figura 1. layout de la empresa
TRANSCRIPT



Página:3 de 15
Figura 1. Layout de la empresa Fuente: TE Connectivity, 2016
I. INTRODUCCIÓN
1.1 Antecedentes
En la república mexicana existe un continuo crecimiento en la industria automotriz. La importancia del
crecimiento del país en este sector amplia la competencia con otros países. “Actualmente, el sector
automotriz representa el 6% del PIB nacional y el 18% de la producción de manufactura. Se estima que la
industria automotriz Mexicana continuará creciendo en el futuro” (Automotive meetings, 2012).
En la región de Guaymas y Empalme se estableció un albergue con una cantidad considerable de
empresas El albergue con más de 13 años de experiencia se ha establecido como el “proveedor de
servicios de Albergue para maquiladoras más grande de México contribuyendo en gran medida al sector
exportador del país” (Quienes somos, 2016)
TE Connectivity inicio sus actividades en 1997 mediante la fabricación de conectores y accesorios
eléctricos y electrónicos termocontraibles. En 1999 Raychem fue adquirida por Tyco Internacional
empresa líder mundialmente fundada en 1960 por Arturo Rosenbergh. En marzo de 2011 Tyco
Electronics cambio su nombre a TE Connectivity para dar mejor a entender los productos en los cuales la
empresa está enfocada y de esa manera los clientes la identifiquen.
La empresa bajo estudio es TE Connectivity Planta 1 (Ver figura 1) de la Industria Automotriz área de
Moldeo/ Mecatrónica, concentrándose el proyecto en el área de Mecatrónica en el cual hay tres
estaciones Bosch, Mecatrónica y EBC 460 en las cuales se producen piezas para automóviles como
para frenos, transmisiones, switch de encendido/ apagado, entre otras.

Página:4 de 15
El proyecto se enfoca en la línea de producción Bosch 107 la cual es del giro automotriz donde
actualmente laboran 6 operadores, un hermano mayor y un jefe de línea (ver figura 2).
1.1.4 Descripción del proceso.
La línea de producción donde se basa el proyecto es Bosch 107 manufacturera de piezas para
transmisión (ver figura 3), cuenta con los siguientes procesos y operaciones:
Pre mold
1. Tomar frames
2. Coloca frames en cavidades del molde
3. Moldeo de frames
4. Remover partes pre moldeadas y separar una de la otra, revisar las piezas por tiro corto, flash,
terminales dañadas u otros defectos.
5. Colocar piezas en conveyor
6. Traslado de pieza en conveyor
Figura 2. Layout de la empresa Fuente: Elaboración propia

Página:5 de 15
Prensa
7. Tomar pieza del conveyor con piezas pre-moldeadas
8. Colocar pieza en dado de corte de la prensa
9. Remover pieza cortada y colocarla en la cavidad del dado de formado
10. Remover la parte formada del dado
11. Colocar la pieza en conveyor para que se realice el Post-Moldeo
12. Traslado de pieza en conveyor
Post mold
13. Tomar pieza del conveyor
14. Colocar piezas pre moldeadas en cavidades del molde
15. moldeo de pieza pre moldeada
16. Remover runner de piezas y remover partes post moldeadas
17. Colocar pieza en tralla de plástico (5 piezas por tralla)
18. Bajar escaleras y colocar 3 trallas en carrito
19. subir escaleras y colocar 9 trallas vacías en rack inclinado
Prueba eléctrica
20. Tomar 3 trallas del carrito y colocarlas en rack inclinado
21. Tomar pieza de tralla
22. Inspeccionar pieza por daño, dobladas o rebabas en área de “J” o “L”
23. Retirar flash de la pieza
24. Colocar pieza en maquina
25. Colocar pieza en conveyor de inspección final
26. Traslado de pieza en conveyor
Inspección final
27. Tomar pieza del conveyor
28. Inspeccionar pieza por marca de Prueba Eléctrica
29. Inspeccionar marca de prueba eléctrica del termistor
30. Inspeccionar soldado del termistor
31. Remover flash de pieza
32. Colocar pieza en la mesa de Safe Launch
Safe Launch
33. Examinar termistor por delante y por atrás
34. Inspeccionar los 10 L-Hooks
35. Verificar los stake post holes
36. Verificar corte de runner

Página:6 de 15
37. Verificar presencia de punto de prueba eléctrica del termistor
38. Colocar pieza terminada en tralla
Figura 3. Producto terminado Fuente: Elaboración propia
1.2 Planteamiento del problema
En la línea de Bosch 107 no se cumple con la meta de productividad del 90 por ciento, con el estándar
más bajo de 67 por ciento y solo dos veces cumpliendo con la meta establecida, para la empresa es muy
importante cumplir con la producción, para ello buscando los métodos adecuados para el incremento, ya
que actualmente se detectaron actividades que no agregan valor.
¿Cuál es el método de trabajo que debe implementarse para aumentar la productividad en el área de
Bosch 107?
1.3 Objetivo
Aumentar la productividad en un 10 % en la línea de Bosch 107 en el proceso de Post moldeo, por medio
de una metodología que nos permita hacer más eficiente el proceso para alcanzar la meta de
productividad.
1.4 Justificación
El desarrollo del proyecto ayudara al aumento de la productividad en un cierto porcentaje, mejorando el
proceso para producir más piezas. La empresa lleva un buen control de las líneas de producción,
poniendo en evidencia si se cumple o no con lo establecido, esto beneficia tanto al ingeniero encargado
como a sus operadores en cuanto a ser partícipes de un mejoramiento para cumplir con la meta
establecida y cumplir en la entrega de las piezas al cliente.

Página:7 de 15
II. RUTA METODOLÓGICA
2.1 Definir
Revisar la declaración del problema y el objetivo, definir los requisitos del cliente y redactar un plan sobre
cómo se completará el proyecto. Se debe permanecer en contacto con la persona encargada del
proyecto para mantenerse informado.
2.2 Medir
Medir es la etapa clave para analizar el sujeto bajo estudio, es necesario medir el rendimiento respecto a
los requisitos mediante la toma de datos del proceso,
posteriormente registrarlos de manera adecuada para poder analizarlos de manera fácil.
2.3 Analizar
Analizar los datos recolectados mediante herramientas y técnicas para el análisis de los procesos para
identificar las actividades que agregan valor y las que no son necesarias para así determinar acciones.
Se anexo layout para tener una mejor visualización del proceso en la línea bajo estudio de Bosch 107.
2.4 Mejorar
Mejorar el proceso sustituyendo/eliminando las actividades que no son necesarias, realizar el rediseño
del proceso de la línea bajo estudio mediante el análisis de técnicas y herramientas de mejora. Obtener el
rendimiento al mejorar el proceso.
2.5 Controlar
Al mejorar el proceso, monitorear continuamente el rendimiento del proceso ajustando su funcionamiento
cuando se identifique que es necesario o al cambiar requisitos del cliente.
Página:8 de 15
III. RESULTADOS
3.1 Definir
Al revisar el problema que se presenta en la línea de Bosch 107 se encontró que no se ha cumplido con
la meta establecida de productividad del 90 por ciento, siendo el 67 por ciento la producción más baja,
mientras que solamente en dos ocasiones se ha alcanzado mencionada meta, por lo cual se buscara
implementar la metodología para alcanzar el objetivo de aumentar la productividad en un 10 por ciento.
Para lograr el requisito del cliente se debe cumplir con un takt time de 45 seg/2piezas para producir 1787
piezas en el turno de 12 horas.
Plan de proyecto: realizar planeación y programación de actividades, la recopilación de información
referente a productividad de la línea bajo estudio, al realizar cierta recopilación diagnosticar en qué
estado se encuentra la línea de producción e implementar una metodología para darle la debida solución
al problema, al hacer tal implementación evaluar los resultados, posteriormente realizar la documentación
de la propuesta y finalizar con las conclusiones del proyecto.
3.2 Medir
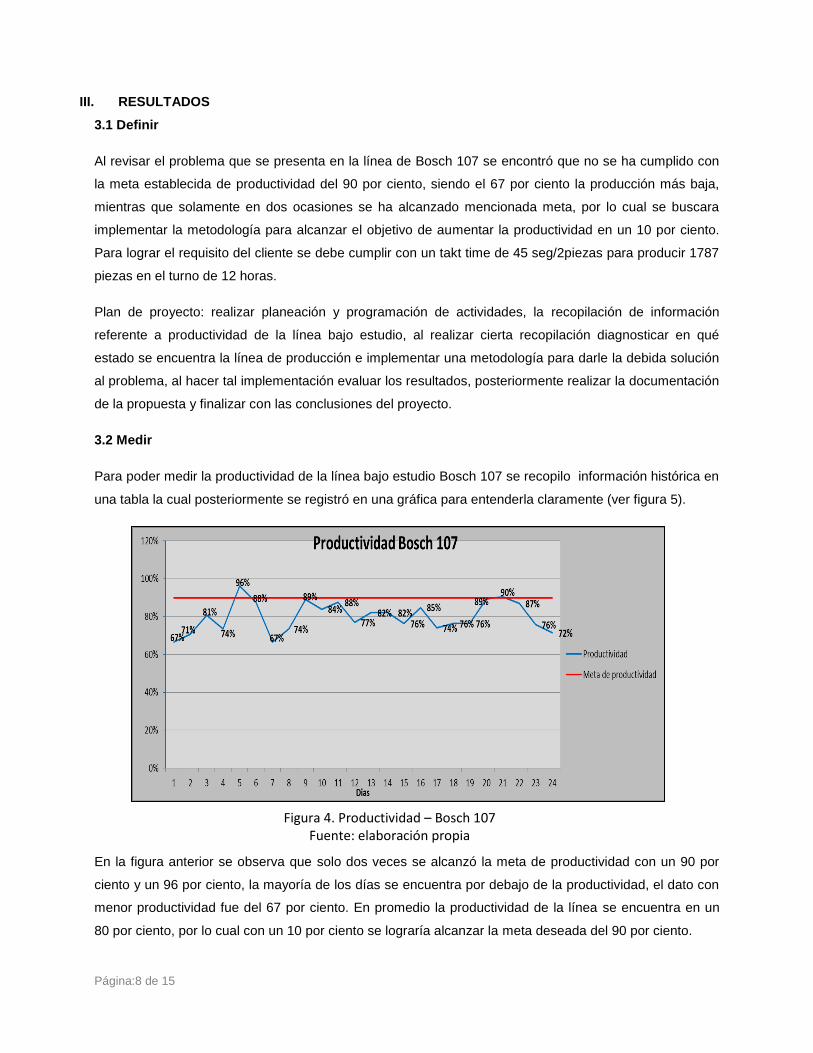
Para poder medir la productividad de la línea bajo estudio Bosch 107 se recopilo información histórica en
una tabla la cual posteriormente se registró en una gráfica para entenderla claramente (ver figura 5).
En la figura anterior se observa que solo dos veces se alcanzó la meta de productividad con un 90 por
ciento y un 96 por ciento, la mayoría de los días se encuentra por debajo de la productividad, el dato con
menor productividad fue del 67 por ciento. En promedio la productividad de la línea se encuentra en un
80 por ciento, por lo cual con un 10 por ciento se lograría alcanzar la meta deseada del 90 por ciento.
Figura 4. Productividad – Bosch 107 Fuente: elaboración propia
Página:9 de 15
3.3 Analizar
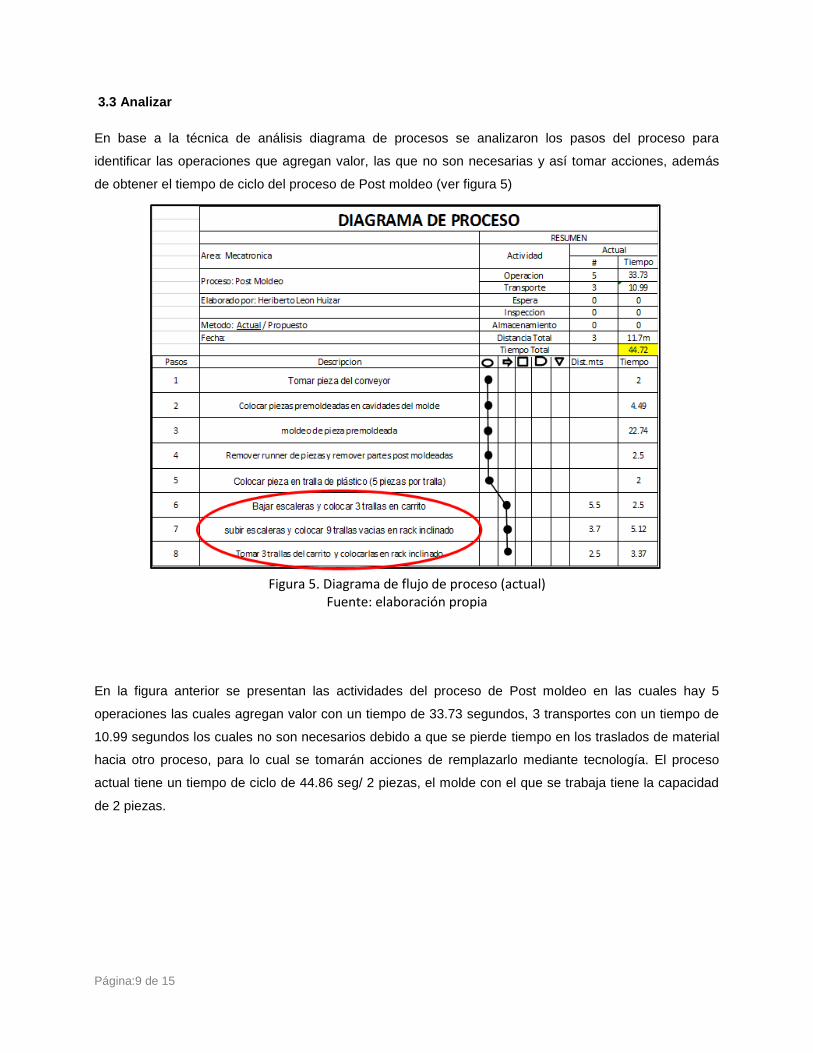
En base a la técnica de análisis diagrama de procesos se analizaron los pasos del proceso para
identificar las operaciones que agregan valor, las que no son necesarias y así tomar acciones, además
de obtener el tiempo de ciclo del proceso de Post moldeo (ver figura 5)
Figura 5. Diagrama de flujo de proceso (actual) Fuente: elaboración propia
En la figura anterior se presentan las actividades del proceso de Post moldeo en las cuales hay 5
operaciones las cuales agregan valor con un tiempo de 33.73 segundos, 3 transportes con un tiempo de
10.99 segundos los cuales no son necesarios debido a que se pierde tiempo en los traslados de material
hacia otro proceso, para lo cual se tomarán acciones de remplazarlo mediante tecnología. El proceso
actual tiene un tiempo de ciclo de 44.86 seg/ 2 piezas, el molde con el que se trabaja tiene la capacidad
de 2 piezas.

Página:10 de 15
Para una mejor visualización de los traslados de material por parte del operador en el proceso de Post
moldeo se anexo un layout (ver figura 6).
Figura 6. Layout Bosch 107 (Actual) Fuente: TE Connectivity
En la figura se muestran los procesos de la línea Bosch 107 en los cuales hay un operador por proceso.
En el proceso de Post moldeo se realizan los traslados de material por parte del operador, la línea roja
indica bajar escaleras 5.5 metros, la línea azul subir las escaleras 3.7 metros y línea verde colocar las
piezas en rack inclinado 2.5 metros.

Página:11 de 15
3.4 Mejorar
En base al análisis del diagrama de proceso actual se identificaron 3 actividades que no son necesarios
en el proceso porque no agregan valor, donde se encontró una oportunidad de mejora (ver figura 7).
Figura 7. Diagrama de flujo de proceso (propuesto) Fuente: elaboración propia
En la figura anterior se muestran la propuesta de mejora del proceso, se mantuvieron las 5 operaciones
con 33.73 segundos solamente que en la operación de colocar piezas en trallas ahora se coloca en
conveyor, se eliminaron los 3 transportes con un tiempo de 10.99 segundos pero al implementar el
conveyor se agregó un trasporte con un tiempo de 4.5 seg/3m, el tiempo de ciclo se redujo a un 38.23
segundos, mejorando el proceso con 6.49 segundos.
Página:12 de 15
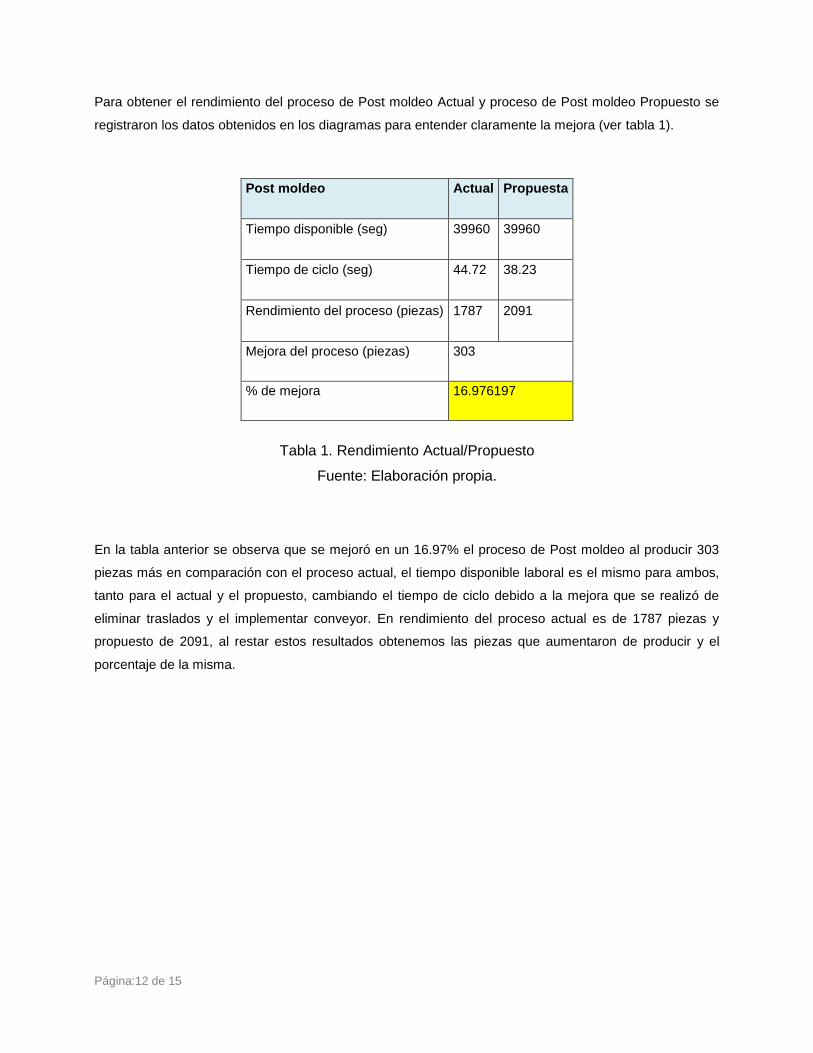
Para obtener el rendimiento del proceso de Post moldeo Actual y proceso de Post moldeo Propuesto se
registraron los datos obtenidos en los diagramas para entender claramente la mejora (ver tabla 1).
Tabla 1. Rendimiento Actual/Propuesto
Fuente: Elaboración propia.
En la tabla anterior se observa que se mejoró en un 16.97% el proceso de Post moldeo al producir 303
piezas más en comparación con el proceso actual, el tiempo disponible laboral es el mismo para ambos,
tanto para el actual y el propuesto, cambiando el tiempo de ciclo debido a la mejora que se realizó de
eliminar traslados y el implementar conveyor. En rendimiento del proceso actual es de 1787 piezas y
propuesto de 2091, al restar estos resultados obtenemos las piezas que aumentaron de producir y el
porcentaje de la misma.
Post moldeo Actual Propuesta
Tiempo disponible (seg) 39960 39960
Tiempo de ciclo (seg) 44.72 38.23
Rendimiento del proceso (piezas) 1787 2091
Mejora del proceso (piezas) 303
% de mejora 16.976197

Página:13 de 15
En base a la mejora del diagrama de flujo de proceso en los que se eliminaron/sustituyeron pasos que no
agregan valor como fueron los transportes y el utilizar un conveyor como alternativa de transporte de las
piezas hacia otro proceso se propuso rediseñar el Layout en el proceso de Post moldeo en la línea de
Bosch 107 (ver figura 8).
Figura 8. Layout Bosch 107 (Propuesto)
Fuente: TE Connectivity
En la imagen anterior se observa la utilización del conveyor para el transporte del material de un proceso
a otro el cual se giró 90 grados, se eliminaron los traslados por parte del operador para trasladar el
material en el cual se disminuye la distancia y el tiempo de ciclo donde se perdía tiempo en realizar
dichos traslados.
PRE MOLD INSP. FINAL PRENSA
SAFE LAUNCH

Página:14 de 15
3.5 Controlar
Para controlar el proceso, se propone monitorear continuamente el rendimiento de este, ajustando su
funcionamiento cuando se identifique que hay variaciones, a menos de que sean modificaciones
solicitadas por jefes o el mismo cliente.
Para prevenir problemas se debe controlar el proceso mejorado, es necesario documentar de forma
correcta las mejoras realizadas, las personas involucradas en el proceso están familiarizadas con el
actual, por lo que hay que tomar en cuenta que las personas desconocen los cambios que se realizan, de
esa manera se deben hacer capacitaciones al personal para adaptarlo al nuevo proceso de tal manera
que se debe considerar:
◦ La audiencia
◦ No todos aprenden al mismo ritmo
◦ Asegure que los aprendices puedan demostrar que comprendieron el desempeño actual
al explicarlo por si mismos
Para controlar el proceso es necesario documentar los cambios implementados, elaborando documentos
breves, claros y lo más visuales que sea posible, para que se facilite la capacitación del personal.
En caso de que la propuesta de mejora sea implementada y no funcione como se propone, se debe de
iniciar nuevamente con la primera fase de la metodología DMAIC la cual es Definir para poder cumplir
con la mejora continua del proceso.
Página:15 de 15
IV. CONCLUSIONES Y RECOMENDACIONES
Para la empresa es necesario mantener funcionando su proceso de la mejor manera posible para cumplir
con la meta establecida de productividad. Mediante la propuesta de mejora del proceso se cumpliría con
el objetivo planteado en el proyecto, el beneficio de la línea Bosch 107 aumentaría la productividad
mediante la eliminación/sustitución de actividades que no agregan valor, realizando cambios en el
proceso en donde el operador realiza traslados de piezas al bajar y subir plataforma del proceso de Post
moldeo.
Al momento de eliminar/sustituir actividades en el proceso, se disminuyó el tiempo de ciclo del proceso
de 44.72 segundos a 38.23 segundos, se cambió la actividad de colocar pieza en tralla de plástico a
colocar pieza en conveyor, se sustituyó las actividades de bajar y subir plataforma por medio de
escaleras para colocar en rack inclinado por la actividad de instalar conveyor para trasladar piezas, lo
cual aumentaría en un 16 % la producción con 303 piezas más al día, cumpliendo con el objetivo.
Al realizar la mejora del proceso mediante el rediseño también se verá beneficiado el operador ya que el
esfuerzo físico y mental será disminuido porque se eliminaron todas las actividades que no agregan valor,
son innecesarias y cansadas que se encontraban dentro del proceso.
Se recomienda controlar el proceso capacitando al operador que realiza las actividades de Post moldeo
para que sea más fácil aplicar el método mejorado para prevenir problemas que puedan surgir al no
estar familiarizado con el nuevo proceso. Documentar el proceso es de suma importancia para tener
evidencia de las mejoras realizadas en el proyecto, por otra parte el documentar ayuda a controlar el
proceso para que las personas involucradas tengan el conocimiento de que se debe hacer.
Para la mejora continua de este proyecto, se recomienda dar el seguimiento a la propuesta pendiente por
realizar debido al corto tiempo que se trabajó en el proyecto, las cuales son el rediseño del proceso al
implementar el conveyor para transporte de material, el documentar el proceso y rediseñar el layout del
proceso el cual disminuirá el tiempo de ciclo.