
TEMA 7: EL FACTOR HUMANO EN DIRECCIÓN DE OPERACIONES
Francisco Javier Miranda González

LA PRODUCTIVIDAD DEL FACTOR HUMANO

Entorno
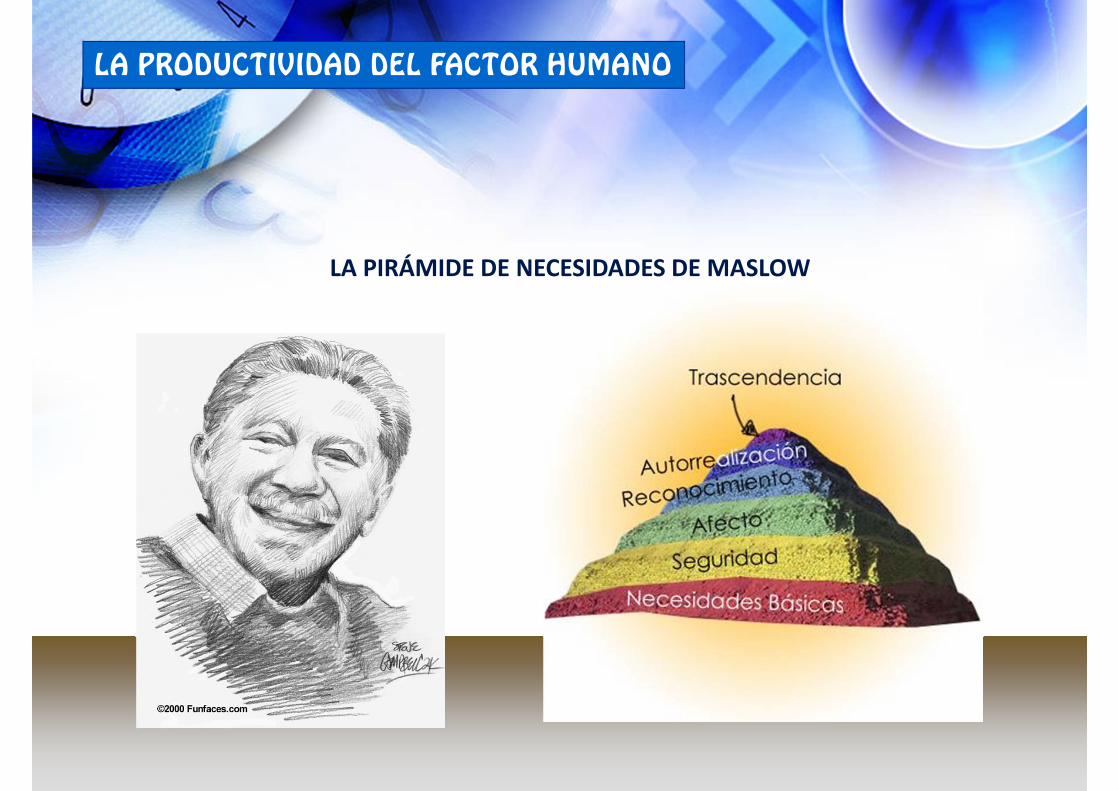
Necesidades
Motivadores
Deseos Tensiones Acciones Satisfacción
CADENA DE LA MOTIVACIÓN
LA PRODUCTIVIDAD DEL FACTOR HUMANO
LA PRODUCTIVIDAD DEL FACTOR HUMANO
LA PIRÁMIDE DE NECESIDADES DE MASLOW

LA PRODUCTIVIDAD DEL FACTOR HUMANO

DISEÑO DE PUESTOS DE TRABAJO
Diversificación del trabajo
Responsabilidad del trabajador
Especialización
Rotación
Ampliación
Enriquecimiento
Empowerment
Equipos autodirigidos
DISEÑO DE PUESTOS DE TRABAJO
Características de un puesto de trabajo:
Variedad de habilidades
Identidad del trabajo
Significación del trabajo
Autonomía
Retroalimentación

Operación: Inspección de un pedidoDepartamento: Almacén Productos TerminadosAprobado por: Julián Gómez (Director)Fecha: Enero 2003
RESUMEN
Tiempo total
OperaciónTransporteInspecciónTiempo muertoAlmacenamiento
Nº Distancia(metros)
Tiempo(min) Símbolos Descripción tarea
1
2
3
4
5
6
7
8
Desplazamiento al área almacenamiento
Búsqueda de los productos solicitados
Transporte de los productos al área de inspección
Inspección del pedido
Elaboración del certificado de calidad
Espera por la aprobación del jefe de calidad
Transporte del pallet al área de almacenamiento
Almacenamiento del pallet
50 1
3
50 2
10
3
30
50 2
3
3311
54
Gráfico o diagrama de
flujo proceso

Operación: Taladro del componente X-200Operador: Antonio VegaFecha: 10-Enero- 2003
RESUMEN
Trabajador
Tiempo activo
Tiempo inactivo
Tiempo (minutos) Trabajador MáquinaTiempo
(minutos)
Transporte de materiales
Carga de la máquina
Labores de mantenimiento
Descarga de la máquina
Transporte componentes
Tiempo inactivo
Tiempo inactivo
Tiempo inactivo
Cargando
Procesando
Descargando
2
2
4
4
2
2
8
2
2
2
2
Máquina
12 12
4 4Diagrama hombre máquina
ANÁLISIS DE MÉTODOS DE TRABAJO Y ERGONOMÍA
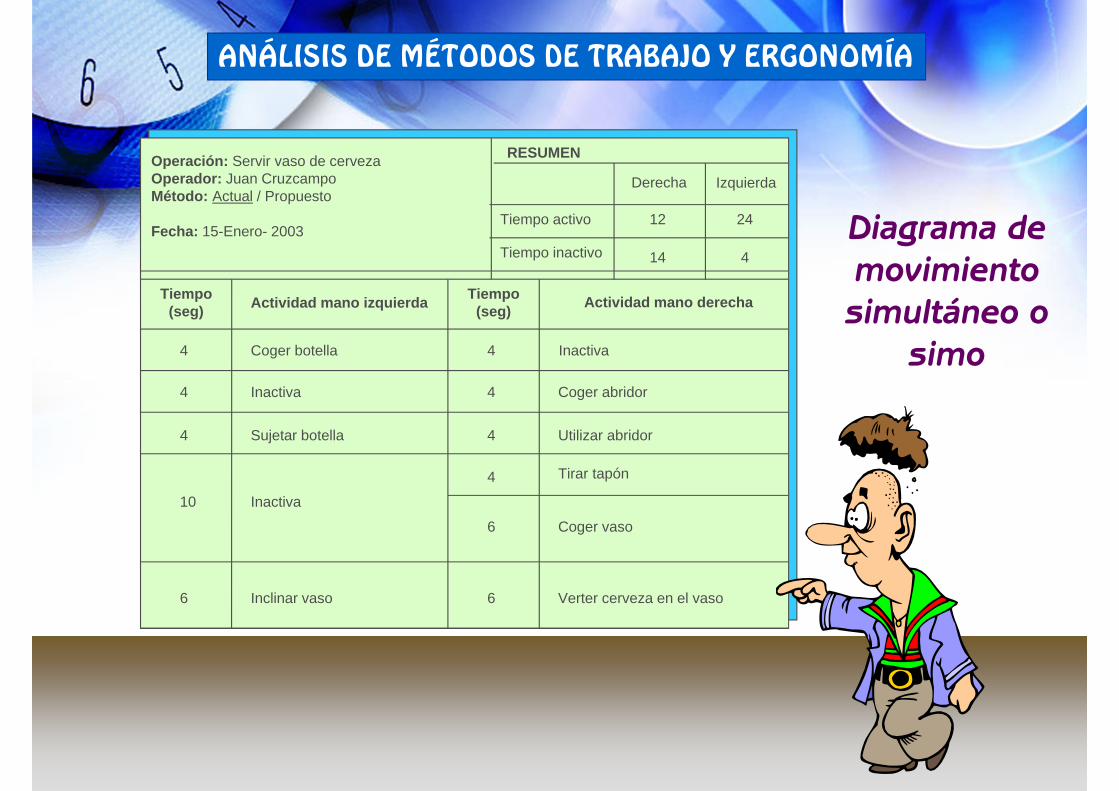
Operación: Servir vaso de cervezaOperador: Juan CruzcampoMétodo: Actual / Propuesto
Fecha: 15-Enero- 2003
RESUMEN
Derecha
Tiempo activo
Tiempo inactivo
Tiempo (seg) Actividad mano izquierda Tiempo
(seg)
Coger botella
Inactiva
Sujetar botella
Inactiva
Coger abridor
Utilizar abridor
4
4
4
4
4
Izquierda
12 24
14 4
Actividad mano derecha
4
Inactiva
Tirar tapón4
10
Coger vaso6
Inclinar vaso Verter cerveza en el vaso6 6
Diagrama de movimiento simultáneo o
simo
ANÁLISIS DE MÉTODOS DE TRABAJO Y ERGONOMÍA

La ERGONOMÍA es el estudio del trabajo en relación con el entorno en que se lleva a cabo (el lugar de trabajo) y con quienes lo realizan (los trabajadores). Determinar cómo diseñar o adaptar el lugar de trabajo al trabajador a fin de
evitar distintos problemas de salud y de aumentar la eficiencia.
ANÁLISIS DE MÉTODOS DE TRABAJO Y ERGONOMÍA

MEDICIÓN DEL TRABAJO
Un estándar de trabajo es el tiempo necesario para realizar un elemento, operación o producto en condiciones de trabajo consideradas como normales.
1.- Identificar el número de tareas elementales incluidas en cada operación.
2.- Determinar el número de tareas a medir para que la muestra resulte representativa.
3.- Observar la operación y medir con un cronómetro el tiempo empleado en realizar cada elemento.
4.- Calcular el ratio o factor de rendimiento.
5.- Tener en cuenta una factor de tolerancia para cada operación.
6.- Calcular el tiempo observado medio para cada elemento.
7.- Calcular el tiempo total normal para cada elemento .
8.- Determinar el Tiempo Normal Total para toda la operación.
9.- El Tiempo Estándar de la operación se obtendría finalmente de la siguiente forma:
Tiempo estándar = Tiempo Normal Total / (1 - Factor de Tolerancia)
A.- Estudio de tiempos
B.- Tiempos estándar predeterminados
Sistema MTM
MEDICIÓN DEL TRABAJO
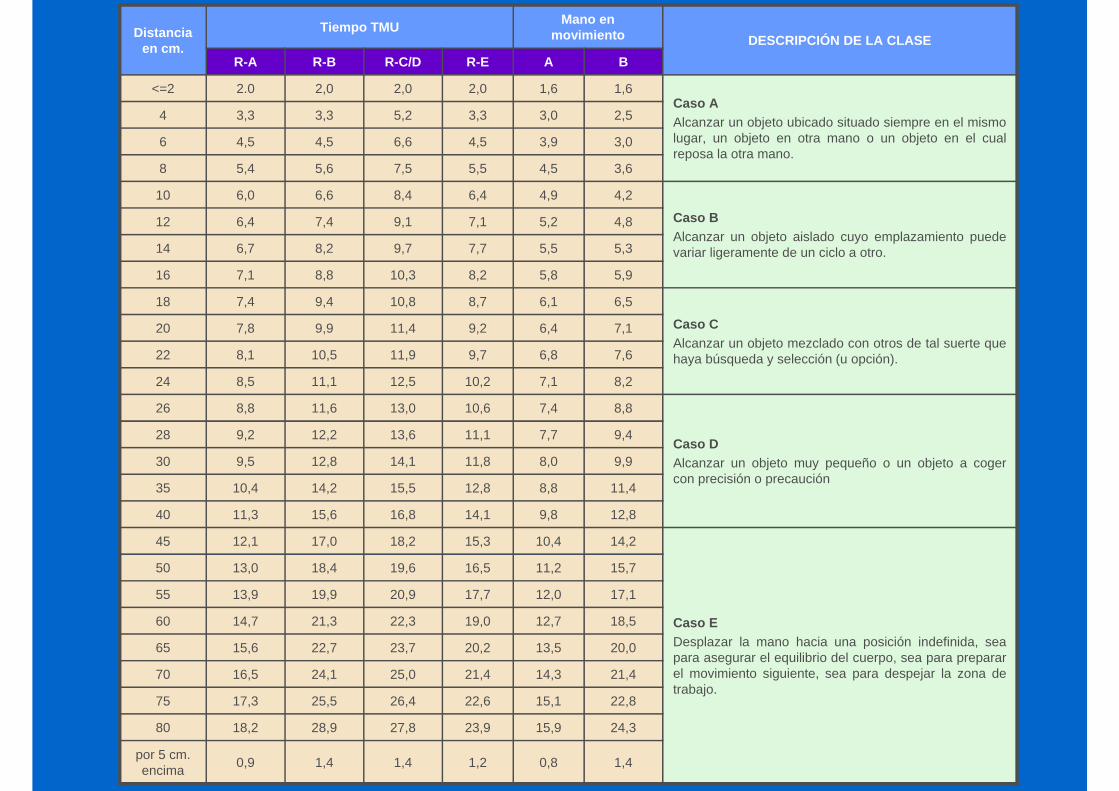
Distancia en cm.
Tiempo TMU Mano en movimiento DESCRIPCIÓN DE LA CLASE
R-A R-B R-C/D R-E A B
<=2 2.0 2,0 2,0 2,0 1,6 1,6Caso AAlcanzar un objeto ubicado situado siempre en el mismolugar, un objeto en otra mano o un objeto en el cualreposa la otra mano.
4 3,3 3,3 5,2 3,3 3,0 2,5
6 4,5 4,5 6,6 4,5 3,9 3,0
8 5,4 5,6 7,5 5,5 4,5 3,6
10 6,0 6,6 8,4 6,4 4,9 4,2
Caso BAlcanzar un objeto aislado cuyo emplazamiento puedevariar ligeramente de un ciclo a otro.
12 6,4 7,4 9,1 7,1 5,2 4,8
14 6,7 8,2 9,7 7,7 5,5 5,3
16 7,1 8,8 10,3 8,2 5,8 5,9
18 7,4 9,4 10,8 8,7 6,1 6,5
Caso CAlcanzar un objeto mezclado con otros de tal suerte quehaya búsqueda y selección (u opción).
20 7,8 9,9 11,4 9,2 6,4 7,1
22 8,1 10,5 11,9 9,7 6,8 7,6
24 8,5 11,1 12,5 10,2 7,1 8,2
26 8,8 11,6 13,0 10,6 7,4 8,8
Caso DAlcanzar un objeto muy pequeño o un objeto a cogercon precisión o precaución
28 9,2 12,2 13,6 11,1 7,7 9,4
30 9,5 12,8 14,1 11,8 8,0 9,9
35 10,4 14,2 15,5 12,8 8,8 11,4
40 11,3 15,6 16,8 14,1 9,8 12,8
45 12,1 17,0 18,2 15,3 10,4 14,2
Caso EDesplazar la mano hacia una posición indefinida, seapara asegurar el equilibrio del cuerpo, sea para prepararel movimiento siguiente, sea para despejar la zona detrabajo.
50 13,0 18,4 19,6 16,5 11,2 15,7
55 13,9 19,9 20,9 17,7 12,0 17,1
60 14,7 21,3 22,3 19,0 12,7 18,5
65 15,6 22,7 23,7 20,2 13,5 20,0
70 16,5 24,1 25,0 21,4 14,3 21,4
75 17,3 25,5 26,4 22,6 15,1 22,8
80 18,2 28,9 27,8 23,9 15,9 24,3
por 5 cm. encima 0,9 1,4 1,4 1,2 0,8 1,4

C.- Muestreo del trabajo
B.- Tiempos estándar predeterminados
Sistema MTM
MEDICIÓN DEL TRABAJO

PLANES DE INCENTIVOS
La prima ha de resultar beneficiosa tanto para trabajador como para la empresa.
El sistema ha de ser fácilmente comprendido y controlado por los trabajadores.
El sistema ha de prever el control de la producción, con especial referencia al nivel de calidad.
El sistema ha de ser estimulante.
Requisitos
Tipos de incentivos
Sistemas individuales o para pequeños grupos
Sistemas para toda la organización

FORMACIÓN COMO FACTOR DE MOTIVACIÓN
Las empresas que más invierten en formación son las más competitivasa nivel internacional
La formación actúa como factor de motivación
Incrementa las posibilidades de promoción
Desarrolla capacidades
Favorece la creatividad empresarial
Planes de capacitación general
Planes de capacitación administrativa
Planes de capacitación técnica
TIPOS
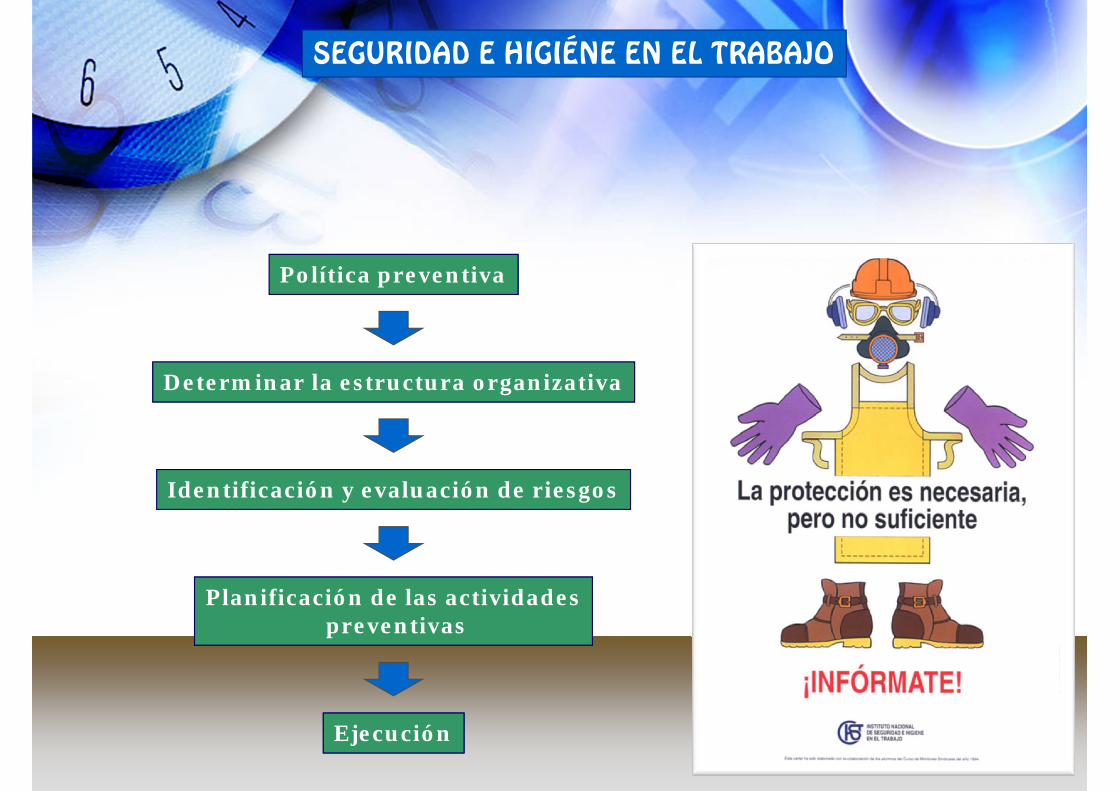
SEGURIDAD E HIGIÉNE EN EL TRABAJO
Política preventiva
Determinar la estructura organizativa
Identificación y evaluación de riesgos
Planificación de las actividadespreventivas
Ejecución

Unidades producidas 1 2 4 8 16 32 64 128
Minutos por unidad 70 56 44,8 35,8 28,7 22,9 18,4 14,7
25 50 75 100 125 150 175 200
5
10
15
20
25
30
35
40
45
50
55
60
65
70
CURVAS DE APRENDIZAJE

TEMA 7: EL FACTOR HUMANO EN DIRECCIÓN DE OPERACIONES
Francisco Javier Miranda González







