durabilidad del hormigón fibroreforzado: reología y ... · hormigón pero manteniendo la...
TRANSCRIPT

DDuurraabbiilliiddaadd ddeell hhoorrmmiiggóónn ffiibbrroorreeffoorrzzaaddoo:: rreeoollooggííaa yy tteennssooccoorrrroossiióónn
1

Premisa
El presente informe presenta un estudio sobre la reología y la tensocorrosión de hormigones reforzados con fibras metálicas y fibras poliméricas híbridas estructurales Ruredil X Fiber 54 (RXF54) con el objetivo de determinar cuál es la influencia de las mismas respecto de la laborabilidad y la durabilidad de las obras realizadas con estas mezclas. Se evaluó la reología de las mezclas fibroreforzadas con distintos porcentajes de fibras comparadas con un hormigón de referencia que no era fibroreforzado. Para evaluar el deterioro provocado por la tensocorrosión se utilizó un equipo de envejecimiento artificial compuesto por soluciones agresivas (sulfatos y cloruros) con esfuerzos de elevado gradiente. Además, se identificaron los efectos químico-mecánicos con metodologías no destructivas que permiten cuantificar tales efectos a lo largo del tiempo. El estudio demuestra que las fibras poliméricas permiten realizar hormigones más durables que aquellos reforzados con fibras metálicas.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
2

1. INTRODUCCION Las propiedades estructurales de las obras realizadas con hormigón fibroreforzado dependen sobre todo de la dispersión de las fibras en la mezcla de hormigón más que de las propiedades físico-mecánicas de las fibras mismas. Si esto no sucediera, las obras realizadas con este tipo de material no tendrían propiedades mecánicas homogéneas en toda su superficie. El proyectista de cualquier estructura de hormigón confía en este punto. Estas simples consideraciones ponen en evidencia la importancia del control de la reología del hormigón fibroreforzado. Es necesario realizar la mezcla con un mix design apropiado y, si fuera necesario, la vibración del hormigón permitirá llenar el encofrado perfectamente. La durabilidad de las obras hechas con hormigón fibroreforzado está estrechamente relacionada con el uso real de las mismas. La sinergia entre los efectos químicos del ambiente y las condiciones físico-mecánicas de la obra, como la presencia de fisuras provocadas por la retracción o la acción de cargas aplicadas sobre el hormigón fibroreforzado, pueden provocar fenómenos de degradación de la estructura con la posibilidad de que ello incida negativamente sobre las propiedades mecánicas de la obra. Es por ello que a veces la obra no cuenta con las características para las cuales ha sido diseñada. Por ejemplo, las prestaciones mecánicas de las vigas, los pilares y los pisos se ven reducidas como consecuencia de la corrosión de las fibras metálicas (aquellas que no son de acero inoxidable) y terminan por cambiar el uso para el cual la obra había sido diseñada. A continuación se presenta una comparación entre las propiedades reológicas y de tensocorrosión de las mezclas de hormigón reforzado con distintos tipos de fibras (metálicas y poliméricas comerciales), enfatizando las ventajas y sugiriendo la modalidad más apropiada para eliminar cualquier tipo de inconveniente. El objetivo de dicha comparación consiste en un enfoque holístico del diseño que permite realizar hormigones fibroreforzados durables y eficaces.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
3
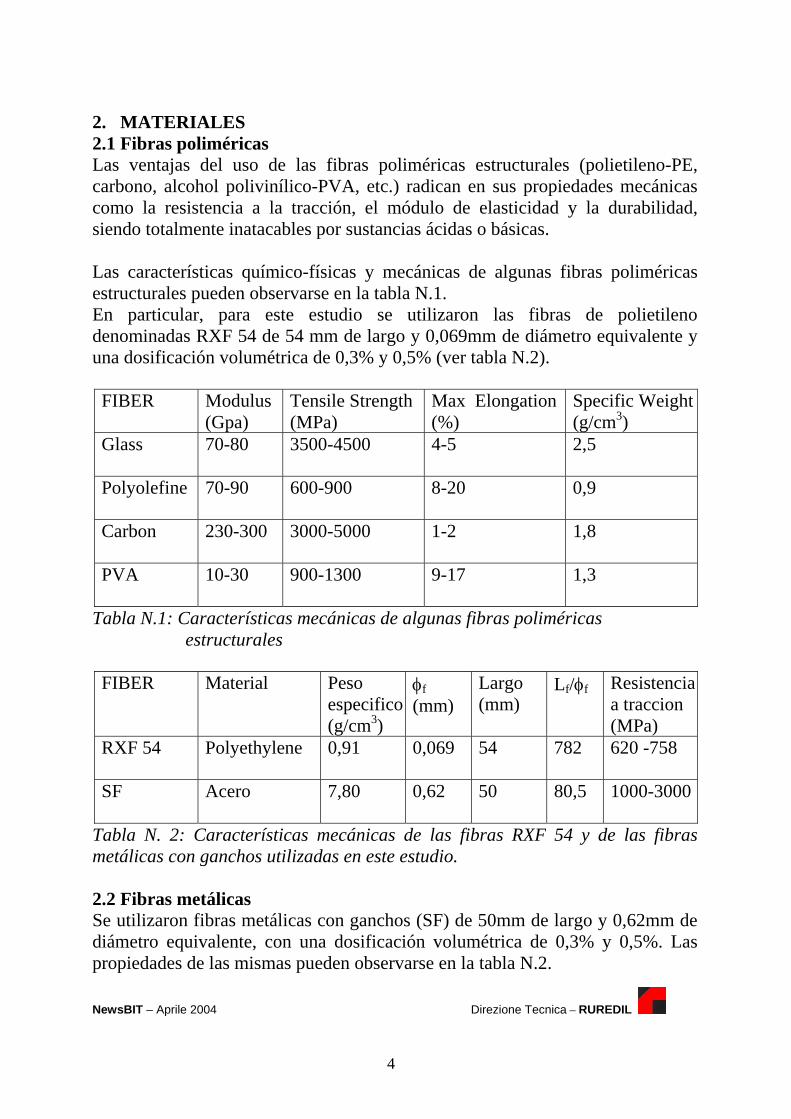
2. MATERIALES 2.1 Fibras poliméricas Las ventajas del uso de las fibras poliméricas estructurales (polietileno-PE, carbono, alcohol polivinílico-PVA, etc.) radican en sus propiedades mecánicas como la resistencia a la tracción, el módulo de elasticidad y la durabilidad, siendo totalmente inatacables por sustancias ácidas o básicas. Las características químico-físicas y mecánicas de algunas fibras poliméricas estructurales pueden observarse en la tabla N.1. En particular, para este estudio se utilizaron las fibras de polietileno denominadas RXF 54 de 54 mm de largo y 0,069mm de diámetro equivalente y una dosificación volumétrica de 0,3% y 0,5% (ver tabla N.2). FIBER Modulus
(Gpa) Tensile Strength (MPa)
Max Elongation (%)
Specific Weight(g/cm3)
Glass 70-80 3500-4500
4-5 2,5
Polyolefine 70-90 600-900
8-20 0,9
Carbon 230-300 3000-5000
1-2 1,8
PVA 10-30 900-1300
9-17 1,3
Tabla N.1: Características mecánicas de algunas fibras poliméricas estructurales
FIBER Material
Peso especifico(g/cm3)
φf(mm)
Largo (mm)
Lf/φf Resistenciaa traccion (MPa)
RXF 54 Polyethylene 0,91 0,069
54 782 620 -758
SF Acero 7,80 0,62
50 80,5 1000-3000
Tabla N. 2: Características mecánicas de las fibras RXF 54 y de las fibras metálicas con ganchos utilizadas en este estudio. 2.2 Fibras metálicas Se utilizaron fibras metálicas con ganchos (SF) de 50mm de largo y 0,62mm de diámetro equivalente, con una dosificación volumétrica de 0,3% y 0,5%. Las propiedades de las mismas pueden observarse en la tabla N.2.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
4
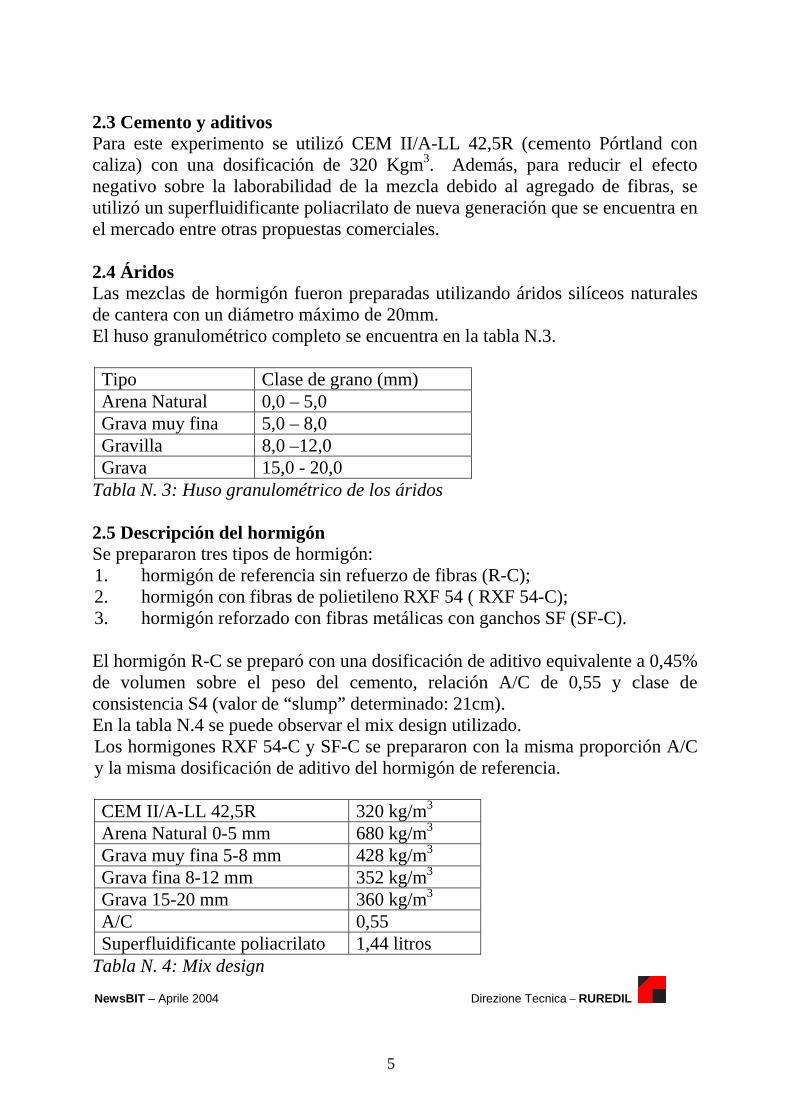
2.3 Cemento y aditivos Para este experimento se utilizó CEM II/A-LL 42,5R (cemento Pórtland con caliza) con una dosificación de 320 Kgm3. Además, para reducir el efecto negativo sobre la laborabilidad de la mezcla debido al agregado de fibras, se utilizó un superfluidificante poliacrilato de nueva generación que se encuentra en el mercado entre otras propuestas comerciales. 2.4 Áridos Las mezclas de hormigón fueron preparadas utilizando áridos silíceos naturales de cantera con un diámetro máximo de 20mm. El huso granulométrico completo se encuentra en la tabla N.3. Tipo Clase de grano (mm) Arena Natural 0,0 – 5,0 Grava muy fina 5,0 – 8,0 Gravilla 8,0 –12,0 Grava 15,0 - 20,0
Tabla N. 3: Huso granulométrico de los áridos 2.5 Descripción del hormigón Se prepararon tres tipos de hormigón: 1. hormigón de referencia sin refuerzo de fibras (R-C); 2. hormigón con fibras de polietileno RXF 54 ( RXF 54-C); 3. hormigón reforzado con fibras metálicas con ganchos SF (SF-C). El hormigón R-C se preparó con una dosificación de aditivo equivalente a 0,45% de volumen sobre el peso del cemento, relación A/C de 0,55 y clase de consistencia S4 (valor de “slump” determinado: 21cm). En la tabla N.4 se puede observar el mix design utilizado. Los hormigones RXF 54-C y SF-C se prepararon con la misma proporción A/C y la misma dosificación de aditivo del hormigón de referencia. CEM II/A-LL 42,5R 320 kg/m3
Arena Natural 0-5 mm 680 kg/m3
Grava muy fina 5-8 mm 428 kg/m3
Grava fina 8-12 mm 352 kg/m3
Grava 15-20 mm 360 kg/m3
A/C 0,55 Superfluidificante poliacrilato 1,44 litros
Tabla N. 4: Mix design
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
5

3. PROPIEDADES DEL HORMIGÓN FIBROREFORZADO EN LA FASE PLASTICA
3.1 Laborabilidad Se estudió la influencia de la dosificación y del tipo de fibra utilizada (polimérica o metálica) sobre la laborabilidad de los hormigones descritos con igual proporción A/C y dosificación de aditivo para estudiar cuál es la influencia de las fibras sobre las propiedades reológicas del hormigón. La comparación sirvió para establecer que las fibras RXF54 tienen menos influencia sobre la laborabilidad de la mezcla que las fibras SF. La explicación del fenómeno consiste en las propiedades físicas superficiales y en la menor rigidez de las fibras RXF 54 respecto de las fibras SF. En la figura N.1 se observa la laborabilidad de las mezclas de hormigón (preparadas con igual cantidad A/C y dosificación de aditivo) R-C, RXF 54-C (dosificación 0,3% de volumen) y SF-C (dosificación 0,3% de volumen) a tiempo t0 (tiempo de preparación) y tiempo t30, es decir 30 minutos después de la preparación.
Figura N.1: Comparación entre la laborabilidad de hormigones con igual proporción A/C y dosificación de aditivo con 0,3% (V/V) de fibras.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
6

Por otra parte, se observa que al aumentar la dosificación volumétrica de las fibras (de 0,3% a 0,5%) disminuye la laborabilidad de los distintos tipos de hormigón pero manteniendo la tendencia descrita (ver figura N.2).
Figura 2: Comparación entre la laborabilidad de hormigones con igual dosificación A/C y aditivo con 0.5% (V/V) de fibras.
Las mezclas con fibras SF demostraron tener una reducción drástica del “slump” en todos los tipos de mezcla considerados (dosificación 0,3% y 0,5% de volumen) y para llevar estas mezclas a los valores de “slump” del hormigón de referencia fue necesario aumentar la dosificación de aditivo poliacrílico un 100% y un 150% respectivamente. En la tabla N.5 se puede observar la dosificación de fibra y la dosificación correspondiente de aditivo para obtener la laborabilidad del hormigón de referencia con la misma relación A/C.
Tipo de mezcla Dosificación de fibras (v/v%)
Dosificación de aditivos (v/p%)
Slump (cm)
R-C 0,0 0,45 21 RXF 54-C 0,3 0,45 20 RXF 54-C 0,5 0,6 21 SF-C 0,3 0,9 21 SF-C 0,5 1,125 20
Tabla N.5: Correlación entre dosificación de fibras y dosificación de aditivo para obtener la misma laborabilidad.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
7

Además, para poder compactar correctamente el hormigón reforzado con fibras SF en el encofrado fueron necesarios dos minutos de vibración, a diferencia de lo que sucede con las fibras RXF 54. Como consecuencia, podemos decir que el uso de fibras metálicas implica la necesidad de monitorear minuciosamente las propiedades reológicas durante la fase de preparación industrial del hormigón por parte de los operadores de la central de hormigonado y también durante la aplicación, debido a su elevada tixotropía.
Estas operaciones (vibración y mayor dosificación de aditivo) aumentan notablemente los costos de preparación de la mezcla. Efectivamente, si tenemos en cuenta que el costo medio de venta por litro de un aditivo poliacrilato es de aproximadamente 1,17 Euros y que un metro cúbico de hormigón aditivado cuesta en promedio 80 Euros, el aumento de precio para las mezclas reforzadas con las fibras metálicas varían entre 1,69 Euros (para una dosificación de 0,9% de aditivo) a 2,53 Euros (para una dosificación de aditivo de 1,125%) por metro cúbico de hormigón. Por ejemplo, un piso de 10.000m2 de superficie y de 25cm de espesor: para esta obra se necesitan 2.500m3 de hormigón. Si se realizara este piso con una dosificación de fibras metálicas equivalente a 0,3% de volumen, el aumento correspondiente de la dosificación del aditivo traería aparejado un incremento de 4.225 Euros respecto del costo del hormigón.
4. TENSOCORROSIÓN Y DETERIORO QUÍMICO-MECÁNICO 4.1 Programa experimental Las pruebas se realizaron en prismas de hormigón con las siguientes características: largo 400mm, ancho 100mm y altura 50mm. Se efectuaron cortes profundos de 20mm en el medio de los prismas y luego el curado se realizó en agua de cal durante 28 días. A continuación, para evaluar el efecto químico, el efecto químico-mecánico y de tensocorrosión, los prismas fueron sumergidos en agua potable o en una solución de agua potable saturada con sulfato de magnesio o cloruro de calcio.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
8

Mientras estaban sumergidos, se aplicó una carga de flexión en el medio de los prismas equivalente a la mitad de la carga de rotura estimada para muestras pilota (masa carga: 15kg). El corte se realizó siempre en modo de apertura. Para mayores detalles ver la figura N.3).
Figura N. 3: Esquema ciclo de esfuerzo y ambiental.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
9

Las muestras fueron sumergidas en el baño durante 5 días. Luego fueron expuestas al aire durante dos días sin aplicar ninguna carga sobre ellas. De este modo se realizó un ciclo de condiciones de carga y ambientales. Cerca del fondo del corte, por la concentración de deformación elevada que se había originado, se produjo una condición extremamente severa de tensocorrosión. Para poder realizar una comparación, otras dos series de muestras fueron sometidas a las mismas condiciones pero sin la aplicación de carga, mientras una de estas últimas series no tenía ningún corte. 5.2 Parámetros de deterioro En cada fase de la investigación se determinó el módulo de elasticidad del material por medio del método de vibración a flexión en muestras de 100x50x400mm, utilizando un equipo GRINDOSONIC, cuyo campo de medición de la frecuencia está comprendido entre 100 y 10.000 Hz, con una precisión de 0,1% sobre el valor leído. Dicho método establece que la muestra sea apoyada de manera tal que pueda vibrar libremente en los dos puntos nodales, distantes de la extremidad 0,224 veces el largo de la muestra. Se realiza una vibración a flexión de la muestra mediante esfuerzo impulsivo, anotando la frecuencia relativa. Cabe recordar que el módulo es sólo aparente para las muestras con corte pero esto no tiene importancia porque solamente se utilizaron relaciones de módulos evaluados con la misma geometría. Efectivamente, primero se evalúa el módulo a los 28 días en una cierta geometría y luego se determina a una cierta edad la relación entre el módulo registrado a dicha edad con aquel registrado a los 28 días. La variación de esta relación tiene que ver con la variación de las propiedades mecánicas. Cabe destacar que la relación no es constante sino que aumenta también en un ambiente saturado de humedad. Es por ello que se sugiere asumir como parámetro de deterioro en un curado determinado la diferencia entre la relación para el material en condiciones estándar y en condiciones de estudio. 5.3 Efecto químico La figura N.4 muestra la evolución del parámetro EX/EO para las mezclas con RXF 54 y SF, estableciendo una comparación entre los mismos.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
10
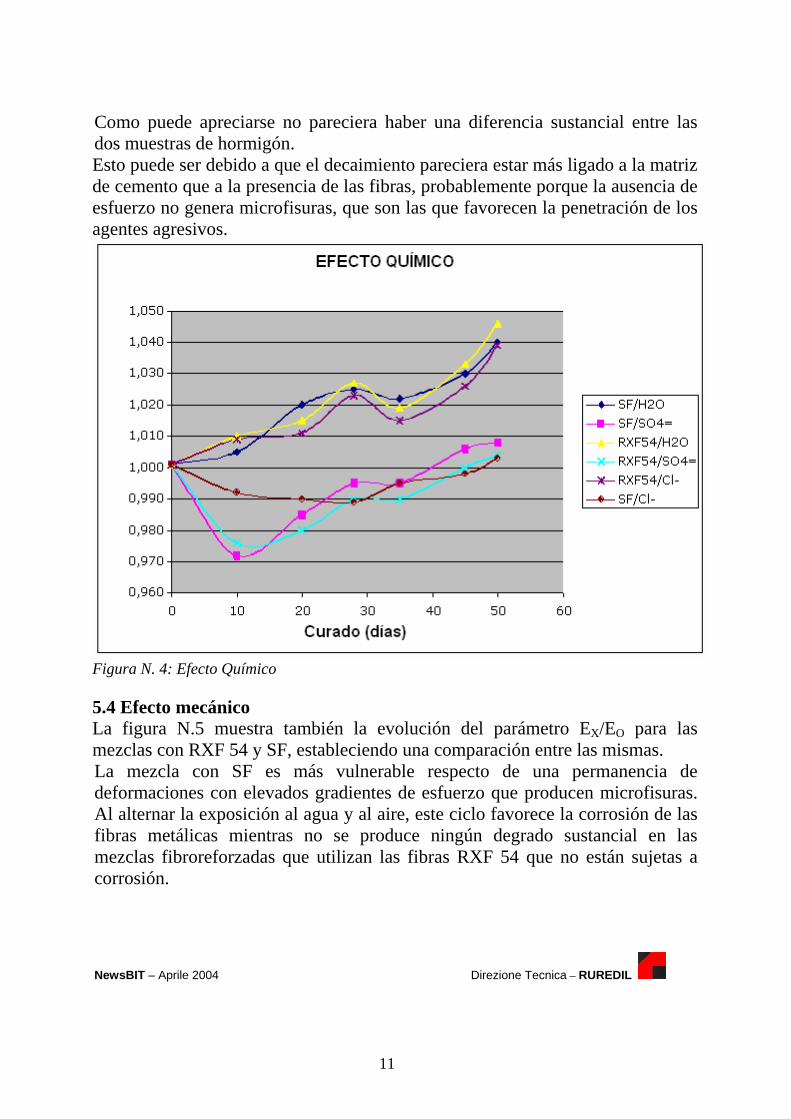
Como puede apreciarse no pareciera haber una diferencia sustancial entre las dos muestras de hormigón. Esto puede ser debido a que el decaimiento pareciera estar más ligado a la matriz de cemento que a la presencia de las fibras, probablemente porque la ausencia de esfuerzo no genera microfisuras, que son las que favorecen la penetración de los agentes agresivos.
Figura N. 4: Efecto Químico
5.4 Efecto mecánico La figura N.5 muestra también la evolución del parámetro EX/EO para las mezclas con RXF 54 y SF, estableciendo una comparación entre las mismas. La mezcla con SF es más vulnerable respecto de una permanencia de deformaciones con elevados gradientes de esfuerzo que producen microfisuras. Al alternar la exposición al agua y al aire, este ciclo favorece la corrosión de las fibras metálicas mientras no se produce ningún degrado sustancial en las mezclas fibroreforzadas que utilizan las fibras RXF 54 que no están sujetas a corrosión.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
11

Este resultado es de notable interés ya que demuestra cómo el envejecimiento de una mezcla puede desarrollarse de manera distinta si durante la prueba se somete la muestra a esfuerzo. En general, con una interpretación más amplia de lo usual, se puede hablar de tensocorrosión de la mezcla refiriéndose no sólo al efecto sobre el metal.
Figura N. 5: Efecto Mecánico 5.5 Efecto químico-mecánico En esta última sección se trató de considerar el efecto combinado de deterioro por la acción química y mecánica, habiendo considerado los dos aspectos por separado anteriormente. Como se demuestra en la figura N.6 la mezcla RXF 54 tiene un mejor "cierre estanco" a la agresión química y mecánica con respecto a la mezcla reforzada con las fibras metálicas.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
12

Figura N. 6: Efecto químico-mecánico Se puede evidenciar aún más el deterioro haciendo referencia a un parámetro más significativo. Partiendo de un parámetro de deterioro EX – E′X D = EOdonde
- EO es el módulo de elasticidad (aparente) evaluado en la muestra (con corte) madurado a los 28 días en condiciones estándar;
- EX es el módulo de elasticidad (aparente) al tiempo corriente de prueba del mismo material mantenido en un baño de agua durante 5 de los 7 días y al aire libre durante 2 de los 7 días);
- E′X es el módulo de elasticidad (aparente) al tiempo corriente de prueba del mismo material mantenido en un baño de sulfato de magnesio (o en un baño de cloruro de calcio) sometido a esfuerzo durante 5 de los 7 días y al aire libre durante 2 de los 7 días.
La diferencia EX – E′X representa la reducción del módulo por degrado debido al ambiente agresivo y al estado de esfuerzo (TENSOCORROSIÓN).
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
13
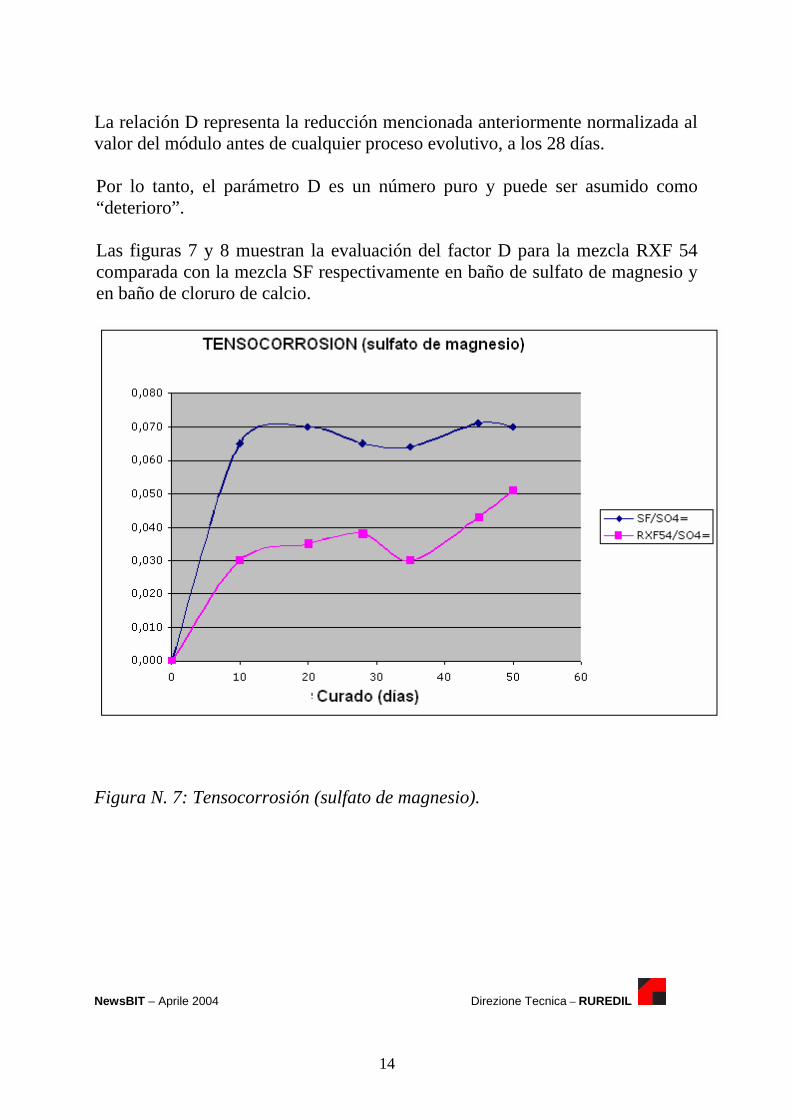
La relación D representa la reducción mencionada anteriormente normalizada al valor del módulo antes de cualquier proceso evolutivo, a los 28 días. Por lo tanto, el parámetro D es un número puro y puede ser asumido como “deterioro”. Las figuras 7 y 8 muestran la evaluación del factor D para la mezcla RXF 54 comparada con la mezcla SF respectivamente en baño de sulfato de magnesio y en baño de cloruro de calcio.
Figura N. 7: Tensocorrosión (sulfato de magnesio).
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
14

Figura N. 8: Tensocorrosión (cloruro de calcio) La figura N.9, en cambio, muestra la comparación del parámetro de deterioro D para ambos ambientes agresivos, el baño de sulfato de magnesio y el baño de cloruro de calcio, de las mezclas con RXF 54 y con SF. Resulta evidente el escaso deterioro químico-mecánico sufrido por la mezcla reforzada con las fibras RXF 54 tanto en el baño de sulfato de magnesio como en el baño de cloruro de calcio.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
15

Figura N. 9: Tensocorrosión
CONCLUSIONES El objetivo de este estudio consistió en analizar la influencia de las fibras sintéticas estructurales y las fibras metálicas respecto de la reología y la durabilidad de los hormigones reforzados con dichas fibras. En particular, se estableció una comparación entre una fibra sintética estructural de polietileno, la RXF 54, y una fibra metálica con ganchos, la SF. Con el mismo porcentaje volumétrico, las fibras RXF 54 no determinan disminuciones sensibles de la reología de la mezcla de hormigón comparadas con las fibras metálicas con ganchos SF. Estas últimas, en cambio, producen una drástica reducción del "slump". Las pruebas de tensocorrosión no destructivas efectuadas ponen en evidencia la distinta respuesta de las mezclas fibroreforzadas al esfuerzo de degrado químico-mecánico. Las fibras RXF 54 resultan ser mucho menos sensibles a los ciclos de carga y ambiental que las fibras metálicas SF.
NewsBIT – Aprile 2004 Direzione Tecnica – RUREDIL
16