facultad de ciencias de la ingenierÍa e carrera de ... - ute
TRANSCRIPT

UNIVERSIDAD UTE
FACULTAD DE CIENCIAS DE LA INGENIERÍA E
INDUSTRIAS
CARRERA DE INGENIERÍA MECATRÓNICA
DISEÑO Y CONSTRUCCIÓN DE UNA MÁQUINA
AUTOMATIZADA EXTRACTORA Y CONTINUA DE JUGO DE
CAÑA
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERO EN MECATRÓNICA
BYRON ANDRÉS CARRILLO BRITO
DIRECTOR: ING. LUIS HIDALGO MSc.
Quito, marzo 2019

© Universidad UTE 2019.
Reservados todos los derechos de reproducción

FORMULARIO DE REGISTRO BIBLIOGRÁFICO PROYECTO DE TITULACIÓN
DATOS DE CONTACTO
CÉDULA DE IDENTIDAD: 1719341131
APELLIDO Y NOMBRES: BYRON ANDRÉS CARRILLO BRITO
DIRECCIÓN: CARCELÉN
EMAIL: [email protected]
TELÉFONO FIJO: 022470494
TELÉFONO MOVIL: 0999727468
DATOS DE LA OBRA
TÍTULO: DISEÑO Y CONSTRUCCIÓN DE UNA
MÁQUINA AUTOMATIZADA EXTRACTORA
Y CONTINUA DE JUGO DE CAÑA
AUTOR O AUTORES: BYRON ANDRÉS CARRILLO BRITO
FECHA DE ENTREGA DEL PROYECTO
DE TITULACIÓN:
28 DE MARZO DEL 2019
DIRECTOR DEL PROYECTO DE
TITULACIÓN:
ING. LUIS HIDALGO Msc.
PROGRAMA PREGRADO POSGRADO
TÍTULO POR EL QUE OPTA: INGENIERO EN MECATRÓNICA
RESUMEN: Mínimo 250 palabras EL PRESENTE PROYECTO ES UN DISEÑO
Y CONSTRUCCIÓN DE UN PROTOTIPO
QUE SERVIRÁ PARA LA MOLIENDA DE LA
CAÑA; SU PRINCIPAL OBJETIVO ES
EXTRAER LA MAYOR CANTIDAD DEL
JUGO DE LA CAÑA DE AZÚCAR POR
MEDIO DE SUS TRES RODILLOS, LOS
CUALES TENDRÁN UNA POSICIÓN
DETERMINADA DE ACUERDO AL DISEÑO
DEL PROTOTIPO, TAMBIÉN ES UN
APORTE CON EL FIN DE OPTIMIZAR EL
RENDIMIENTO EN EL PROCESO DE
EXTRACCIÓN.
SE UTILIZÓ LA METODOLOGÍA
MECATRÓNICA, REALIZANDO EL
ANÁLISIS DE LOS DIFERENTES
ELEMENTOS QUE CONSTITUYEN EN
ESTE PROTOTIPO COMO ENGRANES,
RODAMIENTOS, EJES DE TRANSMISIÓN,
MAZAS PARA LA MOLIENDA,
ESTRUCTURA, MOTORREDUCTOR Y
SNESORES. Y CON LA UTILIZACIÓN DE
UN SOFTWARE TIPO CAD, SE DISEÑÓ Y
COMPROBÓ EL CORRECTO
FUNCIONAMIENTO DE LAS PIEZAS.
X

SE REALIZÓ EL DISEÑO ELÉCTRICO QUE
PERMITIÓ SELECCIONAR LOS
COMPONENTES NECESARIOS PARA SU
BUEN FUNCIONAMIENTO, SIENDO ASÍ,
LA UTILIZACIÓN DE DOS SENSORES QUE
SERVIRÁN PARA ACCIONAR LA
MÁQUINA, EL PRIMER SENSOR TIENE LA
FUNCIÓN DE DETECTAR EL INGRESO DE
LA CAÑA DE AZUCAR Y EL SENGUNDO
SENSOR TIENE LA FUNCIÓN DE
DETECTAR EL LLENADO DE LÍQUIDO
EXTRAIDO DE LA CAÑA DE AZUCAR EN
EL SISTEMA DE ALMACENAJE,
ADICIONAL SE IMPLEMENTO DOS
FINALES DE CARRERA QUE SIRVEN
PARA DAR LA PROTECCIÓN AL
OPERADOR, INSTALADOS EN LA
COMPUERTA DE ALMACENAMIENTO DEL
JUGO EXTRAIDO DE LA CAÑA DE
AZUCAR Y LA COMPUERTA DE ACCESO
AL MOTORREDUCTOR Y JUNTO CON LA
IMPLEMENTACIÓN DE UN SISTEMA DE
CONTROL Y UN CONTROLADOR LÓGICO
PROGRAMABLE SE PUDO INTEGRAR
TODOS LOS SISTEMAS DEL PROYECTO,
A FIN DE OBTENER UN PROTOTIPO
SEGURO PARA EL OPERADOR, Y DANDO
BUENOS RESULTADOS EN LA
EXTRACCIÓN DEL JUGO DE LA CAÑA DE
AZÚCAR.
PALABRAS CLAVES: ENGRANES, CAD, MOLIENDA
ABSTRACT:
THIS PROJECT IS A DESIGN AND CONSTRUCTION OF A PROTOTYPE THAT WILL SERVE FOR THE MILLING OF THE CAÑA; THEIR MAIN OBJECTIVE IS TO EXTRACT THE LARGEST AMOUNT OF JUICE FROM THE SUGAR CANE THROUGH ITS THREE ROLLERS, WHICH WILL HAVE A CERTAIN POSITION ACCORDING TO THE DESIGN OF THE PROTOTYPE, ALSO IT IS A CONTRIBUTION IN ORDER TO OPTIMIZE THE PERFORMANCE IN THE PROCESS OF EXTRACTION. THE MECHATRONIC METHODOLOGY WAS USED, CARRYING OUT THE ANALYSIS OF THE DIFFERENT ELEMENTS THAT CONSTITUTE IN THIS PROTOTYPE AS ENGRANES, BEARINGS, TRANSMISSION SHAFTS, MOLLERS FOR GRINDING, STRUCTURE, MOTORREDUCTOR AND SNESORES. AND WITH THE USE OF A CAD TYPE

SOFTWARE, THE CORRECT FUNCTIONING OF THE PARTS WAS DESIGNED AND CHECKED. THE ELECTRICAL DESIGN WAS
PERFORMED WHICH ALLOWED TO
SELECT THE NECESSARY COMPONENTS
FOR ITS GOOD FUNCTIONING, BEING
THUS, THE USE OF TWO SENSORS THAT
WILL SERVE TO ACTUATE THE MACHINE,
THE FIRST SENSOR HAS THE FUNCTION
OF DETECTING THE INCOME OF THE
SUGAR CANE AND THE SENGUNDO
SENSOR IT HAS THE FUNCTION OF
DETECTING THE FILLING OF LIQUID
EXTRACTED FROM THE SUGAR CANE IN
THE STORAGE SYSTEM, ADDITIONAL
IMPLEMENTATION OF TWO FINISHES
WHICH SERVE TO GIVE PROTECTION TO
THE OPERATOR, INSTALLED ON THE
STORAGE GATE OF THE JUICE
EXTRACTED FROM THE CANE OF SUGAR
AND THE GATE OF ACCESS TO THE
ENGINE AND, WITH THE
IMPLEMENTATION OF A CONTROL
SYSTEM AND A PROGRAMMABLE LOGIC
CONTROLLER, IT WAS POSSIBLE TO
INTEGRATE ALL THE SYSTEMS OF THE
PROJECT, IN ORDER TO OBTAIN A
PROTOTYPE SAFE FOR THE OPERATOR,
AND GIVING GOOD RESULTS IN THE
EXTRACTION OF THE JUICE OF THE
SUGAR CANE.
KEYWORDS
GRINDING, CAD, GEARS
Se autoriza la publicación de este Proyecto de Titulación en el Repositorio
Digital de la Institución.
f:__________________________________________
CARRILLO BRITO BYRON ANDRÉS
CI 1719341131

DECLARACIÓN Y AUTORIZACIÓN
Yo, BYRON ANDRÉS CARRILLOBRITO, CI 1719341131 autor/a del
proyecto titulado: DISEÑO Y CONSTRUCCIÓN DE UNA MÁQUINA
AUTOMATIZADA EXTRACTORA Y CONTINUA DE JUGO DE CAÑA previo
a la obtención del título de INGENIERO EN MECATRÓNICA en la Universidad
UTE.
1. Declaro tener pleno conocimiento de la obligación que tienen las
Instituciones de Educación Superior, de conformidad con el Artículo
144 de la Ley Orgánica de Educación Superior, de entregar a la
SENESCYT en formato digital una copia del referido trabajo de
graduación para que sea integrado al Sistema Nacional de información
de la Educación Superior del Ecuador para su difusión pública
respetando los derechos de autor.
2. Autorizo a la BIBLIOTECA de la Universidad UTE a tener una copia del
referido trabajo de graduación con el propósito de generar un
Repositorio que democratice la información, respetando las políticas de
propiedad intelectual vigentes.
Quito, 28 de marzo de 2019
f:__________________________________________
CARRILLO BRITO BYRON ANDRÉS
CI 1719341131

DECLARACIÓN
Yo BYRON ANDRÉS CARRILLO BRITO, declaro que el trabajo aquí descrito
es de mi autoría; que no ha sido previamente presentado para ningún grado
o calificación profesional; y, que he consultado las referencias bibliográficas
que se incluyen en este documento.
La Universidad UTE puede hacer uso de los derechos correspondientes a este
trabajo, según lo establecido por la Ley de Propiedad Intelectual, por su
Reglamento y por la normativa institucional vigente.
_________________________
BYRON ANDRES CARRILLO BRITO
C.I. 1719341131

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Diseño y construcción
de una máquina automatizada extractora y continua de jugo de caña”,
que, para aspirar al título de Ingeniero en Mecatrónica fue desarrollado por
Byron Andrés Carrillo Brito, bajo mi dirección y supervisión, en la Facultad
de Ciencias de la Ingeniería e Industrias; y cumple con las condiciones
requeridas por el reglamento de Trabajos de Titulación artículos 19, 27 y 28.
___________________
ING. LUIS HIDALGO MSc
DIRECTOR DEL TRABAJO
C.I. 1707721435

i
ÍNDICE DE CONTENIDOS PÁGINA
RESUMEN ..................................................................................................... 1
ABSTRACT ................................................................................................... 2
1. INTRODUCCIÓN .................................................................................... 1
2. METODOLOGÍA ...................................................................................... 3
2.1. METODOLOGÍA MECATRÓNICA .................................................... 4
2.2 REQUERIMIENTOS DEL SISTEMA................................................. 4
2.2.2 RESTRICCIÓN .............................................................................. 5
2.3. ALTERNATIVAS DE DISEÑO .......................................................... 5
2.3.1. DESPLIEGUE DE LA FUNCIÓN DE CALIDAD ......................... 5
2.3.2. EL MÉTODO DEL DIAGRAMA MORFOLÓGICO ...................... 6
2.3.3. MÉTODO DE FACTORES PONDERADOS ............................... 7
2.4. DISEÑO GENERAL DEL SISTEMA ................................................. 8
2.4.1. DISEÑO MECÁNICO ................................................................. 8
2.4.1.2. Diseño sistema motriz .............................................................. 44
3. RESULTADOS Y DISCUSIÓN .............................................................. 76
3.1 CARACTERÍSTICAS DE LA MÁQUINA ......................................... 68
3.2 ANÁLISIS DE GASTOS DE LA MÁQUINA ..................................... 68
3.3 PRUEBAS DE FUNCIONAMIENTO ............................................... 70
3.4 ANÁLISIS DEL GASTO EN ENERGÍA ELECTRICA ...................... 72
4 CONCLUSIONES Y RECOMENDACIONES ........................................ 73
CONCLUSIONES ..................................................................................... 74
RECOMENDACIONES ............................................................................. 74
BIBLIOGRAFÍA ............................................................................................ 75
ANEXOS ...................................................................................................... 77

ii
ÍNDICE DE TABLAS PÁGINA
Tabla 1. Valores de apreciación. ................................................................... 5
Tabla 2. Despliegue de la función de calidad ................................................ 6
Tabla 3. Método del diagrama morfológico ................................................... 6
Tabla 4.valores de factores ponderados ....................................................... 7
Tabla 5. Factores ponderados ....................................................................... 8
Tabla 6. Piezas principales de la máquina .................................................... 9
Tabla 7. Abertura de entrada y salida de la caña ........................................ 14
Tabla 8. Ensayo comprensión de muestras de caña ................................... 15
Tabla 9. Factor de modificación superficial ................................................. 22
Tabla 10. Factor de modificación superficial ............................................... 31
Tabla 11. Factor de modificación ................................................................. 41
Tabla 12. Característica del ángulo. ............................................................ 57
Tabla 13. Características del ángulo. .......................................................... 61
Tabla 14. Gasto elaboración del proyecto. .................................................. 69
Tabla 15. Pruebas de extracción de jugo de la caña ................................... 70
Tabla 16. Comparativas de resultados de extracción de líquido en
diferentes máquinas .................................................................. 71
Tabla 17. Diferencias de sistemas. .............................................................. 71
Tabla 18. Parámetros del gasto en energía eléctrica. ................................. 72
Tabla 19. Gasto energía eléctrica ................................................................ 73

iii
ÍNDICE DE FIGURAS PÁGINA
Figura 1. Metodología del diseño mecatrónico.............................................. 4
Figura 2. Vista explosionada prototipo mecánico .......................................... 9 Figura 3. Dimensiones principales de la maza madre ................................. 11 Figura 4. Dimensiones principales de la maza cañera ................................ 11 Figura 5. Dimensiones principales de la maza bagacera ............................ 11 Figura 6. Esquema del bagazo formado por la presión de las mazas. ........ 12
Figura 7. Variables de presión generadas en las mazas ............................ 13 Figura 8. Fuerzas en el eje de la maza cañera ........................................... 17 Figura 9. Fuerzas en el eje de la maza madre ............................................ 17 Figura 10. Ángulos formados entre las mazas ............................................ 18 Figura 11. Fuerzas actuantes d.c.l .............................................................. 18
Figura 12. Diagrama cargas sobre maza cañera ........................................ 19
Figura 13. Diagrama fuerza cortante maza cañera ..................................... 20
Figura 14. Diagrama momento flector maza cañera ................................... 20 Figura 15. Diagrama fuerzas que actúan en la maza cañera ...................... 21 Figura 16. Diagrama fuerza cortante maza cañera ..................................... 21 Figura 17. Diagrama momento flector maza cañera ................................... 21
Figura 18. Fuerzas en el eje de la maza bagacera ..................................... 25 Figura 19. Fuerzas en el eje de la maza madre .......................................... 26
Figura 20. Ángulos formados entre las mazas ............................................ 26 Figura 21. Fuerzas actuantes d.c.l .............................................................. 27 Figura 22. Diagrama fuerza actuantes maza bagacera .............................. 28
Figura 23. Diagrama fuerza cortante maza bagacera ................................. 28 Figura 24. Diagrama momento flector maza bagacera ............................... 28
Figura 25. Diagrama fuerzas actuantes maza bagacera ............................. 29 Figura 26. Diagrama fuerza cortante maza bagacera ................................. 29
Figura 27. Diagrama fuerza cortante maza bagacera ................................. 30 Figura 28. Fuerzas en el eje de la maza madre .......................................... 34
Figura 29. Fuerzas en el eje de la maza madre .......................................... 36
Figura 30. Ángulos formados entre las mazas ............................................ 36 Figura 31. Fuerzas actuantes d.c.l .............................................................. 36
Figura 32. Diagrama fuerza actuantes maza madre ................................... 38 Figura 33. Diagrama fuerza cortante maza madre ...................................... 38 Figura 34. Diagrama momento flector maza madre .................................... 38
Figura 35. Diagrama fuerza actuantes maza madre ................................... 39 Figura 36. Diagrama fuerza cortante maza madre ...................................... 39 Figura 37. Diagrama fuerza cortante maza madre ...................................... 40 Figura 38. Fuerzas presentes en el engrane motriz de la maza madre ...... 46 Figura 39. Fuerzas presentes en el engrane motriz de la maza cañera ..... 49
Figura 40. Fuerzas presentes en el engrane de la maza bagacera ............ 52
Figura 41. Fs del engrane recto .................................................................. 55
Figura 42. Fs eje con rodamiento ................................................................ 56 Figura 43. Dcl. De la mesa de soporte del motorreductor. .......................... 56
Figura 44. Esfuerzo cortante mesa de soporte. .......................................... 57 Figura 45. Momento flector mesa de soporte. ............................................. 57 Figura 46. Fs mesa soporte motorreductor ................................................. 58 Figura 47. Columna de soporte. .................................................................. 58 Figura 48. Dcl. Mesa de soporte. ................................................................ 58

iv
PÁGINA Figura 49. Esfuerzo cortante de la columna. ............................................... 59 Figura 50. Momento flector de la columna. ................................................. 59
Figura 51. Fs columna motorreductor ......................................................... 61 Figura 52. Circuito de potencia y mando. .................................................... 62 Figura 53. Diagrama eléctrico plano 2 ........................................................ 62 Figura 54. Diagrama eléctrico plano 3 ........................................................ 63 Figura 55. Diagrama de flujo de control ...................................................... 65
Figura 56. Mazas de molienda. ................................................................... 66 Figura 57. Engrane recto. ........................................................................... 66 Figura 58. Caja de molienda. ...................................................................... 67 Figura 59. Ensamble mecánico. .................................................................. 67 Figura 60. Tablero eléctrico ........................................................................ 67
Figura 61. Máquina extractora de jugo de caña. ......................................... 68 Figura 62. Diagrama del gasto de la máquina............................................. 70
Figura 63. Cuadro estadístico de la extracción del jugo de caña. ............... 70

v
ÍNDICE DE ANEXOS PÁGINA
ANEXO 1.- Informe Técnico ........................................................................ 77
ANEXO 2.- Programacion LOGO ................................................................ 79
ANEXO 3.- Planos ....................................................................................... 80

1
RESUMEN
El presente proyecto es un diseño y construcción de un prototipo que servirá
para la molienda de la caña; su principal objetivo es extraer la mayor cantidad
del jugo de la caña de azúcar, también es un aporte con el fin de optimizar el
rendimiento en el proceso de extracción.
Se utilizó la metodología mecatrónica, realizando el análisis de los diferentes
elementos que constituyen en este prototipo como engranes, rodamientos,
ejes de transmisión, mazas para la molienda, estructura y motorreductor. Y
con la utilización de un software tipo CAD, se diseñó y comprobó el correcto
funcionamiento de las piezas.
Se realizó el diseño eléctrico que permitió seleccionar los componentes
necesarios para su buen funcionamiento y junto con la implementación de un
sistema de control y un controlador lógico programable se pudo integrar todos
los sistemas del proyecto, a fin de obtener un prototipo seguro para el
operador, y dando buenos resultados en la extracción del jugo de la caña de
azúcar.
Palabras clave: engranes, CAD, molienda, caña de azúcar.

2
ABSTRACT
The present project is a design and construction of a prototype that will serve
for the milling of the cane; Its main objective is to extract as much liquid from
the sugar cane, it is also a contribution in order to optimize the performance in
the extraction process.
The mechatronic methodology was used, making the analysis of the different
elements that constitute in this prototype such as gears, bearings,
transmission shafts, grinding clubs, structure and gearmotor. And with the use
of a CAD software, the correct operation of the pieces was verified.
The electrical design was carried out that allowed selecting the necessary
components for its proper functioning and together with the implementation of
a control system and a programmable logic controller was possible to integrate
all the systems of the project, in order to obtain a safe prototype for the
operator, and giving good results in the extraction of liquid from sugar cane.
Keywords: grinding, cad, gears

1. INTRODUCCIÓN

3
La caña de azúcar es originaria de la India y es muy conocida mundialmente
por ser materia prima para la producción del azúcar, pero en Ecuador y
algunos países son conocidos por ser una bebida energética y refrescante
luego del proceso de la molienda de la caña, mediante el uso de un molino o
trapiche. (ECURED, 2018)
En Ecuador, la extracción del jugo de caña de azúcar es artesanal e
importante en la producción agrícola, la mayoría de cañas se cosechan
dependiendo el tiempo, madurez, diámetros y contextura que suelen utilizarse
en la industria; como para realizar azúcar, o jugo líquido. (Ramírez, 2019)
La producción promedio anual de caña de azúcar en el Ecuador es de
8.661.609 Tm.,que representa el 80.37% con respecto a otros productos,
siendo estas producidas en las provincias de Guayas, Loja, Cañar, Imbabura
y el Carchi. (ESPAC, 2016)
Existen máquinas que sirven para la extracción del jugo de caña que son
manuales y eléctricas, de gran tamaño que se pueden importar a precios
elevados, también hay máquinas fabricadas en el país que producen 200 lt/h
y utilizan una potencia de 25 Hp, pero que solo son eléctricas a un alto precio.
(Arauz G. , 2013)
Adicional, se requiere un proceso óptimo para la extracción de jugo de caña,
donde se considera satisfactoria a una extracción entre el 58% y 63% del jugo.
(FAO, 2018)
Este proyecto tiene el propósito fundamental el diseñar y construir una
máquina que sea controlada automáticamente, que extraiga el jugo de caña
con un motor eléctrico y un sistema de control de tal forma que contribuya de
manera eficiente la extracción del jugo de caña.
El objetivo del proyecto es diseñar y construir un prototipo de una máquina
automatizada extractora y continúa de jugo de caña persiguiendo los
siguientes objetivos específicos:
- Determinar los parámetros o variables que intervienen en la máquina.
- Diseñar el sistema mecánico.
- Diseñar el sistema eléctrico.
- Diseñar el sistema de control.
- Integrar los sistemas.

2. METODOLOGÍA

4
En este capítulo se analiza la metodología, en la cual se establecerá los
requerimientos para iniciar el diseño, la metodología permitirá justificar de una
manera clara cada una de las etapas que intervienen en el proyecto, ya sea
en la implementación del proyecto y distribución del producto final. Se analiza
las necesidades y requerimientos de posibles clientes, siendo ellos la fuente
principal de información para la creación de la máquina.
2.1. METODOLOGÍA MECATRÓNICA
La metodología mecatrónica permite integrar diferentes procesos como se
puede observar en la figura 1, es decir que las diferentes etapas que
intervienen en cada proceso se ejecuten en forma simultánea.
Figura 1. Metodología del Diseño Mecatrónico.
(Mechatronics Methodology, 2004)
2.2 REQUERIMIENTOS DEL SISTEMA
La parte mecánica de la máquina debe sostener a todos los elementos
eléctricos, electrónicos y mecánicos que conformen la máquina extractora de
jugo de caña automatizada.
Compatibilidad: Su diseño debe poseer elementos que se puedan
adquirir o construir en el país.
Movilidad: La máquina debe ser manejable al momento de
desplazarlo hacia otro lugar.
Manufactura: Su construcción debe garantizar la durabilidad de
los elementos diseñados.
Seguridad: La máquina puede ser desactivada por acción de
un paro de emergencia.
Almacenamiento: Debe poseer un espacio de almacenado para el
líquido producido por la molienda.

5
Interfaz: La máquina tendrá una botonera, que indique las
operaciones que posee la máquina (Botón
encendido, apagado, paro de emergencia).
Calidad: El bagazo debe ser exprimido de manera eficiente
Red electica: Suministro de energía 220v AC para el
motorreductor
Extracción: 150 litros por hora
2.2.2 RESTRICCIÓN
Es necesario la intervención del operador para el ingreso de la materia prima
al conducto de molienda.
2.3. ALTERNATIVAS DE DISEÑO
En la actualidad se puede encontrar varios métodos que permiten elegir el
diseño del proyecto, las cuales orienta de mejor manera en la selección de los
elementos, las más utilizadas son:
QFD (Despliegue de la función de Calidad).
El Método del Diagrama Morfológico.
Método de factores ponderados.
2.3.1. Despliegue de la función de calidad
Este método permite transformar las demandas del cliente en la calidad del
diseño, interrelacionando las funciones requeridas, componentes y elementos
de fabricación. En la tabla 1, se observa los valores de apreciación.
Tabla 1. Valores de apreciación.
Apreciación Puntuación Indicador
Bueno 5
Regular 3
Malo 1
No aplica 0
Se observa en la tabla 2, las demandas del cliente y los principios ingenieriles.

6
Tabla 2. Despliegue de la función de calidad
CASA DE CALIDAD REQUERIMIENTOS DEL CLIENTE VS CRITERIOS DE
INGENIERIL
Man
ofa
ctu
ra
Geo
metr
ía
Dis
eñ
o
Mécan
ico
Imp
acto
am
bie
nta
l
Co
ntr
ol
Mate
rial
Po
ten
cia
VA
LO
RE
S D
E
OB
JE
TIV
O
Durable 3 0 5 0 0 3 0 11
Cómodo 3 3 5 0 3 3 0 17
Confiable 3 0 5 3 3 0 0 14
Económico 5 5 5 3 3 3 3 27
Liviano 3 3 3 0 3 0 0 12
Seguro 3 5 5 3 5 5 0 26
Fácil de operar 3 3 5 5 3 3 3 25
VALORES DE
OBJETIVO 23 19 33 14 20 17 6
Los principios a considerarse más importantes en el proyecto son el diseño
mecánico y económico.
2.3.2. El método del diagrama morfológico
Este método representa las posibles soluciones al proyecto, conformado por
las combinaciones esenciales mostrados en la tabla 3, integrando los 3
sistemas principales como son: mecánico, eléctrico y de control.
Tabla 3. Método del diagrama morfológico
Detalle Opción 1 Opción 2 Opción 3
Material para la estructura
Motor
Reductor de velocidad
Transmición de potencia
Tipos de extratores según su orientación
de mazas
REQUERMIENTOS DEL CLIENTE
CRITERIOS
INGENIRIL

7
Fijación de la mazade molienda con el eje de
transmición
Control
Software de control
Softaware de modelado
Software de diseño eléctrico
De acuerdo a la tabla 3, se selecciona los componentes y/o elementos para
el diseño de la máquina: estructura mesas y columnas tipo L, motorreductor,
transmisión de potencia, mazas según su orientación, eje de transmisión,
control Logo, software se programación LogoSoft Comfort, software de
modelado SolidWorks, Cadesimu.
2.3.3. Método de factores ponderados
Este método permite realizar un análisis cuantitativo comparando entre sí, las
diferentes alternativas para determinar varias soluciones.
Se establece valores en la tabla 4, para los diferentes factores.
Tabla 4.Valores de factores ponderados
Valor Apreciación
0 Menos significativo
0.5 Razonable
1 Significativo
Se muestra a continuación la tabla 5 con sus respectivos factores ponderados.

8
Tabla 5. Factores ponderados.
CRITERIOS
Man
ofa
ctu
ra
Geo
metr
ía
Dis
eñ
o
Mecán
ico
Imp
acto
am
bie
nta
l
Co
ntr
ol
Mate
rial
Po
ten
cia
Su
ma p
arc
ial
Ʃ +
1
Po
nd
era
ció
n
%
Manofactura 1 1 0,5 1 1 0,5 5,0 6,0 0,136 13,6
Geometría 1 1 0,5 1 1 1 5,5 6,5 0,148 14,8
Diseño Mecánico 1 1 1 1 1 1 6,0 7,0 0,159 15,9
Impacto ambiental
0,5 0,5 1 0,5 1 1 4,5 5,5 0,125 12,5
Control 1 0,5 1 0,5 1 1 5,0 6,0 0,136 13,6
Material 1 1 1 1 1 1 6,0 7,0 0,159 15,9
Potencia 0,5 1 1 0,5 1 1 5,0 6,0 0,136 13,6
SUMA 37,0 44,0 1 100
De acuerdo a la tabla 5, los factores más importantes son el diseño mecánico
y el material.
2.4. DISEÑO GENERAL DEL SISTEMA
Para el diseño del presente proyecto, su estructura se conforma de los
sistemas mecánico, eléctrico, control y la integración de los 3 sistemas.
2.4.1. DISEÑO MECÁNICO
Se diseñará mediante un modelado en 3D que posteriormente se establecerá
un sistema de molienda que estará formado por un conjunto de 3 cilindros, eje
motriz, eje conducido, ingreso de cañas, conducto para el almacenamiento.
Como se puede observar en la figura 2, se encuentra el diseño de la máquina
con la vista explosionada, a fin de poder visualizar los elementos del mismo.

9
Figura 2. Vista explosionada prototipo mecánico
En la tabla 6, se muestra las piezas principales que permitirán el
funcionamiento mecánico de la máquina
Tabla 6. Piezas principales de la máquina
Item N° Descripción
1 Eje maza cañera
2 Eje maza bagacera
3 Eje maza madre
4 Maza cañera
5 Maza madre
6 Maza Bagacera
7 Engrane maza madre
8 Engrane maza cañera
9 Engrane maza bagacera
10 Angulo soporte motorreductor
11 Columna soporte motorreductor
En este capítulo se desarrolló el dimensionamiento del diseño mecánico, se
determina la forma definitiva de la máquina, además el sistema mecánico se
complementa con otros sistemas que son el eléctrico y control.
Todos los sistemas descritos anteriormente conforman el proyecto a realizar.

10
Se utilizó acero ASTM A36 para la estructura, acero ASTM 570 para el
recubrimiento de la máquina “Tol” y para la construcción de los elementos de
máquinas se utilizó acero SAE 1020, AISI 4340 y ASTM20. Se utilizan estos
aceros debido a que son los más comercializados en el país; además, estos
aceros pueden ser soldados por todos los métodos convencionales. El diseño
mecánico se compone por sistemas que permiten trasmitir un movimiento a
otro engrane por la acción de una fuerza.
Se realizó el diseño de cada parte a construirse y se seleccionó los elementos
normalizados que se puedan fácilmente adquirir en el mercado
Sistema de aplastamiento y avance
Sistema motriz
Estructura o bastidor
2.4.1.1. SISTEMA DE APLASTAMIENTO Y AVANCE
Para el sistema de aplastamiento de la caña se considera un sistema de 3
rodillos o mazas en posición horizontal denominados de la siguiente forma:
- Maza madre Rodillo Motriz
- Maza cañera Rodillo que recibe la caña antes de su salida
- Maza Bagacera Rodillo de salida del bagazo
Para poder diseñar el sistema de la máquina es necesario analizar los
siguientes aspectos.
Cálculo de las cargas que se ejercen sobre los diferentes elementos
Capacidad de molienda (Cm)
Se expresa en toneladas de caña por hora.
- TCH: Tonelaje por hora (sin interrupción)
- TCD: Tonelaje por día
- Tm: Factor de paradas o tiempos muertos (5%)
- Cm: Capacidad de molienda
Cm=TCH=(24-Tm)*TCD (HUGOTE, 1963) [1]
Cm=TCH=22,8*TCD
- Tiempo de trabajo por día = 8 horas
- Toneladas de año por día = 9 toneladas métricas por día (Arauz,
Diseño y construcción de una máquina extractora de jugo de caña
mediante energía electrica para la empresa MAEMSA S.A, 2012)
Cm= toneladas de caña
tiempo de trabajo [2]
Cm = 9
8
Cm = 1,13 TCH

11
Cm = 1,13 TCH = (1,13 ∗ 22,8) ∗ TDC [3]
Cm = 25,75 TCD
Para obtener los valores de molienda en kg por hora y kg por día, se tiene:
Cm = 1,13 TCH ∗1000kg
1 ton= 1130
kg
h
Parámetros funcionales del sistema de aplastamiento
Para el diseño se seleccionan los siguientes valores:
Donde:
- L: Longitud de las mazas
- D: Diámetro de las mazas
Maza Madre
- L: 226,50 mm
- D: 84 mm
En la figura 3, se muestra las dimensiones principales de la maza madre
Figura 3. Dimensiones principales de la maza madre
Maza Cañera
- L: 226,50 mm
- D: 80 mm
En la figura 4, se muestra las dimensiones principales de la maza cañera
Figura 4. Dimensiones principales de la maza cañera
Maza Bagacera
- L: 226,50 mm
- D: 82 mm
En la figura 5, se muestra las dimensiones principales de la maza cañera
Figura 5. Dimensiones principales de la maza bagacera
Presión en el sistema de aplastamiento

12
La presión que se aplica en las mazas de la máquina se produce por el
aplastamiento de la caña de azúcar.
En la figura 6 se puede observar un esquema del aplastamiento de la caña en
dos etapas, la primera en la entrada de la caña entre la maza madre y la maza
cañera y la segunda etapa de salida entre la maza madre y maza bagacera.
Figura 6. Esquema del bagazo formado por la presión de las mazas.
(HUGOTE, 1963)
Donde:
- Dmm: Diámetro maza madre
- Dmp: Diámetro maza cañera
- Dmb: Diámetro maza bagacera
Carga fibrosa
Se puede calcular de la siguiente manera:
CF=60*π*D*n*L*q (HUGOTE, 1963) [4]
CF=188,50*τ*n*L*D2 [5]
Donde:
- Cm: Capacidad de molienda en kg de caña por hora
- F: Fibra de la caña en relación a la unidad
- L: Longitud de cilindro en (m)
- D: Diámetro del cilindro en (m)
- n: Velocidad del cilindro en (RPM)
- q: Carga fibrosa, kg/m2
- t: Carga fibrosa específica, en (kg/m2)m
Por lo tanto, para calcular la carga fibrosa (q) es la siguiente;
q=Cm*F
60π*D*n*L [6]
Cm=1130 kg
h
F= 0,125
D=0,084 m
n= 15 RPM
L=0,2265 m
q=2,619 gkf
m2
13
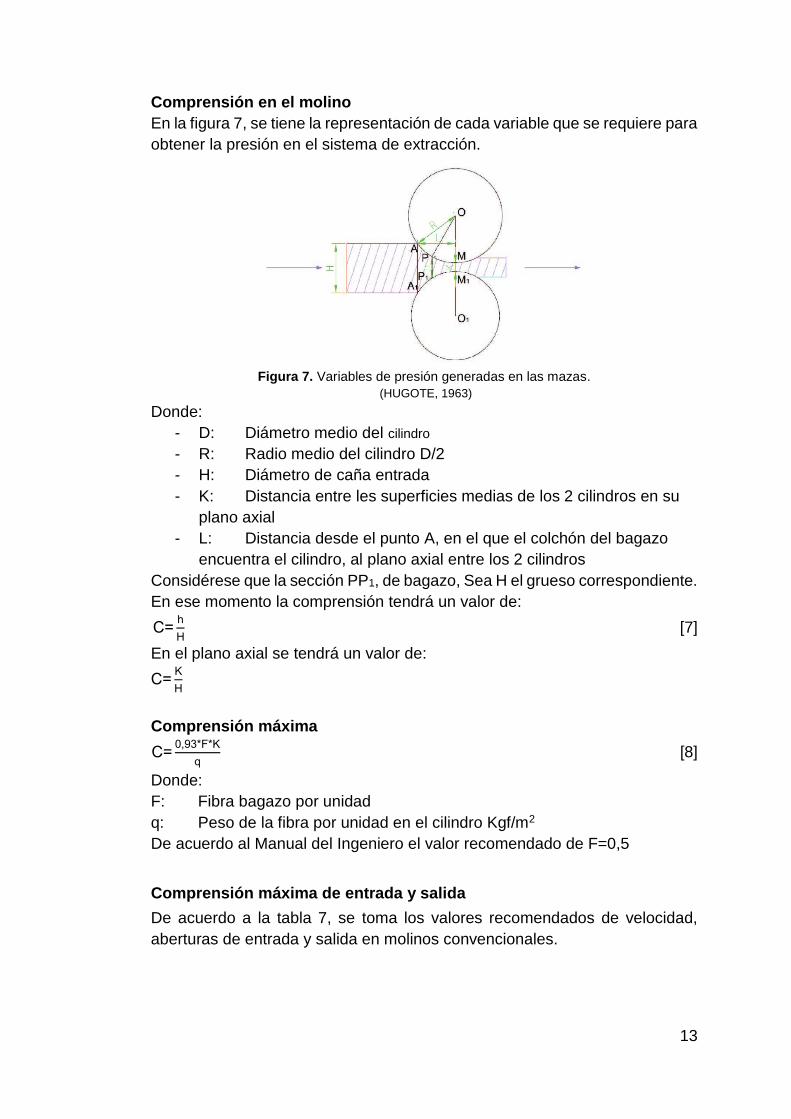
Comprensión en el molino
En la figura 7, se tiene la representación de cada variable que se requiere para
obtener la presión en el sistema de extracción.
Figura 7. Variables de presión generadas en las mazas.
(HUGOTE, 1963)
Donde:
- D: Diámetro medio del cilindro
- R: Radio medio del cilindro D/2
- H: Diámetro de caña entrada
- K: Distancia entre les superficies medias de los 2 cilindros en su
plano axial
- L: Distancia desde el punto A, en el que el colchón del bagazo
encuentra el cilindro, al plano axial entre los 2 cilindros
Considérese que la sección PP1, de bagazo, Sea H el grueso correspondiente.
En ese momento la comprensión tendrá un valor de:
C=h
H [7]
En el plano axial se tendrá un valor de:
C=K
H
Comprensión máxima
C=0,93*F*K
q [8]
Donde:
F: Fibra bagazo por unidad
q: Peso de la fibra por unidad en el cilindro Kgf/m2
De acuerdo al Manual del Ingeniero el valor recomendado de F=0,5
Comprensión máxima de entrada y salida
De acuerdo a la tabla 7, se toma los valores recomendados de velocidad,
aberturas de entrada y salida en molinos convencionales.

14
Tabla 7. Abertura de entrada y salida de la caña
DIÁMETRO
[cm]
VELOCIDAD
[m/min]
ABERTURA
ENTRADA
[mm]
ABERTURA
SALIDA
[mm]
FIBRA DE
CAÑA %
CAPACIDAD
[Kg/h]
19 7 8,5 0,4 13,12 764
19 7 11,5 0,4 12,19 664
19 7 8,5 1,2 12,81 793
19 13 11,5 1,2 12,56 957
19 13 8,5 0,4 10,88 1038
19 13 8,5 0,4 12,09 1173
19 13 11,5 1,2 12,16 1191
19 7 8,5 1,2 12,18 1229
27 7 11,5 0,4 11,33 1274
27 7 8,5 0,4 13,04 1563
27 7 11,5 1,2 14,1 1428
27 13 8,5 1,2 11,44 1506
27 13 11,5 0,4 14,41 1896
27 13 11,5 0,4 13,38 1841
27 13 8,5 1,2 12,79 2234
27 10 10 0,8 11,37 1694
30 10 10 0,8 10,34 1896
15 4 10 0,8 12,37 1366
23 16 10 0,8 12,56 843
23 10 13 0,8 14,01 1817
23 10 7 1,6 12,87 1601
23 10 10 0,8 11,03 1286
23 10 10 0,8 12,59 1421
23 10 10 0,8 13,46 1254
(Arauz, 2012)
Se toman los valores de abertura de entrada y salida, debido a que por
fabricación son los óptimos.
Para un diámetro de 23cm se tiene:
Kentrada = 10mm = 1cm
Ksalida = 0,8mm = 0,08cm
Por consiguiente, se obtiene
CEntrada=0,93*0,5*1
2,619=0,178
CSalida=0,93*0,5*0,8
2,619=0,142
Fuerza normal ejercida por las mazas en la caña
Para esta fuera hay que tomar en cuenta que existe una presión en la entrada,
entre la maza madre, maza cañera y la presión de salida entre la maza madre
y maza bagacera.

15
PM=3,5P
L√K*D [9]
Donde:
- PM: Es la presión máxima aplicada al bagazo en el paso del plano
axial de cilindro, medida en (kgf/cm2)
- P: Fuerza normal sobre los 2 cilindros considerados Kgf
- L: Longitud cilindro, en cm
- K: Espesor bagazo comprimido plano axial, en cm
- D: Diámetro cilindro, en cm
Es conveniente establecer los valores de fuerzas máximas y mínimas que
resultó del ensayo de comprensión a las muestras de caña en la tabla 8. Estas
fuerzas son representaciones de lo que significa el aplastamiento de la caña
en la maquina Tabla 8. Ensayo comprensión de muestras de caña
Fmsalida = 18884 lbf = 8,56 Ton
Fmentrada = 9779 lbf = 4,43 Ton
Donde:
- Fmsalida : Simula el valor máximo entre la maza madre y bagacera
- Fmentrada: Simula el valor mínimo entre la maza madre y cañera,
efecto ocurrido en la entrada del extractor.
Presión máxima de entrada
Es la presión que se da entre la maza madre y maza cañera
PMentrada=FMsalida
A
Por lo tanto, es necesario conocer el área que aplica esta fuerza obteniendo
la presión máxima que simula lo que ocurre en la entrada de los rodillos.
A=lc*ac
Donde:
- A: Área en la que actua la fuerza
- lC: Longuitud del bagazo aplastamiento
- aC: Ancho del bagazo aplastamiento
A=20cm*12cm=240cm2
PMentrada=4430kgf
240=18,46 Kgf/cm2
Muestra Carga máxima
registrada
lbf N
M1-1 10.296 45.800
M1-2 9.779 43.500
M2-1 15.377 68.400
M2-2 10.274 45.700
M3-1 15.916 70.800
M3-2 18.884 84.000

16
Se considera los datos de la maza madre:
L=22,65cm
D=8,4cm
K= 1cm
Pentrada=PM*L*√K*D
3,5
Pentrada= 346,24 Kgf
Presión máxima de salida
PMentrada=8560kgf
20*18=23,77 Kgf/cm2
Se considera los datos de la maza motriz, debido a que es la que asegura el
aplastamiento:
L=22,65cm
D=8,4cm
K= 0,8cm
Psalida=PM*L*√K*D
3,5
Psalida= 126,09 Kgf
Se calcula las siguientes fuerzas necesarias para los cálculos siguientes:
Frp=f*Pentrada
Donde:
- Frp: Fuerza de rozamiento en el eje de la maza cañera al
aplastamiento
- f: Valor coeficiente de rozamiento entre la caña y el hierro fundido
= 0,4
Frp=138,50 kgf
Frb=f*Psalida
Donde:
- Frb: Fuerza de rozamiento en el eje de la maza bagacera al
aplastamiento
Frb=50,44 kgf
Diseño de Ejes
Eje de la Maza Cañera
En la figura 8, se muestran las fuerzas existentes en el eje de la maza
cañera.

17
Figura 8. Fuerzas en el eje de la maza cañera.
(ARAUZ, 2012)
Realizando la sumatoria de fuerzas en:
∑𝐹𝑧 = 0
𝐹𝑝1𝑧 − 𝐹𝑟𝑝 = 0
𝐹𝑝1𝑧 = 𝐹𝑟𝑝 = 𝟏𝟑𝟖, 𝟓𝟎 𝑲𝒈𝒇
∑𝐹𝑦 = 0
𝐹𝑝1𝑦 = 𝐹𝑟𝑝 ∗ tan 20 = 𝟓𝟎, 𝟒𝟏 𝑲𝒈𝒇
Para el momento se toma el radio de la maza cañera, en mm
𝑅 =80
2= 40𝑚𝑚
𝑀𝑝1 = 𝑀𝑝 = 𝐹𝑝1𝑧 ∗ 40
𝑴𝒑𝟏 = 𝟓𝟓𝟒𝟎 𝑲𝒈𝒇. 𝒎𝒎
𝑀𝑝 = 𝐹𝑟𝑝 ∗ 40
𝑴𝒑 = 𝟓𝟓𝟒𝟎 𝑲𝒈𝒇. 𝒎𝒎
Cálculo de las fuerzas en la maza cañera
El siguiente análisis para las fuerzas, se las efectúa de acuerdo a la
interacción que se tiene entre las mazas de la máquina, por lo que se
desarrolla los cálculos adecuados de los cilindros que están en contacto por
medio del aplastamiento de la caña de azúcar.
En la figura 9 se observa la distribución de las fuerzas en un cilindro o mazas.
Figura 9. Fuerzas en el eje de la maza madre
En la determinación de fuerzas actuantes en cada maza, es necesario
establecer un D.C.L (Diagrama de Cuerpo Libre), para lo cual se establecerá
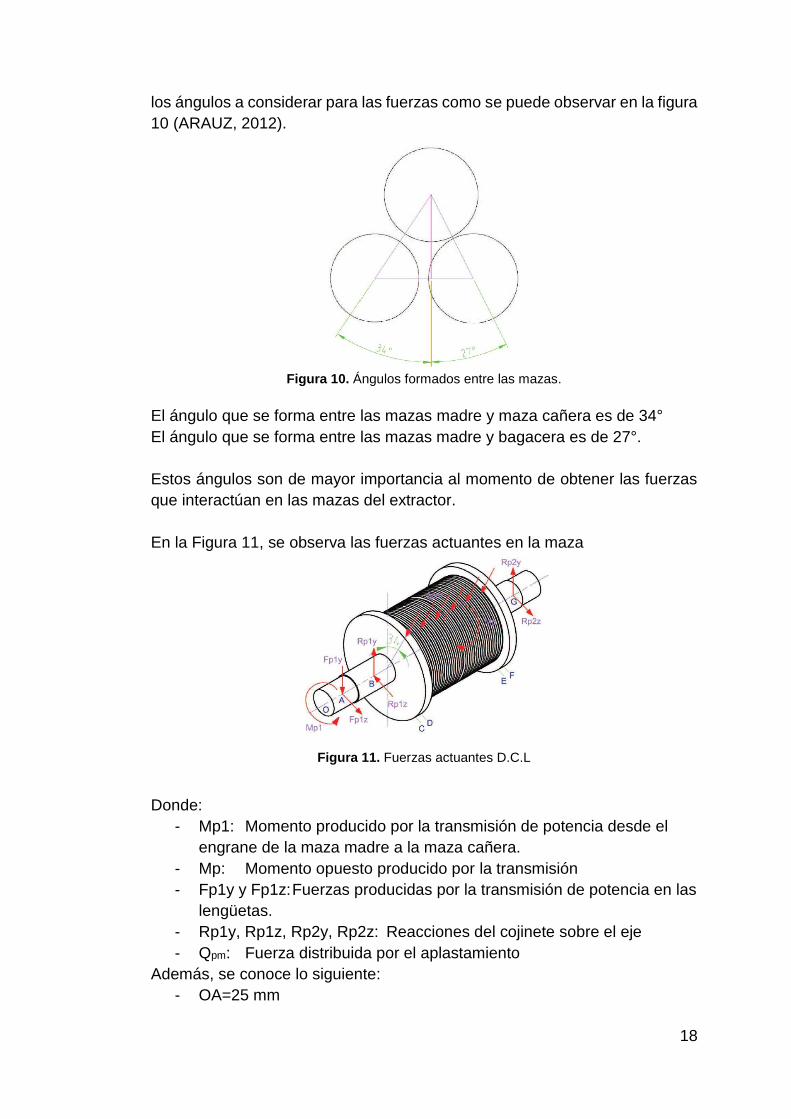
18
los ángulos a considerar para las fuerzas como se puede observar en la figura
10 (ARAUZ, 2012).
Figura 10. Ángulos formados entre las mazas.
El ángulo que se forma entre las mazas madre y maza cañera es de 34°
El ángulo que se forma entre las mazas madre y bagacera es de 27°.
Estos ángulos son de mayor importancia al momento de obtener las fuerzas
que interactúan en las mazas del extractor.
En la Figura 11, se observa las fuerzas actuantes en la maza
Figura 11. Fuerzas actuantes D.C.L
Donde:
- Mp1: Momento producido por la transmisión de potencia desde el
engrane de la maza madre a la maza cañera.
- Mp: Momento opuesto producido por la transmisión
- Fp1y y Fp1z: Fuerzas producidas por la transmisión de potencia en las
lengüetas.
- Rp1y, Rp1z, Rp2y, Rp2z: Reacciones del cojinete sobre el eje
- Qpm: Fuerza distribuida por el aplastamiento
Además, se conoce lo siguiente:
- OA=25 mm

19
- AB=35 mm
- BC=20 mm
- CD=10 mm
- DE=226,50 mm
- EF= 10mm
- FG= 20mm
La fuerza que se da a la entrada del extractor va a ser considerada tanto para
la Maza Cañera como para la Maza Madre en la primera etapa del
aplastamiento.
𝑃𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 346,24 Kgf
Por lo tanto para encontrar el valor correspondiente a Qpm es:
Qpm=Pentrada
L
Qpm=15,29Kgf
cm=15N/mm
Para obtener las fuerzas que intervienen se realiza la sumatoria de fuerzas en
el punto A, obteniendo lo siguiente:
Para el plano X-Y
𝐹𝑝1𝑦 = 50,41 𝐾𝑔𝑓 = 494,37 𝑁
∑𝑀𝑏 = 0
𝐹𝑝1𝑦 ∗ 𝐴𝐵 + 𝑅𝑝2𝑦 ∗ 𝐵𝐺 − [(𝑞𝑝𝑚 ∗ 𝐷𝐸) ∗ (𝐵𝐷 +𝐷𝐸
2)] ∗ cos 34 = 0
𝑅𝑝2𝑦 = 137,45 𝐾𝑔𝑓 = 1347,97 𝑁
∑𝐹𝑦 = 0
−𝐹𝑝1𝑦 + 𝑅𝑝1𝑦 − [(𝑞𝑝𝑚 ∗ 𝐷𝐸)] ∗ cos 34 + 𝑅𝑝2𝑦 = 0
𝑅𝑝1𝑦 = 200,07 𝐾𝑔𝑓 = 1962,08𝑁
En la figura 12, se muestra el diagrama de las cargas efectuadas sobre la
maza cañera.
Figura 12. Diagrama cargas sobre maza cañera

20
En la figura 13, se muestra el diagrama de fuerza cortante plano X-Y de la
maza cañera.
Figura 13. Diagrama fuerza cortante maza cañera
En la figura 14, se muestra el diagrama de momento flector plano X-Y de la
maza cañera.
Figura 14. Diagrama momento flector maza cañera
Para el plano X-Z
𝐹𝑝1𝑧 = 138,50 𝐾𝑔𝑓
∑𝑀𝑏 = 0
𝐹𝑝1𝑧 ∗ 𝐴𝐵 − 𝑅𝑝2𝑧 ∗ 𝐵𝐺 + [(𝑞𝑝𝑚 ∗ 𝐷𝐸) ∗ (𝐵𝐷 +𝐷𝐸
2)] ∗ sin 34 = 0
𝑅𝑝2𝑧 = 79,91 𝐾𝑔𝑓 = 783,68 𝑁
∑𝐹𝑧 = 0
𝐹𝑝1𝑧 − 𝑅𝑝1𝑧 − [(𝑞𝑝𝑚 ∗ 𝐷𝐸)] ∗ sin 34 + 𝑅𝑝2𝑧 = 0
𝑅𝑝1𝑧 = 24,75 𝐾𝑔𝑓 = 242,73𝑁
En la figura 15, se muestra el diagrama de fuerzas en plano X-Z de la maza
cañera.

21
Figura 15. Diagrama fuerzas que actúan en la maza cañera
En la figura 16, se muestra el diagrama de fuerza cortante plano X-Z de la
maza cañera.
Figura 16. Diagrama fuerza cortante maza cañera
En la figura 17, se muestra el diagrama de momento flector plano X-Z de la
maza cañera.
Figura 17. Diagrama momento flector maza cañera
Diseño a fatiga del eje de la maza cañera
Para el correcto diseño del eje de la maza cañera se debe tener en cuenta el
momento máximo al que trabaja.
El momento torsor en el eje de la maza madre tiene un valor de:
𝑀𝑝1 = 5540 𝐾𝑔𝑓. 𝑚𝑚
El valor del momento máximo según el diagrama de momento del eje es:
𝑀𝑚𝑎𝑥 = 81175.90 𝑁. 𝑚𝑚 = 8277.34 𝐾𝑔𝑓. 𝑚𝑚

22
Se considera este valor de momento máximo debido a que en este punto (C)
es donde hay un cambio brusco de sección.
Para obtener el valor de factor de seguridad se utiliza el método de Soderberg
puesto que es el adecuado para ejes de transmisión.
𝐹. 𝑆 =𝜋 ∗ 𝑑3
16 ∗ [(𝑀𝑚1
𝑆𝑆𝑦)
2
+ (𝑀𝑚𝑎𝑥
𝑆𝑆𝑒)
2
]
12
El material adecuado según los requerimientos es el Acero bonificado para
maquinaria 705=AISI 4340.
SUT: 100 Kg/mm2 = 142,26 KSI = 100MPA
SY: 70 Kg/mm2 = 99,58 KSI =70MPA
Para encontrar el valor de S’e para materiales dúctiles sin que el SUT
sobrepase los 1400MPA se utiliza:
𝑆′𝑒 = 0,5 ∗ 𝑆𝑈𝑇
𝑆𝑒 = 𝑘𝑎 ∗ 𝑘𝑏 ∗ 𝑘𝑐 ∗ 𝑘𝑑 ∗ 𝑘𝑒 ∗ 𝑘𝑓 ∗ 𝑆′𝑒
Para determinar el valor de Ka se utiliza lo siguiente:
𝐾𝑎 = 𝑎 ∗ 𝑆𝑢𝑡𝑏
Se utiliza la tabla 9, para el factor de modificación superficial.
Tabla 9. Factor de modificación superficial
Acabado
Superficial
Factor a Exponente b
Sut’ kpsi Sut’ MPa
Esmerilado 1.34 1.58 -0.085
Maquinado o
estirado en frío
2.70 4.51 -0.265
Laminado en
caliente
14.4 57.7 -0.718
Como sale de la
forja
39.9 272 -0.995
(SHIGLEY, 2008)
Como se trata de un acero estirado en frio se toma los siguientes valores:
a=2.70
b=-0.265
𝐾𝑎 = 0.7258
Para determinar el valor de Kb se utiliza lo siguiente:
Debido a que el eje se dimensionará con un diámetro de 35mm se tiene:

23
𝐾𝑏 = 0.8530
Para determinar el valor de Kc se utiliza lo siguiente:
Para determinar Kc se utiliza una confiabilidad de 95%, por lo tanto:
𝐾𝑐 = 0.868
Para determinar el valor de Kd se utiliza lo siguiente:
La máquina funciona a menos de 450° C por lo tanto se tiene:
𝐾𝑑 = 1
Para determinar el valor de Ke se utiliza las siguientes fórmulas:
𝐾𝑑 =1
𝐾𝐹
𝐾𝐹 = 𝑞 ∗ (𝐾𝑡 − 1) + 1 [10]
Es importante que para determinar este valor se tiene en cuenta el radio de
acuerdo a los cambios de sección del eje.
El radio de acuerdo o radio de ranura a tomar en cuenta es de 2mm para
cambios de sección del eje.
𝑟 = 2 𝑚𝑚
𝑟
𝑑=
2
35= 0.06
𝐷
𝑑=
80
35= 2.29
Por consiguiente para el valor de (q) se utiliza la figura 6-20 del libro de
(SHIGLEY, 2008) siendo el valor:
𝑞 = 0.97
Por consiguiente para el valor de (kt) se utiliza la figura A-15-19 del libro de
(SHIGLEY, 2008) siendo el valor:
𝐾𝑡 = 2
Por lo tanto el valor de Ke es:
𝐾𝑒 = 0.5076
Para determinar el valor de Kf:
El factor de efectos varios se considera 1 por lo tanto:
𝐾𝑓 = 1
Para determinar S’e:
𝑆′𝑒 = 0.5 ∗ 100 = 50Kgf/𝑚𝑚2
Por lo tanto, el límite de resistencia a la fatiga es:
𝑆𝑒 = 𝑘𝑎 ∗ 𝑘𝑏 ∗ 𝑘𝑐 ∗ 𝑘𝑑 ∗ 𝑘𝑒 ∗ 𝑘𝑓 ∗ 𝑆′𝑒

24
𝑆𝑒 = 13.55 𝐾𝑔𝑓/𝑚𝑚2
El Factor de Seguridad requerido se obtiene:
𝐹. 𝑆 =𝜋 ∗ 𝑑3
16 ∗ [(𝑀𝑚1
𝑆𝑆𝑦)
2
+ (𝑀𝑚𝑎𝑥
𝑆𝑆𝑒)
2
]
12
𝑆𝑆𝑦 = 0.577 ∗ 𝑆𝑦
𝑆𝑆𝑦 = 40.39 𝐾𝑔𝑓/𝑚𝑚2
𝑆𝑆𝑒 = 0.577 ∗ 𝑆𝑒
𝑆𝑆𝑒 = 7.87 𝐾𝑔𝑓/𝑚𝑚2
Por lo tanto:
𝑭. 𝑺 = 𝟕. 𝟖𝟗
Obtención del factor de seguridad estático y dinámico del eje de la maza
cañera
El esfuerzo máximo a flexión permisible del eje se determina con:
𝜎 =32∗𝑀𝑚𝑎𝑥
𝜋∗𝑑3
𝜎 = 1.97 𝐾𝑔𝑓/𝑚𝑚2
Para el esfuerzo cortante se aplica lo siguiente:
𝜏 =16∗𝑀𝑝1
𝜋∗𝑑3
𝜏 = 0.66 𝐾𝑔𝑓/𝑚𝑚2
Según el círculo de Mohr, se define las siguientes relaciones:
𝜎1,2 = 1
2[𝜎
+−
√𝜎2 + 4𝜏2]
𝜎1 = 2.17 𝐾𝑔𝑓/𝑚𝑚2
𝜎2 = −0.2 𝐾𝑔𝑓/𝑚𝑚2
Mediante la teoría de la energía de distorsión para materiales dúctiles se tiene
lo siguiente:
𝜎2 = 𝜎12 − 𝜎1
2 ∗ 𝜎22 + 𝜎2
2
𝜎 = 2.28 𝐾𝑔𝑓/𝑚𝑚2
𝐹. 𝑆 =𝑆𝑦
𝜎
𝐹. 𝑆 = 30.70
Como se puede observar el factor de seguridad para condiciones estáticas es
alto, pero este valor es justificado debido a que se tiene un factor de seguridad
geométrico el cual depende de las medidas que se tenga en el diseño, es decir

25
los elementos deben ser fabricados de acuerdo a las limitaciones que ofrece
el diseño.
Considerando un factor de seguridad dinámico, es decir con cargas
fluctuantes, se tiene lo siguiente:
𝜎𝑎 =32∗𝑀𝑚𝑎𝑥
𝜋∗𝑑3
𝜎𝑎 = 1.97 𝐾𝑔𝑓/𝑚𝑚2
𝜏𝑎 =16∗𝑀𝑚1
𝜋∗𝑑3
𝜏𝑎 = 0.94 𝐾𝑔𝑓/𝑚𝑚2
Por lo tanto, el esfuerzo de Von Mises es el siguiente:
𝜎′𝑚 = √3 ∗ 𝜏𝑎 = 1.14 𝐾𝑔𝑓/𝑚𝑚2
𝜎′𝑎 = 𝜎𝑎
Se tiene el cálculo realizado anteriormente del límite de resistencia a la fatiga
del elemento:
𝑆𝑒 = 13.55 𝐾𝑔𝑓/𝑚𝑚2
Se aplica la teoría de Goodman:
𝑆𝑚 =𝑆𝑒
𝑆𝑒
𝑆𝑢𝑡+
𝜎′𝑎
𝜎′𝑚
𝑆𝑚 = 4.56 𝐾𝑔𝑓/𝑚𝑚2
𝐹. 𝑆 =𝑆𝑚
𝜎′𝑚
𝐹. 𝑆 = 6.39
Eje de la Maza Bagacera
En la figura 18 se muestran las fuerzas existentes en el eje de la maza
bagacera (ARAUZ, 2012)
.
Figura 18. Fuerzas en el eje de la maza bagacera
Realizando la sumatoria de fuerzas en:
∑𝐹𝑧 = 0
𝐹𝑏1𝑧 − 𝐹𝑟𝑏 = 0
𝐹𝑏1𝑧 = 𝐹𝑟𝑏 = 𝟓𝟎, 𝟒𝟒 𝑲𝒈𝒇
𝐹𝑏1𝑦 = 𝐹𝑟𝑏 ∗ tan 20 = 𝟏𝟖, 𝟑𝟔 𝑲𝒈𝒇

26
Para el momento se toma el radio de la maza cañera, en mm
𝑅 =80
2= 40𝑚𝑚
𝑀𝑏1 = 𝑀𝑏 = 𝐹𝑏1𝑧 ∗ 41
𝑴𝒑𝟏 = 𝟐𝟎𝟔𝟖, 𝟎𝟒 𝑲𝒈𝒇. 𝒎𝒎
𝑀𝑝 = 𝐹𝑟𝑏 ∗ 41
𝑴𝒑 = 𝟐𝟎𝟔𝟖, 𝟎𝟒 𝑲𝒈𝒇. 𝒎𝒎
Cálculo de las fuerzas en la maza bagacera
El siguiente análisis para las fuerzas se las efectúa de acuerdo a la interacción
que se tiene entre las mazas de la máquina, por lo que se desarrolla los
cálculos adecuados de los cilindros que están en contacto por medio del
aplastamiento de la caña de azúcar.
En la figura 19, se observa la distribución de las fuerzas en un cilindro o
mazas.
Figura 19. Fuerzas en el eje de la maza madre
En la determinación de fuerzas actuantes en cada maza, es necesario
establecer un D.C.L, para lo cual se establecerá los ángulos a considerar para
las fuerzas como se puede observar en la figura 20 (ARAUZ, 2012).
Figura 20. Ángulos formados entre las mazas
El ángulo que se forma entre las mazas madre y maza cañera es de 34°
El ángulo que se forma entre las mazas madre y bagacera es de 27°.
Estos ángulos son de mayor importancia al momento de obtener las fuerzas
que interactúan en las mazas del extractor.
En la figura 21, se observa las fuerzas actuantes en la maza bagacera

27
Figura 21. Fuerzas actuantes D.C.L
Donde:
- Mb1: Momento producido por la transmisión de potencia desde el
engrane de la maza madre a la maza bagacera.
- Mb: Momento opuesto producido por la transmisión
- Fb1y y Fb1z: Fuerzas producidas por la transmisión de potencia en las
lengüetas.
- Rb1y, Rb1z, Rb2y, Rb2z: Reacciones del bastidor sobre el eje
- qbm: Fuerza distribuida por el aplastamiento
Además, se conoce lo siguiente:
- OA=25 mm
- AB=35 mm
- BC=20 mm
- CD=10 mm
- DE=226,50 mm
- EF= 10mm
- FG= 20mm
Para obtener qbm se considera la fuerza de salida:
𝑃𝑠𝑎𝑙𝑖𝑑𝑎 = 126,09 𝐾𝑔𝑓
Por lo tanto para qbm se tiene:
𝑞𝑏𝑚 =𝑃𝑠𝑎𝑙𝑖𝑑𝑎
𝐿
𝑞𝑏𝑚 = 5,57 𝐾𝑔𝑓/𝑐𝑚
Para obtener las fuerzas que intervienen se realiza la sumatoria de momentos
en el punto B.
Para el plano X-Y
𝐹𝑏1𝑦 = 18,36 𝐾𝑔𝑓 = 180,06𝑁
∑𝑀𝑏 = 0
𝐹𝑏1𝑦 ∗ 𝐴𝐵 + 𝑅𝑏2𝑦 ∗ 𝐵𝐺 − [(𝑞𝑏𝑚 ∗ 𝐷𝐸) ∗ (𝐵𝐷 +𝐷𝐸
2)] ∗ cos 27 = 0
𝑅𝑏2𝑦 = 53,98 𝐾𝑔𝑓 = 529,38𝑁
∑𝐹𝑦 = 0
−𝐹𝑏1𝑦 + 𝑅𝑏1𝑦 − [(𝑞𝑏𝑚 ∗ 𝐷𝐸)] ∗ cos 27 + 𝑅𝑏2𝑦 = 0
𝑅𝑏1𝑦 = 76,81 𝐾𝑔𝑓 = 753,27𝑁

28
En la figura 22, se muestra el diagrama de fuerza actuantes en el plano X-Y
de la maza bagacera.
Figura 22. Diagrama fuerza actuantes maza bagacera
En la figura 23, se muestra el diagrama de fuerza cortante plano X-Y de la
maza bagacera.
Figura 23. Diagrama fuerza cortante maza bagacera
En la figura 24, se muestra el diagrama de momento flector plano X-Y de la
maza bagacera.
Figura 24. Diagrama momento flector maza bagacera
Para el plano X-Z
𝐹𝑏1𝑧 = 50,44 𝐾𝑔𝑓 = 494,67𝑁
∑𝑀𝑏 = 0
𝐹𝑏1𝑧 ∗ 𝐴𝐵 − 𝑅𝑏2𝑧 ∗ 𝐵𝐺 − [(𝑞𝑏𝑚 ∗ 𝐷𝐸) ∗ (𝐵𝐷 +𝐷𝐸
2)] ∗ sin 27 = 0

29
𝑅𝑏2𝑧 = −22,49 𝐾𝑔𝑓 = −224,97𝑁
∑𝐹𝑧 = 0
𝐹𝑏1𝑧 − 𝑅𝑏1𝑧 + [(𝑞𝑏𝑚 ∗ 𝐷𝐸)] ∗ sin 27 + 𝑅𝑏2𝑧 = 0
𝑅𝑏1𝑧 = 85,23 𝐾𝑔𝑓 = 835,85𝑁
En la figura 25, se muestra el diagrama de fuerzas actuantes en el plano X-Z
de la maza bagacera.
Figura 25. Diagrama fuerzas actuantes maza bagacera
En la figura 26, se muestra el diagrama de fuerza cortante plano X-Z de la
maza bagacera.
Figura 26. Diagrama fuerza cortante maza bagacera
En la figura 27. Se muestra el diagrama de fuerza cortante plano X-Z de la
maza bagacera.

30
Figura 27. Diagrama fuerza cortante maza bagacera
Diseño a fatiga del eje de la maza bagacera
Para el correcto diseño del eje de la maza bagacera se debe tener en cuenta
el momento máximo al que trabaja.
El momento torsor en el eje de la maza madre tiene un valor de:
𝑀𝑏1 = 2068.04 𝐾𝑔𝑓. 𝑚𝑚
El valor del momento máximo según el diagrama de momento del eje es:
𝑀𝑚𝑎𝑥 = 3986.27 𝑁. 𝑚𝑚 = 406.47 𝐾𝑔𝑓. 𝑚𝑚
Se considera este valor de momento máximo, debido a que en este punto (C)
es donde hay un cambio brusco de sección.
Para obtener el valor de factor de seguridad se utiliza el método de Soderberg
debido aque es el adecuado para ejes de transmisión.
𝐹. 𝑆 =𝜋 ∗ 𝑑3
16 ∗ [(𝑀𝑚1
𝑆𝑆𝑦)
2
+ (𝑀𝑚𝑎𝑥
𝑆𝑆𝑒)
2
]
12
El material adecuado según los requerimientos es el Acero bonificado para
maquinaria 705=AISI 4340.
SUT: 100 Kg/mm2 = 142,26 KSI = 100MPA
SY: 70 Kg/mm2 = 99,58 KSI =70MPA
Para encontrar el valor de S’e para materiales dúctiles sin que el SUT
sobrepase los 1400MPA se utiliza:
𝑆′𝑒 = 0,5 ∗ 𝑆𝑈𝑇
𝑆𝑒 = 𝑘𝑎 ∗ 𝑘𝑏 ∗ 𝑘𝑐 ∗ 𝑘𝑑 ∗ 𝑘𝑒 ∗ 𝑘𝑓 ∗ 𝑆′𝑒
Para determinar el valor de Ka se utiliza lo siguiente:
𝐾𝑎 = 𝑎 ∗ 𝑆𝑢𝑡𝑏

31
Se utiliza la tabla 10, para el factor de modificación superficial.
Tabla 10. Factor de modificación superficial
Acabado
Superficial
Factor a Exponente b
Sut’ kpsi Sut’ MPa
Esmerilado 1.34 1.58 -0.085
Maquinado o
estirado en frío
2.70 4.51 -0.265
Laminado en
caliente
14.4 57.7 -0.718
Como sale de la
forja
39.9 272 -0.995
(Shigley, 2008)
Como se trata de un acero estirado en frio se toma los siguientes valores:
a=2.70
b=-0.265
𝐾𝑎 = 0.7258
Para determinar el valor de Kb se utiliza lo siguiente:
Debido a que el eje se dimensionará con un diámetro de 35mm se tiene:
𝐾𝑏 = 0.8530
Para determinar el valor de Kc se utiliza lo siguiente:
Para determinar Kc se utiliza una confiabilidad de95%, por lo tanto:
𝐾𝑐 = 0.868
Para determinar el valor de Kd se utiliza lo siguiente:
La máquina funciona a menos de 450 C por lo tanto se tiene:
𝐾𝑑 = 1
Para determinar el valor de Ke se utiliza las siguientes fórmulas:
𝐾𝑑 =1
𝐾𝐹
𝐾𝐹 = 𝑞 ∗ (𝐾𝑡 − 1) + 1 [11]
Es importante que para determinar este valor se tiene en cuenta el radio de
acuerdo a los cambios de sección del eje.
El radio de acuerdo o radio de ranura a tomar en cuenta es de 2mm para
cambios de sección del eje.
32
𝑟 = 2 𝑚𝑚
𝑟
𝑑=
2
35= 0.06
𝐷
𝑑=
82
35= 2.34
Por consiguiente para el valor de (q) se utiliza la figura 6-20 (SHIGLEY, 2008)
siendo el valor:
𝑞 = 0.97
Por consiguiente para el valor de (kt) se utiliza la figura A-15-19 (SHIGLEY,
2008)siendo el valor:
𝐾𝑡 = 2
Por lo tanto, el valor de Ke es:
𝐾𝑒 = 0.5076
Para determinar el valor de Kf:
El factor de efectos varios se considera 1 por lo tanto:
𝐾𝑓 = 1
Para determinar S’e:
𝑆′𝑒 = 0.5 ∗ 100 = 50Kgf/𝑚𝑚2
Por lo tanto, el límite de resistencia a la fatiga es:
𝑆𝑒 = 𝑘𝑎 ∗ 𝑘𝑏 ∗ 𝑘𝑐 ∗ 𝑘𝑑 ∗ 𝑘𝑒 ∗ 𝑘𝑓 ∗ 𝑆′𝑒
𝑆𝑒 = 13.62 𝐾𝑔𝑓/𝑚𝑚2
El Factor de Seguridad requerido se obtiene:
𝐹. 𝑆 =𝜋 ∗ 𝑑3
16 ∗ [(𝑀𝑚1
𝑆𝑆𝑦)
2
+ (𝑀𝑚𝑎𝑥
𝑆𝑆𝑒)
2
]
12
𝑆𝑆𝑦 = 0.577 ∗ 𝑆𝑦
𝑆𝑆𝑦 = 40.39 𝐾𝑔𝑓/𝑚𝑚2
𝑆𝑆𝑒 = 0.577 ∗ 𝑆𝑒
𝑆𝑆𝑒 = 7.86 𝐾𝑔𝑓/𝑚𝑚2
Por lo tanto:
𝑭. 𝑺 = 𝟏𝟏𝟓. 𝟔𝟖
Como se puede observar el factor de seguridad obtenido cumple de buena
manera con el requerimiento del eje de la maza madre

33
Obtención del factor de seguridad estático y dinámico del eje de la maza
bagacera
El esfuerzo máximo a flexión permisible del eje se determina con:
𝜎 =32∗𝑀𝑚𝑎𝑥
𝜋∗𝑑3
𝜎 = 0.10 𝐾𝑔𝑓/𝑚𝑚2
Para el esfuerzo cortante se aplica lo siguiente:
𝜏 =16∗𝑀𝑏1
𝜋∗𝑑3
𝜏 = 0.25 𝐾𝑔𝑓/𝑚𝑚2
Según el círculo de Mohr, se define las siguientes relaciones:
𝜎1,2 = 1
2[𝜎
+−
√𝜎2 + 4𝜏2]
𝜎1 = 0.31 𝐾𝑔𝑓/𝑚𝑚2
𝜎2 = −0.21 𝐾𝑔𝑓/𝑚𝑚2
Mediante la teoría de la energía de distorsión para materiales dúctiles se tiene
lo siguiente:
𝜎2 = 𝜎12 − 𝜎1
2 ∗ 𝜎22 + 𝜎2
2
𝜎 = 0.45 𝐾𝑔𝑓/𝑚𝑚2
𝐹. 𝑆 =𝑆𝑦
𝜎
𝑭. 𝑺 = 𝟏𝟓𝟓. 𝟓𝟔
Como se puede observar el factor de seguridad para condiciones estáticas es
alto, pero este valor es justificado de la misma manera que la maza cañera y
se debe a que el eje debe ser maquinado de esa manera debido al diseño
requerido.
Considerando un factor de seguridad dinámico, es decir con cargas
fluctuantes, se tiene lo siguiente:
𝜎𝑎 =32∗𝑀𝑚𝑎𝑥
𝜋∗𝑑3
𝜎𝑎 = 0.10 𝐾𝑔𝑓/𝑚𝑚2
𝜏𝑎 =16∗𝑀𝑏1
𝜋∗𝑑3
𝜏𝑎 = 0.25 𝐾𝑔𝑓/𝑚𝑚2
Por lo tanto el esfuerzo de Von Mises es el siguiente:
𝜎′𝑚 = √3 ∗ 𝜏𝑎 = 0.43 𝐾𝑔𝑓/𝑚𝑚2
𝜎′𝑎 = 𝜎𝑎

34
Se tiene el cálculo realizado anteriormente del límite de resistencia a la fatiga
del elemento:
𝑆𝑒 = 13.62 𝐾𝑔𝑓/𝑚𝑚2
Se aplica la teoría de Goodman:
𝑆𝑚 =𝑆𝑒
𝑆𝑒
𝑆𝑢𝑡+
𝜎′𝑎
𝜎′𝑚
𝑆𝑚 = 36.81 𝐾𝑔𝑓/𝑚𝑚2
𝐹. 𝑆 =𝑆𝑚
𝜎′𝑚
𝐹. 𝑆 = 85.60
Eje de la Maza Madre
En la figura 28, se muestran las fuerzas existentes en el eje de la maza Madre
. Figura 28. Fuerzas en el eje de la maza madre
Para determinar los valores de las fuerzas en el eje de la maza madre se
realiza lo siguiente:
Los valores de las fuerzas de rozamiento son iguales para la maza cañera y
maza madre, así como la maza bagacera y la maza madre, por lo tanto:
𝐹𝑟𝑝 = 𝐹𝑟𝑚1 = 𝟏𝟑𝟖, 𝟓𝟎 𝑲𝒈𝒇
𝐹𝑟𝑏 = 𝐹𝑟𝑚2 = 𝟓𝟓, 𝟒𝟒 𝑲𝒈𝒇
Para obtener los valores de 𝐹𝑚1𝑦, 𝐹,𝑚1𝑧 , 𝐹𝑚2𝑦 𝑦 𝐹𝑚2𝑧, se tiene:
𝐹𝑝1 = √𝐹𝑃1𝑧2 + 𝐹𝑃1𝑦
2
𝑭𝒑𝟏 = 𝟏𝟒𝟕, 𝟑𝟗 𝑲𝒈𝒇
𝐹𝑝1𝑦 = 𝐹𝑝1 ∗ 𝑠𝑒𝑛54
𝑭𝒑𝟏𝒚 = 𝟏𝟏𝟗, 𝟐𝟒 𝑲𝒈𝒇
𝐹𝑝1𝑧 = 𝐹𝑝1 ∗ 𝑐𝑜𝑠54
𝑭𝒑𝟏𝒛 =86,63 Kgf
𝐹𝑏1 = √𝐹𝑏1𝑧2 + 𝐹𝑏1𝑦
2
𝐹𝑏1 = 53,68 𝐾𝑔𝑓
𝐹𝑏1𝑦 = 𝐹𝑏1 ∗ 𝑐𝑜𝑠54

35
𝑭𝒃𝟏𝒚 = 𝟑𝟏, 𝟓𝟓 𝑲𝒈𝒇
𝐹𝑏1𝑧 = 𝐹𝑏1 ∗ 𝑠𝑒𝑛54
𝑭𝒃𝟏𝒛 =43,43 Kgf
Donde se tiene que:
𝐹𝑚1𝑦 = 𝐹𝑝1𝑦 + 𝐹𝑏1𝑦
𝑭𝒎𝟏𝒚 = 𝟏𝟓𝟎, 𝟕𝟗 𝑲𝒈𝒇
𝐹𝑚1𝑧 = 𝐹𝑝1𝑧 + 𝐹𝑏1𝑧
𝑭𝒎𝟏𝒛 = 𝟏𝟑𝟎, 𝟎𝟔 𝑲𝒈𝒇
El radio a toma en cuenta corresponde a la Maza Madre que tiene un valor de
42mm.
𝑀𝑚2 = 𝑀𝑚1 + 𝑀𝑚
𝑀𝑚1 = 𝐹𝑝1𝑧 ∗ 42 + 𝐹𝑏1𝑧 ∗ 42
𝑀𝑚1 = 7935,48 𝐾𝑔𝑓. 𝑚𝑚
𝑀𝑚 = 𝐹𝑟𝑝 ∗ 42 + 𝐹𝑟𝑏 ∗ 42
𝑀𝑚 = 7935,48 𝐾𝑔𝑓. 𝑚𝑚
𝑀𝑚2 = 15870,96 𝐾𝑔𝑓. 𝑚𝑚
DE: Longitud efectiva de aplastamiento de la caña:
𝑄1 = 𝑀𝑚2/𝐷𝐸
𝑄1 = 70,07 𝐾𝑔𝑓
𝑄2 = 𝑄1 ∗ tan 20
𝑄2 = 25,50 𝐾𝑔𝑓
𝑄 = √𝑄12 + 𝑄22
𝑄 = 74,57 𝐾𝑔𝑓
Por lo tanto:
𝐹𝑚2𝑦 = 𝑄 ∗ cos 20 = 70,07𝐾𝑔𝑓
𝐹𝑚2𝑧 = 𝑄 ∗ sin 20 = 25,50 𝐾𝑔𝑓
Cálculo de las fuerzas en la maza madre
El siguiente análisis para las fuerzas se las efectúa de acuerdo a la interacción
que se tiene entre las mazas de la máquina, por lo que se desarrolla los
cálculos adecuados de los cilindros que están en contacto por medio del
aplastamiento de la caña de azúcar.

36
En la figura 29, se observa la distribución de las fuerzas en un cilindro o
mazas.
Figura 29. Fuerzas en el eje de la maza madre
En la determinación de fuerzas actuantes en cada maza, es necesario
establecer un D.C.L, para lo cual se establecerá los ángulos a considerar para
las fuerzas como se puede observar en la figura 30.
Figura 30. Ángulos formados entre las mazas
El ángulo que se forma entre las mazas madre y maza cañera es de 34°
El ángulo que se forma entre las mazas madre y bagacera es de 27°.
Estos ángulos son de mayor importancia al momento de obtener las fuerzas
que interactúan en las mazas del extractor.
En la figura 31, se observa las fuerzas actuantes en la maza madre
Figura 31. Fuerzas actuantes D.C.L
Donde:
- Mm1 y Mm2: Momentos producidos debido a la transmisión
- Mm: Momento opuesto producido por la transmisión
- Fm1y, Fm2y, Fm1z y Fm2z: Fuerzas producidas por la
transmisión de potencia en las lengüetas.

37
- Rm1y, Rm1z, Rm2y, Rm2z: Reacciones del bastidor sobre el eje
- Qpm y Qmb: Fuerza distribuida por el aplastamiento de la caña
Además, se conoce lo siguiente:
- OA=25 mm
- AB=35 mm
- BC=20 mm
- CD=10 mm
- DE=226,50 mm
- EF= 10mm
- FG= 20mm
Para la maza madre las fuerzas que intervienen son:
𝑃𝑒𝑛𝑡𝑟𝑎𝑑𝑎 = 346,24 Kgf
𝑃𝑠𝑎𝑙𝑖𝑑𝑎 = 126,09 𝐾𝑔𝑓
La fuerza que se da a la salida del extractor va a ser considerada tanto para
la maza madre como para la maza bagacera en la etapa de salida de la caña.
Por lo tanto para qmb y qmp se tiene:
𝑞𝑚𝑝 =𝑃𝑒𝑛𝑡𝑟𝑎𝑑𝑎
𝐿
𝑞𝑚𝑏 = 15,29 𝐾𝑔𝑓/𝑐𝑚
Para obtener las fuerzas que intervienen se realiza la sumatoria de momentos
en el punto B.
Para el plano X-Y
𝐹𝑚1𝑦 = 150,79 𝐾𝑔𝑓 = 1478,79𝑁
∑𝑀𝑏 = 0
𝐹𝑚1𝑦 ∗ 𝐴𝐵 + 𝑅𝑚2𝑦 ∗ 𝐵𝐺 − [(𝑞𝑚𝑏 ∗ 𝐷𝐸) ∗ (𝐵𝐷 +𝐷𝐸
2)] ∗ cos 34 = 0
𝑅𝑚2𝑦 = 125,18 𝐾𝑔𝑓 = 1227,64𝑁
∑𝐹𝑦 = 0
−𝐹𝑚1𝑦 + 𝑅𝑚1𝑦 − [(𝑞𝑚𝑏 ∗ 𝐷𝐸)] ∗ cos 34 + 𝑅𝑚2𝑦 = 0
𝑅𝑚1𝑦 = 303,72 𝐾𝑔𝑓 = 2978,58𝑁
En la figura 32, se muestra el diagrama de fuerza actuantes en el plano X-Y
de la maza madre.

38
Figura 32. Diagrama fuerza actuantes maza madre
En la figura 33, se muestra el diagrama de fuerza cortante plano X-Y de la
maza madre.
Figura 33. Diagrama fuerza cortante maza madre
En la figura 34, se muestra el diagrama momento flector plano X-Y de la maza
madre.
Figura 34. Diagrama momento flector maza madre
Para el plano X-Z
𝐹𝑚1𝑧 = 130,06 𝐾𝑔𝑓 = 1275,50𝑁
∑𝑀𝑏 = 0

39
𝐹𝑝1𝑧 ∗ 𝐴𝐵 − 𝑅𝑝2𝑧 ∗ 𝐵𝐺 + [(𝑞𝑝𝑚 ∗ 𝐷𝐸) ∗ (𝐵𝐷 +𝐷𝐸
2)] ∗ sin 34 = 0
𝑅𝑝2𝑧 = 112,75 𝐾𝑔𝑓 = 1105,74
∑𝐹𝑧 = 0
𝐹𝑝1𝑧 − 𝑅𝑝1𝑧 − [(𝑞𝑝𝑚 ∗ 𝐷𝐸)] ∗ sin 34 + 𝑅𝑝2𝑧 = 0
𝑅𝑝1𝑧 = 49,15 𝐾𝑔𝑓 = 482,01𝑁
En la figura 35, se muestra el diagrama de fuerza actuantes en el plano X-Z
de la maza madre.
Figura 35. Diagrama fuerza actuantes maza madre
En la figura 36. Se muestra el diagrama de fuerza cortante plano X-Z de la
maza madre.
Figura 36. Diagrama fuerza cortante maza madre
En la figura 37, se muestra el diagrama de momento flector plano X-Z de la
maza madre.

40
Figura 37. Diagrama fuerza cortante maza madre
Diseño a fatiga del eje de la maza madre
Para el correcto diseño del eje de la maza madre se debe tener en cuenta el
momento máximo al que trabaja.
El momento torsor en el eje de la maza madre tiene un valor de:
𝑀𝑚1 = 7935,48 𝐾𝑔𝑓. 𝑚𝑚
El valor del momento máximo según el diagrama de momento del eje es:
𝑀𝑚𝑎𝑥 = 118179,54 𝑁. 𝑚𝑚 = 12050,53 𝐾𝑔𝑓. 𝑚𝑚
Se considera este valor de momento máximo debido a que en este punto es
donde hay un cambio brusco de sección.
Para obtener el valor de factor de seguridad se utiliza el método de Soderberg
debido a que es el adecuado para ejes de transmisión. (SHIGLEY, 2008)
𝑑 = {16∗𝐹.𝑆
𝜋[(
𝑀𝑚1
𝑆𝑆𝑦)
2
+ (𝑀𝑚𝑎𝑥
𝑆𝑆𝑒)
2
]
1
2
}
1
3
[12]
F.S=π*d
3
16* [(Mm1
SSy)
2
+ (Mmax
SSe)
2
]
12
Donde:
- F.S : Es el factor de seguridad bajo el criterio de Soderberg
- d : Diámetro del eje para el factor de seguridad
- Mm1 : Momento torsor en el eje de la maza madre
- Mmax: : Momento máximo de acuerdo al diagrama de momento
- SSy : Límite de fluencia según criterio de la energía de distorsión
- SSe : Límite de la resistencia a la fatiga del elemento mecánico
según criterio de la energía de distorsión
El material adecuado según los requerimientos es el Acero bonificado para
maquinaria 705=AISI 4340.

41
SUT: 100 Kg/mm2 = 142,26 KSI = 100MPA
SY: 70 Kg/mm2 = 99,58 KSI =70MPA
Para encontrar el valor de S’e para materiales dúctiles sin que el SUT
sobrepase los 1400MPA se utiliza:
𝑆′𝑒 = 0,5 ∗ 𝑆𝑈𝑇 [13]
Se=ka*kb*kc*kd*ke*kf*S'e [14]
Donde:
- Ka : Factor de superficie
- Kb : Factor de tamaño
- Kc : Factor de confiabilidad
- Kd : Factor de temperatura
- Ke : Factor de modificación por concentración de esfuerzos
- Kf : Factor efector diversos
- S’e : Límite de la resistencia de la fatiga de la muestra de viga
rotatoria
Para determinar el valor de Ka se utiliza lo siguiente:
𝐾𝑎 = 𝑎 ∗ 𝑆𝑢𝑡𝑏
Se utiliza la tabla 11, para el factor de modificación superficial.
Tabla 11. Factor de modificación
Acabado
Superficial
Factor a Exponente b
Sut’ kpsi Sut’ MPa
Esmerilado 1.34 1.58 -0.085
Maquinado o
estirado en frío
2.70 4.51 -0.265
Laminado en
caliente
14.4 57.7 -0.718
Como sale de la
forja
39.9 272 -0.995
(SHIGLEY, 2008)
Como se trata de un acero estirado en frio se toma los siguientes valores:
a=2.70
b=-0.265
𝐾𝑎 = 0.7258
Para determinar el valor de Kb se utiliza lo siguiente:
Debido a que el eje se dimensionará con un diámetro de 35mm se tiene:

42
𝐾𝑏 = 0.8476
Para determinar el valor de Kc se utiliza lo siguiente:
Para determinar Kc se utiliza una confiabilidad de95%, por lo tanto:
𝐾𝑐 = 0.868
Para determinar el valor de Kd se utiliza lo siguiente:
La máquina funciona a menos de 450° C por lo tanto se tiene:
𝐾𝑑 = 1
Para determinar el valor de Ke se utiliza las siguientes fórmulas:
𝐾𝑑 =1
𝐾𝐹
𝐾𝐹 = 𝑞 ∗ (𝐾𝑡 − 1) + 1 [15]
Es importante que para determinar este valor se tiene en cuenta el radio de
acuerdo a los cambios de sección del eje.
El radio de acuerdo o radio de ranura a tomar en cuenta es de 2mm para
cambios de sección del eje.
𝑟 = 2 𝑚𝑚
𝑟
𝑑=
2
35= 0.06
𝐷
𝑑=
84
35= 2.4
Por consiguiente para el valor de (q) se utiliza la figura 6-20 del libro de
(SHIGLEY, 2008) siendo el valor:
𝑞 = 0.97
Por consiguiente para el valor de (kt) se utiliza la figura A-15-19 de libro de
(SHIGLEY, 2008) siendo el valor:
𝐾𝑡 = 2
Por lo tanto el valor de Ke es:
𝐾𝑒 = 0.51
Para determinar el valor de Kf:
El factor de efectos varios se considera 1 por lo tanto:
𝐾𝑓 = 1

43
Para determinar S’e:
𝑆′𝑒 = 0.5 ∗ 100 = 50Kgf/𝑚𝑚2
Por lo tanto, el límite de resistencia a la fatiga es:
𝑆𝑒 = 𝑘𝑎 ∗ 𝑘𝑏 ∗ 𝑘𝑐 ∗ 𝑘𝑑 ∗ 𝑘𝑒 ∗ 𝑘𝑓 ∗ 𝑆′𝑒
𝑆𝑒 = 13.62 𝐾𝑔𝑓/𝑚𝑚2
El Factor de Seguridad requerido se obtiene:
𝐹. 𝑆 =𝜋 ∗ 𝑑3
16 ∗ [(𝑀𝑚1
𝑆𝑆𝑦)
2
+ (𝑀𝑚𝑎𝑥
𝑆𝑆𝑒)
2
]
12
𝑆𝑆𝑦 = 0.577 ∗ 𝑆𝑦
𝑆𝑆𝑦 = 40.39 𝐾𝑔𝑓/𝑚𝑚2
𝑆𝑆𝑒 = 0.577 ∗ 𝑆𝑒
𝑆𝑆𝑒 = 7.86 𝐾𝑔𝑓/𝑚𝑚2
Por lo tanto:
𝑭. 𝑺 = 𝟓. 𝟒𝟓
Obtención del factor de seguridad estático y dinámico del eje de la maza
madre
El esfuerzo máximo a flexión permisible del eje se determina con: (SHIGLEY,
2008)
𝜎 =32∗𝑀𝑚𝑎𝑥
𝜋∗𝑑3 [16]
𝜎 = 2.86 𝐾𝑔𝑓/𝑚𝑚2
Para el esfuerzo cortante se aplica lo siguiente:
𝜏 =16∗𝑀𝑚1
𝜋∗𝑑3 [17]
𝜏 = 0.94 𝐾𝑔𝑓/𝑚𝑚2
Según el círculo de Mohr, se define las siguientes relaciones:
𝜎1,2 = 1
2[𝜎
+−
√𝜎2 + 4𝜏2]
𝜎1 = 3.14 𝐾𝑔𝑓/𝑚𝑚2
𝜎2 = −0.28 𝐾𝑔𝑓/𝑚𝑚2
Mediante la teoría de la energía de distorsión para materiales dúctiles se tiene
lo siguiente:
𝜎2 = 𝜎12 − 𝜎1
2 ∗ 𝜎22 + 𝜎2
2
𝜎 = 3.29 𝐾𝑔𝑓/𝑚𝑚2
𝐹. 𝑆 =𝑆𝑦
𝜎

44
𝐹. 𝑆 = 21.28
Como se puede observar el factor de seguridad para condiciones estáticas es
alto, pero se puede justificar debido al momento que trabaje a fatiga se tendrá
mayor seguridad en la operación.
Considerando un factor de seguridad dinámico, es decir con cargas
fluctuantes, se tiene lo siguiente:
𝜎𝑎 =32∗𝑀𝑚𝑎𝑥
𝜋∗𝑑3
𝜎𝑎 = 2.86 𝐾𝑔𝑓/𝑚𝑚2
𝜏𝑎 =16∗𝑀𝑚1
𝜋∗𝑑3
𝜏𝑎 = 0.94 𝐾𝑔𝑓/𝑚𝑚2
Por lo tanto el esfuerzo de Von Mises es el siguiente:
𝜎′𝑚 = √3 ∗ 𝜏𝑎 = 1.63 𝐾𝑔𝑓/𝑚𝑚2
𝜎′𝑎 = 𝜎𝑎
Se tiene el cálculo realizado anteriormente del límite de resistencia a la fatiga
del elemento:
𝑆𝑒 = 13.62 𝐾𝑔𝑓/𝑚𝑚2
Se aplica la teoría de Goodman:
𝑆𝑚 =𝑆𝑒
𝑆𝑒
𝑆𝑢𝑡+
𝜎′𝑎
𝜎′𝑚
𝑆𝑚 = 7.20 𝐾𝑔𝑓/𝑚𝑚2
𝐹. 𝑆 =𝑆𝑚
𝜎′𝑚
𝐹. 𝑆 = 4.42
2.4.1.2. DISEÑO SISTEMA MOTRIZ
Selección de motor eléctrico
Para la selección del motor es necesario establecer la potencia necesaria para
el trabajo requerido.
Para obtener la potencia requerida se debe sumar las dos fuerzas que se
tienen en la entrada y salida:
F=Fmsalida+Fmentrada
F=18884lbf+9779lbf
F=28663 lbf=127493.02 N
Donde:
P : Potencia (watts, HP)
F : Fuerza Total (N)

45
V : Velocidad Lineal (m/s)
La velocidad lineal que se requiere para el aplastamiento de la caña de
azúcar es:
V=W*r
Donde:
r : Radio de la maza madre (m)
W : Velocidad angular maza madre (rad/s)
W=12RPM= 1.26 rad/s
V=1.26*0.084=0.11 m/s
P=F*V=14024,23 watts
P=18,80 HP
La potencia requerida de acuerdo a la eficiencia es:
𝑃𝑅𝑒𝑞 = 18,80hp ∗ eficiencia del motor
𝑃𝑅𝑒𝑞 = 18,80hp ∗ 0,91
𝑷𝑹𝒆𝒒 = 𝟏𝟕, 𝟏𝟏𝐇𝐏
De acuerdo al análisis y al diseño funcional de la máquina la cual será
accionada mediante energía eléctrica, se plantea la utilización de un motor
eléctrico SIEMENS modelo 25000012381 de 20HP con una velocidad nominal
de 1757 rpm, se seleccionó este modelo de acuerdo a las visitas locales
donde se pudo constatar que las velocidades adecuadas a la salida del motor
están en un rango de 1700 a 1900 rpm.
Diseño de engranes
De acuerdo al funcionamiento de la máquina se requiere de engranes rectos
debido a que son de menor costo, facilidad de construcción y diseño.
El tren de engranes está construido por dos engranes conductores y un
engrane conducido conectado a una caja reductora que da el movimiento para
el aplastamiento.
La finalidad del engrane recto es transferir su movimiento a las mazas de
aplastamiento.
Es necesario conocer las fuerzas que se producen en los dientes debido a la
transmisión de movimiento de un engrane a otro, por eso es necesario
conocer su comportamiento en el funcionamiento de la máquina al momento
que se produce el aplastamiento de la caña.
Es necesario establecer variables con las que se va a trabajar mediante las
siguientes ecuaciones:
P= N
d
Donde:

46
P: Es el paso diametral, dientes por pulgada (Dte/in)
N: Número de dientes
d: Diámetro de paso (pulgadas)
m= d
N
Donde:
m: Módulo (mm)
d: Diámetro de paso (mm)
p= π*d
N
Donde:
p: Es el paso circular (mm)
También se tiene la relación:
p*P= π
F= 6*m
Siendo:
F: El ancho de cara del engrane
Cálculo del engrane de la maza madre
En la figura 38 se presentan las fuerzas en el engrane motriz de la maza
madre.
Figura 38. Fuerzas presentes en el engrane motriz de la maza madre
Por consiguiente, se establece:
El diámetro de paso de la circunferencia primitiva es:
𝐷𝑝 = 96 𝑚𝑚 = 3.78 𝑖𝑛
El número de revoluciones es:
𝑛 = 15 𝑅. 𝑃. 𝑀
El número de dientes es:
𝑁 = 12
Por lo tanto, se tiene:
𝑚 =96
12= 8 𝑚𝑚

47
Se considera un módulo de 8mm
𝑝 = 𝜋 ∗ 8 = 25.13 𝑚𝑚 = 0.99 𝑖𝑛
Se considera un paso de 25 mm
𝑃 =12
3.78= 3.17
El paso de diámetro a considerar es de 3 dientes/pulgada
𝐹 = 6 ∗ 8 = 48 mm = 1.88 in
El material que se selecciona para el diseño del engrane es el hierro fundido
gris ASTM20 donde sus propiedades son las siguientes:
SUT: 22 Kpsi = 15.50 Kgf/mm2 Resistencia a la tensión
SUC: 83 Kpsi = 58.33 Kgf/mm2 Resistencia a la comprensión
SE: 10 Kpsi = 7 Kgf/mm2 Límite a la fatiga
Considerando diseño estático a flexión
Hay que tomar en cuenta que se ha considerado un material frágil, el cual es
el hierro fundido gris ASTM 20 y de acuerdo a la teoría de Columb- Mohr
modificado para materiales frágiles se tiene lo siguiente:
Es necesario obtener el esfuerzo en el diente, por consiguiente se aplica:
σ=Wt*P
F*Y
Donde:
Wt: Carga transmitida (lbf)
P: Paso diametral (dte/in)
F: Ancho de la cara (in)
Y: Factor de forma de Lewis
La carga transmitida para el engrane de la maza madre es de:
Frm2=Fb1z= 50.44 Kgf=110.97 lbf
P=3
F=48 mm=1.88 in
El factor de forma de Lewis se toma de la tabla 13-1 del libro (SHIGLEY, 2008)
para un ángulo de presión de 20°:
- Para un ángulo de presión de 20°
- Un valor de a =0.8
- Un valor de b=1
- Un número de dientes 12
Por lo tanto se tiene de la tabla 14-2 (SHIGLEY, 2008):
Y = 0.245

48
Aplicando la fórmula de esfuerzo en el diente tenemos:
σ=110.97*3
1.88*0.245=722.77 lbf/in
2
𝝈 = 0.23 𝑘𝑔𝑓/𝑚𝑚2
Por lo tanto, el factor de seguridad para el diseño establecido es:
F.S=Sut
σ=
15.50
0.23
F.S=67.39=67
Considerando diseño dinámico a flexión
Para obtener el esfuerzo en el diente se utiliza la siguiente ecuación:
σ=Wt*P
Kv*F*J
Donde:
Wt: Carga transmitida (lbf)
P: Paso diametral (dte/in)
F: Ancho de la cara (in)
J: Factor geométrico
Kv: Factor de velocidad
La carga transmitida para el engrane de la maza madre es de:
Wt = Frm2=Fb1z= 50.44 Kgf=110.97 lbf
P=3
F=48 mm=1.88 in
El factor de forma de Lewis se toma de la tabla 13-1 del libro de (SHIGLEY,
2008) para un ángulo de presión de 20°:
- Para un ángulo de presión de 20°
- Un valor de a =0.8
- Un valor de b=1
- Un número de dientes 12
Por lo tanto tenemos de la figura 14-6 del libro de (SHIGLEY, 2008):
J = 0.21
Se obtiene el factor de velocidad aplicando la siguiente fórmula:
Kv=600
600+V
V=π*d+n
12=π*3.78*15
12=14.84 If/min
Kv=600
600+14.84
Kv=0.976

49
Aplicando la fórmula de esfuerzo en el diente se tiene:
σ=110.97*3
0.976*1.88*0.21=863.97 lbf/in
2
σ=0.61 kgf/mm2
Al utilizar el acero establecido para el engrane se tiene directamente el valor
de Se=7 kgf/mm2.
Por lo tanto el factor de seguridad para el diseño establecido es:
F.S=Seσ
=7
0.61
F.S=11.48=11
Cálculo del engrane de la maza cañera
En la figura 39 se presentan las fuerzas en el engrane motriz de la maza
cañera.
Figura 39. Fuerzas presentes en el engrane motriz de la maza cañera
Por consiguiente, se establece:
El diámetro de paso de la circunferencia primitiva es:
𝐷𝑝 = 96 𝑚𝑚 = 3.78 𝑖𝑛
El número de revoluciones es:
𝑛 = 15 𝑅. 𝑃. 𝑀
El número de dientes es:
𝑁 = 12
Por lo tanto, se tiene:
𝑚 =96
12= 8 𝑚𝑚
Se considera un módulo de 8mm
𝑝 = 𝜋 ∗ 8 = 25.13 𝑚𝑚 = 0.99 𝑖𝑛
Se considera un paso de 25 mm

50
𝑃 =12
3.78= 3.17
El paso de diámetro a considerar es de 3 dientes/pulgada
𝑭 = 6 ∗ 8 = 48 mm = 1.88 in
El material que se selecciona para el diseño del engrane es el hierro fundido
gris ASTM20 donde sus propiedades son las siguientes:
SUT: 22 Kpsi = 15.50 Kgf/mm2 Resistencia a la tensión
SUC: 83 Kpsi = 58.33 Kgf/mm2 Resistencia a la comprensión
SE: 10 Kpsi = 7 Kgf/mm2 Límite a la fatiga
Considerando diseño estático a flexión
Hay que tomar en cuenta que se ha considerado un material frágil el cual es
el hierro fundido gris ASTM 20 y de acuerdo a la teoría de Columb- Mohr
modificado para materiales frágiles se tiene lo siguiente:
Es necesario obtener el esfuerzo en el diente, por consiguiente se aplica:
σ=Wt*P
F*Y
Donde:
Wt: Carga transmitida (lbf)
P: Paso diametral (dte/in)
F: Ancho de la cara (in)
Y: Factor de forma de Lewis
La carga transmitida para el engrane de la maza madre es de:
Wt=Fp1z
=Frp= 138.50 Kgf=305.39 lbf
P=3
F=48 mm=1.88 in
El factor de forma de Lewis se toma de la tabla 13-1 del libro de (SHIGLEY,
2008) para un ángulo de presión de 20°:
- Para un ángulo de presión de 20°
- Un valor de a =0.8
- Un valor de b=1
- Un número de dientes 12
Por lo tanto se obtiene el dato de la tabla 14-2 (SHIGLEY, 2008):
Y = 0.245
Aplicando la fórmula de esfuerzo en el diente se tiene:
𝝈 =305.39 ∗ 3
1.88 ∗ 0.245= 1978.56 𝑙𝑏𝑓/𝑖𝑛2

51
𝝈 = 1.39 𝑘𝑔𝑓/𝑚𝑚2
Por lo tanto, el factor de seguridad para el diseño establecido es:
𝑭. 𝑺 =𝑆𝑢𝑡
𝝈=
15.50
1.39
𝑭. 𝑺 = 11.15
Considerando diseño dinámico a flexión
Para obtener el esfuerzo en el diente se utiliza la siguiente ecuación:
σ=Wt*P
Kv*F*J
Donde:
Wt: Carga transmitida (lbf)
P: Paso diametral (dte/in)
F: Ancho de la cara (in)
J: Factor geométrico
Kv: Factor de velocidad
La carga transmitida para el engrane de la maza cañera es de:
𝑊𝑡 = 305.39 𝑙𝑏𝑓
𝑃 = 3
𝐹 = 48 𝑚𝑚 = 1.88 𝑖𝑛
El factor de forma de Lewis se toma de la tabla 13-1 del libro (SHIGLEY, 2008)
para un ángulo de presión de 20°:
- Para un ángulo de presión de 20°
- Un valor de a =0.8
- Un valor de b=1
- Un número de dientes 12
Por lo tanto se obtiene de la figura 14-6 (SHIGLEY, 2008):
J = 0.21
Se encuentra el factor de velocidad aplicando la siguiente fórmula:
𝑲𝒗 =600
600 + 𝑉
𝑽 =𝜋 ∗ 𝑑 + 𝑛
12=
𝜋 ∗ 3.78 ∗ 15
12= 14.84 𝐼𝑓/𝑚𝑖𝑛
𝑲𝒗 =600
600 + 14.84
𝑲𝒗 = 0.976
Aplicando la fórmula de esfuerzo en el diente se tiene:
𝝈 =305.39 ∗ 3
0.976 ∗ 1.88 ∗ 0.21= 2365.07 𝑙𝑏𝑓/𝑖𝑛2
𝝈 = 1.66 kgf/𝑚𝑚2

52
Al utilizar el acero establecido para el engrane se obtiene directamente el
valor de Se=7 kgf/mm2.
Por lo tanto el factor de seguridad para el diseño establecido es:
𝑭. 𝑺 =𝑆𝑒
𝝈=
7
1.66
𝑭. 𝑺 = 4.22
Cálculo del engrane de la maza bagacera
En la figura 40 se presentan las fuerzas en el engrane motriz de la maza
bagacera.
Figura 40. Fuerzas presentes en el engrane de la maza bagacera
Por consiguiente, se establece:
El diámetro de paso de la circunferencia primitiva es:
𝐷𝑝 = 96 𝑚𝑚 = 3.78 𝑖𝑛
El número de revoluciones es:
𝑛 = 15 𝑅. 𝑃. 𝑀
El número de dientes es:
𝑁 = 12
Por lo tanto, se tiene:
𝑚 =96
12= 8 𝑚𝑚
Se considera un módulo de 8mm
𝑝 = 𝜋 ∗ 8 = 25.13 𝑚𝑚 = 0.99 𝑖𝑛
Se considera un paso de 25 mm
𝑃 =12
3.78= 3.17
El paso de diámetro a considerar es de 3 dientes/pulgada
𝐹 = 6 ∗ 8 = 48 mm = 1.88 in
53
El material que se selecciona para el diseño del engrane es el hierro fundido
gris ASTM20 (SHIGLEY, 2008) donde sus propiedades son las siguientes:
SUT: 22 Kpsi = 15.50 Kgf/mm2 Resistencia a la tensión
SUC: 83 Kpsi = 58.33 Kgf/mm2 Resistencia a la comprensión
SE: 10 Kpsi = 7 Kgf/mm2 Límite a la fatiga
Considerando diseño estático a flexión
Hay que tomar en cuenta que se ha considerado un material frágil el cual es
hierro fundido gris ASTM 20 y de acuerdo a la teoría de Columb- Mohr
modificado para materiales frágiles se tiene lo siguiente:
Es necesario obtener el esfuerzo en el diente, por consiguiente se aplica:
σ=Wt*P
F*Y
Donde:
Wt: Carga transmitida (lbf)
P: Paso diametral (dte/in)
F: Ancho de la cara (in)
Y: Factor de forma de Lewis
La carga transmitida para el engrane de la maza madre es de:
Wt=Frm2
=Fb1z= 50.44 Kgf=110.97 lbf
P=3
F=48 mm=1.88 in
El factor de forma de Lewis se toma de la tabla 13-1 (SHIGLEY, 2008) para
un ángulo de presión de 20°:
- Para un ángulo de presión de 20°
- Un valor de a =0.8
- Un valor de b=1
- Un número de dientes 12
Por lo tanto se obtiene de la tabla 14-2 (SHIGLEY, 2008):
Y = 0.245
Aplicando la fórmula de esfuerzo en el diente se tiene:
σ=110.97*3
1.88*0.245=722.77 lbf/in
2
σ=0.23 kgf/mm2
Por lo tanto, el factor de seguridad para el diseño establecido es:
F.S=Sut
σ=
15.50
0.23
F.S=67.39

54
Considerando diseño dinámico a flexión
Para obtener el esfuerzo en el diente se utiliza la siguiente ecuación:
σ=Wt*P
Kv*F*J
Donde:
Wt: Carga transmitida (lbf)
P: Paso diametral (dte/in)
F: Ancho de la cara (in)
J: Factor geométrico
KV: Factor de velocidad
La carga transmitida para el engrane de la maza cañera es de:
Wt =110.97 lbf
P=3
F=48 mm=1.88 in
El factor de forma de Lewis se toma de la tabla 13-1 (SHIGLEY, 2008) para
un angulo de presión de 20°:
- Para un angulo de presión de 20°
- Un valor de a =0.8
- Un valor de b=1
- Un número de dientes 12
Por lo tanto se obtiene de la figura 14-6 (SHIGLEY, 2008):
J = 0.21
Se obtiene el factor de velocidad aplicando la siguiente fórmula:
Kv=600
600+V
V=π*d+n
12=π*3.78*15
12=14.84 If/min
Kv=600
600+14.84
Kv=0.976
Aplicando la fórmula de esfuerzo en el diente se tiene:
σ=110.97*3
0.976*1.88*0.21=863.97 lbf/in
2
𝝈 = 0.61 kgf/𝑚𝑚2
Al utilizar el acero establecido para el engrane se obtiene directamente el valor
de Se=7 kgf/mm2.
Por lo tanto, el factor de seguridad para el diseño establecido es:
𝑭. 𝑺 =𝑆𝑒
𝝈=
7
0.61
𝑭. 𝑺 = 11.48

55
Simulación del FS del engrane recto
Se puede visualizar en la figura 41, que, al utilizar un factor de seguridad de 3
en el diseño, se comprobó que el elemento cumple su funcionamiento con un
factor de seguridad de 9.2.
Figura 41. FS del engrane recto
Selección rodamiento
Para elegir el elemento que se requiere, se tiene que calcular la durabilidad
de diseño con la siguiente fórmula:
Ld = h × n(rpm) × 60𝑚𝑖𝑛
ℎ
h = 20.000 horas recomendadas
Ld = 20.000 h ⟨60 min
1 h|
60 rev1 min ⟩
Ld = 72 × 106 rev
Obtenida la validez de la durabilidad del diseño, se emplea a continuación la
siguiente fórmula, verificando la carga de trabajo del diseño.
Dato:
K = 3
C = Pd × (Ld
106)
1
k
C = 3175.46 lb.
Se escoge del catálogo de rodamiento 61808 NSK, debido a que se aproxima
al valor calculado y permite acoplar al eje del motorreductor, obteniendo un
rodamiento de:
D = 40mm = 1,57 in.
De esta manera el diámetro del eje, tendrá el mismo diámetro del rodamiento
seleccionado.
Simulación del FS del eje con los rodamientos

56
Se puede visualizar en la figura 42, al utilizar un factor de seguridad de 3 en
el diseño, se garantiza que el elemento cumple su funcionamiento.
Figura 42. FS Eje con rodamiento
BASTIDOR DE LA MÁQUINA
El objetivo del bastidor es mantener los diferentes pesos y componentes que
influyen en el prototipo. El bastidor de la máquina se compone de las columnas
de soporte de la caja de molienda, la mesa del soporte del motorreductor,
columnas de la mesa del soporte del motorreductor y la mesa de soporte de
la caja de molienda.
Mesa de soporte del motorreductor Se conforma de un ángulo de material de acero estructural ASTM A36, en el
cual soporta al motorreductor con una carga de 76,15 lbf.
Se determina lo siguiente:
- Las cargas que actúan
- La separación entre apoyos
En la figura 43, se observa el DCL. de la mesa de soporte del motorreductor.
Figura 43. DCL. de la mesa de soporte del motorreductor.
Estableciendo los soportes, las cargas y la separación de las mismas, se
calcula las reacciones en los soportes, obteniendo los siguientes resultados:
RA = 41,92 lbf.
RB = 34,23 lbf.

57
Con los resultados obtenidos, se realiza el diagrama de esfuerzo cortante
como se observa en la figura 44.
Figura 44. Esfuerzo cortante mesa de soporte.
Se realiza el diagrama de momento flector, como se observa en la figura 45.
Figura 45. Momento flector mesa de soporte.
De acuerdo a las figuras 44-45 se obtienen los siguientes resultados:
Vmax = 41,81 lb
M = 363,71 ln. in
Con los datos obtenidos se obtiene la sección mediante la siguiente
ecuación:
σD =M
S [18]
σD ≤ σa
S ≥ 10,10 × 10−3in3
Se selecciona la forma que tendrá la sección, siendo esta rectangular.
Sabiendo que 0.39in es el valor de la base de la mesa y con el resultado
obtenido del módulo de sección, se obtiene la altura mediante la siguiente
ecuación:
S =1
6× b × h2
Dónde:
h: altura de la mesa
b : base de la mesa
h = 0,39 in ≅ 10mm
Obtenido los valores que corresponden a la sección, se elige en el catálogo
de IPAC, un ángulo aproximado a los resultados obtenidos en la tabla 12.
Tabla 12. Característica del ángulo.
Características
H B e
mm mm mm
40 40 4
(IPAC, 2015)

58
La selección del ángulo en la tabla 9 cumple los parámetros del diseño.
Simulación del FS de la mesa de soporte del motorreductor
Se puede visualizar en la figura 46 al utilizar un factor de seguridad de 3 en el
diseño, se garantiza que el elemento cumple su funcionamiento.
Figura 46. FS mesa soporte motorreductor
Columna de soporte de la mesa motorreductor La columna de soporte de la mesa de acero estructural ASTM A36 es un
material apropiado por sus propiedades mecánicas como se muestra en la
figura 47. Y tiene como finalidad soportar el peso del motorreductor con una
carga de 76.15 lbf
Figura 47. Columna de soporte.
Se determina lo siguiente:
- Las cargas que actúan
- La separación entre columnas
En la figura 48 se observa el DCL. de la columna.
Figura 48. DCL. Mesa de soporte.

59
Donde:
P1= carga
Estableciendo los soportes, las cargas y la separación de las mismas, se
calcula las reacciones en los soportes, obteniendo los siguientes resultados:
RA = 20,96 lbf.
RB = 17,12 lbf.
Con los resultados obtenidos, se realiza el diagrama de esfuerzo cortante
como se observa en la figura 49.
Figura 49. Esfuerzo cortante de la columna.
Se realiza el diagrama de momento flector, como se observa en la figura 50.
Figura 50. Momento flector de la columna.
De acuerdo a las figuras 49-50 se obtienen los siguientes resultados:
Vmax = 20,96 lb
M = 181,72 ln. in
Obteniendo los resultados del esfuerzo cortante y momento flector, se calcula
la longitud efectiva de la columna sabiendo que K es igual a 2,10 y que L es
igual a 11,82in.
Le = k × L
Le = 24,82 in
Se utiliza las propiedades del acero sabiendo que E es igual a 30x106 Psi y
Sy es igual a 36000 Psi, se calcula la constante de columna de la siguiente
manera:
Cc = √2×𝜋2×𝐸
𝑆𝑦
Cc = 128,25

60
Para obtener el peso crítico en la columna, se asume que es larga y se calcula
lo siguiente:
Pcri = N × RA
Dónde:
N = FS
Se trabaja con un factor de seguridad de 3
Pcria = 62,88 lbf.
Para calcular la Inercia se procede a despejar de la fórmula de carga crítica.
Pcr =𝐸×𝐴×𝜋2
𝑘×𝐿2
𝑟𝑚𝑖𝑛
=𝐸×𝐼×𝜋2
(𝑘×𝐿)2
I = 1,31 × 10−4in4
Para obtener el radio de giro se divide para dos la inercia.
rmin = 6,55 × 10−5in4
Para determinar si la columna es larga se debe calcular la relación de
esbeltez (Re)
Re =Le
rmin
Re = 378961,82
Para comprobar si la condición de columna larga cumple, se debe relacionar
el resultado de la relación de esbeltez y constante de columna, Al no cumplir
la condición con los resultados, se debe determinar el área requerida para
comprobar que es una columna corta.
r = √I
A
A = 0,03 × 106 in2
Se calcula el peso crítico mediante la ecuación de columna corta:
Pcr = A × Sy × [1 −𝑆𝑦×(
𝑘×𝐿
𝑟)2
4×𝜋2×𝐸] [2-19]
Pcri = 4,71 × 1015 lbf
Pcri = N × RA [2-20]
Pcria = 62,88 lbf.
Para comprobar que es columna corta, se utiliza la siguiente condición:
Pcri > Pcria
Se valida la condición y se selecciona el Angulo con las siguientes
características de la tabla 13, conservando el diseño del prototipo

61
Tabla 13. Características del ángulo.
Características
H B e
mm mm mm
40 40 4
(IPAC, 2015)
Simulación FS de la columna de soporte para el motorreductor
Se puede visualizar en la figura 51 al utilizar un factor de seguridad de 3 en el
diseño, se garantiza que el elemento cumpla su funcionalidad.
Figura 51. FS columna motorreductor
DISEÑO ELÉCTRICO Y ELECTRÓNICO
Los sistemas eléctricos y electrónicos son los encargados de transformar la
energía eléctrica a energía mecánica y de control, la maquina es conectada
directamente a la red eléctrica 220V, dentro del tablero de control se
encuentran todos los elementos necesarios (Disyuntor, Relés auxiliares,
contactores, indicadores, pulsadores, etc.)
En las siguientes; figura 52, figura 53. y figura 54. se podrá visualizar los
diagramas eléctricos de la máquina.
En la figura 52 se observa el circuito de potencia el cual permite activar y
realizar un apagado de emergencia al motorredcutor, al accionar el botón de
encendido se prende un led verde, y cuando es accionado el paro de
emergencia se prende un led naranja

62
Figura 52. Circuito de potencia y mando.
(Ibáñes, 2016)
En la figura 53 se observa las entradas y salidas necesarias para el
accionamiento de la máquina.
Figura 53. Diagrama eléctrico plano 2
En la figura 54. Se observa la conexión al PLC de cada entrada y salida del
circuito eléctrico.

63
Figura 54. Diagrama eléctrico plano 3
Con base en los requerimientos y equipos que se van a utilizar se debería
seleccionar un controlador lógico programable (PLC), debido a que trabajan
con una salida a 24 - 220 V, con estos parámetros se selecciona a los
elementos eléctricos y electrónicos.
En cambio, para seleccionar las protecciones del motorreductor, se basa en
las características del mismo elemento:
Potencia: 20 HP
Voltaje: 220 VAC
Corriente nominal: 56,8 A
Con la siguiente operación se puede calcular cual es la corriente protección,
y determinado el valor se puede seleccionar los componentes eléctricos y
electrónicos.
IF = 2 × 56,8 A
IF = 113,6 A
Selección del Contactor Se seleccionó un contactor siemens 3RT 1054 -6AP36, debido a que es
suficientemente capaz de soportar las necesidades del diseño con las
siguientes características:
Tensión de control: 240 VAC
Corriente de trabajo máx: 115 A
Selección del Breaker

64
De acuerdo a los requerimientos, se eligió un breaker marca siemens modelo
3VT1 con un voltaje de 250 VAC y una corriente de trabajo máxima de 160 A,
para proteger a la máquina ante alta corriente eléctrica
Selección del Sensor infrarrojo Se optó por un sensor infrarrojo modelo CNY70, la cual permitirá mandar una
señal al PLC cuando detecte el ingreso de la caña por el soporte de la
máquina, tiene las siguientes características:
Corriente de trabajo: 50 mA
Voltaje: 5 V
Selección del Sensor de nivel Se optó por un sensor infrarrojo modelo CNY70, el cual permite controlar el
rango de medición, teniendo como resultado un sensor de superficie o nivel.
Selección de Fines de carrera Se optó por dos interruptores finales con palanca llamados micro switch MK
que soportan un voltaje de 125 VAC y una corriente nominal de 3A.
Este interruptor servirá para controlar la apertura de la puerta de almacenaje
y puerta de acceso al motorreductor, dando como función un sistema de
protección a la máquina.
Selección de Luces indicadoras Se seleccionó 3 luces led, para cumplir con los requerimientos mencionados
anteriormente.
Selección de Pulsadores Se seleccionó un pulsador Inter rocker sw-104 4p on-off, el cual comprende
de dos pulsadores que soportan 250V, siendo utilizados para el paro de
emergencia y encendido de la máquina.
DISEÑO DEL SISTEMA DE CONTROL
El siguiente flujograma en la figura 55 permite visualizar el proceso de control
del sistema de la máquina de la siguiente manera:
La botonera I1 debe estar es posición encendida, una vez verificada esta
condición, continua con la segunda condición, en la cual debe sensar el
ingreso de caña I2, el almacenamiento I3 no debe estar lleno y la compuerta
de almacenamiento I4 debe estar cerrada, cumpliendo esta condición se tiene
un tiempo de 2 segundos, para que sense el ingreso de caña, activando el
motorreductos.
Luego de cumplida las condiciones, se considera un temporizador de 10 para
desactivar el motorreductor.

65
Si alguna de las condiciones anteriormente no se cumple, se debe vaciar el
almacenamiento y verificar las compuertas estén cerradas.
Se considera temporizadores, a fin de salvaguardar la seguridad del operario.
Figura 55. Diagrama de flujo de control
SELECCIÓN PLC Se determinó la utilización de un PLC LOGO 230RC marca siemens, el cual
permite programar de manera simple y ágil, posee un display para su
operación, 8 entradas digitales, 2 entradas análogas, 4 reles de 10A de salida
a 115-240 V.
Se anexa la programación realizada en el software Logo Soft.
Especificación del proceso El proceso de control inicia con el sensor infrarrojo, detectando el ingreso de
la caña mediante el dispositivo, permite cambiar el estado del rele activando
el motorreductor.
Una vez realizada la extracción del jugo de caña y esté completamente
almacenada en su recipiente, el sensor detecta desactivando el relé hasta que
el recipiente sea desocupado nuevamente.

66
Las puertas donde se encuentran los fines de carrera, deben estar cerradas
para que el motorreductor se active.
Por seguridad del operario, siempre deberán estar cerradas las puertas de
almacenamiento para que el motorreductor se active.
Diseño del Programa Para programar en el PLC se utiliza el software llamado LOGO Soft Comford,
la cual desde un computador permite simular y cargar la programación al PLC.
Se podrá visualizar la programación en el anexo 2.
INTEGRACIÓN DE LOS 3 SISTEMAS
CONSTRUCCIÓN DEL SISTEMA MECÁNICO
Se tornearon 3 mazas para la molienda como se muestra en la figura 56.
Figura 56. Mazas de Molienda.
En la figura 57 se observa el engrane recto construido con las características
diseñadas.
Figura 57. Engrane recto.
En la figura 58, se observa la caja de molienda, compuesta por los ejes, y
mazas de molienda, de acuerdo a sus dimensiones establecidas.

67
Figura 58. Caja de molienda.
Se observa en la figura 59 los componentes ensamblados mecánicamente
Figura 59. Ensamble mecánico.
En la figura 60, se observa el tablero eléctrico de la máquina, el cual permite
accionar su funcionamiento.
Figura 60. Tablero Eléctrico

3. RESULTADOS Y DISCUSIÓN

68
3.1 CARACTERÍSTICAS DE LA MÁQUINA
La máquina posee las siguientes características técnicas:
- Función: Extracción de jugo de caña
- Capacidad: Procesa 150 lt/h
- Suministro eléctrico: AC 220V, Trifásico
- Potencia: 20HP
- Riegos específicos: Riesgo atascamiento
- Controles: Tablero eléctrico
En la figura 61 se puede observar el prototipo de molienda de caña construida
con las dimensiones y características mencionadas anteriormente.
Figura 61. Máquina extractora de jugo de caña.
3.2 ANÁLISIS DE GASTOS DE LA MÁQUINA
En la tabla 14 se representa los costos que interviene en la elaboración del
proyecto.

69
Tabla 14. Gasto elaboración del proyecto.
GASTO ELABORACIÒN DE LA MÀQUINA
Materiales Cantidad
Valor
unitario Subtotal
$ $
Motorreductor 1 650 650
PLC Logo 230RC siemens 1 185 185
Fuete de alimentación 1 30 30
Fines de carrera 2 1 2
Breaker 3 polos 1 55 55
Contactor 1 80 80
Relé térmico 1 40 40
Pulsadores 2 2,5 5
Luces indicadoras 3 0,15 0,45
CNY70 Sensor infrarrojo 2 1,8 3,6
Eje de trasmisión 3 50 150
Matrimonio 1 30 30
Mazas 3 80 240
Chumacera 6 30 180
Estructura Soporte 1 150 150
Engrane 3 50 150
Varios 1 50 50
Mano de obra 1 150 150
Subtotal 2151,05
IVA 12 % 258,13
TOTAL 2409,18
Teniendo el costo total del proyecto, se realiza una comparación con un salario
de $600 dólares de un operario que trabaja 8 horas completas, así se puede
validar el beneficio a largo plazo, en la cual se reducirá 4 horas
aproximadamente el trabajo del operador, teniendo un ahorro de $300 al mes.
Con la siguiente operación se determinar en cuánto tiempo recuperar la
inversión.
Inversión total
Utilidad mensual=
$ 2409,18
$ 300= 8 meses
Se realiza un diagrama de comparación como se muestra en la figura 62,
donde se puede observar que en 8 meses se recupera la inversión inicial de
la máquina. En el plano X se observa la inversión total en la máquina y en el
plano Y se muestra el valor recuperado mes a mes.

70
Figura 62. Diagrama del Gasto de la Máquina
3.3 PRUEBAS DE FUNCIONAMIENTO
EXTRACCIÓN DE JUGO
Para determinar la extracción del jugo de la caña se realizaron 8 mediciones.
En la tabla 15 se detallan los pesos correspondientes a la caña, bagazo,
líquido y tamaños que se utilizaron en las pruebas.
Tabla 15. Pruebas de extracción de jugo de la caña
Caña Tamaño Peso Bagazo
exprimido Líquido
Perdida
pedazos
de bagazo
% de
líquido
(#) (cm) (gr) (gr) (gr) (gr)
1 26 448 106 336 6 75%
2 24 279 90 183 6 66%
3 25 341 83 256 2 75%
4 26 378 91 276 11 73%
5 26 446 109 307 30 69%
6 26 339 107 224 8 66%
7 26 382 65 288 29 75%
8 21 264 98 143 23 54%
Promedio 25,00 359,63 93,63 251,63 14,38 69%
En la figura 63, se observa el cuadro estadístico del % de jugo extraido de la
caña de azúcar en las pruebas realizada.
Figura 63. Cuadro estadístico de la extracción del jugo de caña.
1 2 3 4 5 6 7 8 9 10 11 12 13
Inversión 2.4092.4092.4092.4092.4092.4092.4092.4092.4092.409
Recuperación Gasto 300 600 900 1200 1500 1800 2100 2400 2700 3000
0,00500,00
1.000,001.500,002.000,002.500,003.000,003.500,00
GA
STO
($
)
1 2 3 4 5 6 7 8
% de líquido (gr) 75% 66% 75% 73% 69% 66% 75% 54%
0%
20%
40%
60%
80%
% L
ÍQU
IDO
EX
TRA
IDO
% DE LÍQUIDO (GR)

71
Se puede observar en la figura 63 que no es constante el porcentaje de líquido
obtenido de la caña de azúcar, sin embargo, se ha podido extraer la mayor
cantidad de jugo de acuerdo a lo que indica la (FAO, 2018).
Otras máquinas de extracción de jugo de caña dan como resultados:
Máquina 1 (Arauz, Diseño y construcción de una máquina extractora de jugo
de caña mediante energía electrica para la empresa MAEMSA S.A, 2012)
Máquina 2 (Fiable, 2018)
Tabla 16. Comparativas de resultados de extracción de líquido en diferentes máquinas
ITEM CAPACIDAD
Lt/h MOTOR Hp
PRECIO
MÁQUINA
Máquina 1 200 25 $ 8.060,79
Máquina 2 500 15 $ 7.500,00
Prototipo 150 20 $ 2.409,18
Como se muestra en la tabla 16, se puede apreciar que existen máquinas con
diferentes capacidades de extracción de jugo de caña, potencia utilizada y
precios.
El resultado obtenido del prototipo diseñado cumple con los parámetros de
diseño, siendo de más bajo costo con una producción de 150 lt/h y utilizando
una potencia de 20 Hp, lo cual es asequible al mercado para su adquisición.
VENTAJAS DE LA MÁQUINA
La máquina extractora de jugo de caña automatizada en el presente proyecto,
disminuirá mano de obra, mejorando la producción del jugo de caña, como se
puede observar en la tabla 17, se realiza la comparación de un sistema
manual con el sistema automatizado, teniendo las siguientes ventajas:
Tabla 17. Diferencias de sistemas.
Sistema Manual Sistema Automatizado Ventajas
Es necesario la utilización de la
fuerza de un operario para el
accionamiento de los ejes,
rodillos, por medio de una
palanca acoplada al engrane
principal que permita moler a la
caña para la extracción del jugo.
El proceso de molienda
es eléctrico.
Se reduce la mano de obra
para el accionamiento de
molienda de la máquina
El operador u operadores, tiene
que estar pendientes del llenado
del tanque, para luego detener la
máquina y proceder a vaciarlo.
Se acopla un sensor al
tanque de llenado.
No se requiere el apagado
manual de la máquina por el
operador, debido a que el
sensor accionará el
apagado automático de la
máquina al estar lleno el
almacenamiento del líquido

72
Sistemas de seguridad no
disponibles
Se implementa fines de
carrera a la compuerta
de almacenamiento y
compuerta de acceso al
motorreductor.
Al estar la máquina
encendida, si el operador
abre las compuertas de
almacenamiento o de
acceso al motorreductor, los
fines de carrera se
accionan, deteniendo la
máquina automáticamente.
Como se observa en la tabla 17, las ventajas de la automatización de la
máquina, permiten reducir la mano de obra, requiriendo de un solo operador
para su funcionamiento, a contrario del sistema manual que requiere más
operadores para el accionamiento del sistema de molienda, ingreso de caña,
vaciado del almacenamiento del líquido, encendido y apagado de la máquina,
La implementación del sistema de seguridad por medio de los fines de carrera
en las compuertas, brindará protección al operador.
La producción promedio anual de la máquina es de 288 toneladas de jugo de
caña, tomando en cuenta 150 lt/h durante 8 horas diarias, 20 días laborables
al mes, durante un año.
3.4 ANÁLISIS DEL GASTO EN ENERGÍA ELECTRICA
Mediante una factura de la empresa eléctrica, se pudo verificar que $0.089 es
el costo de kwh en la ciudad de Quito.
Utilizando el siguiente procedimiento se puede calcular el gasto en energía
eléctrica que produce la maquina:
CE =Días funcionales al mes × Horas funcionales diarias × Potencia W
1000
Se detalla en la tabla 18, los parámetros para el análisis del gasto en energía
eléctrica de la máquina, en la que intervienen las horas diarias y días se usó
al mes.
Tabla 18. Parámetros del gasto en energía eléctrica.
Potencia Horas funcionales
diarias
Días funcionales al
mes
hp watts h días
20 14900 8 22
CE = 2622,4 kwh
Se observa en la tabla 19 los costos que incurrirá la máquina en energía
eléctrica, debido a que el precio del kilowatt es de $ 0,089 dólares, brindando
una proyección al usuario en su presupuesto mensual de $ 233,39 dólares.

73
Tabla 19. Gasto Energía Eléctrica
Gasto mensual Precio kwh Quito Gasto Energía Eléctrica.
kwh $ $
2622,4 0,089 233,39

4 CONCLUSIONES Y RECOMENDACIONES

74
CONCLUSIONES
En las pruebas de extracción del jugo de caña, se pudo constatar la
funcionalidad de la máquina correctamente, en la cual se implementó el
sistema mecánico, eléctrico y de control.
De acuerdo a las pruebas realizadas, se obtuvo un promedio del 69% del
líquido extraído de la caña de azúcar.
De acuerdo a los resultados obtenidos en el prototipo, daría una
producción anual de 288 toneladas jugo de caña
En un lapso de 8 meses, se recupera la inversión, del cual se podrá
comenzar a generar utilidad.
Realizando la comparación de extracción del jugo de caña en litros por
hora, precios y potencia requerida en diferentes máquinas, se pudo
determinar que el prototipo diseñado es asequible al consumidor.
RECOMENDACIONES
Para posteriores implementaciones se sugiere realizar un mecanismo
de banda transportadora para el abastecimiento de la caña de azúcar.
Verificar el funcionamiento de los sensores utilizados periódicamente,
de tal manera que la máquina funcione correctamente.
Se recomienda realizar la respectiva inducción del funcionamiento de
la máquina al operario.
La limpieza y el mantenimiento de la máquina debe ser periódico para
garantizar la vida útil de las piezas, en especial las que tienen contacto
con el jugo de caña.
Se puede reemplazar los finales de carrera mecánicos por sensores
que tengan mayor precisión como los sensores de proximidad, de tal
manera que la posibilidad de rebotes en el contacto, no afecten al
funcionamiento.

75
BIBLIOGRAFÍA
AG, I. G. (2015). Sensor de nivel LM01 . Manual de instrucciones y lista de
piezas de recambio , 9.
ARAUZ. (2012). DISEÑO Y CONSTRUCCIÓN DE UNA MÁQUINA
EXTRACTORA.
Arauz. (2012). Diseño y construcción de una máquina extractora de jugo de
caña mediante energía electrica para la empresa MAEMSA S.A.
Quito.
Arauz. (2012).
Arauz, G. (2013).
Badiola. (2004). Diseño de maquinas 1.
Bolton, W. (2010). MECATRÓNICA, Sistemas de control electrónico en la
ingeniería mecanica y eléctrica. México: Alfaomega.
CHERRY. (8 de Febrero de 2016). Obtenido de
http://cherryswitches.com/product/rocker-lr/
ECURED. (2018). Caña de Azúcar. Obtenido de
https://www.ecured.cu/index.php?title=Ca%C3%B1a_de_az%C3%BA
car&action=history.
ELECTRÓNICA EMBAJADORES. (13 de Abril de 2015). Obtenido de
http://www.electronicaembajadores.com/Productos/Detalle/-
1/IT41P05/final-de-carrera-peque-o-con-palanca
ENGICONTROL. (16 de OCTUBRE de 2015). PROYECTOS
ENGICONTROL. Obtenido de
http://www.engicontrol.com.co/PhotoAlbumsPro/tableros/#/11
ESPAC. (2016). Encuesta de superficie y Producción Agropecuaria.
Obtenido de http://www.ecuadorencifras.gob.ec/documentos/web-
inec/Estadisticas_agropecuarias/espac/espac-
2016/Presentacion%20ESPAC%202016.pdf.
FAO. (2018). Extracción de Jugos. Obtenido de
http://www.fao.org/tempref/docrep/fao/010/a1525s/a1525s05.pdf
Fiable, H. (2018). Molino Industrial de caña de azúcar. Obtenido de
https://spanish.alibaba.com/product-detail/industrial-sugar-cane-mill-
for-sale-
60829715563.html?spm=a2700.8699010.29.72.16e96c3cjlL5H9
Hibbeler, R. C. (2011). Mecánica de materiales. México: PEARSON.
HUGOTE. (1963). Manual para Ingenieros Azucareros. México.
Ibáñes, G. (25 de Abril de 2016). Funcionamiento de un motor mediante
pulsadores, marcha-paro. Obtenido de
https://automatismoindustrial.com/funcionamiento-de-un-motor-
mediante-pulsadores-marcha-paro/
Instruments, N. (2016).
IPAC. (2015). Tubo redondo.
KOLK, R., & SHETTY, D. (1997). mechatronics: system design .
76
LITORAL, U. N. (13 de Abril de 2016). Tecnología. Obtenido de
http://www.unl.edu.ar/noticias/news/view/por_qu%C3%A9_el_nobel_d
e_f%C3%ADsica_fue_para_las_luces_led#.V1EJwb7nN9Y
Martín. (2016). Engranes en existencia .
MOTT, R. (2006). DISEÑO DE ELEMNTOS DE MÁQUINAS . México:
PEARSON.
Naranjo Conteras, K. T., Montaño García, J. J., Tabón Rivera, M., & Visbal
Fernández, D. E. (2009). Sensores Infrarrojos.
NATIONAL INSTRUMENTS. (2016).
http://www.mecatronicaecuador.com/educacion/.
NSK. (2015). Soporte de rodamientos .
Promelsa. (15 de Abril de 2015). CAJA PULSADORA CON 2 PULSADORES
ARRANQUE - PARADA NA/NC. Obtenido de
http://www.promelsa.com.pe/producto.asp?id_producto=31303039313
638202020&comefrom=L&saldos=
Ramírez, D. (2019). https://ecuador.gastronomia.com/noticia/8497/cana-de-
azucar-en-ecuador. Obtenido de Caña de Azúcar en Ecuador.
Renobable, M. d. (23 de Mayo de 2016). CENTRO SUR . Obtenido de
http://www.centrosur.com.ec/?q=calcular-consumo
SHIGLEY. (2008). Diseño en Ingeniería Mecánica. Méxio: Octava.
SIEMENS. (2015). Módulo lógico LOGO. 2.
Tesinagloba. (s.f.). Recuperado el Lunes de Marzo de 2016, de
https://upcommons.upc.edu/bitstream/handle/2099.1/3330/34059-
5.pdf?sequence=5
Vandelvira, A. D. (2011). Motores de corriente alteran.
VISHAY. (2016). CNY70. Reflective Optical Sensor with Transistor Output.
ZFSY-300, S. (s.f.). Obtenido de https://es.aliexpress.com/item/Hand-
operated-sugarcane-juicer-sugar-cane-juice-squeezer-machine-
ginger-juicer-extractor-squeezing-machine/32781597103.html
ZX-100. (15 de mayo de 2016). Máquina de jugo de caña de azúcar Manual
de acero inoxidable exprimidor de caña de azúcar, exprimidor de jugo
de caña, máquina extractora de jugo de caña de azúcar 50 kg/h.
Obtenido de https://es.aliexpress.com/item/Hot-selling-Stainless-steel-
Manual-Sugarcane-Juicer-Machine-Made-In-China-1-set-Free-
shipping-by/32600920490.html

ANEXOS

77
ANEXO 1
Informe Técnico

78

79
ANEXO 2
Programación Soft Comfort

80
ANEXO 3
Planos







