UNIVERSIDAD DE GUAYAQUILFACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADEMICO DE GRADUACIONSEMINARIO
TRABAJO DE GRADUACIONPREVIO A LA OBTENCION DEL TITULO DE
INGENIERO INDUSTRIAL
AREA:SISTEMAS PRODUCTIVOS
TEMA:ANALISIS Y MEJORA DEL SISTEMA DE PRODUCCION EN
EL TALLER INDUSTRIAL CRUZ
AUTOR:CRUZ TUMBACO ANDY ADOLFO
DIRECTOR DE TESIS:ING. OMAR K. CORONADO WINDSOR MSc
2010 - 2011GUAYAQUIL - ECUADOR

ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en estatesis corresponden exclusivamente al autor”
.........................................................Cruz Tumbaco Andy Adolfo
C. C. No. 0913984282

iii
DEDICATORIA
A todos quienes formaron parte de este proyecto que un día empezó
como un sueño y que hoy es una realidad, a todos los ingenieros quienes
fueron los que nos brindaron sus conocimientos los mismos que vamos a
aplicar en nuestra nueva etapa como profesionales, a todos los que
formamos el paralelo península quienes en base a esfuerzo y sacrificio en
cada uno de nuestros hogares supimos aprovechar esta oportunidad de
ser profesionales y estamos seguros de que no vamos a defraudar a
nadie y vamos a seguir siempre adelante por nuestra fe en Dios y por
amor a la Patria.
iv
AGRADECIMIENTO
A Dios porque cada día nos da sus bendiciones para seguir por el caminodel bien.
A Mis padres quienes supieron formar en mi lo que hoy soy.
A Mi esposa e hijos quienes son la razón de mi vida y mi inspiración.

v
INDICE GENERAL
CAPITULO I
GENERALIDADES
1.1. Antecedentes 3
1.1.1. Planteamiento del Problema 4
1.1.2. Registro de Problemas 5
1.1.3. Ubicación del Problema 6
1.1.4. Situación y Conflicto 6
1.1.5. Causas y Consecuencias 6
1.1.6. Formulación del Problema 7
1.1.7. Delimitación del Problema 8
1.1.8. Evaluación del Problema 8
1.2. Objetivos 9
1.2.1. Objetivo General 9
1.2.2. Objetivos Específicos 10
1.3. Justificación e Importancia 10
1.3.1. Justificativos 10
1.3.2. Importancia 11
1.3.3. Delimitación de la Investigación 11
1.4. Marco Teórico 12
1.4.1. Marco Histórico 12
1.4.2. Marco Referencial 12
1.4.3. Marco Legal 13
1.4.4. Fundamentación Teórica 19
1.5. Hipótesis 19
1.6. Metodología 20
1.7. Antecedentes de la Empresa 21
1.8. Datos Generales 22
1.8.1. La Empresa – Localización 22
1.8.2. Identificación con el CIIU 23
1.8.3. Misión y Visión de la Empresa 24

vi
1.9. Objetivo de la Empresa: General y Específicos 25
1.9.1. General 25
1.9.2. Específicos 25
1.10. Descripción de los Productos que elabora la Empresa 25
1.11. Organigrama General de la Empresa 30
1.11.1. Organigrama del Departamento a Estudiar 30
1.12. Manual de Funciones del Área a Estudiar 31
CAPITULO II
SITUACION ACTUAL
2.1. Capacidad de Producción 33
2.2. Recursos Productivos 33
2.2.1. Infraestructura 33
2.2.2. Capital 34
2.2.3. Trabajo 35
2.3. Procesos de Producción 37
2.3.1. Principales Procesos 38
2.3.2. Flujo de Proceso 40
2.3.3. Operaciones 42
2.3.4. Distribución de planta 44
2.3.5. Elaboración de Estructuras Metálicas 45
2.3.6. Generalidades 45
2.3.7. Cubiertas 48
2.3.8. Elementos de una Cubierta 49
2.3.9. Tipos de Cerchas 51
2.4. Mercado y Ventas 52
vii
CAPITULO III
ANALISIS Y DIAGNOSTICO
3.1. Análisis de Datos e Identificación de Problemas (Diagrama
Ishikawa (Causa-Efecto), Pareto, FODA, etc.) 54
3.1.1. Análisis de FODA 55
3.1.2. Análisis Causa – Efecto 56
3.2. Impacto económico de Problemas 59
3.3. Diagnostico 62
CAPITULO IV
PROPUESTA
4.1. Planteamiento de Alternativas de Solución a Problemas 63
4.1.1. Tema 63
4.1.2. Objetivo de la Propuesta 63
4.1.3. Política de la Propuesta 64
4.1.4. Beneficiarios de la Propuesta TPM 64
4.1.5. Descripción de la Propuesta 65
4.1.6. Propuesta 66
4.1.7. Pilares de Confiabilidad 67
4.1.8. Descripción de Alternativas de Solución 69
4.1.9. Primera Alternativa de Solución 69
4.1.9.1. Implementación del TPM en el Taller Industrial “CRUZ”. 69
4.1.10. Segunda Alternativa de Solución 76
4.2. Costos de Alternativas de Solución 78
4.2.1. Evaluación de Primera Alternativa 78
4.2.2. Costo de la Segunda Alternativa 80
4.3. Evaluación y Selección de Alternativa de Solución 80

viii
CAPITULO V
EVALUACION ECONOMICA Y FINANCIERA
5.1. Plan de Inversión y Financiamiento 82
5.1.1. Inversión Fija 82
5.1.2. Costo de Operación 83
5.1.3. Presupuesto 84
5.2. Financiamiento de la Propuesta 84
5.3. Balance Económico y Flujo de Caja 84
5.4. La tasa Interna de Retorno (TIR) 86
5.4.1. Valor Actual Neto (VAN) 87
5.4.2. Tiempo de Recuperación de la Inversión 88
5.4.3. Análisis Beneficio/Costo de la Propuesta 89
CAPITULO VI
PROGRAMACION PARA PUESTA EN MARCHA
6.1. Planificación y Cronograma de Implementación 91
6.1.1. Programación 93
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones 96
7.2. Recomendaciones 96
Glosario de Términos
Anexos 99
Bibliogafía

ix
ÍNDICE DE CUADROS
1 Causas y Consecuencias ................................................................. 7
2 Caracteristicas del Recurso Humano ............................................. 36
3 Mercado y Ventas ........................................................................... 52
4 Proveedores de Materiales ............................................................. 53
5 Identificacion de Problemas ............................................................ 54
6 Analisis de FODA ........................................................................... 56
7 Impacto Economico de Problemas .................................................. 60
8 Descripcion de la Propuesta ............................................................ 66
9 Alianza Estrategica ......................................................................... 77
10 Costos de la Primera Alternativa .................................................... 79
11 Implementacion de Costos de la Segunda Alternativa ................... 80
12 Evaluacion y Selección de Alternativa de Solucion ........................ 80
13 Inversion Fija .................................................................................. 83
14 Costo de Operación ........................................................................ 83
15 Presupuesto ................................................................................... 84
16 Balance Economico de Flujo de Caja ............................................. 85
17 Interpolacion para la Comprobación de la TIR ............................... 87
18 Comprobacion del Valor Actual Neto (VAN) .................................... 88
19 Periodo de Recuperacion de la Inversion ....................................... 89
20 Diagrama de Gantt ......................................................................... 94
21 Diagrama de Gantt .......................................................................... 94
x
INDICE DE GRAFICOS
1 La Empresa – Localización ............................................................. 23
2 Producto que Elabora la Empresa .................................................. 26
3 Producto que Elabora la Empresa .................................................. 26
4 Producto que Elabora la Empresa .................................................. 27
5 Producto que Elabora la Empresa .................................................. 27
6 Producto que Elabora la Empresa .................................................. 28
7 Trabajadores de la Empresa .......................................................... 28
8 Trabajadores de la Empresa .......................................................... 29
9 Trabajadores de la Empresa .......................................................... 29
10 Organigrama General de la Empresa ............................................. 30
11 Organigrama del Departamento a Estudiar .................................... 31
12 Principales Procesos ....................................................................... 38
13 Principales Procesos ...................................................................... 39
14 Principales Procesos ...................................................................... 39
15 Diagrama de flujo ........................................................................... 41
16 Diagrama de proceso de Operacion ............................................... 43
17 Distribucion de Planta ..................................................................... 44
18 Mercado y Ventas ........................................................................... 52
19 Identificacion de Problemas ............................................................ 55
20 Diagrama Causa - Efecto ............................................................... 57
21 Programa MP9 ................................................................................ 74
22 Diagrama de Pert ............................................................................ 95

xi
INDICE DE ANEXOS
1 Localización .................................................................................. 100
2 Identificacion con el CIIU .............................................................. 101
3 Fotos Estructuras Metalicas ......................................................... 102
4 Fotos Estructuras Metalicas ......................................................... 103
5 Fotos Estructuras Metalicas ......................................................... 104
6 Diseños de Vigas Armadas .......................................................... 105
7 Diseños de Vigas Armadas .......................................................... 105
8 Diseños de Vigas Armadas .......................................................... 105
9 Diseños de Vigas Armadas .......................................................... 106
10 Diseños de Cerchas Metalicas ..................................................... 106
11 Diseños de Cerchas Metalicas ..................................................... 107
12 Diseños de Cerchas Metalicas ..................................................... 107
13 Diseño de Cerchas Metalicas ....................................................... 108
14 Diseño de Cerchas Metalicas ....................................................... 108
15 Diseño de Cerchas Metalicas ....................................................... 109
16 Diseño de Cerchas Metalicas ........................................................ 109
17 Diseño de Cerchas Metalicas ....................................................... 110

xii
RESUMENTEMA: ANÁLISIS Y MEJORA DEL SISTEMA DE PRODUCCIÓN EN ELTALLER INDUSTRIAL CRUZ.
Una vez identificado los problemas en el área de producción en el TallerIndustrial Cruz se da como alternativa de solución la implementación delTPM (Mantenimiento Preventivo Total), donde el objetivo principal esayudar a administrar, manteniendo toda la información de la empresadebidamente documentada y organizada. Se hará la adquisición de unsoftware de mantenimiento MP9 monousuario donde los beneficios másimportantes son: reducir paros imprevistos, implementar la vida útil de losequipos, reducir los costos por mantenimiento correctivo, programar laadquisición de repuestos justo a tiempo, mejorar el desempeño delpersonal, logrando así que todos los que forman parte de la empresa sesientan comprometidos con la misma y con los clientes sabiendo que nosólo va a mejorar su situación económica sino también su calidad de vida.La metodología utilizada para este estudio será: descriptivo-deductivo,consiste en la observación actual de los hechos y de situacionesgenerales para llegar a establecer conclusiones particulares. Según losobjetivos planteados se estructuran los planes de acción mediante laobservación directa, donde se identificarán, recopilarán y definirán loselementos que conforman los procesos. Mediante la informaciónlevantada se ha determinado que la empresa anualmente tiene unapérdida de $8.816,76, la inversión inicial es de $13.800, de donde$12.000 son para inversión fija y $1.800 para costo de operaciones. Cabeprecisar que luego de haber realizado la evaluación económica se obtuvouna TIR del 56,19%, un VAN de $29.771,35, coeficiente beneficio/costode $2,48 y un tiempo de recuperación de la inversión de 2 años 1 mes,estos resultados indican la factibilidad y sustentabilidad del proyecto, locual será de mucho beneficio para la empresa y sus empleados puesestamos en una área donde la competencia y la producción no tienelímites.
………….………………..…………
Autor
Cruz Tumbaco Andy Adolfo
…………..…….…………………………
Director de Tesis
Ing. Omar K. Coronado Windsor MSc.

PROLOGO
A través del presente estudio se pretende obtener mejoras en el
área de producción del Taller Industrial Cruz, pues es la única forma de
hacer que esta empresa se mantenga en un mercado tan competitivo
como es el de soldadura eléctrica y cerrajería en general.
En la Provincia de Santa Elena existen muchos talleres de
soldadura, pero son pocos los que se han ganado un prestigio y un
respeto dentro del ámbito profesional por su seriedad y confianza al
realizar una obra; este es el principal objetivo de quienes forman esta
empresa, pues gracias a las diferentes técnicas y tácticas que se
encuentran en la Ingeniería Industrial y en el mercado en general se
pueden cumplir con los requerimientos y necesidades de los clientes a
tiempo y eso es un factor importante para hacer que ese cliente regrese y
de una propaganda gratis de cómo se labora en esta empresa.
La obra demuestra diversa técnicas del TPM que se pueden utilizar
para mejorar la producción, los métodos de trabajo y la ideología de
quienes forman la empresa; esto se puede lograr siempre y cuando
exista un acuerdo entre ambas partes (directivos y trabajadores) para
poder implementar dichas técnicas y cambios.
Se va a encontrar un estudio financiero el mismo que fue hecho con
datos que se obtuvieron de la empresa gracias a que cuenta con una
persona que se encarga de llevar la contabilidad de la misma evitando así
problemas con el SRI, dicho estudio financiero demuestra la factibilidad
del mismo que gracias a recursos propios de la empresa se va a poder
financiar el proyecto originando gastos que se podrán recuperar en corto
plazo.
Se espera que los directivos de la empresa sepan aplicar y adiestrar
a todo su personal ya que es la única manera de poder llevar adelante

Prólogo 2
este proyecto en el cual se dan varias recomendaciones de cómo poder
efectuar varias inversiones las mismas que servirán para dar ingresos
extras a la empresa.
Todas las personas que colaboraron en la elaboración de este
proyecto están consientes del beneficio al que se va a llegar razón por la
cual estoy muy agradecido porque en esto hemos puesto todo nuestro
interés y empeño para hacer llegar una obra que sabemos les va a
interesar y les va servir de mucha ayuda en futuros proyectos.
CAPITULO I
GENERALIDADES
1.1. Antecedentes
El Taller Industrial “Cruz”, se dedica a brindar servicios en todo tipo
de trabajo de soldadura eléctrica, mantenimiento y reparación de puertas,
rejas, estructuras metálicas, etc.
El Taller Industrial “Cruz”, se encuentra laborando desde el año
1998, su Gerente el señor Cruz Tumbaco Andy Adolfo es Artesano
Titulado y cuenta con la Calificación Artesanal No. 86666, la misma que
fue adjudicada por la Junta Nacional de Defensa del Artesano el 28 de
Julio de 2008 previo el estudio e informe de la Unidad de Inspección y
Calificación de Talleres Artesanales de la Dirección Técnica y de
conformidad al Art. 5 del Reglamento de Calificaciones y Ramas de
Trabajo vigente.
Desde la creación del taller la distribución del espacio físico y el
desorden han sido siempre un problema, razón por la cual ocasiona
retrasos en la producción, reduciendo la eficiencia operativa e
incrementando gastos, ocasionado pérdidas de tiempo que afectan
directamente al cliente ocasionando un malestar y una mala propaganda,
pues no regresará y este se encargará de difundir la información sobre el
trato y la forma de laborar de quienes forman el Taller Industrial “Cruz”.
También existen retrasos por las maquinarias, algunas obsoletas
que ya necesitan recambio pero la situación económica en estos tiempos
no es muy buena y las máquinas y herramientas cada vez están más

Generalidades 4
caras, en lo que tiene que ver con repuestos se trata de economizar
buscando genéricos lo que a la larga ocasiona un daño mayor a las
máquinas pues no trabajan con la misma potencia como taladro,
pulidoras, etc.
1.1.1. Planteamiento del Problema
El Taller Industrial “Cruz” presenta limitaciones en su espacio físico,
en su recurso humano, maquinarias y materiales.
Como se ha indicado anteriormente el espacio físico es y será
siempre el problema principal, lamentablemente las delimitaciones del
terreno no dan para poder ampliarse razón por la cual se está sujeto a los
límites territoriales que se tiene.
Actualmente en el taller el proceso de producción es defectuoso
pues hay mucho desperdicio de material, mano de obra, de tiempo, costos
de insumos, los mismos que generan pérdidas económicas. Nos vamos a
referir principalmente a la elaboración de Estructuras Metálicas, tanto para
empresas como para personas naturales, que son la principal fuente de
ingresos del taller.
La falta de maquinaria para mejorar la producción, éstas pueden ser
una dobladora de planchas, dobladora de tubos tanto cuadrado como
redondo en varias medidas, máquinas soldadoras para aluminio, las
mismas que van a incrementar los ingresos económicos al taller.
En cuanto a los métodos, la distribución de los puestos de
trabajo no es adecuada, porque no existe una política definida para
que el proceso siga una secuencia que reduzca tiempo y agilite las
operaciones del proceso de elaboración de estructuras metálicas o de
cualquier otro tipo de trabajo que se este realizando en el área de
producción.
Generalidades 5
En un mundo altamente competitivo y globalizado, los talleres deben
estar preparados para enfrentar los retos de un modo creativo e
innovador, para ello es necesario que sus gerentes tengan una visión
amplia e identifiquen que hay oportunidades de ser mucho más
productivos y rentables.
Es de vital importancia aplicar la metodología T.P.M.
(Mantenimiento Productivo Total) que busca sistematizar y optimizar la
producción dando índices de confiabilidad, considerables reducciones de
costos, buenos resultados económicos además de resultados intangibles
como la motivación del personal.
1.1.2. Registro de Problemas
En el Taller Industrial “Cruz” no existen registros de problemas, ni de
cómo se encuentra la producción a ver si hay perdidas o ganancias.
Pues es la primera vez que se está haciendo este proyecto, aún así
se elaboró un listado de algunos de los principales problemas que se
encontraron.
Ø La falta del espacio físico para poder realizar las diferentes
actividades dentro del taller debido al desorden en que se
encuentran las diferentes maquinas y materiales
Ø Falta de maquinas esmeriladoras pues actualmente en el taller
se encuentra una y es la que se está usando tanto para pulir,
lijar o cortar
Ø La limpieza en el taller no se la realiza a diario y en lo que tiene
que ver con la seguridad son escasos pues se trabaja en forma
empírica y no se ha realizado la compra de cinturones de
seguridad principalmente para trabajos de estructuras por lo
costoso de estos.
Generalidades 6
1.1.3. Ubicación del Problema
El problema está situado principalmente el área de soldadura, que
es también de corte de materiales y pintura, pues el Taller Industrial
“Cruz” no cuenta con suficiente espacio por que no tiene una buena
distribución de sus máquinas y equipos, originando molestias entre todos
los que trabajan en el área de producción.
1.1.4. Situación y Conflicto
El incumplimiento en la entrega de los trabajos por parte del Taller
Industrial “Cruz” es para los clientes externos el principal problema. Pues
muchas veces no se cumple con un cronograma de trabajo por las
limitaciones que se tiene de espacio físico, maquinarias y capacitación del
recurso humano.
Las demoras son ocasionadas también por el desorden en las
diferentes etapas del proceso que se realiza en el interior del taller, donde
no existe una distribución adecuada de maquinas y materiales.
La falta de capacitación del personal y la inexperiencia del mismo
son factores que también afectan en gran parte la producción pues hay
que paralizar a dar indicaciones o hay que controlar que no halla
desperdicios de material lo cual ocasiona una gran pérdida de tiempo y
retrasos en la producción creando un malestar en los clientes que
concurran a solicitar los servicios de la empresa y de quienes formamos
parte de la empresa
1.1.5. Causas y Consecuencias
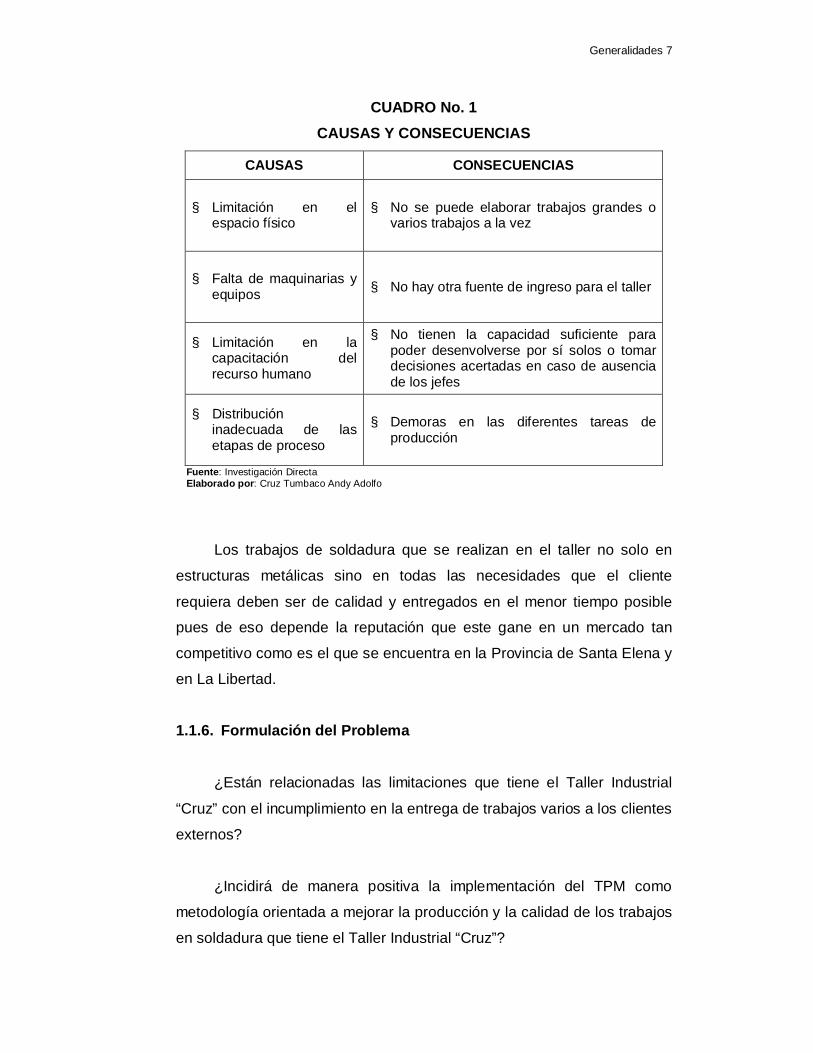
En el siguiente cuadro se presentan un resumen de las causas y
consecuencias de los principales problemas de incumplimiento de
trabajos que se encuentran en el Taller Industrial “Cruz” pudiendo así
llegar a las siguientes conclusiones que serán de mucha ayuda para el
estudio del presente proyecto:
Generalidades 7
CUADRO No. 1CAUSAS Y CONSECUENCIAS
CAUSAS CONSECUENCIAS
§ Limitación en elespacio físico
§ No se puede elaborar trabajos grandes ovarios trabajos a la vez
§ Falta de maquinarias yequipos § No hay otra fuente de ingreso para el taller
§ Limitación en lacapacitación delrecurso humano
§ No tienen la capacidad suficiente parapoder desenvolverse por sí solos o tomardecisiones acertadas en caso de ausenciade los jefes
§ Distribucióninadecuada de lasetapas de proceso
§ Demoras en las diferentes tareas deproducción
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
Los trabajos de soldadura que se realizan en el taller no solo en
estructuras metálicas sino en todas las necesidades que el cliente
requiera deben ser de calidad y entregados en el menor tiempo posible
pues de eso depende la reputación que este gane en un mercado tan
competitivo como es el que se encuentra en la Provincia de Santa Elena y
en La Libertad.
1.1.6. Formulación del Problema
¿Están relacionadas las limitaciones que tiene el Taller Industrial
“Cruz” con el incumplimiento en la entrega de trabajos varios a los clientes
externos?
¿Incidirá de manera positiva la implementación del TPM como
metodología orientada a mejorar la producción y la calidad de los trabajos
en soldadura que tiene el Taller Industrial “Cruz”?
Generalidades 8
1.1.7. Delimitación del Problema
Ø Campo: Gestión de producción enfocado hacia la gestión de
calidad.
Ø Área: Mantenimiento productivo total y mejoramiento continúo.
Ø Aspecto: Elaboración de todo tipo de trabajos en soldadura
eléctrica.
Ø Tema: Estudio y evaluación del sistema de producción usando la
técnica de producción total (TPM) para optimizar la productividad
en el Taller Industrial “Cruz”.
1.1.8. Evaluación del Problema
Delimitado: Se encuentra dentro del entorno productivo, referido a
las actividades de producción de todo tipo de trabajos en soldadura
eléctrica y a la calidad del servicio que debe ofrecer el Taller Industrial
“Cruz” al cliente externo.
Evidente: Porque las actividades de producción de trabajos de
soldadura, requieren la aplicación de técnicas orientadas al mejoramiento
de la calidad del servicio.
Claro: El problema referido a las limitaciones que tiene el Taller
Industrial “Cruz” y las demoras en la entrega de trabajos, es comprensible
y se entiende con facilidad.
Concreto: Esta determinado de manera precisa, en los campos de
la gestión de producción enfocado hacia la calidad.
Relevante: Porque mediante la aplicación del TPM, se podrá
mejorar la planificación y dinamizar los recursos y las actividades de

Generalidades 9
producción, reduciendo las demoras en la entrega de los diferentes
trabajos de soldadura que tiene el Taller Industrial “Cruz”.
Contextual: Porque se enmarca en el contexto de la gestión de
producción y de la calidad del servicio en el Taller Industrial “Cruz”.
Factible: Existe el interés por parte de todo el personal que labora
en el Taller Industrial “Cruz” en dinamizar las actividades de producción
en soldadura eléctrica, dada la importancia que tiene cada trabajo para el
cliente externo.
Variables: Las variables han sido identificadas de la siguiente
manera:
Ø Independiente: Limitaciones de recursos en las actividades de
producción del Taller Industrial “Cruz”.
Ø Dependiente: Incumplimiento en la entrega de trabajo varios de
soldadura al cliente externo.
1.2. Objetivos
A continuación se da a conocer el objetivo general y los específicos
los mismos que se encuentran ya, en la oficina de gerencia del Taller
Industrial “Cruz”.
1.2.1. Objetivo General
Realizar un estudio que demuestre la aplicación de técnicas de
ingeniería, para la optimización de los recursos en el taller, lo cual llevará
a tomar decisiones sobre los resultados de este trabajo para obtener
mayor eficiencia en su producción y ganar un reconocimiento dentro de la
Provincia de Santa Elena.

Generalidades 10
1.2.2. Objetivos Específicos
Ø Conocer como están formados los procesos en la fabricación de
Estructuras Metálicas, a través de técnicas de ingeniería.
Ø Determinar los principales problemas en la productividad a
través del diagrama causa-efecto para tomar acciones
correctivas presentando mejoras y conclusiones en el transcurso
del proyecto.
Ø Evaluar y Capacitar a los trabajadores.
Ø Instalar un sistema de producción basado en la metodología
TPM.
1.3. Justificación e Importancia
Para poder aplicar este proyecto en el Taller Industrial “Cruz” se
debe analizar la justificación que este va a tener en el área de producción
y la importancia del porque se tiene que cumplir con la propuesta dada
para así poder incrementar la producción del mismo y a la vez cambiar la
mentalidad de cada uno de los que laboran en el taller.
1.3.1. Justificativos
Este trabajo se lo realiza con el propósito de resolver los problemas
que causan retrasos en sus procesos productivos.
Existen perdidas de materiales y tiempo en la producción y toda
propuesta planteada va a estar encaminada a mejorar la eficiencia en el
área de producción. La empresa está dispuesta a dar todas las facilidades
en la elaboración de este proyecto pues los beneficiados solo son los
clientes sino todos los que laboran en el taller.

Generalidades 11
Aplicar los diferentes tipos de conocimientos adquiridos en la carrera
de Ingeniería Industrial, pudiendo así lograr una optimización de recursos
lo cual originará buenos ingresos al taller y por ende a su personal.
1.3.2. Importancia
El Taller Industrial “Cruz”, elabora diferentes tipos de trabajos en
soldadura eléctrica, los mismos que son realizados muchas veces en
forma artesanal o empírica, por eso, es necesario capacitar a cada
trabajador no solo en el área de producción sino también en lo que tiene
que ver con la seguridad industrial, pues es de vital importancia asegurar
la integridad física de cada obrero, también se tienen que preparar en lo
que respecta a planificación pues si se tiene una obra ay que cumplir a
tiempo con el cliente, otro aspecto importante hay que tomar en cuenta
como es la parte tecnológica mediante cursos o seminarios tanto de
soldadura como de computación.
Por este motivo, el proyecto pretende optimizar las actividades de
producción mejorando la calidad y disminuyendo el tiempo de entrega de
los trabajos, lo cual es de vital importancia tanto para los clientes internos
como los externos y la comunidad en general.
1.3.3. Delimitación de la Investigación
Para poder realizar el estudio dentro del Taller Industrial “Cruz”
se procedió a obtener información por parte de los administradores
del mismo y de los demás trabajadores dando así credibilidad a
todos los datos que en el transcurso del proyecto se van a
encontrar.
Los trabajos de investigación se han concentrado principalmente en
el Área de Producción para así analizar y mejorar el sistema que se está
empleando.

Generalidades 12
1.4. Marco Teórico
El Marco Teórico describe la revisión y análisis de teorías,
investigaciones y antecedentes en general, que se consideran
válidos para la correcta delimitación del proyecto y del sector
beneficiario.
Esto incluye la globalización del mercado, de la fabricación y la
expansión sin límite de las aplicaciones informáticas. La única posibilidad
para que una empresa o negocio crezca y aumente su rentabilidad es
aumentar la productividad.
El Marco Teórico de la empresa se clasifica en marco historial y
referencial:
1.4.1. Marco Histórico
En el Taller Industrial “Cruz” no se ha efectuado nunca ningún
tipo de estudio que tenga que ver con las mejoras tanto en
producción, seguridad y de todo el personal que labora en la empresa,
pues siempre se ha laborado bajo indicaciones y supervisión del jefe de
personal.
1.4.2. Marco Referencial
Para poder elaborar la investigación en el Taller Industrial
“Cruz” se procedió a obtener información de de la tesis del Ing.
Villavicencio Santin Kleber Alberto, con el tema: Análisis y Optimización
de la Productividad en el Proceso de Producción de la Empresa
de Alimentos Futurcorp S. A., Director de Tesis Ing. Ind. Narváez
Ochoa Jorge Año 2003 – 2004. Se utilizó libros como Biblioteca
de la Herrería Actual, autor David Fernández García (Málaga).

Generalidades 13
1.4.3. Marco Legal
Art. 1.- Ámbito.- La presente Ley es de orden público y de interés
social, ampara y protege a todos los artesanos del Ecuador, en todas las
artes, oficios o servicios, en forma individual o colectiva; a la cual estarán
sujetas todas las personas naturales y jurídicas, públicas y privadas. Esta
Ley ampara también a las artesanas y artesanos de las comunidades,
pueblos y nacionalidades indígenas, afro ecuatorianos y montubios.
La presente Ley tiene por objeto además fomentar el desarrollo de
la microindustria, microempresa y de toda actividad artesanal, mediante el
otorgamiento de apoyos fiscales, financieros, de mercado, intercambio de
comercio externo y de asistencia técnica, así como a través de facilitar la
constitución y funcionamiento de las organizaciones artesanales, micro
empresariales, micro industriales de base.
CONC: Artículos 95 y 96 Constitución
Art. 2.- Objetivos.- La presente ley tiene por objeto proteger y velar
por los derechos de los/las artesanos/as, los/las micro empresarios/as,
los/las micro industriales, así como impulsar, promocionar y garantizar la
formulación y aplicación de políticas públicas, planes, programas,
sistemas, normas, instituciones y servicios para el desarrollo y fomento de
los distintos sectores y clases artesanales, micro industriales, micro
empresariales, fomentando y estimulando a los/las artesanos/as, los/las
micro empresarios/as, los/las micro industriales,, como unidades de
producción en sujeción a los Regímenes de Desarrollo y del Buen Vivir
previstos en la Constitución de la República.
CONC: Artículos 275, 276, 277, 278, 340, 341 y 342 de la
Constitución. (Agregar Art. 66 numeral 15)
Art. 3.- Principios Rectores.- El Sistema Nacional de
DESARROLLO artesanal (SINDA) se regirá por los principios de igualdad,
Generalidades 14
solidaridad, autonomía, interculturalidad, equidad, control social,
responsabilidad social y protección ambiental.
Art. 4.- Derechos y Garantías.- Los derechos del buen vivir, de las
personas y grupos de atención prioritaria, de las comunidades, pueblos y
nacionalidades.
De participación, de libertad, de la naturaleza y de protección
consignados en la Constitución serán aplicados para el desarrollo de
los/las artesanos/as, los/las microempresarios/as, los/las micro
industriales, sin restricción de ninguna índole; en especial, se regirá por
los siguientes derechos:
1. El derecho a la libertad de trabajo regulado por el Código del
Trabajo;
2. El derecho a la libertad de contratación, con sujeción a la Ley
del Sistema Nacional de Contratación Pública y al ordenamiento
jurídico vigente;
3. El derecho a la educación, formación y capacitación artesanal,
microindustria, micro empresarial;
4. El derecho a la producción artesanal, microindustrial, micro
empresarial, en forma individual o colectiva, organizada o no;
5. El derecho a la propiedad artesanal, microindustrial, micro
empresarial, en sus distintas manifestaciones;
6. El derecho a elegir y ser elegido para las instancias de
representación previstas en esta ley;
7. El derecho de accionar los medios de impugnación previstos en
esta Ley, cuando se hayan vulnerado sus derechos;
Generalidades 15
8. El derecho a gozar de los beneficios previstos en esta ley;
9. Otros derechos y garantías establecidas en la Constitución,
tratados y convenios internacionales, y Resoluciones
administrativas del Directorio relacionadas con la presente ley y
concordancias.
10.El Derecho de participación y de la igualdad de género.
Art. 5.- La organización artesanal, micro industrial, micro
empresarial se guiará por los principios de democratización interna,
representatividad, sustentabilidad, control popular, independencia,
solidaridad y equidad.
Se reconocerán diferentes niveles de las organizaciones
artesanales, micro industrial y micro empresariales de base, las cuales
tendrán representantes, en los distintos niveles de gobierno artesanal,
microindustrial, micro empresarial, que serán elegidos mediante procesos
de elección directa, universal y secreta, según lo determinado en esta Ley
y en el Reglamento dictado para el efecto.
Art. 6.- Definiciones.- Para los efectos de la presente ley
entenderá por:
1. Artesano, es la persona que tiene una habilidad natural,
intelectual con dominio técnico de un oficio / arte que ejerce una
actividad manual y creativa, transformando materia prima y/o
mejorando producto semi elaborados con ayuda de
herramientas y maquinarias, conforme a sus conocimientos y
habilidades técnicas / artísticas manuales.
El trabajo lo realiza en forma autónoma, familiar o asociativa y
deriva su sustento en crear bienes o prestar servicios útiles a

Generalidades 16
base de su esfuerzo intelectual, físico y mental. El artesano
puede ser: titulado, autónomo, operario y aprendiz. Se reconoce
al artesano indígena y al artesano con capacidades especiales.
2. Artesanía, es la actividad realizada manualmente en forma
individual familiar o comunitaria, que tiene por objeto
transformar productos y/o mejorar productos semi elaborados,
con substancias orgánicas e inorgánicas, plásticas, pedrería ,
cristalería, metálicas, etc., donde la creatividad personal y la
mano de obra constituyen factores predominantes que les
imprimen características culturales o utilitarias, originarias de
una región determinada, mediante la aplicación de técnicas,
herramientas o procedimientos transmitidos generacionalmente.
3. Actividad Artesanal, aquella practicada manualmente para la
transformación de la materia prima destinada a la producción de
bienes y prestación de servicios con o sin ayuda de máquinas,
equipos o herramientas.
Se reconocen dos clases de artesanías: Artesanías Populares y
Artesanías de Servicio. Las primeras se clasifican en:
§ Artesanías Populares: Aquellas expresiones culturales
tradicionales, utilitarias y anónimas, predominantemente la
actividad manual, y el uso de herramientas sencillas, cuyas
manifestaciones se caracteriza lo folklórico, estético, ritual y
lúdico.
§ Artesanías Tradicionales: las que se vienen produciendo
desde tiempos ancestrales, conservando diseños y colores
originales que identifican tanto el lugar de origen; materia

Generalidades 17
prima autóctona, lengua indígena predominante en la
localidad productora.
§ Artesanías contemporáneas o neo-artesanías: son
elaboradas de acuerdo a la evolución del pensamiento y
desarrollo de la sociedad que se sigue caracterizando en su
manufactura la actividad manual para su elaboración.
Pero que han ido apareciendo para satisfacer nuevas
necesidades materiales o espirituales, ya sea conservando
en planos antiguos o diseños, producto de la creatividad del
Artesano, con distintivos propios de la comunidad.
§ Artesanías de Servicio: Son las prestaciones de servicios
en forma tangible en la satisfacción personal individual o
colectiva, pero que constituyen una acción que busca llenar
una necesidad en la sociedad.
§ Artes Populares: Aquellas expresiones culturales de
carácter plástico, dotadas de atribuciones estéticas
tradicionales y utilitarias, producido del trabajo manual,
individual y doméstico con el uso de herramientas sencillas.
Sus manifestaciones tienen lugar en los campos
económicos, estético y ritual.
4. Artesano Popular.- La persona que ejerce una actividad
enmarcada en las características de las artesanías de los
pueblos con sus tradiciones.
5. Aprendiz.-. Es la persona que ingresa a una unidad productiva
artesanal con el objeto de adquirir conocimientos en una
determinada rama artesanal; en el caso de que prestara sus
Generalidades 18
servicios personales, percibirá un salario no inferior al 60% del
fijado para el operario artesanal.
6. Operario.-Es la persona que sin dominar de manera total los
conocimientos teóricos y prácticos de un arte u oficio y
habiendo dejado de ser aprendiz contribuye a la elaboración de
obras de artesanía o la prestación de servicios, bajo la dirección
de un maestro de taller.
7. Maestro de Taller.- Es la persona mayor de edad que es
responsable de la unidad productiva artesanal, que ha obtenido
su titulo otorgado por la institución rectora que es la junta
nacional de defensa del artesano y debidamente refrendado por
los ministerios que corresponden para ello.
§ Asociatividad de Artesanos.- Es la unión temporal de dos
o más artesanos, sin constituir una sociedad de derecho,
con fines de competitividad y aunar esfuerzos para poder
mejorar la oferta de bienes y servicios a los sectores público
y privado.
8. Materia Primas: Son las que se utilizan en las áreas de
producción artesanal, de origen vegetal (tintes, fibras, madera,
raíces y otros); de origen animal (pelos, plumas, pieles, huesos,
cuernos y otros); de origen mineral (arcilla, piedra, metales,
oxígeno y otros) y de origen sintético transformadas
industrialmente.
9. Microindustria: son las unidades económicas que, a través de
la organización del trabajo y bienes materiales o inmateriales de
que se sirvan, se dediquen a la transformación de bienes,
ocupen directamente hasta quince trabajadores (15 operarios y
5 aprendices) y cuyas ventas anuales estimadas o reales no

Generalidades 19
excedan de los montos que determine el Consejo Nacional de,
Desarrollo y Fomento de la JNDFA.
10. Organizaciones artesanales.- Son las asociaciones, gremios,
cooperativas y uniones de artesanos que forman parte de la
sociedad civil, constituidas por artesanos que integran unidades
económicas diferentes de la individual y que se encuentran
reconocidas legalmente.
11. Unidad Productiva Artesanal o Taller Artesanal.- Es el lugar
donde el artesano ejerce su profesión arte u oficio y que tiene
instalado sus herramientas y maquinaria, el cual deberá tener
las condiciones mínimas de salubridad, higiene y seguridad en
beneficio de los trabajadores.
La unidad productiva artesanal se identifica predominantemente por
su integración familiar y lo dirige el Artesano Titulado que es el que ya
tiene el conocimiento pleno de las técnicas y diseños de la artesanía
según su especialidad y dispone de la conservación y cambios en los
diseños.
1.4.4. Fundamentación Teórica
La fundamentación teórica de la presente investigación estará
basada en información referente a la elaboración de estructuras
metálicas, mantenimiento productivo total (TPM) y metodología del Kaizen
como el método de las cinco eses (5´S).
1.5. Hipótesis
Ø Los gerentes deben distribuir las maquinarias de manera que
mejoren la producción.

Generalidades 20
Ø Los gerentes deben capacitar a todo el personal que labora en el
taller para que así ellos puedan desarrollar un trabajo eficaz.
Ø El personal asume con responsabilidad cada trabajo a realizar.
Ø Existe el deseo de superación de parte de los trabajadores
1.6. Metodología
La metodología a utilizarse tendrá como respaldo la revisión de los
procedimientos de producción y consultas al personal involucrado como
jefe de personal, soldadores, ayudantes, pintores.
Se utilizará también el análisis en la toma de medidas con
instrumentos para recopilar datos técnicos tales como flexo metros,
calibradores, etc., útiles para realizar una muestra de campo, toma de
tiempo en los procesos y de operación de maquinarias.
La recopilación de la información será de fuentes internas como
externas pues el cliente también se debe tomar en cuenta para saber en
qué se puede estar fallando o para tomar como ejemplo algún sistema
que se esté realizando en otro taller para copiar y mejorar el sistema.
La metodología utilizada para este estudio será:
Descriptivo: consiste en la observación actual de los hechos.
Deductivo: este proceso se inicia en la observación de situaciones
generales para llegar a establecer conclusiones particulares.
Según los objetivos planteados se estructuran los planes de acción
mediante la observación directa, donde se identificaran, se recopilarán y
definirán los elementos que conforman los procesos.
§ Recopilación de Datos del Taller: basándose en un test,
observación directa, registros.etc. lo cual debe ser comparado

Generalidades 21
con la información de fuentes bibliográficas para determinar la
incidencia de la problemática.
§ Análisis y Procesamiento de Datos: serán analizados y
procesados bajo el uso de la tecnología de la informática, de las
cuales se deducirán los resultados, los cuales permitirán la
identificación de los problemas, sus causas y sus efectos.
§ Diagnostico y Evaluación de Riesgos en el Área de Trabajo:
una vez identificado los problemas sus causas y sus efectos, se
evalúa las principales problemáticas, a través de los diagramas
de Ishikawa y de Pareto, obteniéndose cantidades objetivas de
las pérdidas que ocasionan dichas problemáticas.
1.7. Antecedentes de la Empresa
Desde inicios de 1980 empiezan a surgir en la provincia de Santa
Elena diferentes tipos de talleres de soldadura, los mismos que de
manera artesanal y empírica funcionaban brindando sus servicios a la
comunidad. Desde allí en adelante los que supieron administrarse bien
pudieron surgir y seguir funcionando hasta el momento siendo grandes
talleres que han sabido ganarse su prestigio en esta profesión que es tan
dura y tan competitiva pues ahora cualquiera que tenga una máquina de
soldar ya se considera una competencia.
El Taller Industrial “Cruz” inicio sus actividades en el año 2.000,
convirtiéndose en una pequeña empresa que brinda sus servicios
profesionales a los habitantes de la Provincia de Santa Elena. Están
dirigidos al sector productivo, empresarial y personas naturales que
requieran de sus servicios, pues el taller cuenta con un personal que a
pesar de ser jóvenes están bien concientizado del tipo de trabajo que
realizan pues los riesgos laborales que se presentan al instalar
estructuras metálicas son grandes.

Generalidades 22
El dueño del taller es el señor Cruz Tumbaco Andy Adolfo con
número de R.U.C. 0913984282001.
1.8. Datos Generales
El Taller Industrial “Cruz” es una empresa joven en el mercado
peninsular, aun así ha logrado mantenerse gracias a la credibilidad de sus
clientes que conocen de la capacidad, calidad y seriedad de su personal
al realizar una obra.
El taller siempre se ha sostenido con un sistema de trabajo
artesanal y empírico lo cual les ha dado a los operarios la experiencia
suficiente al realizar un trabajo.
Pero la finalidad de esta investigación es darle al taller las mejoras
suficientes y efectivas en todos los sentidos para así mejorar la
producción y la calidad de vida de cada uno de sus integrantes.
Este taller va tener acogida siempre y cuando cumpla con cada una
de las reglas y normas que durante la elaboración de este proyecto se
van a dar todo en pro de obtener un taller que siempre esté en constante
producción o diferentes tipos de mantenimiento lo cual originara buenos
ingresos.
Pudiendo así con el pasar de los años llegar a ser reconocidos no
solo en el cantón La Libertad si no en toda la provincia de Santa Elena allí
tendríamos nuestras metas en su punto máximo.
1.8.1. La Empresa – Localización
El Taller Industrial “Cruz” se encuentra ubicado en la Provincia de
Santa Elena, en la ciudad de La Libertad, Barrio “Eloy Alfaro”, Avenida 10
entre calles 15 y 16 (Anexo No. 1).
Generalidades 23
GRÁFICO No. 1LA EMPRESA - LOCALIZACIÓN
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
1.8.2. Identificación con el CIIU
La Ley Orgánica de Prevención, Condiciones y Medio Ambiente
de Trabajo establece en su artículo 94 del Clasificador Industrial
Internacional Uniforme de Actividades Económica, el cual es elaborado
por la Organización Mundial del Trabajo con la particularidad de que cada
país lo adapte a sus necesidades.
La clasificación Industrial Internacional Industrial de Actividades
Económicas (CIIU Revisión 3) consiste en una combinación
personalizada de actividades descritas en una tabla nominal de unidades
estadísticas.
CALL
E 1
5
CAL
LE1
6
COMERCIALANDY
TALLERCRUZ
DES
PEN
SAA
VIC
HO
TALLERINDUSTRIAL
“CRUZ”
LOCALESCOMERCIALES
LOCALESCOMERCIALES
POLICÍA JUDICIALLA LIBERTAD
MEGAVID
AVENIDA 10
Generalidades 24
Está dividida en 17 grandes grupos que describen las principales
actividades económicas para lo cual utilizan un código alfabético conforme
a la siguiente tabla (Anexo No. 2):
Código Descripción de la Actividad Económica:
A : Agricultura, Ganadería, Caza y Silvicultura
B : Pesca.
C : Explotación de minas y canteras
D : Industrias manufactureras
E : Suministro de electricidad, gas y agua
F : Construcción
G : Comercio al por mayor y al por menor; reparación de
vehículos automotores, motocicletas, efectos personales
H : Hoteles y restaurantes
I : Transporte, almacenamiento y comunicaciones
J : Intermediación financiera
K : Actividades inmobiliarias, empresariales y de alquiler
(Divisiones 70 a 74)
L : Administración pública y defensa; planes de seguridad social
de afiliación obligatoria
M : Enseñanza
N : Servicios Sociales y de Salud
Otras actividades de servicios comunitarios, sociales y personales
1.8.3. Misión y Visión de la Empresa
Misión
Tener un personal altamente calificado, pudiendo así ofrecer al
cliente una atención inmediata a sus necesidades y exigencias, dándole
costos bajos y reduciendo los tiempos de entrega de trabajos.

Generalidades 25
Visión
Ser un taller con su propio prestigio y reconocimiento a nivel
provincial en todo lo que tiene que ver con la cerrajería y el área de la
construcción, con el fin de brindar calidad y satisfacción a los clientes.
1.9. Objetivo de la Empresa: General y Específicos
1.9.1. General
Ø Diagnosticar como se efectúan los procesos de producción
desde la materia prima, productos en proceso y producto
terminado.
1.9.2. Específicos
Ø Determinar los problemas existentes y proponer soluciones
especificas para el beneficio del taller.
Ø Diseñar procedimientos, formatos para realizar control en el área
de producción.
Ø Describir Métodos y Programas para realizar la investigación.
1.10. Descripción de los Productos que elabora la Empresa
El taller se dedica a trabajos de cerrajería, cerramientos, puertas de
garaje, losas metálicas, cerchas metálicas y elaboración de cerchas
metálicas y estructuras metálicas para casas de una y dos plantas.
Damos diferentes tipos de mantenimiento como cambio de chapas,
reparación de puertas, construcción o reparación de techos de casas, etc.
A continuación se muestra fotos de los diferentes tipos de trabajos
que se realiza en el Taller Industrial “Cruz” ya que en cada trabajo que se

Generalidades 26
ha realizado la mejor evidencia del mismo que uno puede tener es esta y
así poder ir formando un álbum de fotos de trabajos varios que llega a ser
una herramienta básica donde uno le muestra a los clientes la variedad de
modelos y trabajos realizados para hacer más fácil la elección y el
presupuesto pudiendo así atender con rapidez al cliente lo cual va a dar
una mejor presentación del taller.
GRÁFICO No. 2PRODUCTO QUE ELABORA LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
GRÁFICO No. 3PRODUCTO QUE ELABORA LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo

Generalidades 27
GRÁFICO No. 4PRODUCTO QUE ELABORA LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
GRÁFICO No. 5PRODUCTO QUE ELABORA LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo

Generalidades 28
GRÁFICO No. 6PRODUCTO QUE ELABORA LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
GRÁFICO No. 7TRABAJADORES DE LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo

Generalidades 29
GRÁFICO No. 8TRABAJADORES DE LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
GRÁFICO No. 9TRABAJADORES DE LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo

Generalidades 30
1.11. Organigrama General de la Empresa
El Taller Industrial “Cruz”, cuenta con una estructura organizacional
mostrado en el organigrama que a continuación presentamos, en donde
se ilustra la interrelación y autoridad del personal que administra y verifica
los trabajos, relacionando la calidad de los mismos y los demás servicios
proporcionados.
GRÁFICO No. 10ORGANIGRAMA GENERAL DE LA EMPRESA
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
1.11.1. Organigrama del Departamento a Estudiar
Después de efectuar un diagnostico en el Taller, nos pudimos dar
cuenta que las falencias de mayor incidencia están en el área de
BODEGUERO
SECRETARIA JEFE DE PERSONAL
GERENTE
AYUDANTE 2
SOLDADOR 2
SOLDADOR 1
ÁREA DESOLDADURA
AYUDANTE 1
ÁREA DECORTE
ÁREA DEPINTURA TRANSPORTE

Generalidades 31
soldadura, las mismas que se darán sus respectivas soluciones a medida
que se vaya desarrollando el trabajo de investigación.
GRÁFICO No. 11ORGANIGRAMA DEL DEPARTAMENTO A ESTUDIAR
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
1.12. Manual de Funciones del Área a Estudiar
A continuación se detallaran cada una de las funciones que cumplen
los integrantes del Taller Industrial “Cruz”:
Gerente: Es el representante legal del taller y cumple funciones
como evaluar periódicamente al personal, desarrollar planes para la
optimización de la productividad, planificar las actividades de la
organización, planificar las diferentes estrategias para fortalecer la
organización, ejecutar el financiamiento de los cambios y mejoras para el
taller.
Jefe de Personal: Asiste al gerente en diversas labores, trata
directamente con el cliente sobre asuntos directivos, recopila información
referente a la empresa, colabora con el monitoreo y control de las
SOLDADOR 2
SOLDADOR 1
GERENTE
ÁREA DESOLDADURA
JEFE DEPERSONALSECRETARIA

Generalidades 32
diferentes áreas del taller, recepta los materiales e insumos necesarios
para el proceso productivo, realiza la entrega de los diferentes trabajos
que se realiza en el taller.
Secretaria: Planifica las compras y ventas que realiza la empresa
en coordinación con la gerencia, mejora la relación entre el taller y los
clientes, elabora los estados financieros, elabora los roles de pago.
Trabajadores: Acatar y mantener las normas y estándares de
producción dentro y fuera del taller, comunicar a los superiores las
anomalías que se presentan en los procesos productivos, cumplir
responsablemente en su puesto de trabajo.

CAPITULO II
SITUACION ACTUAL
2.1. Capacidad de Producción
De acuerdo a lo estudiado se puede determinar que el Taller
Industrial “Cruz” no tiene una producción continua sino que depende de la
necesidad de los clientes y de su capacidad de adquisición. La empresa
no tiene un programa establecido de producción, tampoco existe registro
de datos estadísticos de lo que produce, simplemente se limitan a
elaborar trabajos de soldadura o de mantenimiento de acuerdo al pedido
diario.
2.2. Recursos Productivos
Los recursos de los cuales dispone el Taller Industrial “Cruz” y que
son utilizados para la producción de bienes y servicios son la
infraestructura, la capacidad de producción y el recurso humano, los
mismos que se detallan a continuación:
2.2.1. Infraestructura
El Taller Industrial “Cruz” tiene un área aproximada de 132 m2 (12m
x 11m), en el cual encontramos las diferentes secciones y maquinarias
utilizadas en la producción.
Dentro del taller cada trabajador trata de laborar de tal forma que no
interrumpa las actividades de otro, pues se tiene que cumplir con un
cronograma de trabajo. Cada obrero siempre está alerta al realizar una

Situación Actual 34
actividad pues entre todos se cuidan ya que la protección de la integridad
física es muy importante.
La recepción de materiales para la producción es un caos pues no
se tiene un lugar específico para los mismos, de igual manera existen
problemas con los residuos pero gracias a que en todas partes del país
hay reclicladoras de materiales en algo se puede solucionar este
problema.
Existe un área de 4m x 11m destinada para lo que es recepción de
clientes donde se encuentra una secretaria encargada de dar información
sobre los modelos y tipos de trabajos que se realiza en el Taller Industrial
“Cruz”, también se encuentra la oficina de Gerencia.
2.2.2. Capital
Es el conjunto de bienes que tiene el Taller Industrial “Cruz” pues
posee equipos y maquinarias que se utilizan para la elaboración o
transformación de la materia prima. En cuanto al recurso financiero se lo
obtiene de las ganancias de los diferentes trabajos que aquí se realizan,
la adquisición de maquinas y herramientas se las realiza en Super Hierro
Mejía ya que este proveedor brinda crédito directo no sólo en maquinas
sino también en materiales fijando una cuota mensual que va de acuerdo
al monto que uno solicita, es por esto que no se realiza préstamo a
ninguna entidad bancaria para financiar la empresa.
A continuación detallamos algunos activos:
Ø Propiedad de 132m² donde se encuentra asentada la edificación
del Taller y las Oficinas, lo cual es el patrimonio de la empresa
Ø Cizalla

Situación Actual 35
Ø Extinguidores
Ø Bodega de Herramientas, Máquinas de Soldar, Pulidoras,
Taladro, etc.
Ø Equipo Oxicorte
Ø Compresor
Ø Bancos de Trabajo
Ø Taladros de Pedestal
Ø Esmeril
Ø Oficina Gerente
Ø Secretaría
2.2.3. Trabajo
El esfuerzo humano es uno de los factores de producción que
técnicamente se denomina Capital Humano.
El Taller Industrial “Cruz” cuenta con el siguiente personal para
realizar los diferentes tipos de trabajo tanto en producción como en
mantenimiento:
Ø Gerente
Ø Secretaria
Ø Jefe de Taller

Situación Actual 36
Ø 2 Soldadores
Ø 1 Pintor
Ø 2 Ayudantes
Las características del recurso humano está encargada por el Jefe
de Personal, resumiendo en el siguiente cuadro el nivel académico de
cada uno:
CUADRO No. 2
CARACTERISTICAS DEL RECURSO HUMANO
PARAMETROS JEFE DE TALLER SOLDADORES
§ NivelAcadémico § Tecnólogo Industrial § Bachilleres Técnicos
en Mecánica Industrial
§ Experiencia § 15 años § 8 años
§ Capacitaciónexterna en 5años
§ Cursos de soldadurasespeciales yseguridad industrial
§ Ninguno
§ Capacitacióninterna en 5años
§ Seminario desoldadura delproveedor PROMESA
§ Seminario desoldadura delproveedor PROMESA
§ Habilidades§ Elaboración de
trabajos varios ensoldadura eléctrica
§ Elaboración detrabajos varios ensoldadura eléctrica
§ Necesidades§ Desconoce diseños de
planos utilizando§ AutoCAD
§ Desconoce diseños deplanos utilizandoAutoCAD
Fuente: Entrevista al personal del Taller Industrial “Cruz”.Elaborado por: Cruz Tumbaco Andy Adolfo
El horario de trabajo del personal que labora en el Taller Industrial
“Cruz” es de dos jornadas, por la mañana de 8:00 a 12:00 y por la tarde
de 14:00 a 18:00. Pero en caso de que haya una trabajo importante por
Situación Actual 37
entregar se procede a realizar horas extras hasta la hora que sea
necesario trabajar o hasta que el Jefe lo disponga.
2.3. Procesos de Producción
El proceso del sistema de producción de una estructura consta de
las siguientes etapas:
Ø Recepción de Materiales: Los materiales son receptados en el
taller y se los coloca por la entrada del mismo tratando dar
espacio para poder trabajar en lo que se va a construir.
Ø Corte de Materiales: Una vez obtenidas las diferentes medidas
se procede a realizar los respectivos cortes el mismo que puede
ser dependiendo del tipo de material en las siguientes maquinas:
cortadora de varilla, tronzadora, cizalla, arco de sierra, etc.
Ø Ensamble de Materiales: Se procede al ensamble de los
materiales mediante el proceso de soldadura, esto se realiza
bajo estrictas normas y especificaciones técnicas las mismas
que se indican en el plano para la elaboración de una estructura.
Ø Pulido, Lijado y Pintado: Una vez terminado el proceso de
soldadura la siguiente fase es el pulido (donde este se requiera)
y el lijado de todo tipo de escoria o residuos de soldadura para
así proceder al pintado de las estructuras con los colores y
pasadas de pintura que el cliente disponga el mismo que
también se especifica en el plano.
Cabe destacar que muchas veces no se puede cumplir con el
tiempo estimado de duración de la obra por el problema que
tiene el taller como es el espacio físico, esto pasa siempre que

Situación Actual 38
se realizan trabajos grandes o cuando se construyen algunos
trabajos y no hay espacio donde circular.
2.3.1. Principales Procesos
El Taller Industrial “Cruz” cuenta con maquinaria instalada
señalizada por áreas en las cuales se encuentran:
Área de Soldadura: en esta se encuentran 2 maquinas que tan
trabajando todo el tiempo son las principales fuente de producción del
taller. También encontramos 3 pulidoras quienes a medida que el
soldador lo requiera entran los ayudantes a desbastar o cortar de acuerdo
a la necesidad o indicación del soldador.
GRÁFICO No. 12PRINCIPALES PROCESOS
Fuente: Taller Industrial “Cruz”

Situación Actual 39
Elaborado por: Cruz Tumbaco Andy AdolfoÁrea de Pintura: consta de 2 compresores uno de 110 y otro de
220. Depende del tipo de acabado que se requiera es la potencia del
compresor
GRÁFICO No. 13PRINCIPALES PROCESOS
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
Área de Perforación: donde encontramos un taladro de pedestal el
mismo que agilita los procesos de perforación de cualquier tipo de
material.
GRÁFICO No. 14PRINCIPALES PROCESOS

Situación Actual 40
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
Para realizar cualquier tipo de trabajo se empieza primero con el
dialogo o arreglo con el cliente, para una vez llegado a un acuerdo con el
presupuesto se procede a la compra de los materiales que se vallan a
necesitar para la ejecución de la misma.
Para la elaboración por ejemplo de cerchas metálicas que se está
realizando para Aquafit lo primero es verificar que el material tenga las
especificaciones dadas en el plano para así proceder acortar el material
(Canales y ángulos) de acuerdo a las medidas dadas en el plano pues
son diferentes partes, el siguiente paso es el ensamble y remate de la
cercha, para proceder al pulido de las partes que así lo requieran.
El último paso es la pintura que se lo realiza con tres pasadas de
pintura de diferente color lo cual esta especificado en los planos. Una vez
que se haya terminado todo se procede a la entrega de la obra realizando
el ensamble de las diferentes partes como son las correas el techo y las
canaletas.
2.3.2. Flujo de Proceso
Es la manera de describir que operaciones y secuencia se necesita
para determinado proceso de producción, a continuación se presenta el
diagrama de flujo de la elaboración de una pequeña cercha metálica:
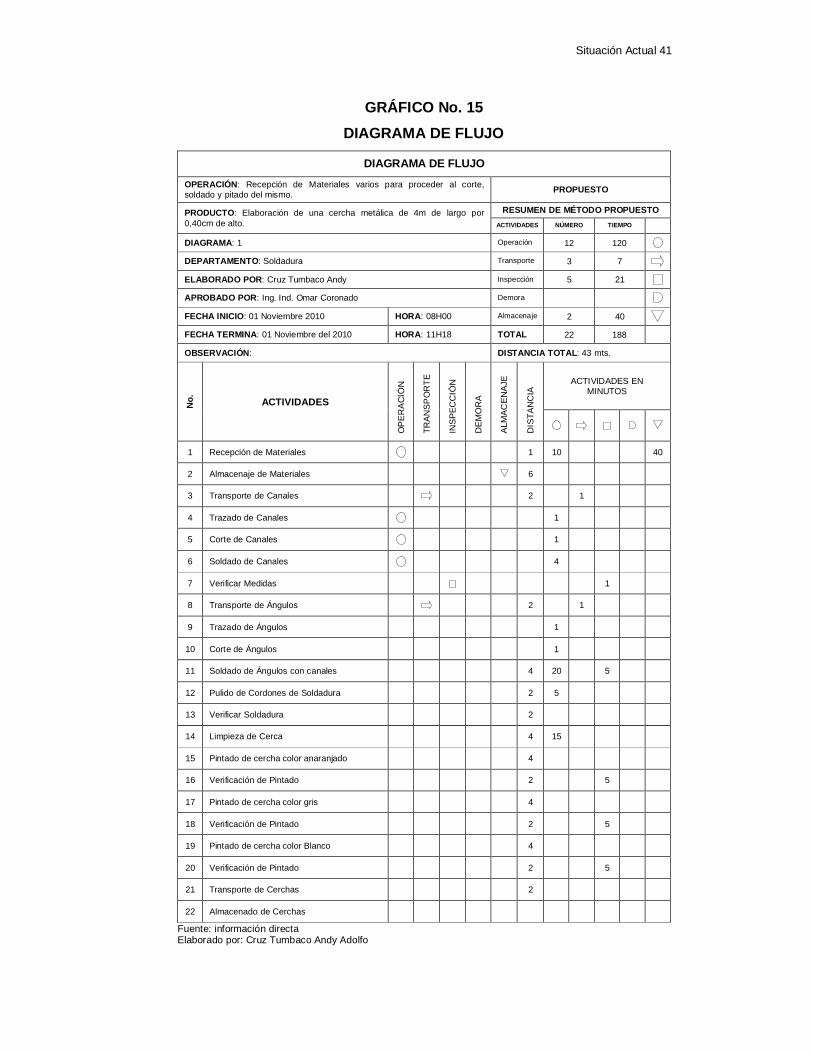
Situación Actual 41
GRÁFICO No. 15DIAGRAMA DE FLUJO
DIAGRAMA DE FLUJO
OPERACIÓN: Recepción de Materiales varios para proceder al corte,soldado y pitado del mismo. PROPUESTO
PRODUCTO: Elaboración de una cercha metálica de 4m de largo por0,40cm de alto.
RESUMEN DE MÉTODO PROPUESTOACTIVIDADES NÚMERO TIEMPO
DIAGRAMA: 1 Operación 12 120
DEPARTAMENTO: Soldadura Transporte 3 7
ELABORADO POR: Cruz Tumbaco Andy Inspección 5 21
APROBADO POR: Ing. Ind. Omar Coronado Demora
FECHA INICIO: 01 Noviembre 2010 HORA: 08H00 Almacenaje 2 40
FECHA TERMINA: 01 Noviembre del 2010 HORA: 11H18 TOTAL 22 188
OBSERVACIÓN: DISTANCIA TOTAL: 43 mts.
No. ACTIVIDADES
OP
ER
AC
IÓN
TRAN
SPO
RTE
INS
PEC
CIÓ
N
DEM
OR
A
ALM
ACEN
AJE
DIS
TAN
CIA
ACTIVIDADES ENMINUTOS
1 Recepción de Materiales 1 10 40
2 Almacenaje de Materiales 6
3 Transporte de Canales 2 1
4 Trazado de Canales 1
5 Corte de Canales 1
6 Soldado de Canales 4
7 Verificar Medidas 1
8 Transporte de Ángulos 2 1
9 Trazado de Ángulos 1
10 Corte de Ángulos 1
11 Soldado de Ángulos con canales 4 20 5
12 Pulido de Cordones de Soldadura 2 5
13 Verificar Soldadura 2
14 Limpieza de Cerca 4 15
15 Pintado de cercha color anaranjado 4
16 Verificación de Pintado 2 5
17 Pintado de cercha color gris 4
18 Verificación de Pintado 2 5
19 Pintado de cercha color Blanco 4
20 Verificación de Pintado 2 5
21 Transporte de Cerchas 2
22 Almacenado de Cerchas
Fuente: información directaElaborado por: Cruz Tumbaco Andy Adolfo

Situación Actual 42
Este proceso es repetitivo pues cuando se realiza una cercha
metálica todas las partes tienen las mismas medidas de corte, como de
espesores de material. Dependiendo del tipo de cercha que se esté
elaborando va a ver alguna variación de tiempo y trabajo pero estas son
mínimas.
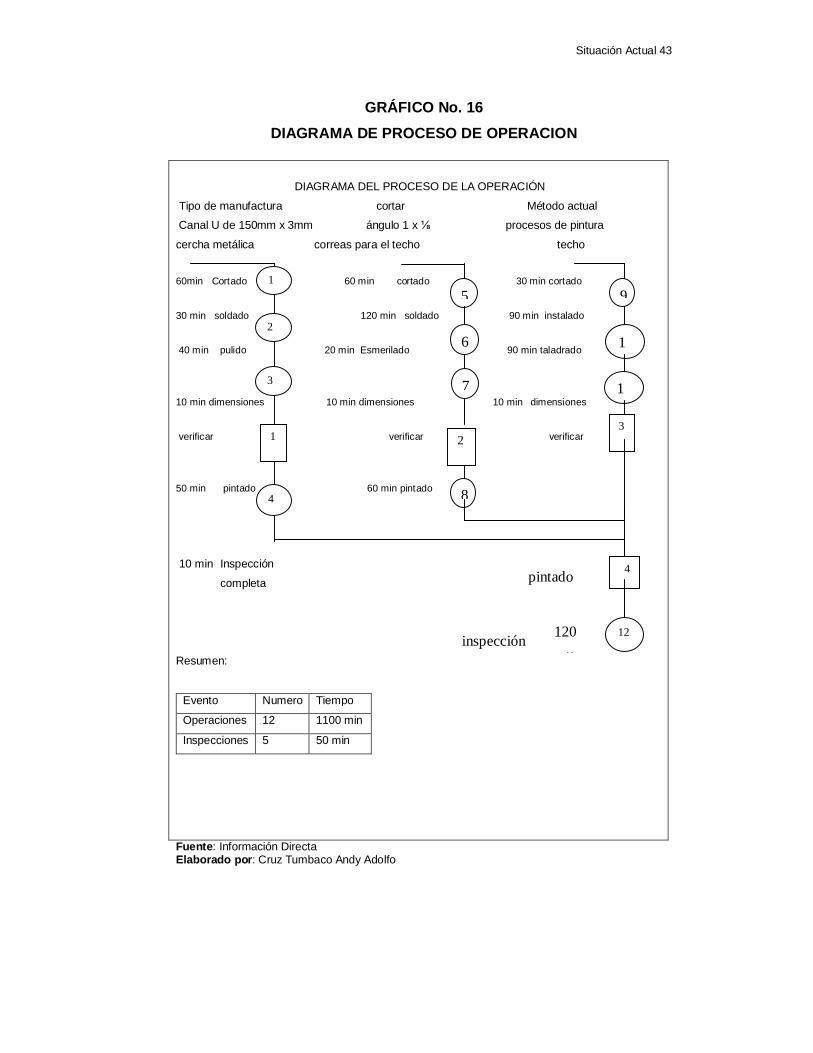
2.3.3. Operaciones
El diagrama de operaciones de proceso, se realiza tomando los
tiempos de recorrido que utiliza el operario al elaborar las estructuras
metálicas como son: el ayudante, el soldador, el pintor, donde los tiempos
se toman mediante cronometro, en las operaciones y en inspecciones de
cada uno de los componentes o partes metálicas.
Entre las operaciones que se realizan en este proceso tenemos:
cortado, soldado, ensamblado, pintado, todos estos datos son verificados
y llevados a la recopilación de las actividades de cada una de las partes,
donde el analista hará las respectivas correcciones.
Situación Actual 43
GRÁFICO No. 16DIAGRAMA DE PROCESO DE OPERACION
Fuente: Información DirectaElaborado por: Cruz Tumbaco Andy Adolfo
DIAGRAMA DEL PROCESO DE LA OPERACIÓN
Tipo de manufactura cortar Método actual
Canal U de 150mm x 3mm ángulo 1 x procesos de pintura
cercha metálica correas para el techo techo
60min Cortado 60 min cortado 30 min cortado
30 min soldado 120 min soldado 90 min instalado
40 min pulido 20 min Esmerilado 90 min taladrado
10 min dimensiones 10 min dimensiones 10 min dimensiones
verificar verificar verificar
50 min pintado 60 min pintado
10 min Inspección
completa
Resumen:
Evento Numero Tiempo
Operaciones 12 1100 min
Inspecciones 5 50 min
951
26 1
3 7 1
4 8
321
4
12120
miin
pintado
inspección

Situación Actual 44
2.3.4. Distribución de Planta
A continuación se presenta un plano de cómo se encuentra
actualmente distribuido el Taller Industrial “Cruz”.
GRÁFICO No. 17DISTRIBUCION DE PLANTA
Anexo # 1
Elaborado por: Cruz Tumbaco Andy Adolfo
Fuente: Taller Industrial CruzElaborado por: Cruz Tumbaco Andy Adolfo
AREA
DE
SOLDADURA
SALI
DA
DE
EXTI
NTO
RES
ALMACENAJEDE
HERRAMIENTASY
MAQUINASDE SOLDAR
BAÑODEL
TALLER
EQ
UIP
OO
XICO
RTE
CO
MPR
ESO
R
BA
NC
O D
E TR
AB
AJO
ESMERI
L
BANCOS
DE TRABAJO
OFICINA
DE
GERENCIA
SECR
ETAR
IA
BAÑO
DE
OFICINA
Salida al
Taller
TAL
Ingreso
Oficinas
Ingr
eso
alTa
ller
ALM
AC
ENA
MIE
NTO
DE
MA
TER
IALE
S
Situación Actual 45
2.3.5. Elaboración de Estructuras Metálicas
Las estructuras metálicas son elaboradas bajo especificaciones
estrictas que se indican en los planos, tanto en lo que tiene que ver con
las medidas de cada una de sus partes, como el tipo de material a utilizar,
ya que los especialistas realizan los cálculos del peso de la estructura de
acuerdo al diseño y necesidad que solicite el cliente.
2.3.6. Generalidades
La estructura metálica, es el conjunto monolítico de los elementos
fundamentales de una construcción, ordenados normalmente paralelos a
la fachada, y cuyos elementos principales son los pilares y las vigas:
a) Pilares: son los elementos verticales de las estructuras, los
cuales soportan las cargas de toda la construcción, vigas,
muros y forjados. Según estén formados por uno o varios
perfiles, se les denomina simple o compuesto.
Los elementos que constituyen los pilares son: basa, fuste,
capitel y presilla.
b) Basa: está formada por un palastro de asiento que transmite
las cargas al terreno donde va asentada y está unida al fuste
mediante ángulos y palastros.
c) Fuste: es el pilar propiamente dicho y está formado por el perfil
o perfiles laminados, según la clase de soporte.
d) Capitel: es la parte superior del pilar análogo a la base, pero
invertido.
e) Presilla: es el trozo de chapa, pletina o llanta con los que se
unen los perfiles del fuste, en el caso de que sean varios.

Situación Actual 46
Ø Jacena: es el nombre de la viga horizontal de la estructura,
generalmente situada entre pilares, que sirve para apoyo de las
viguetas de los suelos y separan los pisos.
Ø Dintel: también llamado cargadero, es el elemento metálico que
apoyado por sus extremos, directamente sobre los muros,
soportan el peso de los mismos y forjados superiores.
Las estructuras trianguladas pueden adoptar diferentes nombres
de acuerdo a sus formas: vigas, cerchas, pórticos, arcos y
marquesinas.
Ø Vigas: son estructuras trianguladas que tienen paralelo sus
cordones y apoyan en sus extremos.
Existen vigas que se fabrican en el taller o en la obra, éstas son
menos utilizadas, pues los perfiles existentes hoy en el mercado
simplifican su uso. De esta manera las más comunes que
podemos encontrar son:
Ø Vigas de Alma Llena: tienen generalmente forma de doble te y
se fabrican por el acoplamiento de varios perfiles laminados, que
generalmente son varias platabandas, un alma y varios
angulares.
Ø Vigas de Alma Celosía: son las formadas por dos paralelas
realizadas con angulares unidas diagonalmente en forma de
triángulo, con pletinas o ángulos.
Ø Vigas de Alma Aligerada: estas vigas se dividen en:
Ø Perfil Simple: siempre que sea posible, se harán las vigas con
perfiles laminados, pues su costo de mano de obra es mínimo.

Situación Actual 47
Ø Múltiples: cuando un solo perfil de canto no ofrece la resistencia
necesaria, puede utilizarse el acoplamiento de dos perfiles de
manera tal que trabajen en conjunto. Si estos perfiles son
iguales, el trabajo de inercia de ambos será igual al doble de
uno, conformando así la viga múltiple. Esta unión se justifica
siempre y cuando la viga reciba distintas cargas sobre cada uno
de los perfiles componentes.
Ø Perfil Reforzado: cuando sea necesario obtener un módulo más
resistente en un perfil simple se utilizará un módulo se secciones
reforzadas, aunque será más económico reforzar la zona más
solicitada del perfil mejorándolo con platabandas, lo cual ahorra
material, aunque el costo en mano de obra es alto. Así la
solución más económica será reforzar de igual forma ambas
platabandas, manteniendo de este modo la simetría de la
sección.
Ø Vigas Armadas: son aquellas que se forman combinando
chapas para formar secciones en I o en cajón. Las vigas en I
tienen un alma y las en cajón dos. Su uso es en general cuando
los perfiles laminados no tienen las características mecánicas
suficientes. La unión entre las chapas generalmente es por
soldadura.
Su uso determina tres objetivos:
1) Que las tensiones producidas no sean superiores a
determinados valores máximos ya establecidos lo cusl
puede originar problemas.
2) Que la flecha máxima no sea superior a un determinado
valor.
3) Que los puntos 1 y 2 se consigan de la forma más
económica posible.
Situación Actual 48
Según la disposición de sus montantes y diagonales reciben
nombres diferentes. He aquí las más usuales:
Ø Tipo Pratt: se obtiene adosando triángulos rectángulos de
manera tal que dos diagonales simétricas se corten por debajo
de la viga, siempre en número par. Es la forma más usual
recomendable (Anexo No. 6).
Ø Tipo Howe: se obtiene también adosando triángulos
rectángulos, pero esta vez Las diagonales simétricas se cortan
por encima de la viga (Anexo No. 7).
Ø Tipo Warren Sencilla: se trata de triángulos equiláteros
adosados. Da una mayor diafanidad, pues tiene menos barras
que la pratt para la misma luz (anexo nº 8).
Ø Tipo Warren Compuesta: se obtiene a partir también del tipo
Warren común, pero añadiendo montantes para reducir las
luces, ya sea del cordón superior, inferior o de ambos. De esta
manera se pierde la diafanidad que dan las Warren sencillas
(Anexo No. 9).
2.3.7. Cubiertas
Se llama cubierta a la superficie entramada que cierra un edificio por
su parte superior proporcionando a éste un adecuado aislamiento térmico
y protegiéndole de los elementos climatológicos exteriores.
Las cubiertas pueden ser simples si están compuestas por
elementos sustentantes de una sola clase.
Se llaman compuestas cuando los elementos planos no son por sí
solos resistentes a la sustentación, siendo, por tanto, necesario el empleo
de cerchas. La función de una cubierta es la de cubrir un espacio con el

Situación Actual 49
menor número de soportes intermedios y a la vez evacuar correctamente
las aguas de lluvia, según sean sus pendientes.
2.3.8. Elementos de una Cubierta
A continuación se da a conocer las partes de que está compuesta
una cubierta:
a) Techumbre: parte de la cubierta que cierra el edificio por su
parte superior.
Soporta y transmite a las correas su propio peso y el producido
por los diferentes agentes climatológicos. El material de
cobertura deberá ser suficientemente liviano para así reducir su
propio peso.
Para el caso se emplean planchas onduladas de fibrocemento,
planchas de acero galvanizado o de aluminio.
b) Cercha: se conoce por este nombre a la viga armada o
triangulada destinada a soportar las cargas de las correas
transmitiendo éstas a los apoyos.
Las cerchas metálicas generalmente se forman con hierros
angulares, aunque también se emplean otros perfiles laminados.
Las barras sometidas a esfuerzos de compresión se forman con
dos ángulos y las sometidas a tracción con uno. El tirante se
formará con dos ángulos invertidos en relación a los pares.
El punto de concurrencia de dos o más barras de una cercha
triangulada se llama nudo y tienen como condición que los ejes
de las barras concurran en el mismo punto para que los efectos
dinámicos de las barras queden equilibrados.
Situación Actual 50
La segunda condición es que dichos ejes queden contenidos en
un mismo plano.
Las cerchas se unen entre sí por medio de correas separadas
entre 1,20 y 1,50 metros. Las correas soportan el peso de la
cubierta y transmiten éste a los nudos de las cerchas. Los
materiales empleados normalmente son laminados de doble “T”,
“U”, tubos laminados en frío y otros; en ocasiones también se
emplean de madera
c) Correas: reducen el peso propio de la techumbre y las cargas
de los agentes climatológicos que sobre ella actúan (lluvia o
viento). Para una separación entre cerchas de 8 a 10 m. se
utilizan como correas perfiles doble “T” o perfiles UPN y para
luces mayores vigas trianguladas con el fin de reducir su peso.
Las correas deben apoyarse sobre los cordones superiores de
las armaduras y en general el plano del alma debe colocarse
normalmente a la dirección del cordón.
d) Armadura: se trata de la estructura triangulada que recibe el
peso de las correas y los transmite a los soportes o a los muros.
La armadura puede adoptar dos formas:
§ Cubierta a dos aguas formada por cerchas simétricas
dispuestas según planos paralelos y enlazadas por las
correas que soportan los faldones.
§ Cubierta de diente de sierra, formada por la yuxtaposición de
cierto número de cubiertas a dos aguas dispuestas en forma
asimétrica.
§ Arriostramientos: cumplen el objetivo de mantener y
asegurar que la cubierta sea indeformable, ya sea por efecto
de las cargas del viento, la lluvia o de las acciones sísmicas.
Situación Actual 51
2.3.9. Tipos de Cerchas
Las cerchas se las utiliza en la construcción de cubiertas con
faldones inclinados. Existen varias formas de cerchas las mismas que se
presentan a continuación:
1) Cercha de Tirante Recto: llamada también Polonceau de tirante
recto, es la apropiada para salvar luces de hasta 14m. (Anexo
No. 10).
2) Cercha Polonceau de Tirante Peraltado: cuando lleva barras
reforzando los tirantes, también se llama compuesta, y es la
apropiada para luces de hasta 24 m (Anexo No. 11).
3) Cercha de Armadura Inglesa: se caracteriza porque sus
diagonales trabajan a tracción y los montantes a compresión.
Empleada para salvar luces de hasta 30m (Anexo No. 12).
4) Cercha de Armadura Norteamericana: sus diagonales trabajan
a compresión y sus péndolas a tracción. Con ella se puede
salvar luces de hasta 30m (Anexo No. 13).
5) Armadura de Diente de Sierra Reforzada: en este caso las
péndolas trabajan en compresión perpendicular al tirante y se
pueden salvar luces de hasta 15m (Anexo No. 14).
6) Armaduras para Marquesinas: se emplea para cubrir
pequeños espacios, como entradas de edificios, garajes. Etc.
Generalmente en voladizo hasta 5m (Anexo No. 15).
7) Arcos: son estructuras trianguladas que adoptan la forma de
arco. Este tipo de estructura es utilizable para salvar grandes
luces (Anexo No. 16).

Situación Actual 52
8) Pórticos: son estructuras trianguladas cuya forma se asemeja a
un portal o pórtico (Anexo nº 17).
2.4. Mercado y Ventas
En el mercado actual el Taller Industrial “Cruz” está destinado al
sector industrial y personas naturales de la Provincia de Santa Elena que
requieran de algún tipo de trabajo. Dentro de los principales clientes
tenemos:
CUADRO No. 3
MERCADO Y VENTAS
Clientes Porcentajes %Aquafit 30%
Constructora Laforet 20%
Coechir 15%
Ing. Civil Byron Lucín Coronel 15%
Otros 20%
GRÁFICO No. 18MERCADO Y VENTAS
Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo
30%
20%15%
15%
20%
PORCENTAJES %
AQUAFIT
CONSTRUCTORA LAFORET
COECHIR
ING. BYRON LUCINCORONEL
OTROS

Situación Actual 53
Actualmente se está trabajando con el cliente más fuerte que se ha
contactado, como es AQUAFIT quienes son una empresa de agua nueva
en el mercado peninsular y está tomando bastante fuerza su producto.
Gracias a las recomendaciones de clientes varios es que llega al taller
diferentes tipos de personas con la necesidad de que le ayuden a resolver
sus problemas de seguridad en las viviendas o lo que tiene que ver con el
área de la construcción, siendo este un punto fuerte también en los
ingresos del taller.
Dentro de los principales proveedores de los materiales que se
utiliza en el taller podemos describir los siguientes:
CUADRO No. 4PROVEEDORES DE MATERIALES
Proveedores Materiales
Super Hierro Mejia Hierro, pintura, varios
Ferretería SOLIS Hierro, pintura, varios
Ferretería GABRY Hierro, pintura, varios
Ferretería La ECONOMIA Materiales eléctricos
Ferrisariato Herramientas VariasFuente: Información DirectaElaborado por: Cruz Tumbaco Andy Adolfo
En lo que tiene que ver con las ventas no podemos analizar porque
no somos una empresa que se dedica a la elaboración en serie de uno o
varios productos que luego se ponen a disposición del público, sino que
somos una empresa que trabaja con clientes bajo pedido.
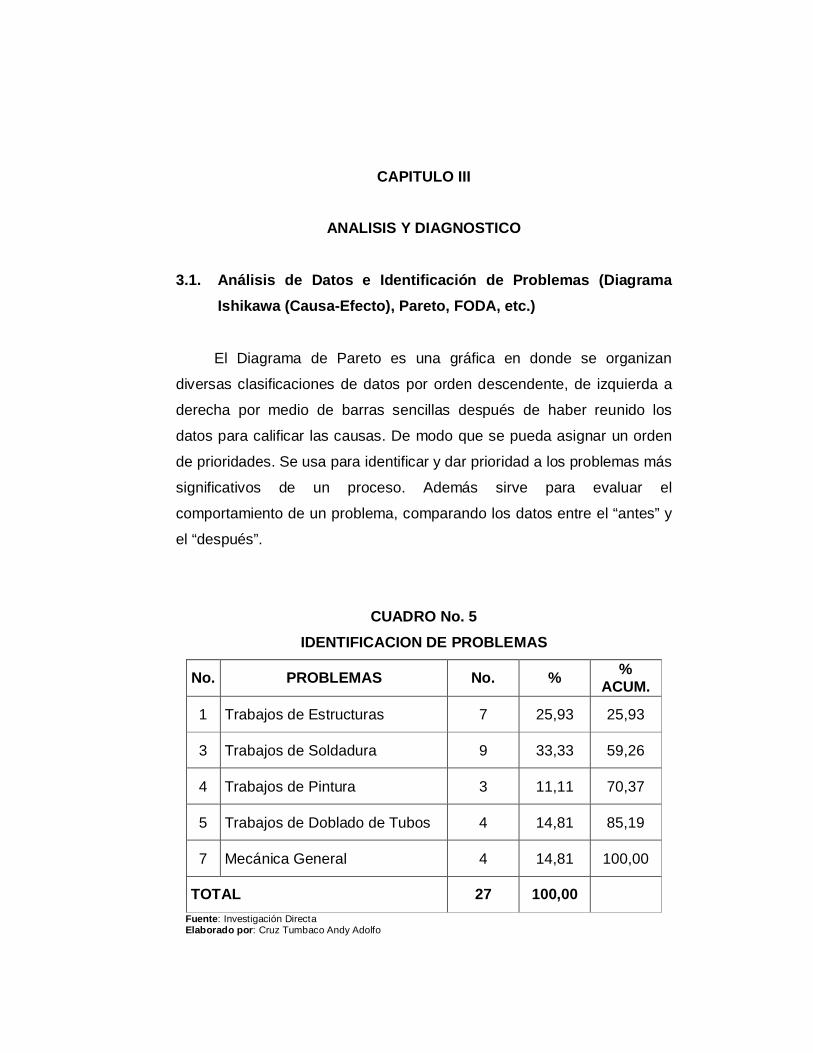
CAPITULO III
ANALISIS Y DIAGNOSTICO
3.1. Análisis de Datos e Identificación de Problemas (DiagramaIshikawa (Causa-Efecto), Pareto, FODA, etc.)
El Diagrama de Pareto es una gráfica en donde se organizan
diversas clasificaciones de datos por orden descendente, de izquierda a
derecha por medio de barras sencillas después de haber reunido los
datos para calificar las causas. De modo que se pueda asignar un orden
de prioridades. Se usa para identificar y dar prioridad a los problemas más
significativos de un proceso. Además sirve para evaluar el
comportamiento de un problema, comparando los datos entre el “antes” y
el “después”.
CUADRO No. 5IDENTIFICACION DE PROBLEMAS
No. PROBLEMAS No. % %ACUM.
1 Trabajos de Estructuras 7 25,93 25,93
3 Trabajos de Soldadura 9 33,33 59,26
4 Trabajos de Pintura 3 11,11 70,37
5 Trabajos de Doblado de Tubos 4 14,81 85,19
7 Mecánica General 4 14,81 100,00
TOTAL 27 100,00Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
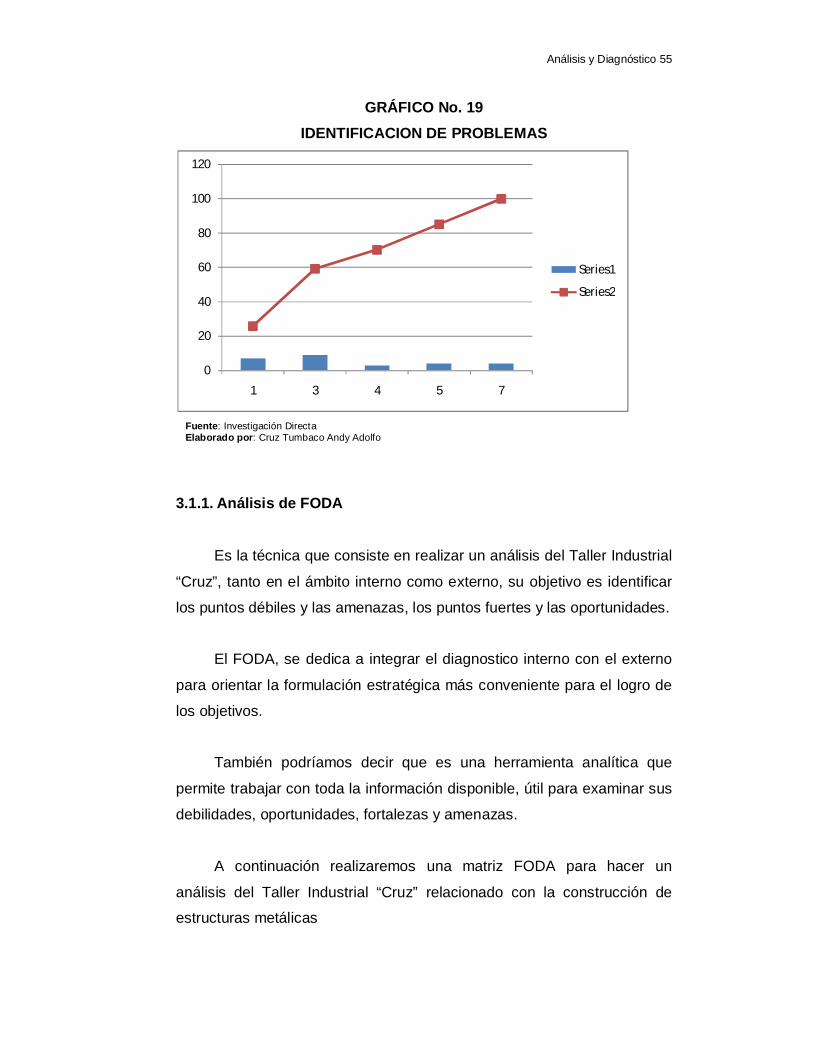
Análisis y Diagnóstico 55
GRÁFICO No. 19IDENTIFICACION DE PROBLEMAS
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
3.1.1. Análisis de FODA
Es la técnica que consiste en realizar un análisis del Taller Industrial
“Cruz”, tanto en el ámbito interno como externo, su objetivo es identificar
los puntos débiles y las amenazas, los puntos fuertes y las oportunidades.
El FODA, se dedica a integrar el diagnostico interno con el externo
para orientar la formulación estratégica más conveniente para el logro de
los objetivos.
También podríamos decir que es una herramienta analítica que
permite trabajar con toda la información disponible, útil para examinar sus
debilidades, oportunidades, fortalezas y amenazas.
A continuación realizaremos una matriz FODA para hacer un
análisis del Taller Industrial “Cruz” relacionado con la construcción de
estructuras metálicas
0
20
40
60
80
100
120
1 3 4 5 7
Series1
Series2

Análisis y Diagnóstico 56
CUADRO No. 6ANALISIS DE FODA
Oportunidades
-construir estructurasmetálicas para la industria
- Realizar trabajos para elpúblico en general
Amenazas
-Aumento decompetencia-variación de precios demateria prima-Clientes buscan otrostalleres.
Fortalezas
-Local propio- Mano de obra calificada-trabajos varios a cadainstante.
Estrategia F-O
Aprovechar la mano deobra para elaborartrabajos pequeños ynovedosos de fáciladquisición para losclientes.
Estrategia F-A
Aprovechando el bueningreso económico sedebe realizar laadquisición de diferentestipos de maquinariasnecesarias para el taller.
Debilidades
-No realizan trabajos enserie-Falta de maquinaria paramejorar la producción.
Estrategia D-O
Adquisición demaquinarias y equiposque faciliten el trabajo,haciendo al taller fuerteante la competencia.
Estrategia D-A
Evitar que el clientebusque otros talleresaumentando laproducción, dandoprecios módicos.
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
3.1.2. Análisis Causa – Efecto
Para realizar este análisis estudiaremos el diagrama causa – efecto
que es una forma de organizar y representar las diferentes teorías
propuestas sobre las causas de un problema. Se conoce también como el
diagrama de Ishikawa o diagrama de espina de pescado y se utiliza en las
fases de diagnostico y solución de la causa.
Como interpretar un diagrama de causa–efecto: El diagrama
causa–efecto es un lazo para ordenar, de forma muy concentrada, todas

Análisis y Diagnóstico 57
las causas que supuestamente pueden contribuir a un determinado
efecto. Nos permite, por tanto, lograr un conocimiento común de un
problema complejo, sin ser nunca sustitutivo de los datos. Es importante
ser conscientes de que los diagramas de causa–efecto presentan y
organizan teorías. Solo cuando estas teorías son contrastadas con datos
podemos probar las causas de los fenómenos observables. Errores
comunes son construir el diagrama antes de analizar globalmente los
síntomas, limitar las teorías propuestas enmascarando involuntariamente
la causa raíz, o cometer errores tanto en la relación causal como en el
orden de las teorías, suponiendo un gasto de tiempo importante.
A continuación se presenta y se describen los principales problemas
del diagrama causa – efecto del Taller Industrial “Cruz”.
GRÁFICO No. 20DIAGRAMA CAUSA - EFECTO
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
MANO DE OBRA OBRA MATERIALES
Cero stocks Financiamiento
MAQUINARIA YEQUIPOS
Falta de
herramientasFalta de
maquinaria
MÉTODOOPERACIONAL
Falta de
capacitaciónDesconocimiento
de métodos de
trabajo
INCUMPLIMIENTO
DE PEDIDOS
Inexperiencia
Concentración

Análisis y Diagnóstico 58
El diagrama causa – efecto de los incumplimientos de pedidos se
debe principalmente por la falta de interés y la no capacitación del
personal que labora en la empresa.
1. Problemas Atribuidos a la Mano de Obra: la falta de
experiencia en un factor importante pues la mayoría de los
obreros son jóvenes que están entre los 19 y 25 años de edad.
Ø Origen.-Gerencia
Ø Causa.- Falta de concentración, inexperiencia, pues elabora
muchas veces operaciones repetitivas.
Ø Efecto.- no trabaja con el espíritu de un buen artesano pues
solamente lo hace por necesidad y un sueldo.
2. Problemas atribuidos a materiales: esto se debe a que
algunas veces no se cuenta con el stock dentro del taller para
cubrir alguna urgencia de los clientes, razón por la cual toca
hacer la respectiva cotización y compra lo cual toma su tiempo
originando un retraso en la entrega del trabajo.
Ø Origen.- Gerencia
Ø Causa.- no se tiene materiales en stock para cubrir cualquier
emergencia y poco incentivó en financiamiento
Ø Efecto.- paralización y demora en la adquisición de los
mismos
3. Problema Atribuido a Maquinarias y Equipos: normalmente
se retrasa o paraliza la producción por la falta de alguna

Análisis y Diagnóstico 59
máquina, lo que ya anteriormente se ha propuesto hacer las
respectivas adquisiciones.
Ø Origen.-Gerencia
Ø Causa.- falta de maquinarias y herramientas varias que son
indispensables para la producción en la empresa
Ø Efecto.- demora en la entrega de los trabajos pues se tiene
que esperar que terminen de utilizar las maquinas para
realizar poder trabajar con las mismas.
4. Problema Atribuido a Método Operacional:
Ø Origen.- Jefe de Personal
Ø Causa.- Falta de capacitación, falta de métodos de trabajo.
Ø Efecto.- Baja producción.
3.2. Impacto Económico de Problemas
Para saber cuánto dinero está perdiendo el taller por los
inconvenientes que ocasionan los tiempos improductivos, se hará el
respectivo calculo en horas y el costo en dólares que genera cada
problema.
La paralización de las maquinas muchas veces se debe a la falta de
maquinas nuevas porque las que se tiene ya están obsoletas, razón por la
cual se sugiere que se adquiera otras que estén en buen estado o que
sean nuevas para evitar la gran pérdida económica que esto ocasiona y
que se demuestra continuación para poder entender la problemática que
esto origina:

Análisis y Diagnóstico 60
CUADRO No. 7IMPACTO ECONOMICO DE PROBLEMAS
Fecha No. de Min. deParalización
No. de Horas deParalización
18/06/2010 70 2,63
19/06/2010 65 1,08
20/06/2010 66 2,63
21/06/2010 72 1, 20
22/06/2010 75 1, 25
23/06/2010 73 2,63
24/06/2010 63 1,05
25/06/2010 68 2,63
26/06/2010 64 1,07
27/06/2010 72 1,20
28/06/2010 65 2,63
29/06/2010 66 1,10
30/06/2010 72 1,20
31/07/2010 75 1,25
1/07/2010 73 2,63
2/07/6010 63 1,05
3/07/6010 68 1,13
4/07/6010 75 1,25
5/07/2010 73 1,22
6/07/2010 63 2,63
7/07/2010 68 1,13
8/07/2010 64 1,07
9/07/2010 72 2,63
10/07/2010 65 1,08
11/07/2010 66 1,10
12/07/2010 72 2,63
13/07/2010 75 1,25
14/07/2010 73 1,22
15/07/2010 63 2,63
16/07/2010 68 1,13
17/07/2010 68 1,13
18/07/2010 70 1,17
Totales 2205 51,67Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo

Análisis y Diagnóstico 61
Las paralizaciones de las máquinas dan como resultado un
porcentaje de incidencia real de 51.67horas, a continuación se calculará
los costos de horas máquinas y costo de horas hombre.
Ø Costo por horas máquina= horas-máquina improductivas x
costos horas-máquinas.
Costo por horas máquinas= 51,67 horas-máquinas/mes x 1 turno
= 51,67 horas-máquinas/mes.
Costo por horas máquinas= 51,67 horas-máquinas/mes x 4.58
dólares/horas-máquinas.
Costo de horas-máquinas= $236,64/ mes
Ø Costo de horas-hombre
Costo de horas-hombre= 51,67 horas-hombre/mes x 1 turno=
51,67 horas-hombre/ mes.
Ø Para la mano de obra indirecta, se tiene
Costo de horas-hombre= horas-hombre improductivas x costo de
horas-hombre x No. de hombres
Costo de horas-hombre=51,67 horas x 0,92 dólares x 6 hombres
Costo de horas-hombre= 285,21/mes
Ø Y para la mano de obra directa se obtiene
Costo de horas-hombre= 51,67 horas-hombre / mes x 0,53
dólares / horas hombre x 6 hombres.
Análisis y Diagnóstico 62
Costo de horas-hombre= 164,31 / mes
Costo de horas-hombre= costo total de horas-hombre= (285,21 +
164,31) $/ mes= 449,52 / mes.
Ø Costo total por tiempos improductivos por paralizaciones de
maquinas se tiene:
Costo total por tiempos improductivos= costo de horas-maquinas
+ costo horas-hombre.
Costo total = (285,21 + 449,52) $ / mes.
Costo total= 734,73 $/mes.
Costo trimestral= 734,73 $/mes x 3 meses = $ 2204,19
Costo anual= $ 2204,19 x 4 trimestres= $ 8816,76
3.3. Diagnostico
Luego de haber revisado la situación del Taller Industrial “Cruz” se
puede determinar que no tiene un sistema de trabajo definido con
estructuras claras y políticas debidamente marcadas, tiene problema de
perdidas con un porcentaje que puede ser mejorada atacando la falla
principal en las maquinarias y equipos obteniéndose así buenos
resultados y la formación de equipos de trabajo que desarrollen planes de
trabajo para analizar las demás perdidas.
En el área de soldadura se puede dar muchas mejoras
desarrollando la metodología dada por el TPM y cambiar el sistema de
producción tradicional e incluso empírico que se lleva, lo cual ha
ocasionado pérdidas al taller.

CAPITULO IV
PROPUESTA
4.1. Planteamiento de Alternativas de Solución a Problemas
Luego de haber realizado un análisis de los problemas suscitados
en el Taller Industrial “Cruz” mediante el diagrama de Ishikawa y habiendo
encontrado que la primera causa de las pérdidas ocasionadas en el taller
se debe al incumplimiento de pedidos.
Para poder obtener una solución a estos problemas se debe buscar
la metodología adecuada y más conveniente para la empresa.
4.1.1. Tema
Estudio y Evaluación del Sistema de Producción Usando La Técnica
de Producción Total (TPM) para Optimizar la Productividad en el Taller
Industrial “Cruz”.
4.1.2. Objetivo de la Propuesta
Mejorar el desempeño operacional de los operarios del Taller
Industrial “Cruz” con el fin de incrementar la productividad
Objetivos Estratégicos. Utilizar técnicas del TPM ya que es una
herramienta que permite diferenciar una organización en relación a su
competencia debido al impacto en la reducción de costos, mejora de los
tiempos de respuesta, fiabilidad de suministros, el conocimiento que
poseen las personas y la calidad de los productos y servicios finales.
Propuesta 64
Objetivos Organizativos. El TPM busca maximizar la eficacia del
equipo desarrollando un sistema de mantenimiento productivo por toda la
vida útil de las maquinarias; involucrando a todos los departamentos y
empleados que planean, diseñan, usan o mantienen equipos, desde la
alta dirección hasta los trabajadores de piso.
Objetivos Operativos. Promover el TPM a través de motivación
con actividades autónomas de pequeños grupos originando así cero
accidentes, cero defectos, cero averías y disminuyendo las pérdidas en el
taller mejorando la fiabilidad de los equipos.
4.1.3. Política de la Propuesta
Se pretende establecer una política basada en la metodología TPM
la misma que desarrollara un mejor ambiente de trabajo con una
producción óptima satisfaciendo los requerimientos de la empresa y los
clientes brindando servicio, garantía y calidad.
4.1.4. Beneficiarios de la Propuesta TPM
Por medio de la técnica TPM se estaría beneficiando tanto al cliente
interno como al externo facilitando la recepción de su producto con
estándares de calidad y buen uso de toda herramienta de última
generación.
Productividad:
Ø Elimina pérdidas que afecten la productividad en el taller
Ø Reducción de los costos de producción
Ø Mejora la calidad de los trabajos

Propuesta 65
Ø Crea capacidades competitivas dentro del taller
Organizativos:
Ø Creación de un ambiente donde la participación, colaboración y
creatividad sea constante
Ø Mejora el ambiente de trabajo dentro y fuera del taller
Ø Mejor control de las diferentes operaciones que se realizan
Seguridad:
Ø Prevención y eliminación de accidentes
Ø Entender al porqué se debe cumplir con las normas de
seguridad
Ø Mejora las condiciones ambientales del taller
4.1.5. Descripción de la Propuesta
A continuación se detalla cada una de las propuestas analizando los
problemas existentes, causas, consecuencias y alternativas planteadas
las cuales van a brindar opciones que si se las aplica adecuadamente se
podrá dar solución de pronto no a todos los problemas pero si a la
mayoría lo cual originara una mejora en los diferentes tipos de procesos
de producción que se realicen en el taller Cruz minimizando la perdida de
tiempo que ocasionan los diferentes factores encontrados y maximizando
la producción que es lo que interesa aplicar en el proyecto que se esta
realizando para la solución de la problemática encontrada mejorando asi
la calidad de vida de todos los que forman parte de la empresa
beneficiándose principalmente sus familias.
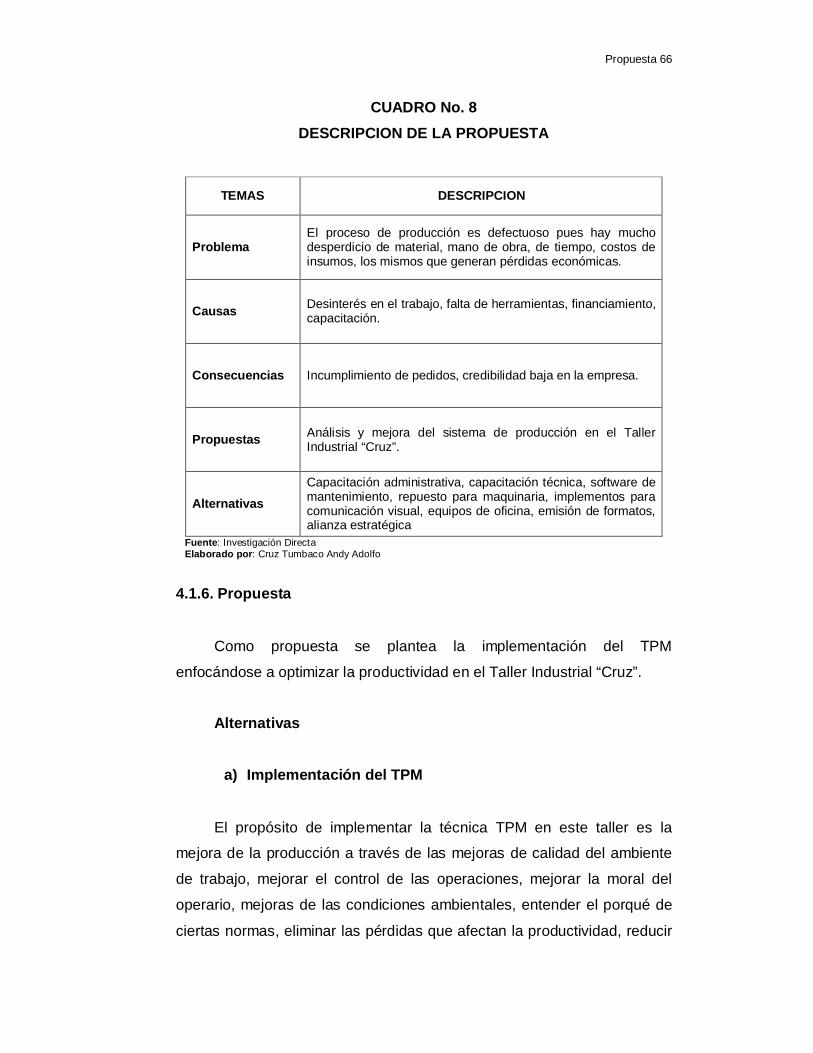
Propuesta 66
CUADRO No. 8DESCRIPCION DE LA PROPUESTA
TEMAS DESCRIPCION
ProblemaEl proceso de producción es defectuoso pues hay muchodesperdicio de material, mano de obra, de tiempo, costos deinsumos, los mismos que generan pérdidas económicas.
Causas Desinterés en el trabajo, falta de herramientas, financiamiento,capacitación.
Consecuencias Incumplimiento de pedidos, credibilidad baja en la empresa.
Propuestas Análisis y mejora del sistema de producción en el TallerIndustrial “Cruz”.
AlternativasCapacitación administrativa, capacitación técnica, software demantenimiento, repuesto para maquinaria, implementos paracomunicación visual, equipos de oficina, emisión de formatos,alianza estratégica
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
4.1.6. Propuesta
Como propuesta se plantea la implementación del TPM
enfocándose a optimizar la productividad en el Taller Industrial “Cruz”.
Alternativas
a) Implementación del TPM
El propósito de implementar la técnica TPM en este taller es la
mejora de la producción a través de las mejoras de calidad del ambiente
de trabajo, mejorar el control de las operaciones, mejorar la moral del
operario, mejoras de las condiciones ambientales, entender el porqué de
ciertas normas, eliminar las pérdidas que afectan la productividad, reducir

Propuesta 67
los costo de mantenimiento, mejorar la tecnología de la empresa,
aumento de la capacidad de respuesta
b) Alianza Estratégica e implementación del TPM
Ø Buscar otro taller que disponga de las máquinas que no tiene el
Taller Industrial “Cruz” para así poder cumplir con las
necesidades de los clientes.
4.1.7. Pilares de Confiabilidad
Los pilares o procesos fundamentales del TPM sirven de apoyo para
la construcción de un sistema de producción ordenado. Se implantan
siguiendo una metodología disciplinada, potente y efectiva. Los pilares
considerados como necesarios para el desarrollo del TPM en una
organización son los que a continuación se detallan:
Mejoras Enfocadas.- son las actividades que se desarrollan con la
intervención de todas las áreas involucradas en el sistema de producción,
maximizando la efectividad de equipos y procesos a través de un trabajo
organizado, empleando metodología específica y concentrando su
atención en la eliminación de las pérdidas de tiempos.
Mantenimiento Autónomo.- está compuesto por un conjunto de
actividades que se realizan diariamente por todos los trabajadores en los
equipos que operan, incluyendo inspección, lubricación, limpieza,
intervenciones menores, cambio de herramientas y piezas, estudiando
posibles mejoras, analizando y solucionando problemas del equipo y
acciones que conduzcan a mantener el equipo en las mejores condiciones
de funcionamiento. Estas actividades se deben realizar siguiendo
estándares previamente preparados con la colaboración de los propios
operarios. Estos deben ser entrenados y contar con los conocimientos
necesarios para dominar el equipo que opera.

Propuesta 68
Mantenimiento Progresivo o Planificado.- el mantenimiento
progresivo es uno de los pilares más importantes en la búsqueda de
beneficios en el Taller Industrial “Cruz”. El propósito de este pilar consiste
en la necesidad de avanzar gradualmente hacia la búsqueda de la meta
“cero averías”.
El mantenimiento planificado que se practica en numerosas empresas
presenta entre otras las siguientes limitaciones:
Ø No se dispone de información histórica necesaria para
establecer el tiempo más adecuado para realizar las acciones de
mantenimiento preventivo.
Ø Se aprovecha la parada de un equipo para “hacer todo lo
necesario en la máquina” ya que se la tiene disponible.
Ø Se aplican planes de mantenimiento preventivo a equipos que
poseen un alto deterioro acumulado.
Ø Es poco frecuente que los departamentos de mantenimiento
cuenten con estándares especializados para realizar su trabajo
técnico.
Ø El trabajo de mantenimiento planificado no incluye acciones
Kaizen para la mejora de los métodos de trabajo.
Educación y Formación.- este pilar considera todas las acciones
que se deben realizar para el desarrollo de habilidades para lograr altos
niveles de desempeño de las personas en su trabajo.
Se puede desarrollar en pasos como todos los pilares TPM y
emplea técnicas utilizadas en mantenimiento autónomo, mejoradas
enfocadas y herramientas de calidad.
Propuesta 69
Gestión de Seguridad, Salud y Medio Ambiente.- tiene como
propósito crear un sistema de gestión integral de seguridad. Emplea
metodologías desarrolladas para los pilares mejoras enfocadas y
mantenimiento autónomo. Contribuye significativamente a prevenir
riesgos que podrían afectar la integridad de las personas y efectos
negativos al medio ambiente.
4.1.8. Descripción de Alternativas de Solución
Para mejorar la producción en el Taller Industrial “Cruz” se han dado
dos alternativas de solución, la primera se refiere a la implantación del
sistema TPM el cual servirá para la optimización de los recursos,
materiales y mano de obra originando un mejor sistema de trabajo y un
reconocimiento a nivel provincial de la empresa. La segunda alternativa
plantea hacer una alianza estratégica para poder cumplir con la demanda
de producción pero no se puede laborar con dos sistemas de trabajo
distintos, por lo tanto al nuevo personal ay que implantarle también bases
de TPM, solo así se podrá cumplir con el cronograma de trabajo
planteado.
4.1.9. Primera Alternativa de Solución
Como primera alternativa de solución se procederá a eliminar las
pérdidas ocasionadas por problemas con maquinarias, implementando un
sistema de de gestión de mantenimiento basado en la metodología TPM
(Mantenimiento Productivo Total) con lo que se pretende eliminar este
problema alcanzando uno de los objetivos del TPM que es buscar el cero
averías, para así poder optimizar la producción y cumplir con los
cronogramas de trabajo trazados en la empresa.
4.1.9.1. Implementación del TPM en el Taller Industrial “Cruz”.
1. Preparación: Consiste en las siguientes acciones a desarrollarse.

Propuesta 70
Ø Decisión de aplicar el TPM: la creciente demanda debida a la
creación de instituciones públicas y privadas en la construcción
de obras civiles en especial de estructuras metálicas en la
Provincia de Santa Elena, ha creado la necesidad de mejorar los
servicios que brinda el Taller Industrial “Cruz”. El problema
principal es que el proceso de producción es defectuoso debido
al elevado desperdicio de material, mano de obra, tiempo
improductivo que genera pérdidas económicas.
Ø Campaña de Información: La recopilación de información
primaria, mediante la utilización de retroalimentación que se
desarrolla en cada una de las etapas de producción de
estructuras metálicas, dará las pautas necesarias para aplicar el
Mantenimiento Total Productivo basados en las cinco
Ø Análisis de las Condiciones Existentes: Mediante la
utilización de él diagrama de Ishikawa se pudo determinar que
los problemas que se presentan con frecuencia son los trabajos
de estructuras, trabajos de soldadura, trabajos de pintura,
trabajo de doblado de tubos y de mecánica general. El FODA
permite establecer estrategias FO para aprovechar la mano de
obra para elaborar trabajos pequeños y novedosos de fácil
adquisición para los clientes. La estrategia FA permite
aprovechar el buen ingreso económico para realizar la
adquisición de diferentes tipos de maquinarias necesarias para
el taller. La estrategia DO sugiere la adquisición de maquinarias
y equipos que faciliten el trabajo, haciendo al taller fuerte ante la
competencia. La estrategia DA sugiere evitar que el cliente
busque otros talleres aumentando la producción, dando precios
módicos. El diagrama de Ishikawa establece los problemas de
mano de obra, consumos de materiales, método operacional,
maquinarias y equipos. El impacto económico del problema
revela que el taller está perdiendo $8.816,76 anuales.

Propuesta 71
Ø Diagnostico: Basado en lo anteriormente expuesto, se puede
determinar que el Taller Industrial “Cruz” incumple con la entrega
de las obras debido a que no posee un sistema de trabajo
definido con políticas claras y debidamente estructuradas.
Ø Planificación: La presentación de la propuesta al gerente del
Taller Industrial “Cruz” de la implementación de TPM, estudio por
parte de la gerencia, autorización de la gerencia, charlas al jefe
de personal y trabajadores, se realizara en un periodo de 24
días.
Implantación:
Ø Capacitación: el asesoramiento es un aporte importante para
Taller Industrial “Cruz”, con el fin de evitar retrasos en la
producción, por tal motivo se contratara a un profesional con
conocimientos en Ingeniería Industrial para que se encargue de
capacitar a todo el personal.
a) Capacitación Administrativa: Antes de iniciar con la
producción, hay que comenzar capacitando a los jefes de la
empresa para así cambiar la mentalidad de producción
desde arriba, esto tendrá una duración de siete días
asignando un valor de $500,00 para su ejecución
b) Capacitación técnica: Jefes y operarios también serán
capacitados, para que todos tengan la misma mentalidad y
poder trabajar en armonía, esto tomara 10 días asignando
un valor de $1.000,00 para su ejecución.
Ø Motivación: La gerencia general con el fin de motivar a sus
trabajadores implementara la política de pago seguro y trato
justo que se basa en pagar los sueldos del personal que labora,

Propuesta 72
en las fechas determinadas quincena y fin de mes sin retraso;
con el fin de ganar el compromiso y respaldo para trabajar en
armonía elevando los estándares de calidad de los productos
que ofrece el taller.
Ø Competencia: Se fomentara las buenas prácticas en las áreas
de trabajo con la creación de concursos internos como el
empleado del mes, donde el trabajador que gane esta
designación será acreedor a la participación de cursos de
actualización de conocimientos.
Ø Entorno de trabajo: Con el fin de mejorar las condiciones de
trabajo se propone.
a) Implementación de un software de mantenimiento: El
MP9 es un software para control y administración del
mantenimiento que ayudara a mantener toda la información
del departamento de mantenimiento documentada y
organizada.
Día a día el MP informa sobre los trabajos de mantenimiento
que se debe realizar y una vez que se realizan, reprograma
la fecha próxima de mantenimiento.
El objetivo principal es ayudar a administrar la gestión de
mantenimiento de manera eficiente, manteniendo toda la
información del departamento de mantenimiento
documentada y organizada
Los beneficios más importantes de implementar el MP son:
reducir paros imprevistos-implementar la vida útil de los
equipos-reducir los costos por mantenimiento correctivo-
programar la adquisición de repuestos justo a tiempo-

Propuesta 73
mejorar el desempeño del personal de mantenimiento-evitar
accidentes.
La versión adecuada para el Taller Industrial “Cruz” es ladenominada Monousuario, que requiere de lassiguientes características:
§ Sistema Operativo: de 32 bits Windows 2000/XP/Vista
§ Procesador: Pentium III 800 MHz o superior
§ Memoria RAM: Windows 2000 o XP 256 o 512
(recomendado), Vista 1 GB
§ Espacio en disco: 500MB
§ Monitor: resolución de 1024 x 768 pixeles, color de alta
densidad.
§ Precio: MP Empresarial $3.000,00
§ Aplicación: Documentación en el MP toda la
información referente a sus equipos e instalaciones,
como por ejemplo planos, diagramas, especificaciones,
localización, datos del proveedor.
Propuesta 74
GRÁFICO No. 21PROGRAMA MP9
Fuente: InternetElaborado por: Cruz Tumbaco Andy Adolfo
a) Señaletica: como toda empresa preocupada por el bienestar de
sus empleados se instalara en todas las áreas del Taller
Industrial “Cruz” Carteles y Señaletica que indiquen los riesgos
de trabajos, extintores, rutas de evacuación, alto voltaje, con un
costo de $ 2.000,00
b) Para Mejorar la Atención al Cliente se realiza la adquisición de
dos computadoras, impresora, escáner, que permitirá agilitar los
procesos internos de administración para tener presupuestos,
proformas o facturas que se requieran con un costo de
$7.000,00
c) Repuesto Para Maquinarias: Para poder con la producción se
debe tener los repuestos de las principales maquinas como son
taladro, pulidora, maquina de soldar, con un costo de $2.000
Propuesta 75
d) Emisión de Formatos: en conjuntos con la gerencia se
delimitara los formatos que se requieren para las diversas áreas
del taller con un costo de $100,00
Implementación de las 5 “S”
a) Implementación de la Primera S: Clasificar
Ø Charlas a todos los empleados implicados en el problema.
Ø Clasificar las cosas útiles
Ø Revisar y establecer las normas de orden.
Ø Estabilizar
b) Implementación de la Segunda S: Ordenar
Ø Charlas a todos los empleados implicados en el problema.
Ø Definir la manera de dar un orden a los objetos.
Ø Colocar a la vista las normas así definidas.
Ø Mantenerlas.
c) Implementación de la Tercera S: Limpiar
Ø Charlas a todos los empleados implicados en el problema.
Ø Limpiar las instalaciones al finalizar el primer y último turno de
trabajo.
Ø Localizar los lugares difíciles de limpiar y buscar la solución.
Ø Buscar las causas de suciedad y darles solución.
Ø Mejorar.
d) Implementación de la Cuarta S: Estandarizar
Ø Charlas a todos los empleados implicados en el problema.
Ø Eliminar lo que no es higiénico.

Propuesta 76
Ø Determinar las zonas sucias.
Ø Implantar las gamas de limpieza
Ø Evaluar.
e) Implementación de la Quinta S: Disciplinar
Ø Charlas a todos los empleados implicados en el problema.
Ø Acostumbrar al personal a aplicar las 5 “S” en todas las áreas
del taller y respetar los procedimientos establecidos
anteriormente.
4.1.10. Segunda Alternativa de Solución
Alianza estratégica, para esta propuesta basaremos el estudio en
como cumplir con los pedidos de trabajos que tiene el Taller Industrial
“Cruz” y por no tener la maquinaria suficiente y el personal adecuado, no
puede cumplir a tiempo con los mismos dándose esta alternativa como
una buena oferta de solución para la cual se utilizará maquinarias y mano
de obra ajenas a la empresa.
Esto originará gastos a la empresa los mismos que se detallan a
continuación pero tomando en cuenta que solo se labora de lunes a
viernes.
a) Para poder realizar la alianza estratégica se procederá alquilar 4
máquinas soldadoras las mismas que tendrán un valor de
$30,00 dólares diarios dando al mes un valor total de $ 2.400,00
dólares
b) Dentro de las necesidades para poder cumplir con metas o
pedidos de trabajos también se necesita de equipos varios como
son taladro, tronzadora, etc. lo que da un valor de $ 25,00
dólares diarios, dando como resultado $ 500,00 dólares
mensuales.

Propuesta 77
c) La mano de obra es un aporte importante para poder cumplir con
los objetivos propuestos por eso se contrata a 4 soldadores a
razón de $30,00 dólares diarios y sus respectivos ayudantes a
razón de $15,00 dólares diarios lo que da como resultado un
valor de $180,00 dólares diarios, originando un gasto de
$3.600,00 dólares mensuales.
d) El asesoramiento es un aporte importante en la empresa para
así evitar retrasos en la producción es por eso que se contrata a
una persona especializada en esto para que capacite al personal
nuevo con la forma y técnicas de trabajo que se requieran esto
origina un gasto de $ 1.000,00 dólares.
e) En cuanto a los materiales se realiza la inversión para poder
trabajar un mes evitando así los retrasos que muchas veces esto
origina. Para esto se hace la inversión en materiales lo que da
$4.000,00 dólares.
CUADRO No. 9ALIANZA ESTRATEGICA
DETALLE CANTIDAD COST /UNIT COST/SEML COST/MENS
Maquinas 4 120,00 600,00 2400,00
Equipos varios 25,00 125,00 500,00
M.O. soldadores 4 120,00 600,00 2400,00
M.O. ayudantes 4 60,00 300,00 1200,00
TOTAL Maq. y Eq. 6500,00
Emision formt. 100,00
Equip. oficina 7000,00
Impl. Com. Visl. 200,00
Repuest. Maqu. 2000,00
Sofw. de mant. 3000,00
Capacit. Admin. 500,00
Capacit. Técnica 1000,00
GASTO ANUAL 13800,00GASTO MENSUAL 1150,00
7650,00Fuente: Taller Industrial “Cruz”Elaborado por: Cruz Tumbaco Andy Adolfo

Propuesta 78
Para esta alianza estratégica se verifica que se va a realizar el pago
de alquiler de maquinas, equipos, mano de obra dando como resultado un
gasto de $ 6.500 dólares, a esto se le suma el gasto que genera la
implantación de la tecnología TPM al taller que va a prestar sus servicios
durante la alianza estratégica lo cual va a ser de $1.000 dólares
mensuales,
Dando un gasto total de $7.500 dólares mensuales.
4.2. Costos de Alternativas de Solución
La evaluación de cada una de las alternativas ha sido realizadas en
base a estudios técnicos y económicos para poder seleccionar cuál de
ellas es más viable para la empresa.
4.2.1. Evaluación de Primera Alternativa
Esta propuesta se refiere a la implementación del TPM para mejorar
la producción y solucionar problemas, cambiando la ideología del
personal que labora en el taller pues solo así se puede esperar a futuro
óptimos resultados.
Costos de la Primera Alternativa
a) Antes de iniciar con la producción hay que empezar capacitando
a los jefes de la empresa para así cambiar la mentalidad de
producción desde arriba, esto tendrá una duración de siete días,
para lo cual se contrata a una persona especializada en esto
originando un gasto de $ 500,00 dólares.
b) Hay que capacitar al resto del personal de la empresa para que
todos tengan la misma mentalidad y poder trabajar en armonía,
esto tomará diez días originando un gasto de $ 1.000,00 dólares.

Propuesta 79
c) Para implementar los controles de trabajo se necesita instalar un
software de mantenimiento el mismo que es de mucha ayuda
para verificar los tiempos productivos e improductivos de la
empresa generando un gasto de $ 3.000,00 dólares mensuales.
d) Para poder cumplir con la producción hay que tener los
repuestos de las maquinas principales como son taladro,
pulidora, maquina de soldar, comprando repuestos que se saben
que cada cierto tiempo necesitan cambiar, para esto es
necesario comprar repuestos originales lo cual alarga la vida útil
de las herramientas, dando un gasto de $ 2.000,00 dólares.
e) Como toda empresa preocupada por el bienestar de sus
empleados se instala en todos los lugares de producción
carteles y señaletica que indicen los principales riesgos o
cuestiones de peligro que existan, esto origina un gasto de $
200,00 dólares.
f) Para mejorar la atención al cliente se hace la adquisición de dos
computadoras, impresora, scanner, etc. Lo mismo que agilita los
diferentes presupuestos, proformas o facturas que se requiera,
esto origina un gasto de $ 7000,00 dólares.
CUADRO No. 10COSTOS DE LA PRIMERA ALTERNATIVA
DESCRIPCION COSTOS
Capacitación Administrativa $ 500
Capacitación Técnica $ 1.000
Software de Mantenimiento $ 3.000
Repuesto para Maquinaria $ 2.000
Implementos para Comunicación Visual $ 200
Equipos de Oficina $ 7.000
Emisión de Formatos $ 100
COSTO ANUAL $ 13.800
COSTO MENSUAL $ 1.150Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo

Propuesta 80
4.2.2. Costo de la Segunda Alternativa
En la segunda alternativa se propone la alianza estratégica pero
esto también tiene sus gastos y sus riesgos pues se realizará la inversión
tanto en maquinarias, materiales, área administrativa, como en la
capacitación del personal que labora en el otro taller. Este análisis se
demuestra en el siguiente cuadro.
CUADRO No. 11IMPLEMENTACION DE COSTOS DE LA SEGUNDA ALTERNATIVA
DESCRIPCION COSTOSCapacitación Administrativa $ 500Capacitación Técnica $ 1.000Software de Mantenimiento $ 3.000Repuesto para Maquinaria $ 2.000Implementos para Comunicación Visual $ 200Equipos de Oficina $ 7.000Emisión de Formatos $ 100Gastos Varios $ 6.500TOTAL $ 20.300
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
4.3. Evaluación y Selección de Alternativa de Solución
Luego de analizar las dos propuestas se obtuvo la siguiente
conclusión
CUADRO No. 12EVALUACION Y SELECCIÓN DE ALTERNATIVA DE SOLUCION
Primera alternativa Costos Segunda alternativa Costos
Capacitación administrativa $ 500 Capacitación administrativa $ 500
Capacitación técnica $ 1.000 Capacitación técnica $ 1.000
Software de mantenimiento $ 3.000 Software de mantenimiento $ 3.000
Repuesto para maquinaria $ 2.000 Repuesto para maquinaria $ 2.000
Emisión de formatos $ 100Implementos paracomunicación visual $ 200 Implementos para
comunicación visual $ 200
Equipos de oficina $ 7.000 Equipos de oficina $ 7.000
Emisión de formatos $ 100 Gastos varios $ 6.500
Total $ 13.800 Total $ 20.300Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo

Propuesta 81
El análisis económico y técnico demuestra que la primera propuesta
es la más idónea para implementar en la empresa, cuyo proceso de
implementación será de un promedio de 5 años pero para recuperar la
inversión tomará un lapso de 3 años, a diferencia que la segunda
propuesta cuyo tiempo de recuperación de la inversión demora hasta 5
años.
Con la aplicación del TPM se espera un cambio en la actitud del
personal cuya finalidad de trabajar en pos del desarrollo de la empresa

CAPITULO V
EVALUACION ECONOMICA Y FINANCIERA
5.1. Plan de Inversión y Financiamiento
Se recomienda a la empresa que la propuesta de solución sea
financiada mediante capital propio, ya que el préstamo bancario los obliga
a pagar altas tasas de interés, las mismas que reducirían la utilidad neta
de la propuesta.
Por esta razón se escogió la primera propuesta con el fin de hacerle
frente a los problemas que se presentan en la empresa y poder mejorar
su productividad.
De acuerdo al análisis de alternativa planteado en el capitulo
anterior del ítem 4.2.1. Donde se determinaron los costos los cuales en
este punto se los clasifica en inversión fija y costo de operaciones.
5.1.1. Inversión Fija
Son aquellos recursos tangibles (terrenos, muebles y enseres,
maquinarias, equipos, etc.) y no tangibles (gastos de estudios, patente,
gastos de constitución, etc.), necesarios para la realización del proyecto.
La inversión fija de la alternativa se determina por los siguientes
puntos

Evaluación Económica y Financiera 83
CUADRO No. 13INVERSION FIJA
DESCRIPCION VALORES
Software de Mantenimiento $ 3.000
Repuesto para Maquinaria $ 2.000
Equipos de Oficina $ 7.000
TOTAL $ 12.000Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
La inversión fija que se registra es de $ 12.000,00
5.1.2. Costo de Operación
Los costos de operaciones son los gastos necesarios para el
desempeño del recurso humano y los costos por recurso de emisión de
formato detallados en el siguiente cuadro:
CUADRO No. 14COSTO DE OPERACIÓN
DESCRIPCION VALORES
Capacitación Administrativa $ 500
Capacitación Técnica $ 1.000
Implementos de Comunicación Visual $ 200
Emisión de Formatos $ 100
TOTAL $ 1.800Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
El costo de operaciones que se registra es de $ 1.800.00

Evaluación Económica y Financiera 84
5.1.3. Presupuesto
Para obtener el presupuesto de la inversión se suman los valores de
la inversión fija más los costos de operaciones según se detalla en el
siguiente cuadro:
CUADRO No. 15
PRESUPUESTO
Rubros Total Porcentajes%
Inversión fija $ 12.000 86,95%
Costos deoperaciones $ 1.800 13,04%
TOTAL $ 13.800 100,00%
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
En el cuadro anterior se muestra que la inversión total es de
$13.800,00 de donde la inversión fija tiene un valor de $12.000,00,
correspondiente al 86,95% y los costos de operación de $1.800,00
equivale al 13,04%
5.2. Financiamiento de la Propuesta
El financiamiento de la propuesta se realizará mediante recursos
propios no sólo del taller si no del patrimonio de la familia quienes confían
en la buena proyección del proyecto el mismo que a futuro dará sus frutos
deseados.
5.3. Balance Económico y Flujo de Caja
El Balance Económico de Flujo de Caja es un estado financiero que
presenta la relación entre los ingresos proyectados y los gastos que serán

Evaluación Económica y Financiera 85
obtenidos como producto de la disminución de las pérdidas económicas
generadas por los problemas que se encuentran en el área de producción
de la empresa.
CUADRO No. 16BALANCE ECONOMICO DE FLUJO DE CAJA
DescripciónPeriodos
2010 2011 2012 2013 2014 2015
Inversión fija inicial -$ 12.000,00
Ahorro de la perdida $ 8.816,76 $ 9.257,60 $ 9.720,48 $ 10.206,50 $10.716,83
Costos de operación $ 1.800,00 $ 1.800,00 $ 1.800,00 $ 1.800,00 $ 1.800,00
Flujo de caja -$ 12.000,00 $ 7.016,76 $ 7.457,60 $ 7.920,48 $ 8.406,50 $ 8.916,83
TIR 56,19%
VAN $ 29.771,35
Fuente: Apuntes de Ingeniería Económica Ing. Omar CoronadoElaborado por: Cruz Tumbaco Andy Adolfo
Este Balance de Flujo de Caja da los siguientes resultados de
movimientos o flujos de efectivo para el año 2011= $7.016,76; para el año
2012 = $7.457,60; para el año 2013 = $7.920,48; para el año 2014 =
$8.406,50; para el año 2015 = $8.916,83.
En este cuadro se puede apreciar también los cálculos de los
indicadores TIR y VAN, los mismos que se obtienen mediante las
funciones financieras que se encuentran en el programa Excel, dando
como resultado que la TIR es de 56,19% y supera a la tasa de descuento
con la que se compara la inversión del 10%, por lo tanto indica que la tasa
de recuperación de la inversión es mayor que las tasas actuales del
medio, por lo que es aceptada su factibilidad económica.
El VAN es de $ 29.771,35 y supera a la inversión inicial que es de
$12.000,00, por lo tanto indica que el valor a obtenerse en el futuro será
mayor a la inversión inicial por lo que el proyecto es rentable.
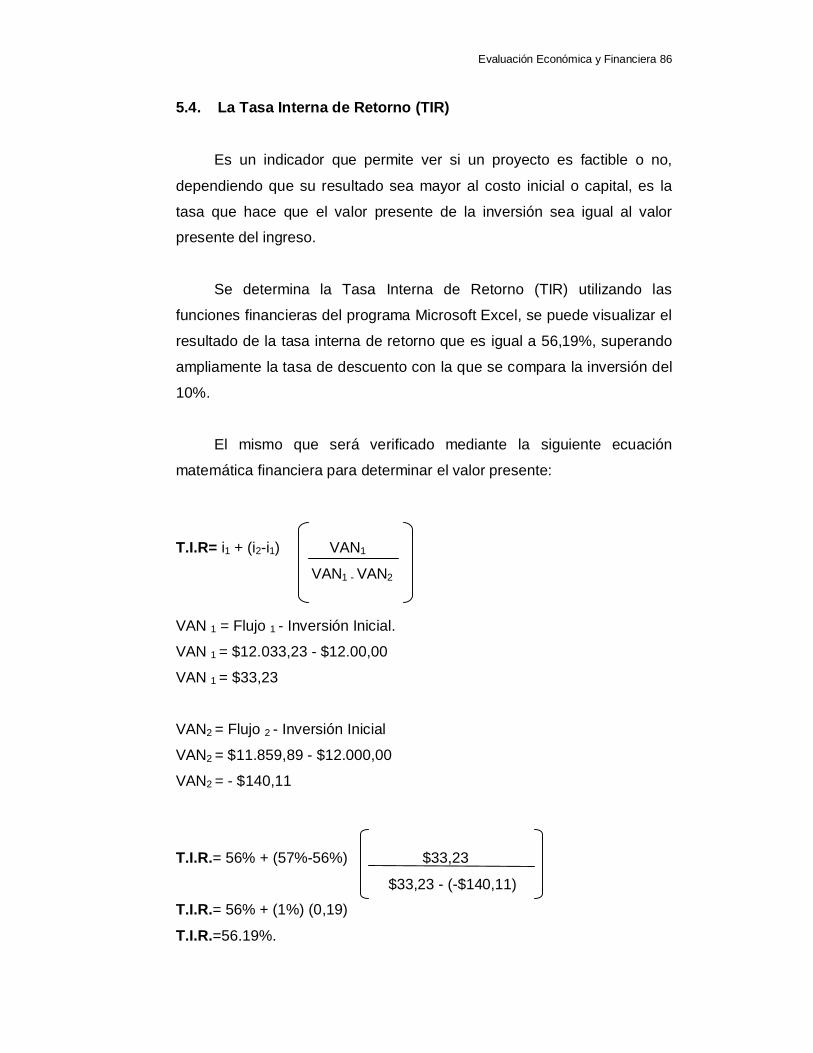
Evaluación Económica y Financiera 86
5.4. La Tasa Interna de Retorno (TIR)
Es un indicador que permite ver si un proyecto es factible o no,
dependiendo que su resultado sea mayor al costo inicial o capital, es la
tasa que hace que el valor presente de la inversión sea igual al valor
presente del ingreso.
Se determina la Tasa Interna de Retorno (TIR) utilizando las
funciones financieras del programa Microsoft Excel, se puede visualizar el
resultado de la tasa interna de retorno que es igual a 56,19%, superando
ampliamente la tasa de descuento con la que se compara la inversión del
10%.
El mismo que será verificado mediante la siguiente ecuación
matemática financiera para determinar el valor presente:
T.I.R= i1 + (i2-i1) VAN1
VAN1 - VAN2
VAN 1 = Flujo 1 - Inversión Inicial.
VAN 1 = $12.033,23 - $12.00,00
VAN 1 = $33,23
VAN2 = Flujo 2 - Inversión Inicial
VAN2 = $11.859,89 - $12.000,00
VAN2 = - $140,11
T.I.R.= 56% + (57%-56%) $33,23
$33,23 - (-$140,11)
T.I.R.= 56% + (1%) (0,19)
T.I.R.=56.19%.

Evaluación Económica y Financiera 87
CUADRO No. 17INTERPOLACION PARA LA COMPROBACIÓN DE LA TIR
Año n P F i1 P1 i2 P2
2010 0 $ 12.000,00
2011 1 $ 7.016,76 56% $ 4.497,92 57% $ 4.469,27
2012 2 $ 7.457,60 56% $ 3.064,43 57% $ 3.025,52
2013 3 $ 7.920,48 56% $ 2.086,30 57% $ 2.046,69
2014 4 $ 8.406,50 56% $ 1.419,44 57% $ 1.383,62
2015 5 $ 8.916,83 56% $ 965,13 57% $ 934,79
TOTAL VAN1 $ 12.033,23 VAN2 $ 11.859,89
CÁLCULO DE LA TIR $ 33,23 56% -$ 140,11 57% 56,19%
Fuente: Apuntes de Ingeniería Económica Ing. Omar CoronadoElaborado por: Cruz Tumbaco Andy Adolfo
5.4.1. Valor Actual Neto (VAN)
Este valor resulta de restar la suma de los flujos descontados a la
inversión inicial. Así mismo, el VAN actualiza al valor presente de los
futuros flujos de caja que va a generar el proyecto donde se debe cumplir
con las siguientes reglas:
Ø Si el VAN es mayor a cero, el Proyecto es rentable
Ø Si el VAN es igual a cero, el Proyecto es postergado
Ø Si el VAN es menor a cero, el Proyecto no es rentable
Para calcular el VAN se emplea la siguiente ecuación matemática:
=F
(1 + i )
P = Valor Actual Neto
F = Flujo de Caja por Período anual
N = Número de Años

Evaluación Económica y Financiera 88
I = Tasa de descuento del 10%
El Valor Actual Neto es de $29.771,35, superando la inversión inicial
que es de $ 12.000,00, por lo tanto indica que el valor a obtenerse en el
futuro será mayor a la inversión inicial, por lo que el proyecto es rentable.
CUADRO No. 18
COMPROBACION DEL VALOR ACTUAL NETO (VAN)
AÑOS n Inv. Inicial F i P
2010 0 $ 12.000,00
2011 1 $ 7.016,76 10% $ 6.378,87
2012 2 $ 7.457,60 10% $ 6.163,31
2013 3 $ 7.920,48 10% $ 5.950,77
2014 4 $ 8.406,50 10% $ 5.741,75
2015 5 $ 8.916,83 10% $ 5.536,65
TOTAL $ 29.771,35
Fuente: Apuntes de Ingeniería Económica Ing. Omar CoronadoElaborado por: Cruz Tumbaco Andy Adolfo
5.4.2. Tiempo de Recuperación de la Inversión
Para determinar el tiempo de recuperación de la inversión, se utiliza
la ecuación financiera con la cual se comprobó los criterios económicos
Tasa Interna de Retorno (TIR) y el Valor Actual Neto (VAN), considerando
como el valor de i, a la tasa de descuento de 10%.
=F
(1 + i )
En el siguiente cuadro se presentan los resultados obtenidos al
emplear la ecuación descrita anteriormente:

Evaluación Económica y Financiera 89
CUADRO No. 19PERIODO DE RECUPERACION DE LA INVERSION
AÑOS n Inv. Inicial F i P P
2010 0 $ 12.000,00 Acumulado
2011 1 $ 7.016,76 10% $ 6.378,87 $ 6.378,87
2012 2 $ 7.457,60 10% $ 6.163,31 $ 12.542,18
2013 3 $ 7.920,48 10% $ 5.950,77 $ 18.492,95
2014 4 $ 8.406,50 10% $ 5.741,75 $ 24.234,70
2015 5 $ 8.916,83 10% $ 5.536,65 $ 29.771,35
TOTAL $ 29.771,35
Períodos de recuperación del capital aproximado 3 años
Períodos de recuperación del capital exactos 2,02 años
Períodos de recuperación del capital exactos 24,18 meses
Períodos de recuperación del capital exactos 2 1 años-meses
Coeficiente costo/beneficio 2,48Fuente: Apuntes de Ingeniería Económica Ing. Omar CoronadoElaborado por: Cruz Tumbaco Andy Adolfo
5.4.3. Análisis Beneficio/Costo de la Propuesta
Determinamos el coeficiente beneficio costo mediante la siguiente
ecuación.
Coeficiente beneficio / costo = ó
Donde:
Beneficio de la Propuesta= Valor Actual Neto (VAN) =$29.771,35
Costo de la Propuesta= Inversión Inicial= $12.000,00
El beneficio de la propuesta es el valor calculado en el VAN y la
inversión de la propuesta de la inversión total dándonos a continuación el
siguiente resultado:

Evaluación Económica y Financiera 90
Coeficiente beneficio / costo= . , .
Coeficiente beneficio / costo = $ 2,48
El coeficiente beneficio/costo indica que por cada dólar que se
invierta se recibirá US$ 1,48 dólares lo cual indica claramente que la
propuesta es factible y rentable para la empresa.
Resumen de Criterios Económicos.- los indicadores económicos
de este proyecto de inversión se detallan en el siguiente resumen:
Ø Tasa Interna de Retorno (TIR) = 56.19% > tasa de
descuento10% Aceptado.
Ø Valor Actual Neto (VAN) = $29.771,35 > inversión inicial
($12.000,00) Aceptado.
Ø Tiempo de recuperación de la inversión = 2 años 1 mes < vida
útil del proyecto (60 meses) Aceptado.
Ø Coeficiente beneficio /costo = $2,48 > $1 Aceptado.
En definitiva los criterios financieros indican la factibilidad ysustentabilidad del proyecto.

CAPITULO VI
PROGRAMACION PARA PUESTA EN MARCHA
6.1. Planificación y Cronograma de Implementación
La principal perdida que registra esta empresa se debe al
incumplimiento de trabajo determinada mediante el diagrama de Ishikawa,
por lo que se implementara como selección de propuesta la primera
alternativa, antes de aplicar TPM tenemos que implantar 5S pero
siguiendo los pasos que a continuación se exponen:
Ø Manifestación y explicación de la alternativa de solución al
gerente de la empresa (2 días).
Ø Estudio de la alternativa de solución propuesta por parte del
gerente del taller (10 días).
Ø Beneplácito y autorización para iniciar la implementación del
programa
Ø “5 S” (7 días).
Ø Charlas con el jefe de personal y demás trabajadores de la
empresa implicados en el problema (2 días).
Ø Cotización de maquinarias, materiales y accesorios necesarios
para la implementación de la propuesta (5 días).
Ø Análisis económico de la empresa (2 días).

Programación Para Puesta en Marcha 92
Ø Adquisición de todo lo mencionado anteriormente (10 días).
Desarrollo de la implementación aplicando 5S, la misma que
constara de los siguientes puntos:
1) Implementación de la PRIMERA – S - “CLASIFICAR” (2
meses).
Ø Charlas a todos los empleados implicados en el problema.
Ø Clasificar las cosas útiles.
Ø Revisar y establecer las normas de orden.
Ø Estabilizar.
2) Implementación de la SEGUNDA – S – “ORDENAR” (2 meses).
Ø Charlas a todos los empleados implicados en el problema
Ø Definir la manera de dar un orden a los objetos.
Ø Colocar a la vista las normas así definidas.
Ø Mantenerlas.
3) Implementación de la TERCERA – S – “LIMPIAR” (2 meses).
Ø Charlas a todos los empleados implicados en el problema.
Ø Limpiar las instalaciones.
Ø Localizar los lugares difíciles de limpiar y buscar la solución.

Programación Para Puesta en Marcha 93
Ø Buscar las causas de suciedad y darles solución.
Ø Mejorar.
4) Implementación de la CUARTA – S – “ESTANDARIZAR” (2
meses).
Ø Charlas a todos los empleados implicados en el problema.
Ø Eliminar lo que no es higiénico.
Ø Determinar las zonas sucias.
Ø Implantar las gamas de limpieza.
Ø Evaluar.
5) Implementación de la QUINTA – S – “DISCIPLINAR” (4
meses).
Ø Charlas a todos los empleados implicados en el problema.
Ø Acostumbrar al personal a aplicar las 5S en todas las áreas
y respetar los procedimientos establecidos anteriormente.
6.1.1. Programación
Para realizar la programación de la puesta en marcha de la
alternativa de solución, se utilizara los Diagramas de Gantt y Pert; en los
cuales se puede observar las fechas de inicio y terminación de cada una
de las actividades a desarrollar.
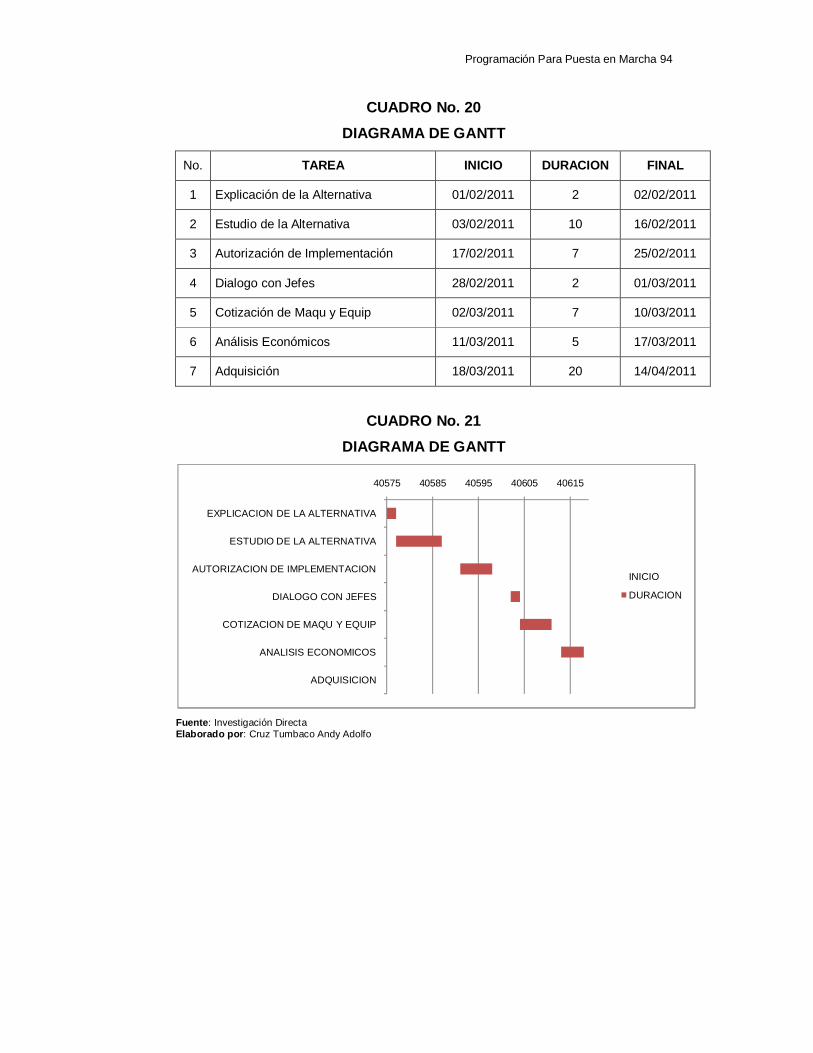
Programación Para Puesta en Marcha 94
CUADRO No. 20DIAGRAMA DE GANTT
No. TAREA INICIO DURACION FINAL
1 Explicación de la Alternativa 01/02/2011 2 02/02/2011
2 Estudio de la Alternativa 03/02/2011 10 16/02/2011
3 Autorización de Implementación 17/02/2011 7 25/02/2011
4 Dialogo con Jefes 28/02/2011 2 01/03/2011
5 Cotización de Maqu y Equip 02/03/2011 7 10/03/2011
6 Análisis Económicos 11/03/2011 5 17/03/2011
7 Adquisición 18/03/2011 20 14/04/2011
CUADRO No. 21DIAGRAMA DE GANTT
Fuente: Investigación DirectaElaborado por: Cruz Tumbaco Andy Adolfo
40575 40585 40595 40605 40615
EXPLICACION DE LA ALTERNATIVA
ESTUDIO DE LA ALTERNATIVA
AUTORIZACION DE IMPLEMENTACION
DIALOGO CON JEFES
COTIZACION DE MAQU Y EQUIP
ANALISIS ECONOMICOS
ADQUISICION
INICIO
DURACION
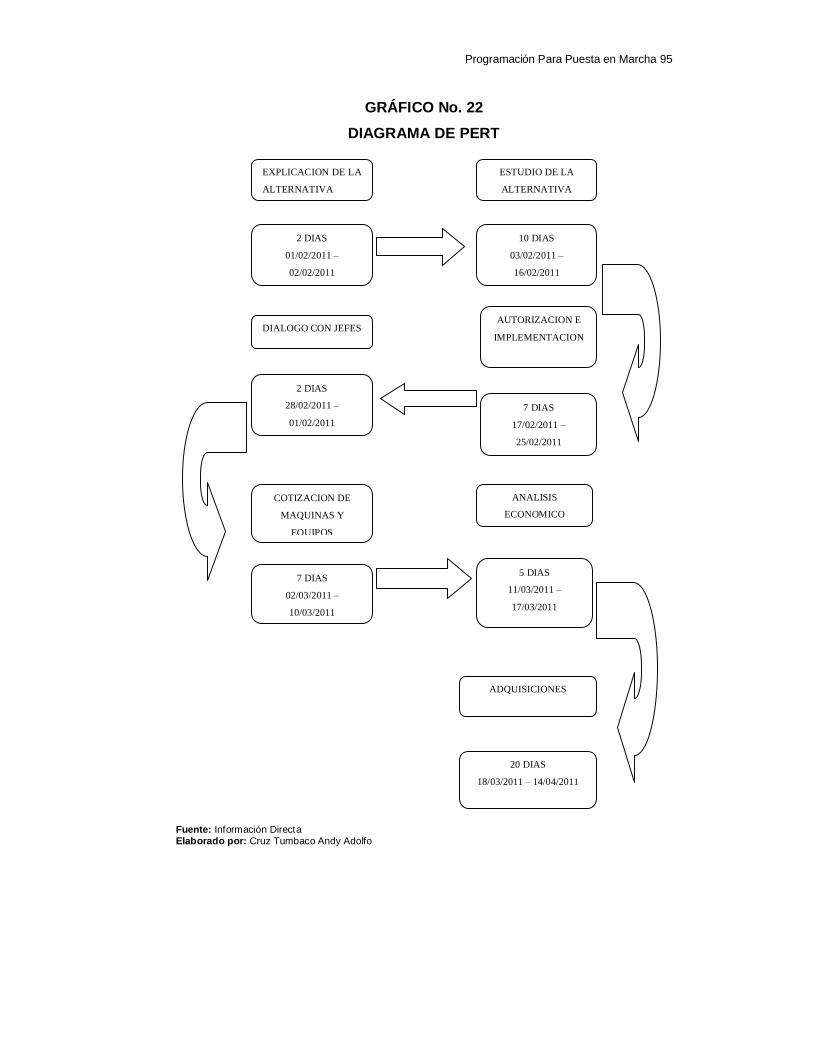
Programación Para Puesta en Marcha 95
GRÁFICO No. 22DIAGRAMA DE PERT
Fuente: Información DirectaElaborado por: Cruz Tumbaco Andy Adolfo
EXPLICACION DE LA
ALTERNATIVA
2 DIAS
01/02/2011
02/02/2011
ESTUDIO DE LA
ALTERNATIVA
10 DIAS
03/02/2011
16/02/2011
AUTORIZACION E
IMPLEMENTACION
7 DIAS
17/02/2011
25/02/2011
DIALOGO CON JEFES
2 DIAS
28/02/2011
01/02/2011
COTIZACION DE
MAQUINAS Y
EQUIPOS
7 DIAS
02/03/2011
10/03/2011
ANALISIS
ECONOMICO
5 DIAS
11/03/2011
17/03/2011
ADQUISICIONES
20 DIAS
18/03/2011 14/04/2011

CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones
Luego de haber realizado la presente propuesta se ha determinado
que existe una oportunidad de hacer más rentable la empresa, trabajando
sobre sus principales fallas, habiendo determinado que esta empresa
tiene una estructura organizacional solida, se puede aplicar TPM, una
metodología que tiene probados resultados en muchas empresas, con
esto se logrará beneficios tangibles como intangibles y en el periodo
propuesto se alcanzaran óptimos resultados que beneficiaran tanto a la
empresa como a sus empleados.
7.2. Recomendaciones
Para la implementación de nuestra propuesta recomendamos que
se adquieran otro tipo de maquinarias como una dobladora de plancha y
dobladora de tubos, las mismas que generarán otros ingresos dando así
un mejor servicio al cliente, también la implementación de un buen equipo
de oficina como un escáner, impresoras, las mismas que ayudaran a
agilitar las proformas y diseños de planos de estructuras metálicas o de
cualquier trabajo que se requieran. Para lo concernientes a los repuestos
que serán utilizados para revertir el deterioro de las maquinas se sugiere
que sean originales, algo importante que se debe tener presente en esta
propuesta es la de no contaminar el medio ambiente, por lo que se debe
considerar normas y técnicas en tratamiento de desechos derivados de
los materiales que se utiliza en la empresa además de tener presente la
aplicación de las tres R (Reciclar- Reducir- Reutilizar), porque con ello se

Conclusiones y recomendaciones 97
garantiza la preservación ambiental y junto a la implementación del TPM
para obtener así un agradable sistema de trabajo y con ello una actitud
positiva de desarrollo de esta empresa ante la sociedad.
GLOSARIO DEL TÉRMINO
Capacidad: Propiedad de una cosa de contener otras dentro de ciertos
límites.
Diagrama Causa-Efecto: Son una buena manera de organizar la primera
impresión de un problema y causan gran impresión cuando se utilizan
para analizar.
Eficiencia: La eficiencia a que también se está desempeñando la
máquina mientras se está utilizando. La eficiencia se define normalmente
como una comparación con respecto a una producción estándar definida
o a una de diseños de ingeniería.
Ingeniería Industrial: Se define como el diseño, mejora e instalación de
sistemas integrados por hombres, materiales y equipos y que toma
conocimientos especializados de las ciencias físicas, matemáticas y
sociales junto con los principios y métodos de análisis y diseño de la
Ingeniería para especificar, predecir y evaluar los resultados de esos
sistemas.
Mantenimiento: Conjunto de operaciones y cuidados necesarios para
que instalaciones, edificios, industrias, etc., puedan seguir funcionando
adecuadamente.
Productividad: Relación entre lo producido y los medios empleados,
tales como mano de obra, materiales, energía, etc.

ANEXOS
Anexos 100
ANEXO No. 1
LOCALIZACIÓN

Anexos 101
ANEXO No. 2IDENTIFICACION CON EL CIIU
Sección División Grupo Clase Descripción
D Industria Manufacturera
28
Fabricación deproductos elaboradosde metal, exceptomaquinas y equipos
289
Fabricación deproductos elaboradosde metal N.C.P.;servicios de trabajos demetales
28930
Fabricación de artículosde cuchillería,herramientas de manoy artículos de ferretería

Anexos 102
ANEXO No. 3FOTOS ESTRUCTURAS METALICAS

Anexos 103
ANEXO No. 4FOTOS ESTRUCTURAS METALICAS
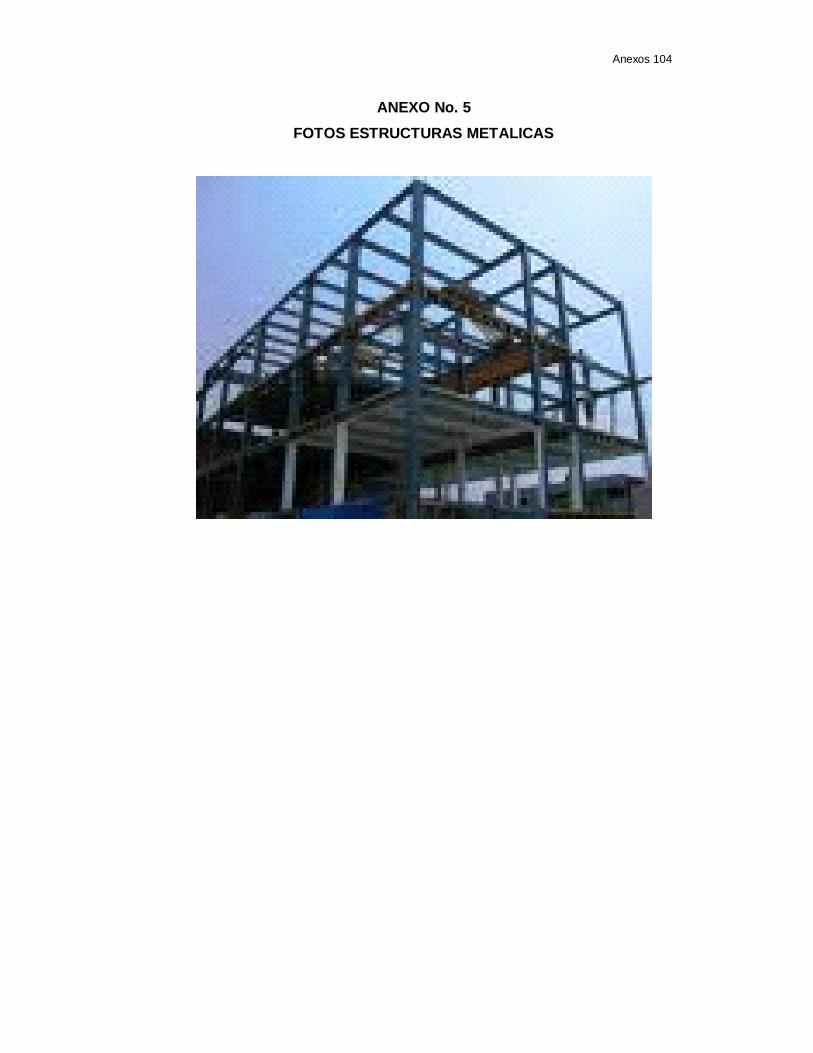
Anexos 104
ANEXO No. 5FOTOS ESTRUCTURAS METALICAS
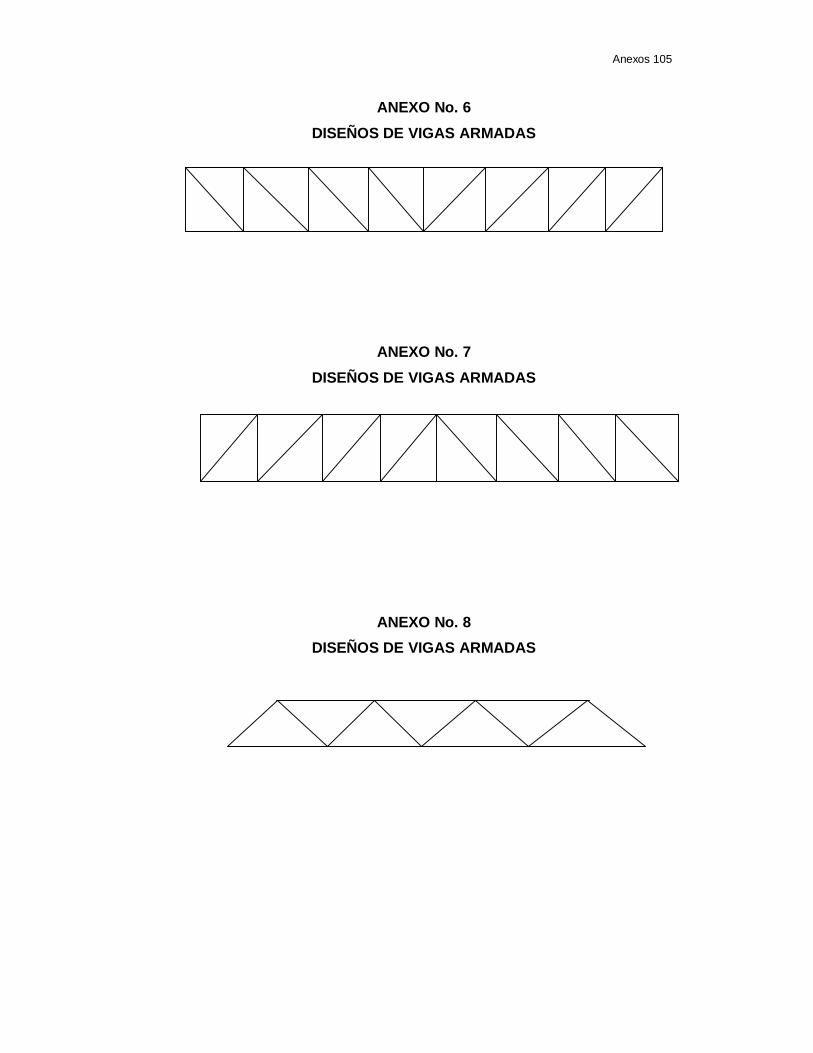
Anexos 105
ANEXO No. 6DISEÑOS DE VIGAS ARMADAS
ANEXO No. 7DISEÑOS DE VIGAS ARMADAS
ANEXO No. 8DISEÑOS DE VIGAS ARMADAS

Anexos 106
ANEXO No. 9DISEÑOS DE VIGAS ARMADAS
ANEXO No. 10
DISEÑOS DE CERCHAS METALICAS
14m

Anexos 107
ANEXO No. 11DISEÑOS DE CERCHAS METALICAS
24m
ANEXO No. 12DISEÑOS DE CERCHAS METALICAS
30 m

Anexos 108
ANEXO No. 13DISEÑO DE CERCHAS METALICAS
30 m
ANEXO No. 14DISEÑO DE CERCHAS METALICAS
15 m

Anexos 109
ANEXO No. 15DISEÑO DE CERCHAS METALICAS
5 m
ANEXO No. 16DISEÑO DE CERCHAS METALICAS

Anexos 110
ANEXO No. 17DISEÑO DE CERCHAS METALICAS

BIBLIOGRAFÍA
HODSON, William K, Manual de de Ingeniería Industrial Maynard, 4ª
edición McGraw-Hill, México, 2003.
DENTON, Keith. Seguridad Industrial: Administración y Método. Editorial
McGraw-Hill. México, D. F. 1985.
KANAWATY, George, Introducción al Estudio del Trabajo, 4ª edición
LIMUSA, Ginebra 2002.
MURGUEZA, J. Análisis de Riesgos en Puesto de Trabajo. Maracay.
Trabajo de Investigación Especial 2001
Sánchez Sánchez Ángel Manual de Mecánica Industrial. Cultural, S, A.
Polígonos Industrial Arroyo Molinos.
Niebel W. Benjamín Ingeniería Industrial: Métodos, Tiempos Sexta
Edición.







