
Darwin Pachacama (1)
SOFTWARE-CATIA
Christian Villarreal (2)Pedro Sandoval (3)
Sistemas y tecnologías de la información, Maestría en Ingeniería Industrial y Productividad
Escuela Politécnica NacionalLadrón de Guevara E11-253, Quito, Ecuador.
Teléfono: (005932)2507144(ext.446). E-Mail: (1) [email protected]
(2) [email protected] (3) [email protected]
Resumen – En este documento, se detallan las herramientas básicas, para desarrollo de nuevos productos en la industria realizado con Software CATIA, la selección de materiales, modelado de piezas, ensamblajes, análisis de esfuerzos y mecanizados. Además, se especifica la aplicación del software CATIA en la fabricación del utillaje de forjado para la fabricación de grifería sanitaria en la empresa Fv Franz Viegener S.A,
Índices – Software CATIA, Modelado de piezas, Análisis de esfuerzos, Mecanizados, CAD/CAM
I. NOMENCLATURA
CATIA: Computer-Aided Three Dimensional Interactive Application, Diseño asistido por un computador de aplicación interactiva en tres dimensiones.
II. INTRODUCCIÓN
El programa CATIA creado por Dassault Systems y está
desarrollado para proporcionar apoyo desde la
concepción del diseño asistido por ordenador (CAD),
(CAM) Manufactura asistido por computador y el
análisis de productos (CAE) Ingeniería asistida por
computadora.
Se trata de uno del software más potentes y demandado
del mundo industrial, debido a su fácil manejo de las
geometrías 3D. Es utilizado en la industria aeronáutica
para realizar superficies complejas, así como en la
industria del automóvil para el desarrollo del diseño y de
componentes de carrocería.
El principal propósito es brindar apoyo en el análisis de
nuevos productos desde la concepción del diseño hasta la
producción.
En sus inicios fue desarrollado para la industria
aeronáutica para el modelado y fabricación de piezas
ya que manejan superficies complejas, debido a su
versatilidad es actualmente empleado en la industria
automotriz para el diseño y desarrollo de utillajes para
los componentes de carrocería. .
Adicionalmente CATIA nos permite realizar interfaces
con VERICUT directamente, el cual nos permite
realizar la simulación de mecanizado CNC, simulando el
movimiento de la herramienta durante el proceso de
eliminación de material, en procesos de taladrado y
fresado permitiendo optimizar programas NC o formato
de código G postprocesado, reducción de tiempos de
fabricación, cantidad de piezas merma o desechadas,
herramientas rotas y posible colisión durante el
mecanizado. [1]
Figura1: Interfaz CATIA-Vericut.
Fuente:http://www.cgtech.com/solutions/interface-
showrooms/catia/
III. FASES PARA EL DESARROLLO DE PRODUCTOS CON SOFTWARE CATIA.
1.
2.
3.

3.1. DISEÑO DEL PRODUCTO.
En esta etapa requiere tener claro la funcionalidad del
producto nuevo a diseñar o a su vez la mejora a realizar,
ya que se estima que entre el 70 y 80 % de los costos de
desarrollo y fabricación es determinado en la fase
inicial, determinando el éxito o el fracaso del diseño.
Identificando varias etapas en el diseño:
1. Identificación del problema:
Tener claro la funcionalidad, necesidad y
cumplir con los objetivos del diseño.
2. Ideación:
Lluvias de ideas, las cual son plasmados
en bocetos técnicos.
3. Refinamiento/análisis:
Perfeccionar los bocetos empleando
bosquejo, realizando un respectivo análisis
de ingeniería.
4. Implementación/documentación:
Concluyen y aprueban los dibujos de
producción y/o funcionamiento que
proporcionan los detalles de fabricación y
ensamble.
Figura2: Etapas del proceso del diseño.[2]
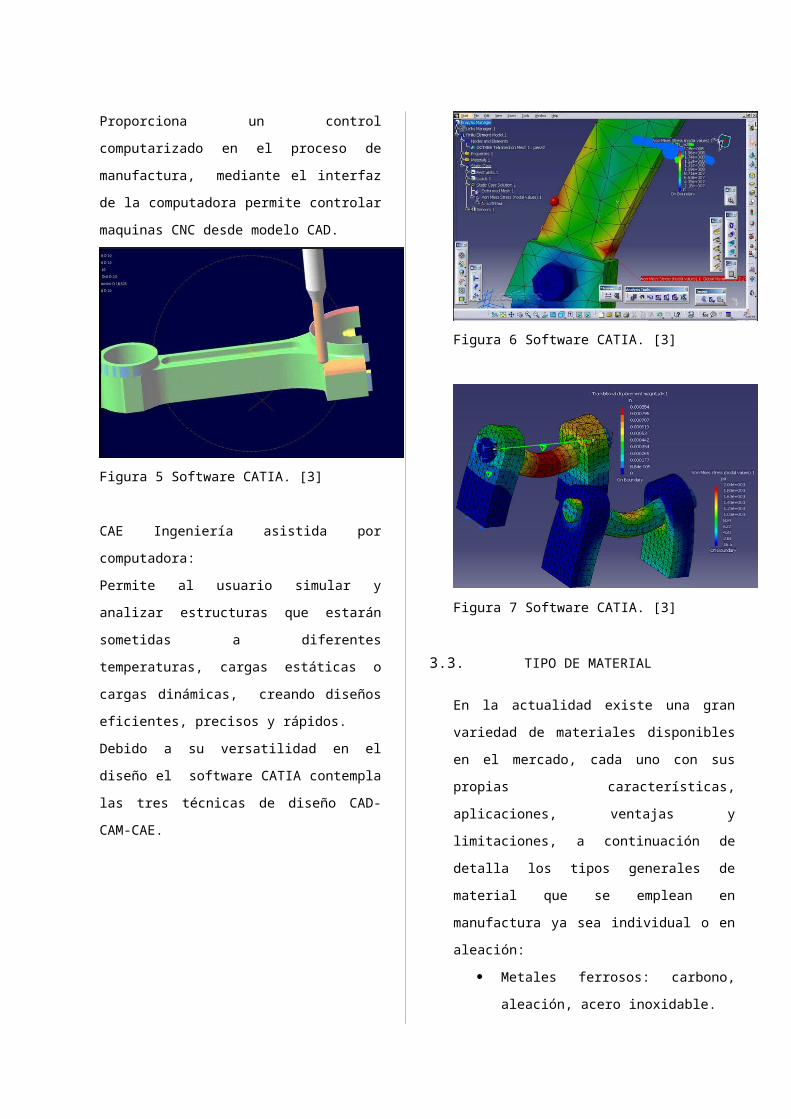
5. Ciclo de vida:
Son aspectos de un producto a considerar
cómo; su diseño, desarrollo, producción,
distribución, uso, disposición final y
reciclaje. Preservando nuestro medio
ambiente.
.
Figura3: Ciclo de vida de un producto.[2]
3.2.DISEÑO ASISTIDO POR CUMPUTADOR
PARA EL MODELADO 2D y 3D.
Debido a la complejidad de los diseños, el estudio
de análisis de esfuerzos, deflexiones y determinar la
forma óptima de la pieza, se ha simplificado
mediante el uso de técnicas de diseño:
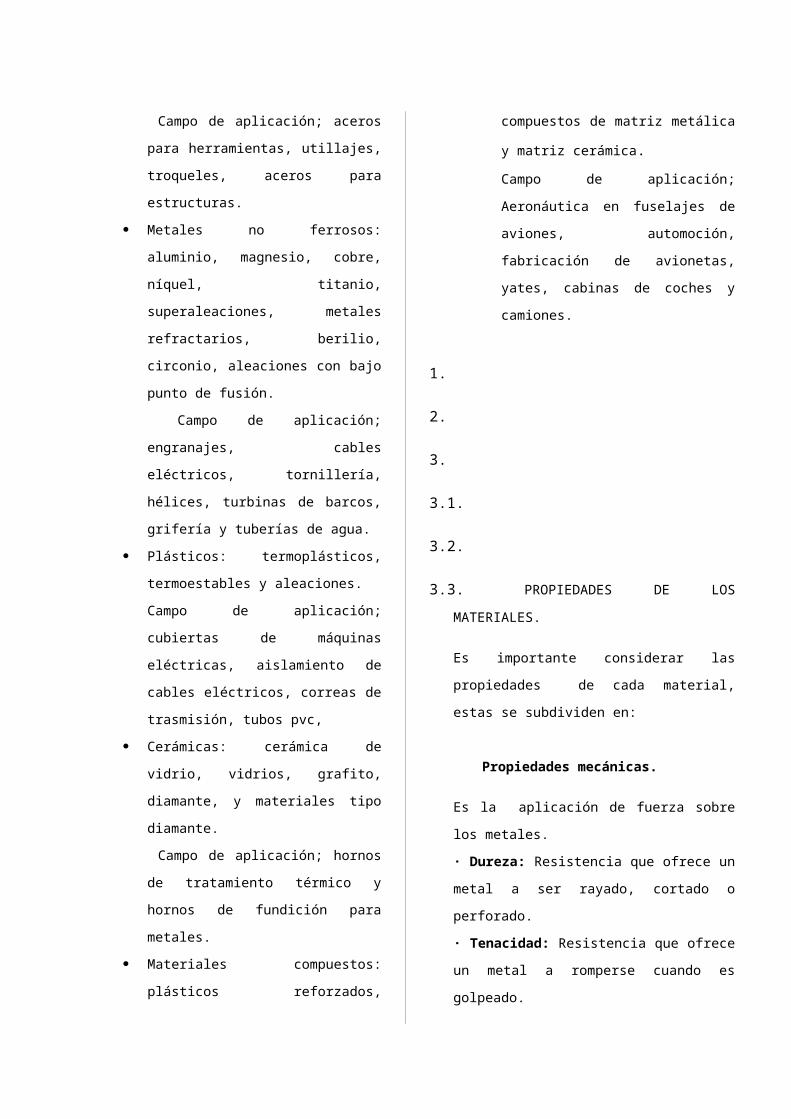
CAD Diseño asistido por computador:
El cual permite un modelado geométrico en 2D y
3D, los cuales son bocetos técnicos del diseño para
posterior manufactura o fabricación.
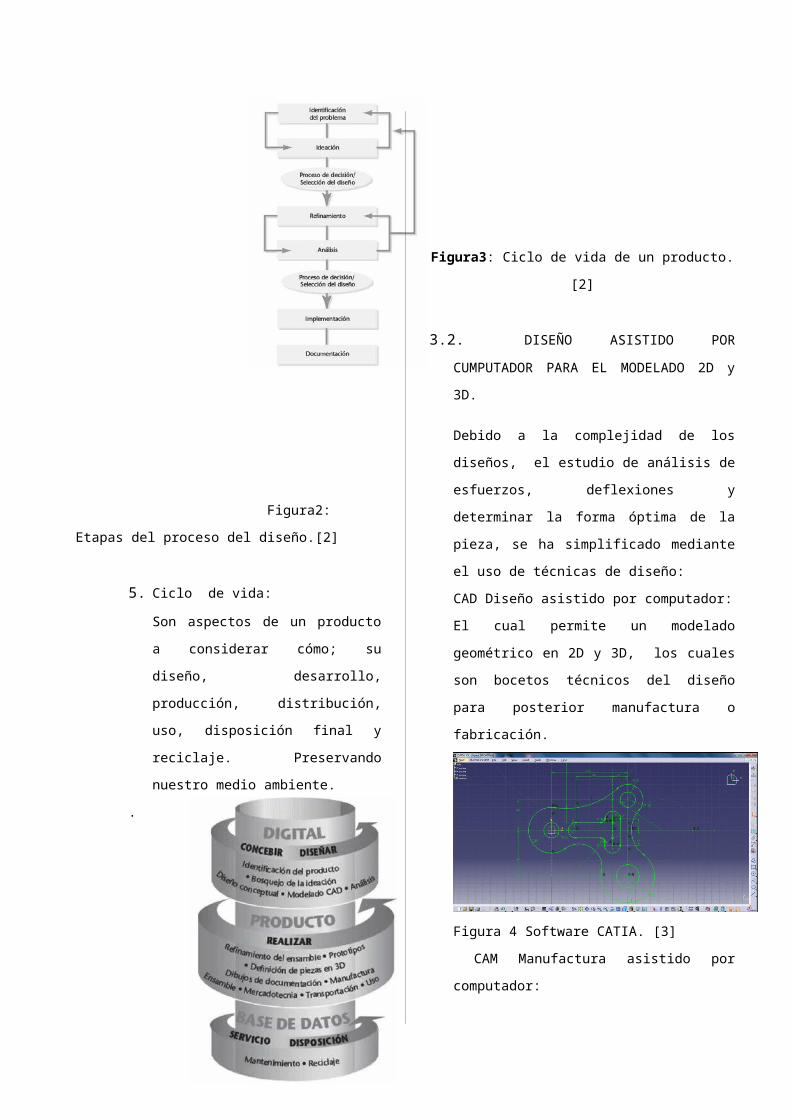
Figura 4 Software CATIA. [3]
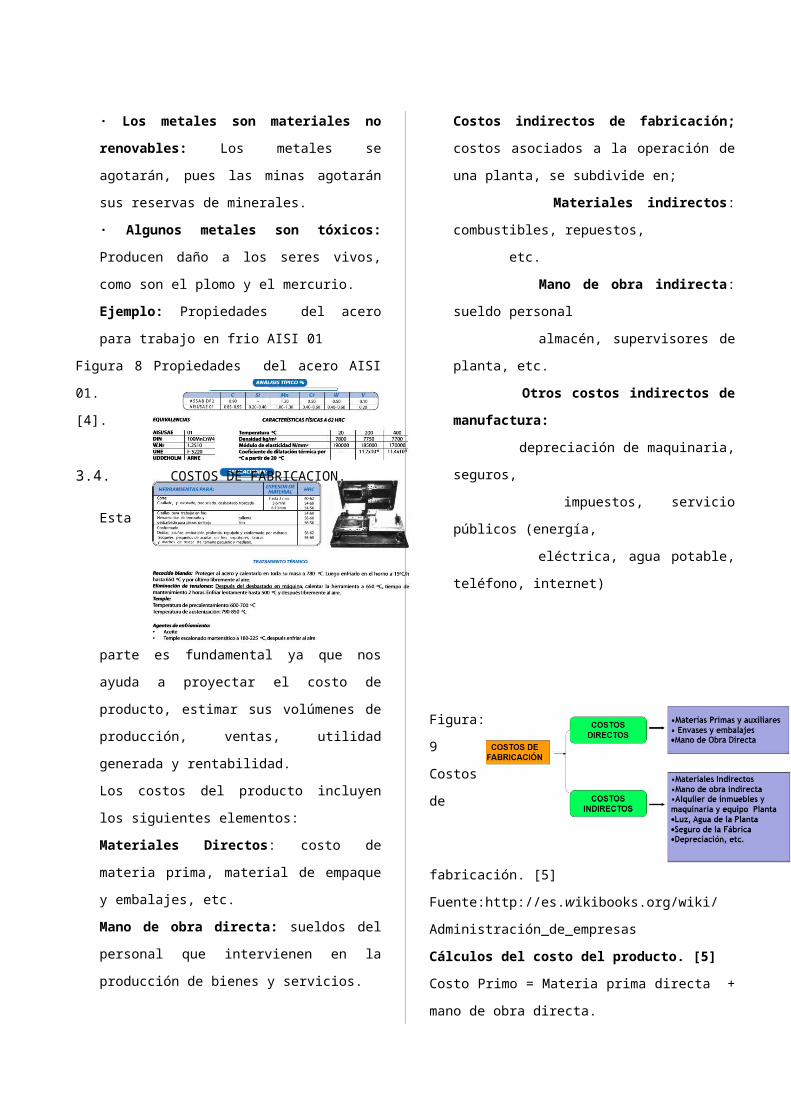
CAM Manufactura asistido por computador:
Proporciona un control computarizado en el proceso
de manufactura, mediante el interfaz de la
computadora permite controlar maquinas CNC
desde modelo CAD.
Figura 5 Software CATIA. [3]
CAE Ingeniería asistida por computadora:
Permite al usuario simular y analizar estructuras que
estarán sometidas a diferentes temperaturas, cargas
estáticas o cargas dinámicas, creando diseños
eficientes, precisos y rápidos.
Debido a su versatilidad en el diseño el software
CATIA contempla las tres técnicas de diseño CAD-
CAM-CAE.
Figura 6 Software CATIA. [3]
Figura 7 Software CATIA. [3]
3.3.TIPO DE MATERIAL
En la actualidad existe una gran variedad de
materiales disponibles en el mercado, cada uno con
sus propias características, aplicaciones, ventajas y
limitaciones, a continuación de detalla los tipos
generales de material que se emplean en
manufactura ya sea individual o en aleación:
Metales ferrosos: carbono, aleación, acero
inoxidable.
Campo de aplicación; aceros para
herramientas, utillajes, troqueles, aceros
para estructuras.
Metales no ferrosos: aluminio, magnesio,
cobre, níquel, titanio, superaleaciones,
metales refractarios, berilio, circonio,
aleaciones con bajo punto de fusión.
Campo de aplicación; engranajes, cables
eléctricos, tornillería, hélices, turbinas de
barcos, grifería y tuberías de agua.
Plásticos: termoplásticos, termoestables y
aleaciones.
Campo de aplicación; cubiertas de
máquinas eléctricas, aislamiento de cables
eléctricos, correas de trasmisión, tubos pvc,
Cerámicas: cerámica de vidrio, vidrios,
grafito, diamante, y materiales tipo
diamante.
Campo de aplicación; hornos de
tratamiento térmico y hornos de fundición
para metales.
Materiales compuestos: plásticos
reforzados, compuestos de matriz metálica
y matriz cerámica.
Campo de aplicación; Aeronáutica en
fuselajes de aviones, automoción,
fabricación de avionetas, yates, cabinas de
coches y camiones.
1.
2.
3.
3.1.
3.2.
3.3.PROPIEDADES DE LOS MATERIALES.
Es importante considerar las propiedades de cada
material, estas se subdividen en:
Propiedades mecánicas.
Es la aplicación de fuerza sobre los metales.
· Dureza: Resistencia que ofrece un metal a ser
rayado, cortado o perforado.
· Tenacidad: Resistencia que ofrece un metal a
romperse cuando es golpeado.
· Ductilidad: Capacidad que tienen algunos metales
de convertirse en hilos finos cuando son estirados.
· Maleabilidad: Capacidad que tienen algunos
metales de convertirse en láminas finas cuando son
extendidos.
· Fragilidad: Facilidad con la que se rompe un
metal cuando es golpeado.
· Elasticidad: Capacidad que tienen algunos
metales de recuperar su forma inicial cuando finaliza
la fuerza que lo ha deformado.
· Plasticidad: Cuando no son capaces de recuperar
su forma inicial al finalizar la fuerza que lo ha
deformado.
Propiedades térmicas.
Es la aplicación de calor sobre los metales
· Conductividad térmica: Capacidad que tienen los
metales para conducir el calor a través de ellos.
· Dilatación y contracción: Un metal se dilata
cuando al incrementar temperatura aumenta de
tamaño y se contrae cuando disminuir temperatura
disminuye de tamaño.
· Fusibilidad: Propiedad que tienen los materiales
de fundirse, es decir, cambiar de estado sólido a
líquido cuando sube la temperatura.
· Soldabilidad: Capacidad que tienen algunos
metales de unirse a altas temperaturas.
Propiedades eléctricas
Son buenos conductores de corriente eléctrica sobre
los metales.
· Conductividad eléctrica: Capacidad que tienen
los metales para conducir la corriente eléctrica a
través de ellos.
Propiedades químicas
Forma en que los metales reaccionan con sustancias.
· Oxidación: Facilidad con la que reaccionan el
metal con el oxígeno del aire o del agua y cubrirse
con una capa de óxido.
Propiedades ecológicas
Metales como se relacionan con el medio ambiente.
· Los metales se pueden reciclar: Una vez
desechados, se pueden reutilizar más adelante.
· Los metales son materiales no renovables: Los
metales se agotarán, pues las minas agotarán sus
reservas de minerales.
· Algunos metales son tóxicos: Producen daño a los
seres vivos, como son el plomo y el mercurio.
Ejemplo: Propiedades del acero para trabajo en frio
AISI 01
Figura 8 Propiedades del acero AISI 01.
[4].
3.4.COSTOS DE FABRICACION.
Esta parte es fundamental ya que nos
ayuda a proyectar el costo de
producto, estimar sus volúmenes de
producción, ventas, utilidad generada
y rentabilidad.
Los costos del producto incluyen los
siguientes elementos:
Materiales Directos: costo de materia prima,
material de empaque y embalajes, etc.
Mano de obra directa: sueldos del personal que
intervienen en la producción de bienes y servicios.
Costos indirectos de fabricación; costos asociados
a la operación de una planta, se subdivide en;
Materiales indirectos: combustibles, repuestos,
etc.
Mano de obra indirecta: sueldo personal
almacén, supervisores de planta, etc.
Otros costos indirectos de manufactura:
depreciación de maquinaria, seguros,
impuestos, servicio públicos (energía,
eléctrica, agua potable, teléfono, internet)
Figura: 9
Costos de
fabricación. [5]
Fuente:http://es.wikibooks.org/wiki/
Administración_de_empresas
Cálculos del costo del producto. [5]
Costo Primo = Materia prima directa + mano de obra
directa.
Gastos indirectos operación = (Mano de obra indirecta +
material indirectos)/ periodo.

Costo de Producción =Costo Primo + Gastos indirectos
operación.
Costo Total=Costo de Producción + gastos de operación.
Precio de Venta =Costo Total + % de utilidad deseado.
I.
II.
III.
IV. REQUERIMIENTOS MINMIMOS DEL SISTEMA
OPERATIVO
Espacio en disco: mínimo 4 GB.
Memoria RAM 512 MB.
Se requiere placa de red pero no conexión de
internet.
Tarjeta de video de video 128 Mb.
Procesador de 64 bits hasta para aprovechar los
recursos de memoria.
Windows XP Professional x64 para CATIA V5
de 64 bits.
V. IMPLEMENTACION DEL SOFTWARE CATIA
EN LA FABRICACION DE UTILLAJE PARA
PRODUCCION DE GRIFERIA SANITARIA
En la empresa FV Franz Viegener S.A, la sección de
ingeniería, subdivisión matriceria se encuentran a cargo
del diseño y manufactura del utillaje de forja y moldes de
inyección como proveedor interno a las secciones de
fundición, prensas y sección plástico.
La sección fundición, realiza la primera etapa de
fabricación de grifería por proceso de forja por prensa.
Parámetros a emplear con software CATIA para el
diseño y fabricación del utillaje sección fundición.
1.
2.
3.
4.
5.
.
5.1.Definir proceso de fabricación.
Proceso de forja por prensa:
El proceso consiste en el conformado por deformación
plástica, se realiza cuando el material está caliente, la
deformación del material es producida por la aplicación
de fuerzas de compresión.
Figura 10 Proceso de forjado
Fuente: http://es.wikipedia.org/wiki/Forja.
1.
2.
3.
4.
5.
5.1.
5.2.Características Prensa para forja:
Es esencial tener la información de la máquina para el
realizar el dimensionamiento del utillaje y análisis de
esfuerzos en software CATIA.
Datos técnicos
Fuerza nominal: 4000 KN
ø husillo:160 mm
Dimensiones mesa: 400 x 380 mm
Número de golpes /minuto: 50
Carrera del martillo: 300 mm
Distancia mesa-corredera:400 mm
Constructor: BERRENBERG.
Etapas de fabricación desde el conformado de
grifería.
Fase 11 Aleación de latón, horno. [6]
Fase 12 Preforma de Aleación de latón. [6]
Fase 13 Conformado por deformación plástica en
caliente [6]

Fase 14 Eliminación chapa, exceso de material. [6]
Fase 15 Acabado final.[6]
1.
2.
3.
4.
5.
5.1.
5.2.
5.3.Selección de material del utillaje.
Definir las partes que conformar nuestro utillaje y
material con el cual vamos a construir, de acuerdo a
nuestro proceso de trabajo, ya que se realiza un
análisis de esfuerzo-deformación mediante elementos
finitos para optimizar nuestro diseño y en la
manufactura para el cálculo de velocidades de corte y
avance generados automáticamente tanto en el software
CATIA durante la simulación, como el centro de
mecanizado durante el mecanizado.
Figura 16 Material para trabajo en caliente. [7]

Figura 17 Partes de un utillaje [7]
5.4.Diseño en sistema CAD, Software
CATIA.
Elaboramos un bosquejo en 2D o modelo 3D del utillaje
con la forma que se requiere diseñar en Software CATIA
con la opción de los siguientes módulos.
Part Design: Entorno donde se crearán modelos sólidos.
Todos los archivos creados tendrán asociada la extensión
CATPart.
· Assembly Design: Entorno usado para ensamblar
componentes utilizando restricciones. Todos los archivos
creados tendrán asociada la extensión CATProduct.
· Wireframe and Surface Design: Entorno donde se
crearán modelos en base a superficie. Todos los archivos
creados también tendrán asociada la extensión CATPart.
Figura 18 Pantalla inicio boceto 3D. [3]
Figura: 19 Modelado 3D. [3]
1.
2.
3.
4.
5.
5.1.
5.2.
5.3.
5.4.
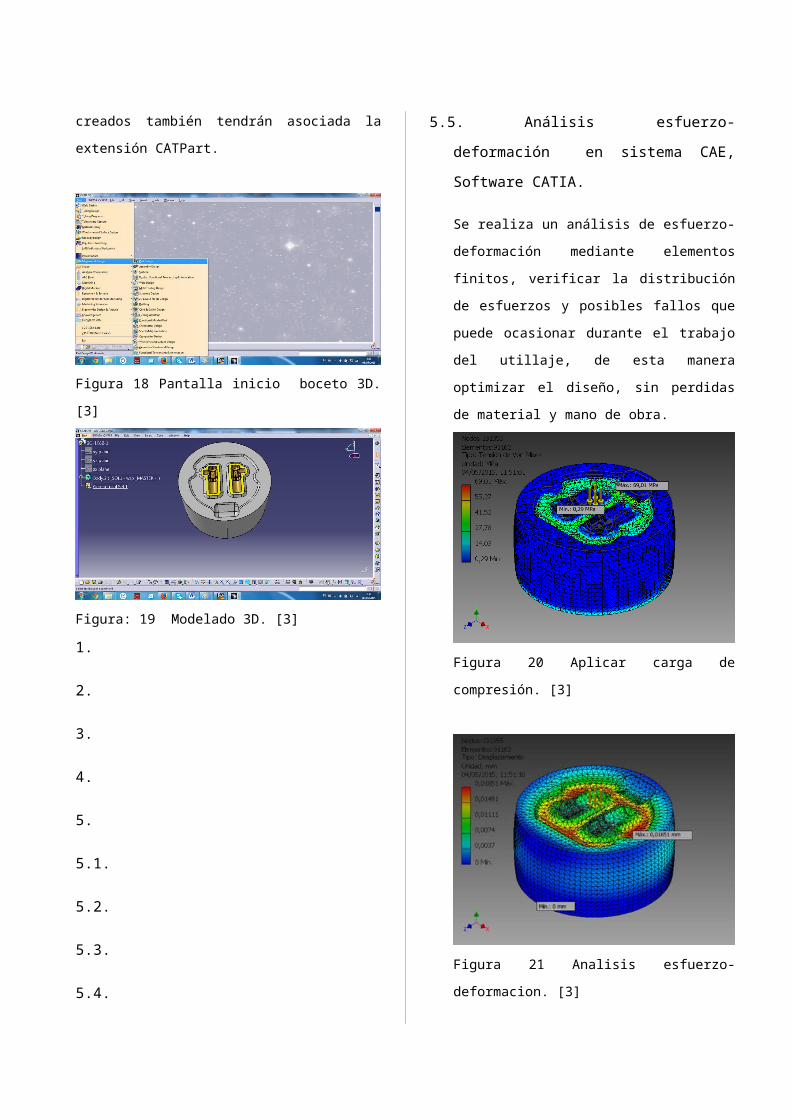
5.5.Análisis esfuerzo-deformación en
sistema CAE, Software CATIA.
Se realiza un análisis de esfuerzo-deformación
mediante elementos finitos, verificar la distribución

de esfuerzos y posibles fallos que puede ocasionar
durante el trabajo del utillaje, de esta manera
optimizar el diseño, sin perdidas de material y mano
de obra.
Figura 20 Aplicar carga de compresión. [3]
Figura 21 Analisis esfuerzo-deformacion. [3]
5.6.Simulación de mecanizado en
sistema CAM, Software CATIA.
Determinado el diseño, procedemos a la simulación
de la manufactura con el módulo Surface
Machining, adicionalmente el software nos calcula
automáticamente velocidad, avances de corte de
acuerdo a los parámetros de material del utillaje,
material de la herramientas corte previamente
seleccionados, generando n programas de
mecanizado hasta dejar la forma requerida del
utillaje, calculando un tiempo teórico estimado en
ejecutar el mecanizado, luego se guardan los
programas en código ISO en formato txt de block
de notas, y se envían al disco duro de la maquina
CNC que se encuentra conectado en red, ejecutando
el mecanizado, estos programas a su vez se guardan
respaldos en una base de datos del servidor,
registrando un historial de mecanizado.
Adjunto las imágenes donde se puede apreciar la
secuencia de fabricación.
Figura 22 Mecanizado 1 desbaste. [3]
Figura 23
Mecanizado 1
simulación. [3]
Figura24
Mecanizado 2
simulación. [3]
Figura 25
Generación de
códigos ISO. [3]
Figura 26
Código ISO
generado. [3]
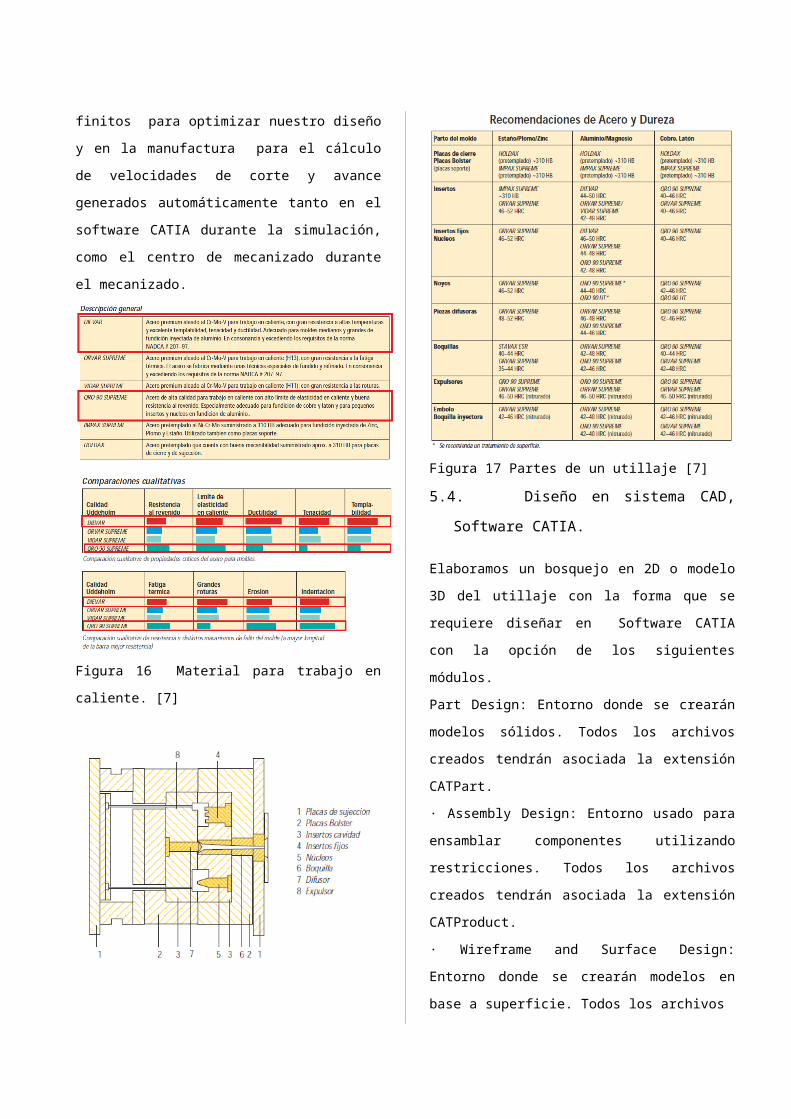
Figura 27 Utillaje mecanizado [6]
V. CONCLUSIONES.
Nos ayuda a optimizar tiempo y costo en el
desarrollo de matrices, con una mayor calidad
en el diseño.
Una vez desarrollado el diseño y manufactura,
si se requiere modificar el diseño inicial, no
tiene ningún inconveniente se actualizan las
operaciones de manufactura automáticamente.
Al realizar la simulación de la manufactura,
genera automáticamente un tiempo estimado de
fabricación.
CATIA es utilizada en industria
automovilística, y aviación debido a sus
componentes de formas complejas en diseño.
VI. REFERENCIAS
[1] Lorincz, Jim (mayo de 2010). "Partes de la energía
son complejas y grandes". Tecnología de Fabricación de
Australia.
[2] Giesecke, Mitchell, Spencer, Hill, Dygdon, Novak, Lockhart “Dibujo técnico con graficas de ingeniería”Decimocuarta edición PEARSON,
México, 2013
[3] Software CATIA.
[4] Catalogo de materiales IVAN BHOMAN.
[5] http://es.wikibooks.org/wiki/Administración_
de_empresas
[6] Matriceria, Fv Franz viegener.
[7] Catalogo de materiales Uddeholm.
VII. BIOGRAFIA.
Darwin Pachacama, nació en Quito-Ecuador el 27 de
Agosto de 1984. Realizó sus estudios secundarios en el
Instituto Tecnológico Central Técnico. Se graduó en la
Universidad Politécnica Salesiana como Ingeniero
Mecánico en 2008. Actualmente cursando Posgrado en
Ingeniería Industrial en la Escuela Politécnica Nacional.
Actualmente desempeña el
cargo Técnico CAD/ CAM en el
Departamento Ingeniería de la
empresa Privada Franz Viegener
S.A.
Áreas de interés: Maquinaria CNC,
Diseño de recipientes a presión, QA/QC soldadura,
Ensayos no destructivos en soldadura. Software CAM
Christian Villarreal, nació en Ibarra-Ecuador el 20 de
Noviembre de 1981. Realizó sus estudios secundarios en
el Colegio Salesiano Sánchez y Cifuentes. Se graduó en
la Escuela Politécnica Nacional como Tecnólogo en
Mantenimiento Industrial en 2006 e Ingeniero en Gestión
de Procesos en 2008. Actualmente cursando Posgrado
en Ingeniería Industrial en la Escuela Politécnica
Nacional. Actualmente trabaja para el Gobierno Nacional
de la República del Ecuador donde desempeña el cargo
de Analista de Procesos en la Dirección de Procesos del
Ministerio el Interior
Áreas de interés: Proyectos, Gobierno por Resultados,
Procesos Institucionales y Gubernamentales.
(christian.villa201191gmail.com).
Pedro Sandoval, nacido en Ibarra – Ecuador el 5 de
enero del 1977.
Los estudios secundarios los realizo en el Colegio
Nacional Teodoro Gómez de la Torre. Se graduó de
Ingeniero Agroindustrial en la Universidad Técnica del
Norte de la ciudad de Ibarra en el 2010.
Trabajo como asistente técnico en la tenería Ayala en la
ciudad de Otavalo por un periodo de dos años, luego
trabajo como laboratorista en la empresa Zulac. C.A.
Actualmente se encuentra estudiando un posgrado en
Ingeniería Industrial y Productividad en la Escuela
Politécnica Nacional. Por el momento se desempaña
como docente ocasional en la
Universidad Técnica del Norte
teniendo a cargo las materias de:
industria del cuero, industria de
extractos e industria de grasa y
aceites.







