estudio dediferentes tipos de hornos de cuba…boletines.secv.es/upload/197817229.pdf · al...
TRANSCRIPT

ESTUDIO DE DIFERENTES TIPOS DE HORNOS DE CUBA, CON LA AYUDA DE UN MODELO MATEMÁTICO Y MEDIDAS EXPERIMENTALES
78/4/0095A RESUMEN
G. LEYENS Institut fur Industrieofenbau und
Wärmetechnik um Hutterwesen R. MOREAU
Saint-Gobain-Industries
Se estudian, por medio del modelo matemático, las diferentes condiciones de explotación de un horno cuba y se comparan los resultados de los cálculos con los de las medidas efectuadas en hornos reales. SUMMARY
The diferents conditions of explotation of a tank furnace are studied by means of the mathematical model, and they are compared with the results of calculation mode with measurements in real furnaces. RESUMME
On fait I'etude aumoyen du modele matèmatique, des différentes conditions d'explotation d'un four cube et on compare les résultats des calculs avec ceux mesures faites de fours réels. ZUSAMMENFASSUNG
Die verschiedenen Anwendungsbedingungen eines Wannenofen werden mittels mathematische Modelle untersucht. Die Ergebnisse der Berechnungen werden mit den Messungen an Betriebsöfen verglichen.
1. ESTADO ACTUAL DE LOS MODELOS MATEMÁTICOS DE HORNOS DE CUBA.
Los modelos matemáticos de hornos de fusión del vidrios descritos actualmente en la literatura son, generalmente bidimensionales y sirven para calcular las distribuciones de temperatura y velocidad, bien en la sección transversal [1,2,3], bien la sección longitudinal [4,5,6,7] de un horno de cuba. Se conoce, igualmente, un modelo tridimensional [8]. Este concierne, sin embargo, a un horno eléctrico el cual posee una geometría que se presta mejor al cálculo que el horno de cuba de forma alargada.
El principal problema que presentan todos los hornos de cuba es la posibilidad de realizar duraciones de cálculo aceptables. Este dificultad es más acusada en el caso de los -modelos tridimensionales, pues, en este caso, se necesitan puntos de referencia para el cálculo de las temperaturas y de las velocidades unas 10 veces más numerosos que para los modelos bidimensionales . La duración de cálculo aumenta en función del número de puntos de referencia pero este incremento no es lineal, al menos es cuadrático, de manera que los modelos tridimensionales exigirían una duración de cálculo al menos centuple de la correspon-dinte a los modelos bidimensionales.
2. MODELO MATEMÁTICO Y MÉTODO DE MEDIDA
El modelo matemático que hemos puesto a punto /7/ y queutilizaremos en el marco de este trabajo es, por consecuencia, bidimensional y está basado en las siguientes características :
L Resuelve de modo iterativo el sistema de ecuaciones diferenciales acopladas para el transporte de energía y de impulsión.
2. El cálculo numérico se basa en el método llamado de
los dominios parciales, en el que se utilizan las soluciones particulares de las ecuaciones diferenciales, a fin de reproducir con la mayor precisión posible el contenido físico de estas ecuaciones.
3. Nuestro modelo matemático tiene en cuenta tanto la corriente de extracción como la corriente ascensional, en el plano de la simetría del horno de cuba.
4. Se há utilizado, como condición límite para la ecuación de la energía, la, condición límite de tercer orden en donde la temperatura del vidrio fundido no viene dada sino que tan sólo lo están las temperaturas de la superestructura del horno y las de exterior a la cuba, así como las resistencias térmicas.
5. Las condiciones límites de la distribución de las corrientes implican el caudal de extracción, las condiciones de adherencia a las paredes y la movilidad, sin esfuerzo de cizalladura, del vidrio fundido en la superficie libre.
Se han estudiado, por medio del modelo matemático, las diferentes condiciones de explotación y se han comparado los resultados de los cálculos con los de las medidas efectuadas en hornos reales. Se han utilizado, como sondas de medida de temperatura, termopares de Pt-Rh-Pt en fundas, incorporados dentro de tubos, de 0,5 mm. de diámetro. Tres sondas fueron introducidas simultáneamente en el fondo de la cuba. Las medidas han sido tomadas al nivel del fondo, después a 5 y 10 cm. por encima de éste, y, a continuación, cada 10 cm. hasta la superficie. Los esfuerzos térmicos han sido registrados por un registrador y se ha observado el establecimiento de un estado estacionario. El funcionamiento eficaz de los termopares fue controlado trazando nuevas curvas de calibración después de cada serie de ensayos.
3. OBJETO DEL TRABAJO
Para verificar la validez práctica del modelo matemático.
BOL SOC. ESP. CERAM. VIDR. VOL. 17. NUM.4 229
vamos a intentar contestar a tres preguntas. 1. ¿El modelo matemático reproduce cualitativamente, de forma exacta, las condiciones térmicas que se presentan en el horno? 2. ¿El carácter bidimensional del modelo ejerce una influencia desfavorable y sensible en la precisión de los cálculos? 3. ¿Las distribuiciones de corrientes calculadas según las distribuciones de temperaturas en los diferentes hornos, difieren unas de otras y dan indicaciones sobre condiciones de explotación favorables? Se trata de contestar a estas preguntas comparando los
resultados teóricos y experimentales obtenidos por tres hornos, en diferentes condiciones de explotación.
haberse alcanzado todavía el estado estacionario. Medidas precedentes, publicadas en la literatura como las recapitulaciones por Triar 9, nos muestran este fenómeno de inversión.
La evolución de temperatura en los puntos (2) y (3) indican una buena correlación cualitativa entre los resultado teóricos y experimentales. Las temperaturas medidas permanecen, sin embargo, mayores en la mitad superior del baño, y menores en la mitad inferior del baño, que los valores teóricos. Estas diferencias de temperatura aumentan hacia la garaganta. Se puede dar una explicación a estos desvíos mediante distribuciones de corrientes y de temperaturas obtenidas por cálculo (fíg. 2). La distribución de la
COMPARACIÓN DE LOS RESULTADOS TEÓRICOS Y EXPERIMENTALES:
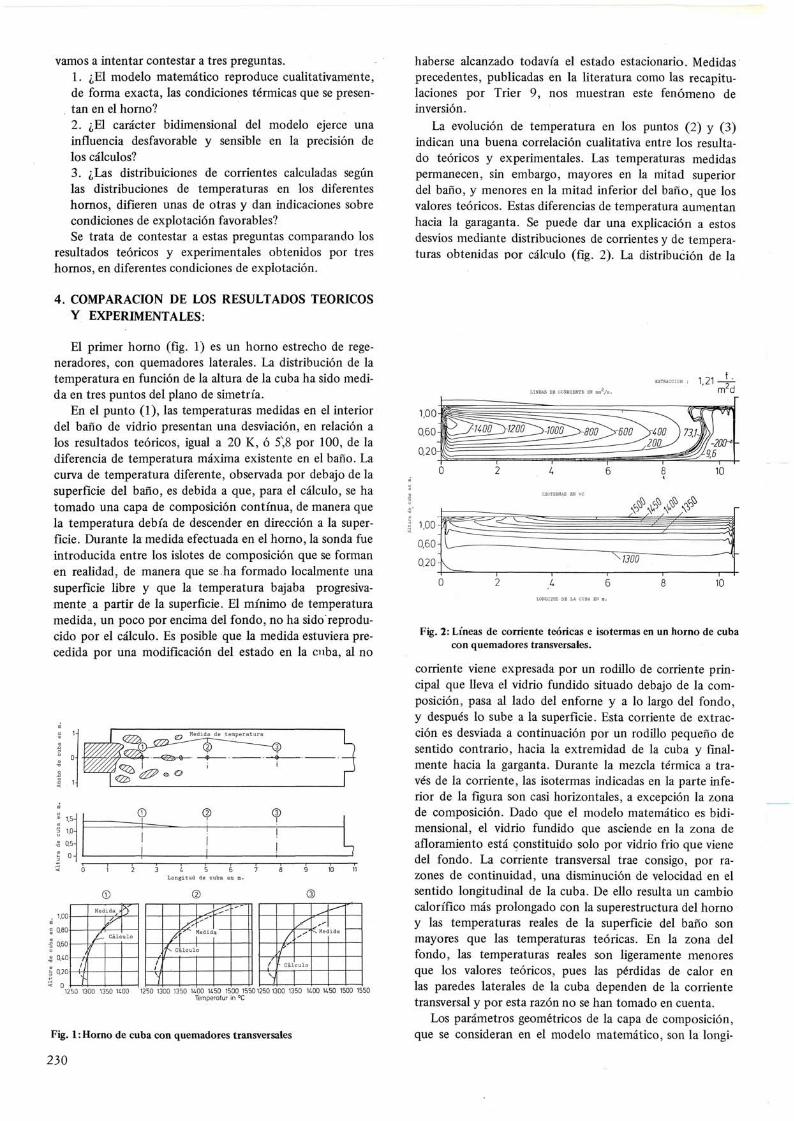
El primer homo (fíg. 1) es un horno estrecho de regeneradores, con quemadores laterales. La distribución de la temperatura en función de la altura de la cuba ha sido medida en tres puntos del plano de simetría.
En el punto (1), las temperaturas medidas en el interior del baño de vidrio presentan una desviación, en relación a los resultados teóricos, igual a 20 K, ó 5',8 por 100, de la diferencia de temperatura máxima existente en el baño. La curva de temperatura diferente, observada por debajo de la superficie del baño, es debida a que, para el cálculo, se ha tomado una capa de composición continua, de manera que la temperatura debía de descender en dirección a la superficie. Durante la medida efectuada en el horno, la sonda fue introducida entre los islotes de composición que se forman en realidad, de manera que se ha formado localmente una superficie libre y que la temperatura bajaba progresivamente a partir de la superficie. El mínimo de temperatura medida, un poco por encima del fondo, no ha sidoreprodu-cido por el cálculo. Es posible que la medida estuviera precedida por una modificación del estado en la cuba, al no
Q ? (3)
2 3 ^ 5 6 Longitud de cuba en
© @ (D Medida ? ¥ ^^ -"' 1 ^ ^ /y^
^ A 0,60
/ I Cálculo /y ' Medid
/^ ^ • M e c i d a
0,60
/ r- f^ c alculo f //
/ ,' ^ Cálculo
n i 1 Vi 1250 1300 1350 UOO 1250 1300 1350 UOO U50 1500 15501250 1300 1350 KOO U50 1500 1550 Temperatur in °C
Fig. 1 : Homo de cuba con quemadores transversales
230
EXTRACCIÓN : 1,21-LINEAS DE COEHIKNTE EN mm / s . m d̂
ISOTERMAS EN o
# # / #
LONGITUD DE LA C
Fig. 2: Líneas de corriente teóricas e isotermas en un horno de cuba con quemadores transversales.
corriente viene expresada por un rodñlo de corriente principal que lleva el vidrio fundido situado debajo de la composición, pasa al lado del enforne y a lo largo del fondo, y después lo sube a la superficie. Esta corriente de extracción es desviada a continuación por un rodillo pequeño de sentido contrario, hacia la extremidad de la cuba y finalmente hacia la garganta. Durante la mezcla térmica a través de la corriente, las isotermas indicadas en la parte inferior de la figura son casi horizontales, a excepción la zona de composición. Dado que el modelo matemático es bidimensional, el vidrio fundido que asciende en la zona de afloramiento está constituido solo por vidrio frió que viene del fondo. La corriente transversal trae consigo, por razones de continuidad, una disminución de velocidad en el sentido longitudinal de la cuba. De ello resulta un cambio calorífico más prolongado con la superestructura del horno y las temperaturas reales de la superficie del baño son mayores que las temperaturas teóricas. En la zona del fondo, las temperaturas reales son ligeramente menores que los valores teóricos, pues las pérdidas de calor en las paredes laterales de la cuba dependen de la corriente transversal y por esta razón no se han tomado en cuenta.
Los parámetros geométricos de la capa de composición, que se consideran en el modelo matemático, son la longi-

tud total y la longitud hasta la que se puede considerar que la densidad de masa de la corrriente es constante. En la práctica, estos parámetros no se pueden medir con precisión. Pero los cálculos muestran que una distribución de la composición inexacta por hipótesis en ciertos límites, no tic ae gran influencia en las temperaturas del baño.
En el caso de un homo de cuba con recuperador, de llamp en herradura, con enhornamiento lateral de la composición (fíg. 3) se ha planteado la cuestión de si la asimetría de calentamiento y el enhornamiento lateral podrían llevar a diferencias entre los resultados teóricos y experimentales.
- ] 1 1 1 1 r 3 ^ 5 6 7 8
Longitud de cuba en i
(D 0) (D
B 1.20
« 1.00
•§ 0.80
* 0.60 j -
£ o./iof SI I
H 0.20 f
0 •
iT'^n - ] - . •-, y r- 7^ Me dida n M ídidí yl / Med . d .
/ / / / f/
!) 1 / \ / ^ Cá I c u l 3 \ Cálc u lo
/ // 'r / o álcu .o V n
h
^ ,f - i
/ / . 1350 UOO U50 1350 UOO U50 1500 1350 UOO U50 1500 1550 1500
Temperatura en Q C
Fig. 3: Homo de llama en herradura.
Las curvas de temperatura trazadas en función de la altura del baño en el punto (3) presentan un desvío de aproximadamente 8,3 por 100 (18 K) entre los resultados teóricos y experimentales. Contrariamente al ejemplo precedente, no se puede esperar más que una corriente transversal debilitada, pues se encuentra una ligera onda entre los puntos de medida (2) y (3). La diferencia entre la distribución teórica y experimental de la temperatura en la superficie del baño, en el punto de medida (2), permite deducir que la medida ha sido efectuada por debajo de un islote de composición, mientras que el cálculo no preveía prácticamente más fusión en este sitio. La curva de temperatura en Z obtenida en el punto de medida (1) debe ser considerada como no estacionaria. Un islote de composición ha podido desplazarse durante esta medida y determinará la marcha de la curva.
La marcha teórica de la corriente (fíg. 4) es muy diferente de la del ejemplo precedente. Sigue existiendo un gran rodillo de corriente principal por debajo de la composición, pero el rodillo en sentido contrario no aparece en el ángulo superior de la cuba a poca distancia antes de la garganta. Se presenta preferentemente debajo del rodillo principal. Empuja la corriente de extracción hacia arriba, de manera que ésta atraviesa zonas calientes. Desde el punto de vista del afínaje, las temperaturas elevadas se consideran favorables, pues las burbujas pueden escaparse fácilmente en razón
Fig. 4: Líneas de corriente teóricas e isotermas en un horno de llama de herradura.
de la baja viscosidad y de la proximidad de la superficie. En un homo de garganta con quemadores transversa
les, en el que se elabora un vidrio de colado incoloro, se ha estudiado la evolución de temperatura en sentido horizontal (fig. 5). Se ha medido cada vez tres tres temperaturas a 5 y 20 cm. de profundidad.
•' 1.0 H ^ 0 , 5 - ^
? (2) (D
^ 6 8 10
Longitud de cuba
C?) Cálcu lo ^. y^-~~
^^=^c=:.^ k ^ 1 ^ ^^=^c=:.^ k UOO-
^-" ̂
1300-( S ) ^ '̂ .-"'̂
1200--̂ --̂ 'emperatura 5 on
supe r f i c i e . por d en QC.
abajo de l a
'S 1600'
11500-
UOO-
1300-
r ( 2 ) — 1 1 ^ Medida
1 \ 1 ^ 1 1 ^ " !̂ -
" • ' ^ Cálcu fe -̂ 1 "~S F -V-""' -""
é Tempera de l a s
t u r a 20 {merfxçi
cm por debajo
1̂ ^" ° S 6 8 10 12 U 16 18
Longitud de cuba en m.
Fig. 5: Homo de cuba con quemadores transversales.
BOL. SOC. ESP. CERAM. VIDR. VOL. 17. NUM.4 231
La comparación de los resultados teóricos con los resultados experimentales ha permitido hacer las siguientes comprobaciones. En el lugar situado debajo de la superficie libre, las temperaturas medidas y calculadas presentan un desvío de aproximadamente el 4 por 100 (22 K).
Pero los desvíos más importantes, aproximadamente 15 por 100 (80 K) se presentan en el lugar situado 20 cm. por debajo de la superficie. Las temperaturas teóricas demasiado bajas pueden ser atribuidas, como en el primer ejemplo, al hecho de que el modelo no tiene en cuenta la corriente transversal. Por debajo de la composición, los valores teóricos son demasiado altos. Cálculos de verificación han demostrado que la bajada de temperatura supuesta para la puesta en temperatura y la fusión de la composición, ha sido evaluada demasiado baja. Pero la bajada de temperatura prevista en razón de la fusión de la composición se reproduce con mucha precisión si no se tiene en cuenta el desplazamiento hacia valores más elevados.
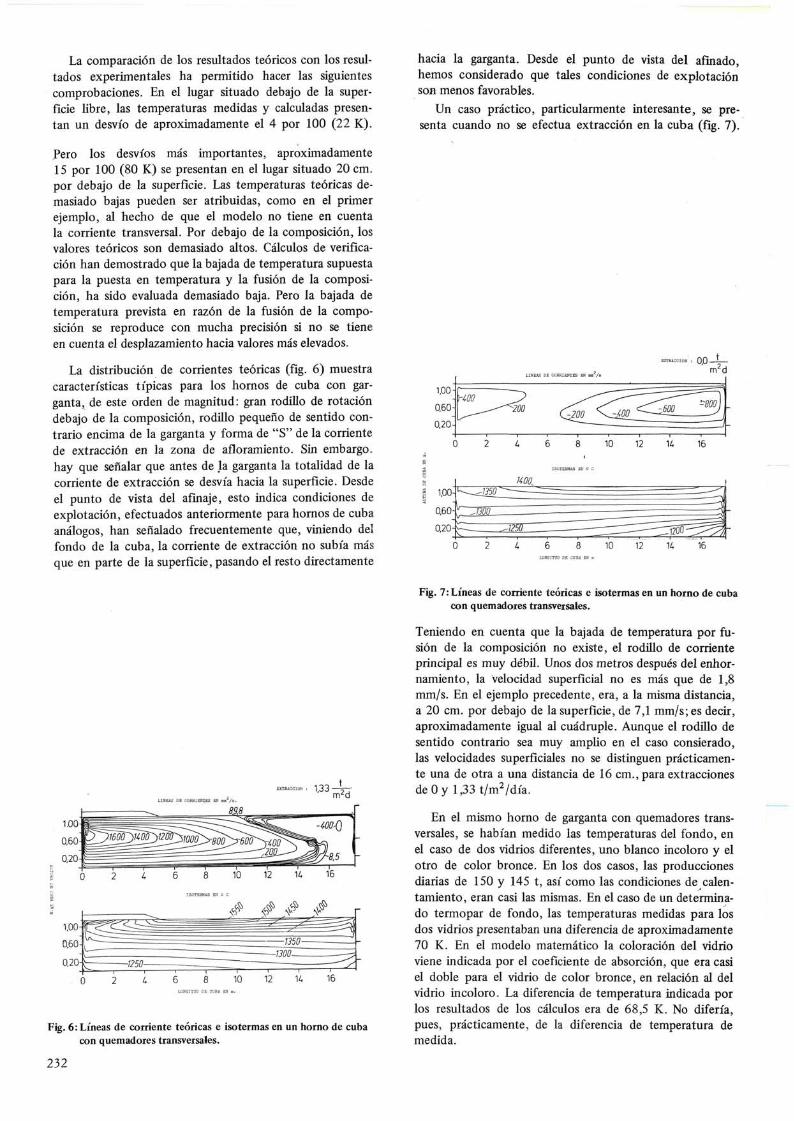
La distribución de corrientes teóricas (fig. 6) muestra características típicas para los hornos de cuba con garganta, de este orden de magnitud: gran rodillo de rotación debajo de la composición, rodillo pequeño de sentido contrario encima de la garganta y forma de "S" de la corriente de extracción en la zona de afloramiento. Sin embargo» hay que señalar que antes de la garganta la totalidad de la corriente de extracción se desvía hacia la superficie. Desde el punto de vista del afinaje, esto indica condiciones de explotación, efectuados anteriormente para hornos de cuba análogos, han señalado frecuentemente que, viniendo del fondo de la cuba, la corriente de extracción no subía más que en parte de la superficie, pasando el resto directamente
hacia la garganta. Desde el punto de vista del afinado, hemos considerado que tales condiciones de explotación son menos favorables.
Un caso práctico, particularmente interesante, se presenta cuando no se efectúa extracción en la cuba (fíg. 7).
EXIEACCION : Q O -
m'd
10 12 U 15
UOO^
Fig. 6: Líneas de corriente teóricas e isotermas en un horno de cuba con quemadores transversales.
Fig. 7¡Líneas de corriente teóricas e isotermas en un horno de cuba con quemadores transversales.
Teniendo en cuenta que la bajada de temperatura por fusión de la composición no existe, el rodillo de corriente principal es muy débil. Unos dos metros después del enhor-namiento, la velocidad superficial no es más que de 1,8 mm/s. En el ejemplo precedente, era, a la misma distancia, a 20 cm. por debajo de la superficie, de 7,1 mm/s; es decir, aproximadamente igual al cuádruple. Aunque el rodillo de sentido contrario sea muy amplio en el caso consierado, las velocidades superficiales no se distinguen prácticamente una de otra a una distancia de 16 cm., para extracciones de O y l,33t/m^/día.
En el mismo horno de garganta con quemadores transversales, se habían medido las temperaturas del fondo, en el caso de dos vidrios diferentes, uno blanco incoloro y el otro de color bronce. En los dos casos, las producciones diarias de 150 y 145 t, así como las condiciones de calentamiento, eran casi las mismas. En el caso de un determinado termopar de fondo, las temperaturas medidas para los dos vidrios presentaban una diferencia de aproximadamente 70 K. En el modelo matemático la coloración del vidrio viene indicada por el coeficiente de absorción, que era casi el doble para el vidrio de color bronce, en relación al del vidrio incoloro. La diferencia de temperatura indicada por los resultados de los cálculos era de 68,5 K. No difería, pues, prácticamente, de la diferencia de temperatura de medida.
232

5. CONCLUSIONES
Según la comparación de los resultados teóricos y experimentales, se pueden anunciar las siguientes conclusiones: 1.- Para los tres tipos de hornos de cuba estudiados, hor
nos de regeneradores estrecho y ancho con quemadores transversales y enhornamiento frontal, y horno con recuperador de llama en herradura y enhornamiento lateral, los gradientes térmicos medidos presentan una buena correlación cualitativa con los resultados de las medidas.
2 . - Cuantitativamente, se ha podido obtener una precisión de aproximadamente 80 K si bien la corriente transversal no es tomada en consideración.. Se puede deducir que la corriente es netamente más débil en el sentido transversal que en el sentido longitudinal.
3.— Se ha podido mostrar, en el ejemplo de los vidrios con coeficientes de absorción diferentes, que el modelo matemático puede reaccionar de una manera exacta desde el punto de vista físico a las variaciones de los parámetros de explotación.
Las distribuciones de corrientes, que han sido calculadas para diferentes condiciones de explotación, presentan variaciones considerables de posición y de fuerza de rotación de los rodillos principal y secundario. No podemos pronunciarnos sobre las condiciones de explotación más favorables mientras no se posea un criterio de apreciación con un valor cuantitativo. A este fin, hemos establecido coeficientes de afinaje y homogeneización. Ellos resumen lo que nosotros llamamos el "destino" térmico y mecánico del flujo de las partículas de vidrio fundido a lo largo de sus trayectorias de flujo. Estos coeficientes no tienen dimensiones y per
miten así efectuar una comparación objetiva de procesos de fusión diferentes. Pero, para calcular estos coeficientes, es preciso basarse en las distribuciones de temperatura y de corrientes, de la forma en que han sido calculados aquí para los ejemplos presentados. Se comprende pues, que era preciso en primer lugar obtener la confirmación de la exactitud y de la precisión de los modelos matemáticos de hornos de cuba, para crear condiciones favorables para una aplicación práctica.
BIBLIOGRAFÍA
1. PESCHKE V., J., Glastechn Ber. 38, 7, S. 276-281, 1965.
2. WRIGHT, S., RAWSON H., Glass Technol. 14, 2, S. 42-49, 1973.
3. SAWAI, L , TAKAHASHI , H., Symp. sur fusion verre, Bruxelles 6, 10 Octobre 1958.
4. MASE, H., SASAGAWA, U., Automatic control in glass, Pittburgh, Pa., Instrument Society of America, 1973, S. 93-105.
5. NOBLE, J.J., CLOMBURG, L.A. et al.. Trans ASME, Ser. C: J. Heat Transfer 94, S. 149-154, 1972.
6. Agustín, M.J., BORUNE, D.E., Glass Techol. 14 S. 78-84, 1973.
7. LEYENS, G., Glastechn. Ber. 47 S. 251-259, 261270, 1974.
8. CHEN, T.S., GOODSON, R.E., Glass Technol. 13, S, 161-167, 1972.
9. TRIER, W., Glastechn. Ber. 26, S. 5-12, 1953.
BOL. SOC. ESP. CERAM. VIDR. VOL. 17. NUM.4 233