MECANICA DE MATERIALES 1
EXPERIMENTACÍON,
MODELADO NUMERICO Y TEÓRICO
Octubre de 2011
Institución editora
Facultad de ingeniería – Universidad Tecnológica de Bolívar
Los conceptos y opiniones de los artículos contenido en esta publicación son responsabilidad de sus autores;
En ningún momento comprometen las orientaciones y políticas de la facultad de Ingeniería de la Universidad Tecnológica de Bolívar.
Contacto: Prof. Jairo F. Useche, Ph.D
Departamento de Ingeniería Mecánica y Mecatronica Universidad tecnológica de Bolívar
Parque Industrial Vélez – Pombo, km.1 Tel/fax: +575 6535337/6619240 [email protected]
MECANICA DE MATERIALES 1
EXPERIMENTACÍON,
MODELADO NUMERICO Y TEÓRICO
Dirección Universitaria
Patricia del Pilar Martinez Barrios
Rectora
Paola Amar Sepúlveda
Vicerrectora Académica
Viviana Londoño Moreno
Vicerrectora Administrativa
Javier Campillo Jimenez
Director Oficina de Investigaciones y Transferencia Tecnológica
Facultad de Ingeniería
Jose Luis Villa
Decano Facultad de Ingeniería
Raul Padrón Carvajal
Secretario Académico
Justo Ramos Madrid
Director departamento de Ingeniería Mecánica y Mecatronica
MECANICA DE MATERIALES 1
EXPERIMENTACÍON,
MODELADO NUMERICO Y TEÓRICO
Cuerpo Editorial
Jairo Useche Vivero
Editor General
Comité Editorial
Edgardo Arrieta Ortiz Universidad Tecnológica de Bolívar Javier Campillo Universidad Tecnológica de Bolívar Sharicar Mendez Villamizar Universidad Tecnológica de Bolívar Erick Guerrero Universidad Tecnológica de Bolívar
Jose Luis Villa Universidad Tecnológica de Bolívar
Justo Ramos Madrid Universidad Tecnológica de Bolívar
Comité Científico
Prof. Jairo Useche, Ph. D Universidad Tecnológica de Bolívar
Prof. Jairo Tovar, Ph.D Universidad Tecnológica de Bolívar
Prof. Edgardo Arrieta, M.Sc. Universidad Tecnológica de Bolívar
Prof. E.L. Albuquerque, Ph.D. Universidad Tecnológica de Bolívar
Prof. Renato Pavanello, Ph.D. Universidad Tecnológica de Bolívar
Prof. Paulo Sollero, Ph.D. Universidad Tecnológica de Bolívar
Prof. Alejandro Marañón, Ph.D. Universidad Tecnológica de Bolívar
Prof. Jose Rafael Toro, M. Sc. Universidad Tecnológica de Bolívar
Diagramación y Diseño
Sharicar Méndez Villamizar Erick Guerrero
CONTENIDO
TENDENCIAS MODERNAS EN MECÁNICA COMPUTACIONAL. Mario J. Juha, Ph.D Universidad Autónoma del Caribe……………………………… 9
DESARROLLO Y PROCESAMIENTO DE MATERIALES APLICACIONES BIOMÉDICAS E INDUSTRIALES. Jorge Bris, Ph.D. Grupo de Investigación en Materiales, Procesos y Diseño –GIMYP universidad del Norte……………………………………………………………………………… 42 MULTISCALE ANALYSIS APPLIED TO RUBBER COMPOUNDS. A LITERATURE. Survey Paulo Shyer, Universidad de Ca piñas…………………………………………….. 71 CALIBRACIÓN DE LAS PROPIEDADES MECÁNICAS DE MATERIALES COMPUESTOS LAMINADOS PARA EL ANÁLISIS ESTRUCTURAL DE EMBARCACIONES USANDO EL MÉTODO DE LOS ELEMENTOS FINITOS. Germán A. Méndez – Cotecmar……………………………………………………………………….. 78
SIMULACIÓN NUMÉRICA DE ENSAYOS DINÁMICOS EN EL DISPOSITIVO DE BARRA HOPKINSON. C. Hernandez Departamento de Ingeniería Mecánica Universidad de los Andes, Bogotá, Colombia………………………………………………………………………………………………………… 86 MODELO ANALÍTICO PARA EL ANÁLISIS DE IMPACTO A ALTAS VELOCIDADES DE CILINDROS MULTI-MATERIALES. Mario Fernando. Buchely Grupo de Integridad Estructural GIE. Departamento de Ingeniería Mecánica Universidad de los Andes, Colombia……………………………………………….. 94 EVALUACIÓN DE ALGUNOS MODELOS CONSTITUTIVOS PARA EL COMPORTAMIENTO DE UN ADHESIVO A BASE POLIURETANO. J. C. Prieto Departamento de Ingeniería Mecánica Universidad de los Andes, Colombia. ……………………………………………………………………………………………………………………….. 103
THE BOUNDARY ELEMENT METHOD APPLIED TO THE ANALYSIS OF UNILATERAL CONTACT PROBLEMS WITH FRICTION. E.L. Albuquerque Deapartment of Mechanical Engineering, Faculty of Technology University of Brasilia………………………………………………………………………………………………………. 111
ANÁLISIS DE PARÁMETROS EXPERIMENTALES PARA MODELADO DE DIÁMETROS MÁXIMOS EN PIEZAS CILÍNDRICAS DE AMORFOS ESTRUCTURALES BASE FE. M. Pagnola IESIING, Facultad de Ingeniería e Informática, UCASAL, Salta, Argentina……………………………………………………………………………………………………….. 124
EVALUACIÓN DEL MÉTODO SPH FRENTE A UNA CARGA EXPLOSIVA. V. S. Robinson Departamento de Ingeniería Mecánica Universidad de los Andes, Bogotá, Colombia………………………………………………………………………………………………… 134
RECUBRIMIENTOS DEPOSITADOS CON LA TÉCNICA DE PROYECCIÓN TÉRMICA PARA LA RECUPERACIÓN DE PIEZAS NAVALES. J. A. Morales Cotecmar…………………………………………………………………………… 142
ANÁLISIS DINÁMICO DE PLACAS LAMINADAS ESPESAS UTILIZANDO UNA FORMULACIÓN – BEM.
H. Alvarez Faculty of Mechanical Engineering University of Brasilia – UnB………….. 148
MODELACIÓN NUMÉRICA DE PROBLEMAS DE IMPACTO EN FUERZA AXIAL Y FLEXIÓN MEDIANTE EL SOFTWARE LIBRE IMPACT USANDO ELASTICIDAD Y ELASTOPLASTICIDAD. Wilson Rodriguez Calderón Facultad de Ingeniería, Programa de Ingeniería Civil Universidad de La Salle…………………………………………………………………………………………………………. 154
DEGRADACIÓN DE LAS PROPIEDADES MECÁNICAS DE COMPUESTOS LAMINADOS FABRICADOS CON FIBRA DE VIDRIO POR INMERSIÓN SALINA. Mary Arias Departamento de Ingeniería Mecánica Universidad Tecnológica de Bolívar, Colombia………………………………………………………………………………………………………….. 163
MÉTODO DE INTEGRACIÓN POR CELDAS PARA ANÁLISIS DE LAMINADOS GRUESOS UTILIZANDO – BEM. Christian Harnish Departamento de Ingeniería Mecánica Universidad Tecnológica de Bolívar, Colombia……………………………………………………………………………………………… 170
CREEP EN ACEROS HP MODIFICADOS. G. González Universidad Tecnológica Nacional; Bahía Blanca, Arge ti a……………………………………………………………………………………………………… 179 UNA APROXIMACIÓN PRELIMINAR AL COMPORTAMIENTO DEL MIEMBRO INFERIOR FRENTE A CARGAS IMPULSIVAS MEDIANTE EL MÉTODO DE LOS ELEMENTOS FINITOS. J. calle Estudiante, Universidad de Los Andes, Bogotá Colombia……………………….. 187
MÉTODO DE ENJAMBRE DE PARTÍCULAS Y EVOLUCIÓN DIFERENCIAL PARA LA OPTIMIZACIÓN DE PANELES ESTRUCTURALES.
Guillermo E. Giraldo Grupo De Investigación En Materiales Y Estructuras GIMAT, Universidad Tecnológica De Bolívar……………………………………………………………………………………… 192

Gama, Ozelo, Rodríguez, Sollero and Costa., Multiscale analyses applied to rubber compounds: A literature survey
Tercer Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2011
1
Multiscale analyses applied to rubber compounds:
A literature survey
Anderson B. Gama1, Renan R. M. Ozelo
2, René Q. Rodríguez
3, Paulo Sollero
4
Faculty of Mechanical Engineering
University of Campinas
200 Rua Mendeleyev
Campinas, São Paulo, Brazil, 13083-860 CP 6122
Argemiro L. A. Costa5
Pirelli Pneus S.A.
871 Avenida Giovanni Battista Pirelli
Santo André, São Paulo, Brazil, 09111-340
Abstract
The computing power has increased substantially in recent years. Thus, the complexity of
numerical analysis could also be increased and the multiscale analyses proved to be a
promising study area. The application of multiscale analyses in rubber compounds has a
particular interest due to their complex microstructure. This paper reviews multiscale
analysis approaches that are currently available for rubber compounds, especially for fillers
like carbon black. A discussion of the potential of these approaches is made and examples
of how these analyses have been applied are presented.
Keywords:Multiscale, rubber, carbon black.
Resumen
El poder computacional ha sido incrementado substancialmente en los últimos años.
Adicionalmente, la complejidad del análisis numérico puede también ser incrementado y
los enfoques de multiescala están demostrando ser una área prometedora. La aplicación de
análisis multiescala en componentes de caucho muestran un interés particular debido a su
compleja microestructura. Este trabajo hace una revisión de análisis multiescala que están
disponibles para compuestos de caucho, especialmente para los rellenos, como el negro de
carbón. Una discusión del potencial de estos enfoques fue hecha y ejemplos de como estos
enfoques son aplicados son también presentados.
Palabras claves: Multiescala, caucho, negro de carbón
Gama, Ozelo, Rodríguez, Sollero and Costa., Multiscale analyses applied to rubber compounds: A literature survey
Tercer Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2011
2
1. INTRODUCTION
A long-standing goal of physical, chemical and engineering sciences has been developing
efficient theoretical tools for understanding and predicting the physical properties of polymer
materials from the knowledge of a few input parameters (Olson, 1997). Nevertheless, the
development of such tools is notably demanding, since generally one needs to cope with a
multitude of components and interactions, which influence their structure and dynamics at the
various scales (Baeurle, 2009). He considered four scales for his review: Quantum level,
atomistic level, mesoscopic level and continuum level:
Quantum level: At the quantum level, a polymer system is described in terms of nuclear and
electronic degrees of freedom, Solving the Schrödinger equation is posible to determine the
many-particle wavefunction which is related to their behavior. Various initial quantum-chemical
techniques (Jensen, 1999) exist for solving this equation in the wavefunction representation,
which are known as wavefunction approaches. These techniques in principle are not necessary
empirical knowledge about the various effective interactions involved in the system, but
generally necessitate a high amount of computational power.
Atomistic level : The next higher level of description, that in the following we will refer to as
the atomistic level, can be reached by discarding the electronic degrees of freedom and
substituting their interactions by effective coarse–grained interactions among the nuclei,
expressed via classical potentials. In this picture the motions of the atoms are treated classically,
and their trajectory is propagated deterministically or stochastically through state space, spanned
by the respective particle degrees of freedom. (Allen and Tildesley, 1996), (Frenkel and Smit,
1996),(Binder and Heermann, 2002).
Mesoscopic level : The standard strategy for addressing the inherent difficulties, associated
with fully atomistic particle-based simulations of polymer systems, is to coarse–grain the
polymer model so that groups of atoms are lumped into larger entities, referred to as united
atoms or superatoms (Müller-Plathe, 2003), (Faller, 2004).The resulting effective particles may
correspond e.g. to monomer residues within a polymer chain surrounded by solvent molecules,
which interact by new effective interaction potentials that must be re-parameterized.
Unfortunately, within the particle description it is very difficult to develop a systematic and
consistent coarse–graining procedure for the large variety of polymer materials of interest.
However, many procedures are found in literature for the treatment in this level of analysis
(Baschnagel et al., 2000), (Fredrickson, 2006), (Terzis and Stroeks, 2002).
Continuum level : On the continuum level of description, one assumes the existence of a fully
or partially continuous material structure in a polymer material, and in case of a composite one
ordinarily does not explicitly include the chemical interactions between the constituent phases
(Valavala and Odegard, 2005). Methods of this kind can be classified as either of analytical or
numerical type. Continuum equations generally can be solved by numerical continuum-based
modeling methods using either finite element or finite-difference techniques.
Researches center of attention in rubber compounds with a mulstiscale approach is the study of

Gama, Ozelo, Rodríguez, Sollero and Costa., Multiscale analyses applied to rubber compounds: A literature survey
Tercer Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2011
3
fillers and the changes in micromechanics and macromechanics that the filler causes on the
compound. Normally, for rubbers compounds applied on tires industry, there are two
predominant fillers: carbon black and silica, where the carbon black is the most applied and
traditional filler used in industry and increase abrasion resistance, elastic modulus and strength
of elastomeric composites. (Donnet, 2003) (Voet, 1980).
However, despite decades of such experimental and numerical studies, (Göritz et al., 1999)
(Leblanc, 2002), the actual mechanisms by which carbon black modifies macroscale mechanical
performance remain unresolved. We will discuss below some advances in study of carbon
black.
2. MULTISCALE MODELING – RUBBER COMPOUNDS.
In search to obtain a model to rubber compounds filled with carbon black, in Bergstrom &
Boyce (1998) the carbon black particles are not described, but the aggregates are modeled as
squares or dodecahedra in an elastomeric volume, to derive the large deformation behavior from
finite element computations. In Naito et al. (2007) the union of carbon black spherical-shaped
particles defines the aggregates. In Laiarinandrasana et al. (2009), placing a spherical carbon
black particle at the centre of a tetrakaidecaedron cell to compute the visco-elastic behavior of a
centre cubic symmetry composite from periodical finite element computations obtains an ideal
microstructure.
A multiscale model of microstructure of rubber with carbon black fillers is proposed by Jean et
al. (2011), as can be seen in Fig. 1. This model uses a combination of three basic Boolean
models as in the case of carbon black in a polymeric matrix (Savary et al., 1999; Moreaud &
Jeulin, 2005; Jean et al., 2007). It is used a model of carbon black proposed by Donnet (2003),
which considers a surface that allows the agglomeration of these particles. These particles and
agglomeration are considered as inclusions in material, and the distribution of these inclusions
allows the formulation of the model (Zheng and Du, 2001).
Fig 1. (a) Final multiscale model of microstructure and (b) an example of carbon black aggregate in the
simulated microstructure. (Jean et al., 2011)

Gama, Ozelo, Rodríguez, Sollero and Costa., Multiscale analyses applied to rubber compounds: A literature survey
Tercer Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2011
4
Further approach to model the influence of fillers on the matrix is the study of the boundary
surfaces separating different phases (for instance, on the boundary between the high-elastic
matrix and the surface of solid particles of the filler). In this boundary the polymer molecules
interact with a surface of the filler in a special way. Owing to such interaction, a layer of the
polymer with particular properties (interphase layer) occurs. This interphase layer is of
complicated structure, and its mechanical properties differ significantly from the properties of
the polymer matrix (Yanovsky, 2005). The dominant theory of this reinforcement posits a
strong interaction at the particle–polymer interface, which then has effects on the mechanical
behavior of the composites system. The concept of ‘‘bound rubber’’ at the particle–elastomer
interface has been put forth to describe such a strong interaction (Qu et al. 2011). This bound
rubber is a film that is stabilized around the particles via van der Waals interactions, and is thus
resistant to dissolution in solvent, as proposed initially by Stickney and Falb (1964)
Experimental efforts have been focused on indirect evidence of an interphase in the
uncrosslinked state. For example, nuclear magnetic resonance (NMR) spectroscopy has
suggested the existence of this interphase, in that chain mobility near the carbon black–rubber
interfaces was less than that of the polymer matrix. Litvinov and Steeman (1999) measured T2
relaxation spectra of ethylene propylene diene monomer rubber (EPDM) and bound rubber–
coated carbon black fillers to imply significantly different EPDM rubber chain mobility. Berriot
et al. (2003) also demonstrated that topological constraints exist at a particle surface via NMR.
Another indirect confirmation of this interphase is enabled by the unique property of bound
rubber to reversibly form as a function of temperature, i.e., bound rubber content decreases at
high temperature, as showed by Wolff et al. (1993) and Kida et al. (1996). Robisson (2010) and
Robisson and Chartier(2010) have also shown that macroscale elastic moduli of hydrogenated
nitrile butadiene rubber (HNBR)–carbon black composites decreased with increasing
temperature (for a given vol% carbon black), suggesting thermal depletion of the vol% of bound
rubber interphase.
Thanks to advances in microscopy tools e.g. SPM; AFM; TFM, visual evidences of bound
rubber were obtained recently. Qu et al (2011) in their study developed a method to visualize
and to characterize the properties of bound rubber, by the AFM, like in Fig. 2.
Fig 2. AFM (a) height and (b) phase lag images of HNBR–5 vol% CB at room temperature (RT). (c)
Image analysis of height image at RT. (d) Height and (e) phase images of the same particles acquired at
180 oC. (f) Analysis of the phase images showed that the particle diameters decreased approximately 11
nm as the temperature increased from RT to 180 oC. Scale bars = 200 nm. (Qu et al. 2011)

Gama, Ozelo, Rodríguez, Sollero and Costa., Multiscale analyses applied to rubber compounds: A literature survey
Tercer Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2011
5
With this approach, it was proposed by Qu et al. (2011) a finite element technique to evaluate
the rubber compound properties as a function of the temperature.
3. CONCLUSIONS
The multiscale modeling is a promising and useful tool used recently to describe how the
microstructure influences the macromechanics properties of material. An example of this
approach is the study of mechanical properties of rubber compounds, that presents a high
heterogeneous on his composition, especially because rubber compounds are frequently
reinforced with fillers, manly carbon black. Using a multiscale approach, recent works showed
models to simulate the behavior of mechanical properties of material taking in considerations
different levels, like interactions between carbon black and rubber matrix and dispersion and
agglomeration of carbon black particles. These models became possible due to the advances in
microscopy, which developed tools able to gives a visual way to confirm the geometric
disposition and dispersion of the particles of carbon black in the rubber matrix.
The previous example shows that the multiscale approach is an excellent method to develop
analytic models of rubber compounds. A suggestion of new research in this area, is the
possibility to aggregate the two approaches of carbon black in rubber compounds: the geometric
dispersion and the chemical reactions. Another focus of study is to join silica and carbon black
in the same model. The development of a model that accounts the effect of silica and carbon
black will became a great tool for industry and means a great reduction of time and cost in the
design of new materials in rubber industry.
4. REFERENCES
Allen, M. and Tildesley, D., 1996, Computer Simulation of Liquids. Oxford Science
Publications.
Baeurle, S., 2009, Multiscale modeling of polymer materials using field-theoric methodologies:
a survey about recent developments. J. Math. Chem., 46:363-426.
Baschnagel, J., Binder, K., Doruker, P., Gusev, A., Hahn, O., Kremer, K., Mattice, W., Müuller-
Plathe, F., Murat, M., Paul, W., Santos, S., Suter, U., Tries, V., and Abe, A., 2000, Bridging the
gap between atomistic and coarse-grained models of polymers Status and perspectives.
Advances in Polymer Science, 152:41-156.
Bergstrom, J. & Boyce, M., 1998, Constitutive modelling of the large strain time-dependent
behavior of elastomers.J. Mech. Phys. Solids 46, 931–954.
Berriot, J., Matin, F., Montes, H., Monnerie, L., and Sotta, P., 2003, Reinforcement of model
filled elastomers: characterization of the cross-linking density at the fillerelastomer interface by
H NMR measurements. Polymer, 44:1437-1447.
Gama, Ozelo, Rodríguez, Sollero and Costa., Multiscale analyses applied to rubber compounds: A literature survey
Tercer Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2011
6
Binder, K. and Heermann, D., 2002, Monte Carlo Simulation in Statistical Physics: An
Introduction. Springer, Berlin.
Donnet, J., 2003, Nano and microcomposites of polymers elastomers and their reinforcement.
Composites Science and Technology, 63:1085-1088.
Faller, R., 2004, Automatic coarse graining of polymers. Polymer, 45:3869-3876.
Fredrickson, G., 2006, The Equilibrium Theory of Inhomogeneous Polymers. Oxford
University.
Frenkel, D. and Smit, B., 1996, Understanding Molecular Simulation: From Algorithms to
Applications. Academic Press, Orlando, Florida, USA.
Göritz, D., Raab, J., and Maier, P., 1999, Surface structure of carbon black and reinforcement.
Rubber Chemestry Technology, 72:929-945.
Jean,A., Jeulin, D., Cantournet, S., Forest, S.&N’Guyen, F., 2007, Rubber with carbon black
fillers: parameters identification of a multiscale nanostructure model. In Boukamel, A.,
Laiarinandrasana, L., S., M. & Verron, E., editors, Constitutive Models for Rubber V.
Proceedings of 5th European Conference on ConsitutiveModels for Rubber, ECCMR 2007,
Paris, France, 4–7 September 2007, pp. 141–146, Taylor and Francis, London.
Jean, A., J, D., Forest, S., Cantournet, S., N’Guyen, F., 2011, A multiscale microstructure model
of carbon black distribution in rubber, Journal of Microscopy, 241(3), 243–260
Jensen, F., 1999, Introduction to Computational Chemistry, Wiley, Chichester
Kida, N., Ito, M., Yatsuyanagi, F., and Kaido, M., 1996, Studies on the structure and formation
mechanism of carbon gel in the carbon black filled polyisoprene rubber composite. Journal of
Applied Polymer Science, 61:1345-1350.
Leblanc, J., 2002, Rubberfiller interactions and rheological properties in filled compounds.
Progress in Polymer Science, 27:627-687.
Litvinov, V. M. and Steeman, P., 1999, EPDM: Carbon black interactions and the
reinforcement mechanisms, as studied by low-resolution H NMR. Macromolecules, 32:8476-
8490.
Moreaud,M. & Jeulin, D., 2005, Multi-Scale Simulation of Random Spheres Aggregates:
Application to Nanocomposites, pp. 341–348, Zakopane, Poland. ECS 9.
Müller-Plathe, F., 2003, Scale-hopping in computer simulations of polymers. Soft Mater, 1:1-
31.
Gama, Ozelo, Rodríguez, Sollero and Costa., Multiscale analyses applied to rubber compounds: A literature survey
Tercer Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2011
7
Naito, M., Muraoka, K., Azuma, K. & Tomita, Y., 2007, 3D modeling and simulation of micro
to macroscopic deformation behavior of filled rubber. In Boukamel, A., Laiarinandrasana, L.,
S., M. & Verron, E., editors, Constitutive Models for Rubber V. Proceedings of 5th European
Conference on ConsitutiveModels for Rubber,ECCMR2007, Paris, France, 4–7 September
2007, pp. 141–146, Taylor and Francis, London.
Olson, G.B., 1997, Computational Design of Hierarchically Structured Materials, Science, 277,
1237-1242.
Qu, M., Deng, F., Kalkhoran, S., Gouldstone, A., Robisson, A., and van Vliet, K., 2011,
Nanoscale visualisation and multiscale mechanical implication of bound rubber interphase in
rubber-carbon black nanocomposites. The Royal Society of Chemistry, 7:1066-1077.
Robinsson, A., 2010a, A simple analogy between carbon black reinforced rubbers and random
three-dimensional open-cell solids. Mechanics of Materials, 42:974-980.
Robinsson, A. and Chartier, B., 2010b, Role of the interphase on reinforcement of a filled
rubbers: Infuence of temperature, carbon black content and strain. Taylor & Francis Group,
London.
Savary,L., Jeulin, D.&Thorel,A., 1999, Morphologicalanalysisof carbonpolymer composite
materials from thick section. Acta Stereol. 18, 297–303
Stickney, P. B. and Falb, R. D., 1964, Carbon black-rubber interactions and bound rubber.
Rubber Chemestry Technology, 37:1299-1340.
Terzis, A.F., T. D. and Stroeks, A., 2002, Entanglement network of the
polypropylene/polyamide interface. 3. deformation to fracture. Macromolecules, 35:508-521.
Valavala, P. and Odegard, G., 2005, Modeling techniques for determination of mechanical
properties of polymer nanocomposites. Rev. Adv. Mater. Sci., 9:34-44.
Voet, A., 1980, Reinforcement of elastomers by fillers: Review of period 1967-1976. Journal
of Polymer Science: Macromolecular reviews, 15:327-373.
Wang, M. J., 1998, Effect of polymer-filler and filler-filler interactions on dynamic properties of
filled vulcanizates. Rubber Chemestry Technology, 71:520-589.
Wolff, S., Wang, M. J., Tan, E. H., 1993, Filler-elastomer interactions. Part vii. Study on bound
rubber. Rubber Chemestry Technology, 66:163-177.
Yanovsky, Y. G., 2005, Multiscale modeling of polymer composite properties. International
Journal for Multiscale Computational Engineering, 3:199-255.
Zheng, Q. S. and Du, D. X., 2001, An explicit and universally applicable estimate for the
effective properties of multiphase composites which accounts for inclusion distribution. Journal
of the Mechanics and Physics of Solids, 49:2765-2788

Computation of displacements in anisotropic plates by the boundary
element method
A. Reisa, E. L. Albuquerquea J. F. Usecheb and H. Alvarezb
aUniversity of Brasılia - UnBFaculty of Mechanical Engineering
Brasılia, DF, [email protected]
bUniversity Technologic of BolıvarFaculty of Mechanical Engineering
Cartagena, [email protected]
Keywords: Mindlin theory, thick plates, Radon transform, anisotropic plates.
Abstract. This paper presents a boundary element formulation for the computation of displacements at
internal points of laminated composite thick plates. Fundamental solutions for anisotropic thick plates are
obtained using Hrmander operator and Radon transform. So, they do not have a closed form and numerical
integration is necessary to compute fundamental solutions in each field point. Integral equations for
moments are developed and all derivatives of the fundamental solution are computed. A special integration
technique is used in order to improve performance of the method. The obtained results are in good
agreement with literature.
Introduction. It is well known from literature that the use of the classical Kirchhoff plate model is
inappropriate for composite plates. Unlike the Kirchhoff theory of thin plates, Reissner theory takes into
account the transverse shear deformation, which is important in many practical applications. The
sixth-order plate problem, was formulated in a boundary integral equation method form for the Reissner
model by [11], who employed the Hormander method for the derivation of the fundamental solution. An
integral formulation for the Mindlin model was developed by [2], whereas [13] presented a unified integral
formulation for both models. After the original works of [11], many references have reported the
application of boundary elements to bending analysis of thick plates, most of them using the Reissner
model as, for example, [6], [5], [14], and [7].
As we can see, a large number of articles with the analysis of isotropic plates can be found in literature.
However, only few works can be found with the analysis of orthotropic plates. [4] presented a boundary
element method of moderately thick orthotropic plates. In [12] the previous formulation was extended to
laminated composites. This work presents a boundary element formulation for anisotropic thick plates. It
uses the fundamental solution proposed by [12] that takes into account the effects of shear deformation and
was derived by means of Hormander operator and the Radon transform. Domain integrals which come
from transversal applied loads are exactly transformed into boundary integrals by a radial integration
technique. Some numerical examples concerning orthotropic plate bending problems are analyzed with the
BEM.

1 EQUATIONS OF EQUILIBRIUM
Consider a plate constructed of a finite number of homogeneous, uniform-thickness layers of an orthotropic
material. Relations between the generalized displacement and strains are:
κ1 =∂ψx
∂x, κ2 =
∂ψy
∂y,
κ6 =∂ψx
∂y+
∂ψy
∂x, ε4 =
∂ω∂y
+ψy,
ε5 =∂ω∂x
+ψx,
(1)
in which ω is the displacement along the z-direction, and ψx and ψy are the rotation of the plates along the
x and y co-ordinate axes, respectively.
The relations between the stress resultants and strains are:
Mi = Di jκ j, i, j = 1,2,6,
Di j = ∑Nk=1
∫ hk
hk−1Q(k)i j z2dz i, j = 1,2,6,
Q1 = A45ε4 +A55ε5, Q2 = A44ε4 +A45ε5,
Ai j = ∑Nk=1
∫ hk
hk−1Q(k)i j KiK jdz, i, j = 4,5,
(2)
in which hk is the vertical distance from the midplane, z = 0, to the upper surface of the kth lamina. K4 and
K5 are the shear correction factors. Qki j are the plane stress reduced stiffness coefficients of the kth lamina.
The equilibrium equations of the plates are:
∂M1
∂x+
∂M6
∂y−Q1 +mx = 0,
∂M6
∂x+
∂M2
∂y−Q2 +my = 0, (3)
∂Q1
∂x+
∂Q2
∂y+q = 0,
Substituting Eq.(1) and Eq.(2) into Eq.(3), we obtain the following differential equations using the
generalised displacement as basic unknowns:
Li jU j +qi = 0, i, j = 1,2,3 (4)
where U j indicate ψx, ψy and ω , qi represent the generalized loads, i.e.qi indicate mx, my and q,
respectively, Li j are the differential operators.

2 FUNDAMENTAL SOLUTIONS
The fundamental solutions of the symmetric laminated anisotropic thick plate taking into account the
transverse shear deformation are a set of particular solutions of the differential Eq. (4) under a unit
concentrated load, i.e., the solutions satisfy the following inhomogeneous differential equations:
L∗i jU
∗k j(ζ ,x) =−δ (ζ ,x)δki, (5)
in which δ (ζ ,x) denotes the Dirac delta function, ζ represents the source point, x is a field point, and U∗k j
represents the generalized displacement in the jth direction of the field point x of an infinite plane when a
unit point load is applied in the kth direction of the source point ζ , (see [12]).
Using the plane wave decomposition method, [3], we can transform Eq. (5) into a set of ordinary
differential equations, δ (ζ ,x) and U∗k j(ζ ,x) may be expanded into a plane wave:
δ (ζ ,x) =−1
4π2
∫ 2π
0| ω1(x−ζ )+ω
2(y−η) |−2 dθ , (6)
U∗k j(ζ ,x) =
∫ 2π
0U∗
k j(ρ)dθ , (7)
where (ω1,ω2) are the co-ordinates of a point on the unit circle, i.e., ω1 = cos(θ), ω2 = sin(θ), (x,y) and
(ζ ,η) are the co-ordinates of the field point and the source point, respectively. Substituting Eq.(6) and
Eq.(7) into Eq.(5), and considering the differential relationship ∂∂xα
= ωαd
dρ , we obtain a set of ordinary
differential equations as follows:
L∗i jU
∗k j(ρ) =
14π2 | ω1(x−ζ )+ω
2(y−η) |2 δki, i, j,k = 1,2,3 (8)
Following Hormander’s operator method, the solutions of Eq. (4) can be written as:
U∗k j(ρ) =
co Lad j
jk φ(ρ), (9)
where φ(ρ) is a unknown scalar function and coL∗ is the cofactor matrix of the operator L∗. Thus, the
fundamental solutions of symmetrical laminated anisotropic plates including transverse shear deformation
can be written as:
U∗αβ (ρ) = aαβ D4φ(ρ)−Cωαωβ D2φ(ρ),
U∗α3(ρ) =−U∗
3α(ρ) = fαD3φ(ρ)−CωαDφ(ρ), (10)
U∗33(ρ) = AD4φ(ρ)−BD2φ(ρ)+Cφ(ρ),
where D4φ(ρ) = dkφ(ρ)/dρk,(k = 1,2, ...)
Substituting Eq. (9) into Eq. (8), we obtain the following equation:
d4
dρ4
(
d2
dρ2− p2
)
ϕ(ρ) =1
4π2a2| ρ |−2, (11)
in which
a = A11d11 +a12d12,
b = a11A55 +Cd11ω21 +a12A45 +Cd12ω1ω2 + f1d13,
p2 = b/a.
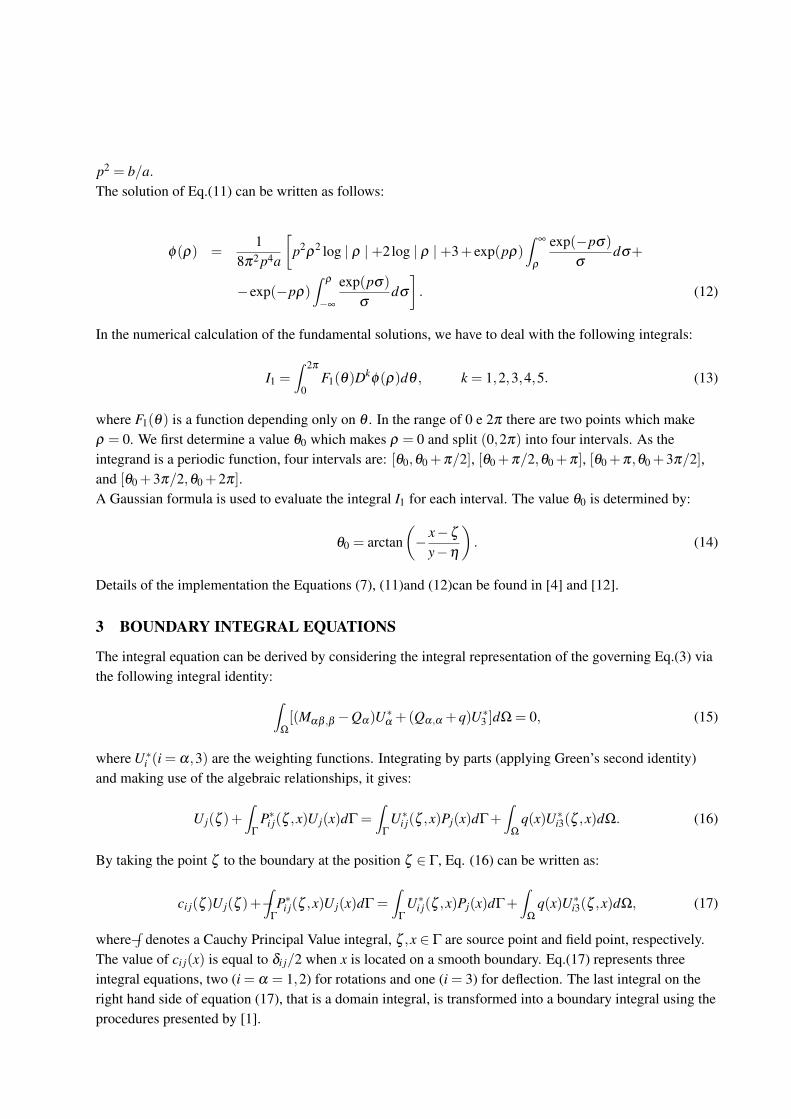
The solution of Eq.(11) can be written as follows:
φ(ρ) =1
8π2 p4a
[
p2ρ2 log | ρ |+2log | ρ |+3+ exp(pρ)∫ ∞
ρ
exp(−pσ)
σdσ+
−exp(−pρ)∫ ρ
−∞
exp(pσ)
σdσ
]
. (12)
In the numerical calculation of the fundamental solutions, we have to deal with the following integrals:
I1 =∫ 2π
0F1(θ)D
kφ(ρ)dθ , k = 1,2,3,4,5. (13)
where F1(θ) is a function depending only on θ . In the range of 0 e 2π there are two points which make
ρ = 0. We first determine a value θ0 which makes ρ = 0 and split (0,2π) into four intervals. As the
integrand is a periodic function, four intervals are: [θ0,θ0 +π/2], [θ0 +π/2,θ0 +π], [θ0 +π,θ0 +3π/2],
and [θ0 +3π/2,θ0 +2π].
A Gaussian formula is used to evaluate the integral I1 for each interval. The value θ0 is determined by:
θ0 = arctan
(
−x−ζ
y−η
)
. (14)
Details of the implementation the Equations (7), (11)and (12)can be found in [4] and [12].
3 BOUNDARY INTEGRAL EQUATIONS
The integral equation can be derived by considering the integral representation of the governing Eq.(3) via
the following integral identity:
∫
Ω[(Mαβ ,β −Qα)U
∗α +(Qα,α +q)U∗
3 ]dΩ = 0, (15)
where U∗i (i = α ,3) are the weighting functions. Integrating by parts (applying Green’s second identity)
and making use of the algebraic relationships, it gives:
U j(ζ )+∫
ΓP∗
i j(ζ ,x)U j(x)dΓ =∫
ΓU∗
i j(ζ ,x)Pj(x)dΓ+∫
Ωq(x)U∗
i3(ζ ,x)dΩ. (16)
By taking the point ζ to the boundary at the position ζ ∈ Γ, Eq. (16) can be written as:
ci j(ζ )U j(ζ )+∫
Γ− P∗
i j(ζ ,x)U j(x)dΓ =∫
ΓU∗
i j(ζ ,x)Pj(x)dΓ+∫
Ωq(x)U∗
i3(ζ ,x)dΩ, (17)
where∫
− denotes a Cauchy Principal Value integral, ζ ,x ∈ Γ are source point and field point, respectively.
The value of ci j(x) is equal to δi j/2 when x is located on a smooth boundary. Eq.(17) represents three
integral equations, two (i = α = 1,2) for rotations and one (i = 3) for deflection. The last integral on the
right hand side of equation (17), that is a domain integral, is transformed into a boundary integral using the
procedures presented by [1].
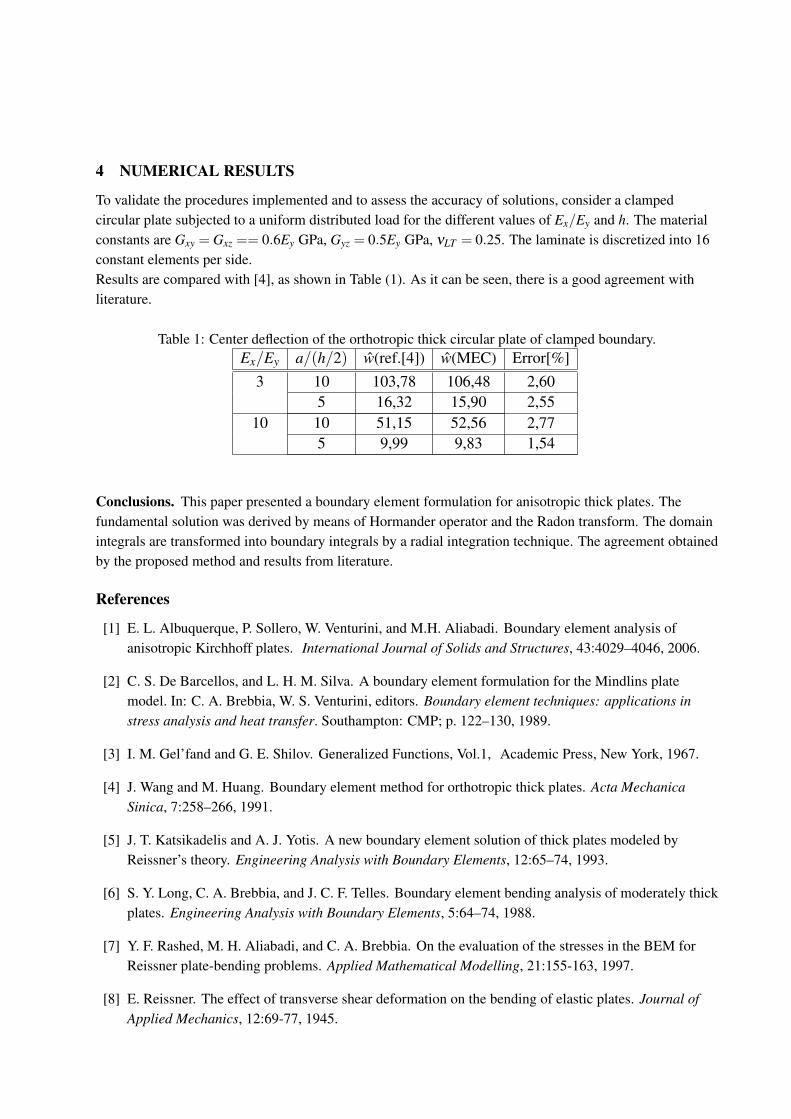
4 NUMERICAL RESULTS
To validate the procedures implemented and to assess the accuracy of solutions, consider a clamped
circular plate subjected to a uniform distributed load for the different values of Ex/Ey and h. The material
constants are Gxy = Gxz == 0.6Ey GPa, Gyz = 0.5Ey GPa, νLT = 0.25. The laminate is discretized into 16
constant elements per side.
Results are compared with [4], as shown in Table (1). As it can be seen, there is a good agreement with
literature.
Table 1: Center deflection of the orthotropic thick circular plate of clamped boundary.
Ex/Ey a/(h/2) w(ref.[4]) w(MEC) Error[%]
3 10 103,78 106,48 2,60
5 16,32 15,90 2,55
10 10 51,15 52,56 2,77
5 9,99 9,83 1,54
Conclusions. This paper presented a boundary element formulation for anisotropic thick plates. The
fundamental solution was derived by means of Hormander operator and the Radon transform. The domain
integrals are transformed into boundary integrals by a radial integration technique. The agreement obtained
by the proposed method and results from literature.
References
[1] E. L. Albuquerque, P. Sollero, W. Venturini, and M.H. Aliabadi. Boundary element analysis of
anisotropic Kirchhoff plates. International Journal of Solids and Structures, 43:4029–4046, 2006.
[2] C. S. De Barcellos, and L. H. M. Silva. A boundary element formulation for the Mindlins plate
model. In: C. A. Brebbia, W. S. Venturini, editors. Boundary element techniques: applications in
stress analysis and heat transfer. Southampton: CMP; p. 122–130, 1989.
[3] I. M. Gel’fand and G. E. Shilov. Generalized Functions, Vol.1, Academic Press, New York, 1967.
[4] J. Wang and M. Huang. Boundary element method for orthotropic thick plates. Acta Mechanica
Sinica, 7:258–266, 1991.
[5] J. T. Katsikadelis and A. J. Yotis. A new boundary element solution of thick plates modeled by
Reissner’s theory. Engineering Analysis with Boundary Elements, 12:65–74, 1993.
[6] S. Y. Long, C. A. Brebbia, and J. C. F. Telles. Boundary element bending analysis of moderately thick
plates. Engineering Analysis with Boundary Elements, 5:64–74, 1988.
[7] Y. F. Rashed, M. H. Aliabadi, and C. A. Brebbia. On the evaluation of the stresses in the BEM for
Reissner plate-bending problems. Applied Mathematical Modelling, 21:155-163, 1997.
[8] E. Reissner. The effect of transverse shear deformation on the bending of elastic plates. Journal of
Applied Mechanics, 12:69-77, 1945.
[9] J. Wang and K. Schweizerhof. A boundary integral equation formulation for moderately thick
laminated orthotropic shallow shells. Computers and Structures, 58:277–287, 1996.
[10] J. C. F. Telles. A self adaptive co-ordinate transformation for efficient numerical evaluation of general
boundary element integrals. International Journal for numerical Methods in Engineering,
24:959-973, 1987.
[11] V. F. Weeen. Application of the boundary integral equation method to Reissner’s plate model.
International Journal for Numerical Methods in Engineering, 18:1–10, 1982.
[12] J. Wang and K. Schweizerhof. Fundamental solutions and boundary integral equations of moderately
thick symmetrically laminated anisotropic plates. Communications in Numerical Methods in
Engineering, 12:383–394, 1996.
[13] T. J. Westphal and C. S. De Barcellos. Applications of the boundary element method to Reissner’s
and Mindlins plate model. In: M. Tanaka, C. A. Brebbia, T. Honma, editors. Proceedings of the 12h
international conference on boundary element technology. Computational Mechanics Publications.
Southampton, 1:467–477, 1990.
[14] X. Yan. A new BEM approach for Reissner’s plate bending. Computers and Structures,
54:1085–1090, 1995.

Mary J. Arias, Degradación de propiedades Mecánicas en Compuestos laminados
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
1
Degradación de las Propiedades Mecánicas de
Compuestos Laminados Fabricados con Fibra de
Vidrio por Inmersión Salina
M. Arias1, J. Useche
2
Departamento de Ingeniería Mecánica
Universidad Tecnológica de Bolívar, Colombia
Resumen
Este artículo presenta algunos resultados de investigaciones previas, sobre la incidencia del
agua de mar, en la degradación de las propiedades mecánicas de materiales compuestos
fabricados con fibra de vidrio y resinas poliméricas. Los sistemas fibra/matriz analizados,
están formados por solo un pequeño grupo de resinas termoestables (poliéster, fenólicas y
vinílicas) y fibra de vidrio (Tipo E), por ser los más utilizados en la fabricación de
embarcaciones navales. Estos sistemas se fabricaron en forma de láminas, utilizando la
técnica VARI (vacuum assisted resin infusion). Las pruebas de medición de propiedades
mecánicas (tensión, flexión y dureza) y reológicas, así como también las técnicas de
caracterización de materiales (Análisis Dinámico Mecánico, Calorimetría Diferencial de
Barrido y Microscopia Electrónica), se hicieron para cada uno de los sistemas analizados,
antes y después de ser sumergidas en el agua de mar, revelando la influencia de factores
tales como velocidad de curado, tipo de resina (estructura química de las sustancias),
componentes de la fibra de vidrio, temperatura y tiempo de exposición al agua, en la
degradación de los materiales y posterior perdida de las propiedades mecánicas de estos.
Las muestras se conservaron en laboratorios, en los cuales se simulo el medio ambiente real.
Palabras claves: materiales compuestos, degradación, propiedades mecánicas.
Abstract
This article presents some results of previous research on the impact of sea water in the
degradation of the mechanical properties of composite of fiberglass and polymer resins.
Systems fiber / matrix analyzed consist only of a small group of thermosetting resin
(polyester, phenolic and vinyl) and glass fiber (Type E), being the most used in the
manufacture of naval ships. These systems were fabricated in laminates form, by using the
technique VARI (vacuum resin infusion assisted). Tests measuring mechanical properties
(tension, bending and hardness) and rheological techniques, as well as characterization
techniques (Dynamic Mechanical Analysis, Differential Scanning Calorimetry and Electron
Microscopy), were made for each systems analyzed, before and after being submerged in
sea water, revealing the influence of factors such as speed of cure, resin type (chemical
structure of substances), components of glass fiber, temperature and time of exposure to
water, materials degradation and subsequent loss of mechanical properties of these. The
samples were kept in laboratories, which simulates the real environment.
Keywords: composites, degradations, mechanical properties.
Mary J. Arias, Degradación de propiedades Mecánicas en Compuestos laminados
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
2
1. INTRODUCCION
Los materiales compuestos se han convertido en una gran alternativa para la industria moderna
del transporte (aeronáutica, automóviles y naval). El rápido crecimiento en el uso de estos
materiales, especialmente de los compuestos reforzados con fibras, tiene que ver con muchas
ventajas frente a los materiales tradicionales (metales). Algunas de estas ventajas se logran al
diseñar la estructura interna del material, puesto que se permite el refuerzo de la matriz con
fibras orientadas en direcciones especificas según los requerimientos; lo que se ve reflejado en
propiedades tales como resistencia a la tensión, rigidez, flexibilidad, Modulo Especifico
(Modulo de Elasticidad/Unidad de Peso) y Resistencia Especifica (Modulo de Resistencia/
Unidad de Peso), el aumento de estas últimas, significa la reducción del peso de los
componentes; lo que es aprovechado por la Industria del Transporte, contribuyendo a que los
vehículos sean más livianos y por lo tanto tengan un mayor rendimiento y ahorro de energía [1]
durante su operación.
Aunque estos materiales muestren ventajas que los hacen atractivos, también presentan
problemas que conllevan al daño de su estructura externa e interna (degradación) y disminución
de las propiedades mecánicas. Muchos de los problemas que padecen los materiales compuestos
se categorizan en cambios reversibles e irreversibles; producto del contacto prolongado con
ambientes acuosos y/o fluctuaciones de la temperatura, entre otros. Pero a pesar de los avances
en las investigaciones sobre materiales compuestos y los problemas que estos enfrentan durante
la exposición al medio ambiente; en el país, el desconocimiento sobre estos temas es bastante
alto, pues las aplicaciones de estos materiales a estructuras con fines específicos se han basado
en diseños empíricos, guiados solo por el éxito de su funcionamiento; y las investigaciones
sobre el comportamiento de estas estructuras en el medio ambiente real y los problemas que
estos experimentan han sido pocas; por lo cual se ha hecho difícil entender y dar respuesta a los
interrogantes que se derivan de la ineficiencia de estas estructuras luego de cierto tiempo de uso.
Todo lo anterior y la poca exploración por parte de la Industria Naval Colombiana, en búsqueda
de un compuesto útil que se ajuste a las necesidades y condiciones del entorno local; motivan a
emprender esta investigación, la cual será de gran ayuda para el desarrollo y crecimiento de esta
industria en el país.
2. EXPERIMENTACION
Los materiales utilizados en los distintos trabajos de investigación, son resinas termoestables de
Poliéster (isoftálico y ortoftálico), Vinyléster y Fenólicas, las cuales se utilizaron como matriz y
Fibra de Vidrio Tipo E, se utilizó como refuerzo. Los distintos sistemas fibra/matriz, se
fabricaron en forma de láminas (el número de estas, lo definió cada investigación según su
interés), utilizando la técnica VARI (vacuum assisted resin infusion), con el fin de remover el
aire que queda atrapado entre las capas y logrando una mayor compactación, lo cual da como
resultado una mayor adhesión entre el refuerzo y la matriz, para obtener finalmente un laminado
más uniforme y duradero. Las pruebas de medición de propiedades mecánicas (tensión, flexión
y dureza) y reológicas, así como también las técnicas de caracterización de materiales (Análisis
Dinámico Mecánico, Calorimetría Diferencial de Barrido y Microscopia Electrónica), se
hicieron para los distintos materiales (resinas limpias y reforzadas) antes y después de ser
Mary J. Arias, Degradación de propiedades Mecánicas en Compuestos laminados
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
3
sumergidas en el agua de mar; con el objetivo de observar su comportamiento frente a la
adsorción de agua. Estas pruebas se hicieron bajo las normas ASTM correspondiente para cada
ensayo.
Algunas de las muestras fueron sometidas a envejecimiento, el cual consiste en sumergir las
muestras en agua de mar en un equipo llamado “cámara de envejecimiento acelerado”, en el
cual se puede tener absoluto control sobre la temperatura, con el fin de simular las condiciones
ambientales de un lugar del mundo determinado sobre el que se tenga interés. El agua de mar
utilizada, es una solución de Cloruro de Sodio (Sal marina) con agua potable, la cual también
fue sometida a pruebas de salinidad y conductividad. La ventana de operación del equipo y
variables a controlar, fueron definidas por cada investigación teniendo en cuenta el objetivo
final de la misma.
3. RESULTADOS
Aunque las distintas investigaciones se hicieron con materiales y condiciones de trabajo
diferentes, los resultados obtenidos marcan una tendencia hacia un mismo comportamiento de
las muestras analizadas. Este comportamiento es la degradación progresiva del material, con el
paso del tiempo, lo cual incluye deterioro de la estructura interna del mismo, afectando de
manera significativa las propiedades mecánicas y reológicas del material compuesto.
Los trabajos de Visco et al. [3] y Geller et al. [4], evidencian el comportamiento de las
propiedades mecánicas (resistencia a la tensión y flexión) de los sistemas fibra/ matriz de
Poliéster, Vinyléster y Fenólicas, en el ambiente marino durante determinados periodos de
tiempo. Además de estudiar el sistema también se estudia el comportamiento de las resinas no
reforzadas y su habilidad para absorber agua.
Por su parte Visco et al.[3] revela que la estructura química de la resina influye de manera
directa en la habilidad de absorción de agua y posterior reducción de las propiedades mecánicas;
puesto que la resina de Vinyléster y el sistema fibra/matriz de Vinyléster tiene muy poca
afinidad con las moléculas de agua, ya que tiene un menor número de grupos esteres y enlaces
dobles a largo de sus cadenas, debido a que las cadenas de este polímero son más cortas y tienen
menor número de puntos reactivos (puntos más susceptibles de ser atacados para formar enlaces
con otros átomos o moléculas) que las moléculas de poliéster.
De otro lado Geller et al.[4], introduce un factor de carga en las resinas y los sistemas fibra de
vidrio/matiz, de lo que concluye que la carga no tiene una incidencia significativa frente a la
habilidad de absorción de agua; pero la estructura química de la resina influye notablemente en
la habilidad de absorción de agua; siendo la resina de Vinyléster la menos agua absorbió,
seguida de la resina de Poliéster y la resina con mayor ganancia de peso por absorción de agua
fue la resina Fenólica, debido que su superficie presenta microporocidades (producto del
proceso de polimerización y curado), permitiendo el paso de agua hacia el interior de sus
cadenas. En cuanto a las propiedades mecánicas claramente se ven afectadas por la carga,
reduciéndose un alto porcentaje. Esta tendencia se mantiene al igual que en la absorción de
agua.
Mary J. Arias, Degradación de propiedades Mecánicas en Compuestos laminados
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
4
A pesar de las ventajas de las resinas de Vinyléster para enfrentarse al medio ambiente marino,
se prefieren las resinas de Poliéster en la Industria Naval por distintas razones, entre las que se
destacan: bajo costo de producción, distintas estructuras químicas (ortoftálico e isoftálico) y
fácil adaptabilidad a distintos procesos de manufactura [2]; aspectos que son importantes a la
hora de seleccionar materiales para la producción a nivel industrial. Teniendo en cuenta lo
anterior y el tipo de industria hacia la cual se enfoca nuestra investigación, a continuación se
presentan los resultados obtenidos del análisis del comportamiento de materiales compuestos
formados con fibra de vidrio y resina de Poliéster, sometidos al ambiente marino.
Gu [5], en sus trabajos analiza el cambio en las propiedades mecánicas de materiales
compuestos laminados, utilizando ensayos de flexión, tensión y Análisis Dinámico Mecánico
(DMA). Este autor utiliza un sistema resina de Poliéster (no especifica la estructura química) y
fibra de vidrio; y tiene en cuenta el número de capas que conforman cada lámina.
En un primer trabajo estudia el comportamiento de láminas, formadas por 2 y 4 capas; frente a
la habilidad de estas para absorber agua, así como su relación con el comportamiento de las
propiedades mecánicas. Estas láminas fueron tratadas (sumergidas) separadamente en la cámara
de envejecimiento acelerado durante periodos de tiempo de 10, 30, 60, 90 y 120 días, luego de
los cuales fueron sacadas y pesadas en una balanza. Los resultados se presentan en la Figura 1.
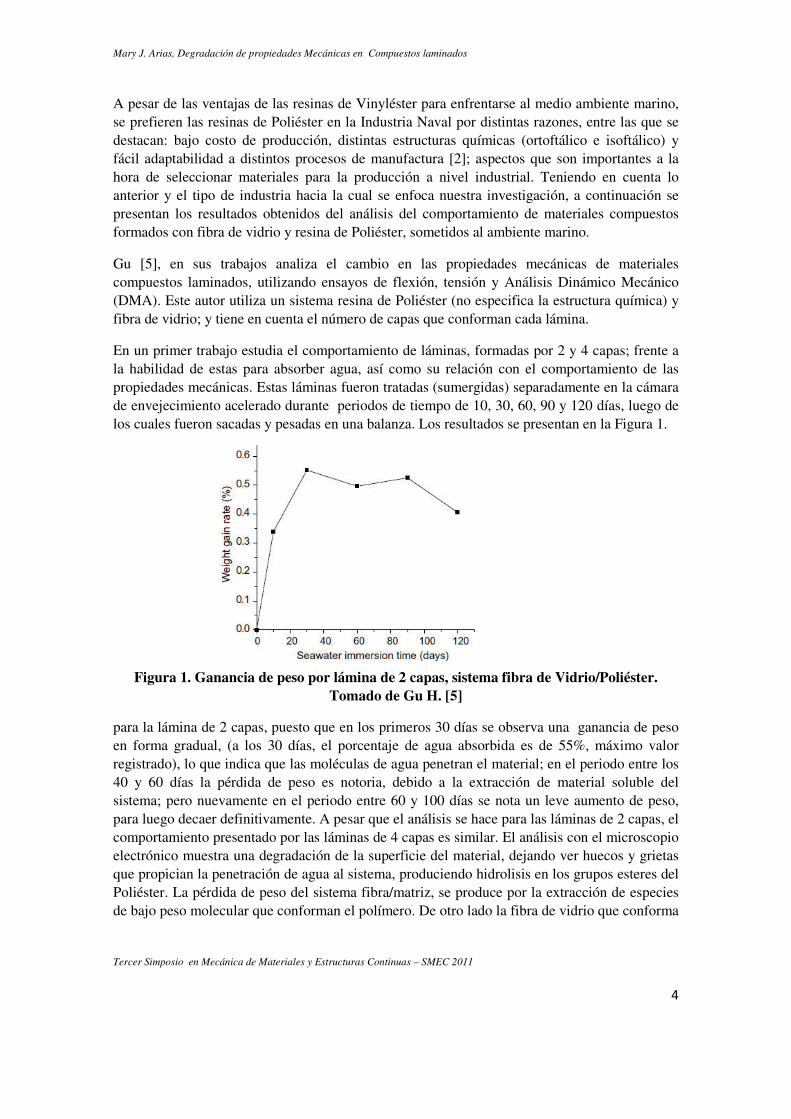
Figura 1. Ganancia de peso por lámina de 2 capas, sistema fibra de Vidrio/Poliéster. Tomado de Gu H. [5]
para la lámina de 2 capas, puesto que en los primeros 30 días se observa una ganancia de peso
en forma gradual, (a los 30 días, el porcentaje de agua absorbida es de 55%, máximo valor
registrado), lo que indica que las moléculas de agua penetran el material; en el periodo entre los
40 y 60 días la pérdida de peso es notoria, debido a la extracción de material soluble del
sistema; pero nuevamente en el periodo entre 60 y 100 días se nota un leve aumento de peso,
para luego decaer definitivamente. A pesar que el análisis se hace para las láminas de 2 capas, el
comportamiento presentado por las láminas de 4 capas es similar. El análisis con el microscopio
electrónico muestra una degradación de la superficie del material, dejando ver huecos y grietas
que propician la penetración de agua al sistema, produciendo hidrolisis en los grupos esteres del
Poliéster. La pérdida de peso del sistema fibra/matriz, se produce por la extracción de especies
de bajo peso molecular que conforman el polímero. De otro lado la fibra de vidrio que conforma

Mary J. Arias, Degradación de propiedades Mecánicas en Compuestos laminados
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
5
el sistema está compuesta de óxidos metálicos [1] (alcalinos y alcalinotérreos), que reaccionan
con los iones del agua de mar (iones de Sodio y Cloro), produciendo oxidación en los primeros,
formación de nuevos compuestos (se unen a grupos hidroxilos OH, mediante puentes de
Hidrogeno) y disolución de los elementos higroscópicos (absorben agua) dejando la superficie
porosa, formada por una red de óxidos no hidratados [1], con lo cual se pierde peso de la fibra
de vidrio. Todo lo anterior contribuye a la reducción de las propiedades de tensión y flexión,
pues es evidente la degradación del material. Los resultados muestran que la reducción en la
resistencia a la tensión y la flexión se hacen evidente y significativa después de 10 días de
tratamiento para láminas de 2 capas y 30 días de tratamiento para láminas de 4 capas, lo cual
indica que al tener materiales compuestos laminados con un mayor número de capas, se logra
mantener por más tiempo las propiedades mecánicas del material, con lo que aseguramos mayor
eficiencia y durabilidad del mismo.
Además de las pruebas mecánicas, Gu [6] utiliza la técnica del Análisis Dinámico Mecánico
(DMA), para conocer las propiedades viscoelásticas y el comportamiento reológico del material
desde el comportamiento del módulo de almacenamiento (E´) y el factor de amortiguamiento
Tan δ (relación del módulo de perdida E´´ y el módulo de almacenamiento E´), con el cual se
conocer la temperatura de transición vitera (Tg) del compuesto laminado de 4 capas. La Figura
2., muestra que la tendencia del material a degradarse con el paso del tiempo sigue siendo la
misma, lo que conlleva a que el material después de cierto tiempo de inmersión pase de ser un
sólido elástico para comportarse como un líquido viscoso, debido a la plastización e hidrolisis
que sufre matriz, por lo cual se disminuye notablemente la resistencia a la tensión y flexión
propias de los materiales sólidos. Así mismo el aumento del Tan δ en forma gradual con el paso
del tiempo, como el sistema fibra/matriz disipa mayor cantidad de energía que la que almacena,
al ser sometido a alguna fuerza o carga; además deja ver que la temperatura de transición vitera
disminuye respecto al sistema fibra/matriz no inmerso en el agua de mar, lo que lleva a que las
cadenas del polímero se muevan con menos energía y fluyan más rápidamente, haciendo que el
sólido se comporte como un líquido viscoso en menor tiempo.
Figura 2. Efecto del tiempo de inmersión sobre Tan δ. Tomado de Gu H. [6]
Mary J. Arias, Degradación de propiedades Mecánicas en Compuestos laminados
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
6
Lo anterior también es producto de la espaciamiento de las cadenas del polímero y rompimiento
de los puentes de hidrogeno en las mismas, debido a la absorción de agua por el material.
Con lo anterior Gu [5- 6], evidencia el comportamiento de la resina de Poliéster como matriz de
un material compuesto laminado, pero no tiene en cuenta la estructura de la resina en el
comportamiento del sistema fibra/matriz, al ser inmerso en el agua de mar; mientras que Visco
et al. [7] estudia la habilidad de absorción de agua de mar y el comportamiento de las
propiedades mecánicas de resistencia a la tensión y flexión del Poliéster teniendo en cuenta su
estructura química (ortoftálicas e isoftálmicas). Las muestras se trataron en una cámara de
envejecimiento acelerado similar a la empleada por Gu [5-6], durante un periodo de tiempo de
10 meses. El análisis del comportamiento de sus propiedades se hizo por separado cada 2 meses.
Los resultados evidencian la gran incidencia que tiene la estructura química al evitar la pérdida
de sus propiedades mecánicas debido degradación del material por el agua de mar. A pesar que
la tendencia a la absorción de agua de mar, con el paso del tiempo es la misma para los sistemas
fibra/poliéster ortoftálico y fibra/poliéster isoftálico, se observa que el sistema fibra/poliéster
ortoftálico absorbe más agua, debido a la afinidad de la resina de Poliéster ortoftálico con las
moléculas de agua. Esta afinidad se presenta por que sus cadenas moleculares son menores, por
lo cual tienen mayor número de grupos terminales –OH, lo que las hacen susceptibles a formar
enlaces con las moléculas de agua, además de presenta una reiculación poco compacta, lo que
conlleva a tener mucho espacio libre entre las cadenas y permitir la difusión de agua fácilmente
produciendo plastización del material [5-7]; Lo que trae como consecuencia baja resistencia a la
tensión, poca rigidez y flexión, opuesto a la resina de Poliéster isoftálico que tiene un mejor
comportamiento frente al ambiente marino y menores perdidas de las propiedades antes
mencionadas.
La investigación también revela que se presenta un mejor acople entre la resina de Poliéster
isoftálico con la fibra de vidrio, lo cual evita que la interfaz se deteriore rápidamente [2],
además la poca afinidad de estas resinas con el agua de mar, hacen que desempeñe el rol de
protectora de la fibra de vidrio, evitando que esta pierda sus óxidos componentes; logrando una
mayor estabilidad dimensional, conservación de las propiedades mecánicas del material
compuesto y aumento en el tiempo de servicio de la embarcación. .
CONCLUSIONES
La pérdida progresiva de las propiedades mecánicas de un sistema fibra/matriz, está
directamente influenciada por factores como tiempo de inmersión, tipo de materiales que
conforman el compuesto laminado, numero de capas de la lámina y cargas a la que se ve
sometido el material; puesto que estos factores hacen propenso al material a degradarse por
acción del medio ambiente marino. Además de lo anterior se deben tener en cuenta el tipo de
moldeo por el cual se construirá la estructura, ya que este influye de manera directa en la
adhesión de la resina y la fibra de vidrio sin dejar espacios que permitan la entrada de agua
rápidamente al material compuesto; lo que evitaría la plastización, ampollas, grietas y huecos a
el interior y en la superficie del material.
En el ambiente marino real la embarcación está sometida a grandes esfuerzos, tensiones y
cargas de forma constante, los cuales afectan la estructura química de los materiales que
Mary J. Arias, Degradación de propiedades Mecánicas en Compuestos laminados
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
7
conforman el sistema fibra/matriz y aunque los resultados obtenidos en las investigaciones
presentadas, sirven como referente para direccionar una nueva investigación; se recomienda que
las muestras sean tratadas en un ambiente con condiciones reales y de esta forma tener un mayor
conocimiento del verdadero comportamiento del material y de sus propiedades mecánicas.
REFERENCIAS
[1] Hull D., 1987, Materiales Compuestos, Editorial Reverte, S.A., Barcelona
[2] Berthelot J., 1998, Composite Materials: Mechanical Behavior and Structural Analysis,
Springer
[3] Visco A.M., Campo N., L., Cianciafara P., 2011, Comparison of seawater absorption
properties of thermoset resin based composites, Composites A: applied science and
manufacturing 123-130
[4] Gellert E.P., Turley D.M., 1999, Seawater immersion ageing of glass-fibre reinforced
polymer laminates for marine applications,
[5]Gu H., 2009, Behaviours of glass fibre/unsaturated polyester composites under seawater
environment, Materials and Design 1337-1340 Composites A: applied science and
manufacturing 1259-1265
[6]Gu H., 2009, Dynamic mechanical analysis of the seawater treated glass/polyester
composite, Materials and Design 2774-2777
[7]Visco A.M., Calabrese L., Cianciafara P., 2008, Modification of polymers resin based
composites induced by seawater absorption, Composites A: applied science and manufacturing
805-814

METODO DE INTEGRACION POR CELDAS PARA ANALISIS DE PLACAS UTILIZANDO BEM
Christian W. Harnish M., M.E.(c)
Estudiante Ingeniería Mecánica
Universidad Tecnológica de Bolívar
[email protected], [email protected]
Resumen Este trabajo presenta la solución de las integrales de dominio que aparecen en la
formulación integral del Método de Elementos de Contorno (BEM), específicamente
utilizando el Método de Integración por Celdas utilizando la cuadratura de Gauss-Legendre.
La solución de las variables de campo desconocidas ya es un problema analizado
anteriormente por el prof. PhD. Jairo F. Useche de la Universidad Tecnológica de Bolívar,
por lo que se le da continuidad al trabajo de investigación que éste empezó. Se mostrarán
las bases del método BEM, transformación de coordenadas de elementos isoparamétricos,
integración numérica, formulaciones para problemas potenciales bidimiensionales,
elasticidad 2D y la formulación integral de placas delgadas, así como la comparación de los
resultados de aplicar la integración por celdas a cada uno de estos problemas con el Método
de Reciprocidad Dual (DRM).
Palabras clave: BEM, DRM, CIM, métodos numéricos, integración numérica, cuadratura
Gauss-Legendre, elasticidad, placas.
I. INTRODUCCIÓN El Método de los Elementos de Contorno (BEM) es una de las herramientas más recientes
desarrolladas en ingeniería mecánica para el análisis de sistemas mecánicos cuyos
comportamientos estén dominados por una ecuación diferencial, la cual tiene validez dentro
un dominio definido. Para facilitar la solución de la ecuación diferencial, se propone
discretizar el dominio en pequeñas regiones sobre las cuales se aplica dicha ecuación. Sin
embargo, la discretización es uno de los problemas más importantes en el proceso de
solución, puesto que pueden ser necesarias muchas regiones para alcanzar una solución
precisa.
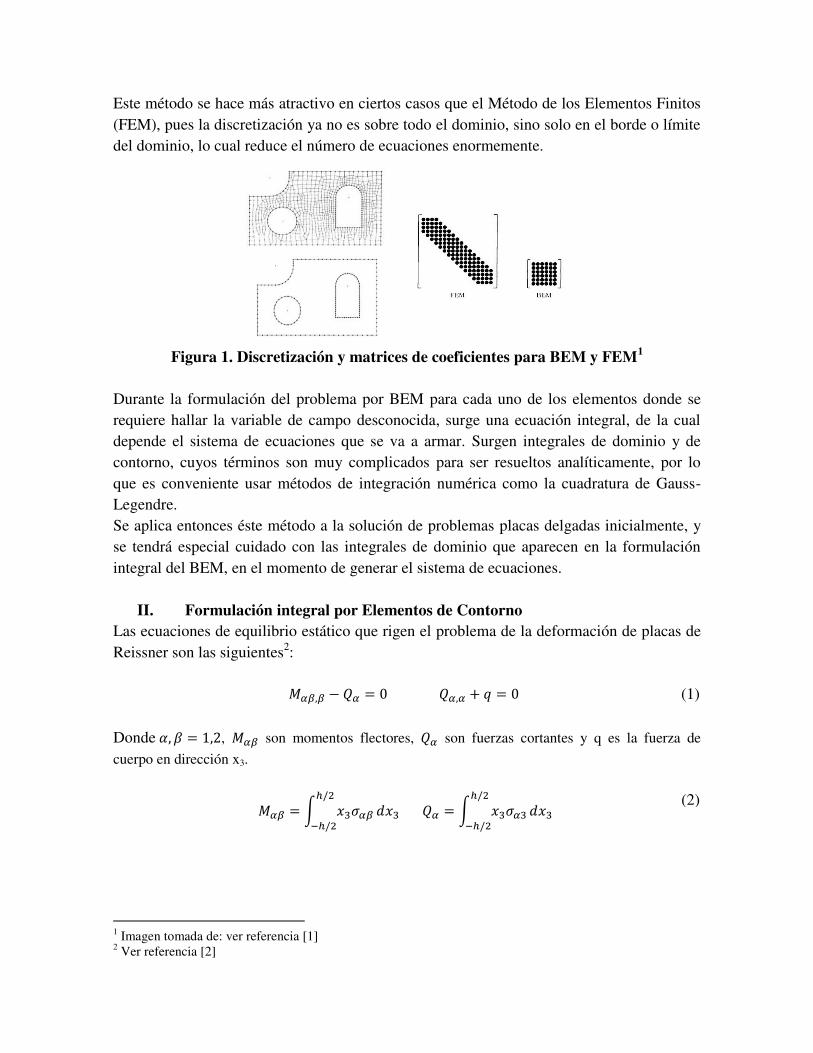
Este método se hace más atractivo en ciertos casos que el Método de los Elementos Finitos
(FEM), pues la discretización ya no es sobre todo el dominio, sino solo en el borde o límite
del dominio, lo cual reduce el número de ecuaciones enormemente.
Figura 1. Discretización y matrices de coeficientes para BEM y FEM1
Durante la formulación del problema por BEM para cada uno de los elementos donde se
requiere hallar la variable de campo desconocida, surge una ecuación integral, de la cual
depende el sistema de ecuaciones que se va a armar. Surgen integrales de dominio y de
contorno, cuyos términos son muy complicados para ser resueltos analíticamente, por lo
que es conveniente usar métodos de integración numérica como la cuadratura de Gauss-
Legendre.
Se aplica entonces éste método a la solución de problemas placas delgadas inicialmente, y
se tendrá especial cuidado con las integrales de dominio que aparecen en la formulación
integral del BEM, en el momento de generar el sistema de ecuaciones.
II. Formulación integral por Elementos de Contorno Las ecuaciones de equilibrio estático que rigen el problema de la deformación de placas de
Reissner son las siguientes2:
Donde , son momentos flectores, son fuerzas cortantes y q es la fuerza de
cuerpo en dirección x3.
1 Imagen tomada de: ver referencia [1]
2 Ver referencia [2]
(1)
(2)

Para llegar a la formulación por elementos de contorno debemos basarnos en la representación
integral por residuos ponderados de las ecuaciones de gobierno (1), siguiendo la siguiente identidad
Donde son las funciones de ponderación. Haciendo uso de las ecuaciones (2)
aplicando el principio de mínima energía potencial (se minimiza la energía de deformación y el
trabajo hecho en el contorno por las fuerzas externas), aplicando el teorema de Green (o segunda
identidad de Green) y reorganizando la ecuación se obtiene la siguiente ecuación integral3
Donde j=1,2,3, es la relación de Poisson y es el factor cortante. La segunda identidad
de Green establece que:
La ecuación (4) se aplica a cada uno de los nodos en el contorno, y como se puede observar,
resultaran tres ecuaciones en cada nodo, representando los desplazamientos en cada una de las
direcciones. Los términos y son las soluciones fundamentales de los desplazamientos y las
tracciones, las cuales representan dichas variables en un punto del dominio en dirección j, causadas
por una carga unitaria aplicada en dirección i. Las expresiones para las soluciones fundamentales
son las siguientes:
3 Ver referencia … [2]
(3)
(4)
(5)
(6)
y son funciones de Bessel modificadas, es la distancia absoluta entre
el punto fuente y los puntos del dominio y es la rigidez a la flexión de la placa. En
nuestro caso, haremos énfasis en la solución de la integral de contorno que se encuentra en el lado
derecho de la ecuación (4). Cabe resaltar que el segundo termino de esta integral se puede
despreciar porque, en comparación con el primero es muy pequeño, así que por efectos de
practicidad se despreciará, con lo cual la integral a analizar es
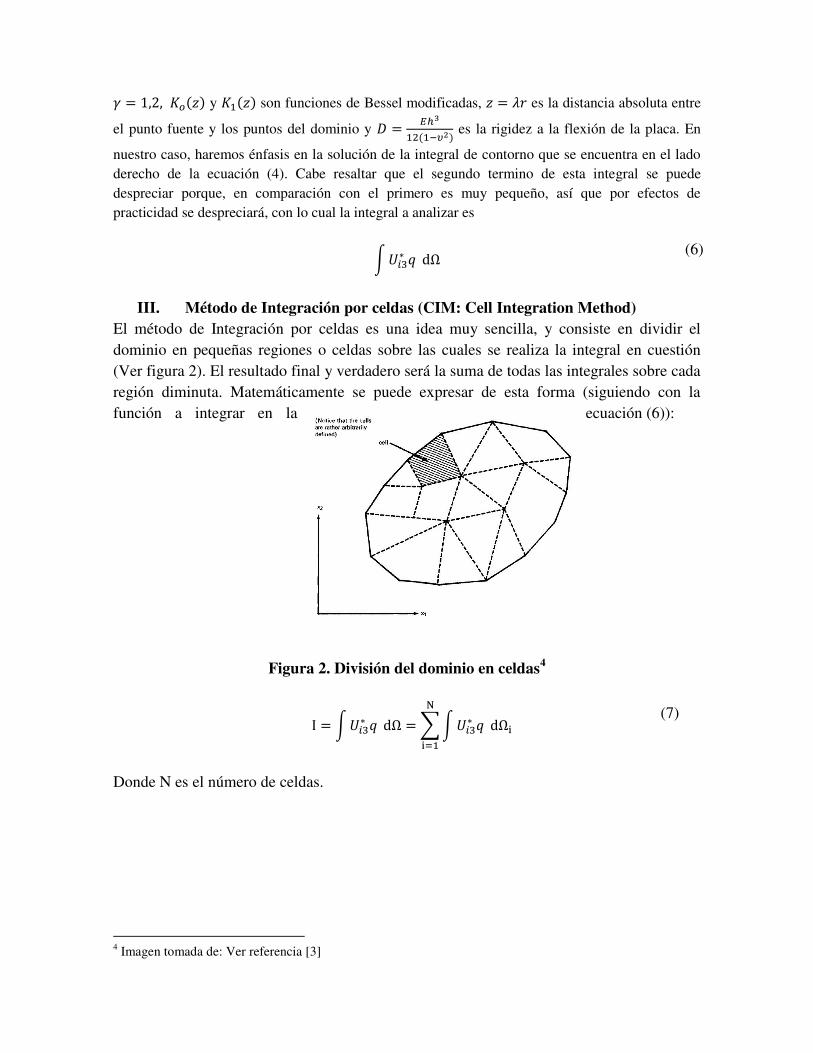
III. Método de Integración por celdas (CIM: Cell Integration Method) El método de Integración por celdas es una idea muy sencilla, y consiste en dividir el
dominio en pequeñas regiones o celdas sobre las cuales se realiza la integral en cuestión
(Ver figura 2). El resultado final y verdadero será la suma de todas las integrales sobre cada
región diminuta. Matemáticamente se puede expresar de esta forma (siguiendo con la
función a integrar en la ecuación (6)):
Figura 2. División del dominio en celdas4
Donde N es el número de celdas.
4 Imagen tomada de: Ver referencia [3]
(6)
(7)

El caso que vamos a analizar corresponde a dominios rectangulares y circulares
discretizados en elementos cuadrilaterales y triangulares.
Figura 3. Discretización de dominios rectangulares y circulares
IV. Cuadratura de Gauss-Legendre La cuadratura de Gauss-Legendre permite realizar integración numérica de una función en
las coordenadas normalizadas de un elemento transformado. Este elemento se conoce como
elemento isoparamétrico (ver figura 4), pues la función de aproximación de la geometría es
del mismo orden de la función de aproximación para variables de campo.
La expresión para evaluar la cuadratura de Gauss en elementos rectangulares y triangulares
respectivamente son
Los puntos son llamados puntos de integración de Gauss y son las raíces de los
polinomios de Legendre de n-ésimo orden. Cuanto mayor sea el número de puntos de
Gauss, mejor será la aproximación de la integral. Este método resuelve de manera exacta
las integrales si la función es un polinomio de grado 2r+1, siendo r el número de puntos de
integración.
(8)
(9)
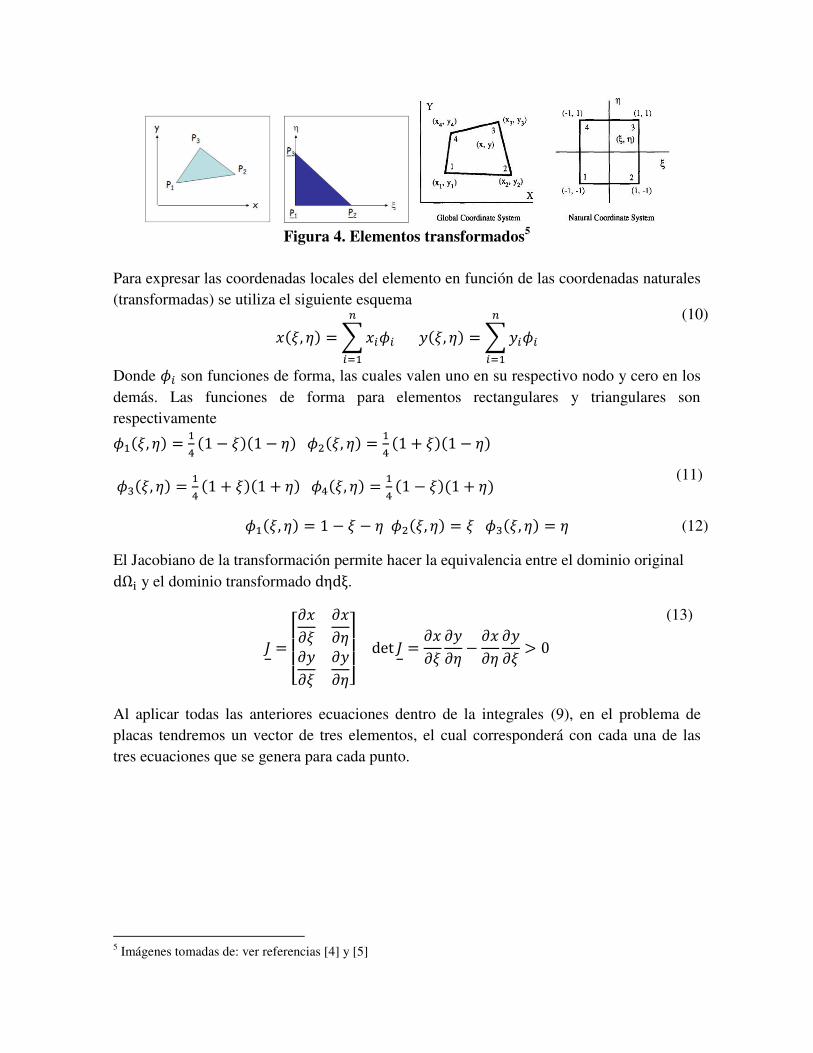
Figura 4. Elementos transformados5
Para expresar las coordenadas locales del elemento en función de las coordenadas naturales
(transformadas) se utiliza el siguiente esquema
Donde son funciones de forma, las cuales valen uno en su respectivo nodo y cero en los
demás. Las funciones de forma para elementos rectangulares y triangulares son
respectivamente
El Jacobiano de la transformación permite hacer la equivalencia entre el dominio original y el dominio transformado .
Al aplicar todas las anteriores ecuaciones dentro de la integrales (9), en el problema de
placas tendremos un vector de tres elementos, el cual corresponderá con cada una de las
tres ecuaciones que se genera para cada punto.
5 Imágenes tomadas de: ver referencias [4] y [5]
(10)
(12)
(11)
(13)

V. Sistema de ecuaciones y solución del problema Al aplicar la ecuación (4) en cada uno de los nodos del contorno, tendremos un sistema de
ecuaciones como sigue Es entonces el vector Q quien contiene los resultados de la integral de la ecuación (6). Para
poder resolver este sistema, tenemos que reorganizar las matrices H y G, discriminando los
nodos donde se conocen las variables, y aquellos que no, de tal forma que tengamos una
matriz de coeficientes y un vector de términos independientes F contiene el vector Q modificado, donde se le agregan los valores de los desplazamientos
y las fuerzas conocidas en los contornos donde están definidas estas variables. Es bueno
resaltar que las integrales de contorno contenidas en las matrices H y G se hacen para
elementos cuadráticos de 3 nodos.
VI. Ejemplos de aplicación: Placas rectangular y circular A continuación se aplican los anteriores conceptos a dos ejemplos de placas: una placa
rectangular simplemente apoyada y totalmente empotrada bajo la acción de una carga
distribuida unitaria (ver figura 5), y una placa circular simplemente apoyada y totalmente
empotrada bajo la acción de una carga distribuida unitaria (ver figura 6). Inicialmente, la
integral de dominio es resuelta utilizando el Método de Reciprocidad Dual (DRM: Dual
Reciprocity Method), el cual busca soluciones particulares que permitan expresar la integral
como una combinación lineal de coeficientes multiplicados por funciones de posición. Esto
conlleva a que la integral de dominio se transforme en mas integrales de contorno, lo que
“homogeniza” la formulación del problema.
Figura 5. Placa rectangular
Esta placa contiene 8 elementos de contorno, 24 nodos en el contorno y 16 puntos internos.
(14)
(15)
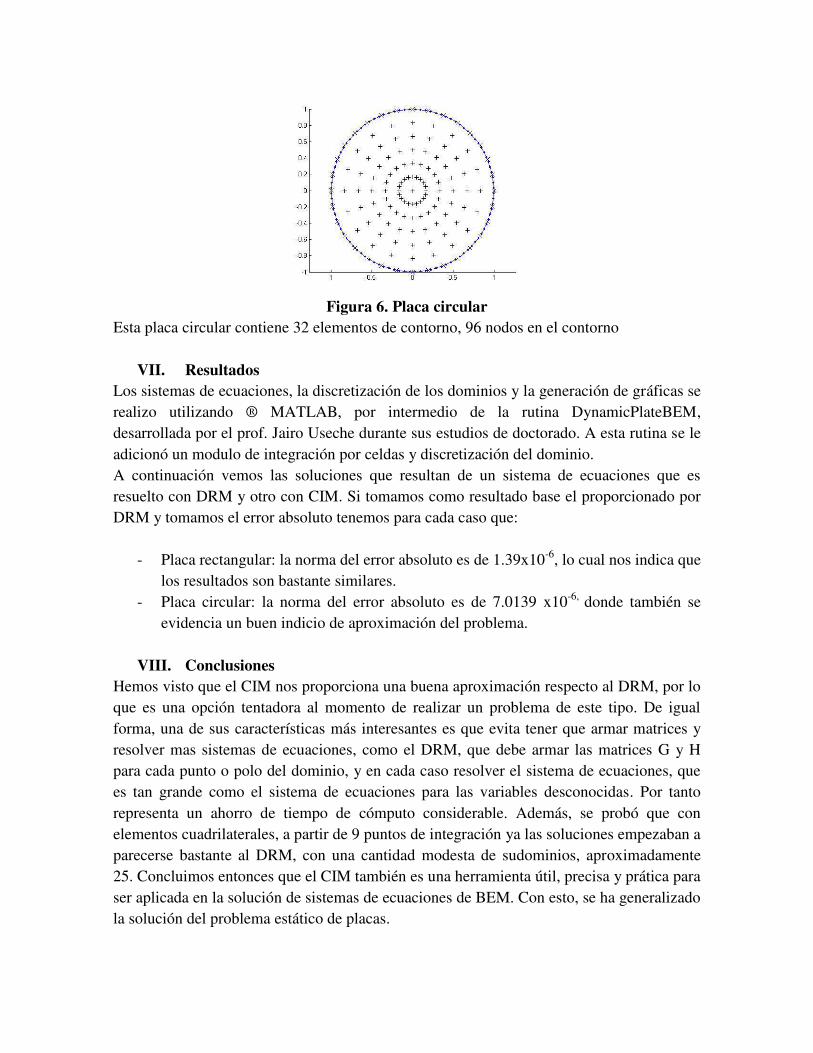
Figura 6. Placa circular
Esta placa circular contiene 32 elementos de contorno, 96 nodos en el contorno
VII. Resultados Los sistemas de ecuaciones, la discretización de los dominios y la generación de gráficas se
realizo utilizando ® MATLAB, por intermedio de la rutina DynamicPlateBEM,
desarrollada por el prof. Jairo Useche durante sus estudios de doctorado. A esta rutina se le
adicionó un modulo de integración por celdas y discretización del dominio.
A continuación vemos las soluciones que resultan de un sistema de ecuaciones que es
resuelto con DRM y otro con CIM. Si tomamos como resultado base el proporcionado por
DRM y tomamos el error absoluto tenemos para cada caso que:
- Placa rectangular: la norma del error absoluto es de 1.39x10-6
, lo cual nos indica que
los resultados son bastante similares.
- Placa circular: la norma del error absoluto es de 7.0139 x10-6,
donde también se
evidencia un buen indicio de aproximación del problema.
VIII. Conclusiones Hemos visto que el CIM nos proporciona una buena aproximación respecto al DRM, por lo
que es una opción tentadora al momento de realizar un problema de este tipo. De igual
forma, una de sus características más interesantes es que evita tener que armar matrices y
resolver mas sistemas de ecuaciones, como el DRM, que debe armar las matrices G y H
para cada punto o polo del dominio, y en cada caso resolver el sistema de ecuaciones, que
es tan grande como el sistema de ecuaciones para las variables desconocidas. Por tanto
representa un ahorro de tiempo de cómputo considerable. Además, se probó que con
elementos cuadrilaterales, a partir de 9 puntos de integración ya las soluciones empezaban a
parecerse bastante al DRM, con una cantidad modesta de sudominios, aproximadamente
25. Concluimos entonces que el CIM también es una herramienta útil, precisa y prática para
ser aplicada en la solución de sistemas de ecuaciones de BEM. Con esto, se ha generalizado
la solución del problema estático de placas.
IX. Trabajos a futuro Queda pendiente todavía comparar los resultados obtenidos con soluciones analíticas
propuestas en la literatura. Como hemos visto que el método funciona bien, llevaremos lo
que se ha hecho al campo de las cáscaras, para resolver las integrales que tienen un término
de curvatura inmerso, y que en muchos casos se obvia, pero en muchos otros no. Buscamos
entonces generalizar el problema estático de las placas y cáscaras, y en lo posible tratar con
problemas dinámicos, armónicos y modales.
X. Bibliografía
[1] Katsikadelis, J., Boundary Elements: Theory and Applications 1st Edition, (2002).
[2] Rashed, Y., Boundary Element Formulation for thick plates, (2000).
[3] Brebbia C., Boundary Elements. An Introductory Course, 2nd Edition.
[4] MIT Lectures on Computational Mechanics.
[5] Hua, C., An inverse transformation for quadrilateral isoparametric elements:
Analysis and application, (1990).
[6] Bathe, “Finite Element Procedures”
[7] Malvern, L., Introduction to the mechanics of a continous media”, (1969).
[8] Reddy, J., An introduction to the Finite Element Method, 2nd Edition, (1993).
[9] Reddy, J., Theory of elastic plates and shells, 2nd edition.
[10] Useche, J., Apuntes de Métodos Numéricos, (2011).
[11] Zienkiewicz, Finite Elements and Approximation.

G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
1
González G.(1)
*, Alessio D.(2)
, Fernandez Pirrone V.(1)
, Iurman L.(1, 2)
, Moro L. (1)
1 Grupo de Estudio de Materiales , Facultad Regional Bahía Blanca
Universidad Tecnológica Nacional, 11 dee abril N° 461, 8000,
Bahía Blanca, Argentina. 2 Departamento de Ingeniería, Universidad Nacional del Sur.
e"mail: [email protected]
El fenómeno de creep o de termofluencia es un proceso que se produce en los materiales
que están sometidos a altas temperaturas y tensión constante durante largo periodo de
tiempo. El objetivo propuesto en este trabajo es determinar el comportamiento del acero
en ensayos de termofluencia (creep) bajo condiciones de temperatura y tensiones
mecánicas aplicadas, comparables a las de operación en servicio, y caracterizar la
evolución cinética microestructural en los materiales, sometidos a determinados
tratamientos térmicos y/o a condiciones de creep
El material utilizado es el acero austenítico HP modificado cuya composición química es
25% Cr – 35% Ni con el agregado de pequeñas cantidades de Nb, Ti, Mn, Si, C, que
mejoran sus propiedades.
Se realizaron ensayos de creep, donde las muestras fueron sometidas a estados de tensión
y temperaturas constantes para identificar los mecanismos de degradación. A partir de los
resultados obtenidos se determinaron las energías de activación aparente por
termofluencia (8Qap) y el parámetro de sensibilidad, ´n´ con el fin de estudiar la
deformación que operan en el creep.
En forma simultánea se realizaron tratamientos térmicos de recocido al material, en los
mismos rangos de tiempo y temperatura a los ensayos de termofluencia, para diferenciar
los cambios estructurales que se deben a la temperatura de los provocados por el efecto de
la tensión.En particular del estudio del acero HP;modificado, se observó que presentan cambios
microestructurales; en principio, vinculados a la morfología de las fases iniciales y la fase
G. Cabe destacar que, en este tipo de aceros los carburos del tipo M23C6 y M6C son los
más estables.
Palabras claves: creep, aceros austeniticos, propiedades mecánicas.
The phenomenon of creep is a process that occurs in materials that are subjected to high
temperatures and constant stress for a long time. The objective proposed in this paper is to
determine the behavior of steel in creep tests under conditions of temperature and applied
mechanical stress, comparable to those operating in service and kinetic characterization of
microstructural evolution in materials subjected to certain heat treatments and / or creep
conditions.
The material used is the HP modified austenitic steel whose chemical composition has 25%
Cr ; 35% Ni in addition to small amounts of Nb, Ti, Mn, Si, C, to improve their properties.
G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
2
Creep tests were performed, where samples are subjected to stress states and constant
temperatures to identify the mechanisms of degradation. From the results obtained
determine apparent activation energies for creep (8Qap) and the sensitivity parameter, 'n' in
order to study the deformation operating in the creep.
Simultaneously performed thermal annealing treatments to the material at the same time
and temperature ranges similar to creep tests to differentiate the structural changes that are
due to the temperature caused by the effect of stress.
In particular the study of HP;modified steel, it was observed that these microstructural
changes occur, in principle, linked to the morphology of the initial phases and phase G.
Note that in this type of steel carbides M23C6 and M6C type are more stable.
Keywords: creep, austenitic steels, mechanical properties.
La tecnología presente requiere de materiales que admitan ser utilizados a altas temperaturas
(entre 800 y 1150 °C) durante largos períodos de tiempo y posean una vida útil lo más amplia
posible. Esta realidad se presenta en refinerías y plantas petroquímicas donde, el proceso
industrial clásico para la producción de etileno se basa en el fraccionamiento térmico de una
mezcla de hidrocarburos en presencia de vapor en hornos de pirolisis. Hoy en día, los aceros de
la serie HP (Fe;35Ni;25Cr) para alta presión, son una opción para la fabricación de los tubos de
serpentín de los hornos de craqueo. Estos materiales garantizan poseer resistencia a la corrosión
y al creep cuando están expuestos a temperaturas de servicio cercanas o superiores a 1000ºC;
temperaturas que son factibles en regiones específicas de los hornos de pirólisis. Con el
agregado de microalentes, como, Nb o Ti, se promueve la formación de carburos más estables, y
estas aleaciones adquieren mejor resistencia al creep a alta temperatura [1;5].
Las altas temperaturas alcanzadas durante el proceso de craqueo, conduce a la difusión del
carbono dentro de las paredes del tubo desde la superficie interior hacia el exterior del mismo.
Como consecuencia de ésto, los efectos perjudiciales son las alteraciones metalúrgicas y la
fragilización, que afectan la fiabilidad de los tubos y reducen la vida útil de los mismos.
Distintos estudios realizados al proceso de carburización demostraron que en el inicio de la
operación cuando se trabaja a temperaturas entre 850 y 1000ºC, se forma una capa protectora de
óxido Cr2O3 que actúa como barrera para la difusión del carbono; mientras que cuando el
proceso se realiza a temperaturas mayores de 1000ºC, esta barrera comienza a ser
termodinámicamente inestable permitiendo el inicio de la carburización del material [5].
El Carbono depositado en la pared interna del tubo es absorbido por la superficie interna y
luego ingresado a la matriz austenítica, donde precipita como carburos del tipo M7C3 y M23C6,
provocando la disminución de la concentración del Cr en la matriz y reduciendo la resistencia a
la tracción y al creep del material.
La microestructura típica de las aleaciones del tipo HP en su condición as;cast es una matríz
austenítica con carburos primarios del tipo eutéctico, ricos en Cr (del tipo M7C3 y/o M23C6) y
carburos de niobio del tipo MC. Por lo general, estas aleaciones que son utilizadas en la
condición as;cast, luego de operar en servicio, a temperaturas entre 850 y 1050ºC debido a la
activación térmica, evidencian transformaciones de fase; de esta forma los carburos primarios
de cromo, se transforman en M23C6 en forma intragranular e intergranular como precipitado [6].
Se realizaron ensayos de termofluencia por torsión, donde se aplica un momento torsor que se
obtiene aplicando una carga a la polea de torsión y que es la única causa de rotación del eje. Se

G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
3
mide la deformación a partir del desplazamiento angular de un punto del extremo móvil de la
probeta, manteniendo el otro extremo fijo. La tensión de corte τ, que actúa en el borde de la
probeta cilíndrica de radio r, se calcula a partir de la cupla aplicada C, que se relaciona con la
carga aplicada, según la ecuación (1) [7]:
3
2
r
C
πτ = (1)
Para poder comparar los resultados obtenidos mediante los ensayos de fluencia por torsión, con
los más comúnmente empleados de fluencia por tracción uniaxial, se relaciona la tensión de
corte y la deformación angular con la tensión y deformación equivalente respectivamente. Para
lo cual se aplica el criterio de fluencia de Von Mises y considerando un estado de tensión de
corte puro, Ecuación (2).
τσ 3= (2)
La relación entre la rotación angular θ de la probeta de radio r y la deformación angular γ en
una longitud L de la zona calibrada de la probeta, está dada por la Ecuación (3):
γL = θr (3)
Se calcula entonces, la deformación equivalente ε a partir de la deformación angular θ, como se
observa en al Ecuación (4):
θεL
r
3
1 = (4)
Durante el proceso de creep, el material en la etapa secundaria, se deforma con una velocidad
constante que depende de la tensión y la temperatura aplicada. Esta relación se puede expresar
con una ley de potencia expresada por la Ecuación (5):
)RT
Q( exp A
nσε = (5)
Siendo, ε la velocidad de deformación mínima por termofluencia, σ la tensión aplicada, n el
exponente de tensión, Q la energía de activación por termofluencia, T la temperatura absoluta,
R la constante universal de los gases y A una constante [8].
El material utilizado en el presente estudio fue obtenido de tubos de 93 mm de diámetro externo
y 73 mm de diámetro interno, de acero HP modificado con Nb, fabricado mediante el proceso
de colado por centrifugado. A partir de allí, se seleccionaron muestras para la determinación de
la composición química y para su observación, mediante microscopía óptica y de barrido.
La composición química correspondiente, fue determinada mediante un espectrómetro de
emisión por plasma, marca Spectromax modelo X. En la tabla 1, se presentan la composición
química para el acero HP – modificado.
Composición química nominal de la aleacion HP – modificado.
! ! " #"$ 0.60 1.8 2.0 25 35 1.34 0.5 Bal.
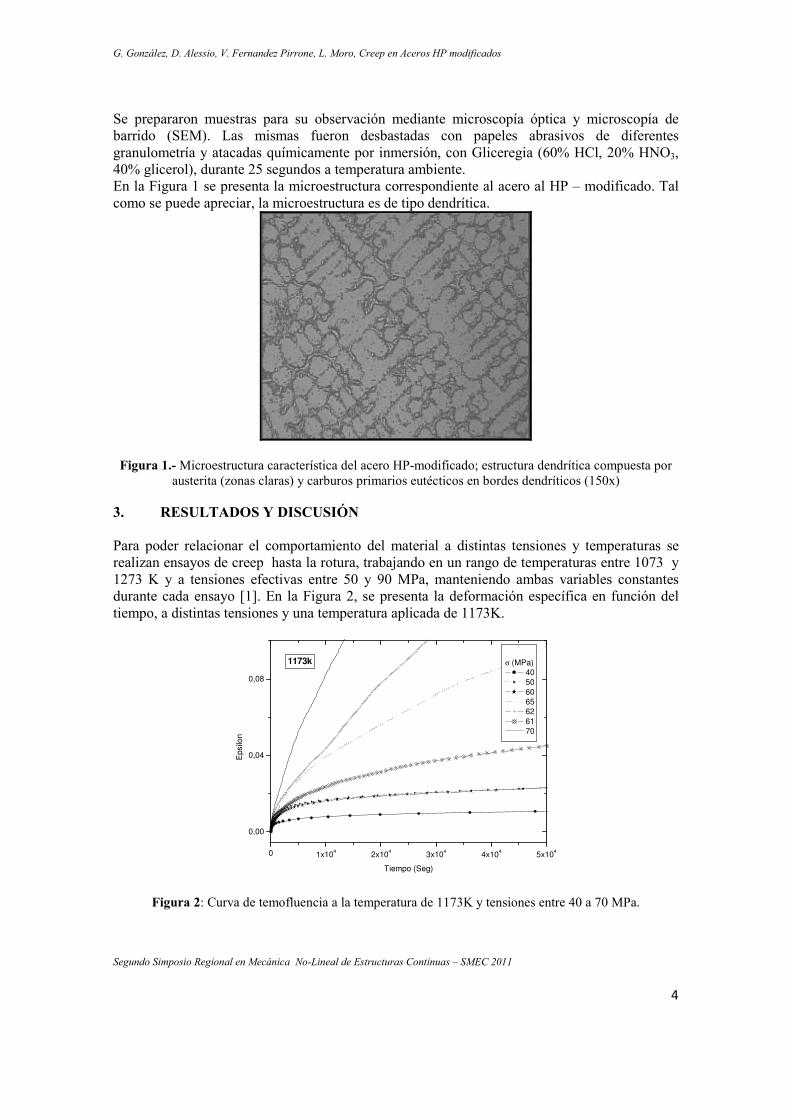
G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
4
Se prepararon muestras para su observación mediante microscopía óptica y microscopía de
barrido (SEM). Las mismas fueron desbastadas con papeles abrasivos de diferentes
granulometría y atacadas químicamente por inmersión, con Gliceregia (60% HCl, 20% HNO3,
40% glicerol), durante 25 segundos a temperatura ambiente.
En la Figura 1 se presenta la microestructura correspondiente al acero al HP – modificado. Tal
como se puede apreciar, la microestructura es de tipo dendrítica.
!%&Microestructura característica del acero HP;modificado; estructura dendrítica compuesta por
austerita (zonas claras) y carburos primarios eutécticos en bordes dendríticos (150x)
' ( )Para poder relacionar el comportamiento del material a distintas tensiones y temperaturas se
realizan ensayos de creep hasta la rotura, trabajando en un rango de temperaturas entre 1073 y
1273 K y a tensiones efectivas entre 50 y 90 MPa, manteniendo ambas variables constantes
durante cada ensayo [1]. En la Figura 2, se presenta la deformación específica en función del
tiempo, a distintas tensiones y una temperatura aplicada de 1173K.
0 1x104
2x104
3x104
4x104
5x104
0,00
0,04
0,08
1173k
Epsilo
n
Tiempo (Seg)
σ (MPa)
40
50
60
65
62
61
70
!%: Curva de temofluencia a la temperatura de 1173K y tensiones entre 40 a 70 MPa.
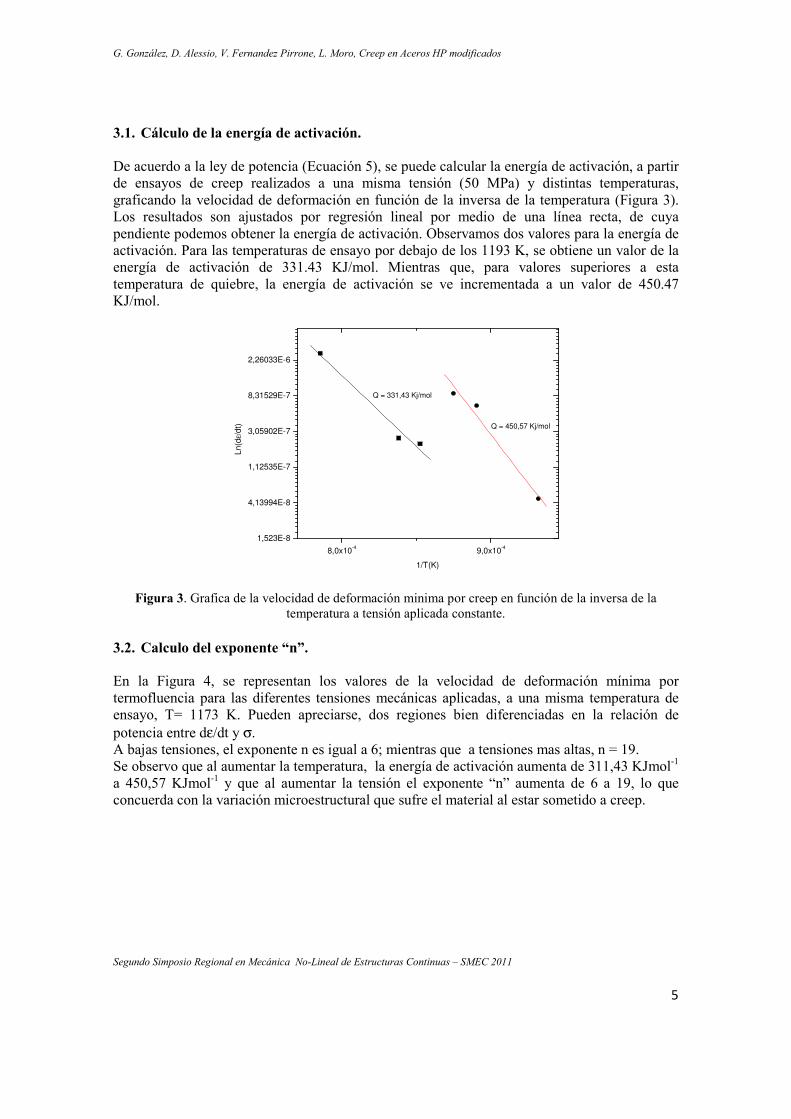
G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
5
' * "$ %+$!,!-De acuerdo a la ley de potencia (Ecuación 5), se puede calcular la energía de activación, a partir
de ensayos de creep realizados a una misma tensión (50 MPa) y distintas temperaturas,
graficando la velocidad de deformación en función de la inversa de la temperatura (Figura 3).
Los resultados son ajustados por regresión lineal por medio de una línea recta, de cuya
pendiente podemos obtener la energía de activación. Observamos dos valores para la energía de
activación. Para las temperaturas de ensayo por debajo de los 1193 K, se obtiene un valor de la
energía de activación de 331.43 KJ/mol. Mientras que, para valores superiores a esta
temperatura de quiebre, la energía de activación se ve incrementada a un valor de 450.47
KJ/mol.
8,0x10-4
9,0x10-4
1,523E-8
4,13994E-8
1,12535E-7
3,05902E-7
8,31529E-7
2,26033E-6
Q = 450,57 Kj/mol
Q = 331,43 Kj/mol
Ln(d
ε/dt)
1/T(K)
!%'. Grafica de la velocidad de deformación minima por creep en función de la inversa de la
temperatura a tensión aplicada constante.
' "$ ./"01En la Figura 4, se representan los valores de la velocidad de deformación mínima por
termofluencia para las diferentes tensiones mecánicas aplicadas, a una misma temperatura de
ensayo, T= 1173 K. Pueden apreciarse, dos regiones bien diferenciadas en la relación de
potencia entre dε/dt y σ.
A bajas tensiones, el exponente n es igual a 6; mientras que a tensiones mas altas, n = 19.
Se observo que al aumentar la temperatura, la energía de activación aumenta de 311,43 KJmol;1
a 450,57 KJmol;1
y que al aumentar la tensión el exponente “n” aumenta de 6 a 19, lo que
concuerda con la variación microestructural que sufre el material al estar sometido a creep.
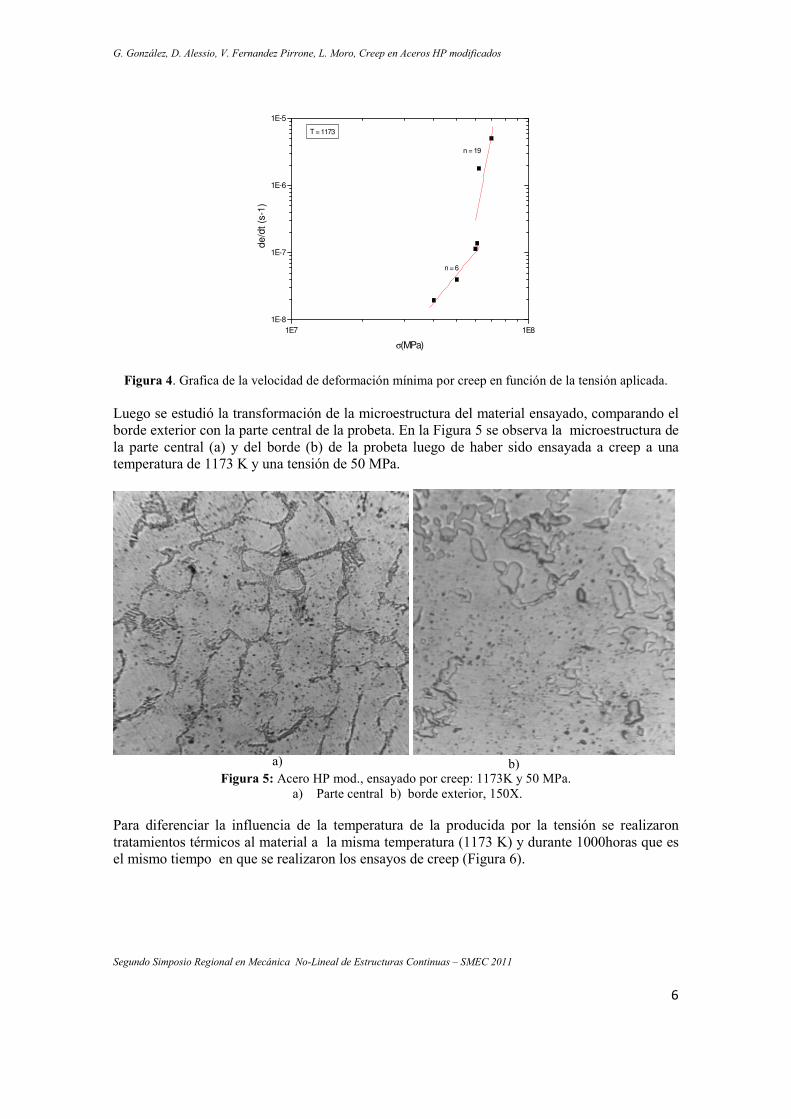
G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
6
1E7 1E8
1E-8
1E-7
1E-6
1E-5
T = 1173
n = 19
n = 6
de/d
t (s
-1)
σ(MPa)
!%2. Grafica de la velocidad de deformación mínima por creep en función de la tensión aplicada.
Luego se estudió la transformación de la microestructura del material ensayado, comparando el
borde exterior con la parte central de la probeta. En la Figura 5 se observa la microestructura de
la parte central (a) y del borde (b) de la probeta luego de haber sido ensayada a creep a una
temperatura de 1173 K y una tensión de 50 MPa.
!%34 Acero HP mod., ensayado por creep: 1173K y 50 MPa.
a) Parte central b) borde exterior, 150X.
Para diferenciar la influencia de la temperatura de la producida por la tensión se realizaron
tratamientos térmicos al material a la misma temperatura (1173 K) y durante 1000horas que es
el mismo tiempo en que se realizaron los ensayos de creep (Figura 6).
a) b)
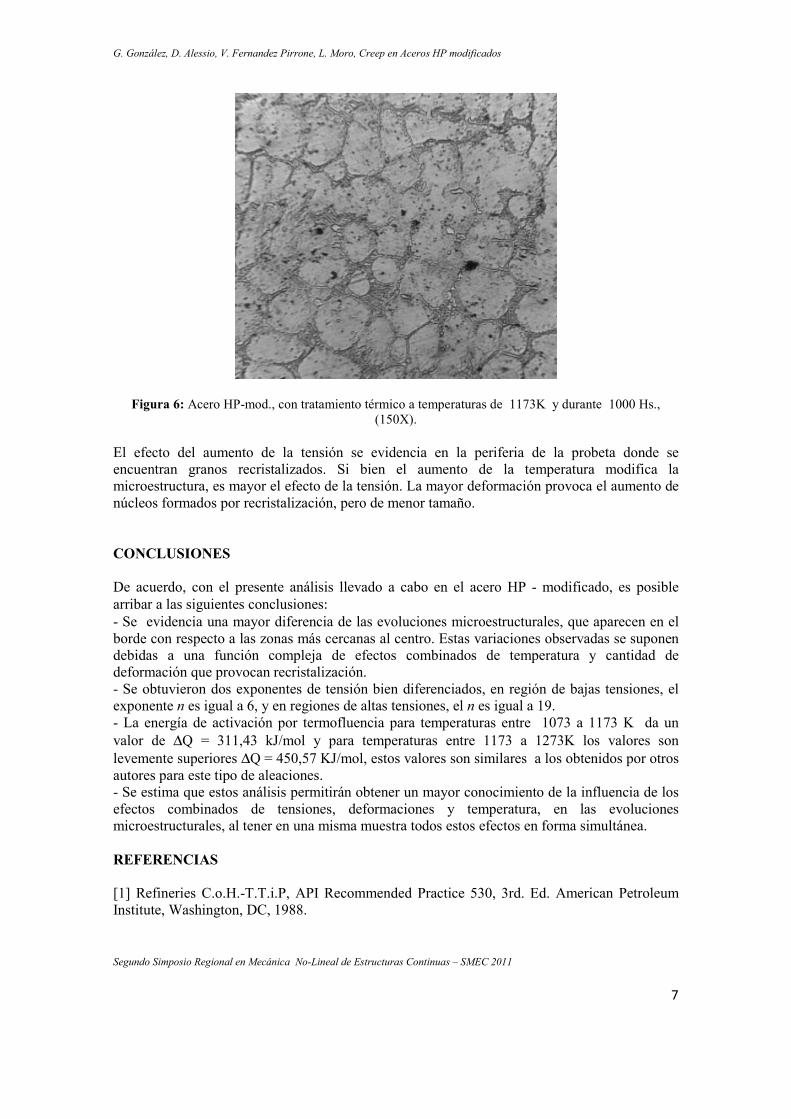
G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
7
!%54 Acero HP;mod., con tratamiento térmico a temperaturas de 1173K y durante 1000 Hs.,
(150X).
El efecto del aumento de la tensión se evidencia en la periferia de la probeta donde se
encuentran granos recristalizados. Si bien el aumento de la temperatura modifica la
microestructura, es mayor el efecto de la tensión. La mayor deformación provoca el aumento de
núcleos formados por recristalización, pero de menor tamaño.
De acuerdo, con el presente análisis llevado a cabo en el acero HP ; modificado, es posible
arribar a las siguientes conclusiones:
; Se evidencia una mayor diferencia de las evoluciones microestructurales, que aparecen en el
borde con respecto a las zonas más cercanas al centro. Estas variaciones observadas se suponen
debidas a una función compleja de efectos combinados de temperatura y cantidad de
deformación que provocan recristalización.
; Se obtuvieron dos exponentes de tensión bien diferenciados, en región de bajas tensiones, el
exponente n es igual a 6, y en regiones de altas tensiones, el n es igual a 19.
; La energía de activación por termofluencia para temperaturas entre 1073 a 1173 K da un
valor de ∆Q = 311,43 kJ/mol y para temperaturas entre 1173 a 1273K los valores son
levemente superiores ∆Q = 450,57 KJ/mol, estos valores son similares a los obtenidos por otros
autores para este tipo de aleaciones.
; Se estima que estos análisis permitirán obtener un mayor conocimiento de la influencia de los
efectos combinados de tensiones, deformaciones y temperatura, en las evoluciones
microestructurales, al tener en una misma muestra todos estos efectos en forma simultánea.
[1] Refineries C.o.H.;T.T.i.P, API Recommended Practice 530, 3rd. Ed. American Petroleum
Institute, Washington, DC, 1988.

G. González, D. Alessio, V. Fernandez Pirrone, L. Moro, Creep en Aceros HP modificados
Segundo Simposio Regional en Mecánica No"Lineal de Estructuras Continuas – SMEC 2011
8
[2] ASM Metals handbook. Properties and selection: irons, steels and high;performance alloys,
10th. Ed. USA: ASM Internacional; 1990.
[3] I.L. May, T.L.D. Silveira, C.H. Vianna, Int. J. Pressure Vessels Piping 66 (1996) 233;241.
[4] A.K. Ray, K.S. Amarenda, N.T. Yogendra, J. Swaminathan, G. Das, S. Chaudhuri, R. Singh,
Eng. Fail. Anal. 10 (2003) 351;362.
[5] M.H. Shariat, A.H. Faraji, A. Ashraf;Riahy, M.M. Alipour, Corrosion Science in the 21st
Century 6 (2003) H012.
[6] De Almeida Soares G.D., De Almeida L.H., Da Silveira T.L., Le May I. Niobium additions
in HP heat;resistant cast stainless steels. Mater. Charact. 1992; 29: 387;396.
[7] Roach DB, VanEcho JA, in:Behal VG, Melilli AS, editors. Stainless steel castings. ASTM
STP 756, Philadephia, PA: ASTM; 1982, p. 275;311.
[8] Barbabela GD, de Almeida LH, da Silveira TL, Le May I. Mater Charact 1991;26:193;7.
Método del Enjambre de Partículas y Evolución Diferencial
Para la Optimización de Paneles Reforzados
Guillermo E. Giraldo1, Jairo F. Useche2
1 [email protected] - (57) 301 765 2998
1,2 Grupo de Investigación en Materiales y Estructuras GIMAT, Universidad Tecnológica de Bolívar
Parque Tecnológico e Industrial Carlos Vélez Pombo,
Km.1 Vía a Turbaco,
Cartagena de Indias (Bolívar), Colombia.
Resumen
Se presenta la aplicación de las ideas del diseño estructural óptimo al caso de un panel naval reforzado. En
este sentido, se busca encontrar la topología del panel reforzado que produzca el diseño de peso mínimo y que
al mismo tiempo satisface las restricciones de seguridad y funcionalidad impuestas. Para tal fin, algoritmos de
búsqueda basados en las técnicas del Enjambre de Partículas y la Evolución Diferencial son utilizados,
valiéndose de un modelo de elementos finitos para el análisis estructural. Resultados de la búsqueda,
discusiones y conclusiones al respecto son presentados.
Palabras Clave: Diseño asistido por ordenador, evolución diferencial, método del enjambre de partículas,
optimización estructural, panel naval reforzado.
Abstract
It is presented the application of the ideas of optimal structural design to the case of a stiffened plate of naval
application. In this sense, it is intended to find the topology of the plate which gives the minimum weight
design, besides satisfying the security and functionality restrictions. For that matter, search algorithms based
on the Particle Swarm Optimization and Differential Evolution techniques are implemented, relying on a
finite element model for the structural analysis. Results of the search, discussions and conclusions are also
presented.
Keywords: Computer Aided Design, differential evolution, particle swarm optimization, stiffened plate,
structural optimization.
1. INTRODUCCIÓN
El diseño de ingeniería moderno se enfrenta a objetivos que van más allá de garantizar la seguridad
y la funcionalidad de los sistemas desarrollados. Las necesidades comerciales de las empresas de
base tecnológica hacen que la búsqueda de la competitividad sea un factor principal dentro de las
mismas; y, en fin último, la diferenciación se logra con productos mejorados, de menor precio, y
con menores periodos de producción. Y es seguro que estas características deben ser perseguidas
desde la concepción del producto, y desde la misma concepción de las técnicas a utilizar para
conseguirlas.
La utilización de herramientas de análisis estructural asistidas por el ordenador permite superar esta
dificultad, pero la inclusión de los criterios de merito y la optimización permiten ir un paso más allá
en la calidad del sistema desarrollado. Pero las herramientas imprácticas resultan igualmente
inútiles, por muy “potentes” que parezcan. Así, de entre el abanico de posibles técnicas de
simulación y optimización se han seleccionado las que se consideran permiten una implementación
practica y directa en el ámbito de una oficina de diseño.
Existen varias opciones al momento de seleccionar la medida de merito de un diseño estructural. De
entre ellas, las más comunes son el diseño de peso mínimo y el de mayor rigidez. Otras alternativas
también son posibles, como la minimización del costo de fabricación, minimización de la
resistencia aero o hidrodinámica, frecuencias de resonancia, entre otras. La selección del peso
mínimo como medida de merito en la estructura de una embarcación se justifica por el gran impacto
que tiene sobre los costos de fabricación (en términos de insumos), la velocidad de la embarcación,
el consumo de combustible y la capacidad de carga.
Estos lineamientos del diseño estructural con miras a la optimización pueden ser estudiados más
profundamente siguiendo las ideas del Diseño Racional propuestas por Hughes [1]. Los métodos
propuestos por el autor dependen grandemente de la experiencia del diseñador y en los métodos de
análisis y optimización computacional. Por otro lado, el gran costo (en términos de tiempo y
capacidad de cómputo) de la aplicación de estas ideas a sistemas estructurales complejos ha sido
prohibitivo en el pasado.
2. MARCO TEÓRICO
2.1 Optimización numérica
La formulación del problema de diseño de peso mínimo es realizada en términos de optimización
numérica. En estos términos, el problema de minimización puede ser planteado como sigue:
(1a)
(1b)
! 0 (1c)
Esto es, buscar el conjunto de parámetros # que minimice la función objetivo . El conjunto de
restricciones expresado en la forma 1c es el más general, ya que, por ejemplo, una restricción de la
forma $ 0 puede ser expresado como – ! 0, y una restricción de igualdad 0 puede ser
expresada como el par de restricciones ! 0 y – ! 0.
La forma en que las restricciones son incluidas en el método de búsqueda parece ser muy relevante
para el desempeño del mismo. Una manera muy elegante y directa de realizar esta acción es el
método de la función de penalidad, como lo exponen Parsopoulos y Vrahatis [1]. En esta técnica, se
aumenta la función objetivo con un término de “penalidad” &, el cual contiene la información
de las restricciones:
' ( & (2a)
& ∑ *+,-,.+/01- (2b)
, max , 0 (2c)

El término , es conocido como la violación relativa de la restricción : una restricción no
violada hace , 0, y no hay aporte al término de penalidad; una restricción violada , constituye una “medida” de la violación, y en este sentido, la labor de las funciones *, y 6,
es la de controlar el aporte de la violación al termino de penalidad.
2.3 Método del Enjambre de Partículas
El método del enjambre de partículas (originalmente Particle Swarm Optimization), introducido por
Kennedy y Eberhart (1995) [2]. La idea detrás del método es el hecho de que los individuos de la
población comparten cierta información, a saber, la mejor posición que ha sido encontrada hasta el
momento (en términos generales, el mayor merito). Cada individuo utiliza esta información junto al
conocimiento de su propia mejor posición para dirigir su búsqueda. Si la posición de un individuo
en el espacio de búsqueda es , la mejor posición encontrada por toda la población hasta el
momento es 7 y la mejor posición encontrada por el individuo es 8, la regla de búsqueda es:
9 :;< = >?9 : ( < <@ 7 A : B ( C C@ 8 A : BD (3a)
:;< : ( 9 :;< (3b)
El vector 9, de la misma naturaleza que la posición , es conocido como la velocidad. Los
parámetros ?, < y C son conocidos como inercia, cognición y confianza, ya que determinan la
influencia de la velocidad actual, de la diferencia con el mejor global y de la diferencia con el mejor
individual, respectivamente, sobre la regla de búsqueda. El factor = es conocido como constricción,
y su labor es de evitar que el enjambre explosione al aumentar la magnitud de la velocidad sin
límites. Los números < y C son seleccionados aleatoriamente en el intervalo E0,1G, cada vez que la
regla de búsqueda es aplicada. El subíndice indexa cada individuo y cada dimensión del espacio
de búsqueda. Los superíndices corren con cada iteración de la búsqueda, y en cada una se actualizan 7 y 8 basándose en la medida de merito dictada por la función objetivo.
La regla de búsqueda es aplicada iterativamente hasta que se cumple un criterio de convergencia, se
encuentra el óptimo deseado o se termina el tiempo disponible.
2.4 Método de la Evolución Diferencial
La evolución diferencial (Differential Evolution) es otra técnica de optimización perteneciente a la
familia de las estrategias evolutivas. Es desarrollada profundamente por Price et al (2005) [3]. La
población de candidatos es evolucionada llevando a cabo tres etapas por cada generación, a saber:
mutación, cruce y selección.
A. Mutación:
Es creada una población de mutantes , mediante la combinación de las posiciones de tres
miembros de la población:
< ( 'C A H (4a)
Donde los miembros <,C,H son distintos entre sí y distintos al miembro correspondiente . El factor
de escala ' es un parámetro del método, y controla la influencia de la diferencia sobre el mutante.
B. Cruce:
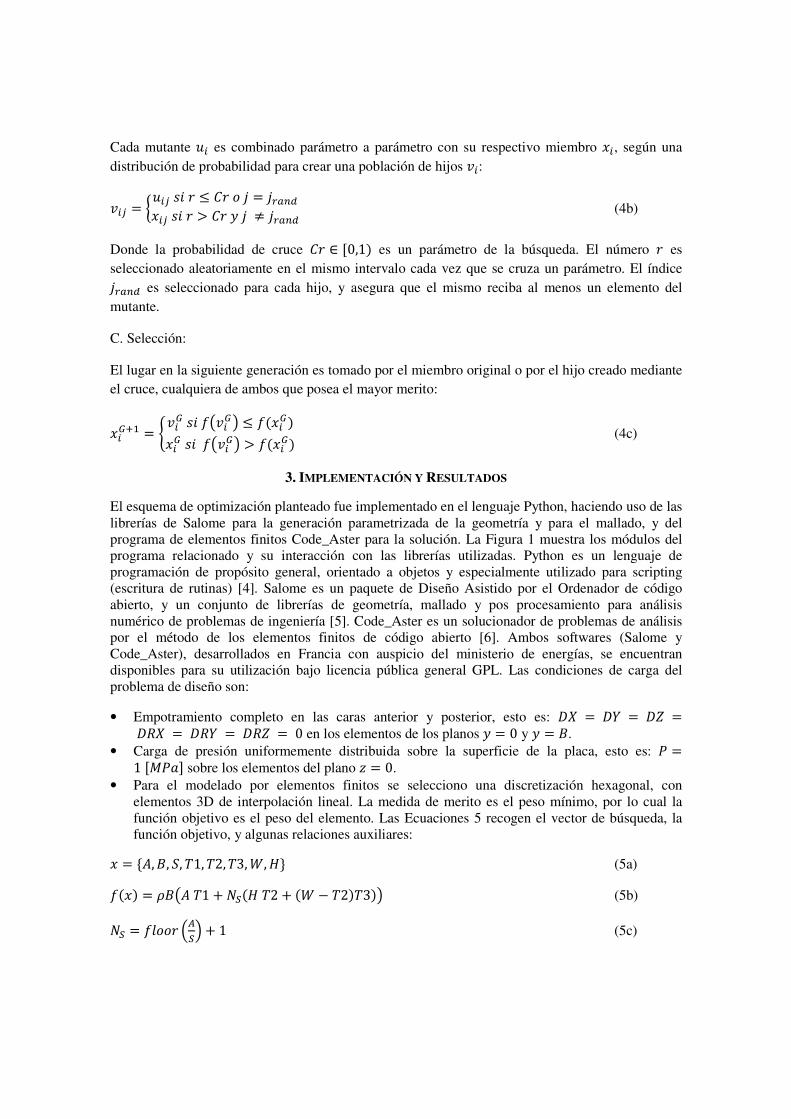
Cada mutante es combinado parámetro a parámetro con su respectivo miembro , según una
distribución de probabilidad para crear una población de hijos 9:
9 I ! J KLMN O J P Q KLMNR (4b)
Donde la probabilidad de cruce J E0,1 es un parámetro de la búsqueda. El número es
seleccionado aleatoriamente en el mismo intervalo cada vez que se cruza un parámetro. El índice
KLMN es seleccionado para cada hijo, y asegura que el mismo reciba al menos un elemento del
mutante.
C. Selección:
El lugar en la siguiente generación es tomado por el miembro original o por el hijo creado mediante
el cruce, cualquiera de ambos que posea el mayor merito:
S;< T9S +9S- ! SS +9S- O SR (4c)
3. IMPLEMENTACIÓN Y RESULTADOS
El esquema de optimización planteado fue implementado en el lenguaje Python, haciendo uso de las
librerías de Salome para la generación parametrizada de la geometría y para el mallado, y del
programa de elementos finitos Code_Aster para la solución. La Figura 1 muestra los módulos del
programa relacionado y su interacción con las librerías utilizadas. Python es un lenguaje de
programación de propósito general, orientado a objetos y especialmente utilizado para scripting
(escritura de rutinas) [4]. Salome es un paquete de Diseño Asistido por el Ordenador de código
abierto, y un conjunto de librerías de geometría, mallado y pos procesamiento para análisis
numérico de problemas de ingeniería [5]. Code_Aster es un solucionador de problemas de análisis
por el método de los elementos finitos de código abierto [6]. Ambos softwares (Salome y
Code_Aster), desarrollados en Francia con auspicio del ministerio de energías, se encuentran
disponibles para su utilización bajo licencia pública general GPL. Las condiciones de carga del
problema de diseño son:
• Empotramiento completo en las caras anterior y posterior, esto es: UV UW UX UV UW UX 0 en los elementos de los planos P 0 y P Y.
• Carga de presión uniformemente distribuida sobre la superficie de la placa, esto es: Z 1 EZG sobre los elementos del plano 0.
• Para el modelado por elementos finitos se selecciono una discretización hexagonal, con
elementos 3D de interpolación lineal. La medida de merito es el peso mínimo, por lo cual la
función objetivo es el peso del elemento. Las Ecuaciones 5 recogen el vector de búsqueda, la
función objetivo, y algunas relaciones auxiliares:
[, Y, , \1, \2, \3, _, & (5a)
`Y+[ \1 ( ab& \2 ( _ A \2\3- (5b)
ab @cbB ( 1 (5c)

Figura 1. Diagrama de
En el primer caso las longitud
Las restricciones utilizadas ti
que la geometría sea válida
garantiza la funcionalidad y s
bajo análisis:
Ta
Fueron utilizados los mismos
cada uno. La Tabla 3 recoge
recoge los parámetros para las
convergencia de ambos algori
Tabla
de Pila de la rutina de optimización implementada. F
udes y son mantenidas fijas, como una condic
tienen dos naturalezas: el primer grupo restringe
da (p. ej. no deben existir longitudes negativas
seguridad de la estructura. La Tabla 1 recoge las
Tabla 1. Restricciones del Caso de Búsqueda 1.
os algoritmos de búsqueda, con los mismos paráme
e los parámetros utilizados para los algoritmos de b
las geometrías óptimas encontradas. La Figura 4 m
ritmos para todos los casos.
Método Parámetro Valor PSO 0.7
0.8
2.0
2.0
DE 0.9
0.2
bla 3. Parámetros de los algoritmos de búsqueda.
Fuente: Autor.
ición natural de diseño.
ge los parámetros para
as); el segundo grupo
s restricciones del caso
etros y 100 iteraciones
e búsqueda y la Tabla 4
muestra los gráficos de
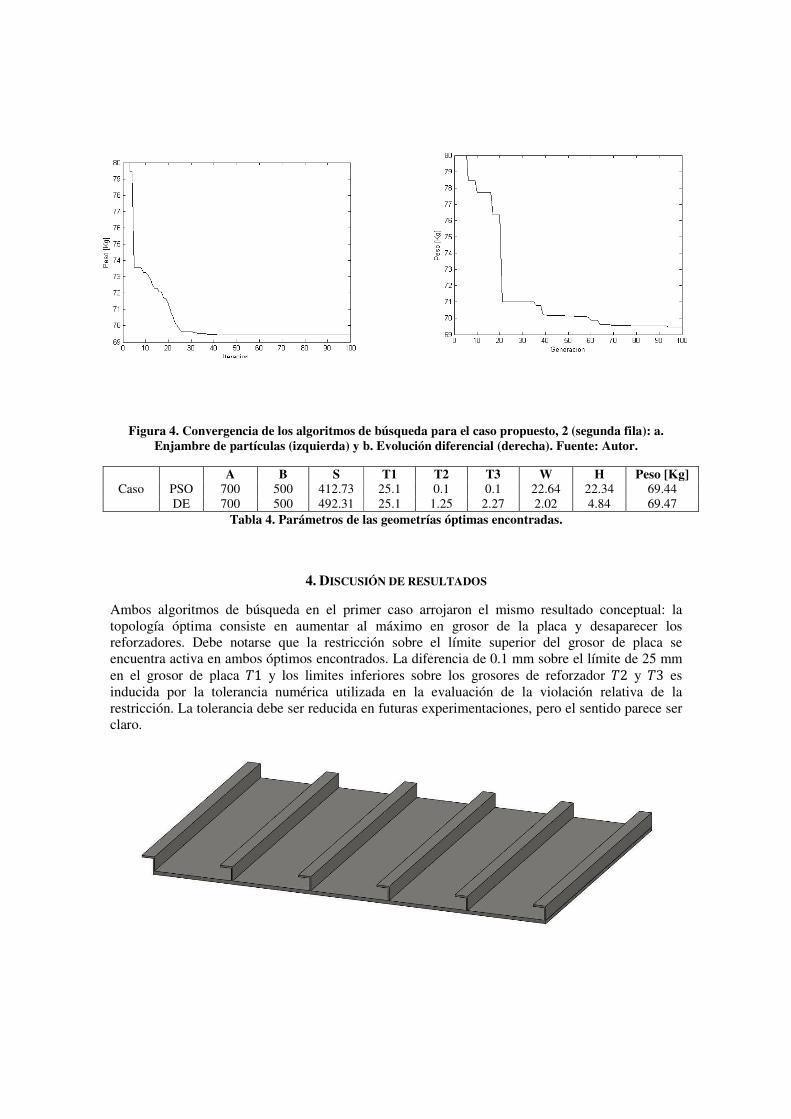
Figura 4. Convergencia de los algoritmos de búsqueda para el caso propuesto, 2 (segunda fila): a. Enjambre de partículas (izquierda) y b. Evolución diferencial (derecha). Fuente: Autor.
A B S T1 T2 T3 W H Peso [Kg] Caso PSO 700 500 412.73 25.1 0.1 0.1 22.64 22.34 69.44
DE 700 500 492.31 25.1 1.25 2.27 2.02 4.84 69.47
Tabla 4. Parámetros de las geometrías óptimas encontradas.
4. DISCUSIÓN DE RESULTADOS
Ambos algoritmos de búsqueda en el primer caso arrojaron el mismo resultado conceptual: la
topología óptima consiste en aumentar al máximo en grosor de la placa y desaparecer los
reforzadores. Debe notarse que la restricción sobre el límite superior del grosor de placa se
encuentra activa en ambos óptimos encontrados. La diferencia de 0.1 mm sobre el límite de 25 mm
en el grosor de placa \1 y los limites inferiores sobre los grosores de reforzador \2 y \3 es
inducida por la tolerancia numérica utilizada en la evaluación de la violación relativa de la
restricción. La tolerancia debe ser reducida en futuras experimentaciones, pero el sentido parece ser
claro.
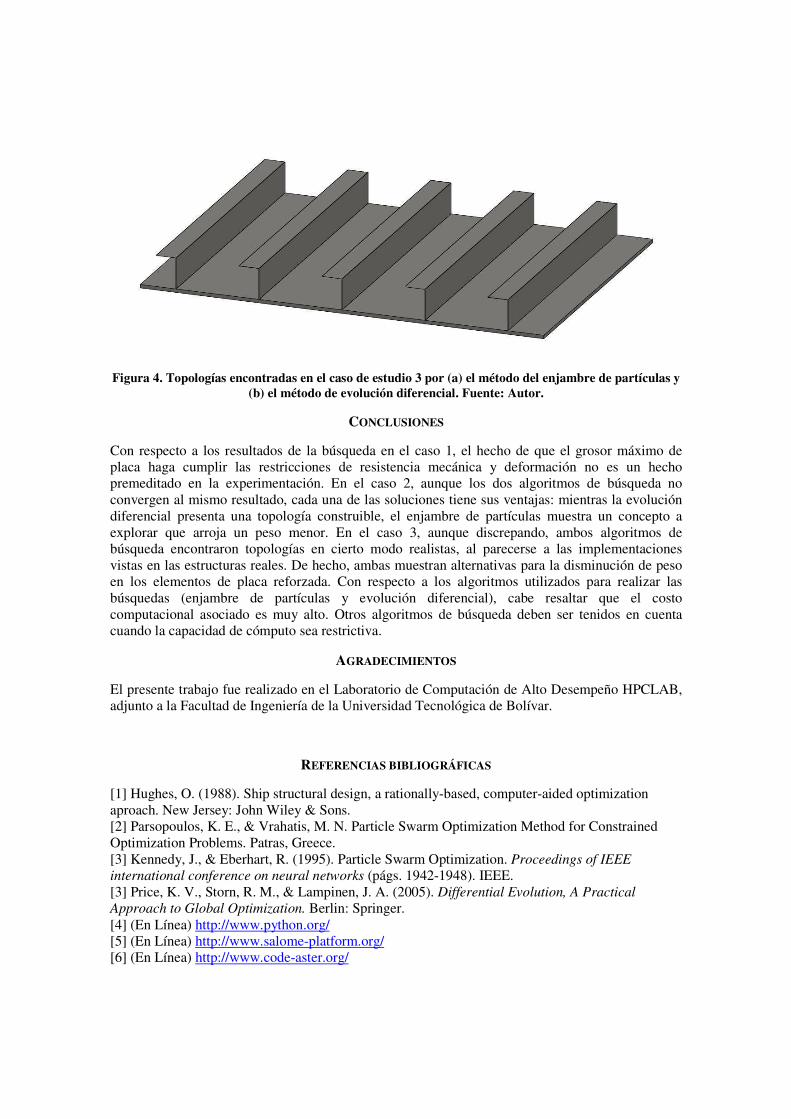
Figura 4. Topologías encontradas en el caso de estudio 3 por (a) el método del enjambre de partículas y (b) el método de evolución diferencial. Fuente: Autor.
CONCLUSIONES
Con respecto a los resultados de la búsqueda en el caso 1, el hecho de que el grosor máximo de
placa haga cumplir las restricciones de resistencia mecánica y deformación no es un hecho
premeditado en la experimentación. En el caso 2, aunque los dos algoritmos de búsqueda no
convergen al mismo resultado, cada una de las soluciones tiene sus ventajas: mientras la evolución
diferencial presenta una topología construible, el enjambre de partículas muestra un concepto a
explorar que arroja un peso menor. En el caso 3, aunque discrepando, ambos algoritmos de
búsqueda encontraron topologías en cierto modo realistas, al parecerse a las implementaciones
vistas en las estructuras reales. De hecho, ambas muestran alternativas para la disminución de peso
en los elementos de placa reforzada. Con respecto a los algoritmos utilizados para realizar las
búsquedas (enjambre de partículas y evolución diferencial), cabe resaltar que el costo
computacional asociado es muy alto. Otros algoritmos de búsqueda deben ser tenidos en cuenta
cuando la capacidad de cómputo sea restrictiva.
AGRADECIMIENTOS
El presente trabajo fue realizado en el Laboratorio de Computación de Alto Desempeño HPCLAB,
adjunto a la Facultad de Ingeniería de la Universidad Tecnológica de Bolívar.
REFERENCIAS BIBLIOGRÁFICAS
[1] Hughes, O. (1988). Ship structural design, a rationally-based, computer-aided optimization
aproach. New Jersey: John Wiley & Sons.
[2] Parsopoulos, K. E., & Vrahatis, M. N. Particle Swarm Optimization Method for Constrained
Optimization Problems. Patras, Greece.
[3] Kennedy, J., & Eberhart, R. (1995). Particle Swarm Optimization. Proceedings of IEEE
international conference on neural networks (págs. 1942-1948). IEEE.
[3] Price, K. V., Storn, R. M., & Lampinen, J. A. (2005). Differential Evolution, A Practical
Approach to Global Optimization. Berlin: Springer.
[4] (En Línea) http://www.python.org/
[5] (En Línea) http://www.salome-platform.org/
[6] (En Línea) http://www.code-aster.org/

C. Hernandez et al. Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
1
Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
C. Hernandez, A. Maranon, L. Mateus, A. Ramirez
Departamento de Ingeniería Mecánica
Universidad de los Andes, Bogotá, Colombia
Resumen
El comportamiento mecánico de los materiales puede variar significativamente cuando estos son sometidos a cargas a altas tasas de deformación. Por este motivo, la caracterización de la respuesta dinámica de los materiales es de gran importancia, fundamentalmente durante el análisis de eventos donde los cuerpos son sometidos a cargas impulsivas. Este artículo presenta el desarrollo e implementación de un modelo numérico del ensayo de barra Hopkinson sobre un cilindro de aluminio y su posterior validación con resultados experimentales. Este modelo numérico fue creado usando el software de elementos finitos ANSYS/LS-DYNA, empleando un esquema de solución numérica explicita. La simulación computacional fue calibrada de forma que esta fuera eficiente computacionalmente y que a su vez mantuviera la capacidad de representar el proceso de deformación al que se somete el material de prueba. Los resultados obtenidos de esta simulación son usados como una herramienta que permita obtener un mejor entendimiento del fenómeno desarrollado durante este ensayo y el mejoramiento del diseño del dispositivo experimental.
Palabras clave: Caracterización de materiales, Dispositivo de barra de Hopkinson, Simulación numérica.
Abstract
The mechanical behavior of some materials varies significantly when loads are applied at high strain rates. For this reason, understanding and characterizing the dynamic response of materials is very important, especially for the analysis of events where the bodies are subject of impulsive loads. This paper presents the development and implementation of a numerical simulation of the Split Hopkinson Pressure Bar test performed on an aluminum cylinder. Experimental validation is carried out to test the performance of the simulations. The numerical model was implemented in the finite element software ANSYS/LS-DYNA using an explicit solution scheme. The computational simulation was calibrated to be computationally efficient and to maintain the accuracy of the deformation process. The results of this simulation are used as a tool that allows the complete understanding of the deformation phenomena and the improvement of the experimental set-up.
Keywords: Material characterization, Split Hopkinson Pressure Bar, Numerical Simulation.
C. Hernandez et al. Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
2
1. INTRODUCCIÓN
Durante los últimos años el estudio de fenómenos dinámicos, en los que la dependencia del tiempo no puede ser despreciada, ha cobrado mayor interés e importancia en la ingeniería. Eventos como colisiones de vehículos, impactos balísticos, procesos de manufactura como forjado y estampado, entre otros, son ejemplos de los problemas dinámicos de creciente interés en la investigación. Estos eventos, de mayor complejidad que los fenómenos usualmente estudiados de carácter cuasi-estático, se distinguen por las altas tasas de deformación unitaria1 a las que son aplicadas las cargas, produciendo rápido cambio de variables como el esfuerzo y la temperatura. Debido a estas altas tasas de deformación, el comportamiento mecánico de algunos materiales puede variar significativamente en comparación con la repuesta mostrada cuando las cargas son aplicadas en régimen cuasi-estático. Este comportamiento que muestran algunos materiales, requiere su caracterización a estas altas tasas de deformación para determinar un modelo constitutivo del material que esté en la capacidad de representar el proceso de deformación.
Existen diversas técnicas de caracterización de materiales a altas tasas de deformación mediante las cuales se pueden hallar las propiedades dinámicas de los materiales. Field et al (Field, Walley et al. 2004) hace una revisión de las principales técnicas experimentales usadas en la actualidad para obtener dichas propiedades. Entre la gran variedad de técnicas de caracterización dinámica se destacan entre otros, el ensayo de caída libre (Drop-test) para tasas de deformación en el rango de 101 s-1 y 103 s-1, el dispositivo de barra Hopkinson (Split Hopkinson Pressure Bar) para tasas de deformación entre 102 s-1 y 104 s-1 y el ensayo de impacto de Taylor para tasas de 104 a 106 s-1. Entre los métodos experimentales para medir el comportamiento de materiales a altas tasas de deformación, el ensayo de barra Hopkinson es el dispositivo más usado. Esta técnica ha sido ampliamente usada por investigadores para determinar la curva real de esfuerzo-deformación unitaria dinámica de una diversa variedad de materiales (Xiao 2008; Chen and Song 2010; Zhou, Li et al. 2010), debido a su simpleza y a la capacidad de arrojar datos a altas tasas de deformación de forma simple y directa (Nicholas 1981).
Sin embargo, la técnica de barra Hopkinson no es un ensayo estandarizado y el equipo usualmente no está disponible comercialmente. La implementación y diseño del dispositivo es un proceso que se realiza teniendo en cuenta los requerimientos y necesidades individuales de cada grupo de investigación, dependiendo de los materiales que se desean caracterizar y los rangos de tasa de deformación que se desean alcanzar. Este proceso de diseño es relativamente complejo debido a los fenómenos que ocurren durante el ensayo y al corto tiempo en el que ocurren, en el orden de los milisegundos. Debido a esto, la simulación numérica del ensayo se convierte en una asistencia para el entendimiento del fenómeno y una herramienta fundamental durante el proceso de diseño del dispositivo. En este artículo se presenta el desarrollo de una simulación numérica del ensayo de barra Hopkinson implementado en la Universidad de los Andes como parte del programa de caracterización de materiales a altas tasas de deformación.
1 En este documento se debe entender altas tasas de deformación como altas tasas de deformación unitaria.
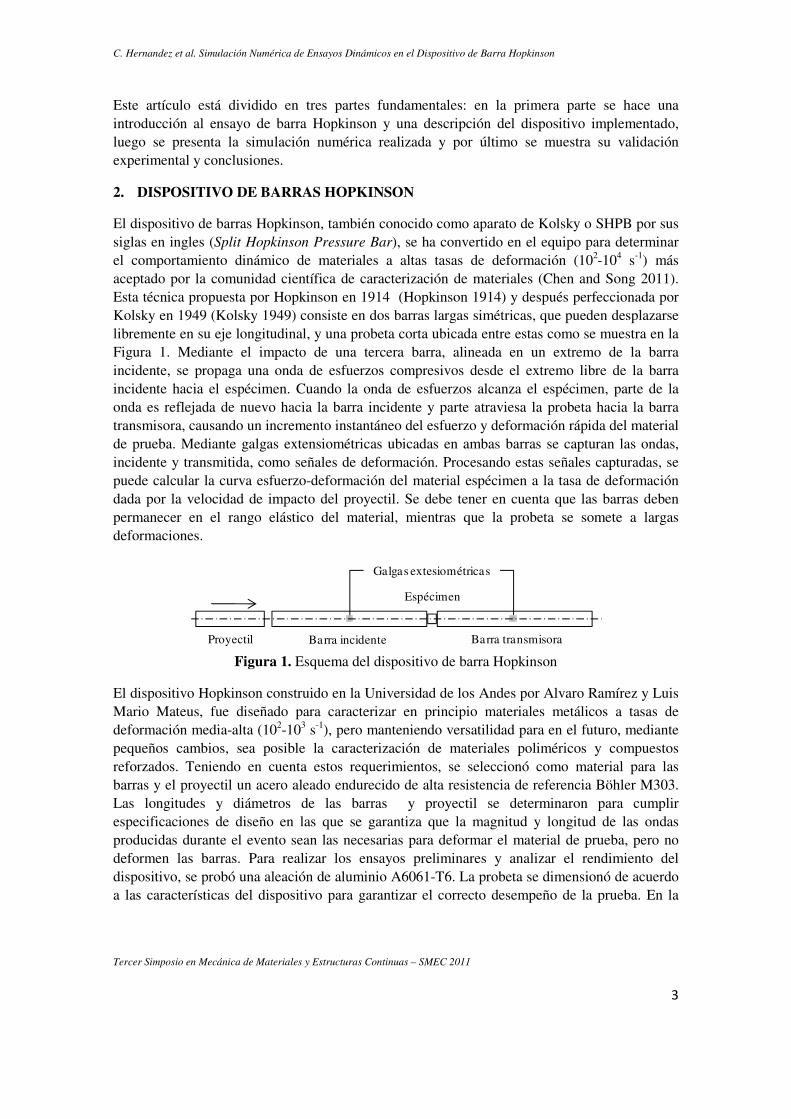
C. Hernandez et al. Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
3
Este artículo está dividido en tres partes fundamentales: en la primera parte se hace una introducción al ensayo de barra Hopkinson y una descripción del dispositivo implementado, luego se presenta la simulación numérica realizada y por último se muestra su validación experimental y conclusiones.
2. DISPOSITIVO DE BARRAS HOPKINSON
El dispositivo de barras Hopkinson, también conocido como aparato de Kolsky o SHPB por sus siglas en ingles (Split Hopkinson Pressure Bar), se ha convertido en el equipo para determinar el comportamiento dinámico de materiales a altas tasas de deformación (102-104 s-1) más aceptado por la comunidad científica de caracterización de materiales (Chen and Song 2011). Esta técnica propuesta por Hopkinson en 1914 (Hopkinson 1914) y después perfeccionada por Kolsky en 1949 (Kolsky 1949) consiste en dos barras largas simétricas, que pueden desplazarse libremente en su eje longitudinal, y una probeta corta ubicada entre estas como se muestra en la Figura 1. Mediante el impacto de una tercera barra, alineada en un extremo de la barra incidente, se propaga una onda de esfuerzos compresivos desde el extremo libre de la barra incidente hacia el espécimen. Cuando la onda de esfuerzos alcanza el espécimen, parte de la onda es reflejada de nuevo hacia la barra incidente y parte atraviesa la probeta hacia la barra transmisora, causando un incremento instantáneo del esfuerzo y deformación rápida del material de prueba. Mediante galgas extensiométricas ubicadas en ambas barras se capturan las ondas, incidente y transmitida, como señales de deformación. Procesando estas señales capturadas, se puede calcular la curva esfuerzo-deformación del material espécimen a la tasa de deformación dada por la velocidad de impacto del proyectil. Se debe tener en cuenta que las barras deben permanecer en el rango elástico del material, mientras que la probeta se somete a largas deformaciones.
Figura 1. Esquema del dispositivo de barra Hopkinson
El dispositivo Hopkinson construido en la Universidad de los Andes por Alvaro Ramírez y Luis Mario Mateus, fue diseñado para caracterizar en principio materiales metálicos a tasas de deformación media-alta (102-103 s-1), pero manteniendo versatilidad para en el futuro, mediante pequeños cambios, sea posible la caracterización de materiales poliméricos y compuestos reforzados. Teniendo en cuenta estos requerimientos, se seleccionó como material para las barras y el proyectil un acero aleado endurecido de alta resistencia de referencia Böhler M303. Las longitudes y diámetros de las barras y proyectil se determinaron para cumplir especificaciones de diseño en las que se garantiza que la magnitud y longitud de las ondas producidas durante el evento sean las necesarias para deformar el material de prueba, pero no deformen las barras. Para realizar los ensayos preliminares y analizar el rendimiento del dispositivo, se probó una aleación de aluminio A6061-T6. La probeta se dimensionó de acuerdo a las características del dispositivo para garantizar el correcto desempeño de la prueba. En la
Espécimen
Galgas extesiométricas
Proyectil Barra incidente Barra transmisora

C. Hernandez et al. Simulación Numérica
Tercer Simposio en Mecánica de Materia
Tabla 1 se muestran las dimeny las dimensiones de la probet
Tabla 1. Dimensi
Proyectil (P) Barra incidente (BI) Barra transmisora (BTEspécimen (E)
3. SIMULACIÓN NUMÉR
Se realizó una simulación numgeometría del construido en limplementado en el software que permitió la modelaciónproyectil, dos barras y el esimulación solo se representóusaron elementos explícitos elemento y seis grados de libelas partes se modeló usando (ANSYS Inc. 2009). Los coefrepresentar contacto sin friccirestricciones de los desplazampartes. La única condición ini1 se muestra la representaciónsimbolizan mediante triánguloLas longitudes y diámetros cpresenta a escala. Los modeloson descritos en la siguiente se
→ VelocFigura 2. Esquema del mod
3.1. Modelos de los materiale
Para la simulación numérica implementados, un modelo pespécimen. Las barras del dis
ica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
riales y Estructuras Continuas – SMEC 2011
ensiones de las partes del dispositivo de barra Hopeta usada para las pruebas preliminares y calibració
siones de las barras del dispositivo de barras HopkMaterial Diámetro (D) Lon
Böhler M303 23 mm 23Böhler M303 20 mm 25
BT) Böhler M303 20 mm 20A6061-T6 16.4 mm 8
ÉRICA
umérica del ensayo de Hopkinson con las mismasn la Universidad de los Andes. El modelo de elemre ANSYS/LS-DYNA empleando un esquema de sión dinámica del evento. El modelo consta de espécimen. Dado el carácter axisimétrico del tó la mitad de la geometría. Para discretizar las pars 2D estructurales de forma cuadrilátera con cbertad por nodo (PLANE162) (ANSYS Inc. 2009).o contacto sencillo entre superficies en dos dimeeficientes de fricción estático y dinámico se mantución. Las condiciones de frontera aplicadas a las pamientos transversales sobre el eje longitudinal dinicial aplicada fue velocidad inicial sobre el proyeión gráfica del modelo creado, donde las condicionulos azules y las flechas rojas representan las conds corresponden a las especificadas en la Tabla 1elos de los materiales usados para simular las barra sección.
locidad inicial - ∆ Restricciones desplazamiento odelo del dispositivo de barras Hopkinson creado c
iniciales y de frontera (No a escala)
ales
ca del ensayo de Hopkinson dos modelos de mat para el material de las barras y un modelo par
dispositivo, debido a que no sufren deformación p
4
opkinson construido ción.
pkinson ongitud (L)
230 mm 2540 mm 2000 mm 8.2 mm
as características y lementos finitos fue e solución explicito e cuatro partes: el el problema, en la artes del modelo se cuatro nodos por
. El contacto entre ensiones (ASS2D) tuvieron nulos para partes consisten en de cada una de las yectil. En la Figura iones de frontera se ndiciones iniciales. 1. La figura no se rras y el espécimen
o con condiciones
ateriales deben ser ara el material del plástica durante el
C. Hernandez et al. Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
5
ensayo, son simuladas mediante un modelo de material elástico lineal, el cual para su implementación requiere, además de su densidad (ρ), dos parámetros del material: Modulo elástico (E) y relación de Poisson (µ). Las constantes del material de las barras son mostradas en la Tabla 2.
Tabla 2. Parámetros material barras (Acero Böhler M303) modelo elástico lineal ρ E µ
7700 kg/m3 205 GPa 0.29 El material del espécimen, debido a que durante el ensayo sufre largas deformaciones, debe ser simulado mediante un modelo de material elasto-plástico que esté en la capacidad de representar la deformación y la dependencia de la resistencia del material a la tasa de deformación. El modelo de material seleccionado para cumplir este objetivo es el modelo de Cowper-Symonds (Cowper and Symonds 1957). Este es un modelo elasto-plástico simple con endurecimiento por deformación y endurecimiento por tasa de deformación que usa la formulación empírica formulada por Ludwik. El modelo propone, como se muestra en la ecuación 1, un escalamiento del esfuerzo de fluencia del material (σy) mediante tres factores: un factor de deformación (β) y dos factores de tasa de deformación (C y P) conocidos como parámetros de Cowper-Symonds.
= 1 + / + (1)
= − (2)
Donde es la tasa de deformación, es la deformación plástica efectiva, es el esfuerzo de fluencia inicial, es el modulo plástico de deformación, E es el modulo elástico y es el modulo tangente. Este modelo fenomenológico, entonces, para su implementación requiere para su implementación de la densidad del material (ρ) y ocho parámetros. En la Tabla 3 se muestran las constantes del material implementado para el espécimen de la prueba.
Tabla 3. Parámetros material espécimen (A6061-T6) modelo Cowper-Symonds ρ E µ !" β C P
2660 kg/m3 70 GPa 0.33 190 MPa 567 MPa 0.3 6500 40 s-1
3.2. Análisis de sensibilidad de la malla
Para determinar el tamaño óptimo de los elementos de la malla de cada una de las partes del modelo se realizó un análisis de sensibilidad de malla. El objetivo de este análisis es determinar el tamaño máximo posible de los elementos, reduciendo el número total de elementos en la simulación, de manera tal que el tiempo de cómputo sea el mínimo, pero manteniendo los resultados lo más preciso posible. Para realizar este proceso, se realizó la simulación del ensayo de Hopkinson con diferentes tamaños de elemento, tanto para las barras como para el espécimen. Luego, se determinó el tiempo de cómputo para cada una de las configuraciones y se
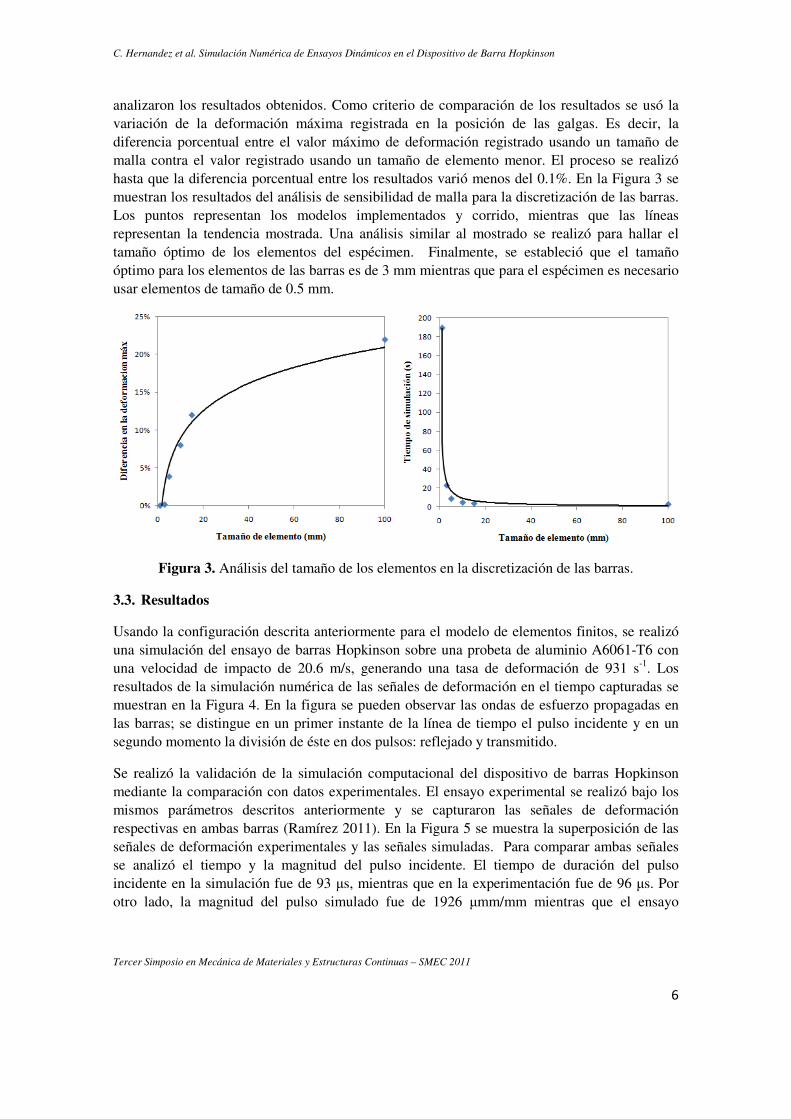
C. Hernandez et al. Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
6
analizaron los resultados obtenidos. Como criterio de comparación de los resultados se usó la variación de la deformación máxima registrada en la posición de las galgas. Es decir, la diferencia porcentual entre el valor máximo de deformación registrado usando un tamaño de malla contra el valor registrado usando un tamaño de elemento menor. El proceso se realizó hasta que la diferencia porcentual entre los resultados varió menos del 0.1%. En la Figura 3 se muestran los resultados del análisis de sensibilidad de malla para la discretización de las barras. Los puntos representan los modelos implementados y corrido, mientras que las líneas representan la tendencia mostrada. Una análisis similar al mostrado se realizó para hallar el tamaño óptimo de los elementos del espécimen. Finalmente, se estableció que el tamaño óptimo para los elementos de las barras es de 3 mm mientras que para el espécimen es necesario usar elementos de tamaño de 0.5 mm.
Figura 3. Análisis del tamaño de los elementos en la discretización de las barras.
3.3. Resultados
Usando la configuración descrita anteriormente para el modelo de elementos finitos, se realizó una simulación del ensayo de barras Hopkinson sobre una probeta de aluminio A6061-T6 con una velocidad de impacto de 20.6 m/s, generando una tasa de deformación de 931 s-1. Los resultados de la simulación numérica de las señales de deformación en el tiempo capturadas se muestran en la Figura 4. En la figura se pueden observar las ondas de esfuerzo propagadas en las barras; se distingue en un primer instante de la línea de tiempo el pulso incidente y en un segundo momento la división de éste en dos pulsos: reflejado y transmitido.
Se realizó la validación de la simulación computacional del dispositivo de barras Hopkinson mediante la comparación con datos experimentales. El ensayo experimental se realizó bajo los mismos parámetros descritos anteriormente y se capturaron las señales de deformación respectivas en ambas barras (Ramírez 2011). En la Figura 5 se muestra la superposición de las señales de deformación experimentales y las señales simuladas. Para comparar ambas señales se analizó el tiempo y la magnitud del pulso incidente. El tiempo de duración del pulso incidente en la simulación fue de 93 µs, mientras que en la experimentación fue de 96 µs. Por otro lado, la magnitud del pulso simulado fue de 1926 µmm/mm mientras que el ensayo
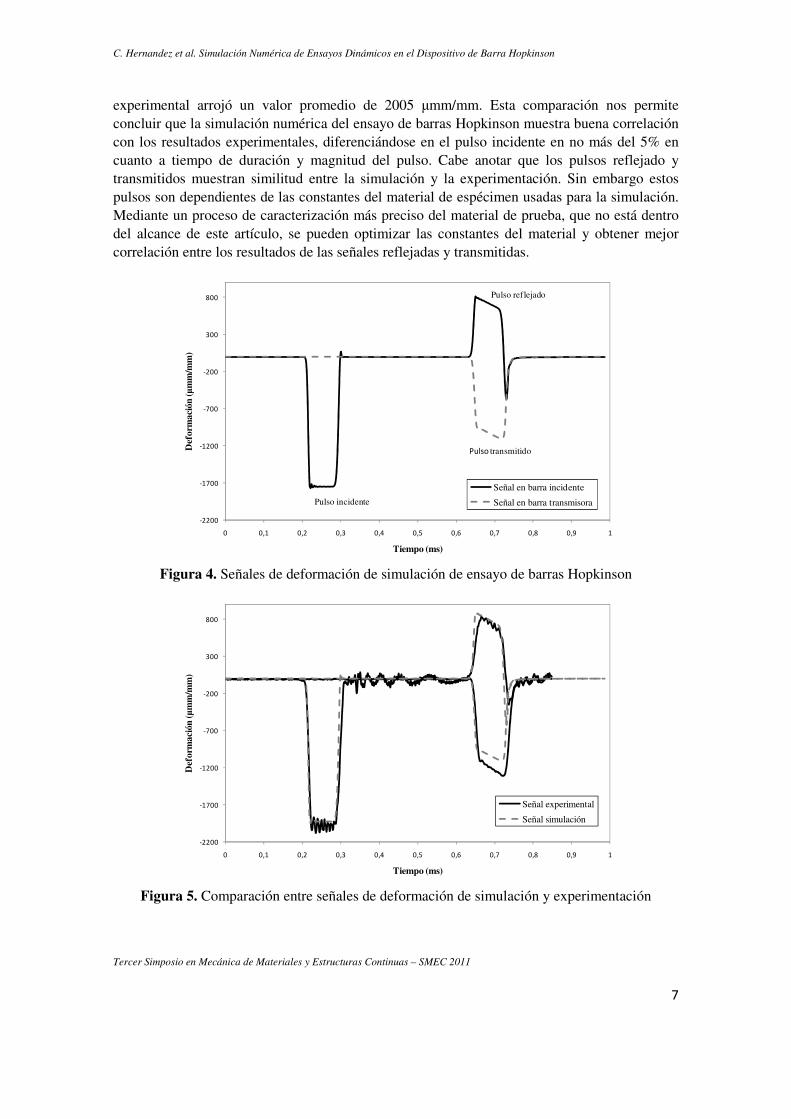
C. Hernandez et al. Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
7
experimental arrojó un valor promedio de 2005 µmm/mm. Esta comparación nos permite concluir que la simulación numérica del ensayo de barras Hopkinson muestra buena correlación con los resultados experimentales, diferenciándose en el pulso incidente en no más del 5% en cuanto a tiempo de duración y magnitud del pulso. Cabe anotar que los pulsos reflejado y transmitidos muestran similitud entre la simulación y la experimentación. Sin embargo estos pulsos son dependientes de las constantes del material de espécimen usadas para la simulación. Mediante un proceso de caracterización más preciso del material de prueba, que no está dentro del alcance de este artículo, se pueden optimizar las constantes del material y obtener mejor correlación entre los resultados de las señales reflejadas y transmitidas.
Figura 4. Señales de deformación de simulación de ensayo de barras Hopkinson
Figura 5. Comparación entre señales de deformación de simulación y experimentación
-2200
-1700
-1200
-700
-200
300
800
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Def
orm
ació
n (µ
mm
/mm
)
Tiempo (ms)
Señal en barra incidente
Señal en barra transmisoraPulso incidente
Pulso reflejado
Pulso transmitido
-2200
-1700
-1200
-700
-200
300
800
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Def
orm
ació
n (µ
mm
/mm
)
Tiempo (ms)
Señal experimental
Señal simulación
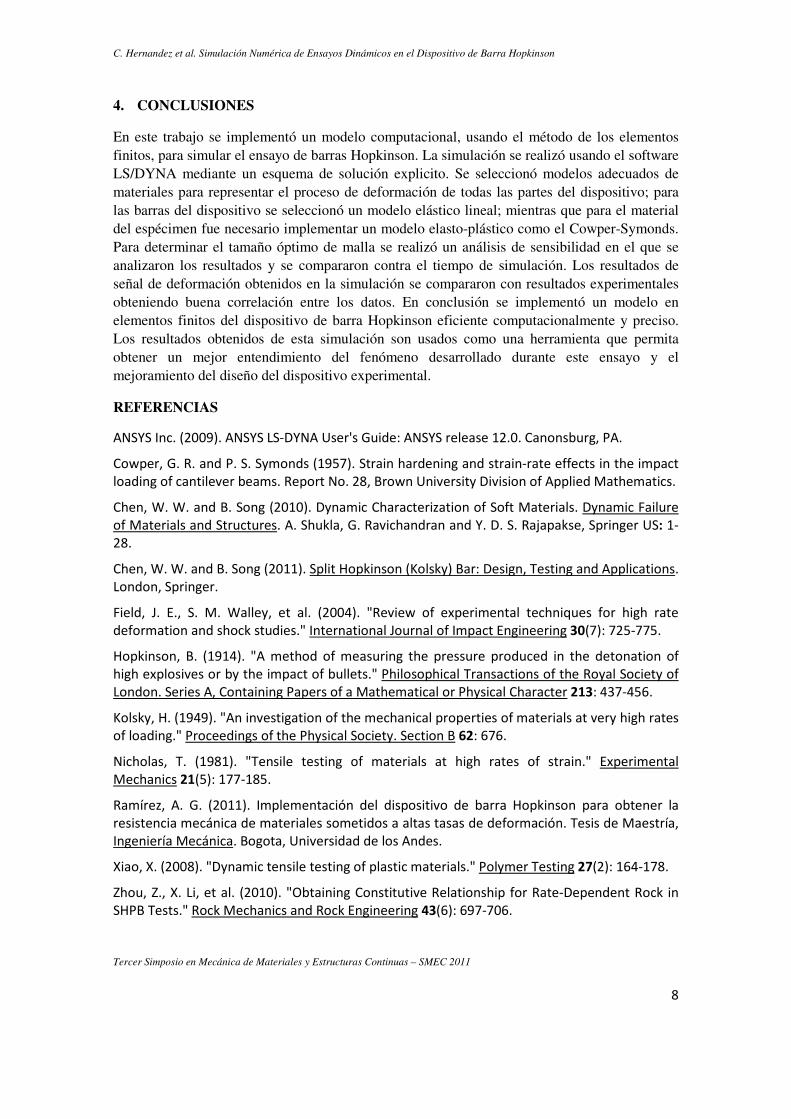
C. Hernandez et al. Simulación Numérica de Ensayos Dinámicos en el Dispositivo de Barra Hopkinson
Tercer Simposio en Mecánica de Materiales y Estructuras Continuas – SMEC 2011
8
4. CONCLUSIONES
En este trabajo se implementó un modelo computacional, usando el método de los elementos finitos, para simular el ensayo de barras Hopkinson. La simulación se realizó usando el software LS/DYNA mediante un esquema de solución explicito. Se seleccionó modelos adecuados de materiales para representar el proceso de deformación de todas las partes del dispositivo; para las barras del dispositivo se seleccionó un modelo elástico lineal; mientras que para el material del espécimen fue necesario implementar un modelo elasto-plástico como el Cowper-Symonds. Para determinar el tamaño óptimo de malla se realizó un análisis de sensibilidad en el que se analizaron los resultados y se compararon contra el tiempo de simulación. Los resultados de señal de deformación obtenidos en la simulación se compararon con resultados experimentales obteniendo buena correlación entre los datos. En conclusión se implementó un modelo en elementos finitos del dispositivo de barra Hopkinson eficiente computacionalmente y preciso. Los resultados obtenidos de esta simulación son usados como una herramienta que permita obtener un mejor entendimiento del fenómeno desarrollado durante este ensayo y el mejoramiento del diseño del dispositivo experimental.
REFERENCIAS
ANSYS Inc. (2009). ANSYS LS-DYNA User's Guide: ANSYS release 12.0. Canonsburg, PA.
Cowper, G. R. and P. S. Symonds (1957). Strain hardening and strain-rate effects in the impact
loading of cantilever beams. Report No. 28, Brown University Division of Applied Mathematics.
Chen, W. W. and B. Song (2010). Dynamic Characterization of Soft Materials. Dynamic Failure
of Materials and Structures. A. Shukla, G. Ravichandran and Y. D. S. Rajapakse, Springer US: 1-
28.
Chen, W. W. and B. Song (2011). Split Hopkinson (Kolsky) Bar: Design, Testing and Applications.
London, Springer.
Field, J. E., S. M. Walley, et al. (2004). "Review of experimental techniques for high rate
deformation and shock studies." International Journal of Impact Engineering 30(7): 725-775.
Hopkinson, B. (1914). "A method of measuring the pressure produced in the detonation of
high explosives or by the impact of bullets." Philosophical Transactions of the Royal Society of
London. Series A, Containing Papers of a Mathematical or Physical Character 213: 437-456.
Kolsky, H. (1949). "An investigation of the mechanical properties of materials at very high rates
of loading." Proceedings of the Physical Society. Section B 62: 676.
Nicholas, T. (1981). "Tensile testing of materials at high rates of strain." Experimental
Mechanics 21(5): 177-185.
Ramírez, A. G. (2011). Implementación del dispositivo de barra Hopkinson para obtener la
resistencia mecánica de materiales sometidos a altas tasas de deformación. Tesis de Maestría,
Ingeniería Mecánica. Bogota, Universidad de los Andes.
Xiao, X. (2008). "Dynamic tensile testing of plastic materials." Polymer Testing 27(2): 164-178.
Zhou, Z., X. Li, et al. (2010). "Obtaining Constitutive Relationship for Rate-Dependent Rock in
SHPB Tests." Rock Mechanics and Rock Engineering 43(6): 697-706.

M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
1
Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
M.F. Buchely1, A. Maranon2 Grupo de Integridad Estructural GIE. Departamento de Ingeniería Mecánica
Universidad de los Andes, Colombia
Resumen
El impacto de cilindros a altas velocidades es un tema ampliamente estudiado dado que permite determinar los efectos del cilindro sobre la penetración en placas. Diferentes modelos analíticos han sido planteados para modelar el comportamiento de los cilindros de impacto. Una simplificación importante es estudiar el efecto del cilindro sobre una superficie rígida para caracterizar el material del cilindro. Adicionalmente, dependiendo de la velocidad impacto, se pueden plantear dos modelos de deformación y erosión diferentes. En el presente artículo se plantea un modelo analítico de cilindros compuestos de dos materiales metálicos diferentes. Los modelos se simplifican asumiendo comportamientos de materiales rígido-perfectamente plástico. Adicionalmente, se realizan modelos computacionales por elementos finitos, utilizando un solucionador explicito lagrangiano; de esta forma se puede comparar y comprobar el desempeño del modelo analítico. Las variables comparadas son el cambio de velocidad y el cambio de longitud del cilindro. Se obtienen buenas aproximaciones a partir del modelo analítico con tiempos de procesamientos muy inferiores a los alcanzados con los modelos computacionales.
Palabras claves: Impacto a altas velocidades, Modelación por elementos finitos.
NOMENCLATURA
β: Velocidad crítica del material ρ: Densidad del material A: Área transversal de cilindro c: Velocidad de frente de onda plástico dentro
del cilindro e: Deformación de ingeniería del material h: Longitud deformada de cilindro impactando
a velocidad por debajo de la velocidad crítica
l: Longitud de cilindro
v: Velocidad de cilindro x: Longitud no deformada de cilindro
impactando a velocidad por debajo de la velocidad crítica
Y: Resistencia a la fluencia dinámica del material Sufijos
0: Condición inicial a: Cilindro A b: Cilindro B
1 INTRODUCCION
Cuando un cilindro impacta perpendicularmente con una superficie rígida, se generan esfuerzos dentro del cilindro, los cuales se mueven como una onda elástica seguida de una onda plástica, si los esfuerzos superan el límite elástico. Cuando la onda elástica llega al extremo libre del cilindro, se refleja con la misma intensidad hasta que interactúa con la onda plástica, generando

M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
2
una nueva secuencia de ondas elásticas y plásticas [1]. Éste movimiento de múltiples esfuerzos genera la desaceleración del proyectil. Entonces, la desaceleración depende de la resistencia del material, entre mayor la resistencia, más rápida la desaceleración para una velocidad de impacto específica [2].
Taylor [1] aproximó este comportamiento complejo a una situación unidimensional en donde los efectos de movimiento radial son despreciados [3], y la resistencia del material puede asumirse constante (esfuerzo dinámico de fluencia) que es generalmente más alto que el esfuerzo cuasi-estático del material [4]. Sin embargo esta teoría es débil para cilindros impactando a altas velocidades [5]. Posterior al avance de Taylor, otras teorías simples similares a las de Taylor se han desarrollado con el fin de obtener mayor confiabilidad en mayor rango de velocidades: Lee-Tupper [6] desarrollaron un modelo teniendo en cuenta el movimiento de las ondas dentro del cilindro y el endurecimiento del material, Hawkyard [4] aplicó balance de energía a la teoría clásica de Taylor. Jones [3; 7; 8] propone un modelo en tres fases de deformación del cilindro, en donde trata de integrar el modelo clásico de Taylor con nuevas consideraciones como: velocidad de la partícula del material, endurecimientos por deformación y cambios de área. Su modelo produce buenas aproximaciones para amplio rango de velocidades y amplia gama de materiales, sin embargo depende de realizar experimentación previa para conocer el valor de ciertas constantes necesarias para alimentar el modelo. Todas estas teorías predicen la desaceleración y forma final del cilindro (longitud y diámetro) a partir de las propiedades del material.
White [9] notó que los cilindros impactado sobre una superficie rígida se desintegran totalmente cuando la velocidad de impacto es muy alta, mientras que el mismo cilindro a velocidades bajas se deforma pero conserva su integridad. White, mostró que existe una velocidad crítica que separa estos dos comportamientos del material dependiendo de la velocidad de impacto. En la Figura 1 se observan estos dos comportamientos. En el primero, la velocidad de impacto genera un frente de onda a una velocidad c que se mueve a lo largo del cilindro, cambiando su geometría (área transversal). En el segundo caso, la velocidad de impacto es lo suficientemente grande como para ignorar el movimiento del frente de onda, lo que genera una desintegración del material. Para un material rígido-perfectamente plástico con una resistencia dinámica y densidad la velocidad crítica está dada por la ecuación (1).
2 Yβ
ρ= (1)
Cuando la velocidad de impacto es mayor que la velocidad crítica b bv β> , las ecuaciones de
conservación de masa y de momentum para el cilindro, están dadas por las ecuaciones (2). Para este caso el proyectil se desintegra y se nombra como Modo II de deformación.
dlb b
b b b b
dvv l Y
dt dtρ= − ∧ = − (2)

M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
3
Figura 1. Esquema de cilindro simple impactando una superficie rígida a diferentes velocidades: menor
(izq.) y mayor (der.) a la velocidad crítica.
Cuando b bv β< , la longitud del cilindro está dada por la ecuación de continuidad del sistema,
según la ecuación (3); mientras que para la parte del cilindro no deformada la conservación de masa y momentum están dadas por las ecuaciones (4).
b b b b bl x h donde dh dt c= + = (3)
( )b bb b b b b
dx dvv c x Y
dt dtρ= − + ∧ = − (4)
Alrededor de la onda plástica hay una condición de salto que puede expresarse mediante las ecuaciones de conservación de masa y momentum del frente de onda, según las ecuaciones (5). Para este caso, el proyectil se deforma pero conserva la integridad estructural; se nombra a este modo de deformación como Modo I.
( ) ( ) ( )0 0 0b b b b b b b b b bA v c A c A v c v Y A Aρ+ = ∧ + = + (5)
La condición de salto implica una condición inicial para modelar el sistema. Según Taylor [1] para un material rígido-perfectamente plástico, la condición inicial esta dado por la relación (9).
2 20 0
0 00
11
b b
b b
e vdonde e A A
e Y
ρ= = −
− (6)
En algunas aplicaciones de impacto a altas velocidades, los cilindros de impacto se componen de dos o más materiales, los cuales se pueden modelar como dos cilindros conjuntos, como se muestra en la Figura 2. En el presente trabajo, se plantea un modelo analítico para trabajar con este tipo de cilindros compuestos, utilizando los modelos clásicos de cilindros simples y el

M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
4
concepto de velocidad crítica planteado por White. El comportamiento de los materiales utilizados para el modelo se simplifica a rígido-perfectamente plásticos. Adicionalmente, para el presente modelo se limita configuraciones de cilindros compuestos cuyo material frontal (cilindro a) sea más resistente que el material trasero (cilindro b), esto es a bY Y> .
Figura 2. Cilindro compuesto impactando superficie rígida.
2 PLANTEAMIENTO DEL MODELO
Para plantear el modelo de cilindro compuesto, se tiene en cuenta que los materiales componentes poseen una velocidad crítica dada por la Ecuación (1); por lo tanto, cada material se encuentra en un modo de deformación diferente en cada instante y que hay que analizar por separado.
Para cilindro "a" con a av β> ; las ecuaciones de conservación de masa y momentum, están
dadas por :
dla a
a a a a b
dvv l Y Y
dt dtρ= − ∧ = − + (7)
Para cilindro "a" con a av β< las ecuaciones de continuidad, conservación de masa y
momentum y condiciones de salto, están dadas por:
a a a a al x h donde dh dt c= + = (8)
( )a aa a a a a b
dx dvv c x Y Y
dt dtρ= − + ∧ = − + (9)
( ) ( ) ( )0 0 0a a a a a a a a a aA v c A c A v c v Y A Aρ+ = ∧ + = + (10)
M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
5
La condición inicial para el evento es:
2 20 0
01a a
a a
e v
e Y
ρ=
− (11)
Para simplificar el modelo, se asume que el material del cilindro "b" tiene una resistencia dinámica más baja que la de "a", así: a bY Y> . Por lo tanto, se asume que el cilindro "b" siempre
permanece en contacto con el cilindro "a" y además "b" siempre se estará desintegrando mientras el cilindro "a" esté en movimiento. Así, las ecuaciones de conservación de masa y momentum para el cilindro B están dadas por:
dlb b
a b b b b
dvv v l Y
dt dtρ= − ∧ = − (12)
Cuando el cilindro "a" se haya desacelerado completamente, el cilindro "b" se modela como un cilindro simple dependiendo de su velocidad instantánea y la velocidad crítica del material; si
b bv β< , aplican las ecuaciones (2) y si b bv β> , aplican las ecuaciones (3) a (6).
3 IMPLEMENTACIÓN DEL MODELO Y COMPARACIÓN
Para implementar el modelo teórico, se realiza la programación de todas las ecuaciones diferenciales involucradas en el fenómeno, mediante el software SIMULINK de MatLab. Se utiliza un solucionador numérico Runge-Kutta 4 con pasos de integración de 1E-9 s. En la Figura 3 se observa el algoritmo utilizado para la secuencia de manipulación de las ecuaciones según el caso específico de deformación en cada cilindro.
Para la validación del modelo, se realizan simulaciones por elementos finitos mediante el software explícito AutoDyn utilizando un solucionador lagrangiano. Los modelos constitutivos de los materiales se extraen de las librerías de materiales del software.
4 CALIBRACIÓN DEL MODELO
Las propiedades de materiales necesarias para el modelo son la resistencia dinámica del material (Y) y la densidad (ρ). Aunque la densidad es una propiedad ampliamente conocida y puede asumirse como constante para un amplio rango de tasas de deformación, la resistencia dinámica del material es un parámetro que puede ser muy sensible a la tasa de deformación (velocidad de impacto) del fenómeno. En variada bibliografía pueden obtenerse valores aproximados para ciertas condiciones experimentales, sin embargo es necesario seleccionar unos valores adecuados para los materiales que se van a modelar. Por tal motivo, para calibrar un valor apropiado, se realizan simulaciones por elementos finitos a través del software explicito AUTODYN, correspondientes a cilindros simples impactado contra superficies rígidas y se comparan con el modelo teórico para cilindro simple que se plantea con las ecuaciones (2) a (6). Entonces, se comparan los cambios de longitud de los cilindros simples de 24mm de longitud inicial y 7.64 mm de diámetro para diferentes velocidades iniciales, comparando las simulaciones y el modelo teórico para los materiales Plomo y Acero 4340, y utilizando un
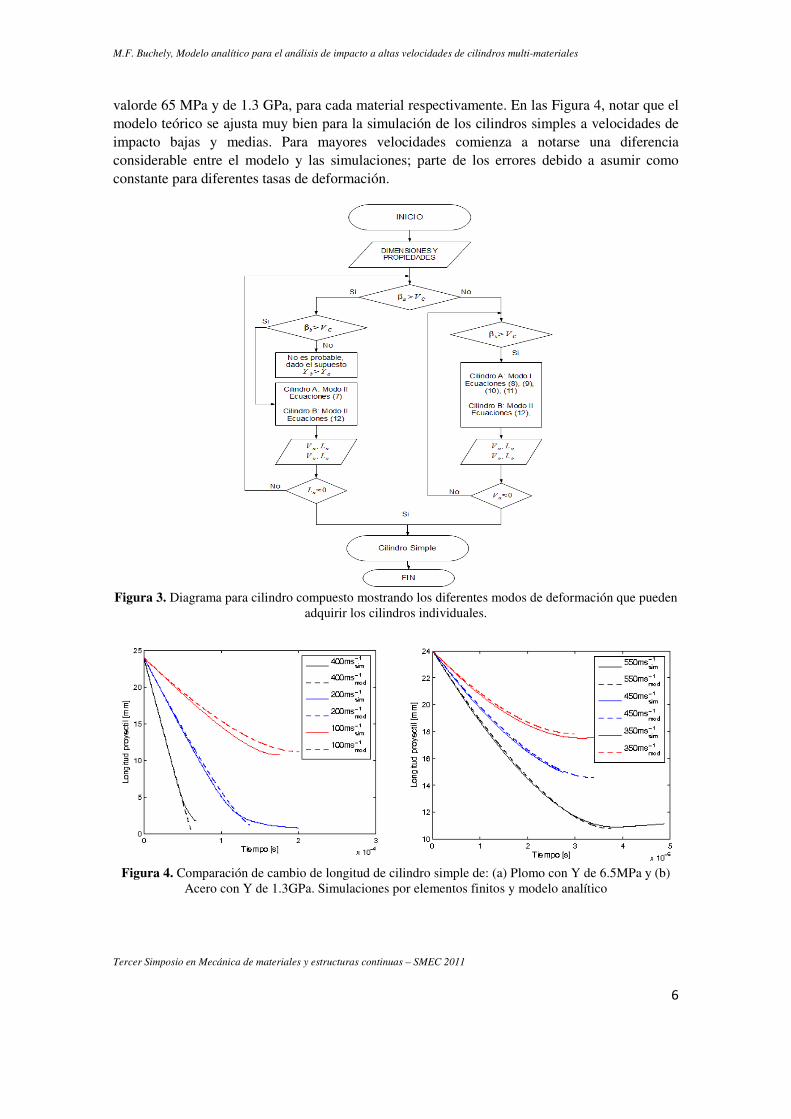
M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
6
valorde 65 MPa y de 1.3 GPa, para cada material respectivamente. En las Figura 4, notar que el modelo teórico se ajusta muy bien para la simulación de los cilindros simples a velocidades de impacto bajas y medias. Para mayores velocidades comienza a notarse una diferencia considerable entre el modelo y las simulaciones; parte de los errores debido a asumir como constante para diferentes tasas de deformación.
Figura 3. Diagrama para cilindro compuesto mostrando los diferentes modos de deformación que pueden
adquirir los cilindros individuales.
Figura 4. Comparación de cambio de longitud de cilindro simple de: (a) Plomo con Y de 6.5MPa y (b)
Acero con Y de 1.3GPa. Simulaciones por elementos finitos y modelo analítico
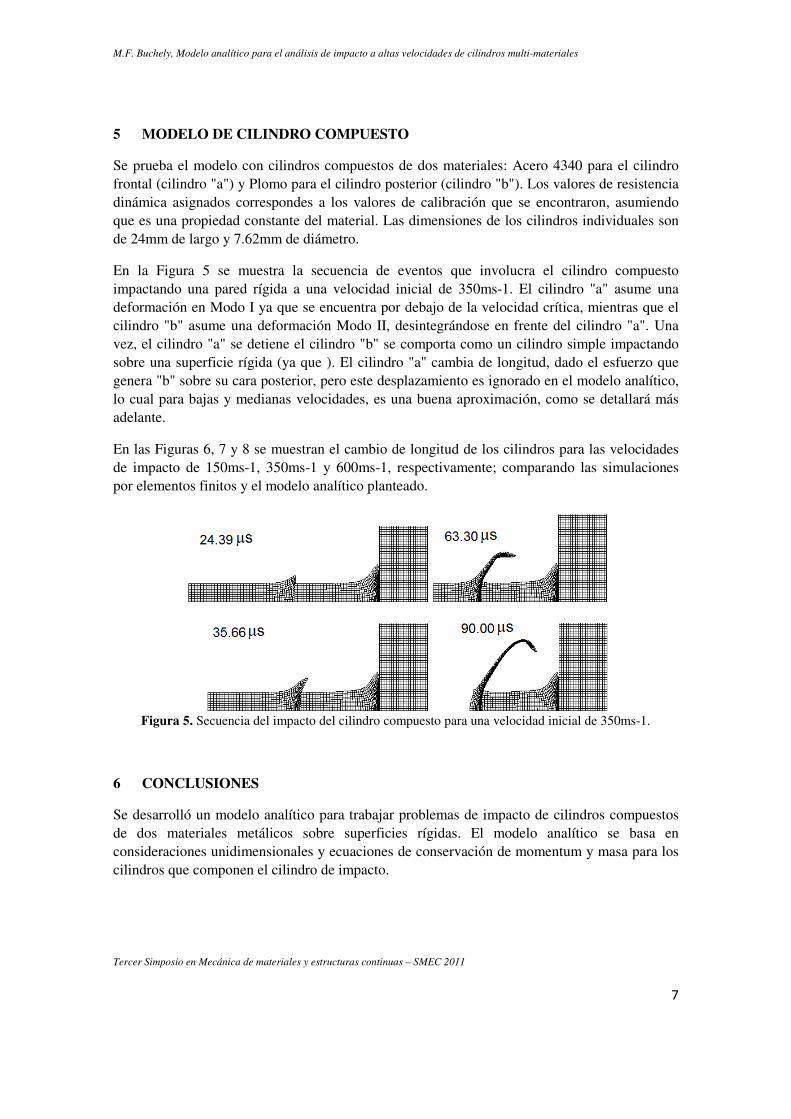
M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
7
5 MODELO DE CILINDRO COMPUESTO
Se prueba el modelo con cilindros compuestos de dos materiales: Acero 4340 para el cilindro frontal (cilindro "a") y Plomo para el cilindro posterior (cilindro "b"). Los valores de resistencia dinámica asignados correspondes a los valores de calibración que se encontraron, asumiendo que es una propiedad constante del material. Las dimensiones de los cilindros individuales son de 24mm de largo y 7.62mm de diámetro.
En la Figura 5 se muestra la secuencia de eventos que involucra el cilindro compuesto impactando una pared rígida a una velocidad inicial de 350ms-1. El cilindro "a" asume una deformación en Modo I ya que se encuentra por debajo de la velocidad crítica, mientras que el cilindro "b" asume una deformación Modo II, desintegrándose en frente del cilindro "a". Una vez, el cilindro "a" se detiene el cilindro "b" se comporta como un cilindro simple impactando sobre una superficie rígida (ya que ). El cilindro "a" cambia de longitud, dado el esfuerzo que genera "b" sobre su cara posterior, pero este desplazamiento es ignorado en el modelo analítico, lo cual para bajas y medianas velocidades, es una buena aproximación, como se detallará más adelante.
En las Figuras 6, 7 y 8 se muestran el cambio de longitud de los cilindros para las velocidades de impacto de 150ms-1, 350ms-1 y 600ms-1, respectivamente; comparando las simulaciones por elementos finitos y el modelo analítico planteado.
Figura 5. Secuencia del impacto del cilindro compuesto para una velocidad inicial de 350ms-1.
6 CONCLUSIONES
Se desarrolló un modelo analítico para trabajar problemas de impacto de cilindros compuestos de dos materiales metálicos sobre superficies rígidas. El modelo analítico se basa en consideraciones unidimensionales y ecuaciones de conservación de momentum y masa para los cilindros que componen el cilindro de impacto.
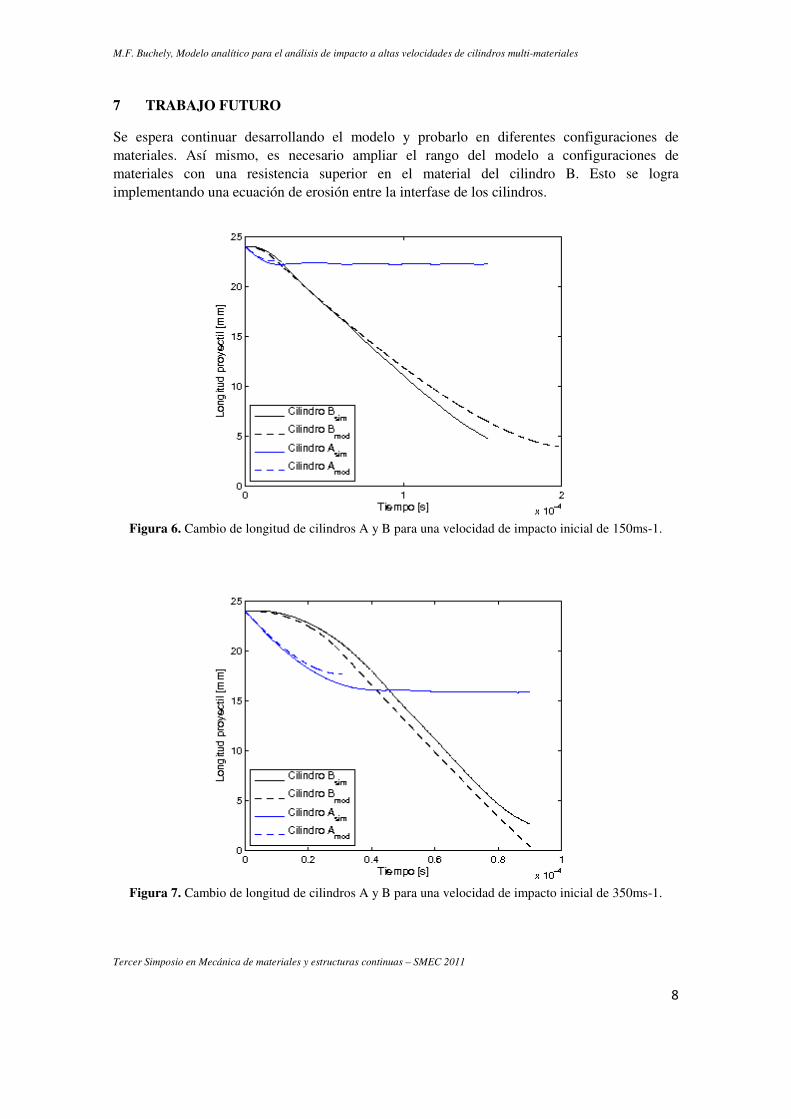
M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
8
7 TRABAJO FUTURO
Se espera continuar desarrollando el modelo y probarlo en diferentes configuraciones de materiales. Así mismo, es necesario ampliar el rango del modelo a configuraciones de materiales con una resistencia superior en el material del cilindro B. Esto se logra implementando una ecuación de erosión entre la interfase de los cilindros.
Figura 6. Cambio de longitud de cilindros A y B para una velocidad de impacto inicial de 150ms-1.
Figura 7. Cambio de longitud de cilindros A y B para una velocidad de impacto inicial de 350ms-1.
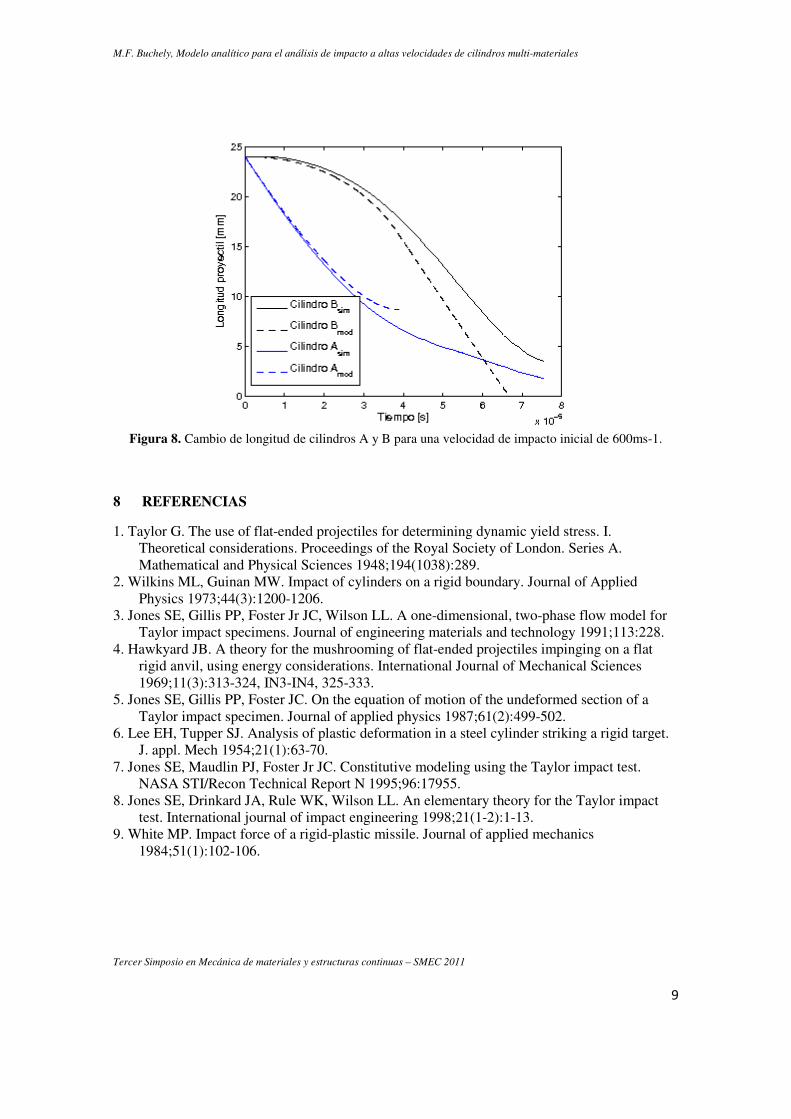
M.F. Buchely, Modelo analítico para el análisis de impacto a altas velocidades de cilindros multi-materiales
Tercer Simposio en Mecánica de materiales y estructuras continuas – SMEC 2011
9
Figura 8. Cambio de longitud de cilindros A y B para una velocidad de impacto inicial de 600ms-1.
8 REFERENCIAS
1. Taylor G. The use of flat-ended projectiles for determining dynamic yield stress. I. Theoretical considerations. Proceedings of the Royal Society of London. Series A. Mathematical and Physical Sciences 1948;194(1038):289.
2. Wilkins ML, Guinan MW. Impact of cylinders on a rigid boundary. Journal of Applied Physics 1973;44(3):1200-1206.
3. Jones SE, Gillis PP, Foster Jr JC, Wilson LL. A one-dimensional, two-phase flow model for Taylor impact specimens. Journal of engineering materials and technology 1991;113:228.
4. Hawkyard JB. A theory for the mushrooming of flat-ended projectiles impinging on a flat rigid anvil, using energy considerations. International Journal of Mechanical Sciences 1969;11(3):313-324, IN3-IN4, 325-333.
5. Jones SE, Gillis PP, Foster JC. On the equation of motion of the undeformed section of a Taylor impact specimen. Journal of applied physics 1987;61(2):499-502.
6. Lee EH, Tupper SJ. Analysis of plastic deformation in a steel cylinder striking a rigid target. J. appl. Mech 1954;21(1):63-70.
7. Jones SE, Maudlin PJ, Foster Jr JC. Constitutive modeling using the Taylor impact test. NASA STI/Recon Technical Report N 1995;96:17955.
8. Jones SE, Drinkard JA, Rule WK, Wilson LL. An elementary theory for the Taylor impact test. International journal of impact engineering 1998;21(1-2):1-13.
9. White MP. Impact force of a rigid-plastic missile. Journal of applied mechanics 1984;51(1):102-106.

Evaluación de Algunos Modelos Constitutivos para el Comportamiento de un Adhesivo a Base de
Poliuretano
J.C. Prieto1, J.P. Casas2. Departamento de Ingeniería Mecánica
Universidad de los Andes, Colombia
Resumen
El objetivo de este trabajo es el estudiar modelos constitutivos de materiales que estén en capacidad incluir efectos de humedad y temperatura para un material polimérico. Con el fin de poder cumplir este objetivo, se realizaron pruebas a tensión en un adhesivo a base de poliuretano del cual se identificaron los cambios en sus propiedades mecánicas durante variaciones de humedad, temperatura y tiempo. El acondicionamiento del material se realizó a tres diferentes ambientes, un grupo de probetas en un horno de convección a 70ºC, otro grupo de probetas sumergidas en agua a 23ºC y otro en agua a 70ºC, realizando pruebas de tensión a diferentes periodos de acondicionamiento. Resultados experimentales arrojaron, que el adhesivo sujeto a estudio es susceptible a la cambio en sus propiedades mecánicas en el acondicionamiento en agua, evidencia de esto es el hecho que el material aumenta su deformación a la ruptura y a la vez disminuye su esfuerzo último, el anterior comportamiento es atribuido al aumento de la cantidad de contenido amorfo dentro del material y adicionalmente del debilitamiento de la unión entre la parte amorfa y semi-cristalina del material. Mediante la técnica de ajuste a curvas, se encontraron las constantes de algunos modelos constitutivos que son útiles para evaluar el comportamiento del adhesivo estudiado a futuro por medio de herramientas computacionales como son los elementos finitos.
Palabras Clave: Adhesivos, comportamiento esfuerzo-deformación, degradación, elastómero de poliuretano termoestable, humedad, modelo constitutivo.
Abstract
The aim of this work is to study different constitutive materials model in order to include effects of moisture and temperature in a polymeric material model. A polyurethane adhesive compound was used to characterize these changes. Aging of material were conducted at different conditions, first group was ageing in an oven to 70ºC, other group underwater to 23ºC and finally, under water to 70ºC; tensile tests were conducted at different periods of ageing. Experimental results shows that this material is highly affected by moisture, evidence of that, are the rise in rupture strain and diminution in rupture stress. Material properties changes are explained by the increases in the amorphous content of the adhesive and weakness between semi-crystalline interphase and the amorphous regions on the material. Curve fitting technique was carrying out to some constitutive materials models finding their constant at some environmental conditions.
Keywords: adhesive, stress-strain behavior, degradation, thermoplastic polyurethane elastomer, moisture, constitutive model.
.
1 INTRODUCCIÓN
Los adhesivos presentan ventajas y desventajas contra formas de unión tradicionales, entre sus desventajas se pueden nombrar: una unión adhesivas no pueden ser evaluada visualmente (a menos que esta sea transparente), cuidadosa preparación de las superficies a adherir, las propiedades máximas del adhesivo se obtienen con largos tiempos de curado, algunos adhesivos soportan altas temperaturas pero su costo es elevado, la vida de servicio depende de las condiciones ambientales. Entre las ventajas que hacen interesantes los adhesivos se encuentran: distribución uniforme de esfuerzos, capacidad de unión entre diferentes materiales, minimización o prevención de corrosión electrolítica entre materiales, uniones con contornos suaves, aislamiento de transferencia de calor y conductancia eléctrica (en algunos casos los adhesivos son diseñados para proveer esta conductancia), reducción de vibraciones y absorción de choques, alta relación resistencia/peso, uniones rápidas y/o económicas de realizar comparadas con uniones rápidas tradicionales (Ebnesajjad, 2008).
1.1 Poliuretano y adhesivos
El poliuretano como materia básica es muy versátil para la producción de adhesivos, debido a que al variar la reacción de obtención del poliuretano se puede dar como resultado diferentes tipos de adhesivo. Entre las múltiples tipos que se pueden desarrollar son los adhesivos de dos componentes rígidos y elásticos, de un componente con curado de humedad, libres de solventes, con solventes y elásticos (Strobech, 1990).
El poliuretano es un polímero que se caracteriza porque su microestructura está compuesta de dos segmentos uno suave y otro duro, por lo cual se puede pensar que el poliuretano es una matriz amorfa suave con inclusiones de segmentos duros (Qi, 2005). El segmento duro es generalmente caracterizado como un arreglo semi-cristalino el cual da propiedades de rigidez así como provee entrecruzamiento físico por lo cual refuerza la matriz suave del polímero. La parte suave del poliuretano es la responsable de las propiedades elásticas del material, la parte en la estructura encargada de dar las propiedades mecánicas del poliuretano es la interfase entre las la parte suave y dura del material, además de la cantidad de entrecruzamientos presentes en el material (Oprea & Oprea, 2002), (Christenson, Anderson, Hiltner, & Baer, 2005).
1.2 Modelos constitutivos
Dadas las ventajas de los adhesivos, muchas investigaciones se enfocan al estudio de estos. Algunos investigadores han desarrollado modelos constitutivos (relación matemática de propiedades físicas que modelan el comportamiento de un material), con el fin de predecir la forma como la temperatura y el tiempo afectan los adhesivos (Pawel & Janusz, 2009), o como los factores ambientales degradan sus propiedades y a su vez como la interacción de estos fenómenos potencia el daño causado por cada uno de estos (Yanga, Vangb, Tallmana, & Bierwa, 2001). El desarrollo de modelos constitutivos está en continuo desarrollo, algunos autores dividen la evolución de estos en tres épocas: fundamentos (1940-1970), aparición de métodos numéricos (1970-1990) y nuevos retos (1990-presente) (Verron, 2008).
Continuamente los investigadores siguen desarrollando modelos constitutivos que traten de incluir comportamientos típicos de cada uno de los materiales, específicamente para materiales poliméricos, los modelos constitutivos deben de incluir uno o algunos de los siguientes comportamientos: predecir largas deformaciones, incluir no linealidades, presentar dependencia respecto al tiempo y tasas de deformación, predicción de histéresis, entre otros (Qi, 2005). Diferentes formulaciones de modelos constitutivos han sido desarrolladas por investigadores, sin embargo actualmente los modelos más populares son aquellos que son posibles de ser implementados en programas de elementos finitos (Ali, Hosseini, & Sahari, 2010).
Entre los diferentes modelos usados los más populares son, el modelo de Yeoh el cual es usado para describir la hiperelasticidad en compuestos de caucho debido a que se aplica a un amplio rango de deformación, el modelo de Arruda-Boyce es usado para predecir pequeñas y grandes

deformaciones, estos modelos pueden predecir el comportamiento de otros modos de deformación de manera aproximadamente exacta con los datos de una solo prueba mecánica. El modelo de Ogden que es un modelo usado ampliamente en programas de elementos finitos, además es un modelo que sirve para caracterizar grandes deformaciones en un material (Ali, Hosseini, & Sahari, 2010).
El modelo de Ogden es descrito en la Ec. (1), J es el Jacobiano, λ está definido como la razón entre la longitud final sobre la longitud inicial del material, = J/λ, las constantes µi y αi describen el comportamiento a cortante del material. Las Ec. (2) y Ec. (3) son los modelos para el modelo de Yeoh y Arruda-Boyce respectivamente, en estas ecuaciones =
+ +
, donde λi es la elongación en cada una de las direcciones principales, Cio representa el cortante del material, Di la compresibilidad del material y λm la elongación de aseguramiento la cual es cuando en la curva esfuerzo deformación se presenta un cambio ascendente súbito (Ali, Hosseini, & Sahari, 2010).
( ) ( )2
2
1 2 30 1
2 1-3 -1= =
+ += +∑ ∑i i ii
i
N N i
eli i i
U JD
α α αµλ λ λ
α (1)
( ) ( )0
3 32
11 1
13 -1
= =
−= +∑ ∑i
i
i
eli i i
IU C JD
(2)
( ) ( )25
12 21
-113
2−=
−= + −
∑ i i i eleli
i m
IJC
U Ln JD
µλ
(3)
Si bien existen numerosos modelos constitutivos, en la presente investigación se busca evaluar algunos modelos que caractericen y modelen el comportamiento mecánico de un adhesivo estructural a base de poliuretano antes y después de ser acondicionado a diferentes condiciones de humedad y temperatura, con esto se espera poder encontrar un modelo para poder predecir de forma eficaz la duración y comportamiento mecánico del adhesivo cuando sea expuesto a diferentes condiciones de uso.
1.3 Absorción de agua
Uno de los fenómenos con mayor importancia en la degradación de polímeros, y por defecto también en adhesivos, es la absorción de humedad, este puede ser caracterizado por un modelo de absorción Fickiano o no Fickiano. Cuando la tasa de difusión de humedad en el material es mayor que la tasa de relajación un modelo Fickiano se ajusta mejor al fenómeno de absorción, si por el contrario la relajación del material influye en la absorción de humedad un modelo no Fickiano se ajusta mejor a estos datos. (Loh, Crocombe, Abdel Wahab, & Ashcroft, 2005)
Un modelo Fickiano asume que el flujo de humedad es directamente proporcional al gradiente de concentración en el material, esta teoría de difusión está basada en la teoría de conductividad de calor de Fourier. En este modelo se asume que la difusión del agua es debido al gradiente de concentración en el material. Según la primera ley de Fick la tasa de masa transferida del medio al material es proporcional al gradiente de concentración multiplicada por una constante propia de cada material (D):
∂= −
∂
CF D
x (4)
Con esto la conservación de la masa del fenómeno de difusión se conoce como la segunda ley de Fick y es descrita en forma general de la forma:
∂ ∂ ∂=
∂ ∂ ∂
C CD
t x x (5)

La solución de la ecuación (5) depende de las condiciones de frontera del objeto de difusión a analizar (Vesely, 2008).La solución de la segunda ley de Fick para una placa de espesor 2l es dada por:
( ) ( )2 2 22 1 / 4
0
14 (2 1)1 cos
2 1 2
∞
− +
∞
=
− += − ×
+
∑n
D n t l
t
n
nC e C
n l
π
π (6)
Donde Ct es la concentración de humedad en cualquier intervalo t, C∞ es la concentración de saturación del material, D es el coeficiente de difusión en la coordenada espacial x. Esta solución se integra para encontrar la cantidad de masa absorbida por el material (Mt) en un tiempo t, dando como resultado:
( )( )2 2 2
2 1 / 4
220
8 11
2 1
∞
− +
∞
=
= − ×+
∑ D n t l
t
n
M e Mn
π
π (7)
Donde M∞ es la cantidad de masa de saturación. Si bien este modelo se ajusta a un comportamiento Fickiano, también existe comportamiento del tipo no Fickiano, uno de los modelos más utilizados es el modelo fickiano dual, en este modelo se asume que dos mecanismos del tipo Fickiano trabajan en paralelo de esta forma la masa absorbida en el material es dado por:
( )( )
( )( )2 22 2 2 2
1 22 1 / 4 2 1 / 4
1 22 22 20 0
8 1 8 11 1
2 1 2 1
∞ ∞− + − +
∞ ∞
= =
= − × + − ×+ +
∑ ∑D n t l D n t l
t
n n
M e M e Mn n
π π
π π (8)
Donde M1∞ y M2∞ son fracciones de la masa de saturación total M∞, este fenómeno se caracteriza por tener un cambio en la tasa de absorción de material cuando alcanza la primera fracción de saturación (M1∞) (Mubashar, Ashcroft, Critchlow, & Crocombe, 2009)
2 MATERIALES Y MÉTODOS
2.1 Materiales
El material usado en el estudio corresponde a un adhesivo a base de poliuretano con terminaciones de silano, siendo uno de sus ingredientes el Trimetoxivinilsilano. La presentación física del adhesivo, anterior al proceso de curado (proceso donde el adhesivo adquiere el máximo de sus propiedades mecánicas), es de un líquido viscoso de color blanco con una densidad de aproximadamente 1.45 g/cm3. El curado del adhesivo requiere la presencia de humedad en el ambiente; el tiempo de formación de piel en el adhesivo es de aproximadamente 20 minutos y el curado total del adhesivo depende del espesor del adhesivo aplicado. La formación de piel en un adhesivo se refiere al tiempo en el cual después de aplicado el adhesivo al estar en contacto con otro material ajeno a la unión donde se aplicó el material no se adhiere, sin embargo esta curada solo superficialmente.
Debido a la forma de suministro y las propiedades adhesivas del material el estudio de las propiedades del material se llevó a cabo en probetas de tensión de acuerdo a la norma ASTM D412. La fabricación de las probetas de adhesivo se realizó en moldes de polietileno de alta densidad, el adhesivo se aplicó sobre el molde y distribuido de manera uniforme con la ayuda de una espátula, posterior al curado total del material las probetas se retiran del molde.
2.2 Métodos de acondicionamiento
El material posterior a ser moldeado en forma de probetas de tensión fue acondicionado en tres ambientes diferentes, el primero en un horno de convección a 70°C, el segundo
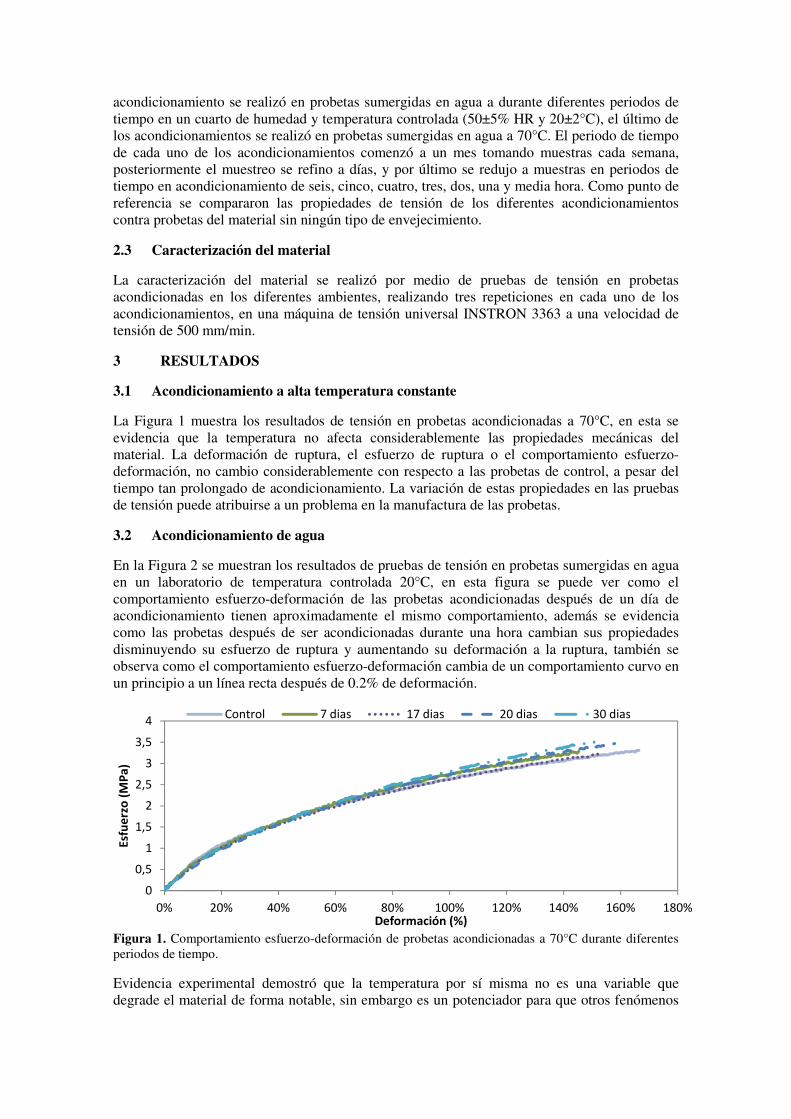
acondicionamiento se realizó en probetas sumergidas en agua a durante diferentes periodos de tiempo en un cuarto de humedad y temperatura controlada (50±5% HR y 20±2°C), el último de los acondicionamientos se realizó en probetas sumergidas en agua a 70°C. El periodo de tiempo de cada uno de los acondicionamientos comenzó a un mes tomando muestras cada semana, posteriormente el muestreo se refino a días, y por último se redujo a muestras en periodos de tiempo en acondicionamiento de seis, cinco, cuatro, tres, dos, una y media hora. Como punto de referencia se compararon las propiedades de tensión de los diferentes acondicionamientos contra probetas del material sin ningún tipo de envejecimiento.
2.3 Caracterización del material
La caracterización del material se realizó por medio de pruebas de tensión en probetas acondicionadas en los diferentes ambientes, realizando tres repeticiones en cada uno de los acondicionamientos, en una máquina de tensión universal INSTRON 3363 a una velocidad de tensión de 500 mm/min.
3 RESULTADOS
3.1 Acondicionamiento a alta temperatura constante
La Figura 1 muestra los resultados de tensión en probetas acondicionadas a 70°C, en esta se evidencia que la temperatura no afecta considerablemente las propiedades mecánicas del material. La deformación de ruptura, el esfuerzo de ruptura o el comportamiento esfuerzo-deformación, no cambio considerablemente con respecto a las probetas de control, a pesar del tiempo tan prolongado de acondicionamiento. La variación de estas propiedades en las pruebas de tensión puede atribuirse a un problema en la manufactura de las probetas.
3.2 Acondicionamiento de agua
En la Figura 2 se muestran los resultados de pruebas de tensión en probetas sumergidas en agua en un laboratorio de temperatura controlada 20°C, en esta figura se puede ver como el comportamiento esfuerzo-deformación de las probetas acondicionadas después de un día de acondicionamiento tienen aproximadamente el mismo comportamiento, además se evidencia como las probetas después de ser acondicionadas durante una hora cambian sus propiedades disminuyendo su esfuerzo de ruptura y aumentando su deformación a la ruptura, también se observa como el comportamiento esfuerzo-deformación cambia de un comportamiento curvo en un principio a un línea recta después de 0.2% de deformación.
Figura 1. Comportamiento esfuerzo-deformación de probetas acondicionadas a 70°C durante diferentes periodos de tiempo.
Evidencia experimental demostró que la temperatura por sí misma no es una variable que degrade el material de forma notable, sin embargo es un potenciador para que otros fenómenos
0
0,5
1
1,5
2
2,5
3
3,5
4
0% 20% 40% 60% 80% 100% 120% 140% 160% 180%
Esf
ue
rzo
(M
Pa
)
Deformación (%)
Control 7 dias 17 dias 20 dias 30 dias
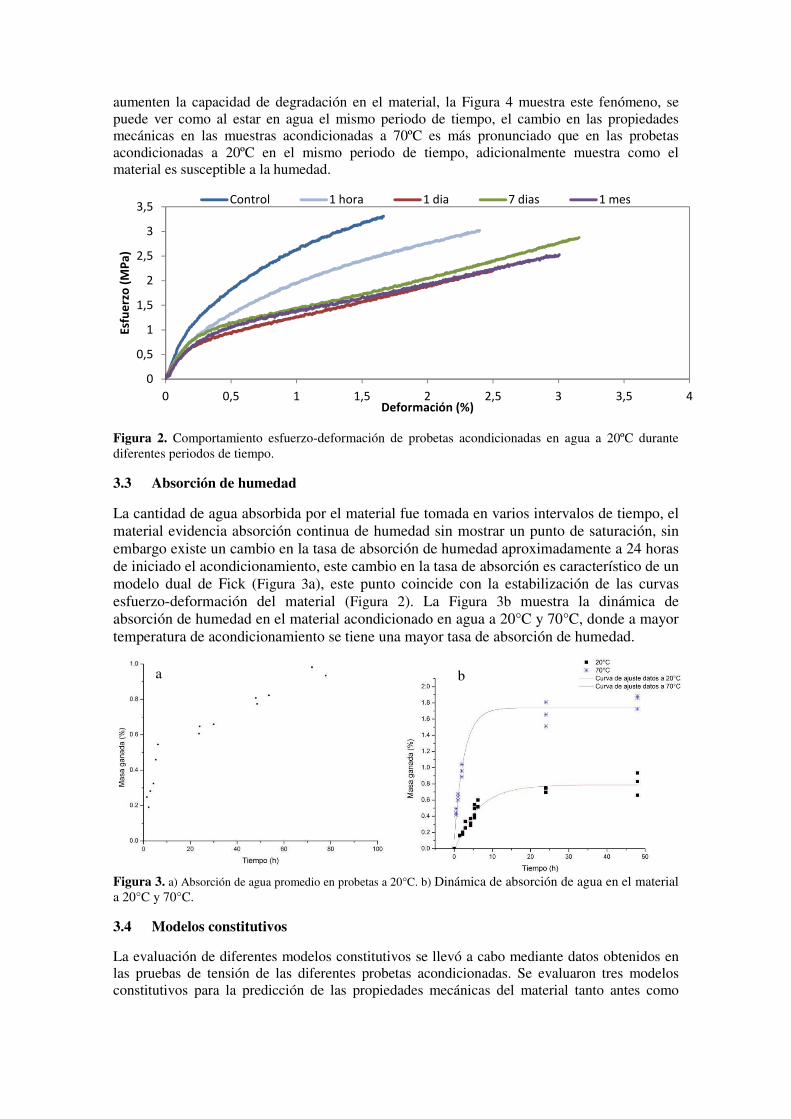
aumenten la capacidad de degradación en el material, la Figura 4 muestra este fenómeno, se puede ver como al estar en agua el mismo periodo de tiempo, el cambio en las propiedades mecánicas en las muestras acondicionadas a 70ºC es más pronunciado que en las probetas acondicionadas a 20ºC en el mismo periodo de tiempo, adicionalmente muestra como el material es susceptible a la humedad.
Figura 2. Comportamiento esfuerzo-deformación de probetas acondicionadas en agua a 20ºC durante diferentes periodos de tiempo.
3.3 Absorción de humedad
La cantidad de agua absorbida por el material fue tomada en varios intervalos de tiempo, el material evidencia absorción continua de humedad sin mostrar un punto de saturación, sin embargo existe un cambio en la tasa de absorción de humedad aproximadamente a 24 horas de iniciado el acondicionamiento, este cambio en la tasa de absorción es característico de un modelo dual de Fick (Figura 3a), este punto coincide con la estabilización de las curvas esfuerzo-deformación del material (Figura 2). La Figura 3b muestra la dinámica de absorción de humedad en el material acondicionado en agua a 20°C y 70°C, donde a mayor temperatura de acondicionamiento se tiene una mayor tasa de absorción de humedad.
Figura 3. a) Absorción de agua promedio en probetas a 20°C. b) Dinámica de absorción de agua en el material a 20°C y 70°C.
3.4 Modelos constitutivos
La evaluación de diferentes modelos constitutivos se llevó a cabo mediante datos obtenidos en las pruebas de tensión de las diferentes probetas acondicionadas. Se evaluaron tres modelos constitutivos para la predicción de las propiedades mecánicas del material tanto antes como
0
0,5
1
1,5
2
2,5
3
3,5
0 0,5 1 1,5 2 2,5 3 3,5 4
Esf
ue
rzo
(M
Pa
)
Deformación (%)
Control 1 hora 1 dia 7 dias 1 mes
a b
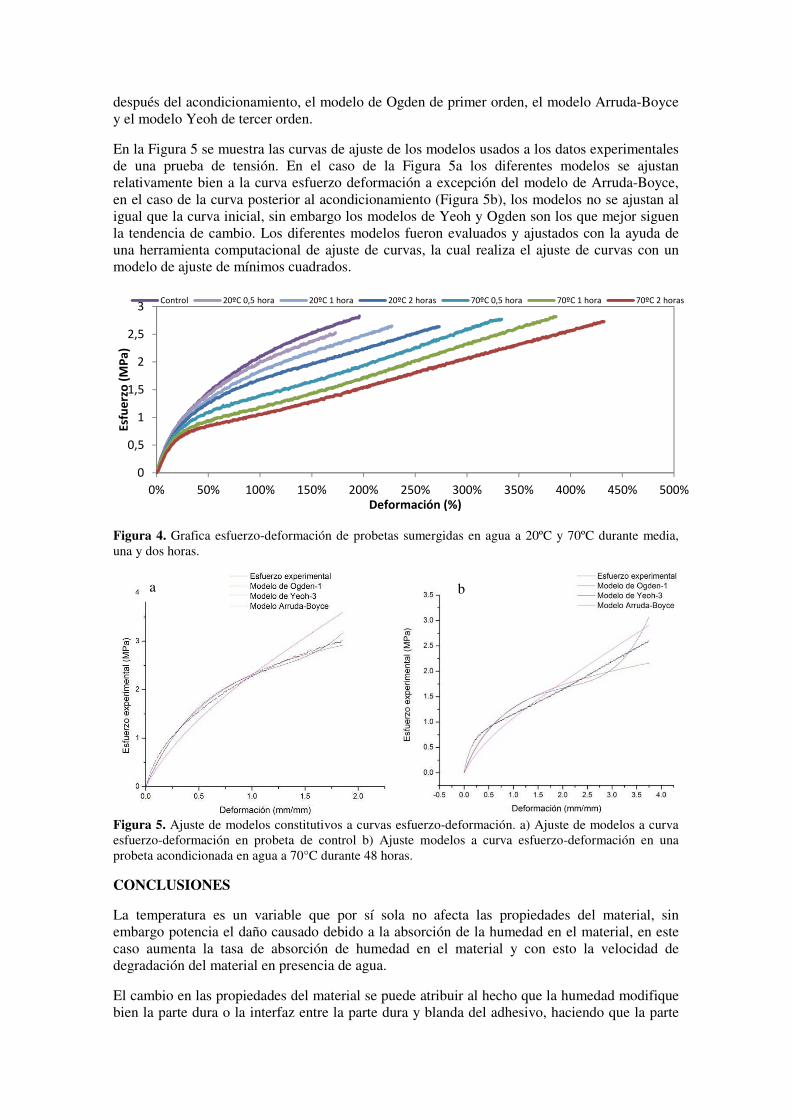
después del acondicionamiento, el modelo de Ogden de primer orden, el modelo Arruda-Boyce y el modelo Yeoh de tercer orden.
En la Figura 5 se muestra las curvas de ajuste de los modelos usados a los datos experimentales de una prueba de tensión. En el caso de la Figura 5a los diferentes modelos se ajustan relativamente bien a la curva esfuerzo deformación a excepción del modelo de Arruda-Boyce, en el caso de la curva posterior al acondicionamiento (Figura 5b), los modelos no se ajustan al igual que la curva inicial, sin embargo los modelos de Yeoh y Ogden son los que mejor siguen la tendencia de cambio. Los diferentes modelos fueron evaluados y ajustados con la ayuda de una herramienta computacional de ajuste de curvas, la cual realiza el ajuste de curvas con un modelo de ajuste de mínimos cuadrados.
Figura 4. Grafica esfuerzo-deformación de probetas sumergidas en agua a 20ºC y 70ºC durante media, una y dos horas.
Figura 5. Ajuste de modelos constitutivos a curvas esfuerzo-deformación. a) Ajuste de modelos a curva esfuerzo-deformación en probeta de control b) Ajuste modelos a curva esfuerzo-deformación en una probeta acondicionada en agua a 70°C durante 48 horas.
CONCLUSIONES
La temperatura es un variable que por sí sola no afecta las propiedades del material, sin embargo potencia el daño causado debido a la absorción de la humedad en el material, en este caso aumenta la tasa de absorción de humedad en el material y con esto la velocidad de degradación del material en presencia de agua.
El cambio en las propiedades del material se puede atribuir al hecho que la humedad modifique bien la parte dura o la interfaz entre la parte dura y blanda del adhesivo, haciendo que la parte
0
0,5
1
1,5
2
2,5
3
0% 50% 100% 150% 200% 250% 300% 350% 400% 450% 500%
Esf
ue
rzo
(M
Pa
)
Deformación (%)
Control 20ºC 0,5 hora 20ºC 1 hora 20ºC 2 horas 70ºC 0,5 hora 70ºC 1 hora 70ºC 2 horas
a b

amorfa del material contribuya más a las propiedades de elasticidad dando como resultado una disminución en la resistencia a la tensión y aumentando a su vez la deformación a la ruptura. Este fenómeno es atribuido al cambio en la estructura del material, la presencia de humedad en el interior del material puede resultar en el aumento de esfuerzos en la parte semicristalina del material y debilitamiento de las uniones entre las dos fases del material sin necesidad de cambiar el contenido de las fases en el interior del adhesivo.
El modelo de Ogden es uno el que mejor se adapta a la función esfuerzo-deformación antes y después del acondicionamiento, si bien todos los modelos están en función de la elongación, el cortante y la comprensibilidad del material, los modelos de Yeoh y Arruda-Boyce son más lineales que el modelo de Ogden, esto debido a que la elongación en este modelo esta elevada a una de las variables que se requieren encontrar mientras que en los otros dos modelos las variables de ajuste son un factor multiplicativo el cual limita la influencia de estas en el modelo total, por lo tanto el comportamiento del adhesivo no es lineal por lo que es necesario utilizar modelos más robustos o realizar otro tipo de pruebas para poder ajustar mejor las variables de los otros modelos.
4 Bibliografía
Ali, A., Hosseini, M., & Sahari, B., 2010, A Review of constitutive models for rubber-like materials. American Journal of Engineering and Applied Sciences(3), 232-239.
Christenson, E. M., Anderson, J. M., Hiltner, A., & Baer, E., 2005, Relationship between nanoscale deformation process and elastic behaviour of polyurethane elastomers. Polymer(46), 11744-11754.
Ebnesajjad, S., 2008, Adhesives Technology Handboook. (Segunda edición ed.). Norwich, NY., USA: William Andrew.
Loh, W., Crocombe, A., Abdel Wahab, M., & Ashcroft, I., 2005, Modelling anomalous moisture uptak , swelling and thermal characteristics of a rubber toughened epoxy adhesive. International Journal of Adhesión & Adhesives(25), 1-12.
Mubashar, A., Ashcroft, I., Critchlow, G., & Crocombe, A., 2009, Moisture absortion-desorption effects in adhesive joints. International Journal of Adhesion & Adhesives, 751-760.
Oprea, S., & Oprea, V., 2002, Mechanical behaviour during different weathering tests of thepolyurethabe elastomers films. European polymer journal(38), 1205-1210.
Pawel, M., & Janusz, S., 2009, A modified creep model of epoxy adhesive at ambient temperature. International Journal of Adhesion & Adhesives 29, 396–404.
Qi, H. &., 2005, Stress-strain behaviour of thermoplastic polyurethanes. Mechanical of Materials(37), 817-839.
Strobech, C., 1990, Polyurethane adhesives. Journal of Adhesion and Adhesives, 225-228.
Verron, E., 2008, A brief overview of the mechanical response of rubber-like materials and the corresponding constitutive equation. Mechanical Journal Club.
Vesely, D., 2008, Diffusion of liquids in polymers. International Materials Reviews, 5, 299-315.
Yanga, X., Vangb, C., Tallmana, D., & Bierwa, G., 2001, Weathering degradation of a polyurethane coating. Polymer Degradation and Stability 74, 341–351.

The boundary element method applied to the analysis of
unilateral contact problems with friction
F. A. Oliveira, M. H. Shaterzadeh, E. L. Albuquerque
Deapartment of Mechanical Engineering, Faculty of Technology
University of Brasilia
Summary
This project presents an analysis of problems of contact mechanics with friction.
Algorithms were developed in Matlab® and the computation of stresses and strains was
obtained using the boundary element method for plane elasticity. Numerical examples
were analyzed to validate the procedure and a comparison with a previously solved
problem was carried out to assess the accuracy of the implemented method.
Keywords: The boundary element method, contact mechanics.
1 Introduction
There are many engineering problems in which mechanical contact is an
important phenomenon. Many of them are objects of study within mechanical
engineering, such as problems with braking, coupling components, among others. It can
also be highlighted other particularly useful applications: the case of fretting that
appears when the mechanical contact is associated with cyclic loads. This situation
presents small oscillations in the region of contact, which can accelerate the initiation of
surface cracks and cause wear that can lead to catastrophic failure of components.
In certain situations, an analysis of the contact is made to assess the amount of
damage, as in the case of fretting. In other cases, contact is desired and is studied to
optimize the use of mechanical components such as mechanical brakes.
The characterization of problems often occurs by means of differential and integral
equations. In the case of mechanical contact with friction, the non-linear nature of the
phenomenon makes an exact solution impossible. I this case, it is highly
recommendable to use a numerical to solve the nonlinear system of equations.
There are several numerical methods used for the purpose of contact mechanics
analysis. The most known are the finite element method (FEM), the finite difference
method (FDM), and the boundary element method (BEM). For the application to
contact problems, the MEC has some interesting characteristics provided that the
interactions between bodies take place at boundaries. Thus, the BEM generates accurate
results with a relatively low computational cost.
2 Plane elasticity theory
In this section, will be discussed fundamental concepts of the theory of plane
elasticity. A more complete approach can be found in Tymoshenko, 1970.
2.1 Theory of Elasticity and equations of equilibrium
The theory of elasticity is the branch of solid mechanics that studies the field of
stress, strain and displacement produced in elastic solids under some external load.
From these studies, we can obtain the following definitions and relationships.
The Cauchy stress tensor is a tensor representing stresses acting on infinitesimal
element of the solid under study, defined as
= (2.1)
where represents the stress taking place in the plan i, in the direction j.
Applying the principle of equilibrium of forces at any point, we get the equation:
, + = 0 (2.2)

The force acting on a generic point P can be computed from the stress tensor, if
the normal vector associated with it is known. Thus, we arrive at the equation:
= (2.3)
is the normal vector of this point, and e is the stress tensor
2.2 Equations of compatibility and constitutive equations
The compatibility equation relates strain and displacements. The displacement of
a point is defined as:
= (2.4)
where the vector is a unit vector that defines the direction of the displacement.
From the definition of displacement, we get the definition of strain (considering
small deformations), obtaining the so-called equation of compatibility:
= (, + ,) (2.5)
With these data, we can assembly the strain tensor [ε], similarly to the stress tensor.
Constitutive equations are known as stress-strain relationship. They dictate the
behavior of solid under loading, relating stresses and strains. For linear and isotropic
homogenous materials, the constitutive relation, also known as Hooke's Law, is given
by:
= + 2 (2.6)
The terms λ and µ are material parameters defined as:
= (2.7) e =
()() (2.8)
where E is the modulus of elasticity, ν is the Poisson's ratio and δij is the Kronecker
delta, defined as:

= 1 ! " = #0 ! " ≠ #% (2.9)
3 The boundary element method applied to plane elasticity
3.1 Integral Formulation
In this section, the integral formulation of the problem will be presented for the
subsequent application of the BEM. A demonstration of this formulation can be found
in Brebbia and Dominguez, (1989) and Kane, (1993).
From constitutive equations previously developed, and after a mathematical
treatment, we arrive at the following integral equation:
& '( )Γ+ + & '(, )Ω = & ' '( )Ω, + & '( )Γ+ (3.1)
The integral equation (3.1) relates two states of stress. In order to treat problems
of elasticity in continuous materials, it will be assumed that one of these states is
known, and the other one needs to be determined. In the case of boundary elements, the
known state is called the fundamental state, which corresponds to an infinite body
response to a unitary concentrated load at a starting point./. The mathematical
representation of a unit concentrated load is given by the Dirac delta. Thus, the integral
equation obtained is given by:
+ & 0)Γ+ = & 1)Γ+ − & 1)Ω, (3.2)
Considering that body forces are zero, we can write the integral equation as:
+ & 0)Γ+ = & 1)Γ+ (3.3)
3.2 Fundamental Solutions

The formulation of boundary integral equations for linear elasticity requires the
knowledge of special solutions for problems of elasticity. In these problems, the
material properties of the fundamental state are the same as those of the component you
want to analyze. As already cited, the fundamental state corresponds to an infinite
domain under a unit load. Solutions of this problem are known as the elatostatic
fundamental solutions, or solutions of Kelvin, and consist of solutions for displacements
and tractions.
The fundamental solutions for displacements and tranctions are given by:
1(34, .) = 567(∗) 9(3 − 4<∗) ln ?
@A + B,B,C (3.4)
and
0(34, .) = D6(∗)@ 9E(1 − 2<∗) + 2B,B,F G@
GH − (1 − 2<∗)(B, − B,)C
(3.5)
Equation (3.4) represents the fundamental solution of displacement, and
equation (3.5) represents the fundamental solution of traction.
The deduction of these solutions can be found in Kane (1993) and Brebbia and
Dominguez (1989).
4 Contact Mechanics
In this section, the boundary element formulation for contact mechanics will be
presented following the work of Man (1994).
Contact problems can be divided in two cases: Contact without friction and
contact with friction.
4.1 Contact without friction
In the frictionless contact, bodies slide freely one over the other. There is no
force acting in the tangential direction of motion, only normal forces of compression.
Due to little correspondence with reality, there are few practical applications for this
mode.
4.2 Contact with friction
The main difference to the previous mode is the presence of friction forces in the
interaction between bodies. Friction forces depend on the normal forces acting and the
coefficient of friction between the two materials. In contact with friction, there is the
possibility of tangential slip occurs.
In the absence of tangential slip (stick condition), relative displacements
between bodies in contact do not occur. In this case, tangential forces are lower than the
maximum frictional force.
In the condition of slip (slip condition), tangential displacements occur and
tangential forces reach the limit of frictional forces between bodies.
This behavior is modeled by Coulomb friction law and is widely used in
engineering applications and contact problems
4.3 Contact Mechanics applied to the BEM
As previously mentioned, the BEM will be applied for the numerical solution of
the contact mechanics problems. The contour of each body is approximated by a mesh
of boundary elements. In each body, the contour can be divided into two regions: the
contact and noncontact regions.

Figure 1: Bodies in contact
Figure 1 illustrates the general contact between two bodies and how the
boundary is modeled. The whole boundary is represented as IJ and IK, and from this,
we define the region without contact, ILMJ N) ILMK , and the region in contact, IMJ and
IMK, respectively..
Nodes of the contact area are analyzed one by one. Each node has four
unknowns in 2D problems (forces and displacements in two axes).Thus, to solve the
problem, we need to determine the contact region and compute unknowns of contact
node pairs. So, the algorithm examines nodes in sequence, checking if they are in
contact or not. If nodes are not in contact (separate nodes), we have the conditions of
non contact:
O(J) = 0 = P(J) = 0 (4.1)
and
O(K) = 0 = P(K) = 0 (4.2)
where A and B represent the pair of nodes that is been examined, O and P represent the
tangential forces acting in the x and y axes, respectively.

Otherwise, if nodes are in contact, and it becomes necessary to solve the system
of linear equations to obtain the four unknowns of each node. As an example for the
case of two nodes that previously were not in contact, the governing equations are as
follow:
H(J) + H(K) = QNRJK (4.3)
S(J) + S(K) = 0 (4.4)
H(J) − H(K) = 0 (4.5)
and
S(J) − S(K) = 0 (4.6)
QNRJK is the initial distance between the nodes. The symbols n and t represent the
normal and tangential direction, respectively.
4.4 Contact algorithm
The mechanics of contact has a non-linear pattern, which increases the
complexity of the solution. Thus, we must use some technique to linearize the problem.
It was chosen the technique of incremental loading (Man, 1994), which consists of
applying the load gradually, so that in each iteration, the strains are low enough to be
treated linearly.
The first step is to define a possible area of contact. An example would be the
penetration of a sphere on a rectangular base. So, we do not know exactly the area of
contact. Thus, we start from the top of the rectangular base, which represents the whole
region of possible contact.
The algorithm works iteratively by applying the load incrementally, to define the
region of contact and to apply, for each node, the system of equations previously
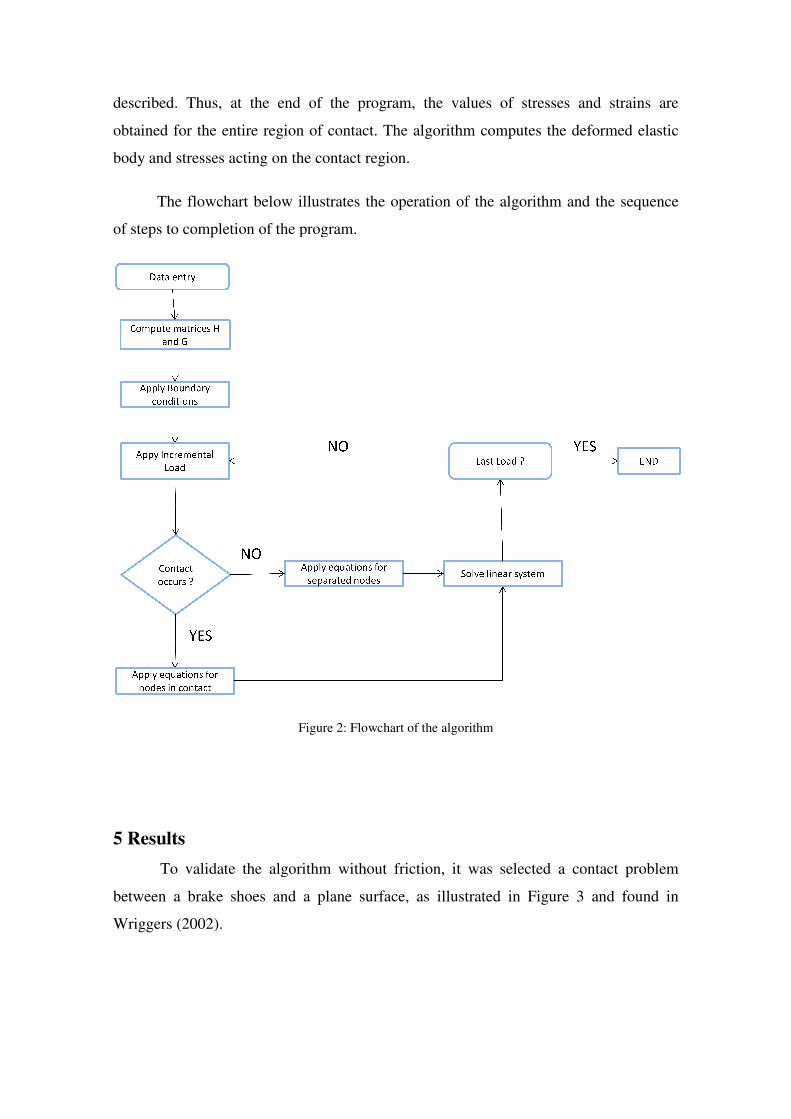
described. Thus, at the en
obtained for the entire regi
body and stresses acting on
The flowchart below
of steps to completion of th
5 Results
To validate the alg
between a brake shoes an
Wriggers (2002).
end of the program, the values of stresses
gion of contact. The algorithm computes the d
on the contact region.
ow illustrates the operation of the algorithm a
the program.
Figure 2: Flowchart of the algorithm
lgorithm without friction, it was selected a
and a plane surface, as illustrated in Figure
s and strains are
deformed elastic
and the sequence
contact problem
3 and found in
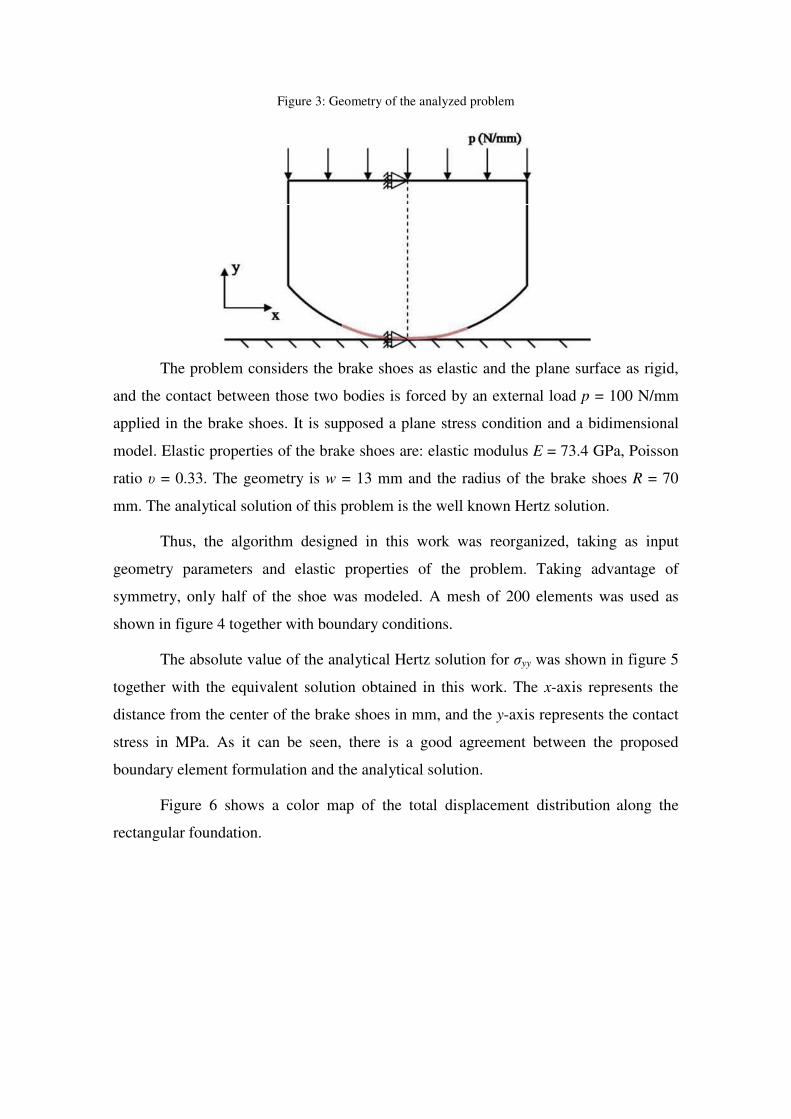
Figure 3: Geometry of the analyzed problem
The problem considers the brake shoes as elastic and the plane surface as rigid,
and the contact between those two bodies is forced by an external load p = 100 N/mm
applied in the brake shoes. It is supposed a plane stress condition and a bidimensional
model. Elastic properties of the brake shoes are: elastic modulus E = 73.4 GPa, Poisson
ratio υ = 0.33. The geometry is w = 13 mm and the radius of the brake shoes R = 70
mm. The analytical solution of this problem is the well known Hertz solution.
Thus, the algorithm designed in this work was reorganized, taking as input
geometry parameters and elastic properties of the problem. Taking advantage of
symmetry, only half of the shoe was modeled. A mesh of 200 elements was used as
shown in figure 4 together with boundary conditions.
The absolute value of the analytical Hertz solution for σyy was shown in figure 5
together with the equivalent solution obtained in this work. The x-axis represents the
distance from the center of the brake shoes in mm, and the y-axis represents the contact
stress in MPa. As it can be seen, there is a good agreement between the proposed
boundary element formulation and the analytical solution.
Figure 6 shows a color map of the total displacement distribution along the
rectangular foundation.
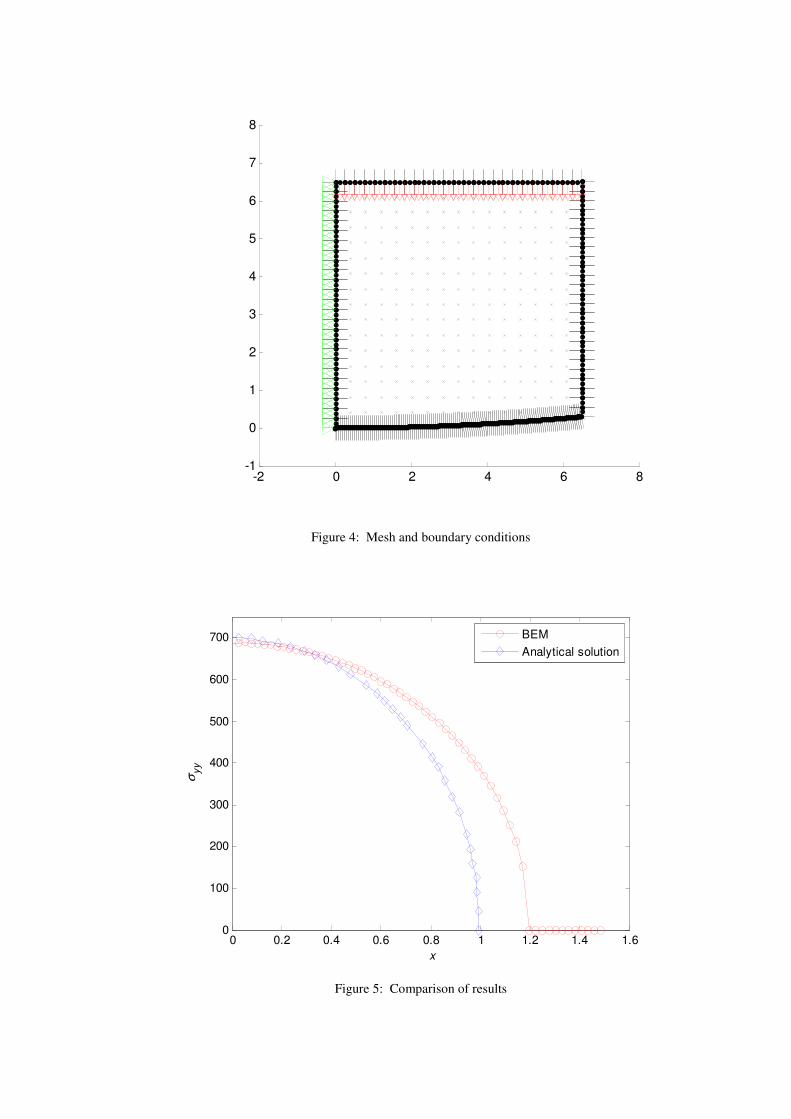
Figure 4: Mesh and boundary conditions
Figure 5: Comparison of results
-2 0 2 4 6 8-1
0
1
2
3
4
5
6
7
8
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.60
100
200
300
400
500
600
700
x
σyy
BEM
Analytical solution
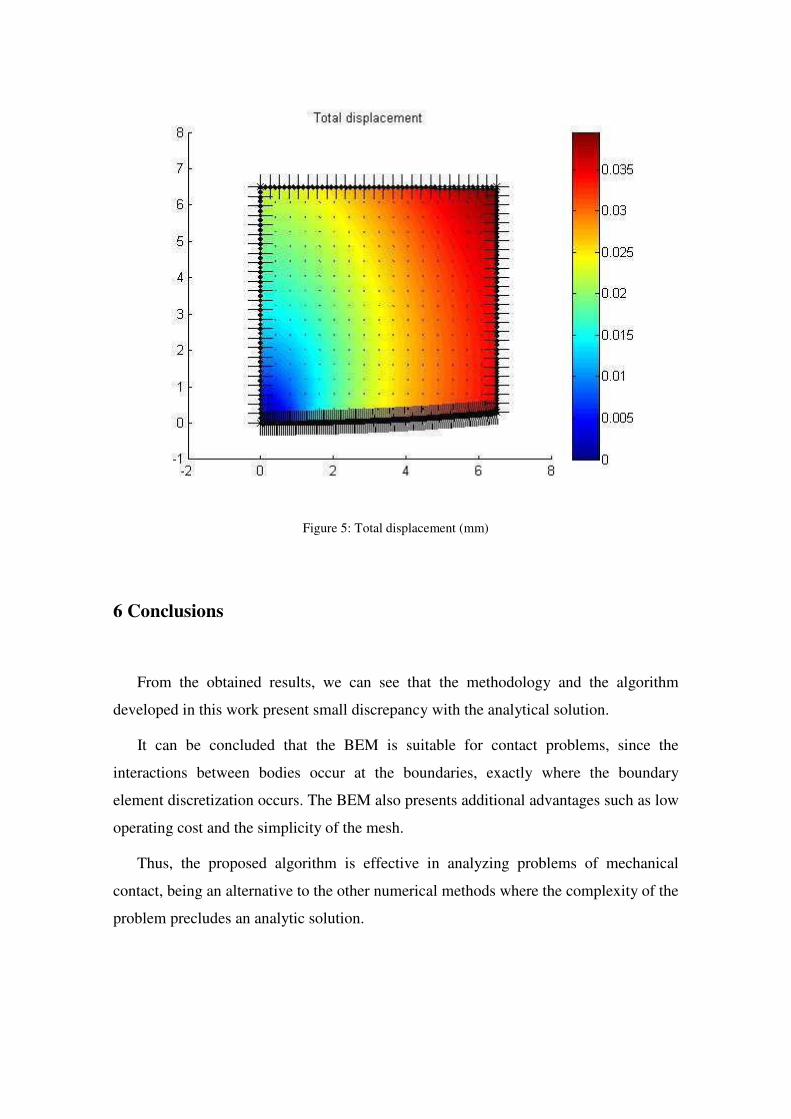
Figure 5: Total displacement (mm)
6 Conclusions
From the obtained results, we can see that the methodology and the algorithm
developed in this work present small discrepancy with the analytical solution.
It can be concluded that the BEM is suitable for contact problems, since the
interactions between bodies occur at the boundaries, exactly where the boundary
element discretization occurs. The BEM also presents additional advantages such as low
operating cost and the simplicity of the mesh.
Thus, the proposed algorithm is effective in analyzing problems of mechanical
contact, being an alternative to the other numerical methods where the complexity of the
problem precludes an analytic solution.
7 References
BREBBIA, C. A., DOMINGUES, J., Boundary element method: an introductory
course. Southampton: Comp. Mech. Publications, 1989
WRIGGERS, P., Computational Contact Mechanics. Wiley, London, 2002.
MAN K. W., Contact Mechanics using Boundary Elements, Computational Mechanics
Publications, 1994
KANE, J. H., Boundary element analysis in engineering continuum mechanics,
Prentice Hall, 1993
TYMOSHENKO, S. P. ; GOODIER, J. N., Theory of elasticity, 3rd edition, McGraw-
Hill, Tokyo, 1970.s

Evaluación del método SPH frente a una carga explosiva
III Simposio en Mecánica de Materiales y Estructuras Continuas - SMEC 2011
1
Evaluación del método SPH frente a una carga explosiva
V.S. Robinson Luque1, J.P. Casas Rodriguez2
Departamento de Ingeniería Mecánica
Universidad de los Andes, Bogotá, Colombia [email protected], [email protected]
Resumen
Tradicionalmente el estudio de las altas deformaciones a las cuales un material se ve sometido frente a una carga explosiva o un impacto a altas velocidades es realizado mediante la implementación de los métodos Euler y Lagrange (incluyéndose aquí los métodos ALE y Shell). Como alternativa surge el método SPH que en comparación aporta algunos beneficios al ser un método sin malla.
Sin embargo, al ser el SPH un método relativamente nuevo la información que se encuentra sobre su comportamiento ante una carga explosiva es aún escasa, motivo por el cual se plantean aquí una serie de pruebas con las cuales es posible evaluar la convergencia del método, la influencia del tamaño de partícula en los resultados, las interacciones con otros métodos computacionales como el de Euler y de Lagrange y el costo computacional requerido para estas simulaciones.
Palabras Clave: SPH (Smoothed Particle Hydrodynamics), métodos sin malla, altas deformaciones, explosiones.
Abstract
Traditionally the study of materials subjected to high strains generated by high speed impacts or explosive charges is developed with Euler and Lagrange methods (including ALE and Shell). The SPH method appears as an alternative since it provides some advantages in comparison to the other methods due to its meshfree nature.
Nevertheless, as the SPH method is relatively new, the information that can be found about its behavior in explosive charge problems is still limited, reason why some test are proposed in this paper to evaluate the method convergence, particle size influence on the results, the interactions between SPH and the other computational methods like Euler and Lagrange and the computational expense for this kind of simulations.
Keywords: SPH (Smoothed Particle Hydrodynamics), meshfree methods, high strain, explosions.
Evaluación del método SPH frente a una carga explosiva
III Simposio en Mecánica de Materiales y Estructuras Continuas - SMEC 2011
2
1. INTRODUCCIÓN
En la actualidad el poder entender y modelar el comportamiento de los diferentes materiales frente a las distintas cargas dinámicas tales como impactos o explosiones resulta ser de gran utilidad para el diseño, desarrollo e implementación de diferentes métodos en la mecánica estructural de los objetos. Para esto, es aconsejable el uso de técnicas computacionales que al recrear estos fenómenos disminuyan el costo de la experimentación, y aporten además, un mejor seguimiento y visualización de la fractura y fragmentación del material.
Entre las técnicas computacionales se encuentran los hidrocódigos, los cuales permiten resolver problemas de deformación dinámica que no se pueden resolver de forma analítica[1]. En estos se encuentra el método SPH, el cual es una técnica Lagrangiana sin enmallado que fue originalmente inventada para modelar fenómenos astrofísicos en 1977. Su principal ventaja se encuentra al eludir la necesidad de generar una cuadrícula numérica para calcular derivadas espaciales. Esto elimina los severos problemas generados por la distorsión del enmallado que usualmente ocurre en el análisis Lagrangiano donde se involucran grandes deformaciones por impacto y cargas explosivas[2], evitando así la necesidad de generar un erosionado en el material.
El principio básico del método SPH parte de la interacción entre una serie de puntos donde una partícula i interactúa con todas las otras partículas j que se encuentran a una distancia determinada (h). Esta distancia h es conocida como la longitud “suavizada” y define el área de influencia de la función suavizada o función de kernel (W). Si h es muy pequeña, puede que no existan suficientes partículas reduciendo la precisión. Por otro lado si h es muy grande se pierden todos los detalles de la partícula o propiedades locales afectando también la precisión del método[3]. Basado en la distancia entre los puntos de interpolación la búsqueda de partículas vecinas debe realizar un listado de las partículas que se encuentran en la vecindad de cada partícula en cada instante de tiempo. Una búsqueda directa de cada partícula es especialmente ineficiente, requiriendo un tiempo proporcional al cuadrado del número total de partículas [4].
Si bien es cierto que los desarrollos realizados sobre SPH para la simulación de cargas explosivas son limitados, y por lo tanto lo es la información que se encuentra sobre el mismo, esto constituye un incentivo para continuar las investigaciones e implementaciones que permitan expandir este método a este tipo de aplicaciones.
El objetivo principal de este proyecto es evaluar el método SPH desarrollado en el paquete computacional de AUTODYN ®, en términos de convergencia, la influencia del tamaño de partícula en los resultados obtenidos, su interacción con otros métodos, y el costo computacional requerido, con el fin de observar sus beneficios y limitaciones al ser utilizado como una opción para modelar una carga explosiva enterrada en arena.
2. EVALUACIÓN DEL MÉTODO SPH
Para entender el comportamiento del método SPH frente a una explosión se realizaron una serie de pruebas para observar principalmente la influencia que tiene el tamaño de partícula en este método. Para esto se dispuso de un ordenador con Procesador Intel® Xeon® [email protected], memoria RAM de 12GB, tarjeta de video NVIDIA Quadro FX 580 y sistema operativo Windows 7 Professional x 64 bits para trabajar las simulaciones en AUTODYN 12.0.1. La Tabla 1 suministra los materiales que se emplearon en las pruebas de evaluación del método, incluyendo los modelos utilizados para definirlos. Estos modelos permiten recrear el comportamiento del material ante diferentes fenómenos físicos.
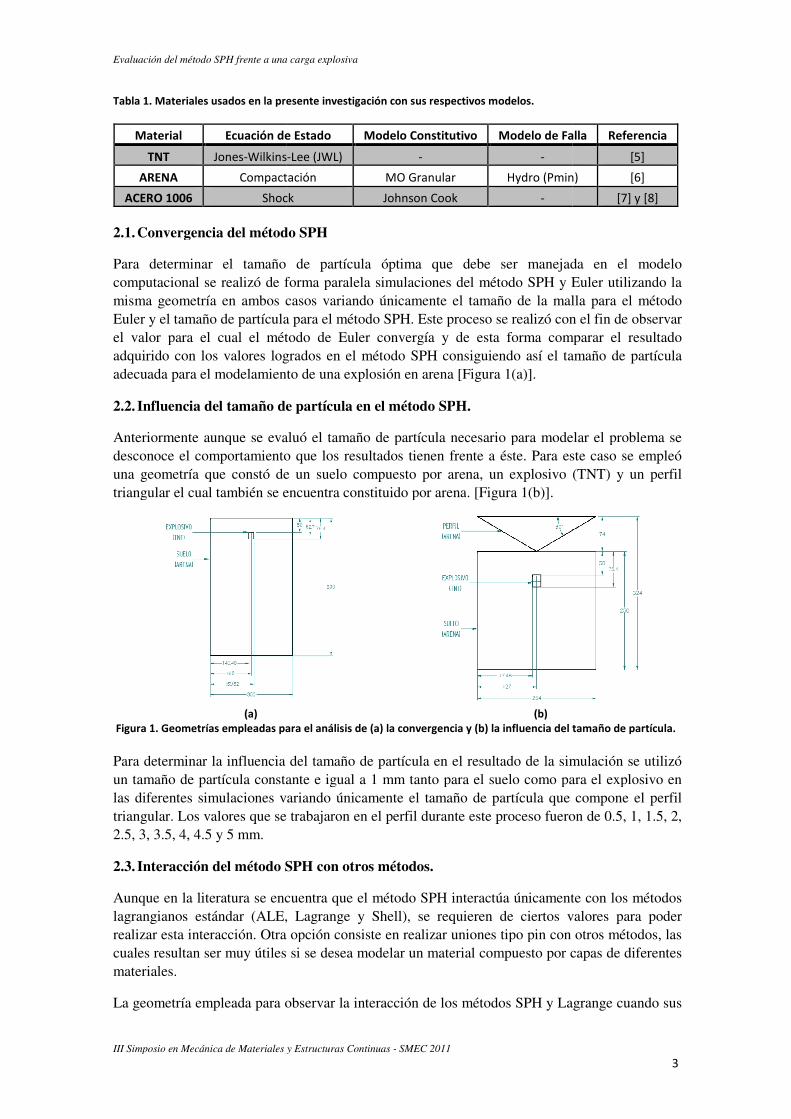
Evaluación del método SPH frente a una
III Simposio en Mecánica de Materiales y
Tabla 1. Materiales usados en la pres
Material Ecuación de
TNT Jones-Wilkins
ARENA Compacta
ACERO 1006 Shock
2.1. Convergencia del métod
Para determinar el tamaño computacional se realizó de fmisma geometría en ambos cEuler y el tamaño de partículael valor para el cual el métadquirido con los valores logadecuada para el modelamient
2.2. Influencia del tamaño de
Anteriormente aunque se evadesconoce el comportamientouna geometría que constó detriangular el cual también se e
(a) Figura 1. Geometrías empleadas par
Para determinar la influencia un tamaño de partícula constalas diferentes simulaciones vatriangular. Los valores que se 2.5, 3, 3.5, 4, 4.5 y 5 mm.
2.3. Interacción del método S
Aunque en la literatura se enclagrangianos estándar (ALE,realizar esta interacción. Otra cuales resultan ser muy útiles materiales.
La geometría empleada para o
na carga explosiva
s y Estructuras Continuas - SMEC 2011
presente investigación con sus respectivos modelos.
de Estado Modelo Constitutivo Modelo de Fall
ins-Lee (JWL) - -
actación MO Granular Hydro (Pmin)
ock Johnson Cook -
odo SPH
o de partícula óptima que debe ser manejade forma paralela simulaciones del método SPH y Es casos variando únicamente el tamaño de la malla para el método SPH. Este proceso se realizó conétodo de Euler convergía y de esta forma compogrados en el método SPH consiguiendo así el taento de una explosión en arena [Figura 1(a)].
de partícula en el método SPH.
valuó el tamaño de partícula necesario para modelto que los resultados tienen frente a éste. Para esde un suelo compuesto por arena, un explosivo (e encuentra constituido por arena. [Figura 1(b)].
(b) para el análisis de (a) la convergencia y (b) la influencia del tam
ia del tamaño de partícula en el resultado de la simstante e igual a 1 mm tanto para el suelo como pa variando únicamente el tamaño de partícula que se trabajaron en el perfil durante este proceso fuero
o SPH con otros métodos.
ncuentra que el método SPH interactúa únicamentE, Lagrange y Shell), se requieren de ciertos vra opción consiste en realizar uniones tipo pin con es si se desea modelar un material compuesto por c
a observar la interacción de los métodos SPH y Lag
3
Falla Referencia
[5]
in) [6]
[7] y [8]
jada en el modelo y Euler utilizando la alla para el método on el fin de observar mparar el resultado tamaño de partícula
delar el problema se este caso se empleó
o (TNT) y un perfil
el tamaño de partícula.
simulación se utilizó para el explosivo en e compone el perfil ron de 0.5, 1, 1.5, 2,
nte con los métodos valores para poder n otros métodos, las r capas de diferentes
agrange cuando sus
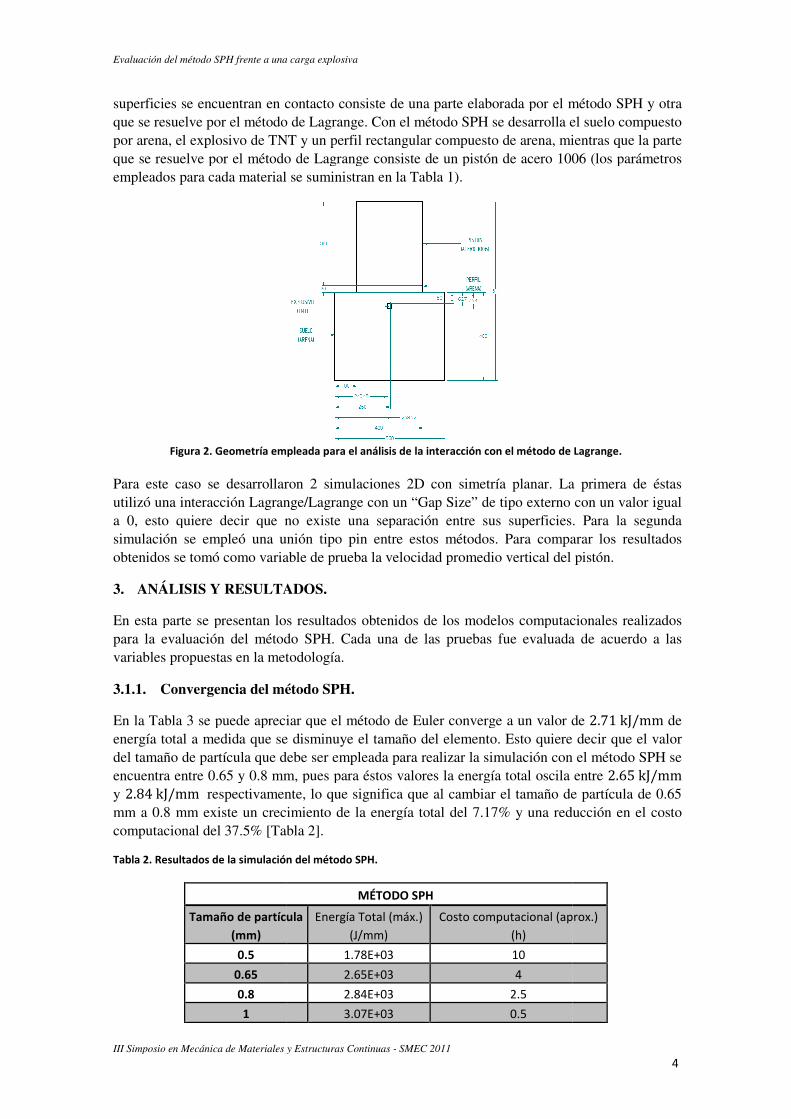
Evaluación del método SPH frente a una
III Simposio en Mecánica de Materiales y
superficies se encuentran en cque se resuelve por el métodopor arena, el explosivo de TNque se resuelve por el métodoempleados para cada material
Figura 2. Geometría emp
Para este caso se desarrollarutilizó una interacción Lagrana 0, esto quiere decir que nsimulación se empleó una unobtenidos se tomó como varia
3. ANÁLISIS Y RESULTA
En esta parte se presentan lospara la evaluación del métodvariables propuestas en la met
3.1.1. Convergencia del mé
En la Tabla 3 se puede aprecienergía total a medida que sedel tamaño de partícula que deencuentra entre 0.65 y 0.8 mmy 2.84 kJ/mm respectivamenmm a 0.8 mm existe un crecicomputacional del 37.5% [Tab
Tabla 2. Resultados de la simulación
Tamaño de partícu
(mm)
0.5
0.65
0.8
1
na carga explosiva
s y Estructuras Continuas - SMEC 2011
n contacto consiste de una parte elaborada por el mdo de Lagrange. Con el método SPH se desarrolla eNT y un perfil rectangular compuesto de arena, mido de Lagrange consiste de un pistón de acero 100al se suministran en la Tabla 1).
mpleada para el análisis de la interacción con el método de L
laron 2 simulaciones 2D con simetría planar. Laange/Lagrange con un “Gap Size” de tipo externo no existe una separación entre sus superficies.
unión tipo pin entre estos métodos. Para compariable de prueba la velocidad promedio vertical del
TADOS.
los resultados obtenidos de los modelos computacodo SPH. Cada una de las pruebas fue evaluadaetodología.
método SPH.
eciar que el método de Euler converge a un valor dse disminuye el tamaño del elemento. Esto quiere debe ser empleada para realizar la simulación con
m, pues para éstos valores la energía total oscila ente, lo que significa que al cambiar el tamaño de
ecimiento de la energía total del 7.17% y una reduabla 2].
ción del método SPH.
MÉTODO SPH
tícula Energía Total (máx.)
(J/mm)
Costo computacional (apro
(h)
1.78E+03 10
2.65E+03 4
2.84E+03 2.5
3.07E+03 0.5
4
l método SPH y otra el suelo compuesto
mientras que la parte 006 (los parámetros
de Lagrange.
La primera de éstas o con un valor igual es. Para la segunda parar los resultados el pistón.
tacionales realizados da de acuerdo a las
r de 2.71 kJ/mm de re decir que el valor n el método SPH se
la entre 2.65 kJ/mm de partícula de 0.65
educción en el costo
(aprox.)
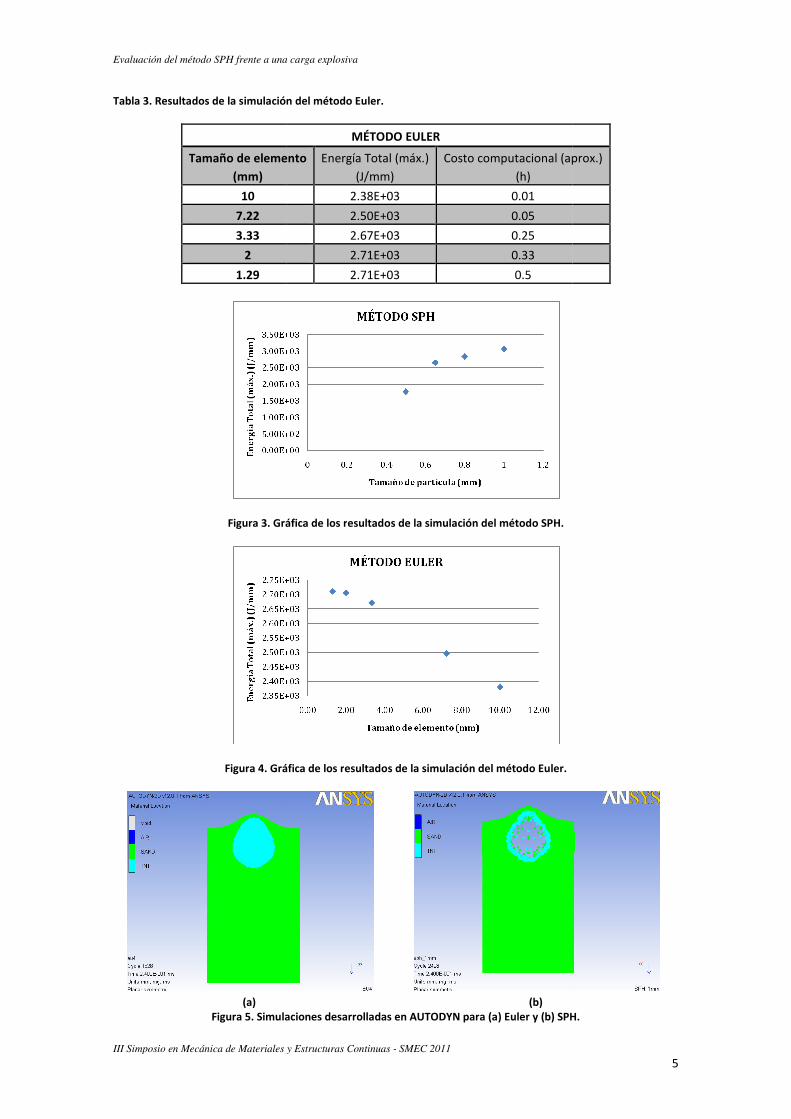
Evaluación del método SPH frente a una
III Simposio en Mecánica de Materiales y
Tabla 3. Resultados de la simulación
Tamaño de elemen
(mm)
10
7.22
3.33
2
1.29
Figura 3. Gráf
Figura 4. Gráfi
(a) Figura 5. Simulac
na carga explosiva
s y Estructuras Continuas - SMEC 2011
ción del método Euler.
MÉTODO EULER
mento Energía Total (máx.)
(J/mm)
Costo computacional (apr
(h)
2.38E+03 0.01
2.50E+03 0.05
2.67E+03 0.25
2.71E+03 0.33
2.71E+03 0.5
Gráfica de los resultados de la simulación del método SPH.
ráfica de los resultados de la simulación del método Euler.
(b) ulaciones desarrolladas en AUTODYN para (a) Euler y (b) SPH.
5
(aprox.)
PH.
Evaluación del método SPH frente a una
III Simposio en Mecánica de Materiales y
También se puede apreciar qproblemas es mucho más altométodo de Euler a medida qutiempos de simulación oscilanhoras para 0.65 mm por cada 0
3.1.2. Influencia del tamañ
En la Figura 6 se puede aprecfunción del tamaño de partcrecimiento exponencial a meevidente cuando se buscaba la
Figura 6. Gráfica
Con ayuda de la Figura 6 se oun tamaño de partícula entsignificativamente. Sin embarequería realizar algunas simucausaban el cierre del procomparables.
3.1.3. Interacción del méto
En esta sección se muestran vertical de las simulaciones reLa primera de éstas es unaseparación mínima (Gap size)unión tipo pin entre los métod
En la Figura 7 se puede obseuna distancia igual a 0 entremotivo por el cual si se desuperficies se encuentren en c
na carga explosiva
s y Estructuras Continuas - SMEC 2011
r que el costo computacional requerido para realto para el método de SPH en comparación al costque el tamaño de partícula disminuye (ver Tabla 3an desde 30 minutos para un tamaño de partículaa 0.3ms de simulación tipo 2D con simetría planar.
año de partícula en el método SPH.
eciar gráficamente el comportamiento de la energíartícula del que se encuentra compuesta. La en
medida que el tamaño de partícula aumenta, lo cu la convergencia del método en el punto anterior.
fica de los resultados de la influencia del tamaño de partícula.
observa que el método SPH presenta una región esntre 1 y 1.5 mm donde el valor de la energbargo, esta suposición no pudo ser comprobada mulaciones para un tamaño de partícula inferior a rograma, impidiendo que se pudieran obtener
todo SPH con otros métodos.
n los resultados obtenidos de las velocidades pro realizadas en AUTODYN para dos formas diferenna interacción de tipo Lagrange/Lagrange con
ze) igual a 0 entre los métodos SPH y Lagrange, y odos mencionados.
servar que al realizar la interacción del tipo Lagratre los métodos Lagrange y SPH, éstos no interdesea realizar una simulación entre estos dos m contacto se debe generar una unión tipo pin entre l
6
ealizar este tipo de sto requerido por el 3 y Tabla 2). Estos la de 1 mm hasta 4
ar.
gía total del perfil en energía muestra un cual empezaba a ser
cula.
estable alrededor de rgía total no varía a pues para esto se a 0.5 mm las cuales er unos resultados
romedio en sentido entes de interacción. n una distancia de y la segunda es una
range/Lagrange con teractuaron entre sí, métodos donde sus e los mismos.
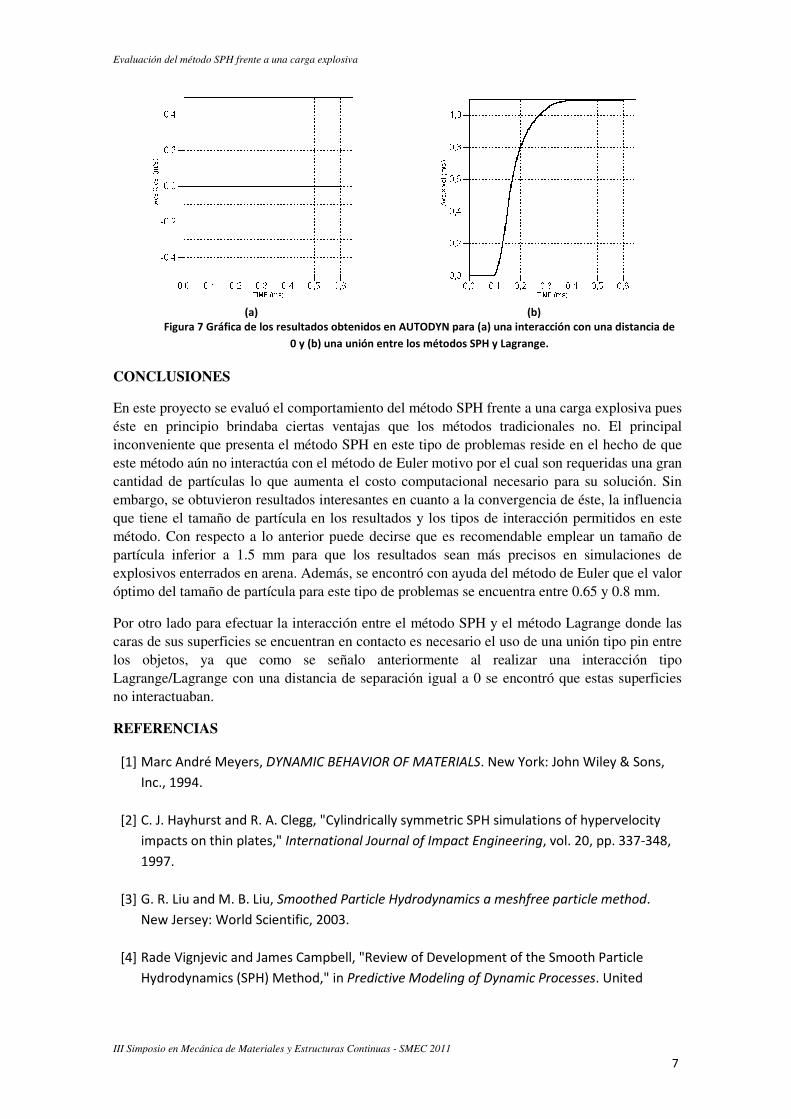
Evaluación del método SPH frente a una
III Simposio en Mecánica de Materiales y
(a) Figura 7 Gráfica de los resu
CONCLUSIONES
En este proyecto se evaluó el éste en principio brindaba cinconveniente que presenta eleste método aún no interactúacantidad de partículas lo queembargo, se obtuvieron resultque tiene el tamaño de partícmétodo. Con respecto a lo anpartícula inferior a 1.5 mm explosivos enterrados en arenaóptimo del tamaño de partícul
Por otro lado para efectuar lacaras de sus superficies se enclos objetos, ya que comoLagrange/Lagrange con una dno interactuaban.
REFERENCIAS
[1] Marc André Meyers, DYNA
Inc., 1994.
[2] C. J. Hayhurst and R. A. Cle
impacts on thin plates," Int
1997.
[3] G. R. Liu and M. B. Liu, Smo
New Jersey: World Scienti
[4] Rade Vignjevic and James
Hydrodynamics (SPH) Met
na carga explosiva
s y Estructuras Continuas - SMEC 2011
(b) resultados obtenidos en AUTODYN para (a) una interacción co
0 y (b) una unión entre los métodos SPH y Lagrange.
el comportamiento del método SPH frente a una car ciertas ventajas que los métodos tradicionales
el método SPH en este tipo de problemas reside eúa con el método de Euler motivo por el cual son reue aumenta el costo computacional necesario paraultados interesantes en cuanto a la convergencia detícula en los resultados y los tipos de interacción p anterior puede decirse que es recomendable emplm para que los resultados sean más precisos enena. Además, se encontró con ayuda del método deula para este tipo de problemas se encuentra entre 0
la interacción entre el método SPH y el método Lncuentran en contacto es necesario el uso de una u
mo se señalo anteriormente al realizar una a distancia de separación igual a 0 se encontró qu
YNAMIC BEHAVIOR OF MATERIALS. New York: John
. Clegg, "Cylindrically symmetric SPH simulations of
International Journal of Impact Engineering, vol. 2
Smoothed Particle Hydrodynamics a meshfree partic
ientific, 2003.
mes Campbell, "Review of Development of the Smoo
Method," in Predictive Modeling of Dynamic Processe
7
ón con una distancia de
carga explosiva pues es no. El principal en el hecho de que requeridas una gran ara su solución. Sin de éste, la influencia n permitidos en este plear un tamaño de en simulaciones de de Euler que el valor e 0.65 y 0.8 mm.
Lagrange donde las unión tipo pin entre a interacción tipo
que estas superficies
ohn Wiley & Sons,
s of hypervelocity
ol. 20, pp. 337-348,
article method.
mooth Particle
cesses. United
Evaluación del método SPH frente a una carga explosiva
III Simposio en Mecánica de Materiales y Estructuras Continuas - SMEC 2011
8
Kingdom: Springer Science+Business Media, 2009, pp. 367-396.
[5] E. Lee, M. Finger, and W. Collins, "JWL equation of state coefficients for high explosives,"
Livermore, California, 1973.
[6] Leo Laine and Andreas Sandvik, "Derivation of mechanical properties for sand,"
Proceedings of the 4th Asia-Pacific Conference on Shock and Impact Loads on Structures,
pp. 361-368, November 2001.
[7] Gordon R. Johnson and William H. Cook, "A constitutive model and data for metals
subjected to large strains, high strain rates and high temperatures," in Proceedings of
Seventh International Symposium on Ballistics, The Hague, Netherlands, 1983, pp. 541–
547.
[8] Los Alamos Scientific Laboratory, "Selected hugoniots," Los Alamos, New Mexico, LA-
4167-MS, May 1, 1969.
[9] B. Luccioni, Blast load assessment using hydrocodes. Buenos Aires: Engineering Structures,
2006.
[10] Jonas A. Zukas, Introduction to Hydrocodes. Baltimore, USA: Elsevier Ltd., 2004.
[11] Greg Black and Jennifer Righman, "Computer Modeling of Blast Loading Effects on
Bridges," Easton, Pennsylvania, 2006.
[12] J. W. Swegle and S. W. Attaway, "On the feasibility of using smoothed particle
Hydrodynamics for underwater explosion calculations," Computational Mechanics, vol.
17, no. 3, pp. 151-168, 1995.
[13] Li Yi-yong, Shen Huai-rong, and Li Zhi, "SPH method and its application in hypervelocity
impact," in 2010 3rd International Conference on Advanced Computer Theory and
Engineering(ICACTE), Beijing, China, 2010, pp. 21-26.
[14] M.B. Liu and G.R. Liu, "Smoothed Particle Hydrodynamics (SPH): an Overview and Recent
Developments," Computational Mechanics, vol. 17, no. 1, pp. 25-76, 1995.
[15] Kobashi Wataru and Matsuo Akiko, "Explosion simulation by smoothed particle
hydrodynamics," in Computational Methods. Yokohama 223-8522, Japan: Springer, 2006,
pp. 1397–1403.
[16] Colin J. Hayhurst, Richard A. Clegg, Iain H. Livingstone, and Nigel J. Francis, "The
application of sph techniques in autodyn-2d to ballistic impact problems," in 16th
International symposium on ballistics, San Francisco, 1996.

Alfredo Morales, Proyección térmica
Segundo Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2009
1
RECUBRIMIENTOS DEPOSITADOS CON LA TÉCNICA DE PROYECCIÓN TÉRMICA PARA LA
RECUPERACIÓN DE PIEZAS NAVALES
Dimaté Castellanos, Laura Marcela, Olaya Florez , Jhon Jairo, López Covaleda, Edwin Alexis, Martínez Ramírez GYNNA, 1Morales Torres, Jose
Alfredo.
Universidad Nacional de Colombia. Departamento de Ingeniería Mecánica y Mecatrónica.
Corporación de Ciencia y Tecnología para el Desarrollo de la Industria Naval, Marítima y Fluvial, 1 COTECMAR
RESUMEN
Una alternativa económica y competitiva en la recuperación de componentes en la industria naval ha sido la aplicación de recubrimientos mediante la técnica de proyección térmica, los cuales mejoran las propiedades tribológicas de los materiales e incrementan la resistencia a la corrosión de los materiales metálicos que se encuentran sometidos a ambientes agresivos como puede ser el agua salina, erosión o de gran abrasión. En este trabajo se produjeron cuatro sistemas recubrimiento/sustrato con amplia aplicación naval mediante la técnica de proyección térmica de polvos a la llama, por HVOF y arco eléctrico. Para ello se utilizó materiales de aporte: recubrimientos base níquel con adiciones de Fe, B y Si en diferentes proporciones que fueron aplicados sobre un sustrato de fundición gris; y otros dos recubrimientos cerámicos, el primero, Al2O3 aplicado sobre un sustrato de acero AISI 4340 y el segundo, Cr2O3 aplicado sobre un sustrato bronce fosforado. Para cada uno de estos sistemas, se realizó un estudio comparativo sobre el desempeño de dichos recubrimientos en una atmosfera corrosiva para determinar su aplicabilidad en la industria naval, caracterización microestructura y de composición química mediante difracción de rayos x (DRX) y microscopia electrónica de barrido (MEB), ensayos de desgaste abrasivo según norma ASTM G65, ensayos de corrosión por técnicas electroquímicas de polarización potenciodinámica y, ensayos de barrera térmica usando tratamientos térmicos y la técnica de espectroscopía de impedancia electroquímica (EIE). Los mecanismos de corrosión, desgaste y falla a alta temperatura para los recubrimientos producidos son discutidos en esta investigación.
Palabras claves: Proyección térmica, Metalización, Termal spray, arc spray.
1 Datos Contacto:JOSE ALFREDO MORALES T. COTECMAR. Dirección: Calle 26 No 69 B – 53
Ofic. 406. Celular: 315 7 18 46 57. E-mail: [email protected]
Alfredo Morales, Proyección térmica
Segundo Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2009
2
1. INTRODUCCIÓN
La proyección térmica como proceso de recuperación tiene su origen a principios del siglo XX con la invención del proceso de metalización de Schoop-Günther en 1917 [1]. Este proceso fue utilizado inicialmente para materiales de bajo punto de fusión como estaño o plomo, el cual fue extendido más adelante a metales refractarios y cerámicos. Es una de las técnicas más versátiles para la aplicación de materiales de recubrimiento utilizados para proteger componentes del desgaste por abrasión, adhesión, erosión y la corrosión (como la causada por el agua de mar) y la fatiga [2]. En el proceso de arco eléctrico, dos alambres del material a depositar son llevados simultáneamente hasta un punto de contacto, donde se encuentra un gas atomizado que proyecta el metal líquido en forma de gotas fundidas [3]. La proyección térmica por arco eléctrico es una de las la técnica más económica para aplicar recubrimientos metálicos resistentes a la corrosión con buena calidad en cuanto adherencia y composición química [4]. Los bajos costos energéticos y las altas tasas de producción la hacen una técnica competitiva respecto a otros sistemas de proyección, como llama y plasma [5,6]. Adicionalmente, los parámetros en el sistema de proyección por arco (voltaje, corriente, presión del aire y distancia de proyección) pueden ser optimizados para aplicaciones específicas [7].
Ahora bien, debido a que los componentes marinos son sometidos constantemente a ambientes altamente corrosivos, a cargas cíclicas y desgaste
durante su funcionamiento, se propone la aplicación de materiales de última tecnología como los nanocompositos, o de materiales tan comúnmente utilizados en la industria naviera como los aceros inoxidables y los aceros al carbono. De esta manera, por medio de estos materiales es posible recuperar piezas cuyos repuestos no se producen en serie o dejaron de fabricarse; así como proteger piezas destinadas a ser sometidas a ambientes agresivos para asegurar mayor durabilidad y rendimiento. En el presente estudio se investigan recubrimientos para aplicaciones en la industria naval. Para ello, se presenta la resistencia al desgaste abrasivo, a la corrosión y propiedades de barrera térmica de los recubrimientos Fe 25Cr 5B 6Mo 15W 3Mg 4C 12Ni 2Si (nanocomposito 140 MXC), Fe 0.15C 0.8Mn 0.2Si (530 AS) y Fe 13Cr 1Mn 1Si 0,3C (560 AS). Estos recubrimientos fueron aplicados por la técnica de arco eléctrico sobre aceros AISI 4340 y 1045 para los recubrimientos 140MXC y 530 AS y AISI 316L para el recubrimiento 560 AS.
2.0 DETALLES EXPERIMENTALES
2.1 Obtención de los recubrimientos.
La Tabla 1 presenta un resumen de los recubrimientos aplicados sobre cada sustrato, la composición química y las pruebas realizadas de caracterización. Las probetas de las pruebas de desgaste y corrosión se realizaron con dimensión de 20 x 20 x 5 mm, excepto para el caso del acero 316L con dimensiones de 20 x 20 x 2 mm. Para el estudio de
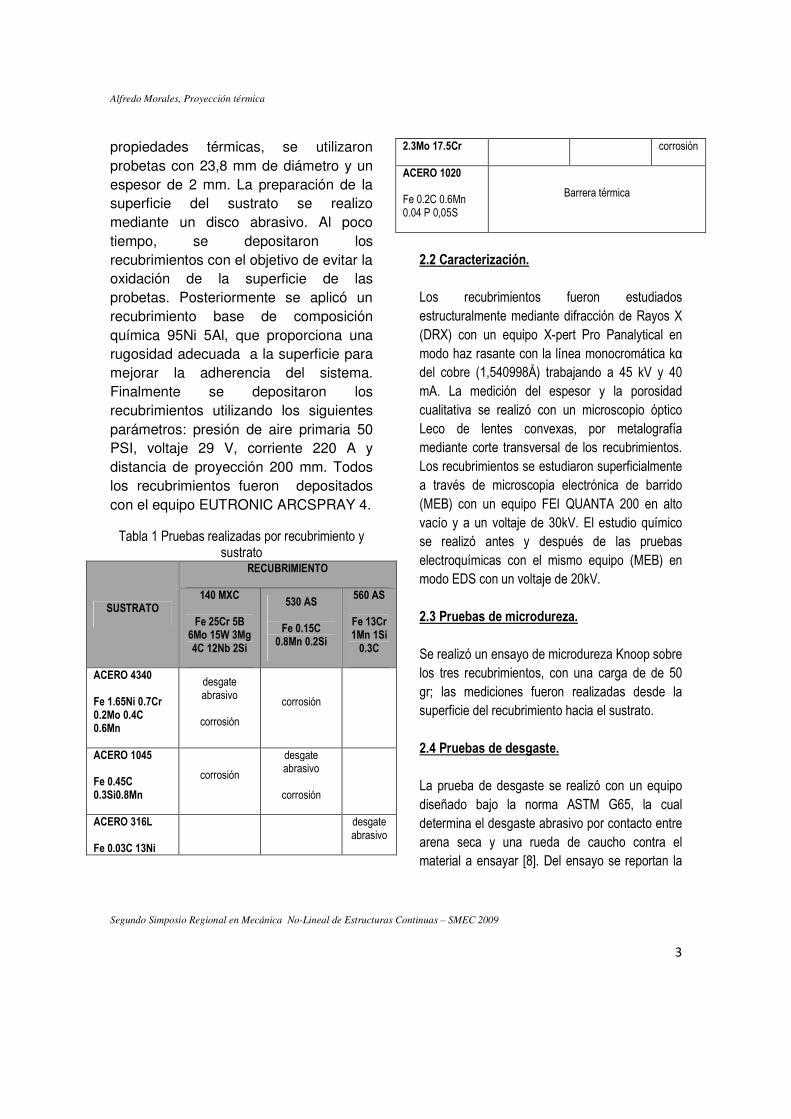
Alfredo Morales, Proyección térmica
Segundo Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2009
3
propiedades térmicas, se utilizaron probetas con 23,8 mm de diámetro y un espesor de 2 mm. La preparación de la superficie del sustrato se realizo mediante un disco abrasivo. Al poco tiempo, se depositaron los recubrimientos con el objetivo de evitar la oxidación de la superficie de las probetas. Posteriormente se aplicó un recubrimiento base de composición química 95Ni 5Al, que proporciona una rugosidad adecuada a la superficie para mejorar la adherencia del sistema. Finalmente se depositaron los recubrimientos utilizando los siguientes parámetros: presión de aire primaria 50 PSI, voltaje 29 V, corriente 220 A y distancia de proyección 200 mm. Todos los recubrimientos fueron depositados con el equipo EUTRONIC ARCSPRAY 4.
Tabla 1 Pruebas realizadas por recubrimiento y sustrato
SUSTRATO
RECUBRIMIENTO
140 MXC
Fe 25Cr 5B 6Mo 15W 3Mg 4C 12Nb 2Si
530 AS
Fe 0.15C 0.8Mn 0.2Si
560 AS
Fe 13Cr 1Mn 1Si
0.3C
ACERO 4340
Fe 1.65Ni 0.7Cr 0.2Mo 0.4C 0.6Mn
desgate abrasivo
corrosión
corrosión
ACERO 1045
Fe 0.45C 0.3Si0.8Mn
corrosión
desgate abrasivo
corrosión
ACERO 316L
Fe 0.03C 13Ni
desgate abrasivo
2.3Mo 17.5Cr corrosión
ACERO 1020
Fe 0.2C 0.6Mn 0.04 P 0,05S
Barrera térmica
2.2 Caracterización. Los recubrimientos fueron estudiados estructuralmente mediante difracción de Rayos X (DRX) con un equipo X-pert Pro Panalytical en modo haz rasante con la línea monocromática kα del cobre (1,540998Å) trabajando a 45 kV y 40 mA. La medición del espesor y la porosidad cualitativa se realizó con un microscopio óptico Leco de lentes convexas, por metalografía mediante corte transversal de los recubrimientos. Los recubrimientos se estudiaron superficialmente a través de microscopia electrónica de barrido (MEB) con un equipo FEI QUANTA 200 en alto vacío y a un voltaje de 30kV. El estudio químico se realizó antes y después de las pruebas electroquímicas con el mismo equipo (MEB) en modo EDS con un voltaje de 20kV. 2.3 Pruebas de microdureza. Se realizó un ensayo de microdureza Knoop sobre los tres recubrimientos, con una carga de de 50 gr; las mediciones fueron realizadas desde la superficie del recubrimiento hacia el sustrato. 2.4 Pruebas de desgaste. La prueba de desgaste se realizó con un equipo diseñado bajo la norma ASTM G65, la cual determina el desgaste abrasivo por contacto entre arena seca y una rueda de caucho contra el material a ensayar [8]. Del ensayo se reportan la

Alfredo Morales, Proyección térmica
Segundo Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2009
4
pérdida de peso en unidades de volumen (mm3) después de realizada la prueba. Los parámetros del ensayo fueron los siguientes: carga 130 N, tiempo 1 min, flujo de arena 300-400 g/min y revoluciones de la rueda 200 rpm. 2.5 Pruebas electroquímicas. Las pruebas potenciodinámicas se realizaron con un equipo GAMRY Reference 600 Potenciostat/Galvanostat/ZRA utilizando un contraelectrodo de grafito de alta pureza y un electrodo de referencia de calomel saturado (SCE) y se siguieron las recomendaciones de la norma ASTM G5 [9]. El área expuesta a dicha solución fue de 0,79cm2 en un electrolito de NaCl al 3%. El barrido se realizó entre -0,3 y 1,0 V con respecto al potencial de reposo, con una variación de 0,5m V/s. Para las pruebas de espectroscopía de impedancia electroquímica el barrido se realizó con una frecuencia inicial y final de 10mHz y 100kHz respectivamente, empleando una perturbación de 10 mV. 2.6 Estudio de las propiedades térmicas. Los recubrimientos fueron sometidos a tratamientos térmicos a 600º C, 800º C y 1000º C durante 4h y a 1000º C durante 24h. Después se les realizaron pruebas electroquímicas mediante espectroscopía de impedancia electroquímica, a temperatura ambiente y utilizando un electrolito de 0,01M de (K3Fe(CN)6)/K4Fe(CN)·3H2O) [10]. Previo a la medición se esperó un tiempo de 45 minutos antes para permitir la estabilización del potencial de circuito abierto y asegurar la penetración del electrolito a través de los poros abiertos. El área expuesta a dicha solución fue de 0,79cm2; el barrido se realizó con una frecuencia
inicial y final de 10 mHz y 100 kHz respectivamente, con un voltaje de perturbación en la señal de 10 mV. Posteriormente los recubrimientos fueron estudiados con MEB para observar el cambio microestructural y DRX para determinar los óxidos formados.
3.0 RESULTADOS Y DISCUSIÓN
3.1 Análisis microestructural y análisis químico. En la Figura 1 se presentan las micrografías de la superficie de cada uno de los recubrimientos. En general, en los recubrimientos se evidencia la formación de estructuras de forma lenticular, típica de estos recubrimientos, también se observa bajos valores de rugosidad en el recubrimiento, de igual modo aparenta tener un bajo contenido de óxidos y poros. Posteriormente se midió la rugosidad con un rugosímetro de punta de diamante, obteniendo rugosidades de Ra= 5.1, 5.44 y 6.23 µm para los recubrimientos 140 MXC, 530AS y 560 AS respectivamente. Para la medición del espesor se realizaron cortes transversales a las probetas y se observaron con micrografía óptica; se realizaron 10 mediciones para sacar el promedio. En las micrografías se observa que hay menos presencia de poros y óxidos en el recubrimiento 140 MXC que en los
recubrimientos 530 AS y 560 AS, lo cual condice con las especificaciones del fabricante. Los espectros de DRX para los recubrimientos 530 AS
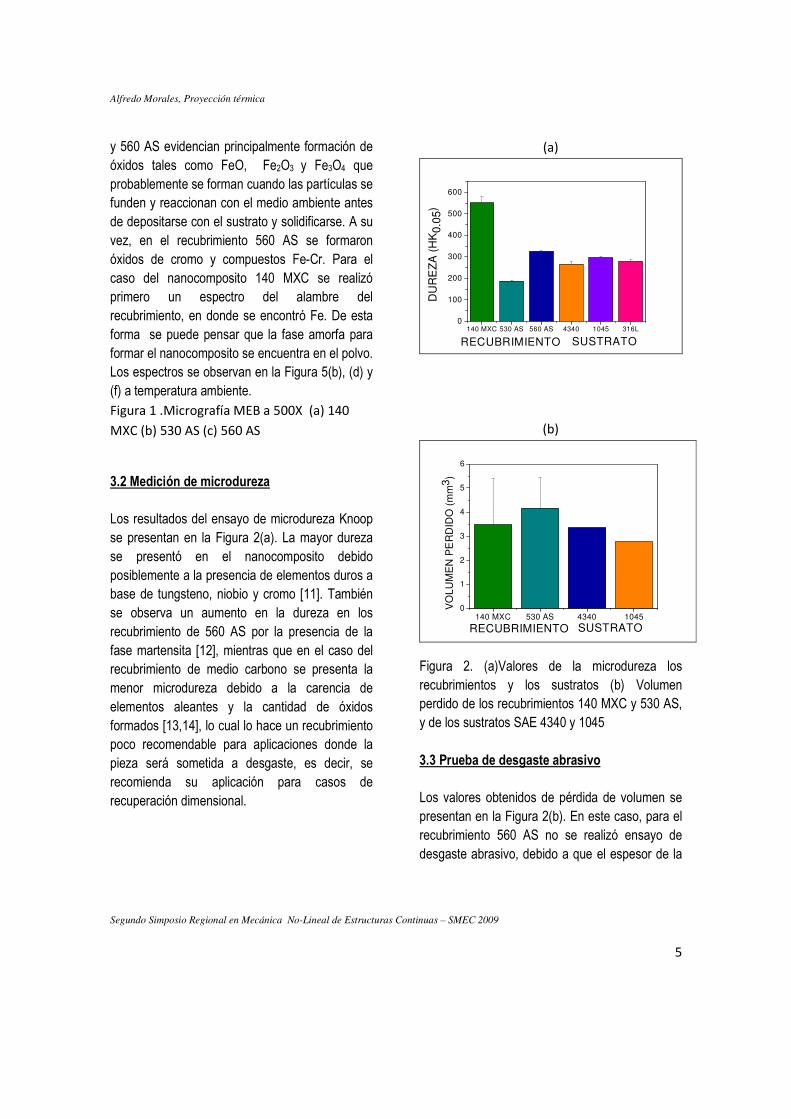
Alfredo Morales, Proyección térmica
Segundo Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2009
5
y 560 AS evidencian principalmente formación de óxidos tales como FeO, Fe2O3 y Fe3O4 que probablemente se forman cuando las partículas se funden y reaccionan con el medio ambiente antes de depositarse con el sustrato y solidificarse. A su vez, en el recubrimiento 560 AS se formaron óxidos de cromo y compuestos Fe-Cr. Para el caso del nanocomposito 140 MXC se realizó primero un espectro del alambre del recubrimiento, en donde se encontró Fe. De esta forma se puede pensar que la fase amorfa para formar el nanocomposito se encuentra en el polvo. Los espectros se observan en la Figura 5(b), (d) y (f) a temperatura ambiente. Figura 1 .Micrografía MEB a 500X (a) 140
MXC (b) 530 AS (c) 560 AS
3.2 Medición de microdureza Los resultados del ensayo de microdureza Knoop se presentan en la Figura 2(a). La mayor dureza se presentó en el nanocomposito debido posiblemente a la presencia de elementos duros a base de tungsteno, niobio y cromo [11]. También se observa un aumento en la dureza en los recubrimiento de 560 AS por la presencia de la fase martensita [12], mientras que en el caso del recubrimiento de medio carbono se presenta la menor microdureza debido a la carencia de elementos aleantes y la cantidad de óxidos formados [13,14], lo cual lo hace un recubrimiento poco recomendable para aplicaciones donde la pieza será sometida a desgaste, es decir, se recomienda su aplicación para casos de recuperación dimensional.
(a)
140 MXC 530 AS 560 AS 4340 1045 316L0
100
200
300
400
500
600
SUSTRATO
DU
RE
ZA
(H
K0.
05)
RECUBRIMIENTO
(b)
140 MXC 530 AS 4340 10450
1
2
3
4
5
6
VO
LUM
EN
PE
RD
IDO
(m
m3 )
SUSTRATORECUBRIMIENTO
Figura 2. (a)Valores de la microdureza los recubrimientos y los sustratos (b) Volumen perdido de los recubrimientos 140 MXC y 530 AS, y de los sustratos SAE 4340 y 1045 3.3 Prueba de desgaste abrasivo Los valores obtenidos de pérdida de volumen se presentan en la Figura 2(b). En este caso, para el recubrimiento 560 AS no se realizó ensayo de desgaste abrasivo, debido a que el espesor de la
Alfredo Morales, Proyección térmica
Segundo Simposio Regional en Mecánica No-Lineal de Estructuras Continuas – SMEC 2009
6
probeta no era el suficiente para montarlo sobre el portabrobetas de la máquina de desgaste. Se observa que el recubrimiento 140 MXC perdió menos volumen durante la prueba, lo que concuerda bien con los mayores valores de dureza. Esto seguramente es posible por la formación de una microestructura de buenas propiedades mecánicas, que está formada a base de una matriz amorfa compuesta por elementos cromo, niobio y molibdeno [13]. Estas mediciones deben ser corroboradas con un estudio más completo de microscopia electrónica de transmisión. Después de realizadas estas pruebas, las muestras fueron analizada en MEB, donde se observo que se presentaban signos de un mecanismo de desgaste por ralladura y deformación plástica. Al determinar la composición química se observaron trazas de silicio, oxígeno y carbono; el primero debido al silicio aportado por la arena del material abrasivo de la prueba, y los últimos seguramente por la interacción del recubrimiento con el ambiente. 3.4 Polarización potenciodinámica. En la Figura 3 se pueden observar las curvas de polarización Tafel en todos los recubrimientos y para los sustratos sin recubrimiento. El recubrimiento 140 MXC se depositó sobre dos sustratos (acero SAE 1045 y 4340) para poder observar el efecto del sustrato frente la resistencia a la corrosión. En estos recubrimientos se observa que el recubrimiento efectivamente le proporciona un mejoramiento en la resistencia a la corrosión para ambos sustratos, es decir, los valores del potencial de corrosión son más positivos y tiene un menor valor de la resistencia a la corrosión. Estas observaciones son acordes con su composición química pues la presencia de niobio
y cromo, así sea en pequeñas proporciones, mejoran la resistencia a la corrosión [15]. El recubrimiento 530 AS también se depositó sobre estos dos sustratos. En este caso se encontró que el recubrimiento mejora la resistencia a la corrosión cuando se aplica sobre sustrato 1045; pero en el caso de que el sustrato sea acero SAE 4340 no mejoró el comportamiento electroquímico, demostrándose así la importancia de la selección del sustrato. El recubrimiento 560 AS se depositó sobre el acero inoxidable 316L. Se observó que el sustrato tiene un comportamiento más favorable frente a la resistencia a la corrosión que depositado con el recubrimiento, esto posiblemente debido a que el recubrimiento inoxidable es martensitico y el sustrato es totalmente austenitico. Sobre la superficie de un acero inoxidable austenitico 316 se forma una capa aislante y que pasiva al acero, mejorando así la resistencia a la corrosión [16]. Por esta razón, se recomienda aplicar este sistema en aplicaciones de sinergismo donde hay presencia de fenómenos de a la corrosión y desgaste.
(a)
1n 10n 100n 1µ 10µ 100µ 1m 10m 100m
-1.2
-1.0
-0.8
-0.6
-0.4
-0.2
0.0







