
1
CREACIÓN DE UNA BASE DE DATOS EN ASPEN HYSYS PARA EL ANÁLISIS Y
OPTIMIZACIÓN ECONÓMICA EN LA SIMULACIÓN DE PLANTAS DE PROCESAMIENTO DE
HIDROCARBUROS ENFOCADO EN CONDICIONES COLOMBIANAS.
ESTEBAN PINILLA PLATA
DIRECTORES: JAIME RODRÍGUEZ, LÍDER SENIOR DE INGENIERÍA, EQUIÓN-ENERGÍA
LTDA NICOLÁS RÍOS RATKOVICH, PROFESOR DE LA UNIVERSIDAD DE LOS ANDES
PROYECTO DE GRADO
UNIVERSIDAD DE LOS ANDES
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ D.C. MAYO, 2018
2
AGRADECIMIENTOS:
Especiales agradecimientos a los involucrados en el desarrollo del proyecto a continuación:
Ingeniero Jaime Rodríguez, quien estuvo dirigiendo y asesorando de comienzo a fin por todo el apoyo,
tiempo y dedicación a lo largo del desarrollo de este documento.
Ingeniero Carlos Micale quien estuvo presente brindando su conocimiento y orientación técnica.
Nicolás Ríos, docente de la universidad quien estuvo siempre pendiente y disponible para brindar todo el
apoyo y retroalimentación durante cada etapa del trabajo.
EQUIÓN ENERGÍA LTDA por el soporte para el desarrollo del proyecto.

3
TABLA DE CONTENIDO
1. RESUMEN ............................................................................................................................................... 4
2. PALABRAS CLAVE ............................................................................................................................... 4
3. INTRODUCCIÓN .................................................................................................................................... 4
3.1. CONTEXTO ...................................................................................................................................... 6
3.2. ANTECEDENTES ............................................................................................................................ 6
4. MÉTODOLOGÍA ..................................................................................................................................... 7
4.1. DESCRIPCIÓN GENERAL ............................................................................................................. 7
4.2. PROPIEDADES DE LA SIMULACIÓN ......................................................................................... 8
4.3. ESPECIFICACIÓN DE EQUIPOS Y CONDICIONES DE OPERACIÓN ..................................... 9
4.4. SUPUESTOS DENTRO DE LA SIMULACIÓN ........................................................................... 11
5. RESULTADOS Y DISCUSIÓN ............................................................................................................ 14
5.1. SIMULACIÓN DE PROCESOS ..................................................................................................... 14
5.2. ESTIMACIÓN DE COSTOS .......................................................................................................... 17
5.3. EVALUACIÓN ECONÓMICA DEL PROYECTO ....................................................................... 23
6. CONCLUSIONES .................................................................................................................................. 24
7. REFERENCIAS ...................................................................................................................................... 26
ANEXOS .................................................................................................................................................... 27
4
1. RESUMEN
Este proyecto consistió en la creación de una base de datos usando información de proyectos de Equión
bajo condiciones colombianas con el fin de mejorar la forma en la que se hacen actualmente los estimados
dentro de la empresa. Reduciendo tiempo, aumentando precisión e integrando: el diseño conceptual del
proceso, el diseño de equipos y los estimados relativos. Asimismo, se va a generar un estimado de costos
exacto y preciso para la evaluación económica de la simulación de facilidades de procesamiento de
hidrocarburos. Para llevar a cabo este trabajo, se utilizó como punto de partida la base de datos
estadounidense (que se encuentra por defecto en Aspen Process Economic Analyzer v10 y Aspen Capital
Cost Estimator v10) y a partir de ella se cambiaron los parámetros, variables e indicadores que se
consideraron necesarios. La primera parte consistió en el desarrollo de la simulación de proceso de la planta
well-pad facility WPF Pauto J. Seguidamente se creó la base de datos en Aspen Process Economic Analyzer
v10 (APEA) modificando las condiciones generales, específicas y cinco de los siete costos directos del
proyecto que serán explicados más adelante. Para los dos restantes (costos logísticos y de ingeniería) se usó
el programa Aspen Capital Cost Estimator v10 (ACCE) editando la misma base de datos. Durante este
proceso se iban haciendo los ajustes necesarios a partir de los costos estimados calculados según
información interna de Equión, y finalmente se generó el reporte económico en donde se concluyó,
mediante indicadores financieros, que la planta presenta un VPN de 6’370.386 USD, y una excelente tasa
interna de retorno (56%), la inversión del proyecto se recupera después de 2.76 años (de 5 años evaluados)
y por tal razón se considera como un proyecto económicamente viable y rentable.
2. PALABRAS CLAVE
Costos, estimación, Capex, Simulación, HYSYS, económicos.
3. INTRODUCCIÓN
Aspen Hysys v.10 es un programa usado para modelar y simular procesos químicos por medio de
operaciones y aproximaciones matemáticas que usan como base razonamientos de campos físicos y
químicos con el fin de generar unos resultados, los cuales permiten por medio de diagramas, gráficos y
tablas proveer una amplia variedad de posibilidades para el diseño y construcción de una planta de
producción industrial. Así mismo, incluye herramientas para la estimación y cálculo de propiedades y

5
procesos correspondientes a diferentes campos de la ingeniería química como lo son: balances de masa,
equilibrio líquido-vapor, transferencia de calor, balance de energía, cinética de reacciones y caída de
presión, entre otros. Estos balances y consideraciones son analizados en conjunto por el programa y como
consecuencia permiten el modelamiento de incontables combinaciones de equipos y sustancias, desde
operaciones unitarias sencillas, hasta la simulación de plantas químicas y refinerías (Wilcox, 2012). En la
actualidad, Hysys es considerado como uno de los programas ampliamente aceptado para la simulación de
procesos en la industria del petróleo ya que su confiabilidad permite una amplia variedad en configuraciones
de equipos y flujos, disminuyendo el tiempo de diseño de una planta y determinando las condiciones
óptimas de un proceso para lograr así, un ahorro económico (TES, 2013). Adicionalmente, las versiones
más recientes de Hysys incluyen dos módulos económicos complementarios (Aspen Process Economic
Analyzer – APEA y Aspen Capital Cost Estimator - ACCE) los cuales utilizan herramientas en donde se
tienen en cuenta diferentes aspectos financieros y económicos de la simulación de tal forma que el programa
puede calcular un valor estimado de utilidad y costos de la planta, y de esta forma se puede tomar decisiones
para ver qué tan viable es la ejecución de un proyecto.
Ambos programas, tanto APEA como ACCE tienen por defecto una lista de seis plantillas, cada una
asociada a una base de datos (China, Europa, Japón, Arabia Saudita, Reino Unido y Estados Unidos). Cada
base de datos cuenta con características propias de cada zona geográfica en donde el costo no solo del
capital de la planta sino también de la operación, se ve afectado significativamente. Algunos ejemplos son:
tipo del terreno, condiciones ambientales, impuestos, costos logísticos, moneda base sobre la cual se estima
el valor del proyecto, salarios de los trabajadores, ingenieros y operarios, entre otros. La evaluación de un
proyecto consiste en la selección de alguna de estas bases de datos que se ajuste mejor a las condiciones
del país o el sitio en el que se instalaría el proyecto, de tal forma que se obtenga un estimado medianamente
preciso. Lo anterior se debe a que hay varios parámetros adicionales a los mencionados previamente, que
cambian significativamente dependiendo del país y ubicación.
En este orden de ideas, el proyecto a continuación consiste en la identificación, modificación y adaptación
de los parámetros y variables que se encuentran en APEA y ACCE con el fin de crear una nueva base de
datos con condiciones netamente colombianas de tal forma que se reduzca de forma significativa el
porcentaje de error o desfase para aumentar la precisión de la estimación de costos. Este desarrollo se llevará
a cabo mediante tres etapas diferentes que se explican en detalle más adelante: primero se hará una
simulación de procesos en donde se van a establecer las condiciones, propiedades, y equipos necesarios que
corresponden al proyecto seleccionado, para este caso las Well Pad Facilities ubicadas en la plataforma
Pauto J de la operación de Equión Energía Ltd. Segundo, se creará la base de datos con información de

6
salarios y condiciones colombianas para realizar la estimación de costos y finalmente se ejecutará la
evaluación económica de la planta con el fin de determinar la viabilidad económica del proyecto.
3.1. CONTEXTO
La industria petrolera se divide en tres grandes campos: upstream, midstream y downstream. Este proyecto
se va a enfocar en el sector upstream. Este último es conocido también como el sector de exploración y
producción; adicionalmente, aquí se incluyen las tareas de búsqueda de yacimientos de petróleo crudo y
gas natural, tanto subterráneo como offshore (mar adentro). Este sector incluye también la perforación de
los pozos encontrados y la explotación de estos, llevando el flujo hasta la superficie. Seguidamente aparece
el segundo sector de esta industria, el midstream. Aquí está incluido el transporte, almacenamiento y
comercialización de productos derivados del petróleo obtenidos en la extracción, así como también la
licuefacción del gas natural. Estos productos son entregados a las refinerías y distribuidores del
downstream. Este último sector hace referencia a la refinación del petróleo y regasificación (o purificación)
del gas natural para la producción, distribución y venta de productos muchos más específicos como lo son
gasolinas, gasoil, querosén, GLP, entre otros (Upstream, midstream & downstream, 2014).
El objetivo de esta investigación será crear una base de datos con parámetros netamente colombianos en
donde el módulo económico de Hysys tome estos datos como valores de entrada para el cálculo económico
y financiero del proyecto en cuestión. Adicionalmente, con el fin de revisar la integridad de esta base de
datos, se va a realizar la simulación de un proyecto que se encuentra actualmente en desarrollo en Equión-
Energía Ltda. De esta forma se puede comparar los resultados obtenidos con los valores reales y verificar
que la base de datos sea confiable. Es importante resaltar que este proyecto se está realizando bajo la
asesoría y orientación de la empresa Equión Energía LTD, por lo cual, la investigación en cuestión será
orientada y desarrollada en pro del beneficio de esta compañía.
3.2. ANTECEDENTES
En el 2011 fue construida la plataforma de producción Pauto J y en los dos años siguientes se perforaron
dos pozos productores respectivamente, PJ6 (2012) y PJ7 (2013). Se estima que para finales del primer
semestre del presente año, el pozo PJ7 no sea capaz de fluir por si solo hacia el Central Process Facility de
Floreña. De esta forma se puede convertir en una excelente opción para funcionar como pozo inyector de
7
gas en el área sur del campo de Piedemonte, sin afectar las reservas de producción. A partir de lo anterior,
surgen algunas alternativas para la inyección de gas dentro de las cuales Equión-Energía LTDA ha
seleccionado aquella que consiste en la instalación de unas facilidades de producción - WPF en la
plataforma Pauto J. Estas WPF permitirían inyectar hasta 50 MMscfd (million standard cubic feet per day)
de gas, lo cual aumenta las reservas de barriles y reduce los costos de desmantelamiento, restauración y
abandono de estas facilidades actualmente fuera de operación. Este proceso de inyección se logra utilizando
equipos disponibles en la operación y sin afectar la capacidad actual del CPF de Floreña.
4. MÉTODOLOGÍA
4.1. DESCRIPCIÓN GENERAL
En el siguiente trabajo se va a realizar una simulación en Aspen Hysys v10 de una planta de procesamiento
de hidrocarburos que cuenta con tres etapas: una primera etapa de enfriamiento de la mezcla, posteriormente
una etapa de separación, y por último una etapa de compresión del gas proveniente del proceso anterior.
Adicionalmente hay un área considerada como auxiliar del proceso que consiste en la incineración del
exceso de flujo de gas proveniente del separador. Para la estimación de costos y la evaluación económica
se utilizara el módulo económico APEA (Aspen Process Economic Analyzer v.10) y ACCE (Aspen Capital
Cost Estimator v10).
Para la primera parte de este proyecto se hizo la elección de la planta a simular. Fue importante tener en
cuenta que fuera una planta cuyo proyecto conceptual ya estuviese desarrollado. Teniendo en cuenta lo
anterior se escogieron las WPF (well-pad facilities) Pauto J ubicada en Floreña. El objetivo de este proceso
es básicamente comprimir e inyectar el gas separado de los pozos en la misma locación y los hidrocarburos
líquidos separados se envían al CPF (central process facilities) de Floreña a 7 kms de distancia por medio
de una línea de flujo. Las corrientes de entrada a este proceso vienen directamente de dos pozos, PJpf y
PJ6. Antes de comenzar con el modelamiento y la simulación se hizo un diagrama de flujo PFD para definir
cada uno de los equipos y las corrientes junto con sus condiciones propias y lazos de control para de esta
forma comenzar con la simulación que corresponde a la Figura 3. Para esta última, se ingresaron los
parámetros y datos almacenados en artículos y bases de datos de Equión-Energía LTDA.
8
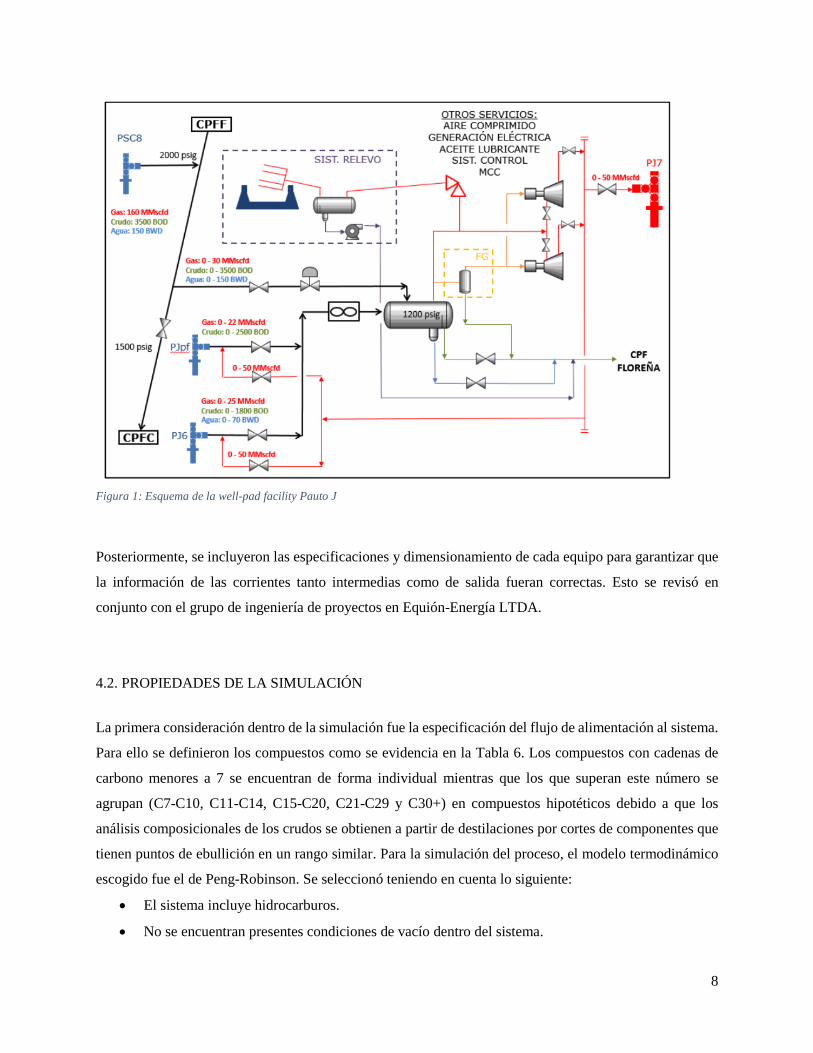
Figura 1: Esquema de la well-pad facility Pauto J
Posteriormente, se incluyeron las especificaciones y dimensionamiento de cada equipo para garantizar que
la información de las corrientes tanto intermedias como de salida fueran correctas. Esto se revisó en
conjunto con el grupo de ingeniería de proyectos en Equión-Energía LTDA.
4.2. PROPIEDADES DE LA SIMULACIÓN
La primera consideración dentro de la simulación fue la especificación del flujo de alimentación al sistema.
Para ello se definieron los compuestos como se evidencia en la Tabla 6. Los compuestos con cadenas de
carbono menores a 7 se encuentran de forma individual mientras que los que superan este número se
agrupan (C7-C10, C11-C14, C15-C20, C21-C29 y C30+) en compuestos hipotéticos debido a que los
análisis composicionales de los crudos se obtienen a partir de destilaciones por cortes de componentes que
tienen puntos de ebullición en un rango similar. Para la simulación del proceso, el modelo termodinámico
escogido fue el de Peng-Robinson. Se seleccionó teniendo en cuenta lo siguiente:
El sistema incluye hidrocarburos.
No se encuentran presentes condiciones de vacío dentro del sistema.

9
Puede resolver sistemas de una, dos o tres fases.
El rango de operación de temperatura del sistema es mayor a -271°C
Hay hypocomponentes o derivados del petróleo.
El rango de operación de presión del sistema es menor a 100.000 kPa.
El sistema cumple con todos las condiciones previas y por tal razón Peng-Robinson se considera como el
modelo matemático ideal para la simulación de procesos. Este paquete de fluidos se rige bajo el siguiente
modelo matemático:
Ecuación 1: Fórmula Peng-Robinson
Donde:
𝑅 = 8.3145 𝐽/𝑘𝑚𝑜𝑙
𝑎 =0.45723553 𝑅2𝑇𝑐
2
𝑃𝑐
𝑏 =0.07779607 𝑅𝑇𝑐
𝑃𝑐
𝛼 = (1 + (0.37464 + 1.54226𝑤 − 0.26992𝑤2)(1 − 𝑇𝑟0.5))2
𝑇𝑟 =𝑇
𝑇𝑐
𝑤 = 𝑓𝑎𝑐𝑡𝑜𝑟 𝑎𝑐é𝑛𝑡𝑟𝑖𝑐𝑜 𝑑𝑒𝑙 𝑐𝑜𝑚𝑝𝑢𝑒𝑠𝑡𝑜
4.3. ESPECIFICACIÓN DE EQUIPOS Y CONDICIONES DE OPERACIÓN
A continuación se encuentra la especificación de los equipos principales usados en el proceso. No se
incluyen elementos auxiliares de la simulación como mezcladores, splitters, ni válvulas. Vale la pena
resaltar que cada compresor está compuesto por dos etapas y cada etapa consta de los siguientes equipos:
una vasija de succión, el compresor y un aeroenfriador, por ejemplo para el primer compresor la
configuración es la siguiente: K-100 (etapa 1), AC-101, V-104, K-102 (etapa 2), AC-103.

10
Tabla 1: Especificaciones y condiciones de operación para los equipos principales dentro de la simulación.
EQUIPO ESPECIFICACIÓN
Aero-enfriador AC-100
Se supuso una temperatura ambiente de 70°F.
Se estableció una temperatura de 90°F en la corriente de salida.
(dT min de 20°F)
Velocidad demandada: 250 rpm
Número de ventiladores: 1
Total UA = 237.000 BTU/°F hora
Configuración: un tubo – un paso.
Separador trifásico principal
V-101
Geometría: cilindro horizontal con diámetro de 2.5 ft y
longitud de 7.5 ft.
Se estableció una bota de 0.833 ft x 2.5 ft (diámetro x altura).
Presión y temperatura de operación 1186 psig – 90.44°F
Separadores V-103 y V-102
Geometría: cilindro vertical de 3 ft x 10.5 ft, de diámetro x
altura respectivamente.
Sin bota, debido al alto flujo del componente pesado (agua).
Temperatura y presión de operación 89.16°F – 1171 psig
Dos compresores
Cada uno opera un flujo de gas de 26.71 MMscfd
Primera etapa de compresión: de 1171 a 2300 psig (dP = 1129
psig)
Segunda etapa de compresión: de 2300 a 4490 psig (dP = 2190
psig)
Diferencia de temperatura total (igual en cada compresor): Tin
= 89.16°F, Tout = 120°F
Sistema de relevo TEA
(auxiliar)
Está compuesto por una vasija con forma de cilindro
horizontal.
Dimensiones: 8.5 x 25.5 ft, de diámetro x longitud
respectivamente.
No cuenta con una bota.
Su presión y temperatura de operación son 50 psig y -10.25°F.

11
4.4. SUPUESTOS DENTRO DE LA SIMULACIÓN
Después de incluir las especificaciones de cada equipo, se procedió a revisar cada uno de los subprocesos,
flujos y composiciones de la planta para asegurar que tuvieran las condiciones de operación adecuadas y
por ende estuvieran correctos. Es importante resaltar que los flujos totales (agua + crudo + gas) de entrada
a esta planta son 51.82 MMSCFD (million standard cubic feet per day) y 22.98 MMSCFD, para cada pozo
PJpf y PJ6 respectivamente. En esta misma sección (simulación), fue necesario establecer unos supuestos
y aclaraciones:
1. Para establecer las composiciones de los flujos de alimentación al proceso, es decir las corrientes
que se extraen de los pozos, se tomó la información de un documento de Equión-Energía LTDA
en el cuál se encuentran los registros y cantidades de cada una de las sustancias que se encontraron
dentro de una muestra analizada en un laboratorio (EQUION-ENERGIA LIMITED, 2018). Para
mayor practicidad, el flujo de cada pozo se definió en tres corrientes diferentes; gas, crudo y agua.
En la están las composiciones para las corrientes de crudo y gas de ambos pozos, el PJpf y PJ6.
2. La planta en cuestión, WPF Pauto J, va a contar con un sistema propio para abastecer sus
requerimientos energéticos. Esto lo logra por medio de una planta generadora de energía que
funciona mediante la combustión de gas, el cual se obtiene durante el proceso. También cuenta
con sistema de recolección y abastecimiento de aguas industriales que son usadas para el
enfriamiento de algunos equipos. Dicho lo anterior, la planta no cuenta con la necesidad de pagar
por servicios destinados a suplir las necesidades auxiliares (energía eléctrica, agua industrial, aire
comprimido).
3. Para efectos de la simulación se incluyen cuatro compresores, que realmente corresponden a dos
etapas por compresor que serán descritas a continuación. En la primera se comprime un flujo de
26.7 MMSCFD gas desde 1171 psig y 70°F hasta 2300 psig lo cual sube la temperatura hasta 174.3
°F, y en la segunda etapa se comprime hasta 4490 psig y 223.4°F. El modo de operación de los
compresores es de tipo reciprocante.
4. Estos compresores no son equipos nuevos, sino reutilizados de unas facilidades de Ecopetrol. En
este orden de ideas fue necesario considerar su precio de salvamento (4.2 millones de dólares, 2.2
millones cada compresor) dentro del costo asociado a los equipos en la información de Equión-
Energía LTDA, de lo contrario no se podrían comparar los costos de los equipos entre el valor real

12
y el valor obtenido en el análisis económico en ACCE. Esto debido que último asume equipos
nuevos y en los costos registrados en la estimación en Equión-Energía LTDA no hay ningún
compresor nuevo.
5. Se puede observar en la simulación de procesos (Figura 3) que en la salida del sistema se
encuentran 5 corrientes: incinerados, recuperación, una corriente al pozo PJ7, otra hacia el CPF
(Central Process Facilities) de Floreña y finalmente una que se denomina Crudo Total. Ésta última
es la única corriente que tiene un precio, pues es aquella que corresponde al flujo de crudo. Se
determinó un valor de 60 USD/barril.
6. Debido a que las corrientes de entrada al sistema corresponden a los flujos naturales de cada uno
de los pozos, el costo asociado a la producción no se considera apreciable. Por consiguiente, el
NPV (net present value) del proyecto y la evaluación económica en general se hace alrededor de
la inversión o Capex, los costos operacionales u Opex y el beneficio correspondiente al incremento
en producción por la inyección del gas en el yacimiento más las utilidades correspondientes a la
venta del flujo de la corriente de Crudo Total explicada en el numeral anterior.
Posteriormente, se realizó la evaluación de costos usando como base de datos la plantilla de Estados Unidos
(sin modificar). Para el estudio y la determinación de la viabilidad de un proyecto Equión-Energía LTDA
categoriza los costos de tal forma que se pueda entender qué tanto se va a invertir en cada área y de esta
forma tomar la decisión de ejecutar o no un proyecto. A continuación se puede observar la estructura de
costos que manejan en la compañía:
Ingeniería
Equipos y materiales
Logística
Construcción y montaje
Alistamiento
Para entender qué porcentaje del costo total de capital corresponde a cada categoría fue necesario exportar
la simulación en APEA y generar un reporte detallado de los costos del proyecto. El siguiente paso consistió
en estudiar y entender qué se incluye dentro de cada categoría no solo en el programa sino también la forma
en la que lo hacen en Equión-Energía LTDA. Esto se hizo por medio de revisiones en conjunto con Jaime
Rodriguez, Carlos Micale (ingenieros senior en el área de proyectos dentro de Equión-Energía LTDA) y

13
también con Jose Eduardo Juárez (especialista y técnico de AspenTech) con el fin de entender a fondo los
parámetros involucrados en cada una de las categorías de los costos. Después de esto se calcularon los
valores de cada categoría usando, como ya se mencionó, la base de datos norte americana. Se obtuvieron
los valores ilustrados en la Tabla 2. El proceso que sigue consistió en crear la nueva base de datos
colombiana (a partir de modificaciones en la base de datos de Estados Unidos) revisando y ajustando los
parámetros necesarios asociados a las condiciones nacionales y privadas de Equión-Energía LTDA. En este
momento surgió la necesidad de usar el programa ACCE, dado que en APEA no era posible modificar los
costos asociados a la ingeniería, logística y alistamiento del proyecto. Para crear esta nueva base de datos
fue necesario ejecutar varias corridas en las que se iba comparando paso a paso los resultados obtenidos vs.
los costos reales de estimación del proyecto y de esta forma se iban realizando los ajustes necesarios a cada
una de las variables relacionadas con cada área de costos. En la sección de análisis de resultados se
encuentran especificados todos los detalles modificados. A medida que se iban realizando los ajustes
correspondientes a cada categoría, se corría la simulación una y otra vez con el fin de verificar y guardar
cada ajuste realizado y de este modo la integridad de la base de datos.
A continuación se presenta el diagrama de flujo que ilustra el método paso a paso llevado a cabo para la
realización del proyecto de grado:

14
Figura 2: Diagrama de proceso paso a paso para el desarrollo del proyecto.
5. RESULTADOS Y DISCUSIÓN
5.1. SIMULACIÓN DEL PROCESO
Los primeros resultados que se obtuvieron correspondieron a la simulación del proceso. Después de haber
revisado el dimensionamiento y detalles de cada equipo se llegó a la conclusión que la planta a modelar
económicamente sería aquella ilustrada en la Figura 3.
La planta cuenta con tres secciones de proceso principal. Al comienzo se encuentra el enfriamiento de la
mezcla de crudo proveniente de ambos pozos (PJpf y PJ6). En esta sección el principal equipo es el aero-
enfriador AC-100 el cual se encarga de reducir la temperatura del flujo de 156°F a 90°F, esto con el fin de
que los hidrocarburos pesados condensables presentes en el gas se recuperen en la corriente líquida.
La siguiente sección es la de separación. El separador V-101 se encarga de separar la mezcla proveniente
de los pozos (a una presión de 1186 psig) en: gas (compuesto por metano en un 86%), crudo, y agua (que
sale por los fondos). El separador según la simulación es 100% eficiente, sin embargo en la realidad es
Identificación de las características de los
modelos de plantas sobre los que se hará la
simulación económica.
Entendimiento del detalle de los modelos económicos
y su interrelación con los modelos de diseño.
Estudio de la estructura de costos (Colombianos) de las plantas objeto de estudio.
Simulación de una planta ya desarrollada para hacer las
primeras corridas con la base de datos previamente
cargada.
Recopilación de la información con la que se cargará la base de datos.
Comparación entre los resultados de APEA y ACCE vs. información interna de
EQUIÓN sobre los costos de la planta.
Análisis y entendimiento de los resultados obtenidos a
partir de las primeras corridas de APEA.
Correcciones pertinentes a la simulación en HYSYS y la plantilla en APEA y ACCE a partir del análisis previo.
Nueva corrida y verificación de la simulación para este
proyecto y realizar análisis y correcciones finales a la
base de datos.
15
factible que haya arrastre de gotas de líquido en la corriente de gas lo que hace que se requieran equipos
adicionales descritos más adelante.
Seguidamente el gas pasa por la tercera sección que consiste en un proceso de compresión en el cual se
divide la corriente principal en dos partes iguales de tal forma que entren 26.7 MMSCFD a cada compresor
(la razón de que haya dos compresores con corrientes iguales en composición, flujo, presión y temperatura,
es debido a la capacidad máxima de los compresores reciprocantes disponibles en el mercado, pues el flujo
es bastante grande). Como se mencionó previamente, cada equipo funciona de forma reciprocante con dos
etapas de compresión en donde el gas proveniente de la cima del separador se comprime de 1171 psig hasta
4490 psig. En dado caso que haya un exceso en el flujo de gas que sale por cimas del separador V-101 en
la sección de separación, se abre una válvula que lleva este flujo adicional hacia una TEA en donde es
incinerado, de tal forma que el flujo de entrada a los compresores no exceda los 27 MMSCFD que
corresponde al flujo máximo de operación al que pueden trabajar estos equipos de forma segura.
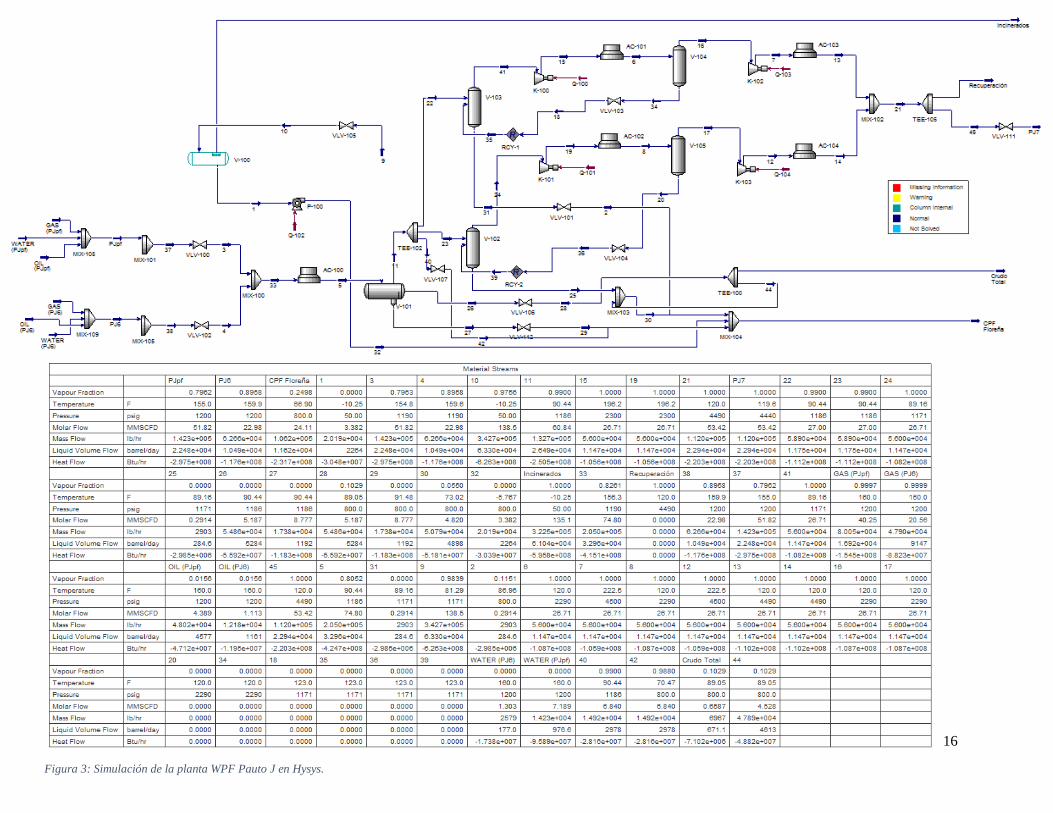
16
Figura 3: Simulación de la planta WPF Pauto J en Hysys.

17
5.2. ESTIMACIÓN DE COSTOS
Después de realizar la simulación en HYSYS v10, se corrió la evaluación de costos usando APEA v10 a
partir de la base de datos estadounidense (que corresponde a la que mejor se ajusta a las condiciones
nacionales) para la evaluación económica de la simulación. Esto con el fin de tener un punto de comparación
entre los costos resultantes de la evaluación utilizando la información de esta plantilla que se encuentra por
defecto vs. los resultados que se obtendrán después de la modificación y creación de la nueva base de datos.
Seguidamente, se corrió nuevamente la evaluación de costos usando APEA-ACCE después de haber
modificado todos los parámetros necesarios para ajustar los modelos a las condiciones de Colombia y
Equión-Energía LTDA. Luego, se determinó la relación entre el reporte de costos arrojado por ACCE y la
categorización de costos que se maneja en Equión-Energía LTDA. De esta forma fue posible obtener el
detalle de los costos para el análisis de los resultados.
Se puede evidenciar a nivel general que hay una diferencia de costo total de la planta correspondiente a un
valor de 2.88 millones de USD; es decir, el estimado por APE/ACCE está un 17.6% por encima del costo
estimado por el grupo de proyectos de Equión-Energía LTDA que para efectos del presente documento
hemos denominado costos reales. Comparando detalladamente cada uno de los costos tanto indirectos como
directos se pueden encontrar porcentajes más altos (resaltados en la Tabla 2), lo que significa una baja
precisión entre el costo estimado en ACCE-APEA vs el costo real, estimado por el grupo de proyectos de
Equión-Energía LTDA . Los valores negativos en la diferencia indican que el estimado es menor al costo
de Equión-Energía LTDA , mientras que los positivos indican lo contrario. La única categoría que está muy
cercana a la realidad es la del costo asociado a los equipos. La razón principal es que los equipos se compran
normalmente en Estados Unidos y por consiguiente se espera que su costo sea muy parecido al costo real
siempre y cuando se mantengan las mismas especificaciones de materiales y dimensionamiento.

18
Tabla 2: Valores económicos de costos directos e indirectos para la planta, utilizando la base de datos de E.E.U.U. en comparación
con los costos reales del proyecto.
Después de tener noción cuantitativa de los costos a modificar se procedió a incluir los datos y editar la
información dentro de la nueva base de datos. Para lograr esto, se creó una nueva plantilla dentro del
programa ACCE (Aspen Capital Cost Estimator v.10) dentro de la cual se establecieron unidades IP (inch-
pound). Esta selección determina el uso de unidades inglesas para el dimensionamiento de la planta. Es
decir, los resultados generales de la planta, estarían dados por unidades como °F, pulgadas, pies, hp
(caballos de fuerza), libras y psig. Como moneda base, se estableció el dólar norteamericano USD para la
evaluación de resultados.
Para entender el desfase de los costos dentro de cada área es importante estudiar el contexto y algunas de
las condiciones que se van a explicar a continuación.
Después de establecer el sistema de unidades y tipo de moneda, se determinaron las
especificaciones generales del proyecto. En esta parte los principales cambios fueron la localización
geográfica (América del Sur), el tipo de tierra en el área (Soft clay), y el porcentaje de contingencia.
Pues como se pudo observar en la Tabla 2 (Estimación ACCE con plantilla E.E.U.U) el programa
establece por defecto un porcentaje de contingencia bastante superior al supuesto por Equión-
Energía LTDA. Se hace un cambio desde un 16% a un 2.4% Estos cambios específicos se pueden
evidenciar en la Figura 4.

19
Figura 4: Especificaciones generales del proyecto, APEA v10.
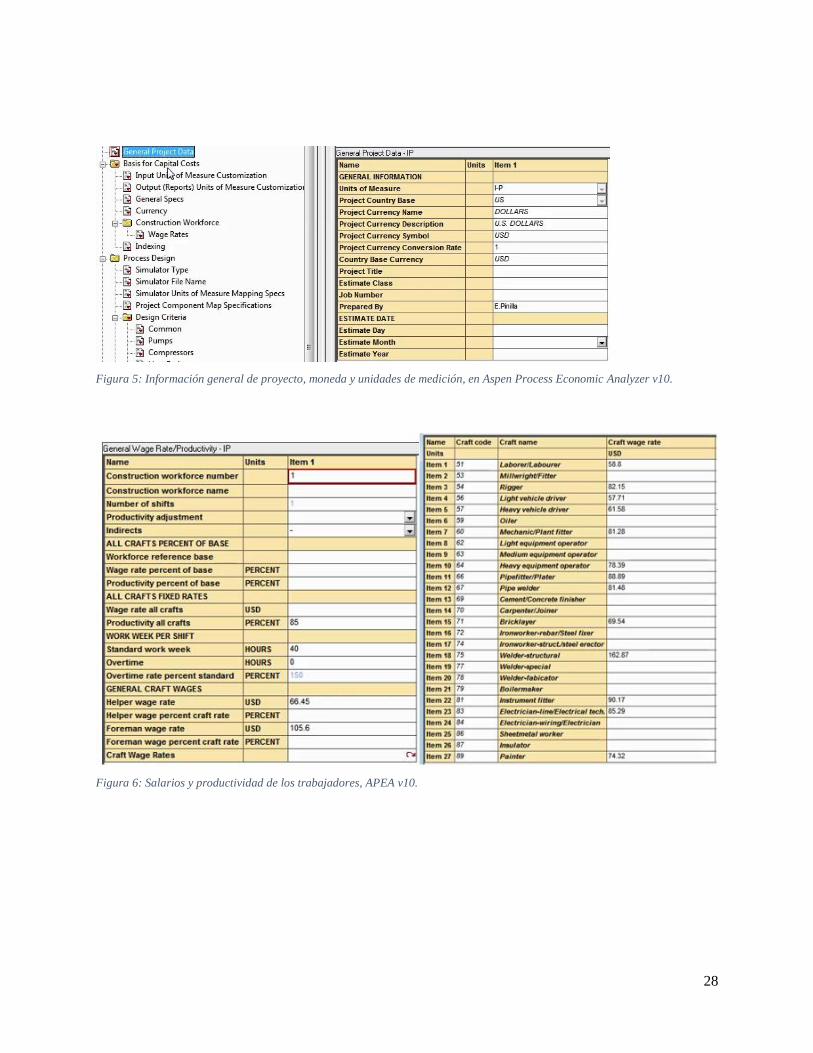
Seguidamente, y uno de los aspectos más importantes es el salario de los trabajadores, dado que
cambia drásticamente y no depende de la zona geográfica sino exclusivamente de las condiciones
y políticas en cada país. Para ello se tomó información interna de la compañía (Equión Energía,
2016) sobre recursos y tarifas de mano de obra . Se relacionó cada uno de los cargos de trabajadores
involucrados en la operación y construcción de la planta con respecto a los cargos por defecto que
hay en el programa y se hizo la conversión de moneda usando una tasa de 2857 COP/USD para
establecer el salario diario de cada uno. Ver Figura 6 en la parte de ANEXOS.
En la Figura 7, se encuentran dos tablas medidas en porcentajes. Una de ellas corresponde al tiempo
requerido para la construcción y montaje de cada área involucrada en la planta (por ejemplo,
ensamble de equipos, tuberías, instrumentación, civil, pintura) y la otra a los costos de construcción.
En ese punto fue necesario realizar varias iteraciones con el fin de hallar el valor correcto que se
ajustara a dos de los costos: el montaje (que hace referencia exclusivamente a los equipos) y la
construcción de cada una de las áreas o especialidades ilustradas en la Figura 7. Finalmente, se tuvo
que aumentar el tiempo requerido para el montaje de los equipos en un 570% del tiempo calculado
por defecto según el software. Para los costos asociados a la construcción el valor se redujo a un
47%. Por un lado se puede observar que puede haber “ineficiencia” durante el montaje de los
equipos lo cual representa un aumento significativo tanto en tiempo como en costo para la
compañía; y por otro lado, el tiempo de construcción de las demás áreas es aproximadamente la
mitad del tiempo calculado por el programa, esto indica que el tiempo de construcción es bastante
rápido o que el programa considera la construcción de una mayor cantidad de obra que las que se

20
implementan en la realidad. Por un lado se tiene un ahorro de capital y por otro lado se tiene gasto
adicional.
Con respecto a esta misma Figura 7 se encuentra la tabla de costo de materiales que también está
medida en porcentajes. Se realizaron varias corridas ajustando el porcentaje correspondiente a esta
categoría de tal forma que el costo de los materiales es un 75% en comparación con el costo que se
encuentra por default. Esto se puede dar debido a que gran parte de estos materiales son comprados
a nivel nacional y por tal razón el precio es inferior en comparación al valor que tienen en el
mercado norte americano. Dado que los equipos son comprados a compañías estadounidenses el
costo de los equipos no debería cambiar mucho con respecto al valor calculado a partir de la
plantilla de E.U. Esto se puede verificar en la Tabla 2, pues la diferencia entre el estimado y el valor
real solo representa una variación el 0.3%.
Criterio de diseño: en esta categoría se establecen unas condiciones comunes para el diseño y
operación de los equipos, específicamente la presión y la temperatura de diseño. Para establecer los
parámetros de las ecuaciones que definen este criterio (Figura 8) se discutieron los criterios de
diseño de los equipos a partir de un documento escrito por el Ingeniero Senior Carlos Micale quien
estuvo participando en la supervisión de este proyecto (Micale, 2017).
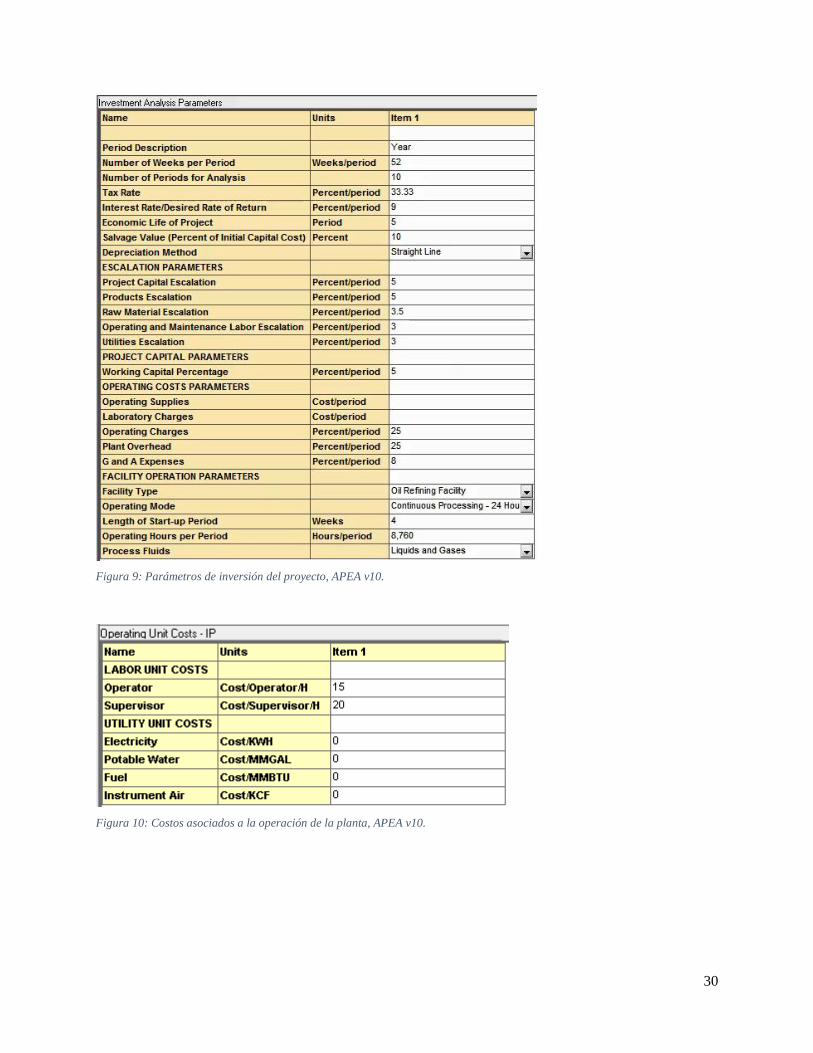
Parámetros de inversión y operación: en la Figura 9 y Figura 10 se modificaron principalmente los
costos correspondientes a impuestos, tiempo de operación, valor de salvamento de los activos, tipo
de depreciación, tipo de facilidad (planta), modo de operación y fluidos involucrados en el proceso.
Se puede observar que los operadores y supervisores tienen un salario entre 15 y 20 dólares/hora.
Por otro lado, como se explicó en la sección de METODOLOGÍA, los costos de los servicios
auxiliares son cero.
Hasta este punto, la plantilla se editó en APEA v10. Para hacer los ajustes sobre los costos de ingeniería,
alistamiento y logística, se abrió el archivo en ACCE v10 (ICARUS) con el fin de editar los costos que
no se pueden modificar en APEA: costos de ingeniería, alistamiento y logística.
Aquí se estableció el costo para la ingeniería básica e ingeniería de detalle, el salario corresponde
al 26% del calculado por el software y el tiempo de horas hombre es el mismo, no cambia. Estos
parámetros determinan un salario aproximado de 33 USD/hora para cada ingeniero. El valor que

21
estaba por defecto era 120 dólares para un ingeniero en Estados Unidos, en Colombia el sueldo se
reduce significativamente.
Para el alistamiento o start-up de la planta se calculó que el tiempo que se demora este proceso es
dos veces mayor al calculado por el programa.
Con respecto a los costos logísticos, se reducen casi a la mitad, desde un 13% a un 7% para que se
ajusten con respecto al valor real que es 680,000 USD.
Después de realizar todos los ajustes descritos anteriormente, se ejecutó el reporte final de costos para
verificar si la modificación de los parámetros/variables era correcta. Se obtuvieron los resultados ilustrados
en la Tabla 3 los cuales fueron re-clasificados bajo la estructura que maneja Equión-Energía LTDA (ver
Tabla 4). Se resaltaron en diferentes colores cada uno de los costos según su categoría con el fin de
identificar fácilmente de donde provienen según el reporte (Tabla 3).

22
Tabla 3: Formato ICARUS del reporte de costos capitales para el proyecto con la base de datos creada.
23
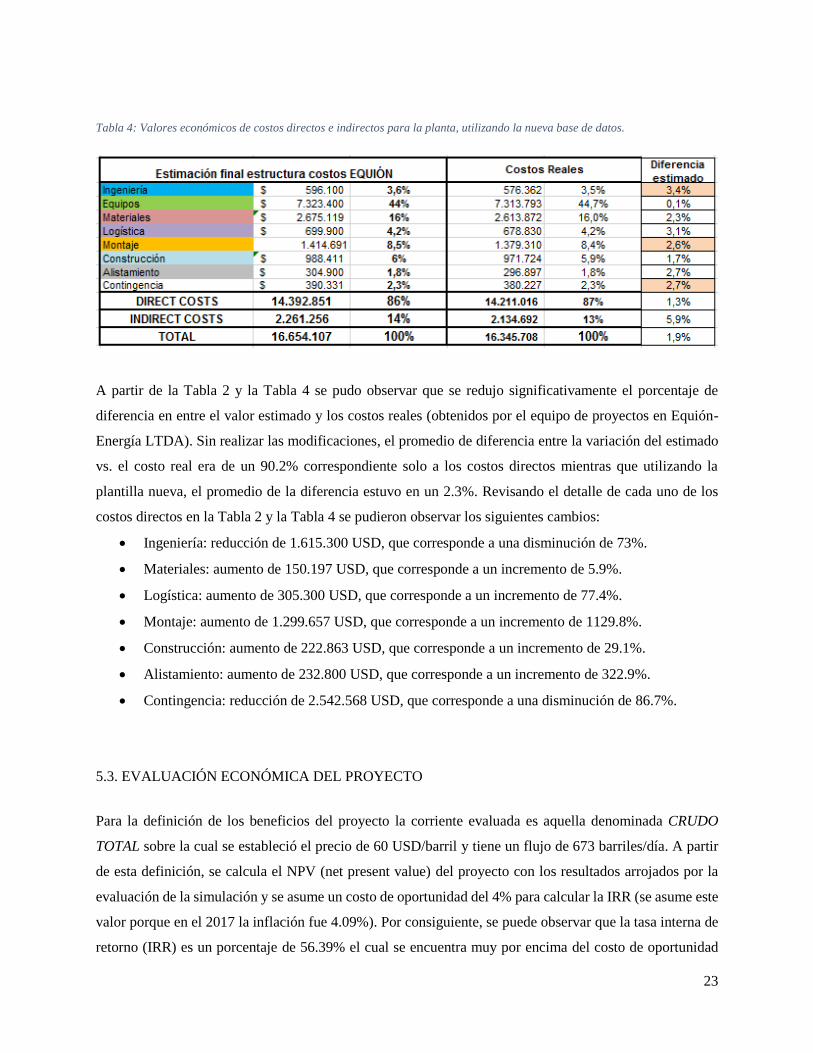
Tabla 4: Valores económicos de costos directos e indirectos para la planta, utilizando la nueva base de datos.
A partir de la Tabla 2 y la Tabla 4 se pudo observar que se redujo significativamente el porcentaje de
diferencia en entre el valor estimado y los costos reales (obtenidos por el equipo de proyectos en Equión-
Energía LTDA). Sin realizar las modificaciones, el promedio de diferencia entre la variación del estimado
vs. el costo real era de un 90.2% correspondiente solo a los costos directos mientras que utilizando la
plantilla nueva, el promedio de la diferencia estuvo en un 2.3%. Revisando el detalle de cada uno de los
costos directos en la Tabla 2 y la Tabla 4 se pudieron observar los siguientes cambios:
Ingeniería: reducción de 1.615.300 USD, que corresponde a una disminución de 73%.
Materiales: aumento de 150.197 USD, que corresponde a un incremento de 5.9%.
Logística: aumento de 305.300 USD, que corresponde a un incremento de 77.4%.
Montaje: aumento de 1.299.657 USD, que corresponde a un incremento de 1129.8%.
Construcción: aumento de 222.863 USD, que corresponde a un incremento de 29.1%.
Alistamiento: aumento de 232.800 USD, que corresponde a un incremento de 322.9%.
Contingencia: reducción de 2.542.568 USD, que corresponde a una disminución de 86.7%.
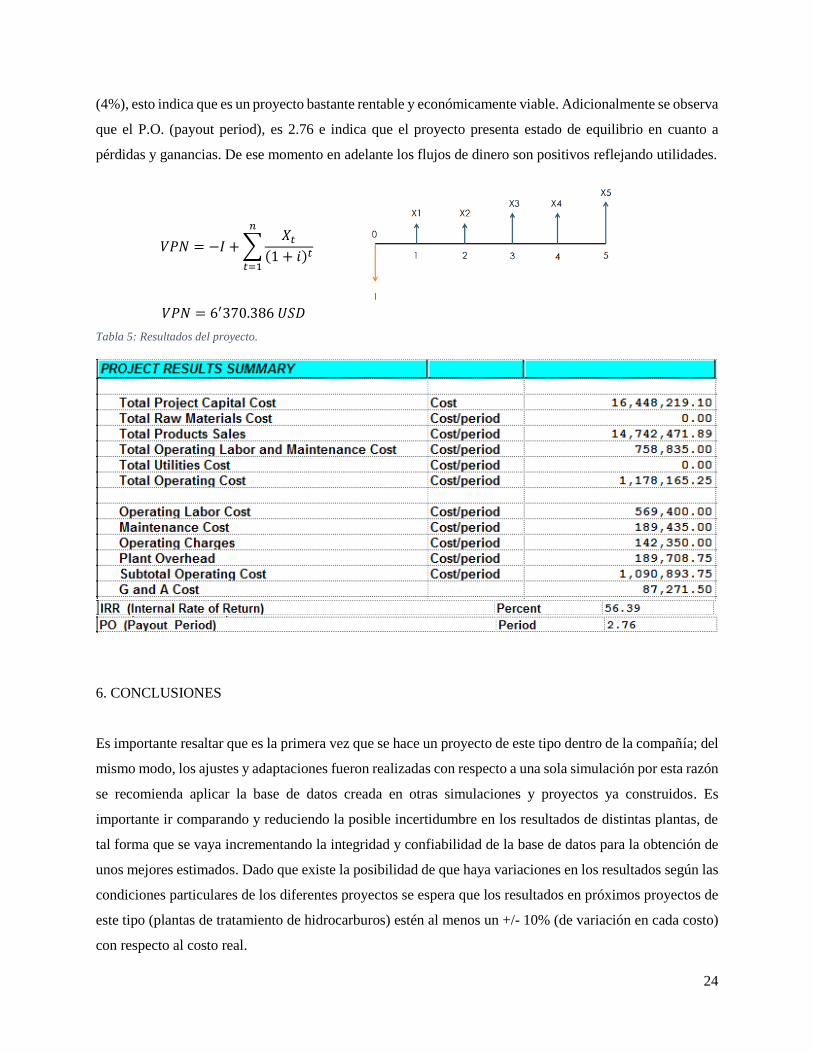
5.3. EVALUACIÓN ECONÓMICA DEL PROYECTO
Para la definición de los beneficios del proyecto la corriente evaluada es aquella denominada CRUDO
TOTAL sobre la cual se estableció el precio de 60 USD/barril y tiene un flujo de 673 barriles/día. A partir
de esta definición, se calcula el NPV (net present value) del proyecto con los resultados arrojados por la
evaluación de la simulación y se asume un costo de oportunidad del 4% para calcular la IRR (se asume este
valor porque en el 2017 la inflación fue 4.09%). Por consiguiente, se puede observar que la tasa interna de
retorno (IRR) es un porcentaje de 56.39% el cual se encuentra muy por encima del costo de oportunidad
24
(4%), esto indica que es un proyecto bastante rentable y económicamente viable. Adicionalmente se observa
que el P.O. (payout period), es 2.76 e indica que el proyecto presenta estado de equilibrio en cuanto a
pérdidas y ganancias. De ese momento en adelante los flujos de dinero son positivos reflejando utilidades.
𝑉𝑃𝑁 = −𝐼 + ∑𝑋𝑡
(1 + 𝑖)𝑡
𝑛
𝑡=1
𝑉𝑃𝑁 = 6′370.386 𝑈𝑆𝐷
Tabla 5: Resultados del proyecto.
6. CONCLUSIONES
Es importante resaltar que es la primera vez que se hace un proyecto de este tipo dentro de la compañía; del
mismo modo, los ajustes y adaptaciones fueron realizadas con respecto a una sola simulación por esta razón
se recomienda aplicar la base de datos creada en otras simulaciones y proyectos ya construidos. Es
importante ir comparando y reduciendo la posible incertidumbre en los resultados de distintas plantas, de
tal forma que se vaya incrementando la integridad y confiabilidad de la base de datos para la obtención de
unos mejores estimados. Dado que existe la posibilidad de que haya variaciones en los resultados según las
condiciones particulares de los diferentes proyectos se espera que los resultados en próximos proyectos de
este tipo (plantas de tratamiento de hidrocarburos) estén al menos un +/- 10% (de variación en cada costo)
con respecto al costo real.
25
Analizando de forma individual cada categoría de costo, el porcentaje promedio de la diferencia entre los
costos estimados y los valores reales fue de 52.9%, con los parámetros por defecto (utilizando la base de
datos norteamericana, que es la seleccionada en APEA-ACCE). Luego de crear la nueva base de datos, el
porcentaje para esta diferencia (estimados vs costo real) se redujo a un 5.7% en promedio.
Dentro de los resultados analizados se pudo concluir que: fue indispensable modificar no sólo los salarios
de construcción sino también los de ingeniería. Por ejemplo para el costo de ingeniería fue necesario reducir
los sueldos a un 26% ya que el número total de horas entre ingeniería básica e ingeniería de detalle es mayor
a 15.000, esto presentó una reducción significativa desde un 11.5% a un 3.6% del costo total del proyecto,
esta variación corresponde a una reducción de 1’615.300 USD.
Por otro lado, el costo de los equipos se mantuvo estable dado que son comprados a compañías
estadounidenses mientras que el de los materiales se redujo en un 25% debido a que algunos de ellos (por
ejemplo, cemento, canaletas, parte del cableado y ciertas estructuras de soporte, entre otros) son comprados
dentro del país lo cual significa que resultan más económicos en lugar de asumir un costo de estos mismos
en Estados Unidos.
Con respecto al tiempo de mano de obra se puede concluir que para el proceso de ingeniería, es el mismo
que en Estados Unidos, mientras que para la construcción, se redujo en un 53%, pero aumentó en un 570%
para el tiempo de montaje de los equipos.
El hallazgo de estos resultados permite determinar y establecer planes de acción con el fin de identificar las
posibles razones mediante las cuales, por ejemplo el tiempo de alistamiento de la planta y el montaje de los
equipos se encuentra varias veces por encima de lo que podría ser. Permite identificar los costos de mayor
impacto en los proyectos de la compañía con el propósito de trabajar o realizar modificaciones en los
factores involucrados que determinan la reducción de costo total.
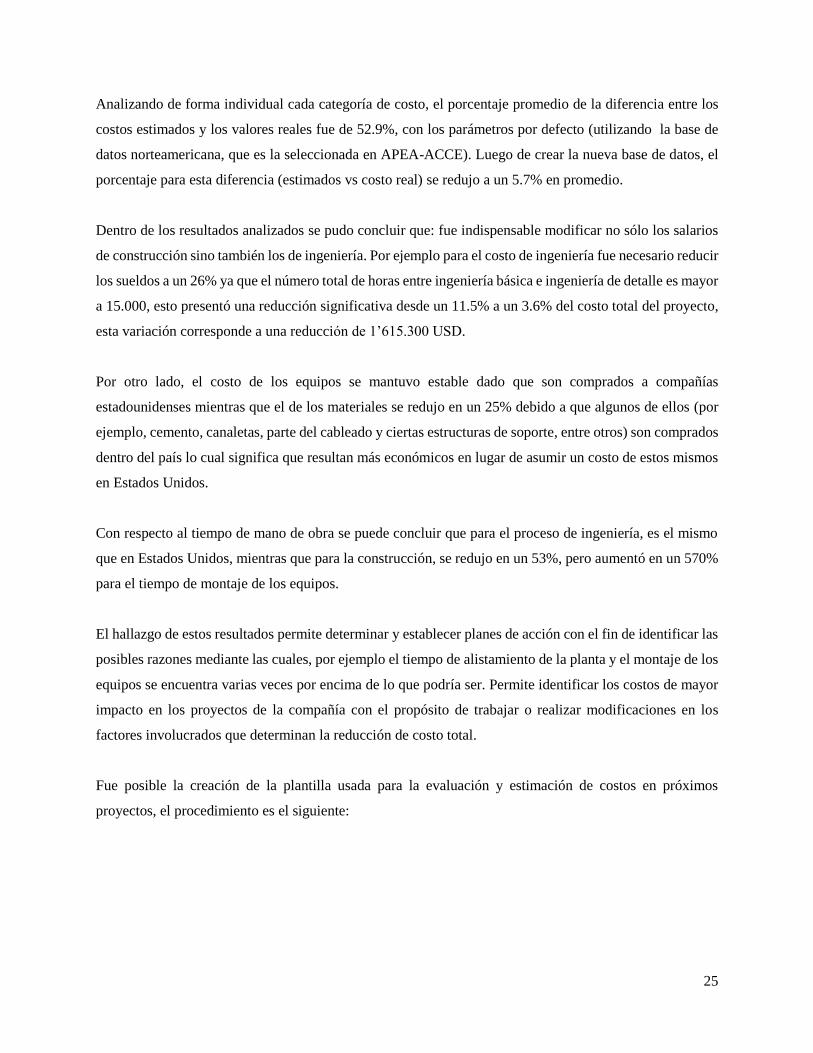
Fue posible la creación de la plantilla usada para la evaluación y estimación de costos en próximos
proyectos, el procedimiento es el siguiente:
26
Finalmente, se realizó la evaluación económica del proyecto para establecer su factibilidad. Para ello se
obtuvieron reportes en APEA a partir de los ajustes previamente descritos y de esta forma se obtuvieron los
indicadores financieros descritos en el numeral anterior (valor presente neto, tasa interna de retorno y
periodo de pago) por medio de los cuales se puede concluir y verificar que el proyecto en cuestión es viable
económicamente y suficientemente rentable para ser ejecutado.
7. REFERENCIAS
Aspen Technology, Inc. (Enero de 2018). A history of innovation. Recuperado el 5 de Marzo de 2018, de
https://www.aspentech.com/en/about-aspentech/35-years-of-innovation
Equión Energía. (2016). Análisis de tarifas para la mano de obra. Bogotá.
EQUION-ENERGIA LIMITED. (2018). Crude Inlet CPF Floreña Base. Bogotá.
EQUION-ENERGIA LIMITED. (2018). Gas Inlet CPF Floreña Base. Bogotá.
Micale, C. (2017). Estudio conceptual inyección Piedemonte Sur. Bogotá: EQUIÓN-ENERGIA LIMITED.
TES. (November de 2013). Simulación de procesos. Obtenido de Universidad Central Del Ecuador:
https://simulacionprocesos.wikispaces.com/introducci%C3%B3n+Hysys
University of Calgary. (Enero de 2018). Hyprotech: Simulation software for industry. Recuperado el 4 de
Marzo de 2018, de https://www.ucalgary.ca/community/research/hyprotech
Upstream, midstream & downstream. (7 de Enero de 2014). Recuperado el 3 de Marzo de 2018, de
https://web.archive.org/web/20140107135234/http:/wpccanada.com/yc/industry-info/about-the-
industry/upstream-midstream-downstream.html

27
Wilcox, W. R. (17 de December de 2012). HYSYS and UniSim. Obtenido de PeopleClarkson:
http://people.clarkson.edu/~wwilcox/Design/refhysys.htm
ANEXOS
Tabla 6: Composición molar del flujo de entrada
Pozo PJpf Pozo PJpf Pozo PJ6 Pozo PJ6
Fracción Molar Gas Crudo Gas Crudo
CO2 0.0156 0.0080 0.0356 0.0180
Nitrógeno 0.0037 0.0004 0.0058 0.0007
Metano 0.8836 0.2119 0.7974 0.2014
Etano 0.0545 0.0402 0.0865 0.0638
Propano 0.0181 0.0300 0.0358 0.0572
i-Butano 0.0042 0.0122 0.0086 0.0237
n-Butano 0.0055 0.0204 0.0106 0.0366
i-Pentano 0.0023 0.0151 0.0040 0.0239
n-Pentano 0.0016 0.0125 0.0026 0.0184
C6* 0.0023 0.0359 0.0032 0.0434
C7-C10* 0.0041 0.3399 0.0045 0.2977
C11-14* 0.0001 0.1397 0.0001 0.1100
C15-20* 0 0.0916 0 0.0714
C21-29* 0 0.0350 0 0.0272
C30+* 0 0.0046 0 0.0036
H2S 0 0 0 0
H2O 0.0045 0.0026 0.0051 0.0030
TEGlycol 0 0 0 0
EGlycol 0 0 0 0
28
Figura 5: Información general de proyecto, moneda y unidades de medición, en Aspen Process Economic Analyzer v10.
Figura 6: Salarios y productividad de los trabajadores, APEA v10.

29
Figura 7: Especificación porcentual de horas de trabajo y costo de materiales, APEA v10.
Figura 8: Criterio común del diseño de los equipos, APEA V10.
30
Figura 9: Parámetros de inversión del proyecto, APEA v10.
Figura 10: Costos asociados a la operación de la planta, APEA v10.

31
Figura 11: Especificación de ingeniería y alistamiento de la planta, Aspen Capital Cost Estimator v10.
Figura 12: Costos asociados a la logística e impuestos, ACCE v10.







