fecha mayo 29 de 2010 - usbbog.edu.cobiblioteca.usbbog.edu.co:8080/biblioteca/bdigital/64265.pdf ·...
TRANSCRIPT

1
FECHA Mayo 29 de 2010
NUMERO RAE PROGRAMA TECNOLOGIA EN ELECTRONICA
AUTOR(ES) ADAMES, Hugo MONCADA, Oscar SUAREZ, Andrés CHACON, Cesar DELGADO, Oscar
TITULO REDISEÑO SIMULADOR DE PROCESO INDUSTRIAL CLEANING IN PLACE (CIP)
Planta Industrial Recirculación Ciclo auto cebado
Control Controlador Cleaning In Place
PALABRAS CLAVES
El presente proyecto consiste en el rediseño y puesta a punto del proyecto de Ingeniería Electrónica presentado por estudiantes de la Universidad Buenaventura sede
Bogotá en el año 2.007 llamado “Simulador de Procesos Industriales”, cuyo objetivo era diseñar y construir el prototipo para el laboratorio de instrumentación y control de la Universidad.
Teniendo en cuenta y contando con los elementos aprovechables del proyecto anteriormente nombrado se determino rediseñar esta planta para representar procesos industriales reales como pasteurización, termización, y CIP, donde se controlan las variables más importantes de la industria (presión, caudal, nivel y temperatura).
La planta simula un ciclo auto cebado de recirculación de un fluido con variables controladas, con el fin de mantener una temperatura en el fluido recircúlate, controlada y constante. Para el caso de este proyecto, en el proceso de limpieza de tuberías y equipos llamado CIP por sus siglas en ingles (Cleaning In Place); con la enorme ventaja de trabajar el control en lazo cerrado, y teniendo la posibilidad de manipular controladores, actuadores y programador, para todas las aplicaciones de control que se requieran en el proceso académico.
DESCRIPCION

2
NUMERO RA PROGRAMA TECNOLOGIA EN ELECTRONICA
• AMBARDAR, Ashok. Procesamiento de Señales Análogas y Digitales. Segunda edición. Thompson Learning. México 1999. 811 P
• COLLAZO, Javier. Diccionario Enciclopédico de Términos Técnicos. Volumen 2. McGraw Hill. México 1981. 1787P
• INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS (ICONTEC). compendio Tesis y Otros Trabajos de Grado. Norma NTC 1486 Quinta Actualización. Colombia 2002 – 03 – 11. 23P
• OGATA, Katsuhiko. Ingeniería de Control Moderna. Tercera Edición. Prentice Hall. México 1998. 997P
• SOISSON, Harold E. Instrumentación Industrial. Tercera edición, Limusa Noriega, México 1990, 550P.
FUENTES BIBLIOGRAFICAS
OBJETIVOS DE LA INVESTIGACIÓN
Objetivo General
Rediseñar e implementar la planta piloto actual, para que simule un proceso industrial como herramienta didáctica al laboratorio de instrumentación de la Universidad San Buenaventura.
Objetivos Específicos
• Evaluar el prototipo inicial a ser mejorado • Determinar el proceso industrial a simular • Diseñar el sistema de control • Construir estructura para la planta piloto • Elaborar el manual de operación y mantenimiento de la planta piloto • Realizar montaje, ajuste y puesta a punto de la planta piloto
Desarrollo del Proyecto
• Sistema de control del simulador de procesos • Operación y funcionamiento del simulador
CONTENIDOS

3
NUMERO RA PROGRAMA TECNOLOGIA EN ELECTRONICA
ENFOQUE DE LA INVESTIGACIÓN
Este proyecto tiene un enfoque Analítico, cuyo interés técnico es la creación y rediseño del prototipo de una planta industrial con fines didácticos. LÍNEA DE INVESTIGACIÓN DE USB / SUB – LÍNEA DE LA FACULTAD/CAMPO TEMATICO DEL PROGRAMA. La línea de investigación de la Universidad que define este proyecto, es la de “Tecnologías actuales y sociedad”, ya que aporta conocimientos técnicos que ayudan a la solución de problemas o facilitan los procesos de mejoramiento de la calidad de vida de los estudiantes, mediante el refuerzo constante de los conocimientos tecnológicos en diferentes áreas como instrumentación, electrónica y control automático.
El enfoque de la sublínea de la facultad está dado en el área de “Instrumentación y Control de Procesos”, por ser un proyecto que asocia la solución de problemas presentes en los controles industriales, con la instrumentación que se encuentra ligada al monitoreo y medición de las variables y parámetros que lo definen. Este proyecto se adapta al campo temático de investigación de “Control”, haciendo referencia a la aplicación de las diferentes teorías de control y automatización de procesos industriales. HIPÓTESIS En este rediseño de planta de simulación, los estudiantes encontrarán un dispositivo que les brinde un contacto directo y permanente con un proceso industrial, donde pueden manipular las variables (Nivel, Presión, Temperatura) que hacen parte del sistema; de igual manera pueden observar el comportamiento de los diferentes tipos de control existentes, con sus respectivas combinaciones en cada uno de los elementos que lo componen. En los diversos equipos que hacen parte del simulador de procesos, los estudiantes analizan un tipo de control diferente, siendo así que en el tanque 2 (TQ 2) se puede ver el comportamiento de un sistema de control de nivel ON-OFF (Todo o nada), conformado por dos sensores tipo Interruptor, los cuales controlan dos relés que a su vez energizan dos electro válvulas y una motobomba encargadas de mantener el nivel dentro de los parámetros estipulados por el operador. El TQ1, cuenta con tres lazos de control, el primero corresponde al lazo de
METODOLOGIA

4
control de nivel, formado por un transmisor análogo, el segundo es la opción de nivel tipo flotador ON-OFF y una electroválvula, encargada de mantener el nivel del TQ. El tercer lazo, controla la temperatura mediante un sensor tipo RTD, que envía la señal de realimentación al controlador para manipular una resistencia eléctrica cuya función es calentar los líquidos contenidos en el recipiente, dicha temperatura es monitoreada de manera permanente por un indicador local. Los dos tanques cuentan con visores locales de nivel, para tener un mayor aseguramiento por parte de operador.
• El Rediseño del Simulador de Procesos industriales cumple con las expectativas formuladas en un comienzo por docentes y alumnos participantes del mismo.
• La evaluación realizada al proyecto de grado del banco de simulación industrial permitió concluir que este no simulaba un proceso existente en la industria y solo se limitaba a trasladar un líquido de un tanque a otro para luego ser calentado y arrojado al drenaje, con un lazo de control abierto.
• Para la simulación de un proceso industrial se determino que el Cleaning in Place CIP, era el proceso mas adecuado ya que la infraestructura de los tanques que tenia el proyecto anterior se prestaba.
• Para el diseño del sistema de control se tuvo en cuenta los elementos existentes en el banco anterior y los requeridos por el nuevo proceso a simular; para la tarea de control se selecciono un relé programable ZEN, por su facilidad de programación y su costo.
• Para facilitar las prácticas de laboratorio se construyo una estructura con
ruedas que permite transportar el banco de un lugar a otro.
• La puesta en funcionamiento de la planta de simulación, en los laboratorios de la USB, nos deja un sentimiento de satisfacción, al saber que contribuimos en mejorar la educación que en esta Aula Mater se imparte.
• Teniendo en cuenta que la mayoría de proyectos de grado no solo de Tecnologías, si no de Ingenierías, no pasan de la sustentación final, la verdad son muy pocos los proyectos de grado que se implementan de una forma útil después que el estudiante ha terminado.
• Un valor agregado de nuestro proyecto es que aparte de nuestra satisfacción personal de contribuir con la formación de futuras promociones, es que todo el costo, fue cubierto con gran esfuerzo por nosotros los integrantes, y lo dejamos para uso de la USB, en sus procesos de enseñanza.
CONCLUSIONES

5
REDISEÑO SIMULADOR DE PROCESO INDUSTRIAL CLEANING IN PLACE (CIP)
HUGO HERNANDO ADAMES SARMIENTO
OSCAR DARIO MONCADA
ANDRES SUAREZ PINEDA
CESAR CHACON RIVERA
OSCAR DELGADO HERNANDEZ
UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERIA
TECNOLOGIA EN ELECTRONICA BOGOTA, 29 DE MAYO DE 2010

6
REDISEÑO SIMULADOR DE PROCESO INDUSTRIAL
CLEANING IN PLACE (CIP)
HUGO HERNANDO ADAMES SARMIENTO
OSCAR DARIO MONCADA RAMIREZ
ANDRES SUAREZ PINEDA
CESAR CHACON RIVERA
OSCAR DELGADO HERNANDEZ
Trabajo de grado para optar al título de
Tecnólogos en Electrónica
INGENIERO: URIEL MUÑOZ
UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERIA
TECNOLOGIA EN ELECTRONICA BOGOTA, 29 DE MAYO DE 2010

7
CONTENIDO
INTRODUCCION ............................................................................................................... 9
1. PLANTEAMIENTO DEL PROBLEMA ..................................................................... 10
1.1 ANTECEDENTES ..................................................................................................... 101.2 DESCRIPCION Y FORMULACION DEL PROBLEMA ............................................ 101.3 JUSTIFICACION ....................................................................................................... 111.4 OBJETIVOS DEL PROYECTO ................................................................................. 121.4.1 OBJETIVO GENERAL .......................................................................................................... 121.4.2 OBJETIVOS ESPECÍFICOS ................................................................................................. 121.5 ALCANCES Y LIMITACIONES DEL PROYECTO ................................................... 121.5.1 ALCANCES ......................................................................................................................... 121.5.2 LIMITACIONES .................................................................................................................... 12
2. MARCO DE REFERENCIA ...................................................................................... 13
2.1 MARCO CONCEPTUAL O TEORICO ..................................................................... 132.2 MARCO LEGAL O NORMATIVO ............................................................................. 21
3. METODOLOGIA ....................................................................................................... 23
3.1 ENFOQUE DE LA INVESTIGACIÓN ........................................................................ 233.2 LÍNEA DE INVESTIGACIÓN DE USB / SUB – LÍNEA DE LA FACULTAD/CAMPO TEMATICO DEL PROGRAMA ....................................................................................... 233.3 TÉCNICAS DE RECOLECCIÓN DE LA INFORMACIÓN ........................................ 233.4 POBLACIÓN Y MUESTRA ....................................................................................... 243.5 HIPÓTESIS ................................................................................................................ 24
4. DESARROLLO DEL PROYECTO ........................................................................... 25
4.1 SISTEMA DE CONTROL DEL SIMULADOR DE PROCESOS ............................... 354.2 OPERACIÓN Y FUNCIONAMIENTO DEL SIMULADOR ........................................ 35
5. CONCLUSIONES ..................................................................................................... 44
6. RECOMENDACIONES ............................................................................................ 45
7. BIBLIOGRAFÍA ........................................................................................................ 46

8
ANEXO 1. ELEMENTOS DE REGULACIÓN Y CONTROL ......................................... 48
9
INTRODUCCION
Día a día en la educación y en la industria, se avanza en la búsqueda de mejorar y optimizar los procesos, a través de la investigación encontrando nuevas tecnologías que nos faciliten los trabajos.
Progresos que le han significado grandes avances a las empresas pero particularmente en la academia, a permitido un aprendizaje de manera que los estudiantes estén a la par con la tecnología, por otra parte estos procesos han permitido que una comunidad académica entre en el contexto de los conceptos que se manejan actualmente y estén involucrados en la problemática real que permitan generar soluciones.
En lo que concierne al estudiante que también trabaja y que no tiene acceso a todos los procesos de la industria moderna y donde aplicar lo aprendido, se convierte en una falencia en el proceso de aprendizaje. Por eso la planta de simulación industrial suple en gran medida esa limitación; ofreciéndonos la oportunidad en forma práctica y didáctica de acceder a un proceso industrial.
La planta simula un ciclo auto cebado de recirculación de un fluido con variables controladas como; temperatura, presión y caudal, con el fin de mantener una temperatura en el fluido recirculante, controlada y constante. Este tipo de procesos controlados se utilizan mucho en todo lo que tiene que ver con pasteurización, terminación, ultra pasteurización y para el caso de este proyecto, en el proceso de limpieza de tuberías y equipos llamado CIP por sus siglas en ingles (Cleaning In Place); con la enorme ventaja de trabajarlo en lazo cerrado, y teniendo la posibilidad de manipular controladores, actuadores y programador, para todas las aplicaciones de control que se requieran en el proceso académico.

10
1. PLANTEAMIENTO DEL PROBLEMA
1.1 ANTECEDENTES
Actualmente son pocos los bancos de entrenamiento que permiten a los estudiantes, realizar sus prácticas de procesos industriales reales, a nivel mundial se encuentra el proyecto “Monitorización y Control de Procesos Industriales a través de Internet” de la Universidad Politécnica de Valencia, España. Este proyecto le da gran importancia a los sistemas de instrumentación industrial y visualización a través de internet. En Colombia y específicamente en la Universidad Francisco de Paula Santander se ha trabajado a manera de proyecto de grado “UN SISTEMA MODULAR DIDACTICO PARA LA SIMULACION DE PROCESOS INDUSTRIALES DE BAJO COSTO” elaborado por el estudiante Víctor Hugo Murcia Celis; este proyecto de grado se centra en la aplicación de la electro neumática en procesos industriales
En la Universidad de San Buenaventura en el año 2007 los estudiantes Ricardo Orjuela William Bravo, Yimis Zabala presentaron el proyecto “simulador de procesos industriales” para obtener el título en Ingeniería Electrónica; cuyo objetivo era diseñar y construir el prototipo de simulador de proceso industrial para el laboratorio de instrumentación y control de la Universidad de San Buenaventura sede Bogotá.
1.2 DESCRIPCION Y FORMULACION DEL PROBLEMA
Después de haberse presentado el proyecto “simulador de procesos industriales” en el año 2007 como herramienta didáctica para el laboratorio de instrumentación y control de la universidad, y de ser puesto en funcionamiento por parte de los docentes como ayuda pedagógica en las materias de instrumentación y control de procesos, en los programas de Ingeniería Electrónica e Ingeniería Meca trónica se encontró que el equipo presentaba fallas en el diseño de la tarjeta de control y además no representaba un proceso industrial como tal, ya que su diseño solo permitía visualizar el

11
desplazamiento de un liquido (agua) de un deposito a otro para ser calentado y finalmente expulsado a un sifón.
Como herramienta de enseñanza en la materia de control solo permitía la simulación de un proceso en lazo abierto y no daba la opción de representar un sistema de control en lazo cerrado como actualmente se implementan la mayoría de procesos industriales.
Por último el confinamiento al que estaba sometido el equipo en las instalaciones del hangar no permitía la práctica a grupos mayores a 4 personas, lo que ocasionaba programar múltiples sesiones para un solo grupo causando traumatismos en la programación de dichas sesiones.
De acuerdo a la problemática expuesta y a las necesidades de la universidad, este proyecto se propone mejorar la planta de procesos industriales. Entonces ¿El rediseño y actualización de la planta de procesos industriales, facilitara la comprensión de los sistemas de instrumentación y control a los estudiantes de los programas de ingeniería y tecnología de la Universidad de San Buenaventura?
1.3 JUSTIFICACION
Con el rediseño de la planta de simulador de procesos industriales, se pretende brindarle a docentes y estudiantes de la Universidad San Buenaventura una verdadera herramienta de aprendizaje, versátil, funcional, segura y móvil, donde puedan poner en practica los conocimiento teóricos del aula en un banco que les permita manipular variables y poder observar los resultados de forma inmediata y segura bajo la supervisión, siempre del docente. Además involucra al estudiante en el mundo real y práctico de los procesos industriales a los cuales se tendrá que enfrenta en su vida laboral.
Con la puesta apunto del simulador se evita perder tiempo en tramites de visitas a plantas, desplazamientos, y gastos de logística que necesitan dichas visitas. Logrando así optimizar ese tiempo, en laboratorios que permitan desarrollar destrezas y habilidades en un simulador de procesos industriales que acercan mucho a un proceso real de la industria actual.

12
1.4 OBJETIVOS DEL PROYECTO
1.4.1 Objetivo general.
Rediseñar e implementar la planta piloto actual, para que simule un proceso industrial como herramienta didáctica al laboratorio de instrumentación de la Universidad San Buenaventura.
1.4.2 Objetivos específicos • Evaluar el prototipo inicial a ser mejorado • Determinar el proceso industrial a simular • Diseñar el sistema de control • Construir estructura para la planta piloto • Elaborar el manual de operación y mantenimiento de la planta piloto • Realizar montaje, ajuste y puesta apunto de la planta piloto
1.5 ALCANCES Y LIMITACIONES DEL PROYECTO
1.5.1 Alcances Construir una planta piloto de fácil desplazamiento que permita simular un proceso industrial, como lo es un CIP por sus siglas en ingles (Cleaning in place) y que cuenta con las siguientes etapas:
1. Llenado del tanque 2. Calentar el fluido 3. Recirculación 4. Mantener temperatura, control de nivel y presión
1.5.2 Limitaciones La implementación de la planta esta sujeta al presupuesto de los integrantes del proyecto.
13
2. MARCO DE REFERENCIA
Como el propósito del proyecto es rediseñar la planta denominada simulador de proceso industrial y representar procesos industriales como pasteurización, termización , y CIP, donde se controlan las variables más importantes de la industria (presión, caudal, nivel y temperatura), es necesario comprender el funcionamiento de diversos elementos que se manejan en las plantas de producción industrial, por eso a continuación se hace una descripción de los componentes que se encuentran en este tipo de plantas.
2.1 MARCO CONCEPTUAL O TEORICO
La mayoría de plantas industriales cuentan esencialmente con sistemas de instrumentación y de control, algunas en lazo abierto, otras en lazo cerrado. Los sistemas de control tanto para lazo abierto como para lazo cerrado se pueden realizar con PLC
Sistemas de lazo abierto
“Los sistemas en los cuales la salida no afecta la acción de control se denominan sistemas de control en lazo abierto. En otras palabras, en un sistema de control de lazo abierto no se mide la salida ni se realimenta para compararla con la entrada. En cualquier sistema de control en lazo abierto, la salida no se compara con la entrada de referencia. Por lo tanto, a cada entrada de referencia le corresponde una condición operativa fija; como resultado, la precisión del sistema depende de la calibración. Ante la presencia de perturbaciones, un sistema de control en lazo abierto no realiza la tarea deseada. En la práctica, el control en lazo abierto sólo se usa si se conoce la relación entre la entrada y la salida y si no hay perturbaciones internas ni externas. Es evidente que estos sistemas no son de control realimentado.” 1
1OGATA, Katsuhiko. Ingeniería de control moderno. Tercera edición, Prentice Hall, México 1998,
capitulo 1 p.3

14
Sistemas de lazo cerrado
“En un proceso industrial las variables monitorean permanentemente las condiciones del fluido manipulado, por lo tanto un control de lazo cerrado está monitoreando la señal de salida para compararla con la señal de referencia y calcular la señal de error, la cual a su vez es aplicada al controlador para generar la señal de control y tratar de llevar la señal de salida al valor deseado. Los sistemas de control realimentados se denominan también sistemas de control en lazo cerrado. En la práctica, los términos control, realimentado y control en lazo cerrado, se alimenta al controlador la señal de error de actuación, que es la diferencia entre la señal de entrada y la señal de realimentación (que puede ser la señal de salida misma o una función de la señal de salida y sus derivadas y/o integrales), a fin de reducir el error y llevar la salida del sistema a un valor conveniente. El término control en lazo cerrado siempre implica el uso de una acción de control realimentado para reducir el error del sistema.”2
PLC
Un controlador lógico programable es un sistema de control de estado sólido que monitorea la condición de los equipos que están conectados como entradas. Basado en un programa almacenado en memoria escrita por el usuario controla el estado de los equipos que están conectados como salidas.3
La memoria RAM es un tipo de memoria que se caracteriza por su extremada rapidez, en ella podemos leer y escribir cuantas veces queramos; su única pega es que pierde todo su contenido si le quitamos la alimentación. El microprocesador del PLC utiliza esta memoria para escribir los datos (estado de las entradas, órdenes de salida, resultados intermedios,…) y recurre a ella para leer el programa. No se utiliza otro tipo de memoria (la EPROM, por ejemplo) porque, aunque tienen la ventaja de no perder los datos cuando no tienen alimentación, son memorias más lentas y que requieren procesos más complicados para su borrado y regrabación: otra de las ventajas de la memoria RAM es que no necesitamos borrar los datos que contiene, escribimos directamente los nuevos datos sobre los que ya tiene grabados
4
2 8 Ibid., p. 7.
3 http://www.emagister.com
4 http://www.unicrom.com/tut_plC1.asp Luis González López

15
Sensor
“Relaciona a todos los dispositivos que convierten el valor de una magnitud física (presión, flujo, temperatura, etc.) en una señal eléctrica codificada ya sea en forma analógica o digital. También son llamados transductores. Los sensores ó transductores analógicos, envían por lo regular señales normalizadas de 0 a 5 voltios, 0 a 10 voltios o 4 a 20 mA. El sensor, o elemento de medición, es un dispositivo que convierte la variable de salida en otra variable manejable, tal como un desplazamiento, una presión, o un voltaje, que pueda usarse para comparar la salida con la señal de entrada de referencia. Este elemento está en la trayectoria de realimentación del sistema en lazo cerrado. El punto de ajuste del controlador debe convertirse en una entrada de referencia con las mismas unidades que la señal de realimentación del sensor o elemento de medición. En un proceso industrial, el controlador detecta la señal de error, que por lo general, está en un nivel de potencia muy bajo, y la amplifica a un nivel lo suficientemente alto. La salida de un controlador automático se alimenta a un actuador, tal como un motor o una válvula neumáticos, un motor hidráulico, o un motor eléctrico. Dado que las características dinámica y estática del sensor o del elemento de medición afecta la indicación del valor real de la variable de salida, el sensor cumple una función importante para determinar el desempeño general del sistema de control. Por lo general el sensor determina la función de transferencia en la trayectoria de realimentación. Si las constantes de tiempo de un sensor son insignificantes en comparación con otras constantes de tiempo del sistema de control, la función de transferencia del sensor simplemente se convierte en una constante.”5
Controlar.
“Al controlar una variable dentro de un proceso, la señal que produce el controlador para modificar la variable controlada de tal forma que se disminuya, o elimine el error, significa medir el valor de la variable controlada del sistema y aplicar la variable manipulada al sistema para corregir o limitar una desviación del valor medido a partir de un valor deseado. Los controladores industriales se clasifican, de acuerdo con sus acciones de control, dichas acciones están clasificadas en
5 OGATA, Katsuhiko. Ingeniería de control moderno. Tercera edición, Prentice Hall, México 1998,
capitulo 1 p. 212, 218.
16
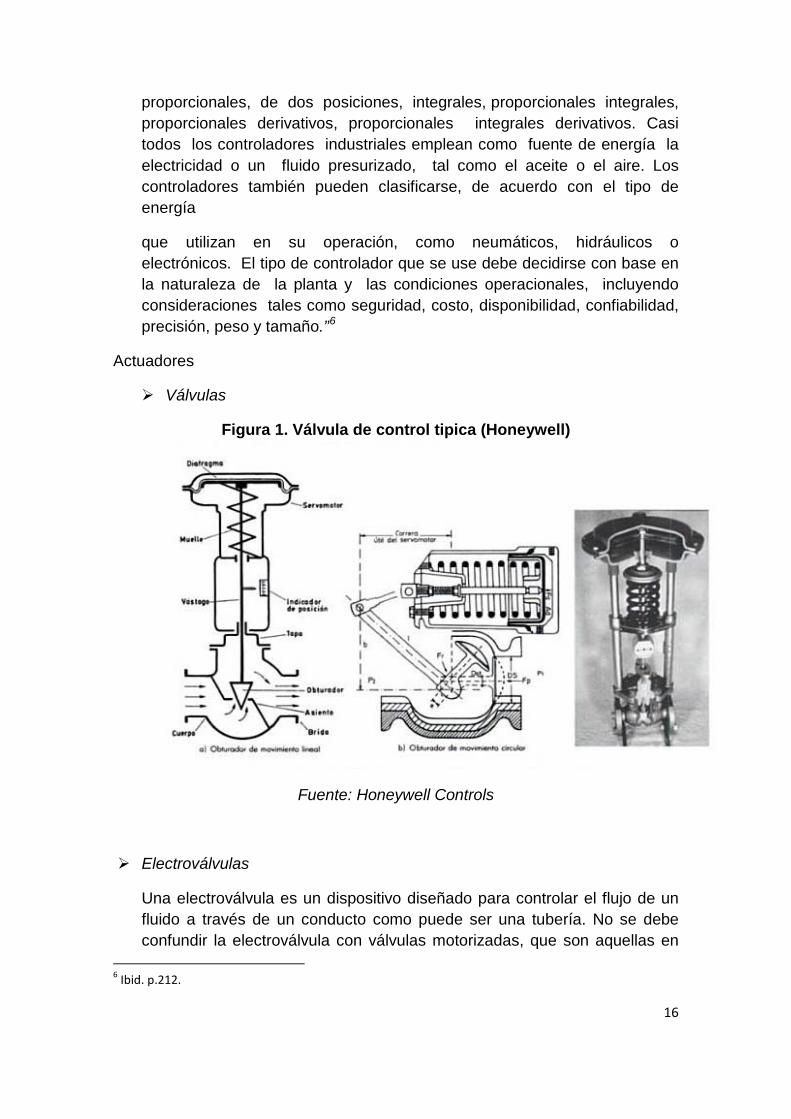
proporcionales, de dos posiciones, integrales, proporcionales integrales, proporcionales derivativos, proporcionales integrales derivativos. Casi todos los controladores industriales emplean como fuente de energía la electricidad o un fluido presurizado, tal como el aceite o el aire. Los controladores también pueden clasificarse, de acuerdo con el tipo de energía
que utilizan en su operación, como neumáticos, hidráulicos o electrónicos. El tipo de controlador que se use debe decidirse con base en la naturaleza de la planta y las condiciones operacionales, incluyendo consideraciones tales como seguridad, costo, disponibilidad, confiabilidad, precisión, peso y tamaño.”6
Actuadores
Válvulas
Figura 1. Válvula de control tipica (Honeywell)
Fuente: Honeywell Controls
Electroválvulas
Una electroválvula es un dispositivo diseñado para controlar el flujo de un fluido a través de un conducto como puede ser una tubería. No se debe confundir la electroválvula con válvulas motorizadas, que son aquellas en
6 Ibid. p.212.

17
las que un motor acciona el cuerpo de la válvula. Existen varios tipos de electroválvulas. En algunas electroválvulas el solenoide actúa directamente sobre la válvula proporcionando toda la energía necesaria para su movimiento. Es corriente que la válvula se mantenga cerrada por la acción de un muelle y que el solenoide la abra venciendo la fuerza del muelle. Esto quiere decir que el solenoide debe estar activado y consumiendo energía mientras la válvula deba estar abierta. También es posible construir electroválvulas biestables que usan un solenoide para abrir la válvula y otro para cerrar o bien un solo solenoide que abre con un impulso y cierra con el siguiente. Las electroválvulas pueden ser cerradas en reposo o normalmente cerradas lo cual quiere decir que cuando falla la alimentación eléctrica quedan cerradas o bien pueden ser del tipo abiertas en reposo o normalmente abiertas que quedan abiertas cuando no hay alimentación. Hay electroválvulas que en lugar de abrir y cerrar lo que hacen es conmutar la entrada entre dos salidas. Este tipo de electroválvulas a menudo se usan en los sistemas de calefacción por zonas lo que permite calentar varias zonas de forma independiente utilizando una sola bomba de circulación.
Figura 2. Solenoide
Fuente: Honeywell Controls
El gráfico adjunto muestra el funcionamiento de este tipo de válvula. En la parte superior vemos la válvula cerrada. El agua bajo presión entra por A. B es un diafragma elástico y tiene encima un muelle que le empuja hacia abajo con fuerza débil. La función de este muelle no nos interesa por ahora y lo

18
ignoramos ya que la válvula no depende de él para mantenerse cerrada. El diafragma tiene un diminuto orificio en el centro que permite el paso de un pequeño flujo de agua. Esto hace que el agua llene la cavidad C y que la presión sea igual en ambos lados del diafragma. Mientras que la presión es igual a ambos lados, vemos que actúa en más superficie por el lado de arriba que por el de abajo por lo que presiona hacia abajo sellando la entrada. Cuanto mayor sea la presión de entrada, mayor será la fuerza con que cierra la válvula. 7
Motores
Un motor eléctrico es una máquina eléctrica que transforma energía eléctrica en energía mecánica por medio de interacciones electromagnéticas. Algunos de los motores eléctricos son reversibles, es decir, pueden transformar energía mecánica en energía eléctrica funcionando como generadores. Los motores eléctricos de tracción usados en locomotoras realizan a menudo ambas tareas, si se los equipa con frenos regenerativos. Son ampliamente utilizados en instalaciones industriales, comerciales y de particulares. Pueden funcionar conectados a una red de suministro eléctrico o a baterías. Una batería de varios kilogramos equivale a la energía que contienen 80 g de gasolina. Así, en automóviles se están empezando a utilizar en vehículos híbridos para aprovechar las ventajas de ambos. Los motores de corriente alterna y los motores de corriente continua se basan en el mismo principio de funcionamiento, el cual establece que si un conductor por el cual circula una corriente eléctrica se encuentra dentro de la acción de un campo magnético, éste tiende a desplazarse perpendicularmente a las líneas de acción del campo magnético. El conductor tiende a funcionar como un electroimán debido a la corriente eléctrica que circula por el mismo adquiriendo de esta manera propiedades magnéticas, que provocan, debido a la interacción con los polos ubicados en el estator, el movimiento circular que se observa en el rotor del motor. Partiendo del hecho de que cuando pasa corriente eléctrica por un conductor se produce un campo magnético, además si lo ponemos dentro de la acción de un campo magnético potente, el producto de la interacción de ambos campos magnéticos hace que el conductor tienda a desplazarse produciendo así la energía mecánica. Dicha energía es comunicada al exterior mediante un dispositivo llamado flecha. En diversas circunstancias presenta muchas ventajas respecto a los motores de combustión:
7 http://es.wikipedia.org/wiki/Electrov%C3%A1lvula

19
• A igual potencia, su tamaño y peso son más reducidos.
• Se pueden construir de cualquier tamaño.
• Tiene un par de giro elevado y, según el tipo de motor, prácticamente constante.
• Su rendimiento es muy elevado (típicamente en torno al 75%, aumentando el mismo a medida que se incrementa la potencia de la máquina).
• Este tipo de motores no emite contaminantes, aunque en la generación de energía eléctrica de la mayoría de las redes de suministro se emiten contaminantes.8
Bombas
Una bomba es una máquina hidráulica generadora que transforma la energía (generalmente energía mecánica) con la que es accionada en energía hidráulica del fluido incompresible que mueve. El fluido incompresible puede ser líquido o una mezcla de líquidos y sólidos como puede ser el hormigón antes de fraguar o la pasta de papel. Al incrementar la energía del fluido, se aumenta su presión, su velocidad o su altura, todas ellas relacionadas según el principio de Bernoulli. En general, una bomba se utiliza para incrementar la presión de un líquido añadiendo energía al sistema hidráulico, para mover el fluido de una zona de menor presión o altitud a otra de mayor presión o altitud. Existe una ambigüedad en la utilización del término bomba, ya que generalmente es utilizado para referirse a las máquinas de fluido que transfieren energía, o bombean fluidos incompresibles, y por lo tanto no alteran la densidad de su fluido de trabajo, a diferencia de otras máquinas como lo son los compresores, cuyo campo de aplicación es la neumática y no la hidráulica. Pero también es común encontrar el término bomba para referirse a máquinas que bombean otro tipo de fluidos, así como lo son las bombas de vacío o las bombas de aire.
Según el tipo de accionamiento:
• Electrobombas. Genéricamente, son aquellas accionadas por un motor eléctrico, para distinguirlas de las motobombas, habitualmente accionadas por motores de explosión
8 http://es.wikipedia.org/wiki/Motor_el%C3%A9ctrico

20
• Bombas neumáticas que son bombas de desplazamiento positivo en las que la energía de entrada es neumática, normalmente a partir de aire comprimido.
• Bombas de accionamiento hidráulico, como la bomba de ariete o la noria.
• Bombas manuales. Un tipo de bomba manual es la bomba de balancín.9
RELE
El relé o relevador, del francés relais, relevo, es un dispositivo electromecánico, que funciona como un interruptor controlado por un circuito eléctrico en el que, por medio de una bobina y un electroimán, se acciona un juego de uno o varios contactos que permiten abrir o cerrar otros circuitos eléctricos independientes. Fue inventado por Joseph Henry en 1835.
Dado que el relé es capaz de controlar un circuito de salida de mayor potencia que el de entrada, puede considerarse, en un amplio sentido, como un amplificador eléctrico. Como tal se emplearon en telegrafía, haciendo la función de repetidores que generaban una nueva señal con corriente procedente de pilas locales a partir de la señal débil recibida por la línea. Se les llamaba "relevadores". De ahí "relé".10
RELE DE ESTADO SOLIDO
Se llama relé de estado sólido a un circuito híbrido, normalmente compuesto por un optoacoplador que aísla la entrada, un circuito de disparo, que detecta el paso por cero de la corriente de línea y un triac o dispositivo similar que actúa de interruptor de potencia. Su nombre se debe a la similitud que presenta con un relé electromecánico; este dispositivo es usado generalmente para aplicaciones donde se presenta un uso continuo de los contactos del relé que en comparación con un relé convencional generaría un serio desgaste mecánico, además de poder conmutar altos amperajes que en el caso del relé electromecánico destruirían en poco tiempo los contactos11
9 http://es.wikipedia.org/wiki/Bomba_hidr%C3%A1ulica
10 http://es.wikipedia.org/wiki/Rel%C3%A9
11 http://es.wikipedia.org/wiki/Rel%C3%A9

21
Los SSR nos dan muchas ventajas en comparación a los relés de contactos electromecánicos: son más livianos, silenciosos, rápidos y confiables, no se desgastan, son inmunes a los choques y vibraciones, generan muy pocas interferencias, conmutan altas corrientes y voltajes sin producir arcos, proporcionan varios kilovoltios de aislamiento entre la entrada y la salida.
Como desventajas tienen: son muy costosos los modelos comerciales, son dispositivos de una sola posición. Esto significa que un solo SSR no puede conmutar al mismo tiempo varias cargas independientes como lo hacen los relés12
2.2 MARCO LEGAL O NORMATIVO
El presente trabajo no se encuentra limitado por normatividad que indique de manera única o estandarizada el diseño de un simulador de procesos industriales, sin embargo se indican algunas normas que están relacionados con los procesos que se pretenden representar.
Norma ANSI A13.1. Las tuberías que conducen fluidos deben estar señalizadas con la dirección del fluido y un código de colores acorde con el tipo de producto transportado.
Existen diversos códigos de colores diseñados para identificar los fluidos (líquidos y gaseosos) transportados. Para complementar la identificación de las líneas de proceso, se utilizan cintas de demarcación que cumplan con las normas del código de colores.
En estos casos la señalización se coloca, en lugares de fácil visualización que identifique el tipo de fluido y su dirección.
El cambio de colores se puede aplicar a criterio de la empresa, siempre que el escogido sea bien conocido por todos los trabajadores de la planta.
Norma ISA – S5.1. Los diagrama de tuberías e Instrumentación son como su nombre lo indica, la representación gráfica de todos los elementos que intervienen en un proceso industrial.
En instrumentación y control se emplea una simbología especial, con el objeto de transmitir de forma sencilla y específica la información.
12 http://www.electronica-electronics.com/Circuitos/SSR_-_Relay_de_estado_solido.html

22
En este sentido, es necesario tener conocimiento de la nomenclatura estándar marcada en la norma.
Las especificaciones en el nombre de un elemento, se mencionan a continuación:
- “La identificación de los elementos modelados debe hacerse de acuerdo con el número de identificación típico (TAG)”. Norma ANSI/ISA-S5.1-1984(R-1992).
- “El nombre de los instrumentos y válvulas de control debe contener un identificador de funciones, número de serie de la tubería o equipo que le contiene y un sufijo que se vuelve opcional”. Norma ANSI/ISA-S5.1-1984(R-1992).
- “El nombre de los equipos deben contener el área o ubicación y número de serie del equipo, en caso de equipos con las mismas funciones se agrega un sufijo”. Norma ANSI/ISA-S5.1-1984(R-1992).
- “La identificación de las tuberías debe tener el diámetro de la tubería principal, servicio, número de serie, especificación y en caso necesario un sufijo”. Norma ANSI/ISA-S5.1-1984(R-1992).
23
3. METODOLOGIA
3.1 ENFOQUE DE LA INVESTIGACIÓN
Este proyecto tiene un enfoque Analítico, cuyo interés técnico es la creación y rediseño del prototipo de una planta industrial con fines didácticos. 3.2 LÍNEA DE INVESTIGACIÓN DE USB / SUB – LÍNEA DE LA
FACULTAD/CAMPO TEMATICO DEL PROGRAMA. La línea de investigación de la Universidad que define este proyecto, es la de “Tecnologías actuales y sociedad”, ya que aporta conocimientos técnicos que ayudan a la solución de problemas o facilitan los procesos de mejoramiento de la calidad de vida de los estudiantes, mediante el refuerzo constante de los conocimientos tecnológicos en diferentes áreas como instrumentación, electrónica y control automático. El enfoque de la sublínea de la facultad está dado en el área de “Instrumentación y Control de Procesos”, por ser un proyecto que asocia la solución de problemas presentes en los controles industriales, con la instrumentación que se encuentra ligada al monitoreo y medición de las variables y parámetros que lo definen. Este proyecto se adapta al campo temático de investigación de “Control”, haciendo referencia a la aplicación de las diferentes teorías de control y automatización de procesos industriales.
3.3 TÉCNICAS DE RECOLECCIÓN DE LA INFORMACIÓN
La información requerida para la ejecución de este proyecto será recolectada mediante las siguientes técnicas: • Visitas a empresas dedicadas al desarrollo de tecnología enfocada a la automatización de sistemas industriales. • Consultas a personas con amplio conocimiento en sistemas de control y manejo de procesos industriales. • Pruebas y análisis a equipos de medición utilizados para el control de procesos industriales. • Recopilación de los conocimientos técnicos adquiridos a través de nuestra experiencia laboral.

24
3.4 POBLACIÓN Y MUESTRA
Las empresas y/o personas que se pueden tener en cuenta para realizar consultas durante el desarrollo de este proyecto son: • Empresas que se dediquen al desarrollo, comercialización y/o venta de sistemas encaminados a la automatización de plantas industriales. • Personas que por su trayectoria laboral en sistemas de control, conozcamos y consideremos idóneas para realizar algún aporte al desarrollo de este proyecto.
3.5 HIPÓTESIS
En este rediseño de planta de simulación, los estudiantes encontrarán un dispositivo que les brinde un contacto directo y permanente con un proceso industrial, donde pueden manipular las variables (Nivel, Presión, Temperatura) que hacen parte del sistema; de igual manera pueden observar el comportamiento de los diferentes tipos de control existentes, con sus respectivas combinaciones en cada uno de los elementos que lo componen. En los diversos equipos que hacen parte del simulador de procesos, los estudiantes analizan un tipo de control diferente, siendo así que en el tanque 2 (TQ 2) se puede ver el comportamiento de un sistema de control de nivel ON-OFF (Todo o nada), conformado por dos sensores tipo Interruptor, los cuales controlan dos relés que a su vez energizan dos electro válvulas y una motobomba encargadas de mantener el nivel dentro de los parámetros estipulados por el operador. El TQ1, cuenta con tres lazos de control, el primero corresponde al lazo de control de nivel, formado por un transmisor análogo, el segundo es la opción de nivel tipo flotador ON-OFF y una electroválvula, encargada de mantener el nivel del TQ. El tercer lazo, controla la temperatura mediante un sensor tipo RTD, que envía la señal de realimentación al controlador para manipular una resistencia eléctrica cuya función es calentar los líquidos contenidos en el recipiente, dicha temperatura es monitoreada de manera permanente por un indicador local. Los dos tanques cuentan con visores locales de nivel, para tener un mayor aseguramiento por parte de operador.

25
4. DESARROLLO DEL PROYECTO
Para iniciar el rediseño de la planta de simulación de proceso industrial se tuvo en cuenta los elementos que constituían el banco de simulación existente, y que además no representaba un proceso industrial como tal, ya que su diseño solo permitía visualizar el desplazamiento de un liquido (agua) de un deposito a otro para ser calentado y finalmente expulsado a un sifón.
Figura 3. Banco de Simulador de Proceso Industrial a Rediseñar
Fuente: Bravo, William. Simulador de Proceso Industrial. Universidad de San
Buenaventura, Bogotá. 2007.
A continuación se eligió un proceso industrial que pudiera ser simulado, aprovechando los elementos que existían; por esto se escogió un proceso de limpieza de equipos y tuberías industriales conocido como CIP. (Cleaning in Place).
La figura 4, representa gráficamente los elementos que componen la nueva propuesta, para el banco de simulación del proceso industrial.

26
Figura 4. Rediseño del simulador de procesos Industriales.
El (Cleaning in Place), es un proceso en el cual se llevan las soluciones de limpieza hasta el objeto a limpiar, y se compone básicamente de cuatro etapas: en la primera se realiza un empuje con agua para limpiar las partículas gruesas que hayan quedado, de la anterior producción, en la segunda etapa se realiza una limpieza con soda caustica, a modo de detergente para eliminar grasas, en la tercera etapa se realiza una limpieza con acido sulfúrico, con el fin de desinfectar, y por ultimo una limpieza con agua caliente para eliminar los residuos de acido.
Para implementar el proceso industrial de limpieza CIP, se utilizan dos tanques: el tanque numero 1, simula el equipo que contiene las soluciones de limpieza, y el tanque numero 2, el objeto a limpiar; se encuentra en el tanque numero1, un sensor de nivel análogo y la opción de control ON-OFF mediante dos sensores tipo flotador, encargados de controlar el nivel del tanque, una resistencia eléctrica encargada de calentar las soluciones de limpieza, una sonda de temperatura tipo pt 100, encargada de llevar la señal al controlador de temperatura, un termómetro de caratula encargado de facilitar la visualización de la temperatura, un visor de nivel encargado de facilitar la

27
visualización del nivel, una bomba centrifuga encargada de llevar las soluciones de limpieza al objeto a limpiar. En el tanque numero 2, se encuentran dos sensores de nivel ON-OFF, encargados de controlar el nivel del tanque, un visor de nivel encargado de facilitar la visualización del nivel, una válvula de seguridad encargada de evacuar las sobrepresiones que se llegasen a presentar, una bomba centrifuga encargada de regresar las soluciones de limpieza al tanque del CIP.
Para facilitar la comprensión del funcionamiento de cada uno de los elementos que interactúan en el proceso industrial, se designo cada uno de los elementos que componen el banco de simulación, con una sigla como aparece en la figura 5.
Figura 5. Rediseño Simulador de Proceso Industrial
La designación de los elementos de instrumentación industrial que componen la nueva propuesta, se aprecian en la tabla 1.
TABLERO ELECTRICO
V202 (VS2)
LS- 201-3 (SNB)
LG2
V101 (YV0) V102’ (YV3’)
PIC 101-4 (SP1)
V201 (YV3)
P201 (MB3)
LS+ 201-2 (SNA)
TIC 101-1 (ST1)
E1
R (R1)
M3 (ME1)
P101 (MB2)
V203 (DRAIN2)
V 102 (YV2)
LG1
TIC 102-4 (ST2)
TI1
28
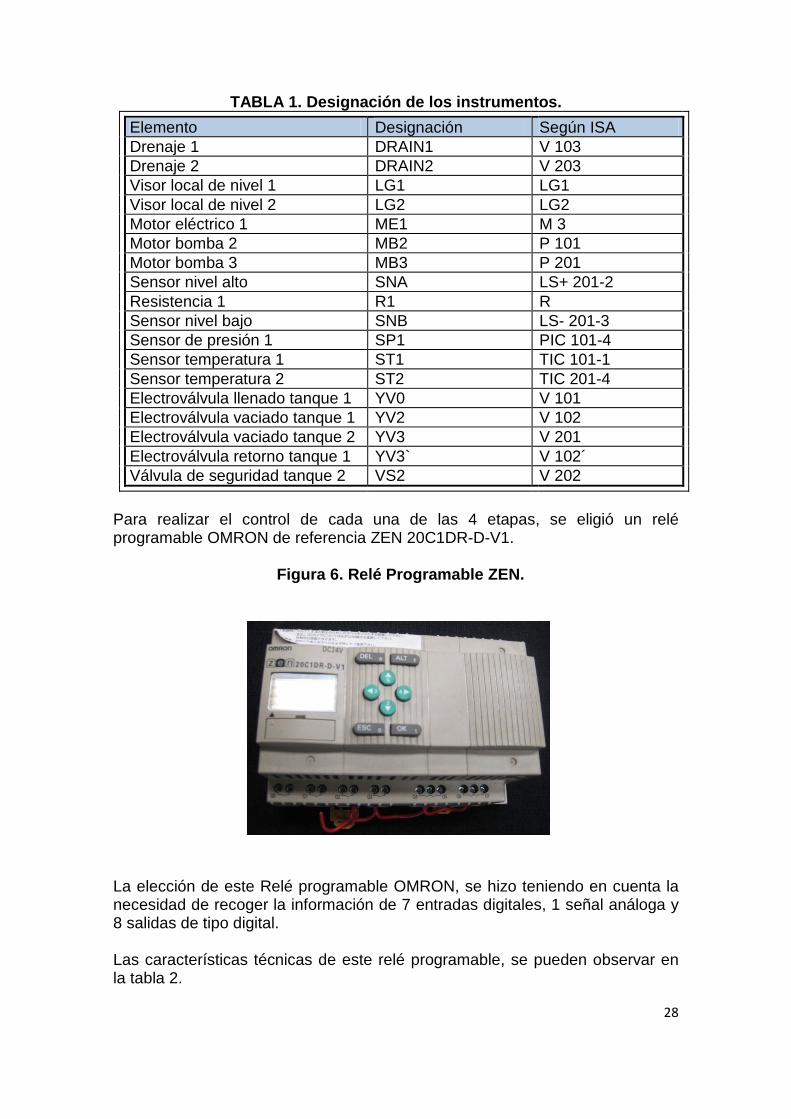
TABLA 1. Designación de los instrumentos. Elemento Designación Según ISA Drenaje 1 DRAIN1 V 103 Drenaje 2 DRAIN2 V 203 Visor local de nivel 1 LG1 LG1 Visor local de nivel 2 LG2 LG2 Motor eléctrico 1 ME1 M 3 Motor bomba 2 MB2 P 101 Motor bomba 3 MB3 P 201 Sensor nivel alto SNA LS+ 201-2 Resistencia 1 R1 R Sensor nivel bajo SNB LS- 201-3 Sensor de presión 1 SP1 PIC 101-4 Sensor temperatura 1 ST1 TIC 101-1 Sensor temperatura 2 ST2 TIC 201-4 Electroválvula llenado tanque 1 YV0 V 101 Electroválvula vaciado tanque 1 YV2 V 102 Electroválvula vaciado tanque 2 YV3 V 201 Electroválvula retorno tanque 1 YV3` V 102´ Válvula de seguridad tanque 2 VS2 V 202
Para realizar el control de cada una de las 4 etapas, se eligió un relé programable OMRON de referencia ZEN 20C1DR-D-V1.
Figura 6. Relé Programable ZEN.
La elección de este Relé programable OMRON, se hizo teniendo en cuenta la necesidad de recoger la información de 7 entradas digitales, 1 señal análoga y 8 salidas de tipo digital. Las características técnicas de este relé programable, se pueden observar en la tabla 2.

29
TABLA 2.Caracteristicas técnicas del ZEN.
Elemento Designación Marca OMRON Modelo ZEN 20C1 DR D V1 Entradas 10 Digitales, 2 Analógicas Salidas 4 Salidas por relé, 2 conmutables. Alimentación: 24V DC2.5ª Salidas 24 V DC 5A/P R 150 - 250V DC 8A/P R 1
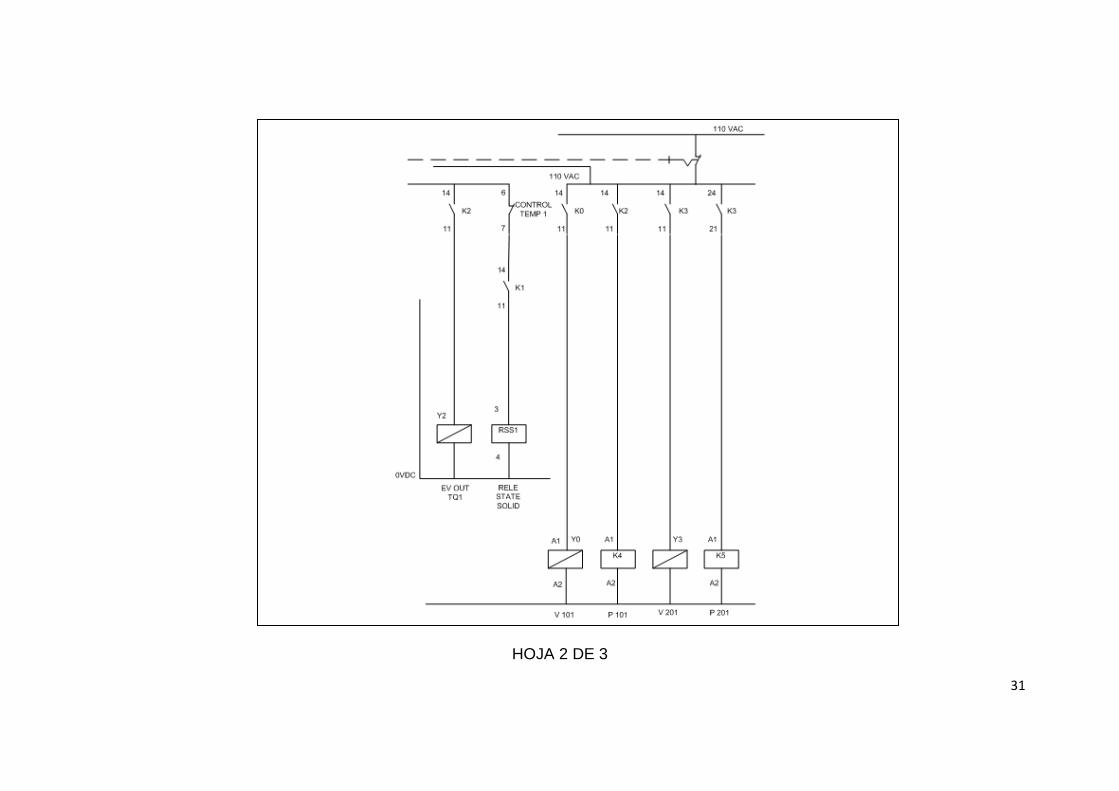
La conexión de los sensores de temperatura, presión a las entradas del controlador, la conexión de las electroválvulas se puede apreciar en la figura 7.

30
Figura 7. Diagrama de conexión eléctrica
HOJA 1 DE 3
31
HOJA 2 DE 3

32
HOJA 3 DE 3

33
Para facilitar la realización del programa para relé programable, se procede a hacer una tabla de asignaciones de acuerdo a la conexión de las entradas y las salidas que va a tener el controlador, teniendo en cuenta que en el ZEN las entradas se representan como I y las salidas como Q.
TABLA 3. Lista de asignaciones para el controlador Operando Símbolo Comentario
I0 Start Inicio I1 Stop Parada I2 SNATQ1 Nivel alto tanque 1 (Opcional) I3 C1 Control de temperatura I4 SNATQ2 Nivel alto tanque 2 I5 SNBTQ1 Nivel bajo tanque 1 (Opcional) I6 SNBTQ2 Nivel bajo tanque 2 TQ2 Ia SP1 Señal de sensor de presión análogo Q0 YV0 Electroválvula llenado tanque 1 Q1 CT1 Energizar Resistencia Q2 YV2 Electroválvula vaciado tanque 1 Q3 YV3 Electroválvula vaciado tanque 2 Q4 H1 Piloto señalización paso de empuje Q5 H2 Piloto señalización paso de soda Q6 H3 Piloto señalización paso de ácido Q7 H4 Piloto señalización paso de enjuague
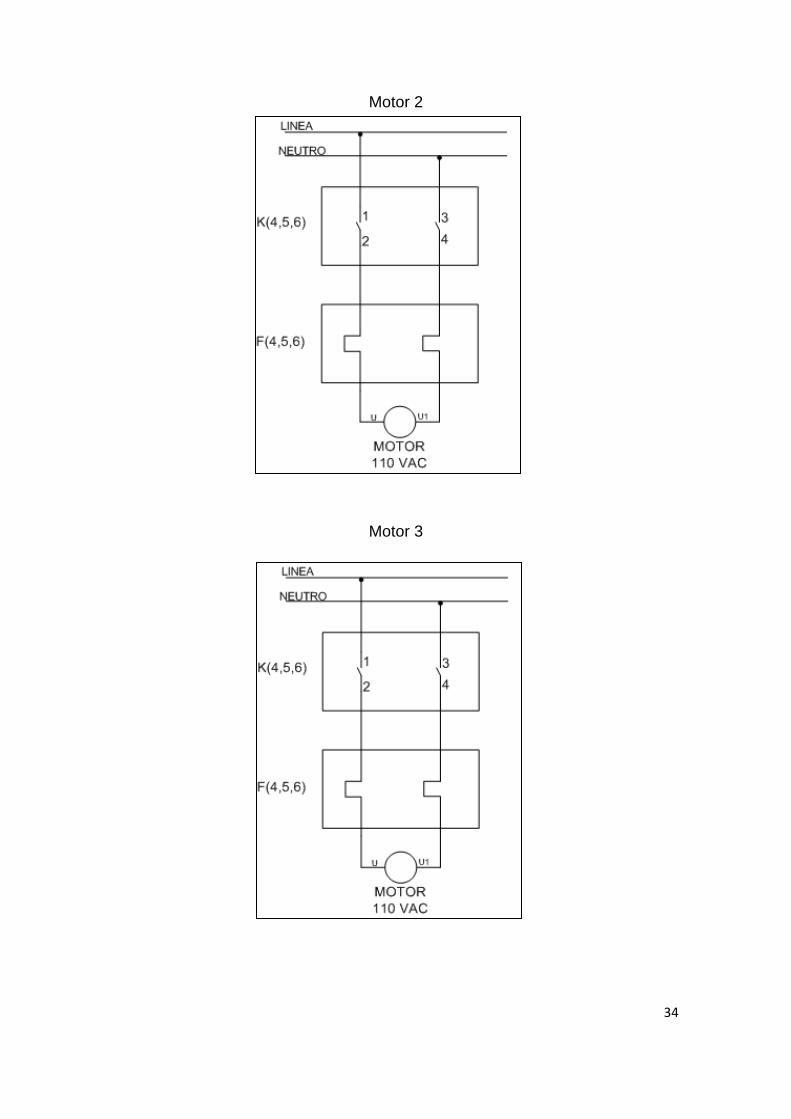
El circuito de potencia requerido para los motores que gobiernan las bombas encargadas de transportar el fluido de un tanque a otro se muestran en la siguiente figura.
Figura 8. Circuito de Potencia Motores
Motor 1
34
Motor 2
Motor 3

35
4.1 SISTEMA DE CONTROL DEL SIMULADOR DE PROCESOS
El sistema de control del Simulador de Proceso, recibe o envía señales de mando o realimentación a cada uno de los instrumentos instalados en el proceso. Dicha señal actúa de manera directa haciendo que las variables de proceso permanezcan dentro de los parámetros operativos estipulados por el operador. De igual forma en el simulador de proceso, permite observar varios tipos de control así: en el tanque 2 (TQ 2) se puede ver el comportamiento de un sistema de control de nivel ON-OFF (Todo o nada), conformado por dos sensores tipo Interruptor, los cuales controlan dos relés que a su vez energizan dos electro válvulas y una motobomba encargadas de mantener el nivel dentro de los parámetros estipulados. El TQ1, cuenta con tres lazos de control, el primero corresponde al lazo de control de nivel, formado por un transmisor análogo, el segundo es la opción de nivel tipo flotador ON-OFF y una electroválvula, encargada de mantener el nivel del TQ. El tercer lazo, controla la temperatura mediante un sensor tipo RTD, que envía la señal de realimentación al controlador para manipular una resistencia eléctrica cuya función es calentar los líquidos contenidos en el recipiente, dicha temperatura es monitoreada de manera permanente por un indicador local. Los dos tanques cuentan con visores locales de nivel, para tener un mayor aseguramiento por parte de operador.
4.2 OPERACIÓN Y FUNCIONAMIENTO DEL SIMULADOR
El Simulador de Procesos, es el prototipo de una planta industrial, que simula un proceso con fines didácticos, donde se controlan las tres variables más importantes de la industria (Presión, Nivel y Temperatura). En él, están implementados algunos de los diferentes tipos de control existentes en cualquier proceso industrial sin importar su naturaleza (control On– Off). El producto manejado en el proceso es agua potable la cual simulara las diferentes soluciones de limpieza utilizados en la industria, tomada de la red de distribución de la universidad con el objetivo de que los estudiantes por ninguna razón manipulen fluidos o sustancias que puedan de una u otra forma afectar su salud o integridad personal.

36
A continuación se hace una descripción detallada de la forma como opera y Funciona el proceso y cada uno de los equipos e instrumentos que hacen parte del simulador, descritos en la figura 4. Para tener una comprensión de cómo funciona el proceso se ha elaborado un diagrama de flujo que nos permite visualizar la secuencia.
Figura 8. Diagrama de Flujo del Proceso

37
Figura 9. Diagramas de Flujo del Control de Temperatura
38
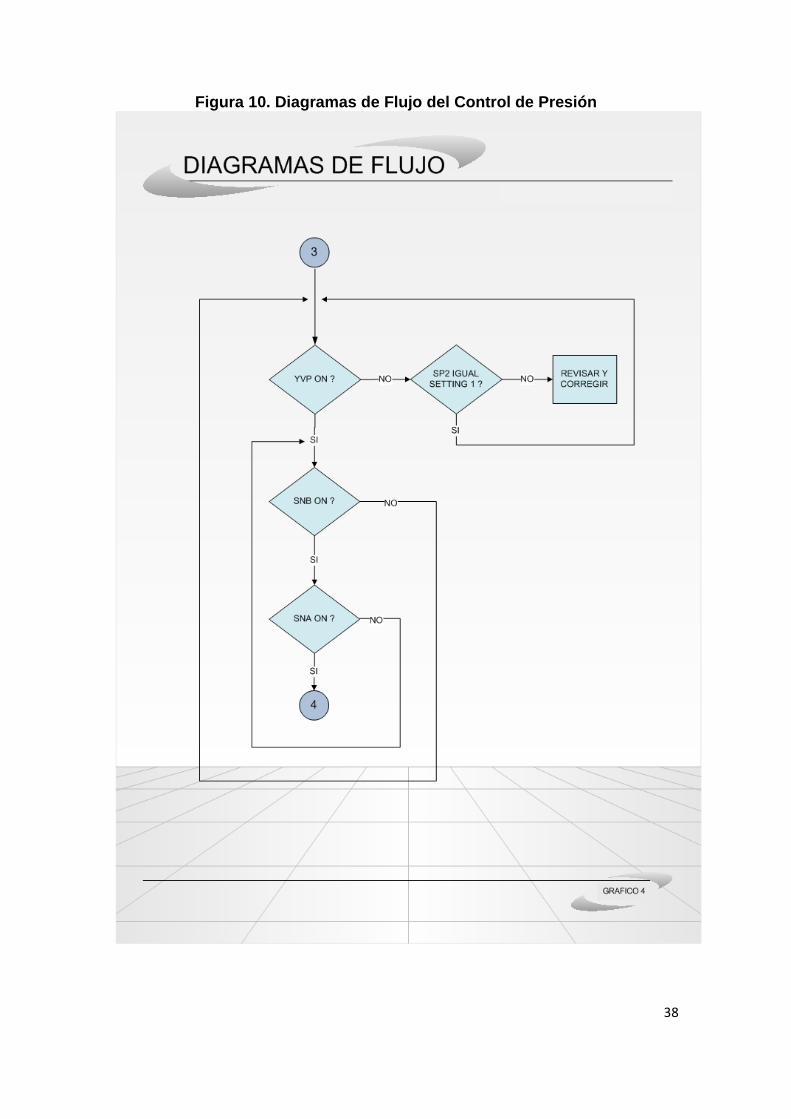
Figura 10. Diagramas de Flujo del Control de Presión

39
Figura 11. Diagramas de Flujo del Control de Presión
40
Etapa 1- Empuje. En esta primera etapa se va a simular el empuje inicial utilizado para remover las partículas más grandes que hayan quedado de una producción anterior, al pulsar el botón de start, se activa la salida Q0, que energiza el relé K0, el cual a su vez, energiza la electroválvula YV0, encargada de permitir el llenado del tanque 1, que simula el equipo de limpieza, de la red de alimentación, también se activa la salida Q4, que energiza el piloto h1, de señalización. Este tanque, tiene implementados dos controles independientes, el primero corresponde al lazo de control de nivel, formado por un transmisor análogo, el segundo es la opción de nivel tipo flotador ON-OFF y electroválvulas, encargada de mantener el nivel del TQ. En la opción de sensor de presión este nos envía una señal análoga a la entrada Ia del PLC, para determinar nivel alto o nivel bajo, en la opción ON-OFF tipo flotador, este nos envía dos señales a las entradas I2 nivel alto y I5 nivel bajo, del PLC, tres electro válvulas (YV0 / YV3’/YV2), encargados de mantener el nivel en el tanque dentro de los parámetros estipulados. El control de nivel del tanque 1, en la opción del sensor de presión 1, SP1, que es la entrada Ia, del PLC, funciona mediante la siguiente analogía: si, Ia <= 1.0 voltio, entonces da la salida del relé interno M5, que indica nivel bajo, si, Ia >= 1.6 voltios, entonces da la salida del relé interno M6, que indica nivel alto, y una vez lleno el tanque 1, se comienza a calentar la solución, mediante la salida Q1 del PLC, que energiza el relé K1, el cual mediante un contacto abierto es condición entre el control de temperatura 1, (CT1), y el relé de estado sólido que comanda la resistencia 1, provista dentro del tanque, cuando alcanza el set point, programado, se acciona la electro válvula YV2, por medio de la salida Q2, y la motobomba MB2 se energiza, para empezar el empuje del TQ1 hacia el TQ2. El tanque 2 (TQ2) provisto de dos interruptores SNA y SNB utilizan cada uno de ellos un contacto normalmente abierto (NO), estos instrumentos censan las variaciones del proceso, enviando una señal al PLC, (I4/I6) respectivamente, que comanda la operación, dependiendo del comportamiento de la variable. Cuando el nivel en el tanque se encuentra por debajo de la posición del SNB, significa que esta dada la condición para el lavado del tanque. Cuando el nivel alcanza el punto de activación del Interruptor SNA, este cierra el contacto y genera una señal de entrada (I4), que des energiza a la electro válvula YV2 y a la motobomba MB2 impidiendo la entrada de solución, al tanque 2. Para retornar la solución, se necesita confirmar la señal (I4) del sensor de nivel alto (SNA), y mediante la salida Q3, que energiza las válvulas YV3 / YV3’ y, la motobomba MB3, la cual obliga a la solución a pasar por un enfriador, comandado por el control de temperatura 2 (CT2), el cual garantiza que la solución retorna al tanque con la temperatura deseada. En este momento significa que ya terminamos el primer paso de lavado y tenemos la solución en el tanque maestro del CIP (TQ1), para ser ajustada, y dar continuidad a los pasos restantes.

41
Etapas 2,3, y 4 - Soda, Acido y Enjuague Una vez el tanque 1 (TQ1), que simula el equipo de limpieza, alcance el nivel superior, dado por el set point del sensor de presión 1 (SP1), se reinicia nuevamente el proceso, 3 veces más, simulando los pasos restantes de soda, acido y enjuague, señalizados en el tablero de control por los pilotos, h2, h3 y h4, respectivamente, correspondientes a las salidas del relé programable, Q5, Q6 y Q7. 4.3 PROGRAMA DEL ZEN. El programa que se realizo para el relé programable Zen, se aprecia en la figura 12.
Figura 12. Programa del Zen
I0 M6 M4
M0
( )
M6 I3 M4
M1
( )
I3 M5 M3
M2
( )
I4 I6 M6
M3
( )
I1( )
I1( )
I1( )
I1
( )
M0( )
M0( )
M1( )
M1( )
M2( )
M2
( )
M0
M1
M2
M3
RC0
RC1
RC2
RC3
Q0
CC0
Q1
CC1
Q2
CC2M4
M4
relé interno 6 contacto cerrado relé interno 0 star N.A. TQ1 relé interno 4 salida Q0
Relé interno 6 entrada contacto cerrado relé interno 1N.A. TQ1 control tem 1 relé interno 4 salida Q1
relé interno 5 contacto cerrado relé interno 2 señal CT1 N.B TQ1 relé interno 3 salida Q2
N.A. TQ2 N.B. TQ2 relé int 6 N.A TQ1 relé interno 3 salida Q3
stop reset contador 0
stop reset contador 1
stop reset contador 2
stop reset contador 3
Relé interno 0 electroválvula IN TQ1 YV0
Relé interno 0 entrada contador 0
Relé interno 1 star resistencia
Rele interno 1 entrada contador 1
Relé interno 2 relé interno del contador 3 electroválvula YV2 y motor 2 OUT TQ1
Rele interno 2 rele interno del contador 3 entrada contador 2

42
M3( )
M3( )
M4
( )
C0( )
C1( )
C2( )
C3( )
Q3
CC3
Q7
Q4
Q5
Q6
M4
0001
0002
0003
0004
A3( )
A2
( )
M5
M6
Ia<=
01.0 V
Ia>=
01.6 V
Relé interno 3 electroválvula YV3 y motor 3 OUT TQ2
Relé interno 3 entrada contador 3
Relé interno 4 piloto señalización enjuague
Conteo 1 de C0 piloto señalización empuje
conteo 2 C1 piloto señalización soda
conteo 3 C2 piloto señalización acido
conteo 4 C3 relé interno contador 3
analogía relé interno N.B. TQ1
analogía relé interno N.A. TQ1
I2
I5
M6( )
( )
M5
entrada opcional relé interno N.A. TQ1
entrada opcional relé interno N.B. TQ1
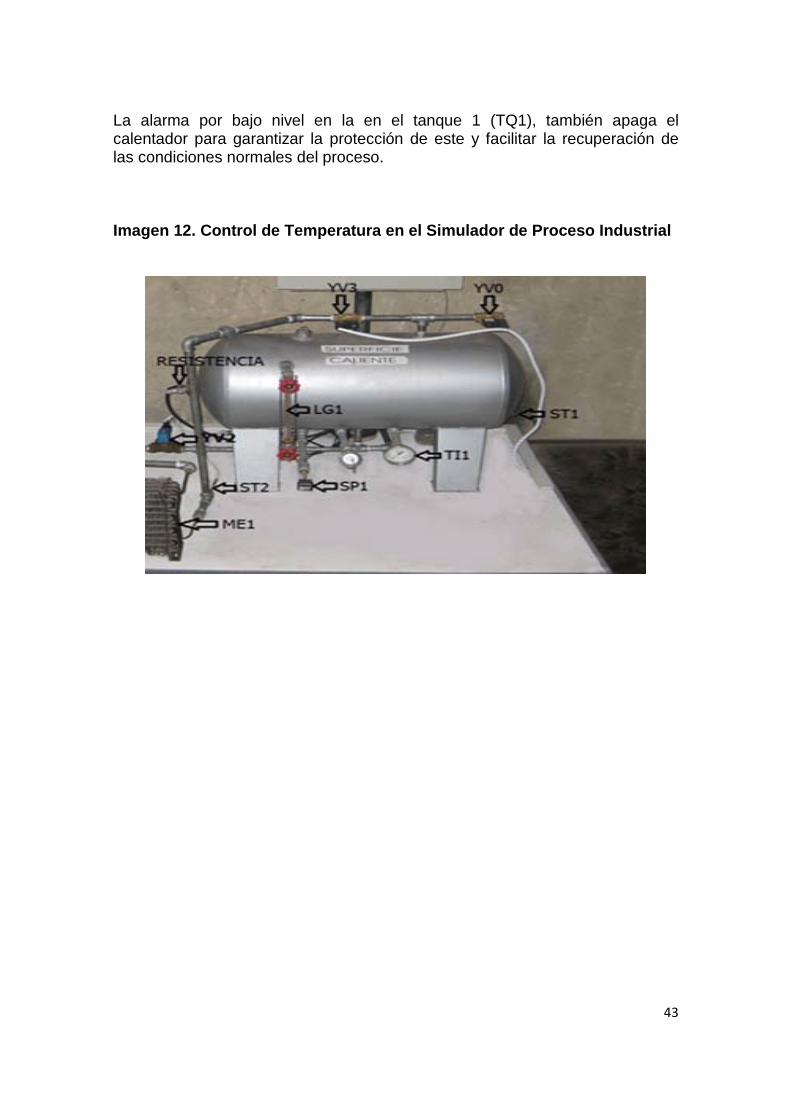
4.4 CONTROL DE TEMPERATURA DEL SIMULADOR DE PROCESO El sistema de monitoreo y control de temperatura en el simulador lo conforman un indicador de temperatura, un sensor tipo PT 100 y una resistencia. Estos elementos de medición de temperatura, se encuentran instalados en el tanque 1 (TQ1), que es el encargado de calentar las soluciones de limpieza para la simulación. Para la identificación de los instrumentos que hacen parte del control de temperatura en el proceso, refiérase a la Imagen 12. El líquido dentro del tanque 1 (TQ1), es calentado por medio de la resistencia 1, la cual eleva la temperatura hasta alcanzar el set point programado. La temperatura es monitoreada por el sensor de temperatura 1, el cual envía una señal a un control PID, del control de temperatura, que se encarga de gobernar la resistencia del calentador.
43
La alarma por bajo nivel en la en el tanque 1 (TQ1), también apaga el calentador para garantizar la protección de este y facilitar la recuperación de las condiciones normales del proceso.
Imagen 12. Control de Temperatura en el Simulador de Proceso Industrial

44
5. CONCLUSIONES
El Rediseño del Simulador de Procesos industriales cumple con las expectativas formuladas en un comienzo por docentes y alumnos participantes del mismo. La evaluación realizada al proyecto de grado del banco de simulación industrial permitió concluir que este no simulaba un proceso existente en la industria y solo se limitaba a trasladar un líquido de un tanque a otro para luego ser calentado y arrojado al drenaje, con un lazo de control abierto. Para la simulación de un proceso industrial se determino que el Cleaning in Place CIP, era el proceso mas adecuado ya que la infraestructura de los tanques que tenia el proyecto anterior se prestaba. Para el diseño del sistema de control se tuvo en cuenta los elementos existentes en el banco anterior y los requeridos por el nuevo proceso a simular; Para la tarea de control se selecciono un relé programable ZEN, por su facilidad de programación y su costo. Para facilitar las prácticas de laboratorio se construyo una estructura con ruedas que permite transportar el banco de un lugar a otro. La puesta en funcionamiento de la planta de simulación, en los laboratorios de la USB, nos deja un sentimiento de satisfacción, al saber que contribuimos en mejorar la educación que en esta Aula Mater se imparte. Teniendo en cuenta que la mayoría de proyectos de grado no solo de Tecnologías, si no de Ingenierías, no pasan de la sustentación final, la verdad son muy pocos los proyectos de grado que se implementan de una forma útil después que el estudiante ha terminado. Un valor agregado de nuestro proyecto es que aparte de nuestra satisfacción personal de contribuir con la formación de futuras promociones, es que todo el costo, fue cubierto con gran esfuerzo por nosotros los integrantes, y lo dejamos para uso de la USB, en sus procesos de enseñanza.

45
6. RECOMENDACIONES
Para utilizar el banco de simulación de procesos industriales se recomienda estar en presencia del instructor, leer primero el manual del usuario, si se tiene alguna duda consulte al docente encargado.
Si algunos estudiantes están interesados en realizar mejoras al banco de simulación, le recomendamos primero hablar con los autores del proyecto, sobre las posibles mejoras, y tener en cuenta los elementos existentes para complementar la nueva propuesta.
Se recomienda que después de utilizar el banco de simulación, se drene el agua de los tanques para evitar corrosión.

46
7. BIBLIOGRAFÍA
AMBARDAR, Ashok. Procesamiento de Señales Análogas y Digitales. Segunda Edición. Thompson Learning. México 1999. 811 P COLLAZO, Javier. Diccionario Enciclopédico de Términos Técnicos. Volumen 2. McGraw Hill. México 1981. 1787P INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS (ICONTEC). Compendio Tesis y Otros Trabajos de Grado. Norma NTC 1486 Quinta Actualización. Colombia 2002 – 03 – 11. 23P --------.--------. Norma NTC 1075 Segunda Actualización. Colombia 1994 – 10 – 19. 23P OGATA, Katsuhiko. Ingeniería de Control Moderna. Tercera Edición. Prentice Hall. México 1998. 997P SOISSON, Harold E. Instrumentación Industrial. Tercera edición, Limusa Noriega, México 1990, 550P.
• CYBERGRAFIA
AMERICAN NATIONAL STANDARDS INSTITUTE (ANSI). http://www.ansi.org/, Mayo de 2006 EMERSON PROCESS MANAGEMENT. http://www.emersonprocess.com/rosemount/, Mayo de 2006 INSTRUMENT SOCIETY OF AMERICA (ISA). http://www.isa.org, Mayo de 2006 TECHSTREETTM. http://www.techstreet.com/info/isa.tmpl, Mayo de 2006 LABVIEW. http://www.ni.com; Mayo de 2006 MICROGRADES: http://www.microgrades.com; Junio de 2006
47
A N E X O S

48
ANEXO 1. ELEMENTOS DE REGULACIÓN Y CONTROL
• Fuente auto regulada OMRON
Información Técnica:
Cantidad: 1 Marca: OMRON Modelo: S8VS-06024 Alimentación: 50/60Hz AC 100-240V 1.7A Salida: DC24V 2.5A Tipo de Salida: Análoga Tiempo de Respuesta:
2.5 ms
• Contactor
Información Técnica:
Cantidad: 3 Marca: Inch Dimensiones: 1.34x1.39” Modelo: LC1 D09 10 Alimentación: Bobina 110 V 60 Hz 9A

49
• Relé térmico
Información Técnica:
Cantidad: 3
Marca: WUSLEY
Dimensiones: 1.34X1.1”
Modelo: LR2-D1310
RELE BIMETALICO Información Técnica: Cantidad: 5 Marca: Telemecanique Modelo: RUN 31 A 21 Alimentación: 150-300 VAC 10-12

50
ELECTRO VÁLVULAS Las electro válvulas utilizadas en el Simulador de Proceso, se encargan de Permitir el acceso de los líquidos en los tanques. También poseen una alta capacidad de desalojo sin producir desestabilización. Información Técnica:
Marca: Asco Diámetro de Conexión: 1/2” Tipo de Conexión: NPT Fluido: Agua Modelo: 8210 Orificio Interno: 5/8” Alimentación: 120 VAC Acción: On - Off Respuesta: Falla Cierra Rango: 0 – 100 % Máxima presión: 150 PSI Presión Diferencial: 0 a 150 PSI Máxima Temperatura: 150 ºC
INTERRUPTOR DE NIVEL Los interruptores de nivel en la vasija V1 están conectados entre contactos Normalmente cerrados (NC), alimentados con 24 VDC para controlar el cierre o Apertura de las electro válvulas. Información Técnica:
Marca: SMD Diámetro de Conexión: 1/2” Tipo de Conexión: NPT Fluido: Agua Modelo: FH13-0000 Contacto: NC Alimentación: 24 VDC Material: 316SS Acción: On - Off Máxima Potencia: 50 Wat Máxima Corriente: 0.5 Amps Máxima presión: 75 PSI Máximo Voltaje: 250 VDC Máxima Temperatura: 125 ºC Gravedad Específica: 0.7 a 1
51
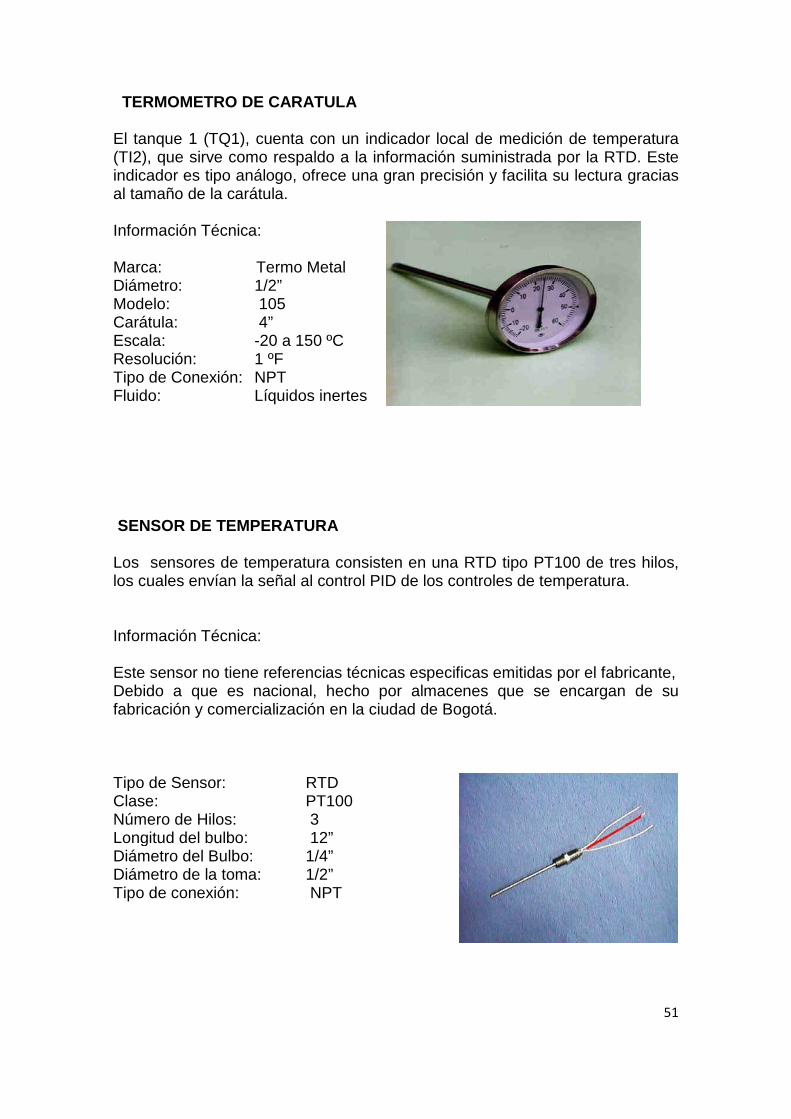
TERMOMETRO DE CARATULA El tanque 1 (TQ1), cuenta con un indicador local de medición de temperatura (TI2), que sirve como respaldo a la información suministrada por la RTD. Este indicador es tipo análogo, ofrece una gran precisión y facilita su lectura gracias al tamaño de la carátula. Información Técnica:
Marca: Termo Metal Diámetro: 1/2” Modelo: 105 Carátula: 4” Escala: -20 a 150 ºC Resolución: 1 ºF Tipo de Conexión: NPT Fluido: Líquidos inertes
SENSOR DE TEMPERATURA Los sensores de temperatura consisten en una RTD tipo PT100 de tres hilos, los cuales envían la señal al control PID de los controles de temperatura. Información Técnica: Este sensor no tiene referencias técnicas especificas emitidas por el fabricante, Debido a que es nacional, hecho por almacenes que se encargan de su fabricación y comercialización en la ciudad de Bogotá. Tipo de Sensor: RTD
Clase: PT100 Número de Hilos: 3 Longitud del bulbo: 12” Diámetro del Bulbo: 1/4” Diámetro de la toma: 1/2” Tipo de conexión: NPT

52
Resistencia El elemento encargado de calentar las soluciones en el tanque 1, es una resistencia de 6 amperios, alimentada con 120 VAC. Señal que proveniente del control PID que regula la temperatura para mantenerla dentro de los parámetros operativos previamente establecidos. Información Técnica:
Clase: Resistencia Número de Líneas: 4 Longitud del Sensor: 12” Diámetro del Bulbo: 1/4” Diámetro de la toma: 1” Tipo de conexión: NPT CONTROL DE TEMPERATURA Información Técnica:
Cantidad: 2 Marca: CHECKMAN Modelo: XMTG2301 Rango de Temperatura 0-399°C Alimentación: 85-242 VAC

53
TRANSMISOR DE PRESIÓN El sensor utilizado para monitorear el nivel en el tanque 1, corresponde a la serie PSA de Autonics, posee un Display digital para facilitar la lectura de la variable medida al operador. Este transmisor tiene dentro de su configuración, la opción de fijar dos alarmas (Por baja presión o por alta presión) dependiendo de los requerimientos del proceso. Información Técnica:
Marca Autonics Diámetro conexión 1/8” Tipo de Conexión NPT Modelo PSAC01 Display Digital Alimentación: 12 – 24 VDC +/-
10% Salida: 1 – 5 VDC +/-0.2% Tipo de Salida Análoga Resolución: 1/200 aprox Rango: 0 – 15 PSI Máxima presión Dos veces el
rango Tiempo Respuesta 2.5 ms MáximaTemperatura 100 ºF
• El dispositivo que se encarga de procesar la información recibida o enviada
es un PLC o RELE PROGRAMABLE OMRON ZEN 20C1DR-D-V1 Información Técnica: Cantidad: 1 Marca: Omron Modelo: 20C1 DR D V1 Cantidad de entrada: 10 digitales 2 analógicas Cantidad de Salidas: 4 salidas por relé 2 conmutables Alimentación: 24V DC2.5A Salidas: 24 V DC 5A/P R 150 - 250V DC 8A/P R

54
MANUAL DEL USUARIO
BANCO DE SIMULACION PROCESOS INDUSTRIALES DE LIMPIEZA CIP
2010

55
RECOMENDACIONES
Lea con atención, y al utilizar esta planta de simulación de procesos industriales, debe tomar siempre las precauciones básicas que se describen en esta sección. Proteja el cable de alimentación evitando caminar sobre el o pellizcarlo,
particularmente en el enchufe, use únicamente accesorios de calidad. Solo personal calificado debe realizar el mantenimiento. Se requiere
reparación cuando el aparato haya sufrido cualquier tipo de daño, como por ejemplo cuando se daña el enchufe o el cable de alimentación, se hayan derramado líquidos en el circuito eléctrico o haya sido expuesto a lluvia, o cuando la planta no opere normalmente.
Cuando la planta de simulación no se utilice apáguela.
Cuando la plana de simulación no se utilice por un largo periodo, debe
desconectarse del toma corriente. No introduzca los dedos ni otros objetos, Tocar los componentes
internos del panel de circuito eléctrico es peligroso y puede dañar gravemente su integridad y la del equipo.
No se utilice para tareas contrarias a la de simulación de procesos
industriales. Jamás poner en funcionamiento la planta cuando no se cuente con la
presencia y supervisión del instructor.

56
PUESTA EN MARCHA
57
PUESTA EN MARCHA
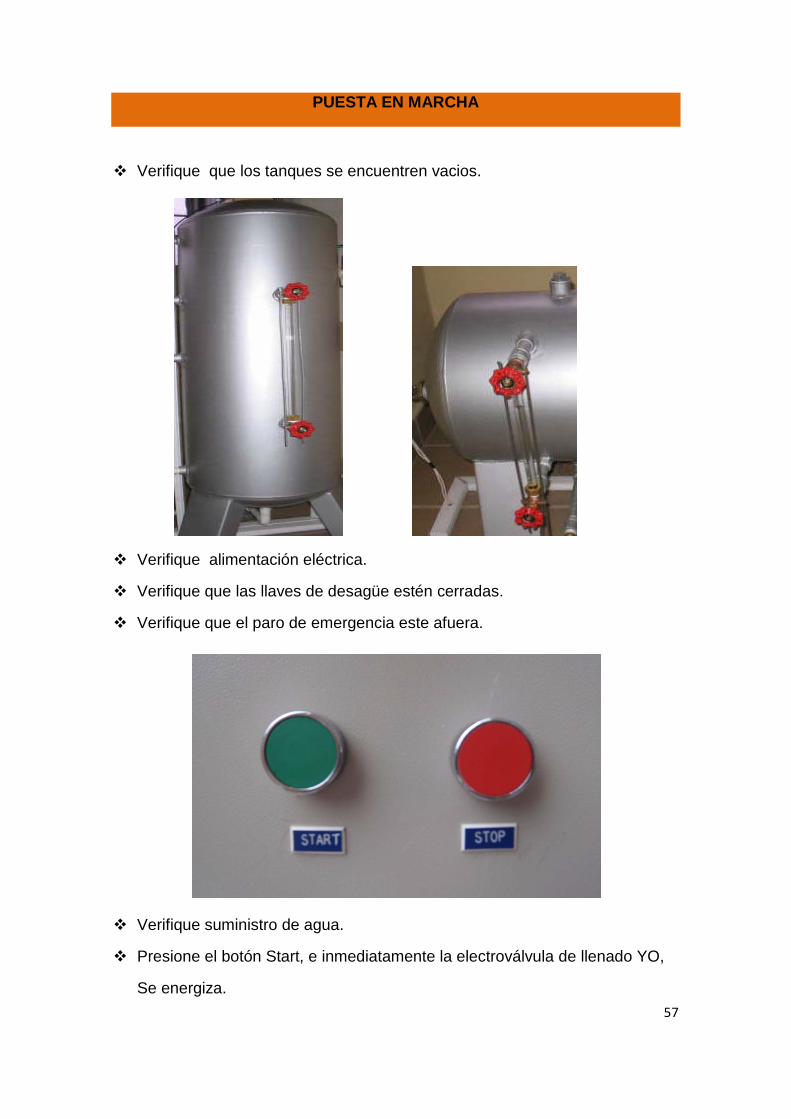
Verifique que los tanques se encuentren vacios.
Verifique alimentación eléctrica.
Verifique que las llaves de desagüe estén cerradas.
Verifique que el paro de emergencia este afuera.
Verifique suministro de agua.
Presione el botón Start, e inmediatamente la electroválvula de llenado YO,
Se energiza.
58
.
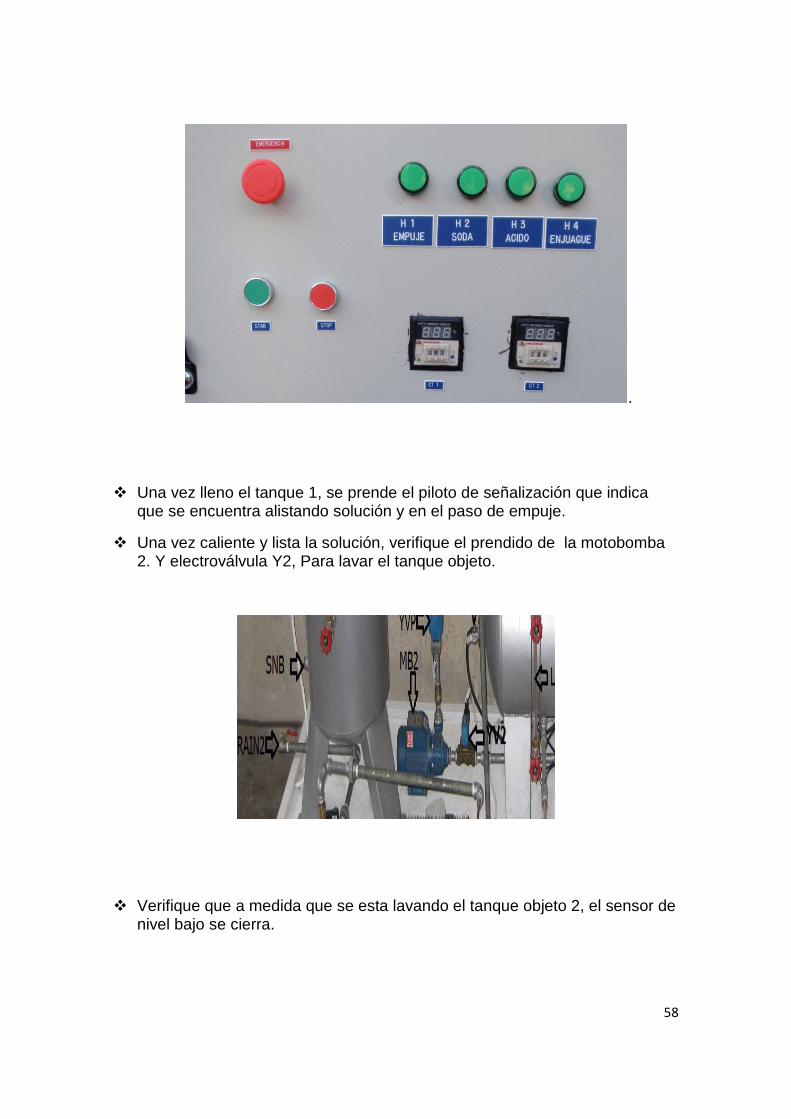
Una vez lleno el tanque 1, se prende el piloto de señalización que indica que se encuentra alistando solución y en el paso de empuje.
Una vez caliente y lista la solución, verifique el prendido de la motobomba 2. Y electroválvula Y2, Para lavar el tanque objeto.
Verifique que a medida que se esta lavando el tanque objeto 2, el sensor de nivel bajo se cierra.

59
Verifique visualmente en el visor de vidrio del tanque objeto, el progreso del lavado.
Una vez lavado el tanque objeto y cerrado el sensor de nivel alto, verifique que la motobomba 3 y la electroválvula YV 3, se energiza para retornar la solución al tanque del CIP.
Regrese al paso 7, en adelante, y verifique que los pilotos de señalización después de cada circuito, se prendan consecutivamente, así; empuje, soda, acido y enjuague.

60
Tenga en cuenta que el lavado es automático, que su correcta operación depende de mantener un buen suministro eléctrico y de agua, cualquier fallo en su operación se pude monitorear en el display del PLC.

61
MANTENIMIENTO
Es importante tener en cuenta el mantenimiento que se le debe dar al simulador de procesos industriales para su correcto funcionamiento, por ende es necesario realizar un programa de mantenimiento preventivo, en conjunto con lo recomendado por los fabricantes de las partes. El mantenimiento de la planta, depende de la frecuencia de uso, se recomiendo en lo posible mantener los tanques desocupados para evitar oxidación en tuberías, pero si se dejan con agua para evitar el desperdicio, aplicar aditivo antioxidante, igual al que se utiliza en los radiadores de carros.
Independientemente si se usa o no, se debe tener en cuenta la siguiente rutina de mantenimiento:
Semanalmente previa desenergizacion de la planta, limpieza
general de tanques, motobombas, tuberías, sensores, del cofre y elementos eléctricos.
No prender manualmente motobombas sin agua, por que así se queman los sellos.
Inspeccionar y corregir fugas de agua en las líneas de envío y de retorno.
Inspeccionar que las motobombas no se encuentren forzadas, girando el ventilador manualmente.
Inspeccione y corrija si es necesario el estado de la canaleta del piso y los cables que van por ella.
Inspeccione y corrija si es necesario estado de las ruedas de la plataforma.
Inspeccione y cambie si es necesario bombillos de señalización.
Realice un informe escrito de las anomalías que no pudo corregir, por que y entréguelo al jefe de taller.
62
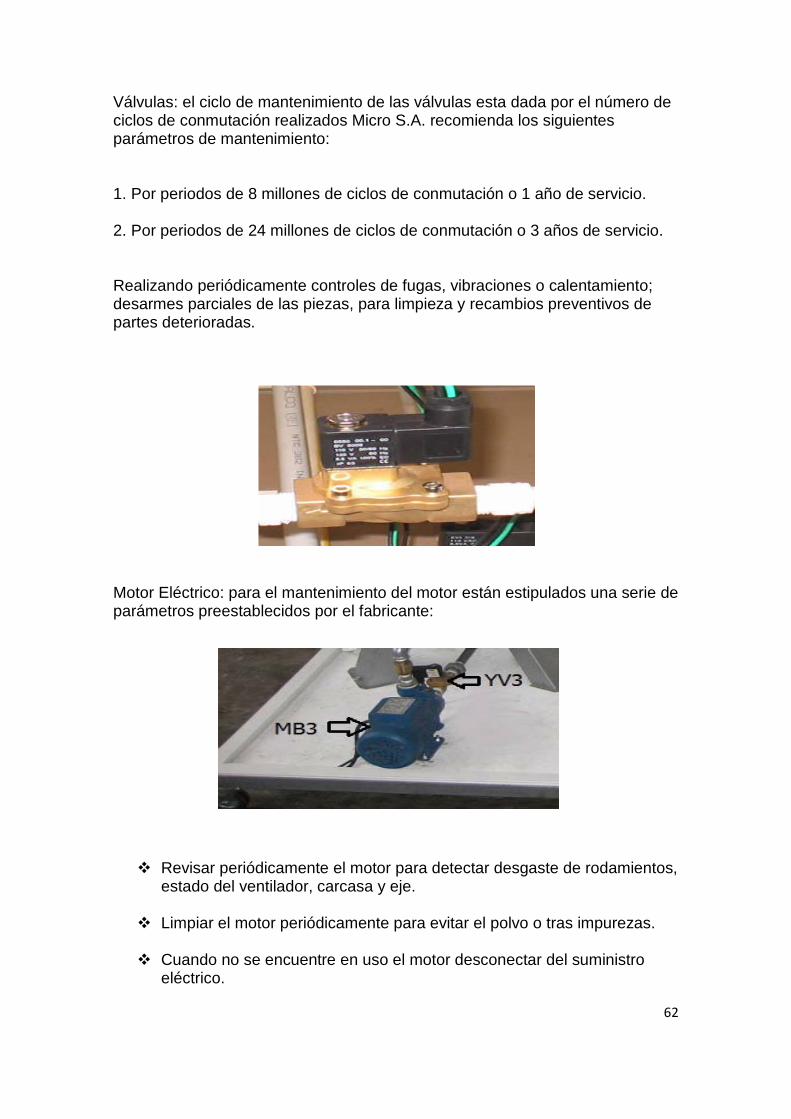
Válvulas: el ciclo de mantenimiento de las válvulas esta dada por el número de ciclos de conmutación realizados Micro S.A. recomienda los siguientes parámetros de mantenimiento: 1. Por periodos de 8 millones de ciclos de conmutación o 1 año de servicio. 2. Por periodos de 24 millones de ciclos de conmutación o 3 años de servicio. Realizando periódicamente controles de fugas, vibraciones o calentamiento; desarmes parciales de las piezas, para limpieza y recambios preventivos de partes deterioradas.
Motor Eléctrico: para el mantenimiento del motor están estipulados una serie de parámetros preestablecidos por el fabricante:
Revisar periódicamente el motor para detectar desgaste de rodamientos,
estado del ventilador, carcasa y eje. Limpiar el motor periódicamente para evitar el polvo o tras impurezas.
Cuando no se encuentre en uso el motor desconectar del suministro
eléctrico.

63
Bombas: el tiempo de uso de las bombas determina la vida útil de las partes que la componen: Revisar periódicamente los sellos para detectar fugas de agua, de ser
así es necesario el cambio del mismo.
Revisar que el impeler no roce con ninguna parte de la carcasa.
Revisar apriete de tornillos de anclaje y sujeción de la bomba.
Revisar que el eje gire libremente y que no existan ruidos extraños.
Sensores y elementos eléctricos: la vida útil de estos instrumentos, depende de su marca, calidad y condiciones de trabajo, el mantenimiento es generalmente de inspección y limpieza, pues cuando un elemento de estos falla, la única solución es el cambio.

64
POSIBLES FALLAS
FALLAS POSIBLES SOLUCIONES
Si no funciona al oprimir el botón start Revise que el paro de emergencia este fuera.
Revise que el breaker principal este arriba.
Revise que el bloque NA, del pulsador no este averiado.
Si no empieza el llenado del tanque 1 Revise que al oprimir el botón start, se genere la entrada I0 en el PLC.
Revise que la salida Q0, este activa en el PLC.
Revise que la electroválvula YV0, no este averiada.
Si no empieza el calentamiento de la solución en el tanque 1
Revise que el relé interno del PLC, M6, este activo.
Revise que la salida Q1, del PLC, este activa.
Revise que el Set Point, del control de temperatura, este en un rango distinto de cero.
Revise que el relé de estado solido no este averiado.
Si no empieza el empuje del tanque 1 al tanque 2.
Si no empieza el empuje del tanque 1 al tanque 2.
Revise que el control de temperatura, tenga un set poit distinto a cero.
Revise que la entrada I3 del PLC, este activa.
Revise que la salidas Q2, del PLC, esté activa.
Revise que el relé de protección térmica del contactore K4, no este saltado.

65
Revise que la electroválvula YV2, no esté averiadas.
Revise que la motobombas 2 no este averiada.
Si no empieza el retorno del tanque 2 al tanque 1.
Revise que la entrada I4, del PLC, este activa.
Revise que la salida Q3, del PLC, este activa.
Revise que las electroválvulas YV3 y YV3’, no estén averiadas.