Capítulo 4
Procedimiento experimental


Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 47
4 Procedimiento experimental
4.1 Manejo y caracterización de los polvos
La caracterización de los materiales en estado de recepción tiene mucha importancia,
ya que las características finales que se obtengan tras el procesado de los polvos
dependerán directamente de las propiedades iniciales de los mismos. Los materiales en
forma de polvo pueden ser caracterizados por un gran número de propiedades, tanto
considerando las partículas individualmente como el conjunto [18]. Se han realizado, en
general, medidas de fluidez, densidad aparente y de golpeo, granulometría, así como
estudios morfológicos y microestructurales.
4.1.1 Muestreo de polvo
Los polvos utilizados experimentan un transporte, almacenaje y un tiempo de espera
hasta su utilización definitiva. En estas condiciones ha podido producirse en el
contenedor de los polvos una segregación por tamaños, tanto durante el llenado como
después de envasados; de este modo, las partículas de menor tamaño ocupan,
preferentemente, el fondo del recipiente, sobrenadando en la masa de polvos las de
mayores dimensiones. Por consiguiente, para evitar la utilización de muestras poco
representativas del lote recibido, tanto en los ensayos de caracterización de los polvos
como en las experiencias de pulvimetalurgia, se ha procedido siguiendo las
consideraciones tipificadas en el Manual de laboratorio del Grupo de Metalurgia e
Ingeniería de los Materiales de la Universidad de Sevilla [19] o en las normas UNE [20].
Brevemente se describe el método empleado en la extracción de muestras de polvo del
contenedor en el que se recibieron:
Se ha utilizado un tubo de vidrio, de 10 mm de diámetro por 300 mm de longitud,
como recolector. Éste, introducido recto en la masa de polvo hasta el fondo del
contenedor, ha permitido al polvo fluir hacia dentro del tubo, de modo que al extraerlo
se ha obtenido una muestra representativa de todos los tamaños de partícula. Por
extracciones sucesivas se ha completado una cantidad de polvo suficiente, que se ha
depositado en un recipiente de plástico.
4.1.2 Mezclado y preparación de los polvos
Una vez extraídos los polvos de los contenedores de transporte se han mezclado en
un mezclador (de la empresa Turbula, modelo T2C, Figura 17) durante 20 minutos.
Las muestras a emplear se obtienen colocando la cantidad suficiente de polvo para
llenar un fluidímetro de Hall y dejándola caer por el orificio inferior, describiendo
círculos, sobre un vidrio de reloj. El polvo queda distribuido en forma de anillo. La
cantidad de polvo necesaria, para realizar las probetas o medir alguna propiedad del
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 48
polvo, se separa en forma de sectores circulares. Y, así, se han obtenido muestras
homogéneas para los ensayos de caracterización o de consolidación del polvo.
Para los casos en que se quieran mezclar combinaciones de diferentes materiales, se
deben homogeneizar dichas mezclas de polvo. Para ello, se realizará un agitado
mecánico de los mismos, durante 20 minutos, en el molino mezclador TURBULA Type
T2C.
Figura 17 Molino mezclador TURBULA Type T2C.
4.1.3 Granulometría
La distribución de tamaños de partícula de un polvo metálico afecta a su
comportamiento en el procesado pulvimetalúrgico. Para su determinación se ha usado
el equipo MASTERSIZER de la empresa Malvern Instruments (Figura 18). Este
instrumento se basa en la dispersión de un haz de luz coherente para medir la
distribución de tamaños de partícula de una muestra de polvo. El procedimiento seguido
es el siguiente:
a) Puesta a cero del equipo.
b) Dispersión de la muestra en el líquido. La dispersión, en agua, se ha realizado
durante 5 minutos, y mediante el uso de ultrasonido y desfloculantes para deshacer los
cúmulos de partículas.
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 49
c) Colocación de la muestra en el dispositivo agitador-bomba, que pone en
movimiento el agua.
d) Finalmente, se conecta el láser. En función de la intensidad y el ángulo de
incidencia de la luz recogida por cada uno de los detectores concéntricos, el software
del equipo calcula la distribución de tamaños de partículas en dispersión.
Los parámetros d(0.1) y d(0.9) son los tamaños de partícula, expresados en μm, por
debajo de los cuales se encuentra el 10 y 90% de la masa de polvos, respectivamente.
El parámetro d(0.5) es el tamaño de partícula, en μm, correspondiente a la mediana,
que divide la masa granulométrica en dos mitades iguales y brinda criterios sobre el
equilibrio másico entre las partículas gruesas (> d(0.5)) y finas (< d(0.5)).
Figura 18 Equipo MASTERSIZER para ensayo de granulometría.
4.1.4 Fluidimetría
Para determinar la fluidez del polvo se ha utilizado el cono fluidímetro de Hall. La
fluidez de un polvo metálico determina la velocidad de llenado de la cavidad de un
molde en la operación de consolidación. Altas velocidades de flujo (tiempos cortos) del
polvo son deseables en ambientes de alta producción.
El ensayo tal como se describe en la norma ASTM B 213 “Test Method for Flow Rate
of Metal Powders” [21] consiste en la medición del tiempo empleado por una muestra de
50 g de polvo, libre de humedad, en pasar a través del cono fluidímetro de Hall. Para
ello, la muestra se vierte dentro del cono mientras se mantiene cerrado el orificio de
descarga por medio de un dedo (seco). Un cronómetro se pone en marcha,
simultáneamente, al retirar el dedo del orificio, y se detiene en el instante en que el

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 50
polvo deja totalmente el cono. El tiempo transcurrido en segundos es la medida de la
fluidez. En la Figura 19 se muestra el montaje.
Figura 19 Cono fluidímetro de Hall.
4.1.5 Densidad
4.1.5.1 Densidad aparente
La densidad aparente de la masa de polvos guarda una relación con la masa de polvo
que llenará el volumen de la cavidad de la matriz de consolidación. Se ha aplicado la
norma ASTM B 212 “Test Method for Apparent Density of Free-Flowing Metal Powders” [22], ó la norma homóloga MPIF Standard 04 [23]. En ella, la muestra es cuidadosamente
vaciada dentro del cono fluidímetro de Hall (Figura 20.a), y se le permite que fluya a
través del orificio de descarga al centro de un recipiente cilíndrico de latón de 25 cm3
(Figura 20.b) situado a 25 mm de distancia. Si el polvo no tiene la capacidad de fluir, se
le ayuda a que fluya. Cuando el polvo llene y rebose la periferia del recipiente, el cono
se rota, aproximadamente, 90º en un plano horizontal, de modo, que el resto de polvo
caiga fuera del recipiente. Por medio de un utensilio no magnético con el mango puesto
perpendicularmente al tope del recipiente, se nivela el polvo. La cubeta cilíndrica se pesa
antes y después de esta operación. La diferencia de peso permite calcular la densidad
aparente de la masa de polvos, según:

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 51
0.0425
a
m mm
V
donde a es la densidad aparente (g/cm3) y el factor 0.04 es el recíproco del volumen
del recipiente, 25 cm3.
Figura 20 (a) Montaje para determinar la densidad aparente, (b) Cubeta cilíndrica de
25 cm3.
4.1.5.2 Densidad de golpeo
La medida de la densidad de golpeo g, y su relación con la densidad aparente, da
una medida de la compresibilidad del polvo por vibración, es decir, sin aplicación de
presión. Para su determinación se han aplicado las consideraciones de la norma ASTM
B 527 titulada “Test Method for Tap Density of Powders of Refractory Metals and
Compounds by Tap-Pak Volumeter” [24] o la norma homóloga MPIF Standard 46 [25]. Se
ha procedido según lo siguiente: se vierten 5 g de polvo en una probeta graduada seca
de 10 cm3 con apreciación de 0.1 cm3. La base de la probeta graduada se sitúa sobre una
base de goma en una pulidora vibratoria durante 1 minuto, y registrado el volumen
alcanzado. A continuación se calcula el valor de la densidad, mediante la siguiente
ecuación:
5g
m
V V
donde g es la densidad de golpeo (g/cm3), 5 corresponde a la masa inicial (g), y V es el
volumen de polvo medido en cm3.
25 mm
30 mm
(a) (b)

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 52
4.1.5.3 Densidad absoluta
El valor de la densidad absoluta de los polvos en E.R. empleados se ha tomado de la
bibliografía.
4.1.5.4 Densidad relativa
La densidad relativa está definida como el cociente entre la densidad de muestra y
la densidad absoluta, resultando:
100rel
abs
donde abs es la densidad absoluta (g/cm3) y es la densidad de muestra (g/cm3)
La densidad relativa puede calcularse tanto para la densidad aparente como para la
de golpeo en el caso de una masa de polvos.
4.1.6 Compresibilidad
La forma en que densifican los polvos se determina mediante la curva de
compresibilidad, que es la representación de la densidad relativa del compacto frente a
la presión de compactación. Para su determinación es necesario prensar diferentes
series de polvo a diferentes presiones. Una vez extraído cada compacto cilíndrico de la
matriz, se pesará y medirán sus dimensiones para calcular su densidad relativa (normas
UNE-EN ISO 3927 [26] y ASTM B 331 [27]), permitiendo los distintos valores calculados
representar la curva. Sin embargo, en esta investigación, la curva de compresibilidad se
determinará mediante un procedimiento alternativo [28,29], que permite determinar los
puntos experimentales necesarios para la curva usando un solo compacto cilíndrico. Esta
forma de proceder supone un ahorro de material y tiempo.
Para este tipo de ensayo se lubrica la matriz, se llena con 2-5 gramos del polvo a
ensayar (en función de la densidad absoluta) y se coloca el conjunto en la máquina de
ensayos. Posteriormente, se aplican cargas de 2, 4, 6, 8, 10, 12, 14 y 16 toneladas en
diferentes etapas. Para la primera etapa se usa una velocidad de aplicación de la carga
de 1 T/min y al alcanzar la presión de compactación de esta etapa (2 T) se esperan 2
minutos para permitir la relajación del polvo. Finalmente, se retira totalmente la carga
y se mide la altura del compacto mediante el uso de un reloj comparador de 50 mm de
recorrido y apreciación de 0.01 mm. Para la segunda etapa (4 T) y sucesivas, se usa una
velocidad de aplicación de 4 T/min para las toneladas aplicadas en etapas anteriores y
de 1 T/min para las no aplicadas. Al alcanzar la presión de compactación de cada etapa
se esperan 2 minutos, como en la primera etapa, antes de retirar la carga, y se mide la
nueva altura del compacto. Para clarificar esto último, a continuación, se detalla la
segunda etapa (4 T): las toneladas ya aplicadas en etapas anteriores (hasta 2 T) se aplican
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 53
a una velocidad de 4 T/min, mientras que las no aplicadas (de 2 a 4 T) a 1T/min, se
esperan 2 minutos en 4 T.
Después de la última etapa (16 T) se retira totalmente la carga, se extrae el
compacto, se determina su peso, altura y diámetro, y a partir de estas medidas y las
determinadas por el reloj comparador se deducen las medidas de cada una de las
etapas, determinándose la curva de compresibilidad.
En la Figura 21 se puede observar la máquina universal de ensayos MALICET ET BLIN
U-30 usada para realizar el ensayo.
Debe destacarse por último la importancia de llevar a cabo una limpieza exhaustiva
de los utensilios necesarios para realizar el ensayo, con objeto de no introducir errores
en los resultados.
Figura 21 Máquina universal de ensayos MALICET ET BLIN U-30.
4.1.7 Microscopía electrónica de barrido (SEM)
Las propiedades fundamentales de los sólidos metálicos vienen determinadas por sus
características a nivel atómico. No obstante, la estructura definida por agregados de
gran número de átomos (granos), tiene un importante efecto sobre las propiedades, en
particular la resistencia y la ductilidad. Además en el caso de materiales pulverulentos,
agregados aún mayores, las partículas, tienen también un importante efecto sobre los
materiales preparados con ellas. El estudio microestructural a estos distintos niveles se
realiza con distinto tipo de microscopía, por tanto, más que competencia entre los
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 54
diferentes tipos de microscopía, electrónica de barrido y de transmisión, existe
complementariedad entre ellas. Todo esto, sin olvidar la importancia que técnicas
asociadas a la microscopía, como el microanálisis por EDX, tienen en el proceso de
identificación de las diferentes fases y microconstituyentes que forman el material.
La caracterización al detalle de la forma de las partículas de polvo se ha hecho a
través del microscopio electrónico de barrido, SEM (Scanning Electron Microscopy). En
general, la forma de las partículas es una consecuencia del proceso de fabricación y
tratamiento del polvo. La observación, en el modo de electrones secundarios, SE
(Secondary Electrons), permite clasificar las partículas por su morfología en: nodular,
dendrítico, acicular, fibroso, hojuela, esferoidal, angular, irregular y granular. Además,
la técnica SEM-SE facilita la observación del estado superficial, fundamentalmente, la
rugosidad y porosidad superficial.
Se ha empleado un microscopio de la firma comercial PHILIPS modelo XL 30 (Figura
22) con dispositivo para EDX (energy dispersive X-ray microanalysis). Una muestra del
polvo es depositada sobre un portamuestra fijándola con una cinta adhesiva conductora
de doble cara. Los valores de los parámetros más significativos empleados en el modo
operativo SE fueron: tensión = 20-30 kV; tamaño de spot = 4.2-6.0; magnificación ≤
8000X; distancia de trabajo (WD) ≈ 10 mm.
Figura 22 Microscopio electrónico de barrido, Philips XL 30.
4.2 Consolidación de polvos Se describen a continuación tanto el proceso convencional de consolidación de
polvos como el proceso de SRE.
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 55
4.2.1 Prensado en frío y sinterización convencional
Para la consolidación de los polvos se pueden usar procedimientos rutinarios de
pulvimetalurgia.
La compactación se lleva a cabo mediante prensado mecánico en frío y lubricación
en pared, para lo que se emplea la cera empleada como ACP, suministrada por
CLAIRANT. Para la deposición del lubricante se prepara una suspensión de 3 g de ACP en
30 mL de acetona, lo que permite depositar capas de ACP de apariencia uniforme. Sin
embargo, dependiendo del grado de limpieza previa de la matriz, la homogeneidad de
la suspensión usada y la rapidez de vaciado de la matriz, las deposiciones obtenidas
varían.
La matriz empleada para compactos cilíndricos es de acero F-522 templado y
revenido, realizada en sólo una pieza. Para la compactación de las probetas se utiliza
una máquina universal de ensayos SUZPECAR MUE-60 (Figura 23 ), aplicándose la carga
mediante control automático a una velocidad de 3600 kg/min. Alcanzada la presión
final, se mantiene la carga durante 2 minutos, de modo que se produzca la relajación del
polvo, y posteriormente se descarga lentamente hasta hacer nula la presión, para
proceder a la extracción de la probeta.
Figura 23 Prensa Suzpecar MUE-60, empleada para la compactación en frío de los polvos.
La sinterización de los compactos se realiza en un horno tubular CARBOLITE HVT
15/50/450 (Figura 24), en una atmósfera protectora de alto vacío. Los compactos se

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 56
colocan sobre un portamuestra cerámico de forma que la variación de temperatura
entre las zonas de las probetas sea menor a 1 ºC.
Figura 24 Horno tubular cerámico empleado.
Además, el horno dispone de un montaje compuesto por una rotativa y una bomba
de vacío, para poder emplear atmósfera de vacío en su interior, aunque también existe
la posibilidad de usar Nitrógeno o Argón. (Figura 25)
Figura 25 Horno tubular cerámico empleado.
Dichos ciclos consisten en un calentamiento hasta 50 ºC por debajo de la temperatura
máxima a una velocidad de 10 ºC/min, seguido de un incremento de temperatura de

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 57
unos 45 ºC a 5 ºC/min y una etapa final hasta la temperatura máxima a una velocidad
de 1 ºC/min. Las muestras se encuentran en el horno desde el comienzo del
calentamiento, y una vez alcanzada la temperatura final, el horno se mantiene a dicha
temperatura durante 1 ó 2 horas, apagándose posteriormente el equipo y esperando a
su enfriamiento de forma no forzada.
El tiempo real de este proceso es superior a la duración del mantenimiento de la
temperatura máxima, ya que las muestras se encuentran en el interior del horno desde
el comienzo del calentamiento hasta el final del mismo.
4.2.2 Sinterización por resistencia eléctrica
No existen equipos comerciales para la realización de la sinterización por resistencia
eléctrica (SRE). Sin embargo, los requerimientos eléctricos del proceso, alta intensidad
y baja tensión, los cumple adecuadamente una máquina de soldadura por puntos, que,
además, puede proporcionar el esfuerzo mecánico necesario para la compresión (Figura
26). Para la realización de este trabajo se ha utilizado una máquina adaptada de
soldadura por resistencia tipo prensa, del fabricante español Serra Soldadura S.A.,
Barcelona.
La máquina consta de un transformador monofásico de 100 kVA, un cilindro
neumático capaz de proporcionar una fuerza de 1400 daN (=1400 kgf), y un controlador
electrónico que gobierna las secuencias del proceso y permite regular la intensidad de
corriente a un valor solicitado.
Figura 26 Máquina de soldadura adaptada para la realización de los procesos de SRE.

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 58
La máquina está instrumentada con sensores de seguimiento de los parámetros
relevantes del proceso: recorrido del cabezal móvil, fuerza aplicada y tensión e
intensidad eficaces.
En todas las experiencias se realizan dos pasos. Por una parte, un prensado inicial a
80 MPa, seguido de la sinterización eléctrica a distintas intensidades durante distintos
tiempos, entre 40 y 80 ciclos. Los compactos de Fe puro se hacen con intensidades entre
5,5 kA y 8,5 kA, los compactos de Ni puro entre 6 y 9,5 kA y para la mezcla entre 5,5 y 8
kA. Se probaron hacer compactos con menos intensidad, sin embargo, la corriente
eléctrica no resultó eficaz para intensidades tan bajas. Por otro lado, por encima de las
intensidades máximas utilizadas, los compactos se pegaban con las obleas.
Como matriz de sinterizado se ha utilizado un montaje parecido al empleado por
Lenel[30], consistente en un tubo cerámico, reforzado exteriormente con zuncho
metálico partido (Figura 3.24). El tubo cerámico empleado en el presente trabajo ha sido
de alúmina, de la clase Alsint 99, suministrado por W. Haldenwanger, Berlín, Alemania.
La matriz se cierra superior e inferiormente con punzones de cobre resistente a la
temperatura (98.8% Cu-1% Cr-0.2% Zr). El polvo a sinterizar se sitúa entre dichos
punzones. Se consideró pertinente situar en contacto directo con el polvo unas obleas
del metal pesado 75.3% W-24.6% Cu, resistente a la electroerosión. Esta oblea tiene el
objetivo adicional, aprovechando su menor conductividad térmica, de amortiguar la
evacuación del calor, generado en el polvo, hacia los electrodos de la máquina
refrigerados por agua.
Figura 27 Esquema del juego de troqueles empleados en la sinterización por resistencia
eléctrica.

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 59
Se usa grafito como lubricante para que el polvo prensado no arañe las paredes de la
matriz.
La modalidad de sinterización eléctrica tiene como fuente de calor, la energía térmica
generada por el propio compacto (agregado de polvo) debida al efecto Joule. La
potencia disipada en forma de calor P es proporcional a la resistencia eléctrica del
material R, así como al cuadrado de la intensidad I de la corriente que lo atraviesa, esto
es,
𝑃 = 𝐼2. 𝑅
La resistencia eléctrica que ofrecen los compactos a sinterizar se debe a dos factores:
La propia naturaleza resistiva del polvo.
Las resistencias de contacto entre las partículas.
Para que la disipación por efecto Joule sea importante, y se pueda lograr la
sinterización, interesa que la resistencia eléctrica y la intensidad tomen los valores más
altos posibles. Se intentará, pues, hacer pasar una corriente de intensidad elevada a
través de un compacto. No obstante, existen restricciones en este sentido, ya que la
tensión aplicada V, la intensidad que recorre el compacto, y la resistencia eléctrica de
éste han de verificar ineludiblemente la ley de Ohm,
𝑉 = 𝐼. 𝑅
Esto significa que, para un determinado valor de V, sólo si la resistencia es pequeña
se conseguirán valores grandes de la intensidad (que interviene elevada al cuadrado en
la fórmula de la potencia). Así pues, queda claro que para conseguir que el material
alcance elevadas temperaturas y pueda sinterizar, se requiere el paso de una fuerte
intensidad de corriente, y aplicar una tensión tan alta como sea posible. Tales requisitos
eléctricos los cumplen las máquinas destinadas a la soldadura por resistencia.
Estas máquinas, desde el punto de vista eléctrico, constan, en esencia, de un
transformador de una potencia igual o superior a los 100 kVA, cuyo secundario tiene en
general una sola espira, y es capaz de suministrar una tensión secundaria en torno a los
10 V e intensidades máximas que superan los 20 kA.
Las máquinas de soldadura incorporan, además, sistemas neumáticos que permiten
la compresión. La presión es necesaria en nuestra aplicación para garantizar el contacto
eléctrico y conseguir la densificación del polvo. La presión de compactación debe ser
fácilmente graduable, y debe estar coordinada con el paso de corriente, características
que ya poseen las máquinas de soldadura convencionales.

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 60
Por todos los condicionantes anteriores, puede decirse que una máquina de
soldadura por puntos es adecuada, ya que es capaz de proporcionar una alta intensidad
de corriente así como una compresión simultánea, gobernado todo por un sistema de
control electrónico. No obstante, se requieren algunas adaptaciones y elementos
nuevos, así como un sistema de sensores que permitan el seguimiento de los
parámetros relevantes del proceso.
Se ha utilizado una máquina de soldadura por protuberancias del fabricante SERRA Soldadura
S.A., denominada Serra Beta 27 Código 72.203, cuyas características mecánicas y eléctricas se
describen a continuación.
4.2.2.1 Características mecánicas y eléctricas
La parte mecánica de la máquina de soldadura por protuberancias será la encargada
de proporcionar la presión necesaria para garantizar el contacto eléctrico y la
densificación de los polvos. Este dispositivo está formado por una serie de elementos
que se cita a continuación:
La unidad de esfuerzo, que reúne todos los elementos neumáticos.
La unidad de desplazamiento de guía, encargada del correcto desplazamiento de
la pluma inferior como de la superior.
El conexionado secundario, que permite la continuidad eléctrica entre la parte
móvil y la parte fija de la máquina.
El elevador hidráulico telescópico, encargado del desplazamiento de la pluma
inferior.
La unidad de esfuerzo está formada por un cilindro tándem accionado
neumáticamente. Cada cilindro es capaz de proporcionar una carga de 750 daN, y
actuando conjuntamente, 1400 daN. Existe una válvula de accionamiento manual,
situada en la parte inferior delantera de los cilindros, y otra válvula selectora de
esfuerzo, para el funcionamiento simple/tándem. El recorrido máximo de los cilindros
es de 10 cm.
La presión neumática es proporcionada mediante una conexión a una red de aire
comprimido que no debe superar los 10 bares, pues la máquina dispone de una válvula
de seguridad tarada a dicha presión.
Los elementos eléctricos son los siguientes:
El transformador de soldadura.
La plancha de montaje eléctrico.
Unidad de potencia.
Control electrónico.
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 61
El transformador de soldadura es capaz de proporcionar una potencia de 125 kVA al
50% y un pico de intensidad máxima de 43 kA.
4.2.2.2 Sensores
La máquina lleva instalados cinco sensores para el seguimiento del proceso de
sinterización que se vaya a realizar. Dichos sensores proporcionan información sobre
desplazamiento, fuerza, intensidad, tensión y temperatura del agua de refrigeración.
Para el control de los valores registrados en los sensores, así como para la programación
de los parámetros de sinterización, se ha ubicado un PC junto a la máquina de soldadura.
Se ha hecho uso del programa CPC-300ib, suministrado por el fabricante de la
máquina de soldadura, y para el tratamiento de los datos, de la hoja de cálculo Excel.
4.2.2.3 Matrices y punzones
Para la consolidación de los polvos es de gran importancia la elección de los
materiales que se vayan a usar para la ejecución de las experiencias.
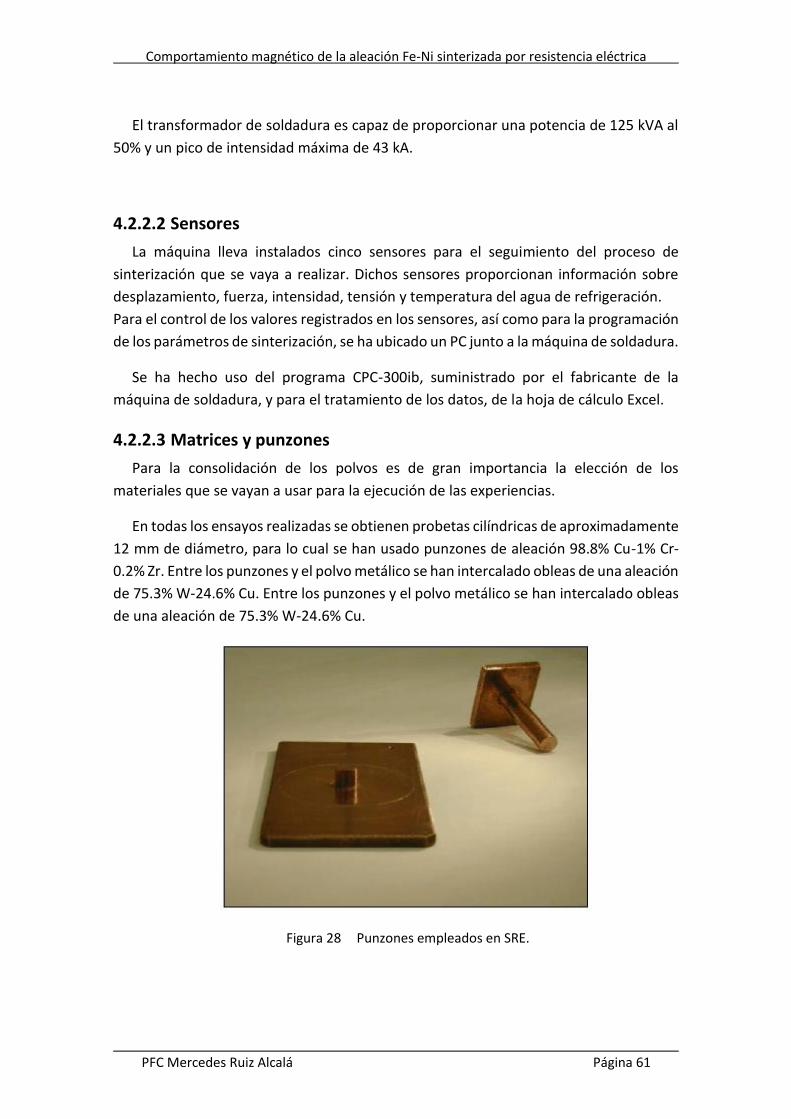
En todas los ensayos realizadas se obtienen probetas cilíndricas de aproximadamente
12 mm de diámetro, para lo cual se han usado punzones de aleación 98.8% Cu-1% Cr-
0.2% Zr. Entre los punzones y el polvo metálico se han intercalado obleas de una aleación
de 75.3% W-24.6% Cu. Entre los punzones y el polvo metálico se han intercalado obleas
de una aleación de 75.3% W-24.6% Cu.
Figura 28 Punzones empleados en SRE.
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 62
Como continente de los polvos, la elección de la matriz se debe llevar a cabo con
especial cuidado, pues el éxito de implementar esta modalidad de sinterización en la
producción industrial requerirá una preparación de las experiencias simple, rápida,
limpia y barata.
Básicamente, la matriz que se vaya a utilizar debe cumplir las siguientes propiedades:
Aislante eléctrico. No debe dejar pasar la corriente eléctrica, para así asegurar
que toda la corriente suministrada por la máquina pasa a través de los polvos
metálicos, o al menos la parte en contacto con punzones y polvos debe ser
aislante.
Resistencia mecánica. Debe ser capaz de soportar las presiones a las que
vayamos a someter el compacto sin deformarse, además de resistir las
presiones a altas temperaturas.
Resistencia térmica. Las temperaturas que se alcanzan por efecto Joule
pueden ser muy altas en cortos períodos de tiempo, por lo que el choque
térmico debe ser un factor a tener en cuenta.
Rugosidad superficial. Las paredes en contacto con los punzones y polvos
deben tener muy baja rugosidad superficial para evitar daños a éstos,
obteniéndose un buen acabado superficial de los compactos que hagan fácil
su extracción.
4.3 Análisis de imagen
4.3.1 Preparación metalográfica
Una posible manera de medir la porosidad de una muestra es examinando su
superficie bajo microscopio, para estudiar la relación entre la superficie correspondiente
a los poros respecto a la total. Para ello, se necesita una superficie debidamente
preparada.
Se detallan a continuación los distintos pasos seguidos para la medida de la porosidad
de las probetas por este método:
4.3.1.1 Desbaste
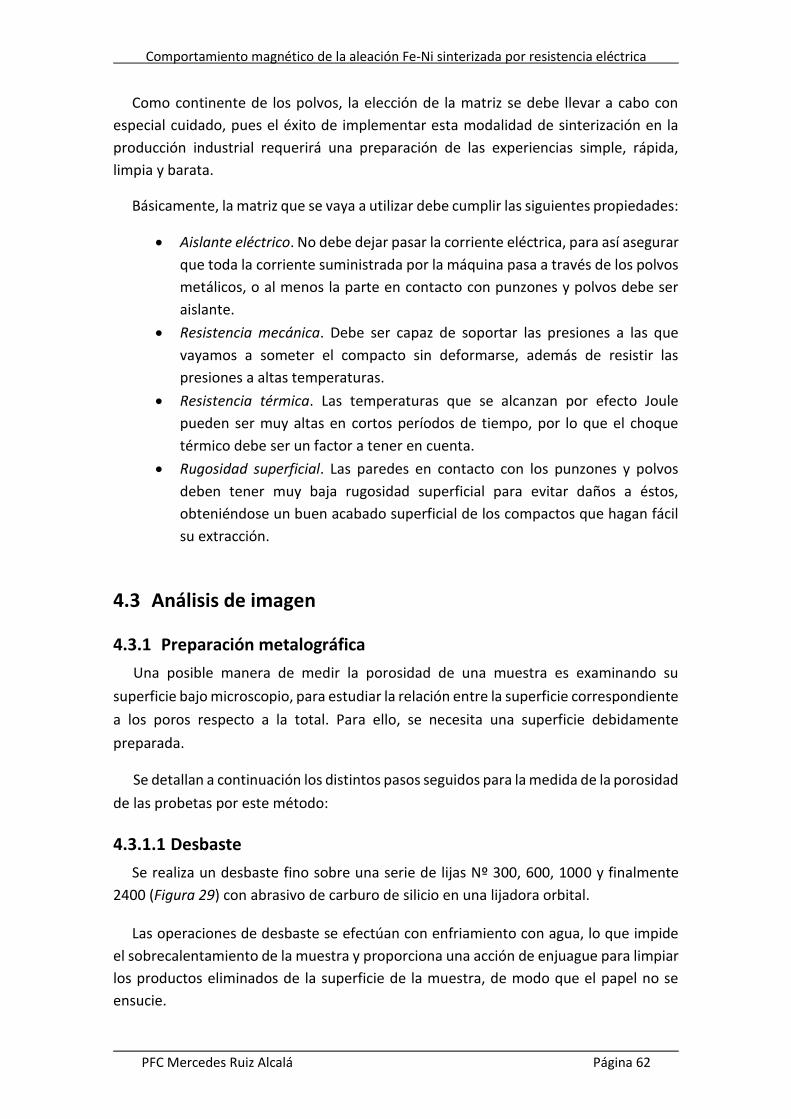
Se realiza un desbaste fino sobre una serie de lijas Nº 300, 600, 1000 y finalmente
2400 (Figura 29) con abrasivo de carburo de silicio en una lijadora orbital.
Las operaciones de desbaste se efectúan con enfriamiento con agua, lo que impide
el sobrecalentamiento de la muestra y proporciona una acción de enjuague para limpiar
los productos eliminados de la superficie de la muestra, de modo que el papel no se
ensucie.
Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 63
Figura 29 Lijadora orbital StruersKnuth-Rotor-3.
4.3.1.2 Pulido
Posteriormente, se procede a pulir las probetas. Esto se hizo en paño con suspensión
de alúmina de 1μm, a 500rpm, durante 2 – 3 minutos, moviendo la probeta de manera
circular en sentido contrario al giro del paño. Una vez pulida, cada probeta se enjuaga
con agua y un poco de algodón para eliminar la alúmina, para finalmente rociarla con
alcohol y secarla con un secador eléctrico.
Figura 30 Pulidora Struers LaboPol-6.
4.3.2 Análisis de imagen con microscopio y software
El análisis de imagen de las probetas se realizó tomando fotografías de las mismas al
microscopio, con un aumento de x100 para las muestras sinterizadas

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 64
convencionalmente y de x50 para las realizadas por SRE. Se toman fotografías de cada
probeta y se analizaron estas imágenes mediante el software Image Pro 6.
Se abren las imágenes tomadas y se transforman a escala de grises. Con esta imagen
transformada, se mide el range intensity de la fotografía; se toma un límite de intensidad
de color determinado para seleccionar las zonas oscuras de la imagen correspondientes
a los poros.
Una vez seleccionado el límite a partir del cual el software detecta la zona de poros,
se introduce este número en una macro. Dicha macro analiza cada imagen,
cuantificando diversos parámetros.
Posteriormente se trata con una herramienta de hoja de cálculo, para sumar todas
estas áreas calculadas con el software y tener el total de superficie porosa de cada
imagen, Se multiplica por cien y se tiene el valor del porcentaje de la porosidad.
4.4 Curva de histéresis
El PERMAGRAPH es un equipo para la medición de ciclos de histéresis en la
investigación, control de calidad y producción.
Figura 31 Equipos del Permagraph.
El PERMAGRAPH L es la versión ligera totalmente automática, controlada por
ordenador para determinar las características magnéticas de los materiales. Junto con
el paquete de alto rendimiento PERMA software y la unidad de control se consigue la
medición rápida y fiable.
El diseño del sistema se ajusta a la norma IEC 60404-5, ASTM A977, DIN EN 10332
(antes DIN 50470). Las mediciones posibles son las siguientes:
Medición automática de las curvas de histéresis de los materiales magnéticos.

Comportamiento magnético de la aleación Fe-Ni sinterizada por resistencia eléctrica
PFC Mercedes Ruiz Alcalá Página 65
Determinación de las magnitudes magnéticas como remanencia,
coercitividad, magnetización de saturación, etc.
Las mediciones para las temperaturas de hasta 200° C con polos de
calentamiento y bobina de temperatura ambiente.
Las características más detalladas están en la Tabla 7 .
Tabla 7. Características del equipo.
Fuente de alimentación SVP2
Voltaje 0 - 120 V
Corriente 0 - 25 A
Potencia de salida 3 kW
Red eléctrica 3 x 380 - 415 V
Electroimán EP 3
Fuerza del campo máxima 1700 kA/m (21,5 kOe)
Tamaño del polo inferior 100 mm x 100 mm
Diámetro estándar del polo 92 mm
Apertura (sin polos) 73 – 102 mm
Apertura (con polos estándar) 0 – 63 mm
Valor nominal de carga
eléctrica a corto tiempo 3 kW
Para cada compacto se determina su curva de histéresis, de la cual se consiguen los
valores de la inducción remanente, fuerza coercitiva y magnetización de saturación.
Antes de empezar la medición, las bases de los compactos se desbastan y pulen para
evitar la rugosidad e imperfecciones superficiales y para eliminar los posibles restos de
la oxidación y del lubricante. Los valores de las dimensiones se introducen en el PERMA
software y utilizando el mismo software se estabiliza el campo magnético del equipo
para compensar el efecto de las fluctuaciones del campo. Después de la corrección de
la deriva del equipo se coloca la bobina y el compacto a medir.







