etxx-distribucion sensores permanentes monitoreobombas v1
DESCRIPTION
sensoresTRANSCRIPT
1
Estudio Técnico
Determinación de la distribución de sensores para el
monitoreo de degaste en Carcasas de Bombas Centrifugas
de pulpa.
Gabriel González C., Ingeniero de Desarrollo Predictivo,
Departamento Alerta Temprana, ME Elecmetal - Talleres
Ariel Medina, Sub-gerente Alerta Temprana, ME Elecmetal - Talleres
1 RESUMEN EJECUTIVO
En el contexto del proyecto de instalación de sensores permanente para el monitoreo
de degaste en carcasas de bombas centrífugas. Fue necesario concluir un estudio técnico
en función de determinar posiciones representativas para el posicionamiento de cada
sensor. Para lograr esto, primero fue importante caracterizar el patrón de degaste que se
desarrolla normalmente dentro de la carcasa. Puesto que si bien no existe un patrón único
de degaste, si es posible identificar tendencias generales y focos de degaste. Uno de los
hallazgos relevantes de este estudio corresponde a la correlación que existe entre el
desplazamiento de los puntos de mayor desgaste en relación al punto de funcionamiento
de la bomba centrífuga versus el punto de mayor eficiencia (QBEP). En palabras más
simples es posible decir que si la bomba opera en valores extremos con respecto al punto
de mayor de eficiencia, los desgastes se localizarán en la lengua de la carcasa mientras
que si opera en rangos cercanos al punto de mayor eficiencia, el desgate se concentra en
la barriga de la carcasa. Otra de los aspectos que se desprenden de este estudio, es que
la variación de parámetros operacionales tienen efectos sobre la tasa promedio de
degaste, produciéndose un aumento o disminución de esta en forma homogénea sobre la
longitud del canal interior de la carcasa. Desde el punto de vista de los parámetros
geométricos de la carcasa, como por ejemplo: la variación de su pendiente de salida,
curvatura de la lengua, ancho o diámetro, su contribución sobre el degaste de canal no es
tan homogénea, pero aún presentan una tendencia a focalizarse sobre la barriga de la
carcasa.
En base a los antecedentes y resultados obtenidos es posible proponer una configuración
de sensores que permita monitorear los principales focos de degaste de la carcasa,
cubriendo diferentes escenarios de operación, principalmente asociados al punto de
funcionamiento (velocidad de flujo).
Keyword: slurry pumps, wear pattern, erosion, condition monitoring.
2
2 OBJETIVOS
El objetivo principal de este estudio es determinar una distribución óptima de sensores
para el monitoreo del desgaste interno en Carcasas de Bombas Centrifugas, utilizadas
para el transporte de concentrado de Cobre.
3 METODOLOGÍA
Para la determinación de la distribución óptima de los sensores, es preciso conocer el
comportamiento del desgaste al interior de la carcasa de la bomba, para lo cual se
procedió:
Revisión bibliográfica utilizando palabras claves cómo: Degaste (wear),
Bomba de pulpa (Slurry Pump), Patrón de desgaste en bombas (Wear pattern
centrifugal pumps), Bombas centrífugas (Centrifugal pumps), Mecánismo de
desgaste (wear mechanism), Transporte de Pulpas (Slurry Transport).
Análisis de Casos: Determinación del patrón desgaste en carcasa fuera de uso,
mediante modelamiento 3D e ingeniería inversa.

3
4 ANTECEDENTES GENERALES
Las bombas centrífugas son ampliamente utilizadas en operaciones de transporte
de pulpa (mezcla solido-líquida) debido a su alto desempeño, menor costo de instalación
y sencillo diseño (Sharma, 2008). Desde el punto de vista estructural, las bombas
centrifugas están compuestas principalmente de dos componentes fundamentales: La
carcasa de voluta (volute casing) y el impulsor rotatorio (impeller). La función principal del
impulsor rotatorio es imprimir la fuerza centrífuga sobre el material transportado, mientras
que la carcasa cumple con la función de contener y re direccionar el flujo (Warman,
2000).
Figura 4.1 Carcasa Figura 4.2 Impulsor Rotario, Tipo cerrado
Desafortunadamente, debido a la naturaleza de operación de las bombas, estas reducen
su desempeño producto del daño que experimentan tanto el impulsor como la carcasa.
Por lo cual en consecuencia, reduce la vida útil del componente, principalmente dado la
pérdida de espesor producto de la erosión.
Estudios sobre los mecanismo de daño, asocian el daño principalmente a las
características del flujo (tamaño de material, tipo de flujo) y al régimen operacional de la
bomba (velocidad del flujo, punto de eficiencia). Por lo que la variación de estos
parámetros contribuye o reduce los efectos del daño en los componentes.
Figura 4.3: Otros componentes
4
5 REVISIÓN BIBLIOGRAFICA
5.1 MECANISMOS DE DAÑO
En bombas y equipos de transporte de pulpa se ha evidenciado que el principal
mecanismo de daño es la erosión. El fenómeno de erosión se define como la pérdida de
masa por unidad de área o también como la pérdida espesores bajo la acción dinámica de
partículas sólidas (Roco, 1990).
Para la evaluación y predicción del daño producto de la erosión, se han desarrollado
modelos tanto teóricos como experimentales. Basados en principalmente en modelos de
remoción de partículas, estos permiten simular y estimar tasas de desgaste y además
patrones de desgaste esperados.
Según Roco, 1990, los procesos de remoción de material de mayor impacto, producto del
transporte de pulpas, corresponden a: i) Impacto de partículas, ii) Abrasión y iii) Fricción,
en este orden de relevancia.
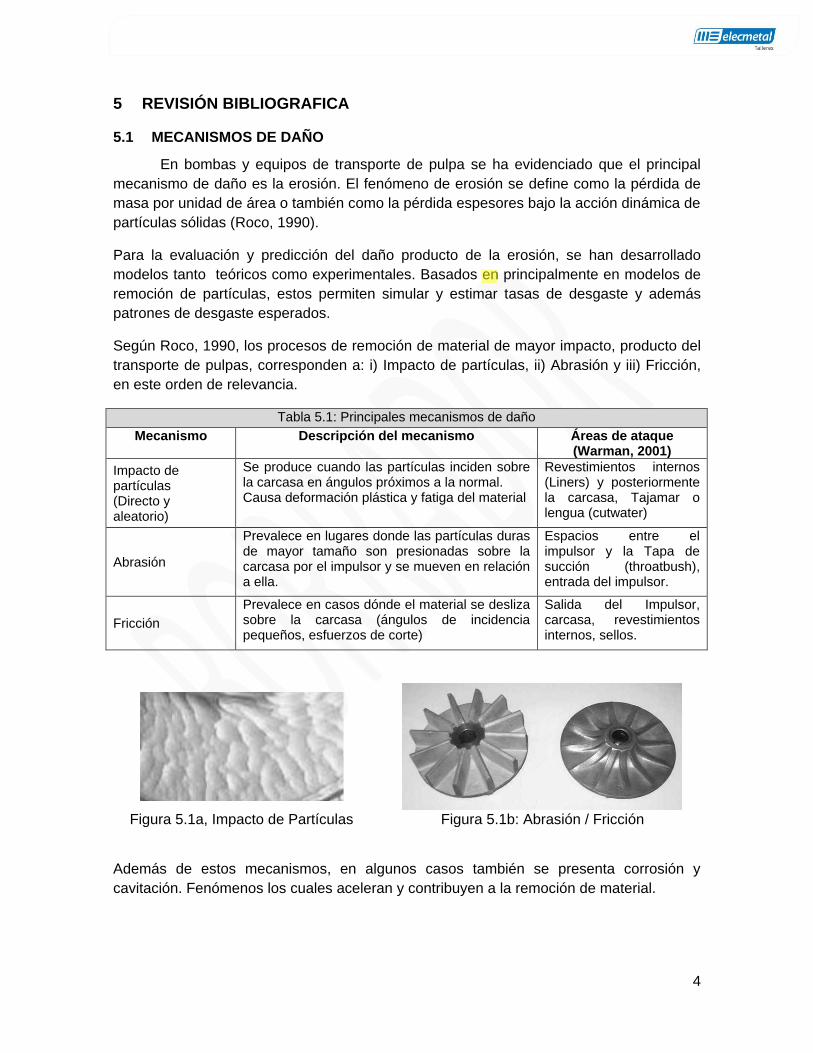
Tabla 5.1: Principales mecanismos de daño
Mecanismo Descripción del mecanismo Áreas de ataque (Warman, 2001)
Impacto de partículas (Directo y aleatorio)
Se produce cuando las partículas inciden sobre la carcasa en ángulos próximos a la normal. Causa deformación plástica y fatiga del material
Revestimientos internos (Liners) y posteriormente la carcasa, Tajamar o lengua (cutwater)
Abrasión
Prevalece en lugares donde las partículas duras de mayor tamaño son presionadas sobre la carcasa por el impulsor y se mueven en relación a ella.
Espacios entre el impulsor y la Tapa de succión (throatbush), entrada del impulsor.
Fricción
Prevalece en casos dónde el material se desliza sobre la carcasa (ángulos de incidencia pequeños, esfuerzos de corte)
Salida del Impulsor, carcasa, revestimientos internos, sellos.
Figura 5.1a, Impacto de Partículas Figura 5.1b: Abrasión / Fricción
Además de estos mecanismos, en algunos casos también se presenta corrosión y
cavitación. Fenómenos los cuales aceleran y contribuyen a la remoción de material.
5
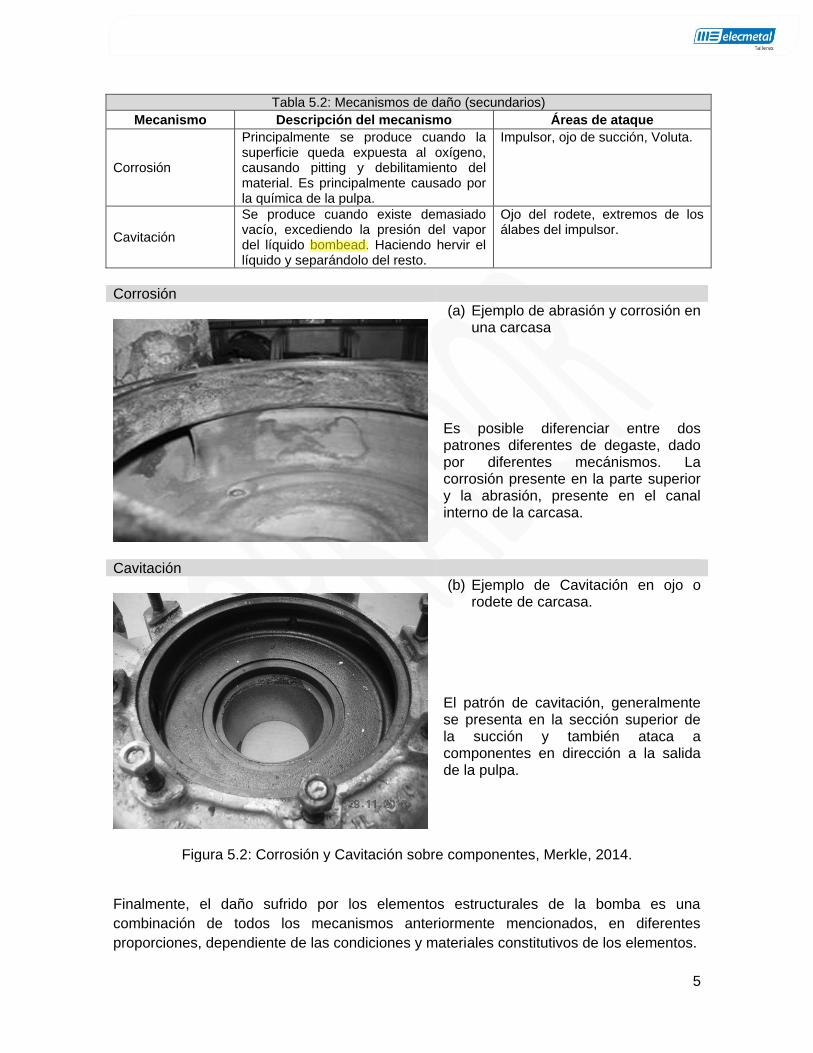
Tabla 5.2: Mecanismos de daño (secundarios)
Mecanismo Descripción del mecanismo Áreas de ataque
Corrosión
Principalmente se produce cuando la superficie queda expuesta al oxígeno, causando pitting y debilitamiento del material. Es principalmente causado por la química de la pulpa.
Impulsor, ojo de succión, Voluta.
Cavitación
Se produce cuando existe demasiado vacío, excediendo la presión del vapor del líquido bombead. Haciendo hervir el líquido y separándolo del resto.
Ojo del rodete, extremos de los álabes del impulsor.
Corrosión
(a) Ejemplo de abrasión y corrosión en una carcasa
Es posible diferenciar entre dos patrones diferentes de degaste, dado por diferentes mecánismos. La corrosión presente en la parte superior y la abrasión, presente en el canal interno de la carcasa.
Cavitación
(b) Ejemplo de Cavitación en ojo o rodete de carcasa.
El patrón de cavitación, generalmente se presenta en la sección superior de la succión y también ataca a componentes en dirección a la salida de la pulpa.
Figura 5.2: Corrosión y Cavitación sobre componentes, Merkle, 2014.
Finalmente, el daño sufrido por los elementos estructurales de la bomba es una
combinación de todos los mecanismos anteriormente mencionados, en diferentes
proporciones, dependiente de las condiciones y materiales constitutivos de los elementos.
6
5.2 PATRONES DE DESGASTE EN LA CARCASA
En términos generales, el patrón de desgaste de una carcasa de bomba centrifuga
depende de diversos factores tanto operacionales como constructivos, como por ejemplo:
La geometría de su voluta, el tamaño promedio de partícula, flujo de descarga, velocidad
de rotación, etc. Por lo que para lograr un análisis determinístico, el estudio debe ser
realizado caso a caso en función de establecer una aproximación confiable. Sin embargo,
existen tendencias cualitativas observadas a lo largo de numerosos casos
experimentales, tales como las presentadas previamente en las Tablas 5.1 y 5.2.
En las secciones 5.2.1 y 5.2.2, se presentan los resultados de dos estudios realizados
para la simulación y estimación de las tasas de degastes y patrones de desgaste, en
relación a la variación de los parámetros de funcionamiento y constructivos. Con la
finalidad de establecer una base teórica para la caracterización del desgaste
Una de las tendencias fundamentales observadas en el comportamiento del desgaste,
corresponden a:
La reducción de espesores al interior de
la carcasa, producto de la erosión, no se
distribuye de manera homogénea sobre
ella. Principalmente atribuido a la
variación de la velocidad de flujo, la
concentración de sólidos durante la
operación. Lo que produce que los
ángulos de incidencia de las partículas
varíen, desplazando los focos de
desgaste sobre la carcasa (Ghandí et al,
2001)
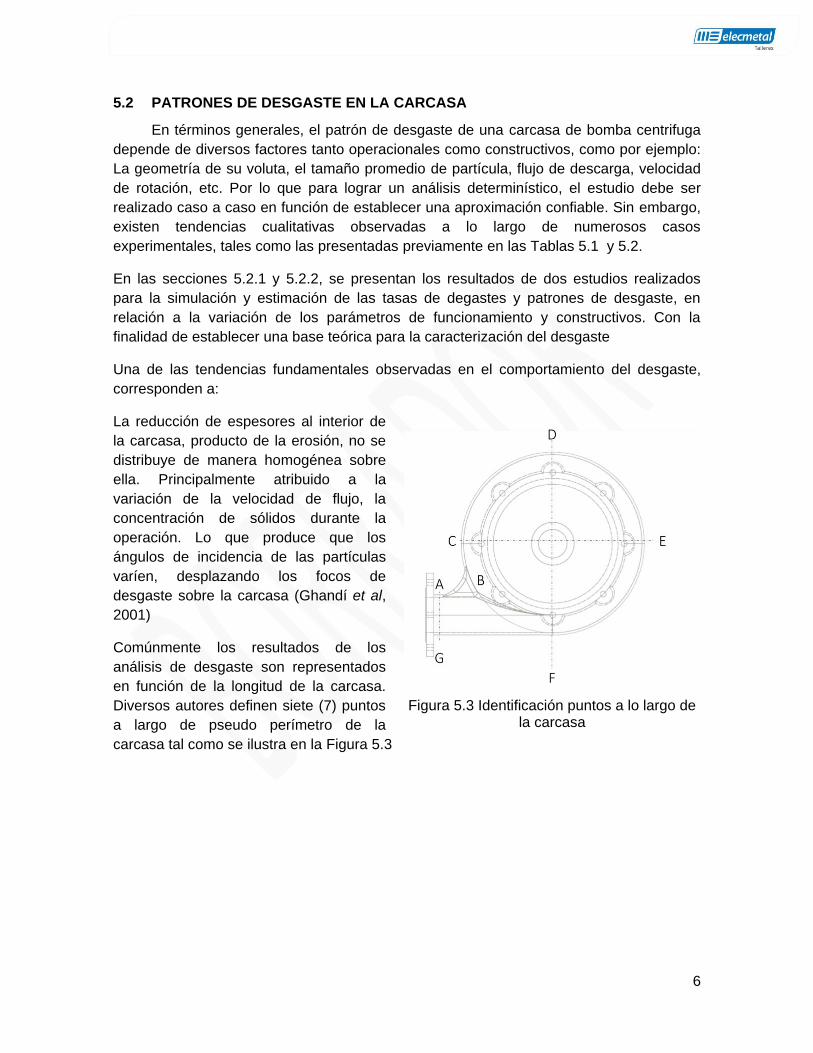
Comúnmente los resultados de los
análisis de desgaste son representados
en función de la longitud de la carcasa.
Diversos autores definen siete (7) puntos
a largo de pseudo perímetro de la
carcasa tal como se ilustra en la Figura 5.3
Figura 5.3 Identificación puntos a lo largo de
la carcasa
7
5.2.1 EFECTOS DE LAS CONDICIONES OPERACIONALES
A partir del estudio teórico/práctico conducido por Roco, 1990, es posible observar
tendencias en el comportamiento de la tasa de desgaste en relación a la variación de
parámetros operacionales, tales como la velocidad de flujo, concentración de partículas
sólidas, velocidad de giro y tamaño de partículas para un modelo dado de bomba.
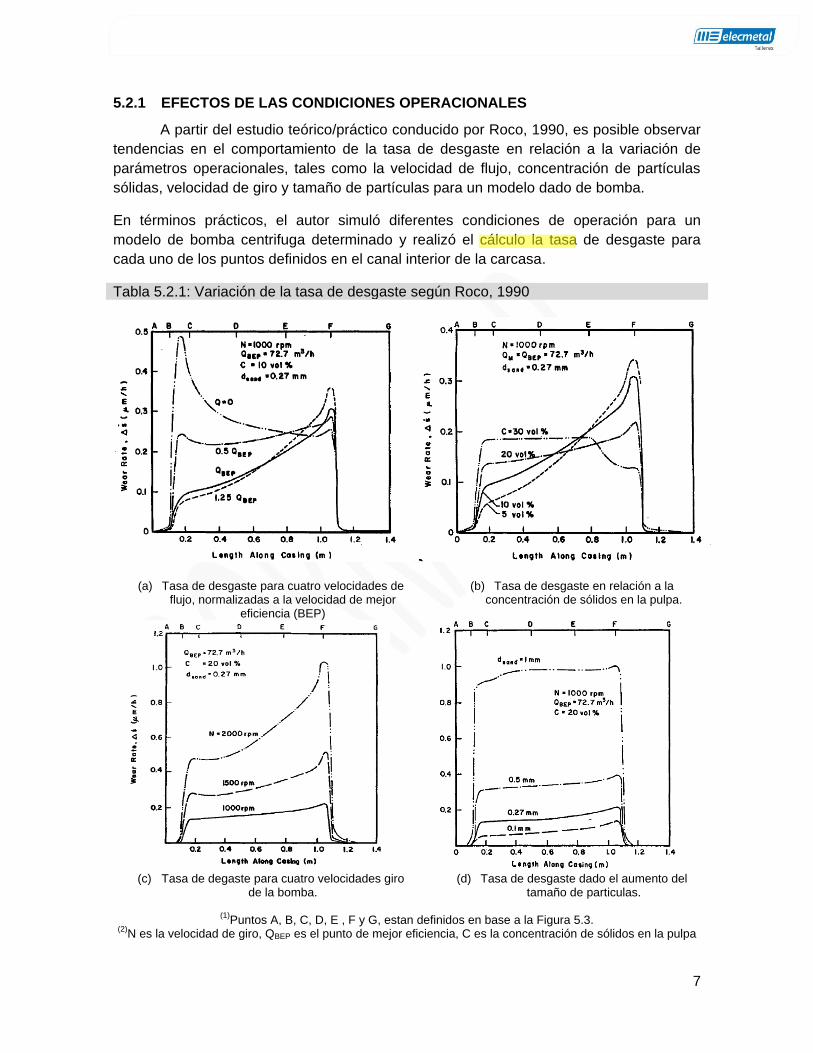
En términos prácticos, el autor simuló diferentes condiciones de operación para un
modelo de bomba centrifuga determinado y realizó el cálculo la tasa de desgaste para
cada uno de los puntos definidos en el canal interior de la carcasa.
Tabla 5.2.1: Variación de la tasa de desgaste según Roco, 1990
(a) Tasa de desgaste para cuatro velocidades de flujo, normalizadas a la velocidad de mejor
eficiencia (BEP)
(b) Tasa de desgaste en relación a la concentración de sólidos en la pulpa.
(c) Tasa de degaste para cuatro velocidades giro
de la bomba. (d) Tasa de desgaste dado el aumento del
tamaño de particulas.
(1)Puntos A, B, C, D, E , F y G, estan definidos en base a la Figura 5.3.
(2)N es la velocidad de giro, QBEP es el punto de mejor eficiencia, C es la concentración de sólidos en la pulpa
8
Con respecto al primer caso, se evidencia que la operación por debajo de punto de mejor
eficiencia (QBEP) de la bomba incrementa las tasa de degaste en los primeros tramos de
canal interior. Para luego desplazarse hacia los puntos E y F focalizando la mayor tasa de
desgaste en estos puntos.
En relación al aumento de la velocidad de rotación, también se aprecia una tendencia a la
focalización del degaste en los puntos E y F. Aumentando homogéneamente a medida
que la velocidad de rotación aumenta. De manera similar, la disminución de la
concentración alivia el desgaste sobre los primeros tramos y nuevamente lo focaliza en
los puntos E y F.
Finalmente la reducción del tamaño de partícula, disminuye considerablemente las tasas
de desgaste de manera homogénea a lo largo del canal interior de la carcasa.
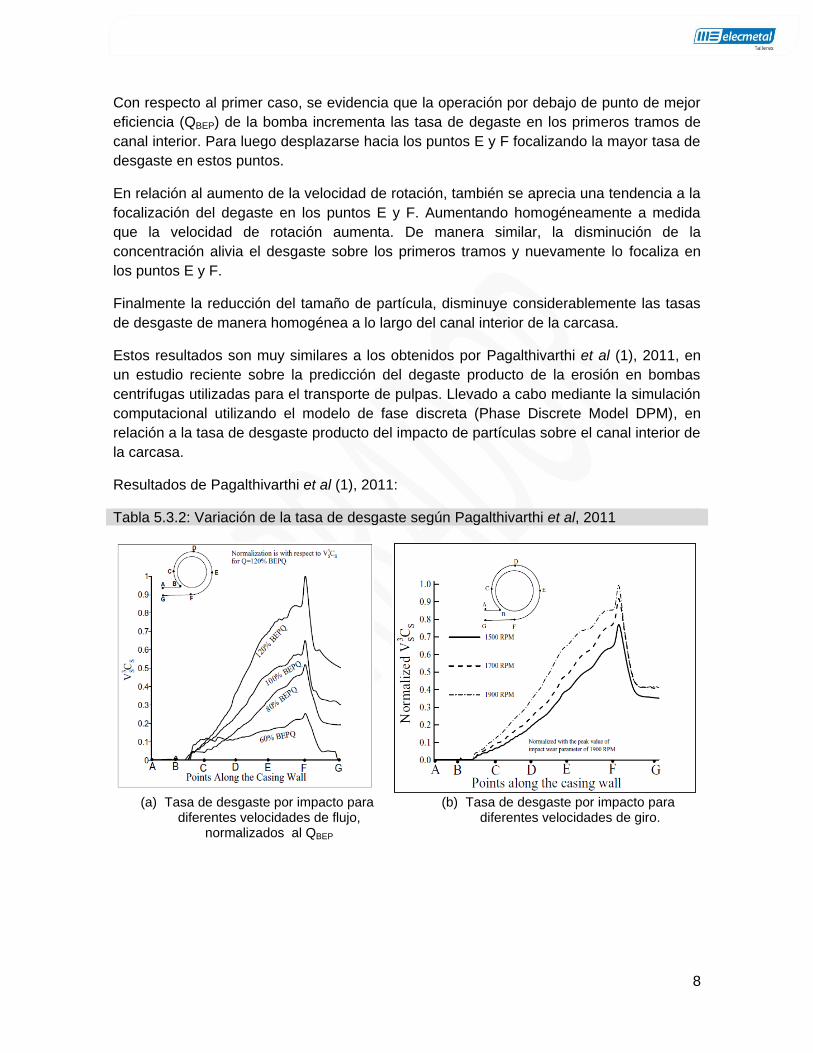
Estos resultados son muy similares a los obtenidos por Pagalthivarthi et al (1), 2011, en
un estudio reciente sobre la predicción del degaste producto de la erosión en bombas
centrifugas utilizadas para el transporte de pulpas. Llevado a cabo mediante la simulación
computacional utilizando el modelo de fase discreta (Phase Discrete Model DPM), en
relación a la tasa de desgaste producto del impacto de partículas sobre el canal interior de
la carcasa.
Resultados de Pagalthivarthi et al (1), 2011:
Tabla 5.3.2: Variación de la tasa de desgaste según Pagalthivarthi et al, 2011
(a) Tasa de desgaste por impacto para
diferentes velocidades de flujo, normalizados al QBEP
(b) Tasa de desgaste por impacto para diferentes velocidades de giro.
9
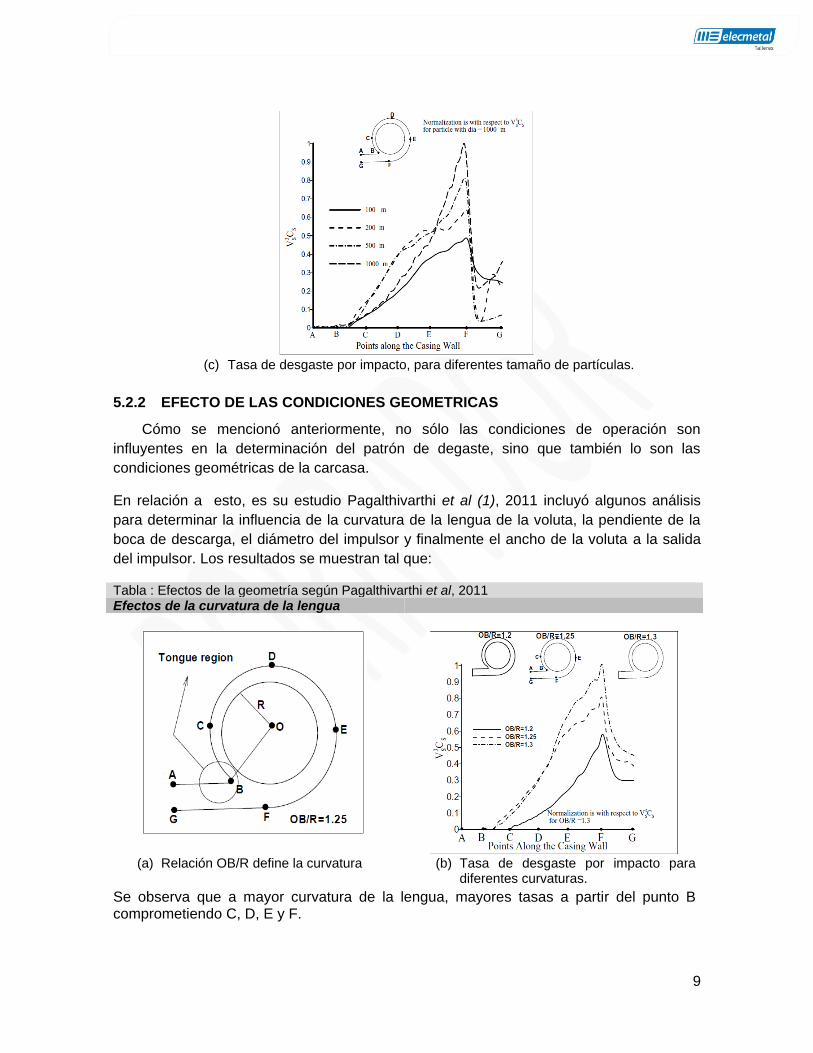
(c) Tasa de desgaste por impacto, para diferentes tamaño de partículas.
5.2.2 EFECTO DE LAS CONDICIONES GEOMETRICAS
Cómo se mencionó anteriormente, no sólo las condiciones de operación son
influyentes en la determinación del patrón de degaste, sino que también lo son las
condiciones geométricas de la carcasa.
En relación a esto, es su estudio Pagalthivarthi et al (1), 2011 incluyó algunos análisis
para determinar la influencia de la curvatura de la lengua de la voluta, la pendiente de la
boca de descarga, el diámetro del impulsor y finalmente el ancho de la voluta a la salida
del impulsor. Los resultados se muestran tal que:
Tabla : Efectos de la geometría según Pagalthivarthi et al, 2011 Efectos de la curvatura de la lengua
(a) Relación OB/R define la curvatura (b) Tasa de desgaste por impacto para
diferentes curvaturas.
Se observa que a mayor curvatura de la lengua, mayores tasas a partir del punto B comprometiendo C, D, E y F.
10
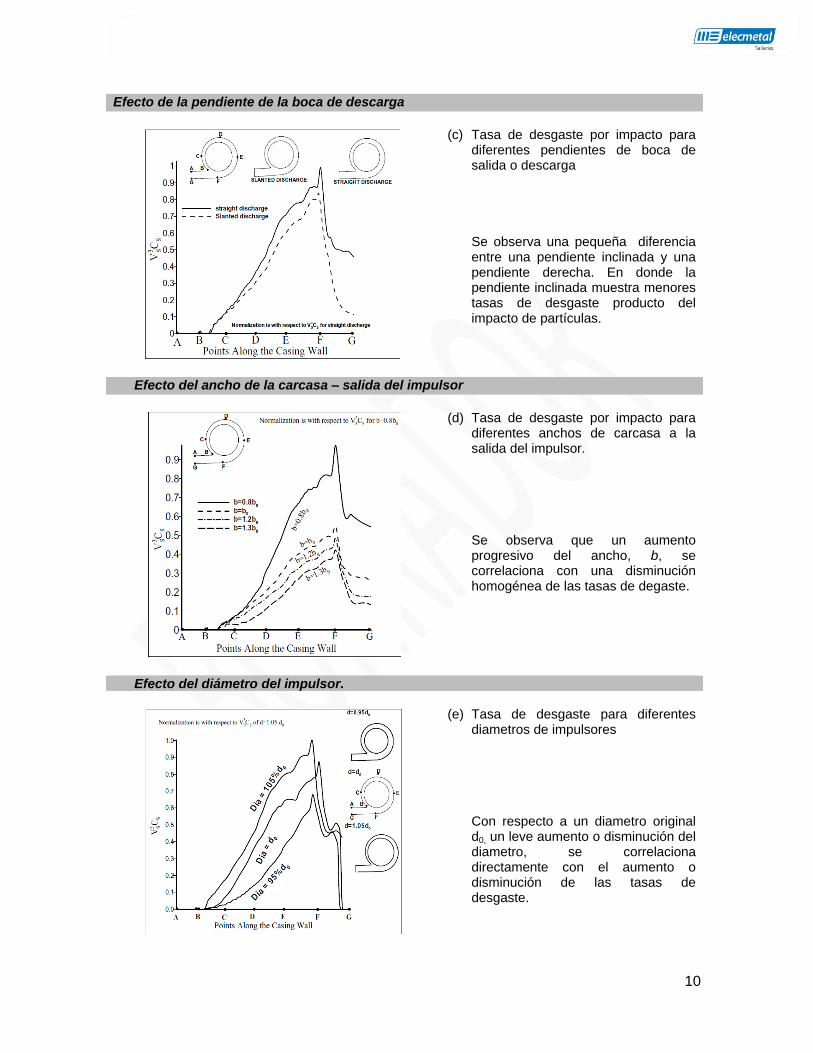
Efecto de la pendiente de la boca de descarga
(c) Tasa de desgaste por impacto para
diferentes pendientes de boca de salida o descarga Se observa una pequeña diferencia entre una pendiente inclinada y una pendiente derecha. En donde la pendiente inclinada muestra menores tasas de desgaste producto del impacto de partículas.
Efecto del ancho de la carcasa – salida del impulsor
(d) Tasa de desgaste por impacto para
diferentes anchos de carcasa a la salida del impulsor. Se observa que un aumento progresivo del ancho, b, se correlaciona con una disminución homogénea de las tasas de degaste.
Efecto del diámetro del impulsor.
(e) Tasa de desgaste para diferentes
diametros de impulsores Con respecto a un diametro original d0, un leve aumento o disminución del diametro, se correlaciona directamente con el aumento o disminución de las tasas de desgaste.
11
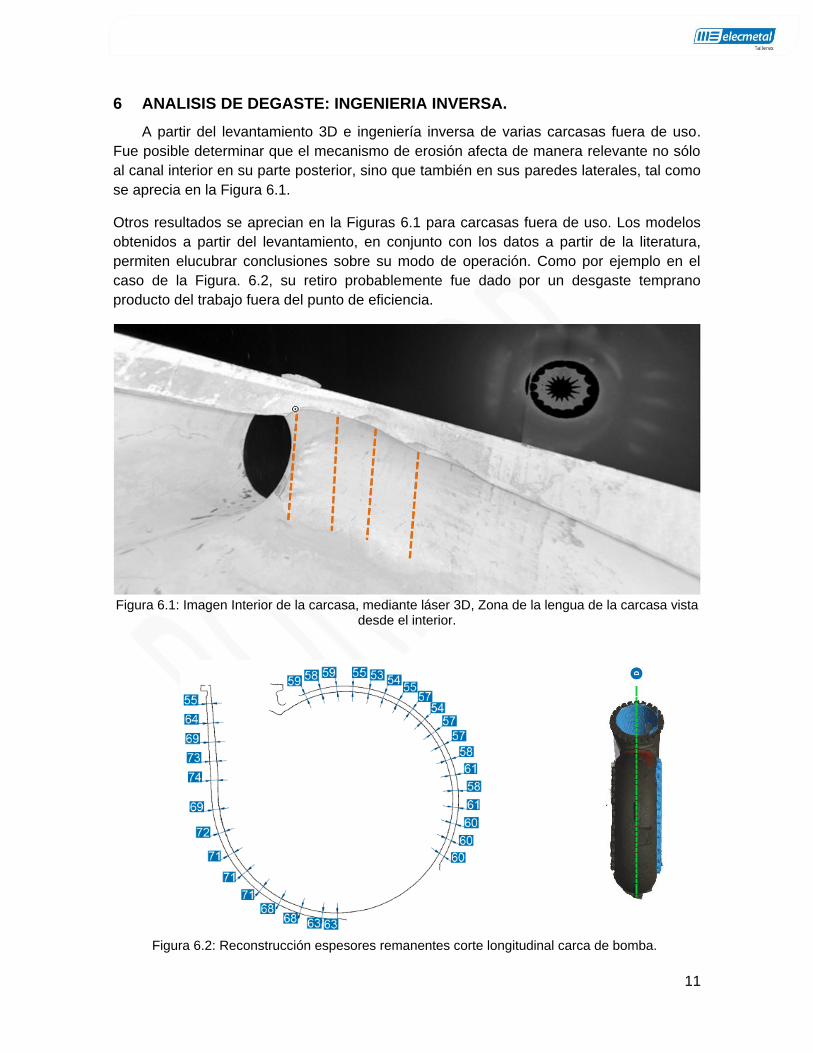
6 ANALISIS DE DEGASTE: INGENIERIA INVERSA.
A partir del levantamiento 3D e ingeniería inversa de varias carcasas fuera de uso.
Fue posible determinar que el mecanismo de erosión afecta de manera relevante no sólo
al canal interior en su parte posterior, sino que también en sus paredes laterales, tal como
se aprecia en la Figura 6.1.
Otros resultados se aprecian en la Figuras 6.1 para carcasas fuera de uso. Los modelos
obtenidos a partir del levantamiento, en conjunto con los datos a partir de la literatura,
permiten elucubrar conclusiones sobre su modo de operación. Como por ejemplo en el
caso de la Figura. 6.2, su retiro probablemente fue dado por un desgaste temprano
producto del trabajo fuera del punto de eficiencia.
Figura 6.1: Imagen Interior de la carcasa, mediante láser 3D, Zona de la lengua de la carcasa vista
desde el interior.
Figura 6.2: Reconstrucción espesores remanentes corte longitudinal carca de bomba.
12
7 CONCLUSIONES
Desde el punto de vista experimental y teórico se detectan zonas a lo largo de la
carcasa, dónde las tasa de degaste y la tasa de degaste por impacto, presentan valores
mayores en comparación con el promedio. Estas zonas están principalmente focalizadas
entre los puntos E y F.
Sin embargo, lo anterior se cumple en condiciones operacionales ideales, es decir, para
velocidades de flujo cercanas a la velocidad de mejor eficiencia (QBEP). En la práctica ésta
condición varía producto de decisiones operacionales, lo que implica que el desgaste no
sólo se presenta en los puntos de la barriga (Belly), E-F, sino que también se evidencia
desgaste en las zonas próximas a la lengua (tongue-cutwater), puntos B-C, producto de la
recirculación de pulpa.
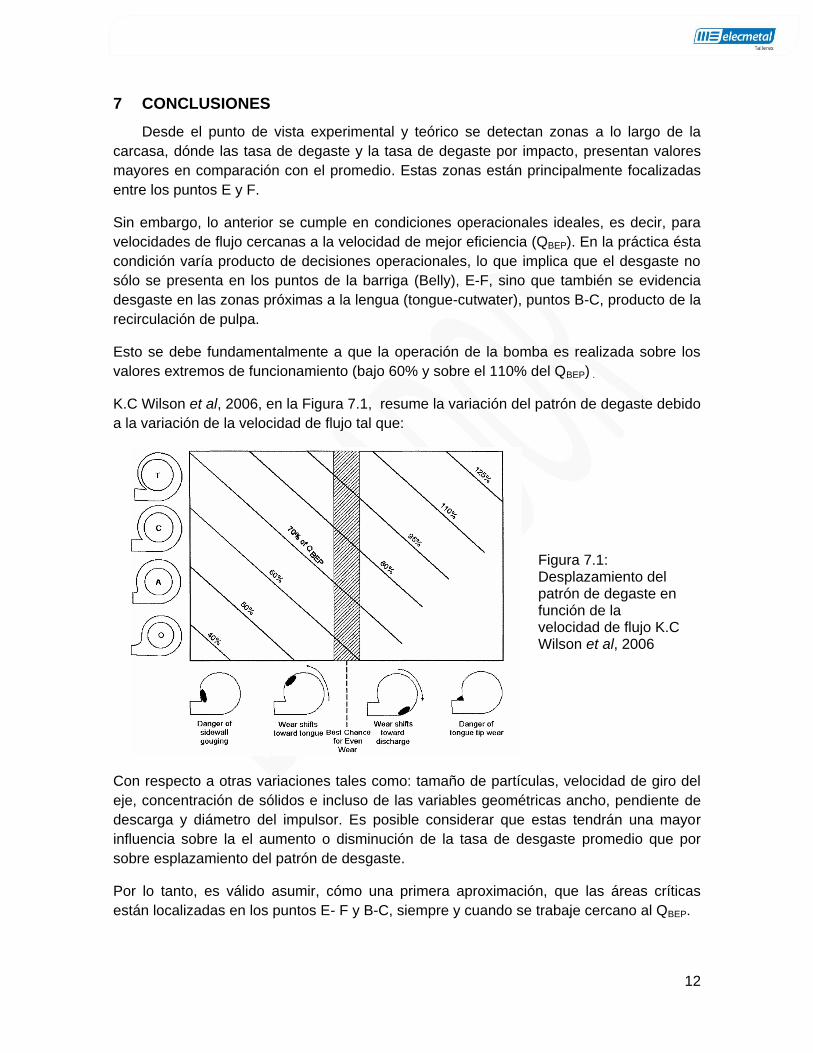
Esto se debe fundamentalmente a que la operación de la bomba es realizada sobre los
valores extremos de funcionamiento (bajo 60% y sobre el 110% del QBEP) .
K.C Wilson et al, 2006, en la Figura 7.1, resume la variación del patrón de degaste debido
a la variación de la velocidad de flujo tal que:
Figura 7.1: Desplazamiento del patrón de degaste en función de la velocidad de flujo K.C Wilson et al, 2006
Con respecto a otras variaciones tales como: tamaño de partículas, velocidad de giro del
eje, concentración de sólidos e incluso de las variables geométricas ancho, pendiente de
descarga y diámetro del impulsor. Es posible considerar que estas tendrán una mayor
influencia sobre la el aumento o disminución de la tasa de desgaste promedio que por
sobre esplazamiento del patrón de desgaste.
Por lo tanto, es válido asumir, cómo una primera aproximación, que las áreas críticas
están localizadas en los puntos E- F y B-C, siempre y cuando se trabaje cercano al QBEP.
13
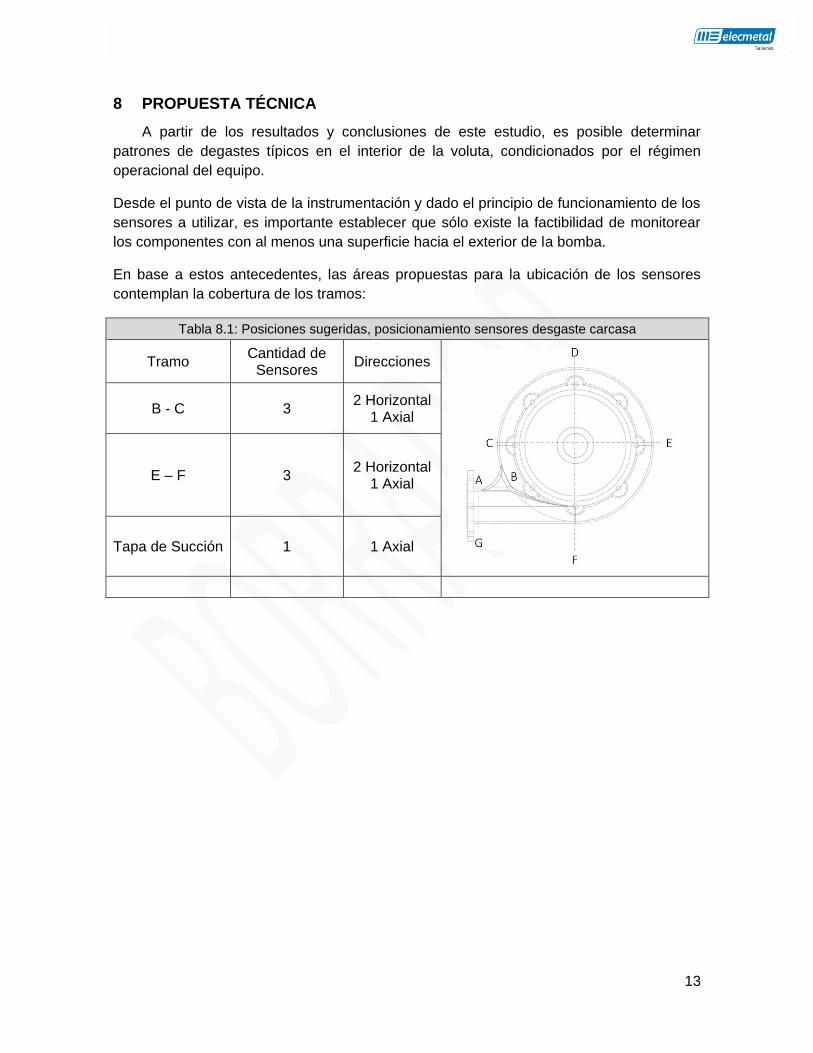
8 PROPUESTA TÉCNICA
A partir de los resultados y conclusiones de este estudio, es posible determinar
patrones de degastes típicos en el interior de la voluta, condicionados por el régimen
operacional del equipo.
Desde el punto de vista de la instrumentación y dado el principio de funcionamiento de los
sensores a utilizar, es importante establecer que sólo existe la factibilidad de monitorear
los componentes con al menos una superficie hacia el exterior de la bomba.
En base a estos antecedentes, las áreas propuestas para la ubicación de los sensores
contemplan la cobertura de los tramos:
Tabla 8.1: Posiciones sugeridas, posicionamiento sensores desgaste carcasa
Tramo Cantidad de
Sensores Direcciones
B - C 3 2 Horizontal
1 Axial
E – F 3 2 Horizontal
1 Axial
Tapa de Succión 1 1 Axial
14
9 REFERENCIAS
Ghandi et al, 2001. Variation of Wear Along the volute casing of a centrifugal Slurry Pump,
JSME International Journal, Series B, Volume 44, N°2, 2001.
K.C. Wilson et al, 1992. Slurry Transport Using Centrifugal Pumps, Springer Science
Business Media, Third Edition, 2006.
M.C Roco, 1990. Wear Mechanisms In Centrifugal Slurry Pumps, Corrosion Engineering,
May, 1990.
Merkle, 2014. Damages on Pumps and Systems: The Handbook for the Operation of
Centrifugal Pumps, Elsevier, United Kingdom, 2014.
Pagalthivarthi et al, 2011 (1). CFD Prediction of Erosion Wear in Centrifugal Slurry Pumps
for Dilute Slurry Flows, Journal of Computational Multiphse Flows, Volume 3, 2011.
Pagalthivarthi et al, 2011 (2). CFD Prediction of dense slurry flow in Centrifugal Pump
Casing, International Scholarly and Scientific Research and Innovation 5 (3), 2001.
Sharma, 2008. Numerical Study of Erosion Wear on a Centrifugal Slurry Pump, MSc
Thesis, Mechanical Engineering Department, Thapar University, 2008.
Wang et al, 2005. Design of an Experimental Systems for Wear Assessment of Slurry
Pumps, Department of Mechanical Engineering, University of Alberta, Edmonton, 2005.
Warman International, 2000. Warman Slurry Pumping Handbook, Australia, 2000.