la posición correcta para su procesamiento. Todasla piezas de trabajo son transportadas al mismo tiempo por eso es llamada tambiéntransferencia sincronizada. Un ejemplo de su uso son lo ensambles.
Transferencia No- Sincronizada.
Cada pieza de trabajo es transportada a la próxima estación cuando su procesamiento en la estación actual ha sido terminado. Cada parte se mueve independientemente de la otras partes, alguna parte puede estarse procesando, mientras las demás son transportadas. Este sistema ofrece gran flexibilidad, lo que puede ser una gran ventaja en ciertas circunstancias, también ayuda al balanceo de líneas, y un stock de partes puede ser incorporado para evitar los paros de líneas cuando falla una estación. La desventaja es que esta sistema tiene un ciclo más lento que los otros.
Automatización para Operaciones de Maquinado
Los sistemas de transferencia han sido diseñados para desarrollar una gran variedad de diferentes procesos de corte de metal. De hecho es difícil pensar operaciones de maquinado que deban ser excluidas de la lista. Las aplicaciones típicas incluyen operaciones tales como: fresado, barrenado, taladrado, refrentado, etc. Sin embargo es también posible hacer operaciones tales como torneado y granallado en estos sistemas.
Hay varios tipos de máquinas mecanizadas y automáticas que desarrollan unasecuencia de operaciones simultáneamente en diferentes piezas de trabajo. Ellas incluyen máquinas de discos y líneas de transferencia.
Las líneas de transferencia originales representaban la “automatización rígida”, la cual estaba diseñada para la producción masiva de un sólo producto; cualquier cambio en el producto hacia obsoleta la línea. Con los avances recientes en automatización y el desarrollo de controladores de bajo costo se dio la creación de estaciones de trabajo programables y líneas de flujo flexibles.
Sistemas de manufactura de misión variable

INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
Los sistemas de Manufactura flexible pueden ser descritos como FMS dedicados o FMS de orden variable. Un FMS dedicado es usado para producir una variedad mucho más limitada de configuraciones de parte. Las diferencias geométricas y el diseño del producto son considerados estables.
Entonces, la secuencia de las maquinas es idéntica o casi idéntica para todas las partes procesadas en el sistema. Esto significa que una configuración de flujo en línea es generalmente más apropiada y que el sistema puede ser diseñado con una cierta cantidad de especialización del proceso para hacer las operaciones más eficientes. En vez de usar máquinas de propósito general, las maquinas pueden ser diseñadas para los procesos específicos requeridos para hacer familias de partes.
Los FMS de orden variables es el tipo más apropiado bajo las siguientes condiciones: las familias de partes son grandes, hay una variación sustancial en la configuración de la parte, habrá nuevos diseños de partes a producir y cambios de ingeniería, y la programación de la producción está sujeta a cambios día a día.
Para acomodar esas variaciones, los FMS de orden variable pueden ser más flexibles que los FMS dedicados. Estos son equipados con máquinas de propósito general para tratar con la variación en producto y es capaz de procesar partes en varias secuencias. Una computadora más sofisticada es requerida para un sistema de este tipo.
Sistemas de manufactura flexible
Los FMS según proveen la eficiencia de la producción en masa para la producción en lotes pequeños. El término producción en lotes pequeños es aplicado para partes manufacturadas en un rango de varias unidades hasta un máximo de 50, la demanda anual de la parte es poca. El término producción en masa se aplica cuando una gran tasa de producción anual es requerida, y entonces el uso de máquinas de propósito especial puede ser justificado. Cuando existe baja demanda y una gran variedad de productos, un FMS puede hacer posible reducir los costos de producir partes en medianas y pequeñas cantidades.
Flexibilidad.- Es la habilidad de una entidad para desplegar y replegar sus recursos de forma eficaz y eficiente en respuesta a las condiciones cambiantes. Esta variabilidad del entorno puede adoptar las siguientes formas:· En la demanda· En el suministro· En los productos· En los procesos· En el equipamiento y mano de obra
Un Sistema de Manufactura Flexible según consiste de un grupo de estaciones de procesamiento (predominantemente maquinas herramientas CNC), interconectadas por
medio de un sistema de manejo y recuperación de material automático. Lo que da su nombre al FMS es su capacidad de procesar una variedad de
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
diferentes tipos de partes simultáneamente bajo un programa de control NC en varias estaciones.
Componentes del FMS
La adecuada combinación del control por computadoras, las comunicaciones, el proceso de manufactura y el equipo pueden habilitar una sección en la planta orientada a aspectos de producción de una organización, para responder rápida y económicamente de una manera íntegra a cambios a cambios significativos en su operación. Se tienen tres componentes básicos del FMS:
1. Estaciones de procesamiento
Las estaciones de trabajo son típicamente computarizadas con un control numérico. Este sistema se diseñó con otros equipos de procesamiento, incluyendo estaciones de inspección, ensamble y hojas metálicas.
Ejemplos:__Máquinas herramientas y sus sistemas de control__Estación de soldadura__Estación de montaje y submontaje
2. Manejo de material y almacenamiento
Varios tipos de equipo son usados para transportar las partes trabajadas y ensambladas entre las estaciones de procesamiento. Ejemplos:Manejo de materialSistemas de vehículos guiados automáticamenteHorquillas para levantar carrosAlmacenajeCarga/DescargaAlmacenaje automático y sistemas de recuperaciónRacks
3. Sistema de control computarizado. Este es usado para coordinar las actividades de las estaciones de procesamiento y el sistema de mano de obra. Ejemplo: El sistema de computación quien tiene la tarea de coordinar la tarea del equipo.
Los objetivos del FMS son:1) Incremento de la utilización del equipo y capital.
2) Reduce al inventario en proceso y el tiempo de preparación.3) Reduce substancialmente los tiempos de ciclo.
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
4) Reducción de inventario y pequeños lotes.5) Reducción de fuerza de trabajo.6) Facilidad para adaptarse rápidamente a los cambios de diseño.7) Consistencia en la calidad.8) Reducción del riesgo como resultado del fracaso de un producto9) Control gerencial conciso.10) Mejoramiento de la imagen en el mercado / credibilidad.11) Reduce el requerimiento de espacio en el piso de producción.
Planeación de FMS
El adquirir e implementar un FMS representa una mayor inversión y compromiso por la compañía. Es importante que la instalación del sistema sea precedido por un completo procedimiento de planeación y diseño. Los factores a tomarse en cuenta son:
1. Volumen de trabajo producido por el sistema. Cantidad y tipo de material2. Variaciones en la rutina del proceso. Secuencias, incremento en la variedad del producto, el ciclo y distribución.3. Características físicas del trabajo de la parte. El tamaño y peso de la parte4. Familia de partes definidas.5. Requerimientos de mano de obra6. Rango apropiado de volumen de producción de 5000 a 75000 partes por año.7. Mínimo número de maquinaria8. Tolerancia normal mínima de trabajo. +- 0.002
Aplicaciones de FMS
Hay varias maneras de clasificar los FMS. Una clasificación que algunas veces es hecha en FMS es la diferencia entre células de manufactura y FMS. No hay una línea divisoria clara. Regularmente el termino de célula puede ser usado para definir un grupo de maquinas que consiste de maquinas manuales o automáticas operadas manualmente o combinación de ambas. La célula puede o no incluir sistemas automáticos de manejo de material y puede o no ser controlada por computadora. El termino FMS generalmente significa una automatización completa consistiendo de estaciones de trabajo, manejo de material y control por computadora automáticos. El proceso o ensamble de equipo usado en FMS depende del tipo de trabajo que completa el sistema. En un sistema diseñado para operaciones de maquinado, el principal uso es en maquinas CNC. Sin embargo el concepto de FMS esta siendo aplicado a otros procesos. La siguiente es una lista del tipo de maquinas usadas en estaciones FMS:
o Centros de maquinadoo Cargadoreso Módulos de Fresado
o Módulos de Torneadoo Estaciones de Ensamble

INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
o Estaciones de Inspeccióno Maquinas procesadoras de Hojas de Metalo Estaciones de Forjado
Configuración de la distribución FMS
El sistema de manejo de material establece la distribución FMS. El tipo de distribución común puede ser dividida en las siguientes cinco categorías:
1. En Línea2. Enlace3. Escalera4. Campo Abierto5. Célula de robot centrado
Es más apropiada para sistemas en la cual la ruta de las partes de una estación a la otra es bien definida sin ningún flujo de retroceso. La operación aquí es muy similar a las líneas de transferencia. El trabajo siempre fluye en una dirección. Dependiendo de la flexibilidad y el almacenamiento es posible hacer retrocesos en el flujo de trabajo.
El Significado De Integración De Manufactura
La manufactura integrada por computadora (CIM) se refiere a la información integrada procesando los requerimientos para las tareas técnicas y operacionales de una industria. Las tareas operacionales pueden ser referidas como la planeación de la producción y sistemas de control.
Dentro de cualquier sistema integrado por computadora se pueden distinguir cuatro componentes principales: o Ingeniería de diseño automatizada (CAE). En esta área se incluyen CAD, programación NC, diseño de herramientas, ajustes o fijaciones y moldes, planificación del control de calidad y planificación del proceso productivo. Esta última función es el elemento unidor entre CAD y CAM y recibe el nombre de CAPP cuando esta automatizado. o Dirección de las operaciones. Esta área gobierna la adquisición de los materiales, buscando la eficiencia en costos por lo que debe incluirse un módulo de contabilidad de costos. Es necesario también incluir un módulo para la plantación y control de la producción. o Manufactura Asistida por Computadora. Esta área se encargara por una parte de la fabricación e inspección de las piezas y componentes de los artículos y por otra parte el montaje e inspección de los artículos terminadoso Sistema Inteligente de almacén.
Por ultimo para conseguir la integración de estos componentes, debe con unSistema de Información y Comunicación.
Principal Sistema de Tecnología CIM
1. Diseño Asistido por Computadora (CAD)

INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
A. Diseño Asistido por computadora (CAD)B. Dibujo y Diseño Asistido por Computadora ( CADD)C. Ingeniería Asistida por Computadora ( CAE)
2. Manufactura Asistida por Computadora (CAM)A. RobotsB. Visión de la máquinaC. CNCFMSAutomatización de Manejo de Materiales (AMH)D. Almacén automático y sistemas de recuperación
3. Herramientas y Estrategias para manufactura gerencial.A. Dirección de Datos, Sistemas de Información de Manufactura (DDMIS)B. Planeación Asistida por Computadora (CAP)C. Planeación del Proceso Asistido por Computadora (CAPP)
La consecución de la integración entre los diferentes sistemas informáticos instalados en la empresa aporta beneficios económicos que pueden contribuir a la mejora de la competitividad de las empresas manufactureras.
Beneficios Potenciales del CIM
· Mejora el servicio a clientes· Mejora la calidad· Menor tiempo de proceso· Menor tiempo de entrega de proveedores· Menor tiempo de entrega a clientes· Mejora en el rendimiento de los programas· Menor tiempo en la introducción en el mercado de nuevos productos· Superior flexibilidad y capacidad de respuesta· Mejora en la productividad· Reducción de la producción en curso· Reducción de los niveles de inventario
En el campo de la manufactura, cuatro importantes tendencias están presionando a favor de que se alcance la mayor integración posible, las cuales son la fabricación JIT (justo a tiempo), el diseño para la fabricabilidad (DFM), la función de despliegue de la calidad (QFD) y la fabricación integrada por ordenador (CIM).
El Ingeniero Industrial y la Fábrica del Futuro.
INSTITUTO TECNOLOGICO SUPERIOR DE CIUDAD ACUÑA
CARRETERA A PRESA LA AMISTAD KM. 9 C.P. 26280 CD. ACUÑA, COAHUILA TEL: (877)773 1800 FAX: EXT 107www.tecnologicodeacuna.edu.mx
El concepto de “la fábrica del futuro” ha sido desarrollado para responder a los cambios en las preferencias del consumidor de una sociedad moderna que se caracteriza por productos con ciclo de vida corto. El ciclo de vida corto significa productos más competitivos, mayor existencia de productos, mayores adquisiciones y en menores cantidades de consumo.
En consecuencia la era de la producción en masa ha terminado mientras que la era de la producción flexible está comenzando.
Los requerimientos para un sistema de producción flexible dictan las siguientes especificaciones para la fábrica del futuro :*Rápida introducción de nuevos productos.*Constantes modificaciones en productos con funciones similares*Producción en pequeños lotes a precios competitivos*Control de calidad consistente*Habilidad para producir una gran variedad de productos*Habilidad para manufacturar un producto con su función básica, siendo capaz de realizar y cumplir con los requerimientos especiales del cliente.
El núcleo de la fábrica la cual se especifica en el sistema integrado de manufactura. El CAD-CAM acorta el tiempo entre el concepto de un nuevo producto a esta manufactura: FMS; las líneas de ensamble automático pueden acomodar el problema de ensamble de una variedad de productos a las modificaciones del cliente; y la inspección automática mantiene la calidad. Todo esto logrado con pocos trabajadores en el piso. Únicamente el sistema de manejo de materiales, los controles automáticos y los robots industriales son desarrollados en el piso bajo monitoreo humano remoto y limitado. Entonces la fábrica del futuro no contendrá lockers, baños ni cafeterías. A futuro, los sistemas automáticos, máquinas CNC, y robots, componentes básicos del CIM no necesitarán luz o calor para operar. Entonces la fábrica del futuro será oscura y fría. La materia prima será introducida por un lado y el producto terminado por otro.