Download - Tesis.FlotaVehicular.KarlaLopez

UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
EXTENSIÓN REGIÓN CENTRO – SUR ANACO
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE SISTEMAS INDUSTRIALES
ESTUDIO DEL PROCESO DE SERVICIO DE MANTENIMIENTO DE LA
FLOTA VEHICULAR LIVIANA EN EL ÁREA DE PRODUCCIÓN DE LA
EMPRESA MIXTA PETROCEDEÑO, FILIAL DE PETRÓLEOS DE
VENEZUELA, S.A
Realizado por:
Br. Karla Alexandra López Farfán
C.I: V-18.679.861
Trabajo de grado presentado a la Universidad de Oriente como requisito parcial
para optar al título de:
INGENIERO INDUSTRIAL
Anaco, julio 2014

UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
EXTENSIÓN REGIÓN CENTRO – SUR ANACO
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE SISTEMAS INDUSTRIALES
ESTUDIO DEL PROCESO DE SERVICIO DE MANTENIMIENTO DE LA
FLOTA VEHICULAR LIVIANA EN EL ÁREA DE PRODUCCIÓN DE LA
EMPRESA MIXTA PETROCEDEÑO, FILIAL DE PETRÓLEOS DE
VENEZUELA, S.A
Asesores:
_______________________ _______________________
Ing. Ledezma, Melchor Ing. Servio Peña
Asesor Académico Asesor Industrial
Anaco, julio 2014

UNIVERSIDAD DE ORIENTE
NÚCLEO DE ANZOÁTEGUI
EXTENSIÓN REGIÓN CENTRO – SUR ANACO
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADAS
DEPARTAMENTO DE SISTEMAS INDUSTRIALES
ESTUDIO DEL PROCESO DE SERVICIO DE MANTENIMIENTO DE LA
FLOTA VEHICULAR LIVIANA EN EL ÁREA DE PRODUCCIÓN DE LA
EMPRESA MIXTA PETROCEDEÑO, FILIAL DE PETRÓLEOS DE
VENEZUELA, S.A
Calificación:
Ing. Ledezma, Melchor
Asesor Académico
Jurado Principal Jurado Principal
Anaco, Julio de 2013

iv
RESOLUCIÓN
De acuerdo alartículo 41del reglamento de trabajos de grado:
“Los trabajos de grado son de exclusiva propiedad de la Universidad de Oriente
y sólo podrán ser utilizados a otros fines con el consentimiento del consejo de núcleo
respectivo, el cual lo participará al consejo universitario”.

v
DEDICATORIA

vi
AGRADECIMIENTOS

vii
Universidad de Oriente
Núcleo de Anzoátegui
Escuela de Ingeniería y Ciencias Aplicadas
Departamento de Sistemas Industriales
ESTUDIO DEL PROCESO DE SERVICIO DE MANTENIMIENTO DE LA
FLOTA VEHICULAR LIVIANA EN EL ÁREA DE PRODUCCIÓN DE LA
EMPRESA MIXTA PETROCEDEÑO, FILIAL DE PETRÓLEOS DE
VENEZUELA, S.A
Autor: Karla A., López F.
Tutor: Ing. Melchor Ledezma
RESUMEN
El presente trabajo está enmarcado en la elaboración de una propuesta de
acciones de mantenimiento preventivo para minimizar la ocurrencia de fallas en el
sistema de calentamiento y transferencia de crudo de la Estación de Producción JM-
184 PDVSA Gas, Anaco, Estado Anzoátegui. Inicialmente fueron estudiadas las
condiciones en las cuales se encuentran los equipos de este sistema, y de esta forma
se logró describir satisfactoriamente el proceso de calentamiento y transferencia de
crudo, como la función que desempeñan dichos equipos. Una vez finalizada esta
etapa, se procedió a la identificación de fallas por equipos y las causas que la genera
paso seguido a esto se realizó un diagnóstico de falla y se determinó la orientación de
la ocurrencia de fallas.Gracias a esto, se pudo realizar efectivamente la metodología
de análisis de modos y efectos de fallas a los equipos que presentaron fallas durante
las evaluaciones pertinentes al desarrollo de la investigación calculándoles así el
número de prioridad de riesgo y determinar con seguridad cuál de estos equipos
requerían de una intervención inmediata. Por medio del NPR se determinaron
acciones correctoras para disminuir este valor basándose en los criterios de
aceptación. Finalmente, se propone un plan de mantenimiento preventivo donde se
describen una serie de actividades pertinentes a los equipos que componen la estación
de producción y sucesivamente se plantearon las conclusiones y recomendaciones del
trabajo de investigación.

viii
ÍNDICE GENERAL
Pág.
RESOLUCIÓN…………………………………………………………………. iv
DEDICATORIA………………………………………………………………... v
AGRADECIMIENTOS………………………………………………………… vi
RESUMEN……………………………………………………………………… vii
ÍNDICE GENERAL……………………………………………………………. viii
ÍNDICE DE FIGURAS………………………………………………………… xi
ÍNDICE DE TABLAS………………………………………………………….. xii
INTRODUCCIÓN……………………………………………………………… 13
CAPÍTULO I
EL PROBLEMA………………………………………………………………... 15
1.1 Planteamiento del problema………………………………………………… 15
1.2 Objetivos…………………...……………………………………………….. 19
1.2.1 Objetivo general………………………………………………………… 19
1.2.2 Objetivos específicos…………………………………………………… 19
1.3 Justificación de la investigación……………………………………………. 20
1.4 Delimitación de la investigación……………………………………………. 21
1.5 Generalidades de la empresa………………………………………………... 21
1.5.1 Nombre de la Empresa…………………………………………………. 21
1.5.2 Ubicación geográfica…………………………………………………… 21
1.5.3 Contexto Organizacional………………………………………………. 22
1.5.4 Misión de la empresa…...………………………………………………. 23
1.5.5 Visión de la empresa..………………………………………………….. 24
1.5.6 Objetivo de la Empresa…………………………………………………. 24
1.5.7Organigrama Estructural de la empresa...………………………………. 25
CAPÍTULO II

ix

x

xi
ÍNDICE DE FIGURAS
Pág.

xii
ÍNDICE DE TABLAS
Pág.

13
INTRODUCCIÓN

CAPÍTULO I
EL PROBLEMA
1.1.- PLANTEAMIENTO DEL PROBLEMA
Petróleos de Venezuela S.A. (PDVSA) tiene como función la explotación,
producción, manufactura, transporte y mercadeo de los hidrocarburos, de manera
eficiente, rentable, segura, transparente y comprometida con el impacto ambiental,
desarrollando sus operaciones principalmente a través de sus empresas filiales,
participando también en asociación con empresas nacionales y extranjeras.
De acuerdo a lo anterior, una de las empresas que representa, ejecuta y custodia
el negocio de Exploración y Producción (EyP) a nivel de la Faja Petrolífera del
Orinoco es PDVSA Petrocedeño, empresa mixta, filial de PDVSA S.A, la cual es una
operadora petrolera, conformada por la estatal venezolana PDVSA con una
participación de 60%, TOTAL de Francia con 30.3% y Statoilhydro de Noruega con
9.7%, que maneja de forma integrada la exploración, extracción, producción,
mejoramiento y comercialización de crudos extrapesado.
Esta empresa mixta cuenta con dos áreas operacionales: El Mejorador, ubicado
en el Complejo Industrial José Antonio Anzoátegui al norte del Estado Anzoátegui y
El Área de Producción, ubicada en San Diego de Cabrutica al sur del mismo Estado.
Esta última área de estudio, comprende a su vez un área administrativa ubicada en
Pariaguán, municipio Francisco de Miranda, funcionando en el Edificio
Administrativo de Petrocedeño, donde operan las Gerencias: General y de Distrito de
la empresa, además de algunas funciones no medulares del negocio como son:
Recursos Humanos, Relaciones Laborales, Control de Costos, Servicios Generales y
la Gerencia de la División Junín de la Dirección Ejecutiva Faja EyP, a la cual
pertenece la de PDVSA Petrocedeño Producción.
En cuanto a la Superintendencia de Servicios Logísticos Macro proceso en
Estudio, tal y como lo indica su misión, busca asegurar el funcionamiento integral de
un sistema de servicios de oficina, saneamiento de áreas internas y externas, apoyo
logístico, mantenimiento de infraestructura requerido por la empresa, traslado de
diferentes materiales en vehículos de cargas pesadas mediante la planificación,
organización, dirección y control de las actividades y de los recursos humanos,
materiales, técnicos y financieros bajo su responsabilidad.
El departamento de Transporte y Flota Liviana; es el encargado del resguardo,
reparación y mantenimiento tanto preventivo como correctivo de los vehículos
arrendados o pertenecientes a la Flota Liviana de PDVSA Petrocedeño, siendo
además responsable por la disponibilidad de estos vehículos para que puedan ser
utilizados en las labores gerenciales, medulares y de apoyo de la empresa, hecho
donde radica su gran importancia para la continuidad de las operaciones.
A estos fines, el departamento de Transporte y Flota Liviana, utiliza un servicio
de taller contratado con la empresa Talleres El Frío, ubicada en Pariaguán, la cual
ejecuta a solicitud de Petrocedeño, el mantenimiento preventivo y correctivo de las
unidades de la flota liviana de PDVSA Petrocedeño, siendo éste el único proveedor
de este servicio disponible para la empresa.
Actualmente el departamento de Transporte y Flota Liviana está presentando
fallas en el control de entrada-salidas y falta de mantenimiento en la flota vehicular lo
cual ha traído como consecuencia el deterioro de las unidades vehiculares que son
usadas en labores gerenciales, medulares y de apoyo de la empresa generando mayor
necesidad o requerimiento de servicios, por lo que a la fecha dicho servicio ha sido
rebasado.
Es notable que la Superintendencia de Servicios Logísticos de PDVSA
Petrocedeño División Junín, esté presentando problemas de control
administrativo/operacional que no permite cubrir los requerimientos del
mantenimiento preventivo y correctivo de la flota vehicular liviana de PDVSA
Petrocedeño, así como una desmejora en la calidad del servicio.

Establecida la problemática, se evidenció la necesidad de contar con controles
administrativos y operativos, eficientes, que garanticen la seguridad del servicio,
minimizando las fallas y vulnerabilidades del mismo que pudieran favorecer la
ocurrencia de desviaciones, por lo que la Gerencia Corporativa de Prevención y
Control de Perdidas (PCP), en su misión de preservar el patrimonio de la Industria
Petrolera, se ve en la necesidad de realizar un Estudio del Proceso de Servicio de
Mantenimiento de la Flota Vehicular Liviana de la Empresa Mixta Petrocedeño
Producción. Logrando con este Estudio, identificar las fallas presentes en este
Servicio, con el fin de minimizarlos y controlarlos.

1.2.- OBJETIVOS DE LA INVESTIGACIÓN
1.2.1.- OBJETIVO GENERAL
Estudio del Proceso de Servicio de Mantenimiento de la Flota Vehicular Liviana en el
Área de Producción de la Empresa Mixta Petrocedeño, Filial de PDVSA.
1.2.2.- OBJETIVOS ESPECÍFICOS
Describir el proceso actual del Servicio de Mantenimiento de la Flota Vehicular
Liviana de la Empresa Mixta Petrocedeño Producción.
Analizar las fallas presentes en el Servicio de Mantenimiento de la Flota Vehicular
Liviana de la Empresa Mixta Petrocedeño Producción.
Establecer los Controles Detectivos, Preventivos y Correctivos en el Servicio de
Mantenimiento de la Flota Vehicular Liviana de Petrocedeño Producción.
Proponer acciones de mejoras para el proceso de Servicio de Mantenimiento de la
Flota Vehicular Liviana de Petrocedeño Producción.

1.3.- JUSTIFICACIÓN DE LA INVESTIGACIÓN
El motivo de la realización de este proyecto de investigación se debe a la imperiosa
necesidad de mejorar el servicio de mantenimiento en el área objeto de estudio, con el
firme propósito de hacerla más eficiente en cuanto a establecer un control en las
entradas y salidas de materiales necesarios para la realización del mantenimiento
preventivo o correctivo necesario, así como aumentar al máximo el uso del
inventario por la vía de un control eficaz en la administración, favoreciendo a su vez
en la vida útil del mismo.
Asimismo, la información obtenida servirá para todas aquellas personas,
estudiantes, técnicos e investigadores interesados que se inician en estudios similares,
mediante la disposición de una copia en la biblioteca de la Universidad de Oriente,
núcleo Anaco.
1.4.- DELIMITACIÓN DE LA INVESTIGACIÓN
Esta investigación está propuesta para todas las partes que constituyen la flota
vehicular liviana del área de producción de la empresa mixta Petrocedeño. Las partes
están estudiadas por capacidad de manejo de la empresa, cantidad estimada de
utilización y disposición de la misma, y todas estas deberán responder a un sistema
mejorado y respaldado por el personal encargado.
1.5.-RESEÑA DE LA EMPRESA
Después de la nacionalización de la industria petrolera en 1975, el Estado venezolano
se reserva por razones de conveniencia nacional todo lo relativo a la exploración del
territorio nacional en busca de petróleo, asfalto y demás hidrocarburos, a la
explotación de yacimientos de los mismos, manufactura y refinación, transporte por
vías especiales y almacenamiento, comercio interior y exterior y obras que su manejo
requiera.
Como consecuencia de lo anterior y en busca del desarrollo del negocio de
hidrocarburos en el país, se crea Petróleos de Venezuela S.A. (PDVSA), empresa

matriz, propiedad de la República Bolivariana de Venezuela, mediante el decreto N°
1.123 el 30 de agosto de 1975, encargada del desarrollo de la industria petrolera,
petroquímica y carbonífera, con la función de planificar, coordinar, supervisar y
controlar las actividades operativas de sus divisiones, tanto en Venezuela como en el
exterior.
Después de casi cuatro décadas de actividades, PDVSA se ha constituido en
una corporación de primera línea en el ámbito nacional e internacional. Ocupa una
posición relevante entre las empresas del mundo, por sus niveles de producción,
reservas, capacidad instalada de refinación y ventas.
Esta corporación cumple con las actividades propias del negocio de los
hidrocarburos y consta de cuatro procesos principales para asegurar el éxito de las
mismas: la exploración y producción, refinación, comercialización y el gas, cada uno
de ellos desempeñando su labor particular. La exploración y producción consiste en el
hallazgo de hidrocarburos, la refinación es el proceso encargado de la transformación
de los hidrocarburos en productos derivados, mediante las 22 refinerías divididas en
tres complejos dentro del país y 19 en el resto del mundo.
En el proceso de comercialización se establecen las variaciones del mercado
para garantizar los precios y el ingreso de la venta de los hidrocarburos en el país. El
procesamiento del gas cuenta con 148 billones de pies cúbicos en reservas probadas,
ocupando una parte importante del escenario energético mundial. Las reservas más
importantes se encuentran en costa afuera, al norte de la península de Paria y la
Plataforma Deltana.
Venezuela posee muchos yacimientos de petróleo pesado, siendo el más
importante la Faja Petrolífera del Orinoco, la cual se extiende por el flanco norte del
río Orinoco, ocupando una extensión de 55.314 km2
, de los cuales se encuentran en
explotación 11.593 km2
, lo que es, aproximadamente un 21% de su extensión.
Sincor se creó en 1997, siendo la compañía francesa Total la accionista
principal con un interés del 47%, junto con PDVSA (38%), y la noruega Statoil

(15%). En 2008 se ejecutó el proceso de nacionalización de las empresas mixtas,
donde Sincor se convirtió en Petrocedeño, empresa propiedad de PDVSA (operador
principal), conjuntamente con Total y Statoil, con cuotas respectivas del 60, 30,3 y
9,7%.
Petrocedeño desarrolla una concesión minera en la Faja Petrolífera del Orinoco
para la producción de crudo pesado. El proyecto está ubicado al sur de Pariaguán, entre
Zuata y San Diego de Cabrutica. La producción llegará a 200.000 bbl/d en los próximos
35 años. El crudo se lleva de la zona productora a través de un oleoducto de 200 km al
mejorador ubicado en el Complejo Industrial José Antonio Anzoátegui, en la costa del
Caribe, como se muestra en la figura 1.1, donde el crudo pesado se mejora a 32°API con
un bajo contenido de azufre. Las operaciones de perforación comenzaron en agosto de
1999. Para el 2009, Petrocedeño cuenta con más de 500 pozos horizontales perforados
sin inconvenientes.
En la Figura 1.1 se muestra la ubicación geográfica de la empresa Petrocedeño
Figura 1.1. Ubicación Geográfica de la empresa mixta Petrocedeño.
Fuente: El Autor (2014)

CAPÍTULO II
MARCO TEÓRICO
2.1.- ANTECEDENTES DE LA INVESTIGACIÓN
A continuación se presentan algunas investigaciones realizadas anteriormente y que
guardan alguna relación con el proyecto a realizar ya que servirán de ayuda en el
desarrollo del mismo.
Hernández, G. (2012) “PROPUESTA DE MEJORAS A LA GESTIÓN DEL
MANTENIMIENTO DE LA FLOTA VEHICULAR DE TRANSPORTE
ADSCRITO A LA GERENCIA TRANSPORTE PDVSA DISTRITO SAN
TOMÉ”, realizado como requisito para optar por el título de Ingeniero Industrial de
la Universidad de Oriente. Núcleo de Anzoátegui. El objetivo principal de este
trabajo consiste en proponer mejoras a la gestión de mantenimiento de la Flota
vehicular de transporte, Distrito San Tome, utilizando una investigación de tipo
proyectiva y un diseño de campo.
Espinoza, J. (2010) “DISEÑO DE UN SISTEMA DE GESTIÓN DE LA
CALIDAD BASADO EN LA NORMA ISO 9001:2008, PARA LA GERENCIA
DE TRANSPORTE, PDVSA-DISTRITO SAN TOMÉ”, Trabajo de Grado
presentado para optar al Título de Ingeniero Industrial, Universidad de Oriente
(U.D.O), Núcleo de Anzoátegui. En este presente trabajo se realizó el Diseño de un
Sistema de Gestión de la Calidad basado en la norma ISO 9001:2008, para la
Gerencia de transporte, PDVSA-Distrito San Tomé. El proyecto se realizó bajo la
modalidad de proyecto factible, apoyado en una investigación de tipo de campo y
documental. El Objetivo general planteado fue: Diseñar un Sistema de Gestión de la
Calidad basado en la norma ISO 9001:2008, se establecieron los indicadores
asociados al Sistema de Gestión de la Calidad, se elaboraron los procedimientos e

instrucciones técnicas para el Sistema de la Gestión de la Calidad, se desarrolló el
Manual del Sistema de Gestión de la Calidad, se representó el plan de la calidad, se
propuso un plan integral de formación y motivación del personal para la implantación
del Sistema de Gestión de la Calidad, y se midió el avance de la implantación del
Sistema de la Gestión de la Calidad. Con la implantación del Sistema de Gestión de la
Calidad, se logró controlar los procesos, establecer la política y los objetivos de la
calidad, asignar responsabilidades, mantener los procedimientos y prolongar la
eficiencia del sistema, garantizando servicios aceptables para el usuario.
Villalba, M. (2009) “DISEÑO DE UN SISTEMA DE INFORMACIÓN
PARA LA GESTIÓN DE MANTENIMIENTO DE UNA EMPRESA DE
SERVICIOS ENERGÉTICOS”. Trabajo de grado presentado para optar al título de
Ingeniero Industrial, Universidad de Oriente (U.D.O), Núcleo de Anzoátegui. El
objetivo del presente trabajo fue diseñar un sistema de información para la gestión de
mantenimiento de la flota vehicular de una empresa de servicios energéticos basado
en la planificación y control de las actividades. Para lograrlo se analizó la situación
actual bajo la metodología del AMEF, que permitió encontrar las debilidades del
sistema y sus causas. Luego se diseñaron herramientas como la orden de trabajo,
planes de mantenimiento preventivo e indicadores de gestión, que junto a las
entrevistas abiertas hechas al personal, definieron los requerimientos necesarios para
corregir las debilidades encontradas y diseñar un sistema de información
computarizado de apoyo a las actividades de mantenimiento. Después se determinó la
entrada, proceso, almacenamiento y salida del sistema de información computarizado
(diseño lógico) para luego establecer las etapas restantes de la implantación del
sistema, y realizar el estudio de costo y posterior evaluación económica,
comprobando la rentabilidad del proyecto propuesto.

2.2.- BASES TEÓRICAS
Según Arias, F. (2006), explica que: “Las bases teóricas comprenden un conjunto de
conceptos y proposiciones que constituyen un punto de vista o enfoque determinado,
dirigido a explicar el fenómeno o problema planteado” (p. 14).
2.2.1.- Proceso
Un proceso es el conjunto de etapas necesarias para llevar a cabo actividades
relacionadas con el logro de un objetivo a su vez coherente con la misión y visión o
los objetivos estratégicos de una organización.
2.2.2.- Estudio
Es el ejercicio de adquisición, asimilación y comprensión para conocer o comprender
algo. Es también el resultado de una investigación donde se han aplicado métodos y
conocimientos; también supone atención concentrada o acción deliberada para
aprender un tema, resolver problemas, progresar en una determinada materia a
comprender.
2.2.3.- Control
Implica la medición de lo logrado en relación con lo estándar y la corrección de las
desviaciones, para asegurar la obtención de los objetivos de acuerdo a lo planificado.
La parte funcional de un sistema que provee una reacción sobre cómo cumple
el sistema sus intenciones y objetivos.
2.2.4.- Control Interno
Control interno se define de manera amplia como un proceso llevado a cabo por el
consejo de administración, la gerencia y otro personal de la organización, diseñado
para proporcionar una seguridad razonable sobre el logro de los objetivos de la
organización clasificados en:
Efectividad y eficiencia de las operaciones.

Confiabilidad de la información financiera
Cumplimiento con las leyes, reglamentos, normas y políticas.
2.2.5.-Control Interno en PDVSA
Se define como el plan de organización y todos los métodos y medidas relacionadas
con el mismo, adoptados para salvaguardar sus activos, garantizar la exactitud,
cabalidad, veracidad y oportunidad de la información presupuestaria, financiera,
administrativa y técnica, promover su eficiencia operativa y coadyuvar el
cumplimiento de las directrices de gestión prescritas.
2.2.6.- Desviación
La palabra desviación está relacionada con el verbo «desviar», que significa salirse
del camino marcado. Una desviación es la violación de una norma social.
2.2.7.- Estructura de Control
Conjunto de leyes, políticas, normas y procedimientos y aspectos organizacionales,
que condicionan la actividad administrativa, debe ser adecuado a la complejidad y
magnitud de la empresa.
2.2.8.-Fallas
Son las principales existencias de falta de control que son superados por el nivel de
riesgos o que son inefectivos para mitigar los riesgos.
2.2.9.- Control Preventivo
Control clave que actúa antes o al inicio de una actividad.
2.2.10.- Control Correctivo
Controles claves que actúan durante el proceso y que permite corregir las
deficiencias.

2.2.11.- Control Detectivo
Controles claves que sólo actúan una vez que el proceso ha terminado.
2.2.12.- Control Ausente
Controles que deberían existir.
2.2.13.- Servicio
Es un conjunto de actividades que buscan responder a las necesidades de un cliente.
Estos incluyen una diversidad de actividades desempeñadas por un crecido número de
funcionarios que trabajan para el estado (servicios públicos) o para empresas
particulares (servicios privados).
2.2.14.-Flota Terrestre
Vehículo de flota liviana y pesada, propia o arrendada por PDVSA.
2.2.15.- Flota Liviana
Vehículos destinados al transporte de personas, equipos y herramientas, incluyendo
los modelos sedan, camionetas pick up, rústico y Van.
2.2.16.- Mantenimiento
Es el conjunto de acciones que permite conservar o restablecer un SP a un estado
específico, para que pueda cumplir un servicio determinado.
2.2.17.- Tipos de Mantenimiento
Entre los tipos de mantenimiento se pueden describir los siguientes:
2.2.17.1.-Mantenimiento Rutinario
Es el que comprende actividades tales como: lubricación limpieza, protección, ajuste,
calibración u otras; su frecuencia de ejecución es esta periodos semanales,

generalmente es ejecutado por los mismo operarios de los SP y su objetivo es
mantener y alargar la vida útil de dichos SP evitando su desgaste.
2.2.17.2.-Mantenimiento Programado
Toma como basamento las instrucciones técnicas recomendadas por los fabricantes,
constructores, diseñadores, usuarios y experiencias conocidas, para obtener ciclos de
revisión y/o sustituciones para los elementos más importantes de un SP a objeto de
determinar la carga de trabajo que es necesario programar. Su frecuencia de ejecución
cubre desde quincenal hasta generalmente periodos de un año. Es ejecutado por las
cuadrillas de la organización de mantenimiento que se dirigen al sitio para realizar las
labores incorporadas en un calendario anual.
2.2.17.3.-Mantenimiento Por Avería o Reparación
Se define como la atención a un SP cuando aparece una falla. Su objetivo es mantener
en servicios adecuadamente dichos sistemas, minimizando los tiempos de parada. Es
ejecutado por el personal de la organización de mantenimiento. La atención a la falla
debes ser inmediata y por tanto no da tiempo a ser “programada” pues implica el
aumento de costos y de paradas innecesarias de personal y equipos.
2.2.17.4.-Mantenimiento Correctivo
Comprende las actividades de tipo encaminadas a tratar de eliminar la necesidad de
mantenimiento, corrigiendo las fallas de una manera integral a mediano plazo. Las
acciones más comunes que se realizan son: modificación de elementos de máquinas,
modificación de alternativas de procesos, cambios de especificaciones, ampliaciones,
revisiones de elementos básicos de mantenimiento y conservación. Este tipo de
actividades es ejecutado por el personal de la organización de mantenimiento y/o por
entes foráneos, dependiendo de la magnitud, costos, especialización necesaria u otros;
su intervención tiene que ser planificada y programada en el tiempo para que su
ataque evite paradas injustificadas.

Este tipo de mantenimiento debe ser realizado tan solo en talleres equipados y
que cuenten con mano de obra calificada, los servicios que han de realizarse por este
tipo de mantenimiento son de reparación de motor completos y de todos los conjuntos
mecánicos que conforman el vehículo tomando en consideración la prioridad de cada
uno de estos.
Este comprende las mejoras realizadas sobre los equipos o sus componentes a
fin de facilitar y realizar adecuadamente el mantenimiento preventivo, en este tipo de
mantenimiento estarían las mejoras efectuadas para solucionar los puntos débiles del
equipo.
2.2.17.5.-Mantenimiento Circunstancial
Este tipo de mantenimiento es una mezcla entre rutinario, programado avería y
correctivo ya que por su intermedio se ejecutan acciones de rutina pero no tiene un
punto fijo en el tiempo para iniciar su ejecución, porque los sistemas atendidos
funcionan de manera alterna; se ejecutan acciones que están programadas en un
calendario anual pero que tampoco tienen un punto fijo de inicio por la razón
anterior; se atienden averías cuando el sistema se detiene, existiendo por supuesto
otro sistema que cumpla su función; y el estudio de la falla permite la programación
de su corrección eliminando dicha avería a mediano plazo. La atención de los SP bajo
este tipo de mantenimiento depende no de la organización de mantenimiento que
tiene a dichos SP dentro de sus planes y programas, sino de otros entes de la
organización del SP, los cuales sugieren aumento en la capacidad de producción,
cambios de procesos, disminución en ventas, reducción de personal y/o turnos de
trabajos.
2.2.17.6.-Mantenimiento Preventivo
El mantenimiento preventivo es el que utiliza todos los medios disponibles, incluso
los estadísticos, para determinar la frecuencia de las inspecciones, revisiones,

sustitución de piezas claves, probabilidad de aparición de averías, vida útil, u otras.
Su objetivo es adelantarse a la aparición o predecir la presencia de las fallas.
Este tipo de mantenimiento puede ser ejecutado normalmente por un taller
debidamente equipado, el mantenimiento se lo realizará una vez transcurrido el
periodo establecido o de trabajo del vehículo; estas actividades de mantenimiento
deben cumplir con el recambio de ciertas piezas, es necesario realizar esta actividad
periódicamente para asegurar un funcionamiento seguro del vehículo ya que se
deterioran con el paso del tiempo, deben recambiarse de acuerdo al programa sin
importar si aparecen o no estar en buenas condiciones; La característica principal de
este tipo de mantenimiento es la de inspeccionar los equipos y detectar las fallas en su
fase inicial, para corregirlas en el momento oportuno, así como definir puntos débiles
de instalaciones, maquinas entre otros.
Ventajas del mantenimiento preventivo:
Confiabilidad, los equipos operan en mejores condiciones de seguridad, ya
que se conoce su estado, y sus condiciones de funcionamiento.
Disminución del tiempo muerto, tiempo de parada de equipos/ máquinas.
Mayor duración de los equipos e instalaciones.
Disminución de existencias en almacén y por lo tanto sus costos, puesto que
se ajustan los repuestos de mayor y menor consumo.
Uniformidad en la carga de trabajo para el personal de mantenimiento debido
a una programación de actividades.
Principios básicos de mantenimiento preventivo
Mantenimiento periódico basado en tiempo
Se trata de actividades básicas que facilitan un funcionamiento consistente y
continuado del equipo, estos procesos son ejecutados en ciclos específicos, por

ejemplo, cada dos o cada seis meses, dependiendo de distintos requisitos como:
estándares de la industria o recomendaciones del fabricante. En este tipo de
mantenimiento se deben cumplir con algunas tareas como inspecciones, limpieza,
reposición y restauración de piezas periódicamente con la finalidad de prevenir
averías.
Mantenimiento basado en condiciones
Para hacer una empresa más competitiva, se necesita una mejor gestión basada en el
mantenimiento preventivo o el mantenimiento basado en condiciones, siempre que se
den las condiciones adecuadas para poder hacerlo.
El mantenimiento predictivo se basa en la utilización de equipos de diagnóstico
y modernas técnicas de procesamiento de señales que evalúan las condiciones del
equipo durante la operación y determinación cuando se precisa mantenimiento. Este
tipo de mantenimiento es considerado de alta fiabilidad ya que es puesto en práctica
en condiciones reales y no en periodos de tiempo.
Planeación basada en condiciones
Sigue los siguientes parámetros:
Contadores de medidas para el equipo.
Creación de Sets de Ciclos de Mantenimiento.
Programación del Plan de Mantenimiento.
Monitoreo del plazo para el Plan de Mantenimiento.
Gestión de la Orden de Mantenimiento.
2.2.17.7.- Mantenimiento Autónomo
Este mantenimiento es básicamente la prevención del deterioro de los equipos y
componentes de los mismos, en esta etapa el usuario asume tareas de mantenimiento
preventivo ya que ellos él es quien interactúa todo el tiempo con el equipo.

El usuario incluye en sus funciones, una limpieza diaria, así como tareas de
mantenimiento preventivo y como consecuencia de la inspección de los puntos clave
del estado de su propio equipo propiciada por estas actividades podrá advertir de las
necesidades de mantenimiento preventivo a cargo del departamento correspondiente.
2.2.17.8.- Mantenimiento Planificado
Es el conjunto ordenado de actividades programadas de mantenimiento, que pretende
alcanzar el objetivo del Mantenimiento Productivo Total en una planta productiva:
cero averías, cero pérdidas y cero accidentes; este conjunto planificado de actividades
se llevará a cabo por personal calificado en tareas de mantenimiento y técnicas de
diagnóstico de equipos.
Está claro que el mantenimiento planificado es una de las actividades clave para
la implantación con éxito del mantenimiento productivo total; sus objetivos son:
Priorizar las actividades de mantenimiento preventivo para reducir las
tareas de mantenimiento correctivo.
Establecer un programa de mantenimiento efectivo para los equipos y
actividades.
Logra la máxima eficiencia económica para la gestión del
mantenimiento, es decir que el mantenimiento y su costo se ajuste a
cada equipo.
El mantenimiento planificado se lleva a cabo con una coordinación de
actividades del mantenimiento especializado que se encuentra a cargo del
departamento de mantenimiento, con las tareas que corresponden al mantenimiento
autónomo que se encarga el personal, de esta forma se integra con aquellas. Ambos
departamentos deben funcionar sincronizados para asegurar un mantenimiento
planificado de alta calidad.
El objetivo de la implantación del mantenimiento planificado será ajustar la
frecuencia de las tareas de mantenimiento que requiere el equipo y llevarlas a cabo en

el momento menos perjudicial para la empresa, y antes de que se transforme en una
avería para el equipo, como por ejemplos: cambio de correas de transmisión,
herramientas de corte, cambios de aceite, entre otros. La implantación de una
mantenimiento eficaz será la adecuada coordinación entre los departamentos
involucrados.
Generalidades del mantenimiento planificado
Encierra las tres formas de mantenimiento:
Mantenimiento basado en tiempo
Mantenimiento basado en condiciones
Mantenimiento de averías
Figura 2.1 Clasificación del Mantenimiento Planificado
Fuente:

La figura anterior muestra la correcta combinación de estos tres componentes
que resultan del mantenimiento planificado efectivo, en ella se expone una
clasificación exhaustiva de los tipos de mantenimiento que se dan dentro de éste.
2.2.18.- Las 5S en la Organización
Por la primera letra de sus palabras en japonés pereciente a cada una de sus cinco
etapas, esta técnica de gestión japonesa basada en cinco principios simples, se inició
en Toyota en los años 1960 con el objetivo de lograr lugares de trabajo mejor
organizados, más ordenados y más limpios de forma permanente para conseguir una
mayor productividad y un mejor entorno laboral, el mantenimiento autónomo se basa
en estos cinco principios que significan:
Seiri: clasificación y organización.
Seiton: orden.
Seiso: limpieza e inspección.
Seiketsu: estandarización o normalización.
Shitsuke: cumplimiento o disciplina.
2.2.18.1.- Organización (Seiri): separar innecesarios
La primera etapa para la implantación del mantenimiento autónomo debe cumplir con
una organización del puesto de trabajo, se pretende que después de esta etapa ya no
haya más que el herramental necesario para la operación o producción en dicho
puesto o sección. Las herramientas de producción deben estar adecuadamente
organizadas, codificadas y en el lugar preciso. De manera tal que los stocks
innecesarios, artículos anticuados y obsoletos, elementos que solo se utilizan de
forma esporádica no debieran estar en la propia zona operativa.
En Japón es habitual incorporar tarjetas rojas para mejorar la organización, de forma
que se etiqueten con ellos aquellos elementos de un área o zona de trabajo sobre cuya

eficacia o necesidad estén en duda, al cabo de un tiempo, sino se han ordenado o no
son necesarias, se eliminan.
2.2.18.2.- Orden (Seiton): situar necesarios
Una vez que se ha determinado que elementos, que repuestos son los realmente
necesarios para el puesto de trabajo, hay que ordenarlos, es importante que en una
zona o área de producción de herramientas y útiles se encuentran en un sitio, los
elementos tangibles en otro, se utilizan archivadores y cajas. Ayuda también mucho a
su fácil localización la delimitación por colores de zonas de trabajo, pasillos, lugares
de descanso, zonas de stocks, y otros.
2.2.18.3.- Limpieza e inspección (Seiso): suprimir suciedad
En el mantenimiento una herramienta importante para el auto almacenamiento es el
aprovechamiento de las operaciones de limpieza que deben realizar los operarios de
producción para llevar a cabo las inspecciones. Se habla intencionadamente de
inspecciones y no de mantenimientos preventivos para no causar confusión en el
personal y poder identificar y eliminar las fuentes de suciedad, y en realizar las
acciones necesarias para que no vuelvan a aparecer, asegurando que todos los medios
se encuentran siempre en perfecto estado operativo. El incumplimiento de la limpieza
puede tener muchas consecuencias, provocando incluso anomalías o el mal
funcionamiento de la maquinaria.
2.2.18.4.- Estandarización (Seiketsu): señalizar anomalías
Los estándares, etiquetas, colores entre los principales, se emplean como
herramientas facilitadoras para el mantenimiento autónomo; aunque aparentemente y
sobre todo desde el punto de vista occidental, la delimitación de zonas por colores, la
fácil interpretación visual de herramientas y medios. Puede no parecerles que tenga
una importancia crucial, en el mantenimiento planificado total si la tiene y de hecho
facilita enormemente las operaciones.

2.2.18.5.- Cumplimiento y disciplina (Shitsuke): seguir mejorando
Las rutinas de limpieza e inspección que se definan conjuntamente con producción,
así como el mantenimiento del orden y la limpieza, son básicas para que el área de
trabajo mantenga los estándares de auto mantenimiento perseguidos en el
mantenimiento planificado total. Asimismo la realización de las rutinas mínimas de
mantenimiento que se definan, a pesar de ser las mínimas imprescindibles y, con la
mayor facilidad posible es preciso que se lleve a cabo una disciplina fuerte. Al hablar
de inspección de niveles, de observaciones de tornillería. Aunque sean muy
evidentes, no se debe pasar por alto.
2.2.19.- Procesos de trabajo
Se considera proceso de trabajo al conjunto de uno o más procedimientos o
actividades vinculados, que colectivamente realizan un objetivo de trabajo o meta
táctica, en el contexto de una estructura organizada definiendo reglas funcionales y
relaciones.
Los procesos de trabajo son actividades operacionales que deben estar
estandarizadas para dar un servicio de calidad y en tiempos reducidos, con la
implantación del mantenimiento planificado total se busca tener una secuencia de
actividades que cumplan de forma adecuada los nuevos procesos, para reducir los
costes de mantenimiento y aumentar la eficiencia de las unidades, teniendo como
finalidad reducción de paradas innecesarias.
2.2.20.- Descripción de los sistemas y subsistemas de los vehículos
Para analizar las partes y componentes que falla en un vehículo, es preferible
descomponerlo en varios sistemas en los que está estructurado, así como también en
sus respectivos subsistemas, con esta técnica se mantiene un orden para
posteriormente jerarquizarlos de acuerdo a la funcionalidad y a los requerimientos de
mantenimiento.

2.2.20.1.- SISTEMA DE MOTOR
El motor de combustión interna de un vehículo nace de la idea del ingeniero alemán
Nikolaus Otto, que transforma la energía químico-térmica en energía mecánica. En el
motor se ingresa un mezcla de aire y combustible dentro del cilindro, que va a ser
quemada para poder incrementar notablemente la presión y generar movimiento
oscilante que permita transmitir la potencia hacia las ruedas y produzca el
movimiento del vehículo.
2.2.20.1.1.- SUBSISTEMA MECÁNICO
Los componentes que contienen los motores mecánicamente son:
Pistón
Camisas
Block del motor
Culata
Cilindro
Junta de culata
Anillos del pistón
Biela
Cigüeñal
Para la mayoría de vehículos, los motores utilizados son los conocidos como los
motores de cuatro tiempos¨, debido a su mecanismo de funcionamiento, a
continuación se detallan los ciclos:

Primer tiempo (Admisión)
Cuando el pistón se encuentra en el PMS (punto muerto superior), permanece abierta
la válvula de admisión y el pistón recorre hacia abajo creando un vacío en el cual se
alojará la mezcla aire-combustible.
Segundo tiempo (Compresión)
Cuando el pistón alcanza el PMI (punto muerto inferior), se cierra la válvula de
admisión mediante un movimiento sincrónico del árbol de levas con el cigüeñal y el
pistón empieza su carrera hacia arriba para comprimir la mezcla de aire combustible.
Tercer tiempo (Explosión)
Al alcanzar el PMS la mezcla aire combustible se encuentra con la mayor presión
posible y por la acción de la chispa que proporciona la bujía, se produce una
explosión que genera un impulso hacia el pistón empujándolo con dirección hacia
abajo permitiendo que se transmita un trabajo mecánico a través de la biela al
cigüeñal.
Cuarto tiempo (Escape)
Mientras el pistón permanece en el PMI, empieza éste a subir y el árbol de levas y el
cigüeñal permiten que se abra la válvula de escape que accede a evacuar los gases
productos de la combustión, de ésta manera y por repetidas veces el motor genera el
movimiento del vehículo.
2.2.20.1.2.- SUBSISTEMA DE INYECCIÓN DE COMBUSTIBLE
Para el funcionamiento del motor se requiere varios componentes que en
conjunto realizan las actividades de ingreso de combustible, éste debe ingresar limpio
y en la cantidad adecuada a la cámara de combustión, a continuación se detallan los
principales componentes:

Depósito de combustible: componente donde se almacena el combustible para
el consumo del vehículo.
Bomba de gasolina: elemento que impulsa el combustible del depósito hacia
el motor.
Filtro de combustible: antes del ingreso de combustible al motor, se debe
colocar un filtro para retener impurezas y evitar su paso hacia el motor.
Inyectores: se encargan de distribuir el combustible en la cámara de
combustión.
Tubería de transmisión: sistemas de ductos y tuberías para el transporte del
combustible desde el depósito hacia el motor.
2.2.20.1.3.- SUBSISTEMA DE DISTRIBUCIÓN
El subsistema de distribución está formado por los elementos que coordinan y regulan
la apertura y cierre de las válvulas al momento exacto para el ingreso de la mezcla
aire combustible como también la salida de los gases postcombustión.
Elementos internos:
Válvulas de admisión: el sistema de válvulas de admisión permite el paso de
aire en la cantidad adecuada para una correcta combustión.
Válvulas de escape: son piezas metálicas que cierran el canal de desalojo de
gases cuando se presenta el ciclo de admisión y compresión y permite la
evacuación de los gases en el ciclo de escape.
Elementos exteriores
Árbol de levas: permite la sincronizada apertura de las válvulas admisión y de
escape.
Balancines: los balancines son unas palancas que transmiten el movimiento
de la leva, bien directamente o a través de los empujadores a las válvulas.

Taqués: estos elementos se interponen entre la leva del árbol y la válvula, bien
directamente o con interposición de una varilla empujadora, según el tipo de
distribución. El taqué sirve para aumentar la superficie de ataque de la leva,
para reducir el desgaste.
Filtro de aire: retiene las impurezas que se encuentran en el aire antes de
ingresar al motor, permitiendo de esta forma entregar aire limpio para mejorar
la calidad de la combustión y alargar la vida útil del motor. Son filtros de
papel especial de tipo seco con una efectividad de recolección de partículas
del 99% con lo cual mejoran el desempeño del motor.
Múltiple de admisión: distribuye en la misma proporción la mezcla de aire
combustible a cada cilindro del motor, si el múltiple se encuentra en buen
estado también ayuda a atomizar la gasolina.
2.2.20.1.4.- SUBSISTEMA DE ESCAPE
El subsistema de escape permite el arrastre de los gases producidos por la combustión
en el interior de los cilindros.
Los elementos que intervienen en el subsistema de escape son:
Múltiple de escape: se encarga de recolectar los gases productos de la
combustión en la cámara de escape.
Tubo de escape: direcciona la evacuación de los gases hacia la atmósfera, en
un auto se puede tener una o dos líneas de escape de los gases.
Catalizador: modifica las composiciones químicas de los gases antes de que
salgan a la atmósfera, es indispensable que los vehículos los posean debido a
las regulaciones ambientales.
Silenciador: pueden ser de tipo cámara o en espiral, tienen la misión de
reducir el ruido provocado por el motor del automóvil en la evacuación de los
gases producto de la combustión.

2.2.20.1.5.- SUBSISTEMA DE LUBRICACIÓN
Las piezas mecánicas que están sujetas a movimientos cíclicos, deben estar
correctamente lubricadas para alargar la vida útil de las mismas así como evitar el
desgaste excesivo.
Objetivos de la lubricación:
Evitar el contacto directo entre metales.
Refrigerar las partes lubricadas.
Facilitar la movilidad de las piezas lubricadas.
Limpiar las piezas lubricadas.
El sistema de lubricación empieza con la bomba de aceite que transporta el
fluido por la parte interna del motor donde por el movimiento de las piezas obtiene la
energía necesaria para alojarse por todas las cavidades del conjunto. Mediante el
movimiento de giro, se producen salpicaduras que ayudan al desempeño de las
funciones de lubricación.
Partes lubricadas:
Cigüeñal
Biela
Pistón
Árbol de levas
Levas
Varillas de balancines
Válvulas (de admisión y escape)
Eje de balancines

2.2.20.1.6.- SUBSISTEMA DE REFRIGERACIÓN
Los sistemas automotrices actuales basan su sistema de enfriamiento en algún tipo de
refrigerante líquido, que al estar en contacto con las paredes del motor conducen el
calor a través de conductos que reducen la temperatura mediante procesos de
transferencia de calor por convección.
Tabla 2.1 Elementos y funciones del sistema de refrigeración
ELEMENTOS FUNCIÓN
Bomba de Agua Proporcionar la energía para que el fluido se transporte por el motor.
Camisas de Agua Contener el líquido alrededor de los cilindros y la cámara de
combustión.
Depósito del liquido Almacenar el líquido refrigerante
Ventilador Proporcionar un flujo de aire que transmite al radiador
Termostato Mantener una adecuada temperatura del motor
Calefactor Ayudar al calentamiento del líquido para el arranque en frío
Conductos (mangueras) Conducir el líquido por el sistema de refrigeración
Radiador Permitir el proceso de transferencia de calor para el enfriamiento
Fuente: Elaboración Propia (2014)
2.2.20.2.- SISTEMA BASTIDOR CARROCERÍA
El bastidor consiste en la estructura robusta que está destinada a soportar los sistemas
y subsistemas del vehículo así como la sujeción de la carrocería. La carrocería
contiene a los elementos, generalmente metálicos, dispuesta sobre el bastidor para
resguardar dentro de sí los componentes del vehículo, tanto la forma y la disposición
del bastidor como de la carrocería depende del tipo de trabajo que está destinado a
desempeñar el vehículo.
Sistema Bastidor Carrocería Auto Portante
Consiste en una sola estructura rígida principalmente utilizada en vehículos livianos,
la cual está unida generalmente por medio de soldadura de punto o de cordón, el
diseño de este tipo de estructura es con la finalidad de distribuir los esfuerzos y la
reducción significativa del peso el vehículo.

2.2.20.3.- SISTEMA DE TRANSMISIÓN
El sistema de transmisión es el conjunto de elementos que tiene la misión de hacer
llegar el giro del motor hacia las ruedas motrices.
Con este sistema también se consigue variar la relación de transmisión entre el
cigüeñal y las ruedas. Esta relación varía en función de las circunstancias del
momento (carga transportada y el trazado de la calzada). Según como intervenga la
relación de transmisión, el eje de salida de la caja de velocidades (eje secundario),
puede girar a las mismas revoluciones, a más o a menos que el cigüeñal.
Tipos de Transmisión
MOTOR DELANTERO Y PROPULSIÓN TRASERA
Consiste en que el motor se encuentra ubicado en la parte delantera del
vehículo, y el movimiento es transmitido hacia las ruedas que se encuentran en la
parte posterior.
MOTOR TRASERO Y PROPULSIÓN TRASERA
El motor se encuentra ubicado en la parte trasera, donde el movimiento
suministrado por el motor se hace llegar a las ruedas de forma más directa.
MOTOR DELANTERO Y TRACCIÓN DELANTERA
Es un tipo de transmisión donde el motor se está directamente conectado al
embrague y diferencial todos ubicados en la parte delantera del vehículo.
MOTOR DELANTERO O TRASERO Y TRACCIÓN TOTAL 4x4
Fusiona los tipos de transmisiones de motor delantero o trasero con tracción
delantera y posterior, repartiendo la potencia a todas las ruedas del vehículo.

ELEMENTOS DEL SISTEMA DE TRANSMISIÓN
EMBRAGUE
Es un componente que se encarga de conectar y desconectar el movimiento que es
producido por el motor hacia la caja de cambios y al resto del vehículo.
CAJA DE VELOCIDADES
Su funcionalidad es regular la relación de transmisión, de la potencia suministrada
por el motor hacia el árbol de transmisión.
ÁRBOL DE TRANSMISIÓN
Permite transmitir el movimiento en forma de giro desde la caja de velocidades hacia
el diferencial y de allí hacia las ruedas.
JUNTAS DE TRANSMISIÓN
Son elementos que transmiten el par motor cuando se presentan condiciones de
desfases angulares entre 15 y 20 grados.
2.2.20.4.- SISTEMA DE FRENOS
FRENOS DE DISCO
Los frenos de disco son ubicados en la parte delantera del vehículo, para
generar una freneada más energética debido a que por su diseño poseen mayor grado
de ventilación lo que produce una mejor trasformación de energía cinética en
calórica.

Tabla 2.2 Elementos y funciones del freno de disco
ELEMENTOS FUNCIÓN
Disco de frenado Recibir la presión de frenado
Mordaza Sujetar el pistón
Perno de montaje Sujetar la mordaza al sistema
Pastilla Generar fricción para reducir el movimiento del disco
Perno pasador de guía de
mordaza
Guiar la mordaza al momento del montaje
Clavijas de retención Evitar las vibraciones durante el frenado
Pistón de mordaza Generar la presión para entrar en contacto entre las pastillas y
el disco
Fuente: Elaboración Propia (2014)
FRENOS DE TAMBOR
Los frenos de tambor se encuentran ubicados en la parte posterior del vehículo, donde
la fuerza de frenado se produce por el accionamiento del bombín de doble pistón el
cual desplaza las zapatas contra las paredes internas del tambor.
Tabla 2.3 Elementos y funciones del freno de Tambor
ELEMENTOS FUNCIÓN
Tambor Soportar la presión de frenado
Frenos de estacionamiento Retener las ruedas traseras del vehículo
Cilindro auxiliar o de rueda Sujetar las zapatas y las presiona hacia el tambor
Zapata Generar la fricción de contacto con el tambor
Resorte de recuperación Colocar en su posición inicial las zapatas, cesada la presión
de frenado
Ajustador de frenos Ajustar las zapatas de freno
Fuente: Elaboración Propia (2014)
2.2.20.5.- SISTEMA DE SUSPENSIÓN
Las funciones del sistema de suspensión de un vehículo son sostener el peso del
mismo, absorber las sacudidas de marcha, permitir al conductor dirigir el vehículo
eficientemente y proporcionar confort y seguridad a sus ocupantes. Cuando este
sistema trabaja correctamente, se ejecutan cuatro tareas básicas:
1. Mantener en contacto las llantas en el camino y altura de marcha.
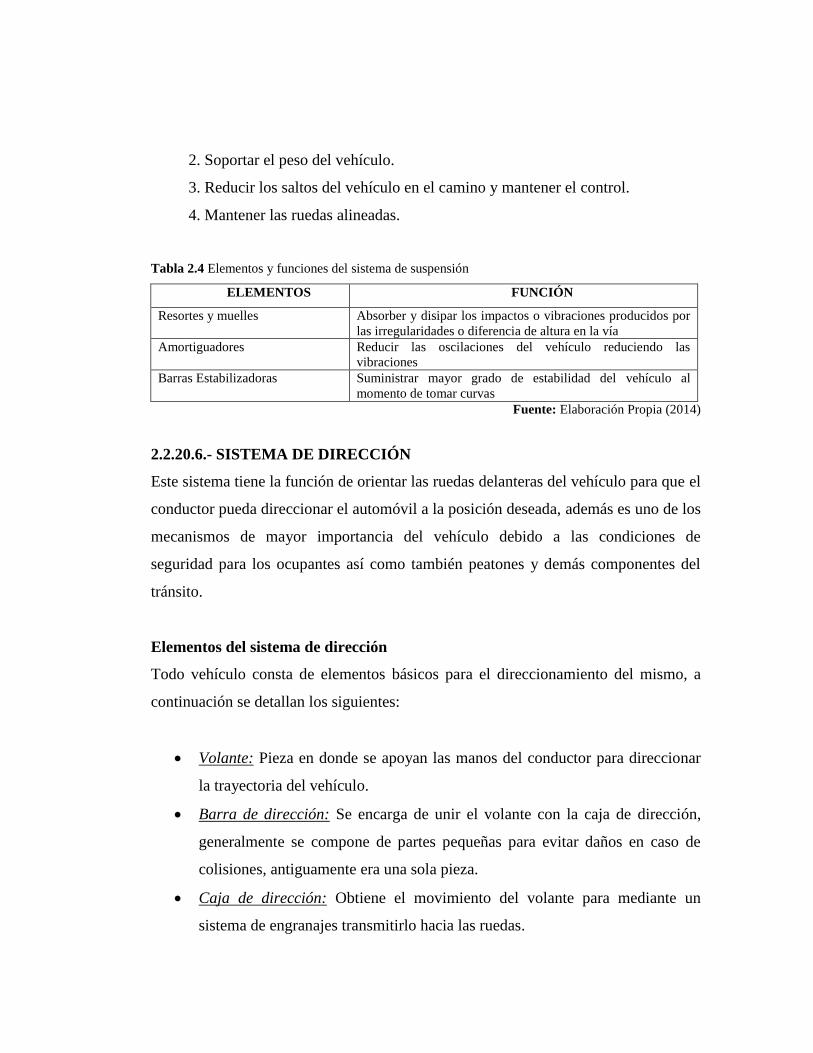
2. Soportar el peso del vehículo.
3. Reducir los saltos del vehículo en el camino y mantener el control.
4. Mantener las ruedas alineadas.
Tabla 2.4 Elementos y funciones del sistema de suspensión
ELEMENTOS FUNCIÓN
Resortes y muelles Absorber y disipar los impactos o vibraciones producidos por
las irregularidades o diferencia de altura en la vía
Amortiguadores Reducir las oscilaciones del vehículo reduciendo las
vibraciones
Barras Estabilizadoras Suministrar mayor grado de estabilidad del vehículo al
momento de tomar curvas
Fuente: Elaboración Propia (2014)
2.2.20.6.- SISTEMA DE DIRECCIÓN
Este sistema tiene la función de orientar las ruedas delanteras del vehículo para que el
conductor pueda direccionar el automóvil a la posición deseada, además es uno de los
mecanismos de mayor importancia del vehículo debido a las condiciones de
seguridad para los ocupantes así como también peatones y demás componentes del
tránsito.
Elementos del sistema de dirección
Todo vehículo consta de elementos básicos para el direccionamiento del mismo, a
continuación se detallan los siguientes:
Volante: Pieza en donde se apoyan las manos del conductor para direccionar
la trayectoria del vehículo.
Barra de dirección: Se encarga de unir el volante con la caja de dirección,
generalmente se compone de partes pequeñas para evitar daños en caso de
colisiones, antiguamente era una sola pieza.
Caja de dirección: Obtiene el movimiento del volante para mediante un
sistema de engranajes transmitirlo hacia las ruedas.

Biela: En la salida de la caja de transmisión esta pieza se une con la varilla
principal de dirección. (sólo se encuentra en direcciones de bolas
recirculantes).
Varilla central: Recibe el movimiento procedente de la caja de dirección para
llevarlo a los terminales de dirección.
Dirección asistida hidráulica: los vehículos contemporáneos facilitan la
conducción mediante una dirección hidráulica la cual mediante aceite
transmite de mejor manera las fuerzas que se requieren para direccionar las
ruedas del automóvil.
2.2.20.7.- SISTEMA ELÉCTRICO-ELECTRÓNICO
El sistema eléctrico se encarga de la generación y repartición de la energía
eléctrica a los diferentes componentes del automóvil en los que basan su
funcionamiento, como los distintos tipos de luces, arranque del motor, generación de
chispa en las bujías, bocina, accesorios y demás componentes.
La energía eléctrica cuando el motor se encuentra apagado proviene
directamente de la batería mientras que cuando éste se encuentra encendido proviene
del alternador.
COMPONENTES DEL SISTEMA ELÉCTRICO
Entre los principales componentes que requiere un vehículo para su
funcionamiento eléctrico se encuentran:
La batería: es un acumulador de carga eléctrica, generalmente son de 12
[Volts] y capacidades de 40, 60 ó 90 [Amperios/hora], que en su interior
poseen placas de plomo sumergidas en una mezcla de agua con ácido
sulfúrico.

Caja de fusibles: los autos generalmente poseen dos cajas de fusibles, una
para los componentes principales del motor y otra para los accesorios y luces
del vehículo, que mayoritariamente dejan de funcionar cuando se ha
producido un cortocircuito en el sistema eléctrico.
El alternador: este aparato genera corriente eléctrica cuando el motor se
encuentra girando, mediante una correa acoplada, además se encarga de
cargar la batería ya que en el arranque del vehículo ésta sufre una descarga de
energía considerable.
El regulador de voltaje: en algunos autos modernos ya viene incorporado
dentro del alternador, en los que no, es una caja con varios relés cuya función
es la de mantener estable el voltaje proveniente del alternador en alrededor de
los 14 [Volts].
Luces y accesorios: las luces y botones de mando requieren de energía
eléctrica que tienen cabida en el confort y seguridad del vehículo como luces
de parqueo, luces medias y altas, bocina o pito, limpia parabrisas, luces de
dirección, accesorios como radio, calefacción, entre otros.
El motor de arranque: es un motor eléctrico con piñón que se engancha y
desengancha del volante del motor en el momento de generar el arranque del
vehículo consumiendo gran cantidad de energía eléctrica de la batería.
COMPONENTES DEL SISTEMA ELECTRÓNICO
El componente principal es el módulo de control que tienen los automóviles
conocidos también como la computadora a bordo, y los distintos tipos de sensores
que ésta controla.
Módulo de control: este dispositivo utiliza todas las señales provenientes de
los distintos tipos de sensores que se encuentran ubicados en diferentes partes

del automóvil con la finalidad de optimizar su funcionamiento, existen
sensores para el control de:
Ingreso de combustible
Capacidad de aceite
Sistema de frenos
Temperatura de funcionamiento
Ingreso de aire
Arranque del vehículo
Sincronización de válvulas, entre otras.
2.2.20.8.- SISTEMA DE RUEDAS Y NEUMÁTICOS
Realizan el desplazamiento del vehículo por el contacto directo de las ruedas con el
pavimento, brindando una adecuada adherencia, también soportan en forma directa el
peso total vehículo, encontrándose también sometidas a altas presiones y elevadas
temperaturas.
2.2.21.- Flujograma de Procesos
Los flujogramas de proceso son representaciones gráficas que permiten identificar
actividades asociadas a los procesos considerados en un estudio determinado con la
finalidad de determinar y evaluar los controles preventivos, correctivos, defectivos o
ausentes. El Flujograma consiste en expresar gráficamente las distintas operaciones
que componen un procedimiento o parte de este, estableciendo una secuencia
cronológica. Su importancia reside en que ayuda a representar gráficamente un
procedimiento o parte de este para ser analizado ya que este representa el flujo de la
información en proceso.
El flujo informativo debe circular en todos los sentidos: ascendente,
descendente, horizontal y transversal. La información debe ser clara y con un grado
de detalle ajustado al nivel decisional. Se debe referir tanto a situaciones externas
como internas, a cuestiones financieras como operacionales. Para el caso de los

niveles directivo y gerencial, los informes deben relacionar el desempeño del
organismo o competente, con los objetivos y metas fijados.
Es fundamental para la conducción y control de organismo disponer de la
información satisfactoria, en tiempo y en el lugar necesario. Por ende, el diseño del
flujo informativo y su posterior funcionamiento acorde, deben constituir
preocupaciones centrales para los responsables del organismo. El uso y aplicación del
Flujograma constituye un verdadero apoyo a las decisiones.
2.2.21.1.- Uso de los flujogramas en los procesos
En la realización de los estudios de procesos se usan para conocer y delimitar el
proceso en estudio, porque gráficamente se puede analizar mejor el flujo de la
información.
En un Flujograma se reflejan los pasos secuenciales de un proceso o actividad y
las relaciones existentes entre ellos, proporcionando una idea concisa del sistema de
la entidad con el objeto de:
Descubrir vacíos o ausencias que son fuentes de problemas.
Simplificar el trabajo de análisis del proceso
Facilitar la distribución y visualización física
Redistribuir funciones cuando sea necesario
Identificar fallas y oportunidades de mejoramiento
En este sentido el Flujograma del proceso que se quiera estudiar debe ser
solicitado desde el inicio del estudio, para poder evaluar los controles a medida que se
conoce mejor el desenvolvimiento de las actividades que hacen posible el proceso.
Asimismo, puede darse el caso de que al solicitar el Flujograma al custodio o
punto focal designado como apoyo para la realización del estudio de proceso no se
consiga la información expresada en un diagrama de flujo. En este caso el analista de
prevención debe realizar el Flujograma junto con el custodio basándose en los

procedimientos existentes y en la cotidianidad del proceso; esto permite, además,
desde la creación del mismo identificar las fallas y ausencia de controles.
Cuando se realice un Flujograma desde cero se debe utilizar el modelo de
funciones cruzadas; a modo general este tipo de diagramas muestra las relaciones
existentes entre los procesos y los departamentos de una organización. En este caso
cada columna representa una unidad de negocio y los cruces representan el modo en
que fluye la información entre éstas.
2.2.21.2.- Simbología utilizada en los Flujogramas de proceso
Existen diferentes simbologías al hablar de la realización de diagramas de flujo; sin
embargo, en el desarrollo de los flujogarmas para estudios de proceso se recomienda
usar la siguiente correspondiente al “American National Standard Institute (ANSI)”,
usada para describir procedimientos tal como se muestra en la tabla 2.5.
Símbolo Uso
Principio y/o terminación del diagrama: este
símbolo representa tanto la disponibilidad de la
información para su procesamiento de entrada
(Inicio), como la mención de que la información
ya ha sido procesado (Fin)
Actividad u operación: se utiliza siempre que
una actividad o grupo de ellas tengan como
objetivo u cambio, ya sea en el valor, forma o
disposición de la información
Conector de páginas: este símbolo se utiliza
siempre que las condiciones físicas del diagrama
obligue a interrumpir el graficado de la
información que se tiene y deba seguirse el
diagrama en otro lugar, o bien cuando interese
unir informaciones aisladas.

Símbolo Uso
Conector interno entre unidades de negocio:
permite conectar actividades o formatos con
otras actividades dentro del Flujograma.
Documento: el símbolo se utilizará cuando se
desee representar un documento cualquiera.
Puede ser una forma, un control, una ficha, un
listado, entre otros (excluidas la tarjeta
perforadora y la cinta magnética). Siempre que
un documento tenga varias copias, estas deberán
presentarse dentro del diagrama y numerarse
con cero el original: una para la copia y así
sucesivamente.
Documento con copia: se utilizará cuando se
desee representar un documento con sus
respectivas copias, estas se enumeran, y
mediante un conector se indica la unidad de
negocio a la cual serán dirigidas.
Dirección de flujo: este símbolo se utiliza
cuando se requiere registrar la conexión de
símbolos, señalando el flujo y orden en que se
deben realizar las distintas operaciones.

CAPÍTULO III
MARCO METODOLÓGICO
En todo estudio, es necesario precisar los lineamientos de acción que orienten a la
captura y análisis de la información relacionada con el problema planteado, como
parte del proceso de investigación. Por esta razón, se presenta la formulación del
marco metodológico, con el fin de explicar los aspectos requeridos para el logro de
los objetivos planteados en el estudio.
3.1.- TIPO DE INVESTIGACIÓN
Sabino Carlos (2005) en su libro “el proceso de la investigación” plantea:
“Las investigaciones descriptivas utilizan criterios sistemáticos que
permiten poner de manifiesto la estructura o el comportamiento de los
fenómenos en estudio, proporcionando de este modo información
comparable con la de otras.”
La investigación es de tipo descriptiva, ya que se conocen las situaciones que
presentan el servicio de mantenimiento de la flota vehicular en el área de producción,
a través de una descripción exacta de las actividades y el proceso que se lleva en la
Gerencia de Servicios Generales de PDVSA Petrocedeño; este tipo de estudio utiliza
las siguientes modalidades para la recolección de información: la observación,
entrevistas, entre otros.

3.2.- DISEÑO DE LA INVESTIGACIÓN
Sabino, C. (2005) define “La investigación de campo constituye un proceso sistemático,
riguroso y racional de recolección, tratamiento, análisis y recolección de datos, basado en
una estrategia de recolección directa de la realidad de las informaciones necesarias para la
investigación”.
El diseño de investigación es de campo, ya que representa el resultado del análisis
sistemático del problema, tomando en consideración sus causas y efectos los cuales
permitirán desarrollar acciones para la optimización del servicio de mantenimiento de la
flota vehicular en el área de producción. Dicho resultado se basará en informaciones
obtenidas directamente de la realidad, por medio de observaciones y entrevistas no
estructuradas.
3.3.- POBLACIÓN Y MUESTRA.
Así como lo explica Arias, F. (2006) “La población, o en términos más precisos población
objetivo, es un conjunto finito o infinito de elementos con características comunes para los
cuales serán extensivas las conclusiones de la investigación. Esta queda delimitada por el
problema y por los objetivos en estudio”. (p.81).
De esta manera la población de esta investigación es del tipo finita, ya que se conoció
la cantidad de equipos a estudiar, los cuales se encuentran ubicados en el departamento de
mantenimiento de la empresa Petrocedeño filial de PDVSA.
En la Tabla 3.1 se pueden observar el total de los vehículos que asisten al taller de
mantenimiento
Tabla 3.1. Población de equipos.
EQUIPO CANTIDAD
Camionetas Modelo Pick - Up Veintiocho (28)
Total de Equipos Veintiocho (28)
Fuente: El Autor (2014)

De igual forma se tomó la población humana, la misma estuvo conformada por el
personal necesario en el proceso de mantenimiento, el cual está integrado por: (ver tabla
3.2):
Tabla 3.2. Población humana.
PERSONAL CANTIDAD
Supervisor administrativo Uno (01)
Supervisor de Área uno (01)
Mecánico dos (02)
Engrasador uno (01)
Lavador uno (01)
Total de Personal Cinco (06) Fuente: El Autor (2014)
Según Arias, F. (2006) “La muestra es un subconjunto representativo y finito que se
extrae de la población accesible”. (p.83).
La muestra de esta investigación, tanto para la población de equipos así como la
humana, estuvo representada por el 100% de la población. Eso se debe a que la población
es finita.
3.4.- TÉCNICAS DE RECOLECCIÓN Y ANÁLISIS DE DATOS
Se desarrollan a continuación las técnicas de recolección de datos utilizados en esta
investigación y posterior a esto, se describen las técnicas de análisis de datos para luego,
finalmente explicar el desarrollo sistémico de los objetivos planteados.
3.4.1.- Técnicas e instrumentos de recolección de datos
Las técnicas de recolección de datos consisten en un conjunto de pasos a seguir para la
recopilación de información.
Dentro de las técnicas de recolección de datos están la revisión documental,
observación, entrevista (estructurada y no estructurada), entre otras. La técnica que se
utilizó para el desarrollo del proyecto fue la observación directa y la entrevista no
estructurada, la cual será empleada para verificar los resultados de las demás técnicas de

recolección de datos aplicadas y de igual forma permitirá que el investigador se relacione
directamente con la situación problema.
3.4.1.2.- Recopilación Bibliográfica
De acuerdo con lo expresado por Arias, F (2006), la recopilación bibliográfica: consiste en
ponerse en contacto con esa parte de la realidad que se ha de investigar, a través de los que
otros vieron o estudiaron en ella. Los documentos son hechos o rastros de algo que ha
pasado, como testimonios que proporcionarán información, datos o cifras que constituyan
un tipo de material útil para el estudio de investigación (p.75).
Es la recopilación y revisión de materiales bibliográficos que están íntimamente
asociados con el tema a desarrollar, utilizando como herramienta de apoyo tesis de grado,
Internet, Normas entre otros; con el propósito de obtener una base teórica más amplia.
3.4.1.3.-Entrevistas no estructuradas
La entrevista se conoce como una forma verbal de cuestionario, de acuerdo a lo definido
por Sabino (2005): se utilizan para recabar información en forma verbal, a través de
preguntas que propone el analista. Quienes responden pueden ser gerentes o empleados, los
cuales son usuarios actuales del sistema existente, usuarios potenciales del sistema
propuesto o aquellos que proporcionarán datos o serán afectados por la aplicación
propuesta (p.77).
En el desarrollo del proyecto fue necesario recurrir a diferentes personas como fuente
de información para conocer todo lo concerniente a los procesos, actividades y
mantenimientos que se llevan a cabo en el Servicio de Mantenimiento de la Flota Vehicular
Liviana de PDVSA Petrocedeño.
3.4.2.4.- Observación Directa
De acuerdo con Arias (1999) la observación directa es: “Aquella donde se tienen un
contacto directo con los elementos o caracteres en los cuales se presenta el fenómeno que
se pretende investigar, y los resultados obtenidos se consideran datos estadísticos

originales” (p.75).
A través de ésta técnica se quiere constatar las evidencias de los procedimientos y
otros elementos útiles para el desarrollo de la investigación. El procedimiento consistió en
revisión de documentos así como la observación de las diferentes actividades que se
realizan en el área.
4.4.2.- Técnicas de Análisis de Datos.
4.4.2.1.- Diagramas Gantt
El diagrama de Gantt, gráfica de Gantt o carta Gantt es una herramienta gráfica cuyo
objetivo es mostrar el tiempo de dedicación previsto para diferentes tareas o actividades a
lo largo del tiempo total determinado del proyecto. Este diagrama se utilizó con la finalidad
de representar las diferentes etapas o fases, tareas y actividades programadas como parte
del proyecto en estudio, el cual facilitó el control del mismo.
4.4.2.2.- Análisis de falla
El origen de una falla depende en forma general de una serie de elementos que representan
mecanismos los cuales conllevan a su formación. Tales mecanismos se encuentran
enmarcados en la figura 3.1.
Figura 3.1. Mecanismos de origen de una falla.
Fuente: Hurtado, J.
DISEÑO
INEFICIENTE
MANTENIMIENTO
INEFICIENTE
ERROR DE
ENSAMBLAJE
PROCEDIMIENT
O DE OPERACIÓN
DEFECTOS DEL
MATERIAL
AMBIENTE DE
OPERACIÓN
FALLA

El análisis de falla fue empleado durante la etapa 3, donde se procedió a realizar un
estudio detallado de las fallas presentes en el Servicio de Mantenimiento de la Flota
Vehicular Liviana de la Empresa Mixta Petrocedeño Producción y determinar su impacto
en las unidades y por ende en el proceso visto desde un ángulo económico.
4.4.2.3.- Análisis técnico de fallas
Para la realización del Análisis Técnico de Fallas, se utilizó como técnica, el Diagrama de
Causa-Efecto, también conocido como Espina de Pescado por la forma como se representa
el problema y sus causas.
El Diagrama Causa-Efecto consiste en una representación gráfica sencilla en la que
puede verse de manera relacional una especie de espina central, que es una línea en el plano
horizontal, representando el problema a analizar, que se escribe a su derecha. Es una de las
diversas herramientas surgidas a lo largo del siglo XX en ámbitos de la industria y
posteriormente en el de los servicios, para facilitar el análisis de problemas y sus soluciones
en esferas como lo son; calidad de los procesos, los productos y servicios.
El problema analizado puede provenir de diversos ámbitos como calidad de
productos y servicios, fenómenos sociales, organización, entre otros. A este eje horizontal
van llegando líneas oblicuas, como las espinas de un pez, que representan las causas
valoradas como tales por las personas participantes en el análisis del problema. A su vez,
cada una de estas líneas que representa una posible causa, recibe otras líneas
perpendiculares que representan las causas secundarias. Cada grupo formado por una
posible causa primaria y las causas secundarias que se le relacionan forman un grupo de
causas con naturaleza común. Este tipo de herramienta permite un análisis participativo
mediante grupos de mejora o grupos de análisis, que mediante técnicas como por ejemplo
la lluvia de ideas, sesiones de creatividad, y otras, facilita un resultado óptimo en el
entendimiento de las causas que originan un problema, con lo que puede ser posible la
solución del mismo.

3.5.- DESARROLLO SISTÉMICO DE LOS OBJETIVOS
Para el logro de los objetivos establecidos en este trabajo, se realizaron varias etapas, las
cuales serán explicadas a continuación:
Etapa 1. Revisión bibliográfica
En este período consiste en consultar la bibliografía y otros materiales útiles de interés para
el estudio, con el propósito de extraer y recopilar información relevante y necesaria referida
al problema planteado. Para esto se dispuso de diversas fuentes de documentación y todas
aquellas informaciones adicionales necesarias para la elaboración del proyecto, tales como
libros, revistas científicas, documentos técnicos, tesis de grado, Normas, presentaciones
técnicas, y cualquier información relacionada con el tema.
Etapa 2. Descripción del proceso actual del Servicio de Mantenimiento a la Flota
Vehicular Liviana de la Empresa Mixta Petrocedeño
En esta etapa se describieron las actividades relacionadas al proceso actual del servicio y se
visualizaron los procedimientos que tiene la Superintendencia de Servicios Logísticos y el
Departamento de Flota Vehicular Liviana, una vez obtenidos los datos mediante la
observación directa y la entrevista no estructurada se plantearon las acciones
correspondientes para la mejora del servicio.
Etapa 3. Análisis de las fallas presentes en el Servicio de Mantenimiento de la Flota
Vehicular Liviana de la Empresa Mixta Petrocedeño Producción
En esta etapa se analizaron las fallas presentes en el Servicio de Mantenimiento de la Flota
Vehicular, mediante la técnica de análisis de fallas utilizando a su vez como herramienta el
diagrama causa efecto, determinando sus impactos, frecuencias y causas que afectan el
cumplimiento de los objetivos de este Servicio.

Etapa 4. Establecimiento de los Controles Detectivos, Preventivos y Correctivos en el
Servicio de Mantenimiento de la Flota Vehicular Liviana de Petrocedeño Producción
Una vez conocido el proceso actual del servicio de mantenimiento de la flota vehicular
liviana se establecieron los Controles Detectivos, Preventivos y Correctivos
correspondientes con la finalidad de mejorar el servicio. Estos controles se establecieron
mediante el conocimiento del resultado del análisis de fallas, la observación directa y la
entrevista no estructurada.
Etapa 5. Propuesta de acciones de mejoras en el Servicio de Mantenimiento de la
Flota Vehicular Liviana de Petrocedeño Producción.
Después de haber revisado y evaluado todo el proceso del Servicio de Mantenimiento de la
Flota Vehicular Liviana de la Empresa Mixta Petrocedeño, se recomendaron acciones
tendentes a optimizar los controles del proceso.
Etapa 6. Redacción y presentación de tesis de Grado
Esta última etapa consistió en redactar el trabajo de grado, analizando previamente los
resultados obtenidos, elaborando conclusiones y recomendaciones pertinentes a cada etapa
del cumplimiento de los objetivos antes planteados. Las mismas se realizaron bajo la
supervisión y guía del Asesor Académico y el Asesor Industrial, para posteriormente ser
presentada a las Gerencias correspondientes de Petróleos de Venezuela S.A, y en la
Universidad de Oriente, Núcleo de Anzoátegui, Extensión Región Centro Sur, como
requisito parcial para optar al Título de Ingeniero Industrial.

CAPÍTULO IV
ANÁLISIS DE LOS RESULTADOS
4.1.- DESCRIPCIÓN EL PROCESO ACTUAL DEL SERVICIO DE
MANTENIMIENTO DE LA FLOTA VEHICULAR LIVIANA DE LA
EMPRESA MIXTA PETROCEDEÑO PRODUCCIÓN.
Para el desarrollo de este objetivo se consideró necesario realizar un análisis a los
lineamientos básicos por lo que se rigen durante la ejecución del servicio de
mantenimiento, y de esta forma definir aspectos importantes con respecto a los
procedimientos generales aplicados.
4.1.1.- Aspectos importantes sobre el servicio de mantenimiento
En Petrocedeño filial PDVSA, se manejan dos tipos de mantenimiento:
Correctivo
Preventivo
El primero, correctivo, es el que predomina en la gestión del departamento de
mantenimiento, donde se intervienen los sistemas bombeo, mezcla y demás equipos
para reparar una falla que ya se ha producido.
El mantenimiento preventivo, consta de una lista de inspección trimestral donde
se percibe el estado de componentes de los equipos pesados y son reemplazados si es
necesario. Este se complementa con un mantenimiento rutinario que se realiza antes y
después de cada operación donde interviene el equipo.
Bajo un contrato establecido entre el taller de mantenimiento y la empresa se
ofrecen los siguientes servicios:

Mantenimiento Preventivo A: comprende el mantenimiento preventivo menor
(revisión de puntos generales como frenos, niveles de fluidos, rodamientos, cambio
de aceite y filtro, entre otros)
Mantenimiento Preventivo B: es una revisión un poco más profunda e
involucra revisión de motor y sus piezas así como transmisión y demás.
Lavado Menor: lavado y aspirado de los vehículos.
Lavado Mayor: lavado de motor, transmisión, chasis, entre otros.
Reparaciones Mayores: responde a fallas mecánicas bien sea reportadas por
los usuarios o detectadas durante los preventivos A y B, las cuales son validadas por
el Supervisor de área.
Servicios de Grúa: en las rutas de Pariaguán – San Diego – El Tigre.
En el taller de mantenimiento laboran seis (06) personas las cuales se
encuentran distribuidas en sus cargos de la siguiente manera: un (01) Supervisor
administrativo, un (01) supervisor de área, dos (02) mecánicos y dos (02) ayudantes.
Los cuales trabajan en jordanas ordinarias de lunes a viernes en horarios de ocho (08)
horas.
Las actividades de mantenimiento en su mayoría son realizadas por los
mecánicos del área perteneciente a una empresas externas contratada. Los trabajos
son distribuidos en el personal de la siguiente manera:
Para reparaciones de media complejidad, mantenimiento preventivo de
equipos pesados en las locaciones de pozo donde participan, asistirán personal
locales fijos de planta.
Para realizar mantenimiento rutinario y actividades como pintura, electricidad,
limpieza, reparación, entre otros, asistirán personal locales contratados de
planta.

Para los servicios preventivos y correctivos de unidades livianas asó como
reparaciones de complejidad, asistirá el personal de taller externo.
LA finalidad de prestar el servicio de mantenimiento se basa en alcanzar la
mayor disponibilidad de vehículos livianos de la flota de Petrocedeño y de esta
manera contribuir con la continuidad de las operaciones de la empresa mixta. Además
es importante saber que todo esto está basado en objetivos bien definidos los cuales
son:
Ejecutar los mantenimientos preventivos y correctivos de manera oportuna y
de conformidad a lo solicitado por las unidades requerientes.
Asegurar la calidad del servicio o de las intervenciones a las unidades de la
flota vehicular.
Optimizar los recursos presupuestados para la ejecución del servicio mediante
el uso racional de los mismos y el apego a la volumetría establecida en el
alcance del contrato.
4.1.2.- Procedimiento de mantenimiento aplicado a la flota vehicular
La flota vehicular está constituida por veintiocho (28) unidades modelo pick-up, las
cuales son sometidas constantemente a servicios severos debido a la naturaleza de las
locaciones donde se desenvuelven las operaciones realizadas por el personal.
Estas unidades son asignadas a los departamentos de: seguridad, operaciones,
mantenimiento e ingeniería, las cuales, según políticas de la empresa, son asistidas
con proveedores externos s para la prestación del servicio de mantenimiento tanto
correctivo como preventivo.
En la actualidad, el procedimiento consiste en coordinar las actividades de
mantenimiento con el proveedor de servicio, hacer la requisición correspondiente
para cancelar el servicio y archivar los soportes en la carpeta correspondiente.

En la figura 4.1 se puede observar el flujo de las actividades que sigue el
mantenimiento de la flota vehicular. El proceso inicia con una solicitud del conductor
asignado para enviar el vehículo al proveedor de servicios. Esta solicitud puede darse
por la presencia de una falla o en el cumplimiento del kilometraje especificado (5000
km) para el cambio de aceite y filtros. En ocasiones el supervisor de área, hace un
llamado al conductor para manifestar la necesidad de un servicio de mantenimiento
para el vehículo que posee.
El personal de mantenimiento revisa la fecha del último servicio realizado a la
unidad en revisión y autoriza el envío. En caso de presentar una falla y cumplir con el
requerimiento de kilometraje se autoriza además de la inspección y reparación de la
falla el cambio de aceite y filtro.

Figura 4.1. Procedimiento General del servicio de mantenimiento
Fuente: Elaboración Propia (2014)
El proveedor recibe el vehículo y hace las actividades correspondientes, luego
elabora un documento propio donde especifica las actividades ejecutadas, los
materiales usados y el costo de los mismos. El supervisor administrativo recibe el
documento y lo firma luego de certificar el trabajo realizado y las entrega al
supervisor de área para que este proceda a hacer la requisición correspondiente para
cancelar el servicio y archivar los soportes en la carpeta respectiva.

4.1.3.- Registro de actividades del servicio de mantenimiento prestado a la flota
vehicular
Dentro de la documentación correspondiente al servicio de mantenimiento que se le
presta a los vehículos de la empresa, la misma cuenta con registros de actuación ante
fallas asistidas. Los servicios que no corresponden al mantenimiento correctivo (por
cambio de piezas), son los únicos que se registran ya que estos deben ser reflejados
en el área administrativa. Sin embargo, cuando se le asiste preventivamente a un
equipo, el personal no llena ningún tipo de formato sino que se le participa al
supervisor de administración y de área sobre la intervención y son ellos los que
deciden, de acuerdo al tiempo de servicio, si ésta se registra o no en el historial.
Actualmente, el historial de servicio de mantenimiento solo refleja información
concerniente a la prestación del servicio mas no especifica la razón por la cual está
siendo intervenido, es decir, no se especifica claramente la falla que ha presentado lo
que justifique la presta del mantenimiento.
De acuerdo a una revisión de la documentación disponible en el área del taller
de mantenimiento se logró detectar que la información no está actualizada ya que los
datos del servicio de mantenimiento tienen fechas con más de dos (02) años de
antigüedad.
En la figura 4.2 se observa la hoja de información del servicio de
mantenimiento llevada por el área del taller

Figura 4.2. Hoja de Información del Servicio de Mantenimiento
Fuente: Elaboración Propia (2014)

4.2.- ANÁLISIS DE LAS FALLAS PRESENTES EN EL SERVICIO DE
MANTENIMIENTO DE LA FLOTA VEHICULAR LIVIANA DE LA
EMPRESA MIXTA PETROCEDEÑO PRODUCCIÓN.
4.2.1.- Identificación de las Fallas Presentes en el Servicios de Mantenimiento de
la Flota Vehicular Liviana de la Empresa Mixta Petrocedeño Producción
Una vez definido el procedimiento en el objetivo anterior, se procede a identificar las
fallas presentes en cada una de las etapas, para lo cual fue necesario conformar un
grupo de trabajo donde participaron los supervisores del área en conjunto de un
ingeniero especialista en mantenimiento y los mecánicos. Todo esto con la finalidad
de realizar un análisis exhaustivo de las fallas y para que, de manera metódica y
sistemática se puedan detectar las causas y los efectos de las fallas en procedimientos
operacionales.
Esta técnica del análisis preventivo persigue buscar las fallas del procedimiento
aplicado para realizar el mantenimiento causado por su diseño y definición,
identificar las causas posibles conectadas con el diseño y la forma de realizar estos
procedimientos buscando las acciones preventivas adecuadas.
Mediante esta herramienta se lograron identificar un total de doce (12) fallas las
cuales se describen a continuación en la tabla 4.1

Tabla 4.1 Fallas Detectadas en el periodo de evaluación
N° Falla Detectada N° Falla Detectada
1 No reportar las fallas 7 No realizar mantenimiento
preventivo
2 No registrar las fallas reportadas 8 Realizar actividades de
mantenimiento pasado los 5000 km
3 No controlar el costo de actividades 9
Realizar actividades de
mantenimiento sin revisar el
historial
4 Reportar la falla cuando es necesario la
puesta fuera de servicio de la unidad 10
Descontrol en la organización de los
historiales de fallas
5 Tardanza en hacer la requisición 11 No existe una retroalimentación
6 No archivar los soportes del servicio
realizado 12
Ejecución de actividades sin
autorización
Fuente: Elaboración Propia (2014)
Sin embargo, se considera que identificar las fallas no es suficiente para
diagnosticar la situación actual, razón por la cual se procedió a realizar un análisis
exhaustivo de las fallas encontradas.
4.2.2.- Análisis de las fallas presentes en los procedimientos operacionales
mediante el cálculo del NPR
La criticidad fue analizada en base a un factor llamado NPR (número de prioridad de
riesgo), el cual es producto de su ocurrencia en el sistema y la severidad que presenta
para el control y planificación de las actividades de mantenimiento.
Para asignar la ocurrencia de la falla se tomó como referencia los valores
probabilísticos de ocurrencia basado en un promedio actividades por año que procesa
el sistema de mantenimiento para las unidades vehiculares. En la tabla 4.2 se pueden
observar los rangos y las ponderaciones asignadas para la ocurrencia

Por ejemplo, si la falla se repite en todas o casi todas las actividades (entre 73 y
80 veces) existe el 91% de probabilidades que ocurra la falla y se la da una
puntuación de diez
Tabla 4.2 Rango para la estimación del nivel de ocurrencia
Ocurrencia Intervalos Probabilidad de
Ocurrencia Ponderación
Muy alta: el
incidente es casi
inevitable
73 – 80 0,91 10
65 – 72 0,81 9
Alto: incidentes
repetitivos
57 – 64 0,71 8
49 – 59 0,61 7
Moderado:
Incidentes
ocasionales
41 – 48 0,51 6
33 – 40 0,41 5
25 – 32 0,31 4
Bajo: relativamente
pocos incidentes
17 – 24 0,21 3
9 – 16 0,11 2
Muy bajo: el
incidente es poco
probable
0 – 8 0,10 1
Fuente: Elaboración Propia (2014)
En cuanto a la severidad, se diseñó una tabla en base a los criterios propios del
sistema para evaluar los efectos de las fallas en el mismo. En la tabla 4.3 se pueden
visualizar los criterios utilizados para el nivel de severidad.

Tabla 4.3 Rango para la estimación de la severidad
Severidad Criterio Ponderación
Peligroso
El incidente puede poner en
peligro al conductor o
implica la no conformidad
segura de la unidad de
acuerdo a las regulaciones
establecidas
5
Alta
El incidente tiene efectos
considerables en la
confiabilidad de la unidad o
en el control y planeación
del proceso
4
Moderado
El incidente ocasiona una
interrupción, el proceso es
operable pero en un nivel
reducido de su eficiencia y
funcionamiento
3
Bajo
El incidente ocasiona algún
efecto pero no tienen
influencia directa sobre las
otras variables del proceso
2
Ninguno
El modo de fallo no tiene
ningún efecto sobre
seguridad, costo o eficiencia
del resultado del proceso
1
Fuente: Elaboración Propia (2014)

Luego de asignar la ocurrencia y la severidad de cada falla, se multiplicaron
estos valores dando como resultado el número de prioridad de riesgo (NPR) según el
cual se clasifica la criticidad de la falla de acuerdo a la tabla 4.4
Tabla 4.4 Rango para la estimación del NPR
Rango NPR Clasificación
0 – 16 Baja criticidad
17 – 32 Media criticidad
33 - 50 Alta criticidad
Fuente: Elaboración Propia (2014)
A continuación en la tabla 4.5, se puede observar el resultado obtenido en la
evaluación del cálculo del NPR, donde se concluye que las fallas con alta criticidad
crean en el sistema los problemas más comunes y sus efectos son los que perturban
más frecuentemente el buen desenvolvimiento de las actividades de mantenimiento
En apoyo y con la participación del equipo natural de trabajo se pudo realizar la
ponderación correspondiente a los renglones de ocurrencia y severidad basados en
una lluvia de ideas.

Tabla 4.5 Resultados en el cálculo del NPR
N° Falla Detectada Ocurrencia Severidad NPR Clasificación
1 No reportar las fallas 5 5 25 Media
2 No registrar las fallas
reportadas 10 4 40 Alta
3 No controlar el costo de
actividades 10 4 40 Alta
4
Reportar la falla cuando es
necesario la puesta fuera de
servicio de la unidad
8 4 32 Media
5 Tardanza en hacer la
requisición 2 2 4 Baja
6 No archivar los soportes del
servicio realizado 4 3 12 Baja
7 No realizar mantenimiento
preventivo 6 5 30 Media
8
Realizar actividades de
mantenimiento pasado los
5000 km
7 4 28 Media
9
Realizar actividades de
mantenimiento sin revisar el
historial
4 3 12 Baja
10 Descontrol en la organización
de los historiales de fallas 4 3 12 Baja
11 No existe una
retroalimentación 10 4 40 Alta
12 Ejecución de actividades sin
autorización 3 3 9 Baja
Fuente: Elaboración Propia (2014)

Dándole continuidad al cálculo del NPR para las diferentes fallas detectadas se
procedió a realizar un gráfico donde se pudiera apreciar con mayor claridad la
representación de las diferentes clasificaciones obtenidas a fin de determinar si es
necesario aplicar acciones correctivas para eliminar múltiples causas que estén
afectando negativamente las operaciones de mantenimiento y de forma consecutiva a
la empresa.
Leyenda de Colores de la Figura 1
Alta Criticidad
Media Criticidad
Baja Criticidad
0
4
8
12
16
20
24
28
32
36
40
44
2 3 11 4 7 8 1 6 9 10 12 5
NP
R =
Ocu
rre
nci
a x
Seve
rid
ad
Fallas Detectadas

Para resaltar los factores más representativos del problema se utilizó el
diagrama de Pareto, que facilita la toma de decisiones sobre la prioridad de las
actividades a realizar, en base a las que representen una mejora sustancial del sistema.
Tabla 4.6 Frecuencia del NPR
Actividad NPR NPR AC. Porc. Ac.
2 40 40 14%
3 40 80 28%
11 40 120 42%
4 32 152 54%
7 30 182 64%
8 28 210 74%
1 25 235 83%
6 12 247 87%
9 12 259 91%
10 12 271 95%
12 9 280 99%
5 4 284 100%
Fuente: Elaboración Propia (2014)
Los datos obtenidos en la tabla 4.6 se utilizaron para realizar la gráfica
correspondiente el diagrama de Pareto el cual se puede observar en la figura 4.3

Figura 4.3 Diagrama de Pareto
Fuente: Elaboración Propia (2014)
Las fallas que entraron dentro del 80% en el diagrama de Pareto, justamente son
todas las que tienen alta y media criticidad, lo que significa que desarrollando un plan
de acción que permita atacar sus causas, se podrán eliminar gran parte de los efectos
nocivos y restablecer la fluidez y confiabilidad del proceso para luego diseñar las
propuestas de mejoras.
4.2.3.- Análisis de las causas potenciales de las fallas aplicando el método de
Ishikawa
De acuerdo al seguimiento oportuno y las indagaciones exhaustivas se obtuvo
información acerca de las fallas diagnosticadas, y así tener una visión de las causas
que ocasionan el 80% de las fallas detectadas en el diagrama de Pareto, las cuales son
resumidos en la gráfica de la figura 4.4 Diagrama causa – efecto.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
50
100
150
200
250
2 3 11 4 7 8 1 6 9 10 12 5

AQUÍ VA EL DIAGRAMA CAUSA EFECTO

De acuerdo a lo mostrado anteriormente en el diagrama causa – efecto se puede
observar las causas de las fallas afectan el sistema de mantenimiento de la flota
vehicular se pueden resumir en tres grupos, la ausencia de procedimientos para
planificar y controlar la gestión, la ausencia de herramientas computarizadas que
faciliten y optimicen la transformación de los datos en información y ausencia de una
organización formal para realizar el mantenimiento preventivo.
MÉTODOS
Incumplimiento de disposiciones normativas: las disposiciones normativas están
directamente relacionadas a lo establecido en los diferentes artículos orientados a la
realización de actividades y la ejecución de las mismas; en función a esto surgen las
sanciones por su incumplimiento. Las políticas de mantenimiento establecidas por la
empresa mantienen un importante indicador de gestión.
Alto nivel de mantenimiento correctivo: en vista de no contar con la capacitación del
de recurso humano oportuno se precisa de la aplicación de este tipo de mantenimiento
para solventar las diferentes fallas que puedan presentarse.
Ausencia de programas de mantenimiento: Implicado a la inexistencia de programas
de mantenimiento definidos surgen los efectos de: No registrar las fallas reportadas,
reportar la falla cuando es necesaria la puesta fuera de servicio de la unidad, realizar
actividades de mantenimiento pasado los 5000 km establecidos para el cambio de
aceite y filtro (revisión preventiva).
Ausencia de planes de mantenimiento preventivo: No contar con la documentación
necesaria para realizar las actividades de mantenimiento planificado y preventivo
incurre a la provocación de eventos inesperados como: ocurrencia de fallas
constantes, paradas innecesarias de los equipos, baja productividad operativa,

incremento en las costos por mantenimiento correctivo, aumento del trabajo horas
hombre y por supuesto, bajo nivel en los indicadores de gestión.
Ausencia de un sistema de ordenes de mantenimiento: No controlan el costo de
actividades.
Informes o registro poco útiles, poco significativo o inexactos: El uso de informes
documentados y registros manuales contienen información que es considerada poco
útil para quienes la utilizan ya que los mismos se basan en aspectos operativos más
relevantes como lo son inspecciones inmediatas al equipo.
Ausencia de un sistema de indicadores de gestión: No existe una retroalimentación.
Los indicadores de gestión de mantenimiento permiten presentar los resultados
obtenidos y alcanzados en un periodo de tiempo estimado. Con esto se pretende
conocer cuáles fueron los logros y la posición con respecto a otros departamentos de
acuerdo a las actividades realizadas.
Normas inadecuadas, inexistentes, obsoletas o imprácticas: es importante establecer
políticas y prácticas de personal (dentro del ámbito normativo vigente), que busquen
lograr una administración justa y equitativa. Las leyes, normas, reglamentos,
objetivos, políticas, metas, manuales, directrices, procedimientos, acuerdos de
servicio, que no cuenten con una vigencia impide a la dirección de una unidad
moverse libremente afectando la capacitación, adiestramiento, calificación y
disciplina de los trabajadores.
Inexistencia de una sistema de información: Bajo las premisas de los
requerimientos exigidos por las diferentes empresas independientemente de la rama a
la que se dedique es necesario realizar los registros de toda la documentación
utilizada con un estricto control. Para esto, es necesaria la utilización de herramientas

tecnológicas para que estas actividades se ejecuten efectivamente. Los sistemas de
información son los más acordes para esto y no contar con uno conlleva en
consecuencia a la emisión de errores en la gestión y a la acumulación de trabajo
innecesario.
MANO DE OBRA
Desmotivación personal: en este aspecto se da cabida a la desmotivación tal vez por
la escasa atención o simplemente por no contar con suficientes incentivos
conllevando a incurrir en la falta de honestidad, escasa ejecución de buen juicio o
sentido común y por supuesto a una falta de esfuerzo o de interés insuficiente.
Ineficiencia en las operaciones: Se sabe que cuando se realizan las actividades en
tiempo oportuno utilizando correctamente los recursos disponibles se hace
aprovechamiento de técnicas eficientes operativas. Esta empresa, debido a múltiples
causas carece de esto, provocando que las actividades se realicen en tiempos tardíos y
que en algunas ocasiones no se realicen totalmente; solventando problemas de forma
que la falla pueda presentarse en un momento inesperado no muy lejano al tiempo de
intervención ya realizado
Ausentismo laboral: en relación a este punto el ausentismo se presenta por la
interacción de diversos factores y el empleado por motivos justificados o no deja de
presentarse a su sitio de trabajo con el cual se contaba con su asistencia. El
ausentismo generalmente es causado por estrés, fatiga, falta de motivación y esto
provoca en el empleado carezca de satisfacción personal, bienestar física y mental
Descontrol organizacional: la estructura organizativa debe ser adecuada para cumplir
con la misión y los objetivos de la organización, gerencia y unidad. Esta estructura se
debe formalizar en un organigrama y en este sentido, éste no ha sido difundido a

todos los trabajadores creando un descontrol y desconocimiento de los roles dentro de
la organización.
Falta de capacitación: de acuerdo a las necesidades de la empresa se precisa
mantener al personal que labora en las instalaciones en una actualizada capacitación
ya que ellos deben estar el nivel apto de competencia laboral. Cuando esto no se
cumple, se produce el estancamiento profesional del recurso humano evitando el
desarrollo de habilidades actitudinales para desenvolverse en cualquier nivel de
desempeño. La capacitación del personal ayuda a consolidar la integración de los
miembros de la organización creando a su vez mayor identificación con la cultura
institucional. Es un proceso sin fin donde los individuos de una organización deben
estar en constante entrenamiento. Para ser más eficaces, debe realizarse en un
ambiente de seguridad y confianza entre los miembros de la organización.
Falta de comunicación: la comunicación organizacional es indispensable para que el
flujo de información se produzca eficazmente. Cuando este falla o cuando un
participante no comunica una información a tiempo puede provocar la ocurrencia de
eventualidades que no pudieran ser controladas o que quizás produzcan interferencias
para que un proceso se lleve a cabo.
Desconocimiento de los usuarios para primera revisión: cuando se le asigna una
unidad vehicular a un usuario que antes no había estado bajo esta condición él mismo
tiende a desconocer las rutinas de inspección que debe realizar tras detectar una falla
en el vehículo; esto sucede primeramente por el desconocimiento en el área y
segundo, por no recibir la capacitación necesaria para llevar a cabo lo necesario. Es
importante que el usuario del vehículo sepa inspeccionarlo para advertir a quienes
vayan a intervenir bajo premisas de mantenimiento y estos puedan solventar la falla
detectada tan pronto sea posible de acuerdo a la información suministrada por el
usuario permitiendo así, la fluidez del proceso y mejoras en la presta del servicio.

MATERIALES
Bajos niveles de inventario: es necesario, que para la correcta intervención de un
vehículo ante la presencia de una falla, contar con un stock de materiales
suficientemente abastecido para atender todas eventualidades que pudieran
presentarse sin crear retrasos innecesarios en el desarrollo de las actividades de
mantenimiento.
MÁQUINAS
Asistencia indebida: en la mayoría de las ocasiones los vehículos pertenecientes a
esta empresa son asistido tras persistir fallas y cuando estas ya generan desgastes en
los componentes y es necesario la puesta en fuera de servicio del vehículo por no
contar con el material a reemplazar o en algunos casos, generar paradas para asistirlas
bajo mantenimientos correctivos.
Cumplimiento parcial del mantenimiento preventivo: al no existir programas de
mantenimiento los usuarios no cumplen con lineamientos necesarios para aplicar
actividades de mantenimiento preventivo; por tanto al solventar fallas que han sido
previamente detectadas e informadas por el usuario el personal de mantenimiento
asiste parcialmente la falla prolongando el funcionamiento pero no corrigiendo la
misma.
Alto nivel de vehículos parados: debido a la necesidad de uso de los vehículos y la
disposición de estos para los trabajos en campo surge la situación de crear la parada y
puesta fuera de servicio del vehículo quizás por fallas mayores o por no contar con
los materiales necesarios para asistirlo.

4.3.- CONTROLES DETECTIVOS, PREVENTIVOS Y CORRECTIVOS EN
EL SERVICIO DE MANTENIMIENTO DE LA FLOTA VEHICULAR
LIVIANA DE PETROCEDEÑO PRODUCCIÓN.
4.3.1.- Representación gráfica de la relación entre los diferentes departamentos
mediante el uso de Flujograma
Para dar cumplimiento a las actividades de detección de controles ausentes o en
deficiencia se debe realizar una Flujograma cruzado donde se refleje la relación
existente entre los diferentes departamentos que estén inmersos el proceso, para este
caso: el taller de mantenimiento.
Petrocedeño Filial PDVSA, cuenta con cuatro entes que se relacionan entre sí en
el momento de la presta de servicios de mantenimiento entre ellos se mencionan:
El usuario: persona responsable de conducir la unidad vehicular.
Transporte: representada por la Superintendencia de Servicios Logísticos
y son los encargados y responsables de la manipulación y destinación de
las unidades vehiculares.
Gerencia Usuario: es la gerencia a la que pertenece el usuario del
vehículo.
Proveedor: en este caso es el encargado de prestar el servicio de
mantenimiento a las unidades de flota liviana
A continuación en la figura 4.4 se muestra el Flujograma correspondiente a la
relación entre cada entidad.

Figura 4.4 Flujograma de relación entre entidades
Fuente: Elaboración Propia (2014)

4.3.1.- Identificación y evaluación de controles.
Una vez obtenido el Flujograma (Figura 4.4), se procede a analizar los controles
para saber si sirven, si están fallando o si son ausentes.
Generalmente, siempre en la primera etapa del proceso encontramos los
controles preventivos estableciéndose la primera barrera de control, presente antes de
realizarse una actividad para el desenvolvimiento del proceso; habitualmente cerca de
la toma de decisiones o los símbolos de decisión se encuentran controles detectivos,
donde habitualmente se plantea una pregunta que frena el proceso, hasta que se toma
una decisión, dependiendo de la respuesta a la salida de los mismos se encuentran los
controles correctivos; por eso se dice que los controles detectivos se encuentran en el
desarrollo de la actividad y los correctivos a la salida del proceso o después de la toma
de decisiones.
Una vez que se identifiquen y señalen los controles preventivos, detectivos,
correctivos y ausentes, se describen las razones por las cuales están fallando los
controles, se analiza el porqué se dice que hay ausencia de los controles teniendo en
cuenta lo siguientes principios: equilibrio, la oportunidad, los objetivos, las
desviaciones, la costeabilidad, la excepción y la función controladora.
4.3.2.- Descripción de los enfoques de los controles
Enfoque Preventivo: cuando el punto de control se ubica al inicio del
proceso, y las adecuaciones se enfocan a evitar los errores, antes de que afecten el
proceso. Corresponde a esfuerzos de prevención y disuasión.
Enfoque Detectivo: cuando el punto de control se ubica dentro del proceso,
y las adecuaciones se enfocan a detectar y compensar los errores o desviaciones,
antes de que se elabore el resultado. Corresponde a esfuerzos de contención.
Enfoque Correctivo: cuando el punto de control se ubica al final de flujo de
proceso, y las adecuaciones se enfocan a corregir los errores sobre el resultado

obtenido. Corresponde a esfuerzos de restauración, recuperación, rescate o
reversión.
4.3.3.- Evaluación de los controles
Durante el estudio fueron detectados con deficiencia y ausencia los siguientes
controles
a) Controles preventivos.
1.- Ausencia de sistemas automatizados de seguimiento de la Flota: existe
una base de datos la cual es administrada por el Supervisor de área, dicha base de
datos no es automatizada (rudimentaria, diseñada en Excel), la misma no emite las
alertas pertinentes al proceso, lo que genera la posibilidad de que los mantenimientos
preventivos no sean ejecutados al tiempo previsto y recomendado por los fabricantes
de las unidades.
Lo anterior supeditada el mantenimiento, preventivo específicamente, a la
solicitud por parte de los usuarios, lo que representa una vulnerabilidad que se puede
traducir en daños a la integridad mecánica de las unidades y la integridad física de los
usuarios. La ausencia de un sistema automatizado de seguimiento que genere las
alarmas correspondientes a la ejecución oportuna de los mantenimientos preventivos,
favorece la probabilidad de ocurrencia de eventos no deseados con las unidades.
2.- Inspección vehicular: este control preventivo se está ejecutando de manera
deficiente ya que los usuarios no entregan personalmente las unidades, excusándose
en sus actividades diarias de trabajo. En la mayoría de los casos el personal de
Transporte recibe la unidad de otra persona o de nadie, procediendo, por la premura, a
elaborar el registro sin la presencia del usuario.

3.- Diagnóstico Primario a la Unidad: el departamento cuenta con dos
mecánicos quienes además ejecutan labores administrativas de supervisión del
contrato, razón por la cual en mucho de los casos el diagnóstico primario no se
ejecuta, elaborándose la orden de servicio con la información aportada por el usuario,
quien generalmente no está calificado para diagnosticar fallas en las unidades.
b) Controles correctivo
1.- Control de calidad deficiente: el aseguramiento de la calidad de los
trabajos ejecutados por el proveedor del servicio, está contemplado dentro de los
procedimientos, no documentados, de la organización de transporte, pero las
verificaciones no se ejecutan de manera regular debido principalmente, a la
insuficiencia de personal mecánico y seguido por la dinámica operacional.
2.- Aprobación de presupuesto por Superintendencia de Servicios
Logísticos: esta aprobación la está ejecutando el Supervisor Mayor de Servicios
Logísticos, quien no posee Nivel de Autoridad Administrativa y Financiera (NAAF).
c) Control(es) ausente(s)
1.- Ausencia de sistemas automatizados de seguimiento de la Flota: la
ejecución de los mantenimientos preventivos y correctivos está supeditada a la
solicitud por parte de los usuarios de las unidades, lo que representa una
vulnerabilidad que se puede traducir en daños a la integridad mecánica de las
unidades y la integridad física de los usuarios. La ausencia de un sistema
automatizado de seguimiento que genere las alarmas correspondientes a la ejecución
oportuna de los mantenimientos preventivos, favorece la probabilidad de ocurrencia
de eventos no deseados con las unidades.
2.- Ausencia de registros de inspección vehicular al momento de la entrega
al proveedor del servicio: la inspección vehicular aplicable al momento de recibir la
unidad de parte del usuario, debería aplicar para el momento en que le hez entregado
el vehículo al proveedor, a fin de asegurar que la unidad retorne con todos sus
accesorios y o partes a Transporte.
3.- Ausencia de registro de consulta para reparaciones de menor costo a
10.000 Bs.: cuando producto de la revisión aplicable en los mantenimientos
preventivos A y B arroja la necesidad de refacciones que no pasan de 10.000 Bs. El
proveedor, por instrucciones del Departamento de Transporte, puede ejecutar la
reparación sin consultar a este último, lo que se considera un control necesario, ya que
el personal mecánico de Petrocedeño, no permanece en el taller del proveedor,
durante la revisión debido a sus múltiples ocupaciones, razón por la cual no se ejecuta
una validación del diagnóstico detallado que genera la reparación.
4.- Ausencia de aseguramiento de la calidad de los trabajos: una vez
recibido el vehículo reparado de parte del proveedor, el personal de transporte no
ejecuta una revisión o control de calidad de la reparación ejecutada a la unidad, esto
debido principalmente a la insuficiencia de personal.
Se destaca que en el caso de que los costos por reparación de un vehículo sean
muy elevados (superen el valor en libros del activo) y el presupuesto no sea aprobado
por el Supervisor Mayor de Servicios Logísticos, la unidad va a espera por reparación
sin que se evidencie alguna alternativa, esto en virtud de que el proveedor del servicio
es uno sólo y Petrocedeño no cuenta con talleres internos.
Además se resalta que en Petrocedeño Producción no está conformado el
Comité Técnico de Disposición (CTD), por lo que los vehículos en las condiciones
descritas anteriormente, tampoco son desincorporados como corresponde.

4.4.- PROPONER ACCIONES DE MEJORAS PARA EL PROCESO DE
SERVICIO DE MANTENIMIENTO DE LA FLOTA VEHICULAR LIVIANA
DE PETROCEDEÑO PRODUCCIÓN.







