electro neumática edición 2016
TRANSCRIPT
FINALIDAD
Desarrollo de un sistema de transferencia de piezas desde una zona de produc-ción a otra para seguir con la fabricación de las piezas de forma automática.
El sistema deberá ser reajustado manualmente para adaptarlo a las medidas del lote de piezas que estén en fabricación en ese momento.
Elección de las piezas que componen el sistema de forma que sean apropiadas para el fin al que se usará.
Diseñar un sistema económico y resistente, que sea capaz de soportar un uso continuado con bajo mantenimiento y fácil reposición de piezas en caso de ave-ría.
DESCRIPCIÓN DE PIEZAS A TRANSFERIR
Las piezas llegarán provenientes de una cinta transportadora, tendrán diferentes dimensiones y forma cilíndrica. La zona de almacenamiento y dispensador debe-rán ser reajustadas cada vez que se inicie un nuevo lote de diferentes medidas.
- diámetro 10 x 150 longitud- diámetro 20 x 300 longitud- diámetro 30 x 600 longitud
COMPONENTES EMPLEADOS
4 Cilindros de doble efecto.2 Actuadores semi-giratorios.3 Electro válvulas de 4/2 vías monoestables.3 Electro válvulas de 4/2 vías biestables.1 Electro válvula de 3/2 vías monoestable.1 Electro válvula de 3/2 vías biestable.6 Válvulas estranguladoras.3 Fuentes de alimentación 400-24V.1 Pulsador obturador.1 Pulsador franqueador.
2
PROPUESTA DE PROYECTO PARA LA INSTALACIÓN DE EQUIPO ELECTRO NEUMÁTICO DE TRANSFERENCIA

26 Relés.57 Contactos n/a.10 Solenoides de válvula.19 Contactos n/c.6 Interruptores de alimentación capacitiva.1 Motor neumático.
COMPONENTES ELÉCTRICOS, CUADROS DE DISTRIBUCIÓN, FUENTE DE AIRE COMPRIMIDO, INSTALACIÓN Y PUESTA EN MARCHA, ADAPTACIÓN DEL ESPACIO DE INSTALACIÓN, ADAPTACIÓN AL SISTEMA YA INSTALADO, TIEMPO DE EJECUCIÓN Y VALOR ESTIMADO. Todos estos apartados serán expresados en detalle en proyecto extendido, una vez sea aprobado el planteamiento de construcción.
Todos los sistemas de seguridad, aviso acústico y visual serán adaptados con-juntamente con las estaciones que se encuentran en funcionamiento habiendo una previsión estimada para su instalación.
DESCRIPCIÓN DEL RECORRIDO DE LAS PIEZAS
Las piezas provienen de otra estación de fabricación a través de una cita trans-portadora (2) impulsada por un motor neumático.
Las piezas son empujadas (1) fuera de la cintra transportadora hacia otro ele-mento que las elevará hacia un depósito.
3
Las piezas son elevadas (3) hacia un depósito de almacenamiento.
Las piezas una vez en depósito de almacenamiento (9) equipado con protección mecánica antirretorno (4) y sensor de llenado, quedan a la espera de ser recogi-das por un dispensador.
Las piezas entrarán de una en una en un dispensador (5) accionado por actua-dor semi-giratorio (6) que alimentará la estación de transferencia.
Las piezas serán transferidas por un sistema de tres ejes compuesto de una pinza de agarre (11), un brazo con movimientos lineales (10) y un motor semi-giratorio (8), que harán el siguiente ciclo en un tiempo de 5 seg. +/-0,5:
AVANZAR-ANCLAR-RETROCEDER-GIRAR-AVANZAR-SOLTAR-RETROCE-DER-GIRAR...y así sucesivamente.
La estación de transferencia de tres ejes está montada en un soporte (12) equi-pado con bandejas inclinadas (7) que terminan en el final del recorrido de las piezas.
DESCRIPCIÓN DE LOS CONJUNTOS QUE FORMAN LOS SISTEMAS
El sistema está compuesto por tres conjuntos y sus partes:
Conjunto de sistema de almacenamiento.Compuesto de cinta transportadora (2), empujador (1), elevador (3), depósito (9) y dispensador (5-6).
Conjunto de sistema de transferencia (12).Compuesto por sistema giratorio de tres ejes (8-10-11) y bandejas de transferen-cia (7).
Conjunto eléctrico.Compuesto de fuente de alimentación, sensores de proximidad, relés, solenoi-des, contactos auxiliares, y pulsadores.
El conjunto eléctrico está compuesto por “circuito de control”, “estación de llena-do de depósito”, y “estación de transferencia”.
4
DESCRIPCIÓN DEL FUNCIONAMIENTO DE LOS SISTEMAS
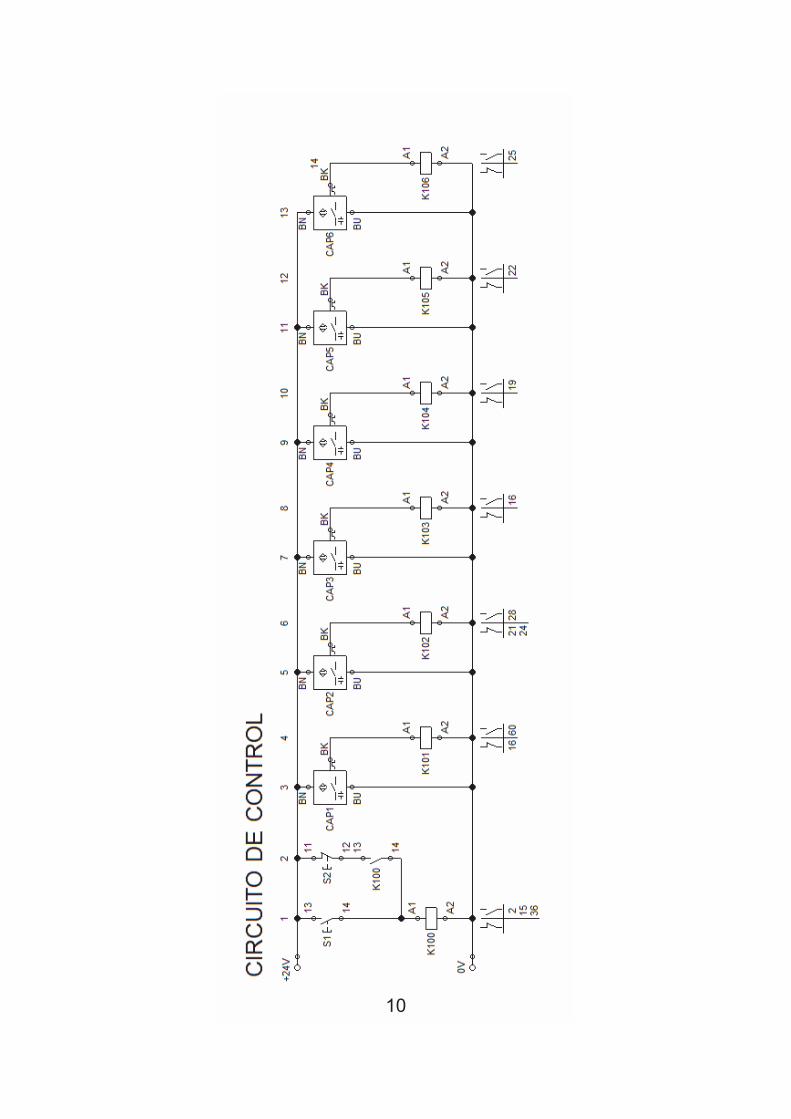
El sistema de control.Está formado por un pulsador de encendido y otro de apagado combinados con bobina de activación K100 y contacto auxiliar de realimentación. También en-contramos sensores de proximidad de alimentación capacitiva que controlan la estación de llenado de forma automática y condicionan el funcionamiento de la estación de transferencia. Tenemos entonces:
Sensor CAP1<K101> Al activarse, activa bobina K101. Este sensor, tiene la función de bloquear la es-tación de transferencia hasta que haya una pieza disponible para ser transferida y, bloquear el sistema dispensador mientras la pieza permanezca en espera para ser transferida.
Sensor CAP2<K102> Al activarse, activa la bobina K102. Este sensor, tiene la función de detener la estación de llenado cuando el depósito está lleno, con excepción del sistema dispensador que sigue alimentando piezas para que sean transferidas.
Sensor CAP3<K103> Al activarse, activa la bobina K103. Este sensor, tiene la función de permitir el avance del sistema dispensador cuando éste se encuentra cargado con una pie-za para ser dispensada, con la condición de que no exista una pieza a la espera de ser transferida.
Sensor CAP4<K104> Al activarse, activa la bobina K104. Este sensor, tiene la función de permitir el avance del sistema empujador que retira la pieza de la cinta transportadora para que sea elevada al depósito por medio del sistema de elevación, con la condición de que éste se encuentre en posición retraída B0.
Sensor CAP5<K105> Al activarse, activa la bobina K105. Este sensor, tiene la función de permitir el avance del sistema de elevación para elevar la pieza hasta el depósito.
CAP6<K106> Al activarse, activa la bobina K106. Este sensor, tiene la función de suspender el funcionamiento de la cinta transportadora en el momento en que la pieza se encuentra en posición para ser empujada por el sistema empujador. El restable-cimiento de su funcionamiento está condicionado a que el sistema empujador se encuentre en posición retraída A0.
5
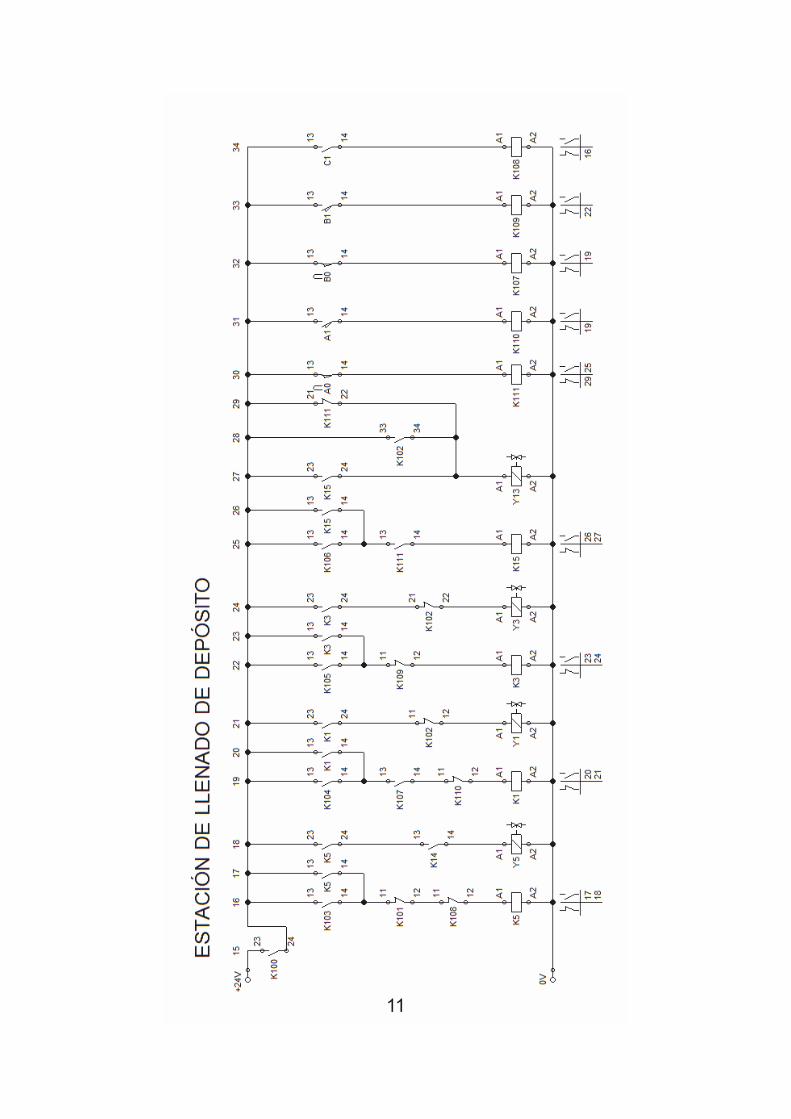
El sistema de llenado de depósito.Funciona de forma automática por medio de sensores de proximidad de alimen-tación capacitiva. Cuando la pieza viene a través de la cinta transportadora y alcanza la posición para ser empujada por el sistema empujador, se activan dos sensores, CAP4 y CAP6.
CAP6 detiene la cinta transportadora. CAP4 activa el sistema empujador condi-cionado por el sistema elevador hasta que se sitúe en su posición retraída B0.
Cuando la pieza alcanza la posición para ser elevada por el sistema elevador, se activa el sensor CAP5 que activa el sistema elevador elevando la pieza hasta el depósito.
Este circuital, funciona con detectores de posición de los actuadores neumáticos combinados con bobinas que activan sus contactos auxiliares, y con sensores de proximidad con alimentación capacitiva. Desempeñan funciones de encla-vamiento de una línea de envío de tensión, realimentación, y activación de los solenoides de las electro válvulas que comandan los actuadores neumáticos.
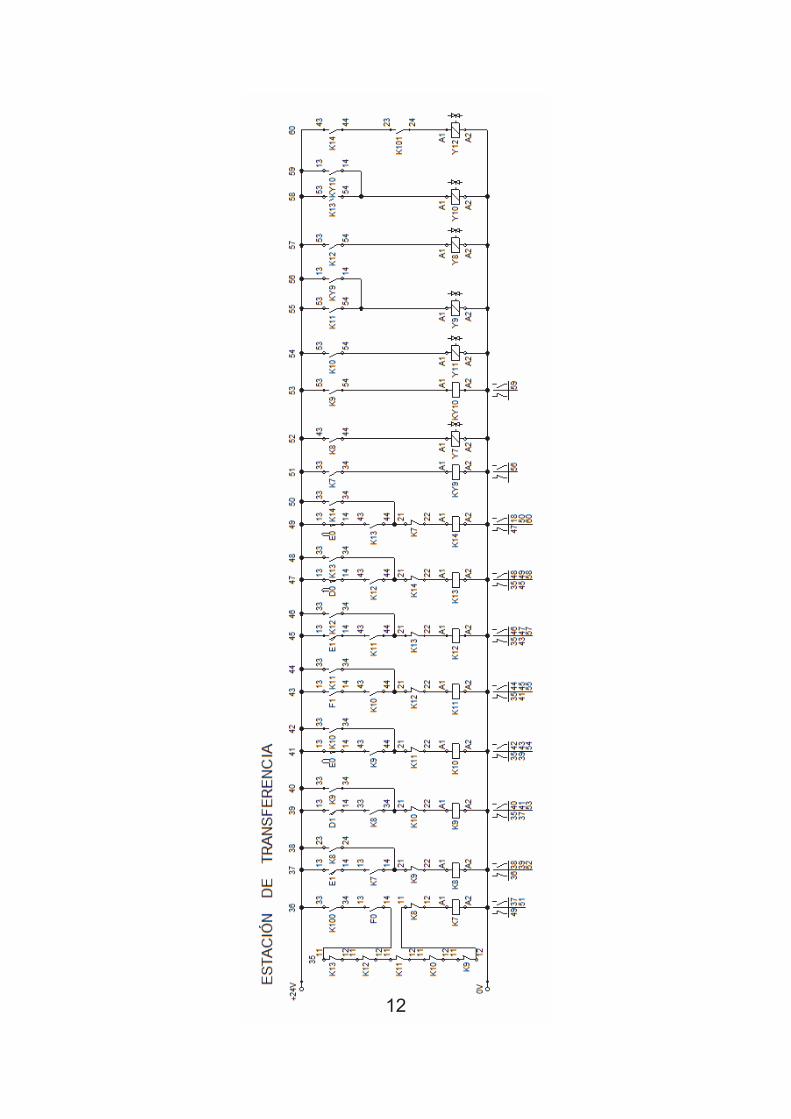
El sistema de la estación de transferencia.Está condicionado por el sensor CAP1 que impide su funcionamiento si no hay una pieza a la espera de ser transferida.
Este circuital funciona con los detectores de posición de los actuadores neumáti-cos combinados con bobinas que activan sus contactos auxiliares con funciones como enclavar una línea de envío de tensión, de realimentación, y para la acti-vación de los solenoides de las electro válvulas que comandan los actuadores neumáticos. Este sistema trabaja con la secuencia E+D+E-F+E+D-E-F-.
FUNCIONAMIENTO DE LOS SISTEMAS SIMULANDO EL RECORRI-DO DE UNA PIEZA.
Empieza cuando alimentamos los actuadores con aire comprimido y pulsamos el pulsador S1. Al pulsar S1, se activa la bobina K100 que es responsable de per-mitir el paso de tensión a todos los circuitos a través de sus contactos auxiliares n/a.
El sistema de transferencia al encenderse, si no se encuentra en su posición de espera hace las secuencias necesarias hasta alcanzar su posición de espera.
La pieza proveniente de la cinta transportadora alcanza la posición para ser em-pujada, se activan los sensores de proximidad CAP4 y CAP6.
6
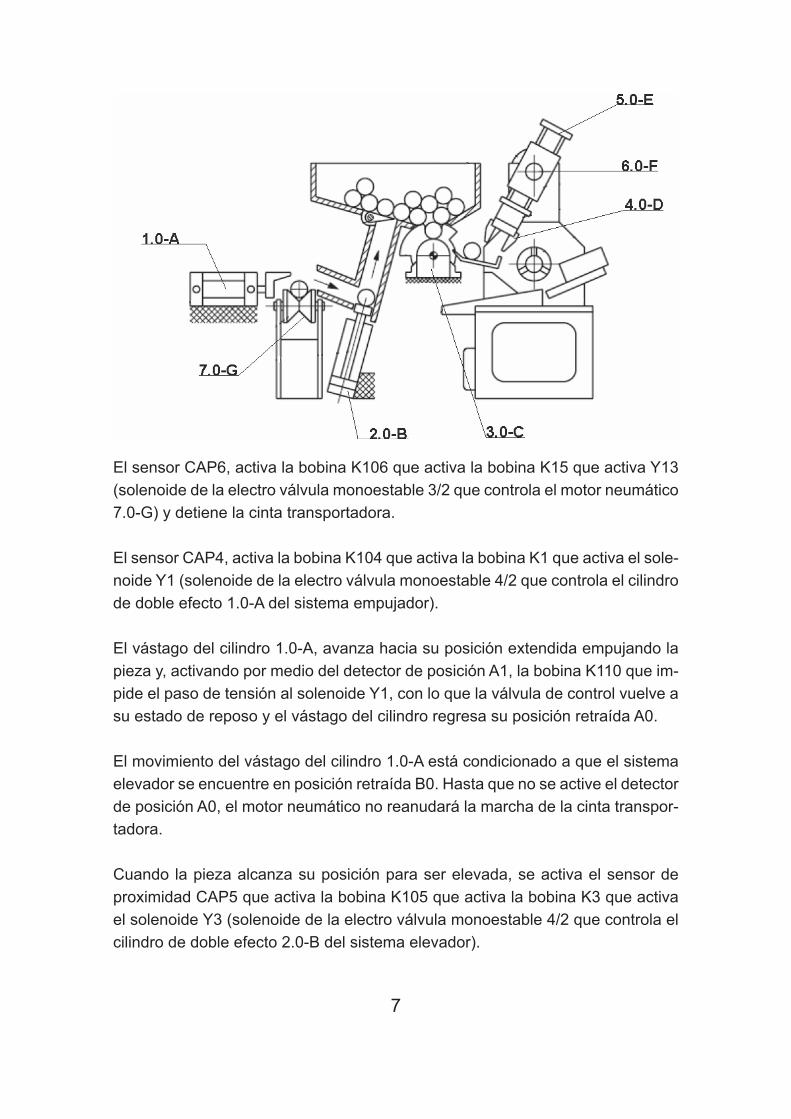
El sensor CAP6, activa la bobina K106 que activa la bobina K15 que activa Y13 (solenoide de la electro válvula monoestable 3/2 que controla el motor neumático 7.0-G) y detiene la cinta transportadora.
El sensor CAP4, activa la bobina K104 que activa la bobina K1 que activa el sole-noide Y1 (solenoide de la electro válvula monoestable 4/2 que controla el cilindro de doble efecto 1.0-A del sistema empujador).
El vástago del cilindro 1.0-A, avanza hacia su posición extendida empujando la pieza y, activando por medio del detector de posición A1, la bobina K110 que im-pide el paso de tensión al solenoide Y1, con lo que la válvula de control vuelve a su estado de reposo y el vástago del cilindro regresa su posición retraída A0.
El movimiento del vástago del cilindro 1.0-A está condicionado a que el sistema elevador se encuentre en posición retraída B0. Hasta que no se active el detector de posición A0, el motor neumático no reanudará la marcha de la cinta transpor-tadora.
Cuando la pieza alcanza su posición para ser elevada, se activa el sensor de proximidad CAP5 que activa la bobina K105 que activa la bobina K3 que activa el solenoide Y3 (solenoide de la electro válvula monoestable 4/2 que controla el cilindro de doble efecto 2.0-B del sistema elevador).
7
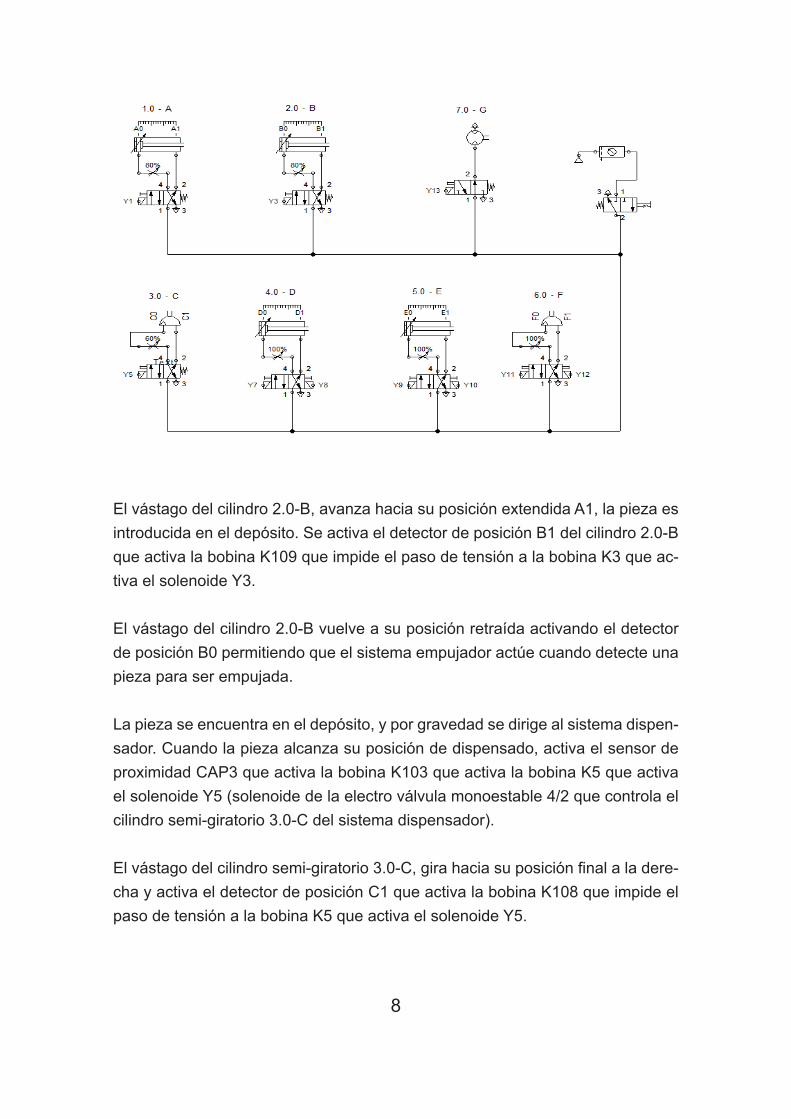
El vástago del cilindro 2.0-B, avanza hacia su posición extendida A1, la pieza es introducida en el depósito. Se activa el detector de posición B1 del cilindro 2.0-B que activa la bobina K109 que impide el paso de tensión a la bobina K3 que ac-tiva el solenoide Y3.
El vástago del cilindro 2.0-B vuelve a su posición retraída activando el detector de posición B0 permitiendo que el sistema empujador actúe cuando detecte una pieza para ser empujada.
La pieza se encuentra en el depósito, y por gravedad se dirige al sistema dispen-sador. Cuando la pieza alcanza su posición de dispensado, activa el sensor de proximidad CAP3 que activa la bobina K103 que activa la bobina K5 que activa el solenoide Y5 (solenoide de la electro válvula monoestable 4/2 que controla el cilindro semi-giratorio 3.0-C del sistema dispensador).
El vástago del cilindro semi-giratorio 3.0-C, gira hacia su posición final a la dere-cha y activa el detector de posición C1 que activa la bobina K108 que impide el paso de tensión a la bobina K5 que activa el solenoide Y5.
8
El vástago del cilindro semi-giratorio 3.0-C, vuelve a su posición inicial de giro a la izquierda C0. El avance del cilindro 3.0-C está condicionado a que no esté activado el sensor de proximidad CAP1 (pieza en espera para ser transferida).
Cuando la pieza alcanza su posición para ser transferida, activa el sensor de proximidad CAP1 que activa la bobina K101 que activa el solenoide Y12 (so-lenoide de la electro válvula biestable 4/2 que controla el cilindro semi-giratorio 6.0-F del sistema de transferencia).
El vástago del cilindro semi-giratorio 6.0-F gira hacia la izquierda F0 donde se encuentra la pieza a ser transferida. El vástago del cilindro de doble efecto 5.0-E avanza hacia su posición extendida E1. La pinza 4.0-D avanza a D1, cierra y ancla la pieza.
El vástago del cilindro 5.0-E avanza a su posición retraída E0. El vástago del cilindro semi-giratorio 6.0-F gira hacia la derecha F1 donde la pieza será deposi-tada. El vástago del cilindro 5.0-E avanza hacia su posición extendida E1.
La pinza 4.0-D avanza a D0, se abre y la pieza es liberada en la bandeja que la llevará al final del recorrido. El vástago del cilindro 5.0-E avanza a su posición final retraída E0.
Al retirar la pieza de la zona de espera para ser transferida se desactiva el sensor de proximidad CAP1, permitiendo el avance del cilindro semi-giratorio 3.0-C del sistema dispensador hacia C1, siempre que en él se encuentre una pieza a la espera de ser dispensada.
El recorrido de la pieza ha terminado. El sistema está a la espera de una nueva pieza.
9
10
11
12