estado de la práctica de las mezclas asfálticas en frío
TRANSCRIPT

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales
usando materiales nuevos
CLAUDIA PATRICIA LOPEZ PRIETO
ING. DAVID GONZÁLEZ HERRERA Asesor del proyecto
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA CIVIL Y AMBIENTAL
MAESTRÍA INFRAESTRUCTURA VIAL
BOGOTÁ, 2012

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
1
TABLA DE CONTENIDO
ÍNDICE DE TABLAS .................................................................................................................................................. 4
ÍNDICE DE FIGURAS ................................................................................................................................................ 5
RESUMEN .................................................................................................................................................................... 7
1. INTRODUCCIÓN ........................................................................................................................................... 10
2. OBJETIVOS ..................................................................................................................................................... 11
2.1. OBJETIVO GENERAL .................................................................................................................................................. 11 2.2. OBJETIVOS ESPECÍFICOS ........................................................................................................................................... 11
3. JUSTIFICACIÓN ............................................................................................................................................. 12
4. ALCANCE ........................................................................................................................................................ 14
5. GENERALIDADES ......................................................................................................................................... 15
5.1. PRODUCTOS ASFÁLTICOS PARA PAVIMENTOS .................................................................................. 15 5.1.1. Cemento Asfáltico ........................................................................................................................................................... 15 5.1.2. Asfalto liquido ................................................................................................................................................................... 16 5.1.3. Emulsión asfáltica ........................................................................................................................................................... 16 5.1.3.1. Clasificación de las emulsiones asfálticas ..................................................................................................... 18 5.1.3.2. Aplicación de las emulsiones ............................................................................................................................... 20
5.1.3.2.1. Mezclas Asfálticas En frío ................................................................................................................................ 21 5.1.3.2.2. Tratamientos superficiales con distribución de agregados .............................................................. 22 5.1.3.2.3. Riegos de adherencia ......................................................................................................................................... 23 5.1.3.2.4. Otros .......................................................................................................................................................................... 24
5.1.4. Envejecimiento del asfalto .......................................................................................................................................... 25
6. MEZCLAS ASFÁLTICAS EN FRÍO ............................................................................................................. 28
6.1. COMPONENTES DE LA MEZCLA ASFÁLTICA EN FRÍO ........................................................................ 28 6.1.1. Ligante ........................................................................................................................................................... 28 6.1.2. Parámetros de clasificación de los agregados ............................................................................... 30
6.1.2.1. Agregado Grueso ....................................................................................................................................................... 31 6.1.2.2. Agregado Fino ............................................................................................................................................................. 31 6.1.2.3. Agregado Combinado .............................................................................................................................................. 32
6.2. CLASIFICACIÓN DE LAS MEZCLAS ASFÁLTICAS EN FRÍO ................................................................. 32 6.2.1. Según la composición granulométrica. ............................................................................................. 32
6.2.1.1. Mezclas asfáltica densas en frío (M.D.F.) ....................................................................................................... 32 6.2.1.2. Mezclas asfáltica abiertas en frío (M.A.F.) ..................................................................................................... 34
6.3. DISEÑO DE MEZCLAS ASFÁLTICAS EN FRÍO ........................................................................................... 36 6.3.1. Mezclas densas............................................................................................................................................ 36
6.3.1.1. Método Marshall Modificado /MS-14 ............................................................................................................. 36 6.3.1.2. Método Hveem Modificado /MS-14 ................................................................................................................. 41 6.3.1.3. Método MS-19 para mezclas densas ................................................................................................................ 42

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
2
6.3.2. Mezclas abiertas ........................................................................................................................................ 47 6.3.2.1. Método MS-19 para mezclas abiertas. ............................................................................................................ 47 6.3.2.2. Metodología establecida por la Asociación Técnica de Emulsiones Bituminosas (ATEB) .... 48
6.4. FABRICACIÓN DE MEZCLAS ASFÁLTICAS EN FRÍO ............................................................................. 52 6.5. PUESTA EN OBRA DE MEZCLAS ASFÁLTICAS EN FRÍO ...................................................................... 55
6.5.1. Transporte .................................................................................................................................................... 55 6.5.2. Extensión ....................................................................................................................................................... 55 6.5.3. Compactación ............................................................................................................................................. 56 6.5.4. Curado ............................................................................................................................................................ 58
6.6. LIMITACIONES DE LAS MEZCLAS EN FRÍO .............................................................................................. 59 6.6.1. Limitaciones de las mezclas asfálticas abiertas en frío .............................................................. 60
6.6.1.1. Fabricación: ................................................................................................................................................................. 60 6.6.1.2. Almacenamiento ........................................................................................................................................................ 61 6.6.1.3. Puesta en obra ............................................................................................................................................................ 61 6.6.1.4. Capa en servicio ......................................................................................................................................................... 62
6.7. MEZCLAS ASFÁLTICAS EN FRÍO MODIFICADAS .................................................................................... 63 6.7.1. ADICIÓN DE LÁTEX .............................................................................................................................................. 63 6.7.2. USANDO CEMENTO ASFÁLTICO MODIFICADO CON POLÍMEROS ..................................................................... 64
7. ESTADO DE LA PRACTICA DE LA TÉCNICA EN FRÍO ....................................................................... 67
7.1. MERCADO MUNDIAL DE LAS TÉCNICAS EN FRÍO................................................................................. 67 7.1.1. Consumo mundial de las técnicas en frío ......................................................................................... 67 7.1.2. Experiencias experimentales en el mundo ....................................................................................... 73
7.1.2.1. A comparison of properties of laboratory prepared cold mixed emulsified and hot mixed
asphalt mixtures. Phase I. (12). ................................................................................................................................. 73 7.1.2.2. A comparison of properties of laboratory prepared cold mixed emulsified and hot mixed
asphalt mixtures. Phase II. (13) ................................................................................................................................. 74 7.1.2.3. Nuevos desarrollos de la tecnología en frío: emulsiones de betún modificado para riegos y
mezclas drenantes. (15) ................................................................................................................................................ 76 7.1.2.4. Bitumen emulsión cold-mixtures: a feasible pavement construction material in Tanzania.
(15) .......................................................................................................................................................................................... 77 7.1.2.5. A study of cement modified bitumen emulsión mixtures (16) .................................................................. 78 7.1.2.6. A laboratory study on cold-mix, cold lay emulsión mixtures. (18) .......................................................... 82 7.1.2.7. Performance of cement modified dense graded cold-mix asphalt and establishing
mathematical model. (19) ............................................................................................................................................ 86 7.1.2.8. Mezclas asfálticas elaboradas en frío. Utilización de emulsiones modificadas e incorporación de
fibras de celulosa. (20)................................................................................................................................................... 90 7.1.2.9. Mezclas bituminosas en frío densamente graduadas empleando áridos bonaerenses y
emulsiones asfálticas convencionales y modificadas. .................................................................................... 92 7.1.3. Normativa y Control de calidad ........................................................................................................... 96
7.1.3.1. Chile ................................................................................................................................................................................. 96 7.1.3.2. República de Costa Rica ......................................................................................................................................... 98 7.1.3.3. Mexico...........................................................................................................................................................................101 7.1.3.4. Venezuela ....................................................................................................................................................................103
7.2. COLOMBIA ........................................................................................................................................................... 105 7.2.2. Materiales para la fabricación de mezclas asfálticas en frío Materiales disponibles en el
país. ....................................................................................................................................................................... 107 7.2.3. Obtención de la fórmula de trabajo para mezclas densas en frío ........................................ 114
7.2.3.1. Método Instituto Nacional de Vías – INVIAS (Artículo 440-07) .......................................................114 7.2.3.2. Método De Desarrollo Urbano – IDU (ET-sección 550-11) ................................................................115
7.2.4. Obtención de la fórmula de trabajo para mezclas abiertas en frío ..................................... 119

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
3
7.2.4.1. Metodología Método Instituto Nacional de Vías – INVIAS (Artículo 441-07) ...........................119 7.2.4.2. Método Instituto De Desarrollo Urbano – IDU (ET-sección 552-11) .............................................119
7.2.5. El futuro de las mezclas asfálticas para capas estructurales en Colombia. ..................... 121
8. CONCLUSIONES .......................................................................................................................................... 123
9. RECOMENDACIONES ................................................................................................................................ 125
10. REFERENCIA BIBLIOGRÁFICA ......................................................................................................... 126

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
4
ÍNDICE DE TABLAS
Tabla 5.1. Clasificación de asfalto liquido ................................................................................................ 16
Tabla 5.2. Tipo de emulsión según el tipo de emulgente ....................................................................... 18
Tabla 5.3. Tipo de emulsión según la velocidad de rompimiento de la emulsión ............................... 19
Tabla 5.4. Propósitos principales de mezclas con emulsiones asfálticas. Fuente. (4) ......................... 20
Tabla 5.5. Tratamientos superficiales ..................................................................................................... 23
Tabla 5.6. Tipo de emulsión asfáltica para los usos típicos. ................................................................... 25
Tabla 6.1. Criterios de diseño mezclas densas en frío método Marshall. Fuente: (5) .......................... 39
Tabla 6.2. Criterios de diseño mezclas densas en frío método Hveem. Fuente (5) .............................. 41
Tabla 6.3. Posibles problemas en la fabricación de mezclas abiertas en frío ........................................ 60
Tabla 6.4. Posibles problemas en el almacenamiento de mezclas abiertas en frío .............................. 61
Tabla 6.5. Posibles problemas en la puesta en obra de mezclas abiertas en frío ................................. 61
Tabla 6.6. Posibles problemas en capas en servicio de mezclas abiertas en frío .................................. 62
Tabla 6.7. Comparación de emulsiones asfálticas convencionales y modificadas ................................ 66
Tabla 7.1. Producción mundial de emulsión asfáltica en toneladas por continente años 2007-2009 70
Tabla 7.2. Toneladas anuales de mezcla asfáltica en frío en Europa y Otros Países. ............................ 72
Tabla 7.3. Resultados de los diseño de mezclas. Fuente (15) ................................................................. 78
Tabla 7.4. Caracterización de la mezcla. Fuente (16).............................................................................. 79
Tabla 7.5. Resultado rigidez de las mezclas. Estudio Fuente (18) ........................................................ 84
Tabla 7.6. Resultados Marshall a mezclas densas en frío Fuente (20) .................................................. 93
Tabla 7.7. Resultados ensayo inmersión – compresión. Fuente (20) .................................................... 94
Tabla 7.8. Criterios de diseño mezclas asfálticas en frío. MC-V8 T.8.302.51.A. Fuente: (12) .............. 96
Tabla 7.9. Criterios de diseño mezclas asfálticas en frío MC-V8 T.8.302.51.A. Fuente: (12) ............... 98
Tabla 7.10. Criterios de diseño mezclas asfálticas abierta en frío según CR-2010 ............................... 99
Tabla 7.11. Criterios de diseño mezclas asfálticas densas en frío según CR-2010 ............................. 101
Tabla 7.12. Requisitos de calidad del agregado para mezclas asfálticas en frío con transito ≤106. .. 102
Tabla 7.13. Requisitos de calidad del agregado para mezclas asfálticas en frío con transito ≥106 ... 102
Tabla 7.14. Requisitos de calidad para mezclas en frío de granulometría densa mediante el método
Marshall ............................................................................................................................. 103
Tabla 7.15. Requisitos de calidad para mezclas en frío de granulometría densa mediante el método
Hveem. ............................................................................................................................... 103
Tabla 7.16. Requisitos de calidad para mezclas en frío de granulometría densa (23) ....................... 104
Tabla 7.17. Parámetros mezcla asfáltica densa en frío proyecto Quibdo (Choco) ............................. 106
Tabla 7.18. Tipo de mezcla MDF INVIAS e IDU según tipo y espesor de capa. .................................... 109
Tabla 7.19. Tipo de mezcla MAF INVIAS e IDU según tipo y espesor de capa. .................................... 109
Tabla 7.20. Categorías de transito IDU. .................................................................................................. 109
Tabla 7.21. Requisitos INVIAS para los agregados de mezclas densas y abiertas en frío .................. 112
Tabla 7.22. Requisitos IDU para los agregados de mezclas asfálticas densas y abiertas en frío ....... 113
Tabla 7.23. Requisitos INVIAS/IDU para emulsiones asfálticas para mezclas en frío. ....................... 116
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
5
ÍNDICE DE FIGURAS
Figura 5.1. Esquema de una emulsión asfáltica. Fuente (2) ................................................................... 17
Figura 5.2. Estructura de una emulsión aniónica. Fuente. (3) ............................................................... 18
Figura 5.3. Estructura de una emulsión catiónica. Fuente. (3) ............................................................... 19
Figura 5.4. Esquema ejecución tratamiento superficial doble. Fuente. (6) ........................................... 22
Figura 6.1. Graficas típicas para el diseño de mezclas asfálticas en frío. Fuente: (8) ........................... 40
Figura 6.2. Diagrama de flujo diseño de mezclas densas en frío método Marshall Modificado del MS-
14 .......................................................................................................................................... 44
Figura 6.3. Diagrama de flujo diseño de mezclas densas en frío método Hveem Modificado del MS-14
.............................................................................................................................................. 45
Figura 6.4. Diagrama de flujo diseño de mezclas densas en frío método MS-19 .................................. 46
Figura 6.5. Contenido de emulsión óptimo para mezcla abierta en frío. .Fuente. (4) .......................... 48
Figura 6.6. Diagrama de flujo diseño de mezclas abiertas en frío metodología MS-19. ............................. 50
Figura 6.7. Diagrama de flujo diseño de mezclas abiertas en frío metodología ATEB ................................ 51
Figura 6.8. Planta estacionaria de bachada para mezclas en frío. .......................................................... 52
Figura 6.9. Planta estacionaria de continua para mezclas en frío. ......................................................... 52
Figura 6.10. Equipo plata móvil equipada con tolva. Fuente: (11) ........................................................ 54
Figura 6.11. Mezcla asfáltica en frío de rodadura después de compactación. Fuente: (8) .................. 57
Figura 6.12. Espesor compacto de mezcla asfáltica abierta en frío. Fuente. (8) ................................... 57
Figura 6.13. Esquema de una emulsión asfáltica modificada bifásica. Fuente (12) ............................. 64
Figura 6.14. Esquema de una emulsión asfáltica modificada monofásica. Fuente (12) ...................... 64
Figura 7.1. Consumo de emulsión asfáltica por continente años 2002-2005. Fuente (12) ................. 68
Figura 7.2. Consumo en América de emulsiones asfálticas años 2002-2005. Fuente: (12) ................. 68
Figura 7.3. Países con mayor consumo de emulsión asfáltica años 2002-2005. Fuente (12) ............. 69
Figura 7.4. Usos más comunes de las emulsiones asfálticas años 2002-2005. Fuente: (12) ............... 69
Figura 7.5. Países con mayor consumo de emulsiones asfálticas años 2007-2009 .............................. 70
Figura 7.6. Densidad Bulk, estudio J. Dybalski en 1982. Fuente: (13) ................................................... 74
Figura 7.7. Módulo resiliente, estudio J. Dybalski en 1982. Fuente: (13) .............................................. 75
Figura 7.8. Resistencia a la tracción, estudio J. Dybalski en 1982.Fuente: (13) .................................... 75
Figura 7.9. Resultados ensayo cántabro. Fuente (15)............................................................................. 76
Figura 7.10. Comparación resultados cántabro mezclas frías y calientes. Fuente (15) ....................... 77
Figura 7.11. Resultados módulo de rigidez. Fuente (16) ........................................................................ 79
Figura 7.12. Perdida de agua en mezclas con diferentes contenidos de CPO. Fuente (16) .................. 80
Figura 7.13. Deformación axial a 30°C en mezclas en frío y caliente. Fuente (16) ............................... 80
Figura 7.14. Ciclos a la falla para mezclas en frío con adición de CPO. Fuente (16) ............................ 81
Figura 7.15. Granulometría de las mezclas en frío. Fuente (18) ........................................................... 83
Figura 7.16. Efecto del tiempo de almacenamiento en mezclas frías. Fuente (18) .............................. 85
Figura 7.17. Efecto del curado al aire libre mezclas en frío. Fuente (18) ............................................. 85
Figura 7.18. Fatiga en mezclas frías. Estudio Fuente (18) ..................................................................... 86
Figura 7.19. Módulo resiliente. Fuente (19) ........................................................................................... 87

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
6
Figura 7.20. Pérdida de agua de la mezcla en frío. Fuente (19) ............................................................. 88
Figura 7.21 De formación permanente de mezcla en frío. Fuente (19) ................................................. 88
Figura 7.22 Daños por humedad de mezcla en frío. Fuente (19) .......................................................... 89
Figura 7.23. Granulometría seleccionada mezclas en frío. Fuente (20) .............................................. 90
Figura 7.24. Densidad de la mezcla en fusión del porcentaje de emulsión. Fuente (20) .................... 91
Figura 7.25. Resistencia a la tracción indirecta respecto a la emulsión. Fuente (20) ......................... 91
Figura 7.26. Vacíos de la mezcla en fusión del porcentaje de emulsión. Fuente (20) ......................... 92
Figura 7.27. Granulometría usada en la fabricación de mezclas en frío. Fuente (20) .......................... 92
Figura 7.28. Resultados Marshall a mezclas densas en frío. Fuente (20) .............................................. 94
Figura 7.29. Variación a la resistencia a la tracción con la temperatura. Fuente (20) ......................... 95
Figura 7.30. Ensayo Wheel Tracking.. Fuente (20) ................................................................................. 95
Figura 7.31. Granulometrías densas mezclas en frío. MC-V5. ................................................................ 97
Figura 7.32. Granulometrías semidensas mezclas en frío. MC-V5. ........................................................ 98
Figura 7.33. Granulometría abierta para mezclas en frío. CR-2010 ...................................................... 99
Figura 7.34. Granulometrías densas para mezclas en frío. CR-2010 ................................................... 100
Figura 7.35. Granulometrías densas para mezclas en frío con transito ≤106 ..................................... 101
Figura 7.36. Granulometrías densas para mezclas en frío con transito ≥106 ..................................... 102
Figura 7.37. Granulometrías densas para mezclas en frío ................................................................... 103
Figura 7.38. Imágenes proyecto de la vía Quibdo-Yuto (Colombia). ................................................... 107
Figura 7.39. Granulometría para mezclas densas en frío INVIAS e IDU. ............................................. 110
Figura 7.40. Granulometría para mezclas abiertas en frío INVIAS e IDU. ........................................... 111
Figura 7.41. Diagrama de flujo diseño de mezclas densas en frío metodología INVIAS ..................... 117
Figura 7.42. Diagrama de flujo diseño de mezclas densas en frío metodología IDU .......................... 118
Figura 7.43. Diagrama de flujo diseño de mezclas abiertas en frío metodología IDU ........................ 120
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
7
RESUMEN
En pavimentos una alternativa sustentable, económicamente viable y que presenta
un buen desempeño mecánico y funcional para la construcción de capas
estructurales es el empleo de mezclas asfálticas en frío fabricadas con emulsiones
asfálticas y pétreos nuevos. Para la fabricación de este tipo de mezclas se usan
emulsiones asfálticas catiónicas o aniónicas de rompimiento medio o lento, según si
se trata de una mezcla abierta o densa, respectivamente. Estas mezclas, son
principalmente usadas como capas de rodadura, intermedias, antifisuras y
parcheos en vías de bajos a medios volúmenes de tránsito y cuando son
modificadas se emplean en vías de altos volúmenes de tránsito.
Existen diversos métodos para el diseño de las mezclas, diferenciados según el tipo
de mezcla que se requiera, sea densa o abierta, donde todos parten de una
caracterización de la emulsión y del agregado a emplear para obtener un
porcentaje de asfalto que proporcione el desempeño mínimo requerido en el
método. Para mezclas densas los métodos más comunes están establecidos por el
Instituto del Asfalto en su documento Manual Series MS-14 y MS-19, en este primer
documento se describen los métodos Marshall Modificado y Hveem Modificado.
El método Marshall Modificado, está basado en investigaciones realizadas por la
universidad de Illinois, donde el criterio de selección del contenido óptimo de
asfalto es aquel que presente la máxima estabilidad en húmedo, con el fin de
asegurar un buen desempeño en la período de lluvias, evaluando al mismo tiempo
la absorción, la perdida de estabilidad y el porcentaje de vacíos que este contenido
de asfalto genere. El método Hveem Modificado incluye la evaluación de la
resistencia del material mediante la obtención del módulo resiliente, el cual se usa
para determinar el espesor de la capa y como criterio de diseño se evalúa la
estabilidad, cohesión y recubrimiento del agregado. Posteriormente, en el MS-19, el
Instituto del Asfalto contempla la evaluación del recubrimiento y de la adherencia
para garantizar la compatibilidad entre el material granular y el bituminoso y se
determina la estabilidad por medio de la metodología Marshall Modificada o
Hveem Modificada.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
8
Para el diseño de mezclas abiertas en frío el método más común es el
implementado por el Instituto del Asfalto en el documento MS-19, en este caso el
procedimiento se basa en la evaluación del escurrimiento del asfaltó estableciendo
como contenido óptimo el contenido de emulsión asfáltica, expresado como
porcentaje de agregado seco, que proporciona un escurrimiento de residuo
asfáltico del 10 gramos.
Para la fabricación de mezclas asfálticas en frío se pueden emplear plantas
estacionarias o móviles, lo importante en este proceso es garantizar la producción
de una mezcla que proporcione un buen recubrimiento, bajo escurrimiento, buena
trabajabilidad y un adecuado tiempo antes de la rotura, lo cual se controla
principalmente con la adhesividad que presente el agregado con el ligante, el nivel
de limpieza y humedad del agregado y el tiempo de mezclado. Por otra parte, la
etapa de puesta en obra de mezclas asfálticas en frío es una de las que presenta
mayores ventajas en comparación con la mezclas en caliente, por la manejabilidad
y almacenamiento que estas permiten, cuidado que no se presente un rompimiento
prematuro de la emulsión y admitiendo un nivel adecuado de curado, buscando que
la mezcla alcance una resistencia adecuada antes de entrar en servicio.
Por otra parte, aunque el uso de las emulsiones asfálticas en los pavimentos es una
práctica que data de comienzos del siglo XX y como parámetro se ha encontrado
que entre los años 2007 y 2009 el consumo mundial de emulsiones estuvo liderado
por Estados Unidos, Francia, México, Brasil y China, no son usadas habitualmente
para la fabricación de mezclas asfálticas en frío, sino en riegos de adherencia y
tratamientos superficiales, justificado por el desconocimiento de la técnica, aunque
esta esté normalizada en la mayoría de países americanos y europeos y existan
innumerables estudios experimentales con resultados favorables para las mezclas
en frío . Respecto al mercado de las mezclas asfálticas en frío, la Asociación Europea
de Pavimento Asfáltico (EAPA) identifica en el periodo 2006 a 2010, el 2008 como
en año en el que hubo mayor producción de estas mezclas en Europa, siendo
liderada por Francia. Además, en América resalta la producción de México y
Venezuela.
En Colombia, las mezclas asfálticas en frío tanto densas como abiertas están
normalizadas por el Instituto Nacional de Vías (INVIAS) y por el Instituto de
Desarrollo Urbano (IDU) en sus especificaciones técnicas del 2007 y 2011,
respectivamente. Aunque, se tiene registro que han sido utilizadas por un número
muy limitado de productores y constructores desde principios del año 2000, en
proyectos como la carretera Sogamoso – Yopal (sector Crucero- Toquila), la
carretera circunvalar de la isla de San Andrés, la vía de acceso a Quibdó, Choco,
entre otros, con desempeños mecánicos y funcionales adecuados. Ahora bien, de

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
9
frente a los problemas ambientales generados por la quema indiscriminada de
recursos fósiles que se requieren para la fabricación de mezclas asfálticas en
caliente, es necesario que el estado y la academia incentiven y generen conciencia a
los productores y constructores en el uso de las mezclas en frío, a partir de las ideas
de menor costo, mayor trabajabilidad, mejor desempeño y mayor beneficio
ambiental.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
10
1. INTRODUCCIÓN
Partiendo de una serie de documentos teóricos, experimentales y normativos, este
documento busca ser una guía conceptual y a la vez critica del uso, desempeño y
futuro que tienen las mezclas asfálticas en frío, fabricadas con emulsiones y
agregados nuevos, usadas para capas estructurales dentro de un pavimento.
Comprende en primer lugar una revisión de conceptos generales referentes a los
cementos asfálticos, emulsiones asfálticas y asfaltos líquidos empleados en
pavimentos y una breve reseña de los principales factores que originan el
envejecimiento de estos materiales afectando el desempeño mecánico y funcional
del mismo.
Luego, se profundiza en el significado de mezclas asfálticas en frío, definiendo sus
componentes, clasificación y usos, metodologías de diseño más comunes, las
buenas prácticas en los procesos fabricación y puesta en obra, las limitaciones más
comunes como son el cubrimiento de los pétreos, la trabajabilidad y el curado. Por
último, en este capítulo se incluye la modificación de mezclas asfálticas en frío, a
partir de cementos asfaltos modificados o de la inclusión en la mezcla de materiales
como el latex.
Asimismo, se presenta el estado de la práctica de la tecnología en frío, partiendo de
una revisión del consumo mundial de emulsiones asfálticas y de mezclas asfálticas
en frío, pasando por una serie de experiencias experimentales a nivel mundial y
haciendo la recopilación de la normativa de algunos países, para terminar en una
compendio del estado de la tecnología en Colombia.
Por último, se presenta una serie de conclusiones y recomendaciones tomando
como base los objetivos establecidos para el desarrollo del presente documento,
buscando una posición crítica respecto del desempeño de la mezcla asfáltica en frío
como una alternativa sustentable y económicamente viable. Igualmente, se quiere
plantear la necesidad de futuros trabajos donde se realice investigaciones en
nuestro país demostrando el comportamiento de dichas mezclas, con lo cual se
logre motivar a productores y constructores a explorar de manera masiva en las
técnicas en frío.
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
11
2. OBJETIVOS
2.1. Objetivo general
Estudiar el uso y aplicaciones de las mezclas asfálticas en frío, fabricadas con
emulsiones y agregados nuevos, usadas para la construcción de capas estructurales
en pavimentos, como una alternativa técnicamente sustentable, económicamente
viable y que presentan un desempeño mecánico y funcional equivalente al que se
adquiere con otras tecnologías.
2.2. Objetivos específicos
Caracterizar las mezclas asfálticas en frío, a partir de los tipos, usos, métodos
de diseño, tecnologías de fabricación, desempeño, ventajas y limitaciones.
Presentar las tecnologías de modificación más empleadas en el mejoramiento
del desempeño mecánico y funcional de las mezclas asfálticas en frío.
Describir el desarrollo que ha mostrado el mercado nacional e internacional
de mezclas asfálticas en frío a través del tiempo, respecto a la producción y
usos de las mismas.
Realizar una comparación crítica de la normativa nacional e internacional
usada para control de calidad en los procesos de fabricación y puesta en obra
de mezclas asfálticas en frío.
Evaluar el desempeño mecánico y funcional de las mezclas asfálticas en frío,
usadas como capas estructurales en pavimentos, a partir de diferentes
experiencias nacionales o internacionales.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
12
3. JUSTIFICACIÓN
A causa de las preocupaciones por la conservación del medio ambiente, en la
década de los 90’s, se establecieron los dos primeros instrumentos jurídicos
internacionales entre la Organización de las Naciones Unidas y los países
industrializados, la Convención Marco de Naciones Unidas sobre el cambio
climático (1994) y el Protocolo de Kioto (1997), que tienen como objetivo
estabilizar las concentraciones de gases de efecto invernadero en la atmósfera.
Dicho nivel debería lograrse en un plazo suficiente para permitir que los
ecosistemas se adapten naturalmente al cambio climático, asegurar que la
producción de alimentos no se vea amenazada y permitir que el desarrollo
económico prosiga de manera sostenible. (1)
Ahora bien, dentro de este marco está implícito el sector de la infraestructura vial
como uno de los responsables de la producción de gases contaminantes, no solo
por los producen los vehículos en servicio sino también por la gran cantidad de
recursos fósiles que se requieren en la explotación de materiales, fabricación de
productos asfálticos y la construcción misma de las carreteras, donde a nivel
mundial más del 90% corresponden a estructuras de pavimento flexible.
El sector ha mostrado sensibilidad por el tema y ha ido desarrollando medidas
responsables y productivas referentes a los productos, servicio y tecnologías, los
cuales ofrecen ventajas ambientales y económicas claras. Una de estas, es el uso de
emulsiones asfálticas, las cuales fueron desarrolladas a comienzos del siglo XX,
donde en el mercado se comercializaban la emulsiones de tipo aniónicas y se
usaban en vías para evitar la propagación de polvo por el tránsito de vehículos en
ciudades como Nueva York, pero hasta los años 50 se aparecieron las emulsiones
catiónicas en Europa y Estado Unidos empleadas principalmente para riegos de
liga.
Si bien el interés en las emulsiones asfálticas nunca se perdió, luego de la Segunda
Guerra Mundial el consumo en vías disminuyo notablemente por el aumento de los
volúmenes y las cargas que obligaron a los ingenieros a optimizar las técnicas en
caliente para garantizar que la mezcla tolerara las solicitaciones, se debe reconocer

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
13
que el desarrollo de las emulsiones fue pausado, debido principalmente a los tipos
de emulsión limitados disponibles en el mercado y al desconocimiento del manejo y
desempeño del producto. Actualmente, Estados Unidos, Francia, España y Japón
son los mayores productores de emulsiones asfálticas, con un 40% del mercado
mundial.
Por lo tanto, con el presente trabajo se quiere ahondar en las mezclas asfálticas en
frío, como una de alternativa versátil, con la cual se logra mitigar el cambio
climático generado por la emisión de gases, reducir el consumo de energía, tener un
mayor nivel de seguridad para los trabajadores y obtener un buen desempeño del
material en la conformación de diferentes capas de una estructura de pavimento,
usando como ligante las emulsiones asfálticas que no eliminan sustancias
hidrocarbonadas a la atmosfera y pétreos que no requieren estar secos al momento
de realizar la mezcla, lo que se podría simplificar como una utilización sostenible de
los recursos naturales.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
14
4. ALCANCE
Aunque la fabricación de mezclas asfálticas usando la tecnología en frío se ha
venido empleando desde el siglo pasado, tiempo en el cual ha tenido una adecuada
evolución para que hoy sea identificada como una técnica sustentable, eficiente,
versátil y económica; esta no se encuentra lo suficientemente posicionada dentro
de la industria nacional de los pavimentos, dado que existe un desconocimiento de
los materiales adecuación a emplear, los apropiados procesos de fabricación y
desempeño en obra del material.
Por lo tanto, el presente trabajo contiene de manera descriptiva y a partir de
información bibliográfica, la conceptualización que hace parte de las mezclas
asfálticas en frío, desde el envejecimiento del asfalto hasta las diferentes
alternativas de modificación de mezclas asfálticas en frío. Así mismo, se exhibe, de
manera comparativa, el desarrollo que ha tenido del mercado nacional e
internacional de estas mezclas, por medio de experiencias y la normativa
reglamentada. Por último y recopilando lo anterior, se entrega una visión de
viabilidad del uso de mezclas asfálticas en frío para nuestro país.
Si bien, dentro del trabajo se realiza la descripción de otras mezclas asfálticas en
frío, como las fabricadas a partir de asfaltos líquidos o con agregados provenientes
del reciclaje como el MBR (Mezcla Bituminosa Reciclada), esto se hace con el fin de
poner en contexto al lector, pero no hacen parte del alcance y por lo tanto no serán
objeto de estudio del presente trabajo.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
15
5. GENERALIDADES
5.1. PRODUCTOS ASFÁLTICOS PARA PAVIMENTOS
5.1.1. Cemento Asfáltico
Es un material termoplástico proveniente del petróleo, obtenido de forma natural o
de la destilación en refinerías. A temperatura ambiente, tiene consistencia sólida y
al calentarlo disminuye su viscosidad hasta ser un líquido.
En la industria de los pavimentos, el cemento asfáltico se usa principalmente para
la fabricación de mezclas en caliente, por sus características de cohesión,
adherencia, permeabilidad y durabilidad, donde su desempeño depende de la
temperatura de servicio y el tiempo de aplicación de carga.
Además, es empleado como producto base para la fabricación de emulsiones
asfálticas y asfaltos líquidos.
El cemento asfáltico se puede clasificar de las siguientes maneras:
Por penetración: indica la consistencia del material, a través de la penetración
mínima y máxima, dada por una aguja a 25°C de 100 g de peso, que se deja caer
durante 5 segundos en la masa del asfalto, expresada en décimas de milímetros.
Por grados de viscosidad: se basa en la viscosidad absoluta del producto a 60°C,
se puede realizar sobre el asfalto original (AC), donde el número de
identificación es la centésima parte de la viscosidad (en Poises) o envejecido
(AR), para este caso es la viscosidad deseada a la misma temperatura en las
mismas unidades.
Por grado de desempeño (PG): se basa en el desempeño previsto en campo del
cemento asfáltico y está definido por las temperaturas máxima y mínima que se
esperan en el lugar de su aplicación, dentro de las cuales se asegura un
adecuado desempeño de la mezcla, para resistir deformaciones permanentes y

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
16
agrietamiento por fatiga y bajas temperaturas. El cual permite seleccionar el
cemento asfáltico más adecuad para determinado proyecto, en funciones del
clima y de los volúmenes de transito esperados.
5.1.2. Asfalto liquido
También llamados asfaltos rebajados o cutback, el cual se produce diluyendo
cemento asfáltico en algún solvente derivado del petróleo como gasolina,
Keronsene o aceites aromáticos, el cual está siendo remplazado por las emulsiones
debido a regulaciones ambientales, particularmente en Colombia se emplea como
riego de imprimación. El asfalto líquido se activa cuando el solvente se evapora
después de haber sido mezclado con los agregados. La evaporación depende del
tipo y cantidad de solvente empleado.
Los asfaltos líquidos se usan en la fabricación de riego de imprimación y mezclas en
frío.
Los asfaltos rebajados se clasifican dependiendo de la rapidez con que se produce
la evaporación del solvente, Tabla 5.1:
Tabla 5.1. Clasificación de asfalto liquido
Clasificación Solvente Curado rápido (RC) Gasolina o Nafta Curado Medio (MC) Kerosene Curado Lento (SC) Diesel o aceites aromáticos
La denominación anterior se acompaña de un número que indica el grado de
viscosidad cinemática (en centiestokes).
5.1.3. Emulsión asfáltica
Es un material líquido estable, fabricado a partir de cemento asfáltico, que está
formado por dos fases no miscibles, una continua (o dispersante) y otra discreta
(dispersa),
Figura 5.1, donde diminutas partículas de asfalto (típicamente corresponde entre
un 5% y un 70% de la emulsión) son mezcladas con agua y agentes tensoactivos

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
17
especiales en pequeñas proporciones, llamados emulsificantes, emulsiónante o
emulgente, los cuales son los encargados de mantener los glóbulos de asfalto en
suspensión estable hasta cierto momento y además, definen la clasificación de las
emulsiones (aniónica o catiónica).
Figura 5.1. Esquema de una emulsión asfáltica. Fuente (2)
El uso de las emulsiones asfálticas está siendo cada vez más atractivo por la
facilidad de producción y manejo, economía en el ahorro de energía y similar
desempeño que se obtiene frente a otros materiales asfálticos, a continuación se
resaltan de manera específica cada una de las ventajas de las emulsiones:
Es menos contaminante, dado a que la fabricación de los diferentes productos
no requieren calentamiento del material y como solvente de las emulsiones se
utiliza agua y no derivados del petróleo, lo cual no ocasiona emisión de gases.
Menor consumo de energía, dado que se requiere un leve calentamiento de la
emulsiones para la fabricación de los diferentes productos.
Es menos susceptible al envejecimiento prematuro del material, ya que no
requiere ser calentadas a altas temperaturas, por lo tanto no se presentaran
algunos factores del envejecimiento como la volatilización y separación que se
dan en la tecnología en caliente y que se explicaran más adelante.
Tiene buen desempeño ante diferentes tipos de pétreos.
Permite almacenamiento por tiempo prolongado.
Su manejo es sencillo y seguro, dado que tiene baja viscosidad a temperatura
ambiente.
La infraestructura que se requiere para fabricar los productos es más sencilla,
ya que la mezcla con los pétreos se realizan a temperatura ambiente.
Permite un nivel de humedad en los agregados.
Tiene una gran adhesión con cualquier agregado agregados, por lo tanto
permite el uso de materiales locales.
Fase continua
Fase Discreta

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
18
Aunque son mínimas, las emulsiones asfálticas también presentan desventajas, las
cuales se muestran a continuación:
Requieren un mayor tiempo de fraguado.
El manejo del producto requiere cuidado, debido a la química de los productos
que la conforman.
5.1.3.1. Clasificación de las emulsiones asfálticas
Las emulsiones asfálticas se vienen usando en la industria desde principios del
siglo XX para la fabricación de distintas mezclas, riegos y tratamientos superficiales
que serán descritos más adelante (2), se clasifican teniendo en cuenta dos aspectos:
Tipo de emulgente: El elemento emulsificante proporciona la carga eléctrica
a la superficie de las partículas de asfalto, que hace que éstas se mantengan
separadas. Tabla 5.2, Figura 2 y Figura 3.
Tabla 5.2. Tipo de emulsión según el tipo de emulgente
Emulsión según el tipo de emulgente
Polaridad de las partículas
Compatibilidad
Aniónica Negativa Calizos
Catiónica Positiva Calizos y silicios
Figura 5.2. Estructura de una emulsión aniónica. Fuente. (3)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
19
Figura 5.3. Estructura de una emulsión catiónica. Fuente. (3)
La velocidad de rompimiento de la emulsión (estabilidad): la rotura es la
separación irreversible del asfalto y del agua de la emulsión, la cual se da de
manera diferente es las emulsiones aniónicas y catiónicas.
En las emulsiones aniónicas los factores que influyen en la ruptura de la emulsión
son la evaporación de la fase acuosa, la difusión del agua de la emulsión y la
absorción superficial de una parte del emulsificante en el material aplicado. En las
catiónicas se produce por la absorción de la parte polar del emulgente por los
agregados, provocando la ruptura de la emulsión y haciendo que las partículas se
adhieran inmediatamente a las partículas del agregado, aun en presencia de
humedad. (4) Tabla 5.3.
Tabla 5.3. Tipo de emulsión según la velocidad de rompimiento de la emulsión
Según velocidad de rompimiento
Características
Rápido (R)
- Reacciona rápidamente con el agregado para revertir a la condición de cemento asfáltico.
- Tienen alta viscosidad.
Medio (M) - Se emplean con granulometrías graduadas. - Pueden mantenerse trabajables por lapsos de minutos
a meses.
Lento (L)
- Se empelan en granulometrías cerradas, con alto
contenido de finos. - Tienen largos periodos de trabajabilidad. - Tienen baja viscosidad

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
20
5.1.3.2. Aplicación de las emulsiones
Las emulsiones asfálticas tienen diferentes usos dentro del campo de pavimentos,
en la Tabla 5.4, se muestra de manera general los principales propósitos que tienen
los diferentes usos de las mezclas elaborados con emulsiones.
Tabla 5.4. Propósitos principales de mezclas con emulsiones asfálticas. Fuente. (4)
Propósito Definición
Ayuda constructiva
Proveer plataforma de trabajo.
Mejoramiento del comportamiento de agregados marginales
Mejorar el agregado para tener la calidad de una buena base estabilizada.
Superficie de rodadura temporal
Proveer una superficie que proteja de agentes climáticos la superficie de la estructura, hasta la instalación de la mezcla definitiva.
Reducir espesor total del pavimento
Incrementar la resistencia de los materiales, con lo cual se puede reducir la estructura de pavimento planteada con materiales sin tratar.
Mezclas abiertas para rodadura y bases
Producir una mezcla de alta calidad para tráfico muy intenso. Las cuales cuentan con buena flexibilidad y resistencia a la deformación permanente.
Superficie de rodadura con granulometría cerrada
Producir mezclas para carpetas estables que no sufran ahuellamiento ni desplazamientos.
Sub-base en estructura de pavimento
Permitir el uso de agregados de menos calidad para la elaboración de sub-bases estables. Se suele usar arenas, arenas limosas y arenas y gravas de pobre granulometría.
Mezclas de mantenimiento de uso inmediato para acopio
Proveer mezclas de bacheo diseñadas para uso inmediato o almacenamiento a largo plazo.
A continuación se describen los usos más comunes que tienen las emulsiones
asfálticas en la industria de los pavimentos.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
21
5.1.3.2.1. Mezclas Asfálticas En frío
Mezclas recicladas en frío
Este proceso se basa en la reutilización, usualmente luego de cierto grado de
procesamiento, de un material que ya ha servido su propósito original, (4). Estas
técnicas hacen parte de las actividades de rehabilitación, donde a partir del MBR
(Mezcla Bituminosa Reciclada), emulsiones asfálticas y verificando que no exista
daño en la estructura de pavimento a nivel capas inferiores o subrasante se genera
nuevas capas de base estabilizada.
El proceso se puede llevar a cabo en planta o in situ, siendo el segundo más
económico, aunque con la técnica en planta se puede tener un control de los
materiales de entrada, una mayor calidad de mezclado y una posibilidad de acopiar
el material.
Mezclas con pétreos nuevos
Estructurales:
- Mezclas Asfálticas en frío: Son mezclas fabricadas a partir de emulsiones
asfálticas o asfaltos líquidos. En algunos países, el uso de estos últimos se han ido
descontinuando por causas ambientales.
Además, en la fabricación de mezclas a partir de emulsiones el agregado usados no
requieren ser calentados, por lo tanto el consumo de energía y las emisiones de
gases son menores, lo cual las cataloga como ecológicas
No estructurales:
- Lechadas (slurry): mezclas asfálticas fabricadas en frío, usadas
principalmente en actividades de mantenimiento periódico con el fin de mejorar la
condición de superficie originadas por el deterioro pavimento, como son las
superficies permeables, las pequeñas grietas superficiales, la pérdida de áridos y
las superficies lisas. Por lo tanto, mediante esta técnica se consigue recuperar
aspectos funcionales como la textura y la fricción de un pavimento, que a su vez se
traducirá en proporcionar una mayor durabilidad, seguridad y confort para el
usuario.
- Micro-aglomerados (micro-surfacing): mezcla de alto desempeño empleado
en actividades de mantenimiento donde se requiere una superficie durable y

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
22
resistente a la fricción. Es una técnica rápida y que se puede usar las vías de altos
volúmenes de tránsito.
5.1.3.2.2. Tratamientos superficiales con distribución de agregados
Corresponden a los métodos de mantenimiento periódico que no requieren diseño
de espesor, los cuales se usan sobre capas estabilizadas o pavimentos existentes y
tienen como objetivo proveer una capa de rodadura no estructural, resistente,
impermeable y económica para mejorar o conservar las características funcionales
de la superficie, donde por exudación, desprendimiento o pulimiento de los
agregados se ha perdido la micro-textura y la macro-textura.
No son catalogados como mezclas, dado que sus componentes no se ponen en
contacto antes de ser instalados. Ver figura 5.4.
Figura 5.4. Esquema ejecución tratamiento superficial doble. Fuente. (6)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
23
La Tabla 5.5 muestra la descripción y uso específico para los tratamientos
superficiales más comunes.
Tabla 5.5. Tratamientos superficiales
Tipo de tratamiento
Descripción
Uso especifico
Tratamiento superficial simple
(chip seal)
Es el método de mantenimiento de bajo costo más importante. Consiste en la colocación de una capa de material granular tipo gravilla sobre una emulsión, en pavimentos con superficies saneadas.
Renueva la superficie de rodadura en todo tipo de clima
Tratamiento superficial doble
Consiste en la aplicación de dos capas de emulsión y de granular. La segunda aplicación de agregado requiere un tamaño menor.
Sirve como aporte de nivelación.
Tratamiento superficial triple
Consiste en la aplicación de tres capas de emulsión y tres de agregados, tiene hasta 20 mm de espesor.
Se emplea como superficie de nivelación y sellado.
Sello de arena (Sand Seal)
Tratamiento que consiste en la aplicación de una capa de arena sobre una emulsión.
Restaura la uniformidad de la superficie y reduce el desprendimiento en zonas definidas que presentan segregación.
5.1.3.2.3. Riegos de adherencia
De liga (Track Coat)
Se emplean emulsiones de rotura rápida para pegar la superficie del pavimento
existente, ya sea hidráulico o asfáltico, con la capa asfáltica a instalar. Con el fin de
asegurar la adherencia, se debe garantizar que la superficie se encuentre seca,
limpia y libre de partículas suelas.
De imprimación (Prime Coat)
Se aplica sobre los granulares antes de instalar la mezcla asfáltica. Para este caso se
emplean emulsiones de rotura lenta, la cual debe penetrar con el fin de que
funcione de manera adecuada. Cumple las funciones de recubrir y ligar las
particular suelas del granular, impermeabiliza la superficie granular y provee
adhesión entre el granular y la mezcla asfáltica. En Colombia, para cumplir con
estas funciones se usa el asfalto liquido de curado medio a rápido.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
24
5.1.3.2.4. Otros
Supresores de polvo (dust palliative)
Son usados en vías en afirmado, las cuales por los bajos volúmenes de tráfico no se
justifica la instalación de una mezcla asfáltica. Con este se busca mejorar el nivel de
vida de la población circundante bajando el nivel de contaminación y disminuir la
tasa de accidentalidad por visibilidad.
Riego de curado
Se usa sobre una capa tratada con un conglomerado hidráulico recién construido,
con el objeto de brindar impermeabilidad a su superficie y favorecer el curado.
Sello de niebla (fog seal)
Se utiliza para renovar las superficies envejecidas y para sellar pequeñas fisuras y
vacíos superficiales. Con lo cual se logra una prolongación de la vida útil del
pavimento.
Sello del cabo y sello de Otta
Hacen parte de las soluciones innovadoras, dado a que su uso no está generalizado
nivel mundial. El sello del cabo consiste en la combinación de un tratamiento
superficial simple con una lechada asfáltica o un microaglomerado. Con la cual se
busca reducir el hidroplaneo por superficies lisas con el tratamiento superficial y
obtener una superficie durable a partir de la matriz de arena de la lechada.
Por otra parte, el sello de Otta o también conocido como Sello con Gravas Gradadas
(Graded Gravel Seal), es una técnica desarrollada en Noruega, similar a un
tratamiento superficial, la diferencia es que en este caso se usan diferentes
granulometrías y de mayor tamaño consiste en una superficie asfáltica de 16 0 32
mm de espesor (en una o dos capas). Se fabrica con un riego de asfalto blando
aplicado en caliente, sobre el cual se esparce un material pétreo de gradación
continua y posteriormente se le da la compactación mediante la apertura al tráfico.
Ahora, en la Tabla 5.6, se establece el tipo de emulsión asfáltica ideal para cada uno
de los usos presentados anteriormente.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
25
Tabla 5.6. Tipo de emulsión asfáltica para los usos típicos.
Uso Típico Rápido Medio Lento MEZCLAS Granulometría abierta • Granulometría densa • Pavimento asfáltico reciclado (RAP) • Lechadas • Micro-aglomerados • TRATAMIENTOS SUPERFICIALES Tratamientos superficiales • RIEGOS DE ADHERENCIA Riego de Imprimación • Riego de Liga • OTROS RIEGOS Riego de curado • Supresores de polvo • Sello niebla •
5.1.4. Envejecimiento del asfalto
El envejecimiento del asfalto es un fenómeno inevitable que afecta las propiedades
ligantes o cohesivas del material, que va causando un aumento de la dureza y de la
fragilidad del mismo. Por lo tanto, este genera preocupación en el desempeño de
las capas asfálticas expuestas a cargas y a los agentes climáticos.
Según el estado coloidal el asfalto entra en una fase de gelificación cuando se
envejece, lo cual equivale reológicamente a un material con una alta viscosidad,
baja penetración, baja ductilidad y poca susceptibilidad térmica.
Los factores que contribuyen al envejecimiento del asfalto durante el proceso de
fabricación y puesta en servicio son:
Oxidación:
Es un fenómeno químico irreversible que se da por la reacción de los elementos
orgánicos del asfalto con el oxígeno del aire, formando moléculas más grandes y
polares del grupo carbonilo o carboxilo o sulfoxido. Lo anterior, ocasiona una
variación en la estructura y composición del material y por ende la alteración de las
propiedades físicas y reológicas del mismo, lo cual se refleja en el aumento de la
consistencia, disminución de la penetración, aumento de la viscosidad del punto de
ablandamiento y del porcentaje de asfáltenos del asfalto.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
26
En las mezclas asfálticas en caliente, la velocidad de oxidación depende de las
características propias del asfalto empleado, la temperatura del ambiente y de
manejo del producto, el tiempo de exposición del material y la superficie expuesta.
Dentro de estas, se encuentra la temperatura como uno de los principales desafíos
para la tecnología en caliente, ya que por las altas temperaturas que se requieren
en los procesos de fabricación y puesta en obra de las mezclas asfálticas el
envejecimiento por oxidación del material ocurre más rápidamente. Dicho
fenómeno se manifiesta en las mezclas con el endurecimiento, fisuración y la
pérdida de la consistencia viscoelástica.
A causa de la oxidación, la mezcla puesta en obra presenta un aumento en el valor
del módulo (aumentando la componente del comportamiento elástico y
disminuyendo la componente del comportamiento viscoso) y una disminución del
ángulo de fase respecto a la original, transformándolo en un material más rígido y
de menor susceptibilidad térmica.
Se ha demostrado una variación con la profundidad de capa de las anteriores
propiedades en una mezclas asfálticas, donde el módulo va disminuyendo con la
profundidad y el ángulo de fase aumentando, dado que en superficie hay una mayor
exposición al medio ambiente se tendrá una mayor afectación por oxidación.
Aunque, este es un proceso natural dependiente de la exposición del material al
oxigeno del aire, se puede ver mayorado, si en la instalación de una carpeta
asfáltica no se cuenta con una compactación adecuada, ya que al tener un mayor
porcentaje de vacíos, el oxígeno penetra más fácilmente en la mezcla y será
rápidamente deteriorada.
Volatilización:
Es la pérdida de aceites livianos, ocurre cuando la mezcla está caliente. Por lo tanto,
no contribuye al envejecimiento a largo plazo del asfalto en condiciones de servicio.
Este fenómeno se puede disminuir usando cementos asfálticos duros o usando
tecnologías que no requieran el calentamiento del mismo. No se presenta en la
tecnología en frío.
Polimerización:
Es una formación de estructuras poliméricas de gran tamaño, como resultado de la
unión de estructuras poliméricas sencillas, a causa de la disminución de la

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
27
separación miscelar que ocurre cuando el cemento asfáltico pasa del estado
coloidal sol-gel a gel.
Este fenómeno ocurre cuando el asfalto esta frío, ya que el traslado a estado gel del
material va a ser constante, por lo cual se causa un endurecimiento progresivo.
Tixotropía:
Es un endurecimiento progresivo ocasionado por una polimerización débil, la cual
es reversible por recalentamiento o puesta en servicio el servicio de la mezcla
asfáltica. Está asociada a pavimentos que tienen poco o nulo tráfico, es función de la
composición química del cemento asfáltico.
Sinéresis:
Es un fenómeno que depende de la química del cemento asfáltico, mediante el cual
se presenta separación de los aceites con relación los componentes pesados del
cemento asfáltico, donde los aceites livianos fluyen a la superficie y son
transportados por los vehículos o trasformados por radicación solar en
componentes más pesados, obteniendo mezclas que se endurecen rápidamente
(gelificada).
Separación:
Fenómeno que ocurre en el momento de fabricar la mezcla en caliente, donde los
pétreos por adsorción remueven los componentes más livianos del cemento
asfáltico como lo son aceites, resinas y asfáltenos. Es necesario controlar la
absorción del pétreo, dado que ocasiona un mayor consumo de bitumen, una
mezcla difícil de instalar y propicia un rápido envejecimiento. No se presenta en la
tecnología en frío.
Entonces, podemos inferir que la tecnología en caliente propicia un mayor el
deterioro del material, debido a que al tener que calentar el asfalto para poder
fabricar e instalar las mezclas, el material va sufrir todos los fenómenos
anteriormente descritos. Por otra parte, el limitado envejecimiento prematuro es
una de las ventajas planteadas anteriormente para la tecnología en frío, ya que al
poder manipular el material a temperatura ambiente la dureza y rigidez del
material se afectaran más lentamente.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
28
6. MEZCLAS ASFÁLTICAS EN FRÍO
En este capítulo se profundizará en la definición, métodos de diseño, producción y
puesta en obra de las mezclas asfálticas en frío fabricadas a partir de agregado
nuevo y emulsiones asfálticas usadas como capas estructurales, donde todo el
proceso de mezclado se lleva a temperatura ambiente en planta o in situ
A nivel mundial, los diferentes gremios que hacen parte de la industria de los
pavimentos han planteado los siguientes objetivos con el fin de incentivar el uso de
mezclas asfálticas en frío:
Ayudar a mejorar la calidad medioambiental en cuanto a la emisión de gases y
el empleo de combustibles fósiles.
Disminuir la temperatura de fabricación y puesta en obra conservando su
manejabilidad.
Tener un desempeño mecánico semejante al que se obtiene con las mezclas en
caliente.
Mejorar las condiciones de trabajo.
6.1. COMPONENTES DE LA MEZCLA ASFÁLTICA EN FRÍO
6.1.1. Ligante
Como se estableció en el capítulo anterior, tanto las emulsiones asfálticas aniónicas
como catiónicas son usadas en la fabricación de mezclas asfálticas en frío. Ahora
bien, se han determinado una serie de ensayos con el fin de realizar un control de
calidad adecuado y garantizar que la emulsión asfáltica seleccionada tendrá un
adecuado desempeño de acuerdo al tipo de mezcla, la mayoría de estos están
basados en las normas ASTM D244 y AASHTO T59, para el presente documento se
hará referencia a los parámetros de calidad exigidos en Colombia:
Contenido de agua (INV E-761)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
29
Contenido de asfalto residual (INV E-762)
pH (INV E-768)
Viscosidad (INV E-763): es definida como la resistencia de un fluido a fluir. Para
las emulsiones se usa el ensayo de viscosidad Saybolf Furol, donde el resultado
se expresa en segundos, para las emulsiones asfálticas que se usan para la
fabricación de mezclas se pide a 25°C y 50°C. Esta propiedad se mide con el fin
de garantizar sobre el agregado una película de asfalto gruesa y que no se
drene después del mezclado.
Estabilidad - Almacenamiento (INV E-764): mediante el ensayo de
sedimentación se busca evaluar la tendencia de las partículas de asfalto a
perder la estabilidad durante el almacenamiento de la emulsión.
Retenido de tamiz (INV E-765): Con el fin de medir la calidad y la estabilidad de
la emulsión. La retención de una excesiva cantidad de partículas de asfalto
sobre el tamiz No.20 indica que puede haber problemas en la manipulación y
aplicación del material.
Rotura de la emulsión (INV E-766/ INV E-770): mediante el ensayo de
demulsibilidad de las emulsiones asfálticas se pretende identificar las
emulsiones como de rompimiento rápido de medio. Para las emulsiones de
rompimiento lento se usa el ensayo de mezcla con cemento.
Carga de las partículas (INV E-767): Es la forma como se identifican las
emulsiones catiónicas o aniónicas a través de la carga eléctrica. El ensayo está
establecido para determinar emulsiones catiónicas, consiste en sumergir
dentro de la muestra de la emulsión un electrodo positivo (ánodo) y un
electrodo negativo (cátodo); se conectan ambos a una fuente eléctrica de
corriente continua controlada y al finalizar el ensayo se observa si en el cátodo
se ha deposita una significativa capa de asfalto, con lo cual se determina que es
una emulsión catiónica.
Capacidad de recubrimiento y resistencia al agua (INV E-769): Los propósitos de
este ensayo son determinar la capacidad de una emulsión asfáltica a recubrir el
agregado completamente, determinar la capacidad de resistencia del material
al efecto de mezclado mientras permanece como una película sobre el agregado
y determinar la resistencia del material a la acción de lavado del agua una vez

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
30
finalizada la mezcla. Se determina una capacidad de recubrimiento buena,
regular o pobre únicamente a emulsiones de rompimiento medio. Este ensayo
ayuda a seleccionar la emulsión asfáltica más apropiada a cada tipo de
agregado.
Mezcla con cemento (INV E-770): representa para las emulsiones asfálticas de
rotura lenta lo que el ensayo desemulsión para las emulsiones de rotura rápida.
El ensayo indica la capacidad de una emulsión asfáltica de rotura lenta para
mezclar, sin romper con un material de alta superficie específica.
Residuo de asfalto destilación o evaporación: Sobre el resido de asfalto se busca
poder medir las algunos propiedades físicas del material como la penetración
(INV E-706), solubilidad (INV E-713) y ductilidad (INV E-702) del cemento
asfáltico empleado para la fabricación de la emulsión.
El residuo se puede obtener por dos métodos, evaporación o destilación, pero
generalmente los valores de penetración y ductilidad obtenido el residuo mediante
evaporación son menores que obteniendo el resido mediante destilación.
6.1.2. Parámetros de clasificación de los agregados
Los agregados no tiene cohesión, por eso es que ellos aportan la fricción interna
que provee el material es primordial en la resistencia al movimiento para soportar
repetidas aplicaciones de carga dentro de una mezcla asfáltica. Las propiedades
físicas y mecánicas de los agregados dependen de la granulometría, el contenido de
humedad y la posición con relación a la superficie.
Entonces, para la fabricación de mezclas asfálticas en frío, es ideal contar con un
agregado que tenga textura rugosa cúbica y no una redondeada, dado que permite
un mejor acomodamiento y una formación de masas muy fuertes.
Ahora bien, con el fin de seleccionar el tipo de emulsión asfáltica a emplear y
asegurar un buen desempeño del agregado dentro la mezcla asfáltica en frío, se ha
buscado especificar las propiedades de los materiales granulares, para el agregado
grueso, agregado fino y los agregados combinados, las cuales se presentan a
continuación:

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
31
6.1.2.1. Agregado Grueso (Corresponde a la porción de material retenida en el tamiz ASTM No.4)
Dureza: Dado que el pétreo está sujeto a una rotura adicional y a un desgaste
por abrasión durante la fabricación, compactación y uso de la mezcla, debe
estar en capacidad de resistir la degradación que estos procesos le provocan.
Dicho fenómeno se evalúa por medio de los ensayos de resistencia al desgaste
en la máquina de Los Ángeles (INV E-218), Micro Deval (INV E-238) y método
de10% de finos (INV E-224), con los cuales se determina la resistencia al
desgaste de los agregados naturales o triturados.
Durabilidad (INV E-220): mediante el ensayo de pérdidas de solidez en sulfatos,
el cual busca medir la forma como el agregado sometido a agentes climáticos se
va desintegrando.
Geometría de las partículas: Con la geometría se busca garantizar una forma en
el agregado que genere un aumento de la resistencia al corte incrementando la
fricción entre las partículas. Esta también asegura una buena trabajabilidad de
la mezcla, un menor consumo de energía en la compactación y una buena
textura para las capas superficiales, se mide mediante los ensayos porcentaje
de caras fracturadas (INV E-227) e índice de aplanamiento y alargamiento (INV
E-230).
Resistencia al pulimento (INV E-232): se mide mediante el coeficiente de
pulimento acelerado, que en laboratorio pretende reproducir la susceptibilidad
al pulimiento el agregado frente a la acción del tráfico de vehículos en la capa
de rodadura.
6.1.2.2. Agregado Fino (Corresponde a la porción comprendida entre los tamices ASTM No4 y ASTM
No. 200)
Durabilidad (INV E-220).
Angularidad (INV E-239): Determina la trabajabilidad, la resistencia final de la
mezcla y las características de resistencia al deslizamiento en la superficie del
pavimento.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
32
6.1.2.3. Agregado Combinado
Granulometría y tamaño máximo de partículas: Se requiere que las partículas de
agregado estén dentro de un margen de tamaños y que cada tamaño esté en
ciertas proporciones. Las propiedades físicas y mecánicas de los agregados son
función directa de su granulometría y su determinación es fundamental para
establecer el comportamiento mecánico. (7)
Plasticidad: Se establece mediante los ensayos índice de plasticidad (INV E-125
y E-126), lo cuales pretenden evaluar la finura y el carácter arcilloso del
material y la cantidad de arcillas dañinas presente en este material
respectivamente.
Limpieza: Se buscan pétreos que estén exentos de material vegetal, partículas
blandas o cualquier otro material que afecte la durabilidad de las capas. Esta, se
determinar mediante los ensayos de equivalente de arena (INV E-133),
determina la porción inestable de polvo fino y arcilla en la fracción de agregado
que pasa el tamiz ASTM No. 4 y contenido de materia orgánica, estima la
cantidad de materia orgánica presente en el agregado.
Adhesividad (INV E-737 y E-738): Es la tendencia del agregado a aceptar y
retener la capa de asfalto, generalmente se mide mediante el ensayo de
inmersión-compresión. Los agregados tipo calizas y dolomitas tienen buena
afinidad con el asfalto y son conocidos como hidrofóbicas, repelen el agua,
porque resisten los esfuerzos del agua por separar el asfalto de su superficie.
Los agregados hidrofilicos son del tipo silíceo, atraen el agua, tienen menos
afinidad con el asfalto, por lo tanto, tiende a separarse de las películas de asfalto
cuando son expuestos al agua. Los agregados del tipo silíceo son más susceptibles
al desprendimiento.
6.2. CLASIFICACIÓN DE LAS MEZCLAS ASFÁLTICAS EN FRÍO
6.2.1. Según la composición granulométrica.
6.2.1.1. Mezclas asfáltica densas en frío (M.D.F.)
Son las mezclas en frío, uniformes y homogéneas, elaboradas con agregados de
tamaño nominal entre los tamices ASTM 1 ½” (37.5 mm) y 3/8” (9.5 mm) y con un

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
33
porcentaje de vacíos menor del 10% (8). Las cuales por su alto contenido de
agregado fino exigen una emulsión asfáltica de rotura lenta con el fin de garantizar
un recubrimiento total.
Generalmente, son usadas como capas de rodadura en estructuras nuevas en los
casos donde no se requiera una alta resistencia estructural o como capas de
refuerzo. Otro uso que se les da es el de las reparaciones de baches.
Ligante para mezclas asfálticas densas en frío
Para la fabricación de mezclas asfálticas densas en frío se requiere una emulsión
asfáltica de rotura lenta, con el fin de tener tiempo para cubrir el material con una
película continua y formar un mástico con los finos. La emulsión a emplear depende
del tipo de agregado a usar y puede ser catiónica o aniónica, aunque en Colombia
solo se fabrican emulsiones asfálticas catiónicas. Además, se recomienda un
recubrimiento mínimo del 50%.
Agregados para mezclas asfálticas densas en frío
Puede ser un material triturado o natural, con una granulometría continua desde el
agregado grueso hasta el pasa 200.
El agregado grueso (retenido en el tamiz No.4) debe ser limpio, resistente y
durable, sin exceso de partículas planas, alargada o blandas, dado a que este
material forma el esqueleto mineral y se requiere garantizar buena dureza y
rozamiento interno
El agregado fino (entre los tamices No. 4 y No. 200) es el responsable de aportar
cohesión e impermeabilidad a la mezcla, por lo tanto se requiere un material limpio
y de baja a nula plasticidad con el fin de garantizar un adecuado recubrimiento del
pétreo y velocidad de rompimiento de la emulsión asfáltica.
Por último, el llenante mineral cumple las mismas funciones que en una mezcla
asfáltica en caliente, donde se encarga proporcionar rigidez a la mezcla
permitiendo que las partículas permanezcan unidas y densifica el esqueleto
mineral rellenando vacíos. Aunque, en el caso de mezclas asfálticas en frío también
es responsable del tiempo de rotura de la emulsión. Otro aspecto a tener en cuenta,
es que la dosificación máxima de llenante mineral en estas mezclas debe estar

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
34
limitada, dado a que un exceso de este puede generar exceso de rigidización de la
mezcla.
6.2.1.2. Mezclas asfáltica abiertas en frío (M.A.F.)
Se define como la combinación de agregado grueso natural o artificial, retenido en
el tamiz ASTM No. 10 (2mm), con una emulsión asfáltica y ocasionalmente algún
fluidificante, fluxante o aditivo que mejore la compatibilidad agregado-ligante.
Por no contener finos, trabaja por rozamiento interno del esqueleto mineral y
tienen una película gruesa de ligante que recubre los agregados, lo cual permite
obtener rodaduras flexibles y un buen comportamiento a la fatiga. Además, por su
alto contenido de vacíos (>20%), se tienen elevadas macrotexturas que se reflejan
en alta resistencia deslizamiento y confort.
Son mezclas almacenables (de 1 día a varios meses), con el fin de tener un mejor
recubrimiento de los agregados y permiten su apertura al tráfico sin haber
terminado el periodo de curado de la mezcla, el cual varía entre 1 a 24 horas.
Aunque, en este periodo presenta deformaciones significativas frente a las elevadas
cargas y escasa resistencia a los esfuerzos tangenciales. Adquieren su máxima
cohesión a los tres meses y puede aguantar varios años sin tratamiento superficial.
Respecto a la seguridad vial, las mezclas abiertas en frío ofrecen mayor resistencia
a los derrapes en lluvia, disminuyen el hidroplaneo, mejor visibilidad de la
señalización del pavimento y menor nivel de ruido.
Las anteriores características hacen que las mezclas abiertas en frío tengan las
siguientes aplicaciones:
- Capa de rodadura: su gran flexibilidad hace que sea muy aceptable sobre bases
deformables, aunque en carreteras con bajos volúmenes de tráfico, donde los
espesores de las capas de rodadura son menores. Aunque, se recomienda la
construcción de capas de 1,5 a 2 veces el tamaño máximo para tener una buena
compactación. Se requiere una buena selección del agregado en cuanto a
limpieza y forma.
- Capa intermedia: en estructuras de pavimento nuevas, sobre estas como
rodadura se usa una mezcla abierta más fina o un micro-aglomerado.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
35
- Capa antifisuras: por el alto contenido de vacíos o por la previa
impermeabilización de la capa adyacente retrasa la aparición de fisuras. Sobre
esta se puede usar una mezcla en caliente.
- Parcheos: es una de las actividades de mantenimiento periódico con la cual se
pretender subsanar pequeños deterioros en la mezcla.
Ligante para mezclas asfálticas abiertas en frío
Para estas mezclas se usan emulsiones asfálticas catiónicas o aniónicas de
rompimiento medio (aunque más del 90% de aplicación emulsiones catiónicas),
con una viscosidad tal que permia una película de asfalto gruesa y impida que se
drene después del mezclado, para asegurar una cohesión entre los agregados.
Asimismo, deben contar con un porcentaje de solventes máximo del 3% (aceites de
alquitran). Un recubrimiento del 90% para capas de rodadura y 50% para bases.
Además, la dosificación mínima de asfalto residual, en proporción de la masa total
de agregado combinado, no será inferior a dos y medio (2.5%), excepto para
mezclas abiertas en frío que se usaran como rodadura, donde será superior a tres
(3%):
Lo ideal es que la emulsión rompa prácticamente a la salida de la mezcladora o
pocos minutos después de producirse la mezcla. Es importante aclarar que en las
mezclas asfálticas abiertas en frío, la rotura de la emulsión se produce por reacción
química con el árido y que la naturaleza de este incluye significativamente.
Agregados para mezclas asfálticas abiertas en frío
Es un agregado grueso, sin finos de modo que la granulometría de la mezcla sea
abierta. También, debe ser un agregado limpio, para garantizar un buen
recubrimiento, de lo contrario podría impedir una buena adhesión con el agregado
y la emulsión rompería de manera prematura sobre el material fino.
Otra característica que se debe garantizar en los agregados usados para la
fabricación de mezclas asfálticas abiertas en frío es la forma, dado a que como se
mencionó anteriormente estas mezclas trabajan por fricción interna, para lo cual es
necesario agregado con bajo porcentaje de agregado alargado y/o aplanado y un
mayor número de caras fracturadas.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
36
Los agregados seleccionados para fabricar mezclas abiertas en frío no deben ser
susceptibles a presentar alteraciones físicas o químicas bajo condiciones de
servicio, para lo cual, los diferentes países que tienen reglamentado el uso de este
tipo de mezclas han establecido ensayos para determinar la inalterabilidad del
material, esta comparación se hará en el siguiente capítulo.
6.3. DISEÑO DE MEZCLAS ASFÁLTICAS EN FRÍO
Para la selección de la metodología de diseño de una mezcla asfáltica en frío se
debe tener en cuenta: las condiciones de trabajo de la mezcla, los materiales
disponibles, el volumen tráfico, la topografía y la climatología del sitio, las
condiciones de drenaje y el contexto económico del proyecto.
A partir de esto, se presenta una serie de metodologías de diseño de mezclas
asfálticas en frío, desarrolladas por diferentes entidades, que tienen como fin
entregar un porcentaje de asfalto residual óptimo para la mezcla a partir de una
granulometría seleccionada.
6.3.1. Mezclas densas
6.3.1.1. Método Marshall Modificado /MS-14
La metodología de diseño para mezclas asfálticas densas en frío más usada, es la
establecida por el Instituto del Asfalto en su Manual Series MS-14, Apéndice F,
titulado “Marshall Method for Emulsifiel Aphalt-Aggregate Cold Mixture Design”, el
cual está basada en una investigación realizada por la Universidad de Illinois,
donde se desarrolla el método Marshall modificado.
El método está recomendado para mezclas para base que estarán expuestas a bajos
volúmenes de tráfico, con agregado de tamaño máximo de 1” o menor, aunque
algunos autores estiman un buen desempeño de la mezcla con tamaños máximos
de agregado de 1.5’’, su fabricación puede ser in situ o en planta.
El objetivo de este método es encontrar una cantidad adecuada de asfalto residual
que proporciones la resistencia requerida o estabilidad para resistir la aplicación

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
37
repetida de cargas sin presentar deformación permanente excesiva o agrietamiento
por fatiga y que sea suficientemente resistente a los efectos de la humedad.
En la Figura 6.2, se presenta el diagrama de flujo para el procedimiento de diseño.
El cual contempla los siguientes pasos: calcular la cantidad aproximada de
emulsión asfáltica mediante el ensayo del Equivalente de la Centrifuga de Keroseno
o mediante la siguiente expresión:
Donde,
P: porcentaje en peso de emulsión asfáltica, basado en el peso seco del agregado.
A: porcentaje de agregado retenido en el tamiz ASTM No. 8.
B: porcentaje de agregado que pasa el tamiz ASTM No. 8 y es retenido en el tamiz
ASTM No. 200.
C: porcentaje de agregado que pasa el tamiz ASTM No. 200.
Luego, se procede a obtener el contenido óptimo de agua en compactación, con el
fin de maximizar las propiedades deseadas de la mezcla, mediante especímenes de
ensayo tipo Marshall. Generalmente, el contenido de agua se incrementa tres veces
en 1%. Se prepara para cada espécimen 1,2 kg de masa total del agregado, a una
temperatura de 22,2±1,7°C, el agregado se lleva al mezclador y se añade el agua
definida como optima de pre-envuelta en el ensayo de cubrimiento, la cual debe
estar a 22±1.7°C. Se agrega la emulsión asfáltica para formar la mezcla y esta se
debe airear para reducir el contenido de agua y así obtener la densidad máxima. Si
el contenido de agua de compactación es diferente al contenido óptimo de mezcla,
se debe airear la mezcla
Las muestras se compactan de la misma manera que las muestras Marshall de
mezclas asfálticas en caliente, aplicando 50 golpes con el martillo de compactación,
posteriormente se cura por un día en el molde a temperatura ambiente. Después de
retirados del molde, se calcula la gravedad específica aparente mediante el método
de gravedad específica bruta y densidad de mezclas bituminosas compactadas
usando muestras saturadas y secas superficialmente (ASTM D-2726). Con estos
datos, se grafica la densidad seca en función del contenido de agua de
compactación, siendo el contenido óptimo de compactación, el que proporcione la
densidad más alta.
Para la variación del contenido de asfalto residual, se preparan muestras donde se
realizan incrementos de 1% del contenido residual, realizando dos variaciones por

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
38
exceso y dos por defecto del determinado por la formula o por el ensayo C.K.E. para
contenido de asfalto determinado se preparan seis especímenes, que serán curados
por un día en el molde a temperatura ambiente y luego de desmoldar un día en
horno a 38°C. A los cuales se les determina la gravedad específica bruta para
calcular el porcentaje de vacíos con aire. Posteriormente, a tres de estos
especímenes se les realiza el ensayo de estabilidad y flujo. Las muestras deben
estar a una temperatura entre 21,1°C y23,3°C, donde se aplicara una carga a una
tasa constante de deformación de 50,8 mm (2’’) por minuto hasta llegar a la falla. La
carga en Newton (lb) requerido para llegar a la falla será registrado como la
estabilidad Marshall (S) y la deformación como el flujo en unidades de 0,25 mm
(0,01’’), de los especímenes fallados se calcula la humedad absorbida en el ensayo.
Los tres especímenes restantes se someten a saturación y posteriormente al mismo
procedimiento descrito para los tres especímenes anteriores.
Con los datos obtenidos de los ensayos anteriores, se presentan los gráficos (Figura
6.1):
- Estabilidad seca y humedad versus contenido de asfalto residual.
- Porcentaje de pérdida de estabilidad versus contenido de asfalto residual.
- Densidad seca Bulk (corregida por humedad) versus contenido de asfalto
residual.
- Porcentaje de humedad absorbida versus contenido de asfalto residual
- Porcentaje total de vacíos versus contenido de asfalto residual.
Algunos aspectos importantes de del comportamiento típico de estas graficas se
describen a continuación:
La estabilidad en húmedo generalmente muestra un pico para un contenido
residual de asfalto particular, mientras que la estabilidad seca generalmente
muestra un decrecimiento continuo con el incremento del contenido de asfalto
residual.
La pérdida en porcentaje de estabilidad generalmente decrece con el
incremento del contenido de asfalto residual.
La densidad Bulk seca usualmente presenta un pico para un particular
contenido de asfalto residual.
El porcentaje de humedad absorbida decrece con el incremento del contenido
de asfalto residual.
El porcentaje total de vacíos decrece con el incremento del contenido de asfalto
residual.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
39
Por último, se determina el contenido óptimo de asfalto, partiendo del criterio que
el asfalto óptimo residual es aquel que provea la máxima estabilidad en húmedo,
propiciando así una resistencia a las cargas adecuada durante la época lluviosa. Si
el valor pico de estabilidad en húmedo provee una adecuada absorción de
humedad, no debe ser excesiva para evitar el debilitamiento de la adherencia
agregado - asfalto residual; porcentaje de perdida de estabilidad, es un indicativo
de la susceptibilidad a la humedad; total de vacíos, se hace para prevenir cualquier
exceso de deformación permanente y absorción de humedad, para altos contenidos
de vacíos, o exudación del asfalto residual para bajos vacíos y un buen
recubrimiento del agregado, será seleccionado como óptimo. Tabla 6.1
Si la gráfica estabilidad húmeda versus contenido de asfalto residual no presenta
pico, el contenido de asfalto óptimo se establecerá encontrando la mejor
combinación de los parámetros estabilidad en seco y húmedo, perdida de
estabilidad y densidad seca.
Tabla 6.1. Criterios de diseño mezclas densas en frío método Marshall. Fuente: (5)
PARÁMETRO ESPECIFICACIÓN Estabilidad (KN) a 22 ±1°C 2,22 mínimo Porcentaje de perdida de estabilidad 50 Máximo Recubrimiento del agregado (%) 50Minimo
En los casos en que las mezclas de prueba no cumplen con los criterios
establecidos, se debe modificar el diseño variando la granulometría de los
agregados y si esto no es suficiente se debe cambiar el agregado o usar otro asfalto
para la producción de la emulsión.
Existen otras metodologías de diseño de mezclas asfálticas en frío como la
establecida por el Ministerio de Obras Publicas de Indonesia, la cual es casi el
mismo procedimiento establecido por el Instituto del Asfalto en el MS-14, con la
diferencia que esta tiene un requisito de porosidad y un espesor de la película de
asfalto mínima. (9)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
40
Figura 6.1. Graficas típicas para el diseño de mezclas asfálticas en frío. Fuente: (8)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
41
6.3.1.2. Método Hveem Modificado /MS-14
El método Hveem Modificado, es otro de los dos métodos planteados dentro del
MS-14 del Instituto del Asfalto para el diseño de mezclas asfálticas en frío con
granulometría densa, pensado principalmente para capas de base o como rodadura
temporal, Figura 6.3.
En método parte de la selección de agregado y emulsión asfáltica. Luego, busca
determinar el contenido de emulsión asfáltica inicial mediante el ensayo de
centrifuga de Keroseno (C.K.E.), usando la siguiente expresión:
Posteriormente, se fija el contenido óptimo de agua, mediante el ensayo de mezcla,
se puede realizar de manera manual o mecánica y su objetivo es encontrar un
contenido de agua que proporcione el adecuado recubrimiento y trabajabilidad a la
mezcla.
Asimismo, el contenido óptimo de agua para compactación, mediante una
compactación ligera de amasado seguido por una doble aplicación de carga estática
el con pistón que depende del tipo de material.
La resistencia se determina mediante el módulo resiliente (Mr) realizado a 23 ±
1,7°C después de tres días de curado en el molde y cuatro días de desecación con
vacío, donde se aplican cargas diametrales durante0,1 segundos después de 3
segundos de relajación. Este dato es usado para determinar el espesor del
pavimento junto con otras propiedades de la mezcla y variables del proyecto.
Los ensayo de exposición a la humedad, estabilidad y cohesión se realizan para
mezclas de rodadura 60 ±2,8°C para encontrar los valores de estabilidad (S) y
cohesión (C). Donde el contenido óptimo de emulsión asfáltica es la que
proporciones el cumplimiento de los siguientes parámetros (Tabla 6.2):
Tabla 6.2. Criterios de diseño mezclas densas en frío método Hveem. Fuente (5)
PARÁMETRO ESPECIFICACIÓN Valor S de Estabilidad a 60 ±3°C 30 mínimo Valor C de Cohesión a 60 ±3°C 100 mínimo Recubrimiento del agregado (%) 75 mínimo

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
42
6.3.1.3. Método MS-19 para mezclas densas
En 1997, el Instituto del Asfalto, emite el MS-19, para realizar modificaciones al
procedimiento de diseño de mezclas asfálticas en frío, las inclusiones más
relevantes son: el procedimiento de ensayos de adhesión: y el procedimiento de
compactación y curado. (9)
Este método está establecido para una mezcla con agregado de tamaño máximo de
1” y emulsiones de rotura media o lenta, donde la emulsión de rotura media se
emplea cuando el agregado no contiene excesiva cantidad de pasa tamiz ASTM No,
200, lo cual se presta para interpretaciones subjetivas, o cuando la mezcla no será
almacenada. Asimismo, el método es aplicable a mezclas en fabricadas in-situ o en
planta y que pueden instalarse de manera inmediata o acopiarse.
Para el caso de diseño de mezclas densas en frío, se calcula un porcentaje teórico de
emulsión asfáltico según el uso de la mezcla, sea base o rodadura, usando la norma
ASTM D244.o la expresión (para el caso de mezclas para rodadura):
Donde,
A: porcentaje de residuo de emulsión por destilación.
B: porcentaje de agregado seco que pasa el tamiz ASTM No. 4.
C: 100 –B, porcentaje de agregado seco retenido en el tamiz ASTM No. 4.
Posteriormente, se debe realizar el ensayo de recubriendo y adherencia para cada
una de las emulsiones elegidas, donde visualmente se estima cómo satisfactorio o
insatisfactorio el recubrimiento después de mezclas manualmente durante 60 seg.
De ser de la muestra insatisfactorio se debe modificar o cambiar la emulsión. De lo
contrario, se debe continuar con el ensayo de adherencia, en el cual se evalúa el
recubrimiento asfáltico retenido después de curado en estufa e inmersión, de ser
satisfactorio se continúa con el diseño, de no serlo se debe modificar o cambiar la
emulsión.
Luego, se preparan por lo menos tres lotes de especímenes de ensayo, donde cada
uno tendrá un mínimo de tres diferentes contenidos de emulsión (por encima y por

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
43
debajo del estimado), según el comportamiento en la prueba anterior. Con los
cuales se fabricara y compactara la mezcla, teniendo en cuenta si se requiere o no
agua de pre-envuelta o aireación de la mezcla, este último requerido por un exceso
de líquidos en la mezcla que exceden los vacíos en el agregado mineral (VAM), esto
se detecta cuando el martillo del método Marshall rebota o el espécimen exuda
líquido. Para la compactación de los especímenes se debe aplicar 50 golpes por
cada lado, se deja curar en horno durante 48 horas. Después de ese tiempo se aplica
una carga estática de 178 KN con el método de doble pisto a una velocidad de
13mm/minuto, durante un minuto.
A los especímenes compactados se les determina la estabilidad y los parámetros
volumétricos. Aunque, los paramentos volumétricos se calculan como
aproximaciones, dado a la posibilidad de que exista humedad en los especímenes
compactados y curados. Dentro de estos se relacionan; la densidad bulk, Porcentaje
de vacíos, vacíos llenos de asfalto y vacíos en el agregado mineral. Para el ensayo de
estabilidad de contempla por la metodología Marshall (ASTM D 1559) o Heveem
(ASTM D 1560). Donde usando la metodología Marshall, en vías de bajos o
medianos volúmenes de tráfico, el método relaciona un valor de estabilidad de
2224 N (500 lb) como adecuado y en el ensayo Hveem un valor de 30 o mayor.
En la Figura 6.4 se presenta el diagrama de flujo para la metodología MS-19 de
mezclas densas en frío usadas como capa de rodadura.
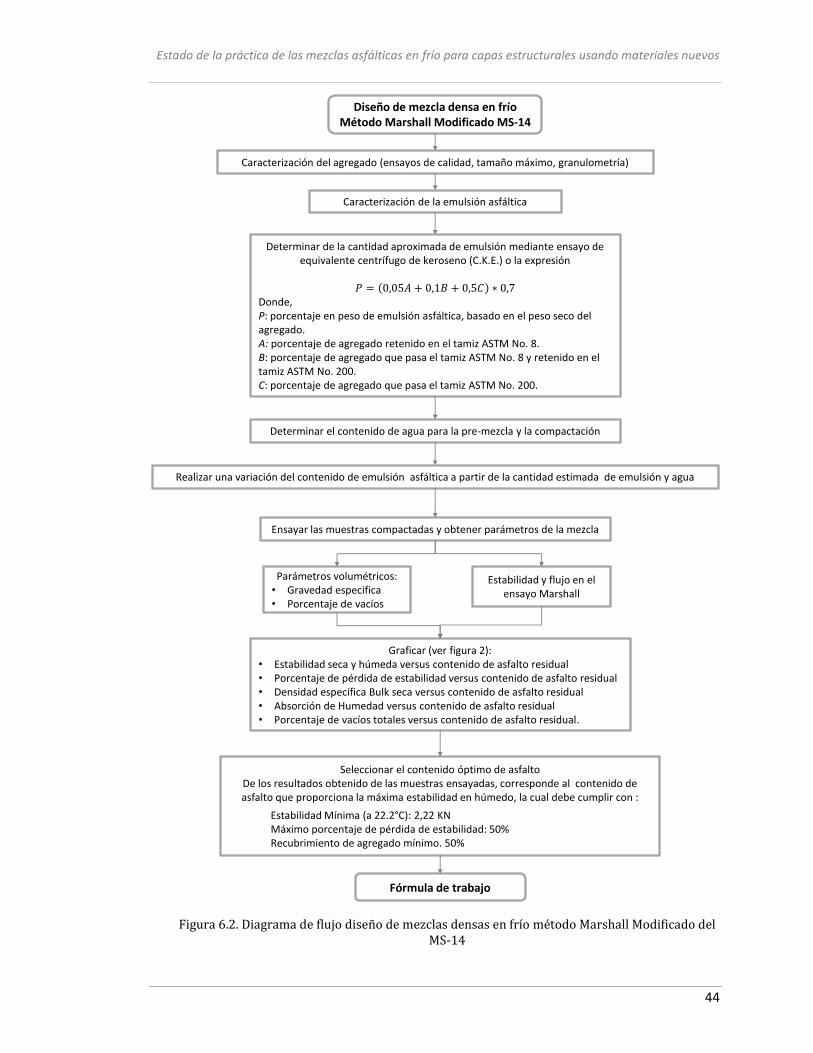
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
44
Figura 6.2. Diagrama de flujo diseño de mezclas densas en frío método Marshall Modificado del MS-14
Diseño de mezcla densa en fríoMétodo Marshall Modificado MS-14
Caracterización del agregado (ensayos de calidad, tamaño máximo, granulometría)
Caracterización de la emulsión asfáltica
Determinar de la cantidad aproximada de emulsión mediante ensayo de equivalente centrífugo de keroseno (C.K.E.) o la expresión
Donde, P: porcentaje en peso de emulsión asfáltica, basado en el peso seco del agregado.A: porcentaje de agregado retenido en el tamiz ASTM No. 8.B: porcentaje de agregado que pasa el tamiz ASTM No. 8 y retenido en el tamiz ASTM No. 200.C: porcentaje de agregado que pasa el tamiz ASTM No. 200.
Determinar el contenido de agua para la pre-mezcla y la compactación
Realizar una variación del contenido de emulsión asfáltica a partir de la cantidad estimada de emulsión y agua
Seleccionar el contenido óptimo de asfaltoDe los resultados obtenido de las muestras ensayadas, corresponde al contenido de asfalto que proporciona la máxima estabilidad en húmedo, la cual debe cumplir con :
Estabilidad Mínima (a 22.2°C): 2,22 KNMáximo porcentaje de pérdida de estabilidad: 50%Recubrimiento de agregado mínimo. 50%
Ensayar las muestras compactadas y obtener parámetros de la mezcla
Parámetros volumétricos:• Gravedad especifica• Porcentaje de vacíos
Estabilidad y flujo en el ensayo Marshall
Graficar (ver figura 2):• Estabilidad seca y húmeda versus contenido de asfalto residual• Porcentaje de pérdida de estabilidad versus contenido de asfalto residual• Densidad específica Bulk seca versus contenido de asfalto residual• Absorción de Humedad versus contenido de asfalto residual • Porcentaje de vacíos totales versus contenido de asfalto residual.
Fórmula de trabajo

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
45
Figura 6.3. Diagrama de flujo diseño de mezclas densas en frío método Hveem Modificado del MS-14
Diseño de mezcla densa en fríoMétodo Hveem Modificado MS-14
Seleccionar el agregado y la emulsión asfáltica
Determinar el contenido de emulsión asfáltica mediante datos obtenidos en el ensayo de equivalente centrifugo de keroseno (C.K.E.) y el área superficial del
agregado usando la expresión
Realizar pruebas de mezclado, con el cual se determina el contenido óptimo de agua para el mezclado
Determinar el contenido óptimo de agua para la compactación
Realizar pruebas de resistencia (para determinar el espesor)Midiendo el módulo mediante el ensayo de módulo resiliente a 23 ± 1,7°C
Evaluación de la exposición a la humedad, estabilidad y ensayo de cohesión para obtener S (estabilidad) y C (cohesión).
Determinación del contenido óptimo de emulsión asfálticael cual es el que mejor combinación entre los resultados de estabilidad ,
densidad y resistencia, cumpliendo los requisitos siguientes requisitos para las mezclas para capas de rodadura
fórmula de trabajo
PARÁMETRO ESPECIFICACIÓN Valor S de Estabilidad a 60 ±3°C 30 mínimo Valor C de Cohesión a 60 ±3°C 100 mínimo Recubrimiento del agregado (%) 75 mínimo

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
46
Figura 6.4. Diagrama de flujo diseño de mezclas densas en frío método MS-19
Diseño de mezcla densa en fríoMS - 19
ASTM D-244 Estimar contenido inicial emulsión asfáltica, basado en el pesoseco del agregado, aplicando la siguiente expresión:
Donde,A: porcentaje de residuo de emulsión por destilación.B: porcentaje de agregado seco que pasa el tamiz ASTM No. 4.C: 100 –B, porcentaje de agregado seco retenido en el tamiz ASTM No. 4.
Verificar que el agregado cumpla con los requisitos de la tabla 7.2. de MS-19
Seleccionar emulsión de rompimiento medio o lento según cantidad porcentaje de material que pasa el matiz No. 200 o si es mezcla para almacenar
Determinar el contenido tentativo de emulsión mediante:
Preparación de muestras de ensayoTres o mas lotes y para cada uno de ellos por lo menos tres contenidos de emulsión por encima y por
debajo del contenido tentativo, según el comportamiento de la mezcla en el ensayo de recubrimiento.
Realizar ensayo de recubrimiento y adherencia
Ensayar las muestras compactadas
Parámetros volumétricos Estabilidad
• Densidad Bulk• Porcentaje de vacíos• Vacíos ocupados con asfalto• Vacíos en el agregado mineral
Estabilidad y flujo en el ensayo Marshall
ASTM D-1559
Estabilidad en el ensayo de Hveem
ASTM D1560
fórmula de trabajo
noCumple
si

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
47
6.3.2. Mezclas abiertas
6.3.2.1. Método MS-19 para mezclas abiertas.
Al igual que en las mezclas asfálticas densas en frío, el procedimiento de diseño
parte de un agregado a utilizar y una emulsión asfáltica y el objetivo es establecer el
contenido óptimo de emulsión. Aunque, en este caso el procedimiento se basa en la
evaluación del escurrimiento del asfalto, donde el contenido de emulsión óptimo
está expresado como porcentaje de agregado seco y el contenido de emulsión
asfáltica que da un escurrimiento de residuo asfáltico de 10 gramos es el
recomendado. Ver Figura 6.6.
Se parte de la preparación de la mezcla, a partir de 2000 g de agregado seco usando
la granulometría seleccionado, el cual se mezcla con 40 g de agua (20%). Luego de
15 minutos de reposo, se agrega la emulsión asfáltica precalentada a 60°C, se
mezcla durante dos minutos manualmente. El contenido de emulsión asfáltica de
partida se recomienda 4% para agregado de gran tamaño y 6% para agregado
menor, donde nuevamente queda a interpretación subjetiva, con incrementos del
1% respecto al peso de agregado seco.
A continuación, la mezcla se pone sobre un tamiz No. 8, con el fin de obtener la
cantidad de mezcla drenada, después de pesar se debe poner sobre una bandeja
cubierta con papel, se seca la superficie de la mezcla con ventilador y se evalúa el
recubrimiento de asfalto. Posteriormente, se pone la bandeja en el horno hasta
peso constante, el cual corresponde al residuo asfáltico escurrido.
Para determinar el contenido óptimo de emulsión, se grafica contenido de emulsión
(como porcentaje de agregado seco) respeto al residuo asfáltico escurrido, como se
muestra en la Ver Figura 6.5. Sobre esta, se grafica la ordenada que corresponda a
10 gramos y en el punto de intersección con la curva, se lee la abscisa que
corresponde al contenido óptimo de emulsión (redondeando al 0,1%)
El propósito de la metodología es entregar una fórmula de trabajo que contenga: el
contenido óptimo de emulsión (en porcentaje), la trabajabilidad de la mezcla: para
las mezclas ésta debe ser satisfactoria y el recubrimiento de la mezcla: en
porcentaje, donde para capas de rodadura las mezclas son adecuadas si tienen un
recubrimiento mínimo del 85%.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
48
Figura 6.5. Contenido de emulsión óptimo para mezcla abierta en frío. .Fuente. (4)
6.3.2.2. Metodología establecida por la Asociación Técnica de Emulsiones Bituminosas
(ATEB)
En las mezclas asfálticas abiertas en frío, la emulsión rompe en presencia del
agregado por reacción química. En la práctica, las dosificaciones de ligante residual
son de orden de 3 a 4,5 % en peso sobre el agregado, que corresponde con 5 a 7,5
% de emulsión. Por lo tanto, para obtener una buena mezcla abierta se debe
obtener la fórmula de trabajo en laboratorio, donde se determina el contenido
óptimo de ligante, para lo cual se suelen utilizar métodos empíricos basados en la
determinación de la superficie especifica de los agregados, donde se deben
controlar los parámetros de recubrimiento y rotura, trabajabilidad y curado. Ver
Figura 6.7.
El comportamiento de las mezclas en frío, se establece mediante el ensayo
Cántabro, NLT-362 (España), con algunos modificaciones al procedimiento, el cual
busca determinar la pérdida de cohesión que se produce por acción del agua sobre
la mezcla.
La fórmula de trabajo definitiva debe contener:
Porcentaje de cada fracción de agregado a emplear.
Granulometría de la mezcla según huso granulométrico solicitado.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
49
Tipo y características de la emulsión.
Resultado del ensayo de recubrimiento y tiempo de rotura.
Grado recubrimiento y adhesividad.
Trabajabilidad.
Consistencia final.
Porcentaje de emulsión bituminosa respecto a la masa total de la mezcla
de agregados y de aditivos.
Densidad de laboratorio.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
50
Figura 6.6. Diagrama de flujo diseño de mezclas abiertas en frío metodología MS-19.
Diseño de mezcla abierta en fríoMétodo MS-19
Caracterizar el agregado y la emulsión asfáltica
Fabricar muestras incrementando el contenido de emulsión en 1% respecto al peso de agregado seco
Para agregado de gran tamaño4%
Contenido de emulsión asfáltica de partida recomendado
Para agregado de menor tamaño6%
Registrar trabajabilidad y porcentaje de recubrimiento
Realizar prueba de escurrimiento a cada muestra
Graficar la curva de contenido de emulsión (expresado como porcentaje de agregado seco) versus el residuo asfáltico escurrido, Ver figura 8
El contenido de emulsión óptimo, corresponde al valor obtenido de la grafica al intersectar la curva con un valor de residuo asfáltico escurrido igual
a 10 gramos.
fórmula de trabajo

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
51
Figura 6.7. Diagrama de flujo diseño de mezclas abiertas en frío metodología ATEB
Evaluar el recubrimiento (>80%) y la roturaNLT-145
Diseño de mezcla abierta en fríoMétodo ATEB
Caracterizar de los componentes de la mezcla
Seleccionar la granulometría de la mezcla
Determinar el contenido óptimo teórico de emulsión de acuerdo a la superficie especifica el material., usando la expresión:
Donde; BR: proporción de betún residual sobre la masa seca de los áridosK: Coeficiente de riqueza cuyo valores es 1 para capas de rodadura y 0,9 para inferioresA: % de agregado retenido en el tamiz ASTM ¾”B: % de agregado que pasa el tamiz ASTM ¾” y retenido en tamiz ASTM 5/16”C: % de agregado que pasa el tamiz ASTM 5/16” y retiene en el tamiz ASTM No. 5D: % de agregado que pasa el tamiz ASTM No. 5 y retiene en el tamiz ASTM No.8E: % de agregado que pasa el tamiz ASTM No. 8 y retiene en el tamiz ASTM No. 30F: %e de agregado que pasa el tamiz ASTM No. 30
Para vías de trafico pesado, se podrá requerir el ensayo Cántabro modificado según la norma NLT-362, para determinar la pérdida por desgaste , que no podrá ser >25% (en seco)
Evaluar la adhesividad (buena antes de agua y aceptable después de gua) NLT-196
Comprobar que no existe escurrimiento con la dosificación establecida
no
CumpleAjustar la velocidad de rotura de la
emulsión asfáltica o la granulometría
fórmula de trabajo
si

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
52
6.4. FABRICACIÓN DE MEZCLAS ASFÁLTICAS EN FRÍO
En general las plantas que se usan para la fabricación de mezclas asfálticas en frío
son simples, aunque en algunas ocasiones se usan las de fabricación de mezclas en
caliente, excepto que no se usa los dispositivos de secado (8). Actualmente, existen
plantas de fabricación que ofrecen una capacidad de producción y un adecuado
control de producción similar al de las plantas de fabricación de mezclas en
caliente.
La fabricación de las mezclas asfálticas en frío se puede hacer en plantas
estacionarias, donde se permite un control de los materiales y la producción, estas
pueden ser de bachada (Figura 6.8) o continúa (Figura 6.9).
Figura 6.8. Planta estacionaria de bachada para mezclas en frío.
Figura 6.9. Planta estacionaria de continua para mezclas en frío.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
53
Generalmente las plantas constan de los siguientes dispositivos:
Dispositivos de abastecimiento y dosificaciones de los componentes de la
mezcla:
- Tolvas dosificadoras de agregados. Como mínimo debe ser igual al número de
agregados por tamaño a utilizar. Actualmente, se han desarrollado plantas que
además de ofrecen un número adecuado de tolvas, ofrecen un sistema de
pesaje en línea. Algunas entidades, como el IDU, recomiendan que para mezclas
que serán usadas en vías de altos volúmenes de tráfico, no deben tener menos
de cuatro tolvas para agregados.
- Depósitos de ligante: se ajusta mediante variaciones en el caudal de la bomba
según la fórmula de trabajo. Se estima que debe tener una capacidad según la
fórmula de trabajo de la mezcla a fabricar que oscile entre el 5,5 y 7% de
emulsión asfáltica sobre el agregado seco.
- Dosificador de agua: para el caso de las mezclas densas en el que se requiere la
dosificación de agua de pre mezcla. Donde el contenido de agua debe ser el
mínimo necesario para garantizar la correcta dispersión de la emulsión y para
que se logre un recubrimiento óptimo del agregado a la salida del mezclador.
En las plantas modernas este sistema es independiente para el agregado fino y
grueso.
- Dosificador de aditivos: en el caso en que la fórmula de trabajo contemple la
inclusión de un aditivo.
Dispositivo de mezcla: se recomienda una mezcladora continua, usualmente
es una mezcladora de dos ejes paralelos horizontales, a los que se le acoplan un
sistema de paletas. la velocidad del mezclador varía según el tipo de mezcla y se
busca que los ejes queden cubiertos en la mezcla para evitar la segregación.
Además, se busca darle una inclinación para tener una mayor producción con
mejor características. En el caso de ser una planta discontinua, después de haber
introducido el agregado al mezclador, se agrega la cantidad de emulsión específica
para cada amasada y se continúa mezclando durante el tiempo especificado.
Además, en estas plantas la dosificación de los elementos de la mezcla se deben
garantizar.
Dispositivos de descarga.
Dispositivos adicionales, que generalmente son requeridos según la legislación del
sitio de producción, para las plantas de fabricación de mezclas asfálticas en frío,

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
54
incluyen sistemas de extracción de polvo, sistema de vertimiento de lodos, entre
otros.
Como requisito para empezar a fabricar, se debe calibrar los dispositivos
dosificadores de agregado, emulsión asfáltica, agua y aditivos, que hacen parte de la
planta, midiendo tiempos y pesando materiales con el fin de conseguir las dosis de
la fórmula de trabajo. Posterior a esta calibración, se sugiere una producción de
prueba donde se verifique si la mezcla cumple con las características de
granulometría, contenido de emulsión, recubrimiento, escurrimiento,
trabajabilidad, tiempo de rotura de la emulsión y si llega presentar problemas
como la segregación o la formación de grumos.
Un aspecto que se debe controlar en las mezclas fabricadas en planta estacionaria
es el tiempo de mezclado, el cual en mezclas frías es menor en comparación con las
mezclas en caliente. Esto, para evitar un rompimiento prematuro de la mezcla que
llevaría al endurecimiento de la misma, pero a la vez puede ocasionar segregación
en la mezcla o falta de cubrimiento al agregado, este último se puede corregir en el
proceso de extensión y compactación.
Otra alternativa, es el uso de plantas móviles son dispositivos autopropulsados que
dosifican y mezclan el agregado y la emulsión mientras va por la superficie del
pavimento. las cuales constan de tolva de recepción de agregados ya mezclados,
según la granulometría de la fórmula de trabajo, depósito de agua, deposito
emulsión asfáltica y depósito de aditivos, un dispositivo de alimentación de todos
los materiales a la mezcladora y una terminadora que regule el espesor y
proporciones un buen acabado. Ver Figura 6.10.
Figura 6.10. Equipo plata móvil equipada con tolva. Fuente: (11)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
55
6.5. PUESTA EN OBRA DE MEZCLAS ASFÁLTICAS EN FRÍO
La puesta en obra de una mezcla asfáltica en frío comprende las etapas de
transporte, extensión, compactación y curado, a continuación se enfatizará en cada
una de estas etapas:
6.5.1. Transporte
Esta etapa representa una de las ventajas que exhiben las mezclas en asfálticas en
frío, dado que permiten tener grandes desplazamientos sin necesidad que este
tiempo afecte el desempeño de la mezcla instalada, por disminución de
temperaturas, como en el caso de las mezclas asfálticas en caliente. Aunque, los
vehículos que se utilicen deben estar limpios, ser tratados y permanecer cubiertos
durante el transporte, para evitar la contaminación de la mezcla.
En general el transporte de las mezclas asfálticas en frío se realiza de la misma
manera que las mezclas asfálticas en caliente, en volquetas limpias dispuestas con
una lona que cubra el material. En este proceso es importante garantizar que no
existe segregación de la mezcla.
6.5.2. Extensión
Para extender el material se pueden usar desde motoniveladoras hasta equipos
autopropulsados, como terminadora. Si las condiciones climáticas y la
granulometría de la mezcla permiten la evaporación de la humedad y/o de los
volátiles sin necesidad de aireación por manipulación, teniendo en cuenta que las
mezclas densas requieren más tiempo de aireación que las abiertas, el equipo
autopropulsado es el ideal, teniendo en cuenta que este tiene la capacidad de
extender la mezcla en el ancho y espesor indicados. Aunque, es claro que los
equipos autopropulsados permiten mejor calidad superficial, mejor definición de
bordes, mejor rendimiento y menores valores de regularidad superficial (IRI). Sin
embargo, la segregación si es un problema que se puede presentar este tipo de
equipo sino se mantiene una alimentación continúa a la tolva.
Igualmente, en el caso de usar equipo autopropulsado para extender la mezcla,
existen equipos para transferencia de la mezcla (shettle buggy), que tienen la
función de reducir la segregación y transportar la mezcla de las volquetas a la tolva
del equipo.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
56
Las mezclas asfálticas en frío se deben instalar sobre una superficie limpia y con
una previa aplicación de un riego de adherencia.
Gracias al fluidificante que contienen las mezclas en frío, estas tienen la bondad de
pegar una franja con otra de manera adecuada, entonces las juntas no resultan ser
tan criticas como en las mezclas en caliente, aunque para garantizar una mejor
continuidad autores recomiendan tener en cuenta los siguientes aspecto (8):
- Cortes Verticales: no es necesario, excepto si la primera línea extendida ha
tenido un curado prolongado de varios días o la junta sea excesivamente
irregular. (8)
- Superficie de contacto: no es necesario un tratamiento especial, excepto si la
primera línea extendida ha tenido un curado de varios días, en cuyo caso es
recomendable aplicar un riego de adherencia.
- Se iniciará desde la primera línea ya compactada. En juntas trasversales se
compactará transversalmente.
- Distancia: en capas superpuestas las juntas transversales quedaran a un
mínimo de cinco metros uno de la otra y juntas longitudinales a 20-30 cm.
Se recomienda que el material no sea instalado cuando la temperatura del aire en
sombra sea menor a 10°C y el trabajo debe ser suspendido si se presenta lluvia.
6.5.3. Compactación
La experiencia indica que la compactación de mezclas asfálticas en frío debe
comenzar inmediatamente antes, o al mismo tiempo, cuando la emulsión comienza
a romper. En este tiempo, el contenido de humedad en la mezcla es suficiente para
actuar como lubricante entre las partículas de agregado, pero no pueden llenar los
vacíos, durante este proceso la mezcla no debe producir desplazamientos. (11).
La compactación se realiza con equipos convencionales de rodillos metálicos y
compactadores neumáticos. Pasando en primer lugar el metálico para tener una
superficie lisa y acomodar el agregado. Posteriormente, se pasa el neumático para
densificar la mezcla. En número de pasadas de los dos equipos varía dependiendo
del espesor de la capa y la granulometría de la mezcla.
Para las mezclas densas, después de la compactación, se recomienda proteger la
superficie con un tratamiento superficial, para evitar los riesgos de la primera
época de servicio, con el fin de que pueda resistir los esfuerzos tangenciales del
tráfico.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
57
Para las mezclas abiertas en frío instaladas como capa de rodadura, se recomienda
la extensión de un material de sellado, como la arena, previa o conjunta a la
compactación con el neumático, con el fin de tener una superficie más
impermeable. Para este tipo de mezclas, la puesta en servicio se puede dar
inmediatamente después de terminada la compactación, con las restricciones de no
circular a altas velocidades, ni con maniobras bruscas.
Como en las mezclas asfálticas en caliente, para este caso también se recomienda
realizar un tramo de prueba con el fin de definir: el tren de compactación necesario,
el número de pasadas para obtener la densidad dada en la fórmula de trabajo y la
humedad de compactación.
A continuación, se quiere ejemplificar el acabado y espesor que pueden tener una
mezcla asfáltica en frío como capa de rodadura, Figura 6.11y Figura 6.12.
Figura 6.11. Mezcla asfáltica en frío de rodadura después de compactación. Fuente: (8)
Figura 6.12. Espesor compacto de mezcla asfáltica abierta en frío. Fuente. (8)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
58
Si en cualquier momento de la compactación, la mezcla exhibe deformaciones
permanentes o desplazamientos, el proceso de compactación se tendrá que
detener. Por lo tanto, es necesario identificar el momento en el cual se produjo la
suficiente reducción del contenido de humedad o diluyentes de manera natural o
aireando antes de realizar el proceso.
Luego de que se ha colocado una capa, no se puede extender la siguiente sin que la
anterior este curada. Asimismo, el transito se debe abrir de manera gradual, para
evitar que los vehículos desprendan el material superficial.
6.5.4. Curado
Después de compactada le mezcla asfáltica en frío, es ideal que no se permita el
tránsito pesado sobre el material fresco, para evitar que se presentan
deformaciones permanentes elevadas en la mezcla la mezcla o se desprenda, dado
a que en esta época la mezcla asfáltica es muy flexible y va adquiriendo la
estabilidad durante el proceso de evaporación de la humedad y los solventes, que
fueron incorporados para para obtener una mezcla trabajable.
Este proceso depende del tipo de solventes usados, del contenido de humedad, de
la granulometría de la mezcla, de la temperatura de la mezcla y de las condiciones
climáticas del sitio y puede llegar a tardar varios meses.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
59
6.6. LIMITACIONES DE LAS MEZCLAS EN FRÍO
En las mezclas densas, una forma de asegurar el cubrimiento es garantizando
agregados limpios, dado que a veces contienen un alto porcentaje de finos que
ocasiona que la emulsión se fije a ellos, formando grumos que después se
desprenderán y dejan sin cubrir los agregados gruesos. Asimismo, el exceso de
humedad afecta la velocidad de rotura de la emulsión asfáltica.
Por el contrario, en las mezclas abiertas, por definición el contenido de finos es
mínimo. Por lo tanto, no se forma un mastico que aporte cohesión a la mezcla, sino
que esta será suministrada únicamente por el ligante, lo cual se asegura con un alto
grado de recubrimiento desde que se presenta la rotura de la emulsiones.
En conclusión, un adecuado recubrimiento de los agregados depende de:
Adhesividad agregado–ligante: este parámetro se debe estudiar previamente
en laboratorio, como se presentó en el capítulo anterior, para asegurar una
compatibilidad entre los materiales.
Grado de limpieza y humedad del agregado: es importante definirlo a partir de
los materiales que se van a emplear para la fabricación de la mezcla.
Temperatura: influye en la facilidad de la emulsión para cubrir el agregado, por
una disminución de la viscosidad. Además, la rotura también se ve afectada por
la temperatura, siendo más rápida con un aumento de la misma.
Mezclado: interviene en el recubrimiento de los agregados el sistema de
mezclado empleado y la energía proporcionada en el proceso. Aunque, es
particular de cada caso.
Asimismo, el curado de una mezcla asfáltica en frío depende de la cantidad de
fluidificantes (mejora fluidez) y fluxantes (disminuye la viscosidad) que contenga la
emulsión usada en la fabricación de la mezcla, donde es claro que estos mejoran la
trabajabilidad pero requiere un tiempo adecuado para obtener las características
del cemento asfáltico original, donde este proceso de evaporación puede durar
hasta un par de meses y es afectado por las condiciones climáticas.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
60
6.6.1. Limitaciones de las mezclas asfálticas abiertas en frío
Es sabido que las mezclas asfálticas abiertas no están teniendo un uso masivo,
aunque, la literatura señala que cuentan con bondades en su desempeño como lo
son: mayor resistencia a la fatiga, demora en aparición de grietas de origen térmico
o por reflexión, mayor resistencia a la acción del agua y se ha encontrado que el
coeficiente de equivalencia estructural entre las dos tecnologías es igual a uno.
Así mismo, como en todas las tecnologías también se presentan limitaciones, que
aunque son controlables restringiendo el uso de los materiales, estas llegan a
opacar las ventajas expuestas anteriormente, las principales se presentan en los
procesos de fabricación, almacenamiento y puesta en obra, las cuales se presentan
a continuación:
6.6.1.1. Fabricación:
Dentro de la fabricación se presentan dos problemas, uno el escurrimiento de la
emulsión asfáltica y otro, el agregado descubierto, para los cuales en la Tabla 6.3 se
muestra sus posibles causas y tratamiento.
Tabla 6.3. Posibles problemas en la fabricación de mezclas abiertas en frío
Problema Causa Posible solución
Escurrimiento de la emulsión
- Emulsión muy estable. - Agregado poco reactivo - Exceso de ligante
- Cambiar a CRR o ARR - Cambiar a CRR o ARR - Verificar dosificación en
laboratorio
Agregado descubierto
- Poco tiempo de mezcla
- Mucho tiempo de mezcla
- Emulsión de rotura rápida. - Agregado sucio - Mala adhesividad
- Revisar la medida de los pulverizadores de emulsión en el mezclador para aumentar el tiempo.
- Adelantar los pulverizadores para disminuir el tiempo.
- Cambiar emulsión por más
estable. - Cambiar el agregado. - Cambiar emulsión asfáltica.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
61
6.6.1.2. Almacenamiento
La etapa de almacenamiento se garantiza con una adecuada trabajabilidad de la
mezcla, en este proceso se puede presentar la desenvuelta del agregado,
escurrimiento de la emulsión asfáltica o la poca manejabilidad de la mezcla, para lo
cual se presenta la Tabla 6.4 con las posibles causas y soluciones a cada uno de
estos problemas.
Tabla 6.4. Posibles problemas en el almacenamiento de mezclas abiertas en frío
Problema Causa Posible solución
Desenvuelta del agregado
- Agregado sucio - Mala adhesividad
agregado-ligante
Ver Tabla 6.3
Escurrimiento de la emulsión o el cemento asfáltico
- Ligante muy fluido - Ver Tabla 6.3
- Cambiar la emulsión - Ver Tabla 6.3
Poca manejabilidad
- Ligante muy viscoso.
- Emulsión con fluidificantes muy ligeros
- Usar emulsión más fluidificada.
- Cambiar fluidificantes por más pesados o acopios más altos.
6.6.1.3. Puesta en obra
Para los problemas que se pueden presentar con las mezclas asfálticas abiertas en
frío, se presenta la Tabla 6.5.
Tabla 6.5. Posibles problemas en la puesta en obra de mezclas abiertas en frío
Problema Causa Posible solución Repelado en los sinfines de la pavimentadora
- Mala adhesividad agregado-ligante
Ver Tabla 6.3 y Tabla 6.4
Arrastres
- Poco espesor de la capa.
- Agregado muy
grueso.
- Aumentar el espesor.
- Disminuir la proporción de agregado grueso.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
62
6.6.1.4. Capa en servicio
Por último, cuando el material ya se encuentra en servicio se pueden presentar una
serie de inconvenientes, que afectan directamente a la durabilidad del material y al
confort del usuario, las cuales se presentan en la Tabla 6.6.
Tabla 6.6. Posibles problemas en capas en servicio de mezclas abiertas en frío
Problema Causa Posible solución
Desprendimiento de agregado
- Agregado sucio. - Agregado con pocas
caras fracturadas.
- Poca dotación de ligante
- Cambiar el agregado. Si es localizado, puede requerir más espesor de capa.
- Extender un tratamiento superficial y mejorar la fórmula de trabajo.
Inestabilidad
- Poca compactación.
- Granulometría incorrecta
- Excesiva dotación de ligante.
- Ligante con fluidificantes pesados.
- Ligante demasiado fluidificado.
- Aumentar compactación.
- Cambiar agregado
- Corregir fórmula de trabajo.
- Reemplazar capa.
- Mantener más tiempo sin abrir al tráfico.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
63
6.7. MEZCLAS ASFÁLTICAS EN FRÍO MODIFICADAS
Dados los avances que se han producido en la fabricación de emulsiones asfálticas,
el desarrollo de nuevas tecnologías y las mayores exigencias en los proyectos, en el
mercado han ido surgiendo diferentes emulsiones asfálticas que mejoran la
adhesividad, mejoran la susceptibilidad térmica, que retardan o aceleran la rotura y
modifican la viscosidad del cemento asfáltico, a esta técnica se le conoce como
emulsiones asfálticas modificadas. La cual permite el uso de estás en capas de
rodadura para vías de altos volúmenes de tráfico, obteniendo el mismo desempeño
de las mezclas asfálticas en caliente.
Para la clasificación de las emulsiones asfálticas modificadas existen dos
diferencias con los ensayos usados para emulsiones asfálticas convencionales: para
obtener el residuo se hace por evaporación, dado a que el polímero se puede
degradar a altas temperaturas durante el proceso de destilación y no se incluye el
ensayo de solubilidad, debido a que algunos polímeros no son solubles. Asimismo,
se contemplan ensayos adicionales sobre el residuo como lo son:
Punto de ablandamiento: el cual permite conocer el comportamiento del
ligante a alta temperatura y comprobar la modificación del mismo.
Ductilidad a 5°C: con el cual se conoce el comportamiento del ligante a bajas
temperaturas.
Recuperación elástica: se incluye para medir la elasticidad del ligante
modificado.
Además, se precisa que los procedimientos de modificación son realizados a las
mezclas abiertas en frío a partir de las características exigidas a los granulares en
las mezclas abiertas en caliente, en cuando a dureza, forma, caras fracturadas y
pulimento.
Según la literatura consultada, la fabricación de mezclas asfálticas en frío
modificadas se realiza a partir de la modificación de las emulsiones de dos
maneras:
6.7.1. Adición de látex
En este caso, para la fabricación de la emulsión asfáltica modificada se emplea un
cemento asfáltico convencional y se adiciona el látex en la fase acuosa, donde se
realiza la dispersión del látex en medio de la emulsión, por lo tanto las emulsiones
tienen dos componentes en la fase dispersa, figura 17.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
64
Figura 6.13. Esquema de una emulsión asfáltica modificada bifásica. Fuente (12)
6.7.2. Usando cemento asfáltico modificado con polímeros
En este método, se usan cementos asfálticos modificados previamente con
polímeros y se obtiene un grado de modificación mayor que en el caso anterior
usando el mismo contenido de polímero. Estas emulsiones presentan una sola fase
dispersa, que corresponden al cemento asfáltico modificado con el que fabricaron,
figura 18.
Figura 6.14. Esquema de una emulsión asfáltica modificada monofásica. Fuente (12)
Actualmente se utilizan una gran variedad de polímeros comerciales de
composición química y propiedades diferentes. Entre los empleados más
comúnmente en emulsiones asfálticas se tienen los copolimeros de estireno acetato
de vinilo (EVA) y elastómeros termoplásticos de estireno-butadieno-estireno (SBS)
y estirenobutadieno (SBR)
Comparando las características del ligante residual de estas emulsiones con el de
una emulsión convencional, cabe nombrar las siguientes ventajas:
- Aumenta la tenacidad del material.
- Mayor adhesividad a los áridos.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
65
- Mayor respuesta elástica.
- Mayor resistencia al envejecimiento.
- Mayor resistencia a la acción del agua.
- Menor susceptibilidad térmica, lo que se traduce en un intervalo de plasticidad
más amplio.
6.7.2.1. Mezclas drenantes en frío
Son las que se fabrican a partir de emulsiones de cemento asfáltico modificado con
polímeros y con estas se puede implementar el uso de la tecnología en frío con
estabilidades suficientes que soporten los esfuerzos impuestos por elevados
tráficos.
Estas son mezclas que presentan un alto grado de comodidad en la superficie de un
pavimento debido a que proporcionan un mayor nivel de seguridad vial al
disminuir la presencia de agua en la superficie, ayudan a disipar el ruido y
presentan una uniformidad adecuada. Otro beneficio que presentan estas mezclas,
es que presentan un mejor nivel de comportamiento en edades tempranas en
comparación con las mezclas asfálticas en frío convencionales.
En la Tabla 6.7, se muestra una comparación realizada por la ATEB de los
resultados típicos de los ensayos de las emulsiones de cemento asfáltico modificado
comparado con las emulsiones convencionales y las modificadas con latex. Donde
las emulsiones de cemento asfáltico modificado presentan una viscosidad inferior a
la de una emulsión convencional. Además, presentan mayores valores de índice de
penetración y recuperaciones elásticas.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
66
Tabla 6.7. Comparación de emulsiones asfálticas convencionales y modificadas
.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
67
7. ESTADO DE LA PRACTICA DE LA TÉCNICA EN
FRÍO
7.1. MERCADO MUNDIAL DE LAS TÉCNICAS EN FRÍO
7.1.1. Consumo mundial de las técnicas en frío
Para conocer la evolución del mercado mundial de la técnica en frío en mezclas
asfálticas, dentro del presente trabajo de investigación se realizaron acercamientos
a entidades administrativas, educativas y productoras en países como Estados
Unidos, Costa Rica, Colombia, Bolivia, Venezuela, Uruguay, España y Francia, donde
se encontró que no se cuenta con un control adecuado de la producción para esta
técnica, aunque está normalizada, dado que las mezclas asfálticas en frío se
emplean en su mayoría como material de base o rodadura en vías de tercer nivel o
en actividades de mantenimiento, lo que ha llevado al mercado a aumentar la oferta
de un sinnúmero de productos patentados, que ofrecen trabajabilidad, adecuado
precio, buen desempeño.
En el 2007, la ATEB publico el artículo Emulsiones Bituminosas Mercado Mundial y
Tendencias de las Técnicas en Frío, en cual busca mostrar la evolución del consumo
de emulsiones asfálticas en los años 2002-2005, basados en encuestas realizadas
por el Internacional Bitumen Emulsión Federation – I.B.E.F realizadas a diferentes
entidades públicas y privadas.
Aunque el consumo de emulsiones asfálticas de un país a otro varía
significativamente, el estudio mostró que respecto al consumo de cemento asfáltico
usado en carreteras, este corresponde aproximadamente a un 10%. Además, se
muestra que el consumo de emulsiones asfálticas se había incrementado en un
33% a nivel mundial entre los años 2002 y 2005, en este periodo la producción se
estaba centrando en los continentes americano y europeo. Ver Figura 7.1.
El informe resalta que el continente americano ha tenido un incremento en el
consumo de emulsiones asfálticas del 31% en el periodo analizado y los países que
contribuyen a dicho aumento son Estados Unidos en primer lugar y después se
ubican México, Brasil, Canadá y Argentina. Aunque, expresa la posibilidad de que

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
68
países como Chile, Colombia y Venezuela contribuyan con un porcentaje
significativo por su alta influencia europea pero por falta de control no cuentan con
un adecuado registro de cantidades. Ver Figura 7.2.
Figura 7.1. Consumo de emulsión asfáltica por continente años 2002-2005. Fuente (12)
Figura 7.2. Consumo en América de emulsiones asfálticas años 2002-2005. Fuente: (12)
A su vez, presenta los cinco países con mayor consumo de emulsiones asfálticas en
el mundo, en primer lugar se encuentra Estados Unidos y en quinto lugar se localiza
España, ver Figura 7.3. El informe también resalta que para el 2005 la producción
de estos cinco países correspondía al 61% del mercado mundial.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
69
Figura 7.3. Países con mayor consumo de emulsión asfáltica años 2002-2005. Fuente (12)
Por otra parte, al hacer la distinción por tipos y aplicaciones de las emulsiones, se
observa que la producción de emulsiones de rotura rápida es mucho mayor que las
de rotura media y lenta, lo que podría indicar que son mucho más utilizadas las
emulsiones para riegos y algunos tratamientos superficiales que para mezclas,
lechadas y reciclaje en frío. Ver Figura 7.4.
Figura 7.4. Usos más comunes de las emulsiones asfálticas años 2002-2005. Fuente: (12)
Por último, el estudio muestra la percepción de las diferentes entidades ante la
tecnología en frío, donde se percibe un desconocimiento significativo aunque es
una tecnología que cuenta con ventajas ambientales demostradas y esta
normalizado en la mayoría de países. Para el caso de las mezclas asfálticas en frío,
se aprecia como una técnica favorable y que su evolución con los años ha sido
estable.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
70
Por otra parte, para los años 2007 al 2009 la International Bitumen Emulsión
Federation - I.B.E.F publica en página Web las estadísticas del consumo anual de
cemento asfáltico y emulsión asfáltica para la industria vial, donde se observa que
la variación total en este perdió no alcanza el 2%, por lo tanto se puede decir que
en estos años el consumo mundial se ha mantenido constante. Además, América y
Europa siguen siendo los mayores consumidores de emulsiones asfálticas. Ver
Tabla 7.1
Tabla 7.1. Producción mundial de emulsión asfáltica en toneladas por continente años 2007-2009
CONTINENTE 2007 2008 2009
África 222.100 228.000 240.500
América 3.836.800 4.066.000 3.805.000
Asia 1.492.500 1.427.750 1.648.920
Europa 2.432.808 2.356.994 2.270.520
Oceanía 97.700 96.000 83.400
TOTAL 8.081.908 8.174.744 8.048.340
Se mantiene en primer lugar para el periodo 2007-2009 Estados Unidos como el
mayor consumidor de emulsiones asfálticas y entra a la clasificación Francia y
China. Ver Figura 7.5.
Figura 7.5. Países con mayor consumo de emulsiones asfálticas años 2007-2009
0,0E+00
5,0E+05
1,0E+06
1,5E+06
2,0E+06
2,5E+06
USA France Mexico Brazil China
Ton
elad
as A
nu
ales
2007 2008 2009

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
71
Este estudio no diferencia el consumo de emulsiones asfálticas por tipos y usos, por
lo tanto no se aprecia la evolución de las mezclas asfálticas en frío durante este
periodo en el mercado mundial.
Asimismo, la Asociación Europea de Pavimento Asfáltico (EAPA), la cual representa
a la industria europea de fabricantes de mezclas asfálticas y empresas dedicadas a
la construcción y mantenimiento de carreteras, en su informe anual Asphalt in
Figures, presenta la producción de mezclas asfálticas en frío producidas en Europa
y otros países como Japón, México y Venezuela, cifras que según ellos son las más
completas y confiables para la industria del asfalto. La Tabla 7.2, incluye la
producción en toneladas desde el año 2006 hasta 2010, donde se puede ver que el
país Europeo que lidera la producción de mezclas en frío es Francia. Además, en
este periodo, el año en el cual se ha producido más mezcla en frío ha sido el 2008
con más de siete millones de toneladas
A nivel mundial, el informe relaciona a Japón, con una producción promedio de
136.000 toneladas anuales de mezclas en frío. En Latinoamérica, el líder de
producción de mezclas asfálticas en frío es México, con más de síes millones de
toneladas en este periodo, seguido de Venezuela con menos de un millón de
toneladas para el mismo periodo.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
72
Tabla 7.2. Toneladas anuales de mezcla asfáltica en frío en Europa y Otros Países.
PAÍS
2006
2007
2008
2009
2010
Total País Austria
60.000,00
60.000,00
0,00
20.000,00
10.000,00
150.000,00
Bélgica
34.000,00
29.000,00
295.000,00
33.000,00
30.000,00
421.000,00 Croacia
10.000,00
0,00
0,00
30.000,00
40.000,00
Republica Checa
13.230,00
5.500,00
264.000,00
8.100,00
11.620,00
302.450,00
Francia > 1.900.000,00 > 1.900.000,00 > 2.000.000,00 > 1.500.000,00 > 1.500.000,00 8.800.000,00 Gran Bretaña
0,00
0,00
0,00 > 1.000.000,00
1.000.000,00
Hungría
8.500,00
1.676,00
1.956,00
0,00
33.000,00
45.132,00 Islandia
6.000,00
6.000,00
60.000,00
6.000,00
78.000,00
Irlanda
195.000,00
140.000,00
0,00
335.000,00 Italia
80.000,00
80.000,00
Lituania
112.000,00
75.000,00
0,00
61.936,00
248.936,00 Luxemburgo
3.000,00
0,00
3.000,00
Holanda
30.000,00
30.000,00 Noruega
70.000,00
9.000,00
75.000,00
5.000,00
9.000,00
168.000,00
Polonia
55.000,00
58.000,00
60.000,00
61.000,00
234.000,00 Portugal
125.000,00
130,00
125.130,00
Rumania
22.000,00
18.000,00
13.000,00
22.000,00
75.000,00 Eslovaquia
116,00
116,00
Eslovenia
0,00
0,00
0,00
5.000,00
5.000,00 España
318.000,00
325.000,00
310.000,00
275.000,00
185.000,00
1.413.000,00
Suecia
700.000,00
150.000,00
120.000,00
90.000,00
70.000,00
1.130.000,00 Suiza
510.000,00
460.000,00
530.000,00
560.000,00
63.000,00
2.123.000,00
Turquía 1.166.000,00 1.288.000,00 3.546.000,00 1.404.000,00 2.370.000,00 9.774.000,00
Total por Año 4.883.846,00 4.768.176,00 7.492.956,00 4.979.100,00 4.456.686,00 26.580.764,00
Japón 157.200,00 184.000,00 132.000,00 104.000,00 105.000,00 682.200,00 México
3.000.000,00
3.300.000,00
6.300.000,00
Venezuela 880.000,00 880.000,00
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
73
7.1.2. Experiencias experimentales en el mundo
A continuación, se pretende mostrar la evolución practica que han tenido las
mezclas asfálticas en frío, para tal fin se han recopilado una serie de documentos
técnicos internacionales que describen diferentes experiencias del uso de estas
mezclas a través de los años.
7.1.2.1. A comparison of properties of laboratory prepared cold mixed emulsified
and hot mixed asphalt mixtures. Phase I. (12).
Con este artículo, se evidencia que desde antes de 1981 ya existía la necesidad de
comparar el desempeño de las mezclas asfálticas fabricadas en frío y en caliente, en
este caso el propósito del artículo es comparar las propiedades de las mezclas
asfálticas fabricas con cemento asfáltico y emulsión asfáltica.
Los materiales usados para la fabricación de las mezclas incluyen material granular
proveniente de la ciudad de Phoeniz (Arizona) que cumple con los requisitos de
calidad del Departamento de Transporte de Arizona de la época, emulsiones
asfáltica catiónica y cemento asfáltico clasificada como AR-4000, los cuales se
seleccionaron con el fin de tener un porcentaje de asfalto residual más similar
Las mezclas en caliente fueran diseñadas usando el método de diseño Marshall y la
mezcla en frío se diseñó usando el método Pacific Coast Division Method, donde el
porcentaje de agua se establece mediante ensayo y error en laboratorio, buscando
un 6% de asfalto residual
Para la comparación el autor propone realizar los ensayos de estabilidad Marshall,
módulo resiliente, resistencia a la tracción indirecta y análisis de densidad-vacíos.
De donde se obtuvo, mayores valores de estabilidad para las mezclas en caliente,
entre 1750 lb y 2120 lb para estas y entre 1150 lb y 1100 lb para mezclas en frío,
aunque estos últimos mostraron menos variabilidad (menor desviación estándar).
Asimismo, según el autor, los resultados de las mezclas con emulsiones asfálticas
cumplen con la especificación de la época (1000 lb) para la mayoría de carreteras.
Para los valores de flujo, el autor hace referencia que no se encontró una diferencia
significativa entre las mezclas, para mezclas en caliente el promedio es de 10,5 y
para mezclas en frío de 18,2. Respecto a los vacíos, se encontró que las mezclas con
emulsiones asfálticas presentan mayores valores, en promedio 9,6%. Para los
valores de resistencia a la tracción, el autor encontró que las mezcla en caliente
presenta mayores valores y por ultimo para módulo resiliente, las mezclas en

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
74
caliente presentan módulos de 10,4x105 psi mientras las mezclas en frío presentan
módulo de 6,46x105 psi, aunque se señala que este va aumentando con la pérdida
del agua (70-80%), lo cual ocurre después de por lo menos una semana.
Como conclusión el autor señala, a partir de los materiales usados para el estudio y
con los resultados de estabilidad y flujo obtenidos, las mezclas en frío son capaces
de sustituir a las mezclas en caliente con una relación de 1:1, en casi todas las
aplicaciones, excepto en rodadura de vías de tráfico pesado. Aunque se debe
garantizar la calidad de los procesos de producción y puesta en obra y hacer un
adecuado control del curado
7.1.2.2. A comparison of properties of laboratory prepared cold mixed emulsified
and hot mixed asphalt mixtures. Phase II. (13)
Este estudio corresponde a la continuación del presentado anteriormente, el cual
fue realizado por el señor J. Dybalski en 1982, fabricando mezclas con contenidos
de ligante de 4,7 y 4,9 en peso de la mezcla, usando la misma fuente de agregado
(con una granulometría densa y abierta) y los mismos asfaltos y emulsiones
asfálticas para la mezcla en caliente (AR-4000 y AR-4000 Modf.) y mezclas en frío
(CSS-1, CMS-2 y CSS-1 Modf.) respectivamente, buscando tener las misma
penetración y viscosidad del material asfáltico después de ser extraídos de las
mezclas. Asimismo, como se puede ver en la designación de los materiales
asfálticos, en este caso el autor incluye materiales modificados.
Respecto a los resultados obtenidos para la densidad, se tiene que las mezclas en
caliente presentan valores superiores que las mezclas en frío, este fenómeno se dio
también en el estudio anterior y el autor sugiere que esto se debe a que las mezclas
en frío tienen un porcentaje mayor de vacíos por el agua que permanece dentro de
la mezcla en el proceso de compactación en laboratorio. Ver Figura 7.6.
Figura 7.6. Densidad Bulk, estudio J. Dybalski en 1982. Fuente: (13)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
75
Los valores promedio de módulo resiliente de las mezclas en caliente se
encontraron del orden de 648.000 psi (4,5 GPa), sin ninguna variación significativa
respecto al material modificado. Para las mezclas en frío con 18 horas de curado, se
tiene un módulo promedio de 117.000 psi (0,8 GPa), sin diferencia significativa
respecto a la emulsión o modificador. Sin embargo, después de curado completo,
los valores promedio para las mezclas en frío aumentan hasta 745.000 psi (5,1
Gpa) siendo mayor que para la mezcla en caliente. J. Dybalski cree que esta
variación se debe a que las propiedades del asfalto pueden ser modificadas por el
emulsificante. Ver Figura 7.7.
Figura 7.7. Módulo resiliente, estudio J. Dybalski en 1982. Fuente: (13)
Respecto a la resistencia a la tracción, el estudio arrojo que presenta mayores
valores promedio las mezclas en caliente en comparación con las mezclas en frío,
ver Figura 7.8.
Figura 7.8. Resistencia a la tracción, estudio J. Dybalski en 1982.Fuente: (13)
Debido a los resultados obtenidos en los ensayos, J. Dybalski plantea el
cuestionamiento si realmente son aplicables todos los ensayos de laboratorio de

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
76
mezclas en caliente para mezclas en frío y pone como ejemplo los resultados del
proceso de compactación de las mezclas en laboratorio, que para el caso de las
mezclas en frío afectaría el resultado de la estabilidad de la muestra. Además,
plantea la necesidad de documentar las experiencias en campo para poder tener
datos reales de cómo se desarrolla la densidad, los vacíos y la estabilidad de las
mezclas en frío respecto a las especificaciones.
7.1.2.3. Nuevos desarrollos de la tecnología en frío: emulsiones de betún
modificado para riegos y mezclas drenantes. (15)
Este documento presentado en el IX Congreso Iberoamericano del Asfalto en 1997,
realizado en Paraguay, pretende mostrar los atributos de introducir los asfaltos
modificados en la tecnología frío, en las mezclas drenantes, usando productos
modificados desarrollados por Repsol.
Para el desarrollo del estudio, se usa un agregado que cumpla con los
requerimientos para una PA12 de las especificaciones españolas, la cual se combina
con cinco diferentes granulometrías, dos convencionales con penetración del
cemento asfáltico de 60-70 y 110-130, una modificada con latex y dos producidas
por Repsol denominas Modifal D y M.
Las muestras fueron sometidas al ensayo Cántabro, donde los resultados se
muestran en la Figura 7.9. Donde se observa para los dos casos que las menores
pérdidas se presentan en las mezclas asfálticas en frío fabricadas con cemento
asfáltico modificado. En el caso de la prueba después de inmersión, indica que las
mezclas con cemento asfáltico modificado presentan una mayor adhesión.
En seco Después de inmersión
Figura 7.9. Resultados ensayo cántabro. Fuente (15)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
77
En la Figura 7.10, se compara los resultados obtenidos en el ensayo Cántabro para
mezclas drenantes fabricadas con cementos asfálticos modificados en frío y
caliente. Para el caso de los resultados en seco, el autor establece que hasta un valor
de pérdidas del 5% todos los asfaltos se desempeñan de manera similar en el
ensayo y que además cumplen con la especificación. Por otra parte, en la
comparación de los resultados después de inmersión, los cuales indican la
adhesividad del material, se encuentra un comportamiento muy parejo, aunque las
mezclas asfálticas en frío siempre muestran pérdidas mayores.
En seco Después de inmersión
Figura 7.10. Comparación resultados cántabro mezclas frías y calientes. Fuente (15)
7.1.2.4. Bitumen emulsion cold-mixtures: a feasible pavement construction
material in Tanzania (15)
Aunque la mayoría de pavimentos en Tanzania se construyen utilizando la técnica
en caliente, debido a que se cree que esta es una técnica más fuerte y duradera, se
está planteando el uso y la continua investigación de las mezclas en frío que
promueven ventajas económicas, ambientales y de seguridad. Mgani y Nyaoro
buscaron ensayar algunos agregados locales (dos tipos) con emulsiones de
producción local (dos tipos) para fabricar mezclas asfálticas en frío, de las cuales
una se instalaría como capa de base en un proyecto piloto realizado en el municipio
de Morogoro en agosto de 1998.
Después de caracterizas los materiales, se realizó el diseño de la mezcla usando el
método Marshall para mezclas en frío (1987) descrito anteriormente dentro del
presente documento. En la Tabla 7.3 se presentan los resultados del diseño de

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
78
mezcla obtenido para las cuatro mezclas de prueba realizadas dentro del estudio
Mgani y Nyaoro.
Tabla 7.3. Resultados de los diseño de mezclas. Fuente (15)
A partir de los resultados obtenidos el autor hace algunas observaciones que
relacionadas con el uso y el desempeño de estas mezclas:
Las mezclas asfálticas en frío son una buena alternativa como capas de base y
rodadura siempre y cuando el diseño y la construcción se realice de manera
cuidadosa, incluyendo un correcto proceso de selección de materiales, con el
fin de que la mezcla cumplan con los requerimientos del proyecto.
El desarrollo las deformaciones a edades tempranas, en las mezclas frías, es
muy crítico, por lo tanto se proponer el uso de cemento como llenante
mineral para acelerar el curado de la mezcla.
Se debe realizar una correcta evaluación de compatibilidad del agregado con
la emulsión, con el fin de encontrar una combinación que proporciones un
buen recubrimiento, trabajabilidad y desempeño.
7.1.2.5. A study of cement modified bitumen emulsión mixtures (16)
En el 2000, Brown y Needhan, adicionando cemento portland ordinario (CPO) a las
mezclas asfálticas en frío pretenden plantear una alternativa para el Reino Unido,
donde estas mezclas no han logrado mucha atención dado al tiempo que se
requiere para que desarrollen toda la Resistencia y la susceptibilidad al daño en los
primeros años de vida por la lluvia.
Para el estudio se planteó la fabricación de mezclas asfálticas en frío y para lograr
una buena comparación mezclas asfálticas en caliente, con las características que se
presentan en la

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
79
Tabla 7.4, con un contenido de ligante residual equivalente al usado en las mezclas
en frío del 4,7% y contenidos de cemento que varían según el ensayo.
Tabla 7.4. Caracterización de la mezcla. Fuente (16)
Usando muestras de mezcla en frío y en caliente compactadas por el método
Marshall, se determinó el módulo de rigidez a tracción indirecta (ITSM), las
pruebas en las mezclas frías se realizaron a partir de 5 días de curado, con el fin de
conocer el efecto del CPO en el módulo. En la Figura 7.11, se observan los
resultados, donde se puede ver que los módulos de las mezclas frías van
aumentando con el tiempo y para la mezcla en caliente se puede decir que es
constante con el tiempo. Asimismo, se observa que a mayor porcentaje de CPO se
tiene un aumento en la rigidez de la mezcla.
Figura 7.11. Resultados módulo de rigidez. Fuente (16)
El estudio también contempla un curado en horno a 60°C hasta peso constante de
las muestras de mezclas fría, de esta prueba se tiene que el mayor porcentaje de
perdida de agua se da en la primera semana después de fabricada la mezcla,
aunque a mayor contenido de CPO esta pérdida se da de manera más lenta. Al igual,

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
80
el resto del agua se evapora de manera continua durante varias semanas pero
nunca desaparecerá completamente, Figura 7.12..
Figura 7.12. Perdida de agua en mezclas con diferentes contenidos de CPO. Fuente (16)
Después de comprobar que el CPO tiene el efecto esperado sobre las mezclas
asfálticas en frío, el autor busca demostrar el efecto sobre la deformación
permanente. Para este ensayo, se fabricaron muestras compactadas usando
compactador de rodillo de laboratorio con el fin de hacer una reproducción más fiel
de las condiciones de campo. En los resultados se observa que para la muestra sin
CPO la falla se presenta antes de los 1000 ciclos, lo que indica que la deformación
permanente de esta muestra es bastante pobre. Además, se tiene que la resistencia
a la deformación permanente de las mezclas en frío aumenta con el incremente de
CPO. También, se observa que las mezclas en frío ofrecen una mejor resistencia a la
deformación permanente, aunque en este caso estas mezclas cuentan con un
porcentaje de vacíos superior al 14%, entonces, el autor señala que posiblemente
esto ocurre porque el CPO actúa como un aglutinante, Figura 7.13.
Figura 7.13. Deformación axial a 30°C en mezclas en frío y caliente. Fuente (16)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
81
Otro ensayo que se llevó a cabo, fue la evaluación a la resistencia a la fisuración por
fatiga de las mezclas, mediante el ensayo de tracción indirecta. Para lo cual, se
fabricaron las muestras usando el método de compactación Marshall y CPO entre
0,1 y 3%. Donde se observa que por encima del nivel de esfuerzo igual a 200, a
mayor contenido de CPO presenta menor vida a fatiga y por debajo de ese nivel se
presenta una situación inversa, aunque aclara el autor que estos últimos son los
resultados de interés, por lo tanto las mezclas en frío con adición de CPO presentan
una buena resistencia a la fisuración por fatiga, Figura 7.14.
Figura 7.14. Ciclos a la falla para mezclas en frío con adición de CPO. Fuente (16)
Asimismo, se busca evaluar el efecto del CPO directamente sobre la emulsión
asfáltica, donde se encontró que para un contenido de CPO del 1% respecto al peso
supuesto del agregado, el tiempo de rotura corresponde a 48 horas y al
incrementar el porcentaje de CPO hasta 10% decrece el tiempo de rotura de la
mezcla hasta cuatro horas, lo cual está relacionado con el módulo de rigidez
planteado anteriormente, el cual se estabilizo después de un par de semanas.
Además, dentro del estudio se comprueba que la adición del CPO no influye dentro
del pH de la emulsión, por lo tanto no se puede atribuir alteraciones en el
rompimiento de la emulsión. Otro efecto que preocupada al autor, por su posible
influencia en la velocidad de rotura de la emulsión es el calor de hidratación que se
pueda generar por la adición de CPO a la mezcla, donde después de realizar
pruebas, se encontró un aumento muy leve en la temperatura después de 30
minutos, la cual paso de 22,2°C a 25 °C, por lo tanto el autor confirma que este
aumento de la temperatura no afecta la velocidad de curado de las mezclas en frío.
También, se hace una evaluación del valor de la penetración del asfalto residual
para las diferentes adiciones de CPO, donde a partir de la penetración del asfalto
virgen (100dmm), el autor encontró que con una adición de 2% de CPO disminuye

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
82
significativamente el valor de la penetración (82dmm), lo cual influye en la rigidez
de la mezcla.
7.1.2.6. A laboratory study on cold-mix, cold lay emulsión mixtures. (18)
En 2009, I.N.A. Thanaya, S.E. Zoorob y J.P. Forth, publican en el Journal ICE la
presente investigación, partiendo de tres preocupaciones frente a las mezclas
asfálticas en frío que con el tiempo han llevado a pensar que las mezclas en caliente
tienen un mejor desempeño que las mezclas en frío, los altos contenidos de vacíos
de las mezclas después de compactación, la poca resistencia que desarrollan en
edades tempranas y los largos tiempos de curado que requieren antes de alcanzar
el máximo desempeño, el cual ocurre entre 2 y 24 meses, dependiendo de las
condiciones meteorológicas del sitio.
Los autores plantean que hasta ahora las mezclas en frío han demostrado que son
fáciles de producir y que tienen un buen desempeño en vías de bajo y mediano
volumen de tráfico, sin embargo existe una completa heterogeneidad en los
métodos de diseño y ensayo, que no permiten hacer una evaluación del desempeño
mecánico de estas muestras con la adecuada repetitividad.
Para esta investigación los autores proponen mezclas con contenido de vacíos
entre 5 y 10%, como agregado caliza con tamaño máximo de 12 mm y cenizas
volates como llenante mineral. Como material aglutinante de la mezcla se usó
emulsión asfáltica catiónica con contenido óptimo de cemento asfáltico en la
mezcla del 6%.
A diferencia de los casos anteriores, para este estudio se utilizó la siguiente
expresión obtenida por Cooper para determinar la granulometría de la mezcla,
donde P es el porcentaje de material que pasa el tamiz de tamaño d; D es el tamaño
máximo del agregado; F es el porcentaje de llenante y n es un valor exponencial que
determina la concavidad de la línea de gradación, donde F igual a 4%, n igual a 0,45
que garantizada un empaquetamiento adecuado del material. Ver Figura 7.15.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
83
Figura 7.15. Granulometría de las mezclas en frío. Fuente (18)
Como método de diseño de la mezcla se usó el desarrollado por los mismos autores
de la presente investigacion s que consta de los siguientes pasos:
- Determinar la granulometría
- Estimar el contenido de emulsión inicial
- Hacer pruebas de recubrimiento con variación del contenido de agua de
preenvuelta
- Determinar el nivel de compactación adecuado para satisfacer los
requerimientos finales de contenido de vacíos.
- Variación de contenido de emulsión
- Curado de las muestras compactadas.
- Determinar el contenido óptimo de cemento asfáltico residual.
- Determinar la estabilidad para el contenido óptimo de cemento asfáltico
residual.
- Determinar la resistencia ultima en condiciones de durado completo. Cabe
anotar que para este diseño se logró un curado completo dentro de los 18 y
21 días de fabricada la muestra con contenido de vacíos entre el 8 y 9%.
Dentro del estudio se fabricaron tres tipos de mezclas en frío, diferenciados por el
origen del agregado, y en el caso de la mezcla 2 se conformó la granulometría
usando un 68% de agregado calizo y un 32% de residuos de vidrio triturado.
Además, se hacen adiciones del 1 y 2% de cemento a las mezclas.
Los resultados de rigidez se puede observar en la Tabla 7.5, donde exceptuando la
mezcla 0, todas cumplen con la rigidez mínima especificada (2000 PMa), debido
posiblemente al bajo nivel de recubrimiento que presentó dicha muestra. Las

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
84
mezclas 1 y 2 mostraron los mayores valores de rigidez y al adicionar un 1 y 2 % de
cemento a la mezcla, aumenta significativamente los valores de rigidez inicial. La
mezcla 2 en comparación con la 1 tiene incorporado un 30% de vidrio triturado,
donde esta presenta resultados de rigidez ligeramente menores, probablemente
porque el vidrio ofrece menor fricción durante la compactación. Al comparar las
muestras en frío y las muestras en caliente, se puede ver que las muestras en
caliente presentan un menor contenido de vacíos y los valores de rigidez de las
muestras 1 y 2 sin adiciones de cemento son comparables con las mezclas en
caliente.
Tabla 7.5. Resultado rigidez de las mezclas. Estudio Fuente (18)
Ahora bien, dentro del estudio también se incluyó la evaluación de los efectos de
los tiempos de almacenamiento de las mezclas en frío, usando mezclas con cemento
y sin cemento. Para lo cual se miden los vacíos respecto al tiempo de
almacenamiento, Figura 7.16 (izq) donde la mezcla con cemento presenta el mayor
contenido de vacíos durante el las seis primeras horas de almacenamiento, debido
a la hidratación del cemento por la presencia de la humedad, esto hace que la
mezcla sea más rígida y menos trabajable. Además, se hace una evaluación de la
rigidez de la mezcla según el tiempo de almacenamiento de la misma, figura 34
(der), donde la mezcla sin cemento tiene una variación mínima durante las
primeras 24 horas, a partir de este punto empieza a reducir; para el caso de la
mezcla con cemento los valores de rigidez para las mezclas en frío con cemento son
mayores en todos los tiempos de almacenamiento, con una disminución
considerable entre la 3 y 6 hora, teniendo en cuenta que el valor más alto se obtuvo
cuando la mezcla se compacto después de fabricada.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
85
Figura 7.16. Efecto del tiempo de almacenamiento en mezclas frías. Fuente (18)
Otro análisis realizado dentro del estudio fue la evaluación del curado al aire libre,
ver Figura 7.17, donde para las muestras sin adición de cemento se logró alcanzar
los 2000 MPa (especificada) hasta después de 16 semanas y con una adición del 2%
de cemento se logró antes de las dos semanas de curado al aire libre. Aunque los
resultados son favorables para las mezclas con adición de cemento, el autor señala
que esta comparación se debe hacer con muestras a escala real, dado que los
resultados están influenciados por factores como el nivel de compactación,
condiciones climáticas, drenaje del proyecto , trafico, etc.
Figura 7.17. Efecto del curado al aire libre mezclas en frío. Fuente (18)
Por último, se realiza el análisis de fatiga de las mezclas frías, ver Figura 7.18,
donde el autor encontró un comportamiento contradictorio con las pruebas
anteriores, ya que estas presentan menos vida a fatiga. El autor justifica este
comportamiento por la falta de repetitividad que existe entre las pruebas
realizadas por diferentes investigadores. Por lo tanto, se podría pensar que estas

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
86
mezclas presentan un buen desempeño en capas diferentes a la rodadura dentro de
una estructura de pavimento, debido a los buenos niveles de rigidez pero baja
resistencia a la fatiga.
Figura 7.18. Fatiga en mezclas frías. Estudio Fuente (18)
7.1.2.7. Performance of cement modified dense graded cold-mix asphalt and
establishing mathematical model. (19)
Son indudables las ventajas económicas, ambientales y de aspectos logísticos que
presentan las mezclas en frío sobre las mezclas en caliente. Pero también es
importante tener presente el pobre desempeño y la mayor tasa de deterioro en
presencia de agua que presentan las mezclas en frío. El estudio planteado por S.
Oruc, F. Celik y A. Aksoy, busca obtener un modelo matemático con el cual se pueda
calcular el módulo resiliente de las mezclas en frío, a partir de la evaluación de
desempeño de mezclas asfálticas en frío de granulometría densa de origen calizo,
diseñadas usando el método Marshall, con emulsión catiónica CSS-1, con
porcentajes de cemento asfáltico residual del 4,2, 5,2 y 6,2 % y con adiciones de
cemento, como llenante mineral, entre el 0 y 6% en porcentaje de masa seca del
agregado.
El autor, apoyado en estudios previos señala que se ha demostrado que al adicionar
cemento a las mezclas asfálticas en frío estas presentan un curado más acelerado,
desarrollan un alto modulo con mayor velocidad y son mezclas más resistentes al
daño por humedad. Algunos datos sobre los beneficios del uso de cemento en
mezclas fríos son señalados por los autores, como el incremento de la estabilidad
de las mezclas en frío del 250-300% con una adición de 1% de cemento, lo cual se
reflejaría en la disminución de los espesores de diseño.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
87
Sobre las mezclas asfálticas descritas anteriormente, el estudio determina el
módulo resiliente y el daño por humedad, medido como el módulo resiliente antes
y después de inmersión, usando métodos de ensayo conocidos y estandarizados.
Los resultados del ensayo de módulo resiliente se pueden ver en la Figura 7.19,
donde el modulo crece de acuerdo a como se va aumentando el contendió de
cemento y el curado de cada muestra.
Otro fenómeno que se valoró, fue velocidad de la perdida de agua en mezclas
asfálticas en frío, ver Figura 7.20, la cual ocurre en edades tempranas después de
fabricado el espécimen. Aunque, con la adición de cemento se encontró que a
mayor cantidad, el proceso de pérdida de agua se hace más lento, encontrando que
entre la semana 8 y 10 esta se estabiliza, pero con un remanente de agua que nunca
desaparecerá totalmente. Además, se encontró que a mayor sea el porcentaje de
asfalto residual de la mezcla asfáltica en frío, más lentamente crecerá la pérdida del
agua de la mezcla.
62% de asfalto residual 5,2% de asfalto residual,
Figura 7.19. Módulo resiliente. Fuente (19)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
88
62% de asfalto residual. 5,2% de asfalto residual
Figura 7.20. Pérdida de agua de la mezcla en frío. Fuente (19)
De los resultados de deformación permanente (Figura 7.21), los autores concluyen
que la resistencia a la deformación permanente en las mezclas sin modificar es muy
pobre. Lo no ocurre para las mezclas en frío con cemento, donde la resistencia a la
deformación permanente va aumentando con el aumento de la adición de cemento.
Asimismo, las mezclas en frío con cemento ofrecen mejor resistencia a la
deformación permanente que las mezclas en caliente sin adiciones. Por lo tanto, los
autores apuntan a que el cemento actúa como un segundo aglutinante en los
mezclas en frío.
Figura 7.21 De formación permanente de mezcla en frío. Fuente (19)
La figura 40 muestra los resultados del ensayo de daños por humedad, donde
nuevamente el cemento influye en la resistencia al daño, la cual es directamente
proporcional a la cantidad al cemento.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
89
Figura 7.22 Daños por humedad de mezcla en frío. Fuente (19)
Por último, S. Oruc, F. Celik y A. Aksoy proponen la siguiente expresión para
describir la relación que hay entre el módulo resiliente y el contenido de asfalto
residual, la adicion de cemento y el tiempo de curado que se ha establecido.
Donde, Mr: módulo resiliente (Mpa) X1: Contenido de asfalto residual (%) X2: contenido de cemento (%) X3: tiempo de curado (días)
Con este estudio, se confirmó que todas las propiedades de las mezclas asfálticas
que son críticas a edades temperas se pueden mejorar con la adición de cemento. El
agua dentro de las mezclas asfálticas en frío es de vital importancia, pero también
es un componente que inhibe la compactación y retrasa la el desarrollo de la
resistencia. Del mismo modo, estudios han demostrado que la mayoría del agua se
pierde en la primera semana. Por último, se demostró que el modulo y la
deformación permanente de las mezclas en frío decrecen con el incremento del
contenido de asfalto residual.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
90
7.1.2.8. Mezclas asfálticas elaboradas en frío. Utilización de emulsiones
modificadas e incorporación de fibras de celulosa. (20)
Buscando suplir la necesidad de tener un material asfáltico para el mantenimiento
de vías urbanas con rodaduras envejecidas pero sin deformación ni hundimiento
en la ciudad de Rosario (Argentina), que no requiriera equipo especial y que se
pueda instalar a tempera ambiente conservando su trabajabilidad, en 2007 el
grupo liderado por el Ing. J. Páramo plantea la posibilidad de fabricar una mezcla
asfáltica en frío con emulsiones modificadas con polímeros SBS e incorporando
fibra de celulosa, que posiblemente de una mezcla más flexible y durable para las
condiciones de tránsito y clima de la ciudad.
Para el diseño de la mezcla, se buscó una granulometría continua del agregado que
cumpliera con los parámetros establecidos para un material S12 de la normativa
española ver Figura 7.23.
Se seleccionó una emulsión asfáltica modificada con polímeros SBS con residuo
asfáltico del 62,8% y viscosidad SF a 25°C de 21 seg.
El cálculo del porcentaje óptimo de asfalto se realizó mediante expresiones
desarrolladas por el Instituto del Asfalto que dependen de la granulometría del
agregado, de donde se obtuvo un 8,36% de emulsión asfáltica optima teórica. La
fibra de celulosa se incorporó por vía seca, dosificada respecto al peso seco del
agregado en 0,3%, 0,4% y 0,5%.
Figura 7.23. Granulometría seleccionada mezclas en frío. Fuente (20)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
91
En las Figura 7.24, Figura 7.25 y Figura 7.26 se muestran los resultados de los
ensayos realizados a las muestras. De donde se puede concluir, que a partir de una
cierta cantidad de fibra de celulosa, no se van a presentar mejor capacidad
estructural de la mezcla.
Para este caso, los autores hace la observación, que hasta el momento las fibras de
celulosa se habían estudiado en mezclas en frío pero con granulometría abierta, lo
que según ellos iría en contra del objetivo del estudio, dado que no se lograría un
buen desempeño de la estructura de pavimento al combinar en el bacheo dos
tiempos de granulometría, ya que podría formar depósito de agua.
Por último, se plantea que los ensayos realizados fueron insuficientes para
demostrar el desempeño de una mezcla asfáltica en frío con emulsión modificada y
adiciones de fibras.
Figura 7.24. Densidad de la mezcla en fusión del porcentaje de emulsión. Fuente (20)
Figura 7.25. Resistencia a la tracción indirecta respecto a la emulsión. Fuente (20)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
92
Figura 7.26. Vacíos de la mezcla en fusión del porcentaje de emulsión. Fuente (20)
7.1.2.9. Mezclas bituminosas en frío densamente graduadas empleando áridos
bonaerenses y emulsiones asfálticas convencionales y modificadas.
En el marco del cuarto congreso venezolano del asfalto en el 2008, J. Ripani, S.
Covachi y R. Nosetti presentaron el estudio titulado “Mezclas bituminosas en frío
densamente graduadas empleando áridos bonaerenses y emulsiones asfálticas
convencionales y modificadas”, basado en la necesidad de conocer el desempeño de
las mezclas densas en frío como alternativa para preservar el medio ambiente.
Para la fabricación de las mezclas asfálticas densas en frío del estudio, se empleó la
granulometría TM ½” especificada en el Pliego de Especificaciones Técnicas
Generales de la Dirección Nacional de Vialidad, combinando una serie de materiales
granulares proveniente de canteras ubicadas en la ciudad de La Plata, ver Figura
7.27
Figura 7.27. Granulometría usada en la fabricación de mezclas en frío. Fuente (20)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
93
Para complementar la descripción de los materiales usados para la fabricación de la
mezcla, es necesario anotar que como llenante mineral se empleó la combinación
del pasa No. 200 del agregado seleccionado más cal hidratada. La emulsión
seleccionada, es de tipo catiónica de rotura lenta, sustentada en la fácil
comercialización y buena adhesión con los agregados de origen silíceo.
Se usó el método Marshall para el diseño de la mezcla, donde la fabricación de las
probetas se hizo incorporando diferentes cantidades de emulsión, tal que el asfalto
base residual variara de 4 a 6%. Asimismo, después de fabricada la muestra se
dejaba expuesta hasta que perdiera un 40% de los fluidos totales, dado que esta se
halló como la humedad optima de compactación, por no presentar pérdida de
ligante, tener una adecuada cohesión y trabajabilidad y valores de densidad son
constantes. Tabla 7.6.
Para este caso, los autores usaron la metodología del Instituto del Asfalto para
seleccionar el porcentaje óptimo de asfalto, el cual se obtuvo promediando los
valores dados en la Figura 7.28. Con un porcentaje de asfalto residual igual a 5% se
tiene un porcentaje de emulsión asfáltica del 8%.
Tabla 7.6. Resultados Marshall a mezclas densas en frío Fuente (20)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
94
Figura 7.28. Resultados Marshall a mezclas densas en frío. Fuente (20)
Después de determinar el contenido de asfalto óptimo, se fabricaron las probetas
de mezcla usando emulsión asfáltica convencional (M.E.C.), mezcla con emulsión
asfáltica modificada (M.E.M.) y mezcla en caliente (M.A.C.). A las cuales se les
realizaron los ensayos de inmersión-compresión, tracción indirecta y deformación
plástica.
En el ensayo de inmersión-compresión, para las mezclas en frío se realizó de
manera tradicional, con la diferencia que al segundo grupo de muestras se le
realizó una inmersión adicional a 25°C por dos horas. En la Tabla 7.7 se presentan
los resultados del ensayo inmersión – compresión, donde las mayores resistencias
en mezclas frías se alcanzan en las mezclas modificadas, aunque no superan las
mezclas en caliente. Por último, el ensayo muestra unos valores bastante
satisfactorios de resistencia conservada, lo cual indica que la mezcla tiene un
menor riesgo de degradación por acción del agua.
Tabla 7.7. Resultados ensayo inmersión – compresión. Fuente (20)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
95
Mediante el ensayo de tracción indirecta, los autores buscaban evaluar la
resistencia a distintas temperaturas (5, 25 y 45 °C). Para este caso, la compactación
de las muestras de mezcla fría se realizó de manera estática (6 ton) y las mezcla en
caliente de manera dinámica (75 golpes por cara a 140°C). En la Figura 7.29, se
puede ver para los tres materiales ensayados, los porcentajes de disminución de
resistencia varían entre 95 y98% entre las temperaturas de 5 y 45°C.
Figura 7.29. Variación a la resistencia a la tracción con la temperatura. Fuente (20)
Por último, se realiza la prueba de deformación plástica a las mezclas frías a dos
temperaturas (45°C y 60°C), mediante el ensayo Wheel Tracking, donde a 45°C
presentan un desempeño similar y a 60°C la mezcla modificada presenta
deformaciones iniciales mayores, las cuales se estabilizan con el tiempo, pero la
mezcla convencional no muestra equilibrio alguno, Figura 7.30.
Figura 7.30. Ensayo Wheel Tracking.. Fuente (20)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
96
Gracias al desempeño obtenido en las mezclas del presente estudio, los autores
plantean el uso de mezclas asfálticas en frío como una alternativa viable para capas
de rodadura, aunque a la vez comunican la necesidad de conocer el desempeño
reológico del material en campo, mediante tramos de prueba que permitan
verificar que el comportamiento encontrado en laboratorio se reproduce en campo.
7.1.3. Normativa y Control de calidad
A continuación se presenta para una serie de países la normativa que se tiene
establecida para la producción de mezclas asfálticas en frío, la mayoría están bien
estructuradas para el uso de este material como bases o rodaduras en vías de bajos
o medianos volúmenes de tráfico. El caso de Colombia será tratado en el siguiente
capítulo.
7.1.3.1. Chile
Los trabajos de vialidad en Chile están regidos técnicamente por el Manual de
Carreteras de la Dirección de Vialidad del Ministerio de Obras Públicas Volumen 5 y
8 -2012, para el caso de las mezclas asfálticas en frío la sección 5.409 hace
referencia a los materiales granulares y bituminosos idóneos para estas mezclas.
Dentro de la granulometría, el tamiz ASTM No. 8 está dividiendo la fracción fina
(A.F.) de la fracción gruesa (A.G.), en la Tabla 7.8 se relacionan los parámetros
exigidos por el manual para asegurar la calidad de los agregados usados en mezclas
asfálticas en frío.
Tabla 7.8. Criterios de diseño mezclas asfálticas en frío. MC-V8 T.8.302.51.A. Fuente: (12)
ENSAYO CAPA NORMA
CHILENA A.G. A.F. G.C.
Desgaste Los Ángeles (% máx)
Rodadura
8.202.11
25 - -
Intermedia 35 - -
Base Gruesa 35 - -
Base Abierta 30 - -
Desintegración sulfato de sodio (%máx) 8.202.17 12 - -
Partículas chancadas (% míx)
Rodadura
8.202.6
90 - -
Intermedia 70 - -
Base Gruesa 60 - -
Base Abierta 90 - -

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
97
ENSAYO CAPA NORMA
CHILENA A.G. A.F. G.C.
Partículas lajeadas (% máx)
Rodadura
8.202.6
10 - -
Intermedia 15 - -
Base Gruesa 15 - -
Base Abierta 10 - -
Adherencia método estático (% mín)
8.202.29 95 - -
Adherencia método dinámico (% mín)
8.202.31 95 - -
Índice de Plasticidad
8.102.4 - N.P. -
Adherencia Riedel - Weber (mín)
8.302.30 - 0 - 5 -
Desintegración en sulfato de sodio (%máx) 8.202.17
15 -
Sales Solubles (% máx) Rodadura
8.202.14 - - 2
Inter/Base - - 3
Equivalente de arena (% mín)
Rodadura
8.202.9
- - 50
Intermedia - - 45
Base Gruesa - - 40
Base Abierta - - 50
Para el agregado combinado se diferencias cuatro tipos de granulometrías densas,
donde exceptuando la IV-10, para su uso se exige poner sobre esta una mezcla
drénate u otra de similares características, Figura 7.31. Para las mezclas abiertas, el
manual chileno contempla tres granulometrías, Figura 7.32.
Figura 7.31. Granulometrías densas mezclas en frío. MC-V5.
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10
Po
rcen
taje
qu
e P
asa
Abertura del Tamiz
IV-25
IV-20
IV-12
IV-10 (Ciclovias)

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
98
Figura 7.32. Granulometrías semidensas mezclas en frío. MC-V5.
El manual contempla métodos de diseño para mezclas en frío de gradación abierta
y gradación densa, dentro del cual se estipula la realización de una pista de prueba
de 100 m de largo, 3 m de ancho y 0,05 m de espesor como mínimo, con el fin de
establecer la densidad de referencia y la comprobación de la dosificación para las
mezclas abiertas y densas respectivamente.
Las mezclas asfálticas en frío densas están enfocadas a vías de bajos volúmenes de
tránsito, empleando granulometrías con tamaños máximos menores o iguales a 25
mm y que cumplan los criterios de diseño establecidos en la Tabla 7.9.
Tabla 7.9. Criterios de diseño mezclas asfálticas en frío MC-V8 T.8.302.51.A. Fuente: (12)
7.1.3.2. República de Costa Rica
El Manual de especificaciones generales para la construcción de carreteras,
caminos y puentes CR-2010, reglamenta el uso de mezclas asfálticas en frío para
Costa Rica. Donde se tiene estipulado las mezclas en frío con granulometría abierta,
mezclas en frío para capas de base incorporando material reciclado y combinado y
mezclas en frío de granulometría densa.
Siguiendo lo establecido en el alcance del presente documento, se hará referencia a
las especificaciones para mezclas en frío usando materiales nuevos. La sección
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10
Po
rcen
taje
qu
e P
asa
Abertura del Tamiz
IV -A-20
IV -A-12
IV -A-25

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
99
407 del manual CR-2010 (13) incluye las mezclas asfálticas de granulometría
abierta en frío, donde se establecen cuatro granulometrías para la fabricación de
estas mezclas (ver figura 7.33) y el uso de éstas como material de base o rodadura.
Según el manual CR-2010 la mezcla asfáltica abierta en frío debe cumplir con los
parámetros de diseño estipulados en Tabla 7.10.
Figura 7.33. Granulometría abierta para mezclas en frío. CR-2010
Tabla 7.10. Criterios de diseño mezclas asfálticas abierta en frío según CR-2010
PARÁMETRO ESPECIFICACIÓN Recubrimiento mínimo (%) Capa de base Capa de rodadura
50 75
Escurrimiento, porcentaje de asfalto residual máximo (%) 0,5 Lavado, porcentaje de asfalto residual máximo (%) 0,5 Combinado (escurrimiento y lavado)%) 0,5
De acuerdo a la importancia del proyecto, el manual CR-2010 indica que cuando la
mezcla asfáltica abierta en frío es usada para conformar capas de rodadura, se debe
permitir un curado de la superficie compactada en un periodo de 2 a 10 días como
mínimo y posteriormente se debe aplicar un sello asfáltico o un tratamiento
superficial, según la particularidad de cada caso.
Las mezclas asfálticas en frío con granulometría densa, están contempladas en la
sección 410 de los manuales CR-2010, estipulados como material para bacheos en
actividades de mantenimiento. El agregado grueso, fino y llenante mineral se deben
ajustar a una de las granulometrías mostradas en la figura 7.34.
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10
Po
rce
nta
je q
ue
Pas
a
Abertura del Tamiz
A
B
C
D

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
100
Figura 7.34. Granulometrías densas para mezclas en frío. CR-2010
Para determinar la fórmula de trabajo, el manual CR-2010 contempla, que se debe
garantizar compatibilidad entre el agregado y la emulsión asfáltica, la cual debe ser
de tipo catiónico. El proceso de compactación debe ajustarse a lo determinado en
uno o varios tramos de prueba, conformados según las condiciones del proyecto y
las variaciones de la fórmula de trabajo.
El contenido teórico de ligante se calcula por métodos basados en la superficie
específica del agregado, variando este valor se fabrican muestras que son
sometidas al ensayo de inmersión-compresión y con el siguiente criterio se
establece el óptimo:
- Resistencia seca (Rs) ≥60 kg/cm2
- Resistencia húmeda (Rh) ≥50 kg/cm2
- Resistencia retenida (Rr) ≥75%
El contenido de asfalto residual óptimo de las mezclas densas en frío según CR-
2010, es aquel que cumpla con los siguientes parámetros:
- Estabilidad de la muestra saturada. >500 kg
- Vacíos totales: 2 – 8%
- Perdida de estabilidad. <50%
- Absorción de agua: <4%
- Recubrimiento de agregado: >50%
Según la granulometría seleccionada, la mezcla debe cumplir con los siguientes
parámetros, Tabla 7.11.
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10
Po
rcen
taje
qu
e P
asa
Abertura del Tamiz
DF-25
DF-20
DF-12

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
101
Tabla 7.11. Criterios de diseño mezclas asfálticas densas en frío según CR-2010
GRANULOMETRÍA DF-12 DF-20 DF-25
Asfalto residual en peso respecto al agregado (%) 4- 5,5 Espesor de la capa compactada <4 4-6 >6 Densidad (gr/cm3) 2,2 – 2,4 % vacíos 3 -8
7.1.3.3. Mexico
La Secretaria de Comunicaciones y Transporte tiene publicado dentro de su
normativa la N CTR CAR 1 04 007/09, como norma de construcción para carpetas
asfálticas con mezclas en frío, para pavimentos de carreteras nuevas. Las cuales
están contempladas como capas estructurales con granulometría densa y con
cemento asfálticos modificados o no, provenientes de emulsiones asfálticas o
asfaltos rebajados, en espesores superiores a los 4 centímetros
La granulometría de las mezclas asfálticas está definida según el transito, donde
para tránsitos menores a 1 millón de ejes equivalentes de 8,2 toneladas, son
mezclas que no están sometidas a unas altas exigencias y son comúnmente usadas
en rodaduras de pavimentos nuevos, carpetas de refuerzo y baches. La mezcla debe
cumplir con una de las cinco granulometrías mostradas en la figura 7.35 y los
requisitos de calidad de la Tabla 7.12.
Figura 7.35. Granulometrías densas para mezclas en frío con transito ≤106
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10 100
po
rcen
taje
qu
e P
asa
Abertura del Tamiz
1 1/2 "1"3/4"1/2"3/8"

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
102
Tabla 7.12. Requisitos de calidad del agregado para mezclas asfálticas en frío con transito ≤106.
Parámetro Valor Densidad relativa, min. 2.4 Desgaste Los Ángeles, % máx. 30 Partículas alargadas, % máx. 40 Partículas aplanadas, % máx. 40 Equivalente de arena, % min. 50 Perdida de estabilidad por inmersión en agua , % Max. 25
Si el transito esperado es mayor a un millón de ejes equivalentes de 8,2 toneladas,
el agregado utilizado para la fabricación de mezclas asfálticas en frío se debe
ajustar a una de las cinco granulometrías siguientes (ver figura 7.35) y debe
cumplir con los requisitos de calidad estipulados en la Tabla 7.13.
Figura 7.36. Granulometrías densas para mezclas en frío con transito ≥106
Tabla 7.13. Requisitos de calidad del agregado para mezclas asfálticas en frío con transito ≥106
Parámetro Valor Densidad relativa, min. 2.4 Desgaste Los Ángeles, % máx. 30 Partículas alargadas, % máx. 35 Partículas aplanadas, % máx. 35 Equivalente de arena, % min. 50 Perdida de estabilidad por inmersión en agua , % Max. 25
Para la fabricación de las mezclas, la normativa mexicana contempla como métodos
de diseño para las mezclas asfálticas densas en frío, los métodos de diseño Marshall
y Hvee, teniendo en cuenta que se cumpla con lo consignado en Tabla 7.14 y Tabla
7.15.
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10
Po
rcem
taje
qu
e P
asa
Abertura del Tamiz
1 1/2 "
1"
3/4"
1/2"
3/8"

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
103
Tabla 7.14. Requisitos de calidad para mezclas en frío de granulometría densa mediante el método
Marshall
Característica Numero de ejes equivalentes ≤106 106 - 107
Compactación, golpes en cada cara de la probeta 50 75 Estabilidad, N (lb), min. 5340 (1200) 8000 (1800) Flujo, mm 2 – 4 2 – 3.5 Vacios en la mezcla, % 3.- 5 3 – 5 Vacios ocupados por el asfalto 65 - 78 65 - 75
Tabla 7.15. Requisitos de calidad para mezclas en frío de granulometría densa mediante el método
Hveem.
Característica Numero de ejes equivalentes ≤106 106 - 107
Valor de estabilidad (R), min. 35 37 Expansión, mm, máx. 0.762 (0.03)
7.1.3.4. Venezuela
Por su parte, Venezuela contempla las mezclas asfálticas en frío en su documento
Norma Venezolana COCENIN 2000:1980 Sector construcción. Especificaciones.
Codificación y Mediciones. Parte I carreteras, en el numeral 12-6. Donde, el
agregado de la mezcla se debe ajustar a una de las tres granulometrías planteadas
de acuerdo al uso de la misma (ver Figura 7.37), la Tipo A se propone para base y
rodadura y Tipo B y C para rodadura
Figura 7.37. Granulometrías densas para mezclas en frío
La mezcla diseñada debe satisfacer los requisitos estipulados en la Tabla 7.16.
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1 1 10
Po
rce
nta
je q
ue
Pas
a
Abertura del Tamiz
Tipo A
Tipo B
Tipo C

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
104
Tabla 7.16. Requisitos de calidad para mezclas en frío de granulometría densa (23)
Parámetro Valor Estabilidad Hubbard Field al aire, lb, min. 2000 Estabilidad Hubbard Field eb agua, lb, min. 1500 Hinchamiento volumétrico, %, máx. 1.5 Absorción, %, máx. 3.0

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
105
7.2. COLOMBIA
En 1979 el Ministerio de Obras Públicas y Transporte, en colaboración con el
Ministerio de Minas y Energía, impulso la sustitución de asfaltos líquidos por el uso
de emulsiones asfálticas, a partir de este momento se considera que la tecnología
ha avanzado de tal forma que cada día brinda soluciones más prácticas y viables
para los problemas de construcción y mantenimiento de vías. En 1986, el
Ministerio de obras Públicas y Transporte publica Manual de Utilización de
Emulsiones Asfálticas en Carreteras, el cual sirvió como base para conformar las
Especificaciones Generales de Construcción de Carreteras y Normas de Ensayo 2007,
las cuales relacionan la principales aplicaciones de las emulsiones asfálticas, entre
esas las mezclas densas en frío (INV 440-07) y mezclas abiertas en frío (INV 441-
07). Ahora bien, para la ciudad de Bogotá se tiene especificadas las mezclas densas
y abiertas en frío dentro de las Especificaciones Técnicas Generales de Materiales y
Construcción para Proyectos de Infraestructura Vial y de Espacio Público en Bogotá
D.E. – IDU- ET -2011, sobre dichos documentos se profundizara más adelante.
Ahora bien, desde el punto de vista práctico, las mezclas asfálticas en frío han sido
utilizadas en nuestro país en diferentes obras de importancia nacional,
principalmente en actividades de sustitución de las mezclas asfálticas en caliente,
ya sea por razones de índole climática, técnica o por el empleo de plantas portátiles
de gran rendimiento que permiten trabajar en condiciones técnicas ideales.
Asimismo, se sabe que a la fecha, son muy pocos los productores de materiales
asfálticos que están en capacidad de fabricar mezclas asfálticas en frío, por tal
motivo no se cuenta con la documentación suficiente para presentar las
experiencias y el desempeño obtenido.
Los principales proyectos que se han desarrollado en Colombia usando mezclas
asfálticas en frío han sido:
- Carretera Sogamoso – Yopal (sector Crucero- Toquila), 27 Km.
- Carretera circunvalar de la isla de San Andrés, 20 km.
- Vía de acceso a Quibdó, Choco, 20 Km.
- Vía Tado –Animas – Itsmina, Choco.
- Pista aeropuerto de Ocaña, Norte de Santander.
- Pista aeropuerto de Puerto Inírida, Guainía.
- Ampliación pista aeropuerto Málaga, Santander.
- Vía de acceso a la cárcel de máxima seguridad del Valledupar, Cesar.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
106
7.2.1. Proyecto Quibdo (choco)
Este proyecto fue desarrollado por la firma Colombiana Manufacturas y Procesos
Industriales Ltda (MPI), en los años de 2001 y 2002. En el cual se realizó la
pavimentación de la vía Quibdo – Yuto (Choco), que tiene una longitud de 20 km,
7,6 m de año y una estructura de pavimento conformada por 40 cm de subbase, 24
de base estabilizada con cemento y 5 cm de mezcla densa en frío como rodadura.
Del proyecto se sabe que el material asfaltico tuvo un desempeño satisfactorio, a
pesar de la topografía de la zona y el clima altamente lluvioso. Para a fabricación se
usaron materiales granulares provenientes del rio Atrato, en dosificación 80%
triturado y 20% arena fina. La emulsión asfáltica usada es clasificada como
catiónica de rompimiento lente (CR-1) y se fabricó en obra con planta portátil. La
Para la mezcla se usaron aditivos que mejoraban la adherencia y el cubrimiento de
los materiales sin afectar la manejabilidad de la mezcla. La mezcla se diseñó
mediante el método Marshall Modificado, con el cual se tienen los siguientes
parámetros (Tabla 7.17):
Tabla 7.17. Parámetros mezcla asfáltica densa en frío proyecto Quibdo (Choco)
Asfalto residual óptimo 5,8% Estabilidad al aire a 22°C 1930 lb Estabilidad al agua a22°C 1800 lb Flujo 14,8 pulg/100 Vacíos totales 6,2% Humedad de preenvuelta 5,0%
La producción de la mezcla se realizaba de forma diaria, de tal manera que si no se
podía poner en obra se almacenaba, controlando el contenido de humedad, dado a
que cuando este es bajo, al ser compactado puede presentar un desprendimiento
de los agregados y cuando es alta, se pueden producir lavado de la mezcla y fisuras
laterales al paso del compactador liso. En la Figura 7.38 se presentan algunas
imágenes del proyecto.
Tanques verticales almacenamiento emulsión Planta de producción de mezcla en frío

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
107
Acopio de mezcla Puesta de la mezcla
Compactación de la mezcla Acabado final de la carpeta
Figura 7.38. Imágenes proyecto de la vía Quibdo-Yuto (Colombia).
7.2.2. Materiales para la fabricación de mezclas asfálticas en frío
Materiales disponibles en el país.
7.2.2.1. Agregados
La calidad de los pavimentos asfálticos depende en gran medida del
comportamiento y durabilidad de los agregados, los cuales deben cumplir con una
serie de requisitos físicos y mecánicos que aseguren que se pueden mantener
estables frente a las solicitaciones de carga y los agentes climáticos. Buscando
pavimentos que se comporten mecánicamente de manera adecuada y que sean
durables, se han ido estipulando una serie de ensayos de laboratorio, descritos en
el capítulo anterior.
En Colombia, estudios han identificado que al occidente predominan las rocas
cristalinas ígneas (graníticas y basálticas) y metamórficas de buena calidad,
cubiertas por suelo residual que encárese su explotación. En el oriente del país,

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
108
abundan rocas sedimentarias (chert, shale, arenisca) cuya calidad es regular en
varios aspectos. En el Caribe abundan las rocas tipo caliza y chert de buen
comportamiento y relativamente fácil explotación. Además, en todo el país existen
fuentes de aluvión cuya calidad guarda una estrecha relación con la geología del
entorno, aunque se considera un poco mejor por el papel de la erosión en estas
fuentes (23). Para la sabana de Bogotá, se han identificado tres tipos de materiales:
arenisca dura, chert y material silíceo. Aunque, las canteras presentan deficiencias
en el cumplimiento de la resistencia al desgaste, la solidez y forma de las partículas.
En tal sentido, los criterios petrológicos para clasificar los agregados como
materiales de mezclas asfálticas son la resistencia, adherencia, durabilidad e índice
de forma.
Otro aspecto de gran importancia, son las restricciones ambientales para la
explotación de las fuentes que tiene el gobierno en nuestro país, debido a la
explotación indiscriminada de agregado que se venía dando.
Como se había citado anteriormente, en Colombia las especificaciones para la
fabricación, transporte y puesta en obra de mezclas asfálticas en frío son
formalizadas por el Instituto Nacional de Vías – INVIAS (a nivel nacional) y el
Instituto de Desarrollo Urbano – IDU (para Bogotá). Donde, el INVIAS en su
documento técnico Especificaciones Generales de Construcción de Carreteras y
Normas de Ensayo 2007, contempla las mezclas densas en frío para capas de
rodadura (R), intermedia (I) o base (B), diferenciando tres granulometrías,
designadas como MDF-1, MDF-2 y MDF-3 (ver Figura 7.39). Para mezclas abiertas
en frío, el INVIAS, contempla tres granulometrías, MAF-1, MAF-2 y MAF-3, ver
Figura 7.40.
Para asegurar la calidad del material granular en las mezclas densas y abiertas en
frío, el INVIAS estipula una serie de parámetros que debe cumplir, según el tránsito
de diseño del proyecto, NT1 corresponde a vías en las que el tránsito de diseño es
inferior a 0,5X106, NT2 para vías donde el tránsito de diseño oscila entre 0,5X106 y
5,0X106 y NT3 donde el tránsito de diseño es superior a 5,0X106 ejes equivalentes
de 80 KN en el carril de diseño, Tabla 7.21.
Por otra parte, El Instituto de Desarrollo Urbano de Bogotá – IDU, en el documento
Especificaciones Técnicas Generales de Materiales y Construcción para Proyectos de
Infraestructura Vial y de Espacio Público en Bogotá D.E. – IDU- ET -2011, también ha
contemplado las mezclas asfálticas densas en frío para capas de rodadura (R),
intermedia (I) y base (B), designándolas como MDF-12, MDF-20 y MDF-25, donde
dicho número depende del tamaño máximo nominal de agregado. Las mezclas
abiertas en frío, el IDU las destina para bacheo y construcción de capas de rodadura
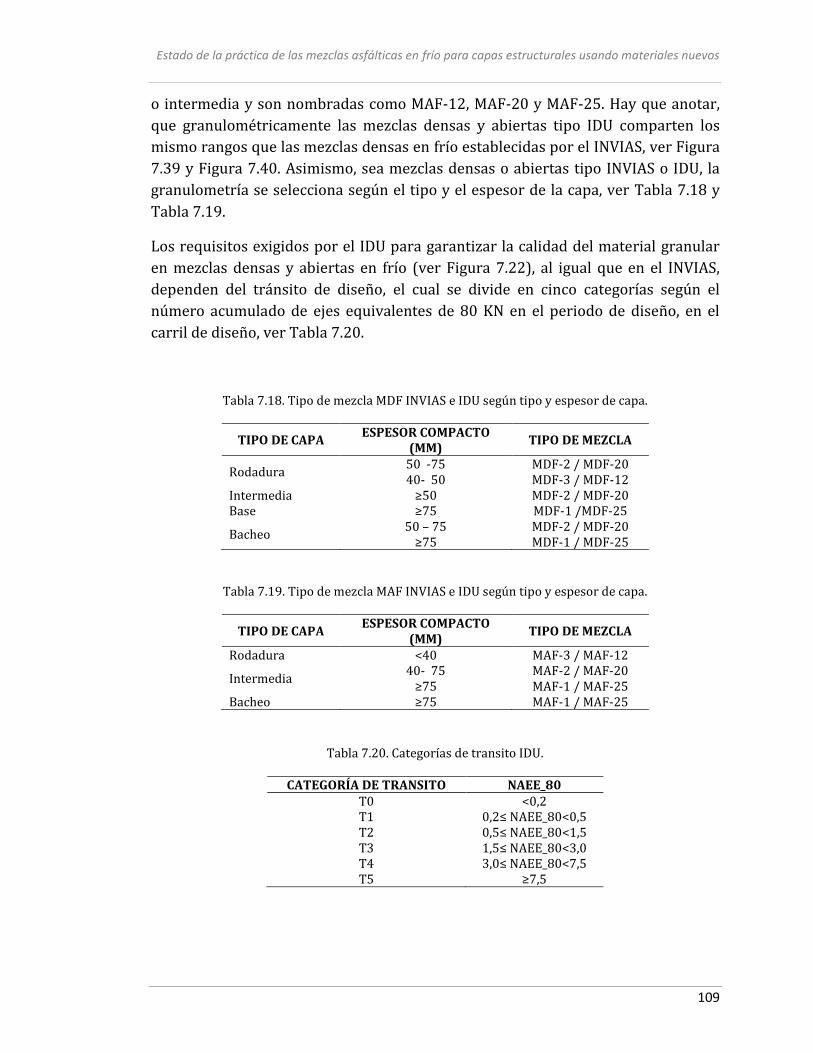
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
109
o intermedia y son nombradas como MAF-12, MAF-20 y MAF-25. Hay que anotar,
que granulométricamente las mezclas densas y abiertas tipo IDU comparten los
mismo rangos que las mezclas densas en frío establecidas por el INVIAS, ver Figura
7.39 y Figura 7.40. Asimismo, sea mezclas densas o abiertas tipo INVIAS o IDU, la
granulometría se selecciona según el tipo y el espesor de la capa, ver Tabla 7.18 y
Tabla 7.19.
Los requisitos exigidos por el IDU para garantizar la calidad del material granular
en mezclas densas y abiertas en frío (ver Figura 7.22), al igual que en el INVIAS,
dependen del tránsito de diseño, el cual se divide en cinco categorías según el
número acumulado de ejes equivalentes de 80 KN en el periodo de diseño, en el
carril de diseño, ver Tabla 7.20.
Tabla 7.18. Tipo de mezcla MDF INVIAS e IDU según tipo y espesor de capa.
TIPO DE CAPA ESPESOR COMPACTO
(MM) TIPO DE MEZCLA
Rodadura 50 -75 40- 50
MDF-2 / MDF-20 MDF-3 / MDF-12
Intermedia ≥50 MDF-2 / MDF-20 Base ≥75 MDF-1 /MDF-25
Bacheo 50 – 75
≥75 MDF-2 / MDF-20 MDF-1 / MDF-25
Tabla 7.19. Tipo de mezcla MAF INVIAS e IDU según tipo y espesor de capa.
TIPO DE CAPA ESPESOR COMPACTO
(MM) TIPO DE MEZCLA
Rodadura <40 MAF-3 / MAF-12
Intermedia 40- 75 MAF-2 / MAF-20
≥75 MAF-1 / MAF-25 Bacheo ≥75 MAF-1 / MAF-25
Tabla 7.20. Categorías de transito IDU.
CATEGORÍA DE TRANSITO NAEE_80 T0 <0,2 T1 0,2≤ NAEE_80<0,5 T2 0,5≤ NAEE_80<1,5 T3 1,5≤ NAEE_80<3,0 T4 3,0≤ NAEE_80<7,5 T5 ≥7,5

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
110
Figura 7.39. Granulometría para mezclas densas en frío INVIAS e IDU.
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1110
Po
rcen
taje
qu
e p
asa
Abertura del Tamiz (mm)
MDF-1 / MDF-25
MDF-2/ MDF-20
MDF-3 / MDF-12
1 1/2" 1" 3/4" 1/2" 3/8" No. 4 No.8 No. 50
0
10
20
30
40
50
60
70
80
90
100
0,1110
Po
rcen
taje
qu
e P
asa
Abertura del Tamiz
MAF-1 / MAF-12
MAF-2 / MAF-25
MAF-3 / MAF-20

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
111
Figura 7.40. Granulometría para mezclas abiertas en frío INVIAS e IDU.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
112
Tabla 7.21. Requisitos INVIAS para los agregados de mezclas densas y abiertas en frío
Ensayo Detalle Norma
INV
Mezcla Densa En Frío Mezcla Abiertas En Frío
Artículo 440-07 Artículo 441-07
NT1 NT2 NT3 NT1 NT2 NT3
A.G. A.F. G.C. A.G. A.F. G.C. A.G. A.F. G.C.
Desgaste Los Ángeles (%máx)
E-218 E-219
25 -R - - 25 -R - - 25 -R - - 25 -R 25 -R 25 -R
35 -I - - 35 -I - - 35 -I - - 35 -I 35 -I 35 -I
Desgaste Micro-Deval (% máx) E-238 - - - 25 -R - - 20 -R - - - 25 -R 20 -R
- - - 30 -I
25 -I - - - 30 -I 25 -I
10% de Finos Seco (KN min)
E-244 - - - - - - 110 - R - - - - 110 - R
Húmedo/Seco - - - - - - 90 - I - - - - 90 - I
Perdidas en Ensayo de Solidez (% máx)
Sul. sodio E-220
12 12 - 12 12 - 12 12 - 12 12 12
Sul. magnesio 18 18 - 18 18 - 18 18 - 18 18 18
Partículas fracturadas mecánicamente ( % mín 1 cara/2caras)
E-277
75/- ('R) - - 75/60 ('R) - - 85/70(R) - - 75/- (R)
75/60 (R)
85/70(R)
60/- (I) - - 75/- (I) - - 75/- (I) - -
60/- (I)
75/- (I)
75/- (I)
- - - 60/- (B) - - 60/- (B) - - - - -
Angularidad - Método A (% mín)
E-239
- 40 - R - - 45 - R - - 45 - R - - - -
- 35 - I - - 40 - I - - 40 - I - - - -
- - - - 35 - B - - 35 - B - - - -
Coeficiente de pulimineto acelerado (mín)
E-232 0,45 - R - - 0,45 - R - - 0,45 - R - - 0,45 -
R 0,45 -
R 0,45 - R
Partículas planas y alargadas -relación 5:1 (%máx)
E-240 10 - - 10 - - 10 - - 10 10 10
Índice de Plasticidad
E-125 E-126
- - N.P. - - N.P. - - N.P. - - -
Equivalente de Arena (%min)
E-133 - - 50 - - 50 - - 50 - - -
Contenido de Impurezas (%máx)
E-237 0,5 - - 0,5 - - 0,5 - - 0,5 0,5 0,5
Adhesividad Stripping (%mín) E-737 - - - - - - - - - 95 95 95
Resis. conservada Inm-comp (%mín)
E-738 - - 75 - - 75 - - 75 - - -

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
113
Tabla 7.22. Requisitos IDU para los agregados de mezclas asfálticas densas y abiertas en frío
Ensayo Detalle Norma
de Ensayo
Mezcla Densa En Frío Mezcla Abiertas En Frío ET 550-11 ET 552-11
T0-T1 T2-T3 T4-T5 T0-T1 T2-T3 T4-T5
A.G. A.F. G.C. A.G. A.F. G.C. A.G. A.F. G.C. A.G. A.F. A.G. A.F. A.G. A.F.
Análisis petrográfico
ASTM C-295
X X - X X - X X - X X X X X X
Desgaste Los Ángeles (% máx) Seco 500 revolu. E-218 E-219
35 - B/I - - 35 - B/I - - 30 - B/I - - 30 - 30 - 25 -
30 - R - - 30 - R - - 25 - R - - - - -
Desgaste Micro-Deval (% máx) E-238 30 - B/I - - 30 - B/I - - 25 - B/I - - 25 - 25 - 20 -
25 - R - - 25 - R - - 20 - R - - - - -
10% de Finos Seco (KN mín)
E-244
60 -B/I - - 60 -B/I - - 75 - B/I - - 75 - 75 - 110 -
75 - R - - 75 - R - - 110 - R - - - - -
Relación Húmedo/Seco
75 - - 75 - - 75 - - 75 - 75 - 75 -
Perdidas en Ensayo de Solidez Sulfato de Magnesio (% máx)
E-220 18 - - 18 - - 18 - - 18 - 18 - 18 -
Partículas fracturadas mecánicamente ( % mín)
1 cara E-277
75 - - 75 - - 90 - - 75 - 75 - 90 -
2 caras 50 - - 60 - - 75 - - 50 - 60 - 75 -
Coeficiente pulimineto acelerado (min)
E-232 0,4 - - 0,45 - - 0,5 - - 0,4 - 0,45 - 0,5 -
Forma Í. Aplana. ( % máx) E-230 25 - - 25 - - 20 - - 25 - 25 - 20 -
Í. Alarga. (% máx) E-230 25 - - 25 - - 20 - - 25 - 25
20 -
Proporción máxima de arena natural (en peso)
- 50 - R - - 35 - R - - 25 - R -
- 50 - 35 - 25
- 75 - I - - 40 - I - - 25 - I -
- 100 - B - - 75 - B - - 50 - B -
Pérdida ensayo de solidez en sulfatos ( % máx)
Sulfato de magnesio E-220 - 18 - - 18 - - 18 - - 18 - 18 - 18
Angularidad Agregado Fino ( % mín) AASHTO
T-304
- 40 - B - - 40 - B - - 40 - B -
- 45 - 45 - 45
- 40 - I - - 40 - I - - 45 - I -
- 45 - R - - 45 - R - - 45 - R -
Índice de Plasticidad (% máx)
E-126 - - N.P. - - N.P. - - N.P. - - - - - -
Equivalente de Arena (% mín)
E-133 - - 40 - - 40 - - 40 - - - - - -
Valor de Azul de Metileno (mg/g máx)
E-235 - - 8 - - 8 - - 8 - - - - - -

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
114
7.2.2.2. Emulsiones asfálticas
Aunque en el mercado mundial existen emulsiones asfálticas de tipo aniónica y
catiónico para uso en la industria de los pavimentos, en nuestro país se produce
únicamente emulsiones de tipo catiónico, dado a que estas presentan un adecuado
comportamiento con casi cualquier tipo de agregado.
Tanto el INVIAS como el IDU, especifican el uso de emulsiones catiónicas de
rompimiento lento (CRL) para la fabricación de mezclas densas y emulsiones
catiónicas de rompimiento medio (CRM) para las mezclas abiertas en frío. En la
tabla Tabla 7.23 se consignan las especificaciones que deben cumplir las
emulsiones asfálticas para la fabricación de mezclas densas y abiertas en frío según
INVIAS e IDU.
7.2.3. Obtención de la fórmula de trabajo para mezclas densas en frío
7.2.3.1. Método Instituto Nacional de Vías – INVIAS (Artículo 440-07)
Dentro de las Especificaciones Generales de Construcción de Carreteras del 2007 del
INVIAS, está incluido el Articulo 440, que rige la elaboración, trasponte, colocación
y compactación de las mezclas asfálticas densas en frío para el territorio nacional,
exceptuando la ciudad de Bogotá.
El método de diseño establecido por el INVIAS para estas mezclas, tiene como fin
presentar la fórmula de trabajo que por lo menos debe contemplar el tipo y las
características de la emulsión asfáltica, la granulometría de los agregados, el
contenido de agua de preenvuelta y humedad de compactación, en la Figura 7.41 se
muestra el diagrama de flujo que resume el procedimiento. El contenido óptimo
teórico de ligante se determina a partir de métodos basados en la superficie
específica de los agregados, con el cual se fabrican muestras con contenidos por
encima y por debajo de este valor estimado y después se someten al ensayo de
inmersión-compresión, donde se aplica el siguiente criterio para la determinación
del contenido óptimo de ligante:
- Resistencia seca (Rs) ≥ 25 kg/cm2
- Resistencia Humedad (Rh) ≥ 20 Kg/cm2
- Resistencia conservada Rc=(Rh/Rs)*100 ≥ 75%

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
115
Además, la especificación señala, que para capas de rodadura en vías de transito
NT3, la mezcla definida como optima debe ser verificada con la medida de su
resistencia a la deformación plástica, mediante la pista de ensayo de laboratorio
(INV E-756), logrando el curado de la mezcla compactada antes de proceder al
ensayo. Donde, la deformación en el intervalos de 105 y 120 minutos, no podrá ser
mayor a 15 µm/mm en pavimentos que serán sometidos a temperaturas medias
anuales superiores a 24 °C, ni mayor de 20 µm/mm para pavimentos sometidos a
temperaturas medias anuales hasta de 24°C
7.2.3.2. Método De Desarrollo Urbano – IDU (ET-sección 550-11)
Para la cuidad de Bogotá, el IDU dentro de las Especificaciones Técnicas Generales de
Materiales y Construcción, para Proyectos de Infraestructura Vial y de Espacio
Público (Especificaciones IDU-ET-2011) ha incluido las mezclas densas en frío,
donde para el diseño plantea una fórmula de trabajo que debe incluir como
mínimo:
La granulometría establecida para la mezcla.
El porcentaje de asfalto residual y emulsión en relación con el peso de la
mezcla.
Los porcentajes de aditivos (respecto del peso de la emulsión asfáltica).
Los tiempos de mezcla de agregados y agregados con emulsión asfáltica,
porcentaje de agua para la mezcla y la compactación (en relación con el
peso seco del componente mineral).
La resistencia a la compresión inconfinada.
La densidad máxima y humedad optima correspondiente a la densidad de
diseño.
En la Figura 7.42, se muestra el diagrama de flujo de la metodología de diseño
establecida por el IDU.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
116
Tabla 7.23. Requisitos INVIAS/IDU para emulsiones asfálticas para mezclas en frío.
Ensayo Detalle Unidad Norma
de Ensayo
Mezcla Densa En Frío Mezcla Abiertas En Frío
CRL-1 CRL-1h CRM
Mín Máx Mín Máx Mín Máx
Viscosidad SB a 25°C s
E-763 - 200 - 100 - -
SB a 50°C s - - - - 20 450
Contenido de Agua en Volumen
% E-761 - 43 - 43 - 35
Estabilidad de almacenamiento
% E-764 - 5 - 5 - 5
Destilación Contenido de asf. Resid. %
E-762 57 - 57 - 60 -
Contenido de disolventes % - - - - - 12
Tamizado
% E-765 - 0.1 - 0,1 - 0,1
Rotura
Dioctisulfosuccionato sódico
% E-776 - - - - - -
Mezcla con cemento % E-770 - - - 2 - -
Carga de partícula
E-767 Positiva
Positiva Positiva
pH
E-768 - - - - - 6
Recubrimiento del agregado y resistencia al desplazamiento
Con agregado seco
E-769
- - - - Buena
Con agregado seco y acción del agua
- - - - Satisfactoria
Con agregado húmedo - - - - Satisfactoria
Con agregado húmedo y acción del agua
- - - - Satisfactoria
Ensayos sobre residuo de destilación Penetración (25°C,100gr,5s)
0,1 mm E-706 60-100 100-250 60 100 100 250
Ductilidad (25°C,5cm/min)
cm E-702 40 - 40 - 40 -
Solubilidad en tricloroetileno
% E-713 97 - 97 - 97 -

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
117
Figura 7.41. Diagrama de flujo diseño de mezclas densas en frío metodología INVIAS
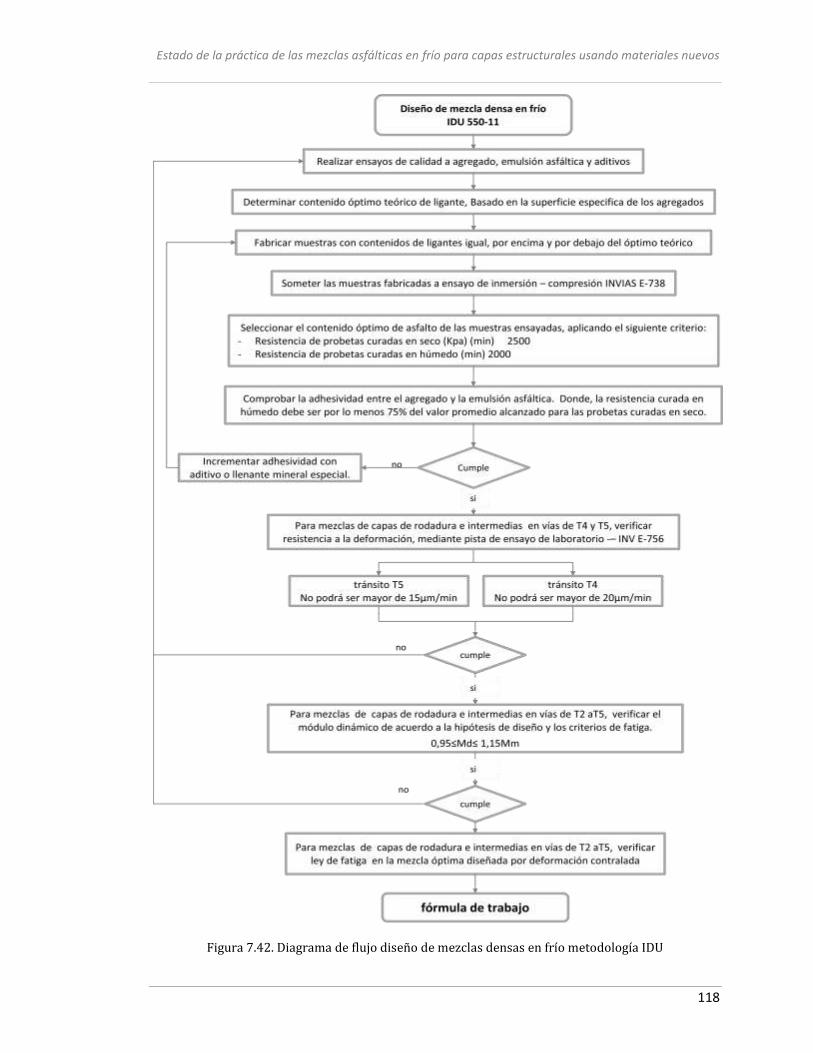
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
118
Figura 7.42. Diagrama de flujo diseño de mezclas densas en frío metodología IDU

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
119
7.2.4. Obtención de la fórmula de trabajo para mezclas abiertas en
frío
7.2.4.1. Metodología Método Instituto Nacional de Vías – INVIAS (Artículo 441-07)
El método establecido por el IVIAS, parte de la estimación de un contenido óptimo
de ligante, usando métodos basados en la superficie especifica del agregado. A
partir de esta determinación, con proporciones por arriba y por debajo se elaboran
mezclas para someterlas a ensayo de cubrimiento y desplazamiento (INV E-769),
de los resultados se define el porcentaje de emulsión asfáltica en relación con el
peso de agregado seco.
7.2.4.2. Método Instituto De Desarrollo Urbano – IDU (ET-sección 552-11)
Al tratarse de una mezcla abierta, el método busca determinar el porcentaje de
asfalto óptimo que proporcione un porcentaje de vacíos mayor o igual al 10%.
En la Figura 7.43, se muestra de manera sintetizada el diagrama de flujo
correspondiente al procedimiento establecido por IDU ET-552-11.
La metodología contempla el desarrollo de una fórmula de trabajo que incluya por
lo menos:
Granulometría de la mezcla.
Porcentaje óptimo de ligante asfáltico residual y emulsión en relación al
peso de la mezcla.
Porcentaje de aditivos (cuando sea necesario).
Los tiempos de mezclado.
La resistencia a la compresión inconfinada.
La densidad máxima correspondiente a la densidad de diseño.
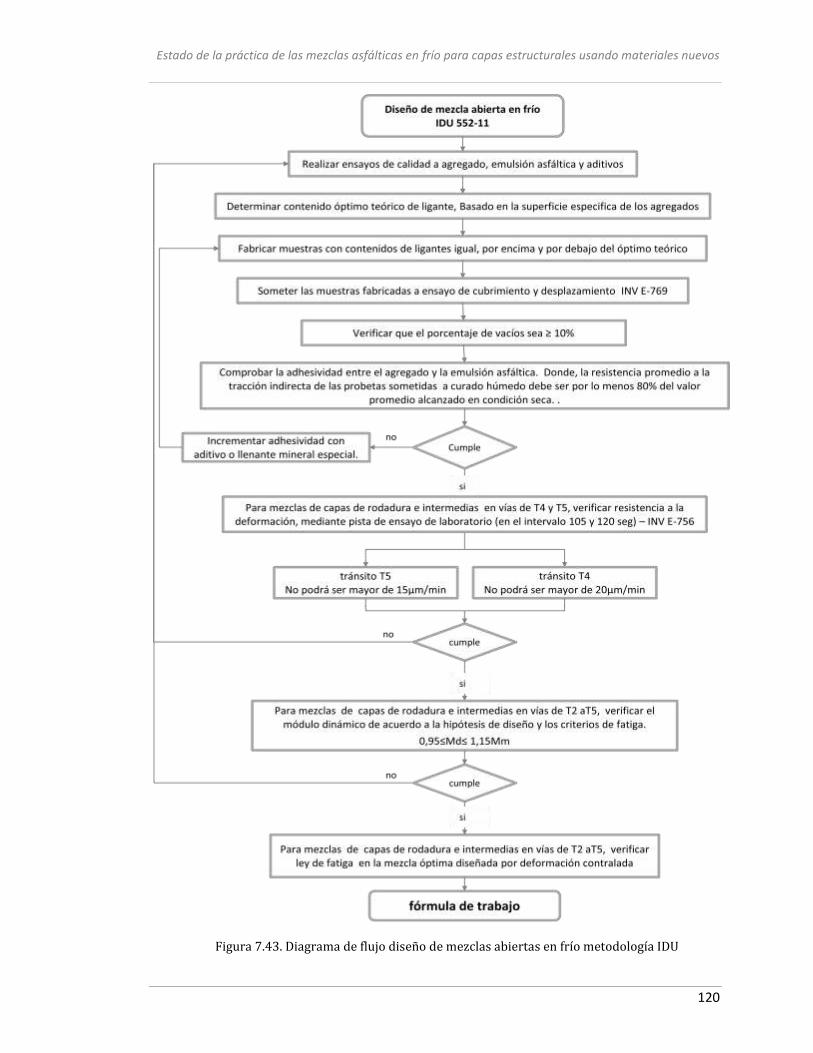
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
120
Figura 7.43. Diagrama de flujo diseño de mezclas abiertas en frío metodología IDU

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
121
7.2.5. El futuro de las mezclas asfálticas para capas estructurales en
Colombia.
Aunque la responsabilidad de Colombia en la producción de gases de efecto
invernadero es mínima, debido a que es un país en desarrollo, se deben buscar
alternativas en la infraestructura vial, donde se cuenten con materiales que
satisfagan las necesidades de las entidades gubernamentales, constructores y
usuarios utilizando los recursos disponibles con criterios de sostenibilidad
económica, social y ambiental.
Buscando tal fin, entidades gubernamentales como el Instituto Nacional de Vías-
(INVIAS) y el Instituto de Desarrollo Urbano (IDU), tienen especificada la
elaboración, transporte, colocación y compactación de mezclas asfálticas en frío. El
INVIAS las incluyo dentro de las especificaciones del año 2007 y el IDU en las del
año 2011. Aunque, como se mencionó anteriormente, Colombia cuenta con los
materiales bituminosos y granulares adecuados para realizar proyecto de
pavimentación con mezcla asfálticas en frío, como los pocos que se han realizado
desde hace más de diez años, la técnica no ha tenido una significante acogida entre
los productores y constructores.
Ahora bien, es bien sabido que en Colombia la mayoría de los grandes
constructores de vías también son propietarios de plantas de mezcla asfálticas en
caliente, las cuales adquirieron a un costo elevado en el exterior. Por lo tanto, se
piensa que la falta de interés de ellos en la tecnología en frío, esta soportada en la
necesidad obtener el mayor provecho a una técnica más conocida, menos exigente
y de la cual cuentan con todos los equipos.
Por otra parte, el costo de las mezclas asfálticas en frío es inferior en comparación
con las mezclas en caliente. Aunque, la materia prima que se requiere para fabricar
un kilo de mezcla asfáltica en frío resulta un 39% más costosa que la empleada en
la fabricación de un kilo de mezcla en caliente, por el costo de la emulsión y los
mejoradores de adherencia que se utilizan, el costo de producción se puede llegar a
reducir en un 50% en comparación con una mezcla en caliente, dado a que no
demanda calor para la fabricación y la energía mecánica solicitada es menor.
Además, el costo de una planta de producción de mezcla en frío puede llegar a ser
cuatro veces menor que la planta de mezclas en caliente. Asimismo, los equipos
usados para la extensión y compactación de la mezcla en caliente son los mismos
para las mezclas en frío.
Ahora bien, aunque en Colombia existen muy pocas empresas productoras de
mezclas asfálticas que cuentan con la infraestructura necesaria para fabricar

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
122
mezclas asfálticas en frío, las entidades gubernamentales y la academia son
optimistas en su proceso de auge, dado que es claro que las técnicas en caliente
tienden a desaparecer, no solo por problemas ambientales sino también porque la
tecnología en frío está mostrando ventajas en la trabajabilidad y desempeño
mecánico y funcional semejantes a un menor costo.
Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
123
8. CONCLUSIONES
Las mezclas asfálticas en frío producidas con emulsión asfáltica y pétreos nuevos
tienen una significativa aceptación a nivel mundial y local, pues son amigables con
el ambiente, dado a los bajos consumos de energía y bajas emisiones de gases en los
procesos de fabricación y puesta en obra respecto a la tecnología en caliente.
Asimismo, con los estudios internacionales revisados en el presente trabajo, se ha
demostrado que mecánica y económicamente las mezclas densas en frío funcionan
como capas de rodadura en vías de bajos, medios y hasta altos (preferiblemente
modificadas) niveles de tráfico, lo que va más allá de la idea infundada que era un
material usado únicamente para bacheo.
El envejecimiento del asfalto es un fenómeno inevitable, que va causando la dureza
y la fragilidad del mismo. En las mezclas asfálticas en frío este se presenta como
una ventaja, debido a que se da a una tasa menor que en las mezclas en caliente,
por presentar en menor nivel o no presentar algunos de los factores que
contribuyen al envejecimiento. Como es el caso de la oxidación, donde al no
requerir altas temperaturas en los procesos de fabricación y puesta en obra de las
mezclas asfálticas en frío, estas van a presentar menor deterioro prematuro.
Los métodos de diseño de las mezclas en frio estudiados tienen como fin encontrar
un contenido de asfalto que proporcione una resistencia que soporte las
solicitaciones de carga y las condiciones climáticas sin presentar deformaciones
permanentes excesivas o agrietamiento por fatiga, lo cual resulta similar para las
mezclas en caliente. La diferencia se evidencia en los ensayos de laboratorio que se
deben realizar, teniendo en cuenta que se debe garantizar un cubrimiento y una
adhesión entre el agregado y el ligante, teniendo en cuenta la presencia de agua de
la emulsión asfáltica o la requerida para la preenvuelta.
En el proceso de puesta en obra de una mezcla asfáltica en frío debe tener especial
cuidado en las etapas de compactación y curado. No se debe empezar a compactar
hasta no estar seguros que la mezcla comenzó o está a punto de romper, debido a
que si se hace de manera prematura se presentaran deformaciones permanentes o
deslizamientos y si se hace de manera tardía no se podrá garantizar la adhesión en

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
124
la mezcla. Asimismo, para las mezclas asfálticas en frío, se requiere un control en el
curado de la mezcla, con el fin de avalar una resistencia en la mezcla mientras se va
evaporando la humedad y los solventes de la misma.
Respecto a las cifras del consumo en Europa y otros países del mundo de mezclas
asfálticas en frío presentadas por la EAPA, se ha visto que a lo largo de las últimas
décadas Francia ha liderado el consumo en Europa y para América los mayores
productores han sido Estados Unidos y México, lo cual está acorde con las cifras de
mayores productores en estos dos continentes.
La normativa internacional y nacional revisada para mezclas abiertas en frío es
variable, principalmente porque el espectro de usos con el cual están concebidas
las mezclas en frío es amplio. Por lo tanto, al querer evaluar la viabilidad de ellas, se
debe tener en cuenta parámetros como la diferencia de materiales granulares que
se encuentran en cada país, el uso de la mezcla, el nivel de trafico al cual va estar
expuesto y las condiciones climáticas.
En Colombia, aunque las mezclas asfálticas en frío están normalizadas, son viables
económica y mecánicamente y han sido usadas desde hace más de dos décadas, se
puede decir que el consumo año a año ha permanecido constante. Se piensa que
esta técnica no ha mostrado una evolución significativa en el consumo por el
desconocimiento de la técnica por parte de los productores y constructores, que
prefieren permanecer en un ámbito conocido y menos exigente como es la
tecnología en caliente.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
125
9. RECOMENDACIONES
En las mezclas asfálticas en frío es necesario garantizar una buena compatibilidad
entre el pétreo y el ligante, para asegurar la adherencia, que se reflejara en el
desempeño a lo largo de la vida útil del material; el primer paso para esto es llevar
a cabo una completa caracterización de los materiales granulares y bituminosos
que conformaran la mezcla.
Es de vital importancia lograr un óptimo control de calidad de las mezclas asfálticas
en frío, principalmente en los procesos de fabricación y puesta en obra,
implementando los ensayos establecidos por la normativa y haciendo seguimientos
puntuales y continuos de los procesos críticos, respectivamente.
Como en otras técnicas, es recomendable en cada proyecto construir un tramo de
prueba, con la mezcla asfáltica en frío que se usara como capas de rodadura, no solo
con el fin de encontrar la combinación de equipos más adecuada y su respectiva
frecuencia de uso dentro del proceso constructivo de la estructura de pavimento;
sino también para evaluar su desempeño del material.
Es necesario que las entidades estatales continúen con su esfuerzo de incentivar a
productores y constructores a implementar el uso de nuevas tecnologías, como la
tecnología en frío, que son ambiental y económicamente viables y muestran un
similar desempeño que la tecnología en caliente.
Para futuros estudios, es importante enfocarse en la caracterización y desempeño
de mezclas asfálticas en frío fabricadas a partir de materiales locales, en los cuales
se pueda obtener parámetros como la fatiga, con el fin de realizar diseños de
estructuras de pavimentos acorde a los materiales a usar.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
126
10. REFERENCIA BIBLIOGRÁFICA
1. Unidas, Naciones. Convención marco de las Naciones Unidas sobre el cambio
climático. 1992.
2. Rodríguez, Rogelio, Castaño, Victor Manuel y Miguel, Martinez. Emulsiones
Asfálticas. Sanfandila, Qro : Instituto mexicano del transporte, 2001.
3. Elsamex. Emulsiones. Tecnología de pavimentos asfálticos. Madrid : s.n.
4. Castaño Meneses, Víctor Manuel , Martínez Madrid, Miguel y Rodríguez
Talavera, Rogelio. Emulsiones Asfálticas. Sanfandila, Qro : Secretaría de
comunicaciones y trasnportes - Instituto Mexicano del Transporte, 2001. 23.
5. Asphalt Institute, Ashalt Emulsión Manufacturers Association. Manual
Básico de Emulsiones Asfálticas. Vol. Manual Series No.19. Manua series No. 19.
6. MOBIL, ASFALCHILE -. Catalogo Pavimentación - 5 Aplicaciones.
7. Guevara Palma, Marlon R, Mendez Delgado, Hosni A y Pimentel Gomez, Juan
C. DISEÑO DE MEZCLAS ASFÁLTICAS DENSAS EN FRÍO BASADO EN ELMETODO
MARSHALL MODIFICADO DE LA UNIVERSIDAD DE ILLINOIS. Santa Ana :
Universidad del EL Salvador, 2010.
8. Bituminosas, Asociación Tecnica de Emulsiones. Grava-Emulsión. s.l. : ATEB.
9. Thanaya, Nyoman Arya y Jimbaran , Denpasar-Bali. REVIEW AND
RECOMMENDATION OF COLD ASPHALT EMULSIÓN MIXTURES (CAEMs) DESIGN.
Indonesia : Civil Engineering Dimension - vol 9 (No. 1), 2007. Vol. 9.
10. Institute, Ashalt. Asphalt cold mix manual. s.l. : Ashalt Institute, 1989. Vol.
Manual Series No. 14. MS-14.
11. Jiménez, Mónica, Sibaja, Denia y Molina, Doris. Evaluación de la factibilidad
de la aplicación de mezclas d¿en frío para superficies de rodamiento en Costa Rica.
San José : s.n., 2008. UI-05-08.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
127
12. Soto, José A. y Rincón , Jesús. Emulsiones Bituminosas Mercado Mundial y
Tendencias de las Técnicas en Frío. s.l. : ATEB, 2007.
13. Dybalski, Jack. A comparison of properties of laboratory prepared cold mixed
emulsified and hot mixed asphalt mixtures. Phase I. McCook, Illinois : Akzo
Chemicals Inc., 1981.
14. —. A comparison of properties of laboratory prepared cold mixed emulsified and
hot mixed asphalt mixtures. Phase II. McCook, Illinois : Akzo Chemicals, 1983.
15. Sánchez, J., y otros, y otros. Nuevos desarrollos de la tecnología en frío:
Emulsiones de betun modificado para riego y mezclas drenantes. 1997.
16. Mgani, S.I.R y Nyaoro, D.L. Bitumen emulsión cold-mixtures: a feasible
pavement construction material in Tanzania. Tanzania : s.n., 1998.
17. Brown, S.F. y Needham, D. A study of cement modified bitumen emulsión
mixtures. 2000.
18. Thanaya, I.N.A, Zoorob, S.E. y Forth, J.P. A laboratory study on cold-mix, cold-
lay emulsión mixtures. s.l. : Institution of civil engineers-Transport 162, 2009.
19. Celik, F., Oruc, S. y Aksoy, A. Performance of cement modified dense graded
cold-mix asphalt and establishing mathematical model. s.l. : Indian Journal of
Engineering & Materials Sciences-Vol 13, 2006. Vol. 13.
20. Ripani, Jorge, Covacich, Sebastián y Nosetti, R. Adrián. Mezclas bituminosas
en frío densamente graduadas empleando áridos bonarenses y emulsiones
asfálticas convencionales y modificadas. s.l. : 4to Congreso Venezolano del Asfalto
- INVEAS, 2008.
21. vialidad, Dirección de. Manual de carreteras - Volumen No. 8 - Especificaciones
y métodos de muestreo, ensaye y control. Chile : s.n., 2010.
22. transportes, Ministerio de obras públicas y. Manual de especificaciones
generales para la cosntrucción de carreteras, caminos y puentes- CR-2010.
República de Costa Rica : s.n., 2010.
23. Montero O., Juan. Aspectos petrológicos de los agregados pétreos para
pavimentos en Colombia. 2009.
24. M.L. Parada, A.J. Lepesqueur & B. Caicedo. Estudio del envejecimiento de
mezclas asfálticas por oxidación. Bogotá : Universidad de los Andes.

Estado de la práctica de las mezclas asfálticas en frío para capas estructurales usando materiales nuevos
128
25. Lizcano, Fredy Reyes. Diseño racional de pavimentos. Bogotá : Ceja, Escuela
Colombiana de Ingenieria , 2005.
26. ASOPAC. Cartilla del pavimento asfáltico. Bogotá : ASOPAc, 2004.
27. Board, Transportation Research. Asphalt Emulsión Technology. s.l. :
Transportation Research Board Circular, 2006. E-C102.
28. Fomento, Corporación Andina de. Soluciones e innovaciones tecnológicas de
mejoramiento de vías de bajo tránsito. s.l. : CAF, 201.
29. Narvaez Castañeda, Jose Alfredo, Sanchez Alonso, David y Zacarias
Zizumbo, Isabel Carmen. Carpetas Asfálitcas. México, D.F. : Instituto Politécnico
Nacional , 2009.
30. Fernándes del Campo, J.A. Pavimentos Bituminosos en Frío. Barcelona :
Editores Técnicos Asociados, 1983.
31. Choudhary, R., Mondal, A. y Kaulgud, H. Use of cold mixes for rural road
construction. s.l. : International Conference on Emerging Frontiers in Technology
for Rural Area, 2012.
32. Eckmann, Bernard. Emulsified asphalt mixes - overview of the emulsified
asphalt mixes in France. Arlington, Virginia : ISAET 2012, 2012.
33. Páramo, Jorge, y otros, y otros. Mezclas asfálticas elaboradas en frío.
Utilización de emulsiones modificadas e incorporacón de fibras de celulosa.
Rosario, Argentina : Universidad Nacional de Rosario, 2007.
34. Soengas, Cecilia y Catriel, Gisela. Caracterización de agregados para mezclas
en frío. La Plata : Universidad Tecnológica Nacional, 2010.





