Download - Demo impressio3d aracoop

Promotors: Amb el finançament de:
Prototipar amb la impressió 3D
Marc Muntada

Promotors: Amb el finançament de:
0. Què és la impressió 3D
Markus Kayser: https://vimeo.com/25401444
http://www.stratasys.com/3d-printers/production-series/fortus-900mc
Patents: http://www.stratasys.com/3d-printers/production-series/fortus-900mc
Revolució: http://reprap.org/mediawiki/images/e/ec/RFT_timeline2006-2012.png

Promotors: Amb el finançament de:
1. Impressió 3d
Convertir idees en objectes reals
?

Promotors: Amb el finançament de:
1.0. Impressora

Promotors: Amb el finançament de:
1.0. Impressora (II)
Motor extrusor
i filament
Control autònom
Safata (llit)
Capçal (Hotend)
Tub Bowden
Control des de PC per USB

Promotors: Amb el finançament de:
1.1. Filament
Material PLA.. Biodegradable.
Temperatura de fusió ~190ºC a 215ºC
Depèn fabricant/color
Diàmetre 3mm

Promotors: Amb el finançament de:
1.2 Capçal calent (Hot end)
Temperatura de fusió desitjada
Capçal amb diàmetre final de 0.4mm
Cal tenir ben controlada la zona de fusió
Ventilador
Promotors: Amb el finançament de:
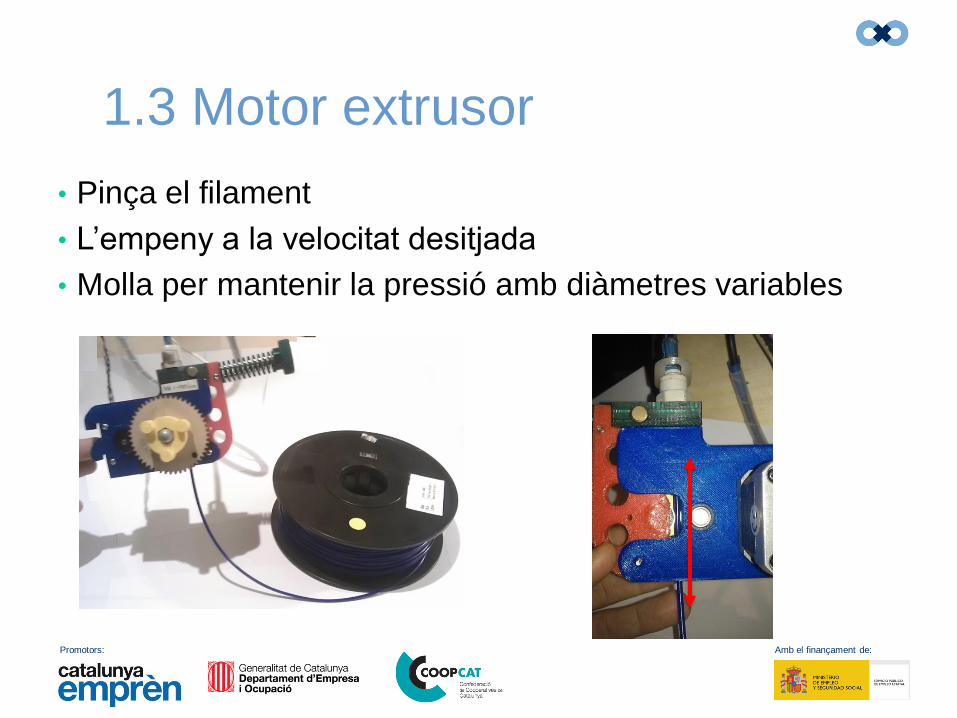
1.3 Motor extrusor
• Pinça el filament
• L’empeny a la velocitat desitjada
• Molla per mantenir la pressió amb diàmetres variables

Promotors: Amb el finançament de:
1.3.1 Desfem el filament
Tub Bowden. Flexible però transmet moviment lineal.
Com un fre de bicicleta entre l’extrusor i el capçal
Permet reduir pes del capçal

Promotors: Amb el finançament de:
1.4 Desplaçament XY
El capçal es pot desplaçar en el pla XY mentre diposita material desfet
Cada eix, un motor
Velocitat de desplaçament
Fins a 250 mm/s
Finals de carrera
Y
225mm
X
225mm

Promotors: Amb el finançament de:
1.5 Desplaçament vertical
La safata es desplaça avall.
Resolució fins a 0,06 mm
El nivell de qualitat de la depèn en gran mesura de la resolució
Cal alinear perfectament la safata al pla XY per tenir una bona adhesió a la primera capa
Z
200 mm

Promotors: Amb el finançament de:
1.6 Control del sistema
Electrònica de control: Arduino + RAMPS
Programa (firmware): Marlin, Sprinter,...
Diu als diferents perifèrics què han de fer i llegeix dades dels sensors
Interpretar comandes G-CODE des de USB o des d’un controlador autònom que accepta targeta SD

Promotors: Amb el finançament de:
1.7 “Slicers”. D’objecte sòlid a GCODE Model d’entrada en format STL
Tall del sòlid per capes horitzontals
Per cada capa es decideix el recorregut
Cal proporcionar uns paràmetres:
Temperatura, densitat, gruix exterior,..
Promotors: Amb el finançament de:
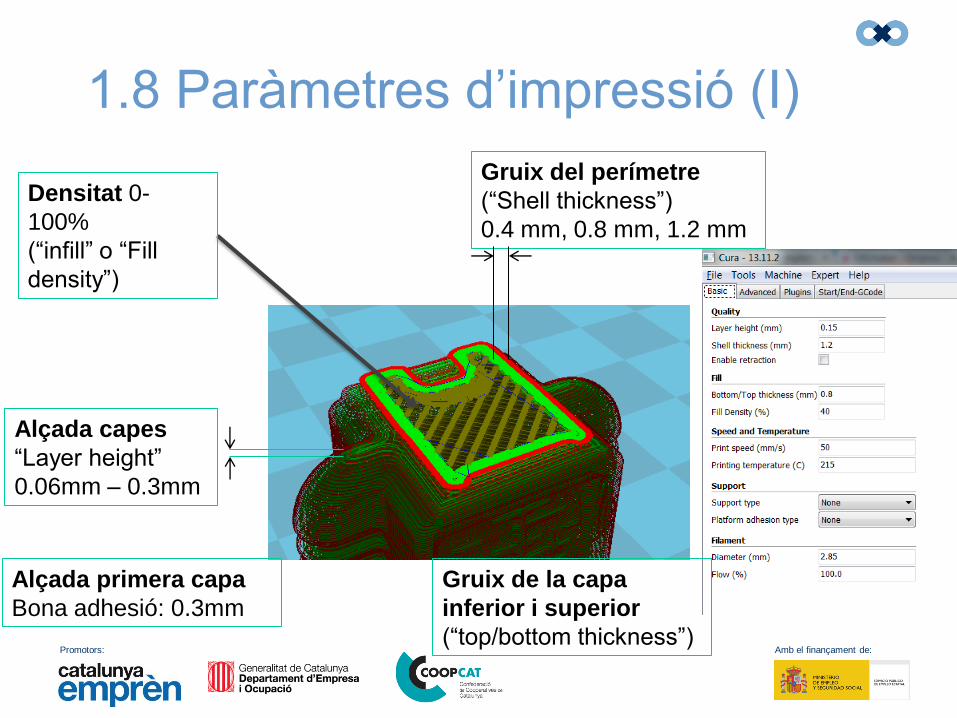
1.8 Paràmetres d’impressió (I)
Gruix del perímetre
(“Shell thickness”)
0.4 mm, 0.8 mm, 1.2 mm
Densitat 0-
100%
(“infill” o “Fill
density”)
Alçada capes
“Layer height”
0.06mm – 0.3mm
Alçada primera capa
Bona adhesió: 0.3mm
Gruix de la capa
inferior i superior
(“top/bottom thickness”)
Promotors: Amb el finançament de:
1.8 Paràmetres d’impressió (II) Temperatura del capçal
Com més alta, menys resistència al filament
Massa alta: perill de reflux i obstrucció
Massa baixa: resistència al filament, perill que el motor extrusor patini
Velocitat vs qualitat
Bona qualitat
50mm/s, alçada 0.1mm, densitat 40%, perímetre 1.2mm
Impressió ràpida
80mm/s, alçada 0.2mm, densitat 10%, perímetre 0.8
Rigidesa:
A més temperatura, millor adhesió entre capes

Promotors: Amb el finançament de:
1.8 Paràmetres d’impressió (III)
Suports
Si es pot, és preferible evitar-los.
Implica postprocessat manual
Calen quan:
Superfícies “volant”
Superfície amb angle major 45º
Es poden automatitzar i detectar a l’slicer (“overhangs”)

Promotors: Amb el finançament de:
1.8 Paràmetres d’impressió (IV)
Retracció
Degut a la viscositat del PLA, el capçal vessa encara que no s’empenyi el filament
Això s’evita estirant enrere el filament (“retraction”)
L’ajust automàtic dóna bons resultats.
“Warping”
Aixecament dels extrems de la base de la peça provocat per les tensions del material en refredar-se
Afegir “orelles” a la base
“Raft” de base
Fils indesitjats, “strings”

Promotors: Amb el finançament de:
1.8 Exemple d’impressió

Promotors: Amb el finançament de:
1.9 Noves possibilitats
Creació de noves eines de fabricació digital
Cyclone, fresadora per fer circuits
electrònics
Disseny fet col·laborativament
Promotors: Amb el finançament de:
2. Flux de treball
Del disseny a una peça real.
Exemple pràctic
Promotors: Amb el finançament de:
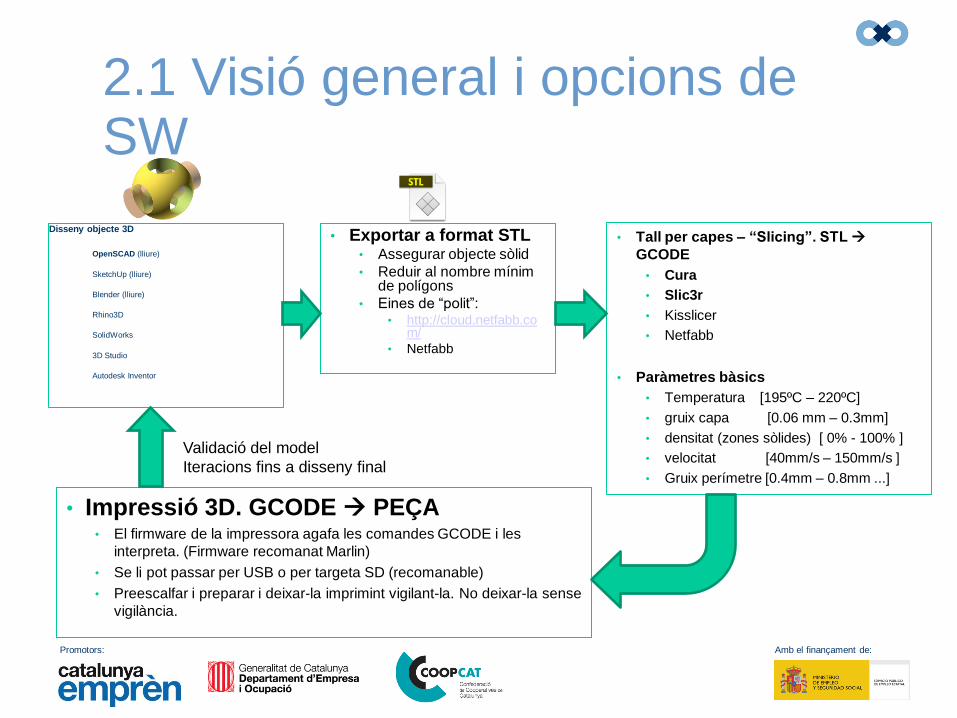
2.1 Visió general i opcions de SW
Disseny objecte 3D
OpenSCAD (lliure)
SketchUp (lliure)
Blender (lliure)
Rhino3D
SolidWorks
3D Studio
Autodesk Inventor
• Exportar a format STL • Assegurar objecte sòlid
• Reduir al nombre mínim de polígons
• Eines de “polit”: • http://cloud.netfabb.co
m/
• Netfabb
• Tall per capes – “Slicing”. STL
GCODE
• Cura
• Slic3r
• Kisslicer
• Netfabb
• Paràmetres bàsics
• Temperatura [195ºC – 220ºC]
• gruix capa [0.06 mm – 0.3mm]
• densitat (zones sòlides) [ 0% - 100% ]
• velocitat [40mm/s – 150mm/s ]
• Gruix perímetre [0.4mm – 0.8mm ...]
• Impressió 3D. GCODE PEÇA • El firmware de la impressora agafa les comandes GCODE i les
interpreta. (Firmware recomanat Marlin)
• Se li pot passar per USB o per targeta SD (recomanable)
• Preescalfar i preparar i deixar-la imprimint vigilant-la. No deixar-la sense
vigilància.
Validació del model
Iteracions fins a disseny final
Promotors: Amb el finançament de:
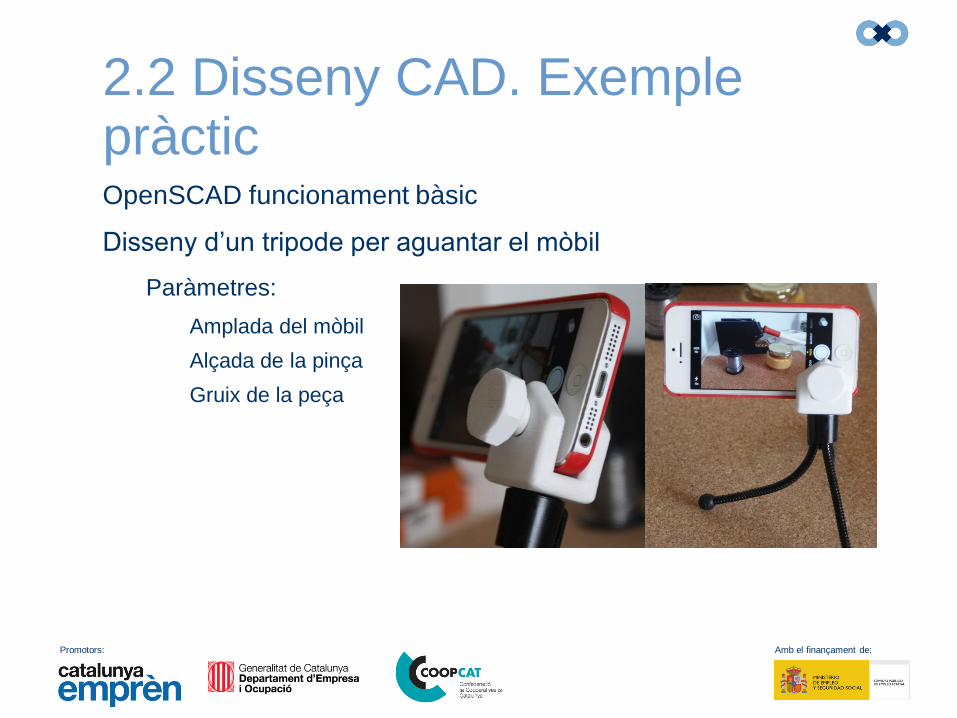
2.2 Disseny CAD. Exemple pràctic OpenSCAD funcionament bàsic
Disseny d’un tripode per aguantar el mòbil
Paràmetres:
Amplada del mòbil
Alçada de la pinça
Gruix de la peça

Promotors: Amb el finançament de:
2.2.1 OpenSCAD. Funcionament bàsic Entorn

Promotors: Amb el finançament de:
2.2.2 OpenSCAD. Funcionament bàsic Operacions booleanes amb sòlids
Transformacions
Promotors: Amb el finançament de:
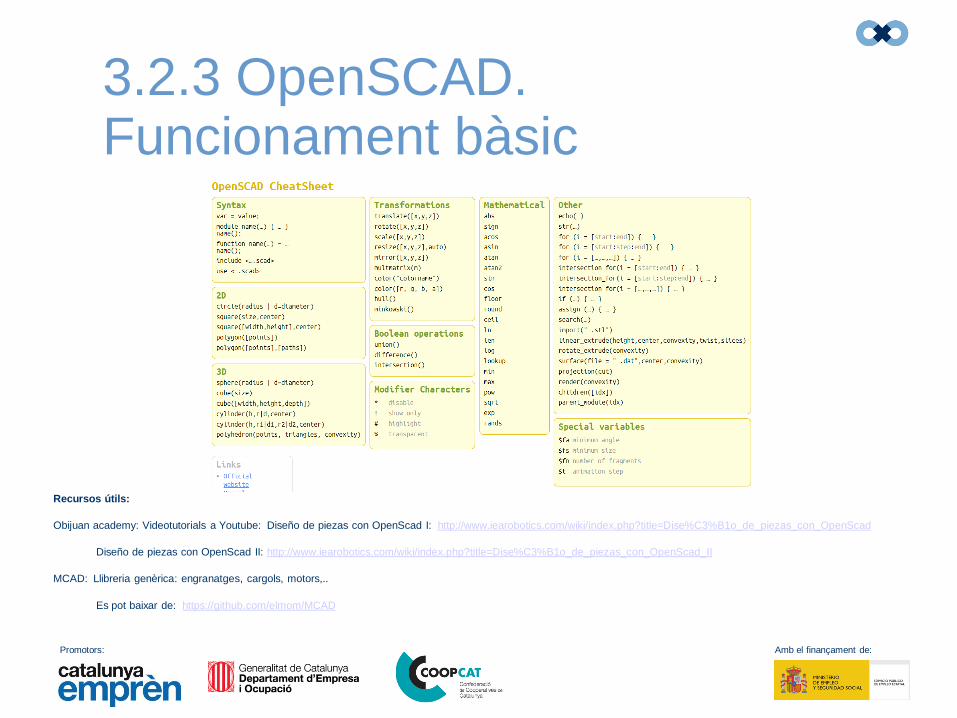
3.2.3 OpenSCAD. Funcionament bàsic
Recursos útils:
Obijuan academy: Videotutorials a Youtube: Diseño de piezas con OpenScad I: http://www.iearobotics.com/wiki/index.php?title=Dise%C3%B1o_de_piezas_con_OpenScad
Diseño de piezas con OpenScad II: http://www.iearobotics.com/wiki/index.php?title=Dise%C3%B1o_de_piezas_con_OpenScad_II
MCAD: Llibreria genèrica: engranatges, cargols, motors,..
Es pot baixar de: https://github.com/elmom/MCAD

Promotors: Amb el finançament de:
2.2.4. OpenSCAD. Exemple
Paràmetrització:
Ens permet modificar el disseny automàticament
Amplada del mòbil: 15mm (movilw)
Alçada de la pinça: 30mm (h)
Gruix de la peça: 20 (w)
Pràctica
movilw
w
l
h

Promotors: Amb el finançament de:
3.3 Tall per capes amb Cura
Pràctica







