Download - 3. PULVIMETALURGIA

PROCESAMIENTO DE PARTICULAS
PULVIMETALURGIA

INTRODUCCIONFabricación de piezas a partir de polvos metálicos
bajo presión: enlaces por difusión
Se calientan en atmósfera controlada (sinterizado) para la obtención de la pieza
Puede aplicarse temperatura simultáneamente para producir una masa coherente sin fusión a una T < Tf
Es adecuado para la fabricación de grandes series de piezas pequeñas de gran precisión, para materiales o mezclas poco comunes y para controlar el grado de porosidad o permeabilidad
AplicacionesPolvos a base de Hierro (engranes y rotores de
bomba)
Polvos a base de Cobre (bronce para cojinetes porosos)
Polvos a base de Ni, Ag, W, Al
Polvos aleados: CERMET (Al2-Cr)
Filtros de Fibras Metálicas (80-90% porosidad)
Carburos Cementados (carburos de W)
Contactos eléctricos (W-Cu, W-Co, W-Ag)
Metales duros para herramientas de corte y forjado de metales (Ni, Ni-Co, Ni-Cr)
Herramientas de corte especial hechas de diamante dispersado en una matriz metálica
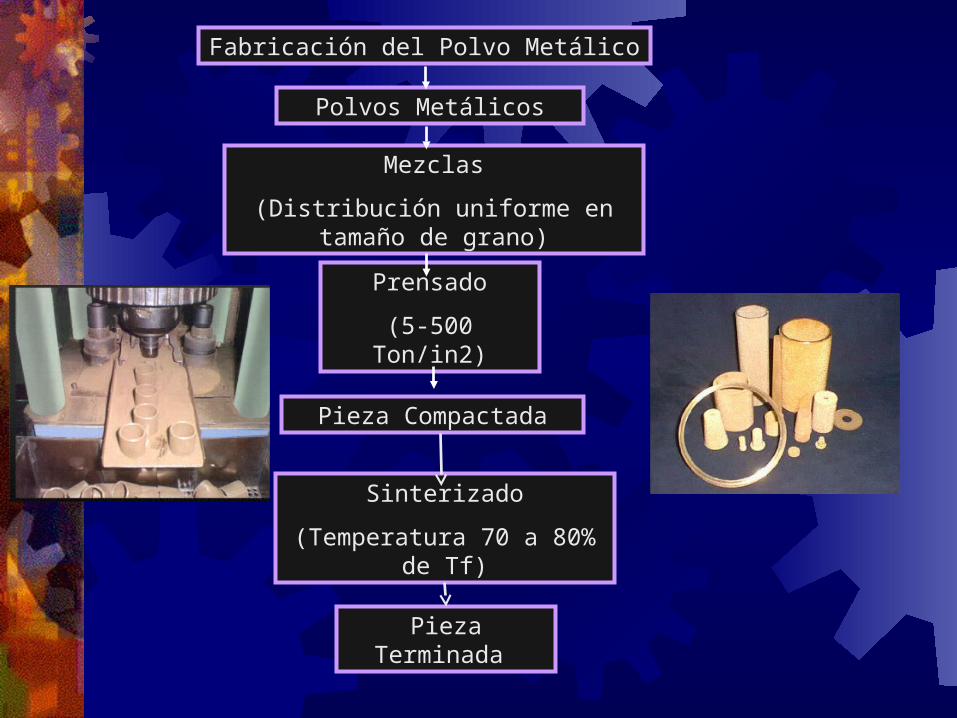
Fabricación del Polvo Metálico
Polvos Metálicos
Mezclas
(Distribución uniforme en tamaño de grano)
Prensado
(5-500 Ton/in2)
Pieza Compactada
Sinterizado
(Temperatura 70 a 80% de Tf)
Pieza Terminada
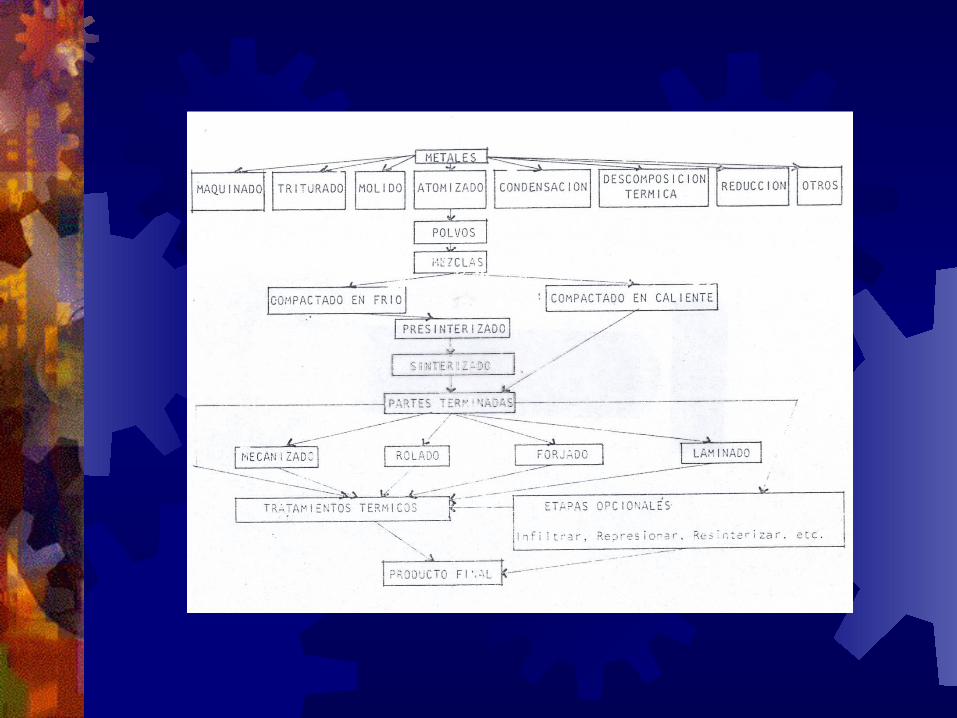

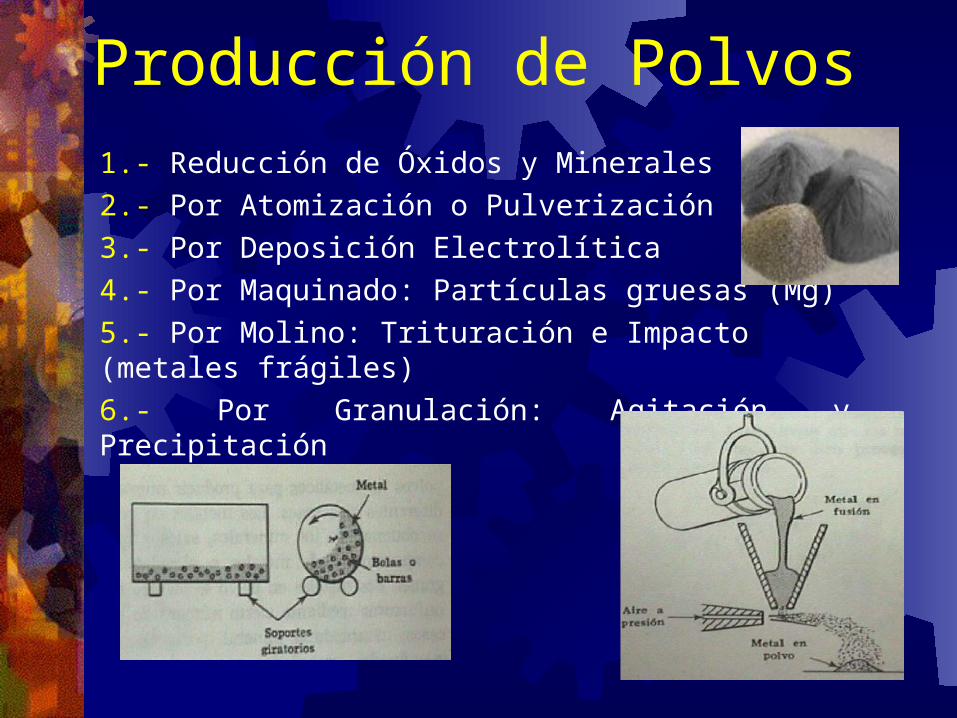
Producción de Polvos1.- Reducción de Óxidos y Minerales
2.- Por Atomización o Pulverización
3.- Por Deposición Electrolítica
4.- Por Maquinado: Partículas gruesas (Mg)
5.- Por Molino: Trituración e Impacto (metales frágiles)
6.- Por Granulación: Agitación y Precipitación
CARACTERISTICAS IMPORTANTES1. Forma: Depende del proceso de fabricación del polvo
2. Fineza: Se refiere al tamaño de grano (malla 36-850µ)
3. Distribución de tamaño: Cantidad de cada tamaño utilizado. Influye en la densidad, porosidad final y fluidez
4. Fluidez: Cualidad que permite al polvo fluir y conformar la cavidad del molde
5. Pureza: Cantidad de óxidos e impurezas
6. Compresibilidad: Relación entre volumen inicial del polvo y el volumen de la pieza compactada
7. Densidad Aparente: Debe mantenerse constante
8. Sinterabilidad: Capacidad de enlazar partículas por aplicación de calor
Factor de Empaquetamiento
m
ap
P
TeF
POLVOS PRODUCIDOS POR REDUCCION DE MINERALES
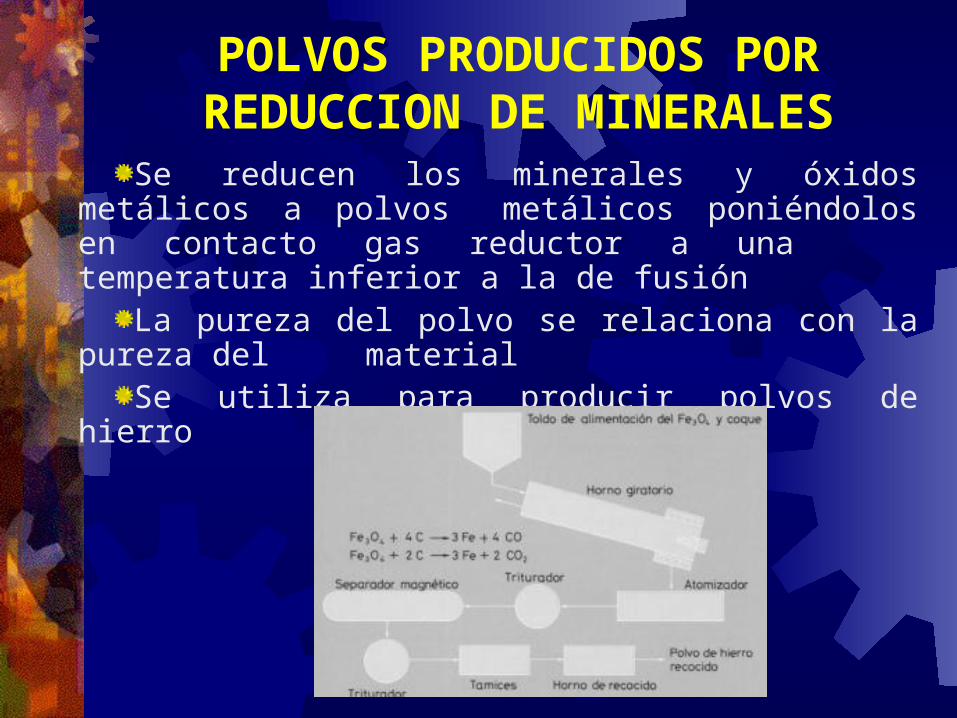
Se reducen los minerales y óxidos metálicos a polvos metálicos poniéndolos en contacto gas reductor a una temperatura inferior a la de fusión
La pureza del polvo se relaciona con la pureza del material
Se utiliza para producir polvos de hierro
El mineral de hierro puro + coque se tratan térmicamente a 1200ºC durante 90 horas (Reducción)
La masa es triturada y molidaLa masa se trata térmicamente. La reducción se produce con gas H2 a T < Tf
En el horno se producen los óxidos y se recocen las partículas de polvo obtenidas
Las partículas son tipo esponja e ideales para moldear (forma irregular – porosa)Los polvos contienen impurezas y cada grano tiene poros internos, por lo que es inadecuado para ser comprimido a altas densidades por las grandes presiones a aplicar
POLVOS PRODUCIDOS POR REDUCCION DE MINERALES
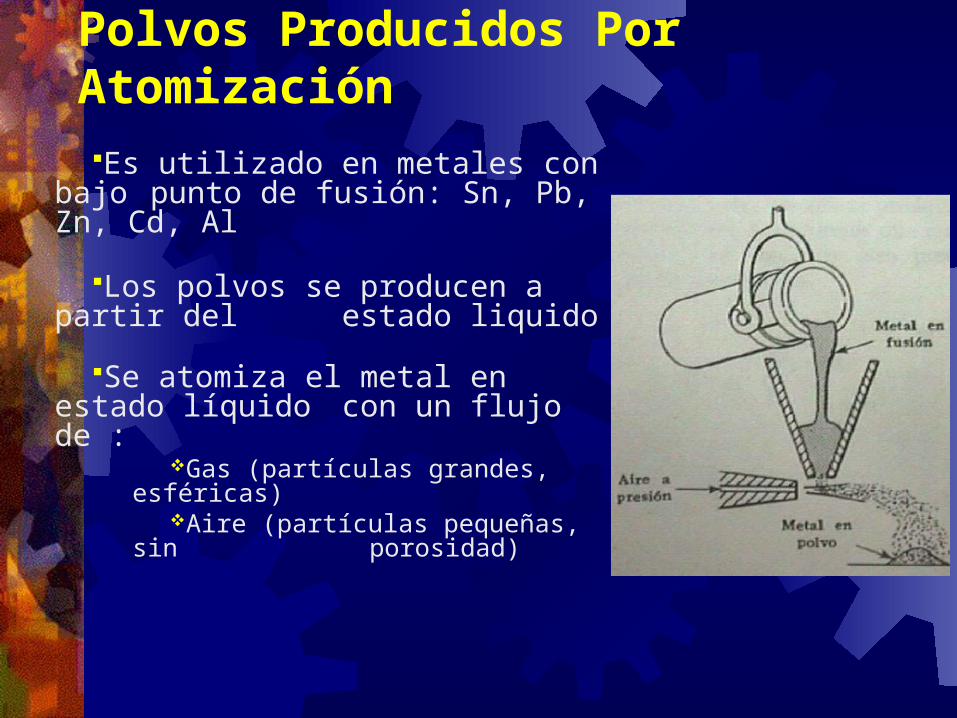
Polvos Producidos Por AtomizaciónEs utilizado en metales con bajo punto de fusión: Sn, Pb, Zn, Cd, Al
Los polvos se producen a partir del estado liquido
Se atomiza el metal en estado líquido con un flujo de :
Gas (partículas grandes, esféricas)Aire (partículas pequeñas, sin
porosidad)
Polvos Producidos por Deposición Electrolítica
Para aplicaciones especiales (alta pureza, densidad y compresibilidad): Cu, Fe, Ag
La forma del polvo es tipo dendrítica
Es costoso
VENTAJAS LIMITACIONES•Producción de carburos
sinterizados•Polvos metálicos caros
•Fabricación de cojinetes porosos autolubricados
•Son afectados por la humedad, oxidación
•Porosidad controlada •Costos elevado
•Producción de piezas pequeñas con tolerancias reducidas y buen acabado superficial
•Proceso limitado cuando se quiere obtener alta resistencia
•Polvos de alta pureza •Limitaciones de diseño
•No hay grandes perdidas •Problemas al sinterizar
•Bajo costo de mano de obra•Polvos finos presentan peligro
de explosión
•Permite fabricación de formas complicadas
•Difícil obtener piezas con densidad alta y uniforme
•Control de composición química
•Compresibilidad
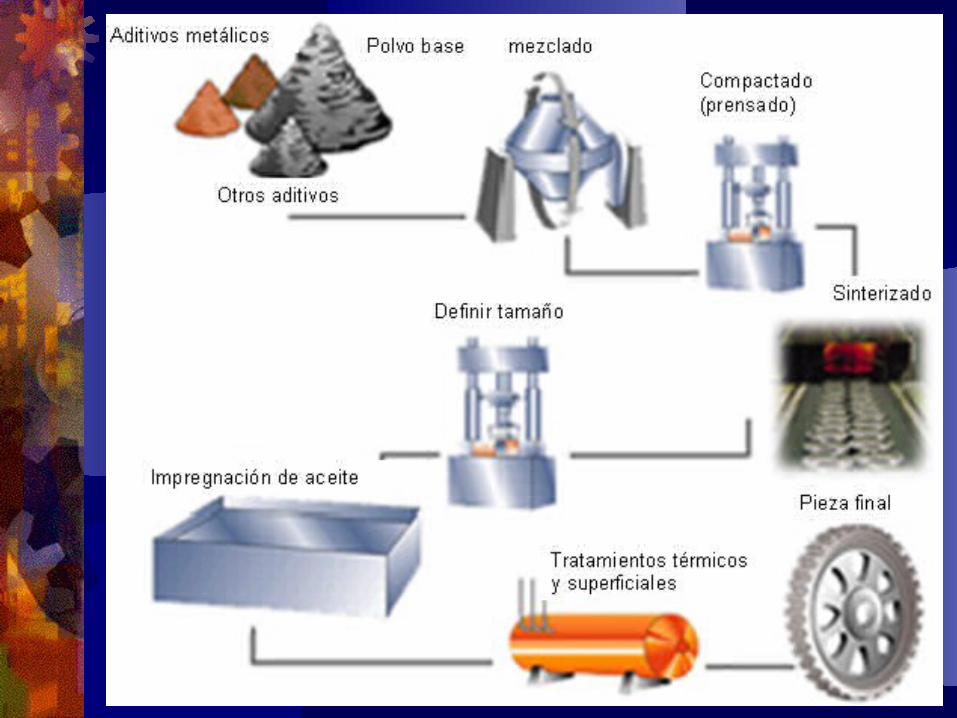
PREPARACION DEL POLVO - MEZCLAS
Distribución del tamaño de grano influye en moldeado y sinterizado de la pieza
Preferible polvos finos, ya que tiene menos porosidad y mayor área de contacto
Los polvos de aleación, lubricantes y agentes volátiles se agregan para dar porosidad
Una mezcla excesiva puede provocar endurecimiento por deformación plástica y desgaste entre partículas
En polvos de Hierro se prefiere porcentajes pequeños de Carbono y aleantes. Estos aumentan la dureza y disminuyen la compresibilidad
La compresibilidad se mide como la densidad obtenida a una presión de compactación de 400 N/mm2

COMPACTADO O PRESIONADO
Es la operación más importante
La presión se debe distribuir uniformemente
La mayor parte se hace en frío
El metal en polvo se comprime en un dado para tomar la forma de la parte mediante uno o más punzones.
Técnicas de compactado
De Presión Sin Presión Troquel SuspensiónIsostática
GravedadForjadoExtrusión Continua
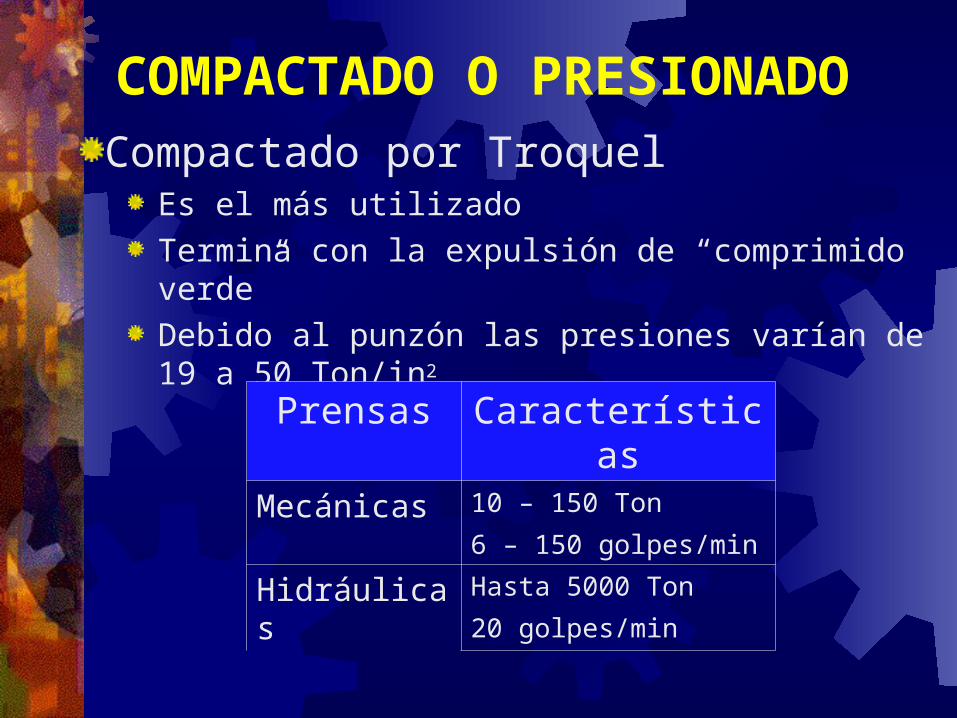
Compactado por TroquelEs el más utilizado
Termina con la expulsión de “comprimido verde”
Debido al punzón las presiones varían de 19 a 50 Ton/in2
Prensas CaracterísticasMecánicas 10 – 150 Ton
6 – 150 golpes/min
Hidráulicas Hasta 5000 Ton
20 golpes/min
COMPACTADO O PRESIONADO
SINTERIZADO
•Incremento de la resistencia•Disminuye porosidad•Factores: Están en función del material, tamaño,
forma y presión de compactación, estos son:– Temperatura– Tiempo – Atmosfera
A) En estado sólido T < Tf (componentes)
B) En estado líquido T > Tf (carburos y cerámicos)
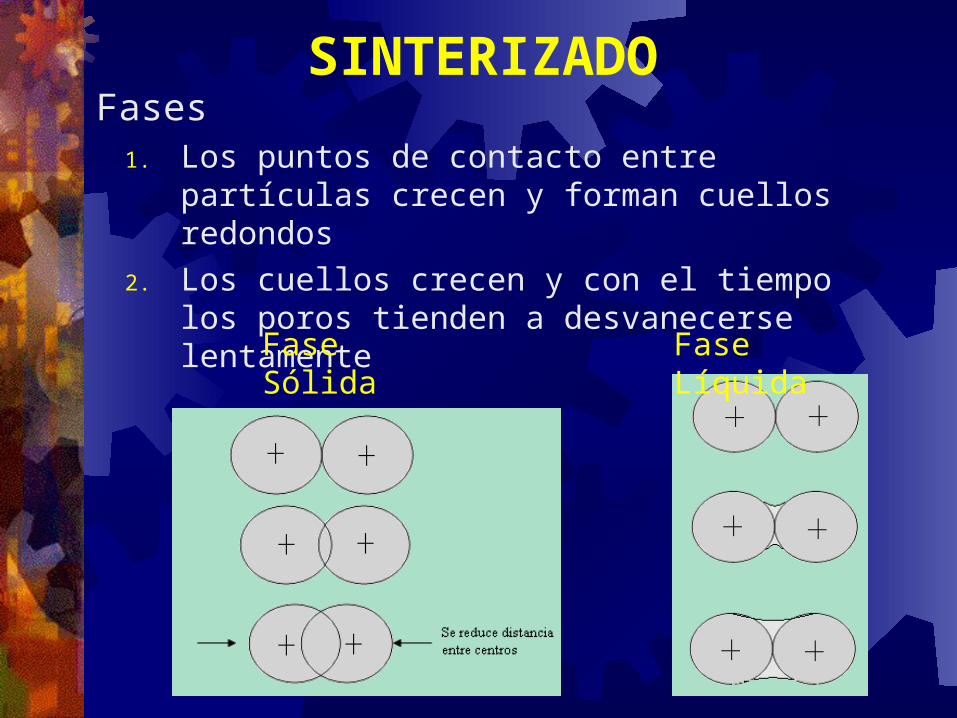
Fases1. Los puntos de contacto entre partículas crecen y
forman cuellos redondos
2. Los cuellos crecen y con el tiempo los poros tienden a desvanecerse lentamente
SINTERIZADO
Fase Sólida Fase Líquida
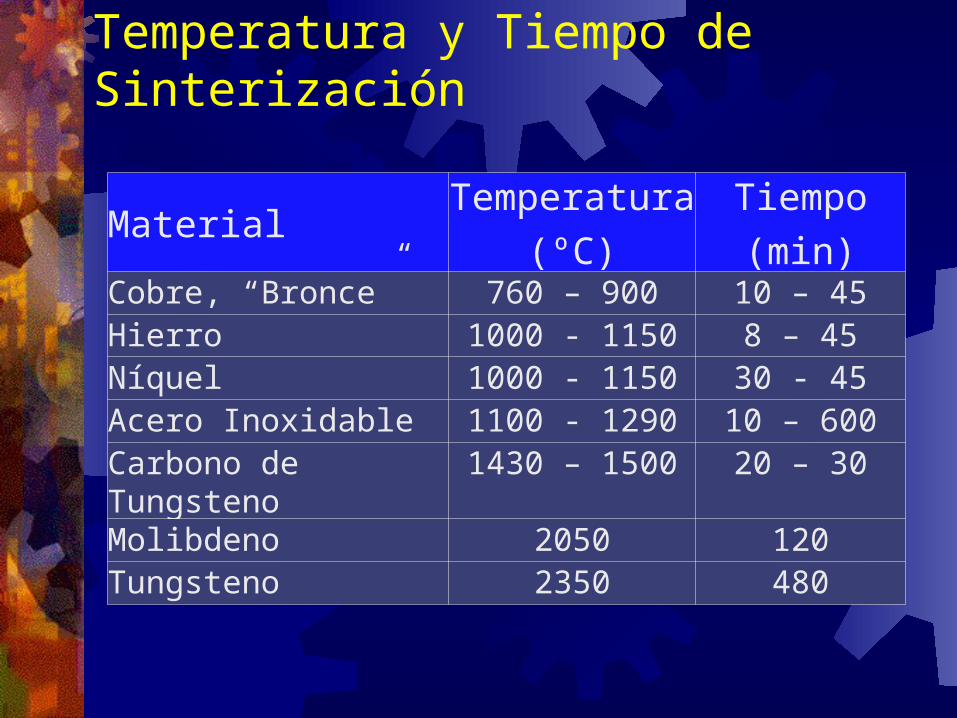
Temperatura y Tiempo de Sinterización
MaterialTemperatura
(ºC)
Tiempo
(min)Cobre, “Bronce” 760 – 900 10 – 45Hierro 1000 - 1150 8 – 45Níquel 1000 - 1150 30 - 45Acero Inoxidable 1100 - 1290 10 – 600Carbono de Tungsteno 1430 – 1500 20 – 30Molibdeno 2050 120Tungsteno 2350 480
OPERACIONES DE ACABADO Imparten propiedades especificas a las partes de metal: la
infiltración, tratamiento térmico, impregnación y maquinado.
Las partes de metal en polvo pueden volverse a comprimir después del sinterizado.
Esto se denomina dimensionado si se hace para mantener dimensiones y acuñado para aumentar la densidad.
La recompresión puede hacerse en prensas compactadoras o en prensas ordinarias.
Las partes de precisión hechas a partir de los polvos, como engranajes, tiene que determinarse el tamaño para incrementar su precisión y su densidad.
TRATAMIENTO TÉRMICO Los productos de polvos metálicos se pueden someter a
tratamiento térmico por los métodos convencionales para mejorar las propiedades metalúrgicas deseables.
El período de calentamiento debe ser más largo que para piezas similares de material macizo, pero el enfriamiento debe ser más rápido, debe evitar la oxidación por medio de atmósferas protectoras.
La oxidación puede disminuir la resistencia y producir puntos débiles e impurezas en el objeto.
Los problemas con la oxidación son más serios con los metales en polvo que con los macizos.







