
1
REPORTE FINAL
PROYECTO: SINTESIS Y CARACTERIZACION DE ALEACIONES PRODUCIDAS MEDIANTE
ALEADO MECANICO Y FUSION CONVENCIONAL: EVOLUCION DE FASES Y ENDURECIMIENTO.
20070034 Y 20080062
RESUMEN El presente proyecto tuvo la finalidad de fabricar y caracterizar la evolución de fases en
aleaciones obtenidas mediante aleado mecánico y fusión convencional. Es bien conocido
que el control de las transformaciones de fase juegan un papel muy importante en las
propiedades mecánicas de las aleaciones. Dicho control, pretende predecir y mejorar sus
propiedades, así como, su posible degradación con el tiempo de uso. Un camino
alternativo, tratado en el presente proyecto, es producir mediante aleación mecánica
intermetálicos nanométricos Ni3Al a partir de los polvos elementales. Los resultados
mostraron que es posible formar éste intermetálico mediante molienda de baja energía
después de 250 horas. En controversia, producir el intermetálico por métodos
convencionales seria costoso debido a los equipos que se necesitaran para su fabricación.
El intermetálico nanométrico Ni3Al es usado para reforzar un material dúctil, que en este
caso es, en una matriz de aluminio. El principal problema, en este caso, es encontrar el
mejor camino para consolidar este tipo de materiales denominados compositos metal-
metal. Para ello, la compactación dinámica por ondas de choque podría ser una ruta
alterna para obtener buenas densidades de compactación. Los primeros resultados
muestran una consolidación de hasta el 85% por este medio.
Por otra parte, las aleaciones sintetizadas por métodos convencionales y endurecidas por
precipitación fueron base Mg, Al, Fe y Zn. El estudio de las transformaciones de fases en
aleaciones Al-4%Cu-0.3%Mg modificadas con 0.5% y 2%Ag (% peso), Mg-9.5%Al-
0.5%Zn, Fe-10%Ni-15%Al con adiciones de 1%Cu o Cr y Zn-22%Al-2%Cu, se llevo a cabo

2
mediante MEB, MET y Microdureza Vickers. Estas aleaciones fueron preparadas mediante
fusión convencional y posteriormente homogeneizadas a 530 ºC, 550ºC, 1100ºC y 350ºC
durante 3 días, respectivamente. Subsecuentemente, para provocar la precipitación y una
dispersión uniforme de precipitados, las muestras fueron envejecidas a 150, 200 y 250ºC
(base Mg, Al y Zn), y a 750, 850 y 950ºC (base Fe) a diferentes tiempos.
Aleaciones base Al: los resultados de microdureza Vickers mostraron que la adición de
plata promueve su incremento para todas las temperaturas y tiempos de envejecido
isotérmico, encontrando que el pico de dureza ocurre por la coexistencia de las fases Ω y
θ’. Adicionalmente, se observó que el sobreenvejecimiento de la aleación (disminución en
dureza) disminuye conforme la temperatura de envejecido aumenta. Por otra parte, las
micrografías obtenidas por MET demostraron la coexistencia de precipitados de las fases
Ω y θ’, siendo dominante la fase Ω. Adicionalmente, la fase Ω tiene una morfología de
prismas hexagonales con una altura de placas (delgada), donde la cara hexagonal tiene
intercaras planas alineadas en las direcciones de la matriz <311>, <111> y <220>,
mientras que las placas (altura) se alinean solamente en las direcciones <111>. El radio
promedio de la fase Ω tiene una dependencia lineal con respecto al tiempo, t1/3; la cinética
de crecimiento de dicha fase esta controlada por un mecanismo de difusión para ambas
aleaciones, lo cual confirma lo propuesto por la teoría de engrosamiento propuesta por
Lifshitz, Slyosov y Wagner (LSW).
Aleaciones base Mg: Los resultados muestran la precipitación celular y dentro del grano
de la fase β (Mg17Al12), con una relación de orientación de: (0002)m// )330( ppdo. La
precipitación discontinua precede a la precipitación continua a partir del análisis por MEB.
La coexistencia de dichas precipitaciones se ve reflejado en la dureza del material. La
cinética de crecimiento de la PD es más rápida a mayor temperatura, sin embargo los
valores de dureza alcanzados son mayores a menores temperaturas de envejecido. Para
las 3 temperaturas de envejecido se encontró que la dureza llega a un valor máximo y
decae, a diferencia de otros trabajos reportados para aleaciones similares en los que la
dureza llega a un punto máximo y se mantiene.

3
Aleaciones base Fe: Los resultados de DRX mostraron la formación de una solución sólida
sobresaturada (αsss) posterior al tratamiento de homogeneizado y la precipitación de la
fase β´ durante los tratamientos de envejecido para los tres sistemas aleación. Las
adiciones de 1% de Cu o de Cr no forman fases intermetálicas, es decir, se encuentran en
solución sólida ya sea en la matriz o en los precipitados. La fase β´ precipitó dentro de los
granos y el cambio morfológico de los precipitados observada en las tres aleaciones
cambia de partículas esféricas con distribución aleatoria a partículas cúbicas con caras
planas y esquinas redondeadas con cierto alineamiento preferencial. Posteriormente, los
precipitados se agrupan formando arreglos de placas rectangulares manteniendo un
alineamiento de sus caras planas en las direcciones <100> de la matriz. Envejecidos
prolongados provocaron el engrosamiento de las partículas β´ con una morfología de
paralepipedo cuyas caras se vuelven irregulares. La cinética de engrosamiento de los
precipitados β´ obedece la ley temporal t1/3 , lo cual indica que el proceso de
engrosamiento esta controlado por el mecanismo de difusión. La constante de
engrosamiento (K) de las partículas β´ se retarda con la adición del 1% de Cr o Cu al
sistema Fe-10%Ni-15%Al. Por otra parte, las curvas de microdureza muestran un aumento
en dureza con la disminución en la temperatura de envejecido. La aleación Fe-10%Ni-
15%Al-1%Cu alcanzó la mayor dureza en las tres diferentes temperaturas. La degradación
de las propiedades del material se atribuye a la formación de grupos de precipitados, su
coalescencia y a la perdida de coherencias de los mismos.
4
I. INTRODUCCION
En las investigaciones a nivel básico destaca la búsqueda de aleaciones que tengan
propiedades específicas, las cuales puedan ser controladas mediante tratamientos
térmicos o nuevas alternativas como aleación mecánica. Esto conlleva, mejorar la
resistencia a las altas temperaturas, la resistencia mecánica, la resistencia a la corrosión,
así como una mayor eficiencia energética, a la par de reducciones en la densidad y en
peso, o bien, capacidades conductoras más amplias, texturas, transparencia, etc.
Estas características se pueden lograr mediante un control óptimo de las transformaciones
de fase que ocurren en los materiales. Por ejemplo, las propiedades de aleaciones
endurecibles por precipitación esta íntimamente relacionada con el tamaño, morfología y
distribución de partículas de segundas fases.
Inicialmente, el control de la velocidad de enfriamiento y solidificación, permitió modificar la
microestructura de los materiales y las propiedades asociadas a éstas, como en el Zinalco,
las superaleaciones y los aceros de alta resistencia. Mediante este control se obtienen
materiales de mayor resistencia al esfuerzo mecánico y de distinta respuesta a la
temperatura, lo que implica mayor eficiencia y vida útil.
Por otro lado, se encuentra la reducción en peso; en esto los aceros de alta resistencia
han sido un éxito, pues han impactado en la construcción y en la industria automotriz.
Aunque estos materiales suelen ser más costosos, permiten hacer máquinas más
eficientes, permitiendo un menor consumo de combustible.
1.1 ALEACIONES COMPOSITOS Al-Ni3Al
Investigaciones de las últimas décadas han conducido al surgimiento de intermetálicos,
como una nueva clase de materiales Ingenieriles con numerosas propiedades atractivas
las cuales incluyen alta resistencia a la corrosión y oxidación, así como densidades
relativamente bajas combinadas con la capacidad de conservar su resistencia a
5
temperaturas altas. Los intermetálicos son uno de los grupos mas importantes de
materiales nanoestructurados. Los aluminuros de níquel son ejemplo de estos
intermetálicos los cuales son típicamente usados a elevadas temperaturas. En especial la
fase Ni3Al que muestra propiedades físicas y mecánicas importantes que lo hacen
potencialmente útil para algunas aplicaciones estructurales, tales como soportes para
turbinas de gas, instalaciones de tratamientos térmicos, dados y/o moldes de alta
temperatura y en herramientas de corte. En recientes años, varias técnicas avanzadas de
síntesis de intermetálicos tales como aleado mecánico, síntesis por combustión, síntesis
por molienda reactiva y solidificación rápida han sido empleadas para sintetizar
intermetálicos en pro de mejorar su estructura y propiedades mecánicas. La técnica de
aleado mecánico (AM) es especialmente usada para la fabricación de estos compuestos
que son difícilmente preparados por procesos convencionales debido a las altas presiones
de vapor y/o las grandes diferencias en sus puntos de fusión. Mediante la repetida
deformación, fractura y soldadura de partículas que son sujetas a una molienda constante
durante el AM, ocurre la combinación atómica y aleación íntima de cada uno de los
componentes. La importancia del proceso de AM sobre este trabajo reside en el uso de
equipos e instalaciones de menor costo que una fundición sin ser necesario el uso de altas
temperaturas, siendo más seguro y menos contaminante, aunque esté limitado a
producción de bajos volúmenes a nivel laboratorio; además de la importancia del
reforzamiento de aluminio mediante la dispersión de finas y duras partículas de polvo
intermetálico a fin de mejorar las propiedades de este material comúnmente usado y
ampliar mas las posibilidades de su empleo en aplicaciones de alta tecnología. El objetivo
del presente trabajo es la obtención y caracterización del intermetálico Ni3Al con tamaño
nanométrico mediante aleado mecánico de baja y alta energía. Así como, la consolidación
del material compuesto Al-Ni3Al mediante compactación dinámica y su caracterización por
Difracción de rayos-X, Microscopía Electrónica de Barrido, Microscopía Electrónica de
Transmisión y dureza Vickers.

6
1.2 ALEACIONES base Fe-Ni-Al
Las propiedades mecánicas tecnológicamente más importantes de las aleaciones
endurecibles por precipitación están íntimamente relacionadas con la morfología,
distribución espacial, fracción volumétrica y tamaño de las partículas de segunda fase
embebidas en la matriz. Los tratamientos térmicos son un método efectivo e importante
para controlar la microestructura y mejorar las propiedades mecánicas de las aleaciones
reforzadas por precipitación. Los precipitados que provocan el mayor endurecimiento en
las aleaciones están finamente dispersos en la matriz y son coherentes con la matriz. Un
ejemplo, son las superaleaciones base Ni que presentan excelentes propiedades
mecánicas a altas temperaturas, y el endurecimiento depende de la presencia de
precipitados coherentes γ’ (Ni3Al) en una matriz de Ni. En estas aleaciones, las
propiedades están relacionadas a la cinética de engrosamiento de dichos precipitados, así
como a su distribución, tamaño, espaciamiento y fracción volumétrica. Por su parte, las
aleaciones del sistema Fe-Ni-Al pueden ser endurecidas por la presencia de precipitados
de la fase β’ ordenados del tipo B2 (CsCl), los cuales también son coherentes y
coplanares con la matriz. Estos precipitados proporcionan a las aleaciones base Fe
excelentes propiedades de resistencia mecánicas y a la oxidación, cercanas a los 1000°C,
lo que las hace fuertes candidatas para aplicaciones estructurales en ingeniería por su alto
punto de fusión (Tf= 1638°C). Además, poseen una densidad (5.7 g/cm3) menor que las
superaleaciones base Ni (~8 g/cm3). Los aceros 17-7 PH, PH 13-8 Mo y Nitralloy-N son
ejemplos de aceros comerciales endurecidos por la precipitación de la fase β’ (NiAl) y son
utilizadas en diferentes dispositivos tales como, componentes de reactores nucleares,
partes de engranes del tren de aterrizaje de aviones, en aplicaciones petroquímicas que
requieran resistencia a la fractura por corrosión bajo esfuerzos. Sin embargo, alrededor de
600ºC, estos aceros no poseen suficiente resistencia a la termofluencia para aplicaciones
estructurales. Este comportamiento ha sido atribuido a la temperatura de transformación
de α (bcc) a γ (fcc) es relativamente baja, lo que impide su uso a elevadas temperaturas.
La degradación de las propiedades mecánicas en aleaciones endurecibles por
precipitación (Fe-Ni-Al, Ni-Al, etc.) está relacionada con la cinética de engrosamiento de
precipitados. El proceso de engrosamiento o maduración de Ostwald implica un
7
crecimiento competitivo en el cual, las partículas grandes crecen por la disolución de las
partículas pequeñas; así la cinética de engrosamiento es controlada por el proceso de
transferencia de masa difusional de regiones de alta curvatura interfacial a regiones de
baja curvatura interfacial, a través de la matriz. La teoría clásica para el engrosamiento de
partículas desarrollada por Lifshitz y Slyozov, e independientemente por Wagner, predice
que r de las partículas se incrementa linealmente con el tiempo t1/3. Las partículas
contenidas en la matriz cambian gradualmente su tamaño, forma y distribución para
disminuir su estado de energía.
Investigaciones del sistema Fe-Ni-Al endurecidas por precipitados β’ (NiAl), se han
enfocado principalmente al estudio de sus propiedades mecánicas bajo diferentes
condiciones de temperatura y tiempo de envejecido. Estos trabajos no muestran la
evolución morfológica de la precipitación con el tiempo de envejecido a diferentes
temperaturas. A pesar de ello, sus resultados muestran que la forma de distribución del
tamaño de partícula no cambia significativamente con el tiempo de envejecido,
atribuyéndolo a la baja fracción volumétrica observada. Por otra parte, existen pocos
trabajos de engrosamiento de precipitados β’ (NiAl) del sistema Fe-Ni-Al, los cuales
muestran que el engrosamiento de precipitados tiene una dependencia lineal de r3 con el
tiempo de envejecido, como lo predice la teoría LSW. Sin embargo, no existe evidencia de
la evolución de los precipitados y su relación con las propiedades mecánicas. Por lo tanto,
el objetivo principal es determinar la evolución morfológica, tamaño y distribución de los
precipitados β’ (NiAl) en una matriz ferrítica bajo diferentes temperaturas y tiempos de
envejecido. Asimismo, los resultados permitirán determinar la cinética de engrosamiento y
la energía de activación del proceso de engrosamiento y su relación con las propiedades
mecánicas. Adicionalmente, la adición de 1% de Cr o Cu al sistema Fe-Ni-Al pretende
retardar la cinética de engrosamiento de precipitados, y por lo tanto, mejorar sus
propiedades mecánicas a altas temperaturas. La energía de activación para el proceso de
engrosamiento con las adiciones cuaternarias no han sido reportadas en bibliografía.
Además, dichas adiciones no forman fases intermetálicas, es decir, se encuentran en
solución en la matriz o en los precipitados. Finalmente, los resultados obtenidos en este
trabajo podrían guiar futuros desarrollos teóricos y tecnológicos en el entendimiento de los

8
cambios cinéticos y morfológicos para un adecuado diseño y control de las propiedades
mecánicas a altas temperaturas, en este sistema de aleación.
1.3 ALEACIONES Zn-Al
las transformaciones de fase que ocurren en las aleaciones eutectoides base Zn-Al con la
adición del 1-4% de Cu juegan un papel muy importante sobre la resistencia del material
durante su conformado. La adición de 1 a 4% en peso de cobre a las aleaciones
eutectoides base Zn-Al promueve un endurecimiento de la aleación y por lo tanto, un
aumento en sus propiedades mecánicas debido a la formación de fase intermetálica
CuZn4 (ε), la cual es inestable a temperatura ambiente, y la fase intermetálica ternaria de
equilibrio rica en aluminio, τ’ [1-3]. Las transformaciones de fase que ocurren en la
aleación Zn-22%Al-2%Cu mediante tratamientos térmicos de envejecido por debajo de
250°C son: (a) La descomposición de fase ηsobresaturada mediante la reacción celular η → η
+ α, (b) la transformación de cuatro fases, α+ε→η+τ’, donde la fase metaestable ε
transforma a τ’y (c) la descomposición de la fase α rica en aluminio mediante zonas de
Guinier-Preston [4,5]. Sin embargo, la transformación de éstas fases promueve la
inestabilidad dimensional de la aleación, la cual es indeseable en este tipo de aleaciones
[6]. Investigaciones recientes [4,5,7-9] sobre las aleaciones eutectoides base Zn-Al
modificadas con 2% de cobre, muestran que las transformaciones de fase pueden ser
inducidas por deformación plástica mediante aleación mecánica, ensayos de tensión y
fatiga. Sin embargo, mediante estos ensayos no existe un control sobre la deformación
aplicada, es decir, no se ha establecido la cantidad de deformación necesaria para inducir
las transformaciones de fase, así como las cinéticas de transformación y la evolución
microestructural durante la deformación de dichas aleaciones.

9
1.4 ALEACIONES base Al
Las aleaciones endurecibles que se basan en el sistema de aleación Al-Cu-Mg (serie
2000), son ampliamente usadas en aplicaciones de la construcción y el transporte, donde
se requiere de una alta resistencia y adecuada ductilidad. La obtención de una buena
dureza y alta resistencia mecánica en estas aleaciones se atribuye a la presencia de
partículas de segunda fase coherentes con la fase matriz ricas en soluto denominadas
precipitados. La presencia de dichos precipitados coherentes, dificultan el movimiento de
dislocaciones promoviendo un aumento en sus propiedades. Por lo tanto, las propiedades
mecánicas de estas aleaciones son críticamente dependientes de la fracción tamaño,
forma y distribución espacial de los precipitados. Otra característica que permite mejorar el
desempeño de este tipo de aleaciones a altas temperaturas es que los precipitados deben
ser termodinámicamente estables y retardar su engrosamiento a la temperatura de interés
para presentar una estabilidad microestructural. Todo lo mencionado anteriormente se
obtiene si los precipitados son coherentes y coplanares con la fase matriz. Por otra parte,
investigaciones recientes han sido encaminadas a promover un mejoramiento en la
resistencia mecánica a temperatura ambiente y a altas temperaturas en aleaciones base
Al-Cu-Mg mediante la adición de elementos microaleantes, debido a que modifican los
procesos de precipitación.
Recientemente, las aleaciones base Al-Cu-Mg con adiciones de plata han sido sujetas de
estudio para su uso en la industria de la aviación y la industria militar, en las cuales los
materiales son frecuentemente sujetos a temperaturas relativamente elevadas.[4] La
adición de Ag al sistema de aleación Al-Cu-Mg con una alta relación de Cu:Mg, promueve
la precipitación de una fase metaestable Ω, la cual se forma como una dispersión fina y
uniforme de placas delgadas sobre los planos 111. La fase Ω ha mostrado ser
relativamente más estable a altas temperaturas que las fases θ” y θ’, que han sido
reportadas en el sistema Al-Cu. El mecanismo establecido para la formación (núclea) de la
fase Ω es que se origina a expensas de las zonas GP (las siglas GP se refieren a las
zonas de Guinier-Preston), θ” y θ’, ha sido el objeto de varias investigaciones. Un estudio
realizado a través de 3DAP (3 Dimension Atom Probe) mostró la formación de co-closters
10
de átomos de Ag y Mg en la etapa de pre-precipitación, que posteriormente promueven la
formación de precipitados de la fase Ω mediante la incorporación gradual de átomos de
Cu. Después de la formación bien definida de la fase Ω, los átomos de Ag y Mg son
segregados fuertemente a la interfase Ω/α[6]. Finalmente, los autores concluyen que la
fase Ω es una variante de la fase de equilibrio θ (Al2Cu). El efecto del magnesio en la
evolución estructural de esta fase no se ha entendido claramente, pero se cree que es un
componente esencial para la formación de la fase Ω. Por otro lado, la plata incrementa la
densidad numérica de los precipitados de la fase Ω. La composición química y estructura
de esta fase han sido estudiadas por diversos investigadores, los cuales concluyen que la
fase Ω tiene la misma composición que la fase de equilibrio (Al2Cu); la estructura cristalina
de la fase Ω ha sido objeto de controversia, se ha propuesto como hexagonal,
ortorrómbica y tetragonal (a=b=0.6066 nm y c=0.496 nm). Recientemente, trabajos de
investigación a partir de difracción de electrones en aleaciones Al-2%Cu-0.1%Mg con
adiciones de Ag, mostraron que la fase Ω tiene una estructura cúbica centrada en el
cuerpo. La máxima dureza en estas aleaciones está asociada con la coexistencia del
precipitado Ω con varios precipitados como son la fase θ’ (Al2Cu), S (Al2CuMg), y σ
(Al5Cu6Mg2), las cuales son fases que se forman durante el proceso de precipitación en
este tipo de aleaciones, debido a las diferentes adiciones de elementos aleantes[5]. A
pesar de las investigaciones reportadas en el sistema de aleación Al-Cu-Mg-Ag, no existe,
un estudio completo de la evolución morfológica, tamaño y distribución de las fases
presentes, así como, el efecto de adiciones de Ag en el mecanismo y en la cinética de
descomposición. Por lo tanto, el presente estudio tiene como objetivo principal determinar
el mecanismo de descomposición de fases en aleaciones base Al-4%Cu-0.3%Mg con
adiciones de Ag a diferentes temperaturas y tiempos, que dan origen a la formación de la
fase Ω. la evolución de las fases formadas, el posible retardo de la formación de la fase θ.

11
ALEACIONES base Mg
El magnesio es uno de los metales estructurales más ligeros y sus aleaciones son por lo
tanto, candidatos atractivos para aplicaciones donde el peso es un factor crítico.
Adicionalmente, las aleaciones de magnesio al tener propiedades mecánicas similares a
las del aluminio, pueden ser usadas para tareas similares. Una razón importante para que
incremente el constante uso del magnesio se debe a que en la industria automotriz se
desea reducir el peso del automóvil con el fin de disminuir el índice de contaminación,
mejorar el rendimiento y la eficiencia. El desarrollo de nuevas aleaciones de magnesio con
adiciones de Al, Zn, Cu, Mn, entre otros, permiten mejorar notablemente su resistencia
mediante un endurecimiento por precipitación. Un ejemplo de ello, son las aleaciones
comerciales AZ91 (Mg-9%Al-1%Zn-0.3Mn) y AZ80 (Mg-8.5%Al-0.5Zn-0.2Mn), las cuales
tienen una buena combinación de resistencia mecánica y ductilidad. La adición de Al en el
intervalo de 6-12% en peso al Mg promueve la formación de la fase intermetálica Mg17Al12
(β), lo cual permite un endurecimiento de la aleación. Sin embargo, la máxima dureza que
se obtiene en las aleaciones Mg-Al es menor a las obtenidas en aleaciones base aluminio
endurecidas por precipitación, lo cual limita el uso de éstas aleaciones. Por otra parte, la
precipitación en las aleaciones Mg-Al puede ocurrir homogéneamente dentro del grano ó
mediante una precipitación celular. Ambas reacciones de precipitación toman lugar
competitiva y simultáneamente sobre un amplio intervalo de temperaturas de envejecido.
Por lo tanto, las propiedades de estas aleaciones están íntimamente relacionadas con la
cantidad y tipo de precipitación que tome lugar. Es decir, la morfología, tamaño, relación
de orientación y distribución de la fase precipitada son los factores que controlan las
características microestructurales y sus propiedades mecánicas. Por su parte, la adición
de pequeñas cantidades de Zn y Mn, al sistema binario Mg-Al mejoran las propiedades de
resistencia a la tensión y corrosión, respectivamente. Por lo tanto, el presente trabajo
pretende estudiar la precipitación en la aleación comercial AZ90, con la finalidad de
analizar la cantidad de fase precipitada, morfología, relación de orientación y distribución
sobre sus propiedades mecánicas. Adicionalmente, los resultados permitirán aportar
información para el control microestructural y por lo tanto, para el buen desempeño de la
aleación.

12
II. METODOS Y MATERIALES El estudio de la evolución de fases y el endurecimiento de aleaciones Al-Cu-Mg con
adiciones de plata, Zn-22%Al-2%Cu, Mg-9.5%Al-1%Zn y Fe-10%Ni-15%Al modificadas
con Cu ó Cr y aleaciones compósito Al-Ni3Al, se llevó a cabo por medio de difracción de
rayos X (DRX), microscopia electrónica de barrido (MEB), microscopia electrónica de
transmisión (MET) y mediciones de microdureza Vickers (HV).
Las aleaciones fueron fabricadas a partir de los elementos químicamente puros, con al
menos 99.9% de pureza. Esto se realizó a partir de técnicas de fusión convencional,
mediante un horno de resistencias a nivel laboratorio a 750 °C (base Al), 500ºC (base Zn y
Mg) y 1400ºC (base Fe) con una atmósfera de argón y mediante agitación por medio de
una barra de alúmina, con la finalidad de obtener una composición más homogénea. En el
proceso de aleación mecánica se emplearon polvos de Ni (99.98%) de 100 μm y
morfología redonda y de Al (99.98%) de 15 μm y morfología irregular para obtener el
intermetálico Ni3Al mediante molienda de baja (Molino horizontal) con una relación de
peso de bolas:peso de muestra 36:1, balines de acero de ½`` de diámetro como medio de
molienda y una velocidad 110 rpm en una atmósfera de argón para minimizar la
exposición al ambiente oxidante. Se realizaron moliendas a 50, 100, 150, 250 y 350
horas.. La Tabla 1 muestra la composición nominal de las aleaciones fabricadas.
Tabla 1. Composición nominal de las aleaciones en % peso.
Aleación Cu Mg Ag) Al Zn Ni Cr Fe 1 4.0 0.3 0.5 Bal. 2 4.0 0.3 1.5 Bal.
3 4.0 0.3 2.5 Bal. 4 4.0 0.3 3 Bal. 5 Bal. 13.3 6 2.0 22.0 Bal. 7 15.0 10.0 Bal. 8 1.0 15.0 10.0 Bal. 9 15.0 10.0 1.0 Bal.
10 Bal. 9.5 0.5

13
Tratamientos Térmicos.
Las aleaciones provenientes de fusión se cortaron para obtener muestras con
dimensiones de 65 x 10 x 21 mm3, las cuales fueron encapsuladas bajo vacío en tubos de
pirex. Las muestras se trataron térmicamente hasta la temperatura de homogeneizado en
el intervalo de 550 ± 5 °C (base Al), 350°C (base Zn), 450ºC (base Mg) y 1100ºC (base
Fe) durante 5 días, seguidas de un temple en agua con hielos (enfriamiento brusco) a una
temperatura de aproximadamente 2 °C. La finalidad del tratamiento de homogeneización
fue romper la microestructura de colada proveniente de fusión a partir de una región
monofásica, mientras que el tratamiento de temple se realizó con la finalidad de obtener
una solución sólida sobresaturada (SSS) a temperatura ambiente, para su posterior
transformación por precipitación. La caracterización de la completa homogeneización se
realizó mediante un análisis de la microestructura a través de microscopía electrónica de
barrio (MEB).
La siguiente etapa consistió en realizar tratamientos de envejecido isotérmico ó
tratamientos de precipitación a cada una de las muestras. Las temperaturas de envejecido
fueron de 150, 200, 250 y 300 °C (base Al, base Zn y base Mg), y 750, 850 y 950ºC (base
Fe), las cuales están dentro de la región bifásica de cada uno de sus diagramas.
Asimismo, los tratamientos se realizaron a diferentes tiempos (10, 30min, 1, 5, 10, 25, 50,
75, 100, 125, 150, 175, 200, 225, 250, 275, 300, 325, 350, 375, 400 h) a cada una de las
aleaciones, para provocar la precipitación de segundas fases. Las diferentes temperaturas
y tiempos se emplearon con la finalidad de obtener diferentes fracciones volumétricas, las
cuales permitieron seguir la cinética de descomposición. Los tratamientos de
homogeneizado, solubilizado y envejecido se llevaron acabo en un horno de resistencia
eléctrica thermolyne, considerando un rango de temperatura de ± 2 °C.
Microscopia Electrónica de Barrido (MEB). Las muestras provenientes de fusión, homogeneizadas y solubilizadas, se prepararon
metalográficamente y se caracterizaron mediante MEB; utilizando un microscopio
electrónico JEOL-6300 con una distancia de trabajo de 15 mm, un voltaje de 20kV y con
señal de electrones secundarios.
14
Microscopia Electrónica de Transmisión (MET). Las observaciones por MET se realizaron en un microscopio JEOL-2000FXII equipado con
un espectrómetro de energía dispersa (EDS). La caracterización por MET se realizó con
un voltaje de 200kV. Se emplearon las técnicas convencionales de campo claro, campo
oscuro y difracción de área selecta. Las muestras empleadas para su caracterización por
MET se obtuvieron a partir de placas de tamaño de 10 X 10 X 3 mm3. Dichas placas
fueron desbastadas gradualmente con lijas de SiC de grado 400, 600, 1000, 1500 y 2000
hasta obtener un espesor de 300 micras. Posteriormente, se cortaron discos de 3 mm de
diámetro con una cortadora de electroerosión y desbastadas hasta obtener un espesor
aproximado de 150 micras, después las muestras fueron pulidas electrolíticamente
mediante un aparato FISHIONE de doble chorro en una solución de 78 % metanol y 22 %
ácido nítrico enfriado a una temperatura de -70 °C en un baño María de alcohol con CO2
sólido.
Medición de Microdureza Vickers (HV). Por medio de las mediciones de microdureza, se siguió la secuencia de precipitación. A
partir de las muestras pulidas a espejo se realizaron las mediciones de microdureza
Vickers mediante un microdurómetro, marca Future Tech, utilizando una carga de 200 g. y
se realizaron 10 identaciones para cada una de las muestras, de las cuales 2 de los
valores de dureza fueron eliminados (el valor más alto y el valor más bajo) para obtener el
valor promedio.
Ensayos de Tensión. Las pruebas de tensión se llevaron a cabo en una máquina de tensión uniaxial marca
Shimadzu® a la velocidad de deformación más baja que permite el equipo (0.05 mm/min).
Estos ensayos fueron llevados a cabo para los tratamientos de homogeneizado cuyas
probetas fueron seleccionadas de acuerdo con la evolución de la dureza durante la
transformación de la fase β, de tal manera que se asignó una prueba para el tiempo cero
de transformación (inmediatamente después del temple), una más para el tiempo en que
se alcanza la mayor dureza (∼4 horas después del temple) y uno más para el tiempo en el
que se culmina la transformación de la fase. Las probetas sometidas a tensión se

15
prepararon metalográficamente para poder ser observadas en el Microscopio Electrónico
de Barrido modelo JEOL JSM-6300.
Asimismo, se realizaron pruebas de tensión cada tiempo de envejecido (1, 5, 15, 25, 50,
100 y 150 horas), de manera que se pudo observar la relación que existe entre la
transformación de la fase intermetálica inestable ε a la fase estable τ’ y las propiedades
mecánicas del material.
Una vez terminado el ensayo se estudió la superficie de fractura y se cortó uno de los
extremos de la probeta ensayada a todo lo largo (ver figura 3.3) y así preparar la superficie
frontal de las probetas fracturadas para observar el comportamiento de la microestructura
cerca y lejos de la zona de fractura y así poder evaluar la relación existente entre las
propiedades mecánicas de la aleación con sus transformaciones de fase.
DESCRIPCION DE ACTIVIDADES REALIZADAS
De acuerdo a la programación de actividades propuestas en el protocolo 20070034, se
cumplieron satisfactoriamente las metas propuestas. Los resultados obtenidos y que
abarcan las metas propuestas se mencionan a continuación. El anexo incluye solamente
el escrito de los resultados debido al espacio disponible a ser enviado a la SIP. El impreso
contiene todas las figuras y gráficas de los resultados.
16
III. RESULTADOS
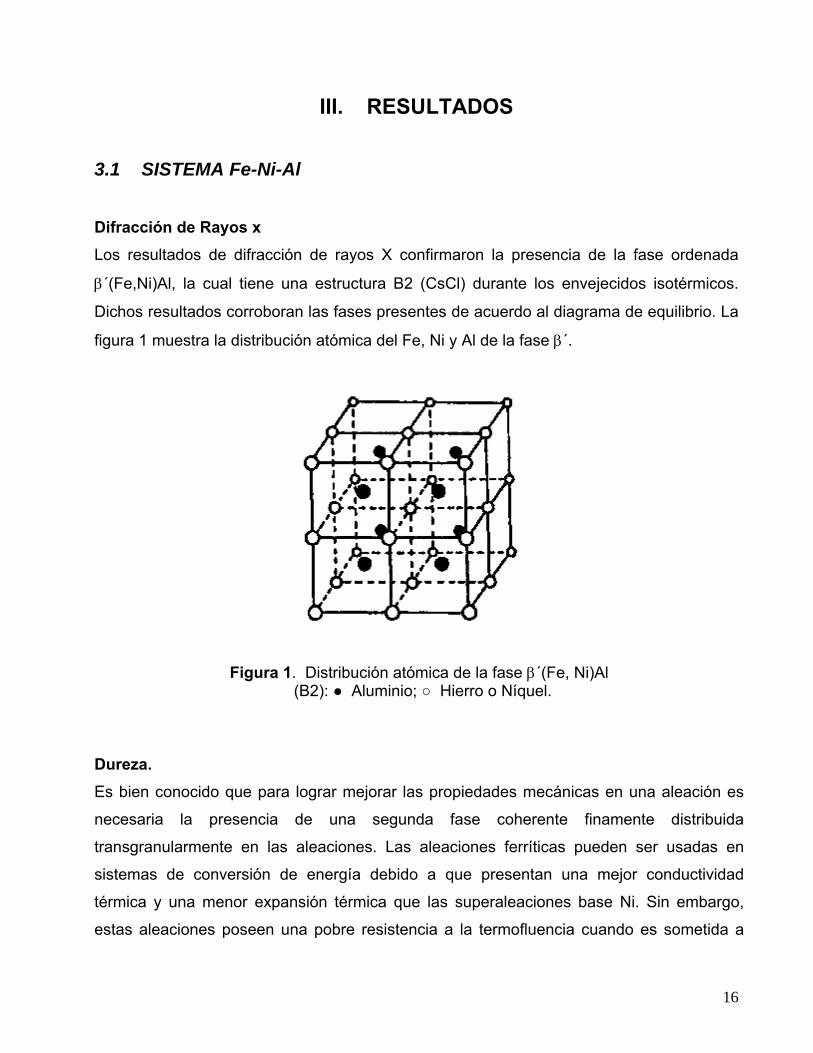
3.1 SISTEMA Fe-Ni-Al Difracción de Rayos x Los resultados de difracción de rayos X confirmaron la presencia de la fase ordenada
β´(Fe,Ni)Al, la cual tiene una estructura B2 (CsCl) durante los envejecidos isotérmicos.
Dichos resultados corroboran las fases presentes de acuerdo al diagrama de equilibrio. La
figura 1 muestra la distribución atómica del Fe, Ni y Al de la fase β´.
Figura 1. Distribución atómica de la fase β´(Fe, Ni)Al (B2): Aluminio; Hierro o Níquel.
Dureza. Es bien conocido que para lograr mejorar las propiedades mecánicas en una aleación es
necesaria la presencia de una segunda fase coherente finamente distribuida
transgranularmente en las aleaciones. Las aleaciones ferríticas pueden ser usadas en
sistemas de conversión de energía debido a que presentan una mejor conductividad
térmica y una menor expansión térmica que las superaleaciones base Ni. Sin embargo,
estas aleaciones poseen una pobre resistencia a la termofluencia cuando es sometida a

17
temperaturas de alrededor de 600ºC. Las aleaciones ferríticas base Fe-Ni-Al modificadas
con adiciones cuaternarias (p. e. Cr o Cu) podrían ser potencialmente candidatas para
aumentar su resistencia mecánica a temperaturas cercanas a los 1000ºC, por la presencia
de la precipitación transganular homogénea y finamente distribuida de la fase β’ (Ni,FeAl).
Las curvas de la figura 2 muestran el comportamiento mecánico de las tres aleaciones
envejecidas a 750, 850 y 950°C por diferentes tiempos. Estas curvas marcan el efecto del
tiempo de envejecido y la temperatura sobre la dureza en las aleaciones. Inicialmente, la
adición de Cu y Cr no forma fases intermetálicas, es decir, se encuentran en solución
sólida y promueven un aumento en la dureza.
En las curvas de la figura 2 se puede observar que la dureza se incrementa con el tiempo
de envejecido para las tres aleaciones envejecidas a 750ºC. Cabe señalar que la aleación
Fe-10%Ni-15%Al-1%Cu muestra una mayor dureza en todos los tiempos de envejecido,
con un pico de dureza después de 750 h de envejecido y comienza a disminuir lentamente
hasta 1500 horas, lo cual implica que esta aleación conserva sus propiedades a esta
temperatura durante largos tiempos de servicio. El efecto de la temperatura de envejecido
sobre la dureza esta remarcado notablemente. La dureza disminuye notablemente con el
incremento de la temperatura. La razón de estos resultados se atribuye a que a mayor
temperatura mayor es la difusión atómica y por lo tanto, la velocidad de crecimiento de las
partículas es más rápida. La disminución a los valores de dureza durante el proceso de
engrosamiento se atribuye a la formación de grupos de precipitados, una posible perdida
de coherencia entre matriz - precipitado, así como, a la coalescencia de precipitados. Estos
resultados son consistentes con Stallybrass y colaboradores donde el esfuerzo de
cedencia, para aleaciones Fe-Ni-Al con 10%Cr, disminuye con el aumento de la
temperatura de envejecido.

18
0 200 400 600 800 1000 1200 1400 1600
440
450
460
470
480
490
500
510
520
Fe-10Ni-15Al-1Cu Fe-10Ni-15Al-1Cr Fe-10Ni-15Al
Mic
rodu
reza
Vic
kers
(MD
V)
Tiempo de envejecido (h)
750°C
0 200 400 600 800 1000
440
450
460
470
480
490
500
510
520
Fe-10Ni-15Al-1Cu Fe-10Ni-15Al-1Cr Fe-10Ni-15Al
Mic
rodu
reza
Vic
kers
(HD
V)Tiempo de envejecido (h)
850°C
0 100 200 300 400 500430
440
450
460
470
480
490
500 Fe-10Ni-15Al-1Cu Fe-10Ni-15Al-1Cr Fe-10Ni-15Al
Mic
rodu
reza
Vic
kers
(MD
V)
Tiempo de envejecido (h)
950°C
Figura 2. Curvas de envejecido que muestran el comportamiento mecánico de las tres
aleaciones a 750, 850 y 950°C de envejecido.
19
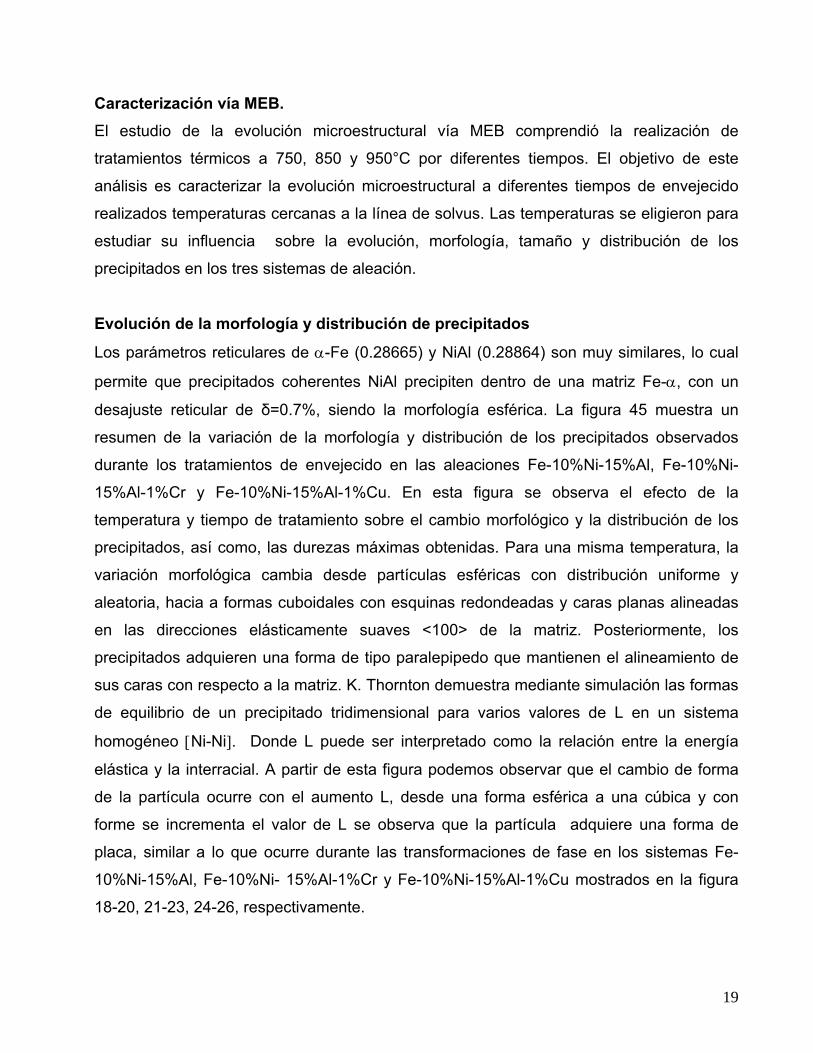
Caracterización vía MEB. El estudio de la evolución microestructural vía MEB comprendió la realización de
tratamientos térmicos a 750, 850 y 950°C por diferentes tiempos. El objetivo de este
análisis es caracterizar la evolución microestructural a diferentes tiempos de envejecido
realizados temperaturas cercanas a la línea de solvus. Las temperaturas se eligieron para
estudiar su influencia sobre la evolución, morfología, tamaño y distribución de los
precipitados en los tres sistemas de aleación.
Evolución de la morfología y distribución de precipitados
Los parámetros reticulares de α-Fe (0.28665) y NiAl (0.28864) son muy similares, lo cual
permite que precipitados coherentes NiAl precipiten dentro de una matriz Fe-α, con un
desajuste reticular de δ=0.7%, siendo la morfología esférica. La figura 45 muestra un
resumen de la variación de la morfología y distribución de los precipitados observados
durante los tratamientos de envejecido en las aleaciones Fe-10%Ni-15%Al, Fe-10%Ni-
15%Al-1%Cr y Fe-10%Ni-15%Al-1%Cu. En esta figura se observa el efecto de la
temperatura y tiempo de tratamiento sobre el cambio morfológico y la distribución de los
precipitados, así como, las durezas máximas obtenidas. Para una misma temperatura, la
variación morfológica cambia desde partículas esféricas con distribución uniforme y
aleatoria, hacia a formas cuboidales con esquinas redondeadas y caras planas alineadas
en las direcciones elásticamente suaves <100> de la matriz. Posteriormente, los
precipitados adquieren una forma de tipo paralepipedo que mantienen el alineamiento de
sus caras con respecto a la matriz. K. Thornton demuestra mediante simulación las formas
de equilibrio de un precipitado tridimensional para varios valores de L en un sistema
homogéneo [Ni-Ni]. Donde L puede ser interpretado como la relación entre la energía
elástica y la interracial. A partir de esta figura podemos observar que el cambio de forma
de la partícula ocurre con el aumento L, desde una forma esférica a una cúbica y con
forme se incrementa el valor de L se observa que la partícula adquiere una forma de
placa, similar a lo que ocurre durante las transformaciones de fase en los sistemas Fe-
10%Ni-15%Al, Fe-10%Ni- 15%Al-1%Cr y Fe-10%Ni-15%Al-1%Cu mostrados en la figura
18-20, 21-23, 24-26, respectivamente.
20
Las figuras 3-5 presentan en resumen para cada aleación, la evolución de los precipitados
β´ en las aleaciones Fe-10%Ni-15%Al, Fe-10%Ni- 15%Al-1%Cr y Fe-10%Ni-15%Al-1%Cu
envejecidas a 750, 850 y 950°C por diferentes tiempos. Este análisis hace evidente el
efecto de la temperatura y tiempo de envejecido para cada aleación. Dichas figuras
permiten establecer en forma lineal o diagonal dicho efecto, por lo tanto, permite observar
de otra manera los resultados.
Figura 3. Evolución de los precipitados β´ en la aleación Fe-10%Ni-15%Al envejecida a 750, 850 y 950°C por diferentes tiempos.

21
Figura 4. Evolución de los precipitados β´ en la aleación Fe-10%Ni-15%Al-1%Cr envejecida a 750, 850 y 950°C por diferentes tiempos.

22
Figura 5. Evolución de los precipitados β´ en la aleación Fe-10%Ni-15%Al-1%Cu envejecida a 750, 850 y 950°C por diferentes tiempos.

23
La tabla 2 muestra que, para una misma aleación, cuando se incrementa la temperatura
de envejecido disminuye la fracción de precipitados (fa) y por consecuencia disminuye la
dureza- Asimismo, la adición de Cr y Cu, aumenta la fracción de precipitados y la dureza,
respectivamente.
Tabla 2. Valores de fracción área para las tres aleaciones a diferentes temperaturas.
Valores de fracción área y Microdureza Vickers
750°C 850°C 950°C Sistema de aleación
fa MDVmax tenv. (h) fa MDVmax tenv. (h) fa MDVmax tenv. (h)
Fe-10%Ni-15%Al 0.29 485.4 500 0.28 475.9 150 0.27 464.66 75
Fe-10%Ni-15%Al-1%Cr 0.31 507.8 750 0.29 494.8 200 0.28 481.7 100
Fe-10%Ni-15%Al-1%Cu 0.32 518.31 750 0.31 509.2 200 0.30 495.5 100
Cinética de Crecimiento
A partir de los datos de tamaño promedio de partícula se obtienen las graficas de ln r vs ln
t tamaño promedio, r , en función de el tiempo de envejecido t. Dichas figuras muestras
una dependencia lineal del tamaño de partícula con respecto al tiempo para las diferentes
temperaturas. Las pendientes (m) de las rectas para cada una de las aleaciones a 750,
850 y 950°C, se muestran en las figuras 6-8. El valor de m obtenido esta cerca de lo
predicho por la teoría de engrosamiento LSW (ley temporal de t1/3), lo cual indica que el
proceso de engrosamiento esta controlado por el mecanismo de difusión. Es decir, el radio
promedio de partícula, r , aumenta con el tiempo de envejecido, t, de acuerdo a la
siguiente relación:
t K (0)r-(t)r 33 =
donde )0(r es el radio de partícula promedio a un tiempo cero y K es la constante cinética
la cual esta en función de la temperatura.

24
11.5 12.0 12.5 13.0 13.5 14.0 14.5 15.0 15.5
4.5
5.0
5.5
6.0
6.5 750°C m=0.30 850°C m=0.28 950°C m=0.29
ln r
(nm
)
ln t (h)
Fe-10Ni-15Al-1Cr
-2 -1 0 1 2 3 4 5 6 7
4.0
4.5
5.0
5.5
6.0 950ºC m = 0.28 850ºC m = 0.27 750ºC m = 0.32
ln r
(nm
)
Fe-10Ni-15Al
ln t (h)
11 12 13 14 15 16
4.5
5.0
5.5
6.0
6.5
7.0
7.5 750°C m=0.29 850°C m=0.27 950°C m=0.28
ln r
(nm
)
ln t (h)
Fe-10Ni-15Al-1Cu
Figura 6. Variación del radio normalizado vs tiempo de envejecido determinado vía MEB
para la aleación Fe-10%Ni-15%Al.
Figura 7. Variación del radio normalizado vs tiempo de envejecido determinado vía MEB
para la aleación Fe-10%Ni-15%Al-1%Cr.
Figura 8. Variación del radio normalizado vs tiempo de envejecido determinado vía MEB para la aleación Fe-10%Ni-15%Al-1%Cu.

25
3.2 SISTEMA Al-Cu
Envejecido Natural Las aleaciones Al-4%Cu-0.3%Mg-0.5%Ag y Al-4%Cu-0.3%Mg-2%Ag son susceptibles a
envejecer a temperatura ambiente (envejecido natural). La figura 9 muestra el efecto de la
adición de plata en la dureza de ambas aleaciones durante su envejecido natural con
tiempos de hasta 16 000 horas (22.2 meses). Ambas aleaciones mostraron el mismo
comportamiento de la dureza con el envejecido natural, es decir, un incremento inicial de
la dureza hasta 6000 h (250 días) y posteriormente una estabilidad de la misma.
Asimismo, las curvas de dureza no muestran diferencias significativas con la adición de
plata, aunque la dureza mayor se presentó en la aleación con mayor contenido de plata.
Este fenómeno ha sido atribuido a la formación de las zonas Guinier-Preston]. Estos
resultados muestran que la aleación envejece a temperatura ambiente, lo que la hace
inestable a temperatura ambiente, a pesar de que la cinética de precipitación es muy lenta.
Prácticamente, para evitar la inestabilidad de aleaciones endurecibles por precipitación
base Al (p.e 2024, 2026, 6064, 7075) se realizan tratamientos térmicos especiales (p.-e.
T3, T4, T6, T8,)[54]. Por otra parte, este comportamiento podría ser utilizado para un primer
proceso (p.e maquinado o deformado) y en conocimiento de que la dureza del material va
a incrementarse y estabilizarse a temperatura ambiente con un tiempo de hasta 16000h y
más.
Figura 9. Comportamiento de la dureza con el tiempo de envejecido a temperatura ambiente para las aleaciones Al-4.0%Cu-0.3%Mg-0.5%Ag y Al-4.0%Cu-0.3%Mg-2.0%Ag
0 2000 4000 6000 8000 10000 12000 14000 1600085
90
95
100
105
110
115
Al-4.0Cu-0.3Mg-0.5Ag Al-4.0Cu-0.3Mg-2.0Ag
Tiempo de envejecido (h)
Mic
rodu
reza
Vic
kers
(HV)

26
0.1 1 10 100 100080
90
100
110
120
130
140
150
160
Tiempo de envejecido (h)
Mic
rodu
reza
Vic
kers
(HV)
150°C 200°C 250°C
5.2 Envejecido Artificial
La figura 10 muestra un resumen de las curvas de envejecido en escala logarítmica de las
aleaciones Al-4%Cu-0.3%Mg-0.5%Ag (líneas punteadas) y Al-4%Cu-0.3%Mg-2%Ag
(líneas continuas), envejecidas a 150, 200 y 250°C. Dicha gráfica hace evidente el efecto
de la adición de plata y la temperatura de envejecido. Es decir, se puede observar que las
aleaciones envejecidas a menor temperatura (150 ºC) son las que presentan una cinética
de endurecimiento más lenta que a temperaturas superiores. Estos resultados son
coherentes con la literatura [5], donde temperaturas de envejecido bajas inducen tamaños
de precipitados menores, lo cual promueve una mayor dureza en las aleaciones. Mientras
que, al aumentar la temperatura de envejecido se promueven tamaños de precipitados
mayores, lo cual se reflejaría en una menor dureza. Cabe señalar que la difusión atómica
se acelera con el incremento de la temperatura, lo cual se ve reflejado en la figura 5.3, en
un menor tiempo de envejecido para que la dureza de las aleaciones disminuya
(degradación de las propiedades mecánicas).
Figura 10. Comportamiento de la dureza en función del tiempo de envejecido para las aleaciones Al-4.0%Cu-0.3%Mg-0.5%Ag () y Al-4.0%Cu-0.3%Mg-2%Ag (−−−−).

27
Finalmente, la adición de plata promueve una mayor dureza a todas as temperaturas de
envejecido. Este fenómeno ha sido reportado como se muestra en la figura 11, donde la
dureza del material se mantiene con el aumento de la temperatura de envejecido.
Asimismo, dicha figura resalta que el aumento de la temperatura de envejecido disminuye
el pico de dureza máximo, lo cual confirma los resultados obtenidos en el presente trabajo.
Figura 11. Pico de dureza con respecto al tiempo de envejecido para una aleación Al-Cu-Mg-Ag
El envejecido artificial (150-250 ºC) muestra una cinética de precipitación más rápida que
aquel realizado a temperatura ambiente. El comportamiento de la dureza con el transcurso
del tiempo de envejecido puede explicarse de acuerdo a la formación y evolución de los
precipitados, así como al sobreenvejecimiento de los mismos, lo anterior puede ilustrarse
en base a la figura 2.8, la cual muestra la formación de los precipitados conforme pasa el
tiempo de envejecido. Esta figura muestra que justo al alcanzar el pico de dureza se tiene
la combinación de θ” y θ’ para una aleación Al-Cu. De igual manera, para las aleaciones
en estudio, los principales precipitados reforzantes son Ω y θ’, donde la fase Ω es la fase
dominante, la cual además de conferirle una dureza mayor, aumentando su estabilidad
térmica y por ende sus propiedades mecánicas.
Asimismo, se realizó una comparación de las aleaciones empleadas con dos aleaciones
de literatura Al-1.7Cu-0.3Mg y Al-1.7Cu-0.3Mg-0.1Ag[31]. La figura 12 muestra claramente
que los resultados obtenidos concuerdan con los reportados en bibliografía, haciendo
evidente que la adición de plata aumenta la dureza del material. Los resultados obtenidos

28
0.1 1 10 10070
80
90
100
110
120
130
140
Tiempo de envejecido (h)
Mic
rodu
reza
Vic
kers
(HV)
Al-4.0Cu-0.3Mg-0.5Ag Al-4.0Cu-0.3Mg-2.0Ag Al-1.7Cu-0.3Mg-0.1Ag* Al-1.7Cu-0.3Mg*
concuerdan con las observaciones realizadas por Ringer[15], en los cuales muestra que al
aumentar las concentraciones de plata, el endurecimiento aumenta en todas las
aleaciones de aluminio conteniendo magnesio, ya que la plata estimula la precipitación de
la fase Ω la cual promueve el endurecimiento en estas aleaciones.
Figura 12. Comportamiento de la dureza en función del tiempo de envejecido de las aleaciones Al-4.0%Cu-0.3%Mg-0.5%Ag y Al-4.0%Cu-0.3%Mg-2.0%Ag en comparación con dos aleaciones de literatura [31], envejecidas por diferentes tiempos a 200 ºC.
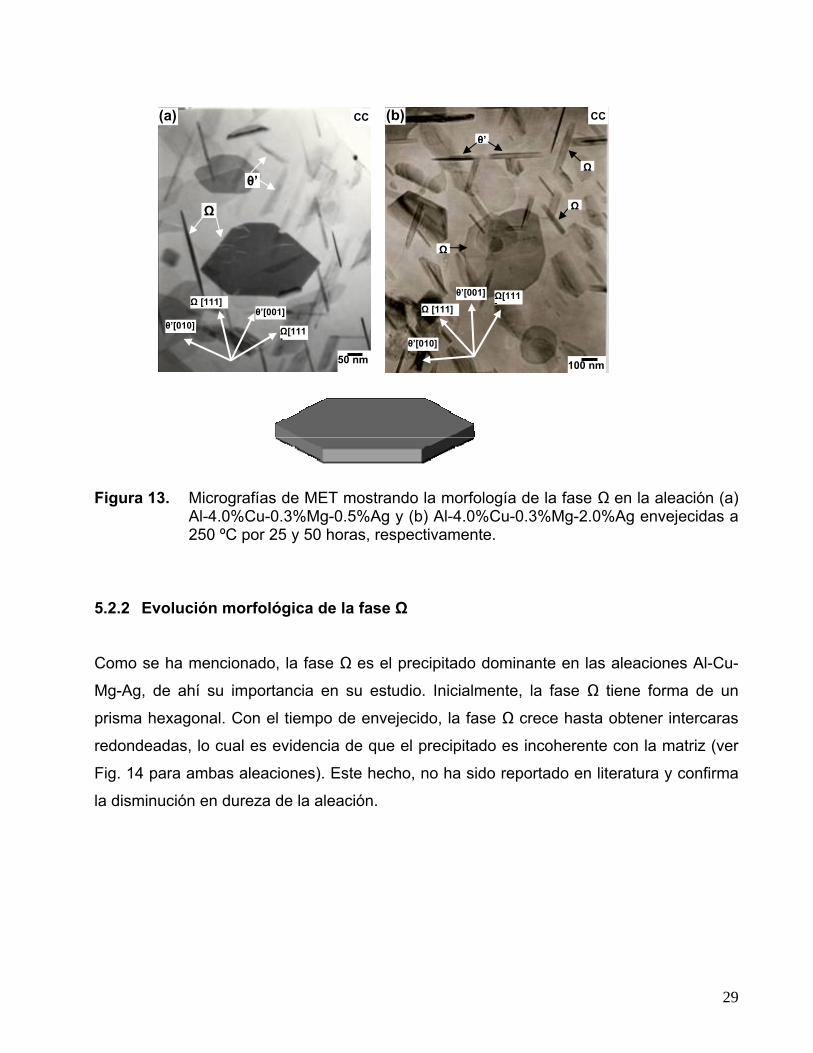
Identificación de la fase Ω La identificación de las fases Ω y θ’ se puede realizar de acuerdo a su morfología y
orientación con la matriz. Los resultados muestran que la morfología de la fase Ω es
similar a un prisma hexagonal, donde su altura es muy pequeña. La morfología hexagonal
de la fase Ω en las micrografías en condición de campo claro de la figura 13 es fácilmente
identificable. Mientras que, los lados del prisma (altura) pueden confundirse con la fase θ’.
Sin embargo, la fase Ω, se encuentra alineada en las direcciones <111> de la matriz y la
fase θ’ en las direcciones <100> de la matriz. Por lo tanto, en las micrografías de la figura
5.5 en condición de campo claro de la aleaciones Al-4.0%Cu-0.3%Mg-0.5%Ag y Al-
4.0%Cu-0.3%Mg-2.0%Ag envejecidas a 250 ºC durante 25 y 50 horas, respectivamente,
se puede observar claramente que la fase dominante (en mayor proporción) es la fase Ω.
29
Figura 13. Micrografías de MET mostrando la morfología de la fase Ω en la aleación (a)
Al-4.0%Cu-0.3%Mg-0.5%Ag y (b) Al-4.0%Cu-0.3%Mg-2.0%Ag envejecidas a 250 ºC por 25 y 50 horas, respectivamente.
5.2.2 Evolución morfológica de la fase Ω
Como se ha mencionado, la fase Ω es el precipitado dominante en las aleaciones Al-Cu-
Mg-Ag, de ahí su importancia en su estudio. Inicialmente, la fase Ω tiene forma de un
prisma hexagonal. Con el tiempo de envejecido, la fase Ω crece hasta obtener intercaras
redondeadas, lo cual es evidencia de que el precipitado es incoherente con la matriz (ver
Fig. 14 para ambas aleaciones). Este hecho, no ha sido reportado en literatura y confirma
la disminución en dureza de la aleación.
50 nm
Ω
θ’
(a)
Ω[111]
Ω [111]
θ’[010] θ’[001]
CC
100 nm
CC
Ω
θ’
Ω
Ω
Ω [111]
θ’[001] Ω[111]
θ’[010]
(b)

30
Figura 14. Micrografías de las aleaciones (a)-(d) Al-4%Cu-0.3%Mg-0.5%Ag y (e)-(h) Al-4%Cu-0.3%Mg-2%Ag envejecidas a 250ºC por diferentes tiempos.
3.3 SISTEMA Mg-Al
Microscopia Electrónica de Barrido (MEB) En la micrográfica de la figura 12 se puede observar la microestructura proveniente de
colada la cual se analizó empleando electrones secundarios. El análisis por EDS mostró
que las zonas claras son ricas en Mg, Al, Zn, mientras que las zonas grises son ricas en
Mg.
Figura 15. Micrografía de la estructura dendrítica de la aleación Mg-8.5% Al-0.5% Zn
10 μm

31
La micrografía de la figura 16 muestra la microestructura de la aleación sometida a un
tratamiento térmico de homogenizado a 430ºC por 3 días y templado en agua a 2 ºC.
Dicha figura muestra el rompimiento de la estructura de fusión, la cual presenta granos
equiaxiales de un tamaño aproximado de 80 μm.
Figura 16. Micrografía de la muestra solubilizada de la aleación Mg-8.5% Al-0.5% Zn
En la figuras 17 se muestran las micrografías de la aleación Mg-8.5% Al-0.5% Zn durante
el tratamiento de envejecido isotérmico a 100 a diferentes tiempos. La figura 14 muestra la
precipitación discontinua (PD) o celular ocurre en los límites de grano después de 50h a
100 ºC. Adicionalmente se puede observar el aumento de la fracción de la precipitación
discontinua conforme se incrementa el tiempo de envejecido.
Estos resultados hacen evidente que la cinética de crecimiento y descomposición aumente
conforme se incrementa la temperatura de envejecido.
10 μm

32
Figura 17. Evolución microestructural de la aleación Mg-Al-Zn envejecida
isotérmicamente a 100ºC durante (a)50, (b) 100, (c) 150, (d) 250, (e) 350, (f) 450, (g) 550 y (h) 650h.
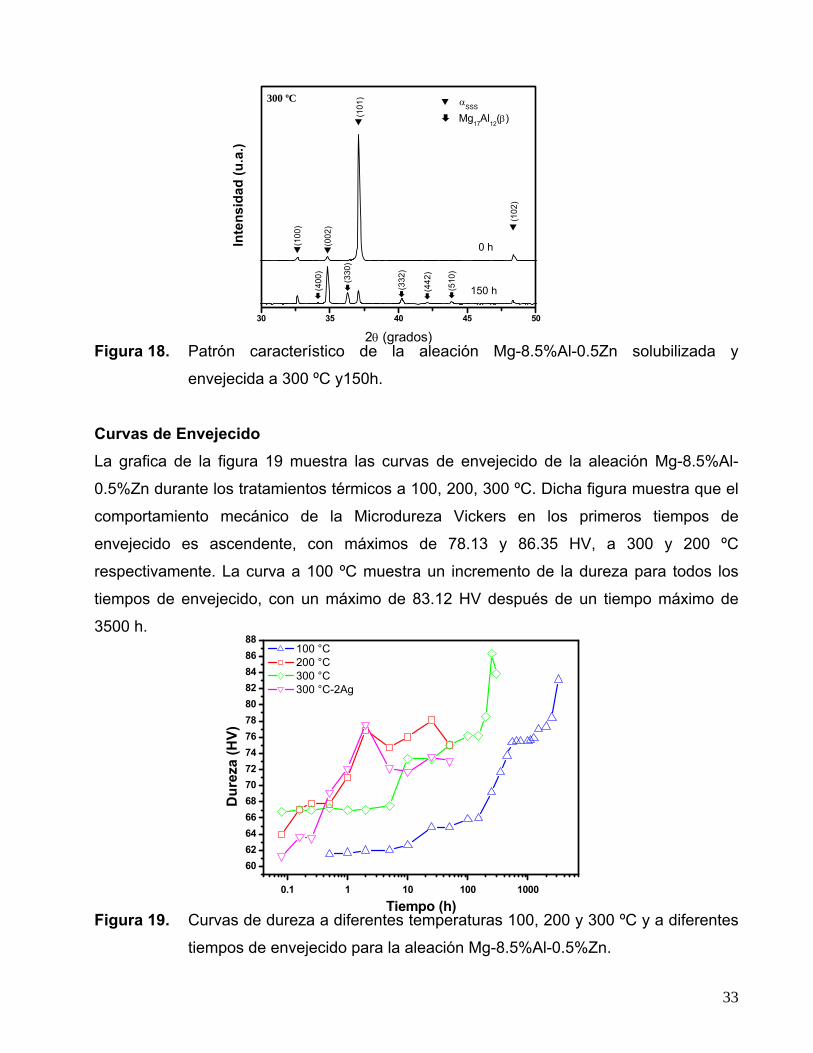
Difracción de Rayos-X La figura 18 muestra un patrón de difracción característico de la aleación homogenizado y
envejecida durante 150 h a 300 ºC. El patrón de rayos-X de la muestra homogenizada (0
h) se observan solamente la presencia de los picos característicos del magnesio, lo cual
confirma la formación de una solución sólida sobresaturada. Después del tratamiento
térmico de envejecido a 300 ºC se observa los picos característicos de la fase Mg17Al12.
33
30 35 40 45 50
150 h(510
)
(442
)
(332
)
(330
)
(400
)
(102
)
(101
)
(002
)
Inte
nsid
ad (u
.a.)
2θ (grados)
(100
)
αSSS
Mg17Al12(β)
0 h
300 ºC
0.1 1 10 100 1000
606264666870727476788082848688
100 °C 200 °C 300 °C 300 °C-2Ag
Dur
eza
(HV)
Tiempo (h)
Figura 18. Patrón característico de la aleación Mg-8.5%Al-0.5Zn solubilizada y
envejecida a 300 ºC y150h.
Curvas de Envejecido La grafica de la figura 19 muestra las curvas de envejecido de la aleación Mg-8.5%Al-
0.5%Zn durante los tratamientos térmicos a 100, 200, 300 ºC. Dicha figura muestra que el
comportamiento mecánico de la Microdureza Vickers en los primeros tiempos de
envejecido es ascendente, con máximos de 78.13 y 86.35 HV, a 300 y 200 ºC
respectivamente. La curva a 100 ºC muestra un incremento de la dureza para todos los
tiempos de envejecido, con un máximo de 83.12 HV después de un tiempo máximo de
3500 h.
Figura 19. Curvas de dureza a diferentes temperaturas 100, 200 y 300 ºC y a diferentes
tiempos de envejecido para la aleación Mg-8.5%Al-0.5%Zn.

34
0.1 1 10 100 1000
0
2
4
6
8
10
12
14
16 100 °C 200 °C 300 °C 300 °C-2Ag
%A
rea
(pre
cipi
taci
ón d
isco
ntin
ua)
Tiempo (h)
Análisis del Crecimiento de Tamaño de Precipitado Vía MEB El crecimiento de la precipitación discontinua se determinó a partir de las micrografías
tomadas en el modo de electrones secundarios en el microscopio de barrido. En las
imágenes digitalizadas se midió el área de los precipitados mediante el software
SIGMASCAN PRO. La figura 20 muestra claramente que a la temperatura de 300 ºC la
cantidad y velocidad de crecimiento de la precipitación discontinua es mayor que a las
otras tres temperaturas. Mientras que a la temperatura de 100 ºC es mucho más lento este
crecimiento
Figura 20. Curvas de % de área trasformada de PD vs. tiempo de envejecido
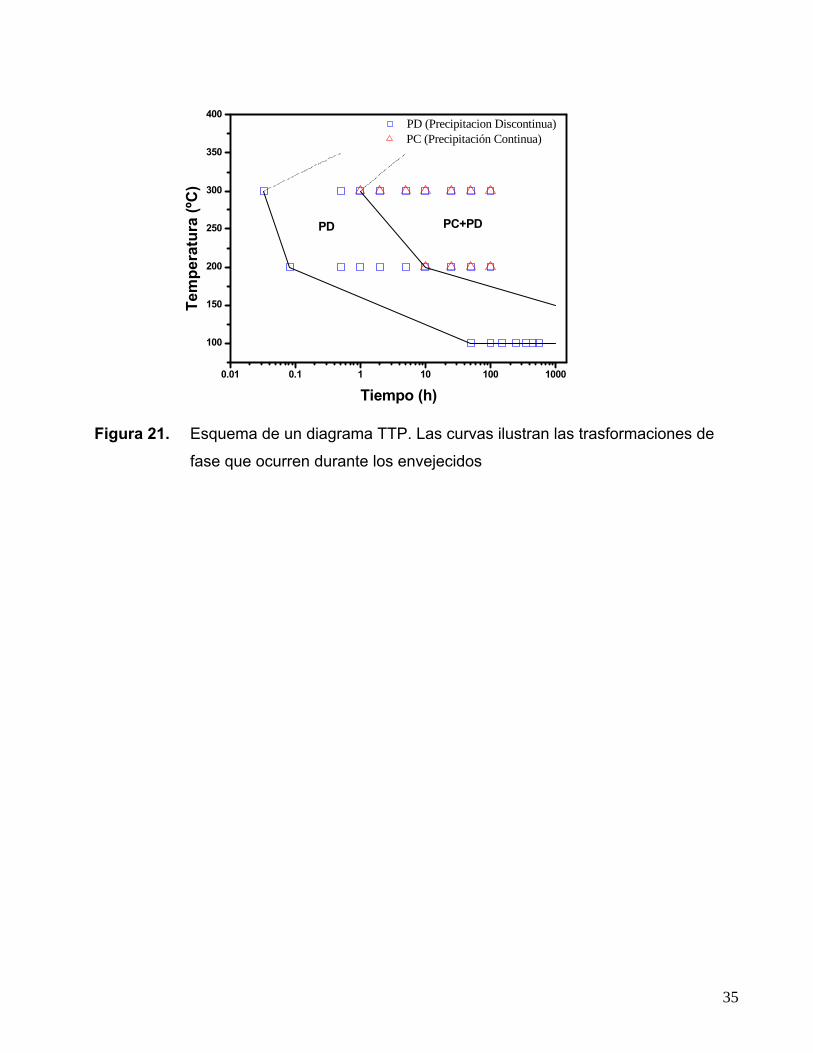
La figura 21 muestra la secuencia de precipitación que ocurren durante las etapas de
envejecido. Podemos observar que antes de la línea continua no existe ningún tipo de
precipitación y que solo esta la solución sólida sobresaturada. Sin embargo, después de la
línea continua muestra el comienzo de la precipitación discontinua. La línea punteada
muestra el inicio de la precipitación continua y a partir de este punto los dos tipo de
precipitación coexisten conforme avanza el tiempo de envejecido.
35
0.01 0.1 1 10 100 1000
100
150
200
250
300
350
400
PC+PD
PD (Precipitacion Discontinua) PC (Precipitación Continua)
Tem
pera
tura
(ºC
)
Tiempo (h)
PD
Figura 21. Esquema de un diagrama TTP. Las curvas ilustran las trasformaciones de
fase que ocurren durante los envejecidos

36
3.4 SISTEMA Ni-Al 3.4.1 Difracción de Rayos X
La figura 22, muestra los resultados de difracción de rayos X correspondientes a la mezcla
de polvos iniciales (Ni-25%atAl) y AM durante 50, 100, 250 y 350 horas. En la figura se
observan los picos de difracción característicos de los polvos iniciales Ni y Al. En la
primera etapa de molienda (50 h) se observa la desaparición de los picos característicos
de aluminio y la formación de una solución sólida de Ni (γss), lo cual representa que los
átomos de Al difunden hacia la red del Ni entrando en solución. Al aumentar el tiempo de
molienda, se observa que los picos de la solución sólida se desplazan ligeramente hacia
ángulos menores hasta formar el compuesto intermetálico Ni3Al después de 250 horas.
Adicionalmente, se el ensanchamiento y disminución en intensidad de los picos de
difracción durante el AM, lo cual se ha atribuido al refinamiento de tamaño de grano y a la
acumulación de esfuerzos internos[30].
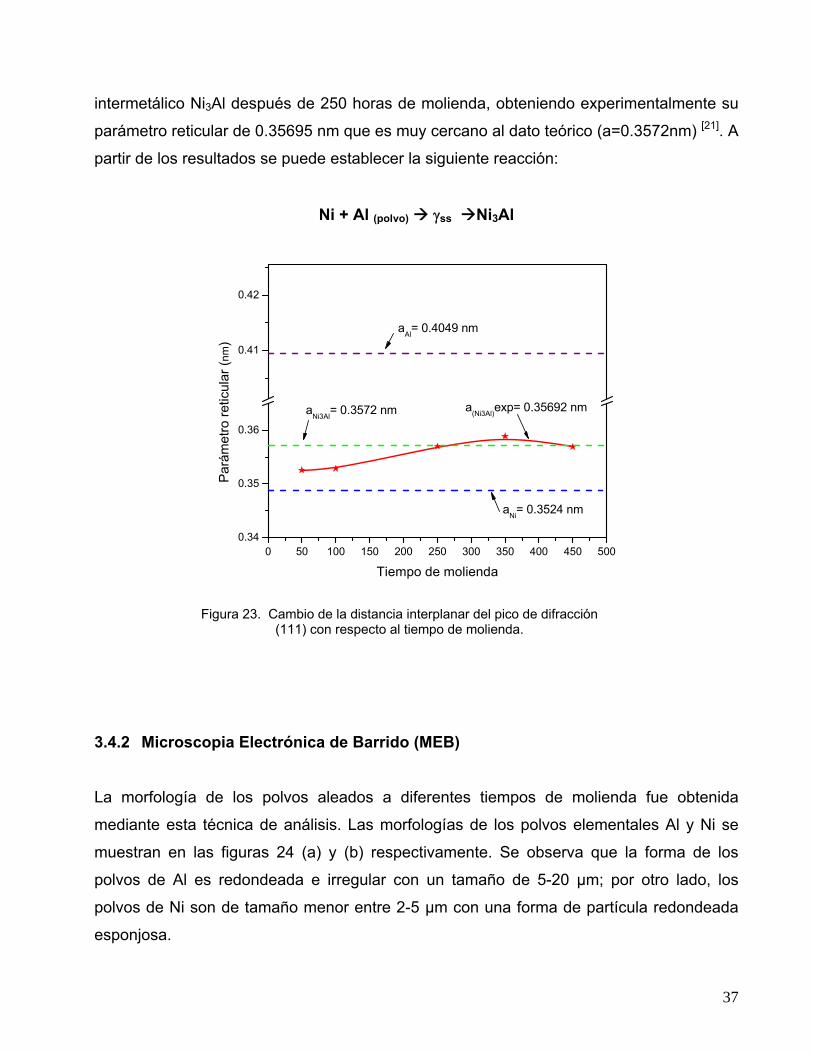
La figura 23 muestra el cambio de la distancia interplanar del pico de difracción (111) con
respecto al tiempo de molienda. Se puede observar claramente la tendencia a formar el
Figura 22. Difractogramas de rayos X para la mezcla de polvos Ni-25%at.Al iniciales y después de diferentes tiempos de molienda.
20 40 60 80 100 120
450 h
AlAlAlAl
Ni
Al
Ni
NiNiNi
350 h
(311
)
(220
)
(200
)
100 h
250 h
50 h
Inte
nsid
ad (u
.a)
angulo 2θ
0 h
(111
)
Ni(Al) ss Ni3Al
Al
37
intermetálico Ni3Al después de 250 horas de molienda, obteniendo experimentalmente su
parámetro reticular de 0.35695 nm que es muy cercano al dato teórico (a=0.3572nm) [21]. A
partir de los resultados se puede establecer la siguiente reacción:
Ni + Al (polvo) γss Ni3Al
0 50 100 150 200 250 300 350 400 450 5000.34
0.35
0.36
0.41
0.42
a(Ni3Al)exp= 0.35692 nmaNi3Al= 0.3572 nm
aNi= 0.3524 nm
Par
ámet
ro re
ticul
ar (n
m)
Tiempo de molienda
aAl= 0.4049 nm
3.4.2 Microscopia Electrónica de Barrido (MEB)
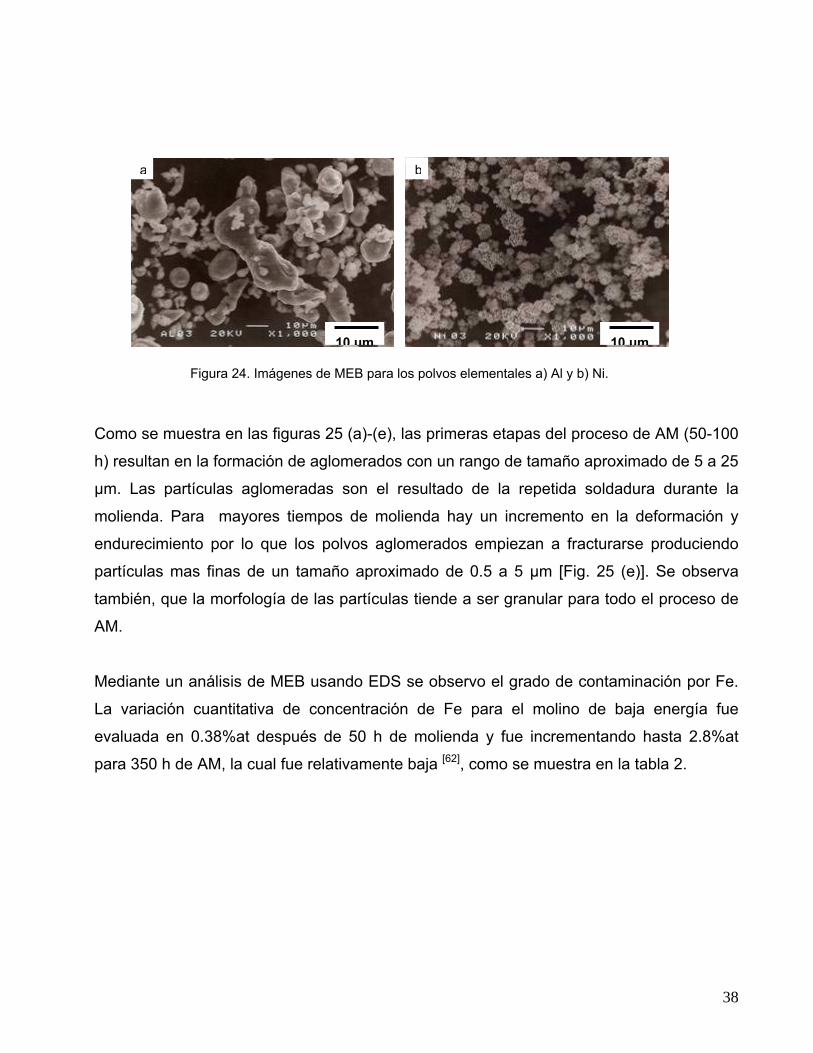
La morfología de los polvos aleados a diferentes tiempos de molienda fue obtenida
mediante esta técnica de análisis. Las morfologías de los polvos elementales Al y Ni se
muestran en las figuras 24 (a) y (b) respectivamente. Se observa que la forma de los
polvos de Al es redondeada e irregular con un tamaño de 5-20 μm; por otro lado, los
polvos de Ni son de tamaño menor entre 2-5 μm con una forma de partícula redondeada
esponjosa.
Figura 23. Cambio de la distancia interplanar del pico de difracción (111) con respecto al tiempo de molienda.
38
Como se muestra en las figuras 25 (a)-(e), las primeras etapas del proceso de AM (50-100
h) resultan en la formación de aglomerados con un rango de tamaño aproximado de 5 a 25
μm. Las partículas aglomeradas son el resultado de la repetida soldadura durante la
molienda. Para mayores tiempos de molienda hay un incremento en la deformación y
endurecimiento por lo que los polvos aglomerados empiezan a fracturarse produciendo
partículas mas finas de un tamaño aproximado de 0.5 a 5 μm [Fig. 25 (e)]. Se observa
también, que la morfología de las partículas tiende a ser granular para todo el proceso de
AM.
Mediante un análisis de MEB usando EDS se observo el grado de contaminación por Fe.
La variación cuantitativa de concentración de Fe para el molino de baja energía fue
evaluada en 0.38%at después de 50 h de molienda y fue incrementando hasta 2.8%at
para 350 h de AM, la cual fue relativamente baja [62], como se muestra en la tabla 2.
10 μm
a
10 μm
b
Figura 24. Imágenes de MEB para los polvos elementales a) Al y b) Ni.

39
10 μm
Figura 25. Imágenes de MEB para la mezcla Ni-25%Al respecto a los tiempos de molienda en el molino horizontal de baja energía a) polvos iniciales, b) 50h, c) 100h, d) 250h, e) 350h.

40
Tiempo de AM (h) Fe (% atómico)
50 0.38
100 0.39
250 0.98
350 2.8
3.4.3 Microscopia Electrónica de Transmisión (MET)
La estructura nanocristalina de los polvos fue confirmada mediante al análisis de imágenes
por MET, como se muestra en las imágenes de campo oscuro de las figuras 26(a)-(c) para
250, 350 y 450 horas de molienda, respectivamente. El patrón de difracción representativo
se muestra en la figura 26(d) el cual confirma que el compuesto Ni3Al fue la única fase
detectada en los polvos AM después de 250 h de molienda. Se observa también que el
tamaño de los cristalitos difractados es de aproximadamente 5 nm.
Tabla 2. Contaminación de Fe para la aleación Ni3Al a diferentes tiempos de AM.
41
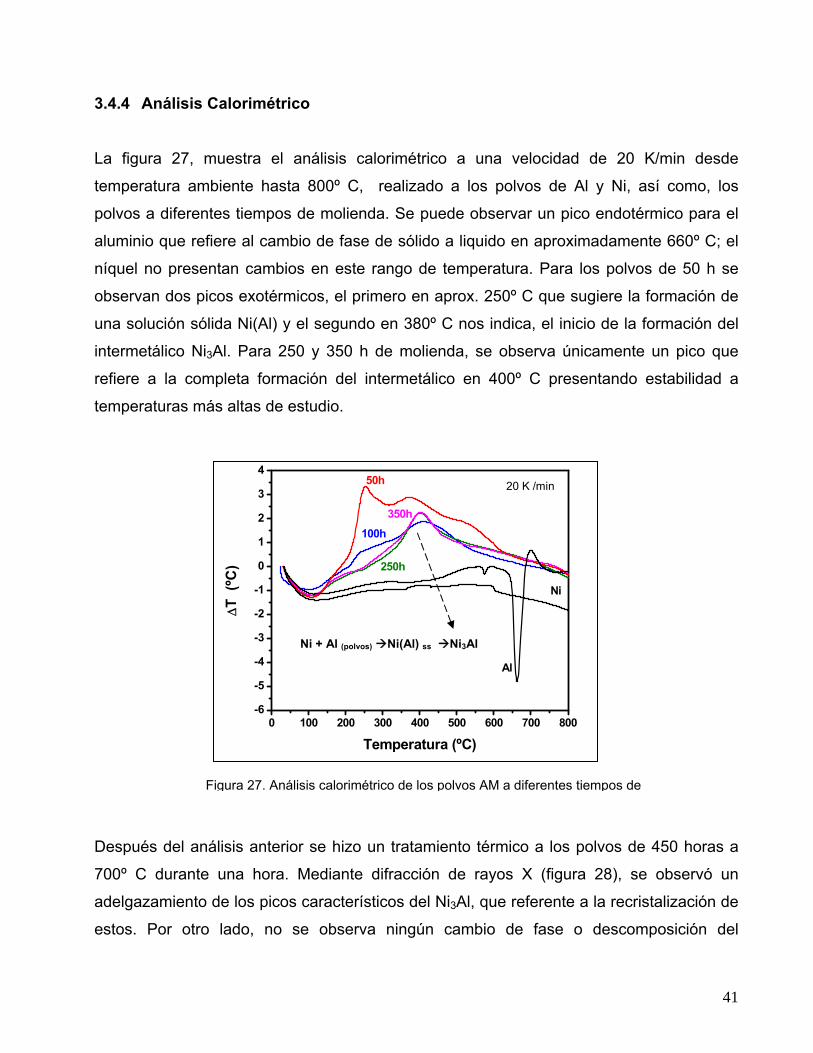
3.4.4 Análisis Calorimétrico La figura 27, muestra el análisis calorimétrico a una velocidad de 20 K/min desde
temperatura ambiente hasta 800º C, realizado a los polvos de Al y Ni, así como, los
polvos a diferentes tiempos de molienda. Se puede observar un pico endotérmico para el
aluminio que refiere al cambio de fase de sólido a liquido en aproximadamente 660º C; el
níquel no presentan cambios en este rango de temperatura. Para los polvos de 50 h se
observan dos picos exotérmicos, el primero en aprox. 250º C que sugiere la formación de
una solución sólida Ni(Al) y el segundo en 380º C nos indica, el inicio de la formación del
intermetálico Ni3Al. Para 250 y 350 h de molienda, se observa únicamente un pico que
refiere a la completa formación del intermetálico en 400º C presentando estabilidad a
temperaturas más altas de estudio.
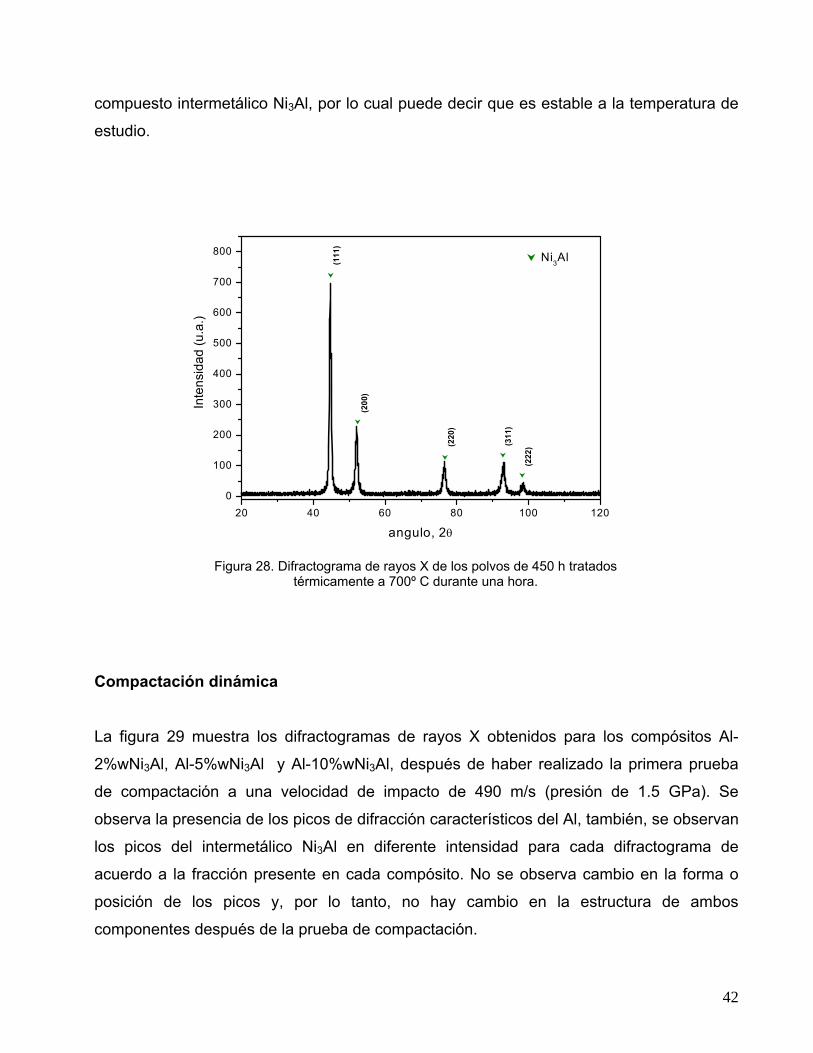
Después del análisis anterior se hizo un tratamiento térmico a los polvos de 450 horas a
700º C durante una hora. Mediante difracción de rayos X (figura 28), se observó un
adelgazamiento de los picos característicos del Ni3Al, que referente a la recristalización de
estos. Por otro lado, no se observa ningún cambio de fase o descomposición del
Figura 27. Análisis calorimétrico de los polvos AM a diferentes tiempos de
0 100 200 300 400 500 600 700 800-6
-5
-4
-3
-2
-1
0
1
2
3
450h
ΔT
(ºC
)
Temperatura (ºC)
Al
Ni
100h
250h
350h
20 K /min
Ni + Al (polvos) Ni(Al) ss Ni3Al
42
compuesto intermetálico Ni3Al, por lo cual puede decir que es estable a la temperatura de
estudio.
Compactación dinámica
La figura 29 muestra los difractogramas de rayos X obtenidos para los compósitos Al-
2%wNi3Al, Al-5%wNi3Al y Al-10%wNi3Al, después de haber realizado la primera prueba
de compactación a una velocidad de impacto de 490 m/s (presión de 1.5 GPa). Se
observa la presencia de los picos de difracción característicos del Al, también, se observan
los picos del intermetálico Ni3Al en diferente intensidad para cada difractograma de
acuerdo a la fracción presente en cada compósito. No se observa cambio en la forma o
posición de los picos y, por lo tanto, no hay cambio en la estructura de ambos
componentes después de la prueba de compactación.
Figura 28. Difractograma de rayos X de los polvos de 450 h tratados térmicamente a 700º C durante una hora.
20 40 60 80 100 1200
100
200
300
400
500
600
700
800
(311
)
(222
)(220
)
(200
)
Inte
nsid
ad (u
.a.)
angulo, 2θ
(111
)
Ni3Al

43
El análisis mediante MEB para la primera prueba de compactación se muestra en las
figuras 30 (a-c), donde se puede observar la propagación de micro y macro grietas en las
muestras compactadas que son paralelas al frente de onda. Se observan también
aglomerados de partículas del polvo intermetálico que no están distribuidos
homogéneamente en la matriz.
La figura 31 muestra la pobre distribución de las partículas del intermetálico causando su
aglomeración debido a la falta de mezclado y homogeneizado, ya que se realizó
manualmente. Se observa la unión entre varias partículas al ser comprimidas por el paso
de la onda de choque, así como su deformación produciendo largas hojuelas en algunos
casos; lo cual nos permite considerar que para este proceso de compactación el
compuesto intermetálico Ni3Al, se comporta como un material dúctil.
20 30 40 50 60 70 80 90 100 110
Al-2%wNi3Al
Al-5%wNi3Al
Inte
nsid
ad (u
.a.)
angulo, 2θ
Al-10%wNi3Al
AlNi3Al
Figura 29. Difractograma de rayos X de los tres compósitos compactados dinámicamente.

44

45
Para el segundo experimento de compactación, se homogeneizaron los polvos
mecánicamente en el molino durante una hora. La figura 32 muestra la imagen normal al
paso de la onda de choque para del compósito Al-5%Ni3Al, realizado con una velocidad de
impacto de 501 m/s (presión de 1.5 GPa). Se observa que hay una mejoría en la
distribución del intermetálico en la matriz de Al.
Figura 31. Imagen de MEB que muestra los aglomerados del intermetálico en la matriz de Al para el compósito Al-5%Ni3Al.
Ni3Al
Matriz Al
10 μm
Figura 32. Vistas transversales al paso de la onda de choque para el compósito Al-5%Ni3Al.
100 μm
10 μm
10 μm

46
Así mismo, en las ampliaciones a la derecha de la figura 32, se observa que las partículas
del intermetálico se han unido completamente entre si, al contrario de las que se observan
en la figura 31 que muestran aglomeración.
La figura 33 muestra el mapeo realizado a la pieza compactada del compósito Al-5%Ni3Al.
Se observa que hay considerable porosidad (zonas oscuras), sin embargo, muestra mejor
unión entre las partículas de la matriz de Al y el intermetálico Ni3Al, es decir, hay una
menor disgregación de la nueva pastilla obtenida en comparación con la primera pastilla
de la prueba anterior de compactación.

47
V. IMPACTO El presente proyecto con duración de dos años permitió desarrollar la metodología
necesaria para el estudio de aleaciones ferrosas y no ferrosas deformadas y envejecidas a
fin de observar el efecto sobre sus propiedades mecánicas. Esto tuvo los siguientes
resultados:
a) Formación de recursos humanos a nivel Superior de la Ingeniería en Metalurgia y
Materiales: 5 Tesis de Licenciatura
b) Formación de recursos humanos a Nivel Posgrado de la Maestría en Ciencias en
Ingeniería Metalúrgica, 5 Tesis de Maestría, 2 Tesis Predoctorales y 1 Tesis Doctoral
c) Formación de alumnos PIFIS,
d) Participación en la publicación de un artículo en revista internacionales dentro del
ISINET y
e) Participación y publicación de trabajos en congresos de carácter Internacional.

48
Conclusiones Técnicas
Sistema Fe-Ni-Al A partir del análisis de los resultados obtenidos del el engrosamiento de los precipitados
β´(NiAl) formados durante el envejecimiento isotérmico a 750, 850 y 920 °C en una
aleación ternaria Fe-10%Ni-15%Al, se concluye que:
1. En general, el cambio morfológico de los precipitados β´ durante el proceso de
engrosamiento para los tres sistemas de aleación fue:
esféricas→Cuboidales→paralepipedos→placas.
2. El engrosamiento de los precipitados β´ (Fe, Ni)Al en las aleaciones Fe-10%Ni-15%Al,
Fe-10%Ni-15%Al-1%Cr y Fe-10%Ni-15%Al-1%Cu envejecidas a 750, 850 y 950°C
esta controlados por el mecanismo de difusión. Es decir, el radio promedio al cubo de
los precipitados se incrementa linealmente con el tiempo de envejecido, mientras que
la densidad de precipitados disminuye, como lo predicen las leyes temporales de la
teoría LSW.
3. La constante de crecimiento K aumenta conforme se incrementa la temperatura de
envejecido. En general, el efecto de la adición de Cu y Cr disminuye la cinética de
crecimiento. Esto se refleja con el aumento en la energía de activación, las cuales
fueron de 180, 209.8 y 247.8 kJ mol-1 para Fe-10Ni-15Al, Fe-10Ni-15Al-Cr y Fe-10Ni-
15Al-Cu, respectivamente.
4. La distribución espacial entre partículas en las etapas iniciales de envejecido es
aleatoria y esta muy cercana a la predicha por la teoría LSW. Posteriormente, los
precipitados se alinean preferencialmente en las direcciones cristalográficas <001> de
la matriz. En las últimas etapas de envejecido, la distribución de tamaños de
precipitados es de menor densidad de probabilidad y más ancha que la predicha por
la teoría LSW.

49
Sistema Al-Cu Se realizó el estudio para la descomposición de fases en las aleaciones base Al-4%Cu-
0.5%Mg adicionando diferentes contenidos de Ag y se llegó a las siguientes conclusiones:
1. El contenido de Ag a la aleación Al-4%Cu-0.5%Mg, determina el endurecimiento a
las temperaturas empleadas (150, 200, 250 ºC), siendo mas alta en la aleación E (Al-
4%Cu-0.5%Mg-4%Ag). La temperatura de envejecido determina la duración de la
resistencia máxima, el cual es mas largo en las temperaturas de envejecido mas
bajas.
2. La caída de dureza en el material, se debe al engrosamiento y pérdida de coherencia
de los precipitados de Ω después de largos tiempos de envejecido.
3. Los precipitados de Ω presentan una morfología hexagonal con una relación de
orientación [111]α // [111]Ω, (022)α // (022)Ω con las siguientes variantes [001]α //
[122]Ω,, [011]α // [114]Ω, y [233]α // [133]Ω.
4. La estructura de la fase Ω de acuerdo a la indexación de los patrones de difracción
corresponde a una estructura cúbica centrada en las caras (FCC).
5. Las intercaras del precipitado Ω tienen una relación de orientación con respecto a la
matriz: [220]α // [220]Ω, [311]α // [311]Ω y [211]α // [211]Ω.

50
SISTEMA Mg-Al 1. La precipitación discontinua precede a la precipitación continua a partir del análisis
por MEB. La coexistencia de dichas precipitaciones se ve reflejado en la dureza del
material.
2. La cinética de crecimiento de la PD es más rápida a mayor temperatura, sin embargo
los valores de dureza alcanzados son mayores a menores temperaturas de
envejecido.
3. Para las 3 temperaturas de envejecido se encontró que la dureza llega a un valor
máximo y decae, a diferencia de otros trabajos reportados para aleaciones similares
en los que la dureza llega a un punto máximo y se mantiene.
SISTEMA Ni-Al – ALEACION MECANICA 1. El compuesto intermetálico nanocristalino Ni3Al fue sintetizado mediante el proceso
de AM en un molino horizontal de baja energía presentando un tamaño de grano
nanométrico.
2. Los resultados de DRX mostraron la evolución estructural del proceso de AM
confirmando la formación de Ni3Al después de 250h de molienda; así como, los picos
característicos a una estructura fcc correspondientes al intermetálico.
3. Los resultados de MEB, nos mostraron la evolución morfológica del proceso de AM a
diferentes tiempos de molienda, donde finalmente a 350h de molienda se observó
que las partículas son homogéneas en composición y tamaño.
4. Los resultados de MET confirmaron la formación del compuesto intermetálico Ni3Al
presentando tamaño nanométrico.
5. Fue posible realizar la Compactación Dinámica de los compuestos Al-Ni3Al





![MIRIAM CAROLINA BERMUDEZ ROJASrepository.udistrital.edu.co/bitstream/11349/3475/1/BermudezRojas... · [1] sintesis y caracterizacion de polipirrol dopado con poliestireno sulfonato](https://cdn.vdocuments.co/doc/165x107/5c0e699509d3f258548cff9c/miriam-carolina-bermudez-1-sintesis-y-caracterizacion-de-polipirrol-dopado.jpg)

