ejercicio 5 estadistica felix lopez 2 c procesos industriales
TRANSCRIPT

UNIVERSIDAD
TECNÓLOGA DE
TORREÓNMATERIA: ESTADÍSTICA
ALUMNO: FELIX LOPEZ GONZALEZ
2 C TM
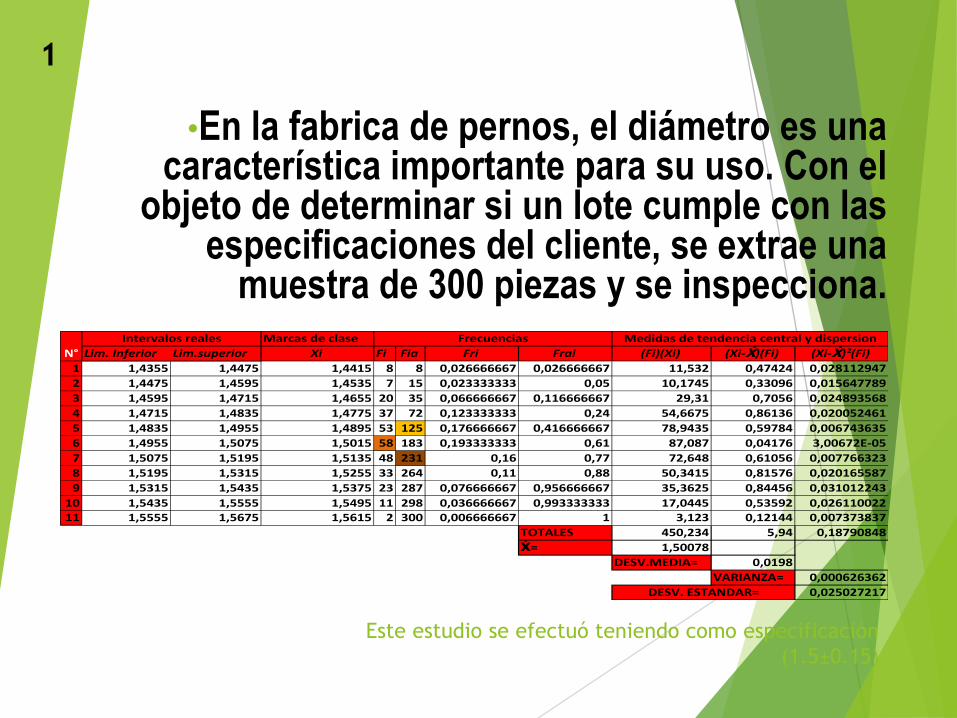
Este estudio se efectuó teniendo como especificación
(1.5±0.15)
•En la fabrica de pernos, el diámetro es una característica importante para su uso. Con el
objeto de determinar si un lote cumple con las especificaciones del cliente, se extrae una
muestra de 300 piezas y se inspecciona.Marcas de clase
Lim. Inferior Lim.superior Xi Fi Fia Fri Frai (Fi)(Xi) (Xi-Ẋ)(Fi) (Xi-Ẋ)²(Fi)
1 1,4355 1,4475 1,4415 8 8 0,026666667 0,026666667 11,532 0,47424 0,028112947
2 1,4475 1,4595 1,4535 7 15 0,023333333 0,05 10,1745 0,33096 0,015647789
3 1,4595 1,4715 1,4655 20 35 0,066666667 0,116666667 29,31 0,7056 0,024893568
4 1,4715 1,4835 1,4775 37 72 0,123333333 0,24 54,6675 0,86136 0,020052461
5 1,4835 1,4955 1,4895 53 125 0,176666667 0,416666667 78,9435 0,59784 0,006743635
6 1,4955 1,5075 1,5015 58 183 0,193333333 0,61 87,087 0,04176 3,00672E-05
7 1,5075 1,5195 1,5135 48 231 0,16 0,77 72,648 0,61056 0,007766323
8 1,5195 1,5315 1,5255 33 264 0,11 0,88 50,3415 0,81576 0,020165587
9 1,5315 1,5435 1,5375 23 287 0,076666667 0,956666667 35,3625 0,84456 0,031012243
10 1,5435 1,5555 1,5495 11 298 0,036666667 0,993333333 17,0445 0,53592 0,026110022
11 1,5555 1,5675 1,5615 2 300 0,006666667 1 3,123 0,12144 0,007373837
TOTALES 450,234 5,94 0,18790848
Ẋ= 1,50078
DESV.MEDIA= 0,0198
VARIANZA= 0,000626362
0,025027217DESV. ESTANDAR=
Medidas de tendencia central y dispersionIntervalos reales
N°
Frecuencias
1
Media aritmética = 1,50078
Mediana = 1,500672414
Moda = 1,50120297
Desviación media = 0,0198
Varianza = 0,000626362
Desviación estándar = 0,025027217
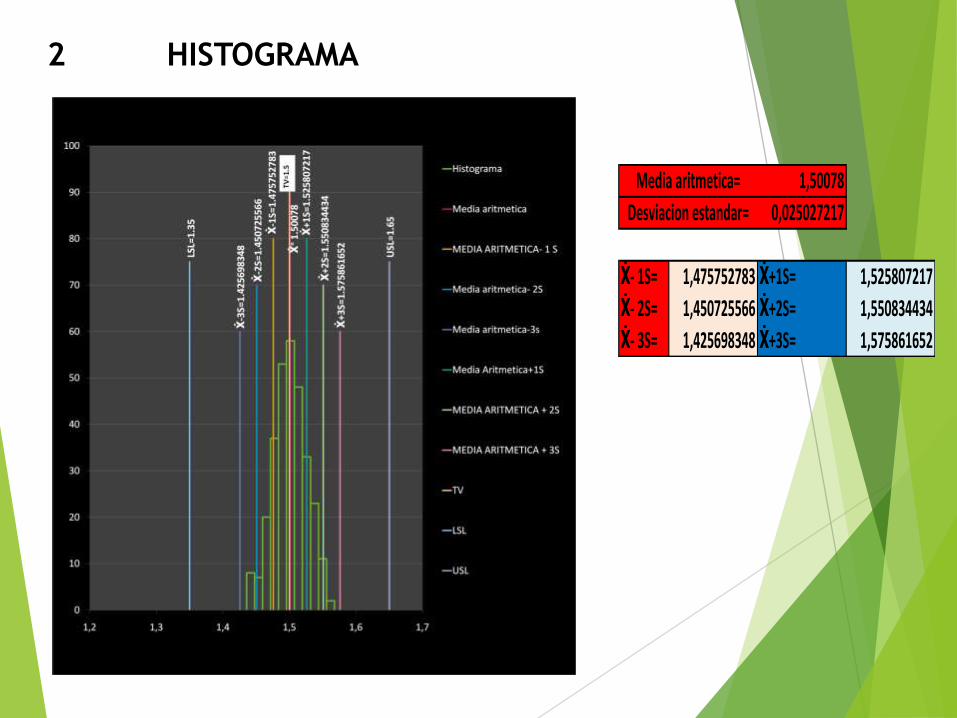
1,50078
0,025027217
Ẋ- 1S= 1,475752783 Ẋ+1S= 1,525807217
Ẋ- 2S= 1,450725566 Ẋ+2S= 1,550834434
Ẋ- 3S= 1,425698348 Ẋ+3S= 1,575861652
Media aritmetica=
Desviacion estandar=
HISTOGRAMA 2
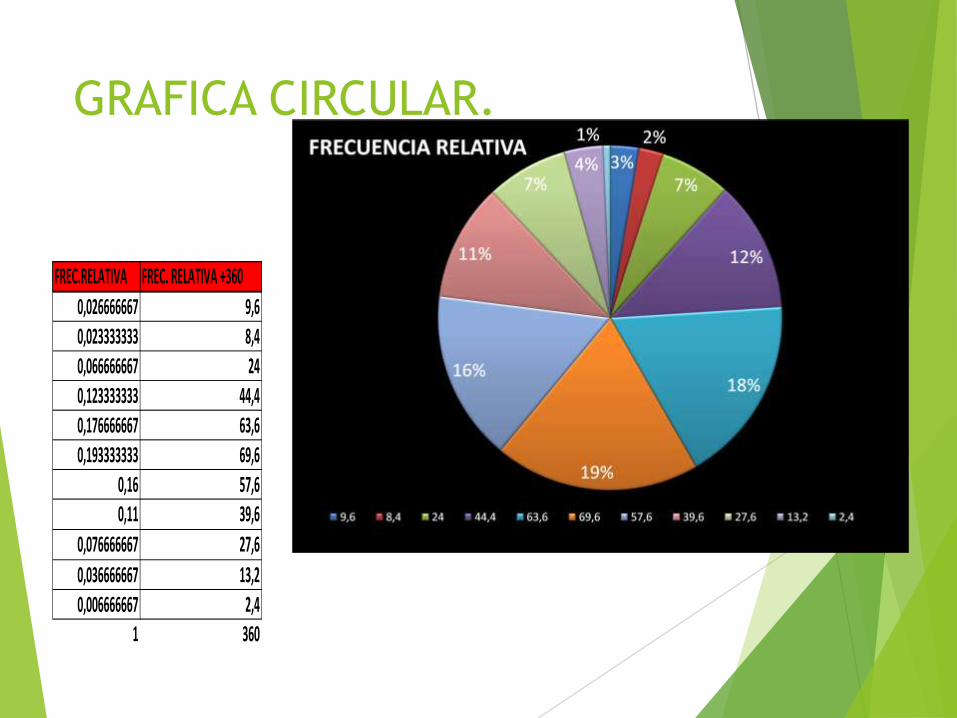
GRAFICA CIRCULAR.
FREC.RELATIVA FREC. RELATIVA +360
0,026666667 9,6
0,023333333 8,4
0,066666667 24
0,123333333 44,4
0,176666667 63,6
0,193333333 69,6
0,16 57,6
0,11 39,6
0,076666667 27,6
0,036666667 13,2
0,006666667 2,4
1 360
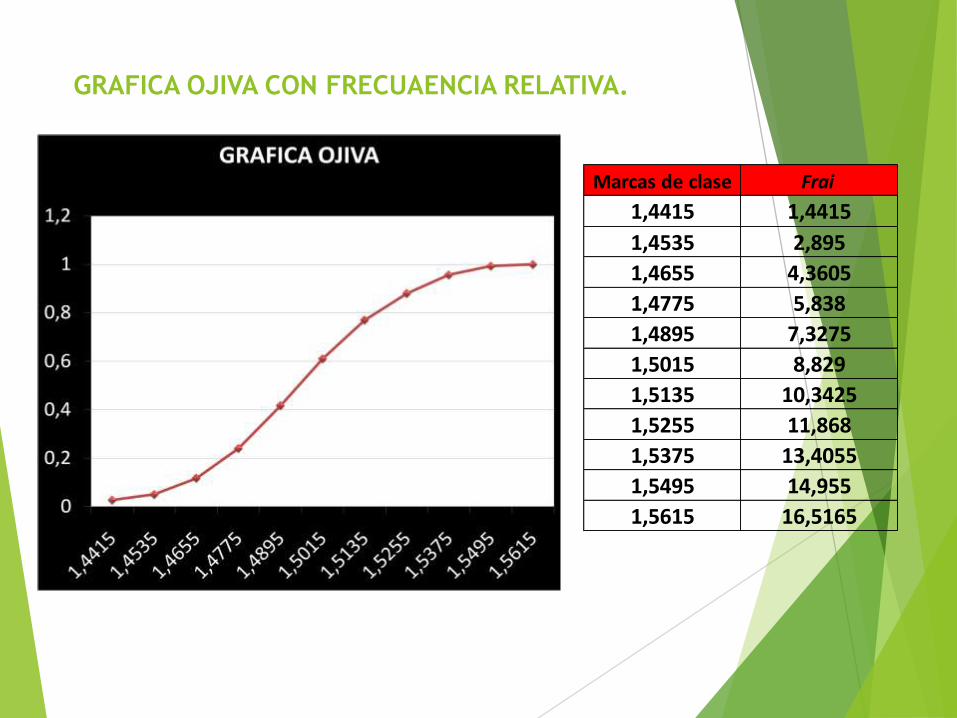
GRAFICA OJIVA CON FRECUAENCIA RELATIVA.
Marcas de clase Frai
1,4415 1,4415
1,4535 2,895
1,4655 4,3605
1,4775 5,838
1,4895 7,3275
1,5015 8,829
1,5135 10,3425
1,5255 11,868
1,5375 13,4055
1,5495 14,955
1,5615 16,5165
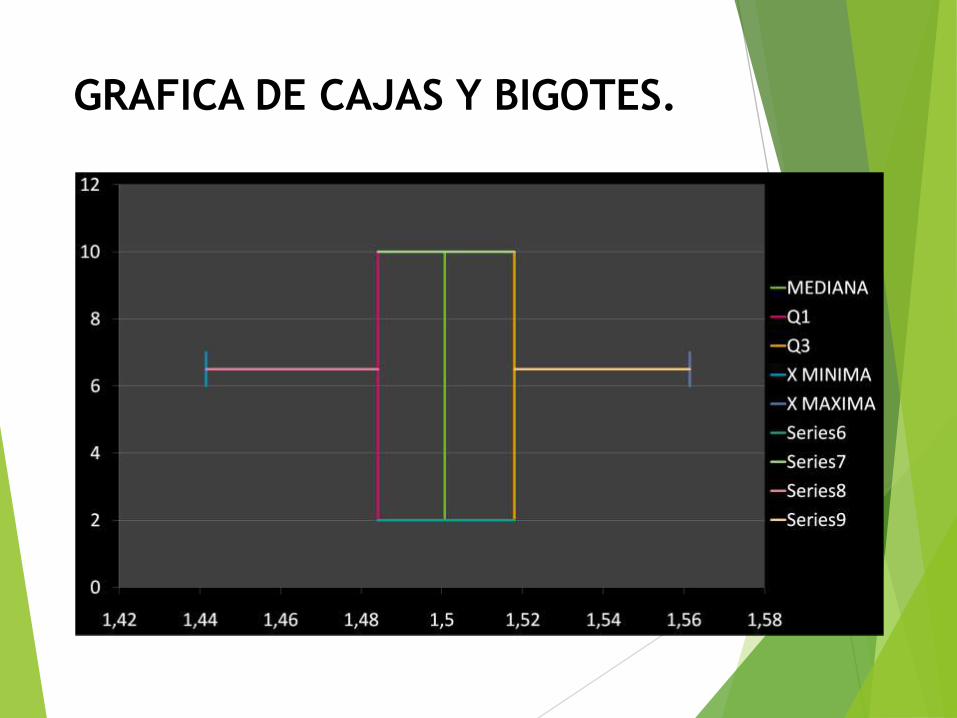
GRAFICA DE CAJAS Y BIGOTES.
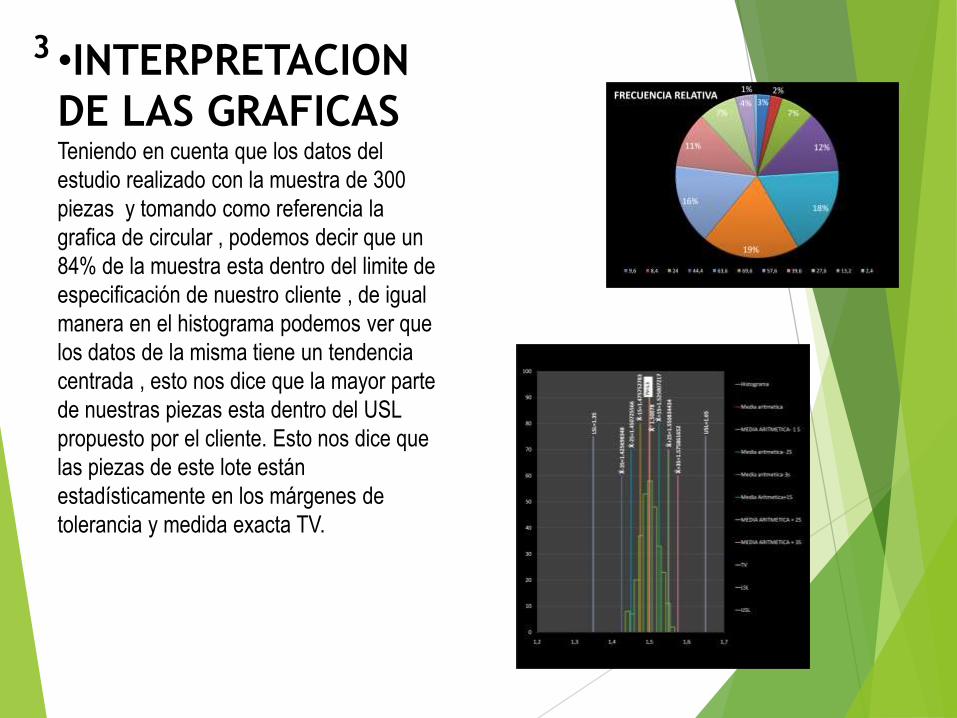
•INTERPRETACION
DE LAS GRAFICAS Teniendo en cuenta que los datos del
estudio realizado con la muestra de 300
piezas y tomando como referencia la
grafica de circular , podemos decir que un
84% de la muestra esta dentro del limite de
especificación de nuestro cliente , de igual
manera en el histograma podemos ver que
los datos de la misma tiene un tendencia
centrada , esto nos dice que la mayor parte
de nuestras piezas esta dentro del USL
propuesto por el cliente. Esto nos dice que
las piezas de este lote están
estadísticamente en los márgenes de
tolerancia y medida exacta TV.
3
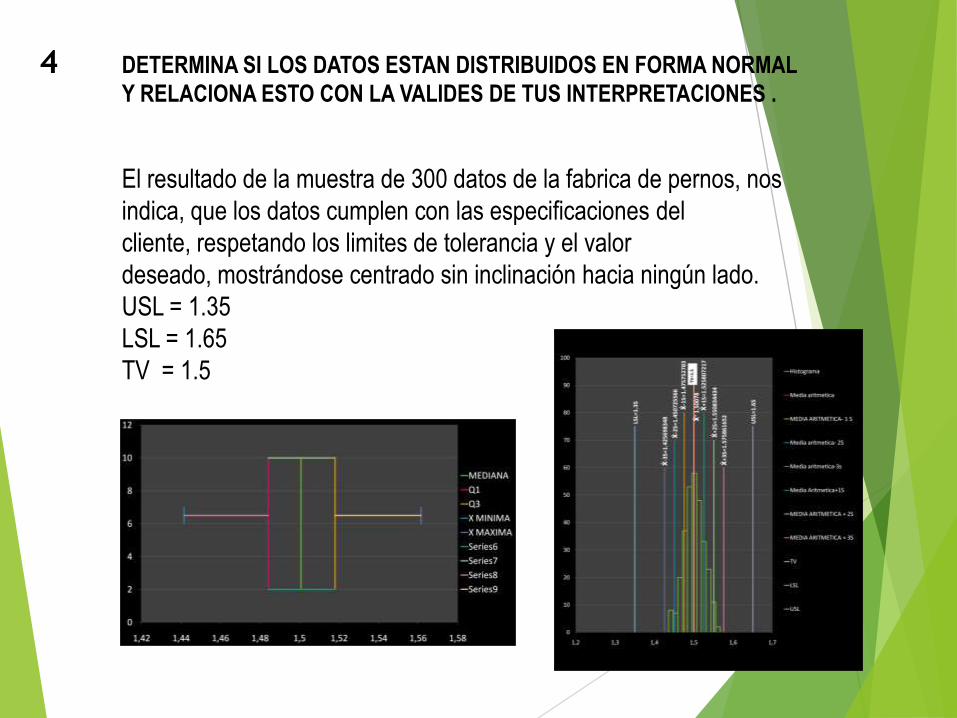
4 DETERMINA SI LOS DATOS ESTAN DISTRIBUIDOS EN FORMA NORMAL
Y RELACIONA ESTO CON LA VALIDES DE TUS INTERPRETACIONES .
El resultado de la muestra de 300 datos de la fabrica de pernos, nos
indica, que los datos cumplen con las especificaciones del
cliente, respetando los limites de tolerancia y el valor
deseado, mostrándose centrado sin inclinación hacia ningún lado.
USL = 1.35
LSL = 1.65
TV = 1.5
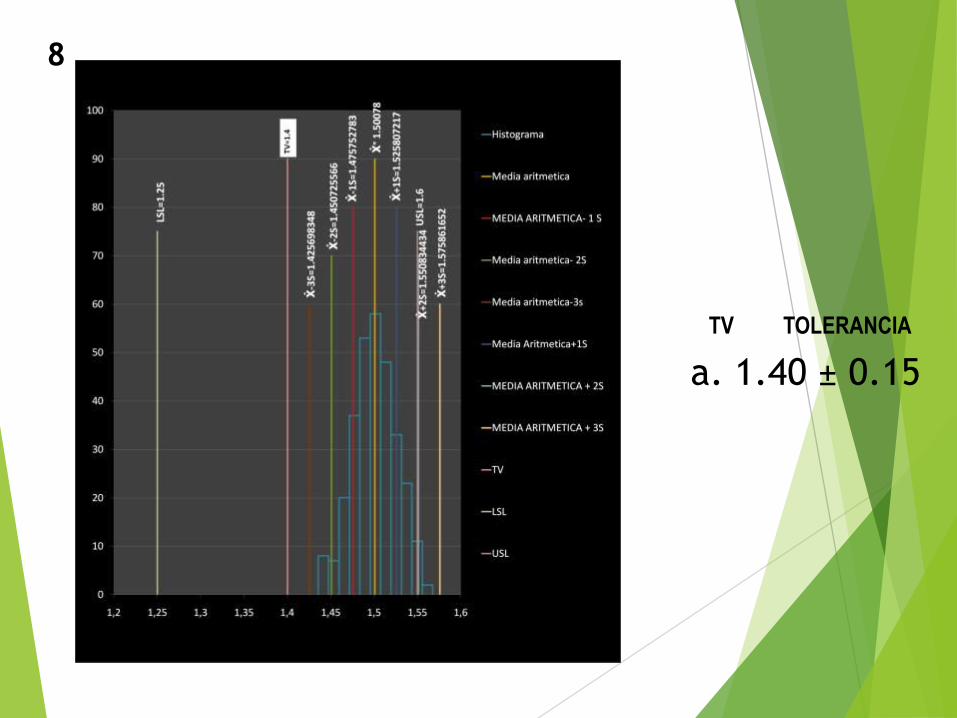
8
a. 1.40 ± 0.15
TV TOLERANCIA
a) Conclusión 1.4 ± 0.15
En este se producirá un error en un 11% de la
producción de muestra ya que en los limites inferiores
se encuentra se en dentro de rango pero en los limites
superiores se sale de rango un 11% del estándar pedido
por el cliente.
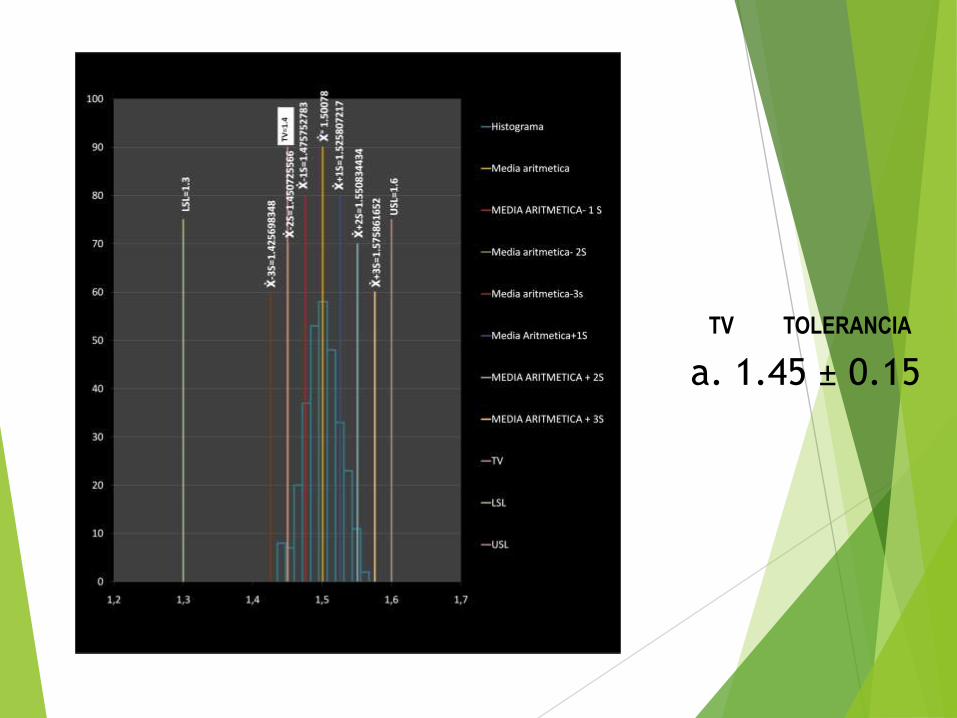
a. 1.45 ± 0.15
TV TOLERANCIA
b) 1.45 ± 0.15
En este caso queda dentro de rango con las medidas
estipuladas por el cliente
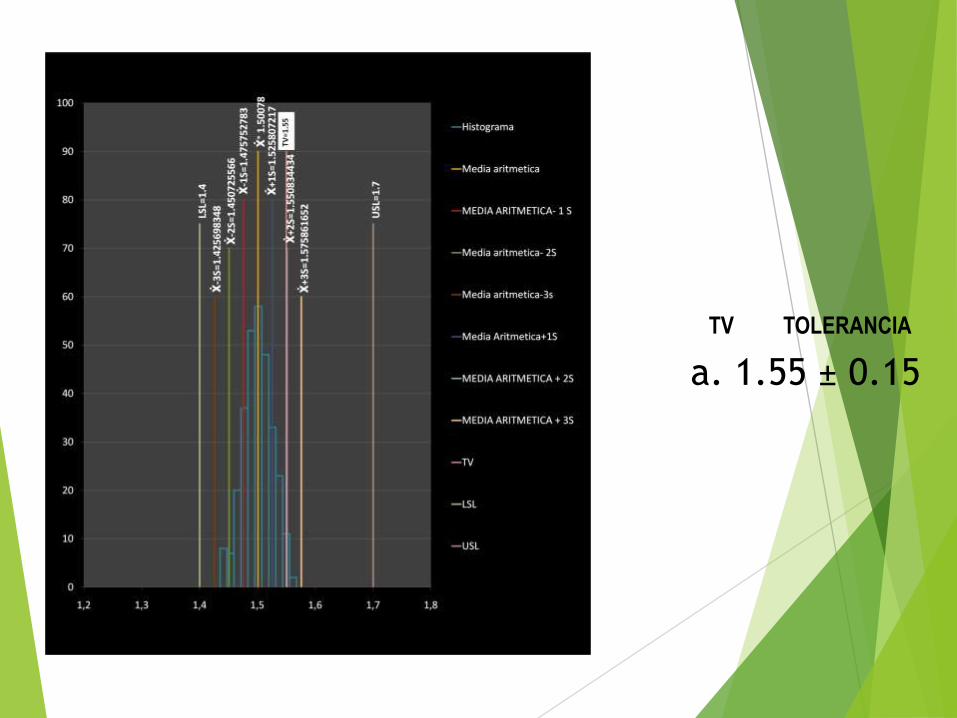
a. 1.55 ± 0.15
TV TOLERANCIA
c) 1.55 ± 0.15
En este caso vemos también que la producción de
pernos quedo dentro de los requerimientos hechos por
el cliente en un 100%.
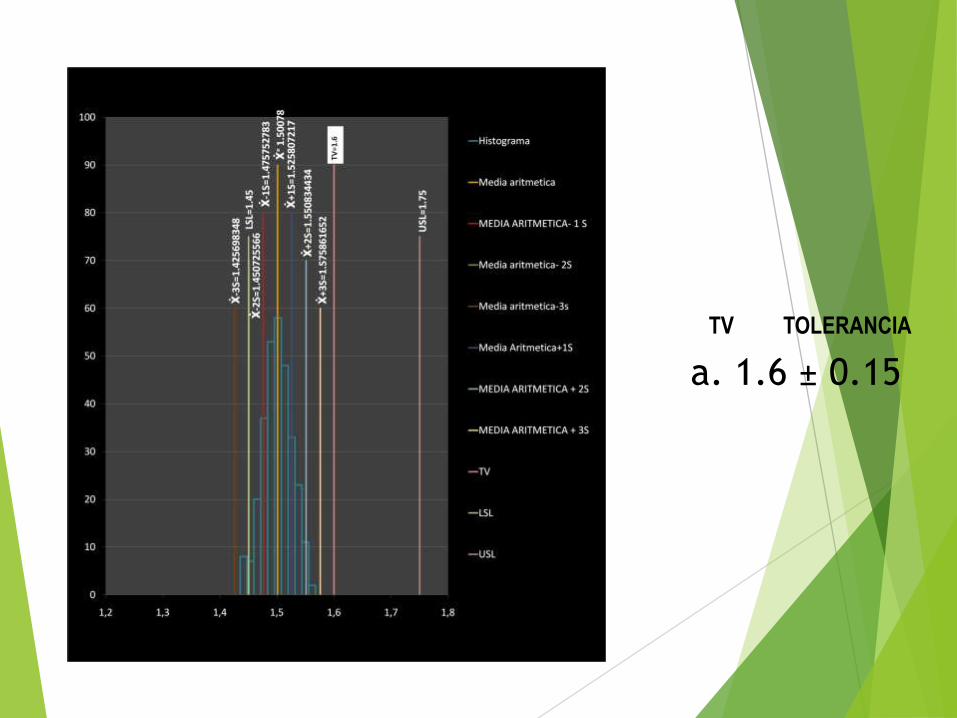
a. 1.6 ± 0.15
TV TOLERANCIA
d) 1.6 ± 0.15
Aquí podemos observar que los requerimientos del
cliente son cubiertos por un 89%, lo que no es suficiente
para garantizar el producto requerido por el cliente ya
que en esta muestra queda fuera de rango el 11 % de la
muestra tomada en la producción lo que nos lleva a
pensar que el lote será defectuoso y no será recibido
por el cliente.
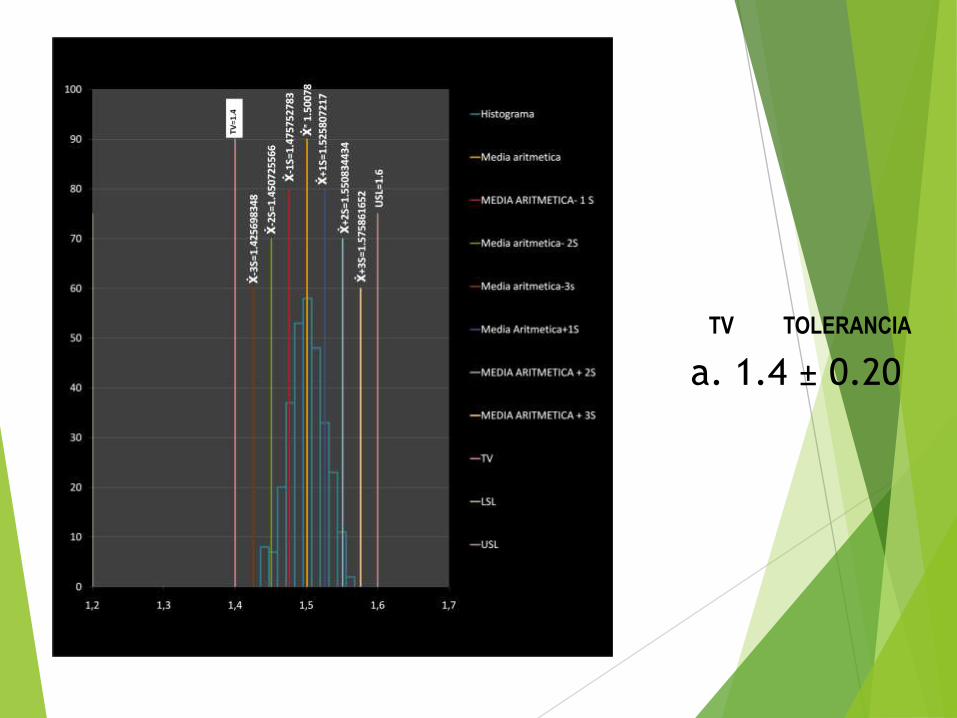
a. 1.4 ± 0.20
TV TOLERANCIA
e) 1.4 ± 0.2
En este caso se observa que se cumple con el diámetro
establecido por el cliente en un 100%, quedando las
medidas de 1.4 en un 40 % de aproximación y mas de
1.5 en un 60% de cercanía con la medida pedida por el
cliente
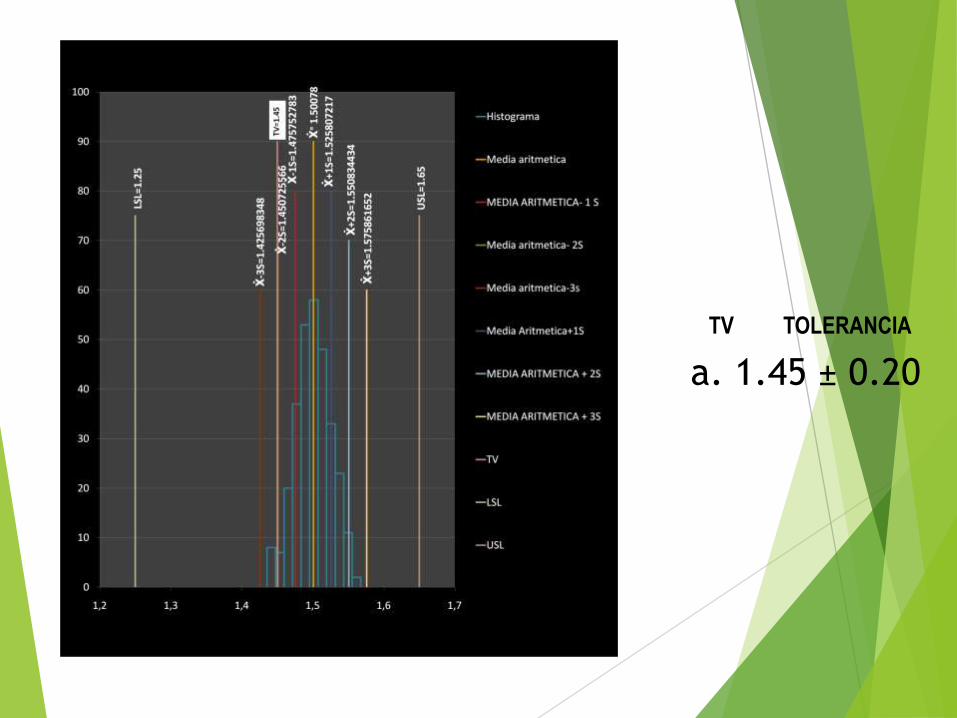
a. 1.45 ± 0.20
TV TOLERANCIA
f) 1.45 ± 0.20
En este caso se puede observar que es mas grande el
margen de error ± 0.20 lo que nos da como resultado
que se cumplan satisfactoria mente con los diámetros
estipulados por el cliente
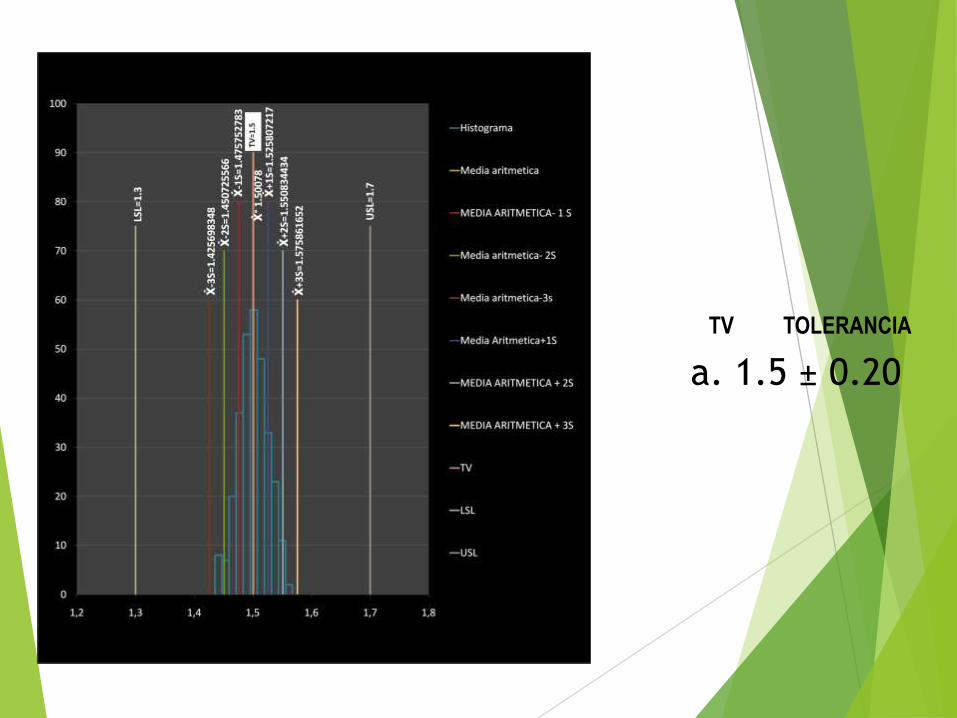
a. 1.5 ± 0.20
TV TOLERANCIA
g) 1.50 ± 0.2
Aquí aumenta mas el margen de error ya que la media
original es de 1.5 ± 0.15 , lo que deja a nuestra empresa
mejor recomendada con el cliente al estar nuestros
pernos dentro de un diámetro de 1.412 a 1.588, dando
una tolerancia de 0.10, lo que se refleja en mayor
calidad y por consiguiente la satisfacción del cliente
toal.
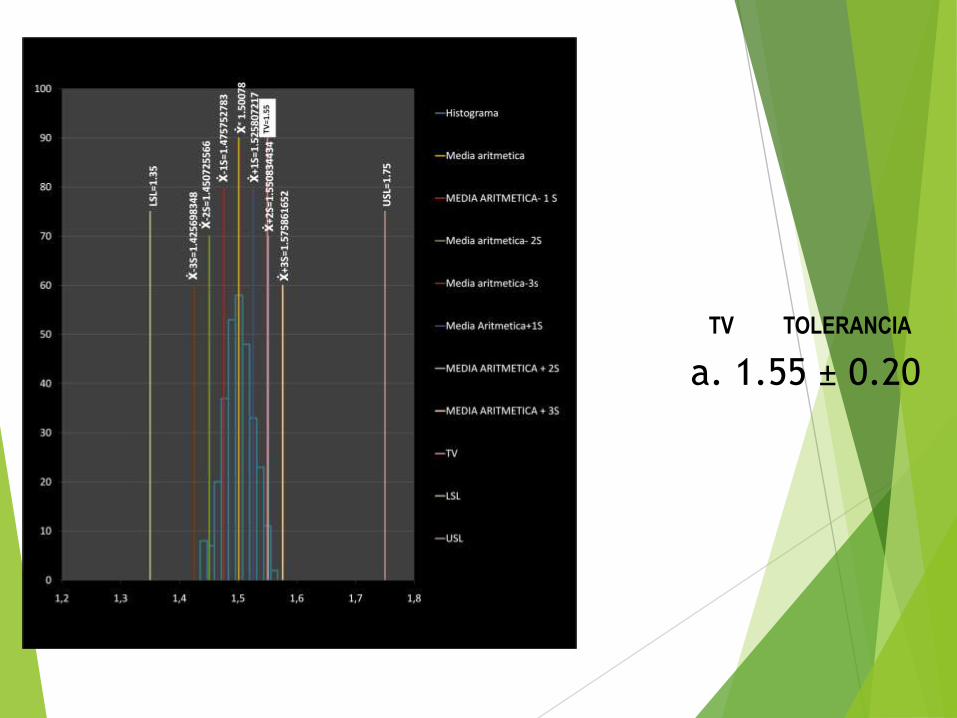
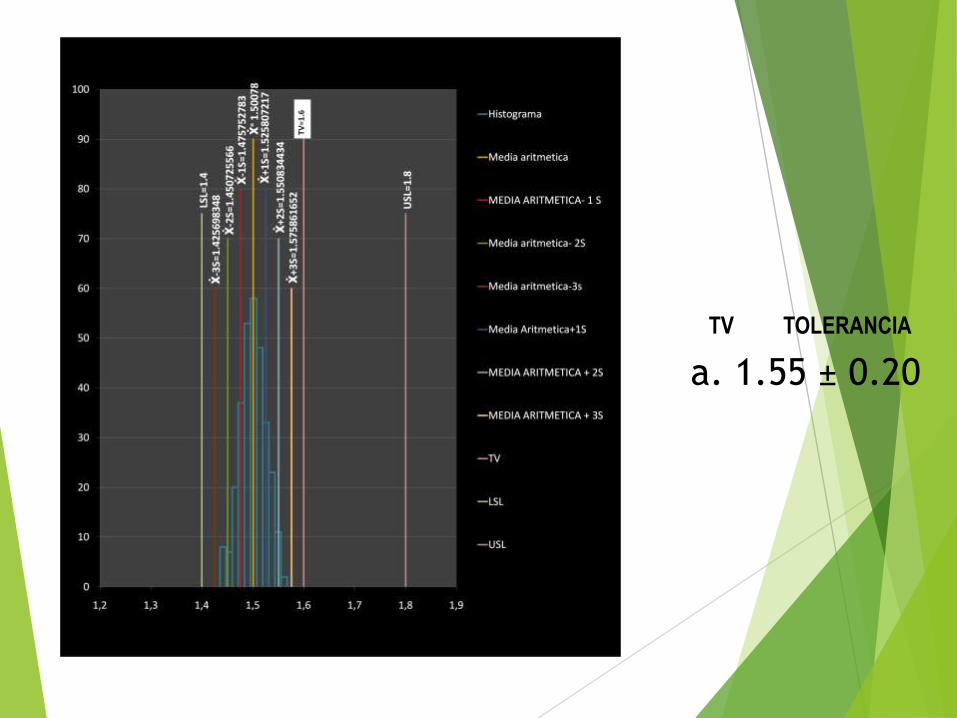
a. 1.55 ± 0.20
TV TOLERANCIA
h) 1.55 ± 0.20
En esto se entiende mas como un trabajo bien realizado
dentro de los requerimientos del cliente, aunque se
cargue el peso de los diámetros hacia los limites
inferiores pero quedando dentro de lo estipulado por el
cliente.
a. 1.55 ± 0.20
TV TOLERANCIA
i) 1.60 ± 0.20
Este es parecido al caso anterior, nada mas que en este
caso se marca aun mas de lado inferior, pero aun así
estando dentro de los márgenes de error, ya que la
medida es de 1.60 y estos están dentro de, pero surge
un detalle que ninguno de nuestros pernos logra tomar
el diámetro estándar propuesto por el cliente que es de
1.60 c, así cargándose en su totalidad al extremo
inferior de la tabla.
•¿CUAL ES LA FUNCION DE LA ESTADISTICA EN EL
EJERCICIO?
Es muy importante ya que nos permite observar cual es la cantidad
que deseamos calcular en el ejercicio. Es como, en otras palabras, si
queremos saber cuál es la calidad en nuestros productos, haciendo
varios cálculos en las tablas y saber interpretar cada dato en los
histogramas.
Al tener contemplado una estadística nos podemos dar cuenta de
que margen de calidad tienes en el producto o servicio que provees
así que cuando no se aprovecha una herramienta tan importante
como lo es la estadística tu negocio esta propenso ha tener una baja
en producción rotunda.
9
•IMPORTANCIA DE LA ESTADISTICA EN LA INGENIERI INDUSTRIAL.
ESTADÍSTICA
La estadística es la ciencia que da sentido a los datos numéricos. Cuando un grupo de gerentes de una empresa tiende que decidir cómo elaborar un nuevo producto alimenticio, pueden guiarse por sus propios gustos e intuición, u obtener datos tomados de una encuesta acerca de la preferencia
¿Por qué es la estadística importante en la ingeniería industrial?
Todos los Ingenieros Industriales toman por lo menos un curso en probabilidad y un curso en estadística. Los cursos de laespecialidad de ingeniería industrial incluyen control de calidad, la simulación, y procesos estocásticos. Además cursos tradicionales en planeación de producción, el modelación del riesgo económico, y planeación de facilidades para emplear modelos estadísticos para entender estos sistemas. Algunas de las otras disciplinas de la ingeniería toman algo de probabilidad y estadística, pero ninguna ha integrado más estos tópicos más dentro de su estudio de sistemas que la ingeniería industrial.
Es por ello que es muy importante que las empresas tengan un ingeniero industrial que les de las herramientas para llevarun control de la calidad, aumentar la productividad, ser más competitivos en cuanto a lo que se refiere a el marketing en las empresas, manejar los procesos productivos cuidando la salud del trabajador, la mejoría en las empresas, en fin, es muy importante la ingeniería industrial en las empresas. Pero: ¿Cuáles son las herramientas que un ingeniero industrial necesita para llevar a cabo todas estas actividades en la industria? Esta respuesta se encuentra en el presente documento, en el cual, el tema principal es la estadística.
La estadística desde mi punto de vista es muy importante ya que nos permite ver la cantidad de mejoría, o, en su defecto, la disminución de nuestra productividad, notar si estamos haciendo bien las cosas, si en realidad estamos aprovechando nuestros recursos y si vamos por un buen camino.
Además, gracias a ella, podemos hacer un análisis de todo esto y hacer un pronóstico de lo que venderemos en un futuro, si obtendremos ganancias, si la empresa necesita mejorar o si nuestros proyectos implementados están funcionando. Mediante diagramas, datos reales, tablas estadísticas (grafico de cajas, grafica circular, graficas de barras, pero muy especialmente el histograma), demostramos a las altas gerencias que hace falta una mejoría o que el sistema o método que estamos implementando nos está ayudando a aumentar nuestro servicio o producto terminado.
10
FRECUENCIA RELATIVAS COMO PROVAVILIDADES
La definición moderna de probabilidad basada en la axiomática de Kolmogorov es
relativamente reciente. Históricamente hubo otros intentos previos de definir el
escurridizo concepto de probabilidad, descartados por diferentes razones. Sin
embargo conviene destacar aquí algunas ideas que aparecen en la antigua definición
basada en la frecuencia relativa, ya que permiten intuir algunas profundas
propiedades de la probabilidad.
Recordemos antes que si en un experimento que se ha repetido n veces un
determinado suceso A se ha observado en k de estas repeticiones, la frecuencia
relativa fr del suceso A es:
fr = k/n
El interés por la frecuencia relativa y su relación con el concepto de probabilidad
aparece a lo largo de los siglos XVIII a XX al observar el comportamiento de
numerosas repeticiones de experimentos reales.
DISTIBUCION NORMAL DE PROBABILIDAD Y SU INTERPRETACION.
En estadística y probabilidad se llama distribución normal, distribución de Gauss o distribución Gaussiana, a una de
las distribuciones de probabilidad de variable continua que con más frecuencia aparece aproximada en fenómenos
reales.
La gráfica de su función de densidad tiene una forma acampanada y es simétrica respecto de un
determinado parámetro. Esta curva se conoce como campana de Gauss.
La importancia de esta distribución radica en que permite modelar numerosos fenómenos naturales, sociales y
psicológicos. Mientras que los mecanismos que subyacen a gran parte de este tipo de fenómenos son
desconocidos, por la enorme cantidad de variables incontrolables que en ellos intervienen, el uso del modelo
normal puede justificarse asumiendo que cada observación se obtiene como la suma de unas pocas causas
independientes.
De hecho, la estadística es un modelo matemático que sólo permite describir un fenómeno, sin explicación alguna.
Para la explicación causal es preciso el diseño experimental, de ahí que al uso de la estadística en psicología y
sociología sea conocido como método correlacional.
La distribución normal también es importante por su relación con la estimación por mínimos cuadrados, uno de los
métodos de estimación más simples y antiguos.
La distribución normal también aparece en muchas áreas de la propia estadística. Por ejemplo, la distribución
muestra de las medias muéstrales es aproximadamente normal, cuando la distribución de la población de la cual
se extrae la muestra no es normal. Además, la distribución normal maximiza la entropía entre todas las
distribuciones con media y varianza conocidas, lo cual la convierte en la elección natural de la distribución
subyacente a una lista de datos resumidos en términos de media maestral y varianza. La distribución normal es la
más extendida en estadística y muchos test estadísticos están basados en una supuesta "normalidad".
En probabilidad, la distribución normal aparece como el límite de varias distribuciones de probabilidad
continuas y discretas.
VALOR DESEADO Y TOLERANCIAS (TV, USL, LSL.
Se debe de encontrar sus aplicaciones y llevar un control de la calidad en múltiples aéreas de trabajo.
La acumulación de tolerancias es de suma importancia para la elaboración, fabricación, diseño, etc. Porque por medio de esta se tiene la seguridad de que el proceso de producción está bien diseñado y así no tener que llegar al re maquinado o a la eliminación de nuestras piezas producidas, como también a la devolución de las mismas. El saber o conocer nuestro valor deseado y las tolerancias a las que estamos sujetos sirve de herramienta para corregir o evitar imperfecciones presentadas en el diseño. Aplicándolas correctamente es como se evitara dicha aparición de alteraciones e imperfecciones.
El valor deseado en la aplicación a la industria es aquel valor al cual la empresa quiere llegar en sus productos. Se refiere a las medidas que el producto debe obtener para ser un producto excelente, de excelente calidad, y que cumple con todos aquellos requisitos tanto del cliente interno como del cliente externo. Pero para ello, como es imposible que todas las piezas sean o salgan iguales se les da un valor de discrepancia y es aquel valor de tolerancia que se les da a las piezas para pasarse o llegar al valor deseado o sea, el valor al que se desea llegar.
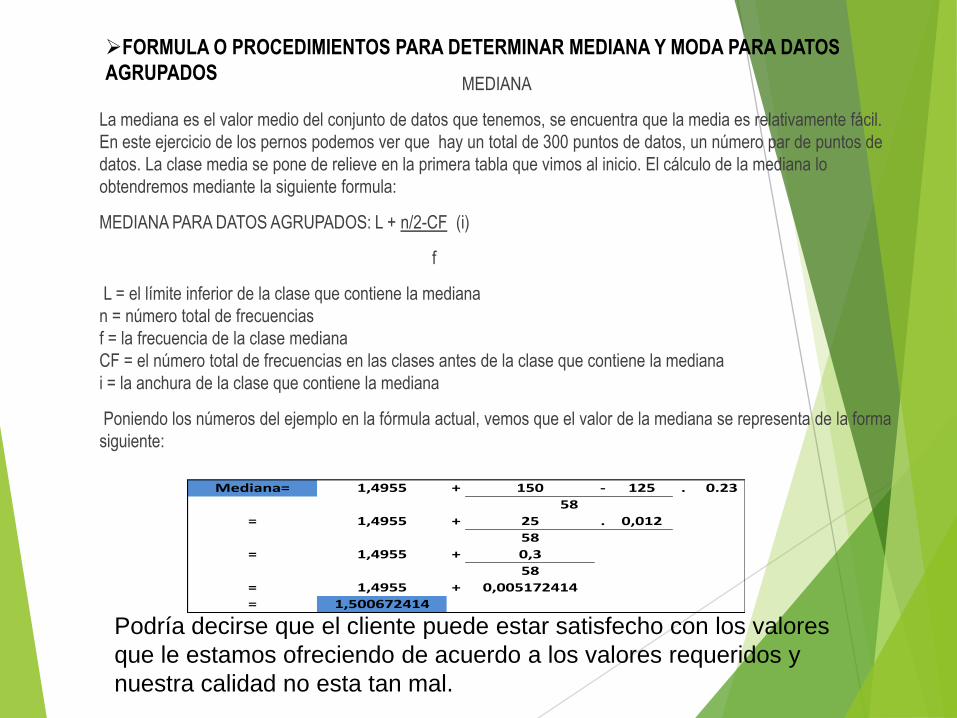
FORMULA O PROCEDIMIENTOS PARA DETERMINAR MEDIANA Y MODA PARA DATOS
AGRUPADOSMEDIANA
La mediana es el valor medio del conjunto de datos que tenemos, se encuentra que la media es relativamente fácil.
En este ejercicio de los pernos podemos ver que hay un total de 300 puntos de datos, un número par de puntos de
datos. La clase media se pone de relieve en la primera tabla que vimos al inicio. El cálculo de la mediana lo
obtendremos mediante la siguiente formula:
MEDIANA PARA DATOS AGRUPADOS: L + n/2-CF (i)
f
L = el límite inferior de la clase que contiene la mediana
n = número total de frecuencias
f = la frecuencia de la clase mediana
CF = el número total de frecuencias en las clases antes de la clase que contiene la mediana
i = la anchura de la clase que contiene la mediana
Poniendo los números del ejemplo en la fórmula actual, vemos que el valor de la mediana se representa de la forma
siguiente:
Mediana= 1,4955 + 150 - 125 . 0.23
= 1,4955 + 25 . 0,012
58
= 1,4955 + 0,3
58
= 1,4955 + 0,005172414
= 1,500672414
58
Podría decirse que el cliente puede estar satisfecho con los valores
que le estamos ofreciendo de acuerdo a los valores requeridos y
nuestra calidad no esta tan mal.
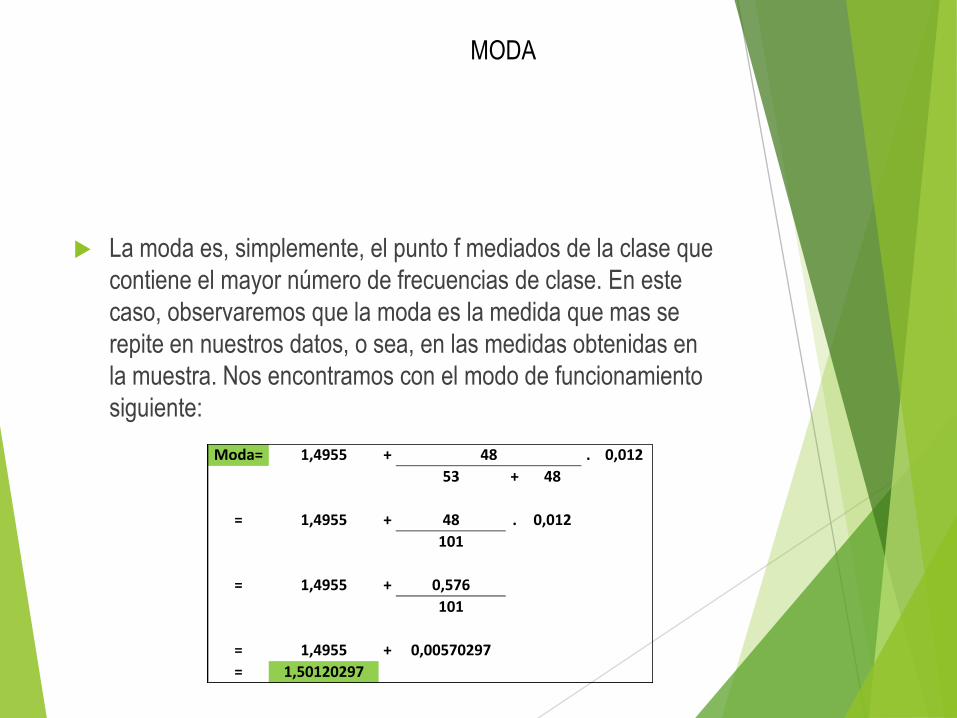
MODA
La moda es, simplemente, el punto f mediados de la clase que
contiene el mayor número de frecuencias de clase. En este
caso, observaremos que la moda es la medida que mas se
repite en nuestros datos, o sea, en las medidas obtenidas en
la muestra. Nos encontramos con el modo de funcionamiento
siguiente:
Moda= 1,4955 + . 0,012
53 + 48
= 1,4955 + 48 . 0,012
101
= 1,4955 + 0,576
101
= 1,4955 + 0,00570297
= 1,50120297
48
INTERPRETACION DE GRAFICOS
ESTADISTICOS, ESPESIFICAMENTE EL HISTOGRAMA. En estadística , un histograma es una representación grafica de una variable en
forma de barras, donde la superficie de cada barra es proporcional a la frecuencia de los valores representados. En el eje vertical se representan las frecuencias, y en el eje horizontal los valores de las variables, normalmente señalando las marcas de clase, es decir, la mitad del intervalo en el que están agrupados los datos.
En términos matemáticos, puede ser definida como una función inyectiva (o mapeo) que acumula (cuenta) las observaciones que pertenecen a cada sub intervalo de una partición. El histograma, como es tradicionalmente entendido, no es más que la representación gráfica de dicha función.
Se utiliza cuando se estudia una variable continua, como franjas de edades o altura de la muestra, y, por comodidad, sus valores se agrupan en clases, es decir, valores continuos. En los casos en los que los datos son cualitativos (no-numéricos), como sexto grado de acuerdo o nivel de estudios, es preferible un diagrama de sectores.
Los histogramas son más frecuentes en ciencias sociales , humanas y económicas que en ciencias naturales y exactas. Y permite la comparación de los resultados de un proceso.
TIPOS DE HISTOGRAMA:
Diagramas de barras simples
Representa la frecuencia simple (absoluta o relativa) mediante la altura de la barra la cual es proporcional a la frecuencia simple de la categoría que representa.
Diagramas de barras compuesta
Se usa para representar la información de una tabla de doble entrada o sea a partir de dos variables, las cuales se representan así; la altura de la barra representa la frecuencia simple de las modalidades o categorías de la variable y esta altura es proporcional a la frecuencia simple de cada modalidad.
Diagramas de barras agrupadas
Se usa para representar la información de una tabla de doble entrada o sea a partir de dos variables, el cual es representado mediante un conjunto de barras como se clasifican respecto a las diferentes modalidades.
La diferencia entre los gráficos de barras e
histogramas
Esta es la principal diferencia entre los gráficos de barras e histogramas. Con los gráficos de barras, cada columna representa un grupo definido por una variable categórica, y con histogramas, cada columna representa un grupo definido por una variable cuantitativa.
Una implicación de esta distinción, sino que siempre es apropiado para hablar de la asimetría de un histograma, es decir, la tendencia de las observaciones a caer más en el extremo inferior o en el extremo superior del eje X.
Con gráficos de barras, sin embargo, el eje X no tiene un extremo inferior o un extremo alto, porque las etiquetas en el eje X son categóricas - no cuantitativo. Como resultado, es menos apropiado para formular observaciones sobre la asimetría de un gráfico de barras.
Probablemente la más utilizada y que más se habla gráfico en cualquier clase de estadísticas, un histograma contiene una enorme cantidad de información si se puede aprender a buscarlo. Si bien es posible entrar en detalle sobre las diferentes formas que puede encontrar, o cuando la media y la mediana va a "acabar", este artículo sólo se centrará en la lectura de la información del histograma te da.
La idea general detrás de un histograma es dividir el conjunto de datos en grupos de igual longitud que nos permite ver los patrones en los datos en lugar de la detallada información que se obtiene de lo que es básicamente una lista de números.
CALIDAD EN TERMINOS DE CUMPLIMIENTO DE
ESPECIFICACIONES O REQUERIMIENTO DEL CLIENTE
Kaoru Ishikawa (1990) Define la calidad como desarrollar, diseñar, manufacturar y mantener un producto de calidad que sea el más económico, útil y satisfactorio para el consumidor.
Joseph. M. Juran (1993). La calidad se define, como aptitud o adecuación al uso, lo cual implica todas aquellas características de un producto que el usuario reconoce que le benefician y siempre serán determinadas por el cliente , y no por el productor, vendedor o persona que repara el producto.
A. Galgano (1995): La calidad se obtiene con la participación de todas las áreas de la empresa . O sea, la calidad del producto es el resultado del trabajo de todos los departamentos; cada uno de ellos debe llevar a cabo sus funciones y realizarlas con calidad. Además la calidad se proyecta sobre todo hacia el interior de la empresa , pero existe también un significado operativo que se proyecta hacia el exterior y que representa uno de los pilares fundamentales de todo el edificio de la gestino de la Calidad Total (GCT).
Philip Crosby (1996). Conformidad con los requisitos.
Por su parte, Philip Crosby (1997), la calidad es ajustarse a las especificaciones, desde una perspectiva ingenieril se define como el cumplimiento de las normas y requerimientos precisos. Su lema es "Hacerlo bien, a la primera vez y conseguir cero defectos", confirmando que la calidad está basada en cuatro principios absolutos: cumplimiento de requisitos, sistemas de prevención, su estándar de realización es cero defectos y su medida es el precio del incumplimiento.
ISO 9000/2000.Calidad: capacidad de un conjunto de características inherentes de un producto, sistema o proceso para satisfacer los requisitos de los clientes y otras partes interesadas.
Enfoque al cliente: Las organizaciones dependen de sus clientes y por lo tanto
deben comprender sus necesidades actuales y futuras, satisfacer sus requisitos y
esforzarse en exceder sus expectativas. Un cliente se define como: "Persona que a
través de un producto de intercambio espera recibir un producto o servicio para
satisfacer integralmente sus necesidades y deseos".
Los clientes a su vez, quieren proveedores de servicio que sean buenos, que
conozcan su trabajo, que sean amables, fiables y que posean una capacidad de
solución a los problemas que presenten ante él. Existen diversos tipos de clientes
(Ver Figura 1), como son:
Clientes internos: Son los beneficiarios o los que reciben las salidas o resultados
de los esfuerzos del trabajo de los procesos internos de la organización.
Clientes externos: Son los beneficiarios que reciben el servicio o compradores de
una empresa . Estos son impactados por el producto, pero no son miembros de la
empresa u otra institución que produce el producto.
Cliente intermedio: Es aquel que media entre los clientes internos y los clientes
externos, cuya función es establecer un enlace entre ambos, ya sea a través de
una gestión de venta, promocion , garantizando que exista una correspondencia
entre lo que el cliente externo desea con la oferta brindada, para lograr cumplir sus
expectativas.
SATISFACCION DE LOS CLIENTES Para medir el grado de satisfacción de los clientes con respecto a la calidad requerida o esperada, se pueden
establecer dos métodos: medir objetivamente el grado de cumplimiento de las especificaciones que corresponden a la calidad requerida, o bien preguntar a los clientes, aunque no siempre coinciden los resultados de ambas medidas.
La satisfacción del cliente es pues, el estado de opinión respecto a su proveedor a partir del juicio de calidad que se deriva de sus prestaciones . Tiene una base estrictamente personal, porque un mismo servicio puede ocasionar juicios y evaluaciones diferentes en clientes diferentes.
La calidad la evalúa y la define el cliente, porque este es quien la recibe. No la determina la empresa, sino que la otorga el cliente. Hay que recordar que una cosa es lo que la empresa concibe y mide, y otra cosa es lo que el cliente recibe y valora.
El criterio anterior coincide con un proverbio del marketing cuando plantea que el cliente siempre tiene la razón.
Una empresa orientada al servicio del cliente está obligada a conocer quiénes son, qué desean y cómo aprecian sus servicios. El cliente constituye de hecho una valiosa fuente de información para mejorar los servicios de cualquier organización.
Para conocer cuáles son las necesidades expresadas o no expresadas, así como, la importancia que el cliente da a cada atributo del producto y el grado de satisfacción del mismo se aplican los distintos métodos de investigación.
La satisfacción de los clientes estará dada al beneficio obtenido al recibir el servicio. Estos pueden ser de dos tipos:
Los beneficios explícitos: Aquellos que se le solicitan (exigen) claramente al proveedor.
Los beneficios implícitos: no se mencionan durante las negociaciones, pero si se requieren en la evaluación final. Generalmente implícito significa que es habitual o una práctica común para la organización prestadora del servicio, sus clientes y otras partes interesadas.
Se alcanza satisfacción en los clientes si existe una comunicación real y verdadera, siendo altamente probable que el servicio tenga el éxito esperado en alcanzar el objetivo de eficacia y eficiencia. Lo cual conlleva a una triangulación obligada entre: eficacia – eficiencia – efectividad.
Eficacia: Si satisface las necesidades y deseos del cliente, tanto los
establecidos, indicados de manera explícita, como los implícitos.
Eficiencia: Si ha sido proporcionado con los mínimos recursos y costos
internos. En este aspecto resulta importante ser muy cuidadoso para no
caer en un detrimento en la calidad de la prestación del servicio y del
servicio recibido, por recurrir a los menores costos. La eficiencia también
exige un conocimiento detallado del proceso de prestación del servicio, a
fin de lograr el mejor desempeño.
Efectividad: Es la suma de eficiencia más la eficacia, es decir, cumplir
con la meta, satisfacer al cliente con el mínimo consumo de recursos.
Para lograr una gestión de calidad con eficiencia hay que hablar de la
gestión por procesos. Por tanto, en el próximo epígrafe se abordará dicha
temática.