
CONTROL NUMERICO COMPUTARIZADO (CNC)
TEMA I Y II
Realizado por: Ing. R. Vielma
TEMA I. Introducción y análisis de sistemas CNC.
Una máquina a control numérico, tanto torno como fresa, es una máquina convencional con
algunos elementos más sofisticados, como por ejemplo una computadora que la comanda.
Esencialmente funciona de esta manera:
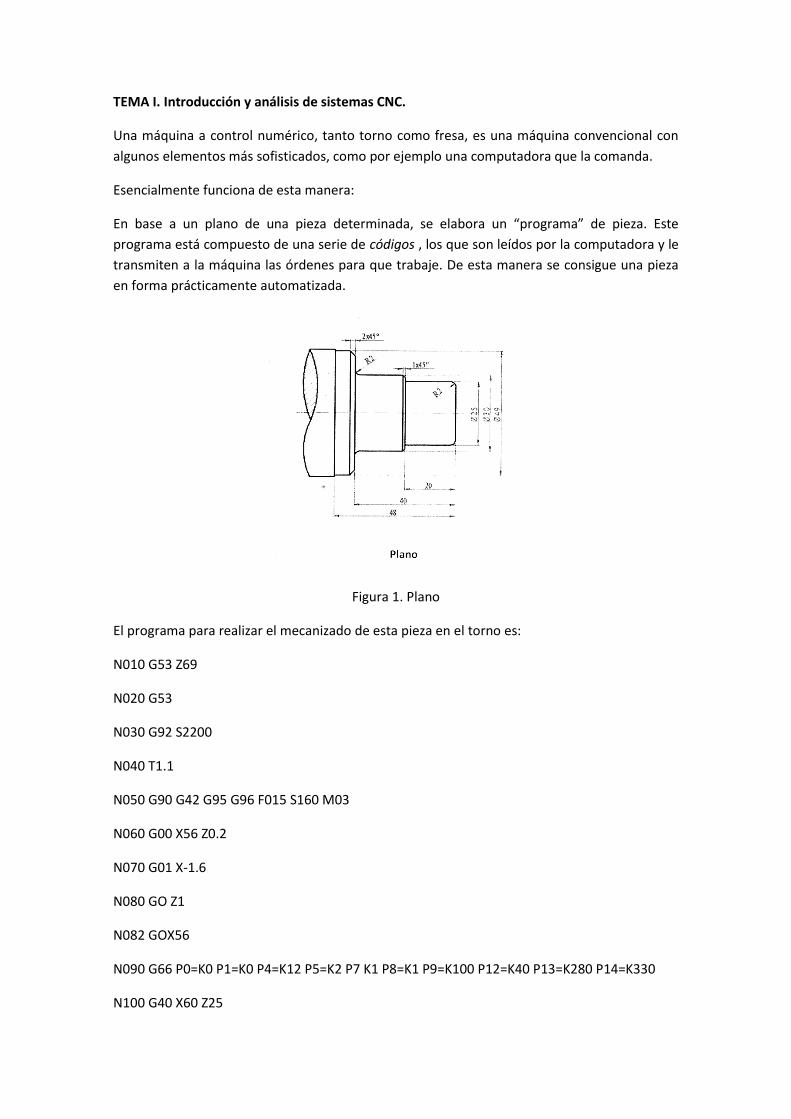
En base a un plano de una pieza determinada, se elabora un “programa” de pieza. Este
programa está compuesto de una serie de códigos , los que son leídos por la computadora y le
transmiten a la máquina las órdenes para que trabaje. De esta manera se consigue una pieza
en forma prácticamente automatizada.
Figura 1. Plano
El programa para realizar el mecanizado de esta pieza en el torno es:
N010 G53 Z69
N020 G53
N030 G92 S2200
N040 T1.1
N050 G90 G42 G95 G96 F015 S160 M03
N060 G00 X56 Z0.2
N070 G01 X-1.6
N080 GO Z1
N082 GOX56
N090 G66 P0=K0 P1=K0 P4=K12 P5=K2 P7 K1 P8=K1 P9=K100 P12=K40 P13=K280 P14=K330
N100 G40 X60 Z25
N110 M30
N280 G01 G36 R2 X25
N290 Z-20
N300 G39 R1.41 X30
N310 G36 R2 Z-40
N320 G39 R2.42 X49
N330 Z-48
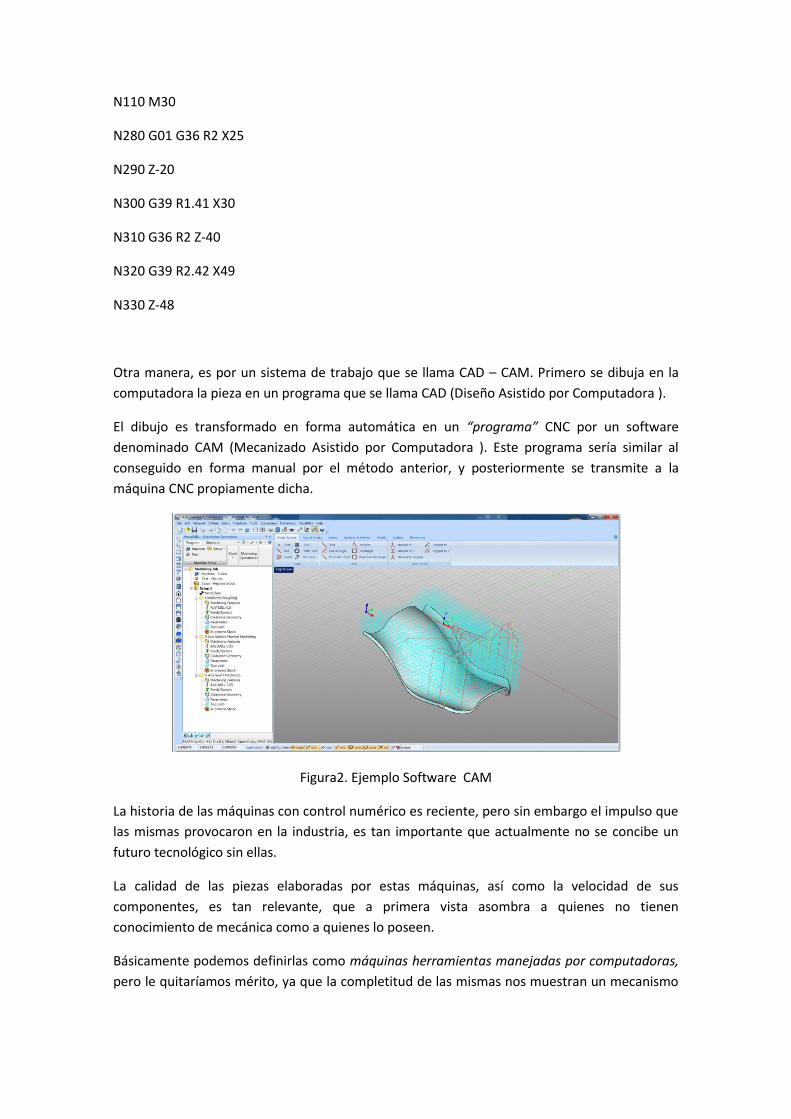
Otra manera, es por un sistema de trabajo que se llama CAD – CAM. Primero se dibuja en la
computadora la pieza en un programa que se llama CAD (Diseño Asistido por Computadora ).
El dibujo es transformado en forma automática en un “programa” CNC por un software
denominado CAM (Mecanizado Asistido por Computadora ). Este programa sería similar al
conseguido en forma manual por el método anterior, y posteriormente se transmite a la
máquina CNC propiamente dicha.
Figura2. Ejemplo Software CAM
La historia de las máquinas con control numérico es reciente, pero sin embargo el impulso que
las mismas provocaron en la industria, es tan importante que actualmente no se concibe un
futuro tecnológico sin ellas.
La calidad de las piezas elaboradas por estas máquinas, así como la velocidad de sus
componentes, es tan relevante, que a primera vista asombra a quienes no tienen
conocimiento de mecánica como a quienes lo poseen.
Básicamente podemos definirlas como máquinas herramientas manejadas por computadoras,
pero le quitaríamos mérito, ya que la completitud de las mismas nos muestran un mecanismo

dotado de partes mecánicas, electrónicas, neumáticas y hidráulicas que conforman un ”todo”
automatizado de última generación.
Estos tornos y fresas, en lugar de desmerecer la función del hombre en el proceso productivo,
genera una necesidad de especialización que lo perfecciona y enaltece.
Con esta visión de futuro, es que el técnico se debe preparar en este terreno para encarar
decididamente el mañana.
Las máquinas herramientas comandadas por control numérico computarizado, constan de un
“cerebro”, llamado Unidad de Gobierno, que es el ordenador.
La función del mismo es servir de nexo entre el operador y la máquina en sí, comunicando a los
dispositivos necesarios, los impulsos eléctricos que se transformarán en un desplazamiento o
en un giro de un eje.
Para conseguir esto, el ordenador comunicará a los servomotores paso a paso, de corriente
continua o hidráulicos, las instrucciones para conseguir que un carro o mesa se mueva, o que
un husillo rote.
El operario provoca esto introduciendo mediante un teclado, una serie de letras y números
que conforman un “código” de CNC, que hilvanados formarán un “programa” de pieza.
Una vez conseguido esto, unos elementos denominados “transductores”, se encargarán de
chequear o medir los correctos valores de maquinado, es decir los desplazamientos y las
rotaciones efectuadas en el maquinado.
Factores que favorecen la implantación del CNC
Mayor exigencia en la precisión de los mecanizados.
Diseños son cada vez más evolucionados y complejos.
Diversidad de productos, lo que ocasiona la necesidad de estructuras de producción
mas flexibles y dinámicas.
Necesidad de reducir errores en la producción para no encarecer el producto.
Plazos de entrega cada vez más exigentes, lo que exige mantener los niveles de
producción lo mas altos posibles.
El abaratamiento de los sistemas CMC, lo que favorece la adquisición de los mismos.
Ventajas de la utilización de sistemas CNC
Mejora de la precisión, así como un aumento en la calidad de los productos.
Una mejor uniformidad en la producción.
Posibilidad de utilización de varias maquinas simultáneamente por un solo operarlo.
Mecanización de productos de geometría complicada.
Fácil intercambio de la producción en intervalos cortos.
Posibilidad de servir pedidos urgentes.
Reducción de la fatiga del operario.

Aumento de los niveles de seguridad en el puesto de trabajo.
Disminución de tiempos por maquina parada.
Posibilidad de simulación de los procesos de corte antes de la mecanización definitiva
lo que ahorra en piezas defectuosas.
Desventajas de la utilización de sistemas CNC
Elevado costo de los accesorios y maquinaria.
Necesidad de cálculos, programación y preparación de forma correcta para un
eficiente funcionamiento.
Costos de mantenimiento más elevados, ya que el sistema de control y mantenimiento
de los mismos es más complicado, lo que genera la necesidad de personal de servicio y
mantenimiento con altos niveles de preparación.
Necesidad de mantener grandes volúmenes de pedidos para Una mejor amortización
del sistema.
Conocimientos y habilidades necesarios para operar los sistemas CNC
Conocimientos en geometría, álgebra y trigonometría.
Conocimientos de elección y diseño de las diferentes herramienta de corte.
Conocimientos de los diferentes sistemas de sujeción de las herramientas de corte.
Uso de aparatos de medida y conocimientos de metrología.
Interpretación de Planos.
Conocimientos de la estructura de la máquina CNC.
Conocimientos de los diferentes procesos de mecanización.
Conocimientos de la programación CNC.
Conocimientos del Mantenimiento y operación CNC.
Conocimientos generales de ordenadores.
Conocimientos de parámetros y condiciones de corte.
Comparación de utilización entre máquinas convencionales y sistemas CNC
Máquina herramienta Convencional Máquina herramienta CNC
Un operario, puede manejar una sola
máquina
Una operario, puede operar varías máquinas
Es necesario consultar constantemente el
plano
No es necesario consultar el apenas el plano.
Se necesita una amplia experiencia No es necesario una amplia experiencia
El operar tiene el control de profundidad, El programa tiene todo el control de los
avance, etc. parámetros de corte
Mecanizados imposibles de realizar. Posibilidad de realizar prácticamente
cualquier mecanizado.
TEMA II. COMPONENTES Y ESTRUCTURA DE LAS MHCN
Los mecanismos y dispositivos que controlan los diferentes movimientos y acciones que
realizan las máquinas CNC son:
Ejes de movimiento.
Sistemas de transmisión.
Sistemas de control de posición y desplazamientos.
Cabezal.
Sistemas de sujeción de las diferentes piezas.
Cambiadores automáticos de herramientas.
Ejes complementarios.
EJES PRINCIPALES
En las máquinas herramientas a control numérico (MHCN) se aplica el concepto de eje, a las
direcciones de los diferentes desplazamientos de las partes móviles de la máquina, como la
mesa porta piezas, carro transversal, carro longitudinal, etc. Los ejes que se van a ver a
continuación son los más importantes a la hora de aprender la programación básica, pero de
hecho pueden existir más ejes en cualquiera de los dos tipos de máquinas analizadas.
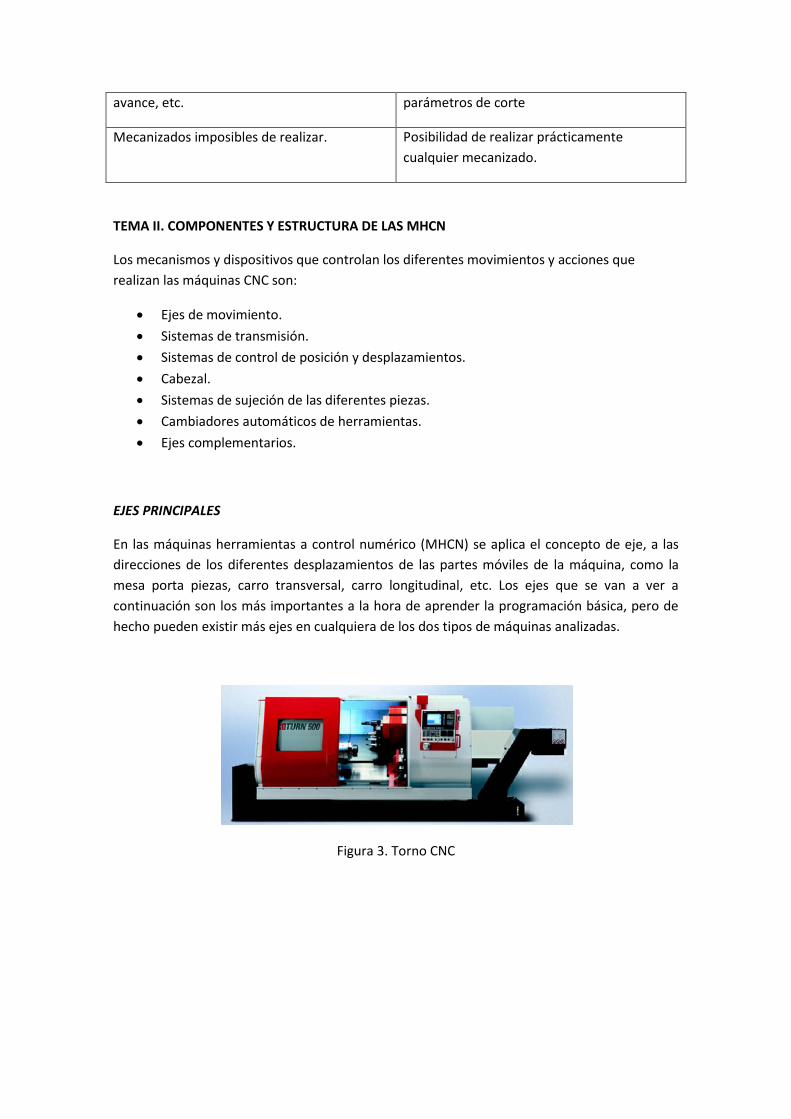
Figura 3. Torno CNC
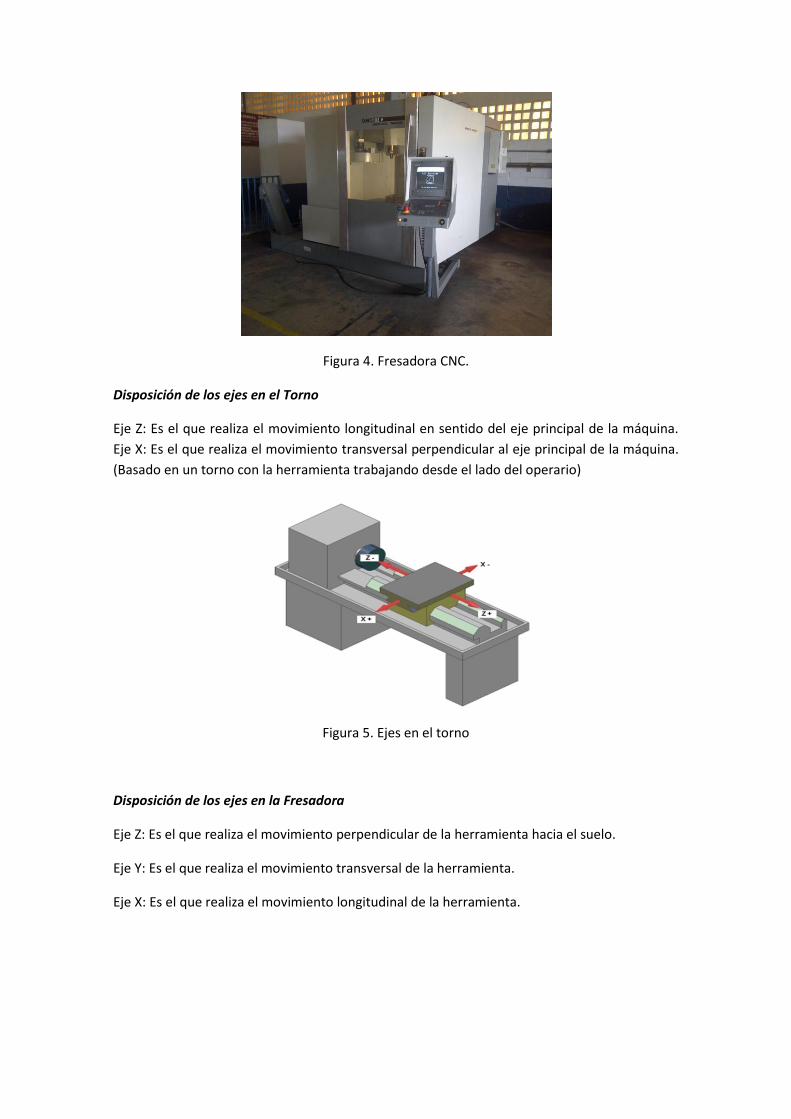
Figura 4. Fresadora CNC.
Disposición de los ejes en el Torno
Eje Z: Es el que realiza el movimiento longitudinal en sentido del eje principal de la máquina.
Eje X: Es el que realiza el movimiento transversal perpendicular al eje principal de la máquina.
(Basado en un torno con la herramienta trabajando desde el lado del operario)
Figura 5. Ejes en el torno
Disposición de los ejes en la Fresadora
Eje Z: Es el que realiza el movimiento perpendicular de la herramienta hacia el suelo.
Eje Y: Es el que realiza el movimiento transversal de la herramienta.
Eje X: Es el que realiza el movimiento longitudinal de la herramienta.
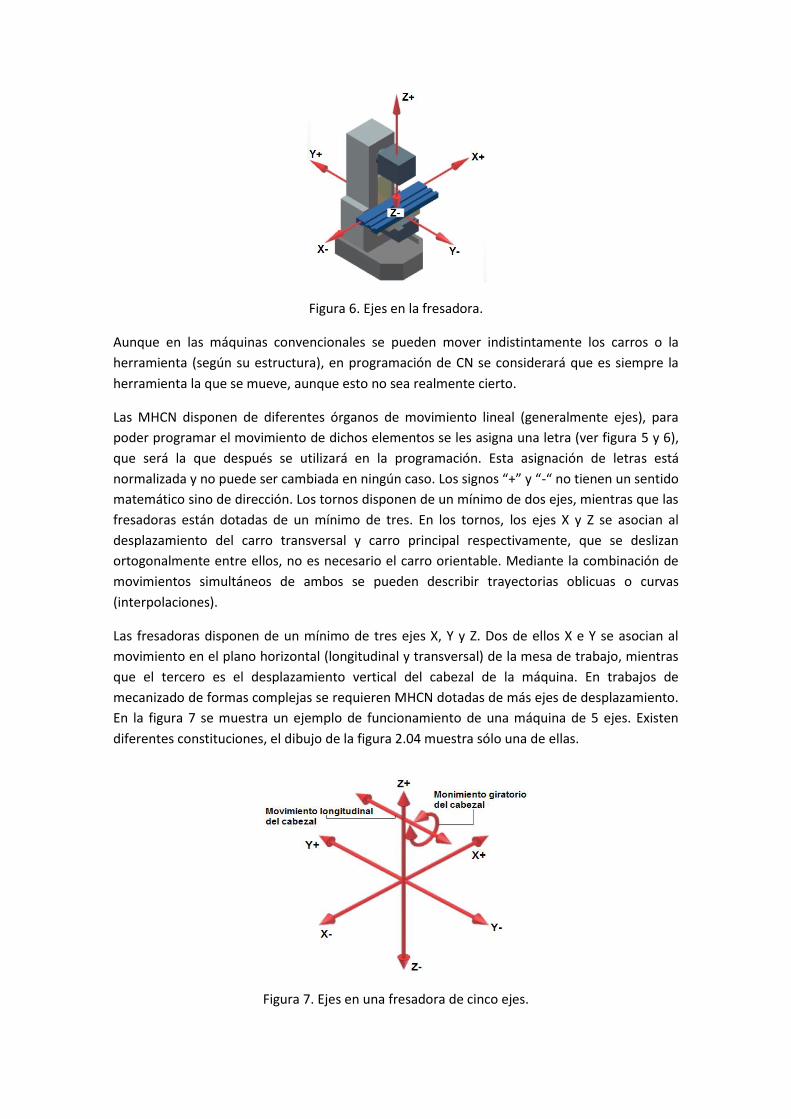
Figura 6. Ejes en la fresadora.
Aunque en las máquinas convencionales se pueden mover indistintamente los carros o la
herramienta (según su estructura), en programación de CN se considerará que es siempre la
herramienta la que se mueve, aunque esto no sea realmente cierto.
Las MHCN disponen de diferentes órganos de movimiento lineal (generalmente ejes), para
poder programar el movimiento de dichos elementos se les asigna una letra (ver figura 5 y 6),
que será la que después se utilizará en la programación. Esta asignación de letras está
normalizada y no puede ser cambiada en ningún caso. Los signos “+” y “-“ no tienen un sentido
matemático sino de dirección. Los tornos disponen de un mínimo de dos ejes, mientras que las
fresadoras están dotadas de un mínimo de tres. En los tornos, los ejes X y Z se asocian al
desplazamiento del carro transversal y carro principal respectivamente, que se deslizan
ortogonalmente entre ellos, no es necesario el carro orientable. Mediante la combinación de
movimientos simultáneos de ambos se pueden describir trayectorias oblicuas o curvas
(interpolaciones).
Las fresadoras disponen de un mínimo de tres ejes X, Y y Z. Dos de ellos X e Y se asocian al
movimiento en el plano horizontal (longitudinal y transversal) de la mesa de trabajo, mientras
que el tercero es el desplazamiento vertical del cabezal de la máquina. En trabajos de
mecanizado de formas complejas se requieren MHCN dotadas de más ejes de desplazamiento.
En la figura 7 se muestra un ejemplo de funcionamiento de una máquina de 5 ejes. Existen
diferentes constituciones, el dibujo de la figura 2.04 muestra sólo una de ellas.
Figura 7. Ejes en una fresadora de cinco ejes.
Disposición y estructura de los ejes en la MHCN
La disposición de los carros móviles en las MHCN puede ser muy sofisticada, lo cual da origen a
una gran variedad de diseños y modelos, tanto en fresadoras como en tornos. Los fabricantes
de MHCN construyen diferentes composiciones para poder cubrir las necesidades de cada
caso, éstas vienen determinadas por el tipo de mecanizado a realizar. Esta disposición viene
condicionada por:
El perfil y orografía de las piezas a construir.
El tamaño de las piezas a mecanizar.
La precisión necesaria en el mecanizado.
Los diferentes tipos de materiales a mecanizar.
Las exigencias de apriete o sellado.
Etc.
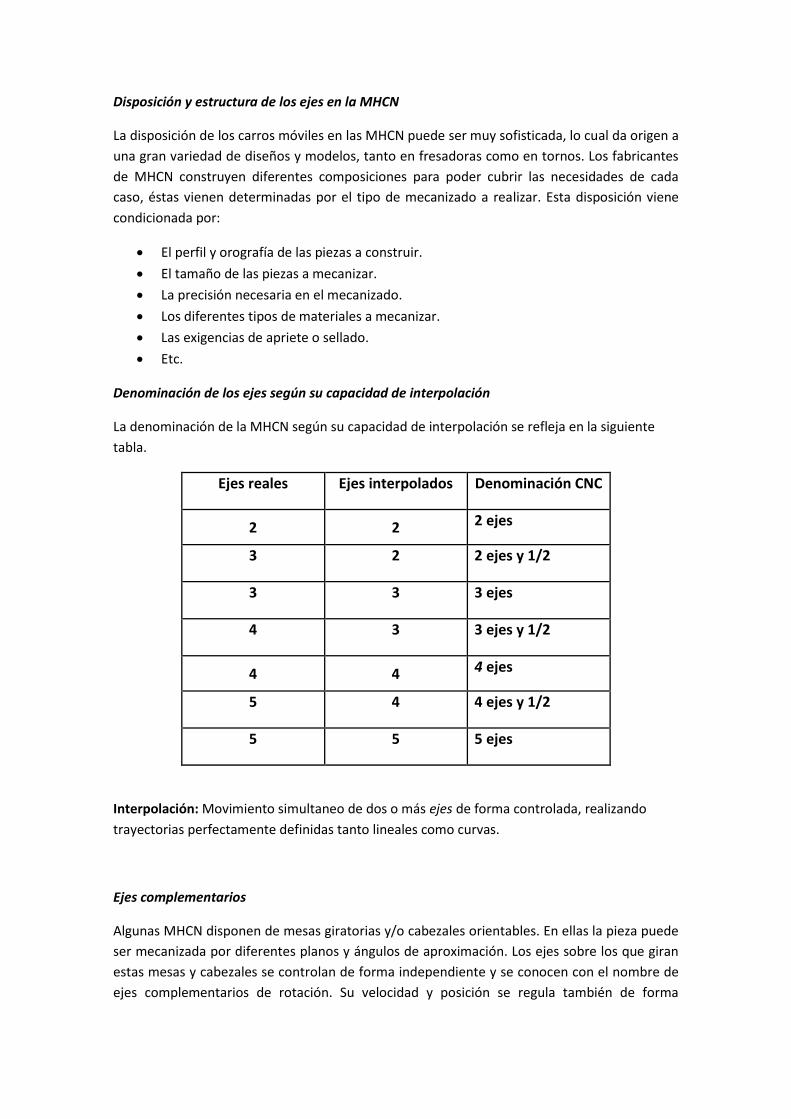
Denominación de los ejes según su capacidad de interpolación
La denominación de la MHCN según su capacidad de interpolación se refleja en la siguiente
tabla.
Ejes reales Ejes interpolados Denominación CNC
2 2 2 ejes
3 2 2 ejes y 1/2
3 3 3 ejes
4 3 3 ejes y 1/2
4 4 4 ejes
5 4 4 ejes y 1/2
5 5 5 ejes
Interpolación: Movimiento simultaneo de dos o más ejes de forma controlada, realizando
trayectorias perfectamente definidas tanto lineales como curvas.
Ejes complementarios
Algunas MHCN disponen de mesas giratorias y/o cabezales orientables. En ellas la pieza puede
ser mecanizada por diferentes planos y ángulos de aproximación. Los ejes sobre los que giran
estas mesas y cabezales se controlan de forma independiente y se conocen con el nombre de
ejes complementarios de rotación. Su velocidad y posición se regula también de forma
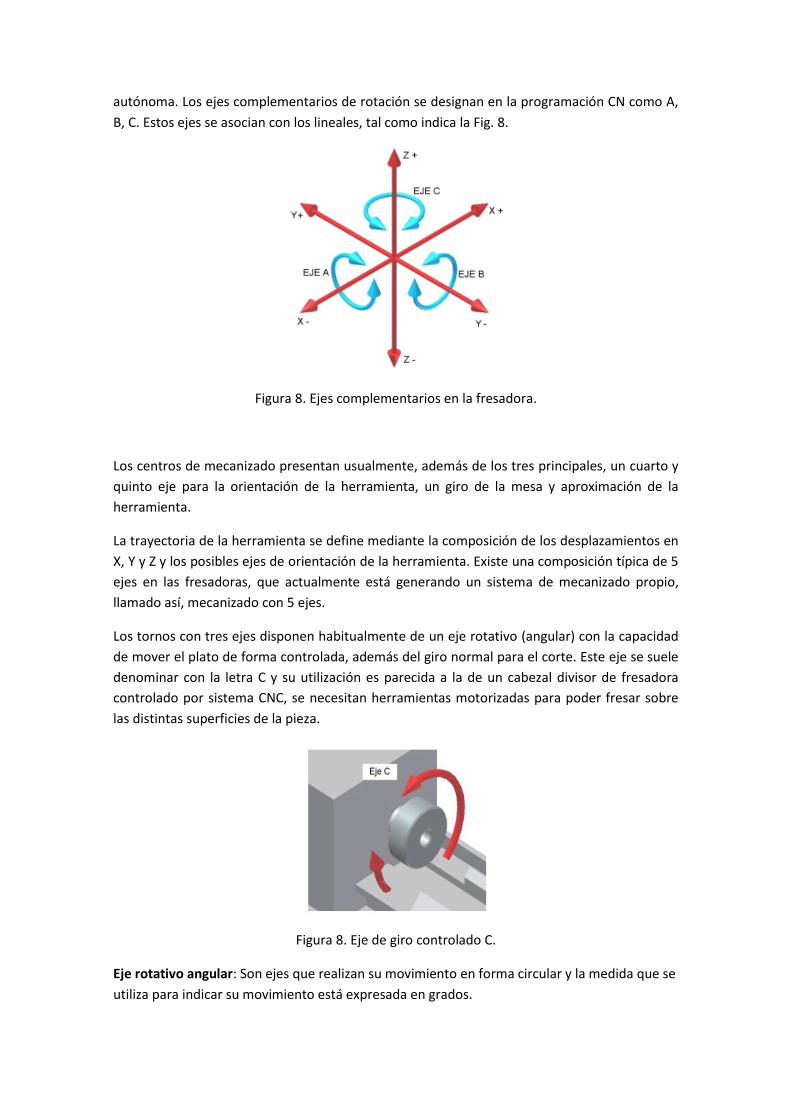
autónoma. Los ejes complementarios de rotación se designan en la programación CN como A,
B, C. Estos ejes se asocian con los lineales, tal como indica la Fig. 8.
Figura 8. Ejes complementarios en la fresadora.
Los centros de mecanizado presentan usualmente, además de los tres principales, un cuarto y
quinto eje para la orientación de la herramienta, un giro de la mesa y aproximación de la
herramienta.
La trayectoria de la herramienta se define mediante la composición de los desplazamientos en
X, Y y Z y los posibles ejes de orientación de la herramienta. Existe una composición típica de 5
ejes en las fresadoras, que actualmente está generando un sistema de mecanizado propio,
llamado así, mecanizado con 5 ejes.
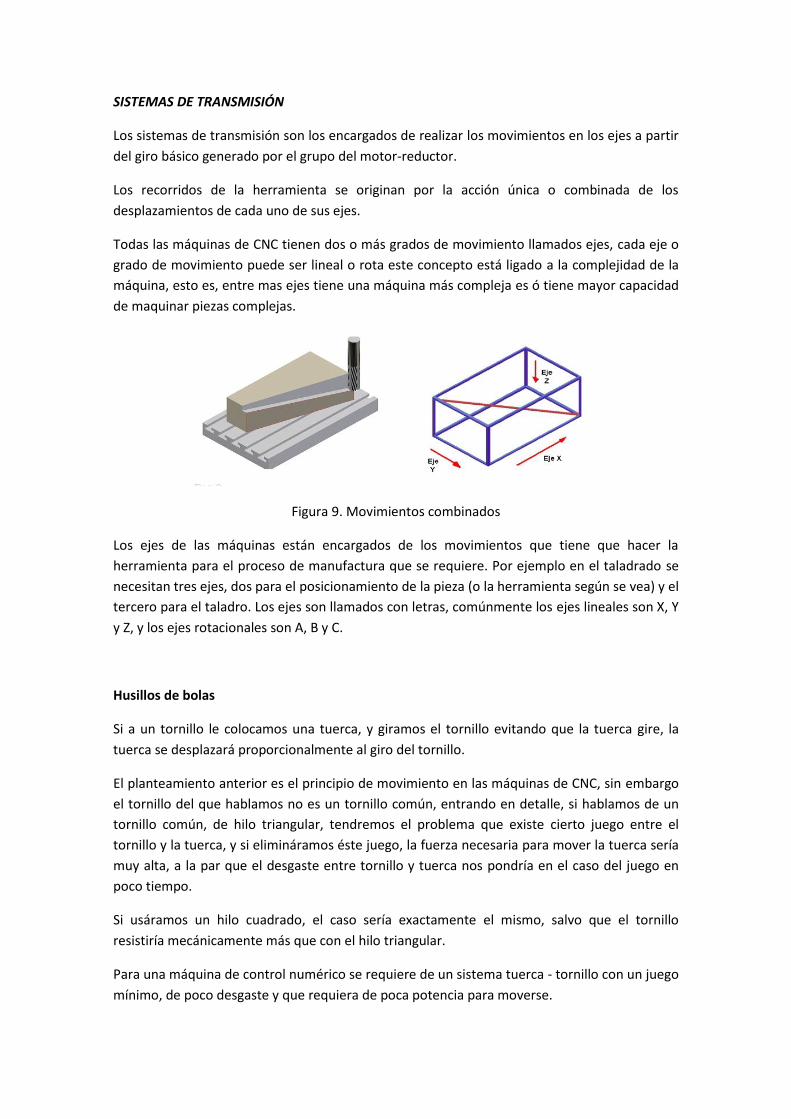
Los tornos con tres ejes disponen habitualmente de un eje rotativo (angular) con la capacidad
de mover el plato de forma controlada, además del giro normal para el corte. Este eje se suele
denominar con la letra C y su utilización es parecida a la de un cabezal divisor de fresadora
controlado por sistema CNC, se necesitan herramientas motorizadas para poder fresar sobre
las distintas superficies de la pieza.
Figura 8. Eje de giro controlado C.
Eje rotativo angular: Son ejes que realizan su movimiento en forma circular y la medida que se
utiliza para indicar su movimiento está expresada en grados.
SISTEMAS DE TRANSMISIÓN
Los sistemas de transmisión son los encargados de realizar los movimientos en los ejes a partir
del giro básico generado por el grupo del motor-reductor.
Los recorridos de la herramienta se originan por la acción única o combinada de los
desplazamientos de cada uno de sus ejes.
Todas las máquinas de CNC tienen dos o más grados de movimiento llamados ejes, cada eje o
grado de movimiento puede ser lineal o rota este concepto está ligado a la complejidad de la
máquina, esto es, entre mas ejes tiene una máquina más compleja es ó tiene mayor capacidad
de maquinar piezas complejas.
Figura 9. Movimientos combinados
Los ejes de las máquinas están encargados de los movimientos que tiene que hacer la
herramienta para el proceso de manufactura que se requiere. Por ejemplo en el taladrado se
necesitan tres ejes, dos para el posicionamiento de la pieza (o la herramienta según se vea) y el
tercero para el taladro. Los ejes son llamados con letras, comúnmente los ejes lineales son X, Y
y Z, y los ejes rotacionales son A, B y C.
Husillos de bolas
Si a un tornillo le colocamos una tuerca, y giramos el tornillo evitando que la tuerca gire, la
tuerca se desplazará proporcionalmente al giro del tornillo.
El planteamiento anterior es el principio de movimiento en las máquinas de CNC, sin embargo
el tornillo del que hablamos no es un tornillo común, entrando en detalle, si hablamos de un
tornillo común, de hilo triangular, tendremos el problema que existe cierto juego entre el
tornillo y la tuerca, y si elimináramos éste juego, la fuerza necesaria para mover la tuerca sería
muy alta, a la par que el desgaste entre tornillo y tuerca nos pondría en el caso del juego en
poco tiempo.
Si usáramos un hilo cuadrado, el caso sería exactamente el mismo, salvo que el tornillo
resistiría mecánicamente más que con el hilo triangular.
Para una máquina de control numérico se requiere de un sistema tuerca - tornillo con un juego
mínimo, de poco desgaste y que requiera de poca potencia para moverse.
El sistema tuerca – tornillo para estas condiciones da como resultado el movimiento a los ejes
a partir de los motores, realizados por los husillos de bolas, que funcionan por el principio de
recirculación de bolas.
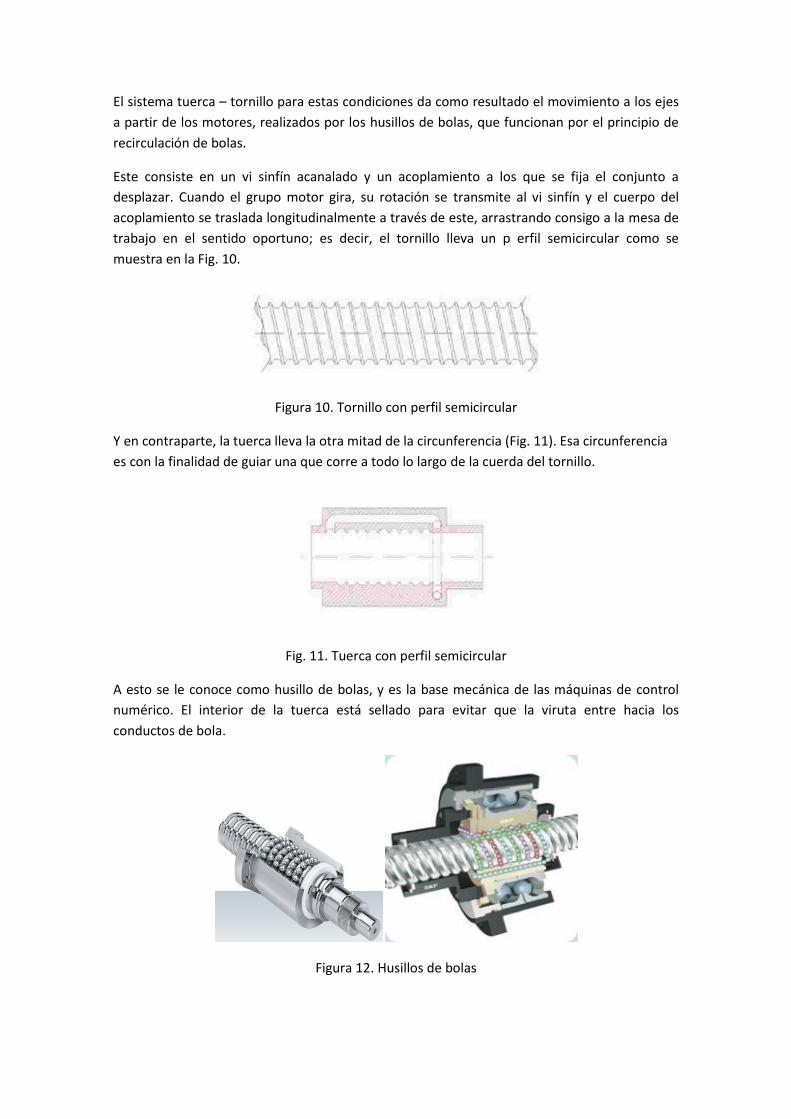
Este consiste en un vi sinfín acanalado y un acoplamiento a los que se fija el conjunto a
desplazar. Cuando el grupo motor gira, su rotación se transmite al vi sinfín y el cuerpo del
acoplamiento se traslada longitudinalmente a través de este, arrastrando consigo a la mesa de
trabajo en el sentido oportuno; es decir, el tornillo lleva un p erfil semicircular como se
muestra en la Fig. 10.
Figura 10. Tornillo con perfil semicircular
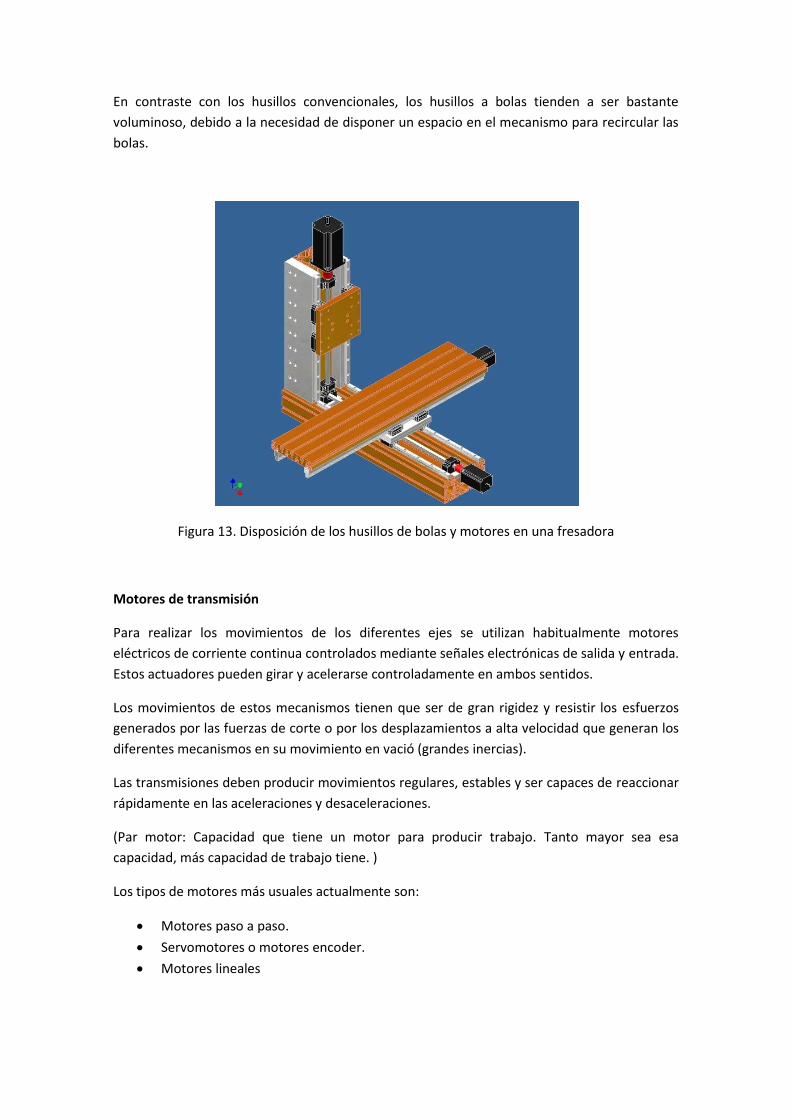
Y en contraparte, la tuerca lleva la otra mitad de la circunferencia (Fig. 11). Esa circunferencia
es con la finalidad de guiar una que corre a todo lo largo de la cuerda del tornillo.
Fig. 11. Tuerca con perfil semicircular
A esto se le conoce como husillo de bolas, y es la base mecánica de las máquinas de control
numérico. El interior de la tuerca está sellado para evitar que la viruta entre hacia los
conductos de bola.
Figura 12. Husillos de bolas
En contraste con los husillos convencionales, los husillos a bolas tienden a ser bastante
voluminoso, debido a la necesidad de disponer un espacio en el mecanismo para recircular las
bolas.
Figura 13. Disposición de los husillos de bolas y motores en una fresadora
Motores de transmisión
Para realizar los movimientos de los diferentes ejes se utilizan habitualmente motores
eléctricos de corriente continua controlados mediante señales electrónicas de salida y entrada.
Estos actuadores pueden girar y acelerarse controladamente en ambos sentidos.
Los movimientos de estos mecanismos tienen que ser de gran rigidez y resistir los esfuerzos
generados por las fuerzas de corte o por los desplazamientos a alta velocidad que generan los
diferentes mecanismos en su movimiento en vació (grandes inercias).
Las transmisiones deben producir movimientos regulares, estables y ser capaces de reaccionar
rápidamente en las aceleraciones y desaceleraciones.
(Par motor: Capacidad que tiene un motor para producir trabajo. Tanto mayor sea esa
capacidad, más capacidad de trabajo tiene. )
Los tipos de motores más usuales actualmente son:
Motores paso a paso.
Servomotores o motores encoder.
Motores lineales

Motores paso a paso
El motor paso a paso es un dispositivo electromecánico que convierte una serie de impulsos
eléctricos en desplazamientos angulares discretos, lo que significa es que es capaz de avanzar
una serie de grados (paso) dependiendo de sus entradas de control. Son motores con gran
precisión pero con pares de potencia relativamente bajos, por lo que se suelen utilizar en
máquinas de poca capacidad de trabajo. Poseen la habilidad de poder quedar enclavados en
una posición o bien totalmente libres.
Figura 14. Motores paso a paso
Servomotores o motores encoder
Estos motores acostumbran a ser los más utilizados dada su alta potencia y alto par
conseguido a bajas vueltas, lo que permite trabajar a bajas revoluciones con grandes cargas de
trabajo. El funcionamiento del motor es prácticamente el mismo que un motor de CA
convencional, pero con un encoder conectado al mismo. El encoder es el encargado de frenar
en el punto exacto que ordena el control al motor.
Figura 15. Servmotores o motores encoder
Motores lineales
Un motor lineal es un motor eléctrico que posee su estator y su rotor "distribuidos" de forma
tal que en vez de producir un torque (rotación) produce una fuerza lineal en el sentido de su
longitud.
Son motores de nueva generación que tienen la capacidad de generar grandes aceleraciones.
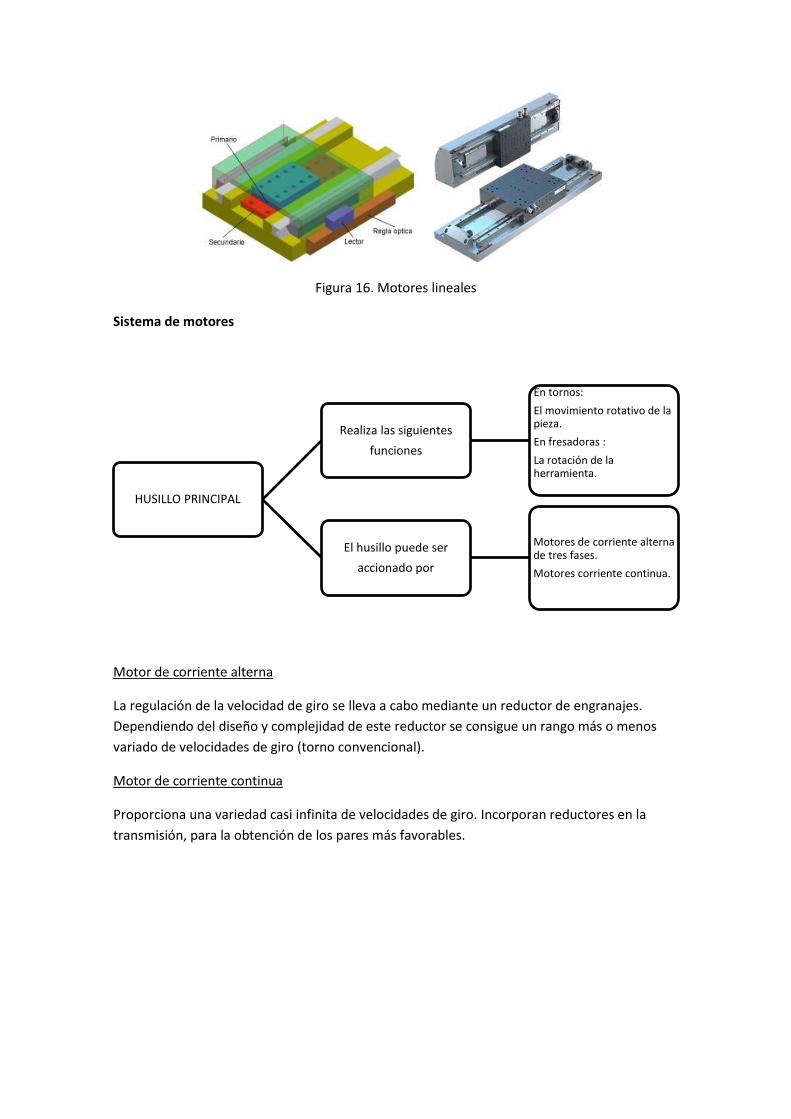
Figura 16. Motores lineales
Sistema de motores
Motor de corriente alterna
La regulación de la velocidad de giro se lleva a cabo mediante un reductor de engranajes.
Dependiendo del diseño y complejidad de este reductor se consigue un rango más o menos
variado de velocidades de giro (torno convencional).
Motor de corriente continua
Proporciona una variedad casi infinita de velocidades de giro. Incorporan reductores en la
transmisión, para la obtención de los pares más favorables.
HUSILLO PRINCIPAL
Realiza las siguientes
funciones
En tornos:
El movimiento rotativo de la pieza.
En fresadoras :
La rotación de la herramienta.
El husillo puede ser
accionado por
Motores de corriente alterna de tres fases.
Motores corriente continua.
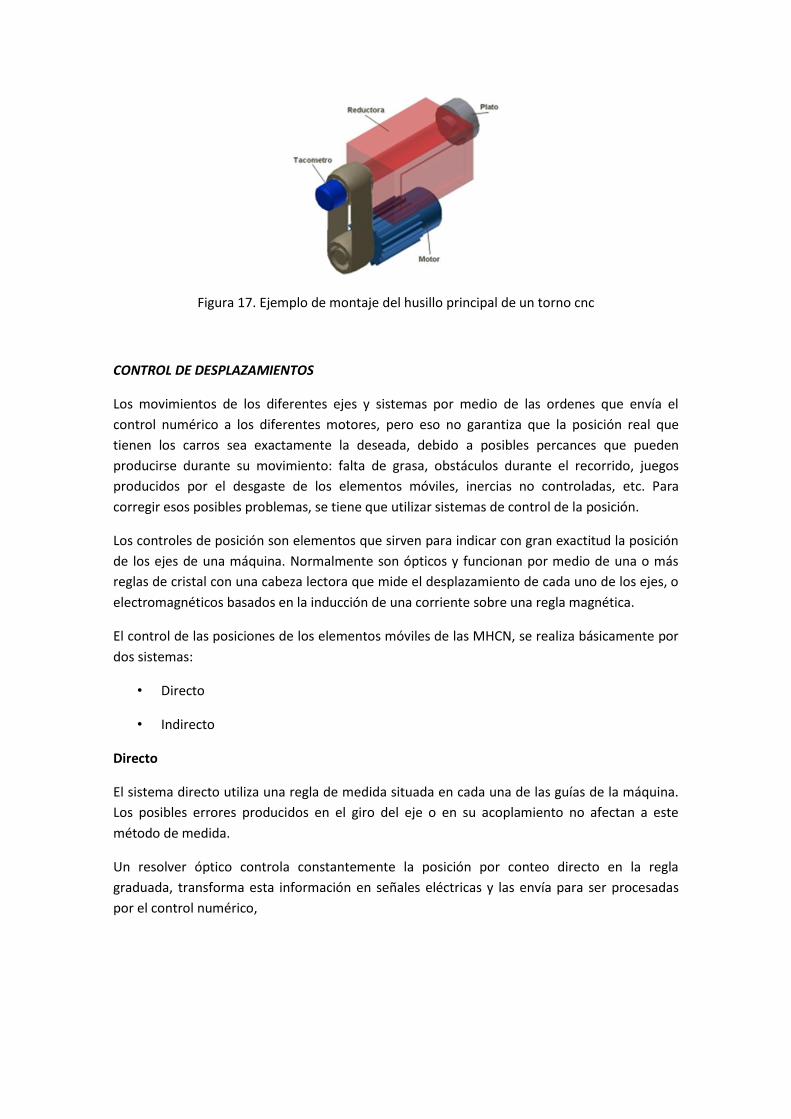
Figura 17. Ejemplo de montaje del husillo principal de un torno cnc
CONTROL DE DESPLAZAMIENTOS
Los movimientos de los diferentes ejes y sistemas por medio de las ordenes que envía el
control numérico a los diferentes motores, pero eso no garantiza que la posición real que
tienen los carros sea exactamente la deseada, debido a posibles percances que pueden
producirse durante su movimiento: falta de grasa, obstáculos durante el recorrido, juegos
producidos por el desgaste de los elementos móviles, inercias no controladas, etc. Para
corregir esos posibles problemas, se tiene que utilizar sistemas de control de la posición.
Los controles de posición son elementos que sirven para indicar con gran exactitud la posición
de los ejes de una máquina. Normalmente son ópticos y funcionan por medio de una o más
reglas de cristal con una cabeza lectora que mide el desplazamiento de cada uno de los ejes, o
electromagnéticos basados en la inducción de una corriente sobre una regla magnética.
El control de las posiciones de los elementos móviles de las MHCN, se realiza básicamente por
dos sistemas:
• Directo
• Indirecto
Directo
El sistema directo utiliza una regla de medida situada en cada una de las guías de la máquina.
Los posibles errores producidos en el giro del eje o en su acoplamiento no afectan a este
método de medida.
Un resolver óptico controla constantemente la posición por conteo directo en la regla
graduada, transforma esta información en señales eléctricas y las envía para ser procesadas
por el control numérico,
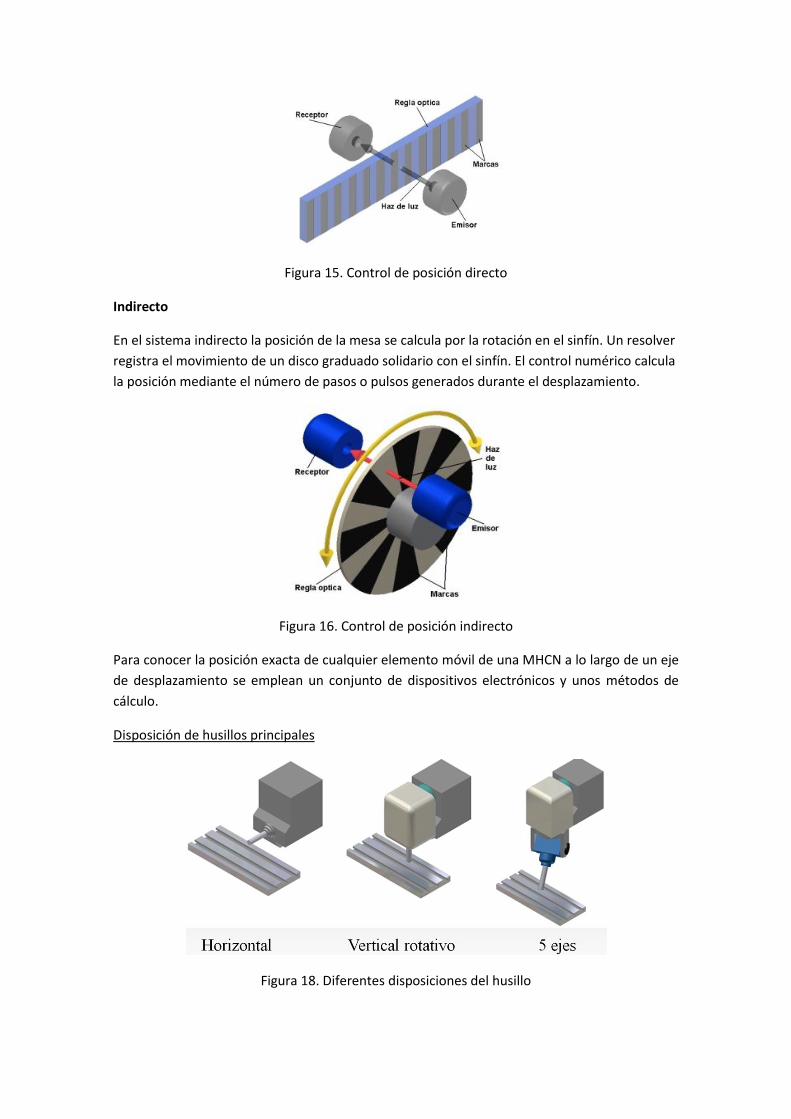
Figura 15. Control de posición directo
Indirecto
En el sistema indirecto la posición de la mesa se calcula por la rotación en el sinfín. Un resolver
registra el movimiento de un disco graduado solidario con el sinfín. El control numérico calcula
la posición mediante el número de pasos o pulsos generados durante el desplazamiento.
Figura 16. Control de posición indirecto
Para conocer la posición exacta de cualquier elemento móvil de una MHCN a lo largo de un eje
de desplazamiento se emplean un conjunto de dispositivos electrónicos y unos métodos de
cálculo.
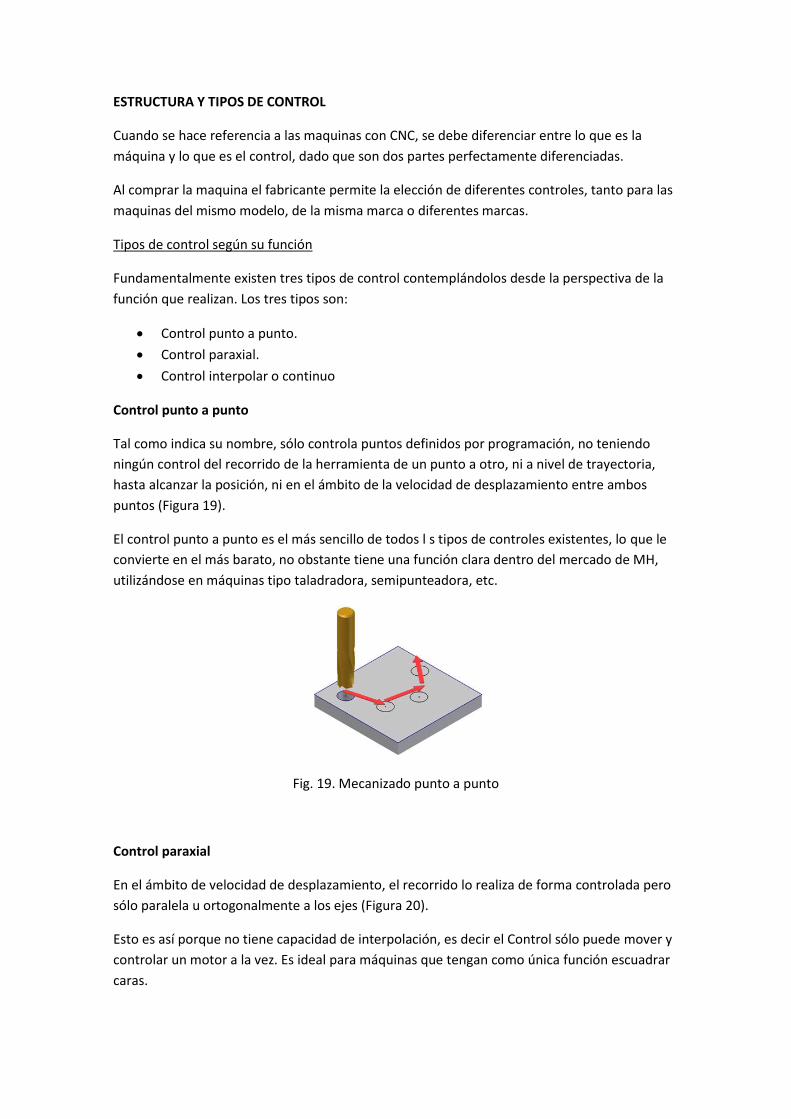
Disposición de husillos principales
Figura 18. Diferentes disposiciones del husillo
ESTRUCTURA Y TIPOS DE CONTROL
Cuando se hace referencia a las maquinas con CNC, se debe diferenciar entre lo que es la
máquina y lo que es el control, dado que son dos partes perfectamente diferenciadas.
Al comprar la maquina el fabricante permite la elección de diferentes controles, tanto para las
maquinas del mismo modelo, de la misma marca o diferentes marcas.
Tipos de control según su función
Fundamentalmente existen tres tipos de control contemplándolos desde la perspectiva de la
función que realizan. Los tres tipos son:
Control punto a punto.
Control paraxial.
Control interpolar o continuo
Control punto a punto
Tal como indica su nombre, sólo controla puntos definidos por programación, no teniendo
ningún control del recorrido de la herramienta de un punto a otro, ni a nivel de trayectoria,
hasta alcanzar la posición, ni en el ámbito de la velocidad de desplazamiento entre ambos
puntos (Figura 19).
El control punto a punto es el más sencillo de todos l s tipos de controles existentes, lo que le
convierte en el más barato, no obstante tiene una función clara dentro del mercado de MH,
utilizándose en máquinas tipo taladradora, semipunteadora, etc.
Fig. 19. Mecanizado punto a punto
Control paraxial
En el ámbito de velocidad de desplazamiento, el recorrido lo realiza de forma controlada pero
sólo paralela u ortogonalmente a los ejes (Figura 20).
Esto es así porque no tiene capacidad de interpolación, es decir el Control sólo puede mover y
controlar un motor a la vez. Es ideal para máquinas que tengan como única función escuadrar
caras.
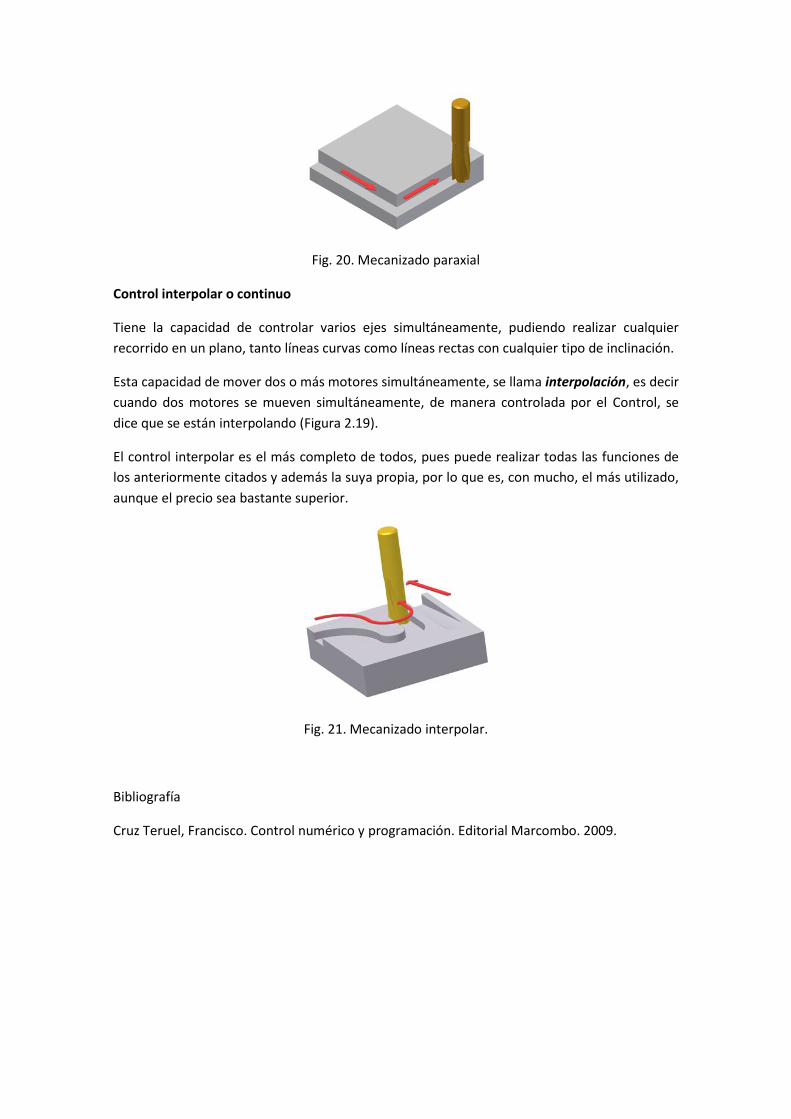
Fig. 20. Mecanizado paraxial
Control interpolar o continuo
Tiene la capacidad de controlar varios ejes simultáneamente, pudiendo realizar cualquier
recorrido en un plano, tanto líneas curvas como líneas rectas con cualquier tipo de inclinación.
Esta capacidad de mover dos o más motores simultáneamente, se llama interpolación, es decir
cuando dos motores se mueven simultáneamente, de manera controlada por el Control, se
dice que se están interpolando (Figura 2.19).
El control interpolar es el más completo de todos, pues puede realizar todas las funciones de
los anteriormente citados y además la suya propia, por lo que es, con mucho, el más utilizado,
aunque el precio sea bastante superior.
Fig. 21. Mecanizado interpolar.
Bibliografía
Cruz Teruel, Francisco. Control numérico y programación. Editorial Marcombo. 2009.







