etapas de diseño básico
DESCRIPTION
Diseño de proceso por etapas de acuerdo a la metodología de DouglasTRANSCRIPT
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
15
En este capitulo se presenta la forma en que se aplica el diseño de proceso, por etapas, de acuerdo a la metodología de Douglas. Con ejemplos se ilustra como se usan las heurísticas para orientar las decisiones en el diseño de los sistemas de reactores, de reciclo y de separadores. También se da en este capitulo una guía para la construcción e interpretación de los diagramas de procesos y su descripción.
.
Capitulo 2. Etapas del Diseño Básico
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
16
Capitulo 2. Las Etapas del Diseño Básico de Procesos. En el capitulo 1 se definió la jerarquía de decisiones para el diseño básico, metodología propuesta por Douglas [1]. En este capitulo se describen con detalle como se aplica esta metodología, de acuerdo a las siguientes etapas del diseño básico a determinar.
1. Definir el modo de producción, proceso continuo o intermitente.
2. Determinar el número y composición de las corrientes de la estructura de entrada y salida. 3. Determinar la estructura de reactores y reciclo, 4. Definir la estructura del sistema de separadores y 5. Definir la integración de energía en una red de intercambiadores de calor.
La metodología de diseño por una jerarquía de decisiones pone en orden de importancia los diversos sectores o subsistemas del proceso, cada uno con objetivos particulares y técnicas propias. A medida que se avanza en cada nivel de la jerarquía, se formulan cuestiones que permitan elegir entre múltiples alternativas, al avanzar en los niveles de la jerarquía se efectúan los cálculos del tamaño de los equipos y la estimación de los costos. Si el potencial económico resulta negativo o muy pequeño, se buscan y prueban otras alternativas. En este texto la jerarquía de niveles de diseño sólo se aplica a procesos continuos. 2.1 Consideraciones del diseño en el Nivel 1. El Nivel 1 trata con la elección de la química y del tipo de proceso, continuo o intermitente. Para este nivel el tamaño del mercado del producto es un factor determinante. Cuando la capacidad de producción es menor a un millón de kilogramos de producto por año se recomienda procesos con operación intermitente. Cuando se excede esta cantidad el proceso será continuo. Además de la capacidad de producción hay otros factores para la selección del tipo de proceso, se deben considerar los tiempos de residencia en los reactores, si son grandes, se recomienda usar procesos intermitentes, la misma recomendación aplica en el caso de manejo de sólidos y lodos en las reacciones. Los procesos intermitentes contienen varias o todas sus unidades que operan con interrupciones frecuentes. Durante un lote o ciclo de producción, en distintas unidades se cargan los materiales, se lleva a cabo una operación, después se detienen, para finalmente vaciar su carga a otro equipo y proceder a su limpieza antes de comenzar otro lote. Los procesos intermitentes tienen flexibilidad para fabricar múltiples productos en la misma planta, mientras que los continuos, una vez que se construyen las plantas solamente podrán fabricar un producto principal y en algunos casos unos pocos subproductos valiosos. Por esta razón los procesos intermitentes se usan en la fabricación de la mayoría de las especialidades químicas, como las pinturas, cosméticos, medicinas, pegamentos, etc. Por otro lado los procesos continuos aventajan a los intermitentes por tener el menor costo de producción. La elección de la química del proceso contempla como factores importantes los siguientes.
1. Las reacciones químicas y las condiciones de reacción (Rendimientos, conversiones, efectos térmicos, la utilización de catalizadores costosos o no regenerables, etc.)
2. La capacidad de producción deseada, el factor de servicio y la flexibilidad. 3. La pureza deseada del producto y su precio. 4. Las materias primas y su precio.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
17
5. Cualquier restricción de procesamiento, por ejemplo, tendencias a coquización o polimerización.
6. Las propiedades físicas de todos los componentes. 7. La toxicidad, seguridad e impacto ambiental de los materiales involucrados,
incluidos los catalizadores y solventes. 8. El potencial económico. 9. Otros datos sobre el sitio y la planta. 10. Datos del costo de subproductos y de los servicios.
Para recopilar esta información debe recurrirse a múltiples fuentes bibliográficas como libros, enciclopedias, artículos de publicaciones periódicas, así como reportes industriales y boletines de proveedores. Actualmente la Internet ofrece un cúmulo de información gratuita. La identificación de los riesgos causados por el manejo de materiales explosivos, tóxicos o corrosivos es importante para el diseño del proceso ya que debe evitarse el uso de materiales que conlleven riesgos a la salud, al medio ambiente y a las instalaciones. El siguiente ejemplo ilustra la consideración de estos riesgos al comparar dos rutas de reacción para un mismo producto. Ejemplo 2.1. Para la producción del anhídrido maleíco (C4H2O3) se tiene dos rutas, una a través del benceno y otra a partir del butano: Ruta 1: a partir del Benceno con V2O5 y MoO3 como catalizadores: C6H6 + 7/2 O2 C4H2O3 + 2CO + 2H2O C6H6 + 15/2 O2 6CO2 + 3 H2O Ruta 2: a partir del butano con (VO)2P2O5 como catalizador:
C4H10 + 7/2 O2 C4H2O3 + 4H2O C4H10 + 5.5 O2 2CO2 + 2 CO + 5 H2O En la ruta 1 se tiene una alta selectividad de benceno hacia el anhídrido maleíco (0.95) y casi una conversión total por paso. En la ruta 2 ocurre lo contrario, pero tiene la ventaja, con respecto a la ruta 1 de que el butano es más barato que el benceno además de que este último es cancerigeno. Para este caso se elige la ruta 2 de reacción como la más adecuada para producir el anhídrido maleíco, con ello se reduce el riesgo de daños a la salud al manejar materiales menos tóxicos. En el Apéndice A se trata la idea de diseño de procesos benignos al medio ambiente. Dos direcciones con datos de la toxicidad de substancias químicas son: http://www.epa.gov/opptintr/env_ind/index.html http://www.epa.gov/ngispgm3/iris/subst/index.html Algunos de los criterios para la selección de las rutas de reacción son: Factores a favor:
1. Un potencial económico alto. 2. La obtención de subproductos valiosos y 3. La alta selectividad en las reacciones al producto principal.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
18
Los factores en contra son:
1. El manejo de substancias explosivas, tóxicas o corrosivas. 2. Las reacciones violentas como las muy exotérmicas. 3. El número de pasos intermedios. 4. Las condiciones de operación drásticas de alta temperatura y presión. 5. La utilización de catalizadores costosos.
2.2 Consideraciones del diseño en el Nivel 2 El nivel 2 se debe decidir cuales serán los materiales a la entrada y salida del proceso.
En algunos casos si se tienen impurezas en las alimentaciones hay que evaluar las alternativas de
purificación o no purificación de las alimentaciones. También en los productos si se tienen subproductos hay que decidir cuales no se separan ni purifican y extraerlos del proceso tal vez como purgas de desecho o materiales que pueden usarse como combustibles. El potencial económico hasta este nivel se define como: P.E. = Valor el producto + valor de los subproductos- costo de materias primas. Así el potencial económico es el beneficio anual que se lograría si no se tuviese que pagar los costos de capital ni de los servicios. Uno de los meritos de Douglas al proponer su procedimiento jerárquico para el diseño de procesos es que al avanzar por niveles estimula el cuestionamiento de posibles situaciones. En cada nivel se toman decisiones con base a estos cuestionamientos, por ejemplo;
1. ¿Se deben purificar las alimentaciones antes que entren al proceso? 2. ¿Se deben reciclar o remover los subproductos de reacciones reversibles? 3. ¿Se deben recuperar y reciclar todos los reactantes?, 4. ¿Se debe usar un reciclo de gas con purga?
Douglas da heurísticas para responder a estas preguntas, por ejemplo:
1. Si la alimentación tiene impurezas no inertes y/o en cantidades significativas, removerlas antes de que entren al reactor.
2. Si una impureza en la alimentación es un producto alimentarlo a la planta a través del sistema de separadores.
3. Si la impureza en la alimentación esta en alta proporción con respecto a los reactantes, eliminarla antes que entre al proceso, etcétera.
4. Si la impureza está presente como un azeótropo con el reactante, es mejor procesarla. 5. Si la impureza puede desactivar el catalizador, extraerla.
Estas heurísticas deben tomarse como guía pero no es la única forma de orientar la toma de decisiones durante el diseño del proceso. Al final de este capitulo se incluye una sección de heurísticas más empleadas. Para orientar la toma de decisiones en el nivel 2 se cuenta con algunas reglas heurísticas, como en el siguiente ejemplo que usa la Regla Heurística:
Use un exceso de algún reactante para consumir completamente a otro reactante que sea valioso, tóxico o peligroso.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
19
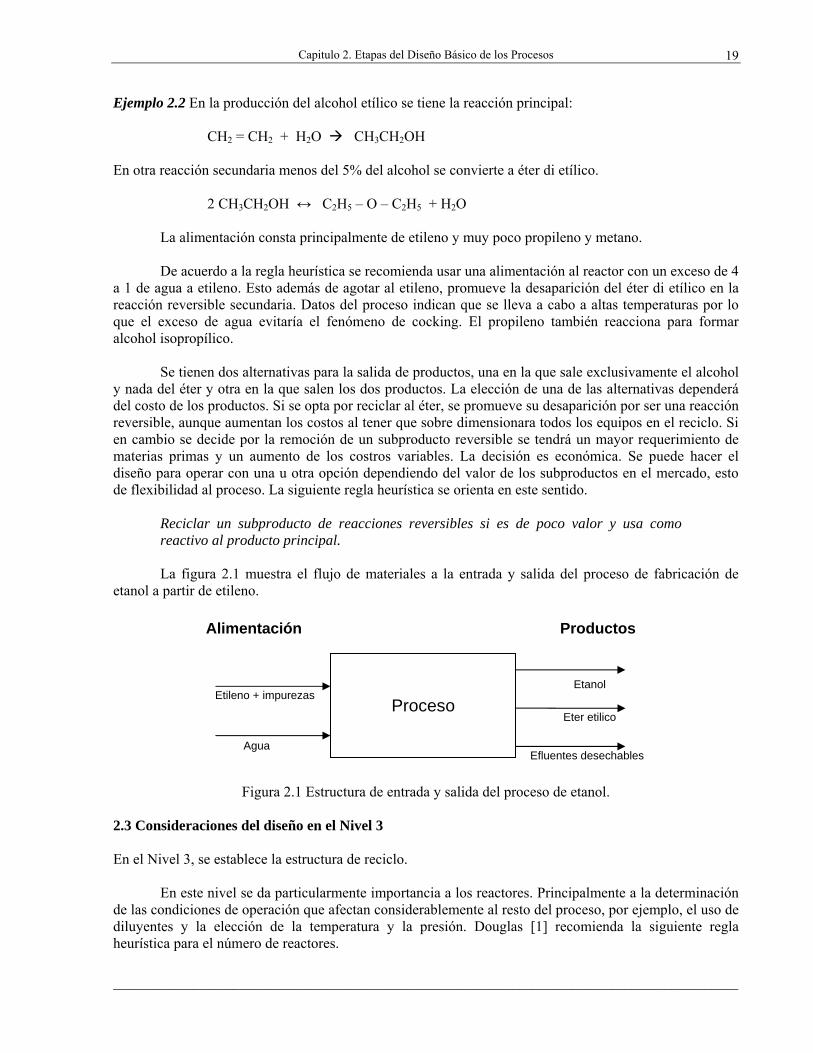
Ejemplo 2.2 En la producción del alcohol etílico se tiene la reacción principal: CH2 = CH2 + H2O CH3CH2OH En otra reacción secundaria menos del 5% del alcohol se convierte a éter di etílico. 2 CH3CH2OH ↔ C2H5 – O – C2H5 + H2O La alimentación consta principalmente de etileno y muy poco propileno y metano. De acuerdo a la regla heurística se recomienda usar una alimentación al reactor con un exceso de 4 a 1 de agua a etileno. Esto además de agotar al etileno, promueve la desaparición del éter di etílico en la reacción reversible secundaria. Datos del proceso indican que se lleva a cabo a altas temperaturas por lo que el exceso de agua evitaría el fenómeno de cocking. El propileno también reacciona para formar alcohol isopropílico. Se tienen dos alternativas para la salida de productos, una en la que sale exclusivamente el alcohol y nada del éter y otra en la que salen los dos productos. La elección de una de las alternativas dependerá del costo de los productos. Si se opta por reciclar al éter, se promueve su desaparición por ser una reacción reversible, aunque aumentan los costos al tener que sobre dimensionara todos los equipos en el reciclo. Si en cambio se decide por la remoción de un subproducto reversible se tendrá un mayor requerimiento de materias primas y un aumento de los costros variables. La decisión es económica. Se puede hacer el diseño para operar con una u otra opción dependiendo del valor de los subproductos en el mercado, esto de flexibilidad al proceso. La siguiente regla heurística se orienta en este sentido. Reciclar un subproducto de reacciones reversibles si es de poco valor y usa como reactivo al producto principal. La figura 2.1 muestra el flujo de materiales a la entrada y salida del proceso de fabricación de etanol a partir de etileno.
Figura 2.1 Estructura de entrada y salida del proceso de etanol. 2.3 Consideraciones del diseño en el Nivel 3 En el Nivel 3, se establece la estructura de reciclo.
En este nivel se da particularmente importancia a los reactores. Principalmente a la determinación
de las condiciones de operación que afectan considerablemente al resto del proceso, por ejemplo, el uso de diluyentes y la elección de la temperatura y la presión. Douglas [1] recomienda la siguiente regla heurística para el número de reactores.
Proceso Etileno + impurezas
Agua
Etanol
Eter etilico
Efluentes desechables
Alimentación Productos
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
20
Si algunas de las reacciones del proceso se efectúan a diferentes temperaturas y
presiones o si usan diferentes catalizadores, especificar diferentes reactores para cada reacción.
Para reacciones con elevadas conversiones evaluar la posibilidad de no recuperar ni reciclar los
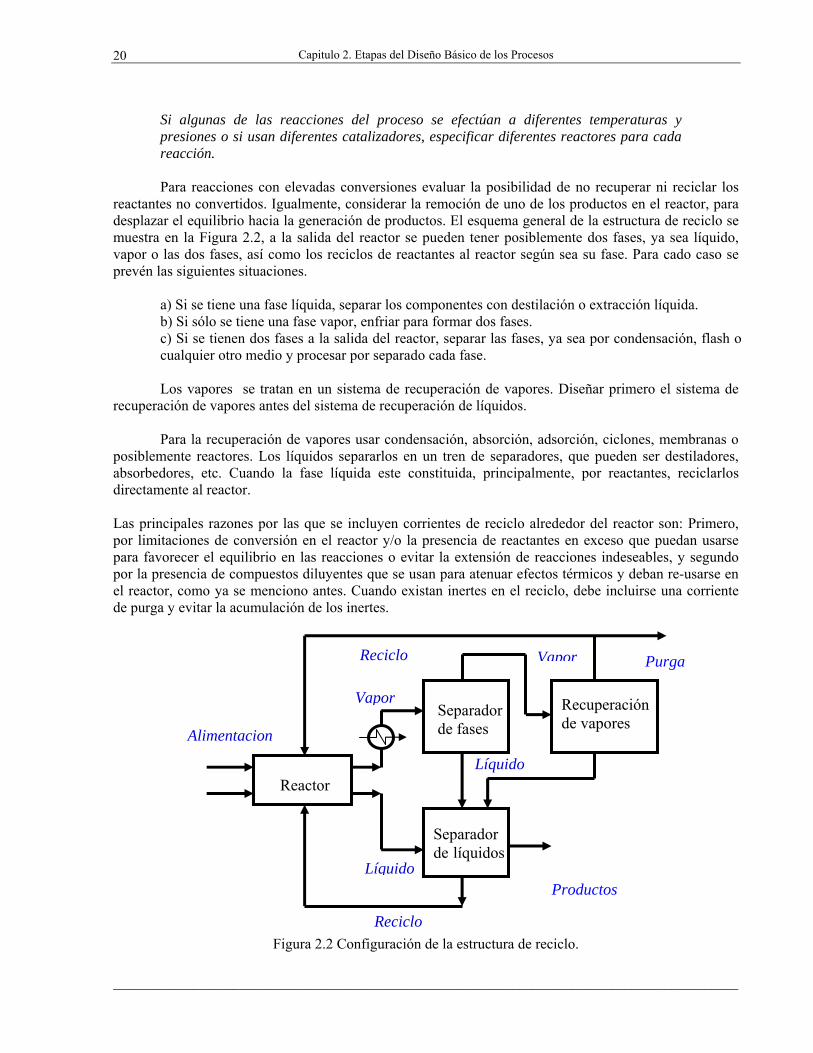
reactantes no convertidos. Igualmente, considerar la remoción de uno de los productos en el reactor, para desplazar el equilibrio hacia la generación de productos. El esquema general de la estructura de reciclo se muestra en la Figura 2.2, a la salida del reactor se pueden tener posiblemente dos fases, ya sea líquido, vapor o las dos fases, así como los reciclos de reactantes al reactor según sea su fase. Para cado caso se prevén las siguientes situaciones.
a) Si se tiene una fase líquida, separar los componentes con destilación o extracción líquida. b) Si sólo se tiene una fase vapor, enfriar para formar dos fases. c) Si se tienen dos fases a la salida del reactor, separar las fases, ya sea por condensación, flash o cualquier otro medio y procesar por separado cada fase.
Los vapores se tratan en un sistema de recuperación de vapores. Diseñar primero el sistema de recuperación de vapores antes del sistema de recuperación de líquidos. Para la recuperación de vapores usar condensación, absorción, adsorción, ciclones, membranas o posiblemente reactores. Los líquidos separarlos en un tren de separadores, que pueden ser destiladores, absorbedores, etc. Cuando la fase líquida este constituida, principalmente, por reactantes, reciclarlos directamente al reactor.
Las principales razones por las que se incluyen corrientes de reciclo alrededor del reactor son: Primero, por limitaciones de conversión en el reactor y/o la presencia de reactantes en exceso que puedan usarse para favorecer el equilibrio en las reacciones o evitar la extensión de reacciones indeseables, y segundo por la presencia de compuestos diluyentes que se usan para atenuar efectos térmicos y deban re-usarse en el reactor, como ya se menciono antes. Cuando existan inertes en el reciclo, debe incluirse una corriente de purga y evitar la acumulación de los inertes.
Figura 2.2 Configuración de la estructura de reciclo.
Reactor
Separador de fases
Separador de líquidos
Recuperación de vapores
Alimentacion
Vapor
Líquido
Líquido
Reciclo
VaporReciclo Purga
Productos
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
21
Si la concentración de inertes en el reciclo es grande, el volumen del reactor aumenta lo mismo que el costo de energía en bombeo y compresión. Por otro lado, si el flujo de la purga es grande, la extracción de reactantes valiosos puede causar pérdidas económicas en la producción. Por esto se considera una especificación de diseño importante la definición de la relación de flujos entre la purga y el reciclo.
El efluente del reactor contiene los componentes de la alimentación más los componentes
formados en las reacciones. Se clasifican y tratan cada componente a la salida del reactor según se indica en la Tabla 2.1. Se propone que solo se reciclen hasta su extinción los reactantes y los intermediarios que no se desea extraerlos del proceso. Pero es imperativo extraer del proceso los productos, los subproductos valiosos y los inertes. Debido a que los materiales tales como el agua y el aire valen menos que los reactivos orgánicos, normalmente las cantidades no convertidas de estos no se recuperan ni se recicla.
Tabla 2.1 Heurísticas para el destino de las corrientes.
Tipo de compuesto Acción Reactante Reciclar Impurezas en reactantes Eliminar antes del reactor o
reciclar y purgar Intermediario en reacciones reversibles Reciclar o extraer Producto principal Extraer del proceso Subproducto valioso Extraer del proceso Subproducto combustible Extraer del proceso Subproducto contaminante Enviar a tratamiento de
efluente Subproducto reversible Reciclar (a veces) Inerte Extraer en purgas
En el proceso de etanol, del ejemplo 2.2, el destino que debe darse a los componentes efluentes del reactor se indica a continuación:
Componente Tipo Acción Etileno Reactante Reciclar Propileno Reactante Purgar Metano Inerte Purgar Agua Reactante No reciclar, es barato Etanol Producto principal Extraer Éter Producto y reactante Reciclar o extraer Isopropanól Subproducto Extraer
Para orientar la toma de decisiones en el destino de los componentes a la salida del reactor se
necesitan datos de las propiedades fisicoquímicas de los componentes, en el caso del ejemplo 2.2, se cuenta con los siguientes datos.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
22
Agua Etanol Etileno Éter Di etílico
Metano Propileno Alcohol Isopropílico
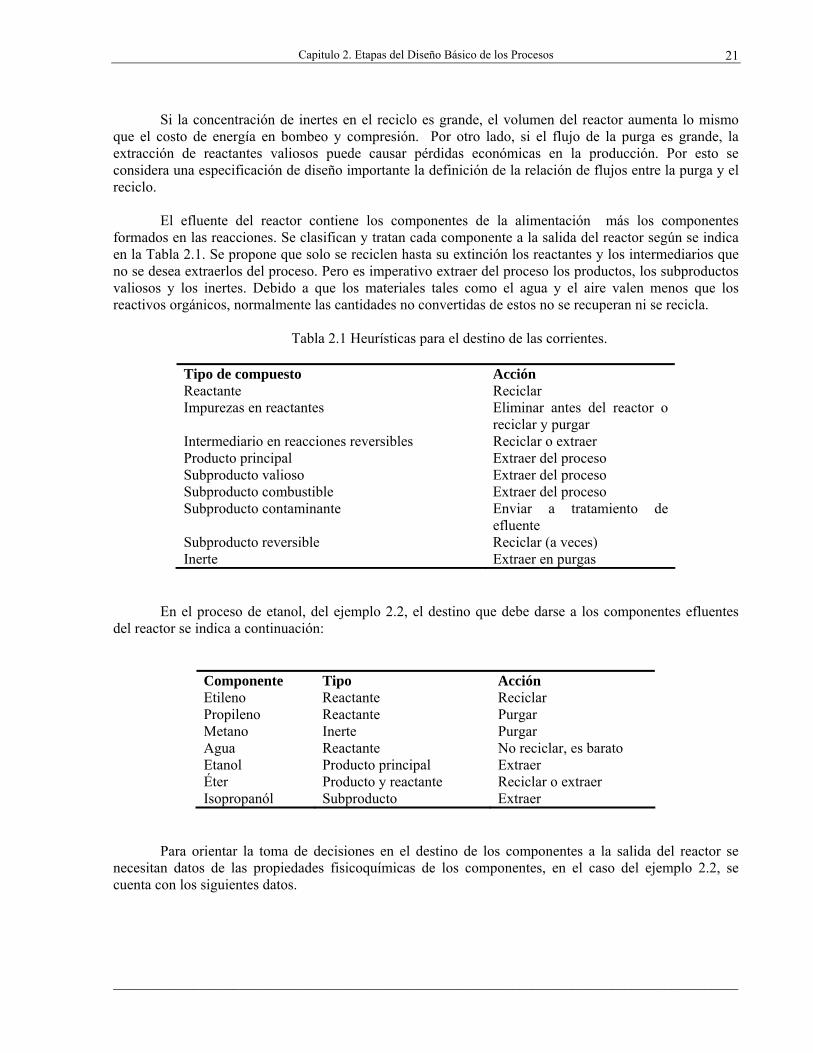
Grav. esp. 1.0 0.789 0.56 0.708 - 0.609 0.785 Teb, °C 100.0 78.4 -103.7 34.6 -161.5 -47.7 82.4 Tc, °C 374.1 243.5 9.6 193.8 -82.1 91.4 235.2 ΔHf, kal/mol -57.79 -52.23 12.496 -65.2 -17.879 4.879 -64.41 A 7.701 2.153 0.909 5.117 1.773 0.886 7.745 B*10-2 0.05595 5.113 3.74 8.022 4.724 3.602 4.502 C*10-5 0.2521 -2.0 -1.994 -2.473 2.80 -2.771 1.53
A, B y C son las constantes de la capacidad calorífica en Cp = A + B*T + C*T2
Dos direcciones de Internet con información de propiedades físicas y químicas son:
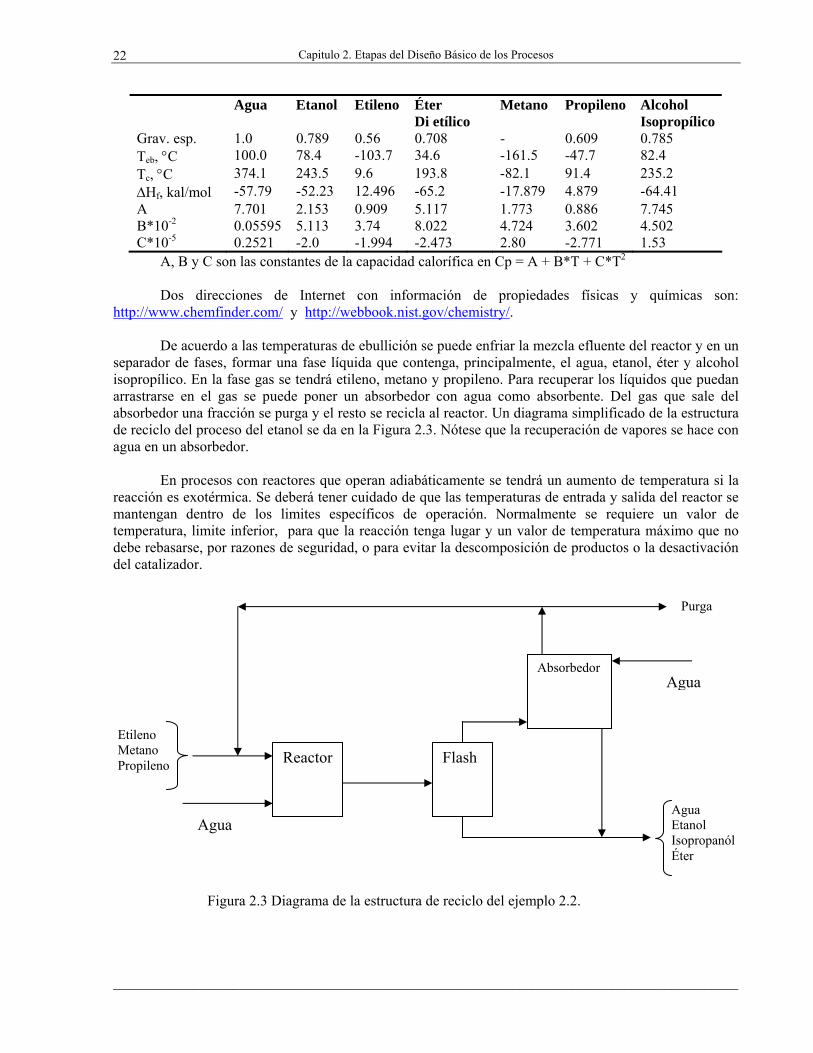
http://www.chemfinder.com/ y http://webbook.nist.gov/chemistry/. De acuerdo a las temperaturas de ebullición se puede enfriar la mezcla efluente del reactor y en un
separador de fases, formar una fase líquida que contenga, principalmente, el agua, etanol, éter y alcohol isopropílico. En la fase gas se tendrá etileno, metano y propileno. Para recuperar los líquidos que puedan arrastrarse en el gas se puede poner un absorbedor con agua como absorbente. Del gas que sale del absorbedor una fracción se purga y el resto se recicla al reactor. Un diagrama simplificado de la estructura de reciclo del proceso del etanol se da en la Figura 2.3. Nótese que la recuperación de vapores se hace con agua en un absorbedor.
En procesos con reactores que operan adiabáticamente se tendrá un aumento de temperatura si la
reacción es exotérmica. Se deberá tener cuidado de que las temperaturas de entrada y salida del reactor se mantengan dentro de los limites específicos de operación. Normalmente se requiere un valor de temperatura, limite inferior, para que la reacción tenga lugar y un valor de temperatura máximo que no debe rebasarse, por razones de seguridad, o para evitar la descomposición de productos o la desactivación del catalizador.
Figura 2.3 Diagrama de la estructura de reciclo del ejemplo 2.2.
Reactor Flash
Absorbedor
Agua
Etileno Metano Propileno
Purga
Agua
Agua Etanol Isopropanól Éter
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
23
Hasta este nivel se vuelve a calcular el potencial económico del proceso tomando en cuenta los costos de reciclo y posibles perdidas de reactivos en las purgas o si se usa como combustible los gases purgados, también tomar en cuenta su costo como ahorro de combustibles.
Con los valores de temperatura de ebullición de los componentes, en una lista ordenada de menor
a mayor, se forman grupos con valores cercanos y se designan a un mismo destino. El número de grupos de todas las corrientes excepto la de reciclo, es el número de corrientes de producto. En el proceso de producción de etanol, ejemplo 2.2 la lista ordenada de componentes según su temperatura de ebullición es:
Componente Metano Etileno Propileno Éter Etanol Isopropanól Agua Teb, ºC -161.5 -103.7 -47.7 34.6 78.4 82.4 100.0 Exceptuando a los gases de reciclo, el metano, etileno y propileno, se tendrán tres corrientes de
productos, el éter, el etanol y una corriente con la mezcla de agua e isopropanól.
2.4 Consideraciones del diseño en el Nivel 4 El Nivel 4 Trata con la determinación del sistema de separadores. Se toma como regla heurística para este nivel la siguiente: tratar de recuperar más del 99 % de cada uno de los materiales valiosos. Para el diseño del tren de separadores se usan reglas heurísticas, en la Tabla 2.2 se presentan unas de las principales.
Tabla 2.2 Reglas heurísticas para la definición de secuencias de separadores.
Al aplicar estas reglas pueden ocurrir casos en que se tienen propuestas contradictorias y se debe
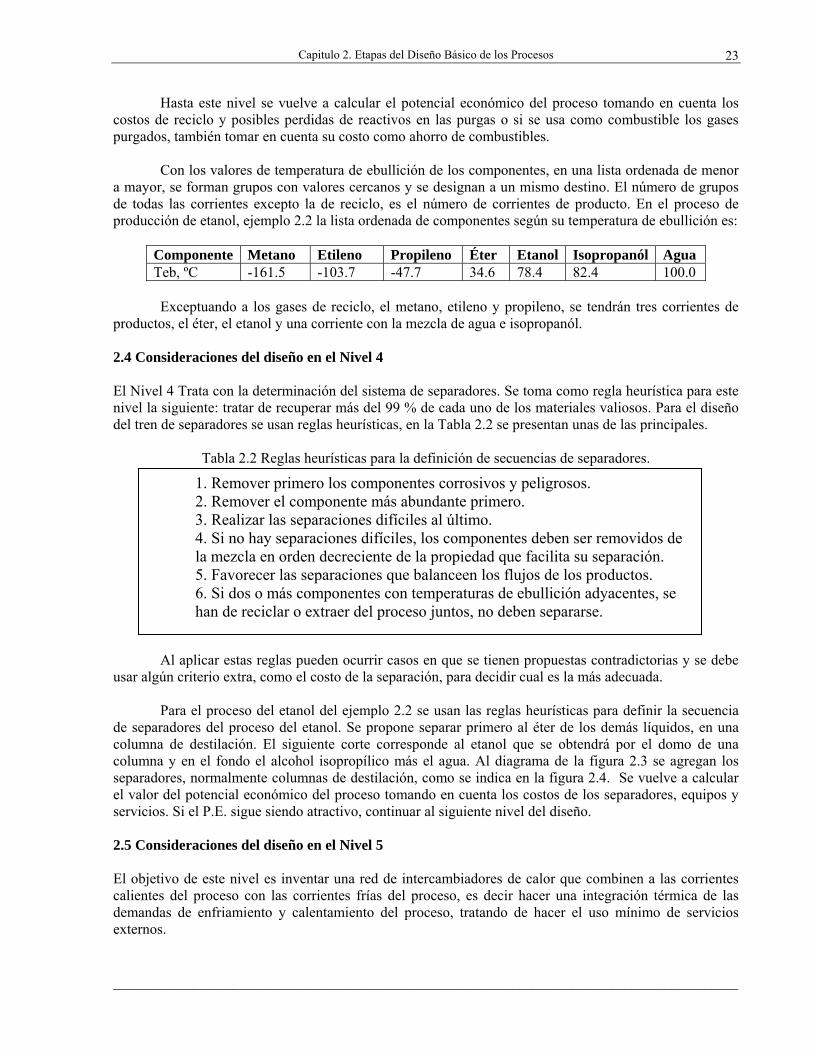
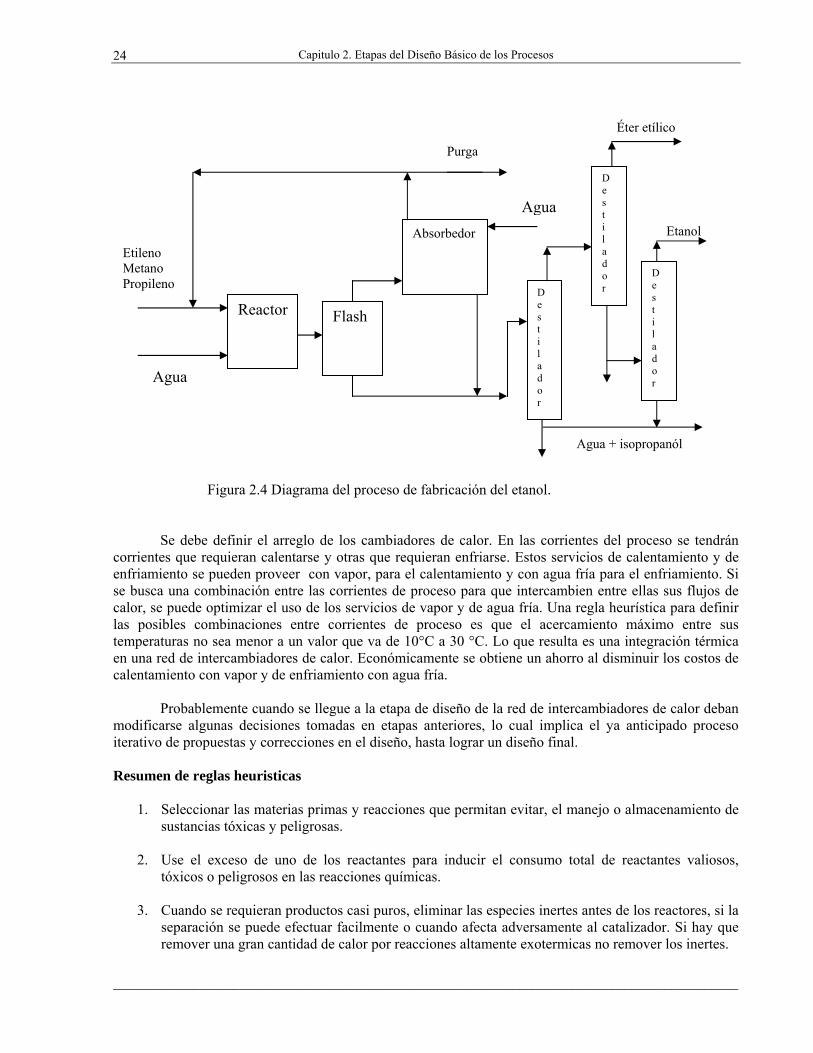
usar algún criterio extra, como el costo de la separación, para decidir cual es la más adecuada. Para el proceso del etanol del ejemplo 2.2 se usan las reglas heurísticas para definir la secuencia de separadores del proceso del etanol. Se propone separar primero al éter de los demás líquidos, en una columna de destilación. El siguiente corte corresponde al etanol que se obtendrá por el domo de una columna y en el fondo el alcohol isopropílico más el agua. Al diagrama de la figura 2.3 se agregan los separadores, normalmente columnas de destilación, como se indica en la figura 2.4. Se vuelve a calcular el valor del potencial económico del proceso tomando en cuenta los costos de los separadores, equipos y servicios. Si el P.E. sigue siendo atractivo, continuar al siguiente nivel del diseño. 2.5 Consideraciones del diseño en el Nivel 5 El objetivo de este nivel es inventar una red de intercambiadores de calor que combinen a las corrientes calientes del proceso con las corrientes frías del proceso, es decir hacer una integración térmica de las demandas de enfriamiento y calentamiento del proceso, tratando de hacer el uso mínimo de servicios externos.
1. Remover primero los componentes corrosivos y peligrosos. 2. Remover el componente más abundante primero. 3. Realizar las separaciones difíciles al último. 4. Si no hay separaciones difíciles, los componentes deben ser removidos de la mezcla en orden decreciente de la propiedad que facilita su separación. 5. Favorecer las separaciones que balanceen los flujos de los productos. 6. Si dos o más componentes con temperaturas de ebullición adyacentes, se han de reciclar o extraer del proceso juntos, no deben separarse.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
24
Figura 2.4 Diagrama del proceso de fabricación del etanol.
Se debe definir el arreglo de los cambiadores de calor. En las corrientes del proceso se tendrán corrientes que requieran calentarse y otras que requieran enfriarse. Estos servicios de calentamiento y de enfriamiento se pueden proveer con vapor, para el calentamiento y con agua fría para el enfriamiento. Si se busca una combinación entre las corrientes de proceso para que intercambien entre ellas sus flujos de calor, se puede optimizar el uso de los servicios de vapor y de agua fría. Una regla heurística para definir las posibles combinaciones entre corrientes de proceso es que el acercamiento máximo entre sus temperaturas no sea menor a un valor que va de 10°C a 30 °C. Lo que resulta es una integración térmica en una red de intercambiadores de calor. Económicamente se obtiene un ahorro al disminuir los costos de calentamiento con vapor y de enfriamiento con agua fría.
Probablemente cuando se llegue a la etapa de diseño de la red de intercambiadores de calor deban modificarse algunas decisiones tomadas en etapas anteriores, lo cual implica el ya anticipado proceso iterativo de propuestas y correcciones en el diseño, hasta lograr un diseño final. Resumen de reglas heuristicas
1. Seleccionar las materias primas y reacciones que permitan evitar, el manejo o almacenamiento de sustancias tóxicas y peligrosas.
2. Use el exceso de uno de los reactantes para inducir el consumo total de reactantes valiosos,
tóxicos o peligrosos en las reacciones químicas.
3. Cuando se requieran productos casi puros, eliminar las especies inertes antes de los reactores, si la separación se puede efectuar facilmente o cuando afecta adversamente al catalizador. Si hay que remover una gran cantidad de calor por reacciones altamente exotermicas no remover los inertes.
Etanol
Agua + isopropanól
Éter etílico
Reactor Flash
Absorbedor
Agua
Etileno Metano Propileno
Purga
Agua
D e s t i l a d o r
D e s t i l a d o r
D e s t i l a d o r

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
25
4. Defina corrientes de purga de líquidos o vapores para especies que entren al proceso como
impurezas o que sean producidas en reacciones laterales irreversibles. Siempre que las especies a purgar esten presentes en pequeñas cantidades o que sean dificiles de separar de las otras especies químicas.
5. No purge especies químicas valiosas o que sean tóxicas o peligrosas, aunque esten en pequeñas
concentraciones. Agrege separadores para emover las especies valiosas o agrege reactores para eliminar a las especies tóxicas o peligrosas.
6. Los subproductos que se obtienen en reacciones reversibles, en pequeñas cantidades, usualmente
no se remueven en separadores ni se deben purgar. Mejor reciclarlos para su extinción. 7. Para reacciones en paralelo o en serie, ajustar la temperatura, la presión o el catalizador para
obtener altos rendimientos de los productos deseados. 8. Para la separación de líquidos preferir el uso de columnas de destilación, de agotamiento o
extracción líquido-líquido ante otras opciones de separación. 9. Trate de condensar vapores usando agua de enfriamiento. 10. Para remover el calor de reacciones altamente exotermicas considere el uso del exceso de uno de
los reactantes, un inerte como diluyente o la alimentación fría escalonada a lo largo del reactor.
11. Para remover el calor de reacciones poco exotermicas, use un lazo de circulación del fluido del reactor a un enfriador externo o use una camisa o serpentin de enfriamiento. Posiblemente puedan usarse interenfriadores.
12. Para aumentar la presión de una corriente es preferible bombear un líquido a comprimir un gas.
Condensar el vapor siempre que no se necesite refrigeración antes de bombear.
El empleo de heuristicas, como propuestas de acción, sirven de guía para la toma de decisiones requeridas en cada nivel del diseño. Avanzando por niveles el diagrama del proceso crece por refinamientos. Cada nueva propuesta de diseño se acerca más al óptimo, en el diagrama que mejor debe satisfacer los requerimientos y las especificaciones de diseño por sucesivos intentos aproximatorios. 2. 6 Diagramas de Procesos Un diagrama cualquiera es un arreglo de figuras y líneas que muestran la interacción entre los elementos de un sistema. En el caso de los procesos químicos este es un gráfico en el que se muestran las principales etapas del proceso. Los diagramas más empleados son de tres tipos:
1. Los diagramas de bloques, 2. Los diagramas de flujo de proceso. 3. Los diagramas de tuberías e instrumentos.
Saber hacer e interpretar diagramas de proceso es una de las actividades importantes de los ingenieros químicos. Los diagramas de bloques son bosquejos a la manera en que un pintor planea su obra. En los diagramas se esquematizan secciones genéricas del proceso de manera cualitativa. Las secciones pueden
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
26
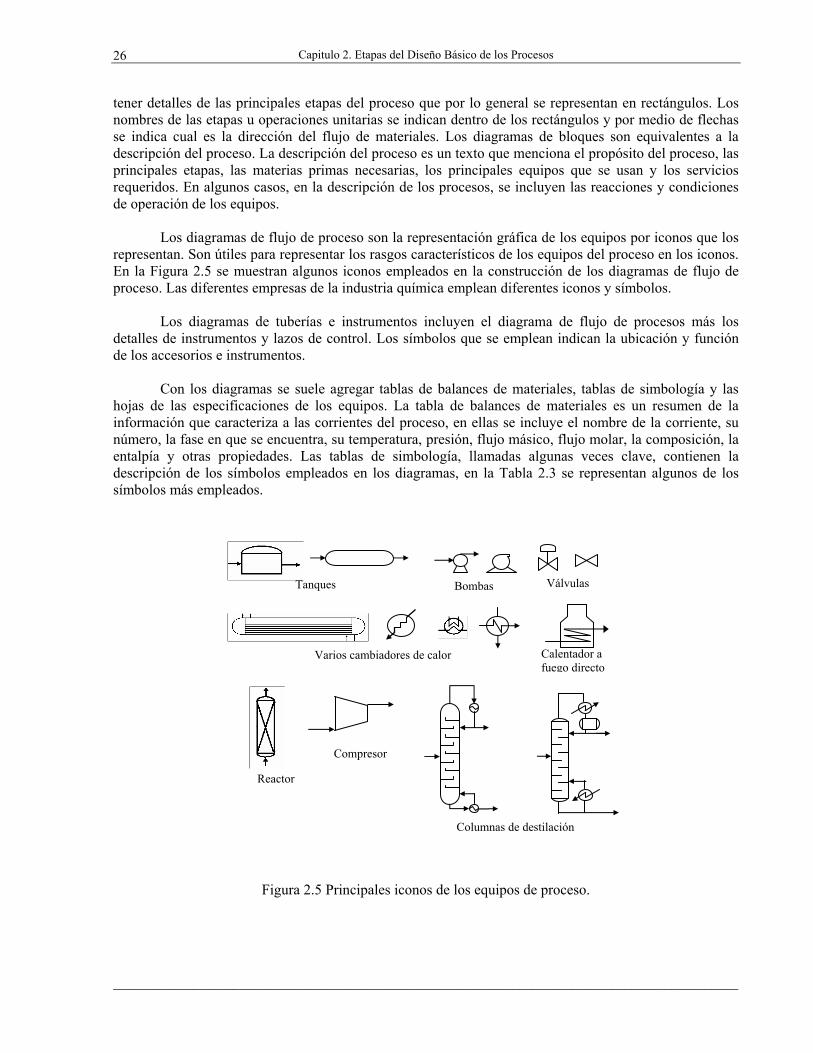
tener detalles de las principales etapas del proceso que por lo general se representan en rectángulos. Los nombres de las etapas u operaciones unitarias se indican dentro de los rectángulos y por medio de flechas se indica cual es la dirección del flujo de materiales. Los diagramas de bloques son equivalentes a la descripción del proceso. La descripción del proceso es un texto que menciona el propósito del proceso, las principales etapas, las materias primas necesarias, los principales equipos que se usan y los servicios requeridos. En algunos casos, en la descripción de los procesos, se incluyen las reacciones y condiciones de operación de los equipos. Los diagramas de flujo de proceso son la representación gráfica de los equipos por iconos que los representan. Son útiles para representar los rasgos característicos de los equipos del proceso en los iconos. En la Figura 2.5 se muestran algunos iconos empleados en la construcción de los diagramas de flujo de proceso. Las diferentes empresas de la industria química emplean diferentes iconos y símbolos. Los diagramas de tuberías e instrumentos incluyen el diagrama de flujo de procesos más los detalles de instrumentos y lazos de control. Los símbolos que se emplean indican la ubicación y función de los accesorios e instrumentos. Con los diagramas se suele agregar tablas de balances de materiales, tablas de simbología y las hojas de las especificaciones de los equipos. La tabla de balances de materiales es un resumen de la información que caracteriza a las corrientes del proceso, en ellas se incluye el nombre de la corriente, su número, la fase en que se encuentra, su temperatura, presión, flujo másico, flujo molar, la composición, la entalpía y otras propiedades. Las tablas de simbología, llamadas algunas veces clave, contienen la descripción de los símbolos empleados en los diagramas, en la Tabla 2.3 se representan algunos de los símbolos más empleados.
Figura 2.5 Principales iconos de los equipos de proceso.
Tanques Bombas Válvulas
Varios cambiadores de calor Calentador a fuego directo
Reactor
Compresor
Columnas de destilación
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
27
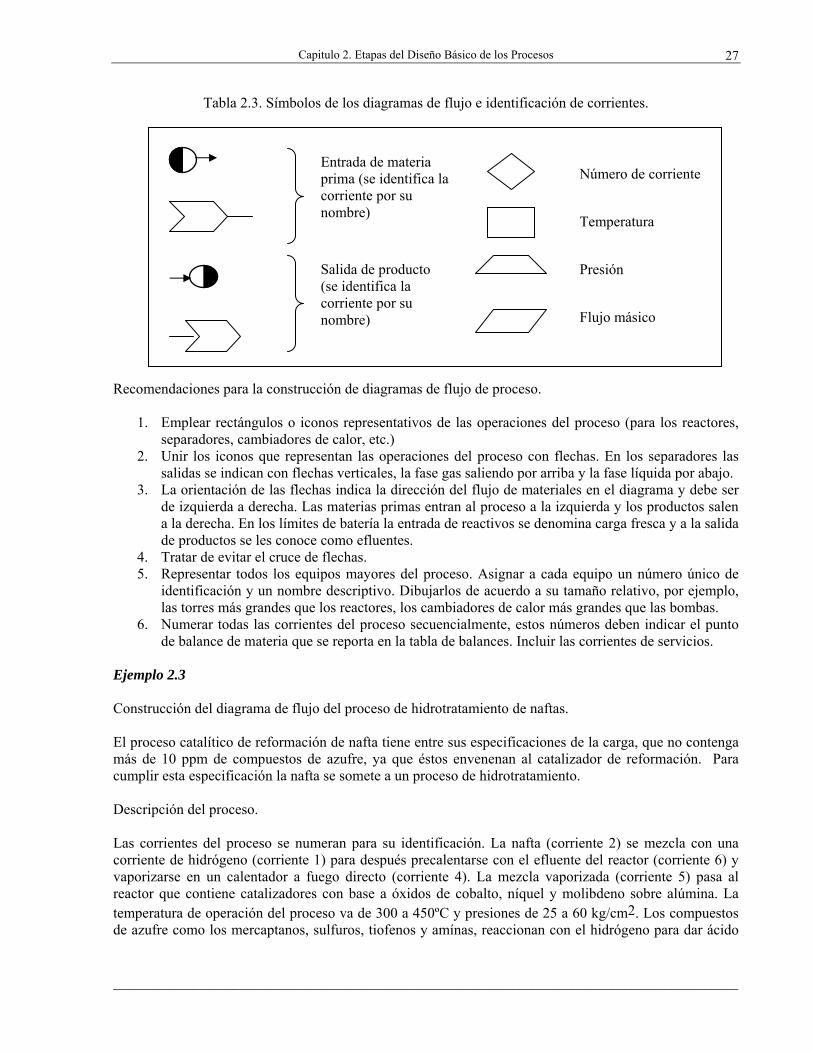
Tabla 2.3. Símbolos de los diagramas de flujo e identificación de corrientes. Recomendaciones para la construcción de diagramas de flujo de proceso.
1. Emplear rectángulos o iconos representativos de las operaciones del proceso (para los reactores, separadores, cambiadores de calor, etc.)
2. Unir los iconos que representan las operaciones del proceso con flechas. En los separadores las salidas se indican con flechas verticales, la fase gas saliendo por arriba y la fase líquida por abajo.
3. La orientación de las flechas indica la dirección del flujo de materiales en el diagrama y debe ser de izquierda a derecha. Las materias primas entran al proceso a la izquierda y los productos salen a la derecha. En los límites de batería la entrada de reactivos se denomina carga fresca y a la salida de productos se les conoce como efluentes.
4. Tratar de evitar el cruce de flechas. 5. Representar todos los equipos mayores del proceso. Asignar a cada equipo un número único de
identificación y un nombre descriptivo. Dibujarlos de acuerdo a su tamaño relativo, por ejemplo, las torres más grandes que los reactores, los cambiadores de calor más grandes que las bombas.
6. Numerar todas las corrientes del proceso secuencialmente, estos números deben indicar el punto de balance de materia que se reporta en la tabla de balances. Incluir las corrientes de servicios.
Ejemplo 2.3 Construcción del diagrama de flujo del proceso de hidrotratamiento de naftas. El proceso catalítico de reformación de nafta tiene entre sus especificaciones de la carga, que no contenga más de 10 ppm de compuestos de azufre, ya que éstos envenenan al catalizador de reformación. Para cumplir esta especificación la nafta se somete a un proceso de hidrotratamiento. Descripción del proceso. Las corrientes del proceso se numeran para su identificación. La nafta (corriente 2) se mezcla con una corriente de hidrógeno (corriente 1) para después precalentarse con el efluente del reactor (corriente 6) y vaporizarse en un calentador a fuego directo (corriente 4). La mezcla vaporizada (corriente 5) pasa al reactor que contiene catalizadores con base a óxidos de cobalto, níquel y molibdeno sobre alúmina. La temperatura de operación del proceso va de 300 a 450ºC y presiones de 25 a 60 kg/cm2. Los compuestos de azufre como los mercaptanos, sulfuros, tiofenos y amínas, reaccionan con el hidrógeno para dar ácido
Entrada de materia prima (se identifica la corriente por su nombre)
Salida de producto (se identifica la corriente por su nombre)
Número de corriente
Temperatura
Presión
Flujo másico

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
28
sulfhídrico (H2S). El efluente del reactor (corriente 6) después de intercambiar calor con la alimentación pasa por enfriadores de agua (corriente 7) y se envía a un separador de fases. El gas separado (corriente10), rico en hidrógeno, se comprime y una parte de este gas se recicla a la carga (corriente 11) y la otra parte se purga (corriente 12). Se adiciona hidrógeno de reposición (corriente 1) al gas de reciclo. La purga se incluye para evitar concentraciones altas de H2S en la corriente de reciclo. El producto líquido del separador de fases (corriente 8) se envía a una torre desbutanizadora donde se elimina, por el domo (corriente 14), gas LPG amargo (amargo por contener algo del sulfhídrico formado) y el producto de fondo (corriente 13) pasa a una torre de fraccionamiento de donde se obtiene gasolina ligera, por el domo (corriente 16) y nafta desulfurizada por el fondo (corriente 15).
Figura 2.6 Diagrama de flujo del proceso de hidrotratamiento de naftas. Nomenclatura en los diagramas de flujo.
1. Numerar cada área del proceso utilizando centenas, por ejemplo 100, 200, 300, etc. 2. Numerar los equipos principales de los equipos de cada área del proceso, anteponiendo una letra
como prefijo a cada número de equipo y que distingue el tipo de equipo. Por ejemplo E-112 para designar el intercambiador de calor con número 112. Al pie del diagrama se colocan los números de identificación de los equipos y su descripción.
3. Usar letras que continúen los números de los equipos para indicar duplicados o repuestos, por ejemplo P-122 A, indica que se tienen dos bombas idénticas con número 122 pero solamente se dibuja uno en el diagrama, denotado por la letra A y se supone que físicamente en la planta se tiene otra de repuesto, la bomba B.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
29
Algunas de las letras prefijos más empleadas son: C – Compresor E – Intercambiador de calor. H – Horno P – Bomba R – Reactor T – Torre V – Recipiente S - Separador Las corrientes de servicios pueden ser de agua de enfriamiento que se usa por ejemplo en los condensadores, vapor de calentamiento, por ejemplo para los rehervidores de las columnas de destilación, el aire comprimido para las válvulas de control y la electricidad para los motores. Ejemplo 2.4 Construcción del diagrama de proceso para la desalquilación del tolueno, Douglas (1988). El proceso de producción de benceno a partir de tolueno se efectúa por la reacción:
(Tolueno) (Benceno) (Metano) El benceno se dimeriza para dar difenilo.
(Difenilo) La selectividad de tolueno a benceno es:
544.1)1(0036.01x
S−
−=
Especificaciones: - Capacidad de producción: 265 kmol de benceno/h. - La alimentación de hidrógeno contiene 0.05 en fracción mol de metano. - Requerimientos 5 moles de hidrogeno/mol de tolueno a la entrada del reactor: - La conversión de tolueno es x = 0.75. - Extraer del proceso todo el benceno y difenilo producidos. - La reacción se efectúa a 1150 °F, 500 psia y es altamente exotérmica. Existen varias formas de definir la selectividad por ejemplo, calculada como la fracción de reactante convertido que se transforma en el producto deseado o bien en otra forma, las moles de producto producido sobre las moles alimentadas del reactante al reactor. Aquí se adopta esta segunda definición de selectividad por lo que:
entadoaToluenoproducidoBencenoSlim
=
De acuerdo a la jerarquía de niveles del diseño de procesos se tiene: Nivel 1: Por la cantidad de producto se usa proceso continuo Nivel 2: Se tienen tres alternativas en la alimentación de hidrógeno:
(a) Eliminar parcialmente el metano,
C H CH H C H CH6 5 3 2 6 6 4+ → +
2 6 6 6 5 2 2C H C H H↔ +( )
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
30
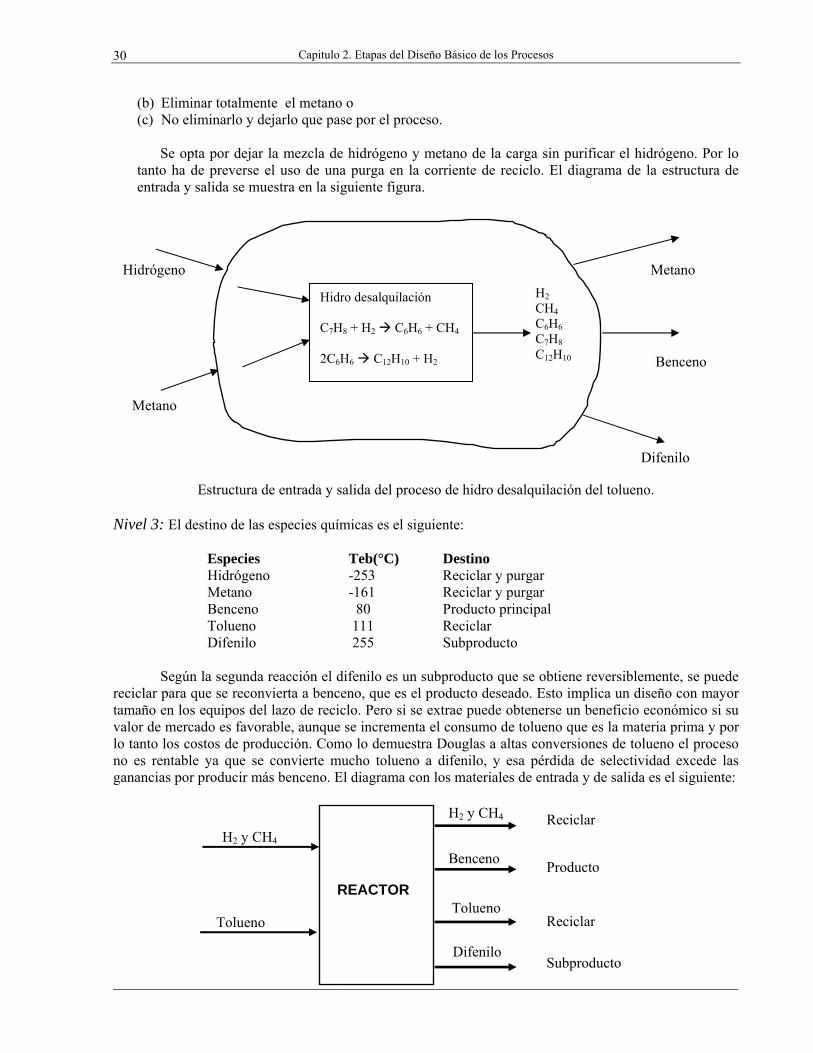
(b) Eliminar totalmente el metano o (c) No eliminarlo y dejarlo que pase por el proceso. Se opta por dejar la mezcla de hidrógeno y metano de la carga sin purificar el hidrógeno. Por lo tanto ha de preverse el uso de una purga en la corriente de reciclo. El diagrama de la estructura de entrada y salida se muestra en la siguiente figura.
Estructura de entrada y salida del proceso de hidro desalquilación del tolueno. Nivel 3: El destino de las especies químicas es el siguiente:
Especies Teb(°C) Destino Hidrógeno -253 Reciclar y purgar Metano -161 Reciclar y purgar Benceno 80 Producto principal Tolueno 111 Reciclar Difenilo 255 Subproducto Según la segunda reacción el difenilo es un subproducto que se obtiene reversiblemente, se puede reciclar para que se reconvierta a benceno, que es el producto deseado. Esto implica un diseño con mayor tamaño en los equipos del lazo de reciclo. Pero si se extrae puede obtenerse un beneficio económico si su valor de mercado es favorable, aunque se incrementa el consumo de tolueno que es la materia prima y por lo tanto los costos de producción. Como lo demuestra Douglas a altas conversiones de tolueno el proceso no es rentable ya que se convierte mucho tolueno a difenilo, y esa pérdida de selectividad excede las ganancias por producir más benceno. El diagrama con los materiales de entrada y de salida es el siguiente:
H2 y CH4
Benceno
Tolueno
Difenilo
H2 y CH4
Tolueno
Reciclar
Producto
Reciclar
Subproducto
REACTOR
Difenilo
Metano
Hidrógeno
Hidro desalquilación C7H8 + H2 C6H6 + CH4 2C6H6 C12H10 + H2
H2 CH4 C6H6 C7H8 C12H10
Metano
Benceno
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
31
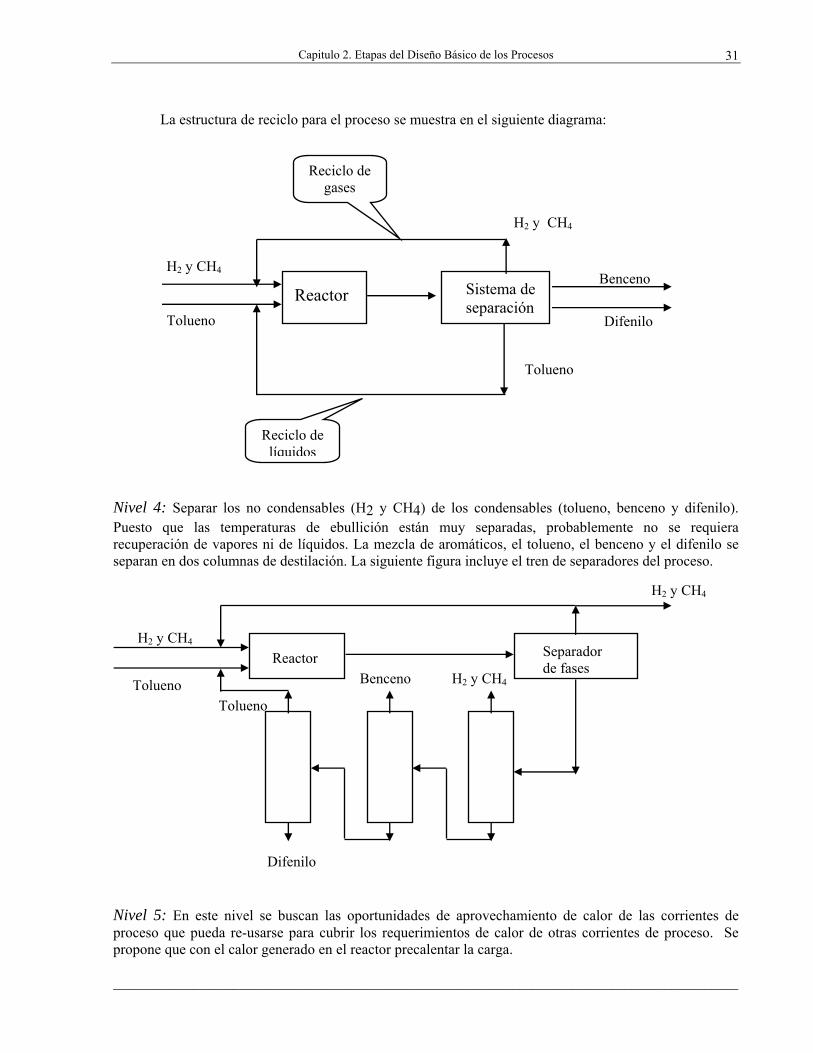
La estructura de reciclo para el proceso se muestra en el siguiente diagrama:
Nivel 4: Separar los no condensables (H2 y CH4) de los condensables (tolueno, benceno y difenilo). Puesto que las temperaturas de ebullición están muy separadas, probablemente no se requiera recuperación de vapores ni de líquidos. La mezcla de aromáticos, el tolueno, el benceno y el difenilo se separan en dos columnas de destilación. La siguiente figura incluye el tren de separadores del proceso. Nivel 5: En este nivel se buscan las oportunidades de aprovechamiento de calor de las corrientes de proceso que pueda re-usarse para cubrir los requerimientos de calor de otras corrientes de proceso. Se propone que con el calor generado en el reactor precalentar la carga.
Separador de fases
Reactor
Tolueno Benceno
Difenilo
Tolueno
H2 y CH4
H2 y CH4
H2 y CH4
Sistema de separación
Reactor Tolueno
Benceno
Difenilo
Tolueno
H2 y CH4
H2 y CH4
Reciclo de gases
Reciclo de líquidos

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
32
Finalmente, el diagrama completo del proceso de desalquilación del tolueno se muestra en la Figura 2.7
Figura 2.7 Diagrama final del proceso de desalquilación del tolueno A continuación se presenta un ejemplo para ilustrar la construcción del diagrama de proceso, para este caso se usa el proceso de fabricación de etanol del ejemplo 2.2. Ejemplo 2.5 Descripción de fabricación del etanol a partir de etileno. El etanol se produce por la hidratación catalítica del etanol, en fase vapor. Se usa etileno como materia prima, que viene con etano y propileno, la corriente de alimentación de etileno contiene 97 % peso de etileno. Antes de que el etileno sea alimentado al reactor se comprime hasta 7 MPa de presión y se mezcla con una corriente de reciclo. A la corriente combinada de etileno se le agrega una corriente de vapor de agua para obtener una mezcla que contiene 0.6 moles de vapor por mol de etileno a 80 ºC. Para adecuar esta corriente a las condiciones requeridas en el reactor se somete a calentamiento en dos etapas, primero en un cambiador de calor con los productos del reactor a contracorriente y luego en una calentador a fuego directo, para calentar el etileno hasta 300 ºC, entonces se alimenta al reactor. La entrada al reactor tubular vertical, es por arriba y de alli baja a través de una cama catalítica de ácido fosforico en un soporte de Celite. Los productos salen del reactor por abajo a una temperatura mayor de la de entrada. El efluente del reactor pasa por el cambiador de calor para precalentar la carga, en donde se obtiene una condensación parcial. A la salida del precalentador de carga los productos del reactor se someten a un tratamiento en el que las trazas arrastradas del ácido fosforico se neutralizan con sosa caustica. La corriente tratada pasa a un separador de fases o flash en donde se elimina el líquido por el fondo mientras que el vapor del domo es enfriado y enviado a una torre de absorción en donde se usa agua desionizada para remover el alcohol etílico del gas. Los líquidos del separador de fases y del absorbedor se pasan a una sección de purificación. El vapor del domo del absorbedor se divide en dos una parte se recicla al reactor y una, más pequeña, se purga del proceso para evitar la acumulación de inertes. En la sección de purificación el producto crudo diluido se dirige a un prefraccionador para remover algo del agua usada en el absorbedor. El agua se extrae como producto del fondo y el alcohol
P-101
11
21
13
15
10 12
14
1
9
16
5
7 Carga de H2
Carga tolueno
20
E-101
E-102 calentador del flash
H-101
R-101
V-101
T-101 T-102 T-103
C-101
Purga H2 y CH4 Benceno Difenilo
Reciclo de tolueno
E-101 calentador de carga
H-101 Horno de carga
R-101 Reactor
E-102
V-101 Flash
C-101 Compresor de reciclo
T-101 Columna estabilizadora
T-102 columna de benceno
T-103 columna de tolueno
19
2 3 4
6
8
17
18
Gas combustible
22
E-103 E-104
E-103 y E-104 Enfriadores
Aire
Combustible

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
33
concentrado sale por el domo. El producto del domo del prefraccionador se pasa a una columna de ligeros donde se elimina principalmente el éter dietílico que se forma en el reactor. En el fondo de la columna de ligeros se obtiene un azeótropo de alcohol etílico y agua, que se envia a una columna de purificación del alcohol, de la que se extrae alcohol de alta pureza en un plato por debajo del domo de la columna. El fondo de esta columna que contiene, principalmente, agua se combina con la corriente de fondos del prefraccionador y la mezcla se envia a una proceso de biotratamiento. En el diagrama se muestra como en la sección de purificación se encuentra el tren de separadores de donde se obtienen los productos, como se habia previsto en el diagram de la Figura 2.4.
Figura 2.8 Diagrama del proceso de producción catalítica del alcohol etílico. Los diagramas de proceso suelen acompañarse de los resultados del balance de materia y energía, en forma de una tabla. En la tabla se incluyen los flujos molares, temperaturas, presiones y otros datos como el flujo másico global y la entalpía, de las corrientes del proceso. En el siguiente ejemplo se ilustran los cálculo del balance de materiales para un proceso y la inclusión de la tabla de balance de materiales en el diagrama de proceso. Ejemplo 2.6 Para el proceso de fabricación del alcohol etílico del ejemplo 2.2, determine el flujo de materiales en las corrientes del proceso, para producir 225 kmol/hr de etanol, e incluya en el diagrama de proceso la tabla de resultados del balance de materiales.
La alimentación al proceso contiene 90 % de etileno, 8 % de etano y el resto de metano. La conversión de etileno es de 10 % y la selectividad de etileno a etanol es 0.90 (moles de etanol
R-100
ETANÓL REACTOR DE
P-101
BOMBA
C-101
COMPRESOR
F-101
HORNO DE
DE
V-101
SEPARADOR
T-101
DE GASES
LAVADOR
DE FASES
T-102
FRACCIONADOR
PRE
T-103
DE ÉTER
COLUMNA
T-104
DE COLUMNA
C-102
COMPRESORDE RECICLO
E-101
PRECALENTADOR
DE CARGA
Éter
Etanol
Purga
Combustible Aire
Etileno
R-100
E-101
C-101
F-101
C-102
V-101
P-101
T-102 T-103
T-101
E-102
T-104 Agua residual
Sosa
1 2
Agua Des ionizada
Agua De proceso
3
4
5
7
6
9
10
11
12
8

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
34
producido/moles de etileno convertido). Antes de entrar al reactor los gases hidrocarburos se mezclan con una corriente de vapor de agua para obtener una composición de 60 % en peso de agua. Para mantener un bajo contenido de metano y etano en el reciclo, el 10% de la corriente del domo del separador de fases se purga y el resto se recicla al reactor. Los líquidos pasan a un tren de separadores en los que se obtienen los productos casi puros.
Primero se define la base de cálculo. Se tiene el dato de: 225 kmol/hr de etanol producidos = OHHCn
52Δ
Este dato es la base de cálculo.
La notación OHHCn
52Δ se usa para denotar un cambio en las moles n de las substancias químicas,
en este caso el etanol, indicado como subíndice. Para hacer referencia a los números de las corrientes del proceso se establece la siguiente terminología:
jcorrientelaenicomponentedelmolarflujoF ji =
La identificación de los componentes del proceso es la siguiente:
Especies Código Etileno 1 Etano 2 Metano 3 Etanol 4 Éter 5 Agua 6
Así, de acuerdo a la numeración de corrientes en el proceso de la figura 2.8, el flujo del etanol producido en el proceso es: hrkmolF /22512
4 = El paso siguiente es identificar como se relacionan las incógnitas con los datos. No hay una sola relación que en una operación asocie la salida con la entrada. Pero a través de los equipos se encuentran varias operaciones que finalmente dan la relación buscada, por ejemplo en las reacciones del proceso se tiene. Selectividad = S = Relación de distribución de reactivos a productos. Conversión = x = Relación de lo que se convierte con lo que entra. Se puede usar esta información como pistas para llegar a la solución. En este problema.
10.0lim
42
42
42
42 =Δ
== oHC
HC
nn
HCdeentadasamolesHCdesconvertidamoles
x
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
35
90.042
52
42
52 =Δ
Δ==
HC
OHHC
nn
HCdesconvertidamolesOHHCdeproducidasmoles
S
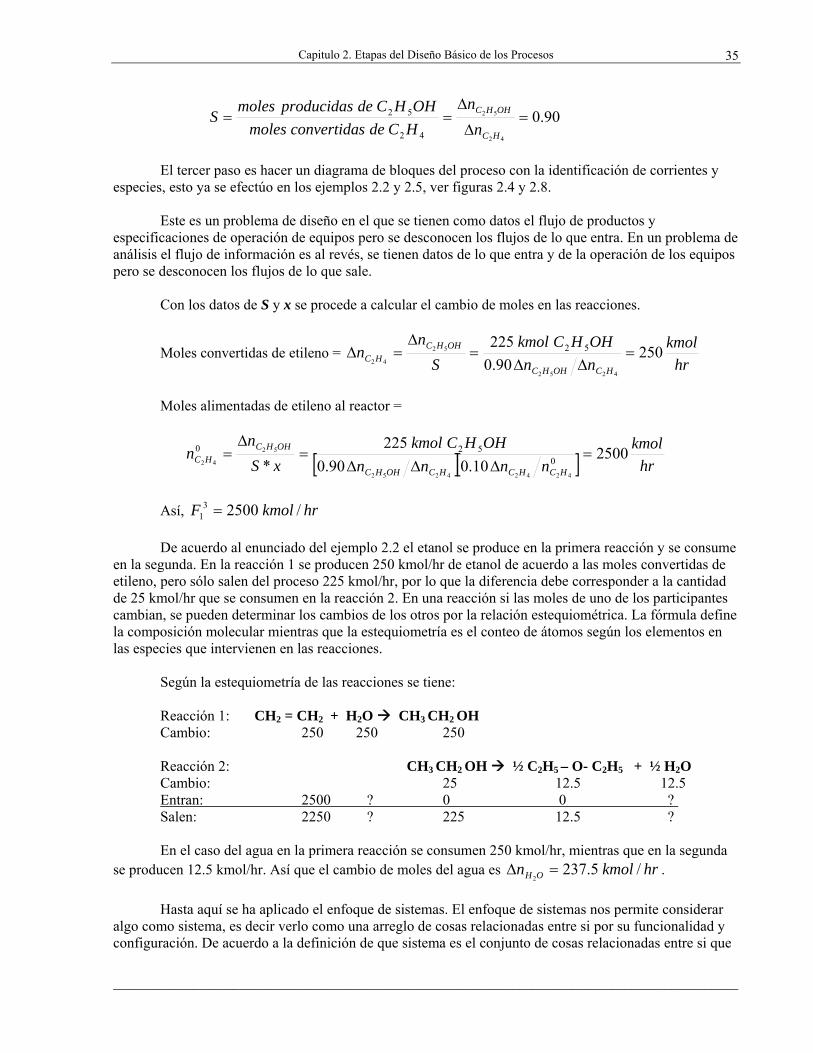
El tercer paso es hacer un diagrama de bloques del proceso con la identificación de corrientes y especies, esto ya se efectúo en los ejemplos 2.2 y 2.5, ver figuras 2.4 y 2.8. Este es un problema de diseño en el que se tienen como datos el flujo de productos y especificaciones de operación de equipos pero se desconocen los flujos de lo que entra. En un problema de análisis el flujo de información es al revés, se tienen datos de lo que entra y de la operación de los equipos pero se desconocen los flujos de lo que sale. Con los datos de S y x se procede a calcular el cambio de moles en las reacciones.
Moles convertidas de etileno = hr
kmolnnOHHCkmol
Sn
nHCOHHC
OHHCHC 250
90.0225
4252
52
42
52 =ΔΔ
=Δ
=Δ
Moles alimentadas de etileno al reactor =
[ ][ ] hrkmol
nnnnOHHCkmol
xSn
nHCHCHCOHHC
OHHCHC 2500
10.090.0225
* 0520
42424252
52
42=
ΔΔΔ=
Δ=
Así, hrkmolF /25003
1 = De acuerdo al enunciado del ejemplo 2.2 el etanol se produce en la primera reacción y se consume en la segunda. En la reacción 1 se producen 250 kmol/hr de etanol de acuerdo a las moles convertidas de etileno, pero sólo salen del proceso 225 kmol/hr, por lo que la diferencia debe corresponder a la cantidad de 25 kmol/hr que se consumen en la reacción 2. En una reacción si las moles de uno de los participantes cambian, se pueden determinar los cambios de los otros por la relación estequiométrica. La fórmula define la composición molecular mientras que la estequiometría es el conteo de átomos según los elementos en las especies que intervienen en las reacciones. Según la estequiometría de las reacciones se tiene: Reacción 1: CH2 = CH2 + H2O CH3 CH2 OH Cambio: 250 250 250 Reacción 2: CH3 CH2 OH ½ C2H5 – O- C2H5 + ½ H2O Cambio: 25 12.5 12.5 Entran: 2500 ? 0 0 ? Salen: 2250 ? 225 12.5 ? En el caso del agua en la primera reacción se consumen 250 kmol/hr, mientras que en la segunda se producen 12.5 kmol/hr. Así que el cambio de moles del agua es hrkmoln OH /5.237
2=Δ .
Hasta aquí se ha aplicado el enfoque de sistemas. El enfoque de sistemas nos permite considerar algo como sistema, es decir verlo como una arreglo de cosas relacionadas entre si por su funcionalidad y configuración. De acuerdo a la definición de que sistema es el conjunto de cosas relacionadas entre si que

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
36
contribuyen a un determinado objetivo. Nótese que Sistemático se refiere a la manera de proceder cuando se trata un asunto considerándolo de acuerdo a un orden y abordando sus partes una a una. Mientras que Sistémico se emplea para referirse a algo que esta constituido como sistema. Cuando contemplamos las cosas como conectadas unas con otras, relacionándolas, como en una estructura ordenada, nos permite abordarlas con mayor facilidad, nos permite entenderlas mejor. Por otro lado, si se usa el avance de reacción se obtienen los mismos resultados.
Sea: 1,
1)1(
1i
inreacciónladeavance
νξ
Δ== (2-1)
2,
2)2(
2i
inreacciónladeavance
νξ
Δ== (2-2)
Para referirse a los coeficientes estequiométricos se usa la notación ji,ν el primer subíndice se refiere a las especies químicas y el segundo al número de reacción. De las definiciones de S y x se obtiene:
90.010.01
211
42
=−
===ξξξξ
Syn
x oHC
De aquí que: hrkmolyhrkmol /25/250 21 == ξξ El cambio de moles del agua es:
hrkmolnnn OHOHOH /5.2375.12250)2()1( 221
1222=−=−=Δ+Δ=Δ ξξ
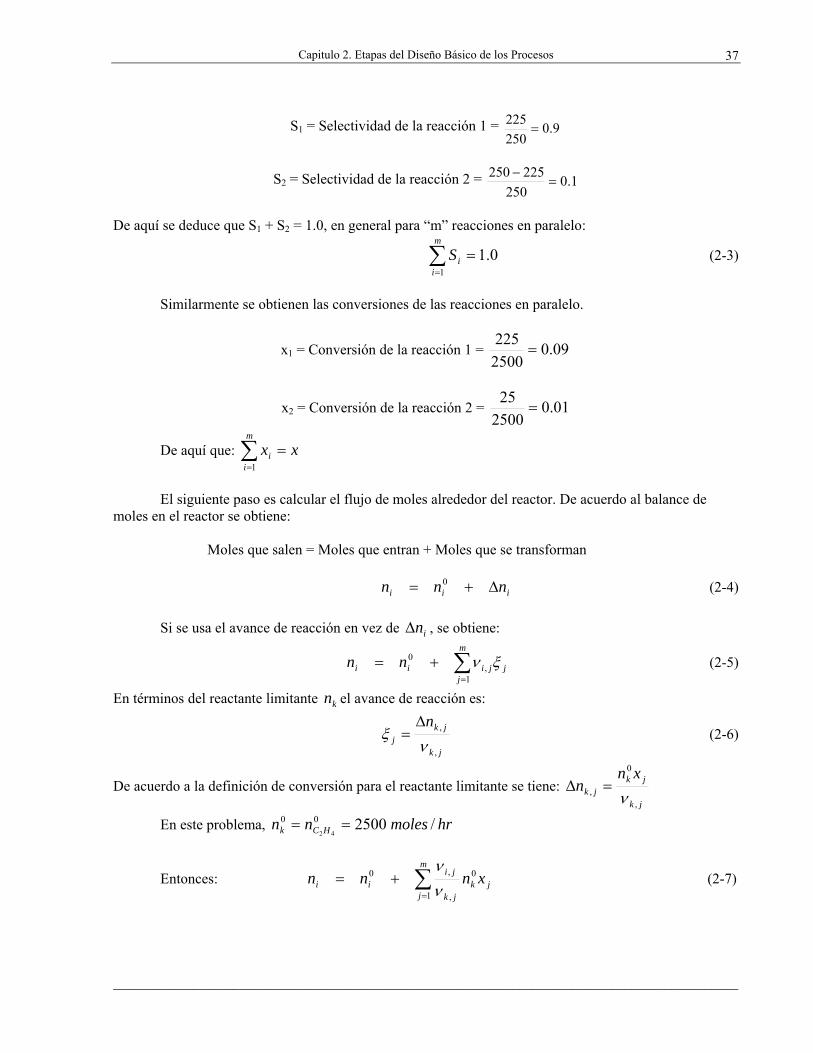
Si se usan las reacciones en paralelo la reacción 2 cambia a: Reacción 3: C2 H4 + ½ H2O ½ C2H5 – O- C2H5 Al considerar las reacciones 1 y 3 los productos no aparecen como reactantes. Con las reacciones en paralelo y considerando las moles producidas de etanol y las convertidas de etileno, según los avances de las reacciones se obtienen: Reacción 1: CH2 = CH2 + H2O CH3 CH2 OH Cambio: 225 225 225 Reacción 3: CH2 = CH2 + ½ H2O ½ C2H5 – O- C2H5 Cambio: 25 12.5 12.5 Entran: 2500 ? 0 0 Salen: 2250 ? 225 12.5 Se obtiene el mismo resultado que con las reacciones en serie. Otra característica importante de los balances de materiales es que con las reacciones en paralelo se pueden considerar una selectividad y una conversión para cada reacción. En este caso.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
37
S1 = Selectividad de la reacción 1 = 9.0
250225
=
S2 = Selectividad de la reacción 2 = 1.0
250225250
=−
De aquí se deduce que S1 + S2 = 1.0, en general para “m” reacciones en paralelo:
∑=
=m
iiS
10.1 (2-3)
Similarmente se obtienen las conversiones de las reacciones en paralelo.
x1 = Conversión de la reacción 1 = 09.02500225
=
x2 = Conversión de la reacción 2 = 01.02500
25=
De aquí que: ∑=
=m
ii xx
1
El siguiente paso es calcular el flujo de moles alrededor del reactor. De acuerdo al balance de moles en el reactor se obtiene: Moles que salen = Moles que entran + Moles que se transforman
iii nnn Δ+= 0 (2-4) Si se usa el avance de reacción en vez de inΔ , se obtiene:
∑=
+=m
jjjiii nn
1,
0 ξν (2-5)
En términos del reactante limitante kn el avance de reacción es:
jk
jkj
n
,
,
νξ
Δ= (2-6)
De acuerdo a la definición de conversión para el reactante limitante se tiene: jk
jkjk
xnn
,
0
, ν=Δ
En este problema, hrmolesnn HCk /25000042==
Entonces: ∑=
+=m
jjk
jk
jiii xnnn
1
0
,
,0
νν
(2-7)
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
38
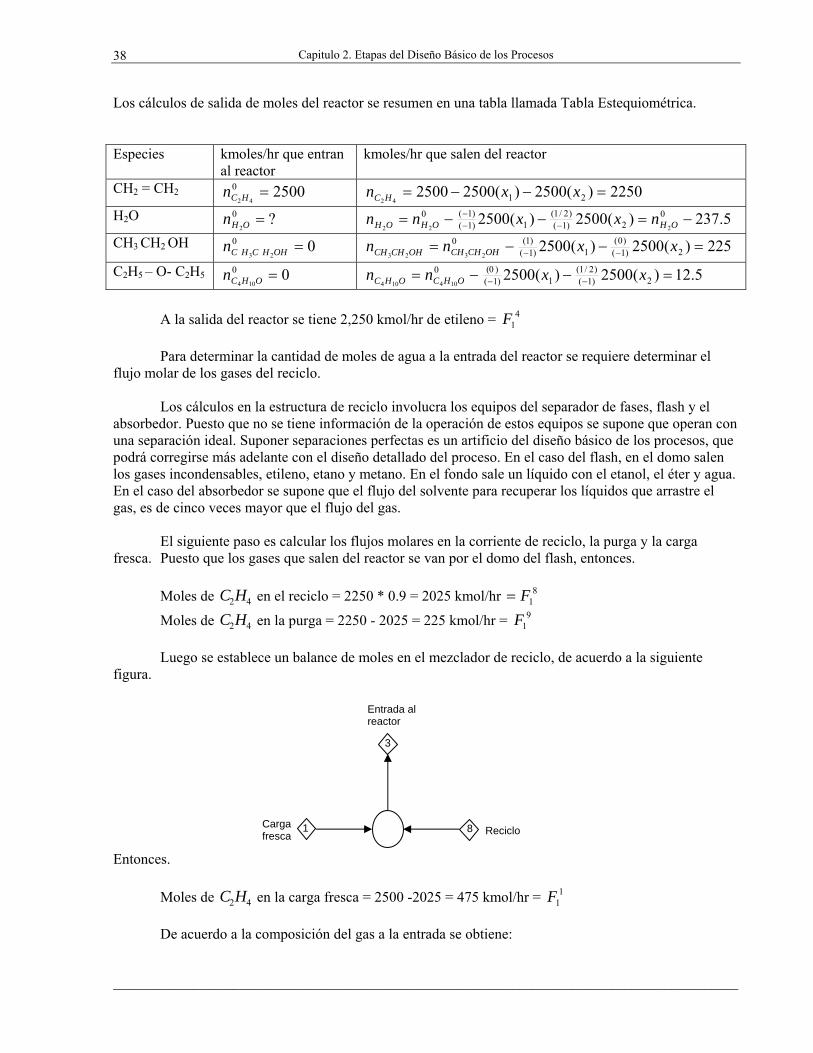
Los cálculos de salida de moles del reactor se resumen en una tabla llamada Tabla Estequiométrica. Especies kmoles/hr que entran
al reactor kmoles/hr que salen del reactor
CH2 = CH2 2500042=HCn 2250)(2500)(25002500 2142
=−−= xxn HC H2O ?0
2=OHn 5.237)(2500)(2500 0
2)1()2/1(
1)1()1(0
222−=−−= −−
−OHOHOH nxxnn
CH3 CH2 OH 0023
=OHHCHCn 225)(2500)(2500 2)1()0(
1)1()1(0
2323=−−= −− xxnn OHCHCHOHCHCH
C2H5 – O- C2H5 00104
=OHCn 5.12)(2500)(2500 2)1()2/1(
1)1()0(0
104104=−−= −− xxnn OHCOHC
A la salida del reactor se tiene 2,250 kmol/hr de etileno = 4
1F Para determinar la cantidad de moles de agua a la entrada del reactor se requiere determinar el flujo molar de los gases del reciclo. Los cálculos en la estructura de reciclo involucra los equipos del separador de fases, flash y el absorbedor. Puesto que no se tiene información de la operación de estos equipos se supone que operan con una separación ideal. Suponer separaciones perfectas es un artificio del diseño básico de los procesos, que podrá corregirse más adelante con el diseño detallado del proceso. En el caso del flash, en el domo salen los gases incondensables, etileno, etano y metano. En el fondo sale un líquido con el etanol, el éter y agua. En el caso del absorbedor se supone que el flujo del solvente para recuperar los líquidos que arrastre el gas, es de cinco veces mayor que el flujo del gas. El siguiente paso es calcular los flujos molares en la corriente de reciclo, la purga y la carga fresca. Puesto que los gases que salen del reactor se van por el domo del flash, entonces. Moles de 42HC en el reciclo = 2250 * 0.9 = 2025 kmol/hr 8
1F=
Moles de 42HC en la purga = 2250 - 2025 = 225 kmol/hr = 91F
Luego se establece un balance de moles en el mezclador de reciclo, de acuerdo a la siguiente figura.
Entonces. Moles de 42HC en la carga fresca = 2500 -2025 = 475 kmol/hr = 1
1F De acuerdo a la composición del gas a la entrada se obtiene:
3
8 1 Carga fresca Reciclo
Entrada al reactor

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
39
Moles de 62HC en la carga fresca = ( ) hrkmol /222.42475 908 = = 1
2F
Moles de 4CH en la carga fresca = ( ) hrkmol /556.10475 902 = = 1
3F
Nótese que conociendo la cantidad de uno de los componentes en la mezcla se pueden determinar las cantidades de los otros por la composición. Puesto que todo lo que entra al proceso de los gases inertes sale por la purga, entonces.
Moles de 62HC en la purga = hrkmol /222.42 = 92F
Moles de 4CH en la purga = hrkmol /556.10 = 93F
Las moles en el reciclo de estos gases son nueve veces mayor a los flujos en la purga por lo que los flujos en la alimentación al reactor son:
Moles de 62HC en la alimentación al reactor = hrkmol /442.464 = 32F
Moles de 4CH en la alimentación al reactor = hrkmol /116.116 = 33F
Ahora se calcula el peso de agua a la entrada del reactor.
total
OH
WW
entaciónalaenscomponentelostodosdePesoentaciónalaenaguadePesoaguade 260.0
limlim% ===
Puesto que gasesaguatotal
gases WWentoncesWW
4640.0 ==
Entonces: )***(5.1
4462624242
0000HCHCHCHCHCHCagua PMnPMnPMnW ++=
hrkmolWagua /977.796,126)043.16*555.10507.30*22.422054.28*2500(5.10 =++=
Entonces: hrkmolnagua /411.038,7015.18/977.796,1260 == = 3
6F Por lo que el flujo de agua a la salida del reactor es:
hrkmolnagua /911.800,65.237411.038,7 =−= = 46F
Por último se calculan los flujos másicos a la entrada y salida del reactor, para comprobar que se cumple el balance de masa.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
40
Especies P. M. Entra,
kmol/hr Sale
kmol/hr Entra kg/hr
Sale kg/hr
Etileno 28.054 2,500 2,250 70,135 63,121.5 Etano 30.07 42.222 42.222 1,269.6155 1,269.6155 Metano 16.043 10.555 10.555 169.3338 169.3338 Agua 18.015 7038.411 6800.911 126,796.974 122,518.412 Etanol 46.069 0 225 0 10,365.525 Eter etilico 74.123 0 12.5 0 926.5375 Total = 198,370.924 198,370.924
El flujo de agua que se usa como solvente en el absorbedor es: 5*(2,250 + 42.222 + 10.555) = 11,513.885 kmol/hr = 5
6F Los flujos de las otras corrientes se muestran en la tabla de balance del diagrama de la figura 2.9.
En la resolución de problemas la formulación mental implica seguir un racionamiento de
pensamiento crítico que nos permita comprender el problema, adentrándonos en las entrañas del problema. El pensamiento crítico no es contradecir, menospreciar o descalificar las situaciones que encaramos. Pensamiento crítico es cuestionar la validez de hechos, la certeza de pruebas objetivas, los antecedentes, etc. Pero el pensamiento crítico es principalmente cuestionarnos a nosotros mismos. Cuestionarnos sobre como interpretamos las situaciones que encaramos, cuestionarnos sobre las consecuencias de lo que pensamos y sobre todo lo que pensamos. Al pensar críticamente tomamos control de nuestros propios pensamientos, orientándolos, no permitiendo distracciones además de evaluar lo que pensamos.
Se dice que un problema que ya se entendió ya esta medio resuelto. Así que abordar un problema con
pensamiento crítico es la mitad de la solución. La otra mitad involucra establecer un plan de ataque, la manipulación de información, la identificación de conexiones significativas entre datos e incógnitas, entre evidencias y consecuencias. Esta segunda parte involucra pensamiento reflexivo. La Habilidad para resolver problemas se desarrolla con la práctica, resolviendo muchos problemas. La estrategia de solución de problemas sigue una secuencia de tácticas de análisis y síntesis. La idea es identificar una secuencia de pasos que, apartir de los datos, lleve a la solución. Empezar cuestinando que cálculos se pueden hacer inmediantamente y cuales son las consecuencias de estos cálculos, ya sea usando los datos como se dan o haciendo una ligera manipulación. Así se tomaran los resultados como nuevos datos y se procede paso a paso, corroborando la validez de los resultados. Si pasos intermedios revelan resultados ilogicos, entonces es necesario revisar los cálculos previos para encontrar la fuente de errores y hacer correcciones. En algunos pasos los cálculos serán tan simples como la sustitución de números en ecuaciones. En el cálculo de balance de materiales el principio básico que conecta los cambios de moles entre reactantes y productos es la estequiometria. Información auxiliar suele proveerse con la conversión de las reacciones y el exceso de reactantes. Siempre es posible trazar un plan de resolución, es decir los pasos a seguir. Aquí el pensamiento crítico y analítico juegan un papel importante, para imaginar una cadena de pasos intermedios y sus consecuencias. La esencia del análisis es el desmenuzamiento del problema en una serie, relativamente simple, de subproblemas o pasos intermedios. Durante la definición de los pasos de resolución del problema, se debe tratar de buscar alternativas, puesto que puede haber secuencias adecuadas y algunas que conducen a resultados erroneos.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
41
Figura 5.9 Diagrama del proceso de etanol, con tabla de balance de materiales. Referencias: 1. Douglas,J. M., “A Hierarchical Decision Procedure for Process Synthesis”. AIChE J. Vol. 31, No. 3, pp 353-362, March 1985. 2. Lewin, D.R., W.D. Seider y J.D. Seader. “Integrated Process Design Instruction”. Computers and Chemical Eng. Vol. 26, pp 295-306, 2002.
R-100
ETANÓL REACTOR DE
P-101
BOMBA
C-101
COMPRESOR
F-101
HORNO
DE
V-101
SEPARADOR T-101
DE GASES
LAVADOR
DE FASES
T-102
FRACCIONADOR
PRE
T-103
DE ÉTER
COLUMNAT-104
DE COLUMNA
C-102
COMPRESORDE
E-101PRECALENTADOR
DE CARGA
Éter
Etanol
Purga
Combustible Aire
Etileno
R-100
E-101
C-101
F-101
C-102
V-101
P-101
T-102 T-103
T-101
E-102
T-104 Agua residual
Sosa
1 2
Agua Des ionizada
Agua De proceso
3
4
5
7
6
9
10
11
12
8
2 1 3 4 5 6 7 1110 8 12
0.0 0.0 18,314.79 0.0 18,314.79 0.0 11,513.9 6,800.91 7,038.41 7,038.41 0.0 Agua
0.0 12.5 0.0 0.0 12.5 0.0 0.0 12.5 0.0 0.0 0.0 Éter
225.0 0.0 0.0 0.0 225.0 0.0 0.0 225.0 0.0 0.0 0.0 Etanol
0.0 0.0 0.0 105.56 0.0 116.116 0.0 116.116 116.116 0.0 10.556 Metano
0.0 0.0 0.0 422.22 0.0 464.442 0.0 464.442 464.442 0.0 42.222 Etano
0.0 0.0 0.0 2,205. 0.0 2,250.0 0.0 2,250.0 2,500.0 0.0 475.0 Etileno
Especies

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
42
Problemas P2.1 Haga una descripción del proceso de fabricación del amoniaco que usa como materia prima gas natural, de acuerdo al siguiente diagrama.
P2.2 La fabricación del ácido sulfúrico se efectúa en tres secciones, la de preparación de la alimentación, la de reacción y la sección de absorción. En la sección de preparación, el azufre se quema en un horno con un exceso de aire seco. La reacción es:
S + O2 SO2 Esta reacción es exotérmica y todo el azufre se convierte a SO2. El aire se alimenta por un soplador forzándolo a pasar por unos filtros en los que se elimina la humedad. Los gases de combustión pasan a un generador de vapor en el que se obtiene vapor a alta temperatura. Parte de este vapor se usa para fundir el azufre que entra al horno y el resto se usa en el proceso. En la segunda sección de la planta esta el reactor catalítico que contiene tres camas fijas con el catalizador de penh óxido de vanadio. La reacción es:
2SO2 + O2 2SO3
DESULFURIZADOR
Gas natural
AirCOMPRESOR
(371/240 °C y 30/28 Atm) CO + ½ O2 CO2 Vapor
MUTADOR DE ALTA TEMPERATURA
REFORMADOR PRIMARIO
CH4 + H2 O CO +3 H2
(820 °C y 39 Atm)
MUTADOR DE BAJA
(1000°C y 30 Atm)
TEMPERATURA
COMPRESION Y REFRIGERACION
REACTOR DE SINTESIS
(300 °C y 26 Atm)
REGENERADOR
METANIZADOR
ALMACENAMIENTO DE AMONIACO
ABSORBEDOR
CH4 + 2H2 O CO2 + 4 H2
H2 S + ZnO ZnS + H2O CH4 + H2 O CO +3 H2
CH4 + 2H2 O CO2 + 4 H2
CO + ½ O2 CO2 CH4 + 2 O2 CO2 + 2H2 O
K2CO3 + CO2 + H2 O 2KH CO3
(93 °C y 27 Atm)
2KH CO3 K2CO3 + CO2 + H2 O
(120 °C y 1 Atm)
CO +3 H2 CH4 + H2 O
CO2 + 4 H2 CH4 + 2H2O
N2 + 3 H2 2NH3
(460 °C y 194 Atm)
REFORMADOR SECUNDARIO
CO2
Vapor
Argón
NH3
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
43
La reacción es exotérmica y la conversión de equilibrio diminuye al aumentar la temperatura. Por esta razón se usan tres lechos empacados de catalizador con inter-enfriadores, intercalados, para remover el calor generado. En los cambiadores de calor entra agua a alta presión y se obtiene vapor. La tercera sección contiene dos absorbedores. En el primero el efluente del reactor catalítico entra en contacto con ácido sulfúrico para formar óleum [H2SO4 + SO3 H2SO4(SO3)]. Los gases del domo del primer absorbedor pasan a un segundo absorbedor en el cual también se usa ácido sulfúrico que absorbe SO3. Los gases del segundo absorbedor se mandan a tratamiento antes de echarlos a la atmósfera. El óleum del fondo del segundo absorbedor pasa a un tanque de dilución para mezclarse con agua. Se obtiene ácido sulfúrico concentrado, [H2SO4(SO3) + H2O 2H2SO4]. El ácido sulfúrico del tanque de dilución pasa a un cambiador de calor para eliminar el calor de dilución y se lleva a un tanque de donde salen tres corrientes. La primera se manda a almacenamiento, la segunda y tercera se envían a los absorbedores, primero y segundo respectivamente. Dibuje el diagrama del proceso. P2.3 El estireno grado monómero (SM) se fabrica en una planta con dos secciones de procesamiento. En la primera unidad de proceso, unidad EBO, ocurre la alquilación del benceno con etileno para obtener etilbenceno (EB). Luego el etilbenceno es deshidrogenado en la unidad SM para dar el SM por la reacción:
C6H5-C2H5 ↔ C6H5-C2H3 + H2 Descripción del proceso: En la unidad EBO el benceno se alquila, en fase líquida, a EB sobre un catalizador de zeolita, en un reactor de cama fija. La carga de benceno fresco se combina con una corriente de reciclo de benceno antes de entrar al reactor de alquilación (1)1. El benceno fluye desde la parte superior del reactor a través de una serie de camas fijas de catalizador, mientras que el etileno se distribuye equitativamente a través de las camas del catalizador. La reacción es altamente exotérmica por lo que se remueve el calor generado en la reacción por cambiadores de calor entre las camas del catalizador para generar vapor. En la sección de fraccionamiento de la unidad EBO, el benceno sin reaccionar se recupera en el domo de la columna de benceno (2), el EB se extrae como producto en el domo de la columna de EB (3). Una pequeña cantidad de polietilbenceno (PEB) se recupera del domo de la columna de PEB (4) y se recicla al reactor de alquilación (1), donde es trans alquilado con benceno sobre una segunda cama de catalizador de zeolita para producir una cantidad adicional de EB. El fondo de la columna de PEB se extrae como “Flux Oil” como se describe adelante. El producto EB se pasa a la unidad SM, donde es hidrogenado, en fase vapor, sobre una serie de camas catalíticas con oxido de zinc, hierro y cromo como catalizador. El reactor opera adiabáticamente a 630 °C y una atmósfera. Se agrega vapor de agua al EB antes de que entre al reactor (5), en la proporción molar de vapor a etilbenceno de 1.5 a 1, con el propósito de reducir la presión parcial del estireno e hidrógeno, disminuir la extensión de la reacción inversa, así como para reducir la formación de coque sobre el catalizador. Además el vapor de agua provee el calor necesario para la reacción ya que es altamente endotérmica. El efluente del reactor es enfriado y condensado en una serie de cambiadores de calor, en los que se genera vapor y se recupera calor. El gas incondensable se comprime y se usa como combustible. El agua es fácilmente separada de los hidrocarburos ya que son inmiscibles, en un separador
1 Los números entre paréntesis se refieren a los números de los equipos en el proceso.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
44
Agua/Aceite (6), El agua se envía a una unidad de biotratamiento. Menos del 10% del etilbenceno se consume en otras reacciones de las cuales las más importantes son:
C6H5-C2H5 C6H6 + C2H4
C6H5-C2H5 + H2 C6H5-CH3 + CH4 También se forma algo de CO2 y pueden polimerizarse pequeñas cantidades de estireno. En la sección de fraccionamiento de la unidad SM el EB sin reaccionar, tolueno y benceno se separan del SM, por el domo en el destilador EB/SM (7). El estireno se extrae con una pureza mayor a 99.0% pero separarlo del etilbenceno es difícil ya que sus temperaturas de ebullición son muy cercanas, además, cerca de su temperatura de ebullición el estireno se polimeriza, por ello se agrega en el domo de la columna EB/SM un solvente para inhibir la polimerización del SM. Las temperaturas normales de ebullición de los componentes son:
Componentes Teb, °F Hidrógeno -423 Metano -259 Etileno -155 Benceno 178 Agua 212 Tolueno 231 Etilbenceno 277 Estireno 293
El producto SM se obtiene en el domo de la columna SM (8) y en el fondo una mezcla de hidrocarburos pesados que se denominan como alquitrán. La pureza del SM es mayor al 99.95 % en peso. La corriente del domo del destilador EB/SM se refina en una secuencia de dos columnas. En la primera columna (9) se recupera el EB, por el fondo, que se recicla a la entrada del reactor de deshidrogenación (5). La corriente del domo pasa a la segunda columna (10), para separar el benceno del tolueno, el benceno se recicla a la unidad EBO mientras que el tolueno se extrae como subproducto. Los subproductos pesados que se obtienen como residuos pesados, el “Flux Oil” de la columna EB y el alquitrán de la columna SM, se usan como combustible en el sobre calentador de vapor de la unidad SM. Hacer un diagrama del proceso lo más completo posible. P2.4 El proceso de fabricación del fenol a partir del cumeno consiste de tres secciones. En la primera ocurre la oxidación del cumeno para formar hidroperóxido de cumeno. La segunda contiene el reactor de ruptura en donde el hidroperóxido se descompone en fenol y acetona. La última sección contiene un tren de separadores para recuperar el hidroperóxido y refinar el fenol. La reacción en el primer reactor es:
CH3 | CH | CH3
+ O2
CH3 | C-O-OH | CH3
Cumeno Hidro peróxido de cumeno

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
45
Esta reacción se efectúa a 130 °C y 14 atm en presencia de un catalizador, el principal subproducto es el alcohol dimetil benzoico, conocido también como dimetil fenil carbinol. En el reactor de ruptura se usa ácido sulfúrico como catalizador a 70°C y 1.5 atm. La reacción principal es: También se forman pequeñas cantidades de acetofenona y alfa metil estireno, de acuerdo a las siguientes reacciones: A la salida del reactor antes de separar los productos se neutraliza la mezcla con NaOH. En la sección de separación de productos el α-metil estireno se deja junto al cumeno ya que al reciclarlos al primer reactor pasan por otro reactor en donde una corriente de hidrógeno convierte al α-metil estireno en cumeno. La acetofenona y el alcohol dimetil benzoico se desechan como subproductos sin valor comercial. Las temperaturas normales de ebullición de los componentes son:
O
OH
CH3 | C-OO-H | CH3
CH3- C- CH3 +
Hidro peróxido de cumeno Fenol Acetona
CH3 | C-OH | CH3
Cumeno
+ CH4
C=O | CH3
Acetofenona
CH3 | C-OH | CH3
CH2 | C | CH3
α-metil estireno
CH3 | CH | CH3
Cumeno
+ ½ O2
CH3 | C-OH | CH3
Alcohol dimetil benzoico
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
46
Componente Teb, K Acetona 329 Cumeno 426 α-metil estireno 438 Hidroperóxido de cumeno 443 Fenol 455 Acetofenona 475 alcohol dimetil benzoico 608
Indique con diagramas de bloques el desarrollo del proceso según la jerarquía de los cinco niveles
de diseño, hasta obtener un diagrama del proceso lo más completo posible, con la numeración de corrientes así como la identificación de los equipos. P2.5 De acuerdo a la descripción del proceso de fabricación del ácido sulfúrico del problema 2, calcule el balance de materiales para producir 100Kg/hr de ácido sulfúrico concentrado al 98%. Por cada mol de óleum producido se obtiene 10 de ácido sulfúrico. Suponga que todo el azufre se convierte a SO2, que se usa un exceso de aire para la oxidación de 50% y la conversión de SO2 a SO3 es de 96%. P2.6 Calcule el flujo en las corrientes de salida en kg/hr en la unidad SM del proceso de fabricación del estireno, ver problema P2.3. La conversión del etilbenceno, por paso, en la unidad SM es de 30%. Considere que el 10 % del etilbenceno se consume por igual en las reacciones de formación del benceno y tolueno. La columna de extracción usa dietilen glicol como solvente. Para una producción de 84,210 ton/año de estireno, con un factor de servicio de 0.95 anual, determine también, el potencial económico en $/año y la cantidad de etilbenceno que se recicla al reactor. Datos:
Especies Precio, $/ton PM Hidrógeno * 2 Etileno * 28 Metano * 16 Benceno 300 78 Tolueno 320 92 Etilbenceno 280 106 Estireno 560 104 DEG * 106 (*) Valor energético como combustible, este costo y el del DEG se desprecian
P2.7 En la fabricación del óxido de etileno el oxígeno puro comprimido, etileno y gases de reciclo se mezclan para alimentarse a un reactor tubular catalítico que opera a 300 °C y 1.2 atm. Las principales reacciones son:
C2H4 + ½ O2 C2H4O C2H4 + 3 O2 2CO2 +2 H2O
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
47
Los gases a la salida del reactor se enfrían intercambiando calor con la alimentación al reactor. Después pasan por dos absorbedores, en el primero el óxido de etileno se absorbe en agua, los gases no absorbidos pasan al segundo absorbedor en el cual se remueve el CO2 en un solvente. Los gases de este segundo absorbedor se reciclan al reactor. La solución acuosa que sale del absorbedor de óxido de etileno ingresa a una columna de destilación en donde se obtiene óxido de etileno de alta pureza por el domo y el agua del fondo se manda a una sección de biotratamiento de efluentes.
Se requiere producir 50 ton/año de óxido de etileno operando 8,000 hr/año. La conversión del etileno es de 30% y la selectividad de etileno a óxido de etileno es 0.7, La relación de alimentación a la entrada del reactor es 2:1 de etileno: Oxígeno.
Datos: Propiedad C2H4 O2 H2O CO2 C2H4O PM 28 32 18 44 44 Precio, $/kg 5.65 - - - 97.64 Teb, °C -103.7 -183.17 100 -78.4 10.7
Determinar.
a) El diagrama de flujo del proceso. b) Los flujos en todas las corrientes del proceso en kmol/hr. c) El potencial económico del proceso.
P2.8 En el proceso de fabricación del metanol se usa una carga fresca con 33 % en moles de CO, 66 % en moles de H2 y el resto de inertes. Esta corriente se mezcla con otra de reciclo para entrar al reactor en donde se efectúa la reacción CO + 2H2 CH3OH. El efluente del reactor pasa a un separador de fases en donde todo el metanol es removido como líquido. Los gases que no son condensables se reciclan al reactor. Para mantener un contenido de inertes de 10 % en el reciclo, el 5 % de la corriente gaseosa del separador debe purgarse y el resto se recicla al reactor.
Una quinta parte de la producción del metanol se desvía a una planta para producir formaldehído y el resto se extrae para su venta. En el reactor, de esta segunda planta, ocurren las siguientes reacciones:
CH3OH + ½ O2 HCHO + H2O
CH3OH HCHO + H2
Se usa oxígeno puro que se consume totalmente. A la salida del reactor se eliminan, en un condensador, el agua y el formaldehído que se envían a una sección de refinación del formaldehído. Los gases metanol e hidrógeno pasan por una membrana en la cual todo el hidrógeno permea por la membrana y se extrae del proceso. El metanol se recicla al reactor. La alimentación al reactor es tal que por cada mol de CH3OH que se recicla se tienen 4 moles de metanol. En la segunda reacción se descomponen 3 moles de CH3OH por cada mol de metanol que reacciona con el O2 en la primera reacción. a) Hacer un diagrama de flujo con los dos procesos. b) Calcular el flujo de los materiales en las corrientes de entrada y salida. c) Calcular la fracción de conversión del CO por paso en el reactor y d) Calcular la fracción de conversión del CO global.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
48
P2.9 La producción del propilen glicol (PG) se obtiene por hidratación del óxido de propileno (OP) en presencia de ácido sulfúrico como catalizador, a 3 atm y 110°C. También se forma el dipropilen glicol (DPG) OP + Agua PG OP + PG DPG Para una producción de 1,520 kg/min de PG. Conversión xOP =0.5, selectividad de OP a PG de 0.8. Exceso de agua de 20 % sobre el valor estequiométrico. a) Calcule el flujo de materiales alrededor del reactor en kg/min. b) El efluente del reactor pasa a un separador de fases. En la fase líquida van los glicoles. El 90% de la
fase vapor, OP y agua, se recicla al reactor y el resto se purga. Calcule el flujo de materiales a la entrada del proceso, en el reciclo, la purga y en la corriente de los glicoles, en kg/min.
P2.10 El proceso del fenol del problema P2.4, considere los siguientes datos para las reacciones. Reactor 1: C6H5CH(CH3)2 + O2 C6H5C(CH3)OOH 65% conversión Cumeno hidroperóxido de cumeno Reactor 2: C6H5C(CH3)OOH C6H5OH + (CH3)2CO 95% conversión hidroperóxido de cumeno Fenol Acetona El oxígeno se alimenta en un 50% de exceso, que se toma del aire. Al segundo reactor debe evitarse que entre cumeno. Para una planta con capacidad de 28,200 kg/hr de fenol, con tiempo de operación de 8,000 hr/año. a) ¿En que forma debe operar la planta, continuamente o intermitentemente? Justifique su respuesta. b) Calcule los flujos (kg/hr) de los materiales en la entrada y salida del proceso, no tome en cuenta a la
sosa, el hidrógeno ni los subproductos en los cálculos. c) Determine la utilidad bruta del proceso en $/kg de fenol producido por hora.
Especies Precio ($/Kg) Teb, K PM Cumeno 8.75 425.56 120 Oxígeno despreciable 90.19 32 Hidroperóxido de cumeno 7.90 442.7 152 Fenol 11.55 455 94 Acetona 2.05 329.44 58
P2.11 Diseño básico del proceso para producir 8,000 ton/año de ácido fluorhídrico (HF) a partir de fluoríta (CaF2), que usa un horno como reactor.
Reacción principal: CaF2 (s) + H2SO4 (l) 2 HF (g) + CaSO4 (s)
T = 600 K, P = 1 atm, ΔHr = 87 MJ/kmol CaF2. Conversión de fluoríta = 90 % Nota: El ácido sulfúrico entra al reactor como líquido pero sale como gas junto con el HF.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
49
Datos de las materias primas: CaF2 (fluoríta), PM = 78, precio $200/ton. ($ = dólares) CaCO3 (Caliza, impureza en la fluoríta, menos de 5 % en peso de CaF2), PM=100, H2SO4 (ácido sulfúrico), PM=98, precio $80/ton (al 98 % de concentración), Teb = 350°C. Datos de los productos: HF (ácido fluorhídrico), PM=20, precio $ 1,300/ton, Teb=20°C,
CaSO4 (yeso), PM=136, se puede vender hasta 5,000 ton/año, a 30 $/ton. El exceso debe enviarse a tiraderos a un costo de $5/ton.
Ca(OH)2 (cal), para neutralizar efluentes, $80/ton. Reacciones secundarias: CaCO3 (s) + H2SO4 (l) CO2 (g) + H2O (g) + CaSO4 (s) ; Conversión de CaCO3 menor de 5%. Sin tomar en cuenta la segunda reacción. a) Determine el flujo de materiales en la estructura de entrada y salida del proceso, en ton/año. b) Calcule la utilidad bruta, por tonelada producida de HF anualmente. c) Calcule el balance de materiales en la estructura de reciclo. Considere que se usa 20 % de exceso de
ácido sulfúrico. El ácido sulfúrico no reaccionado se separa totalmente del HF y se recicla a la entrada del reactor. La fluoríta no convertida no se separa de los otros sólidos ni se recicla. Tome como base 8,000 hr/año de operación en la planta.
d) Dibuje un diagrama del proceso que incluya los separadores a la salida del reactor. Considere que algo de CO2 se produce y que para separarlo del HF se lavan los gases en uno o varios absorbedores. El absorbente, para el HF, puede ser H2O o H2SO4. Indique en su diagrama en que orden deben ir los absorbedores y cual es el destino de las corrientes de salida. Diga cual es el absorbente más adecuado para el proceso.
P2.12 En un reactor tubular se efectúa la nitración del tolueno para dar nitrotoluenos de acuerdo a las reacciones:
a) C7H8 + HNO3 C7H7NO2 (mononitrotolueno) + H2O b) C7H7NO2 + HNO3 C7H6(NO2)2 (dinitrotolueno) + H2O c) C7H6(NO2)2 + HNO3 C7H5(NO2)2 (trinitrotolueno) + H2O
La alimentación consta de 1000 kg/hr de tolueno y 1500 kg/hr de HNO3, para una conversión del 80 % del tolueno y selectividades de los nitratos con respecto al tolueno consumido de 75%, 20% y 5% para el mono, di y trinitrotolueno, respectivamente. Calcule el flujo de cada especie química a la salida del reactor. Compruebe que se cumple el balance de materiales. P2.13 La obtención del butadieno (C4H6) en forma industrial, se realiza por medio de la deshidrogenación del n-butano (C4H10), obteniéndose en un primer reactor buteno (C4H8) más hidrógeno, la reacción alcanza una conversión del 95%. El efluente obtenido del primer reactor, se mezcla con el buteno recirculado proveniente del sistema de separación y se alimenta directamente a un segundo reactor, cuyo propósito es deshidrogenar el buteno para obtener finalmente el producto principal junto con otra cantidad adicional de hidrogeno (H2). La reacción ocurre con una conversión del 55%. El efluente de este segundo reactor, se envía al sistema de separación. Por el domo del primer separador se obtiene una mezcla de n-butano e hidrógeno, misma que deberá separarse para recircular el n-butano al primer reactor y purgar el

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
50
hidrógeno. En el último separador se obtiene el butadieno y en otra corriente el butano que se recicla al segundo reactor. Para una alimentación de n-butano fresco igual 5,800 kg/hr. Dibuje el diagrama del proceso con la tabla de balance de moles en todas las corrientes.
C4H10 C4H8 + H2
C4H8 C4H6 + H2
Datos de la fracción de la alimentación a cada separador y que se recupera por el domo. P2.14 La síntesis comercial de urea involucra la combinación de amoniaco y dióxido de carbono en un reactor a alta presión para formar carbamato de amonio. En un segundo reactor el carbamato se deshidrata para formar urea y agua. Las reacciones y condiciones en los reactores son.
2 NH3 + CO2 NH2COONH4 180 ºC y 150 atm NH2COONH4 NH2CONH2 + H2O 200 ºC y 130 atm
La primera reacción es rápida y exotérmica con 90% de conversión del CO2. La conversión del
carbamato en la segunda reacción es de 70 %, con generación de calor.
La sección de recuperación de reactivos opera a dos diferentes presiones 17 y 3.5 atm, respectivamente. En la etapa de alta presión el efluente del segundo reactor, después de expandirse, pasa a un absorbedor en donde el amoniaco es totalmente absorbido en una corriente de amoniaco líquido, que se alimenta al primer reactor. La corriente gas de salida del absorbedor pasa a un condensador en donde por la parte inferior se retira todo el carbamato y se recicla al segundo reactor. Los vapores de CO2, H2O y urea que salen por la parte superior del condensador, pasan a la etapa de baja presión en donde por condensación se obtiene la urea, prácticamente pura, que constituye el producto principal. Mientras que todo el CO2 y H2O, sin valor comercial, se desechan. Determine:
a) El diagrama de proceso. b) Los flujos en kg/min de las corrientes de entrada y salida del proceso para una producción de 12,000
kg/min de urea. c) El potencial económico. d) Los flujos de las corrientes de reciclo, en kg/min, considerando que en el primer reactor deben
entrar 3 moles de amoniaco por cada mol de CO2.
COMPONENTE PM Separador 1
Separador 2
Separador 3
H2 2 1.0 0.995 1.0 C4H10 58 1.0 0.005 1.0 C4H8 56 0.005 0.0 1.0 C4H6 54 0.0 0.0 0.005

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
51
Especies PM Precio,
$/ton NH3 17 120 CO2 44 * H2O 18 - NH2CONH2 60 90
(*) Precio de compra del CO2 0.63 $ por cada 1,000 pies3 , con densidad 0.07 lb/pie3 .
P2.15 El anhídrido eftálico se usa ampliamente como base de un plástico sintético, que se emplea en los interiores de los autos y otras aplicaciones. El proceso tradicional involucra la oxidación parcial del naftaleno con aire, a 500 K y 10 atm. La conversión del naftaleno es 0.90 y la selectividad de anhídrido eftálico por mol de naftaleno es 0.85. Las reacciones son:
C10H8 + O2 C8H4O3 + CO2 + H2O
(naftaleno) (anhídrido eftálico)
C10H8 + O2 CO2 + H2O
Un nuevo proceso usa también aire para la oxidación de ortoxileno. En este proceso la conversión del ortoxileno es de 0.65 y la selectividad de anhídrido eftálico por mol de ortoxileno es 0.75. La reacción principal es:
C8H10 + O2 C8H4O3 + CO2 + H2O (ortoxileno) (anhídrido eftálico) De las otras reacciones la más importante es la oxidación total del ortoxileno. Se desea determinar cual de los dos procesos es el más recomendable desde el punto de vista económico. Determine para cada proceso.
• El flujo de las materias primas a la entrada del reactor para producir 3,000 kg/semana de anhídrido eftálico (no incluya el cálculo del aire).
• El potencial económico, en $/sem. Datos:
Especies $/ Kg PM Naftaleno 0.135 128 Ortoxileno 0.2425 106
Anhídrido eftálico 0.45 148 * El precio del aire y agua son despreciables.
P2.16 El monomero de metil metacrilato (MMA) se usa ampliamente para producir plásticos acrílicos. En el proceso para su fabricación se tienen tres secciones. La primera en donde ocurren las siguientes reacciones principales.
CH2=C(CH3) CH3 + O2 CH2=C(CH3) CHO + H2O Isobutileno (ISO) Metacroleina (MA)
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
52
Se usa vapor de agua para evitar coquización y aire que provee el oxígeno. En las dos reacciones se obtienen pequeñas cantidades de acetona, ácido acético y acetaldehído. La segunda sección es de separadores en donde se recuperan el ISO y la MA que no reaccionaron y se reciclan. En la corriente que se recicla el ISO se tiene una purga (10% en mol) que contiene además, acetona (Teb=56°C), acetaldehído (Teb=21°C), oxígeno y nitrógeno. En uno de los destiladores de la segunda sección se obtiene ácido acético (Teb=118°C) por el domo, que se desecha, y el MAA por el fondo. Esta corriente de MAA ingresa a la tercera sección del proceso y se alimenta a un reactor junto con una corriente de metanol. La única reacción que ocurre en este reactor es:
• • • •
A la entrada del reactor se tiene una proporción de 1.5 moles de metanol por mol de MAA. El metanol que no reacciona se separa del MMA y el agua por medio de un flash y se recicla al reactor. La solución acuosa del MMA sale como producto. Considerando una operación de 350 días/año, y una producción de 350,000 ton /año de MMA, proponga, en diagramas de bloques, la estructura de entrada y salida y la estructura de reciclo, agregando los nombres de las especies químicas en las corrientes, además, determine: a) El diagrama de proceso. Identifique claramente los componentes de las corrientes. (1 punto) b) Los flujos en ton/día de las corrientes de entrada del isobutileno y el metanol. (4 puntos) c) El potencial económico por ton de MMA producido diariamente, sin considerar los costos de manejo del aire, el vapor y la purga, tampoco tome en cuenta los costos de la acetona, el acetaldehído y ácido acético. (1 punto)
Compuesto PM Teb, °C Precio, dolares/kg Isobutileno, ISO 56.1 -7 0.135 Metacroleina, MA 70.1 74 0.28 Ácido Metacrilico, MAA 86.1 161 0.42 Metanol 32.04 65 0.18 Metil metacrilato, MMA 100.12 105 0.40
P2.17
T=400 ºC, P=40 psig, xISO=0.9, catalizador Pt, S=selectividad =0.8 mol MA/mol ISO
CH2=C(CH3) CHO + ½ O2 CH2=C(CH3) CO2H (MA) Acido metacrilico (MAA)
T=380 ºC, P=20 psig, xMA=0.8, catalizador Cu, S=selectividad =0.9 mol MAA/mol MA
CH2=C(CH3) CO2H + CH3 OH CH2=C(CH3) CO2CH3 + H2O (MAA) Metil metacrilato (MMA)
T=300 ºC, P=50 psig, xMAA=1.0
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
53
La base del proceso de producción del acrilonitrilo (CH2=CHCN) es la oxidación catalítica del propileno (CH2=CHCH3) y amoniaco, usando aire como oxidante. Los principales subproductos son ácido cianhídrico (HCN), acetonitrilo (CH3CN), agua y óxidos de carbono (CO y CO2). Las reacciones principales son:
C3H6 + NH3 + 1.5 O2 CH2=CHCN + 3 H2O Reacción 1 C3H6 + 1.5 NH3 +1.5 O2 1.5 CH3CN + 3 H2O Reacción 2 C3H6 + 3 NH3 + 3 O2 3 HCN + 6 H2O Reacción 3 C3H6 + 4.5 O2 3 CO2 + 3 H2O Reacción 4 C3H6 + 3 O2 3 CO + 3 H2O Reacción 5
Temperatura de 400 a 450 °C, presión de 50 a 200 Kpa La conversión del propileno es de 90 % y la selectividad de acrilonitrilo es de 0.8, Las selectividades hacia los otros subproductos son iguales, 0.05 cada una. Selectividad= (moles de producto generado)/(moles totales de propileno reaccionadas). Considere un 20 % de exceso de O2 con respecto al estequiométrico. Todo el amoniaco se consume.
El efluente del reactor es enfriado y lavado con agua en un absorbedor, saliendo por el domo C3H6, CO2, CO y aire. El fondo líquido se alimenta a una columna de acrilonitrilo crudo, por el fondo de esta sale agua y acetonitrilo, esta corriente pasa a un destilador en el cual se recupera todo el acetonitrilo por el domo y el fondo se manda a biotratamiento. La corriente del domo de la columna de acrilonitrilo crudo ingresa a un destilador en el que se obtienen por arriba el ácido cianhídrico y por la parte de abajo acrilonitrilo.
e) En este proceso no se usa recirculación de reactivos, explique porque. f) Dibuje el diagrama del proceso con los separadores. g) Calcule los flujos en kg/hr de las corrientes de entrada y salida del proceso (no incluir el nitrógeno)
para una producción de 4,240 ton/año de acrilonitrilo. Suponga que la planta opera 8,000 hr/año. h) Calcule el potencial económico en $/kg.
P2.18
Las principales reacciones en la fabricación del ácido fórmico (HCOOH) a partir del formaldehído (HCHO), son:
HCHO + ½ O2 HCOOH HCHO + HCOOH HCOOCH3 + ½ O2 HCOOH CO2 + H2
Especies PM Precio, $/kg
Propileno 42 1.47 Amoniaco 17 0.4 Acrilonitrilo 53 2.4 Acetonitrilo 41 1.8 Ácido cianhídrico 27 1.14 H2O 18 ---- O2 32 ---- CO 28 ---- CO2 44 ----
T=140°C, P= 5 atm Catalizador, V2O5 sobre alúmina
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
54
La conversión del formaldehído es de 83.33 %, por cada 10 moles convertidas de formaldehído se obtienen 8 de ácido fórmico y 1.5 moles de metil formiato (HCOOCH3). El oxígeno se toma del aire con 20% de oxígeno. Considere un 20 % de exceso de O2 con respecto al estequiométrico para determinar.
a) El efluente del reactor se enfría para separar los gases no condensables (O2, N2, CO2 y H2) que se purgan del proceso. Todo el formaldehído (PM=30, Teb=254 K) se separa del ácido fórmico (PM=46, Teb=374 K) y del metil formiato (PM=60, Teb=305 K) en unos separadores para reciclarse al reactor. Hacer el diagrama del proceso con los separadores, indique en las corrientes de entrada y salida las especies que contienen.
b) Calcule la cantidad en kmols/hr del formaldehído en la corriente de alimentación fresca al proceso, para una producción de 7,360 Ton/año de ácido fórmico si la planta debe operar 8,000 hr/año.
c) Calcule los flujos en kg/hr de las especies químicas en las corrientes de entrada y salida del proceso. Compruebe el balance de materiales.
P2.19 En el proceso de fabricación del metanol se usa una corriente de gas natural reformado, que tiene la siguiente composición en por ciento en mol, 21% de CO, 7% de CO2, 69% de H2 y 3% de CH4. Esta corriente se mezcla con otra de reciclo para entrar al reactor en donde se efectúan las siguientes reacciones. Reacción 1: CO + 2H2 CH3OH (conversión del CO, 0.30), Reacción 2: CO2 + 3H2 CH3OH + H2O (conversión del CO2, 0.20) El efluente del reactor pasa por un separador en el cual por el fondo se obtiene como líquidos, todo el metanol y el agua, por el domo se recuperan el total del flujo de los gases incondensables (CO, CO2, H2, y CH4), estos gases se reciclan al reactor. Para mantener un bajo contenido de metano en el reciclo, el 10% de la corriente del domo del primer separador se purga y el resto se recicla al reactor. Para producir 320 kg/min de metanol, determine:
a) El diagrama de flujo del proceso, identifique el propósito de cada unidad de proceso. b) El flujo de materiales en las corrientes de entrada y salida del proceso, en kg/min. Verifique que el
peso de las sustancias en la entrada es igual a la suma de pesos de las sustancias en las salidas. P2.20 El carbonato de metilo (CDM) se obtiene a partir de metanol, monóxido de carbono y oxígeno. El proceso consta de cuatro secciones. La primera en donde ocurren las principales reacciones (T=180 °C, P=22 atm). Reacción 1: 2CH3OH + CO + ½ O2 CH3-OCOO-CH3 + H2O CDM Reacción 2: 2CH3OH + CO CH3-O-CH2 –O-CH3 + ½ O2 Formal Reacción 3: CO + ½ O2 CO2 La segunda sección es de separación preliminar. Se obtienen tres corrientes, una con gases ligeros, O2, N2, CO, CO2. Otra corriente con el azeótropo de metanol y formal, que pasa a la tercera sección y otra con el CDM y agua, que se envía a la cuarta sección. La tercera sección es de refinación del formal que se separa del metanol, el formal se extrae como producto casi puro y el metanol se recicla al reactor. En la
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
55
cuarta sección se purifica el CDM que se separa del agua, el CDM se extrae como producto y el agua se manda a tratamiento de residuos.
Por cada mol consumida de CO se obtienen 0.76, 0.19 y 0.05 moles de CDM, formal y CO2 respectivamente. Se usa oxígeno que se diluye con N2 para mantener una proporción no explosiva en el reactor de 50% de O2 y 50 % de N2. La conversión del metanol es 0.8 y la conversión del CO es 0.40. A la entrada del reactor por cada mol que entra de oxígeno entran 5 de metanol. Para una producción anual de 51,840 toneladas de CDM, operando 8,000 hr/año, determine. a) El diagrama de bloques del proceso. Identifique claramente las especies químicas de las corrientes. b) Los flujos en kmol/hr de los componentes en la estructura de entrada y salida del proceso. c) Compruebe el balance de materiales en ton/año de los componentes del inciso b. d) El potencial económico para producir 6.48 ton/hr de CDM, No considere el valor de la corriente de gases ligeros.
Especies CDM Formal Agua CO2 O2 N2 CO CH3OH P.M. 90 76 18 44 32 28 28 32 Costo, $/kg 0.42 0.28 - - 0.2 0.1 0.1 0.18
P2.21 Construya el diagrama de bloques del proceso de fabricación del amoniaco de acuerdo a la siguiente descripción. La síntesis del amoniaco se obtiene por la reacción de hidrógeno con nitrógeno. El N2 se obtiene del aire y el H2 se obtiene por reformación catalítica, ya sea, del gas natural o de nafta. En el diagrama del problema el NH3 se obtiene por el método de reformación catalítica del gas natural, que consiste de seis etapas principales: 1) desulfuración el gas natural, 2) reformación catalítica con vapor, 3) mutador del monóxido de carbono, 4) remoción del dióxido de carbono, 5) metanación y 6) síntesis del amoniaco.
En la desulfuración del gas natural se remueve casi todo el azufre (en forma de H2S), para prevenir el envenenamiento del catalizador de níquel en el reactor de reformación. El gas natural desulfurizado se mezcla con una corriente de vapor antes de entrar al reformador catalítico. Aproximadamente 70 % del metano del gas natural se convierte a H2 y CO. En el reformador secundario se obtiene casi la conversión total del CH4, obteniéndose también CO2 y H2O. En ambos reactores se alimenta aire para producir el gas de síntesis. En ambos reactores se aprovecha el calor de las reacciones para generar vapor. Después de enfriar el efluente del reformador secundario, el gas entra al mutador de alta temperatura y de ahí después de que se vuelve a enfriar el gas, pasa al mutador de baja temperatura. En ambos reactores el CO se convierte a CO2. El gas a la salida del mutador de baja temperatura es descarbonatado en un sistema de absorción. El absorbedor usa K2CO3 para absorber químicamente el CO2, en forma de KHCO3. El KHCO3 pasa al regenerador en donde se elimina el CO2. Este CO2 se puede desechar a la atmósfera o usarse en otras secciones de la planta. El K2CO3 regenerado se recicla al absorbedor. El metanizador es un reactor en el que se remueve el CO2 residual. En las reacciones se obtiene, principalmente metano y agua.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
56
El gas de síntesis a la salida del metanador se comprime hasta la presión requerida en el reactor de síntesis. En este reactor se obtiene el NH3. El amoniaco a la salida del reactor de síntesis se separa por condensación, del gas de síntesis. El gas de síntesis se recomprime y recicla al reactor de síntesis. Una porción del reciclo se purga para evitar la acumulación de gases como el argón. El amoniaco se enfría y comprime para su almacenamiento.