edición xiv - pdf.corrugando.compdf.corrugando.com/corrugando-14.pdf · optimizacion de plantas de...
TRANSCRIPT

Revista Oficial Asociación de Corrugadores del Caribe, Centro y Sur América.Volumen II - Edición XIV - Diciembre 2009-Enero 2010 • www.corrugando.com
VII Fascículo Manual de Elaboración del Cartón Ondulado
Innovación
Aliada de la productividad
ACCCSA premiará
la excelencia en la industria
Tiruña SL •Ingenio a gran escala
No más bolsas •plásticas


SISTEMA DE ELECTROCOAGULACION Y FILTRACION POR MEMBRANAS PARA EL RECICLO DE AGUAS LAVADO DE FLEXOS Y PREPARACION DE GOMAS CAP: 10 - 50 M3/DÍA. AREA TOTAL: 15 M2 CONSUMO ENERGÍA: 10 KW/HR
CICLO CERRADO DE AGUA EN CORRUGADORAS
“SISTEMA DE TECNOLOGIA LIMPIA REEMPLAZA TRATAMIENTOS BIO - QUIMICOS CONVENCIONALES”
TECNOLOGÍA: Oxidación Intensa con PLASMA, producido IN SITU ELECTROCOAGULACION (EC) SIN QUIMICOS. Los agentes coagulantes se producen por electroquímica IN SITU,
un 10% de los LODOS que producen los tratamientos químicos convencionales FILTRACION CON MEMRBANAS de Ultrafiltración y Osmosis Inversa para Permitir 100% RECICLO calidad proceso
VENTAJAS: 90% MENOS LODOS totalmente INERTES QUE SE DISPONEN COMO BASURA – NO REQUIERE FILTRO PRENSA AGUA PRODUCIDA LIBRE DE OLOR - NO REQUIERE USO DE BIOCIDAS CERO TURBIDEZ, PH CONSTANTE 7,5 + -0.5 - MEJORA EL PIN ADHESION – CERO CONTAMINACION EN PRODUCTO TERMINADO NO REQUIERE OBRAS CIVILES – MINIMA AREA REQUERIDA – TECNOLOGIAS LIMPIAS SIN QUIMICOS Sistemas Totalmente AUTOMATIZADOS – Reduce el costo de Mano de Obra APLICACIONES: CORRUGADORAS SIN TRATAMIENTO OPTIMIZACION DE PLANTAS DE TRATAMIENTO ACTUAL (Llevar a RECICLO, Disminuir LODOS, Disminuir Costos Operación) OTRAS INDUSTRIAS: Molinos de Papel, Procesadoras de Alimentos, Textiles, Lavanderías Industriales, Petroquímica.
Colombia Mexico y Caribe Venezuela [email protected]
573 316 8241911
SOLIDOS SUSPENDIDOS TOTALES 100%
DEMANDA BIOQUIMICA OXIGENO 99%
DEMANDA QUIMICA OXIGENO 99%
DUREZA TOTAL 99%
TURBIDEZ / COLOR 100%
BACTERIAS 100%
REMOCIONES
La EC produce
ANTES DESPUES
SISTEMA DE ELECTROCOAGULACION Y FILTRACION POR MEMBRANAS PARA EL RECICLO DE AGUAS LAVADO DE FLEXOS Y PREPARACION DE GOMAS CAP: 10 - 50 M3/DÍA. AREA TOTAL: 15 M2 CONSUMO ENERGÍA: 10 KW/HR
CICLO CERRADO DE AGUA EN CORRUGADORAS
“SISTEMA DE TECNOLOGIA LIMPIA REEMPLAZA TRATAMIENTOS BIO - QUIMICOS CONVENCIONALES”
TECNOLOGÍA: Oxidación Intensa con PLASMA, producido IN SITU ELECTROCOAGULACION (EC) SIN QUIMICOS. Los agentes coagulantes se producen por electroquímica IN SITU,
un 10% de los LODOS que producen los tratamientos químicos convencionales FILTRACION CON MEMRBANAS de Ultrafiltración y Osmosis Inversa para Permitir 100% RECICLO calidad proceso
VENTAJAS: 90% MENOS LODOS totalmente INERTES QUE SE DISPONEN COMO BASURA – NO REQUIERE FILTRO PRENSA AGUA PRODUCIDA LIBRE DE OLOR - NO REQUIERE USO DE BIOCIDAS CERO TURBIDEZ, PH CONSTANTE 7,5 + -0.5 - MEJORA EL PIN ADHESION – CERO CONTAMINACION EN PRODUCTO TERMINADO NO REQUIERE OBRAS CIVILES – MINIMA AREA REQUERIDA – TECNOLOGIAS LIMPIAS SIN QUIMICOS Sistemas Totalmente AUTOMATIZADOS – Reduce el costo de Mano de Obra APLICACIONES: CORRUGADORAS SIN TRATAMIENTO OPTIMIZACION DE PLANTAS DE TRATAMIENTO ACTUAL (Llevar a RECICLO, Disminuir LODOS, Disminuir Costos Operación) OTRAS INDUSTRIAS: Molinos de Papel, Procesadoras de Alimentos, Textiles, Lavanderías Industriales, Petroquímica.
Colombia Mexico y Caribe Venezuela [email protected]
573 316 8241911
SOLIDOS SUSPENDIDOS TOTALES 100%
DEMANDA BIOQUIMICA OXIGENO 99%
DEMANDA QUIMICA OXIGENO 99%
DUREZA TOTAL 99%
TURBIDEZ / COLOR 100%
BACTERIAS 100%
REMOCIONES
La EC produce
ANTES DESPUES

-4- Edición XIV - Diciembre 2009-Enero 2010
Editorial
Un buen comienzo
Iniciamos un nuevo año, lleno de optimismo y con los mejores augurios, para que este 2010 sea próspero y que nos permita seguir adelante en nuestra misión por fortalecer la industria car-
tonera en la región.
Si miramos hacia atrás, muchos fueron los aciertos y desaciertos que como industria tuvimos que afrontar. Sin embargo, ya lo han anunciado muchos especia-listas, el 2010 será un año que permitirá repuntar la economía en nuestros países y mejorar el clima para invertir y hacer negocios en latinoamerica.
En ACCCSA estamos muy conscientes de los innu-merables retos que enfrenta el sector como muchos otros en el mundo. No obstante, hemos ido prepa-rándonos por ofrecerle no solo encuentros anuales más enriquecedores a nivel empresarial y profesio-nal, sino capacitaciones de alto nivel, que sean una herramienta vital dentro de su quehacer diario como industrial-corrugador-proveedor.
Este año que pasó fue sumamente duro, sin embar-go la carga fue menos pesada, con el apoyo que tuvimos de cada uno de ustedes. La Convención rea-lizada en Colombia fue una muestra del gran apoyo que tuvimos, de parte de la industria como un todo. Lo mismo ocurrió con nuestros amigos pautantes de
la Revista Corrugando, sin ellos, esta publicación no sería posible. Y más bien, con la ayuda de cada uno de ustedes, amigos lectores, proveedores y empresas asociadas, la revista se consolida cada vez más como una herramienta de colección, de consulta frecuente en nuestra región.
Esa es la meta, continuar ofreciendo informaciones de calidad, de aporte, de superación, que permitan enaltecer la labor del sector a nivel empresarial, gru-pal y profesional. Por lo que los invitamos a seguir-nos apoyando y caminar a nuestro lado, con ideas que aporten investigación, análisis y estudio en el desarrollo y crecimiento de la industria cartonera la-tinoamericana.
De parte de la Junta Directiva de ACCCSA, del equi-po de colaboradores y Corrugando, les deseamos bienestar y prosperidad en este nuevo año, que sin duda será de gran provecho para el sector.¡Qué disfruten está edición!
Ing. Santiago ReynaPresidente Junta Directiva
ACCCSA


Entrevista
-6- Edición XIV - Diciembre 2009-Enero 2010 -6-
Volumen II - Edición XIV - Diciembre 2009-Enero 2010 • www.corrugando.com
Noticias 8
No más bolsas plásticas•
Cartón, una apuesta •competitiva
Capacitación 18
Capacitación continua•
Entrevista 10
Tiruña SL •Ingenio a gran escala
Agenda 38
Consejo EditorialJunta Directiva ACCCSAPresidente: Santiago ReynaVicepresidente: César ValenciaTesorero: Arturo CastilloSecretario: Eugenio Chatelet.Fiscal: Augusto TejeiraVocal: Roberto Rumié
Director EjecutivoIng. Javier Rivera [email protected]
Directora de OperacionesLicda. Paola Rímolo [email protected]
OficinasCosta RicaTelf: 506+25 88 24 36 / 25 88 24 37Fax: 506+ 25 88 24 38Apdo Postal: 681-1250 Plaza Colo-nial, EscazúSan José, Costa Rica CorrugandoeselórganooficialdelaAsociaciónde Corrugadores del Caribe, Centro y Surámerica (ACCCSA). Es editado por ACCCSA Revista y Pu-blicaciones S.A. Se prohíbe la reproducción total o parcial de la publicación sin la autorización expre-sa de sus editores. Todos los derechos reservados. Los artículo publicados son responsabilidad de sus autores,nonecesariamentereflejanlaopinióndeACCCSA. Corrugando es una marca registrada.
EditoraMa. Martha Mesén [email protected]
Publicidad y SuscripciónEjecutiva de PublicidadAdriana Bermú[email protected]
Correctora de estiloMarcela Cerdas Troyo
DiseñoLínea, Arte y Diseño
Periodista colaboradoraMaría Carmenza Gómez Fernández
Producción GeneralAltea Comunicació[email protected]
ColaboradoresRonald SpiceGerman Retana
Créditos
Indice
Edición XIV - Diciembre 2009-Enero 2010
Negocios 16Discernir para disentir•
Innovaciones 31
Aliados de la •productividad y la competitividad

En el XXX Aniversario de ACCCSA
¡Premiaremos la excelencia!Convocatoria de participación
CONCURSO DE TRABAJOS DE INVESTIGACIÓN EN PLANTA CORRUGADORA
ACCCSA abre la convocatoria para participar en este concurso por me-dio de la presentación y envío de un trabajo de investigación que se realice en alguna planta corrugadora de la región latinoamericana.
Requisitos para participar:
El trabajo de investigación debe ser de interés para el sec-• tor industrial cartonero y estarse llevando a cabo en una planta corrugadora de la región.
La empresa participante debe estar asociada y activa en • ACCCSA.
La empresa participante debe enviar información del tra-• bajo de investigación a la oficina de ACCCSA en San José, Costa Rica, digitalmente e impresa, con el fin de ser eva-luada por un Comité Técnico nombrado por la Junta Direc-tiva de ACCCSA.
Todo trabajo de investigación debe tener lo siguiente: • nombre de la empresa participante, los objetivos que pre-tende el trabajo de investigación, la metodología utilizada, equipo de investigación utilizado, resultados esperados, resultados obtenidos, y beneficios dados a la planta corru-gadora o al proceso productivo.
El trabajo de investigación ganador será publicado en el • siguiente número de la Revista Corrugando, por lo que la empresa corrugadora ganadora autorizará por escrito a ACCCSA, la publicación sin restricción alguna.
La empresa corrugadora ganadora presentará el trabajo • de investigación en la XXX Convención y Feria Internacional de ACCCSA 2010 en Costa Rica. El tiempo de exposición será de 30 minutos máximo sin espacio para preguntas.
Tiempo para presentar el trabajo de investigación:
La fecha límite para enviar el trabajo de investigación es: 18 • de mayo de 2010. El resultado final del trabajo ganador se conocerá el 12 de junio de 2010.Enviarlo a la dirección de correo electrónico: jrivera@• acccsa.org y a la dirección postal: 681-1260 San José, Cos-ta Rica. Y/o dirección de courier: ACCCSA. Edificio Spazio Ejecutivo, Oficina 7, primer piso, San Rafael de Escazú, San José, Costa Rica.
Premio:Sólo habrá un trabajo de investigación ganador, los pre-• mios consisten en lo siguiente:
US$1,000 (pagaderos en cheque o depositados en una • cuenta bancaria del participante ganador).La empresa participante ganadora asignará a una per-• sona de la empresa para que asista invitada a la XXX Convención ACCCSA 2010 con los gastos de tiquete aéreo (clase económica), hospedaje en el hotel sede de la convención y alimentación completa incluida del 18 al 22 de julio del 2010 (No cubre el consumo del minibar, servicio de lavandería y llamadas internacionales).Publicación del trabajo de investigación en la Revista • Corrugando, revista oficial de ACCCSA.
Información adicional:Contactar al Ing.Javier Rivera Fournier, Director Ejecutivo, a la dirección de correo electrónico: [email protected] o bien a los números de teléfono: (506) 2588-2436 / (506) 2588-2437
ACCCSA

-8- Edición XIV - Diciembre 2009-Enero 2010
Noticias
Solo en España, tercer país europeo en consumo de bolsas de plástico de un solo uso, cada habitante recibe al año una media de 238 de estas bolsas, que tardan 400 años en
descomponerse, de las cuales solo se recicla el 10 por ciento.
Para contrarestar esta situación, una propuesta denominada Plan Nacional Integrado de Residuos, indica que el uso de estas bolsas tendrá que reducirse, para su prohibición progresiva en el 2010.
Y es que si cada persona utilizara bolsas reutilizables, se podría ahorrar a lo largo de la vida, más de 20.000 bolsas de un solo uso.
Fuente: AFCO
Diversas iniciativas pretenden cerrarle el paso a las bolsas plásticas. Mientras que la tela, el cartón o la fécula de patata se convierten en las grandes y positivas alternativas para el comercio mundial.
No más bolsas plásticas
Según el Instituto Sueco de Investigación Am-biental (IVL, por sus siglas en inglés), la bolsa de papel tiene siempre una huella de carbono nega-tiva. En cualquiera de los tres escenarios posibles, reciclaje, incineración, vertedero, del final del ci-clo de vida de la bolsa de papel, sus emisiones de CO2 son negativas.
La eventual sustitución del plástico reutilizable por cartón ondulado implicaría una reducción en las emisiones de CO2 equivalentes a las genera-das por 78.518 automóviles. El supuesto contra-rio conllevaría incrementar las emisiones en una cantidad equivalente a la producida por 365.107 automóviles.
¿Sabía usted? ¿Sabía usted?

Noticias
Una industria
sostenible
Lejos de quedar atrás por las nuevas tecnologías de comunicación, el papel se ha convertido en un importante actor, al punto que en los últimos diez años se ha incrementado su uso en un 20 por
ciento el consumo por habitante.
Y es que se han desarrollado hasta 50 aplicaciones nuevas y la fac-turación anual ha ascendido hasta los 5.000 millones de euros. Todo esto ha traído consigo un gran desarrollo en los sistemas de reciclaje y eficienciaenergética,quehanhechodelsectorpapelerounaindustriasostenible.
En el 2008 se recuperó y recicló el 69 por ciento del papel consumido, frente al 64 por ciento del 2007. Solo en España se reciclan cerca de 5 millones de toneladas de papel y cartón al año. Su reciclado no sólo permite la optimización de los recursos naturales, sino que supone un gran ahorro de espacio en los vertederos y una reducción de las emi-siones.
Fuente: Forestal web/ AFCO
ANUNCIO PEGADORAS copy.pdf 12/7/09 9:04:07 PM

-10- Edición XIV - Diciembre 2009-Enero 2010
Noticias
Esa es una de las conclusiones del estudio realizado por Mi-guel Ángel Martín, experto en logística y socio Director de Apoyo Logístico Personalizado S.L. Al parecer los producto-
res agrícolas podrían llegar a ahorrar el equivalente a un 13 por ciento de su facturación utilizando cartón en vez de plástico.
Al utilizar plástico, se necesitan más palets, más camiones y más mano de obra de carga y
descarga. Por lo que el cartón no solo es una opción rentable, sino ambientalmente saludable.
Para llegar a estas conclusiones, Martín comparó los costos del envasado hortofrutícola en embalajes de cartón ondulado y de plástico reutilizable.
De lo que se deriva que el plástico tiene un mayor coste para el envasador. Martín aseguró durante su exposición que “los productores agrícolas pueden llegar a ahorrar el equivalente a un 13% de su facturación utilizando cartón en vez de plástico.
Según el especialista las cajas de plástico reutilizable tienen una peor adaptación al contenido, y transportar aire tam-
bién se paga. Desde el análisis económico, ecológico y de logística, aboga por el uso de cajas de cartón ondulado frente a las de plástico reutilizable, ya que éste último puede resultar
entre un 20% y un 30% más caro que el cartón para el envasador.
En criterio de uno de los participantes de la CO-EXPHAL, cada vez más, los consumidores verán el
cartón no como una caja sino como algo que ayuda a evitar el cambio climático, que reduce emisiones de CO2, algo
sostenible y saludable para el planeta.
Fuente: www.afco.es • www.elalmeria.es
Un nuevo estudio arroja que utilizar cartón ondulado significaría un notable ahorro para los envasadores.
Cartón, una apuesta competitiva

-11- Asociación de Corrugadores del Caribe, Centro y Sur América
Competitividad
-11-
Noticias
Una de ellas es cuando debe realizar una serie de dobleces a la pieza que se encuentra en el alimentador de la máqui-na y posteriormente empujarla para que ésta la agarre y la
pueda procesar.
Muchostrabajadoresenlaindustriacartoneraygráfica,se ven sujetos a una serie de problemas ergonómicos, cuando realizan diversas tareas.
Riesgos ergonómicos,
¡evítelos!
1.Lesión musculoesquelética de extremidades su-periores: brazo y hombro: La altura del plano de
trabajo se suele encontrar elevada respecto a la ideal en este tipo de tareas lo que obliga a trabajar con los hombros levantados, lo que unido a la alta repetitivi-dad de la tarea provoca riesgos para las extremidades superiores.
2.Lesión dorsolumbar por postura: En otras ocasiones en este tipo de tareas, la altura del
plano de trabajo se encuentra a baja altura, lo que obliga al trabajador a flexionar el tronco en exce-so.
3.Lesión musculoesquelética de extremidades su-periores: mano-muñeca: El riesgo es debido a la
postura en extensión que adopta la muñeca al empu-jar la pieza de cartón, unido a la alta repetitividad de este tipo de tareas.
Evítelo
1.En este tipo de tareas resulta prioritario conse-guir que el trabajador se encuentre en posición
erguida y que realice el empuje de la pieza a una altura un poco inferior a la altura del codo del trabajador.
2.La mesa de alimentación de la máquina regula-ble en altura: De esta manera se podrá conseguir
que, independientemente de la altura del trabajador, éste empuje siempre la pieza en una posición óptima.
3.Rotaciones de personal: Los problemas de re-petitividad de la tarea solamente pueden ser
solucionados mediante medidas administrativas de rotación de personal. Las soluciones técnicas en este caso inviables, debido a la necesidad de adaptación del trabajo manual a la variabilidad de la tarea.
Recomendaciones
Fuente: Riesgos ergonómicos en el sector de fabricantes de cartón ondulado y artes gráficas. AFCO y Fundación para la Prevención deRiesgos Laborales.
Postura incorrecta.
Postura correcta del tronco y extremidades superiores.
Asociación de Corrugadores del Caribe, Centro y Sur América

-12- Edición XIV - Diciembre 2009-Enero 2010
Sección Especial Convención
Una de las principales fuentes de ingreso de
Costa Rica es el turismo. No es para menos,
aunque es un país pequeño en extensión terri-
torial y cubre solo el 0,03 por ciento de la su-
perficie del planeta, tiene el privilegio de ser el hábitat del 6
por ciento de la biodiversidad existente en todo el mundo.
Además, el 25,58 por ciento de su territorio está protegido
bajo diversas formas de conservación.
En cuanto a su geografía, se puede encontrar zonas altas
en el país, con una altura de 1.000 a 2.000 metros sobre
el nivel del mar. La Cordillera de Guanacaste, la Cordille-
ra Central y la Cordillera de Talamanca son las principales
zonas montañosas de la nación. Se cuenta con una gran
diversidad de volcanes activos, como el Volcán Arenal, el
Volcán Irazú, entre otros. La montaña más alta, el Cerro
Chirripó, mide 3.819 metros.
Valorada como uno de los destinos internacionales más visitados en el mundo, Costa Rica será la sede de la próxima XXX Convención & Exposición Anual de ACCCSA 2010.
Un país de
gran potencial turístico

-13- Asociación de Corrugadores del Caribe, Centro y Sur América
El clima es muy agradable tanto en la época seca, que se ex-tiende de diciembre a abril, como en la época lluviosa, que comprende los meses de mayo a noviembre. En esta última, habitualmente se esperan lluvias en las tardes, mientras que las mañanas son soleadas.
Debido a factores como ubicación geográfica, condiciones cli-máticas, formación de cordilleras, montañas y valles, este país goza de diferentes subclimas que dan origen a diversos tipos de vegetación.
El clima es, en general, tropical lluvioso, influenciado por los vientos y las brisas marinas.
La cultura costarricense es el reflejo de la mezcla de razas que coexisten en el país. La influencia principal es la europea, que se demuestra en aspectos como el idioma oficial (el español), la arquitectura de las iglesias y otros edificios históricos.
Costa Rica tiene más de un siglo de tradición democrática y no tiene ejército. Este fue abolido en 1948.
Prosperidad en los ticos
Recientemente, el Instituto Legatum designó a Costa Rica en el primer lugar a nivel latinoamericano en el Índice de Prosperidad 2009.
El Índice de Prosperidad evalúa 104 naciones de todo el mundo a partir de 44 indicadores diferentes de la competencia econó-mica y la calidad de vida.
En Costa Rica, las instituciones democráticas y la libertad perso-nal son las variables calificadas como más fuertes.
Información tomada y adaptada de la página oficial del Ins-tituto Costarricense de Turismo: http://www.visitcostarica.com/ict/paginas/home.asp.
Del 18 al 21 de julio se celebrará la XXX Convención & Exposición Anual ACCCSA 2010.

Si pensamos en nuestras empre-sas como si fueran parte de una carretera hacia nuestros clientes, la justificación se hace más fácil.
Sin embargo, existen los que no quedan convencidos y tratan de sacar mayor pro-ductividad con las mismas herramientas.
A continuación, se presentan varios pun-tos que considerar si deseamos mayor productividad:
Seguridad:
Una planta que conozco tiene un letre-ro que dice: “Después de un accidente, nada es igual”. Un montacargas en una planta representa un alto riesgo para el personal y el equipo. No solo está la le-sión causada por un choque, hay aceite hidráulico en los pisos, daño a transpor-tadores, máquinas y material.
Organización:
Cuando se coloca una banda trans-portadora o carreteras internas en la planta, tenemos que pensar en el “line up” o secuencia en que correrán los productos. Aunque este orden quita un poco de “flexibilidad,” el orden re-presentado nos permite producir más en menos tiempo y con menos sobre-inventario dañado o perdido.
La organización nos permite considerar las famosas “Cinco S” donde no fabrica-mos lo que no necesitamos, fabricamos solo lo que podemos facturar, los ha-cemos tranquilamente porque nuestros equipos están limpios y en buenas con-diciones gracias a un mantenimiento pre-ventivo y organizado. Estandarizamos
en como preparamos la zona, el cambio de orden, y secuencia de eventos en el cambio. Finalmente, porque estamos mi-diendo todo esto, nos permite sobrevivir. Podemos contar con nuestros equipos y no depender de si el operador de mon-tacargas llegó con el “san lunes”.
Throughput:
El flujo de material es facilitado cuan-do halamos el producto en vez de empujarlo a través de la planta. Esto parece contraintuitivo, ya que muchos tenemos molinos y pensamos de ma-nera molinero-producción a 24/7/365. Sin embargo, si los clientes no están en posición de recibir el producto así,
-14- Edición XIV - Diciembre 2009-Enero 2010
Competitividad
Por Ronald SpiceDirector de Ventas y Mercadeo LatinoaméricaAlliance Machine Systems, Interna-tional, LLC
Todos hemos andado a
paso lento por vías sin
asfalto llenas de lodo.
¿Dónde fallamos en
la justificación de un
mejor camino?
¿Cómojustificar
el caminohacia el éxito?

-15- Asociación de Corrugadores del Caribe, Centro y Sur América
Competitividad
entonces nos convertimos en maestros de alineamiento: alinear lo que hace-mos con lo que nos piden. Cuando no tenemos “organización de halar”, so-lemos llenar la planta de láminas que no podemos procesar, que bloquean máquinas y espacio e incluso podría imposibilitar la producción.
Claro, nuestra corrugadora tiene una efi-cacia maravillosa, pero tenemos que pre-guntar si estamos midiendo lo correcto. Hay que ver el flujo de la planta en forma global, no solo en una máquina. Una téc-nica más tranquila para obtener el mejor rendimiento es comenzar con el final en mente, es decir, cómo presentar el pro-ducto a los camiones que lo llevan.
El main line o camino principal de sa-lida de una planta nos obliga a pensar en estandarizar la apariencia de nues-tro producto para poder cargarlo o al-macenarlo más fácilmente. Throughput también involucra correr más a mayor ritmo, lo cual se logra con los periféri-cos (prealimentadores, recibidores de alto rendimiento, paletizadores). La in-tervención de estos equipos también contribuye a la reducción de licencias médicas.
Reducción de merma:
Cuando manejamos todo con monta-cargas o mangas, siempre hay una o dos láminas que son “sacrificadas”. Si pone-mos números a este desperdicio, el mon-
to puede ser una gran sorpresa. Un cliente reportó que el monto era de alrededor de $200.000 dólares anua-les.
Cuando se estiban tres unidades ver-ticalmente entre corrugación y aca-bado, si el cartón no salió curado de la corrugadora, en la unidad inferior tenemos menos calibre que arriba. ¿De quién es la merma asociada a pérdida de registro en la prensa cuando el calibre cambió por aplas-tamiento?
De igual forma, cuando usamos montacargas en la planta, hay daño cuando choca la pila con otra pila. Por eso vemos hojas removidas de la línea de entrada para no crear un atascamiento con algo que no pode-mos facturar.
Tenemos la buena práctica de remo-ver cualquier hoja que pueda causar un atascamiento en nuestra linea; pero, ¿y si fuera un problema de co-rrugación regresarla a la corrugado-ra para segregación de lo que sirve y no sirve? ¿Dejamos esta tarea a nuestro cliente?
En conclusión, no solamente hay que mejorar el camino al éxito, sino que hay que cambiar como pensamos. Halar, no empujar. Secuencia es todo con base en la necesidad del cliente. Enfocar en eficiencia de planta no de una sola máquina. Cada departa-mento es responsable por su merma. Tratar al departamento que nos sigue como si fuera nuestro cliente. Cami-no al éxito no es un nuevo invento pero sí sigue una lógica mayor.

-16- Edición XIV - Diciembre 2009-Enero 2010
Negocios
Una vez más: La calidad de desempeño de una organización es determinada por la calidad de diálogo que exista entre sus miembros y entre ellos y otros actores externos que les
influyen. Cuanto más elevados son los principios éticos de las personas de ese sistema, mayor será el nivel de sus decisiones, relaciones y modos de disentir.
Los valores de cada actor determinan sus conductas y su prudencia al juzgar el comportamiento de los demás. La madurez y la claridad mental facultan el buen discerni-miento, el saber evaluar situaciones a fondo, verificando información antes de emitir criterios o tomar decisiones.
Saber discernir evita caer en proyecciones, es decir, en adjudicar a otras personas ciertos calificativos que po-seemos sobre nosotros mismos, sin reconocerlo y, por lo tanto, se los endosamos a otros. Una mente positiva mira primero hacia adentro y es vigilante estricta de sus pensamientos y palabras que, normalmente, están dirigi-das a construir, innovar y crecer.
La capacidad de discernir aumenta la lucidez que con-duce a actitudes positivas, mientras que la confusión conduce a la negatividad. Incluso, permite ser justos y pacientes para considerar distintos puntos de vista. El buen discernimiento protege contra la ofuscación men-tal o emocional, que solo agrava situaciones porque se actúa sin objetividad ni serenidad. Quienes se aferran a su negatividad jamás se desprenderán de su actitud sesgada que deforma la realidad, de modo que no tiene sentido intentar persuadirlos mientras exhiban esa in-transigencia.
Discernir paradisentir
El buen discernimiento protege contra la ofuscación mental o emocional, que solo
agrava situaciones porque se actúa sin objetividad ni serenidad.
Por el Dr. German Retana
Consultor y motivador en el área de negocios Profesor del INCAE

-17- Asociación de Corrugadores del Caribe, Centro y Sur América
Negocios
Los equipos sujetos a influencias negativas externas tam-
bién deben crecer en su discernimiento, para no obse-
sionarse en demostrar a esos actores la invalidez de sus
juicios, pues terminarán distrayendo su energía de lo esen-
cial: sus metas. Para verdades el tiempo, dice el refrán.
Saber discernir permite disentir con altura, con argumentos
sustentados en hechos comprobados y con divergencias
inteligentes y proactivas. Esta integridad eleva la capaci-
dad de análisis, de comprensión del prójimo, de rectifica-
ción en lo necesario y solo conduce al mejoramiento. Se-
gún O. Chambers, “la verdad espiritual es sólo discernible
por un corazón puro, no por un intelecto agudo.” Disentir
así energiza la búsqueda de soluciones, no de culpables,
dignificando a quienes eligen este sano camino.
La disciplina de elevar la calidad del discernimiento tiene
una valiosa recompensa: el respeto de quienes también
poseen tan sana costumbre.
Siempre existirá el riesgo de que algunos actores desaten
sus agendas o deseos personales sin pensar qué es lo me-
jor para el equipo y para ellos mismos. Por eso Confucio
afirmó: “Es tarea de la mente el discernir entre necesida-
des y deseos, y quien pueda hacerlo será verdaderamente
sabio”.
Una mente positiva mira primero hacia adentro y es vigilante estricta de sus pensamientos y palabras que, normalmente, están dirigidas a construir, innovar y crecer.
1.Saber discernir evita caer en proyecciones, es decir, en adjudicar a otras personas ciertos ca-
lificativos que poseemos sobre nosotros mismos, sin reconocerlo y, por lo tanto, se los endosamos a otros.
2.Una mente positiva mira primero hacia adentro y es vigilante estricta de sus pensamientos y pa-
labras que, normalmente, están dirigidas a construir, innovar y crecer.
3.La capacidad de discernir aumenta la lucidez que conduce a actitudes positivas, mientras que
la confusión conduce a la negatividad. Incluso, permite ser justos y pacientes para considerar distintos puntos de vista.
4.El buen discernimiento protege contra la ofusca-ción mental o emocional, que solo agrava situa-
ciones porque se actúa sin objetividad ni serenidad.
5.Quienes se aferran a su negatividad jamás se desprenderán de su actitud sesgada que defor-
ma la realidad, de modo que no tiene sentido intentar persuadirlos mientras exhiban esa intransigencia.
¡Tome nota!

-18- Edición XIV - Diciembre 2009-Enero 2010
La ciudad de Guayaquil, en Ecuador, fue la sede de esta capacitación en flexogra-fía y tintas, impartida por los especialistas Erasto Islas, de Tintas Sánchez, y Juan Bermúdez, de Harper Corporation.
Al seminario asistieron representantes de diferentes empresas ecuatorianas como Corrugadora Nacional (CRANSA), Cartopel, Incarpalm y Procarsa.
En esta actividad, los participantes pudieron aprovechar al máximo el conocimiento de los especialistas así como el obtenido por la retroalimentación grupal.
Bajo la consigna de brindar una
capacitación permanente
a la industria cartonera
latinoamericana, ACCCSA
realizó uno de sus últimos seminarios de
2009.
Capacitación continua
Capacitación

-19- Asociación de Corrugadores del Caribe, Centro y Sur América
Entrevista
La visión con la que ha crecido este negocio ha dejado huella, no solo en España, nación que los vio nacer, sino en cada lugar donde han en-contrado oportunidades de crecimiento y de-
sarrollo empresarial.
Lo que comenzó como un pequeño taller de reparación de piezas automovilísticas, se transformó, poco a poco, en un negocio que avanza sobre rodillos acanalados.
La innovación y el esfuerzo que les han inyectado cua-tro generaciones que han pasado por sus instalaciones, han dado sus frutos.
Con buen olfato para hacer negocios, han ido incur-sionando en diversos sectores industriales; de manera que, en la actualidad, es una empresa dedicada a la fa-bricación de piezas para industrias tan diversas y com-plejas como el sector eólico, energético, de cementos de minas y la industria corrugadora.
El 70% de su facturación corresponde a rollos corru-gadores, que exportan a 37 países; el 70% correspon-de a exportación fuera de Europa.
El esfuerzo con que han ido amalgamando cada una de sus piezas, les ha permitido incursionar con paso firme en la fabricación de rodillos corrugadores y pren-sas lisas para cualquier tipo de máquina onduladora.
Orígenes
La compañía Tiruña es de origen familiar. Nació en 1921, por lo que ya han cumplido mas de 85 años de “hacer empresa”, tal y como lo indica José Miguel Guibert, director general y representante de la cuarta generación de este emporio.
Los deseos de superación y de ir más allá, les permitió pasar de 6 empleados a 120 colaboradores actualmente.
El señor Guibert compartió con nosotros parte de la his-toria de la compañía: “Hace 40 años, mi padre trajo los rodillos corrugadores a la empresa; hasta entonces no teníamos un producto propio, sino que hacíamos repa-raciones de diferentes piezas mecánicas. La evolución de la mecánica hacia la fabricación de rodillos procede de una de las ferias de ACCCSA, donde mi padre vio que este era un producto raro y difícil y comenzaron a ha-cer rodillos con una licencia de una empresa alemana.
Con una trayectoria y experiencia que solo dan los años, Tiruña ha sabido trascender en el tiempo y consolidarse en diversos nichos de mercado, a tal punto que sus exportaciones van a más de 37 países alrededor del mundo.
Ingenio
a gran escala

-20- Edición XIV - Diciembre 2009-Enero 2010
Entrevista
Duramos un tiempo con esta alianza; luego, poco a poco, nos fuimos separando y producimos los rodillos de una manera diferente”.
“Siempre íbamos buscando piezas. Como éramos un taller mecánico muy importante, grande, y con maquinaria para hacer toda clase de piezas diferentes y difíciles, estábamos buscando una pieza mecánica que diera un valor añadido, que fuera difícil y cuando descubrimos los rodillos corrugadores, a partir de ahí empezamos a crear nuestra propia línea: rodillos acanalados o corrugadores”, añadió.
El consolidar todo un equipo de trabajo, capacitando al personal y formando ingenieros, actuali-zándose en tecnologías, ha sido parte esencial en su desarrollo.
Revista Corrugando conversó con el Sr. Guibert sobre el progreso y futuro de esta empresa es-pañola.
RC.- El fuerte de ustedes en la industria papelera es la fabricación de rodillos corruga-dores, ¿en qué otros productos están trabajando?
JMG.- En la industria del papel y del cartón nos quedamos con los rodillos y estamos desarrollan-do y trabajando duro en buscar nuevas características del producto como un diseño diferente de las flautas. Lo que buscamos es que nuestros rodillos tengan una amplia durabilidad, que hagan un buen cartón y sobre todo, que brinden alta calidad.
Los rodillos corrugadores que se producen en Tiruña representan el 70% de toda la producción que allí se hace.
Consolidación
Tiruña tiene una fábrica en Estados Unidos, en Wisconsin, unas oficinas técnicas en Inglaterra y en 43 países tienen representantes. El ingreso en el mercado internacional ha ido creciendo paulati-
“Esta crisis nos ha venido a bien para ser más productivos. Cuando ves que tienes que apretar el cinturón tienes que producir mejor, más rápido y con menos recursos, haces cosas que imaginabas que no harías. En general, te esfuerzas mucho más en soluciones creativas para producir mejor”, José Miguel Guibert, director general de Tiruña

-21- Asociación de Corrugadores del Caribe, Centro y Sur América
Entrevista
namente; al principio era muy difícil vender los rodillos porque nadie los conocía, pero ahora están de lleno en el mercado internacional.
RC.- ¿Cuánto de la producción de las diferentes piezas mecánicas de Tiruña se venden en el mercado local y cuánto en el mercado internacional?
JMG.- Exportamos entre el 60% y 85% de nuestra producción, el resto es de venta nacional.
RC.-¿Cuál cree ha sido la clave para que Tiruña haya alcanzado el nivel de desarrollo de sus productos y la amplia cobertura de su mercado?
JMG.- Observando las dimensiones de la fábrica, el número de trabajadores, la variedad de piezas de distintas máquinas industriales y la especialización en rodillos corrugadores, eso nos ha permi-tido estar donde estamos.
RC.- ¿Cuáles han sido los desafíos más importantes a los que se ha enfrentado Tiruña, tratándose de una compañía familiar?
JMG.- El tema de la sucesión familiar ha sido complejo por tratarse de una familia grande. Al princi-pio eran mi tío y mi abuelo (que se murió el mes pasado), tenía 7 hijas, estas tienen 25 nietos y estos a su vez 30 bisnietos y solo 3 personas de la familia trabajamos en la empresa. No queremos que la familia entre a la empresa por el solo hecho del parentesco, sino que tiene que estar altamente calificado.
RC.- En el 2003 ustedes dieron un gran salto, con la apertura de la nueva fábrica en Pamplona (España) y la creación de la empresa Tiruña América Inc. en EE. UU. ¿Qué oportunidades y beneficios les ha traído la nueva planta en EE. UU. en cuanto al por-centaje de producción y a la expansión en el mercado?
JMG.- Estados Unidos es el mercado con el cual todo el mundo sueña y en el que desea estar. Intentamos primero exportar de Europa hacia allá pero era muy difícil por la competencia interna.
“La feria de ACCCSA es una oportunidad para visitar a varios clientes a un costo más barato que ir de país en país visitando las empresas”, José Miguel Guibert, director general de Tiruña.

-22- Edición XIV - Diciembre 2009-Enero 2010
A futuro
RC.- ¿Cuáles son las metas a corto plazo? ¿Hacia qué mercados apuntan? ¿Qué están haciendo? ¿En qué trabajan?
JMG.- Nosotros creemos que China es el país que hasta este momento tiene más posibilidades, a corto y mediano plazo. Vamos a hacer esfuerzos por estar ahí en ese mer-cado, con una presencia más activa.
En Latinoamérica tenemos una presencia bastante impor-tante. Todo Centroamérica, Colombia, Venezuela, Perú, Argentina, Chile, Brasil, Ecuador. El 95% del cartón que se hace en Colombia se hace con los rodillos de Tiruña.
RC.- ¿Qué ha sido lo más gratificante en estos años?
JMG.- Muy gratificante fue la apertura de la fábrica en Estados Unidos, fue un paso importante para nosotros como empresa familiar, es un gran logro porque era una empresa que en principio estaba muy cerrada, poco a poco se adaptó a las nuevas tecnologías.
Para vender en EE. UU. hay que tener un producto americano,
porque el americano compra americano, por eso fue que abri-
mos una planta allá en el 2003, con Fosber América,nuestros
socios, que ya tenían, y siguen teniendo, una gran penetración
en el sector del cartón en Estados Unidos.
RC.- ¿Qué impacto ha tenido la apertura de la nueva planta? ¿Es más creciente la productividad de Tiruña?
JMG.- Sí, estamos trabajando bastante. Entre las dos plantas
estaremos produciendo ahora unos 650 juegos de rodillos /
año, con una productividad muy superior.
De esta forma, Tiruña continúa su proceso de expansión e
innovación, para continuar siendo un aliado de la industria
cartonera de la región.
Entrevista
Tiruña continúa su proceso de expansión e innovación, para continuar siendo un aliado de la industria cartonera de la región

-23-
Entrevista
Asociación de Corrugadores del Caribe, Centro y Sur América
CompetitividadCapacitación
Las planchas troqueladas quedan unidas entre sí por pequeños puntos de enganche intermitentes, con lo que se mantiene la
cohesión de la plancha mientras avanza por la máquina.
A la salida de la troque-ladora, el separador rompe los puntos de enganche.
Impresión en la troqueladora
Se conjuntan, cada vez con más frecuencia, la impresora y la troqueladora. Estas primeras son del mismo tipo de las que se emplean en las ranuradoras.
La impresión precede al troquelado. La complejidad de los nuevos embalajes implica una conjunción, lo cual entraña un nuevo desarrollo que incluya la plegadora-encoladora (cajas de fondo encolado, por ejemplo).
Comparación de los dos dispositivos de troquelado
Globalmente, ambos sistemas –el plano y el rotativo- pre-
sentan resultados comparables y se utilizan para hacer
embalajes de cualquier forma y complejidad. La diferencia
entre ambos radica en los siguientes puntos:
La presión de aplicación del troquel sobre la plancha de •
cartón, en la troqueladora rotativa, inferior a la de la tro-
queladora plana. Dada la superficie cilíndrica del troquel,
la superficie de contacto de las cuchillas con la base es
menor y consecuentemente no se necesita una fuerza
de aplicación elevada.
La fuerza “cortada” de la cuchilla es tangencial en la tro-•
queladora rotativa, de donde viene el riesgo de falta de
precisión en las cotas, en el sentido del empuje. Por el
contrario, con la troqueladora plana se logra más preci-
sión en las dimensiones reproduciendo fielmente la for-
ma geométrica del embalaje.
En la troqueladora rotativa el ritmo de producción es su-•
perior, prácticamente el doble.
VII Fascículo
Manual de Elaboración del Cartón Ondulado
Transformación del cartón corrugado:
De la plancha al embalaje
4ta Parte
-23- Asociación de Corrugadores del Caribe, Centro y Sur América

Entrevista
-24- Edición XIV - Diciembre 2009-Enero 2010
Capacitación
Campos de aplicación de la troqueladora
En embalajes cuyo diseño difiera de la caja de solapas tra-dicional y derivados de esta, que no puedan hacerse en ra-nuradora o en ranuradora combinada, es decir: barquetas, flancos mecanizables, platós, estuches o fundas, acondicio-nadores complejos, embalajes expositores, cajas de fondo automático, etc.
Por otro lado, el desarrollo de la mecanización para el montaje del embalaje impone límites estrictos de dimen-sión que llevan al desarrollo rápido del troquelado, aún para cajas de solapas, hechas normalmente en la ranu-radora.
La troqueladora rotativa, aunque menos exacta que la plana, tiene por el contrario la ventaja de abordar el cor-te total de embalaje de grandes dimensiones, tales como contenedores, grandes formatos, cajas de fondo encola-do, etc.
4.3. Plegado y encolado
El sofisticado montaje de algunos embalajes nuevos requie-
re que se unan algunas de sus partes, para lo que se some-
ten a una operación de plegado y encolado (por ejemplo,
caja con fondo pegado).
Las plegadoras-encoladoras son unas máquinas que se
usan para fabricar aquellos embalajes que se montan me-
diante una operación de plegado y encolado, que requie-
ren tener varias zonas de encolado así como unas ranuras
para plegarlos que no se pueden realizar con las plegado-
ras-encoladoras clásicas de las máquinas combinadas.
Los productos para los que se utilizan las plegadoras-encola-
doras suelen ser fondos o tapas con las 4 esquinas pegadas,
cajas con 4 ó 6 esquinas pegadas, fondos automáticos, etc.
Pegadora-Plegadora
4.4. Trabajos menores
Son todas aquellas operaciones complementarias que se
realizan en el mismo embalaje o en el interior de este,
como rejillas, casilleros, acondicionadores, etc.
Dichas operaciones pueden efectuarse:
En la hendedora: ranurado, hendido, recorte, perfora-•
ción.
-24- Edición XIV - Diciembre 2009-Enero 2010

-25-
Entrevista
Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
En la golillado-• ra: troquelado de una de cada dos solapas, (ca-jas con solapas a tope).
En la rejilladora: • fabricación de los paneles de los casilleros o rejillas.
En la montadora automática: ensamblado de las paredes • de las rejillas e introducción de estas en las cajas.
4.5. Especialidades: tratamientos
Comprenden, sobre todo, aquellos embalajes especiales que responden a necesidades y usos particulares y cuyo coste es superior al de los embalajes estándar y convencio-nales. Se trata de los siguientes tratamientos:
Impermeabilización para proteger contra mojadura y va-• por de agua.
Tratamientos específicos, tales como el antideslizamien-• to, anti-grasas, tratamiento fungicida, etc.
Con relación a la variedad de sistemas de aplicación posi-bles de dichos tratamientos, existen técnicas particulares en cada empresa. La preimpresión y fijación de etiquetas serán objeto de estudio en el siguiente apartado.
4.6. Impresión de los embalajes de cartón ondulado
4.6.1. ¿Por qué se imprime?
Para vender un producto hoy en día, hay que informar, di-ferenciar y decorar. La impresión del embalaje cumple con esos tres requisitos.
Informar es proporcionar el nombre y la dirección del •
fabricante y facilitar la mayor cantidad de información
práctica sobre el producto. Es, además, asegurar la iden-
tificación del fabricante gracias a la impresión del logo-
tipo, del «código semana», del número del lote, del nú-
mero de fabricación, código de barras, etc. La impresión
ofrece una doble garantía: el contenido y el continente
están perfectamente identificados.
Diferenciar es indicar el nombre y la marca del producto, •
con el fin de orientar al consumidor ante la elección en-
tre productos: distinguiendo las cualidades de un mismo
producto a través de la información presentada; o indi-
cando las principales características del producto.
Decorar es hacer que el embalaje sea lo más atractivo •
posible, para facilitar de esta manera la promoción y la
publicidad del producto. En este caso, se trata de captar
la atención del cliente a través de una presentación que
le dé confianza en el producto (para productos que nor-
malmente consuma) o que le sorprenda, para productos
nuevos.
4.6.2. Técnicas de impresión
En general, las técnicas de impresión se basan en el prin-
cipio del contacto directo entre la plancha - o forma de
impresión- y la superficie que se va a imprimir.
Obsérvese que en el mercado existen nuevas técnicas de
impresión que no utilizan contacto directo para lograr la
impresión: por inyección de tinta por ejemplo.
Las técnicas tradicionales de impresión se pueden clasificar
en tres categorías:
La impresión en relieve: tipografía y flexografía.•
La impresión hueca: huecograbado.•
La impresión plana: offset y serigrafía.•
-25- Asociación de Corrugadores del Caribe, Centro y Sur América

Capacitación
4.6.2.1. Impresión en relieve: tipografía y flexografía
La plancha o forma de imprimir se deja en relieve: este re-cibe la tinta y la transfiere a la superficie por imprimir. Esta discurre entre dos cilindros rotativos de presión regulable; un cilindro lleva el cliché en relieve y el otro sirve de cilindro de apoyo.
La tipografía: El cliché en relieve es de metal. Las tintas son grasas viscosas, compactas y se secan muy lentamente. Al ser rígido el cliché, la tipografía exige una presión muy elevada.
La tipografía ya casi no se usa a escala industrial.
La flexografía: El cliché es de polímero (natural o sintético). Las tintas flexográficas son fluidas, hechas a base de sol-ventes o cada vez más de agua y se secan muy rápidamen-te por penetración (absorción) en el papel substrato.
Los clichés flexográficos son blandos y cuidadosamente rectificados (hasta la centésima de mm). Por lo tanto, exigen una presión mucho menor que la tipografía, que a veces es casi nula. Un cilindro entintador provisto de un cilindro dosificador lleva la tinta hasta el cliché.
Grupo impresor
4.6.2.2. Impresión en huecograbado
El motivo que se va a imprimir se realiza mediante un cilindro grabado en hueco que tiene una multitud de alvéolos yuxtapuestos (5.000 por cm2), cuyo tamaño y profundidad son variables que determinan la intensidad de los matices de impresión. El principio mismo del hue-cograbado (tinta dentro de los alvéolos) exige, para la buena calidad de la impresión, que se utilicen materiales con una superficie especialmente cuidada (alisado muy elevado).
Aunque el cos-te del grabado de los cilindros ha bajado no-tablemente, el huecograbado se reserva para producciones altas.
-26- Edición XIV - Diciembre 2009-Enero 2010

-27-
Entrevista
Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
4.6.2.3. Impresión en plano: offset y serigrafía
El offset se diferencia de los procedimientos anteriores en
la superficie por imprimir, ya que esta no entra en contacto
directo con el cliché. La transferencia de la tinta del cliché
a la superficie que se va a imprimir se hace por medio de
un rodillo de caucho que sirve de intermediario, llamado
mantilla.
Por consiguiente, la prensa rotativa offset comprende:
un cilindro porta-cliché.•
una mantilla.•
un cilindro de presión.•
La hoja se imprime durante su paso entre la mantilla y el
cilindro de presión.
El principio del offset está basado en la repelencia que exis-
te entre el agua y las sustancias grasas (tinta en este caso).
El problema consiste en hacer, por el método fotográfico,
un cliché sin relieve sobre el cual las partes por imprimir (el
dibujo) acepten la tinta aceitosa, en tanto que las otras que
tienen una afinidad con el agua, la repelan. Para conser-
var este indispensable antagonismo, el entintado del cliché
siempre va precedido del mojado de este.
Detalle de un Cliché
La serigrafía: La tinta se transfiere a la superficie por im-primir, después de pasar a través de una pantalla, de una malla sintética o metálica: se obstruyen las partes que no se imprimirán, mientras que la tinta atraviesa los puntos va-cíos, controlando la cantidad una rasqueta.
Ofrece las siguientes ventajas:
Es un medio sencillo, pero artesanal, que permite la im-• presión sobre un volumen: esto no se puede realizar con los procedimientos anteriormente descritos.
Inconvenientes:
“Calor” de las tintas.•
Consumo de tinta elevado.•
4.6.3. La impresión del cartón corrugado
En general, la impresión aplicada al cartón corrugado se puede hacer con distintas técnicas:
Directamente sobre la plancha, con grupos • impresores: es la impresión directa o postimpresión (postprint).
Sobre el papel para caras -• en bobinas- antes de que pase por el tren corrugador: es la preimpresión o pre-print.
Sobre el papel para caras -en hojas- • encolado, ya sea:
- sobre cartón simple cara: contracolado.
- sobre una plancha de cartón corrugado, como com-plemento de la cara: etiquetado.
Además hay que diferenciar las técnicas para embalajes vendedores y no vendedores: el uso de cada uno es distin-to y, por consiguiente, también lo serán los requisitos con los que deba cumplir cada uno.
-27- Asociación de Corrugadores del Caribe, Centro y Sur América

Entrevista
-28- Edición XIV - Diciembre 2009-Enero 2010
Capacitación
Los embalajes no vendedores -cajas para agrupar produc-
tos, embalajes de transporte- tienen, con relación a la im-
presión, la característica en común de tener que proporcio-
nar una fácil identificación del producto, hecha a uno o dos
colores, que más bien aparenta ser un marcado que una
impresión propiamente dicha.
Por el contrario, los embalajes vendedores, para distribu-
ción o la publicidad en los puntos de venta, han de recurrir
forzosamente al poder “cautivador” y atractivo de la repre-
sentación fotográfica, hecha en 3 ó 4 colores. Su función
como medio publicitario predomina sobre la función pro-
tectora, que está subordinada a su calidad mecánica pura.
Este es el caso de las cabeceras de góndola, los embalajes
expositores, paneles, paquetes, estuches, etc. y también,
cada vez más, de las bandejas para frutas, y de los embala-
jes para agrupar productos.
4.6.3.1. Aplicación de las técnicas de impresión al cartón corrugado
La impresión sobre la plancha de cartón corrugado, ma-
terial elástico en virtud de corrugado y, por consiguiente
deformable, es más difícil de realizar que la impresión sobre
papel o sobre una película plástica, ya que estos son mate-
riales densos y compactos. Todas las técnicas de impresión
que se usan en la actualidad tienen en común el inconve-
niente de que exigen una presión mecánica de mayor o
menor intensidad, según cada caso. Esto acarrea un riesgo
de aplastamiento del cartón, es decir, provoca una reduc-
ción del espesor y esto, a su vez, una pérdida de resistencia
al apilamiento.
Es más, la calidad de la impresión depende de:
La naturaleza de la superficie por imprimir: absorción de •
la tinta en la cara exterior.
El estado en el que se encuentra la superficie: completa-•
mente plana, o con ondulaciones y rugosidades.
El tipo de ondulado y el gramaje de la cara, siendo el mi-• cro-canal (E) y el minimicrocanal (F), los perfiles idóneos y el competidores directos del cartoncillo, en cuanto a la imprimibilidad.
Por esta razón, la impresión se hace sobre la plancha o sobre el papel, dependiendo del uso a que esté destinado el embalaje.
La impresión directa sobre la plancha o postimpresión
La impresión se hace normalmente sobre la plancha de car-tón directamente en el proceso en relieve, y especialmente en flexografía. El grupo impresor, que puede comprender varios grupos -hasta 5 ó 6- (según el número de colores) se encuentra en la actualidad integrado en las ranuradoras, en las ranuradoras combinadas o en las troqueladoras.
La tipografía, proceso antiguo, se adapta muy mal cuando hay que imprimir colores lisos en grandes dimensiones. Las dificultades y el tiempo requerido por el entintado principal, la lentitud del secado de las tintas, la presión necesaria para la buena calidad de la impresión, han reducido mucho el uso de esta técnica para el cartón corrugado.
La serigrafía, técnica artesanal y de ejecución relativamente fácil, proporciona excelentes resultados, pero su uso está limitado a pequeñas series, donde la impresión es un fac-tor primordial, y a impresiones complementarias. Es más, la operación sólo se puede efectuar de manera indepen-diente porque sus bajos niveles de producción no permiten su introducción en las máquinas rápidas. Este proceso se reserva más bien para los grandes formatos para publici-dad en los puntos de venta, ya que estos toleran costes elevados.
La flexografía, presente en el sector desde los años sesen-ta, permite elevar el ritmo de producción. Actualmente es el procedimiento de impresión más usado en la industria del cartón ondulado; la producción puede alcanzar hasta 25.000 unidades por hora.
-28- Edición XIV - Diciembre 2009-Enero 2010

-29-
Entrevista
Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
Las tintas, hechas a base de agua y de secado rápido, per-miten llevar a cabo la operación sin necesidad de volver a alimentar las planchas y dan como resultado unas im-presiones sumamente satisfactorias, aunque se les atribuye falta de brillo.
Los clichés, cada vez más finos (menos de 3 mm de espe-sor) están estampados con tramas de 40 líneas/cm.
Los cilindros (anilox) dosificadores son actualmente de ce-rámica, estampados con láser. Su entramado puede alcan-zar 140 líneas/cm.
La pre-impresión. Esta operación consiste en imprimir el papel para caras en bobinas (antes de pasar por el tren corrugador), y no la plancha de cartón. Este tipo de impre-sión se realiza en una flexográfica o incluso heliográfica (en algunos casos).
La impresión, realizada con prensas de colores, es suma-mente satisfactoria, al desaparecer todos los problemas de las ondulaciones.
A continuación, se encola el papel con el “simple cara” en el tren corrugador.
Se pueden plantear varios problemas, en función de la resis-tencia de las tintas al calor o a la abrasión, en el momento de pasar las planchas impresas por las mesas calientes. Por suerte, se ha podido controlar estas dificultades. El uso de la preimpresión está limitado a las producciones de gran tirada.
El etiquetado y el contracolado. Una hoja impresa con di-
ferentes técnicas es encolada sobre una plancha de cartón
ondulado (doble-cara, doble-doble).
El etiquetado es la operación que se realiza en una máqui-
na de transformación.
En el caso del contracolado, la hoja impresa sirve de segun-
da cara de un simple cara. El contracolado se hace fuera de
la corrugadora, en la máquina de transformación.
4.6.3.2. Campos de utilización
Embalajes “no vendedores”. Se trata en general de embalajes •
que no van dirigidos al consumidor. Por lo general no nece-
sitan más que un marcado de tipo informativo y, por con-
siguiente, se imprimen en flexografía. La impresión se hace
directamente en la plancha de cartón corrugado.
Embalajes “vendedores”. La calidad de la impresión juega •
aquí un papel primordial: es una necesidad comercial. Se tra-
ta de aquellos embalajes que participan en la publicidad del
producto, ya que son los que dan a conocer la imagen y la
marca del producto. A menudo se trata de embalajes que el
consumidor adquiere, como en el caso de pequeños elec-
trodomésticos, juguetes, bebidas alcohólicas, perfumes, etc.
La técnica flexográfica convencional, con la reserva de algunas
precauciones que hay que tomar cuando se elige el grafismo
que se va a emplear (algunos efectos no se pueden conseguir),
responde perfectamente a las exigencias de este tipo de emba-
laje expositor.
No obstante, en el caso de que sea necesaria una impresión
más elaborada -clichés tramados para reproducciones fotográ-
ficas destinadas a apoyar campañas publicitarias en televisión y
prensa- lo más indicado es la preimpresión (offset, flexografía o
huecograbado), el etiquetado o el contracolado. Ambas técni-
cas dan resultados similares, sólo las diferencia la importancia
del pedido que se vaya a satisfacer:Detalle de un Cliché
-29- Asociación de Corrugadores del Caribe, Centro y Sur América

Entrevista
-30- Edición XIV - Diciembre 2009-Enero 2010
Capacitación
El offset se adapta bien para cantidades pequeñas y media-• nas.El huecograbado se reserva para grandes pedidos, ya que • sólo estos pueden amortizar los gastos que suponen estos cilindros grabados.
4.6.3.3. Algunos parámetros que influyen en la calidad de la impresión
Gracias al abanico de técnicas existentes y a pesar de la com-plejidad de la impresión del material, el fabricante de embalaje de cartón corrugado, por su experiencia y su maestría, pue-de perfectamente hacer frente a las necesidades evolutivas del usuario.
La calidad mejora constantemente y las impresiones directas en 4 colores están actualmente muy generalizadas. Pero el fabri-cante, para llegar al nivel de calidad exigido por el cliente, debe adaptarse a un número elevado de parámetros, a menudo an-tagonistas.
4.7. Limitaciones en la transformación
La calidad del embalaje se basa en los siguientes requisitos:
Prestaciones mecánicas (capacidad de apilamiento, reventa-• miento, etc.) normalizadas o no (pliego de cargos del cliente, estampillas, etc.).
Límites dimensionales: para la mecanización, por ejemplo.•
Presentación y aspecto: forma geométrica, calidad de im-•
presión.
Tipo de material.•
Desde la salida de la corrugadora y hasta el empaquetado, la
plancha de cartón sufre una serie de operaciones en las máqui-
nas de transformación en las que el material está expuesto a un
riesgo de deteriorarse, sin que se tomen precauciones particula-
res ante la posibilidad de esto. Si algunos riesgos son inevitables a
consecuencia de las limitaciones tecnológicas que plantea el pro-
pio material, otros pueden ser contrarrestados, si se tiene cuidado
en cada una de las operaciones de transformación.
La conservación de la calidad se asegura, entre otras cosas, por
el buen hacer y cuidado que tenga el personal que maneja el
embalaje, sobre todo, durante el ajuste de las máquinas de im-
presión y de transformación, evitando un aplastamiento excesivo
de las planchas.
Gracias a la gama de técnicas de impresión existentes y a pesar de
la dificultad que el material presenta para ser impreso, el fabricante
del embalaje responde perfectamente gracias a su experiencia y
maestría, a las necesidades presentes y futuras .
-30- Edición XIV - Diciembre 2009-Enero 2010
Para conseguir una tinta a partir de pigmentos es necesario dispersar el pigmento en un medio ade-cuado que habitualmente contiene algún tipo de resina dispersada o solubilizada en agua a un pH alcalino.
Fuente: Manual de Impresión Flexográfica sobre el Cartón Ondulado, AFCO.
¿Sabía usted?

-31- Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
-31- Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
A este seminario asistieron 15 participantes de 5 diferentes empresas, en su mayoría uruguayos, pero también se contó con la participación de representantes de Argentina, Paraguay y Bolivia. Las empresas asistentes fueron: PAMER, CICSSA, Corrugadora Centro, La Papelera S.A. y ENVACO.
Los asistentes sacaron gran provecho al curso y al conocimiento de Ronald Spice.
El curso de tres días y medio de duración cubrió temas de diseño, ventas, producción,
departamento de troqueles, clisés y tintas, es uno de los cursos más completos que
ofrece ACCCSA.
Del 16 al 19 de Noviembre, en Montevideo, Uruguay, se realizó el seminario Runnability to Profitability Expandido impartido por Ronald Spice de la empresa Alliance Machines Systems. Con esta actividad se cerró la agenda de seminarios del 2009.
Seminario
RTP Expandido Montevideo, Uruguay

-32- Edición XIV - Diciembre 2009-Enero 2010
Innovaciones
En medio de una tormenta económica y financiera que poco a poco comienza a dar señales de
cambio, proveedores e industriales del sector cartonero buscan maximizar su
productividad, mejorando la calidad y sus procesos de entrega.
Diversos sistemas y productos se abren paso para convertirse en verdaderos aliados de la industria en la región latinoamericana.
Herramientas que mejoran la productividad y el desarrollo
de la industria corrugadora, conforman la pasarela de
esta edición.
Aliados dela productividad

-33- Asociación de Corrugadores del Caribe, Centro y Sur América
Innovaciones
Soluciones de softwareCon soluciones para plantas de papel corrugado, Avista brinda opciones para el ordenamiento y control de las materias primas como papel, así como controles de toda la planta en planeación y producción. Entre las ventajas que brinda esta aplicación informática, de tercera generación, es que se puede ajustar a las ne-cesidades de cada cliente y es participativo. Asimismo, tiene la particularidad de que no es necesario que se adquiera todo el sistema de una vez, sino por partes o módulos.
Fuente: Paul Melgar, gerente general de Avista para Latinoamérica.
Ahorro en consumo de energía y mantenimiento
Tecnología nueva en los rodillos corrugadores, que consiste en el calentamiento periférico, diferente a los otros, y el recubrimiento con carburo de tungsteno, que puede ser utilizado para mini micro de flauta f, que antes no se ofrecía, Terdeca mostró sus novedades en la pasada Exposición & Convención Anual ACCCSA 2009.
El rodillo de presión Isovent elimina las vibraciones y la resonancia en la máquina. Entre las ventajas que brindan estos rodillos están: una mejoría por cuanto ahorra el consumo de energía, el mantenimiento disminuye y garantiza una mejor producción de cartón corrugado.
Fuente: Marco Battoraro, director comercial de Terdeca.
Tecnología japonesa
Con tecnología que garantiza control, velocidad y calidad del producto, Isowa ofrece máquinas corrugadoras y equipos para hacer la impresión y las cajas del cartón corrugado. Actualmente trabajan en alta gráfica, con el fin de brindar un equilibrio entre esto y la impresión normal. Las últimas impresoras IBIS de Isowa son ideales para imprimir planchas, doble, pliega y se entrega lista la caja.
Fuente: André Fazzolari, Agente Ventas Isowa en Sudamérica.
Corrugadora de Isowa

-34- Edición XIV - Diciembre 2009-Enero 2010
Innovaciones
Solución sostenibleBuscar la coeficiencia y mejoramiento ambiental no solamente con el suministro de equipos sino con la oferta de soluciones a los problemas más básicos que tiene la industria es parte de las innovaciones de R3 Protek.
Su concepto de cero descargas, cero vertimientos, además de permitir ahorros en consumo de agua o tratamientos adiciona-les de aguas que alimentan los procesos, posibilita que, tratando las aguas residuales del proceso, estas se puedan reusar con excelentes resultados, casi mejor que el agua del acueducto.
Estas soluciones ambientales también contribuyen con el aho-rro de costos al eliminar los químicos, generar menos lodos y también reducir los costos de operación al no necesitar un ope-rador las 24 horas, sino que sea entrenado para actuar en los momentos necesarios.
*Las ventajas del Ciclo Cerrado de Agua en Corrugadoras son: No se necesita una adición o un manejo de químicos coagu-• lantes, bactericidas y oxidantes.
Un 90 por cien-• to menos de producción de lodos.Operación com-• pletamente au-tomática de los equipos básicos principales.El área que se • necesita (3x4 m2 para implemen-tar esta solución es casi cinco veces menor a la que se usa convencionalmente). Permite cerrar el ciclo del agua en las corrugadoras para no • utilizar más cantidad de agua fresca sino la que se recicla por este sistema. En este se hace eliminación de bacterias, coagulación de los componentes contaminantes, se hace se-paración de los sólidos suspendidos y remoción de las sales disueltas del agua contaminante.
Más información: www.R3protek.com / E-mail: [email protected]
Con óptimos resultadosLos casemakers de EMBA destacan por el tiempo de cambio de pedido más corto del mercado que se lleva a cabo gracias al premontaje de troqueles y clichés de impresión mientras la máquina sigue trabajando. Gra-cias al transporte por vacío completo en todo el ancho de superficie de trabajo, interfaz de operario de fácil uso y otras tecnologías de vanguardia. La nueva Casemaker QS Ultima™ se caracteriza por el introductor innovador Ultima™ y el transporte por vacío a lo largo de toda la máquina. Es la primera máqui-na que integra una tecnología patentada por EMBA de Convertir sin Aplastar™ conservando la forma y la rigi-dez del perfil de la onda, permitiendo una producción óptima de cajas y ahorros importantes en los términos de costes de material. La plataforma integrada con la tecnología de ser-vos y el diseño modular de EMBA 245 QS Ultima™
ofrece una capacidad y flexibilidad extraordinaria. EMBA 245 QS Ultima™es rápida y eficiente, puede llevar a cabo todo tipo de trabajos: desde una caja simple has-ta otra que requiere alta calidad de impresión y troque-lado más complejo. La interfaz de operario de EMBA facilita un control completo de todo el proceso de con-versión y puede interconectarse con equipos auxiliares, tipo pre-feeders. atadoras y paletizadores.
La tecnología patentada de EMBA de Convertir sin Aplastar™ conserva la integridad y rigidez del perfil ondulado permitiendo una producción óptima de ca-jas y ahorros importantes en los términos de costes de material.
Más información: www.emba.com

-35- Asociación de Corrugadores del Caribe, Centro y Sur América
Innovaciones
Mejoras en la resistencia del cartón a través de la impresión
Durante la pasada Exposición & Convención Anual de
ACCCSA 2009, DuPont Packaging Graphics presentó
un caso exitoso de mejora en la resistencia del cartón.
El mismo fue realizado en un convertidor que utilizó
los fotopolímeros Cyrel® junto con la espuma Cycomp
en el proceso de impresión. Esta aplicación le permitió
reemplazar las planchas más gruesas sin modificacio-
nes en la impresora, logrando imprimir con una menor
presión y por ende alcanzando un menor aplastamien-
to del cartón.
El trabajo fue comprobado por un cliente corrugador
que imprimió la misma caja en la misma impresora con
las dos planchas: la gruesa, de tecnología tradicional, y
la nueva plancha fina con base Cycomp. Como resulta-
do, comprobó que las cajas impresas con las planchas
finas conservan mejor sus propiedades físico-mecani-
cas, lo que brinda un menor índice de rechazo al co-
lapsar con menor frecuencia, además de mostrar me-
joras en el proceso de impresión. Esta es una solución
distinta de impresión hecha a medida. Las muestras
fueron exhibidas a las empresas durante la feria en el
stand de DuPont.
“Si un convertidor está en el proceso de bajar el gra-
maje de los papeles o de aumentar la proporción de
reciclado en el papel, o si simplemente quiere reducir
su índice de rechazo, las planchas finas de DuPont lo
pueden ayudar, a pesar de que no existe una propor-
ción determinada porque la fabricacion del cartón es
un proceso muy complejo, que varía de una planta
a otra”, comentó Alejandro Ruiz Esquide, Gerente de
Marketing y Ventas para Corrugado de DuPont para
Latinoamérica
Fuente: Alejandro Ruiz Esquide, Gerente de Marketing y Ventas para Corrugado de DuPont para Latinoamerica.
Óptima calidad de impresiónCon 60 años en el mercado, Pamarco es una empresa
que produce los rodillosAnilox, cerámicos y de cromo. La
ventaja de utilizar estos rodillos es la excelencia en la cali-
dad de impresión y la reducción del consumo de tinta.
La durabilidad oscila entre 5 y 10 años, dependiendo del
buen uso que se les dé. “Existen empresas en Colombia
que tienen rodillos Anilox desde hace diez años”, indi-
ca Juan Fernando Marín, representante de Pamarco en
Antioquia.

-36- Edición XIV - Diciembre 2009-Enero 2010
Rentabilidad y múltiples beneficios
Su producto, una cuchilla ranurada, se utiliza en el procedimiento de ensamblaje para cabezas macho y hembra. Las ventajas que ofrece son su buena calidad, larga duración y no es tan costosa.
Otra de sus útiles herramientas es la ranuradora, que hace el mejor corte en la caja de cartón, no deja flecos, pelusas o colitas.Esta compañía está muy interesada en el mercado latinoamericano, porque sabe que muchas empresas trabajan con máquinas usadas y antiguas y necesitan partes o piezas que ya no se encuentran. La empresa se las construye, se las diseña y se las refrac-ciona.
Uno de los servicios de la compañía es ir a la planta, conocer sus condiciones, analizar sus necesidades y proponer los cambios que requiere la máquina para dar los mejores resultados.
Fuente: Edgar López, ingeniero del Departamento Internacional de Ventas de Corrugated Replacementes, NC.
Cámara robotizadaNueva cámara robotizada aplica revestimientos a partes de hasta 20 pies de largo. Stork Cellramic anunció que terminaron la instalación de su nueva cámara de spray tér-mico de alta velocidad con combustible de oxígeno (High Velocity Oxygen Fuel-HVOF). El área de trabajo de 15 x 28 pies fue diseñada para acomodar un spray térmico robo-tizado y manejar partes y productos de hasta 20 pies y 15.000 libras.Los expertos de Stork Cellramic aplican revestimientos termales HVOF a partes para ayudar a protegerlas contra altas temperaturas y corrosión. Robots multi eje, mesas giratorias y otros sistemas automatizados para la aplicación de revestimientos, permiten un preciso control del grosor del revestimiento y su calidad. Partes grandes que requie-ren de las dimensiones de la nueva cámara, usualmente son usadas en industrias como
impresión, papel, empaque e hidráulica entre otras.
Innovaciones
Software para fabricantes de empaques
Solarsoft CSI, es un software modular para todo tipo de fabricantes de cartón corrugado, diseñado para adaptarse fácil-mente a las cambiantes necesidades del negocio.
El diseño modular de Solarsoft CSI le permite a los usuarios agregar o quitar funciones acorde a sus necesidades. Las herramientas de análisis gerencial de este software le brindan un apoyo a los tomadores de decisión, con información de fácil acceso, en tiempo real. La arquitectura de Solarsoft CSI, permite una rápida configuración y puesta en marcha, danto un mejor control en los costos de implementación de software.

-37- Asociación de Corrugadores del Caribe, Centro y Sur América
Innovaciones
Nuevo medidor de tensión
El nuevo modelo 84-76, medidor de tensión diseñado para probar la resistencia de materiales como papel, cartón, papel de seda, filme de empaque, adhesivos, cintas sensibles a la presión y una variedad de aplicaciones de baja tensión, hasta 1330 N (136 kg ó 300 libras). Es un preciso instrumento de fuerza de tensión, adecuado para entornos de producción ásperos, aunque está diseñado para proporcionar mediciones de alta precisión para aplicaciones de investiga-ción. Tiene un tamaño reducido, algo más de 0,20 metros cuadrados (2,3 pies cuadrados) y tiene una gran pantalla en color de 5,7 pulgadas, interfaz intuitiva para el operador, control de software, impresora integrada y puerto serial para la recolección de datos.
Más información: www.testingmachines.com o bien envíe un correo a: [email protected]
-38- Edición XIV - Diciembre 2009-Enero 2010
Agenda
Kiwiplan Ad 2009 v11_ES.pdf 1 7/6/2009 11:10:13 AM
Agenda www.npp
-rek
lam.se
O� P.O. Box 2067, SE-700 02 Örebrwww.emba.com
Únete a nuestro equipo, sé ganador.
EMBA lo ha conseguido de nuevo. La nueva
EMBA 245 QS Ultima TM es otro paso
revolucionario hacia la máquina en línea perfecta.
Con nuestra anterior EMBA 245 QS fuimos
líderes mundiales. Con el modelo Última TM
somos la primera compañía en crear el concepto
de Convertir Sin Aplastar (Non-Crush
ConvertingTM ), suave con el cartón y rentable para
su negocio.
Cada parte de la EMBA 245 QS Ultima TM es una
pequeña revolución en sí:
Tecnología de impresión RDD TM , Troquelado
QSD TM , Slotter Magna VSC TM , Plegado APS TM .
Ahora el nuevo Introductor Ultima TM , sin rodillos
de introducción, crea una nueva revolución en la
conversión. Nuestra nueva máquina cumple con
todas las expectativas del mercado… EMBA ha
cerrado el círculo.
La tecnología revolucionaria de Convertir sin Aplastar
HR_EMBA non-crush Spansk.pdf 11/12/09 10:20:45
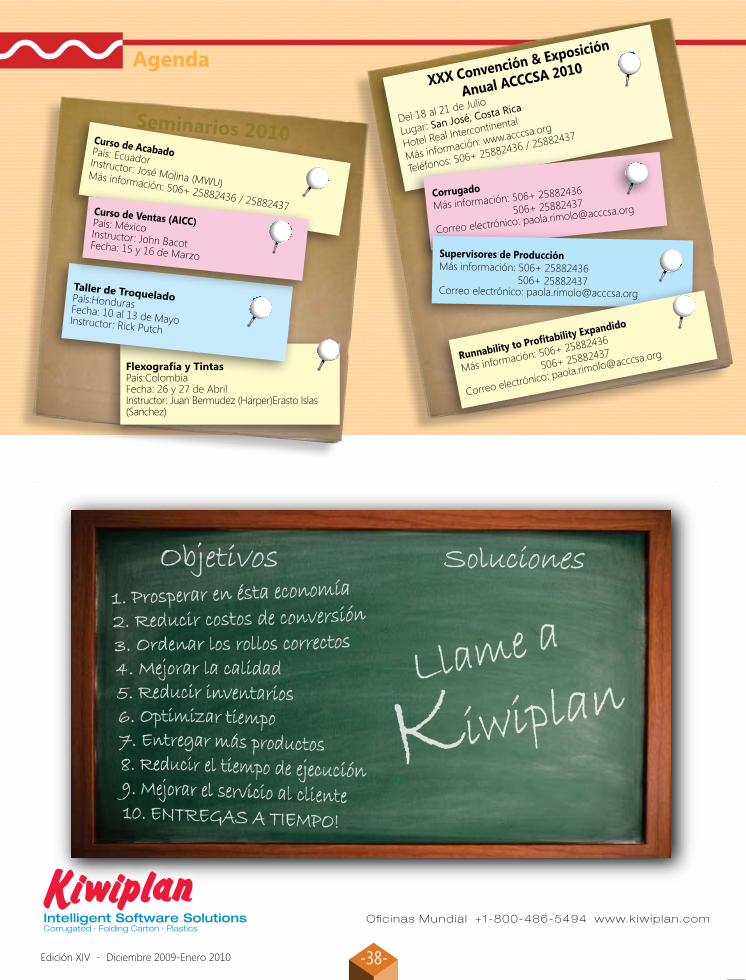
Seminarios 2010
XXX Convención & Exposición
Anual ACCCSA 2010
Del 18 al 21 de Julio
Lugar: San José, Costa Rica
Hotel Real Intercontinental
Más información: www.acccsa.org
Teléfonos: 506+ 25882436 / 25882437
Flexografía y TintasPaís:ColombiaFecha: 26 y 27 de AbrilInstructor: Juan Bermudez (Harper)Erasto Islas (Sanchez)
Taller de TroqueladoPaís:HondurasFecha: 10 al 13 de MayoInstructor: Rick Putch
CorrugadoMás información: 506+ 25882436
506+ 25882437
Correo electrónico: [email protected]
Curso de AcabadoPaís: EcuadorInstructor: José Molina (MWU)Más información: 506+ 25882436 / 25882437
Supervisores de ProducciónMás información: 506+ 25882436 506+ 25882437Correo electrónico: [email protected]
Runnability to Profitability Expandido
Más información: 506+ 25882436
5
06+ 25882437
Correo electrónico: [email protected]
Curso de Ventas (AICC)País: MéxicoInstructor: John BacotFecha: 15 y 16 de Marzo

www.npp
-rek
lam.se
O� P.O. Box 2067, SE-700 02 Örebrwww.emba.com
Únete a nuestro equipo, sé ganador.
EMBA lo ha conseguido de nuevo. La nueva
EMBA 245 QS Ultima TM es otro paso
revolucionario hacia la máquina en línea perfecta.
Con nuestra anterior EMBA 245 QS fuimos
líderes mundiales. Con el modelo Última TM
somos la primera compañía en crear el concepto
de Convertir Sin Aplastar (Non-Crush
ConvertingTM ), suave con el cartón y rentable para
su negocio.
Cada parte de la EMBA 245 QS Ultima TM es una
pequeña revolución en sí:
Tecnología de impresión RDD TM , Troquelado
QSD TM , Slotter Magna VSC TM , Plegado APS TM .
Ahora el nuevo Introductor Ultima TM , sin rodillos
de introducción, crea una nueva revolución en la
conversión. Nuestra nueva máquina cumple con
todas las expectativas del mercado… EMBA ha
cerrado el círculo.
La tecnología revolucionaria de Convertir sin Aplastar
HR_EMBA non-crush Spansk.pdf 11/12/09 10:20:45
