establecer la influencia del tratamiento...
TRANSCRIPT

1
ESTABLECER LA INFLUENCIA DEL TRATAMIENTO TÉRMICO DE TEMPLE
REALIZADO A TEMPERATURAS INTERCRÍTICAS Y REVENIDO EN RESISTENCIA A
LA CORROSIÓN EN UN ACERO AISI/SAE 1045
BRYAN HAMIR POVEDA SUAREZ
CRISTIAN DAVID PRIETO VELANDIA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD TECNOLOGICA
PROYECTO CURRICULAR DE TECNOLOGIA E INGENERIA MECANICA BOGOTÁ D.C.
2016
2
ESTABLECER LA INFLUENCIA DEL TRATAMIENTO TÉRMICO DE TEMPLE
REALIZADO A TEMPERATURAS INTERCRÍTICAS Y REVENIDO EN RESISTENCIA A
LA CORROSIÓN EN UN ACERO AISI/SAE 1045
BRYAN HAMIR POVEDA SUAREZ CRISTIAN DAVID PRIETO VELANDIA
Proyecto de grado para obtener el título de ingeniería mecánica
Director ING. CARLOS ARTURO BOHÓRQUEZ ÁVILA
PROFESOR UNIVERSIDAD DISTRITAL FRANCISCO JODE DE CALDAS
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD TECNOLOGICA
PROYECTO CURRICULAR DE TECNOLOGIA E INGENERIA MECANICA BOGOTÁ D.C.
2016
3
DEDICATORIA
En primer lugar, dedico mi trabajo de grado, a mis padres, que hicieron todo en la vida para
que yo pudiera lograr mis sueños y quienes me enseñaron los valores para ser una persona
íntegra y ética.
A mis familiares, que han sido una gran motivación para poder cumplir las metas que me
he propuesto, y que siempre han estado conmigo, para aconsejarme y apoyarme
incondicionalmente.
A la Universidad Distrital Francisco José de Caldas y en especial a sus docentes que
brindaron sus conocimientos, para poder crear un profesional en mí.
Y para terminar, a todas esas personas que estuvieron apoyándome, durante este largo
proceso.
Bryan Poveda Suarez

4
DEDICATORIA
Mi primer pensamiento al momento de expresar mi dedicatoria, es dirigirlo directamente a
mis padres y a mi núcleo familiar en general, quienes siempre han estado implícitamente
presentes en mi desarrollo personal y académico. Agradezco el apoyo y confianza
depositados en mi persona.
A mi Alma máter Universidad Distrital Francisco José de Caldas, lugar en el cual absorbí
conocimiento tanto intelectual como moral. A cada docente, quienes despertaron en mí la
llama de la curiosidad y hambre de conocimiento, agradezco la orientación durante el
proceso de aprendizaje.
Cristian David Prieto Velandia

5
AGRADECIMIENTOS
Queremos expresar nuestros agradecimientos directos a:
Nuestro director de proyecto, el ingeniero Carlos Bohorquez Niño, por habernos planteado
el tema de tesis y guiarnos durante el proceso de desarrollo, de igual manera por sus
enseñanzas, su tiempo y su colaboración.
Al equipo de trabajo de los laboratorios de mecánica de la Universidad Distrital, por el
tiempo, la buena disposición y la colaboración entregada durante el uso de varios equipos
de laboratorio.
Al equipo de trabajo y estudiantes de los laboratorios de materiales y procesos de la
Universidad Libre, por habernos autorizado y guiados en el uso de sus equipos.
Para finalizar, queremos agradecer a todas personas que nos han apoyado
incondicionalmente durante este gran proceso, y nos han inculcado que cada día hay que
mejorar.
GRACIAS TOTALES.
6
RESUMEN
Los aceros al carbón, hoy en día son de gran importancia para la industria en general, ya
que a partir de dicho material se fabrican piezas y elementos que podemos observar en la
cotidianidad del mundo. Así el acero AISI/SAE 1045 posee una infinidad de usos por su
bajo costo, su buena resistencia y dureza, entre los más relevantes están la fabricación de
componentes de maquinaria y herramientas. Pero al igual que la mayoría de los metales,
su vida útil se puede llegar a ver afectada por la corrosión. Por lo cual este proyecto se
desarrolló, con el fin de poder comprender y analizar su comportamiento frente a la
corrosión.
Ensayos de corrosión acelerada (uso de la norma ASTM B.117) e inspecciones visuales
son los primeros procedimientos llevados a cabo durante el desarrollo de la investigación
del acero AISI/SAE 1045 tratado térmicamente por medio de un temple desde temperaturas
intercriticas, mediante un enfriamiento en agua, y adicionalmente revenido siendo enfriado
por el mismo medio. Se analizaron 30 probetas con diferentes temperaturas de temple y
tiempos de revenido, a las cuales se les realizo una identificación de la microestructura
metalográfica y de ensayo de dureza; posteriormente dichas probetas fueron sometidas a
condiciones ambientales corrosivas mediante una cámara salina durante el tiempo de 50,
100 y 200 horas, de esta manera con los datos obtenidos se realizó el análisis gravimétrico
de corrosión, con el fin de determinar el porcentaje de pérdida de masa a causa de la
corrosión.
Subsiguientemente se hizo uso de un microscopio electrónico de barrido (SEM) con el cual
se identificó visualmente la corrosión y su propagación sobre el acero.

7
ABSTRACT
Carbon steels today are of great importance for industry in general, since from this material
we can make a lot of parts and elements that we see in the world all the days. So AISI / SAE
1045 has a myriad uses for its low cost, good strength and hardness, among the most
important components are the manufacture of machinery and tools. But like most metals,
life can be reached affected by corrosion. Therefore, this project was developed in order to
understand and analyze their behavior against corrosion.
Accelerated corrosion tests (using ASTM standard B.117) and visual inspections are the
first procedures performed during the course of the investigation of the AISI / SAE 1045
steel heat treated by quenching from intercritical temperature by cooling water, and further
tempering being cooled by the same means. 30 samples were analyzed with different
temperatures of quenching and tempering times, to which underwent an identification of the
metallographic microstructure and hardness testing; subsequently these samples were
subjected to aggressive environmental conditions through a mist chamber for the duration
of 50, 100 and 200 hours, thus the data obtained gravimetric corrosion analysis was
performed in order to determine the percentage mass loss due to corrosion.
Subsequently it made using a scanning electron microscope (SEM) with which corrosion
and spread on steel was visually identified.
8
CONTENIDO
0. INTRODUCCIÓN ................................................................................................................... 18
1. ASPECTOS CIENTIFICOS ................................................................................................... 19
1.1 Planteamiento del problema ............................................................................................. 19
1.2 Estado del arte .................................................................................................................... 19
1.3 Justificación ......................................................................................................................... 21
1.4 Antecedentes ...................................................................................................................... 22
2. OBJETIVOS ............................................................................................................................ 24
2.1 Objetivo general .................................................................................................................. 24
2.2 Objetivos específicos ......................................................................................................... 24
3. MARCO TEORICO ................................................................................................................. 25
3.1 Acero .................................................................................................................................... 25
3.2 Constituyentes microscópicos de los aceros ................................................................. 25
3.2.1 Ferrita ............................................................................................................................... 25
3.2.1.1 Ferrita Alotriomórfica .................................................................................................. 26
3.2.1.2 Ferrita Idiomórfica ....................................................................................................... 26
3.2.1.3 Ferrita Intergranular .................................................................................................... 26
3.2.1.4 Ferrita Widmanstätten ................................................................................................ 27
3.2.2 Cementita ......................................................................................................................... 28
3.2.3 Perlita ............................................................................................................................... 28
3.2.4 Austenita .......................................................................................................................... 29
3.2.5 Martensita ........................................................................................................................ 29
3.3 SISTEMA HIERRO – CARBONO .................................................................................... 30
3.3.1 Aceros al carbono ........................................................................................................... 31
3.4 CLASIFICACIÓN SEGÚN LA NORMA AISI-SAE DE LOS ACEROS ....................... 31
3.4.1 Acero AISI-SAE 1045 (UNS G10450) ......................................................................... 32
3.4.2 Aplicaciones .................................................................................................................... 34
3.5 TRATAMIENTO TÉRMICO ............................................................................................... 34
3.5.1 Tratamiento normalizado ............................................................................................... 35
3.5.2 Tratamiento de Temple.................................................................................................. 35
3.5.3 Tratamiento intercrítico .................................................................................................. 36

9
3.5.4 Tratamiento revenido ..................................................................................................... 37
3.6 DUREZA .............................................................................................................................. 38
3.6.1 Dureza Rockwell (ISO 6508) ........................................................................................ 39
3.7 CORROSIÓN ...................................................................................................................... 40
3.7.1 Definición ......................................................................................................................... 40
3.7.2 Efectos de la corrosión .................................................................................................. 41
3.7.3 Tipos de corrosión .......................................................................................................... 42
3.7.4 Identificación de la corrosión ........................................................................................ 46
4. METODOLOGIA ..................................................................................................................... 48
4.1 Búsqueda y revisión bibliográfica .................................................................................... 49
4.2 Acero a estudiar .................................................................................................................. 49
4.2.1 Corte de muestras .......................................................................................................... 49
4.2.2 Tratamiento térmico ....................................................................................................... 50
4.2.3 Metalografía ..................................................................................................................... 52
4.2.3.1 Preparación metalográfica ........................................................................................ 52
4.2.3.2 Toma micrográfica ...................................................................................................... 54
4.2.4 Dureza .............................................................................................................................. 57
4.2.4.1 Dureza en probetas con temple a 740°C ................................................................ 58
4.2.4.2 Dureza en probetas con temple a 760°C ................................................................ 60
4.2.5 Peso de muestras ........................................................................................................... 62
4.3 Ensayo de corrosión .......................................................................................................... 62
4.3.1 Cámara de niebla salina ................................................................................................ 63
4.3.2 Procedimiento del ensayo de niebla salina ................................................................ 63
4.4 Puesta a funcionamiento de cámara salina ................................................................... 64
4.5 Montaje y extracción de probetas de la cámara de corrosión acelerada .................. 67
4.6 Preparación y alistamiento de muestras ......................................................................... 68
4.6.1 Corte de muestras .......................................................................................................... 69
4.6.2 Encapsulación de muestras .......................................................................................... 71
4.6.3 Metalografía ..................................................................................................................... 73
4.6.3.1 Preparación metalográfica ........................................................................................ 73
4.6.3.2 Toma micrográfica (probetas corroídas) ................................................................. 74
5. RESULTADOS Y ANALISIS ................................................................................................. 77

10
5.1 Ensayo de corrosión o niebla salina ................................................................................ 77
5.2 Análisis metalográfico de corrosión ................................................................................. 83
6. CONCLUSIONES ................................................................................................................... 93
7 RECOMENDACIONES .......................................................................................................... 94
8 BIBLIOGRAFIA ....................................................................................................................... 95
9 RECURSOS ELECTRONICOS ............................................................................................ 97
11
LISTA DE FIGURAS
Figura 1 Crecimiento de ferrita widmanstätten. ......................................................................... 27
Figura 2 Diagrama de fase hierro-carburo de hierro (𝑭𝒆 − 𝑭𝒆𝟑𝑪).......................................... 30
Figura 3 Clasificación de aceros mediante 4 dígitos. ............................................................... 32
Figura 4 Tratamiento intercrítico. ................................................................................................. 37
Figura 5 Temple y revenido en los aceros. ................................................................................ 38
Figura 6 Rango de procedimientos según dureza Rockwell. .................................................. 40
Figura 7 Ilustración esquemática de las formas más comunes de corrosión. ...................... 46
Figura 8 Clasificación e identificación por grupos de Paul Dillon. .......................................... 47
Figura 9 Procesos segmentados de la metodología de trabajo de la investigación. ........... 48
Figura 10 Diagrama de temple a 740°C y revenido a 15 min en agua. ................................. 51
Figura 11 Diagrama de temple a 760°C y revenido a 15 min en agua. ................................. 52
Figura 12 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de
pérdida de masa para 50 horas en cámara salina a la temperatura intercrítica de 740°C Y
760°C. .............................................................................................................................................. 79
Figura 13 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de
pérdida de masa para 100 horas en cámara salina a la temperatura intercrítica de 740°C
Y 760°C. ........................................................................................................................................... 80
Figura 14 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de
pérdida de masa para 200 horas en cámara salina a la temperatura intercrítica de 740°C
Y 760°C. ........................................................................................................................................... 81
Figura 15 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de
pérdida de masa a la temperatura intercrítica de 740°C a 50, 100 y 200 horas. ................. 82
Figura 16 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de
pérdida de masa a la temperatura intercrítica de 740°C a 50, 100 y 200 horas. ................. 83
Figura 17 Composición química de una área localizada de la muestra número 3 de acero
AISI/SAE 1045 (Temple a 740°C + Revenido 30min en agua) obtenida mediante el
microscopio SEM de la Universidad de los Andes.................................................................... 90
Figura 18 Composición química de una área localizada de la muestra número 4 de acero
AISI/SAE 1045 (Temple a 760°C + Revenido 30min en agua) obtenida mediante el
microscopio SEM de la Universidad de los Andes.................................................................... 91
Figura 19 Composición química de una área localizada de la muestra número 6 de acero
AISI/SAE 1045 (Temple a 760°C + Revenido 60min en agua) obtenida mediante el
microscopio SEM de la Universidad de los Andes.................................................................... 92

12
LISTA DE FOTOGRAFIAS
Fotografía 1 Muestra rectangular de acero AISI/SAE 1045. ................................................... 50
Fotografía 2 Pulidora marca Metkon modelo Forcipol 2V ubicada en el laboratorio de
metalografía de la Universidad Distrital Francisco José de Caldas. ...................................... 53
Fotografía 3 Insumos para realizar el ataque químico a las muestras. A) Nital, alcohol y
papel higiénico. B) Vidrio de reloj para el nital y alcohol. C) Nital (HNO 3.5%). .................. 54
Fotografía 4 Foto de la estructura micrográfica de una muestra con temple a 740°C
(X500). .............................................................................................................................................. 55
Fotografía 5 Foto de la estructura micrográfica de una muestra con temple a 740°C +
revenido de 15min (X500). ............................................................................................................ 55
Fotografía 6 Foto de la estructura micrográfica de una muestra con temple a 740°C +
revenido de 30min (X500). ............................................................................................................ 56
Fotografía 7 Foto de la estructura micrográfica de una muestra con temple a 740°C +
revenido de 45min (X500). ............................................................................................................ 56
Fotografía 8 Foto de la estructura micrográfica de una muestra con temple a 760°C +
revenido de 15min (X500). ............................................................................................................ 57
Fotografía 9 Microdurómetro marca Shimadzu serie HMV del laboratorio de metalografía
de la Universidad Distrital Francisco José de Caldas. ............................................................. 58
Fotografía 10 Pantalla LED del microdurómetro, donde se aprecia la carga a la cual se
someten las muestras para realizar el ensayo. ......................................................................... 58
Fotografía 11 Cámara de corrosión acelerada CCT 600 de la Universidad Libre de
Colombia. ......................................................................................................................................... 63
Fotografía 12 Insumos para la puesta de funcionamiento de la cámara salina. A) Agua
destilada. B) Cloruro de sodio. C) Solución de HCL +1+1. ..................................................... 65
Fotografía 13 Mezcla de agua destilada con cloruro de sodio (Salmuera). .......................... 65
Fotografía 14 Tanque de salmuera de la cámara corrosión acelerada. ................................ 66
Fotografía 15 Medidor de pH digital. ........................................................................................... 66
Fotografía 16 Probetas con inclinación de 45° en el interior de la cámara de corrosión
acelerada. ........................................................................................................................................ 66
Fotografía 17 Manómetro indicando la presión del aire comprimido de la cámara de
corrosión acelerada. ....................................................................................................................... 67
Fotografía 18 Pantalla led donde se pueden observar variables de la cámara de corrosión
acelerada. ........................................................................................................................................ 67
Fotografía 19 Montaje de probetas en la cámara salina. ......................................................... 68
Fotografía 20 Seguimiento de las horas de exposición de las muestras. ............................. 68
Fotografía 21 Extracción de probetas luego de cumplir su tiempo de exposición al ensayo
de corrosión. .................................................................................................................................... 68
Fotografía 22 Probetas limpiadas con alcohol para remover residuos de corrosión. .......... 68
Fotografía 23 Muestra No 2 limpiada con alcohol. .................................................................... 69

13
Fotografía 24 Cortadora Metacut 250 de la Universidad Distrital Francisco José de Caldas.
........................................................................................................................................................... 70
Fotografía 25 Muestra No 4 después de realizar un corte transversal. ................................. 70
Fotografía 26 Muestra No 4, después de haber sido cortada por la mitad. .......................... 71
Fotografía 27 Insumos usados para el encapsulamiento de las muestras. A) Silides,
espátula y brocha. B) Compuesto para moldeo negro. C) Compuesto para moldeo Verde.
........................................................................................................................................................... 72
Fotografía 28 Maquina encapsuladora de la Universidad Distrital Francisco José de
Caldas. A) Maquina encapsuladora marca Metkon, modelo Ecopress 50. B) Muestra No 1
luego de ser encapsulada. C) Vista superior de la muestra No 2 luego de ser
encapsulada. ................................................................................................................................... 73
Fotografía 29 Microscopio metalográfico trinocular invertido zeiss de la universidad
Distrital Francisco José de Caldas. ............................................................................................. 75
Fotografía 30 Microscopio electrónico de barrido marca JEOL, modelo JSM 6490-LV de la
Universidad de los Andes. ............................................................................................................ 76
Fotografía 31 Foto de la estructura micrográfica de la muestra Numero 4 (Temple a 760°C
+ Revenido de 30min en agua) (X1000). .................................................................................... 76
Fotografía 32 Inspección visual a diferentes muestras después de realizar el ensayo de
corrosión a 100 horas en la cámara salina. A) Muestra sometida a 100 horas en cámara
salina con temple a 740°C + revenido de 15min en agua. B) Muestra sometida a 100
horas en cámara salina con temple a 760°C + revenido de 45min en agua. C) Varias
muestras expuestas a 100 horas en la cámara salina, limpiadas con alcohol para realizar
una mejor inspección visual. ......................................................................................................... 84
Fotografía 33 Inspección visual a diferentes muestras después de realizar el ensayo de
corrosión a 200 horas en la cámara salina. A) Muestra sometida a 200 horas en cámara
salina con temple a 740°C. B) Muestra sometida a 200 horas en cámara salina con
temple a 740°C + revenido de 60min en agua. C) Muestra sometida a 200 horas en
cámara salina con temple a 760°C. D) Muestra sometida a 200 horas en cámara salina
con temple a 760°C + revenido de 60min en agua. E) Varias muestras expuestas a 200
horas en la cámara salina, limpiadas con alcohol para realizar una mejor inspección
visual. ............................................................................................................................................... 85
Fotografía 34 Muestra número 1 de acero AISI/SAE 1045 (Temple a 740°C + Revenido
15min en agua) a 200x en microscopio de la Universidad Distrital Francisco José de
Caldas. ............................................................................................................................................. 86
Fotografía 35 Muestra número 2 de acero AISI/SAE 1045 (Temple a 760°C + Revenido
15min en agua) a 200x en microscopio de la Universidad Distrital Francisco José de
Caldas. ............................................................................................................................................. 87
Fotografía 36 Muestra número 3 de acero AISI/SAE 1045 (Temple a 740°C + Revenido
30min en agua) a 2000x en microscopio SEM de la Universidad de los Andes. ................. 87
Fotografía 37 Muestra número 4 de acero AISI/SAE 1045 (Temple a 760°C + Revenido
30min en agua) a 2000x en microscopio SEM de la Universidad de los Andes. ................. 88
Fotografía 38 Muestra número 5 de acero AISI/SAE 1045 (Temple a 740°C + Revenido
60min en agua) a 2000x en microscopio SEM de la Universidad de los Andes. ................. 88

14
Fotografía 39 Muestra número 6 de acero AISI/SAE 1045 (Temple a 760°C + Revenido
60min en agua) a 2000x en microscopio SEM de la Universidad de los Andes. ................. 89

15
LISTA DE TABLAS
Tabla 1 Sistema AISI-SAE de designación de aceros al carbono y baja aleantes. ............. 32
Tabla 2 Propiedades mecánicas del acero AISI/SAE 1045. ................................................... 33
Tabla 3 Composición química del acero AISI/SAE 1045. ........................................................ 33
Tabla 4 Diferentes tratamientos térmicos al acero AISI/SAE 1045. ....................................... 34
Tabla 5 Composición química en porcentajes del acero AISI/SAE 1045. ............................. 49
Tabla 6 Dimensiones de las muestras. ....................................................................................... 49
Tabla 7 Temperaturas intercríticas AC1 y AC3. ........................................................................ 51
Tabla 8 Numero de probetas por cada diferente tratamiento térmico. ................................... 51
Tabla 9 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C en
agua. ................................................................................................................................................. 58
Tabla 10 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C +
Revenido 15 min en agua. ............................................................................................................ 59
Tabla 11 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C +
Revenido 30 min en agua. ............................................................................................................ 59
Tabla 12 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C +
Revenido 45min en agua. ............................................................................................................. 59
Tabla 13 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C +
Revenido 60min en agua. ............................................................................................................. 60
Tabla 14 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C en
agua. ................................................................................................................................................. 60
Tabla 15 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C +
Revenido 15 min en agua. ............................................................................................................ 61
Tabla 16 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C +
Revenido 30min en agua. ............................................................................................................. 61
Tabla 17 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C +
Revenido 45min en agua. ............................................................................................................. 61
Tabla 18 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C +
Revenido 15min en agua. ............................................................................................................. 62
Tabla 19 Peso de las muestras antes de ser ingresadas a la cámara salina. ...................... 62
Tabla 20 Tipos de muestras para el análisis de microestructura. ........................................... 69
Tabla 21 Dimensiones de muestras para analizar. ................................................................... 70
Tabla 22 Dimensiones de las muestras para analizar microestructura. ................................ 71
Tabla 23 Parámetros operacionales de la encapsuladora Ecopress 50. .............................. 72
Tabla 24 Dimensiones de la capsula para las diferentes muestras de acero AISI/SAE
1045. ................................................................................................................................................. 73
Tabla 25 Tipo de microscopio usado en las diferentes muestras........................................... 74
Tabla 26 Peso final de las muestras expuestas a 50 horas, 100 horas y 200 horas a la
niebla de la cámara salina. .......................................................................................................... 77

16
Tabla 27 Porcentaje de pérdida de masa de las muestras expuestas a 50 horas, 100
horas y 200 horas en la cámara salina, con su respectivo tratamiento. ................................ 78
Tabla 28 Porcentajes de pesos de los diferentes compuestos identificados en la muestra
número 3 de acero AISI/SAE 1045 (Temple a 740°C + Revenido 30min en agua) obtenida
mediante el microscopio SEM de la Universidad de los Andes. ............................................. 90
Tabla 29 Porcentajes de pesos de los diferentes compuestos identificados en la muestra
número 4 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 30min en agua) obtenida
mediante el microscopio SEM de la Universidad de los Andes. ............................................. 91
Tabla 30 Porcentajes de pesos de los diferentes compuestos identificados en la muestra
número 5 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 60min en agua) obtenida
mediante el microscopio SEM de la Universidad de los Andes. ............................................. 92

17
LISTA DE ECUACIONES
Ecuación 1 Temperatura intercrítica Ac1. .................................................................................. 50
Ecuación 2 Temperatura intercrítica Ac3. .................................................................................. 50
Ecuación 3 Porcentaje de pérdida de masa. ............................................................................. 77

18
0. INTRODUCCIÓN
En el mundo actual y en nuestra cotidianidad podemos observar una gran cantidad de
elementos, máquinas y dispositivos, que son fabricados en acero, éste material es usado
tanto por su amplia diversidad de usos, como por sus propiedades físicas y mecánicas, las
cuales pueden satisfacer necesidades específicas, sin embargo, éste material no es
infalible, y bajo ciertas condiciones podrá perder todas las propiedades que lo hacen un
referente a la seguridad estructural en los campos de la construcción y la mecánica.
Dicho fallo al que nos referimos con anterioridad, el causante de gran deterioro o en el peor
de los casos, un ciclo de vida corto en elementos o sistemas constituidos por metales, es
la corrosión, la cual se define como una reacción química o electroquímica entre un material
y su medio ambiente, que produce el desgaste, y avería del material y sus propiedades.
Éste fenómeno de la corrosión trae grandes impactos a la industria, entre éstos se podrán
mencionar: el reemplazo de equipos corroídos, mantenimiento preventivo contra la
corrosión, contaminación del producto, perdida de eficiencia en equipos, entre otros.
Sin embargo cuando se habla de corrosión es necesario pensar en una relación de material
y medio ambiente. El comportamiento corrosivo de un material, no puede ser descrito a
menos que el medio ambiente en el cual está expuesto éste sea identificado, y viceversa.
Debido a esta premisa será necesario definir un material que sea objeto de estudio frente
al fenómeno de la corrosión, dicho material escogido es el acero 1045, el cual es un material
común en la industria, al ser un acero al carbono de resistencia media y de bajo costo; es
común encontrar este acero como insumo de motores, ejes, bielas, tornillos, entre otras
piezas. También es necesario determinar un ambiente al que será expuesto el material, de
este modo se define que se presentará la corrosión en un medio acido (salino).
19
1. ASPECTOS CIENTIFICOS
1.1 Planteamiento del problema
Se ve la necesidad de realizar estudios de corrosión, mediante la selección de un proceso
que reproduzca las condiciones ambientales corrosivas en un acero AISI/SAE 1045, con un
tratamiento térmico como lo es temple en agua, y temple en agua más revenido, a
temperaturas intercríticas, debido a que son muy escasos los estudios de corrosión con
este tipo de características.
1.2 Estado del arte
La industria en el mundo cada día avanza y se tecnifica más, por lo cual se hace necesario
el establecimiento de estudios, ensayos, investigaciones y/o desarrollos en materiales ya
existentes o de nuevos, con el fin de mejorar procesos y evitar al máximo el fallo de piezas
y/o estructuras.
Un problema grave que aqueja a la comunidad central de la industria es la corrosión, la cual
se define como una reacción química o electroquímica entre un material, usualmente
metales, y su entorno, lo cual produce un deterioro del material y de sus propiedades, este
fenómeno puede ocasionar graves problemas y acarrear grandes dificultades a una
determinada industria; entre los aspectos más importantes que se afectan frente al
fenómeno de la corrosión están: el aspecto social y el aspecto económico1.
Algunas de las consecuencias que generan gran impacto en el aspecto económico de una
industria y se consideran de gran importancia son las siguientes:
Reemplazo de un equipo corroído
Mantenimiento preventivo
Paro del equipo debido un fallo de corrosión
La contaminación de un producto
Perdida de eficiencia en el proceso
Re – diseños en búsqueda de proteger el equipo frente a la corrosión
1 DAVIS, J.R. Corrosion: Understanding the basics. Ohio: ASM international, 2000. 574 p.
20
Perdida de productos o piezas valiosas
Inhabilidad de usar el material nuevamente en otros productos
Daños irreparables en un equipo.
De igual manera son de alta consideración las consecuencias en el aspecto social. Las
consecuencias de mayor pretensión a ser solucionadas son relacionadas en los siguientes
aspectos2:
Seguridad (un fallo repentino puede crear incendios )
Salud (contaminación debido al escape del productos generados por la corrosión o
debido al mismo fenómeno de corrosión)
Agotamiento de recursos naturales, incluidos metales y combustibles, usados para
fabricarlos
Una mala apariencia para la pieza, máquina y/o producto corroído
Mundialmente la industria del acero produce 1500 millones de toneladas y se estima que al
año alrededor de 300 millones de toneladas se corree, aproximadamente el 25%, hablando
de cifras económicas en Colombia las pérdidas ascienden a más de 26 mil millones de
pesos , influyendo de manera considerable e importante al producto interno bruto,
aproximadamente el 4% del PIB3.
Centrándonos en la industria Colombiana es poca la información que se tiene acerca de la
corrosión en los aceros, por consiguiente para el diseño de nuevas máquinas y/o productos
muy pocas veces se tiene en cuenta este factor, ni mucho menos como va a reaccionar los
materiales con un ambiente especifico.
El acero AISI/SAE 1045 es un acero simple al carbono (entre 0.42% - 0.5 % de C), por lo
cual se clasifica entre los aceros de medio carbono. En la industria Colombiana el acero
AISI/SAE 1045 es de uso frecuente, con este se fabrican piezas para maquinas, ejes,
piñoneria, partes de motores y tornillos, haciéndolo de uso indispensable en esta última,
pero muchas veces cuando se diseñan estas partes o se fabrican no se tiene muy claro la
velocidad con el cual este se puede corroer, y mucho menos si los tratamientos térmicos
2 Ibid. 3 UNIVERSIA COLOMBIA. Más de 26 mil millones de pesos pierde la industria colombiana debido a la corrosión de materiales. En: UNIVERSIA (29 de septiembre de 2013). Disponible en < http://noticias.universia.net.co/actualidad/noticia/2013/08/29/1045848/mas-26-mil-millones-pesos-pierde-industria-colombiana-debido-corrosion-materiales.html > (citado en 24 de abril de 2014)

21
más comunes aplicados a este (Templado en agua y templado en agua más revenido) llega
a afectar de manera considerable en la duración del material frente a la corrosión, lo cual
puede llevar a incrementar costos.
1.3 Justificación
La razón de ejecución de este proyecto se basa en la poca información, investigación, y
estudios que se tiene de la resistencia a la corrosión, en el acero AISI/SAE 1045 con este
tipo de tratamientos térmicos a temperaturas intercríticas, al ser la corrosión un proceso
natural en todo mineral, y el metal uno de ellos, que es imprescindible en el desarrollo de la
vida cotidiana, y el cual sin darnos cuenta ha sido de gran importancia en el desarrollo y
avance de la civilización moderna, por lo cual sería imposible de hablar de civilización sin
el uso y transformación de metales y aleaciones4.
El acero, al corroerse hace que el ser humano tenga que buscar y extraer acero en
yacimientos de metal, para poder sustituir constantemente el ya corroído, lo que conlleva a
que se haga uso de grandes cantidades de energía, para la obtención del nuevo acero, lo
cual puede llegar a ser en el futuro un uso excedido de nuestros recursos naturales y de
energía, cuando se puede llegar a evitar, y prolongar más nuestros recursos naturales en
el planeta.
Por los motivos anteriormente señalados y planteados, este proyecto busca generar nuevos
estudios académicos acerca de la corrosión en un acero AISI/SAE 1045 en la industria
nacional para poder mitigar el gran consumo de recursos naturales y ahorrar significativas
sumas de dinero.
4 GENESCA, Joan y AVILA, Javier. Más allá de la herrumbre. Segunda edición. México D.F: Fondo de cultura
económica, 1996.

22
1.4 Antecedentes
Se han realizado estudios en Colombia y en el mundo acerca de la corrosión en el acero
AISI/SAE 1045, con tratamiento térmico y sin ninguna clase de tratamiento, y de igual
manera la influencia de un tratamiento térmico con temperatura intercritica en la corrosión
del material previamente mencionado.
Estudios realizados en la ciudad de Cali (Colombia), y como se indica en los resultados
dados por Ceballos5, muestra que un ambiente corrosivo puede llegar a ser el principal
factor que afecte considerablemente varias características del material, como lo es la
resistencia a la fatiga del material. Pero de igual manera, en varios lugares del mundo, se
han llevado a cabo varios estudios, del efecto que puede llegar a tener un tratamiento
térmico en un acero SAE 1045 como lo investiga Siddiqui6, que indica que las propiedades
mecánicas del material pueden llegar a mejorar considerablemente con un tratamiento
térmico, ya que la estructura del acero se va transformando gradualmente en una estructura
más estable, y aun con mejores propiedades si se acompaña de un acabado superficial
muy fino.
En Colombia se ha venido trabajando y realizando nuevas investigaciones acerca de
nuevos recubrimientos, que puedan proteger al acero SAE 1045 de la corrosión, uno de
ellos es un recubrimiento por varias multicapas de TiN/TiAIN, el cual da un buen
desempeño, en sistemas de corrosión dinámica y corrosión erosión, debido a que aumenta
considerablemente la resistencia a la corrosión en ambientes agresivos y altamente
corrosivos, ya que este tiene un efecto protector, en la superficie del acero7. También en
países como México, se han venido haciendo modificaciones superficiales al acero SAE
1045 mediante proceso dúplex nitruración y post-oxidacion en un plasma CD pulsado, para
mejorar sus propiedades y especialmente su resistencia a la corrosión, después de aplicada
esta modificación, el acero mejora notablemente la resistencia a la corrosión y la dureza
5 CORONADO, Jairo. Sinergia entre alta rugosidad superficial y ambiente corrosivo en el comportamiento a la fatiga del acero SAE 1045 (Tesis de doctorado). Universidad del Valle. Cali, Colombia. 6 SIDDIQUI, Rafiq. Effect of heat treatment and surface finish on fatigue fracture characteristics in 0.45% carbon steel. Universidad Sultan Qaboos. Barcelona, España. 7 RAMIREZ, Camilo y APERADOR, William. Sinergia entre la corrosión erosión del acero 1045 recubierto por multicapas de TiN/TiAIN. Universidad Militar Nueva granada, Universidad Francisco de Paula Santander. Norte de Santander, Colombia.

23
superficial8. Indagando en los estudios anteriores se puede inferir que en el mundo se han
investigado varias alternativas para controlar la corrosión, y así reducir sus riesgos, pero
aumentando considerablemente los costos, a los cuales van dirigidos por el uso de estos
recubrimientos.
Debido a la consideración anterior se han realizados estudios recientemente acerca de la
influencia que puede llegar a tener un tratamiento térmico a temperaturas intercriticas en el
acero AISI/SAE 1045 (ya que no se incrementan en demasía los costos en aplicación de
recubrimientos superficiales), y como se pueden ver favorecidas las propiedades
mecánicas del acero, como lo indica Bohorquez9 en sus ensayos, donde se aprecia que si
se realiza un temple en agua, el material obtiene una mayor dureza que al hacerse en
aceite, de igual manera como afecta el tratamiento térmico, a los valores del módulo de
elasticidad, calor especifico, conductividad térmica, coeficiente de convección y coeficiente
de expansión térmica.
Por tal razón al aceptar los cambios favorables que se obtienen a partir de un tratamiento
térmico a temperatura intercritica, se hace observación al estudio acerca de cómo la
corrosión puede llegar a afectar a el acero SAE 1045, tratado térmicamente a temperatura
intercritica en dos medios de enfriamiento diferentes (agua y aceite), donde se concluye
que el temple en agua, produce que el material tenga una mayor resistencia a la corrosión,
sin embargo esta mayor resistencia a la corrosión no está muy por encima a la mostrada
en un temple realizado en aceite, e intuyen que a mayor temperatura el tratamiento térmico,
este obtiene una mayor resistencia a la corrosión10.
Con el estudio del acero SAE 1045 frente a la corrosión se consigue por un lado; reducir
costos y establecer que tratamiento térmico es el indicado, con el fin de buscar que el
material obtenga propiedades mecánicas convenientes y además una alta resistencia a la
corrosión, lo expuesto anteriormente converge en el anhelo de poder realizar un aporte de
información a las ciencias de los materiales y la industria ante el fenómeno de la corrosión.
8 DIAZ, Julián y RAMIREZ, Jairo. Modificaciones superficial de un acero AISI 1045 mediante un proceso dúplex nitruración y post-oxidación en un plasma CD pulsado. Corporacion mexicana de investigación en materiales. Chihuahua, Mexico. 9 BOHORQUEZ, Carlos. Influencia del tratamiento térmico desde temperaturas intercriticas en las propiedades mecánicas del acero SAE 1045. Universidad Distrital Francisco José de Caldas. Bogotá, Colombia. 10 FAJARDO, Michael y ORTIZ, Juan. Estudio de la resistencia a la corrosión en cámara salina de un acero AISI/SAE 1045 tratado térmicamente a temperaturas intercriticas.( Trabajo de Grado). Universidad Distrital Francisco José de Caldas. Bogotá, Colombia.

24
2. OBJETIVOS
2.1 Objetivo general
Estudiar el comportamiento a la corrosión en un acero AISI/SAE 1045 templado
desde temperaturas intercríticas, mediante un enfriamiento en agua, y
adicionalmente revenido y enfriado por el mismo medio.
2.2 Objetivos específicos
Establecer que método es el más conveniente para recrear el medio salino donde
se llevará a cabo el ensayo corrosivo al acero AISI/SAE 1045.
Precisar la influencia frente a la corrosión cuando aplicamos un tratamiento térmico
a un acero AISI/SAE 1045 en un mismo medio de enfriamiento, con revenido y sin
revenido.
Evaluar la resistencia a la corrosión en relación con la perdida porcentual de masa.
Hacer un estudio metalográfico al material después de someterlo a corrosión, para
determinar las posibles fases existentes y relacionarlas con la resistencia a la
corrosión.

25
3. MARCO TEORICO
3.1 Acero
Desde el inicio de las primeras civilizaciones, el acero ha sido fundamental para el desarrollo
y evolución de estas. El acero es una aleación o combinación de hierro y carbono (alrededor
de 0,05% hasta menos de un 2%), en algunos casos este puede presentar otros elementos
de aleación específicos como el Cr (cromo) o Ni (Níquel), pero estos se agregan con
propósitos determinados. Los aceros se clasifican según los elementos de aleación, que
producen distintos efectos en el acero, así el acero se puede clasificar en cuatro que son;
aceros al carbono, aceros aleados, aceros de baja aleación ultrarresistentes y aceros
inoxidables.
3.2 Constituyentes microscópicos de los aceros
3.2.1 Ferrita
La ferrita es hierro alfa, o sea hierro casi puro, que puede contener pequeñas cantidades
de silicio, fósforo y otras impurezas. En los aceros aleados, suelen formar solución sólida
con la ferrita o hierro alfa, el níquel, manganeso, cobre, silicio, aluminio, etc.
Cristaliza en el sistema cúbico de cuerpo centrado, estando el cubo elemental formado por
8 átomos, situados en los vértices y uno en el centro. Tiene una resistencia aproximada de
28 Kg/mm², 35% de alargamiento y una dureza de 90 unidades Brinell. Es el más blando
de todos los constituyentes del acero, muy dúctil y maleable.
Existen varios conformaciones de ferrita que se producen según la composición química
(Contenido de carbono o elementos aleantes), tiempo de calentamiento o proceso
enfriamiento.

26
3.2.1.1 Ferrita Alotriomórfica
Esta ferrita es de morfología no regular, es la primera en formarse cuando se enfría la
ausentita hasta temperaturas inferiores a A𝑐3, por tanto determina la cantidad de austenita
que esta sin transformar, e indirectamente incide en las posteriores transformaciones que
se llevan a cabo por dicha austenita en otras fases. La ferrita alotriomórfica tiende a nuclear
en la frontera de grano austenítico y a crecer más rápidamente a lo largo de los límites de
grano austeníticos, que perpendicular a éstos mismos11.
3.2.1.2 Ferrita Idiomórfica
La ferrita idiomorfica se forma a temperaturas ligeramente inferiores a las de la ferrita
alotriomórfica; la diferencia en la aparición de estas dos estructuras se basa en los lugares
de nucleación en donde se producen (la ferrita idiomorfica nuclea en la inclusiones dentro
del grano austenítico); la morfología de éste tipo de estructura es equiaxial, es decir que
posee dimensiones homogéneas desde su eje hacia los límites de grano. Debido a las
condiciones en que se produce éste tipo de estructura, es muy singular su obtención, ya
que en la producción de metales comerciales se evitan las inclusiones (puesto que afecta
las propiedades mecánicas del material), además que en la mayoría de los tratamientos
térmicos se busca obtener un tamaño de grano fino, ya que se obtienen mejores
propiedades mecánicas con respecto a un grano grueso.
3.2.1.3 Ferrita Intergranular
La ferrita intergranular se desarrolla en forma de bastones a partir de la nucleación en las
inclusiones presentes dentro del grano austenitico, con la diferencia respecto a la ferrita
idiomórfica en que su morfología no es equiaxial. Un desarrollo alto de ferrita intergranular
11 CAPDEVILA MONTES, Carlos. Modelización de las transformaciones de origen difusional producidas por descomposición isotérmica de la austenita en un acero Carbono Manganeso (0.37 C – 1.45 Mn) microaleado con Vanadio y Titanio. Tesis Doctoral. Universidad Complutense de Madrid. Facultad de Ciencias Físicas. Departamento de Física de materiales. Madrid. Mayo 1999.
27
en las inclusiones del acero mejora las propiedades mecánicas del material, ya que su
obtención al interior del grano beneficia la no propagación de grietas12.
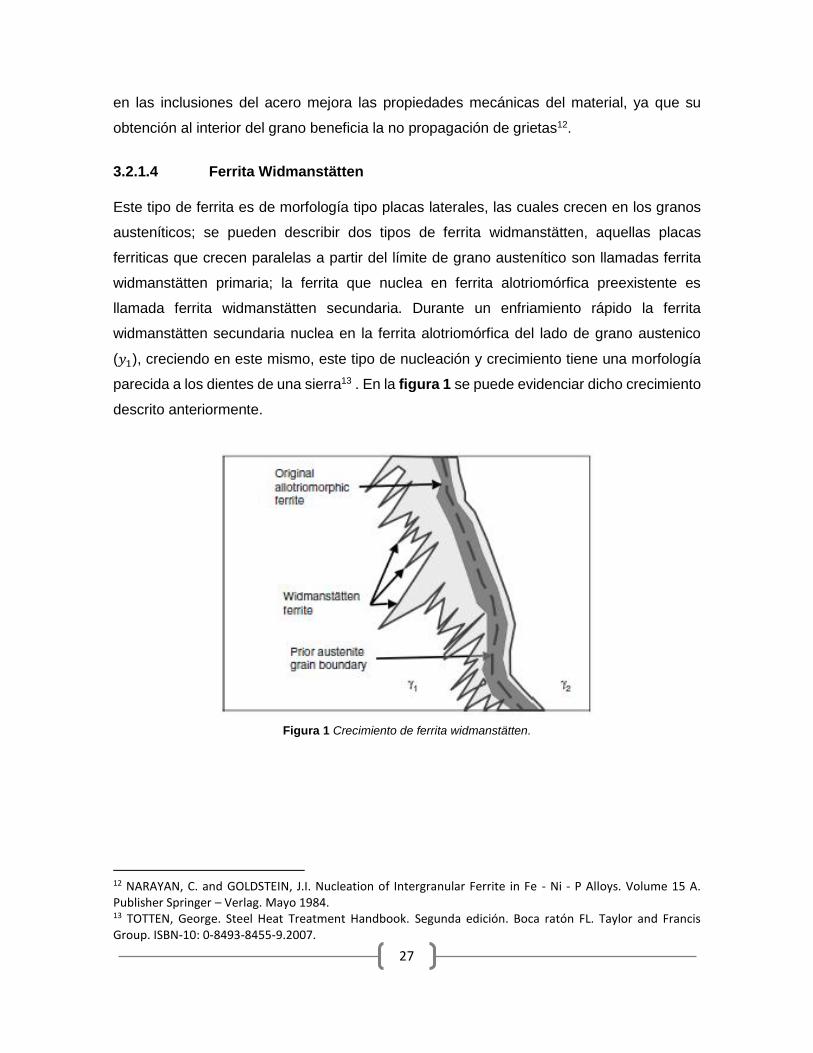
3.2.1.4 Ferrita Widmanstätten
Este tipo de ferrita es de morfología tipo placas laterales, las cuales crecen en los granos
austeníticos; se pueden describir dos tipos de ferrita widmanstätten, aquellas placas
ferriticas que crecen paralelas a partir del límite de grano austenítico son llamadas ferrita
widmanstätten primaria; la ferrita que nuclea en ferrita alotriomórfica preexistente es
llamada ferrita widmanstätten secundaria. Durante un enfriamiento rápido la ferrita
widmanstätten secundaria nuclea en la ferrita alotriomórfica del lado de grano austenico
(𝑦1), creciendo en este mismo, este tipo de nucleación y crecimiento tiene una morfología
parecida a los dientes de una sierra13 . En la figura 1 se puede evidenciar dicho crecimiento
descrito anteriormente.
Figura 1 Crecimiento de ferrita widmanstätten.
12 NARAYAN, C. and GOLDSTEIN, J.I. Nucleation of Intergranular Ferrite in Fe - Ni - P Alloys. Volume 15 A. Publisher Springer – Verlag. Mayo 1984. 13 TOTTEN, George. Steel Heat Treatment Handbook. Segunda edición. Boca ratón FL. Taylor and Francis Group. ISBN-10: 0-8493-8455-9.2007.
28
3.2.2 Cementita
La cementita es un carburo de hierro F𝑒3C, contiene 6.67% de carbono y 93.33% de hierro.
Es el constituyente más duro y frágil de los aceros al carbono, su dureza es superior a los
68 Rockwell-C. Siempre que se ataca el acero con reactivos ácidos se evidencia la
cementita con un color blanco brillante14.
3.2.3 Perlita
Es un constituyente eutectoide formado por colonias que contienen capas alternadas de
hierro alfa y carburo de hierro F𝑒3C, o lo que es lo mismo, ferrita y cementita. Es de
composición química constante y definida y contiene aproximadamente 6 partes de hierro
y una de carburo, que corresponde a 13.5% de CF𝑒3 y a 86.5% de Fe y a 0.9% de C y
99.1% de Fe. Tiene una resistencia de 80 Kg/ mm², y un alargamiento de 15%
aproximadamente.
La perlita aparece en general en el enfriamiento lento de la austenita o por transformación
isotérmica de la austenita en la zona de los 650° a 725°.
La ferrita y cementita que componen la perlita aparecen formando laminas paralelas y
alternadas. Según la velocidad de enfriamiento, esas láminas aparecen más o menos
separadas, y cuando el enfriamiento ha sido bastante rápido, las láminas se acercan
bastante, de modo que no se pueden distinguir en el microscopio, incluso con grandes
aumentos15.
En aceros de contenido bajo y medio de carbono la ferrita alotriomórfica es la primera fase
en desarrollarse, y esta nucleación α es la que predomina en la frontera de grano
austenítico, debido a lo anterior la perlita nuclea en las fronteras α/𝑦 previamente
establecidas. En los aceros eutectoides la perlita nuclea directamente en la frontera de
granos austenictica16.
14 APRAIZ BARREIRO. José. Tratamientos térmicos de los aceros: Constituyentes microscópicos de los aceros.
Octava edición. Madrid: Dossat S.A, 1984. 15 Ibid. 16 CAPDEVILA MONTES, Carlos. Modelización de las transformaciones de origen difusional producidas por descomposición isotérmica de la austenita en un acero Carbono Manganeso (0.37 C – 1.45 Mn) microaleado

29
3.2.4 Austenita
Es una solución sólida de carbono o carburo de hierro en hierro gama. Puede contener
desde 0.07 hasta 1.7% de carbono y es, por lo tanto, un constituyente de composición
variable. Todos los aceros se encuentran formados por cristales de austenita cuando se
calientan a temperaturas superiores a las críticas (𝐴𝑐3 o 𝐴𝑐𝑚), aunque generalmente es un
constituyente inestable, se puede obtener esa estructura a temperatura ambiente por
enfriamiento rápido de aceros con alto contenido en carbono o de muy alta aleación.
Su resistencia es de 88 a 105 Kg/ mm² aproximadamente, su dureza de 300 Brinell y su
alargamiento de 30 a 60%. Es poco magnética, blanda, muy dúctil y tenaz. Tiene gran
resistencia al desgaste, siendo el constituyente más denso de los aceros.
3.2.5 Martensita
Es el constituyente típico de los aceros templados. Se admite que está formada por una
solución sólida sobresaturada de carbono o carburo de hierro en hierro alfa, y se obtiene
por el enfriamiento rápido de los aceros desde alta temperatura. Su contenido de carbono
suele variar generalmente desde pequeñas trazas hasta 1% de C y algunas veces en los
aceros hipereutectoides, aun suele ser más elevado.
Sus propiedades físicas varían con su composición, aumentando su dureza, resistencia y
fragilidad con el contenido de carbono, hasta un máximo de C de .90% aproximadamente.
Después de los carburos y la cementita, es el constituyente más duro de los aceros. Tiene
una resistencia de 170 a 250 Kg/ mm², una dureza de 50 a 68 Rockwell C, y alargamiento
de 2.5 a 0.5%, y también es magnética17.
con Vanadio y Titanio. Tesis Doctoral. Universidad Complutense de Madrid. Facultad de Ciencias Físicas. Departamento de Física de materiales. Madrid. Mayo 1999.
17 APRAIZ BARREIRO. José. Tratamientos térmicos de los aceros: Constituyentes microscópicos de los aceros. Octava edición. Madrid: Dossat S.A, 1984.

30
3.3 SISTEMA HIERRO – CARBONO
El sistema de aleaciones binario más importante es el hierro-carbono. Los aceros y las
fundiciones son los materiales estructurales primarios en todas las culturas
tecnológicamente avanzadas, éstos son esencialmente aleaciones hierro-carbono.
Figura 2 Diagrama de fase hierro-carburo de hierro (𝑭𝒆 − 𝑭𝒆𝟑𝑪).
El sistema Fe − Fe3C es el diagrama de fase de mayor importancia comercial que
encontraremos. Proporciona la principal base científica para las industrias del hierro y el
acero. El hierro puro, al calentarse, experimenta dos cambios de la estructura cristalina
antes de fundir18. A temperatura ambiente la forma estable se llama ferrita o hierro α y tiene
18 SHACKELFORD. James F. Ciencia de materiales para ingenieros. Tercera edición. México D.F: Prentice Hall. 1995.
31
una estructura BCC. La ferrita experimenta a 912° C una transformación polimórfica a
austenita FCC o hierro γ. La austenita persiste hasta 1394°C, temperatura a la que la
austenita vuelve a convertirse en una fase BCC conocida como ferrita α, que funde a
1538°C. Todos estos cambios aparecen a lo largo del eje vertical izquierdo del diagrama de
fases.
El eje horizontal del diagrama de hierro-carbono solo llega hasta el 6.70% en peso de C,
concentración que coincide con la del compuesto intermedio carburo de hierro o cementita
(Fe3 C), representado por la línea vertical derecha en el diagrama de fases. Así, el sistema
hierro-carbono se puede dividir en dos partes: una rica en hierro, que coincide con la
mostrada en el diagrama hierro-carbono y otra parte no mostrada de composición entre
6.70 y 100% de C (grafito puro). Prácticamente todos los aceros y fundiciones tienen
porcentajes de carbono inferiores a 6.70% C; por lo tanto, solo se considera la parte rica en
hierro del sistema hierro-carburo de hierro.
3.3.1 Aceros al carbono
Más del 90% de aceros que se fabrican en el mundo, son aceros al carbono. Esta clase de
aceros contienen diferentes cantidades de carbono y menos del 1.65% de manganeso y el
0.60 % de cobre. Los aceros al carbono tienen diversas aplicaciones en la construcción
mecánica, como lo es la fabricación de máquinas, partes móviles de automóviles, marcos
de bicicletas, clavos, tornillos, alfileres, entre otros, además es muy usado en la
construcción civil como estructura de construcción.
3.4 CLASIFICACIÓN SEGÚN LA NORMA AISI-SAE DE LOS ACEROS
Gran parte de las normas del instituto Colombiano de normas técnicas (ICONTEC) se basan
en las normas de la American Society for Testing and Materials (ASTM) y de la American
Iron and Steel (AISI) siendo la ultima las más usada en el campo industrial.
La AISI usa una nomenclatura tomada de la Society of Automotive Engineers (SAE), en la
cual se clasifican mediante números los aceros teniendo en cuenta su composición.
En el sistema AISI-SAE, los En el sistema AISI-SAE, los aceros se clasifican con cuatro
dígitos. El primer digito especifica la aleación principal, el segundo modifica al primero y los
dos últimos dígitos, dan la cantidad de carbono en centésimas. En algunos aceros al cromo
32
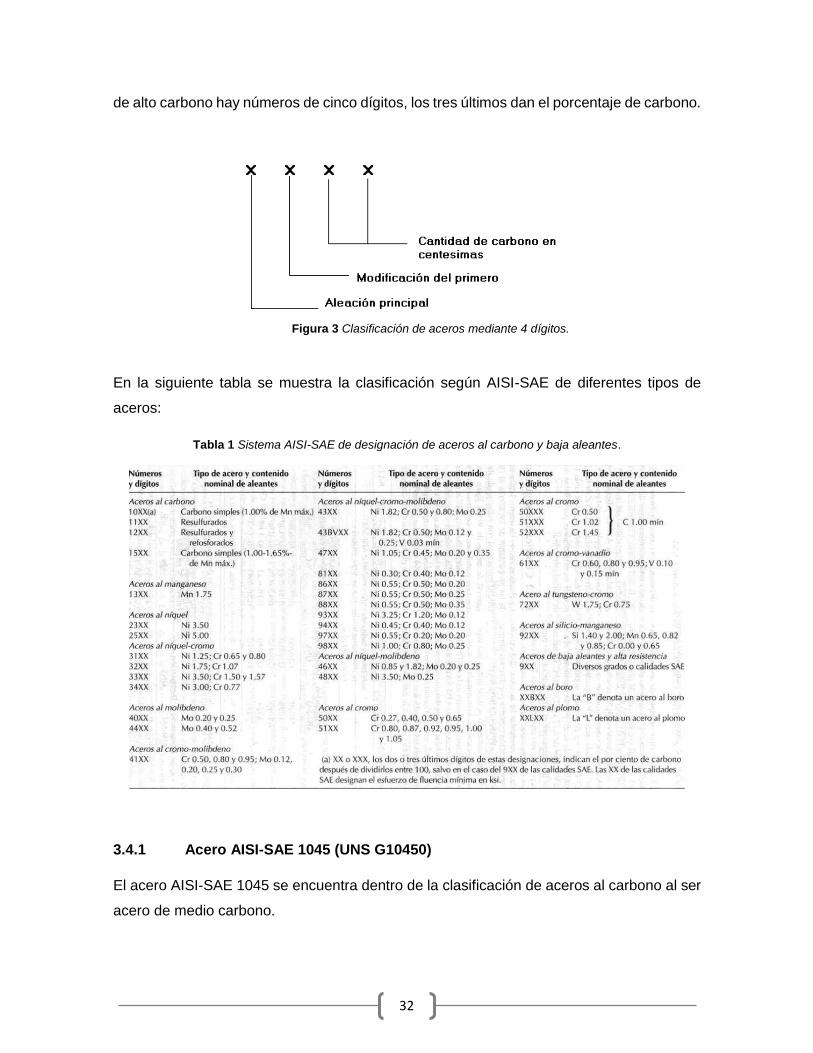
de alto carbono hay números de cinco dígitos, los tres últimos dan el porcentaje de carbono.
Figura 3 Clasificación de aceros mediante 4 dígitos.
En la siguiente tabla se muestra la clasificación según AISI-SAE de diferentes tipos de
aceros:
Tabla 1 Sistema AISI-SAE de designación de aceros al carbono y baja aleantes.
3.4.1 Acero AISI-SAE 1045 (UNS G10450)
El acero AISI-SAE 1045 se encuentra dentro de la clasificación de aceros al carbono al ser
acero de medio carbono.

33
Características generales19:
Es un acero grado ingeniería de aplicación universal que proporciona un nivel media
de resistencia mecánica y tenacidad.
Se caracteriza por tener una buena soldabilidad
Tiene una buena maquinabilidad
Tiene buenas propiedades frente al impacto
Responde fácilmente al tratamiento térmico de endurecimiento mediante el temple,
específicamente en medios severos como el agua.
Es de bajo costo respecto a los aceros de baja aleación
Baja resistencia a la corrosión
Este tiene unas propiedades mecánicas las cuales son las siguientes:
Tabla 2 Propiedades mecánicas del acero AISI/SAE 1045.
Dureza 163 HB (84Hrb)
Esfuerzo de fluencia 310 MPa (45000 PSI)
Esfuerzo máximo 565 MPa (81900 PSI)
Elongación 16% (en 50 mm)
Reducción de área 40%
Módulo de elasticidad 200 GPa (29000 KSI)
Maquinabilidad 57% (AISI 1212 = 100%)
Según normatividad un acero AISI-SAE 1045 generalmente presenta en su composición
química los siguientes elementos:
Tabla 3 Composición química del acero AISI/SAE 1045.
Elemento C Fe Mn P S Si
%Peso 0.43 -0.5 98.51-
98.98
0.6-0.9 Max 0.04 Max 0.05 Max 0.2
19 Cía. General de Aceros S.A. SAE 1020 Y SAE 1045 aceros ingeniería al carbono. Bogotá, 2007, 6p. Disponible en el catálogo en línea de la empresa Cía. General de Aceros S.A: <http://www.cga.com.co/index2.php?option=com_docman&task=doc_view&gid=14&Itemid=376 > (Citado 26 de abril de 2014).

34
Las propiedades físicas del AISI-SAE 1045 son muy diversas entre las más relevantes se
pueden encontrar:
Densidad : 7.85 𝑔𝑟/𝑐𝑚3
Conductividad térmica : 52 𝑊/(𝑚 ∙ ℃)
Calor específico : 460 𝐽/(𝐾𝑔 ∙ °𝐾)
Coeficiente de Poisson : 0.3
Los tratamientos térmicos a los cuales es sometido el acero AISI-SAE 1045 son los
siguientes:
Tabla 4 Diferentes tratamientos térmicos al acero AISI/SAE 1045.
TRATAMIENTO TERMICO TEMPERATURA °C MEDIO DE ENFRIAMIENTO
Forja 850 – 1100 Arena Seca
Normalizado 856 – 900 Aire
Recocido total 815 – 885 Horno
Recocido posterior al trabajo en frio 595 – 662 Horno Luego aire
Temple 815 - 870 Agua - Aceite
Revenido Aire
3.4.2 Aplicaciones
El aceros AISI-SAE 1045 se usa en la industria de la construcción y también como material
de ingeniería, es ampliamente utilizado para todas las aplicaciones industriales que
requieren más resistencia al desgaste y fuerza, sus aplicaciones es encuentran en la
fabricación de una gran variedad de tornillos, espárragos, bielas, pinzas hidráulicas y
carneros, cigüeñales, barras de torsión, engranajes, pasadores, ejes, una gran variedad de
clavijas, una variedad de rollos, postes, árboles, ejes y muchas otras piezas de metal, el
acero.
3.5 TRATAMIENTO TÉRMICO
Los tratamientos térmicos tienen como objetivo mejorar las propiedades y características
de los aceros, y consiste en calentar y mantener las piezas o herramientas de acero a
temperaturas adecuadas, durante un cierto tiempo, y enfriarlas luego en condiciones
35
convenientes. De esta forma se modifica la estructura microscópica de los aceros, se
verifican las transformaciones físicas y a veces existen también cambios en la composición
del metal.
3.5.1 Tratamiento normalizado
El normalizado es uno de los tratamientos térmicos más fáciles de efectuar. Se utiliza lo
mismo para piezas fundidas, forjadas o mecanizadas; sirve para afinar la estructura y
eliminar las tensiones que suelen aparecer en la solidificación, forja o en otras operaciones
posteriores. Como el nombre indica, se da este tratamiento a los aceros para que den con
los constituyentes y características que puedan considerarse normales o propios de su
composición.20
La normalización del acero se lleva a cabo al calentar aproximadamente 37.77° C por
encima de la línea de temperatura crítica superior (𝐴𝑐1 o 𝐴𝑐𝑚) seguida por un enfriamiento
en aire quieto hasta la temperatura ambiente.
3.5.2 Tratamiento de Temple
Este es un proceso en el cual se incrementa a su máxima dureza al acero, la mayoría de
los aceros, con excepción de algunos tipos especiales, pueden ser endurecidos por
calentamiento a temperatura elevada y rápido enfriamiento posterior.
Los factores que influyen en este proceso, es la temperatura de calentamiento la cual se ve
afectada por la cantidad de carbono que contenga el acero y la velocidad de calentamiento
y de enfriamiento. Por lo tanto el nivel de dureza que se obtiene por el tratamiento térmico
depende de la velocidad del temple, del contenido de carbono y del tamaño de la pieza.
Normalmente la temperatura a la cual se trata de elevar la temperatura del acero, oscila en
los 1000 °C, para luego someterlo a enfriamientos rápidos o brucos y continuos en agua,
aceite o aire.
20 PEREZ PATIÑO, Juan. Tratamientos térmicos de los aceros. Monterrey, 1996, 76h. Trabajo de grado (Postgrado). Universidad Autónoma de Nueva León. Facultad de Ingeniería Mecánica y Eléctrica. Disponible en el catálogo en línea de la Biblioteca de la Universidad Autónoma de Nueva León <http://eprints.uanl.mx/1326/1/1020115008.PDF> (Citado 26 de abril de 2014).

36
La capacidad de un acero para transformarse en martensita durante el temple, depende de
la composición química del acero y se denomina templabilidad. Así para obtener aceros
martensíticos, en realidad, se pretende aumentar la dureza. El problema es que el acero
resultante será muy frágil y poco dúctil, porque existen altas tensiones internas.
Los tratamientos térmicos convencionales para producir aceros martensíticos suelen
consistir en enfriamientos rápidos y continuos, de un acero austenizado, en un medio de
temple, tal como agua, aceite o aire. Las propiedades óptimas de un acero templado se
consiguen solo si durante el tratamiento térmico de temple la muestra adquiere un alto
contenido en martensita; de lo contrario, si se forma perlita y/o bainita resulta otra
combinación de características mecánicas diferentes a las esperadas. Durante el
tratamiento térmico del temple es posible enfriar la muestra a velocidad uniforme, aunque
la superficie siempre se enfría más deprisa que el interior. Por lo tanto, la austenita se
transforma en un tramo de temperatura, obteniendo una posible variación de
microestructuras y propiedades.
El tiempo y la temperatura son los factores principales para producir un tratamiento térmico
adecuado, el cual produzca una microestructura martensítica a lo largo y ancho de la
sección de la pieza, y también dependen de la composición de la aleación, el tipo y carácter
del medio de temple, y el tamaño y la forma de la pieza.
3.5.3 Tratamiento intercrítico
Los tratamientos intercríticos que se utilizan con aceros de bajo o medio contenido en
carbono, se basan en calentar el acero hasta alcanzar la región bifásica donde coexisten la
ferrita y la austenita. A medida que se aumenta la temperatura del tratamiento se incrementa
la proporción de austenita; en un tratamiento intercrítico la temperatura de la cual es
templado el acero debe estar por encima de 𝐴𝑐1, pero por debajo de 𝐴𝑐3.
Cuando un acero de bajo contenido en carbono se calienta hasta la región intercrítica y
luego se enfría rápidamente, la austenita se convierte en martensita y la microestructura
final resultante es una mezcla de ferrita, con una alta densidad de dislocaciones, y
martensita (en ocasiones también aparece una pequeña proporción de austenita retenida).
Se necesita utilizar un medio de enfriamiento muy severo (agua) para formar martensita en
los aceros menos templables, sin embargo basta un enfriamiento al aire para lograr

37
transformar la austenita en martensita en los aceros que presentan una cierta templabilidad,
ya que aunque se utilicen aceros de bajo carbono, el tratamiento intercrítico genera una
austenita con un contenido en carbono muy superior al medio del acero. Estos productos
también denominados aceros de fase dual unen una alta resistencia mecánica, promovida
por la presencia de martensita, con una buena ductilidad, conferida por la ferrita.21
Figura 4 Tratamiento intercrítico. Fuente: Tasan, Diehl, Yan, Bechtold, Roters. “An overview of dual-phase steels: Advances in microstructure-
oriented processing and micromechanically guided design”. 2015.
3.5.4 Tratamiento revenido
Los aceros después del temple suelen quedar demasiado duros y frágiles para los usos
que van a ser destinados. Para solucionar estos problemas se recurre al revenido. Este
21 BELZUNCE, F.J. Aceros y funciones: Estructuras, transformaciones, tratamientos térmicos y aplicaciones. Oviedo. Universidad de Oviedo, 2001. 203p.

38
tratamiento consiste en calentar el acero a una temperatura más baja que su temperatura
critica interior 𝐴𝑐1, enfriándolo luego generalmente al aire y otras veces en aceite o agua.
Así el objetivo primordial del revenido no es eliminar las características del material obtenido
mediante el temple, si no modificarlos, disminuyendo la dureza y resistencia, para aumentar
la tenacidad y de igual manera eliminar las tensiones internas, que siempre tienen los
aceros templados.
Figura 5 Temple y revenido en los aceros.
3.6 DUREZA
Se define dureza como la capacidad de un cuerpo para contrarrestar la penetración de otro
cuerpo; Cuanto mayor sea la resistencia a la deformación, más duro parece ser el cuerpo.
Sin embargo también existen variables que inciden en la dureza de un cuerpo, tal como la
velocidad con que se intenta realizar la penetración y la geometría del cuerpo que intenta
penetrar el otro. En un ensayo de dureza la herramienta con la cual se realiza la penetración
al material a testear se llama indentador.
De esta forma se amplía el concepto de dureza y se menciona como la deformación de un
material, el cual es sometido a un esfuerzo por medio de un indentador fabricado de un
39
material más duro, a partir de la deformación del material dada por el esfuerzo definido se
calcula un valor de dureza22.
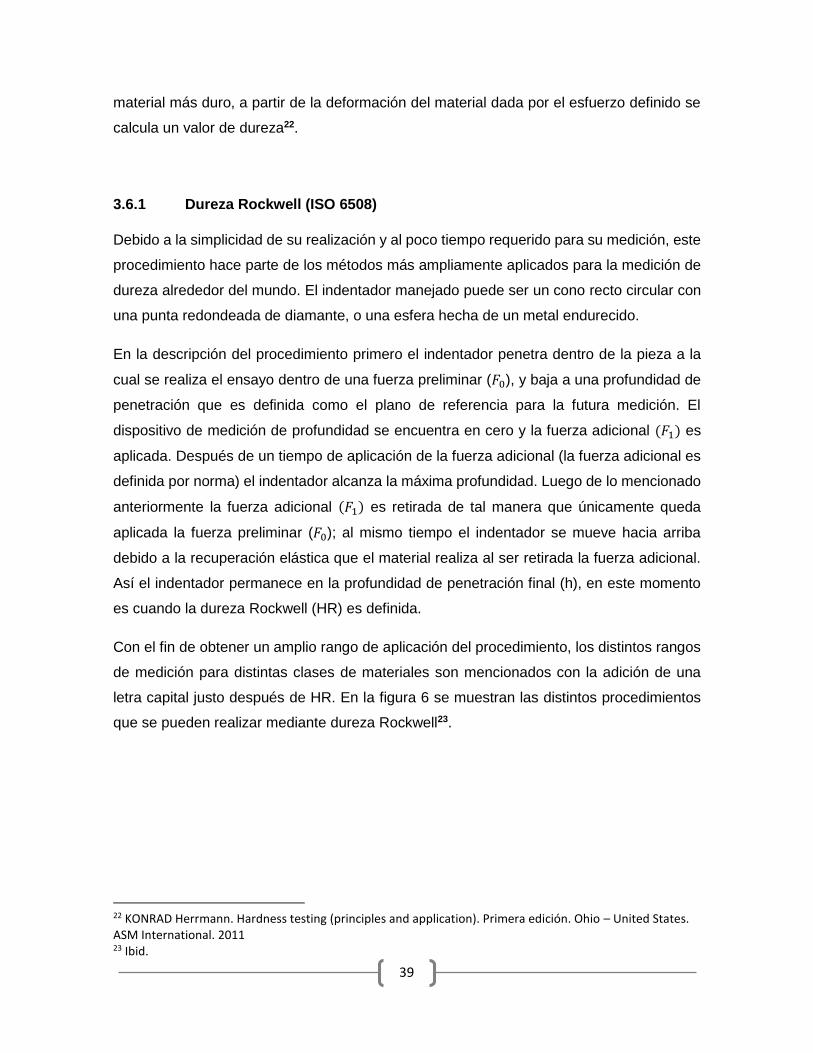
3.6.1 Dureza Rockwell (ISO 6508)
Debido a la simplicidad de su realización y al poco tiempo requerido para su medición, este
procedimiento hace parte de los métodos más ampliamente aplicados para la medición de
dureza alrededor del mundo. El indentador manejado puede ser un cono recto circular con
una punta redondeada de diamante, o una esfera hecha de un metal endurecido.
En la descripción del procedimiento primero el indentador penetra dentro de la pieza a la
cual se realiza el ensayo dentro de una fuerza preliminar (𝐹0), y baja a una profundidad de
penetración que es definida como el plano de referencia para la futura medición. El
dispositivo de medición de profundidad se encuentra en cero y la fuerza adicional (𝐹1) es
aplicada. Después de un tiempo de aplicación de la fuerza adicional (la fuerza adicional es
definida por norma) el indentador alcanza la máxima profundidad. Luego de lo mencionado
anteriormente la fuerza adicional (𝐹1) es retirada de tal manera que únicamente queda
aplicada la fuerza preliminar (𝐹0); al mismo tiempo el indentador se mueve hacia arriba
debido a la recuperación elástica que el material realiza al ser retirada la fuerza adicional.
Así el indentador permanece en la profundidad de penetración final (h), en este momento
es cuando la dureza Rockwell (HR) es definida.
Con el fin de obtener un amplio rango de aplicación del procedimiento, los distintos rangos
de medición para distintas clases de materiales son mencionados con la adición de una
letra capital justo después de HR. En la figura 6 se muestran las distintos procedimientos
que se pueden realizar mediante dureza Rockwell23.
22 KONRAD Herrmann. Hardness testing (principles and application). Primera edición. Ohio – United States. ASM International. 2011 23 Ibid.
40
Figura 6 Rango de procedimientos según dureza Rockwell.
3.7 CORROSIÓN
3.7.1 Definición
La palabra corrosión, se deriva del verbo en latín “Corrodere” que significa “roer”, esta se
puede definir como una reacción química o electroquímica entre un material, generalmente
un metal, y su entorno, que produce un deterioro del mismo material y sus propiedades. El
entorno se compone de la totalidad circundante en contacto con el material. Los principales
factores para describir el entorno son los siguientes: (a) El estado físico: gas, líquido o
sólido; (b) La composición química: constituyentes y concentraciones; y (c) la temperatura.
Puede haber otros factores pero estos son los más importantes y relevantes. En resumen,

41
el comportamiento a la corrosión del material depende del ambiente al que está sometido,
y la corrosividad de un entorno depende del material expuesto a ese entorno.24
3.7.2 Efectos de la corrosión
La corrosión diariamente, tiene efectos en el ser humano, tanto directos e indirectos, ya que
estos pueden afectar a la vida de servicio útil de nuestras posesiones e indirecta porque
afecta a los proveedores y productores de bienes y servicios, ya que estos diariamente
tienen que incurrir en costos debido a la corrosión, que luego son traslados al consumidor,
para no tener pérdidas de dinero. De igual manera la corrosión llega a afectar a muchos
elementos que podemos encontrarnos diariamente de forma repentina, como por ejemplo,
desplome de estructuras de estacionamientos y puentes, colapso de torres eléctricas,
daños en edificios, rompimiento de repente en barras de acero, etc. Pero lo más peligroso
de la corrosión es que esta se presenta más frecuentemente en grandes plantas
industriales, debido a su gran uso de acero. Así las consecuencias que acarrea la corrosión
son las siguientes:
Reemplazo del equipo corroído
Sobre diseños teniendo en cuenta la corrosión
Mantenimientos preventivos (Pintura)
Apagado del equipo, debido a un fallo por la corrosión
La contaminación de un producto
La pérdida de eficiencia (El sobre diseñó y la corrosión disminuyen la tasa de
transferencia de calor en los intercambiadores de calor)
La pérdida de producto valioso (Un recipiente que se ha corroído)
No se puede reutilizar el material corroído
Daños del equipo junto a los elementos que estén cerca del fallo por la corrosión
De igual manera hay otras consecuencias que son sociales. Estos pueden incluir los
siguientes aspectos:
Seguridad , por ejemplo, un fallo repentino puede causar un incendio , una
explosión, liberación de productos tóxicos , y el colapso de la construcción
24 DAVIS, J.R. Corrosion: Understanding the basics. Ohio: ASM international, 2000. 574 p.

42
Salud, por ejemplo, la contaminación por escape de producto desde equipos
corroídos o debido a una corrosión propia en el producto.
El agotamiento de los recursos naturales, incluidos los metales y los combustibles
que se utilicen para su fabricación
El material corroído no tiene muy buen aspecto para el ser humano.
Por último la corrosión llega a afectar a la economía, ya que cada 90 segundos, 1,000 kg
de acero se consumen debido a la corrosión en todo el mundo, en este sentido la corrosión
es el mayor consumidos de acero en el mundo, ya que aproximadamente el 20% de la
producción mundial de hierro y acero se pierde con la corrosión.
En el mundo la corrosión representa entre el 1% y el 5% del PIB de los países del mundo y
es más alta para los no industrializados. En el 2012, Colombia tuvo un PIB de USD 321,5
mil millones, la corrosión llego a representar el 4% del PIB, más o menos USD 13 mil
millones al año.25
3.7.3 Tipos de corrosión
La corrosión se puede presentar en formas muy diferentes. La clasificación se basa
generalmente en tres factores:
Naturaleza de la corrosión: La corrosión puede ser clasificado como " húmeda " o
“seca”. La primera puede formarse a causa de un líquido o una humedad, y la
corrosión seca usualmente se da por la reacción del material con gases a alta
temperatura.
Mecanismo de corrosión: Se trata de cualquiera de las reacciones químicas o
electroquímicas directas.
Apariencia del metal corroído: La corrosión se genera de forma uniforme y en el
metal se corroe a la misma velocidad en toda la superficie, o en algunos casos, se
puede localizar en solo zonas pequeñas áreas que se llegan a ver afectadas.
25 1𝑒𝑟Seminario de galvanizado en caliente: Corrosión una amenaza silenciosa. En: Asociación Nacional de Empresarios de Colombia (ANDI): Cámara de Fedemetal [En línea]. (2013) <http://www.andi.com.co/Archivos/file/Fedemetal/CONGRESO_GALVANIZADO/TallerFormativodeGalvanizacionporInmersionenCaliente-Modulo%204..pdf> (Citado 15 mayo de 2014).

43
También se pueden clasificar según el aspecto, que es particularmente útil en el análisis de
fallos, este se basa en la identificación de formas de corrosión por observación visual, ya
sea a simple vista o mediante ampliación por medio de instrumentos. La morfología de
ataque es la base para la clasificación. A continuación se enumeran y se da una breve
descripción de diez tipos de corrosión, que suelen ser los más comunes y se pueden
identificar con base en la apariencia del metal corroído26:
Corrosión uniforme: También conocido como corrosión de ataque uniforme, es el
tipo más común de la corrosión y es causada por una reacción química o
electroquímica que resulta en el deterioro de toda la superficie expuesta de un metal.
En última instancia, el metal se deteriora hasta el punto de falla.
La corrosión uniforme representa la mayor cantidad de destrucción de metales por
la corrosión, pero se considera como una forma segura de la corrosión, debido al
hecho de que es predecible, manejable y, a menudo se puede prevenir.
La corrosión localizada: A diferencia de la corrosión uniforme, la corrosión localizada
se dirige específicamente a un área de la estructura metálica.
La corrosión localizada se puede clasificar en tres tipos:
Picaduras: La corrosión por picadura sucede cuando un pequeño agujero, o
cavidad, se forma en el metal, por lo general como resultado de pasivación
de un área pequeña. Esta zona se convierte en anódica, mientras que la
parte del metal restante se convierte en catódica, produciendo una reacción
galvánica localizada. El deterioro de esta pequeña área penetra el metal y
puede conducir a la falla. Esta forma de corrosión es a menudo difícil de
detectar debido al hecho de que por lo general es relativamente pequeña y
puede ser cubierto y oculto por los compuestos producidos por la corrosión.
Corrosión de grieta: Es similar a la corrosión por picadura, la corrosión de
grieta se produce en un lugar específico. Este tipo de corrosión se asocia a
menudo con un micro entornó de estancamiento, como las que se
encuentran debajo de las juntas, arandelas y abrazaderas. Las condiciones
26 ASM International (The materials information society). Corrosion of weldments. Primera edición. Ohio – Estados Unidos. Editorial ASM International. 2006.
44
ácidas o el agotamiento del oxígeno en una grieta puede conducir a la
corrosión de grieta.
Corrosión filiforme: Ocurre en virtud de las superficies pintadas o chapados
cuando el agua rompe la capa, la corrosión filiforme comienza en pequeños
defectos en el recubrimiento y se extiende a causar debilidad estructural.
Corrosión galvánica: La corrosión galvánica o la corrosión de metales disimiles, se
produce cuando dos metales diferentes se encuentran juntos en un electrolito
corrosivo.
Se forma un par galvánico entre los dos metales, donde un metal se convierte en el
ánodo y el otro en el cátodo. El ánodo, o metal de sacrificio, corroe y se deteriora
más rápido a diferencia del cátodo, mientras que el cátodo se deteriora más
lentamente de lo que sería de otro modo. Tres condiciones deben existir para que
se produzca corrosión galvánica:
Metales electroquímicamente diferentes deben estar presentes
Los metales deben estar en contacto eléctrico, y
Los metales deben estar expuestos a un electrolito
Agrietamiento ambiental: Agrietamiento ambiental es un proceso de corrosión que
puede resultar de una combinación de condiciones ambientales que afectan al
metal. Química, temperatura y condiciones relacionadas con la falla pueden resultar
en los siguientes tipos de corrosión del medio ambiente:
Corrosión bajo tensión (SCC)
Fatiga por corrosión
Agrietamiento inducido por hidrógeno-
Fragilización del metal líquido
Corrosión asistida por flujo (FAC): La corrosión asistida por flujo, o corrosión de flujo
acelerado, suele aparecer cuando se disuelve o se retira por el viento o el agua una
capa protectora de óxido sobre una superficie de metal, exponiendo el metal
subyacente a corroerse más y deteriorarse:
Corrosión por erosión asistida
Compresión
45
Cavitación
Corrosión intergranular: La corrosión intergranular es un ataque químico o
electroquímico en los límites de grano de un metal. Esto ocurre a menudo debido a
las impurezas en el metal, que tienden a estar presentes en contenidos más altos
cerca de los límites de grano. Estos límites pueden ser más vulnerables a la
corrosión que el grueso del metal
Corrosión de Aleación: De aleación, o lixiviación selectiva, es la corrosión selectiva
de un elemento específico en una aleación. El tipo más común de corrosión de
aleación es de cincado de latón no estabilizada. El resultado de la corrosión en tales
casos es un cobre deteriorado y poroso.
Corrosión de contacto: La corrosión de contacto se produce como resultado de
varios ciclos, de peso y / o vibración en una superficie irregular y áspera. Esta
corrosión, se ve reflejada en grietas y ranuras, que se producen en la superficie.
Corrosión por fricción o contacto se encuentra a menudo en ensambles y cojinetes
de rotación, máquinas de impacto, en roscas, así como en las superficies expuestas
a la vibración durante el transporte.
Corrosión de alta temperatura: Los combustibles utilizados en las turbinas de gas,
motores diésel y de otros tipos de maquinaria, que contienen vanadio o sulfatos
pueden formar compuestos, durante la combustión, con un punto de fusión bajo.
Estos compuestos son muy corrosivos hacia aleaciones de metales normalmente
resistentes a altas temperaturas y la corrosión, incluyendo el acero inoxidable.
La corrosión de alta temperatura también puede ser causada por la alta temperatura
de oxidación, sulfuración y carbonización.
A continuación en la Figura 7 se muestran los diferentes tipos de corrosión.

46
Figura 7 Ilustración esquemática de las formas más comunes de corrosión.
3.7.4 Identificación de la corrosión
Existe gran variedad de métodos y análisis para realizar una debida identificación de la
corrosión, Paul Dillon junto a sus colaboradores decidió clasificar la corrosión dependiendo
de la apariencia del metal corroído, pero muchas veces no es suficiente poder identificar la
corrosión mediante métodos visuales, ya que el ojo humano, en varias ocasiones no
alcanza a percibir muy bien pequeños detalles, que pueden llegar a ser de valiosa
información para la identificación de esta misma. Por lo cual Paul Dillon, propone 8 formas
de corrosión y las categoriza en tres diferentes grupos para su identificación los cuales
son27:
Grupo I: Corrosión fácilmente identificable mediante una inspección visual
Grupo II: Corrosión que requiere de medios complementarios de examinación para
su identificación.
Grupo III: Corrosión identificable mediante una inspección de microscopia de un
tipo u otro.
27 PIERRE Robergo R. Corrosion engineering. New York – United States: McGraw-Hill Companies inc. Cap 6.2008.

47
En el grupo I se encuentra clasificada la corrosión uniforme, corrosión localizada y la
corrosión galvánica, en el grupo II se encuentra la corrosión asistida por flujo, la corrosión
intergranular y la corrosión de aleación y finalmente en el grupo III se encuentra la corrosión
de contacto y la corrosión de alta temperatura, como se puede observar en la Figura 8.
Figura 8 Clasificación e identificación por grupos de Paul Dillon.
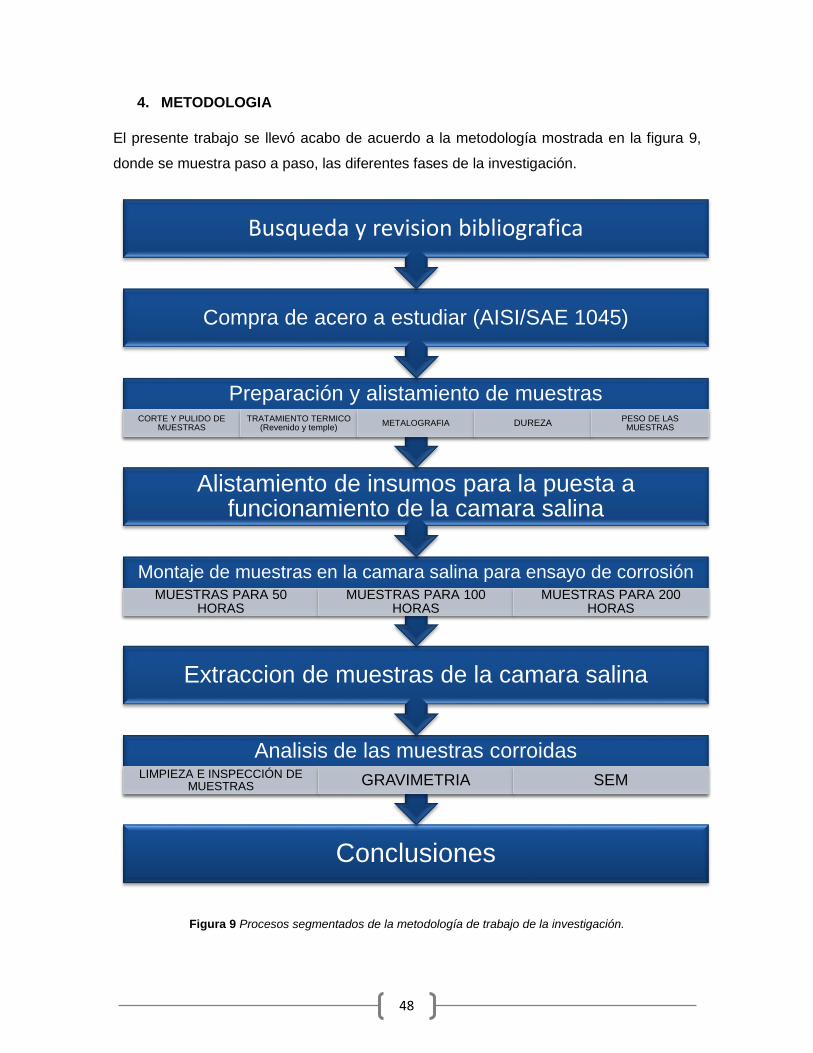
48
4. METODOLOGIA
El presente trabajo se llevó acabo de acuerdo a la metodología mostrada en la figura 9,
donde se muestra paso a paso, las diferentes fases de la investigación.
Figura 9 Procesos segmentados de la metodología de trabajo de la investigación.
Conclusiones
Analisis de las muestras corroidasLIMPIEZA E INSPECCIÓN DE
MUESTRAS GRAVIMETRIA SEM
Extraccion de muestras de la camara salina
Montaje de muestras en la camara salina para ensayo de corrosiónMUESTRAS PARA 50
HORASMUESTRAS PARA 100
HORASMUESTRAS PARA 200
HORAS
Alistamiento de insumos para la puesta a funcionamiento de la camara salina
Preparación y alistamiento de muestrasCORTE Y PULIDO DE
MUESTRASTRATAMIENTO TERMICO
(Revenido y temple)METALOGRAFIA DUREZA
PESO DE LAS MUESTRAS
Compra de acero a estudiar (AISI/SAE 1045)
Busqueda y revision bibliografica

49
4.1 Búsqueda y revisión bibliográfica
Se recopila y se selecciona información de diferentes fuentes como libros, artículos, páginas
web y tesis, de varios autores, sobre diferentes conceptos, normas, aplicaciones,
especificaciones, entre otras, relacionados con los diferentes tópicos en los cuales se
desarrolla ésta investigación, obteniendo así una amplia documentación con el fin de
conocer definiciones y tener la capacidad de interpretar los datos obtenidos durante la
investigación, buscando completar a cabalidad los objetivos previamente propuestos.
4.2 Acero a estudiar
El acero a estudiar es el AISI/SAE 1045, analizando una muestra del material se determinó
la composición química por medio de espectrometría de emisión óptica, cuyo resultado se
puede apreciar en la Tabla 5.
Tabla 5 Composición química en porcentajes del acero AISI/SAE 1045.
Cia. General de Aceros S.A Acero 1045
%C %Si %Mn %P %S %Cr %Mo %Ni %V %Al %W %N %As %Cu %Ti
0,449 0,102 0,657 0,015 0,025 0,21 0,043 0,12 0,004 0,005 0,008 0 0 0,125 0,002
El acero, es elaborado en china por la compañía Shenzhen Neworigin Special, y distribuido
por la Compañía General de aceros S.A con certificado de calidad ISO 9001, la cual certifica
la procedencia y la calidad de dicho metal. Sin embargo al acero comprado se le realizó un
estudio de composición química para constatar los datos dados por el fabricante.
4.2.1 Corte de muestras
Se elaboraron 30 probetas con forma plana rectangular, las cuales se diseñaron con las
dimensiones que se muestra en la tabla 6.
Tabla 6 Dimensiones de las muestras.
Altura 3cm
Largo 5cm
Espesor 0,635cm
50
Fotografía 1 Muestra rectangular de acero AISI/SAE 1045.
4.2.2 Tratamiento térmico
Después de comprobar, los componentes químicos del acero, se procedió a calcular las
temperaturas intercríticas (AC1 Y AC3) zona conocida como de austenización parcial, con
la siguiente expresión28:
Ecuación 1 Temperatura intercrítica Ac1.
𝐴𝑐1 °𝐶 = 723 − 7.08 Mn + 37.7 Si + 18.1 Cr + 44.2 Mo + 8.95 Ni + 50.1 V + 21.7 Al
+ 3.18 W + 297 S − 830 N − 11.5 C Si − 14.0 Mn Si − 3.10 Si Cr
− 57.9 C Mo − 15.5 Mn Mo − 5.28 C Ni − 6.0 Mn Ni
+ 6.77 Si Ni – 0.80 Cr Ni – 27.4 C V + 30.8 Mo V
− 0.84 𝐶𝑟2 – 3.46 𝑀𝑜2 – 0.46 𝑁𝑖2 − 28 𝑉2 (1)
Cuando se realiza en un estado de austenización total la temperatura debe estar por encima
de A3 que se calcula de acuerdo con la siguiente ecuación29:
Ecuación 2 Temperatura intercrítica Ac3.
𝐴𝑐3 °𝐶 = 912 − 203 %C + 15.2[%Ni] + 44.7[%Si] + 104[%V] + 31.5[%Mo] + 13.1[%W]
− 30[%Mn] − 11[%Cr] − 20[%Cu] + 700[%P] + 400[%Al] + 120 %As
+ 400[%Ti] (2)
Después de realizar los cálculos pertinentes, remplazando en las ecuaciones con los
componentes del acero AISI/SAE 1045 se obtienen las temperaturas que se muestran en
la Tabla 7.
28 Gur. J, P. J. (2009). Handbook of thermal modeling process. IFHTSE. 29 Ibid.
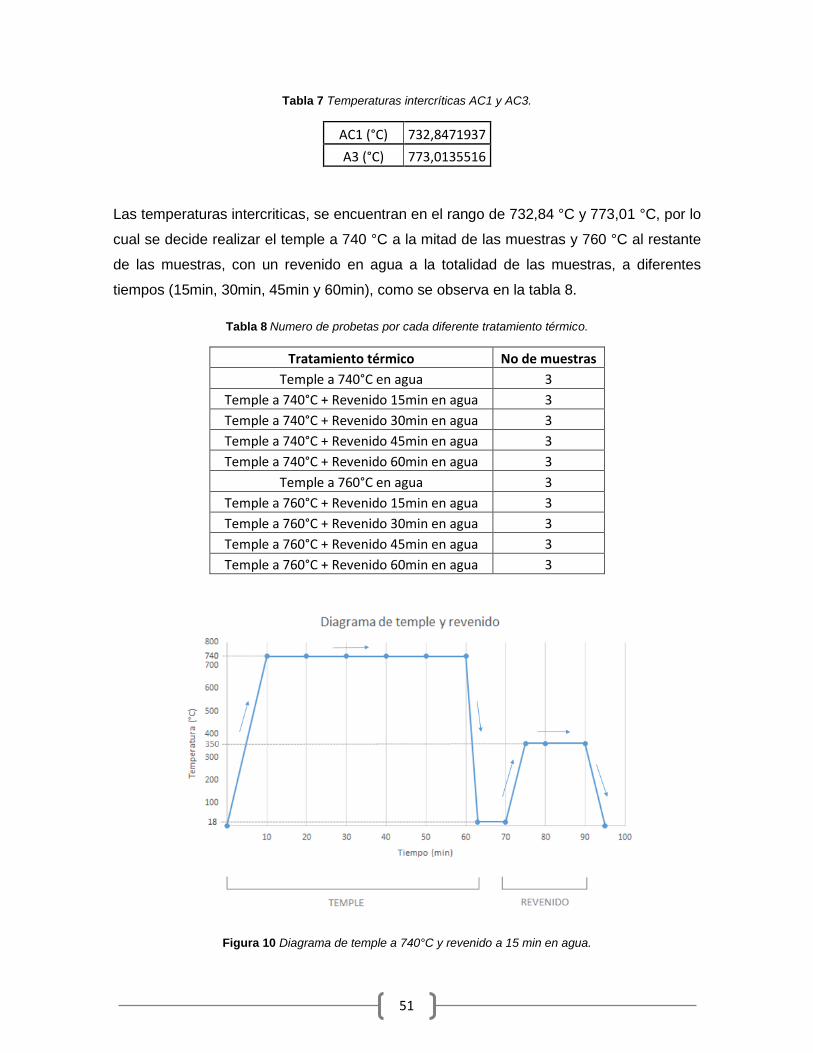
51
Tabla 7 Temperaturas intercríticas AC1 y AC3.
AC1 (°C) 732,8471937
A3 (°C) 773,0135516
Las temperaturas intercriticas, se encuentran en el rango de 732,84 °C y 773,01 °C, por lo
cual se decide realizar el temple a 740 °C a la mitad de las muestras y 760 °C al restante
de las muestras, con un revenido en agua a la totalidad de las muestras, a diferentes
tiempos (15min, 30min, 45min y 60min), como se observa en la tabla 8.
Tabla 8 Numero de probetas por cada diferente tratamiento térmico.
Tratamiento térmico No de muestras
Temple a 740°C en agua 3
Temple a 740°C + Revenido 15min en agua 3
Temple a 740°C + Revenido 30min en agua 3
Temple a 740°C + Revenido 45min en agua 3
Temple a 740°C + Revenido 60min en agua 3
Temple a 760°C en agua 3
Temple a 760°C + Revenido 15min en agua 3
Temple a 760°C + Revenido 30min en agua 3
Temple a 760°C + Revenido 45min en agua 3
Temple a 760°C + Revenido 60min en agua 3
Figura 10 Diagrama de temple a 740°C y revenido a 15 min en agua.
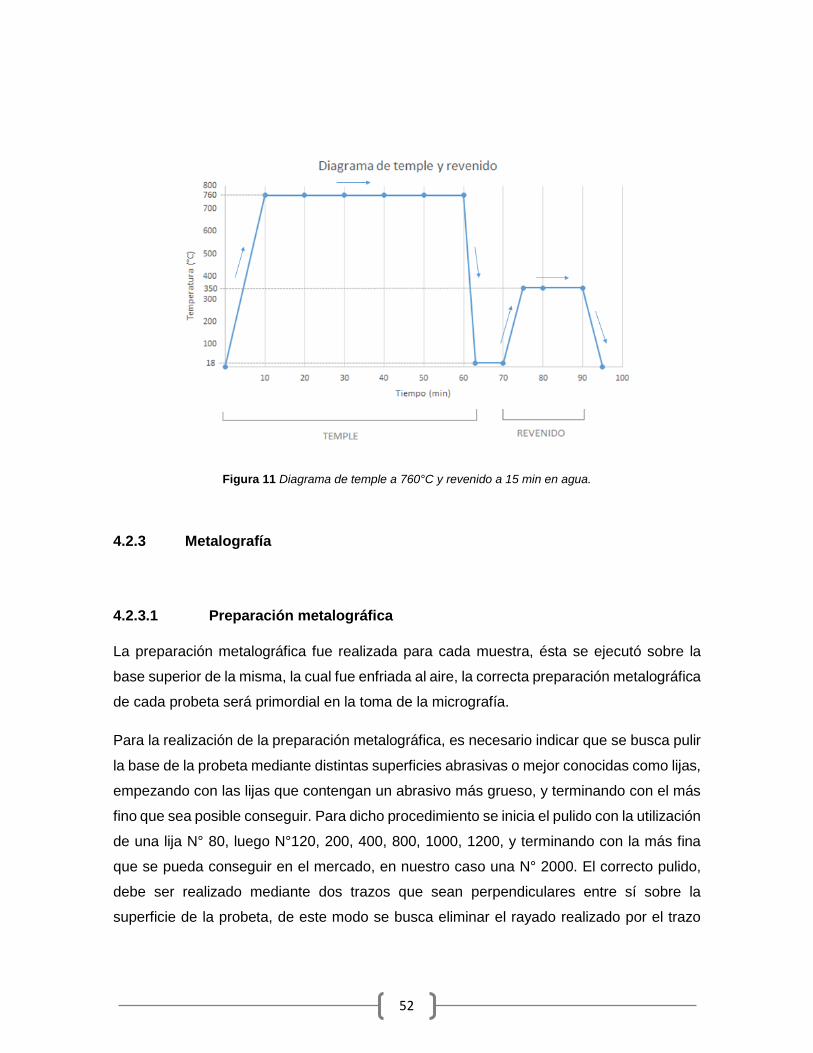
52
Figura 11 Diagrama de temple a 760°C y revenido a 15 min en agua.
4.2.3 Metalografía
4.2.3.1 Preparación metalográfica
La preparación metalográfica fue realizada para cada muestra, ésta se ejecutó sobre la
base superior de la misma, la cual fue enfriada al aire, la correcta preparación metalográfica
de cada probeta será primordial en la toma de la micrografía.
Para la realización de la preparación metalográfica, es necesario indicar que se busca pulir
la base de la probeta mediante distintas superficies abrasivas o mejor conocidas como lijas,
empezando con las lijas que contengan un abrasivo más grueso, y terminando con el más
fino que sea posible conseguir. Para dicho procedimiento se inicia el pulido con la utilización
de una lija N° 80, luego N°120, 200, 400, 800, 1000, 1200, y terminando con la más fina
que se pueda conseguir en el mercado, en nuestro caso una N° 2000. El correcto pulido,
debe ser realizado mediante dos trazos que sean perpendiculares entre sí sobre la
superficie de la probeta, de este modo se busca eliminar el rayado realizado por el trazo

53
anterior, y dicho rayado será cada vez menos rustico a medida que progresivamente
utilicemos lijas más finas.
Esta acción de pulido se ejecuta en húmedo, ya que antes y durante la operación se mojaba
la probeta, evitando de este modo el calor generado por la fricción del acero con los
abrasivos de la lija, y así mantener una misma fase en el material. El pulido busca que la
superficie de la probeta quede plana y sin relieve, lo cual puede generar una micrografía
defectuosa.
Una vez realizado el pulido con las lijas y que no se observen ralladuras muy profundas
sobre la superficie de la probeta, se procede a usar la pulidora ubicada en el laboratorio de
metalografía de la Universidad Distrital Francisco José de Caldas que se ilustra en la
fotografía 1 , en donde se realiza un pulido mucho más fino, mediante un paño suave,
buscando que se genere una superficie denominada de espejo sobre la superficie de cada
probeta, dicho terminado de espejo sugiere que se realizó un buen pulido sobre la probeta.
Fotografía 2 Pulidora marca Metkon modelo Forcipol 2V ubicada en el laboratorio de metalografía de la Universidad Distrital Francisco José de Caldas.
Una vez se obtenga ésta superficie que simula un espejo, se realizó el ataque químico con
Nital, la cual es una solución homogénea de proporciones de 95% alcohol y 5% de ácido
nítrico (los insumos para el ataque químico se ilustran en la fotografía 3) .

54
Fotografía 3 Insumos para realizar el ataque químico a las muestras. A) Nital, alcohol y papel higiénico. B) Vidrio de reloj para el nital y alcohol. C) Nital (HNO 3.5%).
4.2.3.2 Toma micrográfica
Para la toma de una adecuada foto micrográfica, es imprescindible haber realizado
anteriormente una apta preparación metalográfica, con la cual se habrán pulido todos los
rayones superficiales de cada probeta. Para dicha toma se utilizó el microscopio
metalográfico de la Universidad Distrital Francisco José de Caldas empleando un aumento
X500 y X1000, obteniendo de este modo áreas en donde se pueden visualizar los
componentes microscópicos del acero, como se muestran en las siguientes imágenes.

55
Fotografía 4 Foto de la estructura micrográfica de una muestra con temple a 740°C (X500).
Fotografía 5 Foto de la estructura micrográfica de una muestra con temple a 740°C + revenido de 15min (X500).

56
Fotografía 6 Foto de la estructura micrográfica de una muestra con temple a 740°C + revenido de 30min (X500).
Fotografía 7 Foto de la estructura micrográfica de una muestra con temple a 740°C + revenido de 45min (X500).
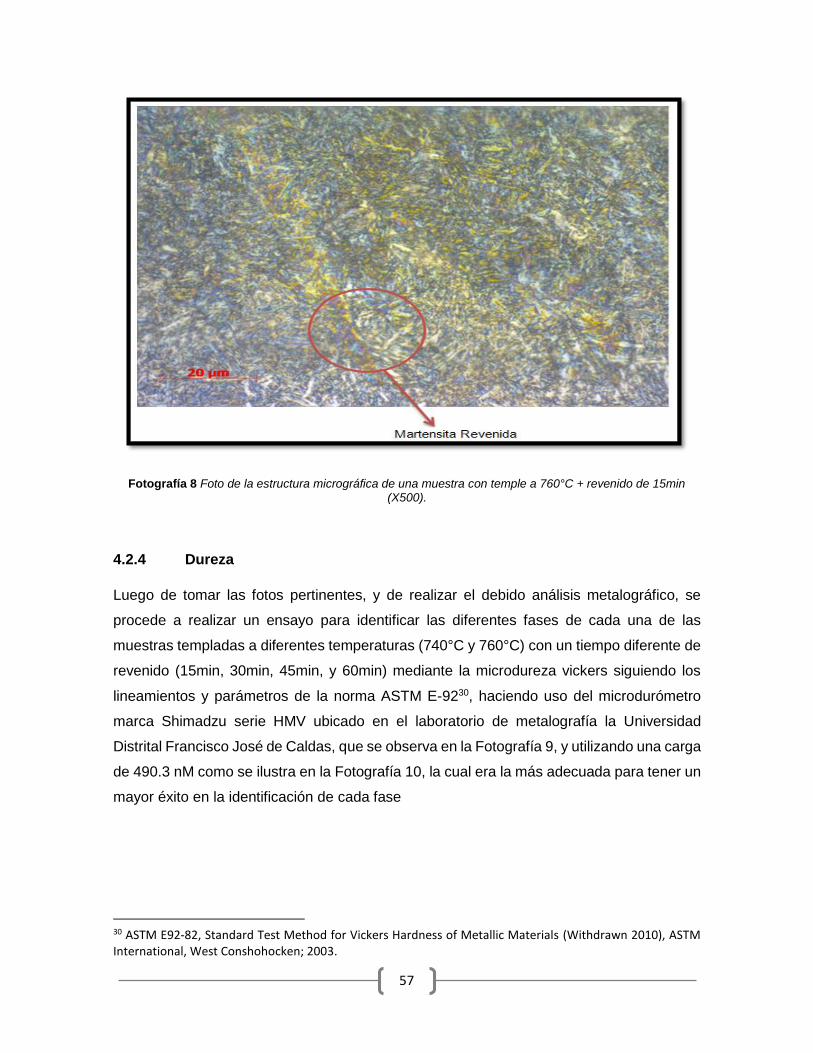
57
Fotografía 8 Foto de la estructura micrográfica de una muestra con temple a 760°C + revenido de 15min (X500).
4.2.4 Dureza
Luego de tomar las fotos pertinentes, y de realizar el debido análisis metalográfico, se
procede a realizar un ensayo para identificar las diferentes fases de cada una de las
muestras templadas a diferentes temperaturas (740°C y 760°C) con un tiempo diferente de
revenido (15min, 30min, 45min, y 60min) mediante la microdureza vickers siguiendo los
lineamientos y parámetros de la norma ASTM E-9230, haciendo uso del microdurómetro
marca Shimadzu serie HMV ubicado en el laboratorio de metalografía la Universidad
Distrital Francisco José de Caldas, que se observa en la Fotografía 9, y utilizando una carga
de 490.3 nM como se ilustra en la Fotografía 10, la cual era la más adecuada para tener un
mayor éxito en la identificación de cada fase
30 ASTM E92-82, Standard Test Method for Vickers Hardness of Metallic Materials (Withdrawn 2010), ASTM International, West Conshohocken; 2003.

58
.
Fotografía 9 Microdurómetro marca Shimadzu serie HMV del laboratorio de metalografía de la Universidad Distrital Francisco José de Caldas.
Fotografía 10 Pantalla LED del microdurómetro, donde se aprecia la carga a la cual se someten las muestras para realizar el ensayo.
4.2.4.1 Dureza en probetas con temple a 740°C
El ensayo de microdureza fue realizado con el fin de distinguir las distintas fases que se
observan en la micrografía, sin embargo para obtener datos de la dureza general del
material una vez templado y revenido se recurrió a un ensayo de dureza Rockwell en el
cual se hizo uso de un indentador cónico de diamante, al cual se aplica una carga total de
150 Kgf (HRC); no obstante para mayor practicidad todas las medidas tomadas se
mencionan en su respectiva equivalencia a dureza Vickers (HV). Este es un procedimiento
algo sencillo, por lo cual se realiza una toma de 5 medidas o datos, por cada muestra
templada a 740°C con diferentes tiempos de revenido, para finalmente realizar un promedio
y así obtener un valor más exacto de la prueba, como se muestra en las Tablas 9, 10, 11,
12 y 13.
Tabla 9 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C en agua.
Probeta templada a 740 °C Promedio total (HV) 407,8
1 2
410 403
407 384
409 431
407 404
417 406
Promedio (HV) 410 405,6

59
Tabla 10 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C + Revenido 15 min en
agua.
Probeta templada a 740 °C y revenido x 15 min Promedio total (HV) 263.73
1 2 3
240 268 251
240 280 268
265 279 263
261 272 261
261 274 273
Promedio (HV) 253,4 274,6 263,2
Tabla 11 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C + Revenido 30 min en agua.
Probeta templada a 740 °C y revenido x 30 min Promedio Total (HV) 253,1
1 2 3
275 231 249
266 248 246
252 250 246
267 250 246
269 250 251
Promedio (HV) 265,8 245,8 247.6
Tabla 12 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C + Revenido 45min en agua.
Probeta templada a 740 °C y revenido x 45 min Promedio Total (HV) 246,8
1 2 3
246 246 224
256 257 250
256 259 228
249 257 236
255 246 237
Promedio (HV) 252,4 253 235

60
Tabla 13 Tabla de datos para el ensayo de dureza de la muestra templada a 740°C + Revenido 60min en
agua.
Probeta templada a 740 °C y revenido x 60 min Promedio Total (HV) 245,3
1 2 3
250 245 245
242 242 242
251 245 250
242 244 245
242 253 242
Promedio (HV) 245,4 245,8 244,8
4.2.4.2 Dureza en probetas con temple a 760°C
Como se menciona anteriormente, se realiza una toma de 5 medidas o datos , por cada
muestra templada a 760°C con diferentes tiempos de revenido, para finalmente realizar un
promedio y así obtener un valor más exacto, como se muestra en las Tablas 14, 15, 16, 17
y 18.
Tabla 14 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C en agua.
Probeta templada a 760 °C Promedio Total (HV) 413,6
1 2
402 403
401 419
403 404
398 424
424 458
Promedio (HV) 405,6 421,6
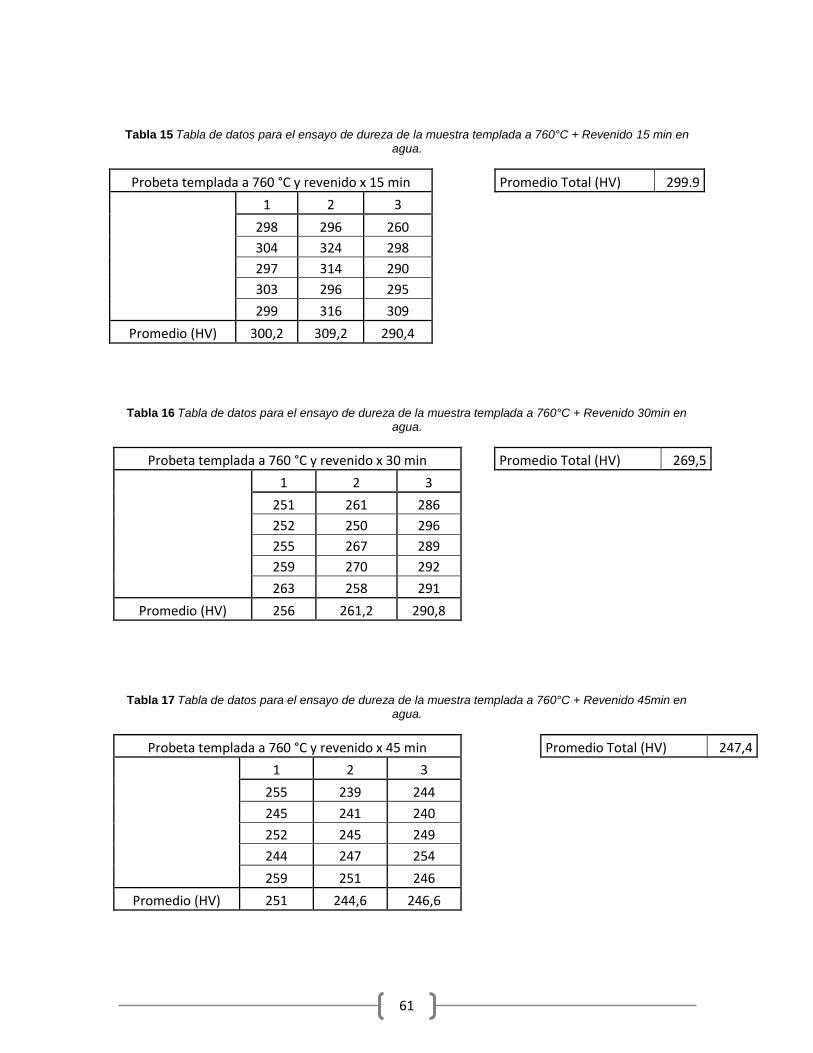
61
Tabla 15 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C + Revenido 15 min en
agua.
Probeta templada a 760 °C y revenido x 15 min Promedio Total (HV) 299.9
1 2 3
298 296 260
304 324 298
297 314 290
303 296 295
299 316 309
Promedio (HV) 300,2 309,2 290,4
Tabla 16 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C + Revenido 30min en agua.
Probeta templada a 760 °C y revenido x 30 min Promedio Total (HV) 269,5
1 2 3
251 261 286
252 250 296
255 267 289
259 270 292
263 258 291
Promedio (HV) 256 261,2 290,8
Tabla 17 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C + Revenido 45min en agua.
Probeta templada a 760 °C y revenido x 45 min Promedio Total (HV) 247,4
1 2 3
255 239 244
245 241 240
252 245 249
244 247 254
259 251 246
Promedio (HV) 251 244,6 246,6

62
Tabla 18 Tabla de datos para el ensayo de dureza de la muestra templada a 760°C + Revenido 15min en
agua.
Probeta templada a 760 °C y revenido x 60 min Promedio Total (HV) 231,1
1 (HRC) 2 (HRB) 3 (HRB)
255 189 187
256 225 217
259 221 244
268 222 226
253 239 216
Promedio (HV) 258,2 217,2 218
4.2.5 Peso de muestras
Se pesan las muestras en balanza analítica, ya clasificadas en las diferentes horas a las
cuales van a estar expuestas en el ensayo de corrosión, para posteriormente realizar el
análisis gravimétrico, los datos obtenidos se pueden observar en la siguiente tabla;
Tabla 19 Peso de las muestras antes de ser ingresadas a la cámara salina.
Tratamiento térmico Peso 50h Peso 100h Peso 200h
Temple a 740°C en agua 76,578 g 80,078 g 79,216 g
Temple a 740°C + Revenido 15min en agua 84,036 g 80,018 g 79,598 g
Temple a 740°C + Revenido 30min en agua 85,489 g 88,596 g 86,938 g
Temple a 740°C + Revenido 45min en agua 84,985 g 79,939 g 78,974 g
Temple a 740°C + Revenido 60min en agua 76,277 g 79,206 g 80,029 g
Temple a 760°C en agua 79,206 g 79,378 g 76,815 g
Temple a 760°C + Revenido 15min en agua 79,836 g 79,5 g 76,863 g
Temple a 760°C + Revenido 30min en agua 76,747 g 79,156 g 79,197 g
Temple a 760°C + Revenido 45min en agua 79,204 g 76,895 g 79,285 g
Temple a 760°C + Revenido 60min en agua 79,21 g 76,261 g 79,904 g
4.3 Ensayo de corrosión
El ensayo de niebla salina o pulverizado salino, es un ensayo el cual tiene como objetivo
simular en el laboratorio un ambiente corrosivo, para poder observar el comportamiento de
un metal o producto frente la corrosión. Se usó la norma ASTM B11731, para realizar el
ensayo de corrosión.
31 ASTM B117-73 Standard Method of Salt Spray (FOG) TESTING, ASTM International, West Conshohocken; 2011
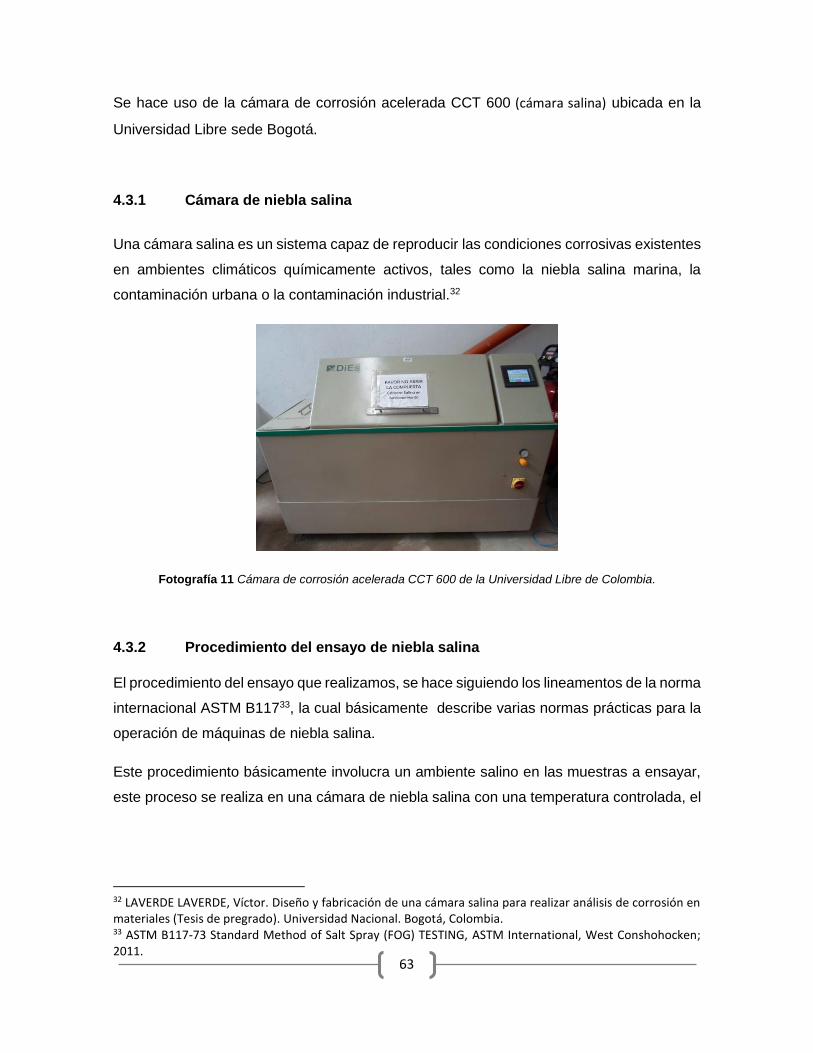
63
Se hace uso de la cámara de corrosión acelerada CCT 600 (cámara salina) ubicada en la
Universidad Libre sede Bogotá.
4.3.1 Cámara de niebla salina
Una cámara salina es un sistema capaz de reproducir las condiciones corrosivas existentes
en ambientes climáticos químicamente activos, tales como la niebla salina marina, la
contaminación urbana o la contaminación industrial.32
Fotografía 11 Cámara de corrosión acelerada CCT 600 de la Universidad Libre de Colombia.
4.3.2 Procedimiento del ensayo de niebla salina
El procedimiento del ensayo que realizamos, se hace siguiendo los lineamentos de la norma
internacional ASTM B11733, la cual básicamente describe varias normas prácticas para la
operación de máquinas de niebla salina.
Este procedimiento básicamente involucra un ambiente salino en las muestras a ensayar,
este proceso se realiza en una cámara de niebla salina con una temperatura controlada, el
32 LAVERDE LAVERDE, Víctor. Diseño y fabricación de una cámara salina para realizar análisis de corrosión en materiales (Tesis de pregrado). Universidad Nacional. Bogotá, Colombia. 33 ASTM B117-73 Standard Method of Salt Spray (FOG) TESTING, ASTM International, West Conshohocken; 2011.
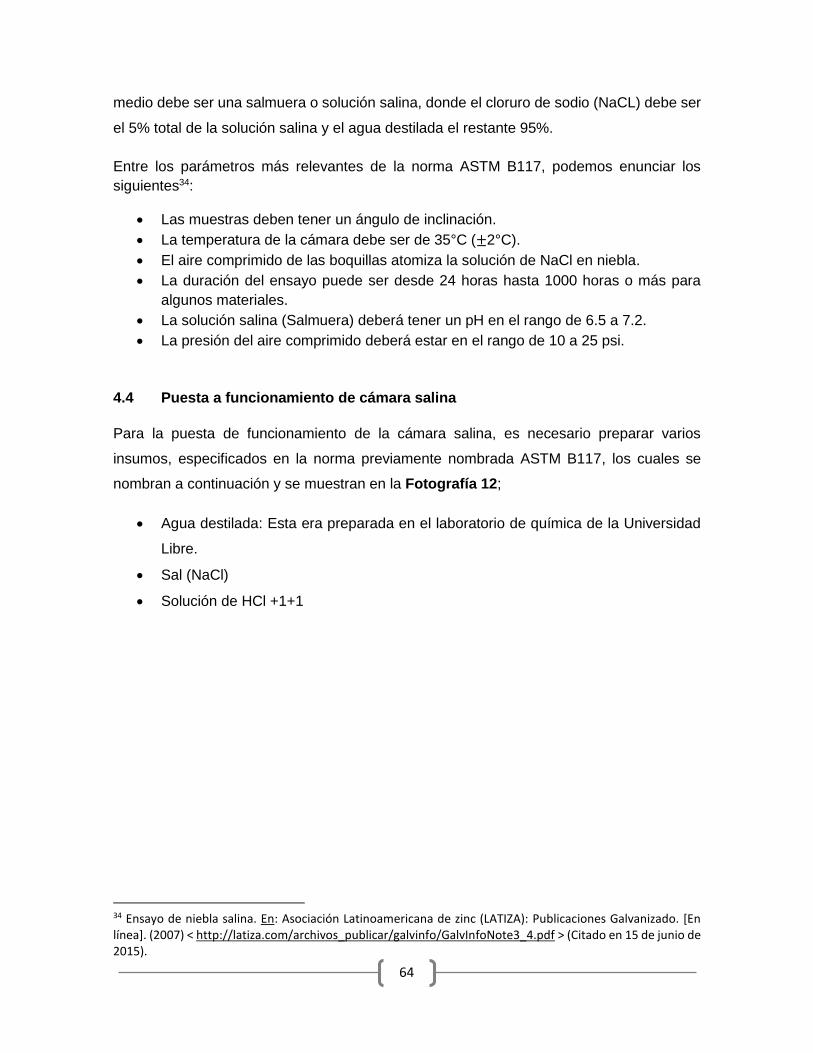
64
medio debe ser una salmuera o solución salina, donde el cloruro de sodio (NaCL) debe ser
el 5% total de la solución salina y el agua destilada el restante 95%.
Entre los parámetros más relevantes de la norma ASTM B117, podemos enunciar los
siguientes34:
Las muestras deben tener un ángulo de inclinación.
La temperatura de la cámara debe ser de 35°C (±2°C).
El aire comprimido de las boquillas atomiza la solución de NaCl en niebla.
La duración del ensayo puede ser desde 24 horas hasta 1000 horas o más para
algunos materiales.
La solución salina (Salmuera) deberá tener un pH en el rango de 6.5 a 7.2.
La presión del aire comprimido deberá estar en el rango de 10 a 25 psi.
4.4 Puesta a funcionamiento de cámara salina
Para la puesta de funcionamiento de la cámara salina, es necesario preparar varios
insumos, especificados en la norma previamente nombrada ASTM B117, los cuales se
nombran a continuación y se muestran en la Fotografía 12;
Agua destilada: Esta era preparada en el laboratorio de química de la Universidad
Libre.
Sal (NaCl)
Solución de HCl +1+1
34 Ensayo de niebla salina. En: Asociación Latinoamericana de zinc (LATIZA): Publicaciones Galvanizado. [En línea]. (2007) < http://latiza.com/archivos_publicar/galvinfo/GalvInfoNote3_4.pdf > (Citado en 15 de junio de 2015).
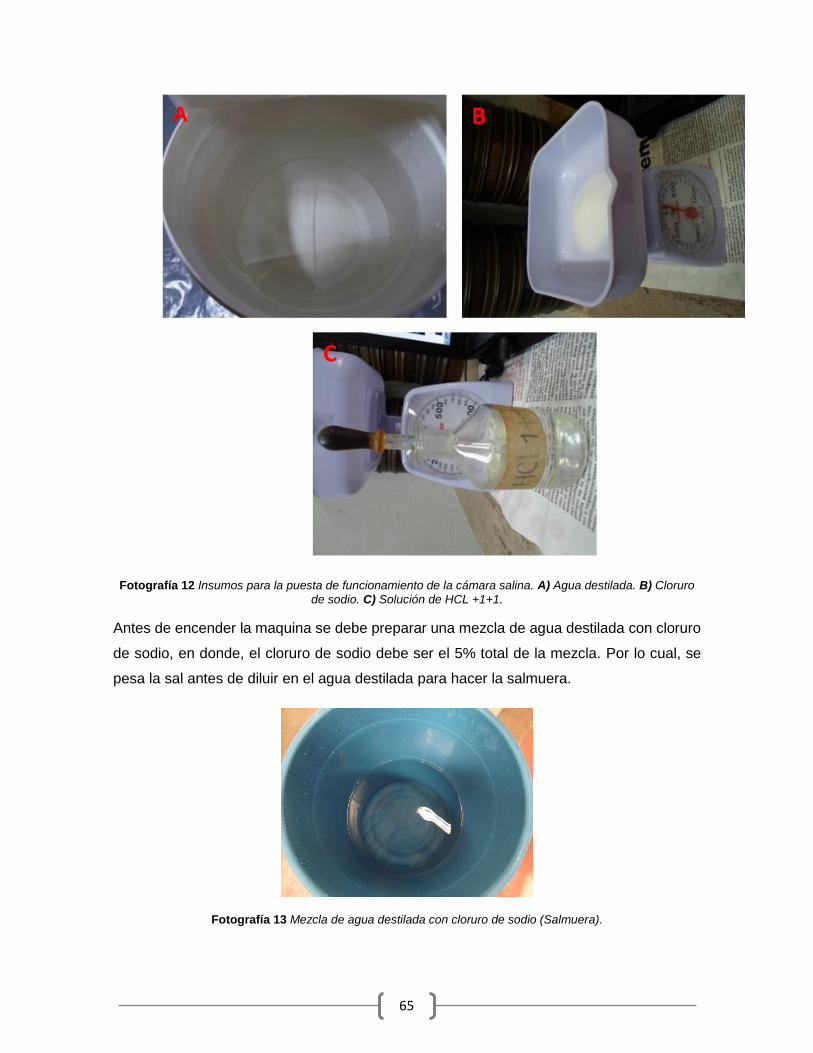
65
Fotografía 12 Insumos para la puesta de funcionamiento de la cámara salina. A) Agua destilada. B) Cloruro
de sodio. C) Solución de HCL +1+1.
Antes de encender la maquina se debe preparar una mezcla de agua destilada con cloruro
de sodio, en donde, el cloruro de sodio debe ser el 5% total de la mezcla. Por lo cual, se
pesa la sal antes de diluir en el agua destilada para hacer la salmuera.
Fotografía 13 Mezcla de agua destilada con cloruro de sodio (Salmuera).
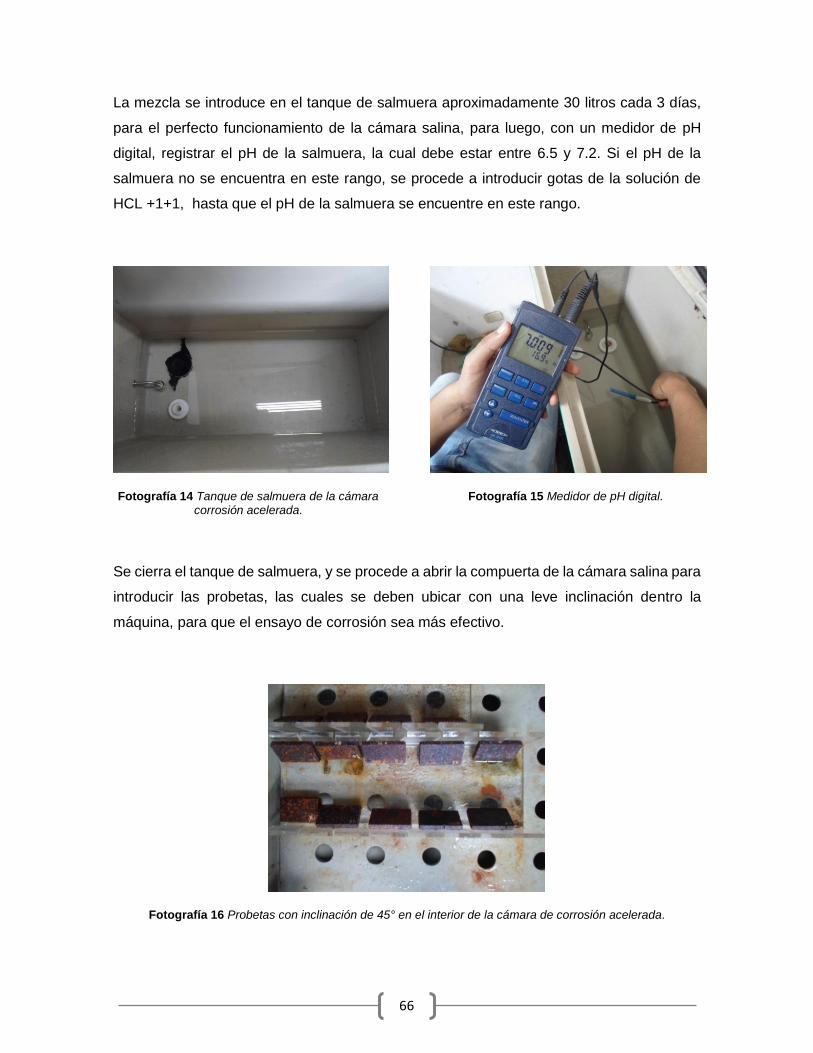
66
La mezcla se introduce en el tanque de salmuera aproximadamente 30 litros cada 3 días,
para el perfecto funcionamiento de la cámara salina, para luego, con un medidor de pH
digital, registrar el pH de la salmuera, la cual debe estar entre 6.5 y 7.2. Si el pH de la
salmuera no se encuentra en este rango, se procede a introducir gotas de la solución de
HCL +1+1, hasta que el pH de la salmuera se encuentre en este rango.
Fotografía 14 Tanque de salmuera de la cámara corrosión acelerada.
Fotografía 15 Medidor de pH digital.
Se cierra el tanque de salmuera, y se procede a abrir la compuerta de la cámara salina para
introducir las probetas, las cuales se deben ubicar con una leve inclinación dentro la
máquina, para que el ensayo de corrosión sea más efectivo.
Fotografía 16 Probetas con inclinación de 45° en el interior de la cámara de corrosión acelerada.

67
Se enciende la máquina, y se gradúa la presión del aire comprimido la cual debe estar en
el rango de 10 a 25 psi, según norma.
Fotografía 17 Manómetro indicando la presión del aire comprimido de la cámara de corrosión acelerada.
Por último, se programa la temperatura de la maquina a 35°C (±2°C), aproximadamente
la maquina alcanza esta temperatura 4 horas después, de haber sido encendida.
Fotografía 18 Pantalla led donde se pueden observar variables de la cámara de corrosión acelerada.
4.5 Montaje y extracción de probetas de la cámara de corrosión acelerada
Se decide realizar el ensayo de niebla salina o corrosión cada 50, 100 y 200 horas, para
tener datos suficientes para llevar a cabo la investigación.
Se ingresan las 30 probetas donde 10 probetas son destinadas para las 50 horas, otras 10
probetas destinadas a 100 horas, y por último, 10 probetas son destinadas para las 200

68
horas, a medida que la cámara de corrosión acelerada, nos indicaba el tiempo de corrosión
se iban retirando el lote de muestras.
Fotografía 19 Montaje de probetas en la cámara salina.
Fotografía 20 Seguimiento de las horas de exposición de las muestras.
Luego de que cada probeta, fue expuesta a sus tiempos de corrosión respectivos se retiran
para ser limpiadas con alcohol isopropílico y así remover todos los residuos de la corrosión
presentes en las probetas, para luego poder ser pesadas.
Fotografía 21 Extracción de probetas luego de
cumplir su tiempo de exposición al ensayo de corrosión.
Fotografía 22 Probetas limpiadas con alcohol
para remover residuos de corrosión.
4.6 Preparación y alistamiento de muestras
Se limpian las muestras con una bayetilla y alcohol para remover pequeños residuos de
corrosión y suciedad.

69
Fotografía 23 Muestra No 2 limpiada con alcohol.
Se seleccionan 6 muestras, para realizar el análisis de microestructura, de las cuales 2
muestras fueron expuestas a 100 horas de corrosión y las restante 4 fueron expuestas a
200 horas. De igual manera se seleccionan con diferentes tiempos de revenido y
temperatura de temple como se puede observar en la siguiente tabla.
Tabla 20 Tipos de muestras para el análisis de microestructura.
Tipo de muestra Tiempo de exposición a la
cámara salina
Muestra No 1 Temple a 740°C + Revenido 15min en agua 100 horas
Muestra No 2 Temple a 760°C + Revenido 15min en agua 100 horas
Muestra No 3 Temple a 740°C + Revenido 30min en agua 200 horas
Muestra No 4 Temple a 760°C + Revenido 30min en agua 200 horas
Muestra No 5 Temple a 740°C + Revenido 60min en agua 200 horas
Muestra No 6 Temple a 760°C + Revenido 60min en agua 200 horas
4.6.1 Corte de muestras
Las muestras son cortadas, en la maquina cortadora Metacut 250 que se encuentra en el
laboratorio de metalografía de la Universidad Distrital Francisco José de Caldas.

70
Fotografía 24 Cortadora Metacut 250 de la Universidad Distrital Francisco José de Caldas.
Se realiza un corte transversal a las muestras, dejándolas con nuevas dimensiones como
se muestra en la tabla 21.
Tabla 21 Dimensiones de muestras para analizar.
Altura 3cm
Largo 1 cm
Espesor 0,635cm
Fotografía 25 Muestra No 4 después de realizar un corte transversal.
Luego se realiza otro corte longitudinal, exactamente en el centro de las muestras para
tener dos muestras de la misma probeta y así tener más probabilidades de observar la
microestructura corroída, quedando finalmente con las dimensiones que se muestran en la
Tabla 22.

71
Tabla 22 Dimensiones de las muestras para analizar microestructura.
Altura 1,5cm x 2
Largo 1cm x 2
Espesor 0,635cm x 2
Fotografía 26 Muestra No 4, después de haber sido cortada por la mitad.
4.6.2 Encapsulación de muestras
Después de obtener dos muestras por cada probeta, se procede a encapsular las mismas
para tener un mejor manejo de estas, y mayor facilidad para ver su microestructura en los
microscopios.
Los materiales que se usan para el encapsulamiento se muestran a continuación en la
fotografía 27.
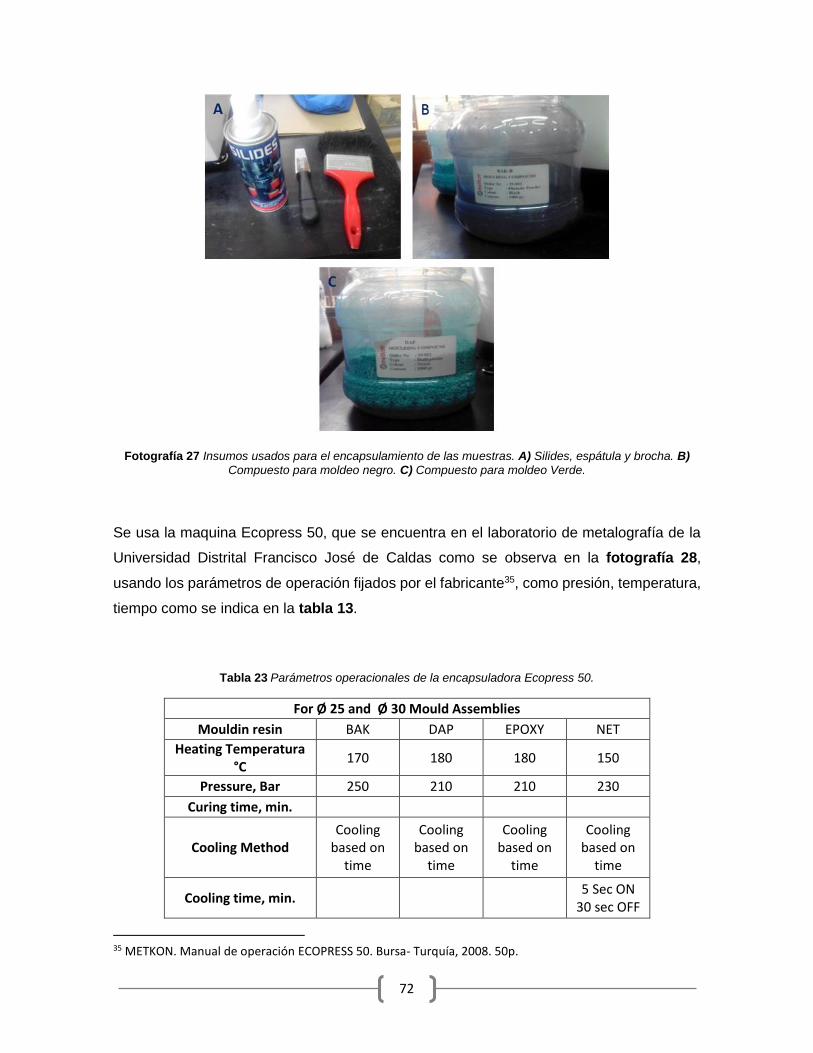
72
Fotografía 27 Insumos usados para el encapsulamiento de las muestras. A) Silides, espátula y brocha. B)
Compuesto para moldeo negro. C) Compuesto para moldeo Verde.
Se usa la maquina Ecopress 50, que se encuentra en el laboratorio de metalografía de la
Universidad Distrital Francisco José de Caldas como se observa en la fotografía 28,
usando los parámetros de operación fijados por el fabricante35, como presión, temperatura,
tiempo como se indica en la tabla 13.
Tabla 23 Parámetros operacionales de la encapsuladora Ecopress 50.
For Ø 25 and Ø 30 Mould Assemblies
Mouldin resin BAK DAP EPOXY NET
Heating Temperatura °C
170 180 180 150
Pressure, Bar 250 210 210 230
Curing time, min.
Cooling Method Cooling
based on time
Cooling based on
time
Cooling based on
time
Cooling based on
time
Cooling time, min. 5 Sec ON
30 sec OFF
35 METKON. Manual de operación ECOPRESS 50. Bursa- Turquía, 2008. 50p.

73
Fotografía 28 Maquina encapsuladora de la Universidad Distrital Francisco José de Caldas. A) Maquina encapsuladora marca Metkon, modelo Ecopress 50. B) Muestra No 1 luego de ser encapsulada. C) Vista
superior de la muestra No 2 luego de ser encapsulada.
Las dimensiones de las muestras encapsuladas se pueden observar en la Tabla 24.
Tabla 24 Dimensiones de la capsula para las diferentes muestras de acero AISI/SAE 1045.
Altura 2cm
Diámetro 3cm
4.6.3 Metalografía
4.6.3.1 Preparación metalográfica
Las muestras son preparadas de la misma manera que se enuncia anteriormente en el
literal 4.3.3.1 siguiendo los mismos lineamientos y procedimientos, puliendo la base con

74
varios números de lijas, hasta tener una superficie que simule un espejo para luego realizar
un ataque químico sobre la superficie la cual es una solución homogénea de 95% alcohol
y 5% Nital.
4.6.3.2 Toma micrográfica (probetas corroídas)
Para poder realizar un análisis metalográfico a la corrosión presente en las muestras
expuestas en la cámara salina, es de suma importancia que las muestras hubieran tenido
una impecable preparación metalográfica, para evitar al máximo los rallones superficiales
de las muestras, que puedan llegar a obstruir en la toma de fotos de las mismas. Para
realizar dicho análisis, se decide observar las seis muestras en el microscopio metalográfico
trinocular invertido, adicionalmente cuatro muestras que fueron expuestas a 200 horas en
la cámara salina se observan en un microscopio electrónico de barrido (MEB) como se
muestra en la tabla 25, ya que al tener un mayor tiempo de exposición en la cámara salina
se hace más evidente la corrosión, por lo cual, se es mas sencillo observar su
microestructura y con un mayor detalle.
Tabla 25 Tipo de microscopio usado en las diferentes muestras.
Tipo de muestra Tiempo de exposición
a la cámara salina Tipo de
microscopio
Muestra No 1 Temple a 740°C + Revenido 15min
en agua 100 horas
Microscopio metalográfico
Muestra No 2 Temple a 760°C + Revenido 15min
en agua 100 horas
Microscopio metalográfico
Muestra No 3 Temple a 740°C + Revenido 30min
en agua 200 horas
Microscopio metalográfico y
MEB
Muestra No 4 Temple a 760°C + Revenido 30min
en agua 200 horas
Microscopio metalográfico y
MEB
Muestra No 5 Temple a 740°C + Revenido 60min
en agua 200 horas
Microscopio metalográfico y
MEB
Muestra No 6 Temple a 760°C + Revenido 60min
en agua 200 horas
Microscopio metalográfico y
MEB

75
Se decide hacer uso del microscopio metalográfico trinocular invertido zeiss del laboratorio
de metalografía de la Universidad Distrital Francisco José de Caldas que se ilustra en la
Fotografía 29, empleando un aumento X200 y X500, obteniendo de este modo áreas en
donde se puede visualizar los componentes microscópicos del acero y de la corrosión.
Fotografía 29 Microscopio metalográfico trinocular invertido zeiss de la universidad Distrital Francisco José de Caldas.
De igual manera, se decide complementar usando el microscopio electrónico de barrido
(MEB) marca JEOL, modelo JSM 6490-LV que se muestra en la Fotografía 31, ubicado
en los laboratorios de microscopia de la Universidad de los Andes, empleando un aumento
X1000, X2000 y X5000, obteniendo áreas donde se pueda ver muy minuciosamente el
ataque corrosivo que sufrieron las muestras, para poder hacer un completo análisis
metalográfico de corrosión. Finalmente, se hace uso del MEB para determinar la
composición de una pequeña área de cada muestra, para poder ver la composición química
de cada muestra.
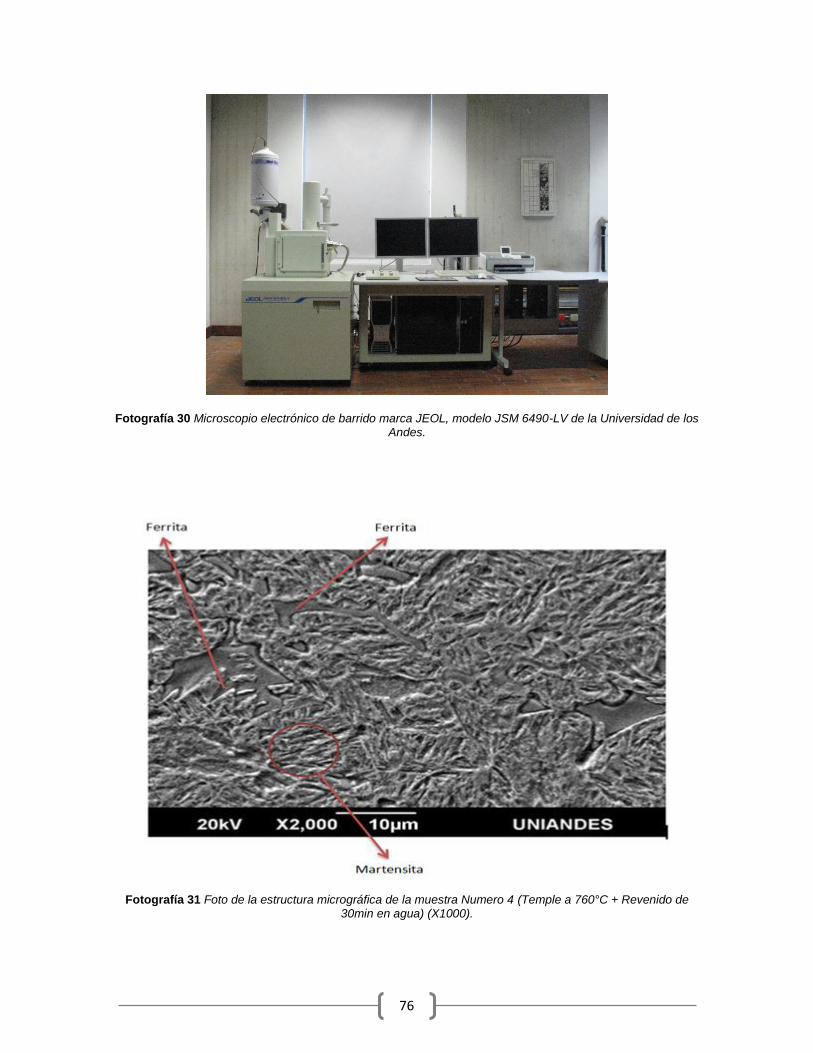
76
Fotografía 30 Microscopio electrónico de barrido marca JEOL, modelo JSM 6490-LV de la Universidad de los Andes.
Fotografía 31 Foto de la estructura micrográfica de la muestra Numero 4 (Temple a 760°C + Revenido de 30min en agua) (X1000).
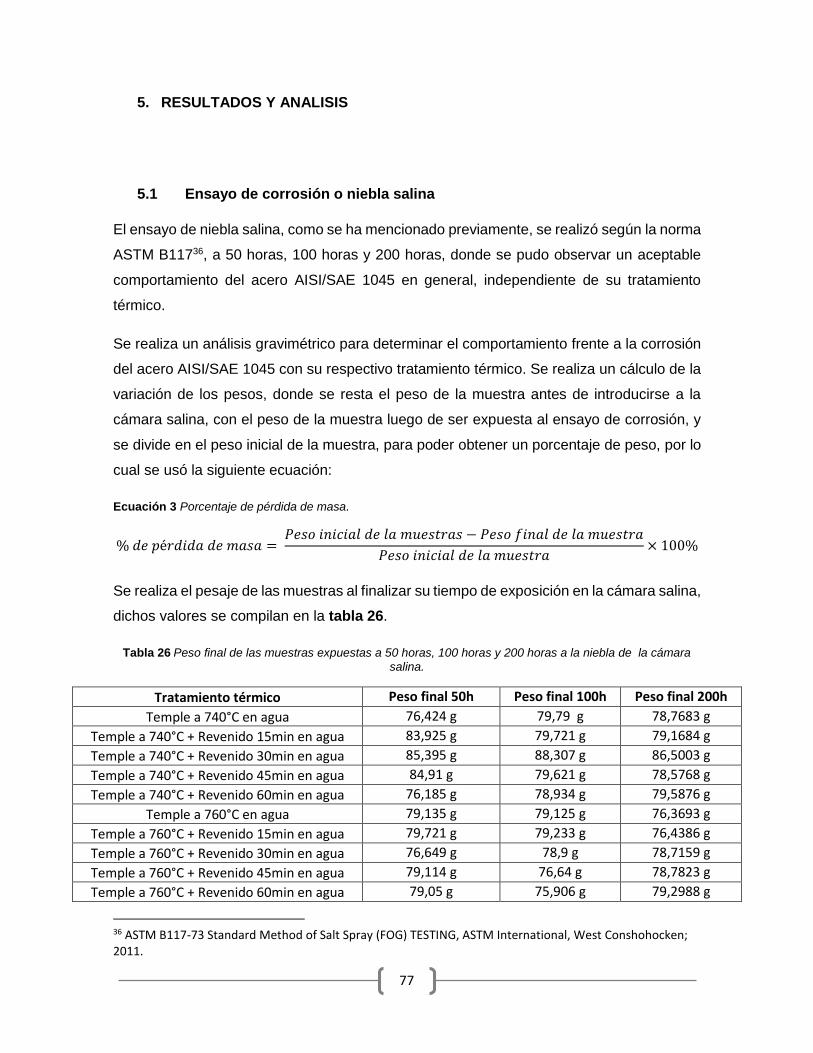
77
5. RESULTADOS Y ANALISIS
5.1 Ensayo de corrosión o niebla salina
El ensayo de niebla salina, como se ha mencionado previamente, se realizó según la norma
ASTM B11736, a 50 horas, 100 horas y 200 horas, donde se pudo observar un aceptable
comportamiento del acero AISI/SAE 1045 en general, independiente de su tratamiento
térmico.
Se realiza un análisis gravimétrico para determinar el comportamiento frente a la corrosión
del acero AISI/SAE 1045 con su respectivo tratamiento térmico. Se realiza un cálculo de la
variación de los pesos, donde se resta el peso de la muestra antes de introducirse a la
cámara salina, con el peso de la muestra luego de ser expuesta al ensayo de corrosión, y
se divide en el peso inicial de la muestra, para poder obtener un porcentaje de peso, por lo
cual se usó la siguiente ecuación:
Ecuación 3 Porcentaje de pérdida de masa.
% 𝑑𝑒 𝑝é𝑟𝑑𝑖𝑑𝑎 𝑑𝑒 𝑚𝑎𝑠𝑎 = 𝑃𝑒𝑠𝑜 𝑖𝑛𝑖𝑐𝑖𝑎𝑙 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎𝑠 − 𝑃𝑒𝑠𝑜 𝑓𝑖𝑛𝑎𝑙 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎
𝑃𝑒𝑠𝑜 𝑖𝑛𝑖𝑐𝑖𝑎𝑙 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎× 100%
Se realiza el pesaje de las muestras al finalizar su tiempo de exposición en la cámara salina,
dichos valores se compilan en la tabla 26.
Tabla 26 Peso final de las muestras expuestas a 50 horas, 100 horas y 200 horas a la niebla de la cámara
salina.
Tratamiento térmico Peso final 50h Peso final 100h Peso final 200h
Temple a 740°C en agua 76,424 g 79,79 g 78,7683 g
Temple a 740°C + Revenido 15min en agua 83,925 g 79,721 g 79,1684 g
Temple a 740°C + Revenido 30min en agua 85,395 g 88,307 g 86,5003 g
Temple a 740°C + Revenido 45min en agua 84,91 g 79,621 g 78,5768 g
Temple a 740°C + Revenido 60min en agua 76,185 g 78,934 g 79,5876 g
Temple a 760°C en agua 79,135 g 79,125 g 76,3693 g
Temple a 760°C + Revenido 15min en agua 79,721 g 79,233 g 76,4386 g
Temple a 760°C + Revenido 30min en agua 76,649 g 78,9 g 78,7159 g
Temple a 760°C + Revenido 45min en agua 79,114 g 76,64 g 78,7823 g
Temple a 760°C + Revenido 60min en agua 79,05 g 75,906 g 79,2988 g
36 ASTM B117-73 Standard Method of Salt Spray (FOG) TESTING, ASTM International, West Conshohocken; 2011.
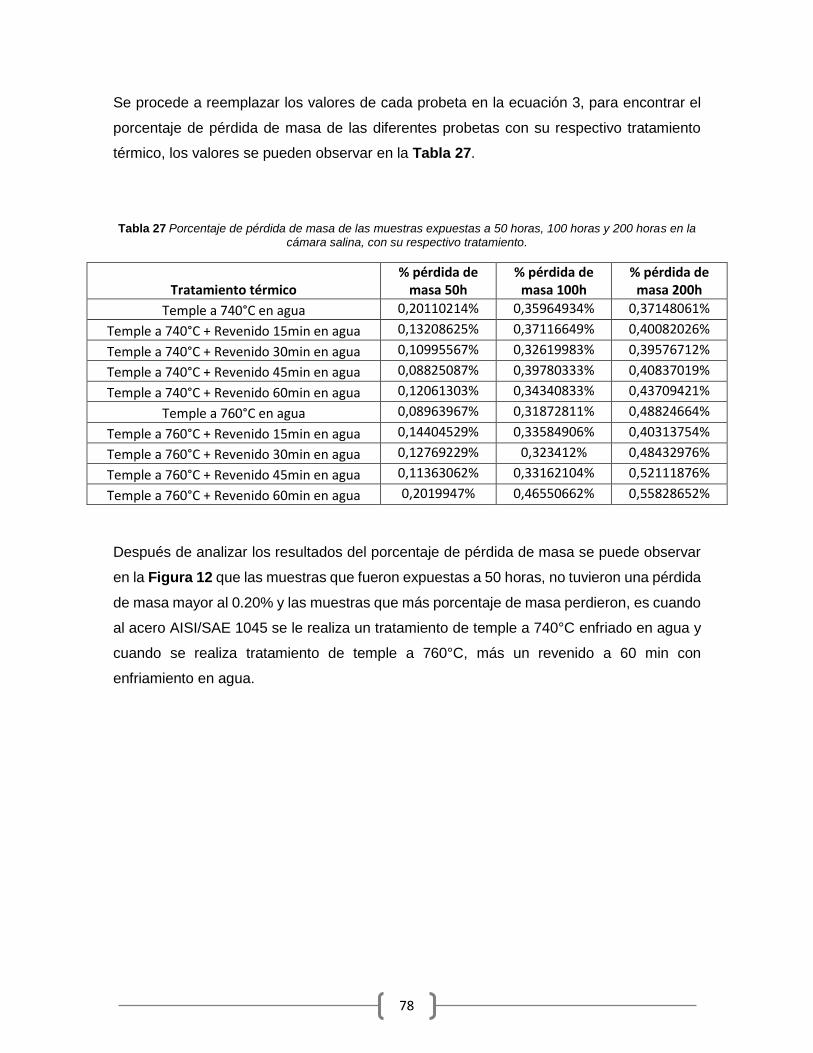
78
Se procede a reemplazar los valores de cada probeta en la ecuación 3, para encontrar el
porcentaje de pérdida de masa de las diferentes probetas con su respectivo tratamiento
térmico, los valores se pueden observar en la Tabla 27.
Tabla 27 Porcentaje de pérdida de masa de las muestras expuestas a 50 horas, 100 horas y 200 horas en la cámara salina, con su respectivo tratamiento.
Tratamiento térmico % pérdida de
masa 50h % pérdida de
masa 100h % pérdida de
masa 200h
Temple a 740°C en agua 0,20110214% 0,35964934% 0,37148061%
Temple a 740°C + Revenido 15min en agua 0,13208625% 0,37116649% 0,40082026%
Temple a 740°C + Revenido 30min en agua 0,10995567% 0,32619983% 0,39576712%
Temple a 740°C + Revenido 45min en agua 0,08825087% 0,39780333% 0,40837019%
Temple a 740°C + Revenido 60min en agua 0,12061303% 0,34340833% 0,43709421%
Temple a 760°C en agua 0,08963967% 0,31872811% 0,48824664%
Temple a 760°C + Revenido 15min en agua 0,14404529% 0,33584906% 0,40313754%
Temple a 760°C + Revenido 30min en agua 0,12769229% 0,323412% 0,48432976%
Temple a 760°C + Revenido 45min en agua 0,11363062% 0,33162104% 0,52111876%
Temple a 760°C + Revenido 60min en agua 0,2019947% 0,46550662% 0,55828652%
Después de analizar los resultados del porcentaje de pérdida de masa se puede observar
en la Figura 12 que las muestras que fueron expuestas a 50 horas, no tuvieron una pérdida
de masa mayor al 0.20% y las muestras que más porcentaje de masa perdieron, es cuando
al acero AISI/SAE 1045 se le realiza un tratamiento de temple a 740°C enfriado en agua y
cuando se realiza tratamiento de temple a 760°C, más un revenido a 60 min con
enfriamiento en agua.

79
Figura 12 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de pérdida de masa para 50 horas en cámara salina a la temperatura intercrítica de 740°C Y 760°C.
Se puede observar en la Figura 13 que las muestras que fueron expuestas a 100 horas, no
tuvieron una pérdida de masa mayor al 0.46% pero la mayoría de las muestras se
encuentran en el rango del 0.30% y 0.40%, la muestras que más porcentaje de masa perdió,
es cuando al acero AISI/SAE 1045 se le realiza un tratamiento de temple a 760°C más un
revenido a 60 min con enfriamiento en agua
0,00%
0,05%
0,10%
0,15%
0,20%
0,25%
Temple enagua
Temple +Revenido
15min en agua
Temple +Revenido
30min en agua
Temple +Revenido
45min en agua
Temple +Revenido
60min en agua
Po
rce
nta
je d
e m
asa
pe
rdid
a50 Horas
740°C
760°C
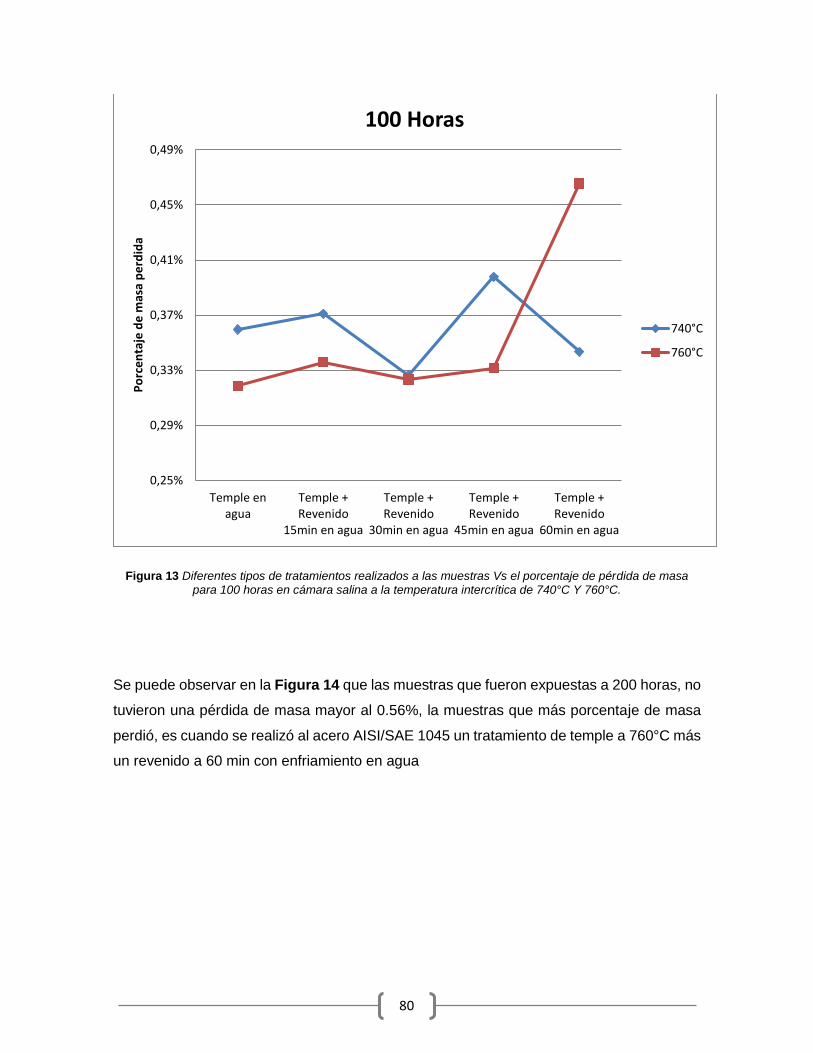
80
Figura 13 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de pérdida de masa para 100 horas en cámara salina a la temperatura intercrítica de 740°C Y 760°C.
Se puede observar en la Figura 14 que las muestras que fueron expuestas a 200 horas, no
tuvieron una pérdida de masa mayor al 0.56%, la muestras que más porcentaje de masa
perdió, es cuando se realizó al acero AISI/SAE 1045 un tratamiento de temple a 760°C más
un revenido a 60 min con enfriamiento en agua
0,25%
0,29%
0,33%
0,37%
0,41%
0,45%
0,49%
Temple enagua
Temple +Revenido
15min en agua
Temple +Revenido
30min en agua
Temple +Revenido
45min en agua
Temple +Revenido
60min en agua
Po
rce
nta
je d
e m
asa
pe
rdid
a100 Horas
740°C
760°C
81
Figura 14 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de pérdida de masa para 200 horas en cámara salina a la temperatura intercrítica de 740°C Y 760°C.
Se identifica que las probetas con temple a 740°C, sin importar el tiempo del revenido, o la
ausencia del mismo, cuando tienen un tiempo de exposición de 100 o 200 horas, en la
cámara salina, presentan un porcentaje de pérdida de masa muy parecido, como se puede
observar en la Figura 15.
0,30%
0,35%
0,40%
0,45%
0,50%
0,55%
0,60%
Temple enagua
Temple +Revenido
15min en agua
Temple +Revenido
30min en agua
Temple +Revenido
45min en agua
Temple +Revenido
60min en agua
Po
rce
nta
je d
e m
asa
pe
rdid
a200 Horas
740°C
760°C
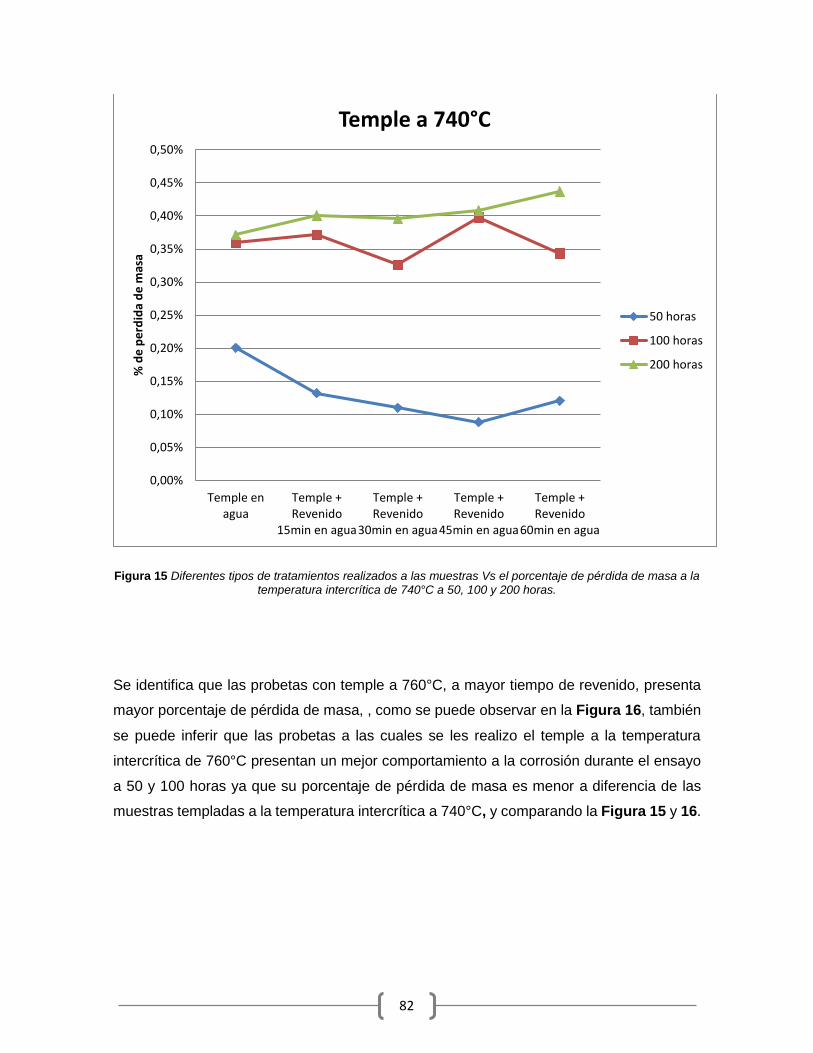
82
Figura 15 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de pérdida de masa a la temperatura intercrítica de 740°C a 50, 100 y 200 horas.
Se identifica que las probetas con temple a 760°C, a mayor tiempo de revenido, presenta
mayor porcentaje de pérdida de masa, , como se puede observar en la Figura 16, también
se puede inferir que las probetas a las cuales se les realizo el temple a la temperatura
intercrítica de 760°C presentan un mejor comportamiento a la corrosión durante el ensayo
a 50 y 100 horas ya que su porcentaje de pérdida de masa es menor a diferencia de las
muestras templadas a la temperatura intercrítica a 740°C, y comparando la Figura 15 y 16.
0,00%
0,05%
0,10%
0,15%
0,20%
0,25%
0,30%
0,35%
0,40%
0,45%
0,50%
Temple enagua
Temple +Revenido
15min en agua
Temple +Revenido
30min en agua
Temple +Revenido
45min en agua
Temple +Revenido
60min en agua
% d
e p
erd
ida
de
mas
aTemple a 740°C
50 horas
100 horas
200 horas
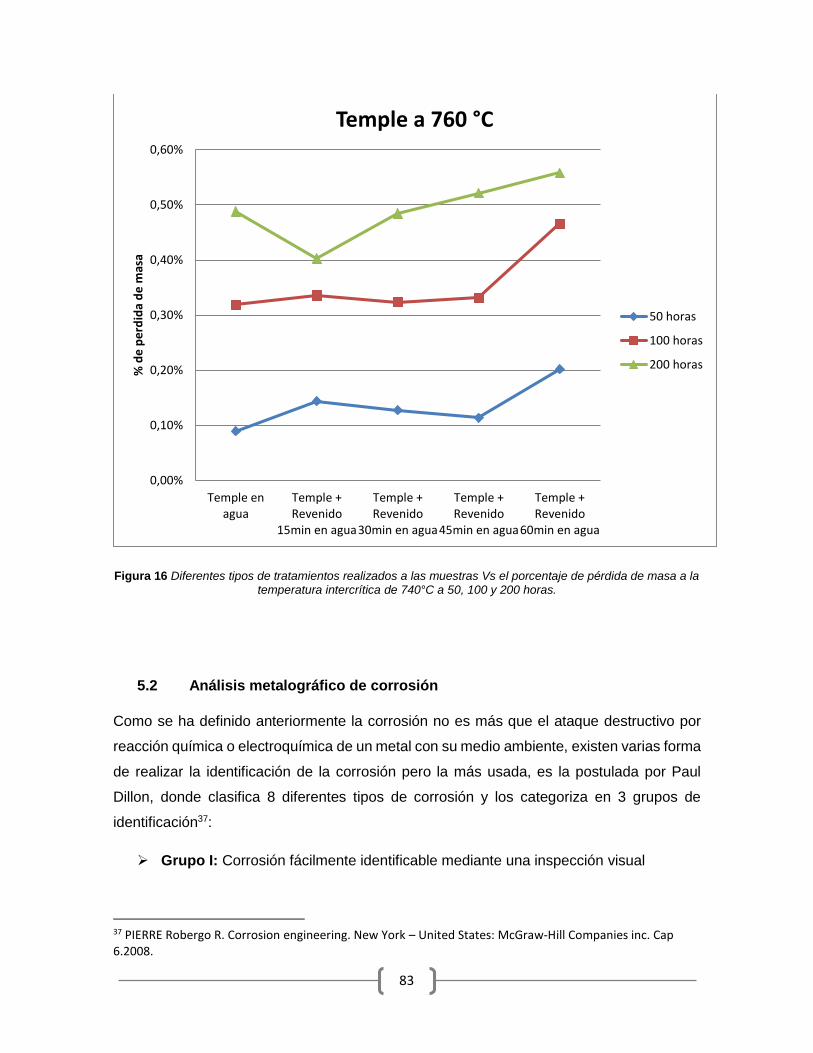
83
Figura 16 Diferentes tipos de tratamientos realizados a las muestras Vs el porcentaje de pérdida de masa a la temperatura intercrítica de 740°C a 50, 100 y 200 horas.
5.2 Análisis metalográfico de corrosión
Como se ha definido anteriormente la corrosión no es más que el ataque destructivo por
reacción química o electroquímica de un metal con su medio ambiente, existen varias forma
de realizar la identificación de la corrosión pero la más usada, es la postulada por Paul
Dillon, donde clasifica 8 diferentes tipos de corrosión y los categoriza en 3 grupos de
identificación37:
Grupo I: Corrosión fácilmente identificable mediante una inspección visual
37 PIERRE Robergo R. Corrosion engineering. New York – United States: McGraw-Hill Companies inc. Cap 6.2008.
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
0,60%
Temple enagua
Temple +Revenido
15min en agua
Temple +Revenido
30min en agua
Temple +Revenido
45min en agua
Temple +Revenido
60min en agua
% d
e p
erd
ida
de
mas
aTemple a 760 °C
50 horas
100 horas
200 horas

84
Grupo II: Corrosión que requiere de medios complementarios de examinación para
su identificación.
Grupo III: Corrosión identificable mediante una inspección de microscopia de un
tipo u otro.
Si se realiza una inspección visual (Grupo I), a las diferentes probetas corroídas en ellas se
puede observar que hay una corrosión tipo picadura, ya que se puede llegar a observar un
gran número de pequeñas cavidades a lo largo de las caras planas de las muestras
corroídas como se puede observar en las siguientes fotografías:
Fotografía 32 Inspección visual a diferentes muestras después de realizar el ensayo de corrosión a 100 horas en la cámara salina. A) Muestra sometida a 100 horas en cámara salina con temple a 740°C + revenido de
15min en agua. B) Muestra sometida a 100 horas en cámara salina con temple a 760°C + revenido de 45min en agua. C) Varias muestras expuestas a 100 horas en la cámara salina, limpiadas con alcohol para realizar
una mejor inspección visual.
A B
C
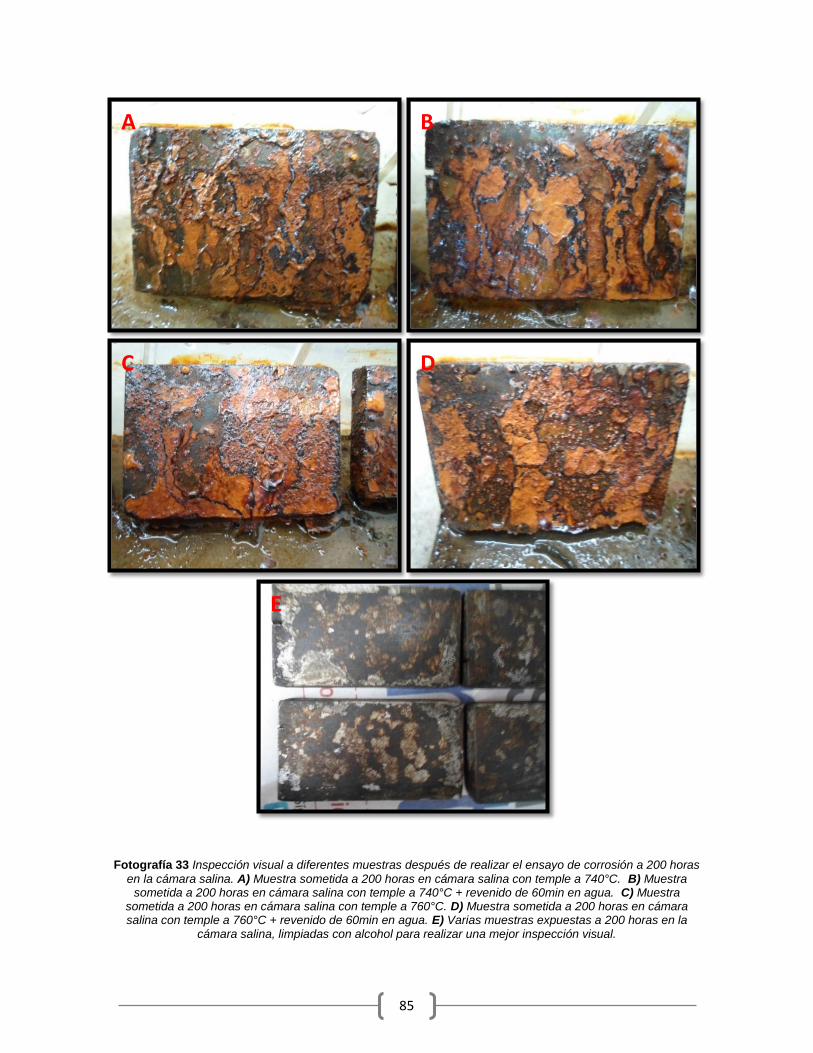
85
Fotografía 33 Inspección visual a diferentes muestras después de realizar el ensayo de corrosión a 200 horas
en la cámara salina. A) Muestra sometida a 200 horas en cámara salina con temple a 740°C. B) Muestra sometida a 200 horas en cámara salina con temple a 740°C + revenido de 60min en agua. C) Muestra
sometida a 200 horas en cámara salina con temple a 760°C. D) Muestra sometida a 200 horas en cámara salina con temple a 760°C + revenido de 60min en agua. E) Varias muestras expuestas a 200 horas en la
cámara salina, limpiadas con alcohol para realizar una mejor inspección visual.
A B
C D
E
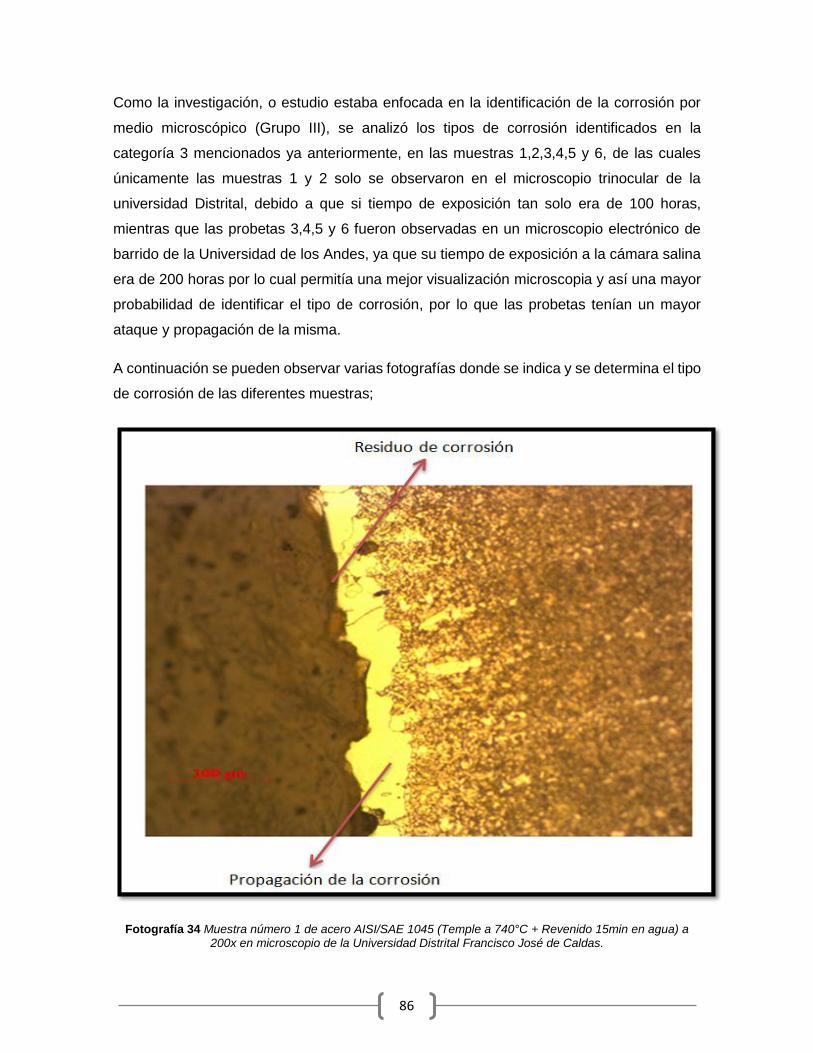
86
Como la investigación, o estudio estaba enfocada en la identificación de la corrosión por
medio microscópico (Grupo III), se analizó los tipos de corrosión identificados en la
categoría 3 mencionados ya anteriormente, en las muestras 1,2,3,4,5 y 6, de las cuales
únicamente las muestras 1 y 2 solo se observaron en el microscopio trinocular de la
universidad Distrital, debido a que si tiempo de exposición tan solo era de 100 horas,
mientras que las probetas 3,4,5 y 6 fueron observadas en un microscopio electrónico de
barrido de la Universidad de los Andes, ya que su tiempo de exposición a la cámara salina
era de 200 horas por lo cual permitía una mejor visualización microscopia y así una mayor
probabilidad de identificar el tipo de corrosión, por lo que las probetas tenían un mayor
ataque y propagación de la misma.
A continuación se pueden observar varias fotografías donde se indica y se determina el tipo
de corrosión de las diferentes muestras;
Fotografía 34 Muestra número 1 de acero AISI/SAE 1045 (Temple a 740°C + Revenido 15min en agua) a 200x en microscopio de la Universidad Distrital Francisco José de Caldas.

87
Fotografía 35 Muestra número 2 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 15min en agua) a 200x en microscopio de la Universidad Distrital Francisco José de Caldas.
Fotografía 36 Muestra número 3 de acero AISI/SAE 1045 (Temple a 740°C + Revenido 30min en agua) a 2000x en microscopio SEM de la Universidad de los Andes.

88
Fotografía 37 Muestra número 4 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 30min en agua) a 2000x en microscopio SEM de la Universidad de los Andes.
Fotografía 38 Muestra número 5 de acero AISI/SAE 1045 (Temple a 740°C + Revenido 60min en agua) a 2000x en microscopio SEM de la Universidad de los Andes.
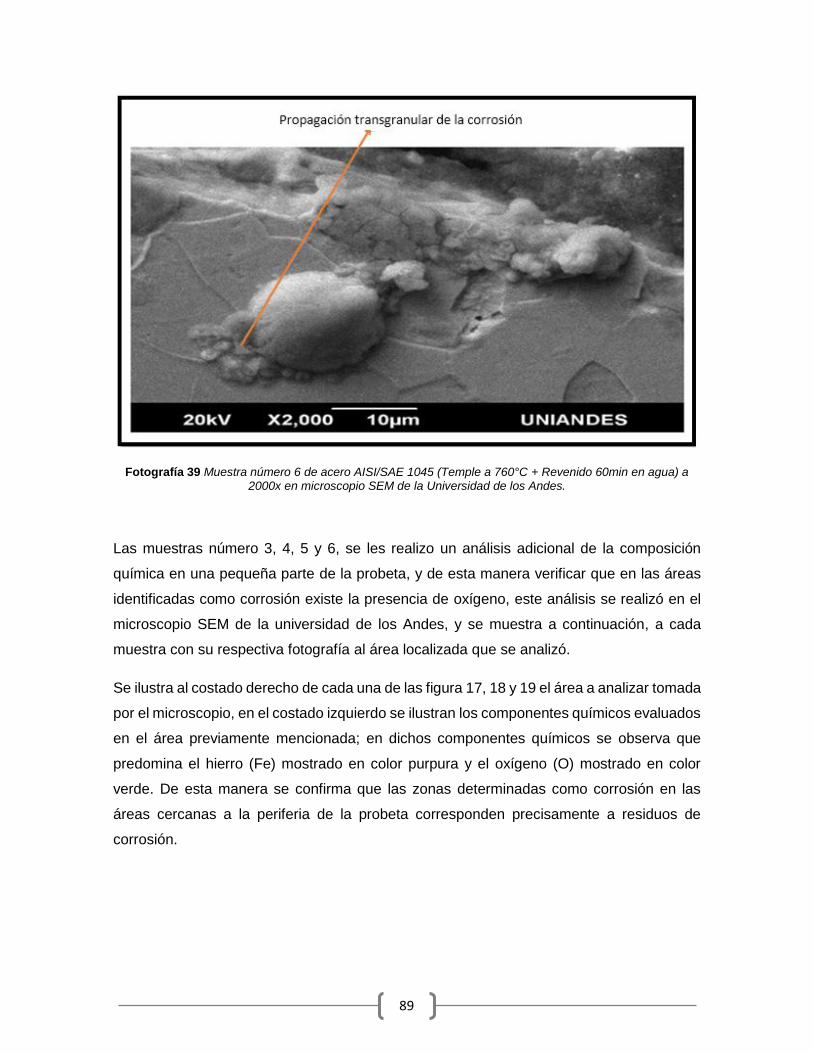
89
Fotografía 39 Muestra número 6 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 60min en agua) a 2000x en microscopio SEM de la Universidad de los Andes.
Las muestras número 3, 4, 5 y 6, se les realizo un análisis adicional de la composición
química en una pequeña parte de la probeta, y de esta manera verificar que en las áreas
identificadas como corrosión existe la presencia de oxígeno, este análisis se realizó en el
microscopio SEM de la universidad de los Andes, y se muestra a continuación, a cada
muestra con su respectiva fotografía al área localizada que se analizó.
Se ilustra al costado derecho de cada una de las figura 17, 18 y 19 el área a analizar tomada
por el microscopio, en el costado izquierdo se ilustran los componentes químicos evaluados
en el área previamente mencionada; en dichos componentes químicos se observa que
predomina el hierro (Fe) mostrado en color purpura y el oxígeno (O) mostrado en color
verde. De esta manera se confirma que las zonas determinadas como corrosión en las
áreas cercanas a la periferia de la probeta corresponden precisamente a residuos de
corrosión.

90
Figura 17 Composición química de una área localizada de la muestra número 3 de acero AISI/SAE 1045 (Temple a 740°C + Revenido 30min en agua) obtenida mediante el microscopio SEM de la Universidad de los
Andes.
Tabla 28 Porcentajes de pesos de los diferentes compuestos identificados en la muestra número 3 de acero AISI/SAE 1045 (Temple a 740°C + Revenido 30min en agua) obtenida mediante el microscopio SEM de la
Universidad de los Andes.
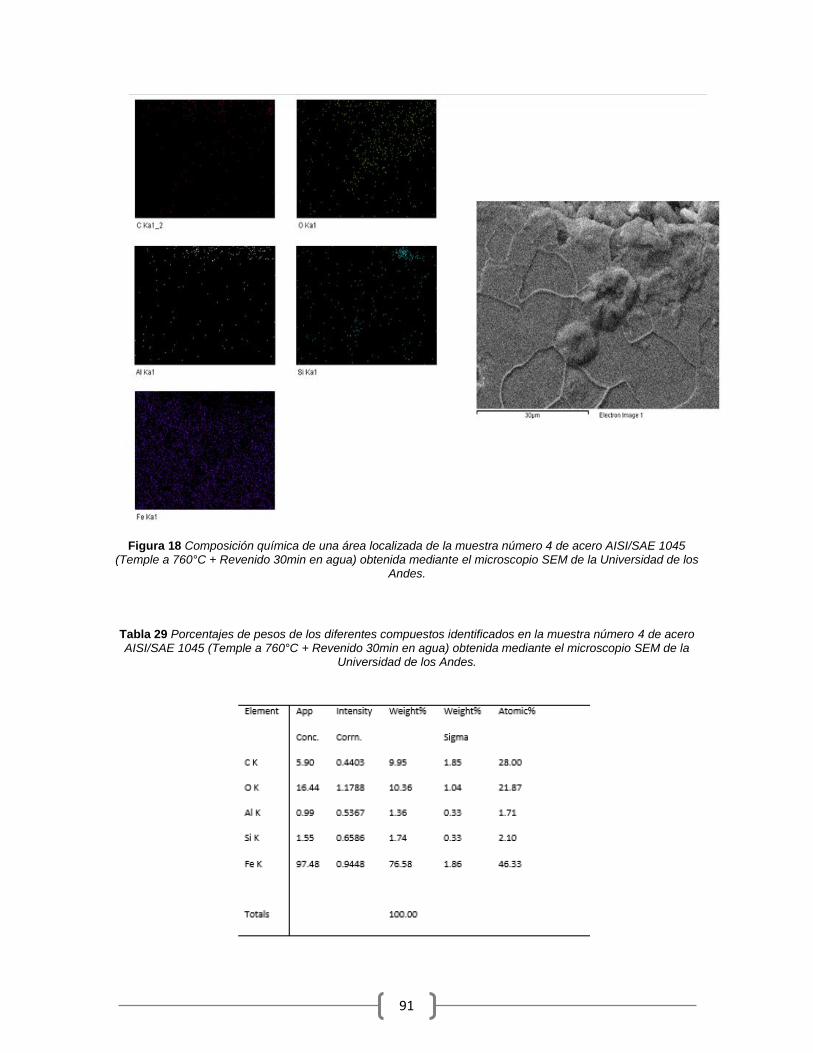
91
Figura 18 Composición química de una área localizada de la muestra número 4 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 30min en agua) obtenida mediante el microscopio SEM de la Universidad de los
Andes.
Tabla 29 Porcentajes de pesos de los diferentes compuestos identificados en la muestra número 4 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 30min en agua) obtenida mediante el microscopio SEM de la
Universidad de los Andes.
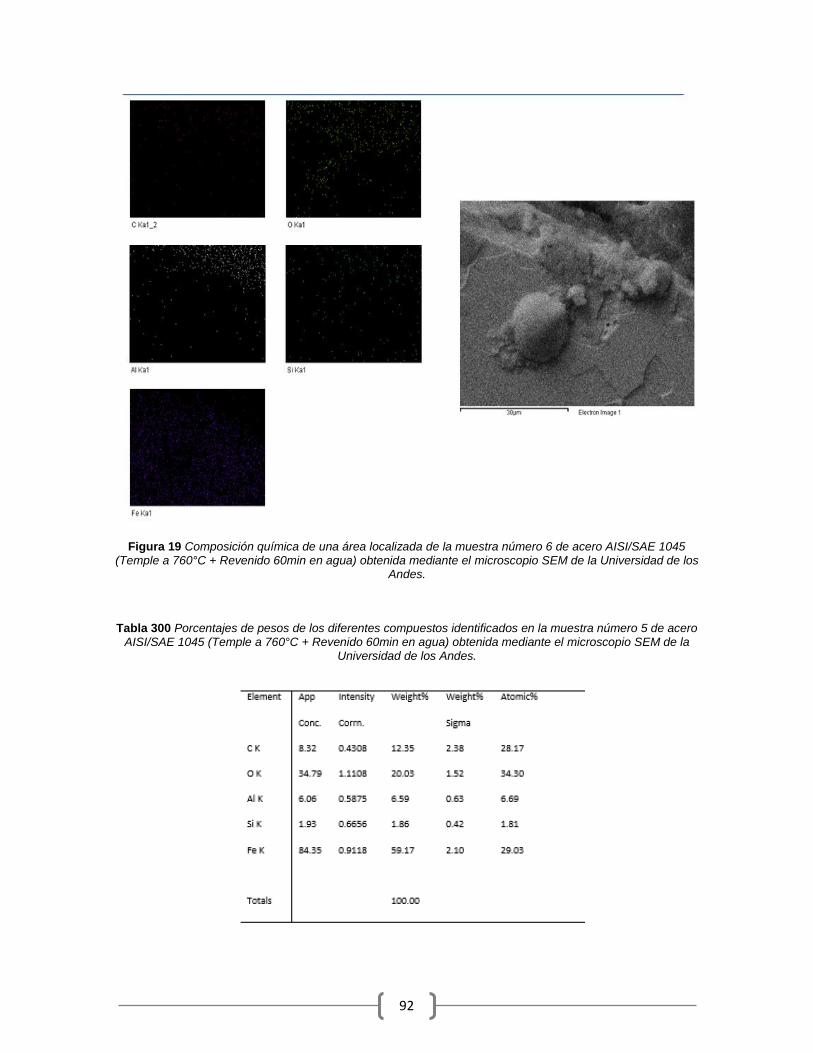
92
Figura 19 Composición química de una área localizada de la muestra número 6 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 60min en agua) obtenida mediante el microscopio SEM de la Universidad de los
Andes.
Tabla 300 Porcentajes de pesos de los diferentes compuestos identificados en la muestra número 5 de acero AISI/SAE 1045 (Temple a 760°C + Revenido 60min en agua) obtenida mediante el microscopio SEM de la
Universidad de los Andes.

93
6. CONCLUSIONES
Se puede deducir que el contenido de martensita influye positivamente en la
resistencia a la corrosión del material, ya que en las probetas templadas desde los
760 °C y expuestas a condiciones corrosivas por 50 y 100 horas se obtuvieron los
menores valores de pérdida de masa por cada lapso de tiempo estudiado.
Al observar el comportamiento de las muestras frente a la corrosión dependiendo
de su tiempo de revenido, se puede analizar que después de 45 min de revenido
luego de un temple realizado desde los 760 °C, existe una tendencia a una menor
resistencia a la corrosión ya que comienza a aumentar su pérdida de masa en cada
una de las tres muestras (50, 100 y 200 horas).
Mediante la identificación de la corrosión en el Microscopio electrónico de barrido,
se evidencia que la corrosión se propaga partiendo desde el límite de grano
mostrando un patrón de expansión debido a corrosión transgranular
En las probetas templadas desde los 740 °C y en cada uno de los tiempos de
revenido realizados posteriormente, se observa un comportamiento positivo de la
resistencia a la corrosión para el tiempo de 50 horas a exposición en la cámara de
niebla salina. Sin embargo para el tiempo de exposición de 100 horas se observan
comportamientos positivos en revenidos realizados durante 30 y 60 minutos. Y
finalmente para el tiempo de exposición en la cámara de niebla salina de 200 horas
los tratamientos de revenido realizados no muestran mejora alguna a la propiedad
de resistencia a la corrosión comparando estos resultados a partir del temple
realizado inicialmente.
94
7 RECOMENDACIONES
Para próximos estudios se aconseja tener documentada micrografía de las muestras
a analizar antes y después de realizar los tratamientos térmicos de temple y
revenido.
Se sugiere realizar el estudio de corrosión (por cada tipo de tratamiento térmico) a
un número mayor de probetas, con el fin de tener un muestreo de valores del que
estadísticamente se puedan inferir datos más aproximados.
Es recomendable ampliar el tiempo de duración del ensayo de corrosión, con el fin
de que el porcentaje de pérdida de masa sea de mayor percepción entre los lapsos
de tiempo a los cuales es realizado el ensayo.

95
8 BIBLIOGRAFIA
ASM International (The materials information society). Corrosion of weldments.
Primera edición. Ohio – Estados Unidos. Editorial ASM International. 2006.
ASTM B117-73 Standard Method of Salt Spray (FOG) TESTING, ASTM
International, West Conshohocken; 2011.
ASTM E92-82, Standard Test Method for Vickers Hardness of Metallic
Materials (Withdrawn 2010), ASTM International, West Conshohocken; 2003.
APRAIZ BARREIRO. José. Tratamientos térmicos de los aceros. Octava edición.
Madrid – España: Dossat S.A. 1984.
BELZUNCE, F.J. Aceros y funciones: Estructuras, transformaciones, tratamientos
térmicos y aplicaciones. Oviedo. Universidad de Oviedo, 2001. 203p.
BOHORQUEZ, Carlos. Influencia del tratamiento térmico desde temperaturas intercriticas en las propiedades mecánicas del acero SAE 1045. Universidad Distrital Francisco José de Caldas. Bogotá, Colombia.
CALLISTER, William D. Introducción a la ciencia e ingeniería de los materiales.
Volumen 1. Tercera edición. Barcelona - España: Reverté S.A. 1996.
CAPDEVILA MONTES, Carlos. Modelización de las transformaciones de origen
difusional producidas por descomposición isotérmica de la austenita en un acero
Carbono Manganeso (0.37 C – 1.45 Mn) microaleado con Vanadio y Titanio. Tesis
Doctoral. Universidad Complutense de Madrid. Facultad de Ciencias Físicas.
Departamento de Física de materiales. Madrid. Mayo 1999.
CORONADO, Jairo. Sinergia entre alta rugosidad superficial y ambiente corrosivo
en el comportamiento a la fatiga del acero SAE 1045 (Tesis de doctorado).
Universidad del Valle. Cali, Colombia.
DAVIS, J.R. Corrosion: Understanding the basics. Ohio: ASM international, 2000.
574 p.
DIAZ, Julián y RAMIREZ, Jairo. Modificaciones superficial de un acero AISI 1045 mediante un proceso dúplex nitruración y post-oxidación en un plasma CD pulsado. Corporacion mexicana de investigación en materiales. Chihuahua, Mexico.
FAJARDO, Michael y ORTIZ, Juan. Estudio de la resistencia a la corrosión en cámara salina de un acero AISI/SAE 1045 tratado térmicamente a temperaturas intercriticas.( Trabajo de Grado). Universidad Distrital Francisco José de Caldas. Bogotá, Colombia.

96
GENESCA, Joan y AVILA, Javier. Más allá de la herrumbre. Segunda edición.
México D.F: Fondo de cultura económica, 1996.
GUR. J, P. J. (2009). Handbook of thermal modeling process. IFHTSE.
KONRAD Herrmann. Hardness testing (principles and application). Primera edición.
Ohio – United States. ASM International. 2011
LAVERDE LAVERDE, Víctor. Diseño y fabricación de una cámara salina para
realizar análisis de corrosión en materiales (Tesis de pregrado). Universidad
Nacional. Bogotá, Colombia.
METKON. Manual de operación ECOPRESS 50. Bursa- Turquía, 2008. 50p.
MOLERA SOLÁ. Pedro. Tratamientos térmicos de los metales. Primera edición.
Barcelona - España. Editorial Marcombo S.A. 1991.
NARAYAN, C. and GOLDSTEIN, J.I. Nucleation of Intergranular Ferrite in Fe - Ni -
P Alloys. Volume 15 A. Publisher Springer – Verlag. Mayo 1984.
PIERRE, Robergo R. Corrosion engineering. New York – United States: McGraw-
Hill Companies inc. Cap 6.2008.
RAMIREZ, Camilo y APERADOR, William. Sinergia entre la corrosión erosión del
acero 1045 recubierto por multicapas de TiN/TiAIN. Universidad Militar Nueva
granada, Universidad Francisco de Paula Santander. Norte de Santander,
Colombia.
SHACKELFORD, James F. Ciencia de materiales para ingenieros. Tercera edición.
México D.F: Prentice Hall. 1995.
SIDDIQUI, Rafiq. Effect of heat treatment and surface finish on fatigue fracture
characteristics in 0.45% carbon steel. Universidad Sultan Qaboos. Barcelona,
España.
TOTTEN, George. Steel Heat Treatment Handbook. Segunda edición. Boca ratón
FL. Taylor and Francis Group. ISBN-10: 0-8493-8455-9.2007.
97
9 RECURSOS ELECTRONICOS
UNIVERSIA COLOMBIA. Más de 26 mil millones de pesos pierde la industria
colombiana debido a la corrosión de materiales. En: UNIVERSIA (29 de septiembre
de 2013). Disponible en
<http://noticias.universia.net.co/actualidad/noticia/2013/08/29/1045848/mas-26-mil-
millones-pesos-pierde-industria-colombiana-debido-corrosion-materiales.html>
(citado en 24 de abril de 2014)
WALTERS, Nicholas. Press Releases: March 2014 crude Steel production. En:
Worldsteel Association (22 de Abril de 2014). Disponible en
<http://www.worldsteel.org/media-centre/press-releases/2014/March-2014-crude-
steel-production-.html> (citado en 24 de abril de 2014).
Cía. General de Aceros S.A. SAE 1020 Y SAE 1045 aceros ingeniería al carbono.
Bogotá, 2007, 6p. Disponible en el catálogo en línea de la empresa Cía. General de
Aceros S.A:
<http://www.cga.com.co/index2.php?option=com_docman&task=doc_view&gid=14
&Itemid=376> (Citado 26 de abril de 2014)
PEREZ PATIÑO, Juan. Tratamientos térmicos de los aceros. Monterrey, 1996, 76h.
Trabajo de grado (Postgrado). Universidad Autónoma de Nueva León. Facultad de
Ingeniería Mecánica y Eléctrica. Disponible en el catálogo en línea de la Biblioteca
de la Universidad Autónoma de Nueva León
<http://eprints.uanl.mx/1326/1/1020115008.PDF> (Citado 26 de abril de 2014).
1𝑒𝑟Seminario de galvanizado en caliente: Corrosión una amenaza silenciosa. En:
Asociación Nacional de Empresarios de Colombia (ANDI): Cámara de Fedemetal
[En línea]. (2013)
<http://www.andi.com.co/Archivos/file/Fedemetal/CONGRESO_GALVANIZADO/Ta
llerFormativodeGalvanizacionporInmersionenCaliente-Modulo%204..pdf> (Citado
15 mayo de 2014).
Ensayo de niebla salina. En: Asociación Latinoamericana de zinc (LATIZA):
Publicaciones Galvanizado. [En línea]. (2007) <
http://latiza.com/archivos_publicar/galvinfo/GalvInfoNote3_4.pdf > (Citado en 4 de
junio de 2015).