examen extraordinario de opciÓn terminal · uia – examen extraordinario de opciÓn terminal p....
TRANSCRIPT

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 1 de 27
EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL
Nombre:__Luis Antonio Garcia Vega____________
Calif. _________ Aprobado: __ Si __ No
Elaboró:
Dr. Primitivo Reyes Aguilar
Septiembre de 2006

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 2 de 27
LINEAMIENTOS
• El tiempo para resolver el examen es de 5 horas máximo • Se puede consultar bibliografía impresa • Se pueden consultar direcciones de Internet • Se puede utilizar calculadora científica • Se puede utilizar Computadora personal o Lap Top
• Cada inciso en las preguntas tiene un valor de un punto. • La calificación mínima para aprobar el examen es de 75% de los puntos totales.
• Contestar de manera breve y concisa las preguntas abiertas
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 3 de 27
1. Introducción y 2. Despliegue de Seis Sigma 1. ¿Qué es la metodología Seis Sigma, bajo que condiciones es mejor aplicarla? Seis Sigma es un metodología flexible para alcanzar , mantener y maximizar los procesos de bienes ó servicios que realiza la empresa y la cual permite alcanzar el éxito en los negocios. Seis Sigma es guiado únicamente para el cercano entendimiento de las NECESIDADES del Cliente, el uso disciplinado de hechos, datos, y análisis estadísticos y una importantísima atención a la búsqueda minuciosa de administrar, mejorar y reinventar los procesos de negocio.
2. ¿Cuál es el propósito general de la metodología DMAIC y cuál es el objetivo específico de las diferentes fases del DMAIC?
El proceso DMAIC (por las siglas en ingles de defina, mida, analice, mejore, controle) es un
sistema de mejora para los procesos existentes que quedan por debajo de la especificación y que buscan una mejora incremental.
• Definir: seleccionar las respuestas apropiadas “Y” a ser mejoradas • Medir: Recolección de datos para medir la variable de respuesta • Analizar: Identificar la causa raíz de los defectos (variables independientes X) • Mejorar: Reducir la variabilidad o eliminar la causa • Control: Monitoreo para mantener mejora
3. ¿Cuál es el propósito general de la metodología DMADV y cuál es el objetivo específico de las diferentes fases del DMADV? La metodología de DMADV, en vez de la metodología de DMAIC, debe ser utilizada cuando:
• Un producto o un proceso no está en existencia en su compañía y una necesita ser desarrollado
• El producto o el proceso existente existe y se ha optimizado (con o DMAIC o no) y todavía no resuelve el nivel de la especificación del cliente o del nivel 6 sigma
Defina las metas del proyecto y las variables (internas y externas) del cliente Mida y determine las necesidades y las especificaciones de cliente Analice las opciones de proceso para resolver las necesidades del cliente Diseñe (detallado) el proceso para resolver las necesidades del cliente Verifique el funcionamiento y la capacidad del diseño de resolver las necesidades del cliente
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 4 de 27
4. Si un proceso genera un 1% de cable defectivo que se convierte en desperdicio ¿Qué
valores tendrían los términos siguientes Yrt, DPMO equivalente y sigmas del proceso? Yrt = 1 - 0.01 = 0.99 = 99% DPMO = 1,000,000 *0.01 = 10,000 Sigmas = 3.8 5. ¿Cuantas sigmas de capacidad tiene un proceso que en cada lote de 10,000 metros
produce 40 m defectuosos? Defectos = 0.4% Sigmas = 4.2 6. ¿Cuánto mejora la capacidad en sigmas de un proceso que tiene un rendimiento inicial de 94% y un rendimiento final del 97%?
Mejora 3.1 sigmas a 3.4 sigmas
3. Gestión de Procesos de negocio 7. ¿Cuáles son las características generales de un proceso? Es un número de elementos individuales, acciones o pasos. Un conjunto de actividades y recursos interrelacionados que transforman entradas en salidas con el objetivo de agregar valor
Las responsabilidades funcionales más comunes son: • Recursos Humanos, Ingeniería, • Ventas y Mercadotecnia, • Finanzas, Legal, Manufactura, • Seguridad e Higiene, Investigación y desarrollo,
• Compras, TI, Planeación de producción, • Calidad, Medio ambiente, Tecnología • Servicio
8. Desarrollar un diagrama SIPOC de un proceso real
Proveedores Entradas Proceso Salidas Clientes Grandes Articulos Manuales Entrega de manuales Papelerias de internet Presentaciones y cursos Como office Presenta- Depot ciones
Multimedia Manuales
9. Dar 3 ejemplos de CTQs, CTPS y CTCs
CTQ
Desarrollo
de
presentacion
es y
manuales
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 5 de 27
30 min. Maximo para recepcion de la pizza
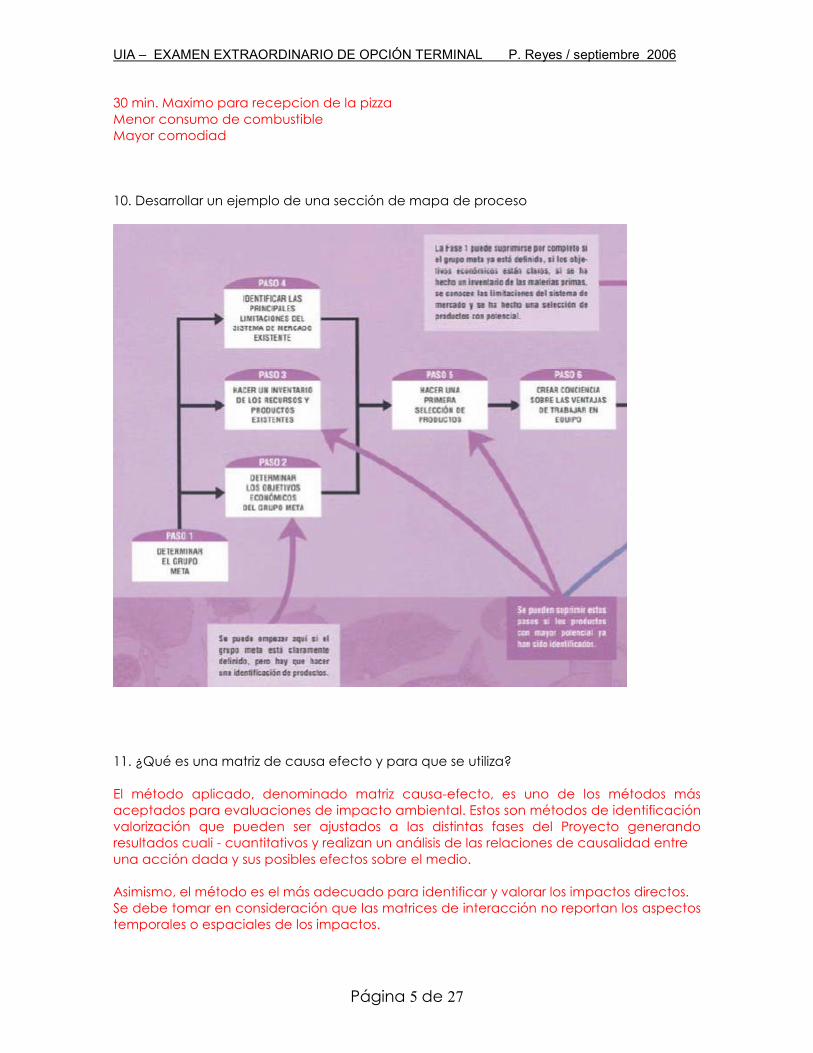
Menor consumo de combustible Mayor comodiad 10. Desarrollar un ejemplo de una sección de mapa de proceso
11. ¿Qué es una matriz de causa efecto y para que se utiliza?
El método aplicado, denominado matriz causa-efecto, es uno de los métodos más aceptados para evaluaciones de impacto ambiental. Estos son métodos de identificación valorización que pueden ser ajustados a las distintas fases del Proyecto generando resultados cuali - cuantitativos y realizan un análisis de las relaciones de causalidad entre
una acción dada y sus posibles efectos sobre el medio. Asimismo, el método es el más adecuado para identificar y valorar los impactos directos. Se debe tomar en consideración que las matrices de interacción no reportan los aspectos temporales o espaciales de los impactos.

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 6 de 27
Además de identificar los impactos directos, ayudarán a definir las interrelaciones
cualitativas o cuantitativas de las actividades y acciones del proyecto con los indicadores ambientales y pueden emplearse además para sintetizar otro tipo de información, como por ejemplo ubicar en el espacio y tiempo las medidas preventivas o correctoras asociándolas con los responsables de su implementación.
12. ¿De que cuantas maneras se puede escuchar la voz del cliente? Reactivamente
• La información llega a la empresa se tome o no acción • Quejas, devoluciones, garantías, descuentos • Con este se inicia Proactivamente • Se busca la información con el cliente
• Investigación de mercados, entrevistas a clientes, encuestas • Identificar las caract. Importantes para el cliente
4. Gestión de proyectos
13. Enunciar las diferentes etapas para la realización de un proyecto Seis Sigma • Definir. Identificar y acotar el problema a resolver • Medir. Obtener los datos reales sobre la situación actual. • Analizar. Identificar las causas raíz del problema aplicando métodos estadísticos
avanzados.
• Mejorar. Estudiar e implantar la solución más ventajosa. • Controlar. Asegurar que los beneficios conseguidos se mantienen en el tiempo 14. Describir el significado de los diferentes tipos de costos de calidad usados como base para iniciar proyectos de mejora
COSTOS DE PREVENCIÓN Son el costo de todas las actividades llevadas a cabo para evitar defectos en el diseño y desarrollo; en las compras de insumos, equipos, instalaciones y materiales; en la mano de obra, y en otros aspectos del inicio y creación de un producto o servicio. Se incluyen aquellas actividades de prevención y medición realizadas durante el ciclo de
comercialización, son elementos específicos los siguientes: • Revisión del diseño . • Calificación del producto. • Revisión de los planos. • Orientación de la ingeniería en función de la calidad.
• Programas y planes de aseguramiento de la calidad. • Evaluación de proveedores. • Capacitación a proveedores sobre calidad. • Revisión de especificaciones. • Estudios sobre la capacidad y potencialidad de los procesos.
• Entrenamiento para la operación.

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 7 de 27
• Capacitación general para la calidad.
• Auditorías de calidad a mantenimiento preventivo. COSTOS DE VALORACIÓN O CUANTIFICACIÓN DE LA CALIDAD Se incurre en estos costos al realizar: inspecciones, pruebas y otras evaluaciones planeadas que se usan para determinar si lo producido, los programas o los servicios cumplen con los requisitos establecidos. Se incluyen especificaciones de mercadotecnia y
clientes, así como los documentos de ingeniería e información inherente a procedimientos y procesos. Son elementos específicos los siguientes: • Inspección y prueba de prototipos. • Análisis del cumplimiento con las especificaciones. • vigilancia de proveedores. • Inspecciones y pruebas de recepción.
• Actividades para la aceptación del producto. • Aceptación del control del proceso. • Inspección de embarque. • Estado de la medición y reportes de progreso.
COSTOS DE FALLA/FRACASO Están asociados con cosas que no se ajustan o que no se desempeñan conforme a los requisitos, así como con los relacionados con incumplimientos de ofrecimientos a los consumidores, se incluyen todos los materiales y mano de obra involucrada. Puede llegarse hasta rubros relativos a la pérdida de confianza del cliente. Los rubros específicos son:
• Asuntos con el consumidor (reclamaciones, demandas, atención de quejas,
negociaciones, etc.). • Rediseño. • Ordenes de cambio para Ingeniería o para Compras. • Costos de reparaciones.
• Aplicación de garantías. Costo de Calidad/Precio del incumplimiento. Otra forma de ver el costo de calidad se denomina precio del incumplimiento: lo que cuesta hacer las cosas mal. Bajo este enfoque los gastos del precio del incumplimiento comprenden:
• Reproceso. • Servicios no planificados. • Repeticiones de la computadora. • Excesos de inventario.
• Administración ( o manejo) de quejas. • Tiempo improductivo. • Retrabajos. • Devoluciones. • En síntesis, el precio del incumplimiento es el costos del desperdicio: tiempo, dinero y
esfuerzo. Es un precio que no es necesario pagar.
15. ¿Cómo se realiza la justificación económica de un proyecto?

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 8 de 27
Realizado para obtener la aprobación del proyecto por la dirección, se siguen los pasos
siguientes: • Identificar los beneficios del proyecto • Expresarlos en monto, tiempo y duración • Identificar los factores de costo del proyecto incluyendo materiales, personal, recursos • Determinar la ganancia neta
16. ¿Cómo deben trabajar los equipos de trabajo para ser efectivos? • La experiencia y habilidades de los diferentes empleados enriquece la del grupo y se
tiene acceso inmediato • Pueden atacar problemas mayores que como individuos
• Pueden comprender completamente el proceso a mejorar • El equipo se auto soporta y coopera en los proyectos 17. ¿Cuáles son los roles del Champion, dueño del proceso, Black Belt y Green Belt en los
proyectos Seis Sigma? Champions • Son representantes de la alta dirección que controlan y asignan recursos para
promover mejoras, se involucran en todas las revisiones de proyectos en su área de influencia. Reciben entrenamiento general en 6 sigma
Propietarios de procesos • Coordinan actividades de mejora de procesos y monitorea los avances, trabaja con
Black Belts para mejorar los procesos bajo su responsabilidad, a veces actúan como Champions
Black belts • Promotores de proyectos de mejora Seis Sigma • Instructores del personal en la empresa • Apoyo al personal en proyectos locales Seis Sigma • Identifica oportunidades de mejora • Influye y promueve el uso de herramientas y estrategias Seis Sigma
• Actúan como asesores y consultores Green Belts • Pueden ser Black Belts en entrenamiento, manejan las herramientas estadísticas y de
solución de problemas para los proyectos con impacto financiero y a clientes
• Están bajo la tutela de los Black Belts • Líderes de proyecto en su área • Miembros de equipos multidisciplinarios Seis Sigma

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 9 de 27
18. ¿Cuál es el mejor método para asegurar que la comunicación fue comprendida por el
personal que interviene en un proyecto? RyR por atributos 19. Indicar 3 herramientas estadísticas (7Hs) y 3 herramientas administrativas (7M’s)
Diagrama de Causa efecto – para identificar las posibles causas a través de una lluvia de ideas, la cual se debe hacer sin juicio previos y respetando las opiniones. Diagrama de Pareto – para identificar prioridades
Diagrama de Dispersión – para analizar la correlación entre dos variables, se puede encontrar: • Correlación positiva o negativa • Correlación fuerte o débil • Sin correlación.
5. Metodología Seis Sigma – Fase de Definición 20. ¿Cuáles son los entregables específicos de la fase de definición?
• Una definición clara de la mejora a lograr y qué se va a medir, un mapa del proceso,
lista de CTQs y un programa de trabajo • Project Charter incluyendo metas y beneficios del proyecto tiempos y recursos
presupuestados
• Los procesos y variables clave involucradas • Métricas en relación a indicadores actuales • Requerimientos del cliente • Plan de trabajo 21. ¿Qué aspectos están contenidos en el Project charter?:
• Caso de negocio (impacto financiero) • Enunciado del problema • Alcance del proyecto (límites) • Establecimiento de metas • Rol de los miembros del equipo
• Metas intermedias y productos finales • Recursos requeridos 22. Con un ejemplo describir el proceso de estratificación para definir el problema [ Y=f(x)] Y = f(X’s) La voz sobre IP no se escucha con buena calidad
• X1 = Definir politicas de uso adecuado de la red o X2 = Definir esquemas de calidad de servicio
� X3 = Asegurarle a la voz baja latencia y suficiente ancho de banda
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 10 de 27
23. ¿Con qué herramientas se pueden identificar los factores que tienen influencia en un
problema? @@@@ Diagrama de Causa efecto – para identificar las posibles causas a través de una lluvia de ideas, la cual se debe hacer sin juicio previos y respetando las opiniones. @@@@
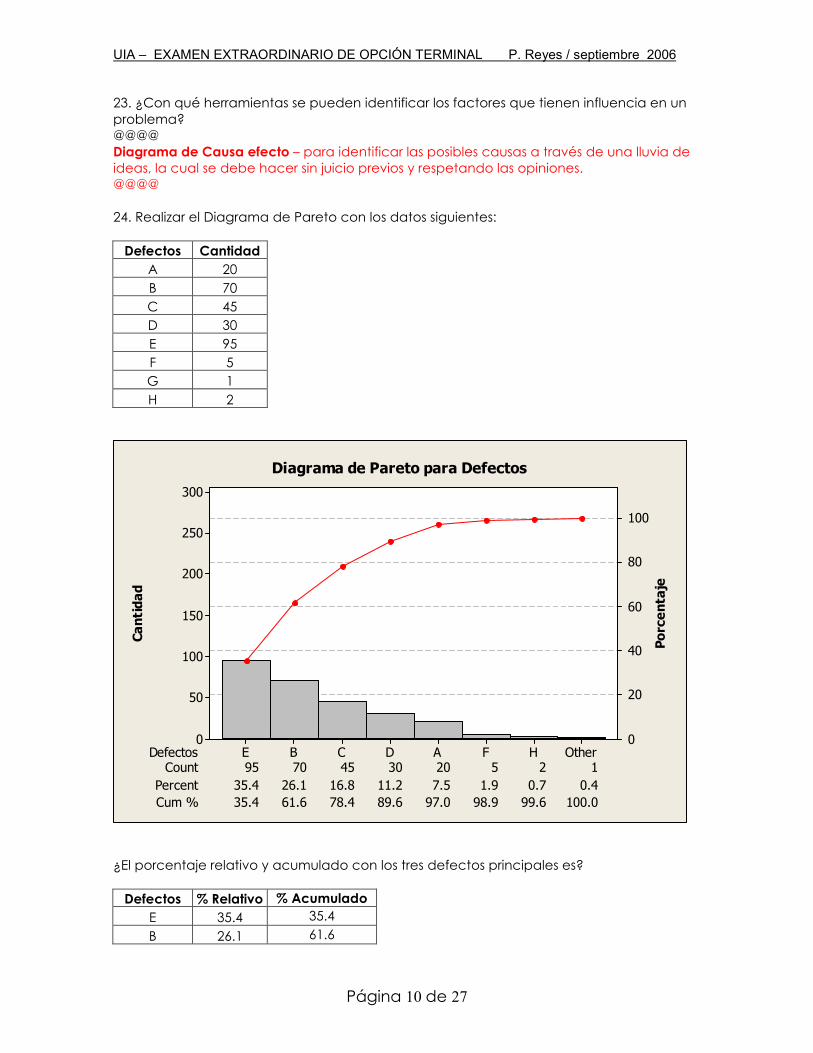
24. Realizar el Diagrama de Pareto con los datos siguientes:
Defectos Cantidad A 20
B 70
C 45
D 30
E 95
F 5
G 1
H 2
Cantidad
Porcentaje
DefectosCount
Percent 35.4 26.1 16.8 11.2 7.5 1.9 0.7 0.4
Cum %
95
35.4 61.6 78.4 89.6 97.0 98.9 99.6 100.0
70 45 30 20 5 2 1OtherHFADCBE
300
250
200
150
100
50
0
100
80
60
40
20
0
Diagrama de Pareto para Defectos
¿El porcentaje relativo y acumulado con los tres defectos principales es?
Defectos % Relativo % Acumulado E 35.4 35.4
B 26.1 61.6

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 11 de 27
C 16.8 78.4
25. Si en 10,000 m de cable se observan 35 defectos sabiendo que hay 15 oportunidades
para defecto por metro, la capacidad del proceso en sigmas se determina como: DPU= d/U DPU= 35 defectos/ 10,000 m DPU= 0.0035 DPO= DPU/O
DPO= 0.0035/15 oportunidades DPO= 2.3e-4 DPMO= (1e6)*DPO DPMO= 233 De tablas obtenemos que ese DPMO equivale a 5σ con un corrimiento de 1.5 σ de
distribución corrida. 26. ¿Con qué métodos se pueden programar las actividades de un proyecto para facilitar las revisiones?
Grafica de Gantt 27. ¿Para qué sirve la matriz de causa efecto, y cómo se desarrolla?
El método aplicado, denominado matriz causa-efecto, es uno de los métodos más aceptados para evaluaciones de impacto ambiental. Estos son métodos de identificación valorización que pueden ser ajustados a las distintas fases del Proyecto generando resultados cuali - cuantitativos y realizan un análisis de las relaciones de causalidad entre una acción dada y sus posibles efectos sobre el medio.
Asimismo, el método es el más adecuado para identificar y valorar los impactos directos. Se debe tomar en consideración que las matrices de interacción no reportan los aspectos temporales o espaciales de los impactos. Además de identificar los impactos directos, ayudarán a definir las interrelaciones cualitativas o cuantitativas de las actividades y acciones del proyecto con los indicadores
ambientales y pueden emplearse además para sintetizar otro tipo de información, como por ejemplo ubicar en el espacio y tiempo las medidas preventivas o correctoras asociándolas con los responsables de su implementación.
28. ¿Para que sirve el plan de comunicación y responsabilidades?
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 12 de 27
6. Metodología Seis Sigma – Fase de Medición 29. ¿Cuáles son los entregables específicos de la fase de medición?
• Una definición clara de la mejora a lograr y qué se va a medir, un mapa del proceso, lista de CTQs y un programa de trabajo
• Project Charter incluyendo metas y beneficios del proyecto tiempos y recursos presupuestados
• Los procesos y variables clave involucradas • Métricas en relación a indicadores actuales
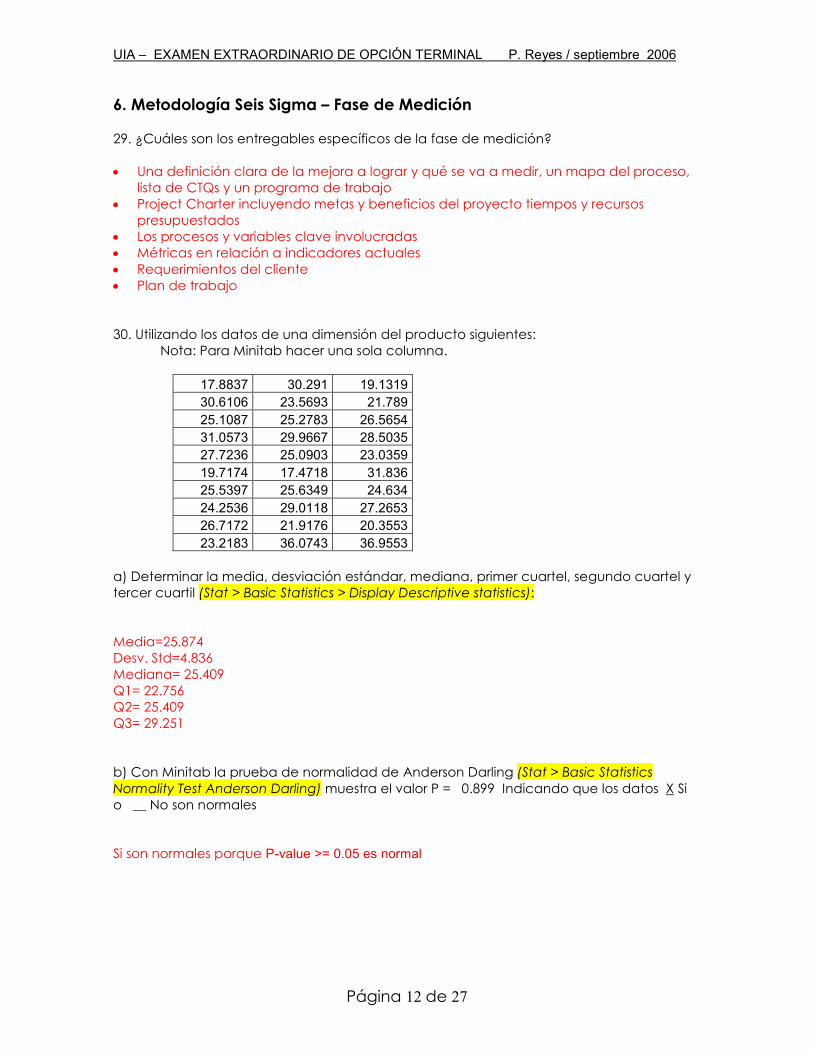
• Requerimientos del cliente • Plan de trabajo 30. Utilizando los datos de una dimensión del producto siguientes: Nota: Para Minitab hacer una sola columna.
17.8837 30.291 19.1319 30.6106 23.5693 21.789 25.1087 25.2783 26.5654 31.0573 29.9667 28.5035 27.7236 25.0903 23.0359 19.7174 17.4718 31.836 25.5397 25.6349 24.634 24.2536 29.0118 27.2653 26.7172 21.9176 20.3553 23.2183 36.0743 36.9553
a) Determinar la media, desviación estándar, mediana, primer cuartel, segundo cuartel y tercer cuartil (Stat > Basic Statistics > Display Descriptive statistics):
Media=25.874 Desv. Std=4.836 Mediana= 25.409
Q1= 22.756 Q2= 25.409 Q3= 29.251 b) Con Minitab la prueba de normalidad de Anderson Darling (Stat > Basic Statistics
Normality Test Anderson Darling) muestra el valor P = 0.899 Indicando que los datos X Si o __ No son normales Si son normales porque P-value >= 0.05 es normal

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 13 de 27
C1
Percent
403530252015
99
95
90
80
70
60
50
40
30
20
10
5
1
Mean
0.899
25.87
StDev 4.836
N 30
AD 0.185
P-Value
Probability Plot of C1Normal
c) Obtener un histograma con 6 celdas, las frecuencias de cada celda son: ____________ (Graph Histogram; Graph X 1 columna de datos; Options No. Of Intervals 5) No entiendo menu
d) Obtener un diagrama de caja (Graph Box Plot; Graph Y 1 columna de datos) No entiendo menu 31. ¿Qué porcentaje del área bajo la curva normal estándar está incluido en los siguientes
valores de Z desviaciones estándar a partir de la media? Excel: = distr.norm.estand(Z) a) Entre Z=-1 y Z=3 b) Entre Z=-2 y Z = -0.5
c) Mayor a Z = 1.5 d) Menor a Z = -2.8 o Mayor a Z = 3 a) 84% b) 28.6% c) 6.7% d) 0.26% + 0.1% = 0.27% 32. Resolver el problema siguiente:

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 14 de 27
Una característica del producto de un proceso normal, tiene una media de 40 con una
desviación estándar de 4 minutos, determinar las siguientes probabilidades: Excel: = distr.norm( X, media, desv. Estándar, verdadero)
a) P(X>= 45) b) P(35 <= X <= 42) c) P(X<=36) o P(X>= 50)
a) P=0.106 �10.6% b) P=0.691-0.106=0.585 � 58.5% c) P=0.159 + 0.006 = 0.165 � 16.5%
33. Estudios de R&R: Utilizando las mediciones siguientes resultados de un estudio de
Repetibilidad y reproducibilidad en un equipo de medición con tres operadores haciendo dos mediciones cada uno en 10 partes diferentes realizar un estudio R&R:
Parte Operador Medicion
1 1 4.667
1 1 4.444
2 1 5.333
2 1 5.111
3 1 4.444
3 1 4.667
4 1 6.000
4 1 6.000
5 1 4.222
5 1 4.000
6 1 5.111
6 1 4.667
7 1 4.889
7 1 4.667
8 1 4.222
8 1 3.778
9 1 5.333
9 1 5.111
10 1 5.556
10 1 5.111
1 2 4.444
1 2 4.444
2 2 5.333
2 2 5.333
3 2 4.222
3 2 4.667

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 15 de 27
4 2 6.222
4 2 5.778
5 2 4.222
5 2 4.000
6 2 5.333
6 2 4.667
7 2 4.889
7 2 5.333
8 2 4.000
8 2 4.444
9 2 5.556
9 2 5.111
10 2 5.778
10 2 5.556
1 3 4.222
1 3 4.667
2 3 5.111
2 3 5.333
3 3 4.444
3 3 4.889
4 3 6.000
4 3 6.222
5 3 4.000
5 3 4.667
6 3 5.111
6 3 4.889
7 3 4.889
7 3 4.444
8 3 4.222
8 3 4.000
9 3 5.333
9 3 5.333
10 3 5.333
10 3 5.556 a) ¿Cuáles son las condiciones previas para hacer un estudio R&R?
• Seleccionar a dos o más operadores para conducir el estudio sobre el instrumento de
interés.
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 16 de 27
• Seleccionar al azar de la producción un conjunto de 10 partes o piezas que serán
medidas varias veces por cada operador. • Decidir el número de ensayos o veces que cada operador medirá la misma pieza. En
este método se deben hacer por lo menos dos ensayos, y tres es lo más recomendado.
• Etiquetar cada parte y aleatorizar el orden en le cual las partes se dan a los operadores. Identificar la zona o punto en la parte donde la medición sera tomada y el método o técnica que deberá aplicarse.
• Obtener en orden aleatorio la primera medición del operador A para todas las piezas
seleccionadas.
• Volver a aleatorizar las piezas y obtener la primera medición del operador B. • Continuar hasta que todos los operadores hayan realizado la primera medición sobre
todas las piezas.
• Repetir los tres pasos anteriores hasta completar el número de ensayos elegidos.
Asegurarse que los resultados previos de un ensayo noson conocidos por los operadores.
• Hacer el análisis estadístico de los datos.
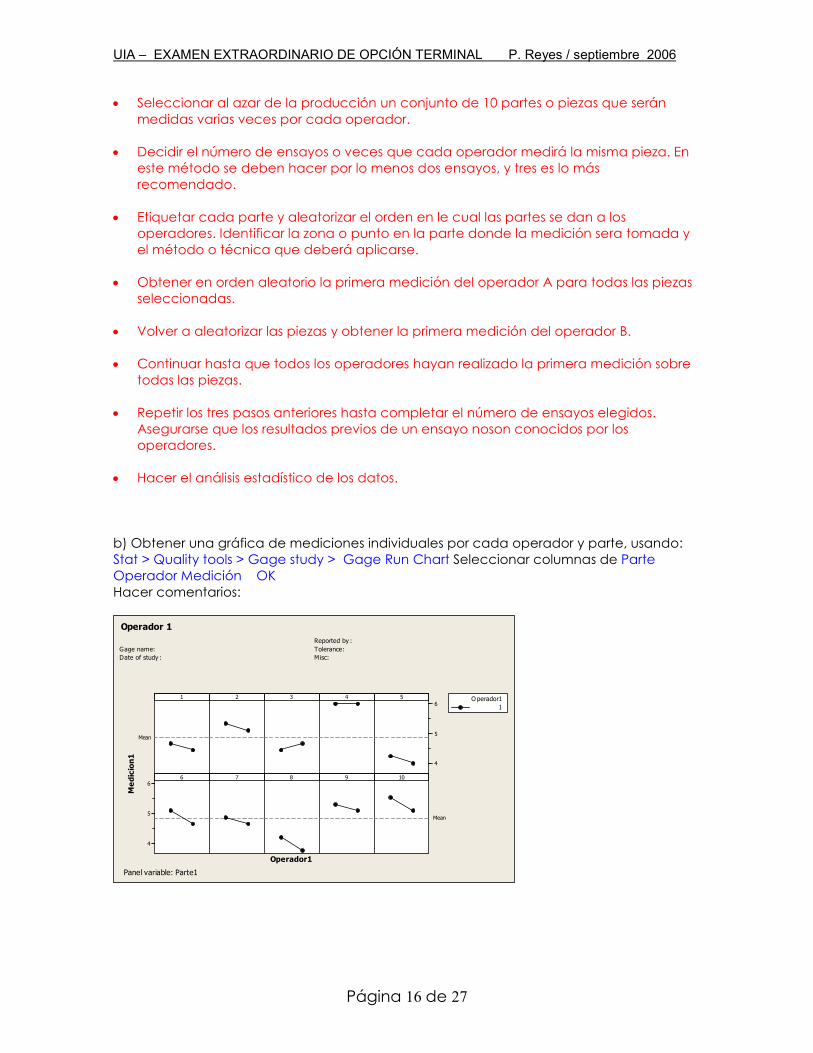
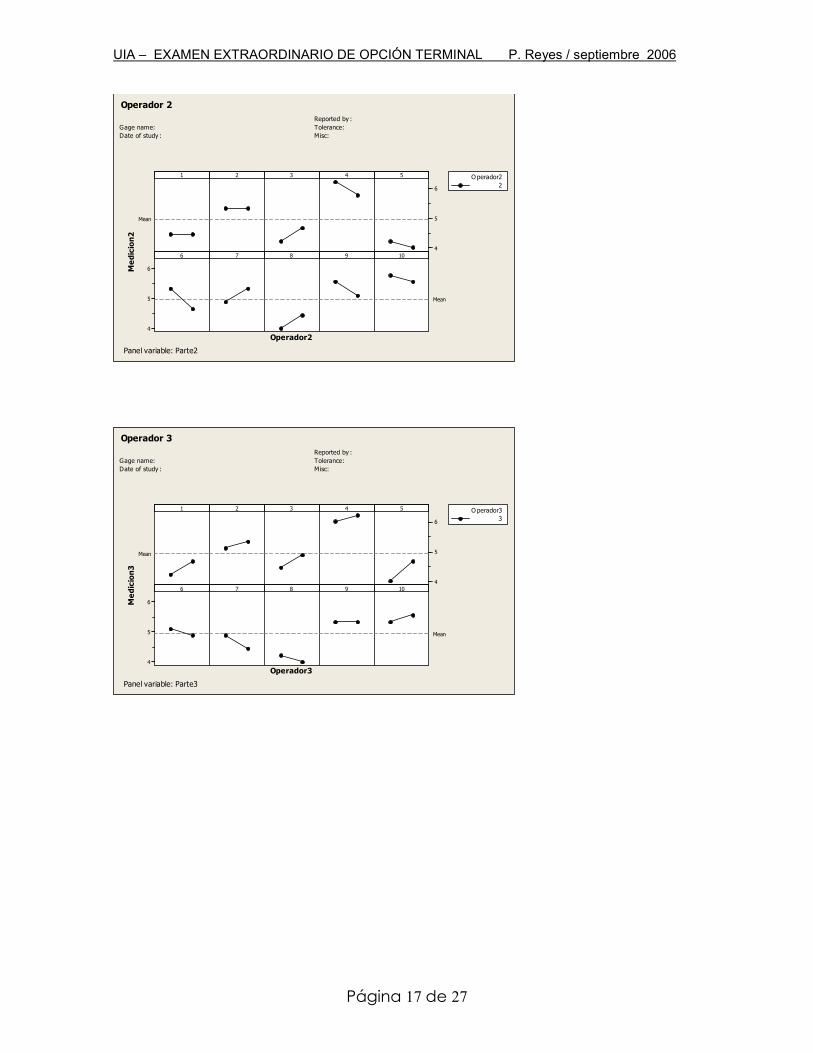
b) Obtener una gráfica de mediciones individuales por cada operador y parte, usando: Stat > Quality tools > Gage study > Gage Run Chart Seleccionar columnas de Parte Operador Medición OK
Hacer comentarios:
Operador1
Medicion1
Mean
6
5
4
6
5
4
Mean
1 2 3 4 5
6 7 8 9 10
Operador1
1
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Panel variable: Parte1
Operador 1
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 17 de 27
Operador2
Medicion2
Mean
6
5
4
6
5
4
Mean
1 2 3 4 5
6 7 8 9 10
Operador2
2
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Panel variable: Parte2
Operador 2
Operador3
Medicion3
Mean
6
5
4
6
5
4
Mean
1 2 3 4 5
6 7 8 9 10
Operador3
3
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Panel variable: Parte3
Operador 3
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 18 de 27
Operador
Medicion
Mean
6
5
4
6
5
4
Mean
1 2 3 4 5
6 7 8 9 10
Operador
3
1
2
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Panel variable: Parte
Los 3 operadores
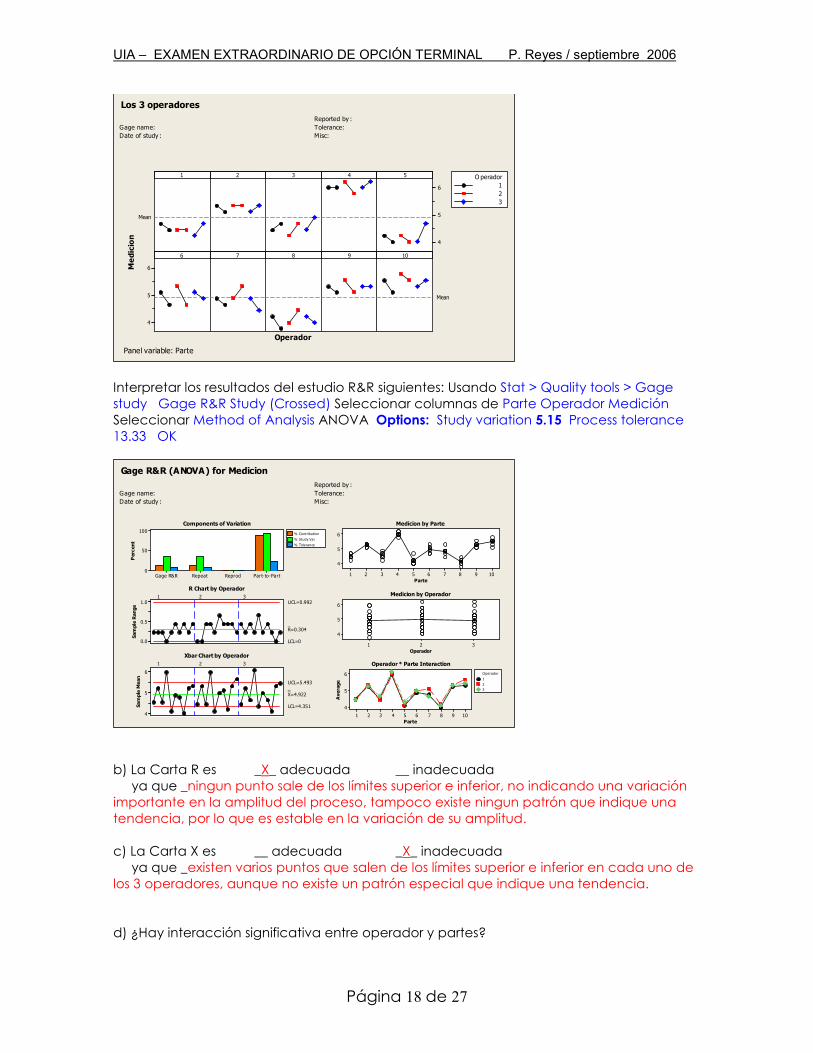
Interpretar los resultados del estudio R&R siguientes: Usando Stat > Quality tools > Gage study Gage R&R Study (Crossed) Seleccionar columnas de Parte Operador Medición Seleccionar Method of Analysis ANOVA Options: Study variation 5.15 Process tolerance 13.33 OK
Percent
Part-to-PartReprodRepeatGage R&R
100
50
0
% Contribution
% Study Var
% Tolerance
Sample Range
1.0
0.5
0.0
_R=0.304
UCL=0.992
LCL=0
1 2 3
Sample Mean
6
5
4
__X=4.922
UCL=5.493
LCL=4.351
1 2 3
Parte
10987654321
6
5
4
Operador
321
6
5
4
Parte
Average
10 9 8 7 6 5 4 3 2 1
6
5
4
Operador
1
2
3
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
R Chart by Operador
Xbar Chart by Operador
Medicion by Parte
Medicion by Operador
Operador * Parte Interaction
Gage R&R (ANOVA) for Medicion
b) La Carta R es _X_ adecuada __ inadecuada ya que _ningun punto sale de los límites superior e inferior, no indicando una variación importante en la amplitud del proceso, tampoco existe ningun patrón que indique una tendencia, por lo que es estable en la variación de su amplitud.
c) La Carta X es __ adecuada _X_ inadecuada ya que _existen varios puntos que salen de los límites superior e inferior en cada uno de los 3 operadores, aunque no existe un patrón especial que indique una tendencia.
d) ¿Hay interacción significativa entre operador y partes?

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 19 de 27
No hay interaccion significativa entre el operador y la parte, ya que la
F(parte*operador)=0.4253 es menor a 1.0, esto también lo podemos verificar en la gráfica, a pesar de que cambia el operador las gráficas de los 3 operadores se empalman, ahí el valor significante es la parte, ya que si ésta varia, los resultados también lo hacen de forma importante, no así con los operadores.
e) % de Repetibilidad vs Tolerancia ____8.50__ (%Tolerance) f) % de Reproducibilidad vs Tolerancia ____0.50_ (%Tolerance) g) % R&R vs Tolerancia ___8.52____ (%Tolerance)
h) Sacar conclusiones sobre la capacidad del sistema de medición si es para liberación del producto y en donde se deben tomar acciones de mejora de capacidad del sistema de medición: Observar porcentajes vs tolerancia No se debería liberar el producto ya que hay una variación importante en las medias según lo observado en la carta X ya que hay varios puntos que salen de los límtes superior
e inferior, y donde se deben tomar las acciones es en las partes ya que demostraron tener la mayor significancia en el proceso . i) % de Repetibilidad vs variación total __34.27__ (%Study var)
j) % de Reproducibilidad vs variación total ___2.02_______ (%Study var) k) % R&R vs variación total ___34.33____ (%Study var)
l) Sacar conclusiones sobre la capacidad del sistema de medición si es para control del proceso y donde se deben tomar acciones de mejora de capacidad del sistema de medición: Observar porcentajes vs variación total El proceso no presenta variaciones importantes por ejemplo en amplitud según lo
observado en la carta R, y donde se deben tomar las acciones es en las partes ya que demostraron tener la mayor significancia en el proceso . m) ¿Es adecuado el número de categorías que identifica el sistema de medición?
Categories 3
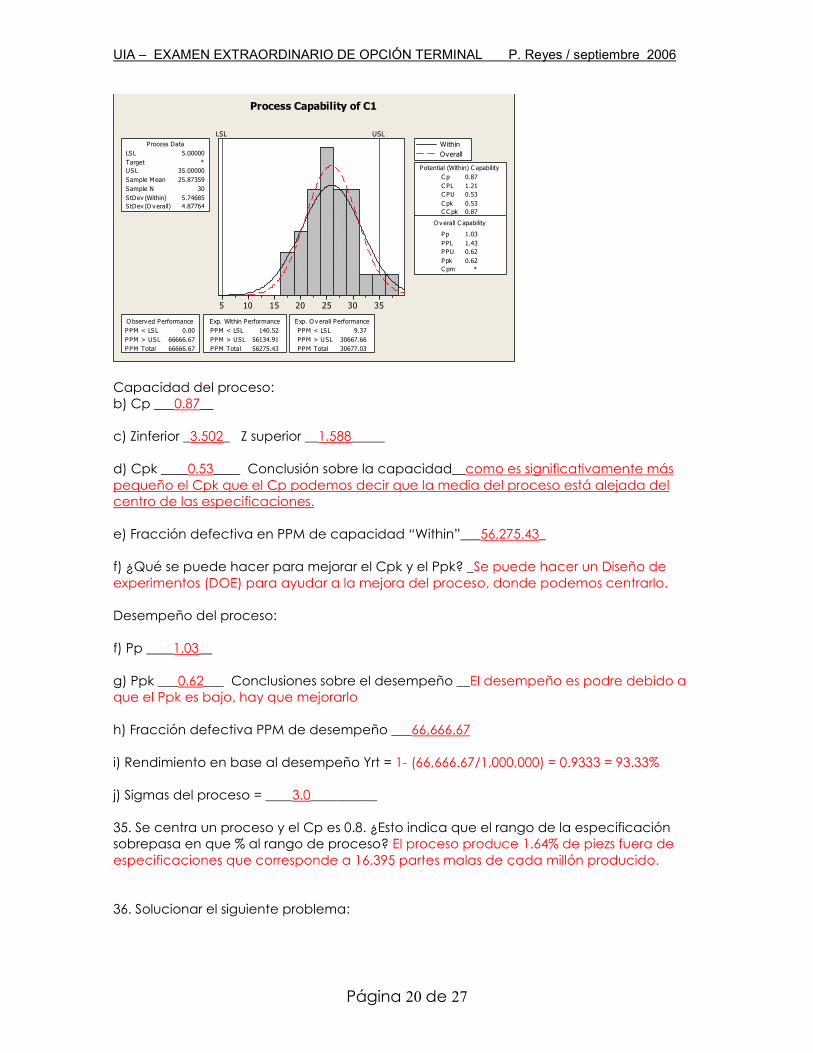
34. Con los datos del inciso 30, si los límites de especificación son LIE = 5 y LSE = 34 y un tamaño de muestra de 1 (sample size). Determinar el Cp, Cpk, Pp, Ppk, ppm’s: (stat > Quality Tools > Capability análisis (normal); indicar en Single column Columna de datos y en Subgroup size 1; Lower spec 5 Upper spec 35) en Estimate seleccionar Average
Moving range Use moving range of lenght 2: Determinar lo siguiente: a) Media ___25.87359__ Desv. Estándar “Within” ___5.74685___
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 20 de 27
3530252015105
LSL USL
Process Data
Sample N 30
StDev (Within) 5.74685
StDev (O v erall) 4.87764
LSL 5.00000
Target *
USL 35.00000
Sample Mean 25.87359
Potential (Within) C apability
C C pk 0.87
O v erall C apability
Pp 1.03
PPL 1.43
PPU 0.62
Ppk
C p
0.62
C pm *
0.87
C PL 1.21
C PU 0.53
C pk 0.53
O bserv ed Performance
PPM < LSL 0.00
PPM > USL 66666.67
PPM Total 66666.67
Exp. Within Performance
PPM < LSL 140.52
PPM > USL 56134.91
PPM Total 56275.43
Exp. O v erall Performance
PPM < LSL 9.37
PPM > USL 30667.66
PPM Total 30677.03
Within
Overall
Process Capability of C1
Capacidad del proceso: b) Cp ___0.87__ c) Zinferior _3.502_ Z superior __1.588_____ d) Cpk ____0.53____ Conclusión sobre la capacidad__como es significativamente más
pequeño el Cpk que el Cp podemos decir que la media del proceso está alejada del centro de las especificaciones. e) Fracción defectiva en PPM de capacidad “Within”___56,275.43_ f) ¿Qué se puede hacer para mejorar el Cpk y el Ppk? _Se puede hacer un Diseño de
experimentos (DOE) para ayudar a la mejora del proceso, donde podemos centrarlo. Desempeño del proceso: f) Pp ____1.03__
g) Ppk ___0.62___ Conclusiones sobre el desempeño __El desempeño es podre debido a que el Ppk es bajo, hay que mejorarlo h) Fracción defectiva PPM de desempeño ___66,666.67
i) Rendimiento en base al desempeño Yrt = 1- (66,666.67/1,000,000) = 0.9333 = 93.33% j) Sigmas del proceso = ____3.0__________ 35. Se centra un proceso y el Cp es 0.8. ¿Esto indica que el rango de la especificación sobrepasa en que % al rango de proceso? El proceso produce 1.64% de piezs fuera de
especificaciones que corresponde a 16,395 partes malas de cada millón producido. 36. Solucionar el siguiente problema:
UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 21 de 27
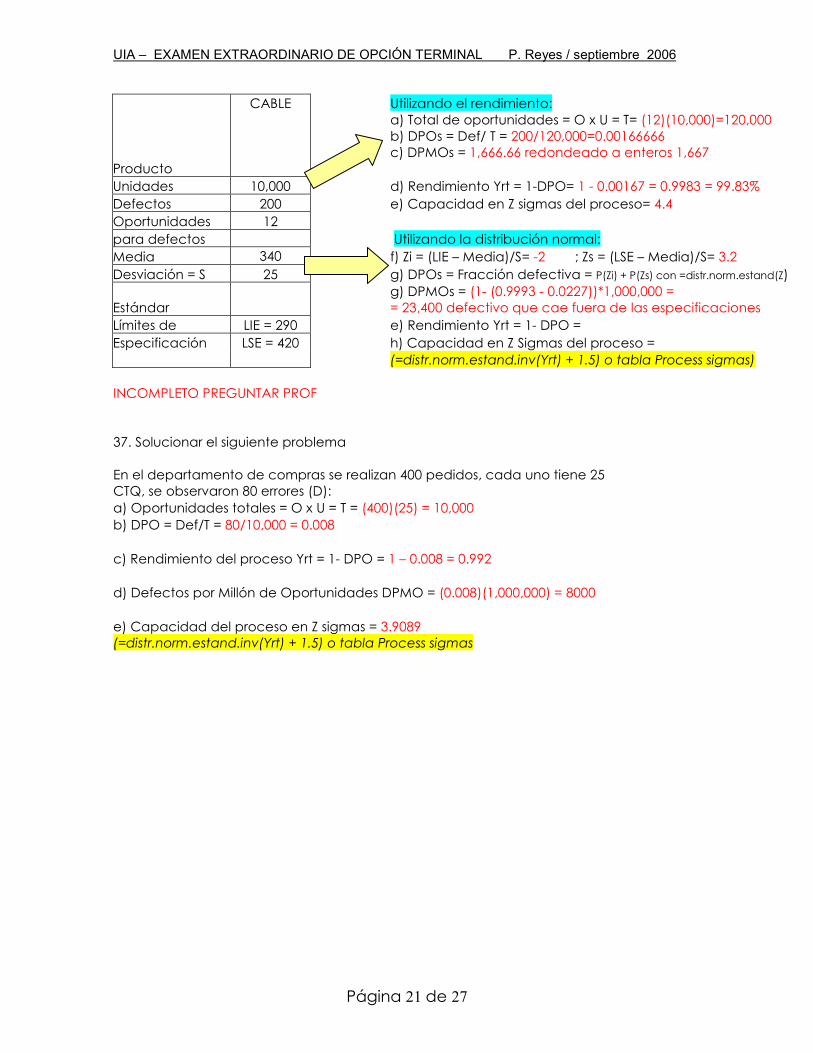
Producto
CABLE
Utilizando el rendimiento:
a) Total de oportunidades = O x U = T= (12)(10,000)=120,000 b) DPOs = Def/ T = 200/120,000=0.00166666 c) DPMOs = 1,666.66 redondeado a enteros 1,667
Unidades 10,000 d) Rendimiento Yrt = 1-DPO= 1 - 0.00167 = 0.9983 = 99.83%
Defectos 200 e) Capacidad en Z sigmas del proceso= 4.4
Oportunidades 12
para defectos Utilizando la distribución normal:
Media 340 f) Zi = (LIE – Media)/S= -2 ; Zs = (LSE – Media)/S= 3.2
Desviación = S 25 g) DPOs = Fracción defectiva = P(Zi) + P(Zs) con =distr.norm.estand(Z)
Estándar g) DPMOs = (1- (0.9993 - 0.0227))*1,000,000 = = 23,400 defectivo que cae fuera de las especificaciones
Límites de LIE = 290 e) Rendimiento Yrt = 1- DPO =
Especificación LSE = 420 h) Capacidad en Z Sigmas del proceso =
(=distr.norm.estand.inv(Yrt) + 1.5) o tabla Process sigmas)
INCOMPLETO PREGUNTAR PROF 37. Solucionar el siguiente problema
En el departamento de compras se realizan 400 pedidos, cada uno tiene 25 CTQ, se observaron 80 errores (D):
a) Oportunidades totales = O x U = T = (400)(25) = 10,000
b) DPO = Def/T = 80/10,000 = 0.008
c) Rendimiento del proceso Yrt = 1- DPO = 1 – 0.008 = 0.992
d) Defectos por Millón de Oportunidades DPMO = (0.008)(1,000,000) = 8000
e) Capacidad del proceso en Z sigmas = 3.9089 (=distr.norm.estand.inv(Yrt) + 1.5) o tabla Process sigmas

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 22 de 27
7. Metodología Seis Sigma – Fase de análisis 38. ¿Cuáles son los entregables específicos de la fase de análisis?
El equipo deberá comprobar cada causa probable identificando las causas ráiz: • Llevar a cabo una tormenta de ideas para verificar la causa. • Comprobar la causa tanto físicamente como con pruebas de hipótesis 39. ¿Para que sirve una carta Multivari?
40. Describir como se utiliza el AMEF de proceso como apoyo en la fase de análisis El Análisis de Modo y Efectos de Falla es un grupo sistematizado de actividades para: • Reconocer y evaluar fallas potenciales y sus efectos. • Identificar acciones que reduzcan o eliminen las probabilidades de falla. • Documentar los hallazgos del análisis. 41. Los siguientes datos corresponden al diámetro (X) y el peso (Y) de un producto:
Altura X Peso Y
66 140
72 153
85 174
90 190
69 155
73 165
65 150
85 190
96 195
71 145
74 160
72 155
70 153
67 145 Determinar el análisis de regresión siguiente: Usando:
Stat > Regresión > Fitted line plot Indicar Response (Y) y Predictor (X) Linear OK

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 23 de 27
Altura X
Peso Y
10095908580757065
200
190
180
170
160
150
140
S 5.79104
R-Sq 90.6%
R-Sq(adj) 89.8%
Fitted Line PlotPeso Y = 27.20 + 1.791 Altura X
a) Ecuación de regresión Y = 27.20 + 1.791 Altura X b) Coeficiente de determinación R-sq = _90.6_ Conclusiones: si hay una correlación entre peso y altura c) Coeficiente de correlación R = __0.9518__ Raiz cuadrada de R-Sq en decimal Estimar Y para un cierto valor X:
Substituir X = 70 en la ecuación de regresión y determinar Y d) Estimar el peso para un diámetro de 70 Y = 152.57 42. De 450 metros de producto se obtuvieron 12 metros de desperdicio, ¿Cuál es el
intervalo de confianza del porcentaje defectuoso a un nivel de 95%? (Stat > Basic statistics > 1-Proportion; Seleccionar Summarized data; Number of trials 450; Number of Successes 12; en Options Confidence level 95%) 95% CI = (0.013853, 0.046118)
43. Las horas tomadas para plantar un árbol mediano se muestran en la tabla siguiente. Probar a un alfa de 5% si el tiempo es > 2 Hrs. .
Tiempo 1.9 1.7 2.8 2.4 2.6 2.5 2.8

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 24 de 27
3.2 1.6 2.5
a) Hacer una prueba de normalidad de los datos y concluir en base al valor P vs 0.05 Usando:
Stat > Basic statistics > Normality test Variable Saldos Seleccionar Anderson Darling OK O con: Graph > Probability Plot > Single Graph Variables Saldos OK
Se acepta que el tiempo es > 2 hrs. para un alfa de 5%, ya que P-Value(0.368) es mayor al alfa 0.05 (5%)
Tiempo
Percent
3.53.02.52.01.51.0
99
95
90
80
70
60
50
40
30
20
10
5
1
Mean
0.368
2.4
StDev 0.5164
N 10
AD 0.362
P-Value
Probability Plot of TiempoNormal
Contestar las preguntas siguientes: Usando:
Stat > Basic statistics > 1-Sample t Variable Tiempo Test mean 2 Options: Conf. Level 95 Alternative Greater than Graphs: seleccionar Dotplot of data En minitab ver. 14 no existia la opcion de “Dotplot of data” , por eso escogi “Individual value pLot” que me supongo es la misma.

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 25 de 27
Tiempo
3.253.002.752.502.252.001.751.50
_X
Ho
Individual Value Plot of Tiempo(with Ho and 95% t-confidence interval for the mean)
b) Como el 2 __NO__ se encuentra en el IC, se concluye que _como el 2 del Ho no se encuentra en el intervalo de confianza se rechaza Ho, y se acepta Ha donde el tiempo es > 2 hrs. c) Como el P value vs Alfa es __mayor_____ Se concluye que_se caepta que el tiempo es > 2 hrs.
44. Los defectos presentados en tres tipos de productos cuando se producen en tres líneas diferentes se muestran a continuación, probar con una tabla de contingencia si los defectos dependen de la línea donde se produce el producto para un 95% de nivel de confianza.
Línea Prod. A Prod. B Prod. C
1 27 12 8
2 41 22 9
3 42 14 10
Usando: Stat > Tables > Chi square test Columns Prod A Prod B Prod C OK Como el valor P _0.757__ es _mayor_ que 0.05, se concluye que _se acepta la hipotesis nula Ho, por lo que los defectos no dependen de la línea donde se produce el producto.
45. Probar si dos líneas producen similares porcentajes de desperdicio a un 95% de nivel de confianza: (Stat > Basic statistics > 2-Proportions; Seleccionar Summarized data; First sample: Trials 550; Successes 45; Second sample: Trials 1200; Successes 98 en Options Confidence level 95%, Test difference 0.0 y Alternative Not equal)
Línea 1 Línea 2 Producidos n1 = 550 Producidos n2 = 1200 Defectuosos D1= 45 Defectuosos D2= 98 a) IC para la proporción (-0.0275032, 0.0278062)

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 26 de 27
b) Valor P ___0.991__________ Conclusión _como P (0.991) > 0.05 se caepta la hipotesis nula Ho, por lo que las dos lineas producen porcentajes similares de desperdicio 46. Se evalúan los resultados del tiempo de ciclo de producción de un mismo producto en dos líneas de manufactura diferentes, probar si los tiempos de ciclo son similares:
Depto. A Depto. B
25.2 18.0 17.4 22.9 22.8 26.4 21.9 24.8 19.7 26.9 23.0 17.8 19.7 24.6 23.0 21.0 19.7 23.0 16.9 19.0 21.8 21.0 23.6 22.0
A un 95% de nivel de confianza (alfa es 5% o 0.05),
a) Realizar una prueba de igualdad de varianzas y sacar conclusiones Usando: Stat > Basic statistics >2- Variances Samples in different columns First Depto A Second Depto B Options: Conf. Level 95
95% Bonferroni Confidence Intervals for StDevs
Depto. B
Depto. A
65432
Data
Depto. B
Depto. A
28262422201816
F-Test
0.491
Test Statistic 0.69
P-Value 0.548
Levene's Test
Test Statistic 0.49
P-Value
Test for Equal Variances for Depto. A, Depto. B
Como el valor P __0.548_ es __mayor__ que 0.05, se concluye que _hay similitud en las varianzas, por lo que los tiempos de ciclo en las dos lineas de manufactura son similares. b) Realizar una prueba de igualdad de medias y sacar conclusiones
Usando:

UIA – EXAMEN EXTRAORDINARIO DE OPCIÓN TERMINAL P. Reyes / septiembre 2006
Página 27 de 27
Stat > Basic statistics >2- Samples t Samples in different columns First Depto A Second
Depto B Seleccionar o no seleccionar Assume equal variances dependiendo del resultado en a) Options: Conf. Level 95 Test Difference 0.0 Alternative Not equal Como el cero _X_ Si o ___No se encuentra en el Intervalo de confianza se concluye que:
si son similares los tiempos de ciclo en las dos lineas de manufactura Como el valor P __0.368_ es _mayor_ que 0.05, se concluye que se acepta la hipotesis de que los tiempos de ciclo en las dos lineas de manufactura son similares 47. Las calificaciones de un curso de liderazgo para 18 participantes de tres diferentes
departamentos fueron las mostradas en la tabla siguiente. Probar a un 5% de nivel de significancia si el aprovechamiento fue similar en los tres departamentos o en su caso cuál fue el peor. Stat > ANOVA One way (Unstacked) Columnas de datos en Responses OK
Depto_A Depto_B Depto_C
8 7 5 7 8 6 8 7 6 6 7 7 7 6 7 8 8 6
Como el valor P __0.041_ es _menor_ que 0.05, se concluye que _no fue el mismo aprovechamiento en los 3 departamentos
El peor aprovechamiento lo tuvo el departamento __C__