disseny i fabricació d una guitarra elèctrica
TRANSCRIPT

Treball de Fi de Grau
Enginyeria en Tecnologies Industrials
Disseny i fabricació d’una guitarra elèctrica
ANNEX
Autor: Marc Costa Ricós Director: Alejandro Domínguez Fernández Convocatòria: Setembre 2021
Escola Tècnica Superior d’Enginyeria Industrial de Barcelona

Pàg. 2 Annex

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 3
Resum
Aquest document és l’Annex complementari del Treball de Fi de Grau [42] Disseny i
fabricació d’una guitarra elèctrica. Presenta tota la informació necessària per comprendre
profundament els conceptes exposats en la memòria, i amplia determinats camps amb
informació complementària d’interès no inclosa a la memòria, en els capítols 1. Anàlisi de
producte, 2. Selecció de materials i 3. Processos de fabricació. Presenta també, informació
essencial pel procés de fabricació al capítol 4. Fabricació, com el plànols de fabricació i dels
components a inserir a la guitarra elèctrica, les fulles de ruta, taules d’estandardització de
cargols i trepatges, gràfiques de recomanació de paràmetres de fresat, entre d’altres. Al
document [42] s’hi troben referències a aquest document en els apartats pertinents, i resulta
imprescindible la lectura de l’annex per tal d’entendre els mecanismes de funcionament de la
guitarra elèctrica i les justificacions de per què el prototip fabricat ha esdevingut de la
manera en la que ho ha fet.

Pàg. 4 Annex
Sumari de l’Annex
SUMARI DE L’ANNEX _____________________________________________________ 4
1. ANÀLISI DE PRODUCTE ______________________________________________ 6
1.1. Breu descripció i informació general .........................................................................6
1.2. Estructura vertebral de la guitarra elèctrica ...............................................................7
1.2.1. Màstil .................................................................................................................7
1.2.2. Bloc cos ........................................................................................................... 35
1.3. Electrónica .............................................................................................................. 45
1.3.1. Pastilles............................................................................................................ 45
1.3.2. Selectors i interruptors ..................................................................................... 61
1.3.3. Potenciòmetres ................................................................................................ 68
1.3.4. Condensadors ................................................................................................. 74
1.3.5. Resistències..................................................................................................... 75
1.3.6. Jack ................................................................................................................. 75
1.3.7. Cables .............................................................................................................. 77
1.3.8. Gàbia de Faraday ............................................................................................ 77
1.3.9. Modelització dels circuits electrònics................................................................ 78
1.3.10. Circuits electrònics implementats ..................................................................... 85
1.4. Cordes .................................................................................................................... 85
1.5. Tipus de guitarres elèctriques ................................................................................. 94
2. SELECCIÓ DE MATERIALS __________________________________________ 99
3. PROCESSOS DE FABRICACIÓ ______________________________________ 119
3.1. Procés de fresat de fusta ...................................................................................... 119
3.1.1. Fresat de fusta ............................................................................................... 119
3.1.2. Condicions de tall ........................................................................................... 129
3.1.3. Eines .............................................................................................................. 133
3.1.4. Paràmetres del procés de fresat .................................................................... 139
3.2. Procés de trepatge ................................................................................................ 147
3.2.1. Trepanat de fustes ......................................................................................... 147
3.2.2. Eines .............................................................................................................. 151
3.2.3. Paràmetres del procés de trepatge ................................................................ 154
4. FABRICACIÓ _____________________________________________________ 158
4.1. Plànols de fabricació ............................................................................................. 159
4.1.1. Plànols de peces ............................................................................................ 159
4.1.2. Planols d’acoblaments ................................................................................... 166
4.1.3. Plànols de components a inserir .................................................................... 169

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 5
4.2. Fulles de ruta ....................................................................................................... 172
4.2.1. Cos ............................................................................................................... 172
4.2.2. Tapa dreta ..................................................................................................... 173
4.2.3. Tapa Esquerra .............................................................................................. 174
4.2.4. Diapasó ......................................................................................................... 175
4.2.5. Mànec i cap ................................................................................................... 176
4.3. Gràfiques d’utilitat de paràmetres de fabricació ................................................... 177
4.3.1. Velocitat de tal en funció de les RPM i del diàmetre de la fresa (Fresat) ...... 177
4.3.2. Avanç per dent en funció de la velocitat d’avanç, les RPM i el nombre de dents
(Fresat) ......................................................................................................... 178
4.3.3. RPM segons al broca i la velocitat de tal (Trepatge) ..................................... 179
4.4. Estandardització de cargols i operacions de trepatge .......................................... 180
4.4.1. Cargols segons l’estàndard americà ............................................................. 180
4.4.2. Cargols i trepatges prèvis en fusta ................................................................ 181
4.5. Simulació del procés de fabricación (CIMATRON) ............................................. 183
4.5.1. Cos ............................................................................................................... 183
4.5.2. Tapa dreta ..................................................................................................... 186
4.5.3. Tapa esquerra ............................................................................................... 188
4.5.4. Diapasó ......................................................................................................... 190
4.5.5. Mànec i cap ................................................................................................... 193
4.5.6. Annex de figures ........................................................................................... 196
4.6. Il·lustracions (Annex)............................................................................................ 196
4.7. Taules (Annex) ..................................................................................................... 200
4.8. Equacions (Annex) ............................................................................................... 203
BIBLIOGRAFIA DE L’ANNEX_____________________________________________ 204
Referències bibliogràfiques ............................................................................................ 204
Bibliografia complementària ........................................................................................... 207
Referències bibliogràfiques (imatges) ............................................................................ 207

Pàg. 6 Annex
1. Anàlisi de producte
En aquest apartat s’analitzarà el producte que vol dissenyar-se i fabricar-se. La comprensió
de cadascuna de les parts d’aquest capítol es imprescindible per la comprensió de la fase de
disseny, de la fase de fabricació, i dels motius pels quals s’ha elaborat el projecte de la
manera en que ha estat elaborat. Addicionalment s’han afegit la apartats de descripció
general en el qual s’exposen pinzellades sobre informació bàsica de la guitarra i un breu
seguiment històric de l’evolució de l’instrument, així com els diversos tipus.
1.1. Breu descripció i informació general
La guitarra és un instrument musical de la família dels cordòfons de corda polsada , ja que el
mecanisme que s’usa per produir so es basa en la vibració de les cordes. El fet de prémer la
corda en punts de longituds diferents permet produir notes musicals de diferent tonalitat.
Està compost principalment per un màstil, generalment de fusta, acoblat a un cos: un bloc
(sòlid o buit) generalment de fusta. Les cordes estan encastades en dos extrems fixos: un
d’ells a l’extrem del màstil més llunyà al punt d’acoblament amb el cos i l’altre encastat a una
distància concreta de la unió màstil-cos. La distància entre aquests punts de recolzament de
les cordes és la longitud d’escala, que defineix a la vegada les posicions dels trasts al llarg
del diapasó per tal d’entonar correctament les notes musicals.
Les guitarres més populars presenten sis cordes, ordenades de greu a aguda, essent la
corda greu la situada en l’extrem més proper al guitarrista un cop agafa la guitarra. Per
aquest motiu en aquest treball es farà referència a la corda més greu com a sisena corda, i
així successivament fins a la primera corda, que es la més aguda. Cal remarcar que
aquestes poden afinar-se en notes musicals diverses, associades a una determinada
freqüència, en funció de les preferències del guitarrista. Existeixen guitarres de vuit i dotze
cordes (entre d’altres) però en aquest projecte no s’especifica cap informació al respecte.
L’instrument pot presentar caixa de ressonància o no, en funció de si es vol amplificar el so
sense necessitat de connexió a un equip d’amplificació, així com sistemes de captació de so
electrònics, per tal de fer possible l’esmentada connexió amb un element amplificador de
senyal.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 7
1.2. Estructura vertebral de la guitarra elèctrica
El màstil i el cos formen l’estructura vertebral d’una guitarra elèctrica. En aquest apartat es
detalla informació relacionada amb aquests, així com amb les parts que els composen. El
materials de construcció s’esmenten en l’apartat de Selecció de Material malgrat que al llarg
d’aquest annex s’anomenen la tipologia de les fustes usades en la major part dels models
de guitarra elèctrica.
1.2.1. Màstil
El màstil està compost per tres principals parts, com s’observa a la Il·lustració 1: Mástil: el
diapasó, el mànec i la pala o cap.
L’acoblament del mànec, el diapasó i el cap és realitza mitjançant coles d’origen natural o
coles sintètiques específiques per fustes.
➢ Diapasó
El diapasó es una peça de fusta de
forma trapezial, de costats definits per
l’ample de celleta i l’ample definit en el
punt d’unió amb el cos (observar la
Il·lustració 2: Diapasó) A mesura que es
recorre des del seu origen al cap, fins al
seu final a l’acoblament amb el cos, va
augmentant les seva secció, mantenint
els gruix constant. Esta format per un
bloc de fusta tallat, els trasts, la celleta, i
les incrustacions.
Il·lustració 2: Diapasó
Diapasó
Mànec
Cap
Incrustacions Trasts Celleta
Ample de celleta: mesura
dimensional referent a l’amplada
del diapasó a l’inici d’aquest, és a
dir, alla on està col·locada la
celleta, que actúa de trast zero.
Il·lustració 1: Mástil

Pàg. 8 Annex
El diapasó està en contacte amb els dits del guitarrista i segons els trasts que es premen, es
formen acords i/o notes diferents.
En la Il·lustració 3: Vistes del diapasó, poden observar-se la vista de planta, la vista lateral i
la vista d’una secció qualsevol de la peça:
vista de planta
vista d’alçat
vista lateral
esquerra
Il·lustració 3: Vistes del diapasó
Radi de curvatura
Com pot observar-se en la Il·lustració 4: Radi de
curvatura, i a la Taula 1: Radi de curvatura
explicació, no es tracta d’una secció rectangular, ja
que presenta una corba de perfil circular en la cara
on van inserits els trasts. Aquesta corba està
descrita segons una circumferència tangent a
l’aresta perpendicular que uneix els costats que
defineixen el gruix del diapasó, amb un centre
localitzat a una determinada longitud de l’aresta
tangent. Aquest concepte es coneix com a radi de
curvatura [30], i la distància definida entre el centre
de la circumferència i l’aresta tangent és que la
dimensiona aquesta variable.
Il·lustració 4: Radi de curvatura
Radi de curvatura

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 9
Taula 1: Radi de curvatura explicació
superfície cilíndrica superfície cònica
radi constant radi variable
Si es tradueix aquesta corba en dos dimensions a la tridimensionalitat de l’espai, ens podem
trobar en dos casos diferenciats: l’existència d’una superfície cilíndrica en la cara superior
del diapasó (si el radi de curvatura és constant al llarg del diapasó) o en l’existència d’una
superfície cònica en la cara superior del diapasó (si el radi del diapasó es variable al llarg del
diapasó).
D’aquesta manera, existeixen dos tipus de formes de diapasons. Els que presenten un radi
de curvatura variable al llarg del diapasó (la cara superior del diapasó és una superfície
cònica definida per un radi determinat a l’inici del diapasó i un radi diferent al final d’aquest), i
els que presenten un radi de curvatura constant (la cara superior del diapasó és una
superfície cilíndrica definida per un radi de curvatura constant). Si Rcell = Rpont aleshores el
radi de curvatura és constant, mentre que si no es compleix l’esmentada igualtat, el radi de
curvatura es variable.
La influència del radi de curvatura sobre la comoditat i l’execució del guitarrista és
significativa, és per això que els fabricants de diapasons de guitarra elèctrica ofereixen
diverses alternatives adaptades als requeriments del clients. De forma estàndard en el
mercat actual, es comercialitzen diapasons amb radis de curvatura constant de 7.25”, 9.5”,
10”, 12”, 14” i amb radis de curvatura variables de 9.5”-14”, 10”-16”, 12-16”. És precís
remarcar que cada marca acostuma a estar associada a un radi de curvatura determinat, i
en un model de guitarra elèctrica construït de manera industrial, no existeix l’opció per al
client d’escollir quin radi de curvatura prefereix.
Radis de curvatura de menor magnitud (és a dir, de menor distància entre el centre de la
circumferència i l’aresta tangent) presentaran una superfície cilíndrica de curvatura més
Rpont Rpont Rcell
Rcell

Pàg. 10 Annex
pronunciada. Els radis de curvatura de menor magnitud són indicats per registres rítmics, ja
que faciliten l’acoblament dels dits sobre el diapasó en la formació d’acords. Nogensmenys,
poden arribar a ocasionar problemes per determinades tècniques d’execució solista, com
per exemple els bendings, ja que al desplaçar les cordes 1, 2 o 3 cap a l’eix de simetria del
diapasó, la distància entre aquesta i la fusta del diapasó serà sempre més reduïda que no
pas amb radis de curvatura de major magnitud. En el cas dels bendings de les cordes 4, 5 i
6, el fet de presentar un radi de curvatura menor no ocasiona cap problema, més aviat al
contrari: provoca que al desplaçar la corda allunyant-la de l’eix de simetria del diapasó, la
distància que existeix entre la corda i la fusta del diapasó disminueixi, si es compara amb un
radi de curvatura de major magnitud. Els bendings no es realitzen gairebé mai amb les
cordes 4,5,6 per una qüestió d’estètica sonora, de manera que aquesta possible avantatge
no s’aprofita.
Radis de curvatura de major magnitud (és a dir, de menor distància entre el centre de la
circumferència i l’aresta tangent) presentaran una superfície cilíndrica de curvatura menys
pronunciada. Els radis de curvatura de major magnitud són indicats per registres solistes, ja
que faciliten les tècniques d’execució relacionades. Per altra banda, poden suposar
incomoditat al dificultar l’acoblament dels dits en la formació d’acords, ja que la superfície de
la cara del diapasó és menys cilíndrica o menys cònica (i més plana en conseqüència) i
provoca una posició de la mà més forçada a l’hora de col·locar més d’un dit sobre el
diapasó.
Els radis de curvatura compostos presenten un radi de curvatura de menor magnitud a l’inici
del diapasó (és a dir, allà on està col·locada la celleta) i un radi de curvatura de major
magnitud al final de la peça. Només es fabriquen seguint aquesta estructura (i no a l’inrevés,
amb el radi de curvatura de major magnitud a l’inici del diapasó i el radi de curvatura de
menor magnitud al final de diapasó) ja que els ritmes i acords s’acostumen a tocar en els
trasts inferiors del diapasó, mentre que els puntejos i tècniques pròpies d’un guitarrista
solista acostumen a dur-se a terme en els trasts superiors del diapasó. Els diapasons amb
un perfil compost de radi de curvatura es caracteritzen, aleshores, per presentar una ac
superfície cònica com a cara superior del diapasó, de major curvatura als trasts inferiors
(facilitant la formació d’acords en les primeres posicions) i de menor curvatura en els trasts
superiors (facilitat les tècniques solistes en les últimes posicions), de manera que en les
posicions intermèdies existeix un radi de curvatura mitjà que permet tocar ritmes i puntejos
de manera més o menys còmode. Aquests conceptes es resumeixen a la Taula 2: Radi de
curvatura tipologia:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 11
Taula 2: Radi de curvatura tipologia
Radi de curvatura constant Radi de curvatura variable
7.25” Registre rítmic 9.5”-14” Registre versàtil
(rítmic a les
primeres
posicions i
solista a les
últimes)
9.5” 10”-16”
10” 12”-16”
12”
14” Registre solista
Cal destacar que en el cas de guitarres clàssiques, per exemple, la corba que defineix el radi
de curvatura és una recta horitzontal, de manera que la cara superior del diapasó és un pla.
Ranurat
Per tal d’incrustar els trasts i de posicionar la celleta al diapasó s’han de realitzar una sèrie
d’operacions de ranurat al llarg d’aquesta peça. Per tal de definir aquestes operacions es de
vital importància anomenar el concepte d’escala de la guitarra. L’escala de la guitarra es
determina en funció de la magnitud de la longitud vibrant de les cordes, que ve delimitada
pels dos punts de fixació als extrems de la corda, situats a la posició del pont i a la posició
de la celleta. La longitud vibrant de les cordes, o escala, presenta una important influència
sobre la tipologia del so i la comoditat a l’hora de tocar que s’obtindrà. Això es deu a la
tensió de les cordes. Si és manté constant el calibre de les cordes, una escala major suposa
la necessitat d’introduir una tensió major a la corda per produir una determinada nota
comparada amb la tensió necessària per produir aquesta mateix nota en una escala menor.
Amb altres paraules, per una mateixa afinació, una escala de longitud major implica una
major tensió de les cordes que no pas una escala de longitud menor. La percepció del
guitarrista amb la tensió de les cordes és subjectiva, però una menor tensió acostuma a anar
acompanyada d’una major comoditat a l’hora de l’execució (nogensmenys, una tensió de les
cordes excessivament baixa pot resultar incòmode). Pel que fa al so, una escala de longitud
major acostuma a estar vinculada a registres més brillants i una longitud d’escala menor
amb registre més càlids. Cal remarcar que la variació del calibratge de les cordes influeix
directament sobre la tensió de les cordes, ja que és varia la secció d’aquestes. Així doncs,
en la tensió de les cordes influeixen els conceptes d’escala de la guitarra i de calibre de les
cordes.

Pàg. 12 Annex
Les escales estandarditzades dins del mercat de les guitarres elèctriques són les mostrades
a la Taula 3: Longituds d’escala estàndards:
Taula 3: Longituds d’escala estàndards
25.5” 25” 24.75” 24”
Pròpies de guitarres
del fabricant Fender
Pròpies de guitarres
del fabricant PRS.
Pròpies de guitarres
del fabricant Gibson
Guitarres
elèctriques
d’escala curta
Una major longitud d’escala de la guitarra comporta una distància entre el pont i la posició
de la celleta major, que es tradueix en una longitud major de la guitarra elèctrica. Les
guitarres d’escala curta (24”) estan dissenyades per compensar aquest fet i adaptar la
guitarra elèctrica a una mesura més petita. Existeixen altres valors de longituds d’escala
com per exemple 24.5”, 26.5” (guitarres de 7 cordes) o 27-30” (guitarres barítones).
Els trasts, i per tant, les ranures on van incrustats, han d’estar col·locats en llocs estratègics
per tal de que en prémer dos trasts consecutius, sempre hi hagi una diferència d’un semitò
entre ells (equivalent a 1/12 part d’una octava musical. Una octava és l’interval de 8 graus
entre dues notes de l’escala musical. L’octava teòrica és l’interval que existeix entre dues
notes quan hi ha una relació de 2 a 1 entre les seves respectives freqüències.. Pel que fa als
instruments cordòfons, es considera que l’octava és l’interval que obtindrem entre una nota
tocada, amb una determinada longitud de la corda vibrant, i una altra nota tocada de la
mateixa corda, corresponent a la meitat de la longitud de la corda vibrant. Per exemple, hi ha
una octava entre la una corda polsada a l’aire, és a dir, amb tota la longitud vibrant possible,
i la mateixa corda polsada amb la meitat de la longitud possible vibrant, és a dir, al trast 12) .
El mètode per tal de calcular la posició dels trasts usat històricament per luthiers s’anomena
regla del 18. La posició del primer trast es troba a una distància de la celleta igual a l’escala
dividida per 18. Mitjançant un divisor proporcional es pot realitzar aquesta divisió de manera
mecànica i amb precisió. Un cop calculada la la posició del primer trast, és calcula la del
següent trast prenent com a escala la distància des del primer trast fins al pont i dividint la de
nou per 18. I així successivament. L’inconvenient és que es tracta d’un mètode rudimentari i
la constant de valor 18 és una aproximació. Històricament les guitarres estaven dissenyades
usant aquesta constant i després es modificava la posició del pont on es fixaven les cordes
per tal de corregir l’error de manera experimental.
El mètode de la regla del 18 [7] pot expressar-se de manera matemàtica de la següent
forma, com es mostra en la Equació 1: Posició dels trasts:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 13
Equació 1: Posició dels trasts
Nogensmenys, amb l’invent dels ordinadors i les calculadores, s’ha calculat exactament el
valor de la constant (que en l’antiguitat prenia el valor de 18), igual a 17,817. Si s’usa aquest
valor per a la constant, s’obté el trast 12 exactament a la meitat de la longitud de l’escala.
Forats d’incrustació
Son talls extruïts en la superfície superior del diapasó amb la forma de la incrustació a
realitzar.
• Celleta
La celleta [1] és un dels extrems on es recolzen les cordes, i està localitzada a l’extrem del
diapasó que té menor amplada. L’ample de la celleta ha de correspondre amb l’ample de
celleta del diapasó per el seu correcte acoblament. Conté tantes ranures com cordes tingui
la guitarra, de profunditat suficient com per evitar que les cordes puguin escapar de la
ranures en les que descansen. Presenta una curvatura equivalent a la curvatura generada
pel radi del diapasó en la posició de la celleta. Generalment van encolades al diapasó, però
existeixen casos en que es deixen sense encolar, ja que la pròpia pressió de les cordes la
reté en la posició correcte, sempre i quan la cavitat on descansa hagi estat correctament
dissenyada i extruïda. Generalment estan construïdes a partir d’os. d’algun material plàstic o
de bronze, influint de manera significativa en el so el material del qual estan formades.
Conceptualment és una peça que actua com a trast zero, ja que al deixar les cordes a l’aire
sense pitjar cap trast, les cordes vibren amb la màxima longitud, fixades al pont i a la celleta,
com es mostra en la Il·lustració 5: Celleta de la guitarra en posició màstil.
Il·lustració 5: Celleta de la guitarra en posició màstil

Pàg. 14 Annex
Mentre que el gruix de la celleta no és de molta importància, l’altura de la celleta és una
variable de vital importància pel que fa al correcte calibratge de la guitarra elèctrica. Una
altura excessivament alta pot comportar que la distància vertical entre les cordes i els trasts
sigui tant elevada que dificulti l’operació de prémer les cordes (ja que el recorregut és més
elevat que no pas amb una altura vertical petita entre les cordes i els trasts). Una distància
vertical excessivament petita entre les cordes i els trasts pot ocasionar el fenomen de
trasteig, que es produeix quan la vibració de la corda al prémer un trast determinat es veu
modificada per l’impacte de la pròpia corda en un altre trast, sovint d’una posició superior. La
percepció del guitarrista en aquestes situacions és la d’una nota poc definida, desdoblada
amb altres notes brutes de fons (que son les produïdes quan la corda vibra i entra en
contacte amb altres trasts). Aquest fenomen no només es pot corregir i modificar mitjançant
l’alçada de la celleta, també influeixen negativament un mal anivellat i altura no uniforme
dels trasts, una altura incorrecte en el punt de fixació de les cordes al pont, i una mala
calibratge de la curvatura del màstil.
La separació de les ranures on descansen les cordes depèn directament del l’ample de
celleta i influeix, al igual que el fenomen del qual depèn, sobre la comoditat en l’execució del
guitarrista de determinades tècniques. Un ample de celleta major ocasiona una separació
major de les cordes (i com a conseqüència de les ranures on descansen), fet que beneficia
les tècniques i execucions pròpies d’un guitarrista solista o l’estil fingerpicking. Per altra
banda, un ample de celleta menor, ocasiona una separació de les cordes menor, i està
dissenyat especialment per guitarristes rítmics. Cal destacar que aquestes valoracions
només són criteris lleugerament subjectius basats en les recomanacions dels fabricants.
Guitarristes amb dits i mans molt petites normalment estaran més còmodes amb amples de
celleta menors (menor separació de les cordes), independentment de si toquen en un
registre rítmic o solista, i els guitarristes amb dits i mans molt grans acostumaran a estar
més còmodes amb un ample de celleta relativament gran (major separació de les cordes),
per una qüestió anatòmica relativa a l’espai disponible per col·locar els dits.
Els amples de celleta, de la major part de guitarres elèctriques del mercat són els mostrats a
la Taula 4: Amples de celleta estàndards:
Taula 4: Amples de celleta estàndards
41 mm (1-5/8”) 42 mm (1.65”) 43 mm (1-11/16”) 44 mm (1-3/4”) 48 mm (1-7/8”)
Cal destacar que hi ha nombrosos fabricants presenten en els seus models altres valors
d’ample de celleta. La separació de les cordes depèn directament de l’ample de celleta, però
els fabricants el determinen segons criteris diferents. Per exemple, amb una amplada de
celleta de 42mm, les guitarres de la sèries Fender Player Series Strat presenten una

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 15
separació de les cordes de 7mm.
La fabricació de les celletes acostuma a tractar-se d’una operació artesana duta a terme per
luthiers, ja que és una part imprescindible sobre la calibratge i posada a punt de l’instrument
i pot requerir-se la modificació de la celleta per assolir les demandes personals del
guitarrista. Tot i això, les grans empreses de manufactura de guitarres elèctriques les
realitzen de forma industrial i les disposen en els seus models segons el seu criteri i
estàndard de qualitat.
• Trasts
Els trasts [2] son unes tires metàl·liques provinents de filferros, com s’observa en la
Il·lustració 6: Filferro , corbades segons la curvatura del diapasó i d’amplada igual a
l’amplada de la secció del diapasó on estan col·locats. Sobre els trasts es recolzen les
cordes i l’ús d’aquests permet al músic establir una divisió visible de la corda per tal d’ubicar
les notes al llarg del diapasó. Normalment hi ha entre 21 i 24 trasts en una guitarra elèctrica.
Existeixen guitarres o altres instruments cordòfons sense trasts, on es dificulta molt la
localització de les notes al diapasó degut a la manca de referències visuals.
Il·lustració 6: Filferro
Les dimensions dels trasts afecten directament al tacte i
comoditat que presentarà l’instrument, i permeten classificar-los
en diversos tipus. La variació de les dimensions d’un tipus a
l’altre es realitzen per tal d’adaptar el trast a la tècnica
d’execució desitjada per l’artista, ja que unes determinades
dimensions ofereixen avantatges i desavantatges en referència
a l’execució del guitarrista.
Existeixen dues variables que influeixen sobre la qualitat sonora, la tècnica d’execució i la
comoditat a l’hora de tocar: l’altura i l’amplada del trasts). En la

Pàg. 16 Annex
Taula 5: Tipologia de trasts i propietats s’anomenen els avantatges i inconvenients
relacionats amb les variacions d’aquestes variables. Cal destacar que resulta impossible
avaluar aquesta empresa d’una manera totalment objectiva.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 17
Taula 5: Tipologia de trasts i propietats
Tipus Avantatges Inconvenients Resum
ALÇADA DEL TRAST: variable de major influència sobre el so i la tècnica d’execució
Alts Molt útils per guitarristes solistes o
per estils com el heavy rock.
Permeten una gran velocitat
d’execució gràcies a la reducció
de fricció entre el diapasó i els
dits. Facilita les tècniques de
bending, hammer on i pull off.
Ofereixen una sostenibiitat major
de la nota degut a la major massa
del trast. Tenen més durabilitat ja
que toleren més operacions de
nivellat i pulit.
Son més propensos
a marcar els dits del
guitarrista amb
ferides o callositats.
Poden conduir a
problemes d’afinació
si s’exerceix un
excés de pressió
vertical a les cordes.
Presenten una
menor comoditat a
l’hora de l’execució.
Velocitat d’execució
Facilita tècniques
solistes
Major sustain
Major durabilitat
Possible problemes
d’afinació
Baixos Apropiats per guitarristes rítmics,
faciliten la formació d’acords i la
comoditat per tocar ritmes és
excel·lent. Son propis de guitarres
vintage, ja que inicialment
s’usaven com a complement
rítmic i un trast d’aquestes
dimensions cumplia a la perfecció
els requeriments. No presenten
problemes d’afinació en funció de
la pressió exercida sobre les
cordes.
No son apropiats per
guitarristes solistes.
El fet de presentar
una altura baixa els
condiciona a tenir
una poca durabiltat,
ja que admeten
poques operacions
de nivellat i pulit
abans de convertir-
se en inservibles.
Dificulten les
tècniques de
bending, hammer on
i pull off. Perjudiquen
la sostenibilitat de la
nota.
Facilita tècniques
rítimiques
Menor durabilitat
Menor sustain
AMPLADA DEL TRAST: variable de poca influencia sobre l’influencia sobre la qualitat del
so i la tècnica d’execució.

Pàg. 18 Annex
Amples Presenten una major comoditat a
determinats guitarristes a l’hora de
moure els dits al llarg del diapasó
Poden conduir a
problemes d’afinació
per culpa del
desgast. El punt de
recolzament pràctic
te tendència a
allunyar-se més del
punt de recolzament
teòric en trasts
amples quan es
produeix el fenomen
d’aplanament del
trast.
Comoditat
Possibles problemes
d’afinació
Estrets Els problemes d’afinació referents
a l’allunyament del punt de
recolzament pràctic del teòric
durant l’aplanament del trast no
són significatius.
Menor comoditat a
l’hora de l’execució,
sobretot si es
combina amb un
trast alt.
Menor comoditat
Amb les variacions de les variables altura i amplada dels trasts s’obtenen les següents
combinacions, que recullen els inconvenients i els avantatges descrits anteriorment (de
manera additiva) en la Taula 6: Comparativa de trasts. Addicionalment s’ha afegit el valor
mig de les variables com a “variable” mitjana.
Taula 6: Comparativa de trasts
Altura / Amplada Amples Mitjana amplada Estrets
Alts Útil per tècniques
solistes.
Útil per tècniques
solistes.
Incomoditat
Mitjana altura Útil per tècniques
solistes.
Versatilitat pel que fa a
tècniques d’execució
rítmiques i solistes.
Baixos Útils per tècniques
rítmiques i en
instruments acústics

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 19
Les combinacions de les variables altura/amplada més habituals soles ser les marcades en
color verd: Alts i amples, Alts i mitjana amplada, Mitjana altura i mitjana amplada, i baixos i
estrets. Les combinacions possibles marcades en color vermell condueixen a
incongruències o a excessives incomoditats i no s’acostumen a fabricar.
Segons les dimensions dels trasts referents a la vista de secció de la peça, aquests poden
classificar-se en diversos tipus. La classificació s’ha extret del fabricant Dunlop, estàndard
en el disseny i fabricació de trasts, i s’han exposat els trasts usats més usualment en
l’actualitat en el mercat de les guitarres elèctriques en la Il·lustració 7: Trasts més comuns
estandarditzats i en la Taula 7: Especificacions de trasts estandarditzats més comuns:
Il·lustració 7: Trasts més comuns estandarditzats
Taula 7: Especificacions de trasts estandarditzats més comuns
Referencia del fabricant Dimensions
(A: amplada, B: altura)
Tipologia d’acord amb
l’exposada anteriorment
Dunlop 6000 A = 2,99 mm
B = 1,47 mm
Alts i amples
Dunlop 6100 A = 2,79 mm
B = 1,40 mm
Alts i amples
Dunlop 6105 A = 2,29 mm
B = 1,40 mm
Alts i mitjana amplada
Dunlop 6110 A = 2,92 mm
B = 1,27 mm
Mitjana alçada i amples
Dunlop 6130 A = 2,692 mm
B = 0,914 mm
Mitjana alçada i amples
Dunlop 6150 A = 2,591 mm
B = 1,067 mm
Mitjana alçada i mitjana
amplada
Dunlop 6230 A = 1,990 mm
B = 1,080 mm
Mitjana alçada i Mitjana
amplada
Es precís remarcar que existeixen altres models del mateix fabricant, i múltiples models
d’altres fabricants que no s’han esmentat en aquest apartat.

Pàg. 20 Annex
Existeixen més variables de disseny més
enllà de l’amplada i l’alçada del trast (E:
alçada i B: amplada en aquesta imatge),
com s’observa en la Il·lustració 8: Variables
de mesura dels trasts. Nogensmenys, no
influeixen excessivament sobre la qualitat
sonora ni sobre la comoditat, així que
aquestes s’especificaran en el disseny del
procés de fabricació, on si son rellevants.
Il·lustració 8: Variables de mesura dels trasts
• Incrustacions
Les incrustacions, mostrades a Il·lustració 9: Exemple d’ubicacions d’incrustacions i a v
Il·lustració 10: Exemples d’incrustacions son marques al diapasó en trasts determinats que
permeten al guitarrista deduir amb major facilitat en quina alçada del diapasó es troba
tocant. És un element molt comú en les guitarres elèctriques acústiques, però que no
s’utilitzen gairebé mai, per exemple, en les guitarres clàssiques. En cap cas influeixen sobre
la qualitat sonora.
Il·lustració 9: Exemple d’ubicacions d’incrustacions
Originalment les incrustacions
estaven situades en els trasts
de les notes de l’escala major
de Do al llarg de la corda
afinada en Mi, a excepció del
Do i del Re, que presenten una
incrustació al trast que els
separa, seguint un criteri estètic
de distribució homogènia de les
incrustacions. Actualment molts
fabricants opten per aquesta
distribució de les incrustacions.
També tenen una finalitat decorativa i molts fabricants busquen convertir la forma d’aquestes
incrustacions un tret característic de la marca. En la següent imatge es mostren alguns
exemples de disseny i distribució al llarg del diapasó de les incrustacions:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 21
Il·lustració 10: Exemples d’incrustacions
Estan construïdes generalment d’àcar, os o fusta, tot i que a vegades, en models econòmics
s’usen senzillament gomets o vinils en comptes d’una incrustació d’àcar, degut a la dificultat
del procés d’incrustació i a l’alt cost de l’àcar.
El procés d’incrustació s’anomena marqueteria, i és basa en l’extrusió d’un tall a la fusta
amb les dimensions de la peça que es vol incrustar.
➢ Mànec i cap
El mànec i el cap confereixen l’estructura principal del màstil, i depenent del tipus de
construcció son fins i tot la mateixa peça. Estan construïts a partir de fusta. Segons el tipus
d’unió [10] que presenten amb el cos, poden classificar-se com es mostra a la Taula 8:
Tipologies d’unió del màstil amb el cos:
Taula 8: Tipologies d’unió del màstil amb el cos
Bolt-on: Set neck: Neck-Through:
La part inferior del mànec, i
en conseqüència del màstil,
La part inferior del mànec, i
en conseqüència del
En aquests tipus de construcció
existeixen dues parts principals

Pàg. 22 Annex
es cargola directament al
cos, sense l’ús de coles
naturals o específiques per a
fustes.
La virtut d’aquests tipus de
construcció radica en la
facilitat a l’hora de realitzar
recanvis de màstil quan
aquest trenca o es vol
substituir, ja que únicament
cal descargolar el màstil a
substituir i cargolar el nou
màstil, que ha de concordar
amb les dimensions del
caixetí
d’acoblament(mesures
relativament estàndards) i ha
d’estar dissenyat segons
l’escala de la guitarra en
concret. El cost de fabricació
és el més reduït dels
mètodes coneguts.
El principal inconvenient és
la pèrdua de sostenibilitat de
les notes degut a aquest
tipus d’unió. Això es deu a la
unió imperfecta del cos i del
màstil, que provoca que la
reducció del sustain de les
vibracions que s’han
transmés de les cordes al
cos i al màstil.
Addicionalment, en
determinats dissenys pot
dificultar l’accés als trasts
més aguts.
màstil, s’encola al cos
mitjançant coles naturals o
específiques per a fustes.
La principal virtut d’aquest
tipus de construcció és la
notable conservació de la
sostenibilitat de les notes,
ja que és millora, respecte
la construcció Bolt-on, la
unió entre el cos i el màstil
respecte a la qualitat
sonora i el contacte entre
superfícies és més proper
a ser un mateix sòlid.
L’inconvenient principal és
la dificultat a l’hora de
realitzar reparacions o
substitucions de màstil, ja
que s’ha de desfer
l’operació d’encolat, i
resulta més complex que
no pas descargolar el Bolt-
on.
que s’acoblés, però aquestes
son el màstil i part central
longitudinal del cos
(conjuntament), i la resta del
cos, que s’acoblen entre elles
mitjançant un procés d’encolat.
Es tracta d’una construcció poc
usada en guitarra elèctriques ja
que dificulta excessivament la
reparació del màstil i converteix
en gairebé impossible la
substitució d’aquest, convertint
l’alternativa de comprar una
nova peça com l’opció més
viable. El cost de fabricació és el
més car dels coneguts.
La principal virtut és la notable
sostenibilitat de les notes, ja que
la unió del màstil i cos, tot i estar
encolats en tres peces, es
propera a un bloc sòlid, millorant
d’aquesta manera la
sostenibilitat de les vibracions
que s’han transmès de les
cordes al cos i al màstil.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 23
Per tal de poder comparar els diversos tipus de construcció pel que fa la unió del màstil amb el
cos, s’han de tenir en compte els requeriments relatius a la comoditat a l’hora de toca en trasts
de posició més aguda, la conservació de la sostenibilitat de les notes, el cost de fabricació i la
facilitat de reparació i/o substitució. A continuació es presenten, respectant les columnes
anomenades anteriorment, les principals virtuts i inconvenients resumits a la :
Incomoditat en trasts de
posició elevada
Comoditat en trasts de
posició elevada
Comoditat en trasts de
posició elevada
Pérdua de sustain Notable sustain Notable sustain
Facilitat de reparació i/o
substitució del màstil
Dificultat de reparació i/o
substitució del màstil
Dificultat de reparació i/o
substitució del màstil
Cost de fabricació reduït Cost de fabricació inferior a la
contrucció Neck-through,
però superior al Bolt-on.
Cost de fabricació elevat
• Mànec
El mànec està en permanent contacte amb les mans del guitarrista, ja que és on
descansa la palma de la ma, mentre els dits premen els trasts al diapasó, i la forma de la
secció del mànec es molt rellevant en la comoditat a l’hora de l’execució (evidentment,
es tracta d’un criteri subjectiu, relatiu a l’anatomia de les mans del guitarrista). Així
doncs, el mànec, que parteix d’un bloc de fusta allargat de forma de prisma rectangular,
presenta una superfície plana, que és on roman enganxat el diapasó, i una superfície
arrodonida, fruit d’arrodonir les arestes del prisma rectangular paral·leles a l’eix
longitudinal del bloc de fusta. Addicionalment presenta una ranura on s’introdueix
l’ànima. Les formes de secció [4] més usades són les mostrades a la

Pàg. 24 Annex
Taula 9: Tipologia de mànecs (secció):

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 25
Taula 9: Tipologia de mànecs (secció)
Secció més usualment usada en la
construcció de mànecs de guitarres
elèctriques. Ofereixen un notable
confort, però poden resultar
incomodes per guitarristes de mans
amb grans dimensions. Al ser la
secció més usada, presenta diverses
variacions basades en el gruix: extra-
slim, slim, nut-shaped, fat, huge.
Mànec de construcció més gran,
orientat a guitarristes amb mans
considerablement grans i dits llargs.
Mànec que facilita, segons el seu
disseny, la col·locació del dit polze
sobre el diapasó, usualment usat en
registres de rock i blues.
Mànec de construcció més plana.
Afavoreix l’execució de tècniques que
requereixin una elevada velocitat
La secció asimètrica augmenta en
direcció transversal del màstil des de
la corda de Mi greu a la corda de Mi
aguda. Tècnicament milloren
l’acoblament del palmell de la mà al
mànec: l’asimetria esta dissenyada
per tenir la part de menys gruix
propera al palmell de la mà, i la part
amb més gruix com a recolzament
dels dits.

Pàg. 26 Annex
• Cap
El cap [5] és la part del mànec on estan localitzats els clavillers, que permeten modificar
la tensió de les cordes, i on sovint es troba localitzat el logotip o nom del fabricant. La
forma del cap es variable i depèn del fabricant (algunes formes estan associades a
determinats tipus de guitarra elèctrica, per motius tradicionals).
Il·lustració 11: Exemples de caps
Un mateix fabricant pot presentar més
d’un disseny de cap diferent, com és el
cas de Fender i Gibson, que acostumen a
modificar-lo per cadascun dels tipus de
guitarra elèctrica que fabriquen. En la
imatge es mostren els dissenys més
emblemàtics d’alguns dels fabricants més
reconeguts. Poden observar-se exemples
en la Il·lustració 11: Exemples de caps.
Segons la construcció d’aquest, es poden classificar de la següent manera:
Cap Recte (Straight)
Tal i com el nom indica, el cap està alineat amb el mànec, en una mateixa recta, com
s’observa en la Il·lustració 12: Cap recte i direcció de les fibres. Es parteix d’un únic bloc
de fusta per construir el mànec i la fusta del mateix bloc, sense necessitat d’operacions
d’encolat. És important que es respecti la direcció longitudinal de les fibres de fusta a l’hora
de construir el mànec i el cap. És a dir, les fibres han de ser paral·leles l’eix de simetria del
mànec. La fusta és un material isotròpic que varia les seves propietats mecàniques en funció
de la direcció de les fibres. Les virtuts d’aquests tipus de construcció son el baix cost de
fabricació i la major resistència per tensions externes aplicades al cap (com poden ser cops,
o bé la pròpia tensió de les cordes), degut a la direcció longitudinal de cadascuna de les
fibres de la fusta al llarg de tota la peça. El principal inconvenient és que degut a la
geometria d’aquest tipus de construcció, l’angle del tram de corda entre les clavilles
d’afinació i el punt fix a la celleta és suficientment petit com per provocar que les cordes
puguin sortir de les ranures convencionals de la celleta on descansen en la realització de
determinades execucions tècniques (fet que es pot corregir usant determinats materials a les
celletes, o unes ranures més profundes). Nogensmenys, per tal de compensar aquest
fenomen, s’acostumen a usar altres elements de fixació de les cordes.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 27
Il·lustració 12: Cap recte i direcció de les fibres
Cap inclinat (Tilted Back)
El cap no està alineat amb la direcció longitudinal del mànec, existint un angle mes gran
180º entre la superfície de la cara superior del mànec i la superfície superior del cap, com
s’observa en la Il·lustració 13: Cap inclinat.
Es construeix a partir d’un mateix bloc de fusta, igual que en el cas del Cap Recte.
Nogensmenys, cal tenir present el concepte d’anisotropia de la fusta, i analitzar la direcció
de les fibres. De la mateixa manera que la direcció de les fibres del mànec ha de ser
paral·lela a l’eix de simetria del mànec, la direcció de les fibres de la fusta del cap també ha
de ser paral·lel al l’eix de simetria del cap. Si no es respecta aquesta màxima, l’alineació de
la direcció de les fibres converteix la part del cap en vulnerable a cops i, a llarg termini, a la
tensió de les cordes.
Il·lustració 13: Cap inclinat
El mètode de fabricació usat en la correcta construcció d’aquests tipus de caps, és basa en
la divisió en dos semi-blocs el bloc de fusta original a partir del qual es construirà el mànec i
el cap (respectant la direcció longitudinal de les fibres). Es tallarà el bloc original amb l’angle
d’inclinació del cap original, dividint-lo en dues peces, respectant les dimensions requerides
pel mànec i el cap. El bloc obtingut destinat al cap s’encolarà al mànec de la manera
descrita a la següent imatge, existint dos possibles alternatives (que han de ser valorades
prèviament, ja que modifiquen les dimensions totals del mànec i la pala:

Pàg. 28 Annex
Il·lustració 14: Possibles direccions de fibres (cap inclinat)
El principal inconvenient és que les fibres de la fusta no es mantenen en direcció longitudinal
al llarg de tota la peça, degut a que es produeix el procés d’encolat del cap en posició
inclinada. Si es construeix tal i com s’ha especificat en la Il·lustració 14: Possibles direccions
de fibres (cap inclinat), es millora la tolerància a cops i a la tensió de les cordes a llarg
termini, però aquestes son pitjors respecte a les resultants del Cap Recte. El cost de
fabricació és superior al relatiu al Cap Recte.
La principal virtut és la resolució del problema amb els Caps rectes i el reduït angle
d’inclinació del tram de corda que va des de la clavilla d’afinació fins al punt de fixació de la
celleta. L’angle d’inclinació del Cap determina l’angle d’inclinació de les cordes en aquest
tram, i està comprés entre el 10º i 20º, variant en funció del fabricant. Existeix la teoria que
afirma que afegir aquest angle d’inclinació incrementa el sustain i influeix sobre el to del so,
però no hi ha estudis concloents, i l’afirmació pot ser fruit de que aquest tipus de guitarra
s’usa per defecte (per motius estètics i tradicionals) en guitarres que presenten altres
elements constructius que beneficien el sustain.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 29
• Clavillers
Els clavillers [3] son els encarregats de modificar la
tensió de les cordes per tal d’afinar-les. El mecanisme,
que es mostra en la Il·lustració 15: Mecanisme claviller
d’afinació, mecànic de funcionament és basa en un
engranatge i un pas de rosca, que transmet el l’esforç a
torsió fet pel guitarrista en un del extrems del
mecanisme (on es troba la clavilla, que està unida al
pas de rosca ja que són la mateixa peça), a l’altre
extrem del mecanisme (a l’engranatge), transmetent el
gir en un altre eix, on és troba un element cilíndric on
s’enrotllen les cordes.
Il·lustració 15: Mecanisme
claviller d’afinació
Existeixen diversos tipus de clavillers per guitarres elèctriques. Principalment poden dividir-
se en clavillers amb bloqueig -en que la clavilla presenta en l’orifici en que s’introdueix la
corda, un sistema de premsat mitjançat una superfície metàl·lica i un cargol, per tal de
premsar la corda un cop estigui afinada, i evitar problemes d’afinació – i en clavillers sense
bloqueig, en els que senzillament s’introdueix la corda i no queda fixada més que per
l’enrotllament d’aquesta (existeixen diverses tècniques per tal de pinçar la corda sobre ella
mateixa mentre s’enrotlla al claviller i evitar el lliscament d’aquesta i problemes d’afinació
posteriors). La disposició dels elements de les clavilles i la forma d’aquests ha anat canviant
al llarg del temps per motius estètics, així que no s’ha considerat un aspecte a tenir en
compte per tal de classificar-los. Nogensmenys, les clavilles d’afinació poden classificar-se
en funció de la següent variable:
Altura constant
La inserció de la corda en el claviller és produeix en la mateixa alçada per tots els clavillers,
independentment de la ubicació d’aquests. És a dir, és indiferent l’ordre en que estiguin
ubicats.
Pàg. 30 Annex
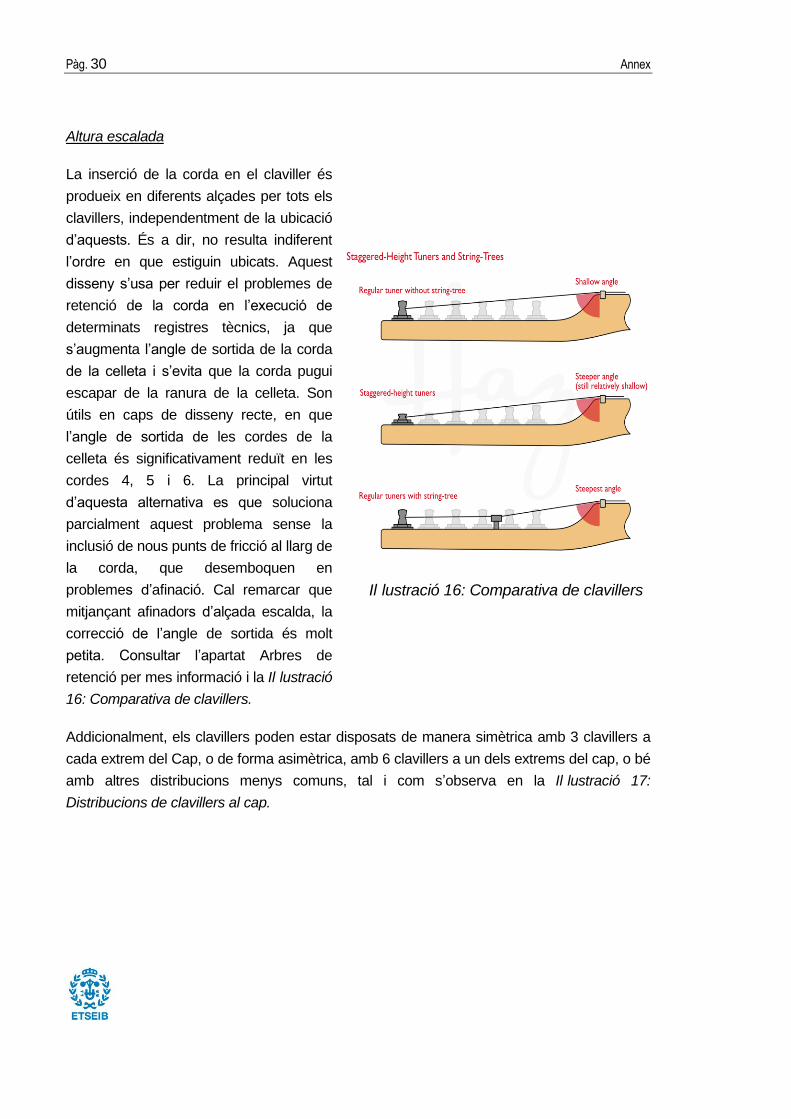
Altura escalada
La inserció de la corda en el claviller és
produeix en diferents alçades per tots els
clavillers, independentment de la ubicació
d’aquests. És a dir, no resulta indiferent
l’ordre en que estiguin ubicats. Aquest
disseny s’usa per reduir el problemes de
retenció de la corda en l’execució de
determinats registres tècnics, ja que
s’augmenta l’angle de sortida de la corda
de la celleta i s’evita que la corda pugui
escapar de la ranura de la celleta. Son
útils en caps de disseny recte, en que
l’angle de sortida de les cordes de la
celleta és significativament reduït en les
cordes 4, 5 i 6. La principal virtut
d’aquesta alternativa es que soluciona
parcialment aquest problema sense la
inclusió de nous punts de fricció al llarg de
la corda, que desemboquen en
problemes d’afinació. Cal remarcar que
mitjançant afinadors d’alçada escalda, la
correcció de l’angle de sortida és molt
petita. Consultar l’apartat Arbres de
retenció per mes informació i la Il·lustració
16: Comparativa de clavillers.
Addicionalment, els clavillers poden estar disposats de manera simètrica amb 3 clavillers a
cada extrem del Cap, o de forma asimètrica, amb 6 clavillers a un dels extrems del cap, o bé
amb altres distribucions menys comuns, tal i com s’observa en la Il·lustració 17:
Distribucions de clavillers al cap.
Il·lustració 16: Comparativa de clavillers

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 31
Distribució línia de 6 Distribució 3vs3 Altres distribucions
Il·lustració 17: Distribucions de clavillers al cap
La distribució dels clavillers al cap és determinants pel que fa a la generació de punts de
tensió significativament elevats a la celleta, que poden causar el seu trencament. En funció
del disseny, és possible que el tram de corda entre la celleta i la clavilla d’afinació presenti
un angle, com és el cas de la distribució de 3vs3. Això implica un increment de la pressió a
la corda, i pot originar més vulnerabilitat a l’hora de trencar.
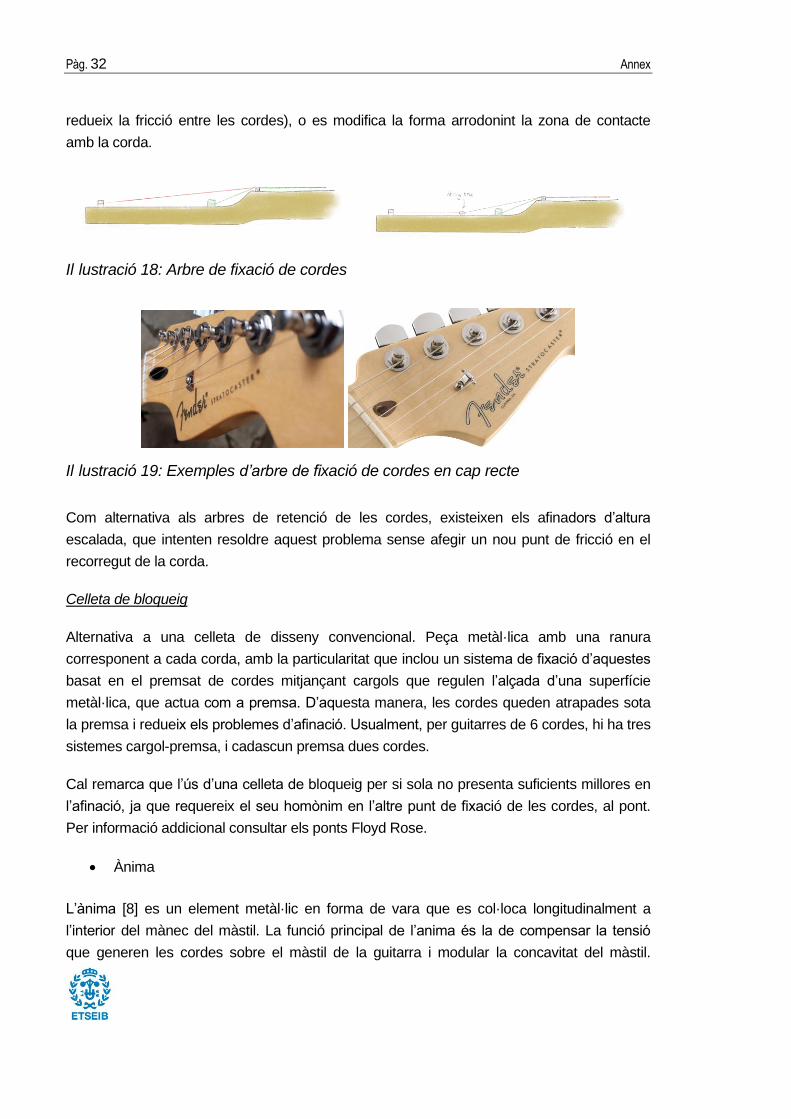
• Altres sistemes de fixació
Arbres de fixació
Peça usualment metàl·lica de petites dimensions en forma d’arbre que actua com a guia de
recorregut de determinades cordes, en el tram entre la celleta i la clavilla d’afinació [6].
L’objectiu és, en caps de guitarra elèctrica de forma Recta, incrementar l’angle de sortida de
la corda a la posició de la celleta, per disminuir el risc de sortida de la corda de la ranura de
la celleta en determinades tècniques d’execució. Usualment s’usen únicament en dues
cordes, la corda 5 i 6, tot i que hi ha models dissenyats per tal de guiar fins a 4 cordes, les
que presenten un tram de corda entre la celleta i la clavilla d’afinació més llarg (és a dir, les
que presenten un angle de sortida de la celleta menor). Pot observar-se en les imatges
Il·lustració 18: Arbre de fixació de cordes i Il·lustració 19: Exemples d’arbre de fixació de
cordes en cap recte
El principal inconvenient en el seu ús és la inclusió d’un nou punt de fricció al llarg de la
corda, fet que pot incrementar els problemes d’afinació. Addicionalment, a l’afegir un nou
contacte a la corda, es pot veure afectar lleugerament el to del so produït en la vibració de la
corda. Per tal d’evitar excessius problemes d’afinació, s’usen arbres de fixació de grafit (que
Pàg. 32 Annex
redueix la fricció entre les cordes), o es modifica la forma arrodonint la zona de contacte
amb la corda.
Il·lustració 18: Arbre de fixació de cordes
Il·lustració 19: Exemples d’arbre de fixació de cordes en cap recte
Com alternativa als arbres de retenció de les cordes, existeixen els afinadors d’altura
escalada, que intenten resoldre aquest problema sense afegir un nou punt de fricció en el
recorregut de la corda.
Celleta de bloqueig
Alternativa a una celleta de disseny convencional. Peça metàl·lica amb una ranura
corresponent a cada corda, amb la particularitat que inclou un sistema de fixació d’aquestes
basat en el premsat de cordes mitjançant cargols que regulen l’alçada d’una superfície
metàl·lica, que actua com a premsa. D’aquesta manera, les cordes queden atrapades sota
la premsa i redueix els problemes d’afinació. Usualment, per guitarres de 6 cordes, hi ha tres
sistemes cargol-premsa, i cadascun premsa dues cordes.
Cal remarca que l’ús d’una celleta de bloqueig per si sola no presenta suficients millores en
l’afinació, ja que requereix el seu homònim en l’altre punt de fixació de les cordes, al pont.
Per informació addicional consultar els ponts Floyd Rose.
• Ànima
L’ànima [8] es un element metàl·lic en forma de vara que es col·loca longitudinalment a
l’interior del mànec del màstil. La funció principal de l’anima és la de compensar la tensió
que generen les cordes sobre el màstil de la guitarra i modular la concavitat del màstil.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 33
L’ajustament d’aquesta variable és un dels calibratges essencials d’una guitarra elèctrica, ja
que la curvatura de l’ànima (i com a conseqüència, del màstil) es determinant pel que fa a
l’acció de la guitarra i els trastejos a l’hora d’interpretar. La inserció de l’ànima al mànec del
màstil requereix l’extrusió d’un tall al mànec en forma de canal, amb les dimensions pròpies
de l’ànima (evitar deixar un gran interval de tolerància ja que l’ànima ha de quedar
perfectament fixada per evitar vibracions molestes d’aquesta fruit de les vibracions de les
cordes). Usualment s’usa silicona per tal d’omplir els espais buits entre l’ànima i el canal,
però també és comú l’ús de petites cunyes de fusta (aquest procés es detalla més en el
procés de fabricació)
Inicialment les ànimes eren simplement una vara metàl·lica, que no permetia ajustament de
curvatura. Nogensmenys, en l’actualitat totes les guitarres elèctriques presenten ànimes
ajustables, essent les següents les dues tipologies estandarditzades:
Acció simple
Il·lustració 20: Ànima d’acció simple
L’ànima d’acció simple, mostrada en la Il·lustració 20: Ànima d’acció simple, consta d’una
vara metàl·lica amb una rosca a un dels extrems (col·locat en la posició propera al cap de la
guitarra), i d’una peça cilíndrica acoblada a l’altre extrem, que limita la vareta i actua com a
element fixador. La forma de la vara és còncava, així com de l’orifici que s’extrueix en el
mànec del màstil. Així doncs, quan s’apreta la rosca de l’extrem, es tensa la vara i es
redueix la concavitat d’aquesta. D’altra banda, quan s’afluixa la rosca, es provoca el
destensament de la vara i s’augmenta l’a concavitat de la vara, i en conseqüència, del
màstil.
El principal inconvenient d’aquests sistema és que en determinats casos pot ocórrer que
amb la rosca completament afluixada, el màstil resulti completament recte o lleugerament
convex. En aquests casos, l’ajustament que permet l’ànima és gairebé inútil, degut a que per
tal d’assolir un calibratge de la guitarra òptim, és considera que el màstil ha de presentar una

Pàg. 34 Annex
curvatura lleugerament còncava (per motius de comoditat a l’hora de l’execució, ja que
influeix directament sobre l’altura possible de les cordes respecte el diapasó i la possible
aparició de trastejos).
Ànima de doble acció
L’ànima de doble acció, mostrada en la Il·lustració 21: Ànima de doble acció, és una sistema
compost per dues vares metàl·liques (o bé una vara i una barra) col·locades una sobre
l’altra. Inicialment presenten curvatura nul·la i s’insereixen en un canal recte extruit al mànec
del màstil, paral·lel al diapasó. Presenten als dos extrems una peça metàl·lica on s’acoblen
els extrems de les vares, i en un d’ells, un cargol, que permet l’ajustament de la curvatura.
Aquest sistema permet la modulació de la curvatura de l’ànima, i com a conseqüència del
màstil, en ambos sentits. És a dir, pot assolir-se una curvatura convexa i còncava de l’ànima,
mentre que les ànimes de simple acció la curvatura és sempre còncava, reduint així el
marge d’ajustament sobre el màstil. Segons en quin sentit girem el cargol, és corbarà la vara
inferior o superior, oferint més possibilitats d’ajustament sobre el màstil de les guitarra.
Addicionalment, la mecanització del canal necessari per inserir l’ànima al mànec del màstil
és més senzill que en el cas de les ànimes d’acció simple, ja que es tracta únicament d’un
canal recte, mentre que en l’altre cas era necessari un canal amb una curvatura còncava
determinada.
Il·lustració 21: Ànima de doble acció

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 35
1.2.2. Bloc cos
➢ Cos
El cos es un bloc de fusta de gruix normalment comprés entre els 35mm i els 50mm, tallat
amb perfil arrodonits. Presenta un conjunt de cavitats on s’introdueix el circuit electrònic de
la guitarra elèctrica, així com el pont. Presenta també una capçalera on s’acobla el màstil. El
bloc de fusta acostuma a estar compost per 2 o 3 taulons de fusta adherits. En funció de la
tipologia dels components electrònics i de fixació mecànics, com el pont, la ubicació i les
mesures de les cavitats variaran. Resulta difícil establir una classificació de tipus de cossos
de guitarra elèctrica, ja que sovint es combinen diversos tipus de components en diversos
models, originant una gran combinació possible de tipologies de cossos degut a que cada
tipus de component requereix cavitats específiques.
Nogensmenys, poden classificar-se els cossos segons si son sòlids o buits:
Cos sòlid: malgrat el cos presenta les cavitats
necessàries per acomodar el circuit electrònic i
els orificis necessaris per permetre les
connexions amb cables, és tracta d’un bloc de
fusta, en la major part del seu volum, sòlid.
Afavoreix el sustain de les notes.
Cos buit: presenta cavitats necessàries, com
pot observar-se en la Il·lustració 22: Cossos
semi-buits per ubicar el circuit electrònic i els
seus cables, i cavitats per tal de reduir el pes de
l’instrument. El fet que estigui buit genera un so
amb una tonalitat rica en calidesa però redueix
la sostenibilitat de les notes respecte a un cos
completament sòlid. Aquestes cavitats
addicionals provoquen l’amplificació de la
vibració de les cordes quan la guitarra no està
connectada, ja que actuen com a petita caixa
de ressonància (evidentment, al ser cavitats
molt petites, no és equivalent a una caixa de
ressonància d’una guitarra clàssica o d’una
guitarra acústica).
Il·lustració 22: Cossos semi-buits

Pàg. 36 Annex
El disseny de la forma del cos conté una vital importància en l’aspecte de la guitarra.
Existeixen nombrosos dissenys [35], alguns d’ells mostrats en la Il·lustració 23: Exemples de
cossos de guitarra elèctrica.
Il·lustració 23: Exemples de cossos de guitarra elèctrica
➢ Tapes
La tapa, mostrada en la Il·lustració 24: Exemples de tapes sobre un cos base, es una làmina
de fusta, o conjunt de làmines, de gruix que oscil·la entre 5 i 10 mm, usualment de diferent
naturalesa que la fusta que conforma el cos. S’acostuma a usar en la construcció de
guitarres elèctriques amb tapa només una, adherida a la cara frontal del cos de la guitarra
elèctrica, per motius estètics (ja que s’acostuma a usar fusta amb patrons de fibres) i per
motius de sonoritat. El fet d’afegir una tapa adherida al so, afegeix un matis sonor. Per
exemple, és molt comú en guitarres amb cos i màstil de caoba, afegir una tapa d’auró. Per
exemple, la vibració produïda per les cordes recollida en cossos i màstils de caoba genera
un so càlid i amb freqüències baixes i mitjos amb presència, i l’addicció d’una tapa d’auró,

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 37
suavitza les qualitats sonores de la caoba i afegeix brillantor i freqüències altes al so total,
assolint un so més equilibrat i més definit.
Pel que fa a la forma de les tapes, aquestes poden ser de forma gairebé plana (presentant
un petit arrodoniment en els seus extrems) o de forma arrodonida, partint de perfils de fusta
escalats en determinades altures, que després es poleixen per aconseguir l’arrodoniment de
la tapa esmentat.
Il·lustració 24: Exemples de tapes sobre un cos base
Existeixen guitarres amb dues tapes, una davantera, i una posterior.
➢ Pickguard
Làmina usualment de material plàstic (a vegades, pot usar-se la fusta, per motius estètics)
que s’usa com a capa protectora sobre la cara davantera del cos de la guitarra, per evitar
que és malmeti la superfície degut a tocar les cordes amb púa, ja que a vegades resulta
difícil controlar l’amplitud del moviment d’execució i s’impacta contra la superfície del cos, o
en cas d’haver-hi, del pickguard. Existeixen dos tipus principals de pickguards, els que
cobreixen els forats extruïts al cos per ubicar el circuit electrònic i a més a més protegeixen
el cos dels impactes de la pua, i els que únicament protegeixen dels impactes de les púes i
que no cobreixen els forats extruïts per ubicar el circuit electrònic, ja que aquest es troba
ubicat en una cavitat en la part posterior del cos (anomenats flotants, ja que estan fixats
únicament per un dels seus extrems al cos. Aquests acostumen a aparèixer en cossos amb
tapes corbades). El pickguard va cargolat mitjançant cargols al propi cos, i el seu gruix
oscil·la al voltant del 3 o 4 mm. Pot observar-se a la Il·lustració 25: Exemples de Pickguards.
El disseny d’aquests ha esdevingut un motiu d’estètica important en el disseny de guitarra
elèctriques, ja que admeten un elevat rang de personalització. Cal destacar que en cas de
cobrir les pastilles de captació, és necessari l’extrusió d’un tall de les dimensions de la
pastilla, per evitar obstruir el pas de les vibracions electromagnètiques cap a aquestes. El
mateix ocórrer amb els botons dels potenciòmetres i de selectors de pastilles.

Pàg. 38 Annex
Il·lustració 25: Exemples de Pickguards
Segons el disseny del cos de la guitarra elèctrica, i segons les cavitat extruïdes per tal
d’ubicar el circuit electrònic, es requereixen diverses tapes per evitar que aquest quedi a la
vista, i addicionalment, s’ompli de pols. El material de construcció i color acostuma a ser el
mateix que el del pickguard ja que s’aprofita la mateixa làmina d’origen per obtenir les
diverses tapes. En la Il·lustració 26: Exemples de compatibilitat entre Pickguard i altres
xapes protectores es pot observar les tapes necessàries per un model Les Paul clàssic, i la
usada per un model Stratocaster convencional.
Il·lustració 26: Exemples de compatibilitat entre Pickguard i altres xapes protectores

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 39
➢ Cutaway
El cutaway es la paraula usada per tal de descriure l’absència de material en la part superior
del cos propera al màsttil, que origina una espècie de banya. En el cas de les guitarres
elèctriques, és indispensable que presenti com a mínim un cutaway a la dreta de l’eix de
simetria del màstil (en cas de guitarres elèctriques per dretans) o al costat contrari (en cas
de guitarres elèctriques per esquerrans). El fet de presentar un cutaway, facilita l’accés del
guitarrista als trasts relatius a les notes més agudes. Les banyes o banya generada per
l’extrusió de cutaways juguen un paper important en el disseny de la guitarra elèctrica,
existint guitarres de forma asimètrica (amb només un cutaway, o be dos però de profunditats
diferents) o de forma simètrica (amb dos cutaways idèntics)
➢ Pont
El pont [9] és una estructura metàl·lica encarregada de fixar les cordes en un dels seus
extrems, i de transmetre part de la vibració de les cordes al cos de la guitarra elèctrica. Està
compost per una estructura principal metàl·lica, i múltiples cargols, motlles, celletes
individualitzades per cadascuna de les cordes i altres peces en funció de la tipologia de
pont. El punt de fixació de le cordes ha d’estar a la distància de l’escala definida, a partir de
la posició de la celleta al cap de la guitarra. Per tal de poder corregir aquesta mateixa
distància i afinar correctament la guitarra, cal incloure com a mínim celletes individualitzades
en cada corda que permetin el seu desplaçament longitudinal, per poder modificar
lleugerament el punt de recolzament de les cordes (cal destacar que per tal d’aconseguir
una longitud de vibració de la corda de la longitud de l’escala en concret, no és suficient
calcular la longitud en direcció longitudinal entre la celleta i l’hipotètic punt de recolzament.
La corda no descriu una recta paral·lela a l’eix longitudinal de la guitarra, degut a que l’ample
de celleta al cap de la guitarra no es correspon a l’ample de celleta al pont. Addicionalment,
l’alçada de les cordes en la celleta del cap de la guitarra tampoc acostuma a ser la mateixa
exactament que en el pont, de manera que per compensar aquestes variables es necessari
introduir un cert marge de moviment al punt de recolzament de la corda en el pont. A
continuació, es mostren els principals ponts usats en la construcció de guitarres elèctriques:
Pont fixe
El pont està fixat completament en el cos de la guitarra. Presenta celletes individualitzades
per cada corda. No requereix la necessitat de realitzar cavitats addicionals per inserir el pont
de la guitarra El pont està completament en contacte amb el cos. Es mostren tipologies i
avantatges i inconvenients dels tipus en la Taula 10: Tipologia de ponts fixes i Taula 11:
Taula d’avantatges i inconvenients del pont fixe respectivament.

Pàg. 40 Annex
Taula 10: Tipologia de ponts fixes
Tipus de pont fixe Característiques
Ashtrail
Permeten regular l’altura i la posició del
punt de fixació de la corda. Presenten
una espècie de superfície metàl·lica
pròpia d’aquest tipus de font, per motius
estètics, on s’insereix la pastilla del pont
en posició inclinada, pròpia dels models
Telecaster. Els models inicials
presentaven únicament tres celletes que
es poden modificar en altura i posició
(dues cordes recolzades per una celleta),
però alguns models actuals modificats
inclouen sis celletes per un ajustament
més precís
Tune o Matic
Permeten regular la posició del punt de
fixació de la corda, però no l’altura. Poden
incloure la Stopbar, una peça metàl·lica
també cargolada al cos de la guitarra, per
tal de recollir les cordes. Alguns models
no inclouen la Stopbar i les cordes
s’introdueixen al cos en uns orificis
Anclat al cos
Presenta una peça de construcció similar
al pont Tune o Matic, on descansen les
cordes. En comptes de recollir l’extrem de
les cordes en la Stopbar o en el propi cos
de la guitarra, aquestes moren en una
estructura fixada l’extrem del cos de la
guitarra.
Hardtail Permeten regular l’altura i la posició del

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 41
punt de fixació de la corda. Presenten
una espècie de superfície metàl·lica on
estan ubicades les celletes i el seu
sistema d’ajustament. Únicament cal
cargolar-los al pont per instal·lar-los.
Wraparround
Les cordes s’enrotllen en una espècie de
barra metàl·lica. Originalment només es
podia modificar l’alçada de les cordes,
però s’han realitzat en l’actualitat
modificacions que permeten ajustar la
posició de les celletes. Únicament
requereixen la fixació del pont mitjançant
cargols.
Taula 11: Taula d’avantatges i inconvenients del pont fixe
Avantatges Inconvenients
Manté el sustain de les notes Tècniques i registres limitats
Canvis d’afinació i afinació senzilla i ràpida Major facilitat per trencar les cordes
Facilitat d’ajustament i nul manteniment
Pont trèmolo o semi-flotant
El pont no està fixat completament en el cos de la guitarra, sinó únicament per un determinat
nombre de cargols. Presenta celletes individualitzades per cada corda, que permeten
regular l’alçada i la posició de recolzament de la corda. Addicionalment, inclou una palanca
vibrato (ja que la modificació del so no és un efecte tremolo, com es va batejar per error
aquest pont, si no d’un vibrato), que s’introdueix en un pas de rosca. Mitjançant d’aquesta
palanca, s’aconsegueix modificar lleugerament la tensió de les cordes, ja que es provoca el
moviment del pont (i en conseqüència, un lleuger estirament o escurament de les cordes,

Pàg. 42 Annex
ocasionant així una modificació en la nota musical). La inserció d’aquest tipus de pont
requereix l’extrusió d’un tall al llarg de tota la profunditat de la guitarra i d’una cavitat
posterior, per tal d’inserir el pont i semi-fixar-lo mitjançant un sistema de motlles. És
precisament aquest sistema de motlles el que permet al pont tornar a la posició original un
cop aplicat un gir a la palanca de vibrato. Consultar les imatges Il·lustració 27: Pont trèmolo
cavitats necessàries i i Il·lustració 28: Pont trèmolo components i exemple de model .
Consultar la Taula 12: Taula d’avantatges i inconvenients del pont trèmolo.
Il·lustració 27: Pont trèmolo cavitats necessàries i fixació
Il·lustració 28: Pont trèmolo components i exemple de model acoblat
Taula 12: Taula d’avantatges i inconvenients del pont trèmolo
Avantatges Inconvenients
Permeten modificar notablement la tensió de
les cordes, i per tant, l’execució de tècniques
i sons impossibles amb ponts fixos
L’accionament del vibrato pot desafinar les
cordes (depen de la qualitat del pont
tremolo)
Ajustament i manteniment senzills Reducció del sustain comparat amb els
ponts fixos.
Canvi de cordes relativament senzill

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 43
Pont Bigsby
El pont Bigsby, mostrat en la Il·lustració 29: Pont Bigsby ensamblat i aïllat, resulta una
espècies de mescla entre un pont fix i un pont tremolo. No és necessari realitzar cavitats en
la part posterior i davantera del cos més enllà dels orificis pels cargols. Permet modificar la
tensió de les cordes mitjançant l’accionament d’una palanca, que produeix un gir sobre la
barra metàl·lica on estan ancades les cordes, de manera que, mantenint la longitud
vibracional de les cordes, aquestes s’estiren o s’escurcen mitjançant la palanca del Bigsby, i
es permet modificar la nota musical, amb un matis suau, més restringit que en el cas del
pont tremolo. Es poden consultar als avantatges i inconvenients en la Taula 13: Taula
d’avantatges i inconvenients del pont Bigsby.
Il·lustració 29: Pont Bigsby ensamblat i aïllat
Taula 13: Taula d’avantatges i inconvenients del pont Bigsby
Avantatges Inconvenients
Permeten modificar lleugerament la tensió
de les cordes, i per tant, l’execució de
tècniques i sons impossibles amb ponts
fixos
L’accionament del vibrato pot desafinar les
cordes (depèn de la qualitat del pont
tremolo)
Inserció no invasiva (no cal fer cavitats
addicionals, i pot afegir-se a una guitarra
amb pont fix)
Modificació de la tensió de les cordes molt
lleugera, no permet grans canvis.
Canvi de cordes relativament senzill
Manté el sustain de les notes

Pàg. 44 Annex
Pont Floyd Rose o flotant
El pont no està fixat al cos de la guitarra, sinó únicament per un determinat nombre de
cargols. Presenta celletes individualitzades per cada corda, que permeten regular l’alçada i
la posició de recolzament de la corda. Addicionalment, inclou una palanca vibrato, que
s’introdueix en un pas de rosca, com s’observa en la Il·lustració 30: Pont Floyd Rose
cavitats, anclatje i exemple de producte ensamblat. Presenta una construcció semblant al
Pont trèmolo, amb la diferència que es redueix la fixació del pont al cos, essent aquesta
menys rígida i permeten una modificació de la posició d’aquest mitjançant l’accionament de
la palanca vibrato molt major que en el cas dels ponts Trèmolos. Inclou un sistema de
motlles que permet al pont tornar a la posició original un cop aplicat un gir a la palanca
vibrato, requereix una cavitat a la cara posterior del cos de la guitarra elèctrica, i una cavitat
en la cara davantera del cos de dimensions suficients com per permetre el moviment lliure
del pont flotant, que a més a més travessa el gruix del cos. Addicionalment, presenta un
sistema de bloqueig de les cordes al pont, que es recomana combinar-se amb celletes de
bloqueig a la part del cap de la guitarra, per tal d’evitar els existents problemes d’afinació en
aquest sistema (en cas de no fixar-se completament les cordes en els seus extrems):
Il·lustració 30: Pont Floyd Rose cavitats, anclatje i exemple de producte ensamblat
Consultar la Taula 14: Taula d’avantatges i inconvenients del pont Floyd Rose per conèixer
avantatges i inconvenients.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 45
Taula 14: Taula d’avantatges i inconvenients del pont Floyd Rose
Avantatges Inconvenients
Permeten variar la molt la tensió de les
cordes grans variacions de so mitjançant la
palanca vibrato
Redueix significativament el sustain (major
que els ponts fixos i els trèmolos)
Estabilitat en l’afinació degut als sistemes de
bloqueig
Dificultat d’afinació, de calibratge de les
cordes i de canvi de cordes
Major durabilitat de les cordes (ja que l’alta
flotabilitat del cos mitiga les sobretensions
produïdes sobre les cordes)
Lentitud a l’hora de realitzar afinacions
Requereix manteniment constant
1.3. Electrónica
En aquest capítol es detallen i s’analitzen els components del circuit electrònic que requereix
una guitarra elèctrica.
Per tal que els electrons circulin, es necessita un punt el circuit amb càrrega negativa, i un
altre punt amb càrrega positiva. Així doncs, qualsevol component electrònic del circuit, haurà
estarà connectat a un pol positiu i a un pol negatiu, per tal de facilitar la circulació de corrent
a través d’ells (ja que cada component modificarà el corrent, i en conseqüència, el so) [14].
Cada component electrònic del circuit ha d’estar connectar addicionalment a terra, i aquesta
connexió es realitza en un punt comú de terra (usualment, mitjançant la connexió a un cargol
cargolat al propi cos de la guitarra, prèviament aïllada) [13]. Totes les guitarres elèctriques
tenen un cable que connecta aquest punt de terra comú amb el pont i, en conseqüència,
amb les cordes. És per aquest motiu que quan el guitarrista col·loca els dits sobre les
cordes, es tanca el circuit i s’eliminen determinats sons, enviant-los a terra a través del propi
cos del guitarrista.
1.3.1. Pastilles
Les pastilles són les encarregades de captar la vibració de les cordes per tal de reproduir el
so. Consisteixen en una fil de coure enrotllat (bobina) al voltant de peces magnètiques
(imants permanents, usualment construïts a partir de alnico o ceràmica). Els imants sobre

Pàg. 46 Annex
els que es s’enrotlla la bobina creen un camp magnètic que s’estén fins allà on estan
situades les cordes, i magnetitzen aquestes, degut a que estan construïdes a partir de
materials ferromagnètics. La corda és, un com magnetitzada, un imant que genera un camp
magnètic alineat amb el camp magnètic produït generat pels imants permanents de la
pastilla [21]. Així doncs, quan una corda es toca, comença a vibrar i es produeix una
alteració en el camp magnètic creat degut a variació de la distància de la corda
magnetitzada amb el bobinat de la bobina, que indueix un determinat corrent elèctric en el
circuit elèctric en el que està connectada la bobina, com s’observa en la Il·lustració 31:
Inducció de corrent en funció de la posició de la corda. El mòdul d’aquest corrent elèctric
induït és molt petit, entre 60 i 450 mV, és per aquest motiu que es requereix l’amplificació de
la senyal per ser escoltades.
Il·lustració 31: Inducció de corrent en funció de la posició de la corda
Quan la corda vibra, el camp magnètic es veu alterat degut a la pròpia vibració, i es mou
segons la posició de la corda, com s’observa en la Il·lustració 32: Magnetització de la corda i
inducció del corrent a la bobina. Aquesta variació del camp magnètic, produïda per
l’acostament i allunyament de l’origen del camp magnètic al bobinat de la pastilla, indueix
corrent al circuit elèctric en el que està connectada la pastilla. És tracta del fenomen
d’inducció magnètica, descrit mitjançant la llei de Faraday. El canvi del flux magnètic a través
del bobinat genera un corrent induït altern, que oscil·la segons les vibracions de la corda. La
direcció del corrent induït pot determinar-se mitjançant la Llei de Lenz, que sosté que el
corrent elèctric induït transcorrerà de manera que generarà un camp magnètic oposat al
propi canvi que el genera. Aquest senyal elèctric viatja a través del circuit electrònic de la
guitarra elèctrica i s’envia a l’amplificador per tal d’amplificar-la.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 47
Il·lustració 32: Magnetització de la corda i inducció del corrent a la bobina
És precís remarcar que usualment s’interpreta malament el concepte d’inducció magnètica
aplicat a les guitarres elèctriques. Això és degut a que es sol considerar que la corda al
vibrar i estar constituïda per material ferromagnètic, modifica el camp magnètic generat pels
imants permanents de la bobina. Segons aquesta hipòtesi de funcionament, les pastilles no
serien funcionals si es retiressin els imants permanents de la pastilla, ja que no s’originaria el
camp magnètic esmentar i no es podria quantificar la vibració de les cordes, però aquesta
hipòtesi no és correcta. El imants permanents de les bobines magnetitzen, gràcies al camp
magnètic que generen, les cordes construïdes a partir de material ferromagnètic. És a partir
del moviment del camp magnètic originat en les cordes un cop magnetitzades al vibrar, que
s’indueix corrent elèctric al circuit elèctric connectat al bobinat de la pastilla. D’aquesta
manera, si es retiren els imants permanents de les pastilles, la guitarra elèctrica seguirà
sonant, mentre no es desmagnetitzin les cordes. És per aquest mateix motiu que els imants
permanents no es retiren i romanen fixats en les pastilles (ja que d’aquesta manera
magnetitzen permanentment les cordes i s’evita que aquestes es desmagnetitzin):
Experiment sobre la magnetització de les cordes:
Aquest fenòmens pot comprovar-se de manera experimental [20] registrant el so de la
senyal de sortida mantenint totes les condicions que influeixen en aquest invariants
(paràmetres de l’amplificador, posicions de potenciòmetres de volum i to en la mateixa
posició, localització de la pastilla pel que fa a la distancia vertical de les cordes (altura de les
cordes) constant, localització de la pastilla en la mateixa distància respecte un punt de
referència) i ús del mateix espai i equip d’enregistrament) exceptuant el fet de disposar o no
els imants permanents en la pastilla.
Així doncs, cal disposar de dues pastilles iguals. En el cas de l’experiment, s’han usat
pastilles single coil, com s’observa en la Il·lustració 33: Pastilla amb imans i pastilla sense
imants. En una d’elles se li extreuen els imants, i es comprova que sense els imants
permanents, la pastilla no emet és origen de cap camp magnètic, mitjançant un instrument
de mesura de camp magnètic, manual, com en el cas d’aquest experiment, o digital, com
s’observa en la Il·lustració 34: Mesura del Gaussímetre de pastilla amb i sense imants.

Pàg. 48 Annex
Il·lustració 33: Pastilla amb imans i pastilla sense imants
Il·lustració 34: Mesura del Gaussímetre de pastilla amb i sense imants
La pastilla amb imants permanents es col·loca en la seva posició pertinent a la guitarra
elèctrica, mentre que la pastilla sense imants permanents es col·loca justament sobre l’altre
pastilla. Cal afegir en la pastilla sense imants permanents alguna mena de suport per tal de
poder recolzar-la de manera homogènia en la posició homòloga a la pastilla amb imants
permanents, però ubicada a l’altra banda del pla que generen el conjunt de les cordes
(poden intercanviar-se les pastilles sense problema), tal i com s’observa en la Il·lustració 35:
Col·locació de les pastilles.
Il·lustració 35: Col·locació de les pastilles

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 49
S’han realitzat quatre passades amb la pua, rascant totes les cordes amb un únic cop de
pua. La primera i la tercera passada s’han enregistrat amb la pastilla sense imants
permanents col·locada per sobre les cordes i subjectada amb la ma, mentre que les
passades segona i quarta han estat registrades amb la pastilla amb imants permanents.
Entre passada i passada, s’ha usat el selector de posicions per tal de canviar de pastilla
entre passades, però mantenint els control de to i volum invariants. El senyal de sortida de la
guitarra està connectat a l’amplificador, amb els controls invariants durant els canvis de
pastilla, i la senyal s’ha registrat mitjançant un micròfon dinàmic i una targeta de so, sota les
mateixes condicions en les diverses passades de la pua. S’ha recollit la senyal amb el
programa Audacity en un canal estèreo (per això està desdoblat i presenta dos senyals),
com s’observa en la Il·lustració 36: Registre de so amb Audacity.
Il·lustració 36: Registre de so amb Audacity
Els quatre pics fan referència a l’inici de cadascuna de les quatre passades amb la púa. La
primera i la tercera passada fan referència a la pastilla sense imants permanents, i la segona
i la quarta a la pastilla amb imants permanents. Si es comparen les passades, pot observar-
se una relativa homogeneïtat relativa als volum de la senyal, de manera que pot refutar-se
l’idea que el camp magnètic dels imants de la pastilla és el que ocasiona que la guitarra
elèctrica soni, i es justifica l’idea que sosté que és la magnetització de les cordes les que
originen el so. Cal remarcar que en aquest experiment quotidià intervenen moltes variables
soroll que no es poden controlar, com per exemple les passades manuals amb la pua, la
col·locació manual de la pastilla sense imants sobre les cordes, entre d’altres.
Per tal de comprendre millor el funcionament de la captació de la vibració de les cordes
mitjançant inducció magnètica i poder quantificar numèricament les variables involucrades,
cal enunciar la Llei de Faraday, la Llei de Lenz i el concepte de camp magnètic al voltant
d’un fil conductor, però no està a l’abast d’aquest projecte.

Pàg. 50 Annex
➢ Pastilles passives
No presenten la inclusió d’un preamplificador actiu en el seu disseny per tal d’augmentar el
volum de la sortida de la senyal
• Pastilles de bobina simple (Single-coil)
La pastilla conté únicament una única bobina [12], que s’enrotlla al voltant de sis cilindres
magnètics (imant permanent) cadascun ubicat aproximadament sota cada corda (en cas de
guitarres de més de 6 cordes, es requereixen tants nombres de cilindres magnètics com el
nombre de cordes). Es representa, en format d’abreviatura, amb una S (single-coil).
Presenten diversos tipus de càpsules de revestiment, de naturalesa plàstica per tal de no
influir en el camp magnètic, per tal de protegir la pastilla i de modificar l’estètica, però poden
reconèixer el tipus de pastilla degut a la presencia d’una única bobina, donant origen a una
forma rectangular amb un costat significativament superior a l’altre.
Una pastilla simple presenta dos cables
generalment: l’inici del filferro del bobinat,
conegut també com a pol negatiu, que serà
usualment connectat a terra, i el final del
mateix filferro del bobinat, conegut com pol
positiu, que serà connectat a la senyal.
Existeixen variacions en el model de
construcció, en que les pastilles contenen
els dos filferros anomenats (pol positiu i pol
negatiu), i addicionalment un filferro
connectat a la base de la pastilla, que s’ha
de connectar a terra de manera
imprescindible.
Il·lustració 38: Pastilles single coil
Il·lustració 37: Components pastilla
single coil

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 51
Alternativament també existeixen pastilles amb un filferro envoltat per una malla metàl·lica,
connectada a la base metàl·lica de la pastilla i al filferro d’inici, que generalment, s’ha de
connectar a terra. Per consultar el components habituals veure la Il·lustració 37:
Components pastilla single coil i la Il·lustració 38: Pastilles single coil.
Existeixen dues maneres de connectar una
pastilla simple, com es mostra a la Il·lustració
39: Connexions possibles single coil (1)
En fase: connexió convencional més usual de
pastilles simples. L’inici del bobinat és
connecta a terra, mentre el final del bobinat és
connecta a la senyal.
Fora de fase: inversió de les connexions
respecte la connexió en fase. Si la pastilla
sona de manera individual, no es modifica
significativament el so respecte a l’obtingut
amb la connexió amb fase. Si es combina
amb una pastilla de polaritat i bobinat invers,
el so resulta més prim, cridaner, buit i nasal.
Es un error referir-se a aquests dos tipus de connexió com a connexió en fase i connexió
fora de fase, ja que no existeix cap canvi de fase elèctrica de la corrent generada per les
pastilles. Existeix, únicament, una inversió de polaritat. Quan es combinen dues pastilles,
sonen amb més volum i presència quan la polaritat de les pastilles és inversa (i s’anomena
que les pastilles estan en fase, paradoxalment, ja que presenten polaritat inversa), mentre
que si sonen més primes, cridaneres, buides i nasals és perquè presenten la mateixa
polaritat (és a dir, quan estan en fora de fase, paradoxalment, ja que presenten la mateixa
polaritat).
Per tal de desconnectar del circuit una pastilla (i evitar que la seva captació de la vibració de
les cordes influeixi sobre la senyal), poden usar-se els següent mètodes de connexió,
mostrats en la Il·lustració 40: Connexions possibles single coil (2).
Il·lustració 39: Connexions possibles
single coil (1)

Pàg. 52 Annex
Desconnectada: cap dels cables estan
connectats
Connectada a massa: un cable esta
connectat a terra i l’altre desconnectat.
Curtcircuitada: unió dels dos cables, de
manera que no es genera senyal.
Nogensmenys, es corre el risc de generar
corrents induïdes i determinats sons de fons
indesitjats (contra més guany presenti la
pastilla, més s’accentua aquest fenomen)
Efecte Antena: un cable desconnectat i
l’altre connectat a la senyal. Existeix el risc
d’introduir sons indesitjats si la cavitat on
s’insereix la pastilla no està perfectament
apantallada.
El so de les pastilles simples es caracteritza per un volum de sortida significativament baix,
amb un registre de so brillant i amb elevat atac, amb aguts molt definits i amb presència, i
freqüències mitges i baixes amb menys presència. Degut al seu mètode constructiu,
introdueixen so de fons a priori indesitjat ocasionat al llarg del recorregut del bobinat (tot i
que ha esdevingut un segell característic d’aquest tipus de pastilla i en determinats registres
musicals es valora positivament), sobretot perceptible quan s’augmenta el guany i es satura
en excés la senyal.
Es pot intentar classificar els tipus de pastilles single coil segons els següent criteris:
Criteri de localització: poden estar localitzades en la posició del màstil, en la posició
intermèdia, o en la posició del pont. En cas d’estar ubicades en la posició del pont, aquestes
s’ubiquen amb un angle determinat per tal de privar d’excés de brillantor la captació dels
greus, allunyant els imants receptors relatius a les cordes més greus de la posició del pont
(o acostant els les cordes relatives als aguts al pont). La ubicació de la pastilla és un fet
determinant pel que fa al disseny de la pastilla en sí, ja que d’aquesta depèn la vibració dels
harmònics amb més presència.
Criteri de volum de sortida: poden classificar-se segons volum de sortida vintage, baix,
intermedi i alt. Cal remarcar que la definició i sensibilitat característica de les pastilles simple
s’accentua amb volums de sortida reduïts .
Il·lustració 40: Connexions possibles
single coil (2)

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 53
• Pastilles de bobina doble (Humbucker)
Les pastilles humbucker son pastilles amb dues bobines. Les bobines tenen pols magnètics
oposats i bobinats en direccions oposades. Així doncs, es genera corrent en sentit diferent
en cadascuna de les pastilles, fet que cancel·la gran part de les baixes freqüències (50Hz)
on resideixen els sons indesitzats que introdueixen les línies elèctriques, i com a
conseqüència, les pastilles single coil (evidentment, aquest fet modifica lleugerament
determinades freqüències i en ressalta d’altres). Es representen amb l’abreviatura H.
Originalment presentaven un simple conductor que es connectava a la senyal, envoltat
d’una malla que estava connectada a la primera bobina i a la placa base i coberta, que havia
d’estar connectada a terra. Posteriorment, per tal de poder modificar les connexions entre
les dues bobines és va prolongar els dos extrems de cadascuna de les bobines en 4 fils
conductors (és a dir, 2 fils conductors per cada bobina, tal i com s’ha especificat en el cas de
les pastilles single coil)
El disseny d’aquestes pastilles, mostrat en la
Il·lustració 41: Components pastilla
humbucker, fou amb motiu d’intentar
erradicar el so de fons indesitjat de les
pastilles single coil, que es ressalta en
registres d’alt guany i saturació elevada,
convertint-les en molestes. La cancel·lació
de determinades bandes de freqüència de
so dota a les pastilles de doble bobinat amb
un so càlid i potent, amb freqüències mitges
molt presents i so poc definit i amb poc atac.
Les pastilles humbuckers poden connectar-se de les següents maneres, com es mostra en
la Il·lustració 42: Connexions pastilla humbucker
Il·lustració 41: Components pastilla
humbucker

Pàg. 54 Annex
Bobina en sèrie i en fase: les dues pastilles
estan connectades en sèrie, de manera que
el so obtingut presenta un elevat volum de
sortida i una saturació de so elevada.
Bobina en sèrie i fora de fase: el so obtingut
serà més dèbil que en el cas d’estar les
dues bobines en sèrie, i sonarà buit, nasal,
cridaner i tallant.
Bobines en paral·lel i en fase: es redueix
notablement el volum de sortida degut a la
polaritat inversa de les pastilles. Presenta un
so semblant a les pastilles single coil, però
sense soroll de fons (ja que es cancel·la).
Nogensmenys, no té la definició ni l’atac del
so característic de les single coils.
Bobines en paral·lel i fora de fase: presenta el volum de sortida més baix assolible amb una
pastilla humbucker. El so obtingut és nasal, buit i cridaner, i amb poc volum. Presenta molt
poques utilitats.
Primera bobina individualment: s’usen únicament els dos conductors d’una de les bobines,
desfent la connexió existent entre elles. El so obtingut es semblant a una pastilla single coil,
amb al so de fons “indesitjat” i amb propietats sonores pròximes a les single coils.
Nogensmenys, la definició, atac i exaltació de freqüències greus i agudes no és tan
accentuada com en les pastilles single coils.
Segona bobina individualment: mètode anàleg a l’anterior, però amb la segona bobina.
Existeixen diversos tipus de pastilles humbucker que es poden classificar segons diversos
criteris:
Criteri de localització: poden estar localitzades en la posició del màstil, en la posició
intermèdia, o en la posició del pont. . La ubicació de la pastilla és un fet determinant pel que
fa al disseny de la pastilla en sí, ja que d’aquesta depèn la vibració dels harmònics amb
més presència. En l’etapa de disseny i en l’apartat de combinacions de pastilles es
profunditza més en aquest assumpte.
Criteri de volum de sortida: poden classificar-se segons volum de sortida vintage, baix,
Il·lustració 42: Connexions pastilla
humbucker

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 55
intermedi i alt. Cal remarcar que malgrat presentar els mateixos de classificació que les
pastilles single coil, no poden comparar-se els volums de sortida entre elles degut a que per
naturalesa, les pastilles de doble bobinat presenten una sortida amb volum molt major,
degut a la presència de dues bobines, la resistència d’aquestes, la major superfície de
captació i de la longitud del bobinat, entre d’altres aspectes. Cal remarcar que és cert que
d’entre totes les possibles connexions d’una humbucker pugui escollir-se una que, tractant-
se d’una pastilla humbucker amb sortida intermèdia, per exemple, i d’una pastilla single coil
amb sortida intermèdia, presenti un volum de sortida relativament equiparable. L’alçada a la
que es col·loca cada pastilla respecte a les cordes, així com la ubicació d’aquestes, juguen
un paper molt important també. Consultar l’apartat de combinacions de pastilles per
informació més detallada.
Coil Tap
Es tracta de desviar quatre cables (dos per cada pastilla de bobina simple) de la pastilla de
doble bobinat en un punt determinat del bobinat, essent el número de voltes de les bobines
inferior a les voltes totals. Cal remarcar que pot usar-se en pastilles single coil també. Si la
senyal recollida prové de la desviació de cables de Coil Tap, s’assoleix un so particular,
però generalment poc aprofitable segons les qualitats sonores, amb menys volum de
sortida que en la variant sense Coil Tap
Coil Split
Es tracta de desconnectar una de les dues bobines de la pastilla de bobina doble, de
manera que aquesta actua com una pastilla single coil. Nogensmenys, no presenta
exactament el mateix so degut a que els elements constructius no són els mateixos. És una
variant interessant i normalment usada en guitarres elèctriques amb pastilles de doble
bobinat, ja que es dota a la guitarra d’una notable versatilitat al poder aproximar mitjançant
aquest mètode al so de les guitarres amb pastilles single coil. Usualment s’acciona
mitjançant potenciòmetres que actuen, alhora, com a interruptors, o bé amb interruptors
com a tal, implementats en el circuit electrònic.

Pàg. 56 Annex
• Pastilla P-90
Les pastilles P-90 [11], mostrades a la Il·lustració 43:
Components pastilles P-90 i Il·lustració 44: Pastilles P-
90, son pastilles de bobina simple, és a dir, presenten un
únic bobinat per pastilla, de construcció semblant a una
single coil, amb la diferència que es varies les
dimensions de les carcasses i superfícies on s’insereixen
els imants permanents i el bobinat, essent aquestes
majors respecte les esmentades, i que presenta una
longitud total del cable bobinat superior a les single coil.
Això genera un volum de sortida major que les pastilles
single coil i un so lleugerament menys nítid, brillant i
definit que aquestes, però projecta notablement en el so
les freqüències mitjanes, a l’igual que les pastilles
humbucker. Es considera una espècie d’híbrid entre les
pastilles single coil i humbucker, tot i que el seu so
característic ha esdevingut tan diferenciat que es
considera un tipus de pastilla diferent. Cal destacar que
el principal problema d’aquest tipus de pastilles és la
generació de so indesitjat amb freqüències de
50Hz/60Hz, que es superior a les pastilles single coil
degut a l’increment de la longitud del cable bobinat
(contra més gran sigui el tram de cable bobinat, més
interferències i sons idesitjats poden afegir-se, sempre i
quan no pugui utilitzar-se un sistema de cancel·lació de
so com en el cas de les pastilles humbucker).
Existeixen dos tipus de revestiments per les pastilles P-90: el dog-ear i el soap-bar.
Nogensmenys existeix també el format compatible amb les dimensions d’una humbucker, per
tal de poder inserir-la en una cavitat dissenyada per una humbucker, sense necessitar de
modificar la cavitat en cas de voler substituir una humbucker per una P-90.
Existeixen models de P-90 dissenyats per tal de cancel·lar aquest so indesitjat, com els
mostrats en la Il·lustració 45: Tipologies peculiars P-90 del fabricant VOX COAXE:
Stacks i Sidewinder: presenten una segona bobina just sota de la bobina principal (en posició
Stack, apilada), encarregada de cancel·lar el so imitant el funcionament de les pastilles
Humbucker, si aquestes es connecten quan estan fora de fase. Nogensmenys, per tal d’assolir
Il·lustració 43: Components pastilles
P-90
Il·lustració 44: Pastilles P-90

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 57
la cancel·lació de so es priva la pastilla del so amb dinàmica, presència i sensibilitat propia de
les pastilles P-90. La col·locació de les bobines en posició Stack pot generar acoblament
magnètics entre elles i possibles cancel·lacions de determinades bandes de freqüència, que a
priori, interessa que no es cancel·lin. L’única diferència entre les Stacks i les Sidewinder és
l’estructura de construcció dels components: les Stacks són de construcció semblant a les
Humbucker i les Sidewinder conserven l’aspecte clàssic de les P90.
Zero-Hum P90: es tracta d’una evolució de les P90 Stacked, amb el so tradicional de les
pastilles P90 però cancel·lant les freqüències indesitjades al voltant de 50Hz i 60Hz, en que
els acoblaments magnètics indesitjats produïts per l’apilament de les bobines son anul·lats per
camps magnètics de envolten la bobina superior. Existeixen molt pocs fabricants degut a la
complexitat de la construcció de la pastilla (que conté més de 200 peces acoblades), i
presenten un elevat cost.
• Combinacions de pastilles
Per tal de combinar pastilles s’ha de tenir en compte el volum de sortida de cadascuna
d’elles, l’alçada a la que s’ubiquen les pastilles i la ubicació respecte l’escala de la guitarra
de les pròpies pastilles.
Alçada de les pastilles respecte les cordes
És un factor determinant respecte al volum de sortida de la pastilla en concret. Les pastilles
de guitarra elèctrica s’acoblen al pickguard, a una coberta de pastilla o directament al cos de
Il·lustració 45: Tipologies peculiars P-90 del fabricant VOX COAXE

Pàg. 58 Annex
la guitarra mitjançant dos cargols col·locats en l’eix longitudinal de la pastilla, és a dir, l’eix
perpendicular a l’eix de simetria del màstil de la guitarra (sempre i quan no siguin pastilles
inclinades). Mitjançant els cargols es pot regular l’alçada de la pastilla. Usualment cada
cargol esta definit en una alçada diferent, de manera que la pastilla no està plana, permetent
que es capti des de més a prop la vibració de les cordes d’un extrem (amb dos cargols
només es pot regular l’alçada dels dos extrems). Nogensmenys, cal remarcar que existeixen
pastilles que en comptes d’estar proveïdes d’aquest sistema, presenten imants d’alçada
variable, permetent acostar cada imant a la corda pertinents, essent sistemes d’ajustament
d’alçada més versàtils que els convencionals anomenats (com per exemple, determinades
pastilles simples modificades, o usualment les pastilles de doble bobinat, que permeten
modificar l’alçada dels imants més fàcilment). L’alçada es determina amb la distància vertical
des del cap de l’imant fins a la corda. Consultar la Il·lustració 46: Alçada pastilles (1) i la
Il·lustració 47: Alçada pastilles (2).
Per a pastilles de bobina simple, l’alçada orientativa de la pastilla segons la seva posició és
la mostrada en la Taula 15: Alçada de pastilles single coil:
Il·lustració 46: Alçada pastilles (1)
Taula 15: Alçada de pastilles single coil
Posició màstil aguts: 2,5 mm
Posició màstil greus: 3,5 mm
Posició central aguts: 2,5 mm
Posició central greus: 3 mm
Posició pont aguts: 2 mm
Posició pont greus: 2,4 mm
El rang d’alçades optimes es comprèn entre
2mm i 3,5mm per a la corda 6. Amb cordes
de baix calibre, es comprèn entre 2mm i
3mm.
Per a pastilles de bobina doble, l’alçada orientativa de la pastilla segons la seva posició és
la mostrada en la Taula 16: Alçada de pastilles humbucker:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 59
Taula 16: Alçada de pastilles humbucker
Posició màstil aguts: 2 mm
Posició màstil greus: 2,5 mm
Posició pont aguts: 2 mm
Posició pont greus: 2,5 mm
El rang d’alçades optimes es comprèn entre
2mm i 3mm per a la corda 6. Amb cordes de
baix calibre, es comprèn entre 1,6mm i
2,5mm.
Il·lustració 47: Alçada pastilles (2)
Inicialment les pastilles P90 no presentaven possibilitat de regulació respecte l’alçada
d’aquesta, és per aquest motiu que no s’especifica en aquest apartat. Al resultar una
espècie d’híbrid entre les dues pastilles esmentades, la regulació de la seva altura roman
entre els límits establerts anteriorment.
Volum sortida pastilles
El volum de sortida de la pastilla es determinant pel que fa a la possible combinació de
diversos tipus d’aquesta. És important que el volum dels diversos tipus de pastilla
instal·lades en el circuit electrònic, presentin volums relativament semblants en magnitud, un
cop calibrada la seva alçada i ubicades en la posició pertinent. El volum de sortida d’una
pastilla és directament proporcional al nombre de voltes que presenti el bobinat, essent
aquest reduït en pastilles single coil, i elevat en pastilles P90 o humbucker de doble bobinat.
Les pastilles de doble bobinat, al presentar dues bobines, acostumen a presentar volums de
sortida significativament elevats. De totes maneres, existeixen dissenys de pastilles single
coils d’alt guany i pastilles humbucker de baix guany, per tal de facilitar la seva combinació.
Ubicació de les pastilles
La ubicació de les pastilles al llarg de l’escala de la guitarra, com s’observa en la Il·lustració
48: Harmònics de les corda i posició de les pastilles, juga un paper molt important pel que fa
a la tipologia del so que és recull. En general, contra més a prop està situada la pastilla del
pont, més brillant sona, i contra més propera a la celleta del màstil està, més càlida sona. És
per aquest motiu que en determinats models de guitarra, amb pastilles single coil, la pastilla
situada prop del pont es col·loca amb una posició inclinada: per evitar dotar d’excessiva
brillantor les freqüències baixes en comparació amb als aguts (o bé per dotar de major
brillantor als aguts que no pas als greus, expressió equivalent), d’acord amb la posició de les
cordes ordenades de greu a agut segons s’ha especificat en capítols anteriors.

Pàg. 60 Annex
Addicionalment, les pastilles situades en la posició màstil recullen una major vibració de les
cordes degut a la seva ubicació respecte l’escala de la guitarra, de manera que presenten
un major volum de sortida, mentre que a mesura que s’acosta la pastilla a la posició del pont
més reduïda es la vibració que capta, de manera que és disminueix el volum de sortida.
Il·lustració 48: Harmònics de les corda i posició de les pastilles
Així doncs, per tal de combinar diversos tipus de pastilles cal tenir en compte aquests
factors. De tota manera, el més restrictiu és el volum de sortida de les pastilles: si existeix
una gran diferència, resultarà impossible compensar-la regulant l’alçada de les pastilles i la
ubicació d’aquestes al llarg de l’escala de la guitarra.
➢ Pastilles actives
Presenten la inclusió d’un preamplificador actiu en el seu disseny per tal d’augmentar el
volum de la sortida de la senyal (usualment una alimentació de bateria de 9V). Contenen
menor nombre de voltes de bobinat i permeten equalitzar el so ajustant greus, mitjos i
aguts. Son menys sensibles que les pastilles actives i menys dependents d’altres
elements de la guitarra pel que fa a la sonoritat (de manera que es pot reduir la qualitat
d’altres components, com per exemple, la qualitat de les fustes, sense comprometre
significativament el so). Son menys susceptible a la retroalimentació i presenten una
gran calidesa i guany. La principal desavantatge és que requereixen l’ús de piles
d’alimentació pel seu funcionament. Consultar el seu aspecte a la Il·lustració 49:
Pastilles actives.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 61
Il·lustració 49: Pastilles actives
1.3.2. Selectors i interruptors
Els selectors o interruptors [31] son components que permeten commutar un o més fils
(anomenats pols, en anglès Pole) en dos o més camins alternatius (circuits, en anglès
Throw) mitjançant la posició d’aquests.
Els pols poden entendre’s com els cables que estem interessats en cablejar de diverses
maneres, mentre que els circuits son cadascun dels camins alternatius que segueix un pol, a
partir de l’interruptor.
El nombre de pols i el nombre de circuits determina el nombre de patilles que presenta
l’interruptor, i que dona nom a aquest (ja que sempre s’especifica en el nom de l’interruptor
el nombre de patilles, per facilitat de compressió i evitar confusions). Per tal de referir-se a
cadascuna de les alternatives o estats que ofereix l’interruptor s’utilitza el terme posició. Així
doncs, el nombre de posicions indica el nombre de circuits o camins alternatius que poden
donar-se per cada pol.
Usualment, el nombre de patilles del selector pot obtenir-se de l’expressió següent:
2 (patilles per defecte) + (C circuits x P pols) = N , essent C i P el nombre de circuits i
nombre de pols respectivament.
Cada posició es representa mitjançant els següents valors, usualment:
- ON: l’interruptor connecta les patilles implicades fins que l’interruptor torna a canviar
de posició. S’anomena també On permanent.
- [ON]: L’interruptor connecta les patilles implicades mentre és manté pitjat el boto o
palanca de l’interruptor. En quant s’elimina el pitjat del botó o accionament de
palanca el sistema torna a l’estat per defecte, generalment OFF. S’anomena també
On momentani.

Pàg. 62 Annex
- [OFF]: l’interruptor no interconnecta patilles mentre es manté pitjat el boto o
accionada la palanca de l’interruptor. En quant s’elimina el pitjat del botó o
accionament de palanca el sistema torna a l’estat per defecte, generalment ON.
S’anomena també Off momentani.
- OFF: l’interruptor no connecta cap patilla amb cap altre. S’anomena també Off
permanent.
➢ Interruptor SPDT
Interruptor amb un pol i dos circuits (Single Pole Double Throw). Es tracta d’un cable o pol
que únicament pot connectar-se a altres circuits de dues maneres diferents. Presenta
normalment tres patilles, ubicades en una columna. Usualment es troben les següents
variacions, mostrades a la Il·lustració 50: Interruptors SPDT:
- SPDT on/on: presenta dues posicions permanents, amb dos cablejats alternatius.
S’usa en guitarres amb dues pastilles en les que no es vol usar una posició
intermèdia, de manera que nomes és pot seleccionar una pastilla, o l’altre.
- SPDT on/off/on: presenta tres posicions permanents, essent la central l’OFF, i tres
cablejats alternatius. S’usa per exemple per seleccionar les diverses bobines d’una
pastilla de doble bobinat (la primera posició selecciona una bobina, la posició central
no selecciona cap bobina en concret, i per tant, sonen les dues bobines, i la posició
restant selecciona la bobina restant).
- SPDT on/on/on: presenta tres posicions permanents, essent la central l’ON, i tres
cablejats alternatius. S’usa per exemple en guitarres elèctriques amb dues pastilles
(la primera posició selecciona la primera pastilla, la posició central selecciona les
dues pastilles alhora i la posició restant la, la pastilla restant)
Il·lustració 50: Interruptors SPDT
Les patilles marcades en verd estan interconnectades. Si l’accionament de
l’interruptor es mitjançant una palanca, aleshores la posició de la palanca es
oposada a les patilles que s’interconnecten.
on/on/on

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 63
➢ Interruptor DPDT
Interruptor amb dos pols i dos circuits (Double Pole Double Throw). Presenta dos pols de
manera que es poden commutar dos cables de forma simultània. És equivalent a tenir dos
SPDT junts, que s’activen a la vegada usant la mateixa palanca o botó. Presenta
normalment sis patilles, ubicades en dues columnes de tres patilles. Usualment es troben els
següents tipus, mostrats en la Il·lustració 51: Interruptors DPDT:
- DPDT on/on: ambdós pols es commuten simultàniament amb la patilla inferior o
superior corresponent.
- DPDT on/off/on: exactament igual que el DPDT on/on però amb una posició central
en la que cap patilla roman interconnectada.
- DPDT on/on/on: exactament igual que el DPDT on/off/on però en comptes
d’inhabilitar la connexió de les patilles en la posició central, aquesta provoca un estat
On permanent. En general un circuit dissenyat amb un DPDT on/off/on pot replicar-
se amb un DPDT on/on/on, però no a l’inrevés.
Il·lustració 51: Interruptors DPDT
Existeixen dos tipologies bàsiques de connexió de posicions intermèdies, tot i que
existeixen més (però menys utilitzades). Les patilles verdes i blaves estan
connectades, respectivament segons colors.
➢ Interruptor 3PDT
Interruptor amb tres pols i dos circuits (Triple Pole Double Throw). Presenta tres cables o
pols, de manera que es poden commutar tres cables simultàniament de dues maneres
alternatives. És equivalent a presentar un DPDT i un SPDT junts, que s’activen amb la

Pàg. 64 Annex
mateixa palanca o boto. Presenta normalment nou patilles, ubicades tres patilles en tres
columnes. El tipus més usuals són els següents:
- 3PDT on/on
- 3PDT on/off/on
Il·lustració 52: Interruptors 3PDT
Les patilles verdes, grogues i blaves estan connectades, respectivament segons
colors.
➢ Interruptor 4PDT
Interruptor amb quatre pols i dos circuits (Four/ Pole Double Throw). Presenta quatre cables
o pols, de manera que es poden commutar quatre cables simultàniament de dues maneres
alternatives. . És equivalent a presentar dos SPDT junts, que s’activen amb la mateixa
palanca o boto. Presenta normalment dotze patilles, ubicades tres patilles en quatre
columnes. El tipus més usuals són els següents, mostrades en la Il·lustració 53: Interruptors
4PDT:
- 4PDT on/on
- 4PDT on/off/on
- 4pdt on/on/on
Il·lustració 53: Interruptors 4PDT

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 65
Les patilles verdes, grogues, vermelles i blaves estan connectades, respectivament
segons colors.
➢ Classificació segons la presentació a l’usuari
Nogensmenys, els interruptors poden classificar-se segons la forma en la que es
presenten a l’usuari:
Interruptors BladesSwitches Fender:
La palanca que permet modificar les posicions del selector es plana i te aspecte de
ganivet. Existeixen diversos tipus:
- Fender 3-way standard: es tracta d’una interruptor DP3T amb dos pols i tres circuits,
com s’observa en la Il·lustració 54: Interruptors 3-way blade switch, que pot ser
implementat amb tres posicions, típic de les guitarres Telecaster, o amb cinc
posicions, típic de les guitarres Stratocaster. El nombre de patilles serà de vuit,
distribuïdes en dues files. En la següent imatge es mostren les pertinents
connexions:
Il·lustració 54: Interruptors 3-way blade switch
Es connecta el punt comú C amb la resta de les patilles B,M i N. Si l’interruptor té
cinc posicions, hi haurà dues patilles connectades simultàniament al comú, en les
posicions intermèdies. Així, en la posició segona, les patilles primera i segona
estaran connectades amb el punt comú, i en la posició quarta, les patilles segona i
tercera estaran connectades.
En el cas de presentar cinc circuits l’interruptor, les connexions son les següents
mostrades a la Il·lustració 55: Interruptor 3 way blade switch 5 throws (seguint la

Pàg. 66 Annex
mateixa notació que l’anomenada anteriorment):
Il·lustració 55: Interruptor 3 way blade switch 5 throws
- Fender 4-way: es tracta d’un interruptor DP4T amb dos pols i quatre circuits.
Presenta deu patilles en dues files de cinc, de forma semblant al 3-way però amb
una patilla addicional. L’interruptor anirà connectat successivament el central amb la
patilla primera, segona, tercera i quarta. No existeixen posicions intermèdies.
- Fender 5-way Superswitch: es tracta d’un interruptor 4P55T, amb quatre pols, cinc
circuits i vint-i-quatre patilles en total, organitzades en quatre grups de sis, existint un
punt comú i cinc posicions més, com es mostra en la Il·lustració 56: Interruptor Super
switch. L’interruptor connecta el punt comú de cada grup amb la seva patilla
corresponent primera, segona, tercera, quarta i cinquena de manera seqüencial. No
existeixen posicions intermèdies.
Il·lustració 56: Interruptor Super switch

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 67
Interruptors Toggle Gibson:
- Gibson LP toggleswitch: es tracta d’un interruptor SPDT on/on/on que s’usa per
seleccionar de manera alternativa una pastilla, l’altra, o les dues a la vegada.
Presenta una palanca de forma cilíndrica amb tres posicions.
Interruptors rotatoris: per tal de modificar les posicions del selector es rota l’eix de
l’interruptor. Hi ha interruptors amb dos pols i varies posicions (tres, quatre, cinc i sis
son les més habituals), així que es poden tenir tipis DP3T, DP4T, DP5T i DP6T.
Sempre son del tipus on/on, i ocupen menys espai que els interruptors
BladeSwitches. Existeixen també interruptors amb tres pols i varies posicions però
aquests son poc habituals. Existeixen també interruptors de quatre pols i varies
posicions (4P3T,4P4T,4P5T,4P6T). Cal remarcar que existeixen múltiples
interruptors rotatoris amb més pols i circuits però aquests no solen implementar-se
en les guitarres elèctriques.
Interruptors lliscants: per tal de modificar les posicions del selector es desplaça un
boto a una determinada posició. Usualment presenten entre dues i tres posicions
diferents.
A la figura Taula 17: Taula de tipologia d’interruptors es recullen els conceptes
il·lustrats anteriorment:
Taula 17: Taula de tipologia d’interruptors
Tipus d’interruptor Il·lustració
SPDT (1 pol, 2
circuits)
on/on
on/off/on
on/on/on
DPDT (2 pols, 2 circuits)
on/on
on/off/on

Pàg. 68 Annex
on/on/on
3PDT (3 pols, 2 circuits)
on/on
on//off/on
4PDT (4 pols, 2 circuits)
on/on
on/off/on
on/on/on
1.3.3. Potenciòmetres
Els potenciòmetres [15] son components electrònics passius que actuen com resistències
variables, ja que permeten obtenir un valor de resistència des de cero (sense resistència)
fins a un valor màxim. Presenten tres patilles on es poden realitzar connexions. Una patilla
fa referència a l’entrada, una altra a la sortida, i la fa referència a la patilla d’escombratge.
L’eix del potenciòmetre està col·locat al centre de la circumferència d’aquest, i mitjançant el
seu gir es permet modificar la quantitat de material resistiu entre les patilles d’entrada i
sortida, variant d’aquesta manera la resistència que ofereix el conjunt potenciòmetre en el
pas de la corrent, tal i com s’observa en la Il·lustració 57: Potenciòmetre.
Il·lustració 57: Potenciòmetre

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 69
La utilitat en els circuit electrònics de les guitarres elèctriques és la de regular el volum i la de
regular el to, principalment, mitjançant la regulació del pas de corrent pel circuit. Així doncs,
es poden classificar els potenciòmetres en dos subgrups:
Potenciòmetres de control de volum:
Els potenciòmetres de control de volum permeten controlar el volum. Per circuits electrònics
en els que només hi ha un potenciòmetre de volum la forma de cablejar el potenciòmetre és
la següent, mostrada en la Il·lustració 58: Cables del potenciòmetre: si es manté el
potenciòmetre amb les patilles de cara i l’eix apuntant al cel, la patilla esquerra cal
connectar-se a terra, la patilla central es la sortida de la senyal (senyal disminuïda en mòdul
segons el valor actual de la resistència del potenciòmetre) i la patilla dreta és l’entrada de la
senyal des de la pastilla. Així doncs, el valor de la resistència disminueix en el sentit de les
agulles del rellotge: quan el potenciòmetre marca el valor de 10, la resistència és de 0
Ohms, mentre que quan el potenciòmetre marca 0, la resistència és màxima. Els valors del
potenciòmetre fitats entre el 0 i el 10 no representen cap mena de magnitud física,
simplement és la manera de facilitar la lectura del potenciòmetre per tal de jugar amb la
regulació del volum. Tradicionalment els botons que s’insereixen a l’eix del potenciòmetre
han estat marcats amb una escala de volum de 10 divisions iguals.
Cal remarcar que si s’intercanvien les connexions de les patilles esquerra i dreta, s’obté un
funcionament invers. En les guitarres per dretans això suposaria que quan el potenciòmetre
marca el valor de 10, la resistència és màxima, mentre que quan el potenciòmetre marca 0,
la resistència és de 0 Ohms. Això és útil en guitarres per esquerrans, ja que requereixen la
inversió de les patilles de esquerra i dreta esmentades, per tal de funcionar del mateix mode
que els potenciòmetres en guitarres per dretans.
Per guitarres amb més d’un potenciòmetre de volum, el cablejat dels potenciòmetres varia
de manera en que presenten controls de volum dependents, com el mostrat en la Il·lustració
59: Connexions i cables dels potenciòmetres. Per tal de convertir el control de volums
dependent en independent, nomes cal intercanviar la sortida amb l’entrada (patilles central i
patilles dreta) en tots els potenciòmetres de volum implicats. Cal remarcar que el tipus de
Connexió a terra
Entrada de la senyal
Sortida de senyal
Il·lustració 58: Cables del potenciòmetre

Pàg. 70 Annex
connexions i cablejat d’aquests potenciòmetres varia en funció dels selectors. La base del
funcionament és que les senyals de sortida dels potenciòmetres no s’envia directament a la
senyal de sortida, sinó que passa a través d’un selector de posicions.
Il·lustració 59: Connexions i cables dels potenciòmetres
Potenciòmetres de control de to:
Els potenciòmetres de control de to permeten controlar el to, mitjançant la regulació de les
freqüències filtrades (existeixen filtres d’aguts i filtres de baixos). Generalment estan
dissenyats com a filtres d’aguts. Si es mira el potenciòmetre amb les patilles de cara i amb
l’eix mirant al cel, la forma convencional de cablejar un potenciòmetre de to és la següent: la
senyal d’entrada a la patilla central, un condensador entre les patilles esquerra i el terra (on
es desvien les freqüències que es volen eliminar), i la patilla dreta sense connectar.
Existeixen, nogensmenys, múltiples maneres de connectar els potenciòmetres de control de
to, en funció dels components del circuits i de la modulació del so que es vulgui assolir.
Addicionalment, també poden classificar-se els potenciòmetres segons el tipus d’increment
de resistència:
Potenciòmetres lineals
Els potenciòmetres lineals presenten el mateix valor de resistència proporcional a cada
marca del botó del potenciòmetre. Això significa, per exemple, que si es mou el
potenciòmetre a la posició de meitat de recorregut, la resistència serà la meitat que la
resistència màxima del potenciòmetre. Aquest tipus de potenciòmetres permeten una
regulació més exacta de la quantitat de volum o to; nogensmenys, en el cas del volum no
s’acostuma a usar ja que l’oïda humana respon a una percepció dels volums
aproximadament logarítmica.
Sortida de senyal
Senyal de sortida
dels potenciòmetres
Connexió a terra

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 71
Potenciòmetres Logarítmics
El potenciòmetres logarítmics mostren un comportament aproximadament lineal a l’inici del
recorregut que canvia dràsticament a partir de la meitat del recorregut. Aquesta forma de
regular el volum o el to respon a una escala logarítmica.
Els fabricants de potenciòmetres especifiquen el valor màxim de resistència del
potenciòmetre fabricat:
- Pastilles actives: 25 KOhms.
- Pastilles passives:
• Single Coil: 250 KOhms. Les pastilles simples acostumen a presentar un so
que sobrepotencia el aguts, de manera que l’ús de potenciòmetres de 250
KOhms permet suavitzar aquest aspecte i dotar de més presència a les
freqüències mitges.
• P-90: 500 KOhms. Les pastilles P-90 presenten un so ric en aguts i greu,
però ben equilibrat respecte les freqüències mitjanes. Al presentar un to entre
les pastilles simples i les pastilles de doble bobinat, s’acostuma a usar
potenciòmetre de500 KOhms, tot i que és possible trobar combinacions amb
potenciòmetres de valor de 250 KOhms
• Humbucker: 500 KOhms. Les pastilles de doble bobinat acostumen a
presentar un so que sobrepotencia les freqüències mitges, de manera que
l’us de potenciòmetres de 500 KOhms permet suavitzar aquest aspecte i
dotar de més presència els aguts. Existeixen potenciòmetres de 1000
KOhms que s’utilitzen amb pastilles Humbucker amb un so excessivament
fosc, de manera que es pot sobrepotencia de major manera els aguts, que
no pas amb els potenciòmetres de 500 KOhms usats convencionalment
En cas de combinar en una mateixa guitarra pastilles passives de diversa tipologia, l’elecció
dels valors dels potenciòmetres presenta varies opcions. És usual col·locar tots els
potenciòmetres del mateix valor, i que aquest sigui el valor associat esmentat anteriorment
de les pastilles més rellevants de la guitarra elèctrica. Per exemple, en una guitarra elèctrica
HSH, és usual usar potenciòmetres de 500 KOhms, ja que les pastilles del màstil i del pont
seran generalment les més usades. Nogensmenys, pot usar-se el valor que es vulgui,
senzillament és canvia l’escala a l’hora de la regulació d’aguts o baixos (en funció del tipus
de filtre) i l’acotament de la regulació, ja que potenciòmetres de valor límit superior presenten
major rang de regulació (però menys precisió de regulació, ja que un gir petit comporta una
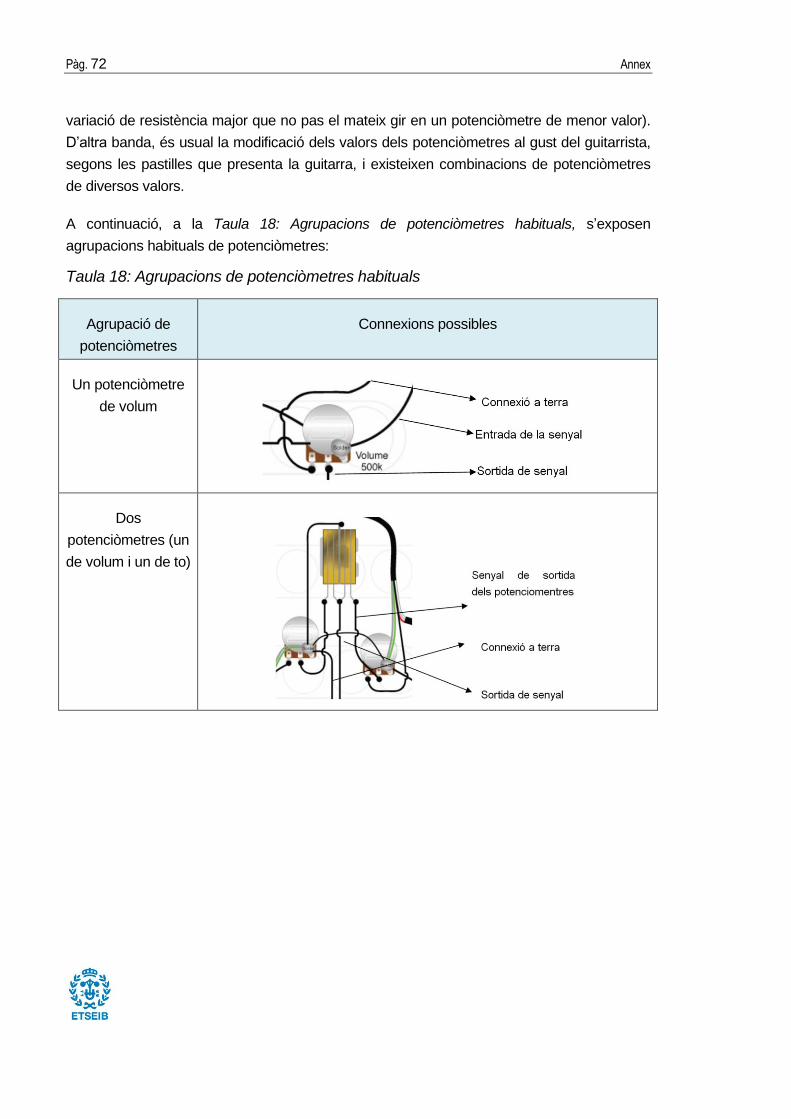
Pàg. 72 Annex
variació de resistència major que no pas el mateix gir en un potenciòmetre de menor valor).
D’altra banda, és usual la modificació dels valors dels potenciòmetres al gust del guitarrista,
segons les pastilles que presenta la guitarra, i existeixen combinacions de potenciòmetres
de diversos valors.
A continuació, a la Taula 18: Agrupacions de potenciòmetres habituals, s’exposen
agrupacions habituals de potenciòmetres:
Taula 18: Agrupacions de potenciòmetres habituals
Agrupació de
potenciòmetres
Connexions possibles
Un potenciòmetre
de volum
Dos
potenciòmetres (un
de volum i un de to)

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 73
Quatre
potenciòmetres
(dos de volum i dos
de to)
Existeixen potenciòmetres push/pull que permeten dos modes d’actuació, un d’ells hàbil per
defecte, i l’altre habilitat quan es prem el potenciòmetre o mode de boto, que queda activat
fins que es desprèn. Sovint s’usa per introduir possibilitats de so vinculades al desfasament
o modificació de la implicació de les bobines de les pastilles en el circuit.
Tres
potenciòmetres (un
de volum i dos
push/pull de to)
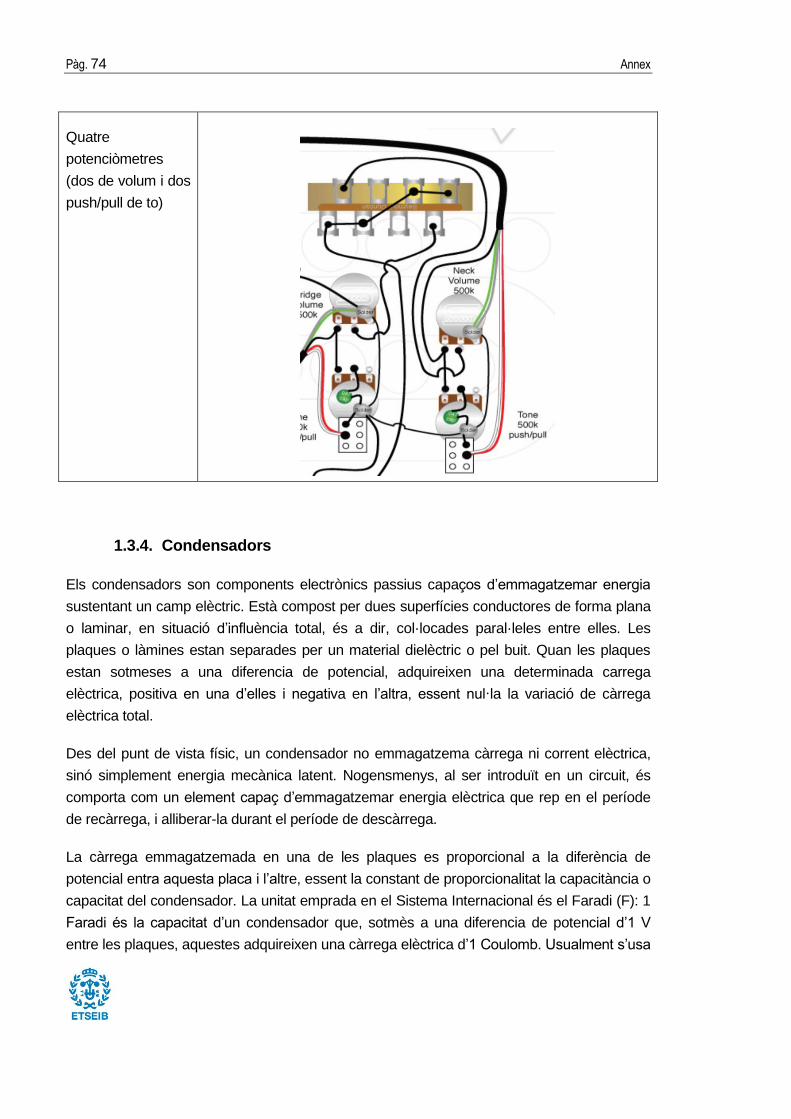
Pàg. 74 Annex
Quatre
potenciòmetres
(dos de volum i dos
push/pull de to)
1.3.4. Condensadors
Els condensadors son components electrònics passius capaços d’emmagatzemar energia
sustentant un camp elèctric. Està compost per dues superfícies conductores de forma plana
o laminar, en situació d’influència total, és a dir, col·locades paral·leles entre elles. Les
plaques o làmines estan separades per un material dielèctric o pel buit. Quan les plaques
estan sotmeses a una diferencia de potencial, adquireixen una determinada carrega
elèctrica, positiva en una d’elles i negativa en l’altra, essent nul·la la variació de càrrega
elèctrica total.
Des del punt de vista físic, un condensador no emmagatzema càrrega ni corrent elèctrica,
sinó simplement energia mecànica latent. Nogensmenys, al ser introduït en un circuit, és
comporta com un element capaç d’emmagatzemar energia elèctrica que rep en el període
de recàrrega, i alliberar-la durant el període de descàrrega.
La càrrega emmagatzemada en una de les plaques es proporcional a la diferència de
potencial entra aquesta placa i l’altre, essent la constant de proporcionalitat la capacitància o
capacitat del condensador. La unitat emprada en el Sistema Internacional és el Faradi (F): 1
Faradi és la capacitat d’un condensador que, sotmès a una diferencia de potencial d’1 V
entre les plaques, aquestes adquireixen una càrrega elèctrica d’1 Coulomb. Usualment s’usa

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 75
el prefix micro per tal d’expressar amb major comoditat els valors de capacitat dels
condensadors, degut a la dimensió d’aquests.
1.3.5. Resistències
Les resistències son components electrònics passius que s’oposen al flux d’electrons. En un
circuit, provoquen la disminució de la intensitat del corrent, dissipant l’energia en forma de
calor.
En el cas dels circuits electrònics orientats al so, les resistències augmenten les freqüències
de ressonància de les pastilles, és a dir, a l’augmentar el valor de la resistència, la pastilla
sona més aguda, amb major contingut d’altes freqüències en la proporció aguts, mitjans i
greus.
1.3.6. Jack
➢ Jack Mono
El Jack Mono (femella) es una peça metàl·lica de forma cilíndrica amb dos terminals, un
d’ells connectat a la senyal, i l’altre, a terra, Quan es connecta el cable amb terminal Jack
(masce), permet desviar la senyal a l’amplificador per tal d’amplificar-la, com es mostra a la
Il·lustració 60: Terminal Jack mono:
Il·lustració 60: Terminal Jack mono
Connectat a la senyal
Connectat a terra
Connectat a la senyal de l’amplificador
Connectat a terra
Material no
conductor
Connectat a terra
Connectat a la senyal

Pàg. 76 Annex
El terminal de cable jack mascle presenta una part connectada a la senyal de sortida cap a
l’amplificació, una separació de material no conductor, i una part connectada a terra. D’altra
banda, el terminal jack femella presenta també una patilla connectada a terra, i una patilla
connectada a la senyal de sortida, que s’han de connectar respectivament amb les parts del
jack mascle (no cal realitzar cap connexió ja que el disseny de la forma d’ambdós
components ja els connecta quan el jack mascle s’insereix en el jack femella).
➢ Jack Estèreo
El Jack Estèreo s’usa en guitarres elèctriques que tenen pastilles actives, o en altres casos
peculiars (per exemple, quan es vol desviar la senyal de la guitarra elèctrica a dos
amplificadors). El Jack femella Estèreo presenta una patilla addicional respecte el Jack
femella mono, que és connecta a terra, essent el cable de la connexió provinent de la bateria
en el cas de circuits amb pastilles actives, com es mostra en la Il·lustració 61: Terminal Jack
stereo
Il·lustració 61: Terminal Jack stereo
Material no
conductor
Connectat a
terra
Connectat a la senyal de l’amplificador
Connectat a la senyal
Connectat a terra
Connectat a terra
Connectat a terra
Connectat a terra
(bateria)
Connectat a la senyal

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 77
1.3.7. Cables
En els circuits electrònics podem trobar cables amb apantallament o sense. Els cables
apantallats presenten una malla que envolta el cable i el protegeix de l’exterior, disminuint
les interferències que es puguin generar, és per això que l’apantallat dels cables és un
element a tenir en compte, així com l’apantallament de les cavitats (Gàbia de Faraday) on
descansen els cables (usualment no s’apantallen els cables i les cavitats, sino un dels dos.
En cas de voler assegurar una notable reducció de les interferències no està de menys tenir
cables apantallats i apantallar les cavitats). Els cables presenten diversos fils conductors
dins del propi apantallat en cas d’haver-hi, o d’una especia de revestiment que els manté
units. Usualment hi ha cables d’únicament un fil conductor per pastilles de bobina simple, i
cables de quatre conductors per cables de bobina doble, però en funció de les prestacions
que es vulguin obtenir s’usen cables amb un nombre intermedi entre un i quatre.
1.3.8. Gàbia de Faraday
La Gàbia de Faraday, o apantallament, és un recurs per tal de reduir la captació
d’interferències en un circuit. El circuit ha d’estar dins de la gàbia de Faraday, construïda
amb un material conductor (contra més conductor, millor), i connectada a terra. per tal
d’enviar les interferències ambientals al terra. El concepte de Gàbia de Faraday en guitarres
elèctriques es tradueix en un revestiment de paper d’alumini o coure de les cavitats on
s’insereixen els components del circuit electrònic. Existeix l’alternativa d’usar pintura
conductora amb base de carboni per tal d’apantallar, d’aplicació més senzilla i més ràpida.

Pàg. 78 Annex
1.3.9. Modelització dels circuits electrònics
En aquest apartat es modelitza [23] [24] el circuit electrònic dissenyat amb el programari
OrCad PlSpice [25] per tal d’analitzar-lo des d’un punt de vista més científic.
Pastilles electromagnètiques modelitzades
- Model 1: Circuit sense modelitzar els corrents de Foucault
Des d’un punt de vista elèctric, una pastilla de captació electromagnètica de guitarra
elèctrica, pot esquematitzar-se com a primera aproximació, de la següent manera, essent
únicament una resistència i una bobina en sèrie, i un condensador en paral·lel de la mateixa
resistència i bobina en sèrie, com s’observa en la Il·lustració 62: Pastilla electromagnètica
modelitzada (1).
Il·lustració 62: Pastilla electromagnètica modelitzada (1)
Quan les cordes vibren, un cop magnetitzades pels imants permanents presents en les
pastilles electromagnètiques, indueixen un corrent elèctric al circuit (i com a conseqüència
un voltatge induït també és present), fet que pot modelitzar-se fent actuar la pastilla
electromagnètica com a font de corrent altern amb els components electrònics prèviament
descrits, resultant la representació esquemàtica de la Il·lustració 63: Pastilla
electromagnètica modelitzada (2):
Il·lustració 63: Pastilla electromagnètica modelitzada (2)
Les pastilles electromagnètiques no són l’únic element del circuit, sinó que també s’hi troben
condensadors, potenciòmetres, cables, resistències, l’element amplificador i el la connexió a

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 79
terra. Totes les càrregues externes es col·locaran, en aquesta modelització teòrica del
circuit, a continuació de l’esquemàtic descrit per la pastilla electromagnètica, en posició en
paral·lel, com el condensador que permet modelitzar la pastilla, com s’observa en la
Il·lustració 64: Circuit electrònic modelitzat.
Il·lustració 64: Circuit electrònic modelitzat
Cal remarcar que l’exposició dels conceptes és únicament vàlida per pastilles d’única bobina
com les pastilles single coil, ja que les pastilles de doble bobinat presenten una
esquematització diferent.
Freqüència de ressonància
La freqüència de ressonància fo la pastilla electromagnètica es un factor de vital importància
per determinar el so que permetrà reproduir el circuit amplificat. Les freqüències al voltant
del pic de ressonància de freqüència seran ressaltades respecte les altres freqüències, i els
tons per sobre de la freqüències de ressonància seran progressivament reduïts, com
s’observa en la Il·lustració 65: Gràfica de freqüència de ressonància.
Il·lustració 65: Gràfica de freqüència de ressonància
La freqüència de tall fg es el valor de freqüència a partir del qual la resposta està per sota
d’una sortida de -3dB. Per valors superiors de freqüència de tall fg, la resposta es redueix a
12dB/dècada.

Pàg. 80 Annex
La freqüència de ressonància de la major part de les pastilles roman entre els valors de 2 i 5
Hz. Entre aquest rang de valors, es on els humans presenten major sensitivitat auditiva.
Amb una valoració subjectiva aproximada, pot establir-se que freqüències de ressonància
properes a 2 Hz presenten una sonoritat càlida, properes a 3 Hz presenten una sonoritat
brillant, properes a 4 Hz una sonoritat tallant i penetrant i properes a 5 Hz una sonoritat fràgil
i dèbil. La freqüència de ressonància, i en conseqüència el so obtingut, depèn directament
de l’amplitud del pic (usualment entre 1 i 4 dB), la inductància (usualment entre 1 i 20 H) i la
capacitància present al circuit , que és la suma entre la capacitància de la pastilla (usualment
entre 80 i 200 pF) i la capacitància introduïda pel cable (usualment entre 300 i 1000 pF).
Corrent de Foucault
El corrent de Foucault es un fenomen elèctric que es produeix quan un conductor travessa
un camp magnètic variable, o viceversa. El moviment relatiu causa una circulació
d’electrons, o corrent induïda, dins del conductor. Aquestes corrents aplicades causes
electroimants amb camps magnètics que s’oposen a l’efecte del camp magnètic aplicat. A
major intensitat del camp magnètic aplicat, major seran les corrent de Foucault i els camps
magnètics oposats generats, essent aquestes conseqüències no òptimes pel que a la
l’eficiència.
Respecte a la corba de freqüències definida anteriorment, els corrents de Foucault la
modifiquen incrementant el pendent de la corba a partir de la freqüència de tall fg, reduint el
pic de fo i produint una reducció de la corba de freqüències en freqüències inferiors a la
freqüència de ressonància fo, com s’observa en la Il·lustració 66: Influència dels corrents de
Foucault sobre la corba de freqüències.
Il·lustració 66: Influència dels corrents de Foucault sobre la corba de freqüències

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 81
Modelització bàsica dels corrents de Foucault
- Model corrents de Focualt 1: Circuit amb divisió de bobinat i font de tensió
Per tal d’intentar modelitzar els corrents de Foucault al circuit de manera senzilla es poden
introduir resistències entre els terminals en paral·lel amb el bobinat de la pastilla, però
aquest mètode únicament permet reduir el pic de freqüències. El pendent de la corba de les
freqüències superiors a fg pot arribar a ser de 18dB/dècada Per tal d’intentar modelitzar els
altres dos efectes i presentar una modelització més propera a la realitat, és millor dividir la
bobina en dues bobines en sèries i connectar al punt de divisió una resistència, essent
aquest punt de divisió un element virtual introduït per modelitzar més precisament l’efecte
dels corrents de Foucault, com s’observa en la Il·lustració 67: Modelització circuit model 1
(1).
Il·lustració 67: Modelització circuit model 1 (1)
De manera que si es reordena el circuit electrònic que esquematitza la pastilla
electromagnètica, el resultat és el mostrat en la Il·lustració 68: Modelització circuit model 1
(2):
Il·lustració 68: Modelització circuit model 1 (2)

Pàg. 82 Annex
Modelització complexa dels corrents de Foucault
- Model corrents de Focualt 2: Circuit amb bobines acoblades i font de tensió
El model anterior no s’ajusta amb escreix a la realitat degut al punt virtual afegit i a altres
aspectes, de manera que s’ha intentat definir un model més fidel a la realitat, amb
l’inconvenient que s’augmenta considerablement la complexitat.
Una possible alternativa seria representar els corrents de Foucault mitjançant un model de
bobines acoblades mútuament. La bobina de la pastilla amb una inductància determinada
està acoblada a l’inductor de les corrents de Foucault, amb una constant d’acoblament k, a
la que s’afegeix una resistència determinada per acabar de modelitzar l’efecte de les
corrents de Foucault, com es mostra en la Il·lustració 69: Modelització del circuit model 2.
Il·lustració 69: Modelització del circuit model 2
- Model corrents de Focualt 3: Circuit amb bobines acoblades i font de tensió
(subcircuits) 1
Addicionalment, s’ha considerat oportú variar el concepte de la pastilles electromagnètica
actuant com a font de tensió. S’ha considerat una opció més propera a la realitat la
consideració de representar com un element excitador extern l’origen de la variació del camp
electromagnètic, mitjançant un model de bobines acoblades, de manera que com a element
excitador s’hi troba un circuit amb font de tensió, resistència i bobina acoblada, que influeix
directament sobre el circuit electrònic de la guitarra, que a la vegada també es veu afectat
pel circuit modulat dels corrents de Foucault. Cal remarcar que la introducció de bobines
acoblades requereix la inserció d’un paràmetre k, essent en aquest cas, l’acoblament entre

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 83
tres bobines, com es mostra en la Il·lustració 70: Modelització del circuit model 3.
Il·lustració 70: Modelització del circuit model 3
- Model corrents de Focualt 4: Circuit amb bobines acoblades i font de tensió
(subcircuits) 2
Alternativament a la possible aproximació del model anterior a la realitat, pot tractar de
modular-se la font de corrent del circuit excitador com una font de corrent, enlloc de com una
font de tensió, i suprimint la resistència del circuit excitador, de manera que s’exclueix
completament qualsevol canvi en la corrent de la bobina de l’excitador que pugui ocórrer per
acoblament invers, com es mostra en la Il·lustració 71: Modelització del circuit model 4.
Il·lustració 71: Modelització del circuit model 4
- Model corrents de Focualt 5: Circuit amb bobines acoblades i font de tensió
(subcircuits) 3
S’introdueix un condensador connectat en paral·lel en el circuit excitador, que presenta una
resistència i una bobina acoblada al circuit electrònic de la guitarra elèctrica, que a l’hora
roman acoblat amb el circuit dels corrents de Foucault. L’origen del corrent el genera una

Pàg. 84 Annex
font de corrent, com es mostra en la Il·lustració 72: Modelització del circuit 5:
Il·lustració 72: Modelització del circuit 5
- Model 6: Circuit amb bobines acoblades i font de tensió
En modificar l'excitador per utilitzar una font de corrent Gstr controlada per voltatge, es pot
fer que el controlador de la bobina generadora de flux a l'emulador de cadena o excitador
sigui rigorosament robust contra qualsevol acció posterior. Dit d'una altra manera, el flux
induït per cadena que es genera és independent de l'estat dinàmic de la bobina de recollida,
que és com hauria de ser perquè la vibració de la corda és mecànica i no (amb una
aproximació molt bona) influenciada per la bobina, com es mostra en la Il·lustració 73:
Modelització del circuit 6 (1)i Il·lustració 74: Modelització del circuit 6 (2):

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 85
Il·lustració 73: Modelització del circuit 6 (1)
Il·lustració 74: Modelització del circuit 6 (2)
1.3.10. Circuits electrònics implementats
En aquest apartat s’han recollit diversos circuits electrònics del fabricant Seymour Duncan,
on es veuen aplicats els conceptes anomenats anteriorment:
1.4. Cordes
Les cordes de la guitarra elèctrica representen un element molt determinant pel que fa a la
tipografia i qualitat sonora obtinguda i a la comoditat al tocar. El model físic que les
representa és el d’ones estacionaries en cordes fixades per dos extrems.
Les ones estacionaries son ones en les que determinats punts, anomenats nòduls, romanen
immòbils, mentre els altres punts presenten moviment. Una ona estacionaria es forma
mitjançant la interferència de dos ones de la mateixa naturalesa amb igual amplitud, longitud

Pàg. 86 Annex
d’ona (o freqüència) que avancen en sentit contrari a través d’un medi determinat.
Una ona estacionaria [18] pot considerar-se com la interferència de dos moviments
ondulatoris harmònics de la mateixa amplitud i longitud d’ona, essent una incident que es
propaga d’esquerra a dreta. Es denominen nòduls tots els punts que presenten una amplitud
mínima 2A·sen(kx)=0, tal que kx=n amb n=1, 2, 3, .... o be, x= /2, , 3 /2, ... La distància
entre dos nòduls sempre és de /2.
La separació entre les cordes ve definida per l’ample de celleta. Cal remarcar que degut a
que la separació no és igual en la posició de celleta i en la posició del pont (els dos punts de
fixació de les cordes), les cordes no són exactament paral·leles a l’eix longitudinal de
simetria del diapasó. Per informació addicional, consultar l’apartat…
El material que les conforma ha d’esser metàl·lic, per tal de poder modificar el camp
magnètic creat per les pastilles durant la seva vibració. Existeixen dos criteris per tal de
classificar les cordes:
Criteri de material: el material es determinant pel que fa al so i a la durabilitat de les cordes.
D’entre els possibles materials, els més comuns usats en el mercat són el següents,
especificats en la Taula 19: Materials de les cordes de guitarra elèctrica:
Taula 19: Materials de les cordes de guitarra elèctrica
Níquel ofereixen un volum de sortida no excessivament alt i un to càlid,
associat a les guitarres vintage. El seu tacte acostuma a ser més
rugós que provoca que siguin lleugerament més difícils de tocar
que altres cordes d’altres materials, especialment a l’hora de
col·locar acords o realitzar determinats registres tècnics.
Aliatges Acer i Níquel presenten un volum de sortida més elevat que les cordes de
níquel degut a la introducció d’acer en l’aliatge. Aquest fet
afegeix addicionalment un matís brillant al so, que sumat a la
calidesa proveïda pel níquel, ofereix un so molt equilibrat. És la
combinació de materials més usada en el mercat de cordes de
guitarra elèctrica
Aliatges Acer i Cobalt presenten un volum de sortida major que les cordes de níquel i
les aliatges d’acer i níquel degut a la major responsabilitat del
cobalt a la interacció magnètica. El to obtingut és brillant, definit i
articulat. Les cordes d’aliatges d’acer i cobalt vibren més que les

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 87
cordes d’altres aliatges degut a la pròpia naturalesa del material.
Aliatges d’acer, níquel,
cobalt i mobildeni
Presenten una major durabilitat i un to més profund i ric en
resposta de freqüències, especialment en les baixes. Aporten
més estabilitat en l’afinació i una reducció del trencaments.
Altres Existeixen cordes revestides d’or i recobertes d’un material
plàstic o de titani per guitarristes al·lèrgics al níquel, però
aquestes són poc habituals.
Criteri de recobriment: existeixen cordes sense recobriment addicional, és a dir, que estan
construïdes únicament a partir dels materials anomenats anteriorment. D’altra banda,
existeixen cordes recobertes d’una capa d’un material polímer per tant d’incrementar el
temps de vida de la corda i protegir-la de la corrosió. El suor expulsat per les mans del
guitarrista, la polsa i els canvis atmosfèrics malmeten la corda reduint el seu temps de vida i
perjudicant el to del so obtingut. Nogensmenys, el recobriment polimèric de la corda
comporta una lleugera modificació del to, motiu pel qual nombrosos guitarristes les rebutjant
(es tracta d’una valoració subjectiva, i s’ha de valorar si val la pena incrementar la durabilitat
malgrat comprometre lleugerament el to).
Criteri de calibre: el calibre de la corda fa referència a la mesura de la seva secció, és a dir,
el gruix de la corda. Com a norma general, contra més gran és el calibre, més càlida és la
resposta tonal, més elevat el volum de sortida, i resulta més difícil de tocar. D’altra banda,
contra més petit és el calibre, la reposat tonal accentua la seva brillantor i és perd volum de
sortida, el so presenta menys cos i resulta més fàcil tocar les cordes. La facilitat a l’hora de
tocar depèn directament del calibre de les cordes, degut a que una variació en aquest
modifica la tensió de les cordes. Si mantenim el mateix tipus d’afinació per cadascuna de les
cordes de la guitarra elèctrica, un calibre gran de les cordes comportarà una major tensió en
les cordes, que no pas si s’usa un calibre petit de les cordes, que comportarà una menor
tensió per tal de mantenir la mateixa nota musical. Els fabricant especifiquen el calibre de les
cordes especificant en polzades, el diàmetre de la corda (tenint en compte el bobinat que
envolta la secció de la corda) en particular, ja que cal destacar que cada corda presenta
diàmetres diferents, essent les cordes 1, 2 i 3 generalment d’un aliatge amb revestiment o
sense, i les cordes 4, 5 i 6 essent de la mateixa aliatge que les cordes 1, 2, 3, però
presentant una revestiment addicional. Usualment s’estratifica els paquets de cordes segons
el valor del diàmetre de la corda 1, tot i que s’especifica també els altres diàmetres. En
general poden trobar-se valors que oscil·len al voltant dels següents calibres, especificats a
la Taula 20: Calibres d’un dels fabricants de cordes:

Pàg. 88 Annex
Taula 20: Calibres d’un dels fabricants de cordes
Calibres Corda 1 Corda 2 Corda 3 Corda 4 Corda 5 Corda 6
0.008 0.008 0.011 0.014 0.022 0.030 0.038
0.009 0.009 0.011 0.016 0.024 0.032 0.042
0.010 0.010 0.013 0.017 0.026 0.036 0.046
0.011 0.011 0.014 0.018 0.028 0.038 0.048
0.012 0.012 0.016 0.024 0.032 0.044 0.056
Cal destacar que aquests calibres s’han obtingut d’un fabricant en concret [32], i que els
calibres de les cordes 2, 3, 4, 5 i 6 varien en funció de cada fabricant, oscil·lant lleugerament
al voltant dels valors definits anteriorment.
La força de tensió a la que estan sotmeses les cordes depèn directament de l’afinació de la
guitarra (ja que depèn de les freqüències), de la longitud d’escala i de la densitat lineal de la
corda, i pot expressar-se com es mostra en la Equació 2: Tensió de les cordes:
, Equació 2: Tensió de les cordes
essent m/L la densitat lineal de la corda
El fabricant de cordes Addario publica els valors de densitat lineal dels diversos models de
cordes del seu catàleg, en les unitats americanes lb/in. És per aquest motiu que s’ha
introduït directament a la següent fórmula la constant de conversió 4,45 per tal d’aportar els
valors de la força de tensió de la corda amb Newtons.
Per tal de determinar la freqüència de les notes musicals cal conèixer l’afinació de la
guitarra. En afinació estàndard, en la que les cordes 1, 2, 3, 4, 5, 6 son Mi, Si, Sol, Re, La,
Mi, les freqüències son les següents especificades en la Il·lustració 75: Freqüencies de les
notes en les primeres posicions, en la primera columna:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 89
Il·lustració 75: Freqüencies de les notes en les primeres posicions
Per tal de determinar la densitat lineal de la corda seria imprecís obtenir-la a partir de la
densitat del material del qual està composta ja que es desconeix en aquest projecte l’exacta
composició i construcció. És per aquest motiu que l’alternativa és la d’obtenir directament del
fabricant el valor de densitat lineal de la corda. Els fabricants faciliten les dimensions dels
diàmetres de cadascuna de les cordes ja que són un dels motius de diferenciació del
producte, però el fabricant Addario publica també els valors de densitat lineal de les cordes.
En la següent taula es mostren algunes afinacions i la tensió de les cordes. L’afinació usada
per defecte és l’afinació estàndard, però sovint s’usen altres afinacions per tal d’aconseguir
sons de difícil reproducció amb l’afinació estàndard, com les apreciades en la Taula 21:
Taula d’afinació i tensió de les cordes:
Taula 21: Taula d’afinació i tensió de les cordes
Afinació Cordes Calibre uw (lb/in) nota Freqüència d'afinació
Tensió de la corda
Afinació Estàndard
Corda 1 0,009 0,00001794 Mi4 329,6 58,39009005
Calibre 0,009 Corda 2 0,011 0,0000268 Si3 246,9 48,95318206
Corda 3 0,016 0,00005671 Sol3 196 65,25819171
Corda 4 0,024 0,00010857 Re3 146,8 70,11366687
Corda 5 0,032 0,00019347 La2 110 70,12328412
Corda 6 0,042 0,00032279 Mi2 82,41 65,66639059
Afinació Estàndard Corda 1 0,01 0,00002215 Mi4 329,6 72,09255823
Calibre 0,010 Corda 2 0,013 0,00003744 Si3 246,9 68,38832598
Corda 3 0,017 0,00006402 Sol3 196 73,67006583
Corda 4 0,026 0,00014975 Re3 146,8 96,70739259
Corda 5 0,036 0,00023964 La2 110 86,85762033
Corda 6 0,046 0,00038216 Mi2 82,41 77,74425425
Afinació estàndard -1 Semito
Corda 1 0,01 0,00002215 Mib4 311,1 64,22746098

Pàg. 90 Annex
Calibre 0,010 Corda 2 0,013 0,00003744 Sib3 233,1 60,9269032
Corda 3 0,017 0,00006402 Gb3 185 65,63301758
Corda 4 0,026 0,00014975 Db3 138,6 86,15765421
Corda 5 0,036 0,00023964 Lab2 103,8 77,38704514
Corda 6 0,046 0,00038216 Mib2 77,78 69,25391847
Afinació estàndard -1 to
Corda 1 0,01 0,00002215 Re4 293,7 57,21719522
Calibre 0,010 Corda 2 0,013 0,00003744 La3 220 54,28057595
Corda 3 0,017 0,00006402 Fa3 174,6 58,46785213
Corda 4 0,026 0,00014975 Do3 130,8 76,75593525
Corda 5 0,036 0,00023964 Sol2 98 68,94054427
Corda 6 0,046 0,00038216 Re2 73,42 61,707398
Afinació Re dismuniut
Corda 1 0,01 0,00002215 Mi4 329,6 72,09255823
Calibre 0,010 Corda 2 0,013 0,00003744 Si3 246,9 68,38832598
Corda 3 0,017 0,00006402 Sol3 196 73,67006583
Corda 4 0,026 0,00014975 Re3 146,8 96,70739259
Corda 5 0,036 0,00023964 La2 110 86,85762033
Corda 6 0,046 0,00038216 Re2 73,42 61,707398
Afinació Re oberta Corda 1 0,01 0,00002215 Re4 293,7 57,21719522
Calibre 0,010 Corda 2 0,013 0,00003744 La3 220 54,28057595
Corda 3 0,017 0,00006402 Solb3 185 65,63301758
Corda 4 0,026 0,00014975 Re3 146,8 96,70739259
Corda 5 0,036 0,00023964 La2 110 86,85762033
Corda 6 0,046 0,00038216 Re2 73,42 61,707398
Afinació Sol oberta Corda 1 0,01 0,00002215 Re4 293,7 57,21719522
Calibre 0,010 Corda 2 0,013 0,00003744 Si3 246,9 68,38832598
Corda 3 0,017 0,00006402 Sol3 196 73,67006583
Corda 4 0,026 0,00014975 Re3 146,8 96,70739259
Corda 5 0,036 0,00023964 Sol2 98 68,94054427
Corda 6 0,046 0,00038216 Re2 73,42 61,707398
Si es grafiquen els resultats plotejant en l’eix vertical la tensió de la corda pertinents, i en l’eix
horitzontal les cordes (ordenades de corda 6 a corda 1), s’observa el gràfic Il·lustració 76:
Tensió de les cordes en afinació estàndard:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 91
Il·lustració 76: Tensió de les cordes en afinació estàndard
Si es manté una mateixa afinació, els calibres més lleugers ofereixen menor tensió de les
cordes. Nogensmenys. això es veu repercutit en el to de la corda de manera negativa i en la
fàcil fragilitat d’aquestes, però ofereix més comoditat. Cal remarcar que la disminució de
tensió no és igual per cada corda ja que la disminució de calibratge no sempre és
proporcional per totes les cordes, com s’aprecia en la Il·lustració 77: Tensió de les cordes en
altres afinacions (1):
Il·lustració 77: Tensió de les cordes en altres afinacions (1)
Si es manté el mateix calibre i es disminueixen semitons respecte a l’afinació de les cordes,
es disminueix de manera proporcional la tensió en cadascuna de les cordes. En aquest cas

Pàg. 92 Annex
s’ha analitzat l’afinació estàndard i s’han disminuït un semitò i un to. Cal remarcar que el fet
que la corda 3 presenti usualment la tensió més elevada de totes les cordes comporta una
major facilitat d’aquesta corda de desafinar-se.
Il·lustració 78: Tensió de les cordes en altres afinacions (2)
En el gràfic Il·lustració 78: Tensió de les cordes en altres afinacions (2) es mostren les
tensions de les cordes relatives a afinacions alternatives.
Criteri de bobinat de revestiment: el bobinat que s’usa com a revestiment de la secció de
filferro longitudinal de la coda pot presentar secció rodona, secció plana o secció de mitja
rodona, com s’observa en la Il·lustració 79: Tipologia de bobinats de les cordes. El bobinat
de secció rodona és el més usat i comporta una superfície de corda amb textura i un so
brillant. D’altra banda, el bobinat de secció plana comporta major dificultat a l’hora de tocar
degut al pla de la superfície i un so extremadament càlid i fosc. El bobinat de secció de mitja
rodona roman entre el bobinat de secció rodona i el de secció plana pel que fa a calidesa o
brillantor del so, però comporta una major incomoditat d’execució.
Il·lustració 79: Tipologia de bobinats de les cordes

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 93
Criteri de forma: existeixen principalment dos tipus segons la secció del filferro on s’envolta
el bobinat de revestiment de la corda: secció de forma hexagonal i secció de forma rodona.
Les cordes de secció hexagonal presenten un so més brillant i amb més volum, però
presenten major rugositat, com s’observa en la Il·lustració 80: Tipologia de forma de les
cordes. D’altra banda les cordes de secció rodona presenten un so més càlid i major sustain
de les notes. És precís remarcar que les diferències entre elles son gairebé imperceptibles.
Il·lustració 80: Tipologia de forma de les cordes
Alçada de les cordes
En general, una alçada de les cordes, que s’observa en la Il·lustració 81: Alçada de les
cordes, òptima roman entre els 2mm i els 2,5mm, essent aquesta mesura la distància
entre el trast i la corda referent al trast 12 (és l’estàndard que s’usa, perquè l’alçada es
variable al llarg de la escala de la guitarra). L’alçada de la corda és regula directament
amb el disseny de la celleta del màstil (que en general és fixe, no presenta graus de
llibertat) i amb les celletes del pont, que permeten augmentar i disminuir l’alçada en el
punt de fixació de la corda. Una alçada relativament petita de les cordes facilita la
comoditat d’execució però pot induir al trasteig, mentre que una alçada relativament
elevada de les cordes dificulta la comoditat d’execució però incrementa la sostenibilitat
de les notes i afegeix ressonància addicional.
Il·lustració 81: Alçada de les cordes

Pàg. 94 Annex
1.5. Tipus de guitarres elèctriques
A continuació s’analitzen els principals diversos tipus de guitarres elèctriques que es
comercialitzen al mercat [35]. S’anomenen paràmetres d’importància anomenats
anteriorment. Cal destacar que existeixen moltes modificacions possibles al models de
guitarra elèctrica anomenats, i sovint els propis fabricants introdueixen petites variacions
respecte el producte original per tal de cobrir les necessitats del client. En aquest apartat es
mostren les característiques distintives, pròpies de cada tipus, present a la Taula 22:
Tipologia de guitarres elèctriques més comunes. L’estratificació és segons el tipus de
guitarra, tot i que s’han anomenat determinats tipus segons la marca, degut a les grans
particularitats del fabricant.
Taula 22: Tipologia de guitarres elèctriques més comunes
TELECASTER
Data i empresa original Fender, 1951
Principals fabricants Fender, G&L, Squire
Breu descripció Guitarra elèctrica de cos massís de disseny senzill dissenyada per Leo Fender, amb un so “twang”
molt característic molt valorat per guitarristes rítmics.
Electrònica Conté usualment 2 pastilles singles coil i potenciòmetres de volum i to de valor de 250k, amb selector
3-way. La pastilla ubicada en la posició màstil roman inclinada per tal de suavitzar la brillantor de les
freqüències greus.
Composició (fustes) Màstil d’auró, cos de freixe o vern
Radi de diapasó Originalment 7,25”. Posteriorment es va introduir els radi de 9,5”
Estils musicals Country, Country rock, soft rock, Rock clàssic
Unió cos-màstil Unió cargolada Pont Ashtray
Escala 25.5” (647,7mm) Clavillers 6 per banda
Trasts 21 o 22 Cap Recte
STRATOCASTER
Data i empresa orignal Fender, 1954
Principals fabricants Fender, PRS, Squire
Breu descripció Guitarra elèctrica de cos massís de disseny estilitzat dissenyada per Leo Fender, amb un registre de
sons molt versàtils i cristal·lins degut al nombre de pastilles que conté i a la seva tipologia.
Electrònica Conté 3 pastilles singles coil i potenciòmetres de volum i to de valor de 250k, amb selector 5-way. La
pastilla ubicada en la posició màstil roman inclinada per tal de suavitzar la brillantor de les freqüències
greus. La pastilla de la posició central i la pastilla en la posició del màstil esta fora de fase.
Composició (fustes) Màstil d’auró, cos de freixe o vern
Radi de diapasó Radi de curvatura de 9,5”
Estils musicals Rock, Pop, Soul, Blues, R&B, Folk, Reagge, Funk
Unió cos-màstil Unió cargolada Pont Tremolo
Escala 25.5” (647,7mm) Clavillers 6 per banda
Trasts 21 o 22 Cap Recte
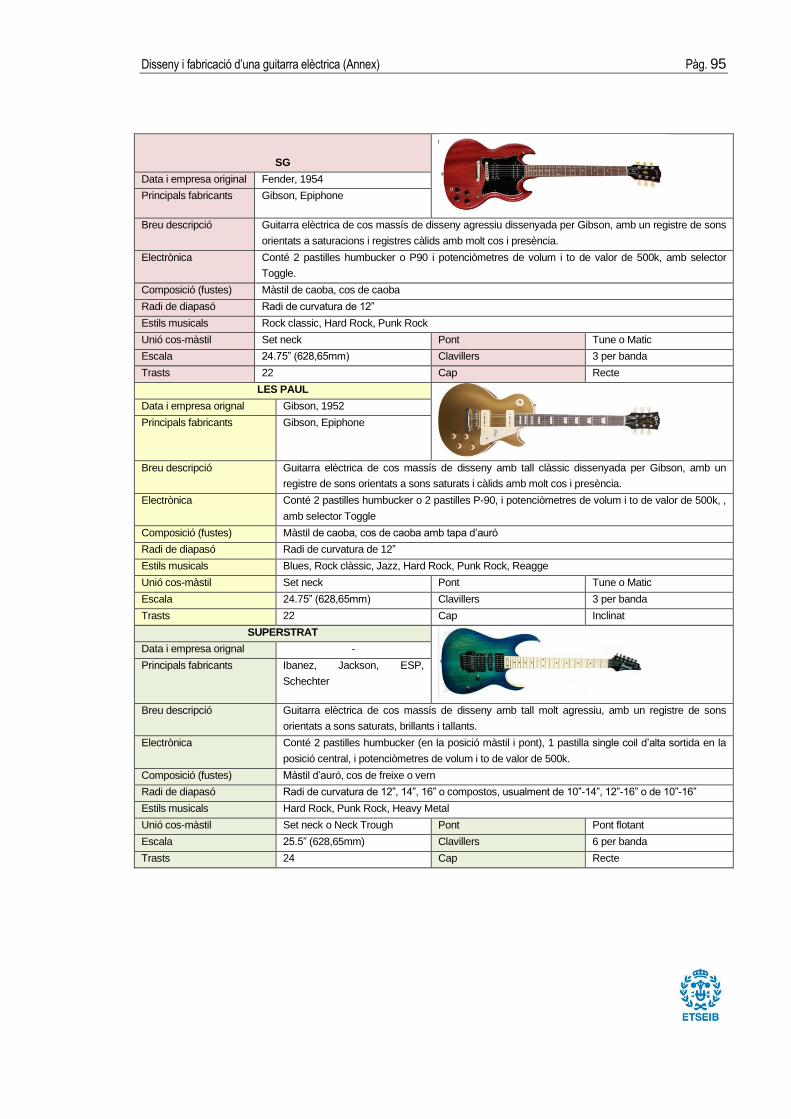
Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 95
SG
Data i empresa original Fender, 1954
Principals fabricants Gibson, Epiphone
Breu descripció Guitarra elèctrica de cos massís de disseny agressiu dissenyada per Gibson, amb un registre de sons
orientats a saturacions i registres càlids amb molt cos i presència.
Electrònica Conté 2 pastilles humbucker o P90 i potenciòmetres de volum i to de valor de 500k, amb selector
Toggle.
Composició (fustes) Màstil de caoba, cos de caoba
Radi de diapasó Radi de curvatura de 12”
Estils musicals Rock classic, Hard Rock, Punk Rock
Unió cos-màstil Set neck Pont Tune o Matic
Escala 24.75” (628,65mm) Clavillers 3 per banda
Trasts 22 Cap Recte
LES PAUL
Data i empresa orignal Gibson, 1952
Principals fabricants Gibson, Epiphone
Breu descripció Guitarra elèctrica de cos massís de disseny amb tall clàssic dissenyada per Gibson, amb un
registre de sons orientats a sons saturats i càlids amb molt cos i presència.
Electrònica Conté 2 pastilles humbucker o 2 pastilles P-90, i potenciòmetres de volum i to de valor de 500k, ,
amb selector Toggle
Composició (fustes) Màstil de caoba, cos de caoba amb tapa d’auró
Radi de diapasó Radi de curvatura de 12”
Estils musicals Blues, Rock clàssic, Jazz, Hard Rock, Punk Rock, Reagge
Unió cos-màstil Set neck Pont Tune o Matic
Escala 24.75” (628,65mm) Clavillers 3 per banda
Trasts 22 Cap Inclinat
SUPERSTRAT
Data i empresa orignal -
Principals fabricants Ibanez, Jackson, ESP,
Schechter
Breu descripció Guitarra elèctrica de cos massís de disseny amb tall molt agressiu, amb un registre de sons
orientats a sons saturats, brillants i tallants.
Electrònica Conté 2 pastilles humbucker (en la posició màstil i pont), 1 pastilla single coil d’alta sortida en la
posició central, i potenciòmetres de volum i to de valor de 500k.
Composició (fustes) Màstil d’auró, cos de freixe o vern
Radi de diapasó Radi de curvatura de 12”, 14”, 16” o compostos, usualment de 10”-14”, 12”-16” o de 10”-16”
Estils musicals Hard Rock, Punk Rock, Heavy Metal
Unió cos-màstil Set neck o Neck Trough Pont Pont flotant
Escala 25.5” (628,65mm) Clavillers 6 per banda
Trasts 24 Cap Recte

Pàg. 96 Annex
PRS
Data i empresa original PRS, 1985
Principals fabricants PRS
Breu descripció Guitarra elèctrica de cos massís o semi-buit de disseny amb tall agressiu dissenyada per Paul
Reed Smith. Existeixen models de Stratocaster, SG i Les Paul (i ofereixen la modalitat sòlida o
semi-buida d’aquests). L’essència d’aquestes guitarres es l’aplicació de noves tecnologies per tal
d’optimitzar i millorar els dissenys de guitarres elèctriques
Electrònica Presenten característiques pròpies dels models que repliquen.
Composició (fustes) Màstil de caoba, cos de caoba amb tapa d’auró
Radi de diapasó Radi de curvatura de 12”, 14” o radi compost
Estils musicals Blues, Rock clàssic, Hard Rock, Punk Rock
Unió cos-màstil Set neck Pont Tremolo o Tune o Matic
Escala 25” (635mm) Clavillers 3 per banda
Trasts 22 o 24 Cap Inclinat
SEMI HOLLOW BODY I HOLLOW BODY
Data i empresa original -
Principals fabricants Gibson, Epiphone, Gretsch
Breu descripció Guitarra elèctrica de cos buit o semi-buit de disseny modern, amb un registre de sons orientats a
registres càlids i poc saturats.
Electrònica Conté 2 pastilles Humbucker i potenciòmetres de volum i to de valor de 500k, , amb selector
Toggle. La pastilla ubicada en la posició màstil roman inclinada per tal de suavitzar la brillantor de
les freqüències greus.
Composició (fustes) Màstil de caoba, cos de caoba
Radi de diapasó Radi de curvatura de 12”
Estils musicals Jazz, Blues, Soft Rock
Unió cos-màstil Set neck Pont Tune o Matic
Escala 24.75” (628,65mm) Clavillers 3 per banda
Trasts 22 Cap Inclinat
GUITARRES JAZZ
Data i empresa orignal -
Principals fabricants Gibson, Ibanez, Gretsch, Guild
Breu descripció Guitarra elèctrica de cos buit de disseny clàssic, amb un registre de sons orientats a registres
extremadament càlids i amb poca saturació, especialment interessant pel gènere jazz.
Electrònica Conté 2 pastilles humbucker, o single coilso P-90 i potenciòmetres de volum i to de valor de 250k
o de 500k.
Composició (fustes) Màstil de caoba, cos de caoba buit amb tapa d’auró
Radi de diapasó Radi de curvatura de 7.25”, 12”
Estils musicals Jazz, Blues
Unió cos-màstil Set neck Pont Tremolo
Escala 24.75” (628,65mm) Clavillers 3 per banda
Trasts 20 Cap Inclinat

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 97
JAGUAR, MUSTANG I DUOSONIC
Data i empresa orignal Fender, 1962
Principals fabricants Fender, Squier
Breu descripció Guitarres elèctriques de cos massís de disseny modern, amb un registre de sons orientats al
gènere indie rock, surf rock, funk i rock alternatiu
Elèctronica Conté 1 pastilles humbucker al pont, i 1 single coil (modificada) al màstil, o bé dues single coils en
aquestes dues posicions, potenciòmetres de volum i to de valor de 250k o de 500k. Els models
Jaguar presenten un circuit electrònic relativament complex amb múltiples selectors que ofereixen
moltes possibilitats de sons.
Composició (fustes) Màstil d’auró, cos de freixe o vern
Radi de diapasó Radi de curvatura de 9.5”
Estils musicals Indie Rock, Rock alternatiu, Funk, Surf Rock
Unió cos-màstil Bolt on Pont Tremolo (Jaguar,
Jazzmaster)
Escala 24” (610mm) Clavillers 6 per banda
Trasts 22 Cap Recte
JAZZMASTER
Data i empresa original Fender, 1958
Principals fabricants Fender, Squier
Breu descripció Guitarres elèctriques de cos massís de disseny modern, amb un registre de sons orientats al
gènere indie rock, surf rock, funk i rock alternatiu
Electrònica Conté 2 pastilles single coil modificades, amb prestacions sonores properes a les d’una pastilla P-
90, potenciòmetres de volum i to de valor de 250k o de 500k.
Composició (fustes) Màstil d’auró, cos de freixe o vern
Radi de diapasó Radi de curvatura de 9.5”
Estils musicals Indie Rock, Rock alternatiu, Funk, Surf Rock
Unió cos-màstil Bolt on Pont Tremolo (Jaguar,
Jazzmaster)
Escala 25.5” (647,7mm) Clavillers 6 per banda
Trasts 22 Cap Recte
FIREBIRD, FLYING V I EXPLORER
Data i empresa original Gibson, 1958-1963
Principals fabricants Gibson, Epiphone
Breu descripció Guitarres elèctriques de cos massís de disseny modern, futurista i agressiu.
Electrònica Conté 2 humbucker o humbucker modificades (pastilles firebird, o bé mini humbuckers) amb
potenciòmetres de 500k, , amb selector Toggle.
Composició (fustes) Màstil de caoba, cos de caoba
Radi de diapasó Radi de curvatura de 12”
Estils musicals Rock classic, Heavy Rock, Punk Rock,
Unió cos-màstil Neck thorough, Set neck Pont Tune o Matic
Escala 24.75” (647,7mm) Clavillers 3 per banda, 6 per banda
Trasts 22 Cap Inclinat, Recte

Pàg. 98 Annex
DANELECTRO
Data i empresa orignal Gibson, 1947-1969
Principals fabricants Danelectro
Breu descripció Guitarres elèctriques de cos buit de disseny modern i futurista
Electrònica Conté 2 single coil modificades i 2 controls de volum i to, amb potenciòmetres de valor 250k.
Composició (fustes) Màstil d’auró, cos d’àlam
Radi de diapasó Radi de curvatura de 14”
Estils musicals Soft Rock, Surf Rock, Funk, Jazz, Blues
Unió cos-màstil Bolt on Pont Wraparround
Escala 25” (635mm) Clavillers 3 per banda
Trasts 21 Cap Recte
RICKENBACKER
Data i empresa original Gibson, 1950-1964
Principals fabricants Rickenbacker
Breu descripció Guitarres elèctriques de cos semi-hollow de grans dimensions, de disseny amb aspecte antic.
Electrònica Conté 2 single coils d’alt guany (tot i que en alguns models presenta 3 pastilles) i 2 controls de
volum i to, amb potenciòmetres de valor 500k per al to i de 250k per al volum.
Composició (fustes) Màstil d’auró, cos d’auró
Radi de diapasó Radi de curvatura de 12”
Estils musicals Rock clàssic, Blues, Jazz, Soft Rock
Unió cos-màstil Neck thorough, Set neck Pont Anclat al cos
Escala 24.75” (628,65mm) Clavillers 3 per banda
Trasts 24 Cap Inclinat
LINE6 VARIAX
Data i empresa original Variax, 2010
Principals fabricants Variax
Breu descripció Guitarres elèctriques de cos massís que repliquen diversos models pel que fa a forma i
composició, que permet l’assoliment de sons molt diversos que intenten replicar sons
característics associats a determinats tipus de guitarres.
Electrònica Circuit electrònic no convencional
Composició (fustes) Depèn del model
Radi de diapasó Depèn del model
Estils musicals Adaptabilitat a tots els estils
Unió cos-màstil Depèn del model Pont Depèn del model
Escala Depèn del model Clavillers Depèn del model
Trasts Depèn del model Cap Depèn del model
Mesures especificades en mm i polzades

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 99
2. Selecció de materials
Aquest apartat es centra en l’anàlisi del procés de selecció de material relatiu als
components de fusta de la guitarra elèctrica, que és on aquest producte presenta més
variabilitat pel que fa al material. No s’han especificat amb detall els materials usats pels
altres components, ja que aquests son estàndar dins del mercat i amb molt poques variants
normalment utilitzades, i només han estat esmentat aquells components en el que s’ha
hagut d’escollir entre un material o un altre. Les cordes, en particular, no han estat
considerades degut a que es tracta d’un component de duracio temporal curta, que
requereix el constant recanvi, i és opssible canviar de tipus de cordes amb facilitat. A l’annex
es troben més detalls, si s’accedeix al punt referent a cada component.
El procés de selecció de material en aquest projecte s’ha dut a terme de manera qualitativa
ja que no s’ha pogut realitzar un procés d’experimentació prèvi degut a la manca de mitjans.
De tota manera, s’ha especificat un possible procés experimental vàlid sempre i quan es
disposin dels mitjans necessàris.
Cos, Tapa, Diapasó, Mànec i cap
A continuació, a la Taula 23: Anàlisi qualitatiu de fustes, es detallen els diversos tipus de
fusta usats dins de la indústria de les guitarres elèctriques [33] [34]. S’ha elaborat una barra
de nivell en que un dels extrems correspon a la calidesa (referencia amb una C en la barra
de nivell), i l’altre a la brillantor (referenciat amb una B en la barra de nivell), conceptes
sonors antagònics, per tal de visualitzar en un anàlisi qualitatiu senzill els diversos tipus de
fustes segons aquestes dues qualitats sonores, En cap cas, dins d’aquest projecte, s’ha
visualitzat l’oportunitat de construir la guitarra elèctrica mitjançant un altre material diferent
de la fusta:
Taula 23: Anàlisi qualitatiu de fustes
Fusta Anàlisi qualitatiu Aplicacions
usuals
Vern (Alnus rubra)
El vern s'utilitza àmpliament per als cossos a
causa del seu pes més lleuger
(aproximadament quatre lliures per a un cos
Strat®) i el seu so complet. El seu gra tancat fa
Tapa, cos

Pàg. 100 Annex
que aquesta fusta sigui fàcil d’acabar. El color
natural de del vern és un marró clar amb
poques o nul·les línies de gra. Es veu bé amb
un raig de sol o un acabat de color sòlid. A
causa de les seves excel·lents característiques i
el seu preu més baix, el vern és la fusta més
popular i creix al nostre voltant aquí, a l’estat de
Washington. El to és conegut per ser el més
equilibrat amb dosis iguals de mínimes, mitjanes
i màximes. El vern ha estat el pilar principal dels
cossos Fender durant molts anys i el seu to
característic ha format part d'algunes de les
peces més duradores de la música
contemporània actual.
*Vern torrefactat
El vern torrefactat és un vern que ha estat
tractat tèrmicament per eliminar la humitat i
altres impureses. Com a resultat, la fusta es
torna una mica més lleugera i estable. Aquest
procés també el transforma del seu color marró
clar clar a un marró intens. Quan s’acaba en
clar, la fusta s’enfosqueix encara més i es torna
molt fosca. Els cossos de vern rostit conserven
el to ben equilibrat per al qual és apreciat l’alder.
Tapa, cos
Freixe (Fraxinus)
El freixe és una fusta molt dura, pesada i densa.
Un cos Strat® pesa normalment 5 lliures. La
seva densitat contribueix a un to brillant i a una
llarga durada que el fa molt popular. El seu color
és cremós, però també acostuma a tenir
duramen amb tons rosats a marrons. Els porus
del gra estan oberts i es necessita molt d’acabat
per omplir-los.
Tapa, cos
*Freixe de pantà
Tapa, cos

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 101
El freixe de pantà és una fusta preciosa per
molts motius. És una fusta bastant lleugera que
la fa fàcilment distingible de la cendra dura. Un
cos Strat® normalment pesa menys de 5 lliures.
Molts dels parabolts dels anys 50 eren de
cendra de pantà. El gra és obert i el color és
cremós. Aquesta fusta és una opció molt
agradable per a acabats clars. El freixe de panta
és la nostra segona fusta més popular. És una
fusta molt musical que ofereix un equilibri molt
agradable de lluentor i calidesa amb molt de
"pop".
*Freixe de pantà
torrefactat
El freixe de pantà torrefactat és ha estat tractad
tèrmicament per eliminar la humitat i altres
impureses. Com a resultat, la fusta es torna una
mica més lleugera i més rígida. Aquest procés
també el transforma del seu color cremós
normal a un caramel profund, i els patrons de
gra atrevit es fan encara més accentuats i
foscos. Quan s’acaba en clar, la fusta
s’enfosqueix encara més i es torna molt marró.
Els cossos de cendra de pantà rostits conserven
el to lleugerament espectre i complet de
l'espectre que és apreciat per Swamp Ash.
Tapa, cos
Tell (Tilia)
Es tracta d’una fusta de pes més lleuger que
normalment produeix cossos Strat® de menys
de 4 lliures. El color és blanc, però sovint
presenta desagradables ratlles minerals de color
verd. Es tracta d’una fusta de gra tancat, però
que pot absorbir molt d’acabat. Aquesta no és
una bona fusta per a acabats clars, ja que hi ha
poca figura. És força suau i no suporta bé els
abusos. En sentit sonor, el tassó té un to
Cos

Pàg. 102 Annex
agradable, càlid i càlid amb bones mitjanes. Un
to de fusta preferit per a les trituradores als anys
80, ja que el seu so definit retalla una mescla
perfecta.
Bubinga (Guibourtia
demeusei)
Fusta rígida molt forta que s’utilitza
principalment per a colls baixos i en
laminacions. Utilitzat per Rickenbacker per a
diapasons i Warwick per a carrosseries. Com a
coll de greus, proporciona un rang mitjà brillant i
un fons gruixut i ben definit. Els cossos fets de
Bubinga seran molt pesats, però es mantindran
molt perllongadament les notes musicals.
Tapa, cos,
mànec i cap,
diapasó
Acàcia Koa (Acacia
koa)
Aquesta fusta molt bonica prové exclusivament
de Hawaii i el subministrament és molt limitat. El
seu pes varia de mitjà a pesat i és un to
excel·lent per a cossos de baixos. Koa té un so
càlid similar a la caoba, però amb una mica més
de brillantor. Igual que la noguera, aquesta fusta
es pot greixar, però en general tindrà el millor
aspecte clar. El koa de vegades està disponible
en figura de flama.
Tapa, cos,
mànec i cap
Acacia siluetejada
Tractament superficial per accentuar les fibres
de la fusta en la superficie
Tapa
Korina fosca
(Terminalia superba)
Tapa, cos

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 103
El seu veritable nom és Limba, d'Àfrica. La
Korina Negra sol ser una fusta de pes mitjà,
però de vegades obtenim peces lleugeres.
Presenta un color oliva molt maco amb ratlles
negres. Korina té una sensació de cera natural.
Els acabats amb oli funcionen bé en aquesta
fusta. El to és molt similar a la caoba amb
mitjanes afegides. Una excel·lent opció tonal per
a cossos de cambra buida.
Korina clara
(Terminala superba)
El seu veritable nom és Limba, d'Àfrica. La
Korina blanca és una fusta de pes mitjà o pesat,
la Korina té una sensació de cera natural. El to
és molt similar a la caoba amb mitjanes
afegides. Una excel·lent opció tonal per a
cossos de cambra buida. Amb una brillantor
Vintage Tint Gloss, s’assembla a la famosa
Korina Flying Vs de finals dels anys 50.
Tapa, cos,
mànec i cap
Cardwellia (Cardwellia
sublimis)
Lacewood s’importa d’Austràlia. És una fusta de
pes mitjà. El disseny del gra va des de taques
molt petites fins a taques molt grans que creen
la seva aparença rèptil. Lacewood té el millor
aspecte en forma de tapa laminada combinada,
però també està disponible per a cossos sòlids.
El to és similar a Alder, però el seu aspecte és
molt exòtic, amb una escama de peix com la
brillantor sota un acabat brillant. Aquesta fusta
necessita un acabat tipus spray per oposició a
un acabat amb oli.
Tapa, cos,
mànec i cap
Caoba (Khaya
ivorensis)
Utilitzem caoba africana en la producció
corporal. És una fusta de pes mitjà a pesat amb
Tapa, cos,
mànec i cap

Pàg. 104 Annex
un cos Strat® de mitjana de 5 lliures. o més. La
caoba és una fusta de gra fi amb grans
propietats musicals. El to és càlid i ple amb un
bon manteniment. La fusta de tons preferits de
la marca Gibson®; associada a algunes de les
músiques rock més famoses del nostre temps.
El gra és fàcil d’omplir. Es veu bé amb acabat
vermell clar o transparent.
Makore (Tieghmella
heckcelii)
Una fusta tropical tropical de la costa oest
d’Àfrica amb un color molt similar a la família de
la caoba, tot i que té un acabat superficial més fi
i brillant. Donades les variacions normals de
color i textura que es troben a la família de la
caoba, la majoria de la gent no pot distingir
fàcilment una espècie de l’altra. Makore pot tenir
un grau de càlcul que millora el seu aspecte. Pel
que fa al pes, aquesta fusta és força similar a la
caoba hondureña i la caoba africana (Khaya)
amb una gravetat específica de 0,62 i un pes
aproximat de 39 lliures per peu cúbic (la caoba
hondurana és de 0,54 - 0,64 de pes específic i
34 - 40 lliures per peu cúbic , Caoba africana
0,54 - 0,59 pes específic i 34-36 lliures per peu
cúbic). Per a les guitarres, això és pesat en
comparació amb el freixe de pantpa i, per
aquest motiu, aquestes tres fustes són molt més
populars quan s’utilitzen com a cos amb forats.
La tonalitat serà extremadament similar a la
caoba, amb les diferències principals provinents
dels diferents pesos / densitats de l'espècie
Tapa, cos
Auró (Acer
saccharum)
L'auró dur és una fusta molt dura, pesada i
densa. Aquesta és la mateixa fusta que fem
servir al coll. El gra és tancat i molt fàcil
Tapa, cos,
mànec i cap,
diapasó

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 105
d’acabar. El to és molt brillant, amb llarga
durada i molta mossegada. Aquesta fusta no es
pot tenyir. Es veu molt bé amb acabats de
colors clars o transparents.
Auró (Acer
macrophyllum)
L’auró tou sol ser molt més lleuger que l’arce
dur, però presenta el mateix color blanc. Té un
to brillant amb bona mossegada i atac, però no
és trencadís com poden ser els boscos més
durs. La nostra flama (esquena de violí) i els
cossos encoixinats són arce occidental. Aquest
tipus d’auró funciona molt bé amb acabats de
tint.
Tapa, cos,
mànec i cap,
diapasó
Ull d’ocell
Tractament superficial per accentuar les fibres
de la fusta en la superficie
Tapa, cos,
mànec i cap,
diapasó
Anidat
Tractament superficial per accentuar les fibres
de la fusta en la superficie
Tapa, cos,
mànec i cap,
diapasó
Esquitxat Tractament superficial per accentuar les fibres Tapa, cos,

Pàg. 106 Annex
de la fusta en la superficie mànec i cap,
diapasó
Flamejat
Tractament superficial per accentuar les fibres
de la fusta en la superficie
Tapa, cos,
mànec i cap,
diapasó
Coixinat
Tractament superficial per accentuar les fibres
de la fusta en la superficie
Tapa, cos,
mànec i cap,
diapasó
Padouk africà
(Pterocarpus soyauxii)
Color taronja viu viu que s’oxida a un marró
càlid amb l’ús. Aquesta fusta amb una sensació
de cera té una textura de gra obert similar a la
de pal de rosa i un to similar a l’auró, amb un
medi i un atac excel·lents. Es tracta d’una fusta
de pes pesat a mitjà que té un aspecte fantàstic
amb un acabat a l’oli o amb una brillantor clara.
Tapa, cos,
mànec i cap,
diapasó
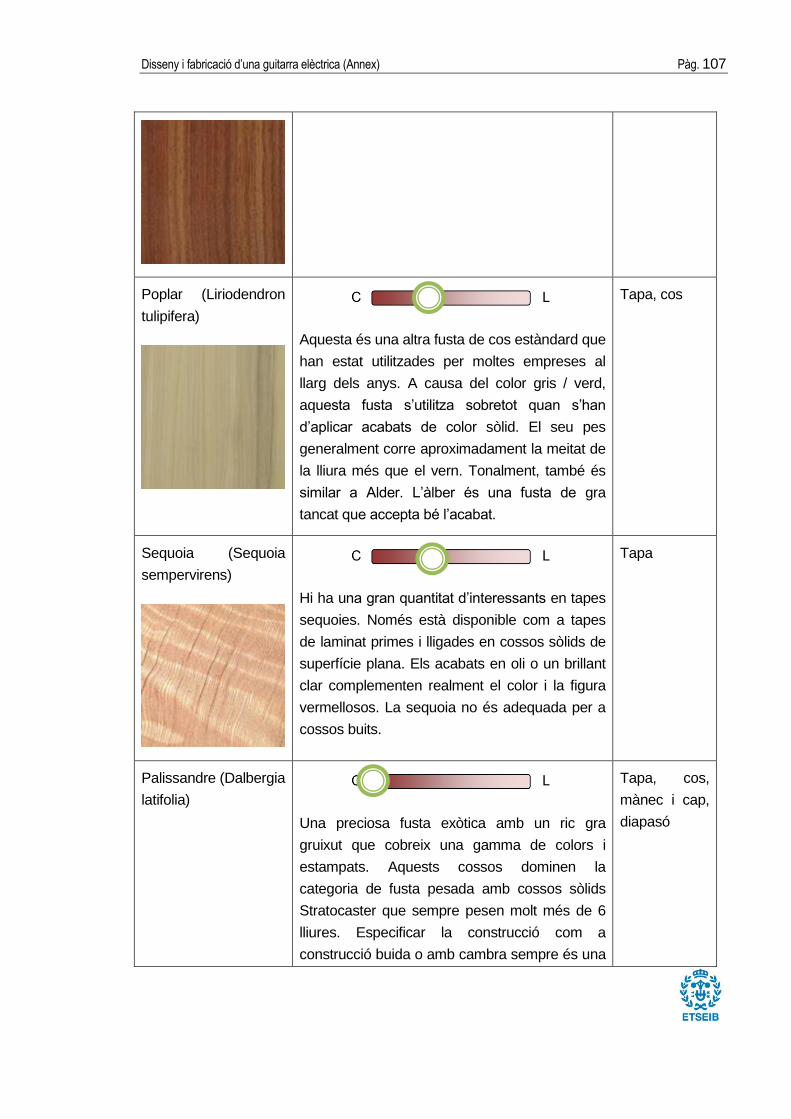
Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 107
Poplar (Liriodendron
tulipifera)
Aquesta és una altra fusta de cos estàndard que
han estat utilitzades per moltes empreses al
llarg dels anys. A causa del color gris / verd,
aquesta fusta s’utilitza sobretot quan s’han
d’aplicar acabats de color sòlid. El seu pes
generalment corre aproximadament la meitat de
la lliura més que el vern. Tonalment, també és
similar a Alder. L’àlber és una fusta de gra
tancat que accepta bé l’acabat.
Tapa, cos
Sequoia (Sequoia
sempervirens)
Hi ha una gran quantitat d’interessants en tapes
sequoies. Només està disponible com a tapes
de laminat primes i lligades en cossos sòlids de
superfície plana. Els acabats en oli o un brillant
clar complementen realment el color i la figura
vermellosos. La sequoia no és adequada per a
cossos buits.
Tapa
Palissandre (Dalbergia
latifolia)
Una preciosa fusta exòtica amb un ric gra
gruixut que cobreix una gamma de colors i
estampats. Aquests cossos dominen la
categoria de fusta pesada amb cossos sòlids
Stratocaster que sempre pesen molt més de 6
lliures. Especificar la construcció com a
construcció buida o amb cambra sempre és una
Tapa, cos,
mànec i cap,
diapasó
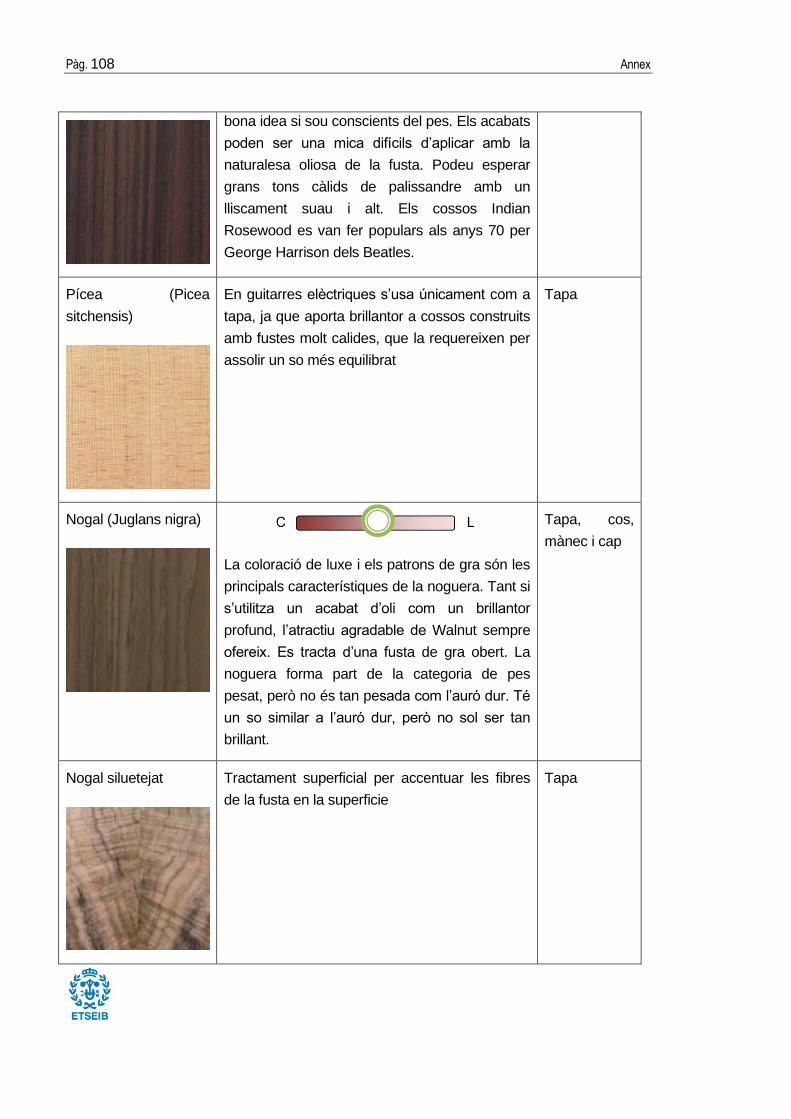
Pàg. 108 Annex
bona idea si sou conscients del pes. Els acabats
poden ser una mica difícils d’aplicar amb la
naturalesa oliosa de la fusta. Podeu esperar
grans tons càlids de palissandre amb un
lliscament suau i alt. Els cossos Indian
Rosewood es van fer populars als anys 70 per
George Harrison dels Beatles.
Pícea (Picea
sitchensis)
En guitarres elèctriques s’usa únicament com a
tapa, ja que aporta brillantor a cossos construits
amb fustes molt calides, que la requereixen per
assolir un so més equilibrat
Tapa
Nogal (Juglans nigra)
La coloració de luxe i els patrons de gra són les
principals característiques de la noguera. Tant si
s’utilitza un acabat d’oli com un brillantor
profund, l’atractiu agradable de Walnut sempre
ofereix. Es tracta d’una fusta de gra obert. La
noguera forma part de la categoria de pes
pesat, però no és tan pesada com l’auró dur. Té
un so similar a l’auró dur, però no sol ser tan
brillant.
Tapa, cos,
mànec i cap
Nogal siluetejat
Tractament superficial per accentuar les fibres
de la fusta en la superficie
Tapa

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 109
Wenge (Millettia
laurentii)
El wenge presenta ratlles negres i marró
xocolata. Normalment es produeix gra de quarts
de gra per obtenir un gra dret, similar al de fusta
de cebra oberta, però negre. Aquest cos es
troba en la categoria de pes pesat, de manera
que considerar-lo com una estructura buida o
amb cambra és beneficiós si sou conscient del
pes. Tanmateix, el seu pes ofereix molta
sostenibilitat. Els acabats amb oli són més
populars a Wenge, però també podeu deixar-los
sense acabar. El to és equilibrat amb una gran
presència i atac mig. Es tracta d’una fusta
popular per als constructors de baixos boutique i
la seva reputació tonal és impressionant.
Tapa, cos,
mànec i cap,
diapasó
Zebrano (Microberlinia
brazzavillensis)
Aquesta fusta de gra obert és molt pesada, de
manera que s’utilitza principalment com a tapa
de laminat combinada. Quan s’utilitza com a
cos, el seu to és similar a l’auró.
Tapa, Cos
Afromosia (Pericopsis
elata)
El nom curt és Afra: presenta gairebé la mateixa
densitat de l’auró dur amb un so molt similar. De
gra fi mitjà. De tant en tant trobem part
d’aquesta fusta en quartersawn i l’oferim en
forma de coll. Aquesta és una manera fantàstica
d’obtenir un aspecte més fosc al coll sense
acabar de fer-ho per vosaltres.
Mànec i cap
Bocote (cordia
Mànec i cap i

Pàg. 110 Annex
elaeagnoiders)
Sovint anomenat palissandre mexicà, els grans
patrons de gra són la marca d'aquesta fusta
densa i llisa. El gra és molt ajustat, de manera
que la sensació és extremadament ràpida i
luxosa. A causa de la densa naturalesa de
Bocote, podeu esperar un gran manteniment i
un bon atac. Juntament amb la figura
generalment salvatge de ratlles marrons clars i
foscos, els tons groc clar i verd clar no són
infreqüents i s’afegeixen a la singularitat
d’aquest fi exòtic. Disponibilitat limitada.
diapasó
Eban brasiler
(Swartzia stipulifera
Harms)
També conegut com Gombeira, Wamara o
Coracao de negro. Tot i que no és un veritable
éboni, les propietats de l’ebó brasiler són
similars. És pesat, suau i fosc, amb una
sensació ràpida i una gran sostenibilitat. El to és
brillant. El color del duramen pot variar del groc
al marró oliva, fins al ric marró xocolata i, de
vegades, a una tonalitat violaci, i normalment
s’enfosqueix fins a un color marró / negre intens
amb l’edat i l’exposició a l’aire i la llum. L’albura
presenta una marcada demarcació i té un color
blanc / groc cremós. Tot i que no es tracta d’una
fusta en perill d’extinció, no és una fusta
d’exportació habitual i poques vegades es veu
aquí a l’hemisferi nord.
Mànec i cap i
diapasó
Canary (Centrolobium
ochroxylon)
Més adequadament anomenat Arariba. El que
hem tingut d’aquesta fusta és principalment d’un
color groc amb un vermell intens. Canary té una
densitat comparable a l'auró amb un to que té
una brillantor similar a l'auró també. Podeu
aplicar un acabat o reproduir-lo en brut!
Mànec i cap,
diapasó

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 111
Cocobolo (Dalbergia
retusa)
Una veritable espècie de pal de rosa i magnífica
per contemplar. Malauradament, aquesta fusta
extremadament greixosa és difícil d’enganxar.
Pitjor encara, la pols és molt irritant i tòxica.
Disponibilitat limitada.
Màstil i cap,
cos i diapasó
Èban
L'èban té una sensació suau i ràpida, un to
brillant i un manteniment fantàstic. La seva
duresa inherent l’ha convertit durant segles en
una opció preferida per a les diapasons. És
especialment adequat per als colls sense
trastes. El color negre pur més sovint associat a
aquesta espècie s’ha tornat extremadament rar.
L'èban actual és generalment negre amb ratlles
de color marró clar o gris, o taques minerals
fosques, bonic per si mateix, i encara molt
apreciat pels fabricants d'instruments a tot el
món.
Mànec i cap,
diapasó
Èban Macassar
(Diospyros macassar)
Difícilment es poden perdre les distintives ratlles
de color marró xocolata de l’ebans de
Macassar. Una fusta preciosa per a aquells que
desitgen la sensació i el to de banús, però un
Mànec i cap,
diapasó

Pàg. 112 Annex
aspecte més emocionant. Molta sostenibilitat,
atac i estabilitat d'aquesta fusta densa i la
sensació és molt suau al tacte. S'utilitza
principalment per a diapasons, però de vegades
també està disponible per a colls sòlids. No cal
realitzar acabats
Goncalo Alves
(Astronium fraxini
folium)
Textura llisa molt densa amb una sensació de
cera i ràpida. El color és marró amb ratlles de
xocolata més fosques (usades per Smith &
Wesson per a les pistoles). Amb un to articulat,
net i càlid, Goncalo rep bones opinions pel seu
to generalment equilibrat i el seu aspecte
fantàstic. S'utilitza principalment com a fusta de
coll, es combina perfectament amb els
diapasons de Pau Ferro o Eban.
Mànec i cap,
diapasó,
tapes
Imbuia (Phoebe
Porosa)
De vegades es coneix com a noguera brasilera:
similar en densitat i to a la noguera. Varia de
color groc-oliva a marró xocolata i, de vegades,
presenta figures interessants. Té una olor
especiada i perfumada quan es talla. No
requereix un acabat; se sent suau i ràpid al
tacte. Disponibilitat limitada
Mànec i cap,
tapa
Fusta de rei
(Dalbergia cearensis)
Afectuosament anomenat "el bosc dels reis" i
per una bona raó. Des d’Amèrica del Sud,
aquesta fusta és molt dura i densa, amb una
textura fina i suau. Sònicament podeu esperar
una gran articulació, una resposta ràpida i un
sosting ampli. Sovint el gra és molt calculat i
varia de maneres sorprenents. Realment una
Diapasó

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 113
excel·lent opció de fusta de diapasó i una de les
preferides pels clients.
Pau Ferro
(Machaerium villosum)
Una excel·lent fusta densa i dura amb una
estructura de porus molt estreta. Això significa
que és ràpid, suau i extremadament resistent.
Una opció excel·lent per als diapasons sense
trasts. No només és resistent al desgast, sinó
que sovint la figura de la fusta crida l'atenció
amb variacions de color, des d'un marró clar fins
a un cafè fosc. El to és més brillant que el
palissandre, però més càlid que l’ebony, amb
molta articulació i atac. No cal realitzar acabat
(Peltogyne pubesens)
El color de la marca, de color porpra, crida
l’atenció i guanya popularitat. Una fusta densa i
molt dura per a un sosteniment excel·lent i
similar a Bubinga en el seu fons gruixut i ben
definit. Es veu molt bé combinat amb cossos
amb acabats morats.
Mànec i cap,
diapaso, tapa
Ziricote (Cordia
dodecandra)
Aquesta fusta de gris fosc a marró a negre és
semblant a l’èban en pes i densitat. Algunes
peces tenen magnífics patrons de ratlles i
teranyines. La sensació és mantega llisa i llisa.
La densitat es tradueix en un gran sosting amb
un to mitjà agradable. Disponibilitat limitada i
una mica cara.
Mànec i cap,
diapaso, tapa

Pàg. 114 Annex
Les propietats sonores varien dràsticament entre espècies, pes i densitat. Nogensmenys, si
es parla en termes generals, les fustes més denses estan associades a una major
sostenibilitat de les notes i presenten un so articulat i brillant, mentre que les fustes menys
denses estan associades a una major definició però menys contundència en el so.
En les següents taules (Taula 24: Anàlisi qualitatiu de possibles materials (celleta)Taula 25:
Anàlisi qualitatiu de possibles materials (trasts)Taula 26: Anàlisi qualitatiu de possibles
materials (incrustacions)Taula 27: Anàlisi qualitatiu de possibles materials (clavillers)Taula
28: Anàlisi qualitatiu de possibles materials (arbres de fixació)Taula 29: Anàlisi qualitatiu de
possibles materials (ànima)Taula 30: Anàlisi qualitatiu de possibles materials
(pickguard)Taula 31: Anàlisi qualitatiu de possibles materials (pont)Taula 32: Anàlisi
qualitatiu de possibles materials (gàbia de Faraday)) s’especifia les diferents alternatives que
oferieixen els principals fabricants pel que fa al material dels components.
Celleta
Taula 24: Anàlisi qualitatiu de possibles materials (celleta)
Materials Propietats
Os L'os combina el volum i una resposta de freqüència uniforme,
amb robustesa i fiabilitat per afinar, permetent que les cordes
llisquin com en el grafit. A més, es desgasta molt lentament,
cosa que pot passar amb les celletes de plàstic de manera
relativament ràpida.
Ivori Presenta un to semblant al que s’obté amb l’os però
lleugerament més brillant, amb l’inconvenient que aquest és
de cost elevat.
Plàstic Es poden utilitzar diferents materials plàstics, inclosos Corian i
Micarta, per elaborar nous de guitarra. No obstant això, el

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 115
plàstic no és tan atractiu perquè ofereix unes propietats
sonores pobres, a un preu accessible. Són mediocres i solen
desgastar-se fàcilment
Llautó Aquest és el material més proper a la composició del mateix
trast, de manera que no pot garantir cap diferència entre el so
de la corda oberta i el de la nota tocada als trasts. A més a
més, és pràcticament indestructible, però difícil de fabricar.
Acer Al mercat també hi ha femelles d’acer, equipades amb
coixinets o petits suports cilíndrics on descansen les cordes.
L'acer és un material excel·lent si no es busca un so
particularment vintage i es requereix una mica més de
brillantor.
Grafit L’ús del grafit està recomanat si es vol fer un ús seriós del
tremolo. El so és equilibrat i el grafit és un bon compromís
entre timbre i rendiment.
TUSQ/Graphtech És el material sintètic que més s’assembla a l’os en so. Està
format per polímers premsats a temperatures molt elevades
que s’acosten a la densitat i al so de l’os.
Éban L'èban també es pot utilitzar com a material per a la
construcció de nous en una guitarra. Presenta una rica
resposta tonal. L’inconvenient principal d’aquest material és
que contrasta excessivament les notes tocades a corda
oberta (sense prémer cap trast) i quan es prem un trast.
Trasts
Taula 25: Anàlisi qualitatiu de possibles materials (trasts)
Materials Propietats
Aleació d’acer 18% Niquel Aleació estàndard dins del mercat de trasts per guitarres
elèctriques. La major part dels trasts presenten aleacions molt
semblants a l’anomenada.
Incrustacions

Pàg. 116 Annex
Taula 26: Anàlisi qualitatiu de possibles materials (incrustacions)
Materials Propietats
Àcar Material usual d’incrustacions. Elevat cost accesible degut a la
poca quantitat de material requerit.
Clavillers
Taula 27: Anàlisi qualitatiu de possibles materials (clavillers)
Materials Propietats
Aleacio acer Níquel Crom Aleació usual dins del mercat de clavillers per guitarres
elèctriques. Especificacions més detallades no especificades
pel fabricant.
Altres sistemes de fixació (Arbres de fixació)
Taula 28: Anàlisi qualitatiu de possibles materials (arbres de fixació)
Materials Propietats
Aleació metal·lica
indefinida
Aleació metàl·lica usualment no especificada pels fabricants.
Ànima
Taula 29: Anàlisi qualitatiu de possibles materials (ànima)
Materials Propietats
Acer d’aleació indefinida Marterial estàndard dins del mercat d’ànimes. És l’escollit per
defecte.
Pickguard
Taula 30: Anàlisi qualitatiu de possibles materials (pickguard)
Materials Propietats
Tortoloide El tortoloide és un material que utilitza resines i tints vessats

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 117
per reproduir el color i la profunditat tridimensional de l’antiga
closca de tortuga Hawksbill. És molt comú en la fabricació de
pickguards i de pues.
Pont
Taula 31: Anàlisi qualitatiu de possibles materials (pont)
Materials Propietats
Alumini d’aleació indefinida Material òptim per tal de resistir les tensions a les que esta
sotmesa la peça i garantir una correcta fixació al bloc cos.
Acer inoxidable d’aleació
indefinida
Aleació usual en la construcció de ponts per a guitarres
elèctriques. Material òptim per tal de resistir les tensions a les
que esta sotmesa la peça i garantir una correcta fixació al bloc
cos.
Gàbia de Faraday
Taula 32: Anàlisi qualitatiu de possibles materials (gàbia de Faraday)
Materials Propietats
Làmina de conductor
(coure)
S’usa un material conductor per tal de recobrir les cavitats on
s’allotja el circuit electrònic. Una alternativa més econònimca
és l’alumini, però aquest presenta pitjors propietats
conductives i s’eliminen en menor grau les interferències.


Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 119
3. Processos de fabricació
3.1. Procés de fresat de fusta
Per tal de dissenyar el procés de fabricació del prototip de guitarra elèctrica és necessari
conèixer el procés de fresat de components de fusta, ja que aquest difereix amb el fresat
d’altres materials. En aquest capítol s’especifica la informació necessària referent al procés
de fresat de fusta per tal de fabricar el prototip mitjançant maquinària automatitzada amb
control numèric per tal de construir aquest a través d’un procés industrialitzat, reduït al
màxim les operacions artesanes i enfocant la fabricació a la producció en sèrie del producte.
3.1.1. Fresat de fusta
El procés de fresat consisteix en el tall de material mitjançant una eina rotativa que pot tenir
un o diversos perfils de tall. El tall de material es realitza combinant el gir de l’eina mitjançant
un desplaçament, ja sigui de la pròpia eina o de la peça que s’està fresant.
Les fresadores poden classificar-se en diverses formes: segons la configuració de les seves
parts mòbils, segons el nombre d’eixos, segons l’orientació del capçal principal on es fixa
l’eina de tall, entre d’altres. En aquest treball únicament es fa referència a fresadores
orientades al tall de fusta.
➢ Operacions de fresat
A continuació es descriuen breument les possibles operacions de fresat a realitzar.
➢ Planejat
Es tracta de mecanitzar en les peces superfícies planes per a múltiples aplicacions:
superfícies de suport, juntes estanques, superfícies de guies de lliscament, etc. Es pot
realitzar amb fresat frontal o cilíndric. Si el pla és molt ample, serà necessari donar diverses
passades, que hauran de solapar lleugerament per evitar discontinuïtats.
➢ Contornejat
El contornejat es semblant a un planejat perifèric. Es tracta de mecanitzar una esquadra o
angle recte, de manera que un dels plans s'obté amb la part frontal de la fresa i l'altre amb la
part perifèrica.
➢ Caixejat

Pág. 120 Annex
El caixejat consisteix a realitzar un buidatge en una superfície d'una peça, segons un
contorn definit. En el cas de ranures rectangulars, s'obtenen tres plans en una passada. Es
pot realitzar amb maduixes de disc o amb maduixes cilíndriques de mànec.
➢ Fresat d’escaires
Es tracta de mecanitzar una esquadra o angle recte, de manera que un dels plans s'obté
amb la part frontal de la maduixa i l'altre amb la part perifèrica.
➢ Tall
Una de les operacions inicials de mecanització que cal realitzar consisteix moltes vegades
en tallar les peces a la longitud determinada partint de barres i perfils comercials d'una
longitud més gran. Per al tall industrial de peces s'utilitzen indistintament serres de cinta o
fresadores equipades amb maduixes cilíndriques de tall. El significatiu de les freses de tall
és que poden ser d'acer ràpid o de metall dur. Es caracteritzen per ser molt primes (de
l'ordre de 3 mm encara que pot variar), tenir un diàmetre gran i un dentat molt fi.
➢ Ranurat recte
Per al fresat de ranures rectes s'utilitzen generalment maduixes cilíndriques amb l'amplada
de la ranura i sovint, per augmentar la producció, es munten diverses maduixes en l'eix
portafreses permetent augmentar la productivitat de mecanitzat. A el muntatge de diverses
maduixes cilíndriques se li denomina tren de freses o freses compostes. Les maduixes
cilíndriques es caracteritzen per tenir tres arestes de tall: la frontal i les dues laterals. En la
majoria d'aplicacions s'utilitzen freses d'acer ràpid ja que les de metall dur són molt cares i
per tant solament s'empren en produccions molt gran.
➢ Ranurat de forma
S’utilitzen freses de la forma adequada per realitzar la ranura en qüestió.
➢ Ranurat de xavetes
S'utilitzen freses cilíndriques amb mànec, conegudes en l'argot com ballarines, que poden
tallar tant en direcció perpendicular al seu eix com paral·lela a aquest.
➢ Copiat
Per al fresat en copiat s'utilitzen freses amb el perfil de plaqueta rodó a fi de poder realitzar
operacions de mecanitzat en orografies i perfils de cares canviants. Hi ha dos tipus de freses
de copiar: les de perfil de mitja bola i les de cant rodó o tòriques.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 121
➢ Fresat de cavitats
En aquest tipus d'operacions s'aconsella realitzar un trepant previ i a partir d'aquest i amb
freses adequades abordar el mecanitzat de la cavitat tenint en compte que els radis de la
cavitat han de ser a l'almenys un 15% superior a el radi de la fresa.
➢ Tornejat-fresat
Aquest tipus de mecanitzat utilitza la interpolació circular en fresadores de control numèric i
serveix tant per al tornejat de forats de precisió com per al tornejat exterior. El procés
combina la rotació de la peça i de l'eina de fresar sent possible aconseguir una superfície
cilíndrica. Aquesta superfície pot ser concèntrica respecte a la línia central de rotació de la
peça, o pot ser excèntrica si es desplaça el fresat cap amunt o cap avall. Amb el
desplaçament axial és possible aconseguir la longitud requerida.
➢ Fresat de rosques
El fresat de rosques requereix una fresadora capaç de realitzar interpolació helicoidal
simultània en dos graus de llibertat: la rotació de la peça respecte a l'eix de l'hèlix de la rosca
i la translació de la peça en la direcció d'aquest eix. El perfil dels talls de tall de la fresa han
de ser adequats a el tipus de rosca que es mecanitzi.
➢ Fresat frontal
Consisteix en el fresat que es realitza amb maduixes helicoidals cilíndriques que ataquen
frontalment l'operació de fresat. En les fresadores de control numèric s'utilitzen cada vegada
més freses de metall dur totalment integrals que permeten treballar a velocitats molt altes.
➢ Fresat d’engranatges
El fresat d'engranatges amb prou feines es realitza ja en fresadores universals mitjançant el
plat divisor, sinó que es fan en màquines especials anomenades fresadores d'engranatges i
amb l'ús de freses especials de la lliçó de dent adequat.
➢ Trepatge i mandrinat
Aquestes operacions es realitzen habitualment en les fresadores de control numèric dotades
d'un magatzem d'eines i utilitzant les eines adequades per a cada cas.
Per informació complementària de l’operació de trepatge, consultar el capítol Procés de
trepatge
Pág. 122 Annex
El mandrinat és una operació de mecanitzat que es realitza en forats de peces ja realitzats
per obtenir més precisió dimensional, major precisió geomètrica o una menor rugositat
superficial, podent-se utilitzar per a forats cilíndrics com cònics, i per a fer rosques interiors.
➢ Mortatjat
Consisteix en mecanitzar xavetes en els forats, per a això s'utilitzen brotxadores o bé un
accessori especial que s'acobla al capçal de les fresadores universals i transforma el
moviment de rotació en un moviment vertical alternatiu.
➢ Fresat en rampa
És un tipus de fresat habitual en el mecanitzat de motlles que es realitza amb fresadores
copiadores o amb fresadores de control numèric. Es permet programar el moviment en
forma de rampa.
➢ Tipus de fresadores
A continuació es descriuen els diversos tipus de fresadores [26] usats usualment en el
procés de fresat de components de fusta.
➢ Fresadores de superfície
Encara que s’anomenin de superfície, aquestes fresadores serveixen per a més tasques que
el fresat de superfícies: també poden suavitzar i arrodonir cantells, tallar perfils, practicar
rebaixos, fer ranures, etc. Són màquines relativament pesades i potents que estan
dissenyades per utilitzar-se amb les dues mans.
N'hi ha de dos tipus: d'immersió (amb columnes i ressorts) o de base fixa. Les primeres són
les més comunes.
➢ Fresadores d’immersió
La fresadora d'immersió, que s’observa en la Il·lustració 82: Fresadora d’immersió, és
probablement la més versàtil de totes. És la que s'utilitza en bricolatge tot i que també n'hi ha
per a ús professional. El seu funcionament és similar al d'un
trepant de columna. Aquest router per fusta disposa de dues columnes, que fan de guia, i un
o més ressorts (molls) que empenyen el cos de la fresadora cap amunt.
Quan està en repòs la fresadora es troba a l'extrem de les guies metàl·liques. Per començar
el tall l'usuari empeny la màquina cap avall des dels seus empunyadures laterals. És llavors

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 123
quan la fresadora descendeix i comença a tallar la fusta. Un mecanisme de fixació permet
bloquejar la màquina en l'altura desitjada.
Il·lustració 82: Fresadora d’immersió
➢ Fresadores de base fixa
Un altre tipus de fresadora de fusta per fresar superfícies és la de base fixa, que s’observa
en la Il·lustració 83 : Fresadora de base fixa. Es diferencia respecte de la d'immersió perquè
no té ni molls ni guies. És a dir, aquesta màquina no és capaç d'aprofundir en la fusta des de
la seva posició de repòs. En conseqüència, aquesta fresadora per a fusta ha de començar a
fresar des de les vores, el que pot suposar un desavantatge en alguns casos.
A la fresadora de base fixa, l'alçada ha de ser fixada abans de començar a treballar i una
vegada que està establerta ja no es pot modificar. En canvi, la fresadora de base fixa té un
avantatge: els seus mànecs estan situats més a prop de la base del que permet un major
control i estabilitat al fresar. Se sol utilitzar per a ús professional en la indústria de la fusteria i
ebenisteria.
Il·lustració 83 : Fresadora de base fixa
➢ Fresadora mixta (base fixa i d’immersió)
Aquest tipus de fresadora, que s’observa en la Il·lustració 84 : Fresadora mixta, consta d’un
cos principal, és a dir, el que presenta el motor acoblat, i dues bases intercanviables. Amb
això es reuneix la funcionalitat de les dues fresadores en un únic producte.

Pág. 124 Annex
Il·lustració 84 : Fresadora mixta
➢ Fresadores d’escaires
Les fresadores d’escaires, que s’observa en la Il·lustració 85 : Fresadora d’escaires, com el
seu nom indica, no estan dissenyades per al fresat de superfícies sinó el d’escaires de
taulers i llistons. El seu disseny de el cos està optimitzat per a reduir el seu pes i que resultin
molt manejables. De fet, en molts casos es poden utilitzar amb una sola mà. Com les
anteriors, són fresadores molt versàtils que poden utilitzar una gran varietat de freses i
accessoris per fer diferents tasques.
Il·lustració 85 : Fresadora d’escaires
➢ Fresadores de taula
Les fresadores de taula es caracteritzen per ser estacionàries. Existeixen dos tipus, les
manuals, que s’observen a la Il·lustració 86 : Fresadora de taula manual, o les de control
numèric, en la Il·lustració 87 : Fresadora de control numèric. Tant les fresadora de control
numèric com les manuals està indicades per al fresat repetitiu de peces. Les primeres
s'utilitzen manualment mentre que les segones estan completament automatitzades, en
aquest cas, un robot o autòmat programable opera sobre els diferents òrgans i motors per
controlar la tasca de fresat en la seva totalitat. Aquestes màquines són molt més costoses
que les anteriors i s'utilitzen només en indústria (CNC) o fusteries i ebenisteries (manuals).
Les parts d'una fresadora son principalment el capçal de tall, la taula, el cargol d’eix, i els
carros de desplaçament (lateral i transversal), però les palanques i manetes de les
fresadores convencionals, que serveixen per activar les anteriors parts mòbils esmentades,
desapareixen en els tipus de maduixes CNC per donar lloc als diferents components

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 125
electrònics, entre els quals es troba el CNC.
Aquest s'encarrega de que la fresadora realitzi els moviments que es programen en el
programari CNC, de forma automatitzada i proporcionant una execució molt més avançada
que la que aportaria una fresadora convencional.
D'altra banda, els tipus de fresadores CNC utilitzen dades alfa numèrics i disposen de
multiplicitat d'eixos, no només dels eixos X, Y, Z, com en el cas de les convencionals. Al cap
i a la fí, el CNC ha estat dissenyat per a l'execució de peces més complexes, que
requereixen de moviments complexes, no únicament lineals. Així, les fresadores CNC
disposen de diferents eixos complementaris que es controlen de forma individual, per mitjà
de capçals orientables. Aquestes diferents possibilitats de moviment es tradueixen en la
necessitat que hi hagi diversos tipus de fresadores CNC, així com diferents fresadores per
CNC, per abastar totes les necessitats possibles.
Les fresadores CNC poden moure de 3 a 5 eixos, igual que les convencionals, però en
aquest cas de forma electrònica i automatitzada:
- Fresadores CNC de 3 eixos. Es tracta del tipus més comú i les més econòmiques.
Utilitzen l'eix X, Y, Z, i serveixen per a la mecanització d'una gran varietat de peces
en múltiples materials.
- Fresadores CNC de 4 eixos. Amb aquest tipus de fresadora CNC es complementa
el treball dels eixos principals, havent-hi una gran varietat d'opcions. Si bé,
habitualment sol incloure un eix C, un torn rotatori, o un plat divisor.
- Fresadores CNC de 5 eixos. Es tracta de l'opció més completa i estan destinades
a la realització de mecanitzats complexos. A aquesta se li inclouen dos eixos més,
permetent a la maduixa accedir fàcilment a més parts de la peça, aconseguint
resultats molt precisos.
Il·lustració 86 : Fresadora de taula manual

Pág. 126 Annex
Il·lustració 87 : Fresadora de control numèric
En general, les principals freses usades en les fresadores de taula són les següents:
- Freses de disc. Són diverses, responen a diferents usos i es diferencien segons el tipus de dentat, que pot ser: creuat (per ranurats profunds), recte (per ranurats plans), en creu (per talls profunds), serres circulars (per tallar i fer ranurats fins ) i acoblades ajustables (per ajustar la longitud d'ranurats profunds).
- Freses cilíndriques perifèriques. Habitualment utilitzades per realitzar desbasts i planejats, poden ser: rectes (per talls toscs), helicoïdals (per talls progressius) i acoblades (la seva forma resulta de la unió de dues freses helicoïdals en sentit oposat.
- Freses de perfil constant, amb o sense plançó. S'utilitzen per crear superfícies semicirculars (maduixes destalonadas), també per engranatges, politges, rodes dentades (fresa de mòdul) o fins i tot per a crear rosques (freses múltiples).
- Freses amb plançó. Hi ha diverses opcions amb diferents tipus de dentat: les còniques (per avellanar), les angulars i els cilindres frontals, que poden ser de punta plana o esfèrica, així com en forma de T o ranures Woodruff; servint les primeres per ranurats, acabats, contorns i desbastos, i les dues segones per a talls més complicats.
➢ Altres màquines semblants
▪ Tupí
El tupí, que s’observa en la Il·lustració 88: Tupí, es una màquina semblant a una fresadora
de taula, i que sovint es considera una fresadora, però és un error, ja que presenta diverses
diferències.
Il·lustració 88: Tupí

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 127
Tipus d’element de tall
La principal diferència entre les dues màquines està en el tipus d'eina de tall que utilitzen.
En primer lloc, el tupí utilitza talladors de major grandària, ja que és una màquina industrial
indicada per a tasques pesades de fresat.D'altra banda, la fresadora utilitza maduixes amb
plançó mentre que el tupí, en comptes d'això, disposa d'un eix fix sobre el qual llisca l'eina
de tall, és a dir, l'útil s'assembla més a un disc, com s’observa en la Il·lustració 89 : Elements
de tall de fresadora i tupí.
Els diàmetres de la tija de les maduixa van des dels 6 fins als 12 mm. En canvi, l'eix del tupí,
és molt més gruixut. Els més petits tenen mitja polzada (12.35 mm), els mitjans, tres quarts; i
els grans, polzada i un quart.
Fresa per a fresadora Element de tall per a tupí
Il·lustració 89 : Elements de tall de fresadora i tupí
Capacitat de tall, potència i cadena de transmissió
El tupí és una màquina que està dissenyada per a arrencar grans quantitats de material en
molt poc temps, és a dir, té un gran rendiment. Aquesta capacitat per eliminar material no
està relacionada directament amb la qualitat de el tall: a l'igual que la fresadora, el tupí deixa
un excel·lent acabat a la fusta.
Per contra, la fresadora no és capaç de modelar la fusta en una única passada. En comptes
d'això, en la majoria de les ocasions, es necessita fer diverses passades de fresat jugant
amb l'altura de la maduixa en cadascuna d'elles.
Per descomptat, per a poder eliminar semblant quantitat de material en una sola operació
amb una alta qualitat de tall el tupí requereix un parell motor més elevat. A més d'un motor
elèctric més potent, la transmissió de l'tupí és diferent respecte a la de la fresadora. La
fresadora utilitza un sistema de transmissió directe, en canvi, en la majoria de les ocasions,
el tupí utilitza corretges i politges, és a dir, és un sistema indirecte.

Pág. 128 Annex
Sentit del tall
Les fresadores presenten un únic sentit de gir, mentre que els tupins poden ser reversibles i
presentar dos sentits de gir.
El tupí reversible possibilita l'alimentació de la peça en dos sentits: d'esquerra a dreta o
viceversa. En canvi, amb la taula fresadora, ja que sempre gira en el mateix sentit, resulta
possible invertir l'alimentació del material. El mateix succeeix amb la fresadora de mà: s'ha
de guiar sobre la peça de manera que la dent de la maduixa mossegui la fusta.
Velocitat angular
Com que els talladors de tupí tenen major diàmetre que les freses de la fresadora, la
velocitat de rotació d'una i altra màquina també són diferents.
En el cas de la taula fresadora, la velocitat angular és ajustable entre 11.000 i 30.000 rpm.
En canvi, la velocitat de el tupí és molt més baixa: entre 7.000 i 10.000 revolucions per minut
segons el model.
▪ Engaletadora
La engaletadora, present en la Il·lustració 90: Engaletadora, també coneguda com fresadora
de ranures per a juntes, o acobladora, és una màquina que permet ranurar els cants dels
taulers de fusta per aconseguir unions encolades de gran solidesa.
No és una autèntica fresadora ja que no utilitza maduixes sinó discs de serra circulars (amb
dents de carbur de tungstè). No obstant això, si té alguna semblança amb la fresadora
d'immersió, per exemple, el disc pot girar sense entrar en contacte amb la peça de fusta fins
que no es pressiona la seva empunyadura: per això també utilitza un sistema de guies i
ressorts. Per aquest i altres motius és molt comú referir-se a elles com fresadores de
galetes.
Il·lustració 90: Engaletadora

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 129
▪ Centre de mecanitzat CNC
Els centres de mecanitzat són màquines que a diferència de la maquinària convencional,
incorpora un sistema de control numèric que controla la velocitat i la posició dels motors que
manipulen els diferents eixos de la màquina. Són màquines dissenyades per assolir un grau
d'automatització i li permetrà incrementar la seva producció. Gràcies a el sistema de control
numèric aconsegueixen realitzar complexes operacions de mecanitzat amb una repetibilitat
molt alta. Aquestes màquines estan dissenyades per automatitzar operacions d'arrencada
de ferritja mitjançant l'ús d'eines de tall enfocades a diversos sectors com ara la fabricació de
motlles d'injecció, peces complexes, superfícies laterals i angulars, entre d'altres.
3.1.2. Condicions de tall
En aquest apartat s’especifica informació tècnica relacionada amb el fresat de fusta i les
seves condicions de tall [36]. Les variables estan especificades en la Il·lustració 91:
Variables de tall del procés de fresat i en la Taula 33: Variables de tall del procés de fresat.
Il·lustració 91: Variables de tall del procés de fresat
Taula 33: Variables de tall del procés de fresat
Variable Descripció Variable Descripció
d Diàmetre Kr Angle d’ajust de tall
ϒ Angle d’atac ϒN Angle d’atac secundari
β Angle de fil βN Angle de fil secundari
α Angle de sortida αN Angle de sortida secundari
λ Angle Axial SB Ample de tall

Pág. 130 Annex
➢ Tall
La fusta és un material anisotròpic, de manera que presenta propietats físiques diferents en
funció de l’orientació de les fibres. Aquestes fibres precisament condicionen l’operació de
fresat de fusta, que pot diferenciar-se en quatre tipus de tall, mostrat en la Il·lustració 92: Tall
frontalIl·lustració 93: Tall transversal, Il·lustració 94: Tall longitudinal en contra de les fibres,
Il·lustració 95: Tall longitudinal a favor de les fibres:
Tall frontal
Requereix altes forces de tall i presenta una
elaboració difícil. Únicament es pot realitzar
amb velocitats baixes d’avanç.
Il·lustració 92: Tall frontal
Tall transversal
Elaboració fàcil, però s’obté una superfície
àspera
Il·lustració 93: Tall transversal
Tall longitudinal en contra de les fibres
Elaboració difícil. Evitar realitzar fresats
d’immersió.
Il·lustració 94: Tall longitudinal en contra de les fibres
Tall longitudinal a favor de les fibres
Fàcil elaboració i bona qualitat de la
superfície resultant. Pot usar-se altes
velocitat d’avanç.
Il·lustració 95: Tall longitudinal a favor de les fibres

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 131
➢ Fresat
A continuació es descriuen els possibles fresats a realitzar:
Fresat tangencial
La superfície de la peça a treballar està
elaborada freses per fusta que tallen de
forma tangencial, com s’observa en la
Il·lustració 96: Fresat tangencial. La
circumferència de l'eina determina la
superfície. El nivell de rotació de l'eina de
tall per a fusta i la superfície produïda del
material estan en posició vertical . L’angle
d’ajustament de tall és Kr = 90º.
Il·lustració 96: Fresat tangencial
Exemple: cantejats i cepillats
Fresat de perfils
Fresar perfils de fusta és una combinació
de fresar tangencialment i frontalment, tant
és si es tracta de freses amb mànec o
freses amb eix.
En general en aquest tipus de fresat els
passos de tall tangencial i tall frontal són
continus. Es pot formar qualsevol angle
d'ajust de (0º> - Kr> - 90º).
Fresat frontal
La part frontal de l'eina de tall determina la
superfície. El nivell de rotació de l'eina i la
superfície produïda del material estan en
posició paral·lela. L'angle d’ajustament de tall
és de Kr = 0º.
Exemple: ranurats, espigats i galces.
fresat de perfils de motlles o
arrodoniments, perfils d’acoblament o
perfils de decoració
Exemple: triturat, serrats, talls de plafons

Pág. 132 Annex
➢ Condicions d’operació
Fresat en contra de l’avanç:
Per avanç manual només el fresat en contra de l'avanç és admissible. El moviment de tall de
l'eina i l'avanç relatiu de la peça a treballar són oposats. El tall d'entrada és amb un gruix
d'encenall nul. Abans que es pugui produir encenall i sortir per la cara, el tall estreny contra
la peça de treball a l'inici de l'arc de el tall. En aquesta fase inicial de tall es forma la
superfície posterior de la peça a treballar. Com més entra el tall en la peça a treballar, més
estable serà l'encenall. La formació d'encenall, mostrada en la Il·lustració 97: Formació
d’encenall, és influïda per processos de trencat i separació, l'anomenada separació prèvia.
Il·lustració 97: Formació d’encenall
Taula 34: Avantatges i inconvenients del fresat en contra de l’avanç
Avantatges Inconvenients
La utilització de la
separació prèvia causa
la reducció de les forces
de tall i la potència
d'accionament i dona
lloc així a durades més
llargues.
Quan la direcció de la fibra i amb això el sentit de separació és
des del tall de l'eina en direcció a el costat bo de la peça a
treballar, la separació prèvia dona lloc a una superfície aspra
amb estelles.
Particularment en la fabricació estacionària en centres de
mecanitzat CNC, en la qual el sentit de la fibra i de l'avanç
canvien permanentment, es requereixen estratègies especials de
fresat per evitar angles desfavorables de tall de la fibra.
Com a exemple podem posar les freses helicoidals amb un
trenca-encenall que davant el tall permeten trencar o triturar
encenall prematurament i redueixen així la separació prèvia.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 133
Fresat a favor de l’avanç:
El fresat a favor de l’avanç, mostrat en la Il·lustració 98: Fresat a favor de l’avanç. Només
per avanç mecànic. El moviment de tall de l'eina i el moviment de l'avanç relatiu de l'eina
estan sincronitzats. L'entrada inicial de la fresa s'efectua amb el màxim gruix de l'encenall,
que disminueix contínuament a zero. Com més entra el tall en la peça a treballar tant mes
l'encenall serà mes prima i tova. El risc de la separació prèvia disminueix.
Il·lustració 98: Fresat a favor de l’avanç
Taula 35: Avantatges i inconvenients del fresat a favor de l’avanç
Avantatges Inconvenients
Amb el sentit contrari de l'encenall
s'aconsegueixen, en comparació, bones
superfícies. Forces d'empenta més baixes
faciliten velocitats d'avanç més altes.
Degut a la separació prèvia reduïda, els talls
estan més carregats i es desgasten de
forma més ràpida
3.1.3. Eines
En aquest apartat es descriuen les tipologies de fresa [29], especificades en la Taula 38:
Tipologia de freses, ja que aquestes són les eines usades en el procés de fresat,
necessàries per diverses operacions de fresat. Les freses són peces giratòries per al
mecanitzat de materials i constitueixen les eines principals de les fresadores. Es

Pág. 134 Annex
construeixen generalment en acer ràpid, però, donat l'elevat cost d'aquest material, les
freses de major grandària posseeixen un cos d'acer de construcció i en la part tallant tenen
incorporades fulles (o dents) d'acer ràpid o bé inserits de tall que poden ser permanents o
intercanviables.
Totes aquestes parts tallants (o talls) estan normalment disposades de manera simètrica al
voltant d'un eix i la seva funció és eliminar progressivament el material de la peça de treball
transformant-la en una peça acabada, amb la forma i les dimensions desitjades.
En general, les freses presenten tres parts diferenciades (nogensmenys, presenten més
elements constitutius com els mostrats en la Taula 36: Elements constitutius de les freses):
- Plançó: peça cilíndrica que fa la funció de mànec, i s’insereix a la màquina
fresadora
- Parts tallants: peça tornejada o llisa amb fils de tall afilats que giren i rebaixen la
fusta conformen la forma de la peça a mecanitzar
- Rodament: petit element roscant situat a la part inferior de la fres que s’usa per
ajustar una guia de tall o una plantilla de forma.
Hi ha una multitud de freses, cadascuna per a una operació específica de fresat i per a un
treball determinat. Cobreixen una diversa gamma de materials, des de metalls fins fusta i
plàstics, i la majoria es troba disponible per a acers, fosa grisa blanca i metalls no fèrrics
(tipus N), materials durs i tenaços (tipus H) i materials tous (tipus W) .
Taula 36: Elements constitutius de les freses
Elements constitutius Breu descripció
Diàmetre Mesura del diàmetre cilíndric de la fresa
Longitud de tall Determina la longitud del tall que pot
realitzar la fresa
Longitud total (lliure) Longitud de la totalitat de la peça, incloent
mànec i elements tallants
Radi de la cantonada Determina les dimensions dels escaires de
la broca
Número de llavis o dents Nombre de dents

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 135
Material Poden estar construïdes a partir de diverses
aliatges d’acer com acer ràpid HSS, acer
semi-ràpid HS-SR, Tantun TT, Metall dur
HM, entre d’altres.
Acabats Cada fresa pot presentar acabats
superficials diferents que modifiquin
lleugerament les seves propietats
La immensa varietat existent de freses admet un sens fi de classificacions. En general,
podem agrupar-les en les categories de la Taula 37: Métodes classificatius de freses.
Taula 37: Métodes classificatius de freses
Mètode classificatiu Denominació
Mètode de fresat Freses per fresat frontal
Freses per fresat perifèric (concordant o
discordant)
Tipus de construcció Freses d’espiga
Freses calçades
Freses amb dents reemplaçables
Tipus de superfície o perfil d’incidència de la
fresa
Superfície fresada
Superfícies esglaonada
Tipus de forma dels canals entre dents Freses de canals rectes
Freses de canals helicoidals
Freses de canals bi-helicoïdals
Direcció de tall de les freses Freses per tall a la dreta
Freses per tall a l’esquerra
Muntatge o fixació de les freses a la Freses frontals

Pág. 136 Annex
fresadora Freses de mandril
Freses de plançó
Segons la tipologia de la geometria Consultar Taula 38: Tipologia de freses
Taula 38: Tipologia de freses
Tipologia de
freses
Característiques d’origen Aplicacions Exemples
Cilíndriques
perifèriques
Amb dentat recte Ús en fresadora
horitzontal per al
planejat, desbast i
afinat.
S’usen en fresats
de superfícies
planes, en
superfícies de
recolzament de
matrius, superfícies
de junta estanca,
superfícies de
lliscament per
superfícies de
guies corredores,
entre d’altres.
Amb dentat helicoidal
Acoblades Ús per a desbasts,
rebaixat de
superfícies i ranurats
profunds
Cilíndriques
frontals sense
plançó
- Ús en fresadores
horitzontals i verticals
per fresat d’escaires.
Permet rebaixar en
angle recte
De disc Dentat recte Ús per a ranurats
plans
Fresat d’osques
estretes, com per
exemple cargols,
fresats de xavetes
plans i profunds,
corbes, arcs
circulars i perfils de
forma diversa
Dentat creuat o altern Ús per a ranurats
profunds
Dentat en creu Ús per a xavetes
profunds
Angulars sense
plançó
Acoblades ajustables ús per a ranurats
profunds amb
longituds ajustables

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 137
Serra circular ús per a tall de peces
i ranurats estrets,
com per exemple,
caps de cargols.
Frontal ús per a mecanitzat
de guies amb angles
de 45º, 50º, 55º i 60º
Guies
prismàtiques, guies
amb angles
d’estretament,
regles d’acer per
taller, entre d’altres
Prismàtica ús per a mecanitzat
de guies prismàtiques
amb angles de 45º,
60º i 90º
Freses amb
plançó
Cilíndriques
frontals
De bola o
punta
esfèrica
ús per a copiats,
matrius, ranurats,
fresats de contorns,
acabats i desbasts
Fresat de peces
hexagonals,
xavetes i orificis
trencats, caps de
cargols, femelles,
eixos de xavetes,
rodes dentades
De punta
plana
Per
ranures en
T
ús per a ranurats
Per
ranures
Wooddruff
Còniques ús per avellanats
precisos d’orificis
Angulars Cola de
milà
ús per a ranurat i
acoblaments a cola
de milà
Freses de perfil
constant
Destalonades Convexes ús per a ranurat
semicirculars amb
radis de 1mm a
20mm
Fresat de
superfícies
sinuoses, corbes,
arcs, ranures i

Pág. 138 Annex
Còncaves ús per a obtenció de
superfícies
semicirculars amb
radis de 0,5mm a
20mm
perfils de tota
tipologia
De mòdul ús per a tallat
d’engranatges, rodes
dentades, pinyons de
cadena, politges
síncrones,
cremalleres, eixos
dentats, amb canal i
de transmissió,
preses de força i
cargols sense fí
Múltiples ús per a roscats i
mordasses
Compostes Muntatge de dues o més freses de diferent tipus
(reuneixen les propietats de les freses de perfil
constant amb un cost molt menor)
Fresat de perfils de
tot tipus
Freses mare ús per a mecanitzar al mateix temps totes les dents
d’un engranatge, amb una gran avantatge respecte
les freses de mòdul, i és que ho fan dent per dent.
Fresat per
generació, és a dir,
obtenció
d’engranatges en
sèrie amb el
nombre desitjat de
dents, perfils i
angles d’hèlix

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 139
3.1.4. Paràmetres del procés de fresat
A continuació, a la Taula 39: Paràmetres del procés de fresat, es descriuen els paràmetres
més rellevants del procés de fresat [16] [28]:
Taula 39: Paràmetres del procés de fresat
Paràmetre Descripció Variable Descripció
n Número de revolucions
(RPM)
Z Número de dents
D Diàmetre de tall (mm) ap Profunditat de tall (mm)
Vc Velocitat de tall (m/s) ae Ample de tall
fz Avanç per dent Vf Velocitat d’avanç
➢ Velocitat de tall
Velocitat a la qual gira l'eina –el seu fil- sobre la peça. Se sol usar com a unitat els metres
per segon (m / s). És a dir, els metres per segon que recorre el punt de la dent d'una eina
que realitza el moviment de tall. És aplicable per la fresadora, però també amb el trepant o la
planejadora. Per al seu càlcul si el moviment de tall és circular, el punt serà el més allunyat
de l'eix de rotació. O el que és el mateix, el diàmetre exterior de la fresa.
La velocitat de tall Vc, expressada en la Equació 3: Velocitat de tall, sol ser subministrada
per fabricants de l'eina mitjançant taules. La Vc recomanada o ideal, a no sobrepassar,
variarà segons el material a tallar i també segons el treball de mecanitzat a realitzar. Hi ha,
doncs, un límit, una velocitat màxima de tall a la qual una eina específica pot treballar per a
un material i un treball específic. Si es supera es produeixen desgast excessiu i
sobreescalfament, generant possibles problemes de mecanitzat.
Equació 3: Velocitat de tall
D'aquesta fórmula pot deduïr.se amb claredat que a major diàmetre de la fresa, major
velocitat de tall Vc, i a més RPM, també major velocitat de tall Vc. A causa d'aquesta relació,
es pot modificar la Vc jugant amb el diàmetre de la fresa i amb les RPM.
Cal trobar l’equilibri entre una velocitat de tall excessivament elevada i una excessivament
baixa per evitar els següents inconvenients, mostrats en la Taula 40: Velocitats de tall

Pág. 140 Annex
elevades i baixes:
Taula 40: Velocitats de tall elevades i baixes
Velocitat de tall excessivament elevada Velocitat de tall excessivament baixa
- Ràpid desgast de el tall de tall de
l'eina.
- Deformació de el tall de tall, amb
pèrdua de tolerància.
- Mala qualitat de la mecanització.
- Formació de tall d'aportació a l'eina.
- Una deficient evacuació de ferritja.
- Escalfament excessiu i
destemprament de la fresa CNC.
- Baixa productivitat amb augment
dels costos.
A continuació, a la Taula 41: Velocitats de tall per fustes recomanades, es mostra una
aproximació orientativa sobre les velocitats de tall a determinar en funció de la tipologia de la
fusta:
Taula 41: Velocitats de tall per fustes recomanades
Fusta dura Fusta tova Contraxapat
Velocitat de tall 400 m/min 600 m/min 600 m/min
Les fresadores CNC poden ser de HSS, de carbur de tungstè (Metall dur), de diamant PAD,
de meta ceràmica, o d'altres materials. En general, a major duresa, es pot usar una velocitat
de tall més gran, però solen necessitar una velocitat d'avanç menor. De la mateixa manera,
s’han de reduir els valors de velocitat si la fresadora és d'una sèrie llarga o extrallarga.
Les freses HSS són d’acer ràpid amb aliatge de cobalt, crom, molibdè, tungstè i vanadi.
aquest material. Les freses HM de metall dur, estan formades per materials sinteritzats i
poden treballar tot tipus de materials a causa de que presenta diversos tipus de dureses.
El component principal i responsable de la duresa són els grans de carbur de tungstè lligats
amb aglomerant de cobalt. S'aconsella, per treballar fustes toves i semidures, obtenint uns
excel·lents acabats
Una regla que sol funcionar és reduir la velocitat d'avanç un 20-25% per ranurar respecte a
el valor del fresat lateral. I per a la mecanització d'acabat, cal reduir-la encara més, així com
reduir la profunditat de tall.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 141
➢ Revolucions per minut
La velocitat de capçal és simplement les revolucions per minut o RPM, que magnifica com
de ràpid gira la màquina la eina, és a dir, quants girs complets (revolució) realitza un punt
determinat de la fresa en un minut (no confondre amb Velocitat de tall, que és la distància en
un temps). Es quantifica amb l’ Equació 4: Revolucións
per minut.
Equació 4: Revolucións per minut
El valor habitual entre fresadores de control numèric convencionals està compres entre 6000
i 240000 RPM. No obstant això, per evitar cremar la fusta i desfilar-la, està recomanat no
excedir el límit de 20000 RPM.
➢ Càrrega d’encenall o avanç per dent
La càrrega o ample d’encenall, que es calcula amb l’ Equació 5: Càrrega
d’encenall, és la quantitat o gruix del material que "arrenca" cada dent, tall o llavi de l'eina
de la superfície de la peça en un gir complet. I ha de ser l'adequada, perquè l'encenall, a
més de representar el resultat de la mecanització realitzat, compleix la funció de refrigerar
l'eina a l'emportar-se la calor que es genera amb el frec de l'eina contra el material, ja sigui
fusta, metall o plàstic.
Taula 42: Requeriments de càrrega d’encenall
Requeriments per augmentar la càrrega
d’encenall
Requeriments per disminuir la càrrega
d’encenall
- Augmentar la velocitat d’avanç
- Disminuir les RPM
- Utilitzar freses amb menys dents
- Disminuir la velocitat d’avanç
- Augmentar les RPM
- Utilitzar més dents
La mida i el gruix o espessor d'aquesta encenall depèn de la combinació de la velocitat de
rotació de la fresadora o cargol i de l'avanç o de el moviment cap endavant de l'eina de tall
(Vf) dins el material. En una eina d'una sola dent, la càrrega d'encenall és igual a la quantitat
de material arrencada per un tall en una revolució o gir complet de la màquina.
La càrrega d'encenall es la mateixa en eines de diverses dents, però s'ha de repartir entre
elles en cada tall, per cada gir. El més important és obtenir els encenalls de la mida

Pág. 142 Annex
adequada.
Il·lustració 99: Càrrega d’encenall
L’encenall que arrenca cada dent de la peça en cada gir, com s’observa en la Il·lustració 99:
Càrrega d’encenall, a més de deixar l'espai buit (fresat) en el nostre material obtenint així el
treball desitjat, s’endú l'excés de temperatura produït per la fricció entre la fresa i la fusta.
Tan és així que si s’han configurat bé els paràmetres de tall, la refrigeració de l'eina és tan
bona que a l'acabar el tall ha d'estar gairebé a temperatura ambient. De fet, comprovar
aquest fet és un bon test per saber si s’està treballant amb les velocitats de tall i d'avanç
adequades. Si no és així, la fresa pot veure compromès el seu rendiment degut a un excés
de temperatura.
Equació 5: Càrrega d’encenall
Existeixen una espècie de límits tabulats de càrrega d’encenall per fustes, en funció del
diàmetre de la fresa mostrats en la Taula 43: Càrrega d’encenall recomanada:
Taula 43: Càrrega d’encenall recomanada
Diàmetre de la fresa Fusta dura Fusta tova / Contraxapat
3mm 0,08 – 0,13 0,10 – 0,15
6mm 0,23 – 0,28 0,28 – 0,33
9-10mm 0,38 – 0,46 0,43 – 0,51
>12mm 0,48 – 0,54 0,53 – 0,59

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 143
➢ Velocitat d’avanç
És la longitud recorreguda per l'eina al llarg de la superfície de la peça en un temps
determinat. Se sol expressar en mil·límetres per minut (mm / min), i dividint per 1000, en
metres per minut (m / mn) (i si dividim per 60, en metres per segon). Pot calcular-se amb l’
Equació 6: Velocitat d’avanç:
Equació 6: Velocitat d’avanç
Molts problemes amb fresadores CNC ocorren perquè una desequilibrada relació entre
l'avanç i revolucions per minut de l’eix, produeix un mal acabat o, en el pitjor dels casos, el
destemprament de la fresa i possible trencament d’aquesta.
Cal trobar l’equilibri entre una velocitat d’avanç excessivament elevada i una excessivament
baixa per evitar els següents inconvenients i aprofitar els avantatges descrits en la Taula 44.
Velocitats d’avanç elevades i baixes:
Taula 44. Velocitats d’avanç elevades i baixes
Velocitat d’avanç excessivament elevada Velocitat d’avanç excessivament baixa
Avantatges
- Millor control de la producció
d’encenall
- Menor temps de tall
- Menor desgast de l’eina
- Encenall més llarg
- Millor qualitat del mecanitzat
Inconvenients
- Risc elevat de ruptura de l’eina
- Elevada rugositat superficial del
mecanitzat
- Desgast accelerat de l’eina
- Major temps de mecanitzat
- Major cost de mecanitzat
➢ Profunditat axial o profunditat de passada
La profunditat de passada, mostrada en la Il·lustració 100: Ample de tall (Ae) i

Pág. 144 Annex
profunditat de passada (Ap), quantifica el gruix de material que es fresa, relatiu a la
profunditat.
Il·lustració 100: Ample de tall (Ae) i profunditat de passada (Ap)
Així mateix, si es vol augmentar la profunditat de passada, és a dir augmentar la mida de
l'encenall, amb una fresa del mateix diàmetre, s’ha de reduir la velocitat d'avanç en la
mateixa proporció (o augmentar les RPM).
Si la màquina no arriba a la velocitat d'avanç requerida, i és per tant més baixa, es poden
disminuir les RPM per seguir tenint la mateixa càrrega de ferritja. El problema sorgeix si la
nostra fresadora perd parell a baixes RPM. En aquest cas, es podria disminuir el nombre de
talls de la fresa per seguir mantenint la càrrega d'encenall adequada amb aquesta velocitat
d'avanç una mica més baixa.
➢ Ample de tall o profunditat radial
L’ample de tall, mostrat en la Il·lustració 100: Ample de tall (Ae) i profunditat de passada
(Ap), magnifica la quantitat de material que es fresa, relatiu a l’ample (i no a la profunditat)
Tant l'ample de tall com la profunditat de passada dependran molt de la robustesa de la
nostra CNC. En màquines professionals o de grans dimensions no hauríem de tenir
problemes, però en les petites o mitjanes.
➢ Altres consideracions
➢ Espessor i secció d’encenall
El control de la secció i de l'espessor de l'encenall, que es calcula amb l’
Equació 7: Secció de l’encenall, són factors importants a l'hora de determinar el procés de
mecanitzat. Com més baix sigui el gruix de l'encenall en el moment de l'arrencada, la
càrrega de el tall serà menor i això permetrà aplicar majors velocitats d'avanç per dent sense

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 145
fer mal a el mateix, havent de reduir la profunditat de tall a causa dels menors angles de
posicionament de els talls. El poder controlar la secció de ferritja depèn principalment de
diversos factors com la potència de la màquina, la fixació o el sistema d'amarratge de la
peça, la secció de mànec de l'eina així com de la subjecció de les plaquetes i la geometria
de les mateixes. L'augment de la secció i gruix d'encenall, entre altres variables, implica un
augment de la potència necessària perquè es realitzi l'arrencada de material.
Equació 7: Secció de l’encenall
➢ Volum d’encenall arrancat
En el fresat tangencial, el volum d’encenall arrencat s’expressa en centímetres cúbics per
minut i s’obté segons l’ Equació 8: Volum d’encenall arrencat:
Equació 8: Volum d’encenall arrencat
➢ Temps de mecanitzat
Per poder calcular el temps de mecanitzat en una fresadora cal tenir en compte la longitud
d'aproximació i sortida de la fresa de la peça que es mecanitza, tal i com es mostra en l’
Equació 9: Temps de mecanitzat de fresat. Aquesta longitud depèn de el tipus de fresat.
Per exemple, en el planejat la longitud d'aproximació coincideix amb la meitat del diàmetre
de l'eina; en el fresat de ranures és diferent i depèn de la profunditat de la ranura i de el
diàmetre de la fresa; i en el fresat per contornejat interior o exterior les longituds de
mecanitzat depenen del diàmetre de la fresa i de la geometria de la superfície contornejada.
Equació 9: Temps de mecanitzat de fresat
3.1.4..1 Força específica de tall
La força de tall, mostrada en la Il·lustració 101: Força de tall específica, és un paràmetre a
tenir en compte per evitar trencaments i deformacions en l'eina i en la peça i per poder
calcular la potència necessària per efectuar un determinat mecanització. Aquest paràmetre
està en funció de l'avanç de fresat, de la velocitat de tall, de la maquinabilitat del material, de
la duresa del material, de les característiques de l'eina i de l'espessor mig de l'encenall. Tots
aquests factors engloben un coeficient anomenat força específica de tall (kc) que s’expressa

Pág. 146 Annex
en N/mm2.
Il·lustració 101: Força de tall específica
➢ Potència de tall
La potència de tall (Pc) necessària per efectuar un determinat mecanització habitualment
s'expressa en quilowatts (kW) i es calcula a partir de la valor del volum d'arrencada de
ferritja, la força específica de tall i de el rendiment que tingui la fresadora. Aquesta força
específica de tall (kc) és una constant que es determina en funció del tipus de material que
s'està mecanitzant, la geometria de l'eina, el gruix d'encenall, etc.
Per poder obtenir el valor de potència correcte, el valor obtingut ha de dividir-se per un
determinat valor adimensional que té en compte el rendiment de la màquina (ρ), com
s’observa en l’ Equació 10: Potència de tall:
Equació 10: Potència de tall

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 147
3.2. Procés de trepatge
El trepatge [27] és un procés de mecanització que consisteix a fer un tall en el material fent
girar una broca. La broca arrenca encenalls de el material i realitza un orifici. La maquinària
destinada al trepatge s'anomena trepant. De tots els processos de mecanització, el trepat és
considerat com un dels més importants a causa del seu ampli ús i facilitat de realització, ja que
és una de les operacions de mecanització més senzilles de realitzar i que es fa necessària en la
majoria de components que es fabriquen [17].
3.2.1. Trepanat de fustes
➢ Tipologia de maquinària per trepanar
➢ Barrina
S'utilitza principalment per perforar materials lleugers, com la fusta. És una màquina molt
simple, ja que consta d'una broca subjectada a una maneta amb la qual la fem girar. És
completament manual.
➢ Trepant manual o filarbequí
És molt similar a la barrina, amb la diferència que la maneta d'aquest és de metall i més
posseeix una altra maneta que ens ajuda a aturar-lo.
➢ Trepant elèctric
Presenta les mateixes funcions que la barrina i el filaberquí, però amb motor, el que li brinda
més potència. La majoria tenen forma de pistola. Les seves parts principals són: el mànec,
motor i interruptor. En la seva punta, és on es col·loquen les broques per a realitzar les
perforacions; La mida i tipus de broca dependrà de el material que es va a trepar (fusta,
concret, bloc, maó, etc.).
La majoria inclouen una funció de revers i un accessori que ens permet introduir cargols i
descargolar. Els pots trobar tant per a ús domèstic com per a ús professional.
➢ Trepant portàtil
Aquest trepant va dissenyar-se per fer més fàcils les tasques de la llar i la construcció. És
molt similar a l'elèctric, però amb l'avantatge que no necessitem tenir un contacte de llum
prop ni extensions. Funciona amb bateries recarregables. És molt fàcil de manejar i es pot

Pág. 148 Annex
portar a qualsevol costat. També posseeix la funció de cargolar i descargolar.
➢ Trepant angular
Construcció semblant a l’esmentada pel trepant elèctrica, amb la particularitat que la forma
manejable del trepant angular, permet foradar de forma segura en zones de difícil accés, on
un trepant regular no entraria.
➢ Trepant de columna
És completament d'ús professional. Deu el seu nom al fet que la seva accessori de
perforació es troba encastat a una columna de forma vertical. És més precís que els trepants
anteriorment descrits ja que la columna en el que roman fixat evita que es mogui. Ideal per
fer orificis verticals de ubicació precisa i foradar amb exactitud. És molt útil amb materials
fràgils com: fusta, porcellana, ceràmica o vidre.
Es caracteritzen per la rotació d'un eix vertical en una posició fixa i suportat per un bastidor
de construcció. La família de les màquines trepants de columna es componen de les trepant
de columna amb avanç regulat per engranatges, el trepant de producció de treball pesat, el
trepant de precisió, i el trepant per forats profunds. Els components són els següents:
- Bancada: és la carcassa que suporta la màquina, consta d'una base o peu en la
qual va fixada la columna sobre la qual va fixat el capçal i la taula de la màquina que
és giratòria al voltant de la columna.
- Motor: aquestes màquines porten incorporat un motor elèctric de potència variable
segons les capacitats de la màquina.
- Capçal: és la part de la màquina que allotja la caixa de velocitats i el mecanisme
d'avanç de la claveguera. El capçal portabroques llisca cap avall actuant amb unes
palanques que activen un mecanisme de pinyó cremallera desplaçant tota la carrera
que tingui la trepant, el retrocés del capçal és automàtic quan cedeix la pressió sobre
el mateix. L'avanç de trepat automàtic de treball està regulat en mm / revolució de
l'eix.
- Politges de transmissió: el moviment del motor a la claveguera, es realitza
mitjançant corretges que enllacen dues politges esglaonades amb les que és
possible variar el nombre de revolucions d'acord a les condicions de tall del trepat i la
claveguera portabroques. Hi ha trepants que a més de les politges esglaonades
incorporen una caixa d'engranatges per regular les velocitats de la claveguera i de
l'avanç de penetració.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 149
- Nonio: els trepants disposen d'un nonio per tal de controlar la profunditat del trepat.
Aquest nonio té un límit que es regula quan s'aconsegueix la profunditat desitjada.
- Cargol principal: està equipat amb un forat cònic per rebre l'extrem cònic de les
broques, o de el portabroques que permet el muntatge de broques primes, o d'altres
eines de tall que s'utilitzin en la màquina, com ara mascles o escairadors.
- Taula: està muntada a la columna i se la pot aixecar o baixar i subjectar en posició
per suportar la peça a l'altura apropiada per permetre foradar en la forma desitjada.
➢ Trepant radial
Aquestes màquines s'identifiquen pel braç radial que permet la col·locació del cap a
diferents distàncies de la columna ia més la rotació del cap al voltant de la columna. Amb
aquesta combinació de moviment del cap, es pot posar i subjectar la cargol principal per
foradar en qualsevol lloc dins de l'abast de la màquina, a contra de l'operació de les
màquines trepants de columna, les quals tenen una posició fixa del cargol principal. Aquesta
flexibilitat de col·locació de la claveguera fa als trepants radials especialment apropiats per a
peces grans, i, per tant, la capacitat dels trepants radials com a classe és més gran que la
dels trepants de columna. El pes del cap és un factor important per aconseguir una precisió
d'alimentació eficient sense una tensió indeguda de el braç. Els principals components del
trepant radial són:
- Base: és la part bàsica de suport per a la màquina i que també suporta a la peça
durant les operacions de trepant. Els trepants radials estan dissenyats principalment
per a peces pesades que es munten millor directament sobre la base de la màquina.
Algunes màquines fins i tot tenen bases engrandides per permetre el muntatge de
dues o més peces a el mateix temps perquè no s'hagi d'interrompre la producció en
tant es retira una peça i es posa una altra al seu lloc.
- Columna: és una peça de forma tubular, i que gira al voltant de, una columna
rígida (tapada) muntada sobre la base.
- Braç: suporta a el motor i el capçal, correspon a la caixa d'engranatges de la
màquina de columna. Es pot moure cap amunt i cap avall sobre la columna i
subjectar-se a qualsevol altura desitjada.
- Capçal: conté tots els engranatges per a les velocitats i per als avenços i així com
els controls necessaris per als diferents moviments de la màquina. Es pot moure cap
a dins o cap a fora de l'braç i subjectar en posició la claveguera de foradar a

Pág. 150 Annex
qualsevol distància de la columna. Aquest moviment, combinat amb l'elevació,
descens i rotació de el braç, permet foradar a qualsevol punt dins de la capacitat
dimensional de la màquina.
Els trepants radials són considerats com les trepants més eficients i versàtils. Aquestes
màquines proporcionen una gran capacitat i flexibilitat d'aplicacions a un cost relativament
baix. A més, la preparació és ràpida i econòmica a causa que, podent-se retirar cap als
costats tant el braç com el cap, per mitjà d'una grua, es poden baixar directament les peces
pesades sobre la base de la màquina. En alguns casos, quan es tracta usualment de peces
grans, els trepants radials van muntats realment sobre rails i es desplacen a la banda de les
peces per eliminar la necessitat d'un maneig i col·locació repetits. Els trepants radials
muntats en aquesta forma són anomenats maquines del tipus sobre rails.
➢ Trepant de torreta
El trepant de torreta permet poder realitzar diverses operacions de trepatge en determinada
seqüència sense canviar eines o desmuntar la peça. Els components bàsics de la màquina,
excepte la torreta, són semblants als de les màquines trepants de columna.
Es disposa de trepants de torreta d'una sèrie de formats des de la petita màquina de tres
eixos muntada sobre banc o taula fins a la màquina de treball pesat amb torreta de vuit
costats. Per a operacions relativament senzilles, la peça es pot posar a mà i la torreta es pot
fer avançar a mà o mecànicament, per executar un cert nombre d'operacions com ara les
que es fan en una màquina perforadora de el tipus de eixos múltiples. Segons s'afegeixen a
l'operació controls més complicats, el trepant de torreta es torna més i més un dispositiu
estalviador de temps.
El més habitual de les trepants de torreta actuals és que tenen una taula posicionadora per a
una col·locació precisa de la peça. Aquesta taula pot prendre la forma d'una taula
localitzadora accionada a mà, una taula posicionadora accionada separadament i controlada
per mitjà de cinta, o amb topalls pre-col·locats; o pot prendre la forma d'una unitat
completament controlada per control numèric on també es programa i executa el procés de
treball.
➢ Centre de mecanitzat CNC
Un centre de mecanitzat ha unit en una sola màquina i en un sol procés tasques que abans
es feien en diverses màquines, trepants, fresadores, mandrinadores, etc., la més efectua els
diferents mecanitzats en uns temps mínims abans impensables degut principalment a la
robustesa de aquestes màquines a la velocitat de gir tan elevada que funciona la claveguera
ia la qualitat extraordinària de les diferents eines que s'utilitzen.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 151
Així que un centre de mecanitzat incorpora un magatzem d'eines de diferents operacions
que es poden efectuar en les diferents cares de les peces cúbiques, amb el que amb una
sola fixació i manipulació de la peça s'aconsegueix el mecanitzat integral de les cares de les
peces , de manera que el temps total de mecanitzat i precisió que s'aconsegueix resulta molt
valuós des del punt de vista dels costos de mecanitzat, a l'aconseguir més rapidesa i menys
peces defectuoses.
➢ Torn
Poden realitzar-se operacions de trepatge amb torns, malgrat no és la seva funcionalitat
principal.
➢ Fresadora
Poden realitzar-se operacions de trepatge amb fresadores, malgrat no és la seva
funcionalitat principal.
➢ Mandrinadora
Poden realitzar-se operacions de trepatge amb mandrinadores, malgrat no és la seva
funcionalitat principal.
3.2.2. Eines
La broca és una eina metàl·lica de tall que crea orificis circulars en diversos materials quan
es col·loca en una eina mecànica com un trepant, filaberquí o una altra màquina. La seva
funció és formar un orifici o cavitat cilíndrica. Es requereix l’ús de broques per tal de realitzar
els trepanats necessaris per fixar posteriorment els cargols amb el que es fixaran
determinats components al prototip de la guitarra elèctrica.
Els elements constitutius de les broques, són generalment els mostrats en la Taula 45:
Elements constitutius de les broques habituals:
Taula 45: Elements constitutius de les broques habituals
Elements constitutius Breu descripció
Longitud total de la broca Dimensió longitudinal total
Longitud de tall És la profunditat màxima que es pot trepar
amb una broca i ve definida per la longitud
de la part helicoidal.

Pág. 152 Annex
Diàmetre de tall És el diàmetre de l'orifici obtingut amb la
broca. Hi diàmetres normalitzats i també es
poden fabricar broques amb diàmetres
especials.
Diàmetre i forma del mànec El mànec és cilíndric per a diàmetres
inferiors a 13 mm, que és la capacitat de
fixació d'un portabroques normal. Per a
diàmetres superiors, el mànec és cònic
(tipus Morse).
Angle de tall L'angle de tall normal en una broca és el de
118 °. També es pot utilitzar el de 135 °,
potser menys conegut però, potser, més
eficient a l'emprar un angle obtús més ampli
per al tall dels materials.
Número de llavis La quantitat més comuna de llavis (també
anomenats flautes) és dos i després quatre,
encara que hi ha broques de tres flautes o
broques d'una (sola i dreta)
Angle de l’hèlix És variable d'unes broques a altres
depenent de el material que es tracti de
foradar. Té com a objectiu facilitar
l'evacuació de l'encenall.
Material Poden estar conferides a partir d’acer al
carboni per trepatge de materials tou com
ara bé la fusta, d’acer ràpid HSS per
trepatge d’acers de poca duresa i de metall
dur per trepatge de fosa i acers en treballs
d’alt rendiment
Acabat de la broca Depenent del material i ús específic de la
broca, se li pot aplicar una capa de
recobriment que pot ser d'òxid negre, de
titani o de níquel, cobrint totalment o
parcialment la broca, des del punt de tall.
Existeixen diversos tipus de broques, que s’expliquen en la Taula 46: Tipologia de broques:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 153
Taula 46: Tipologia de broques
Tipologia de
broques
Característiques i aplicacions
Broca per
filaberquí
L'ús d'aquest tipus de broca deu ser amb un trepant manual.
Permet fer escombrar a molt poques revolucions de gir de l'eina.
S'utilitza en fustes toves i de poc gruix.
Broca de tres
puntes
Són les broques més usades en fustes. Es fabriquen en acer a
al crom-vanadi i estan destinades a tot tipus de fustes; dures,
toves, aglomerats, contraxapats, etc. S’acostumen a usar per
diàmetres de 3 a 20mm.
Broca helicoidal Les broques helicoidals li deuen el seu nom a la seva punta
centradora: té una forma cònica cargolada molt afilada i
endurida. Permet trepanar i avançar per la fusta fàcilment,
garantint que el forat sigui precís i llis. S’acostumen a usar per
diàmetres de 6 a 32 mm.
Broca plana Permet obrir de forma molt ràpida forats de diferents diàmetres
amb filaberquí o amb trepant. La seva punta és molt afilada i
serveix de centre de guia, té poca longitud. La paleta és la que
s'encarregarà de realitzar el forat calibrat segons el seu
diàmetre. S’acostumen a usar per diàmetres més grans de
11mm.
Broca C Aquest tipus de broques es destinen a realitzar forats de grans
dimensions. Es poden utilitzar per treballar en metalls, concret i
vidre. Es tracta d'una corona dentada que incorpora en el centre
una broca convencional destinat al centrat i guia de l'orifici que
es va a realitzar.
Broca Forstner Aquest tipus de broca, a l'igual que la broca C, s'utilitza per
realitzar orificis circulars de diferents diàmetres segons les
necessitats de l'usuari. La broca Forstner realitza talls nets i
retira els residus de fusta d'una forma neta i eficient.
Broca E S'utilitza per realitzar barrinades en què el cargol queda embotit.
Es poden realitzar forats de dos diàmetres diferents. La primera
porció és del diàmetre de el cos del cargol. La segona és més

Pág. 154 Annex
llarga i consisteix en el diàmetre de la broca que allotjarà
totalment el cap del cargol.
Broca per
router o tupi
Aquest tipus de broques també són conegudes com freses.
Estan fetes de gra de carbur sòlid i hi ha una gran varietat en
diferents mides i formes. Les broques d'aquest tipus més
conegudes són les que posseeixen dues cares de tall.
Broques
esglaonades
Les broques escalonades tenen una forma cònica amb
múltiples talls de tall de diferents diàmetres. Aquests tipus de
broques i les seves característiques ofereixen molts avantatges:
et permeten foradar una varietat de mides d'orificis sense
canviar de broca i ofereixen un acabat molt prolix
Broca de copa Broca de perforació particular, apta per mecanitzar orificis grans
de dimensions majors que els que es poden mecanitzar amb les
broques rectes
Broca de serra
ajustable
Broca de perforació particular, apta per realitzar orificis grans de
2 a 7 polzades
3.2.3. Paràmetres del procés de trepatge
A continuació es descriuen els paràmetres més rellevants del procés de trepatge,
especificats en la Taula 47: Paràmetres del procés de fresat. Com que alguns d’ells són
comuns amb els paràmetres descrits en el procés de fresat, s’han considerat explicacions
complementàries i s’han referencia alguns conceptes.
Taula 47: Paràmetres del procés de fresat
Paràmetre Descripció Variable Descripció
n Número de revolucions
(RPM)
Z Número de dents
D Diàmetre de tall (mm) Vf Velocitat d’avanç
Vc Velocitat de tall (m/s) P Profunditat del trepatge
fz Càrrega d’encenall f Avanç per revolució

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 155
➢ Velocitat de tall
Es defineix com a velocitat de tall la velocitat lineal de la perifèria de la broca o una altra eina
que s'utilitzi en el trepant (mandrí, mascle de roscar, etc.). La velocitat de tall, que s'expressa
en metres per minut (m / min) o bé en m/s, ha de ser triada abans d'iniciar la mecanització i
el seu valor adequat depèn de molts factors, especialment de la qualitat i tipus de broca que
s'utilitzi, de la duresa i la maquinabilitat que tingui el material que es mecanitzi i de la
velocitat d'avanç emprada. Les limitacions principals de la màquina són la seva gamma de
velocitats, la potència dels motors i de la rigidesa de la fixació de la peça i de l'eina. Per
consultar la fórmula d’aplicació, consultar Equació 3: Velocitat de tall. Per consultar les
avantatges i desavantatges de velocitats de tall excessivament elevades i velocitats de tall
excessivament baixes, consultar Taula 40: Velocitats de tall elevades i baixes.
➢ Revolucions per minut
La velocitat de rotació del cargol principal del portabroques s'expressa habitualment en
revolucions per minut (rpm). En els trepants convencionals hi ha una gamma limitada de
velocitats, que depenen de la velocitat de gir del motor principal i de el nombre de velocitats
de la caixa de canvis de la màquina. En els trepants de control numèric, aquesta velocitat és
controlada amb un sistema de realimentació que habitualment utilitza un variador de
freqüència i pot seleccionar una velocitat qualsevol dins d'un rang de velocitats, fins a una
velocitat màxima. La velocitat de rotació de l'eina és directament proporcional a la velocitat
de tall i inversament proporcional al diàmetre de l'eina. Per consultar la fórmula d’aplicació,
consultar Equació 4: Revolucións per minut.
➢ Càrrega d’encenall
Concepte anàleg al definit pel procés de fresat. Per consultar la fórmula d’aplicació,
consultar Equació 5: Càrrega d’encenall. Per consultar valors límits de càrrega
d’encenall, consultar Taula 43: Càrrega d’encenall recomanada i per informació addicional la
Taula 42: Requeriments de càrrega d’encenall
➢ Avanç per revolució
Amb broques s’usa el concepte d’avanç per revolució, que no és més que el producte de la
càrrega d’encenall pel nombre de dents de la broca, com es mostra en l’Equació 11: Avanç
per revolució
Equació 11: Avanç per revolució

Pág. 156 Annex
➢ Velocitat d’avanç
L'avanç o velocitat d'avanç en el trepat és la velocitat relativa entre la peça i l'eina, és a dir, la
velocitat amb què progressa el tall. Aquest rang depèn fonamentalment del diàmetre de la
broca, de la profunditat del forat, a més del tipus de material de la peça i de la qualitat de la
broca. Aquest rang de velocitats es determina experimentalment i es troba en els catàlegs
dels fabricants de broques. A més aquesta velocitat està limitada per les rigideses de les
subjeccions de la peça i de l'eina i per la potència del motor d'avanç de la màquina. Es un
paràmetre decisiu per determinar la formació d’encenall.
Per consultar la fórmula d’aplicació, consultar Equació 6:
Velocitat d’avanç. Per consultar les avantatges i desavantatges de velocitats de tall
excessivament elevades i velocitats de tall excessivament baixes, consultar Taula 44.
Velocitats d’avanç elevades i baixes
➢ Profunditat de trepatge
La profunditat de trepatge es refereix a fins a quin punt des de la superfície a mecanitzar es
realitza l’operació de trepatge. No pot excedir la longitud de tall de la broca.
➢ Altres consideracions
• Temps de mecanitzat
Per poder calcular el temps de mecanitzat d'un trepant cal tenir en compte la longitud
d'aproximació i sortida de la broca de la peça que es mecanitza. La longitud d'aproximació
depèn del diàmetre de la broca, com es mostra en l’ Equació 12: Temps de mecanitzat de
trepatge:
Equació 12: Temps de mecanitzat de trepatge
• Força específica de tall
La força de tall és un paràmetre necessari per poder calcular la potència necessària per
efectuar un determinat mecanització. Aquest paràmetre està en funció de l'avanç de la
broca, de la velocitat de tall, de la maquinabilitat del material, de la duresa del material, de
les característiques de l'eina i de l'espessor mig de l'encenall. Tots aquests factors
s'engloben en un coeficient denominat kx, que s'expressa en N/mm2.
• Potència de tall

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 157
La potència de tall Pc necessària per efectuar determinat mecanitzat es calcula a partir de la
valor del volum d'arrencada de ferritja, la força específica de tall i de el rendiment que tingui
el trepant. S'expressa en quilowatts (kW) segons l’ Equació 13: Potència de tall
de trepatge. Aquesta força específica de tall Fc, és una constant que es determina pel tipus
de material que s'està mecanitzant, geometria de l'eina, gruix d'encenall, etc. Per poder
obtenir el valor de potència correcte, el valor obtingut ha de dividir-se per un determinat valor
(ρ) que té en compte l'eficiència de la màquina.
Equació 13: Potència de tall de trepatge

Pág. 158 Annex
4. Fabricació
En aquest apartat es recullen els plànols de fabricació del prototip, subministrats al fabricant
Digitall per dur a terme el procés de fabricació, les fulles de ruta elaborades per descriure el
procés de fabricació, i les gràfiques dels paràmetres del procés i els estàndards
d’operacions de trepatge. Han estat realitzats mitjançant el programari SolidWorks.
Contenen, en alguns casos, cotes que sobredimensionen el dibuix, incloses per tal de
facilitar la tasca de fabricació al fabricant.

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 159
4.1. Plànols de fabricació
4.1.1. Plànols de peces
➢ Cos

Pág. 160 Annex

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 161

Pág. 162 Annex
➢ Tapa
TAPA

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 163
➢ Pickguard

Pág. 164 Annex
➢ Diapasó

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 165
➢ Mànec i cap

Pág. 166 Annex
4.1.2. Planols d’acoblaments
➢ Acoblament bloc cos (cos i tapa)
ACOBLAMENT DEL BLOC COS

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 167
➢ Acoblament del màstil (diapasó i mànec i cap)
ACOBLAMENT DEL MÀSTIL

Pág. 168 Annex
➢ Acoblament del prototip (bloc cos, màstil i pickguard)
ACOBLAMENT DEL PROTOTIP

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 169
4.1.3. Plànols de components a inserir
En aquest cas els plànols adjuntats han estat els facilitats pels fabricants I no s’han realitzat
plànols amb el format pròpi degut a que no son peces fabricades en aquests projecte.
➢ Clavillers d’afinació
Il·lustració 102: Clavillers d’afinació Schaller M6 de diàmetre 10 mm
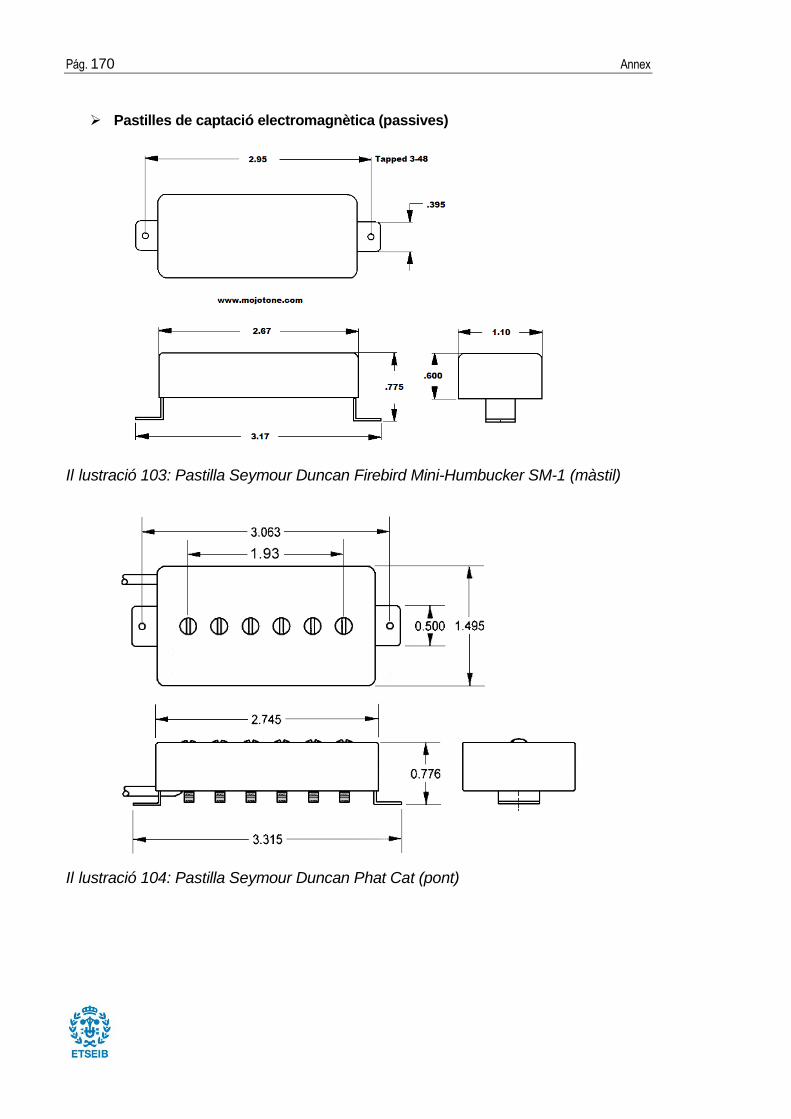
Pág. 170 Annex
➢ Pastilles de captació electromagnètica (passives)
Il·lustració 103: Pastilla Seymour Duncan Firebird Mini-Humbucker SM-1 (màstil)
Il·lustració 104: Pastilla Seymour Duncan Phat Cat (pont)
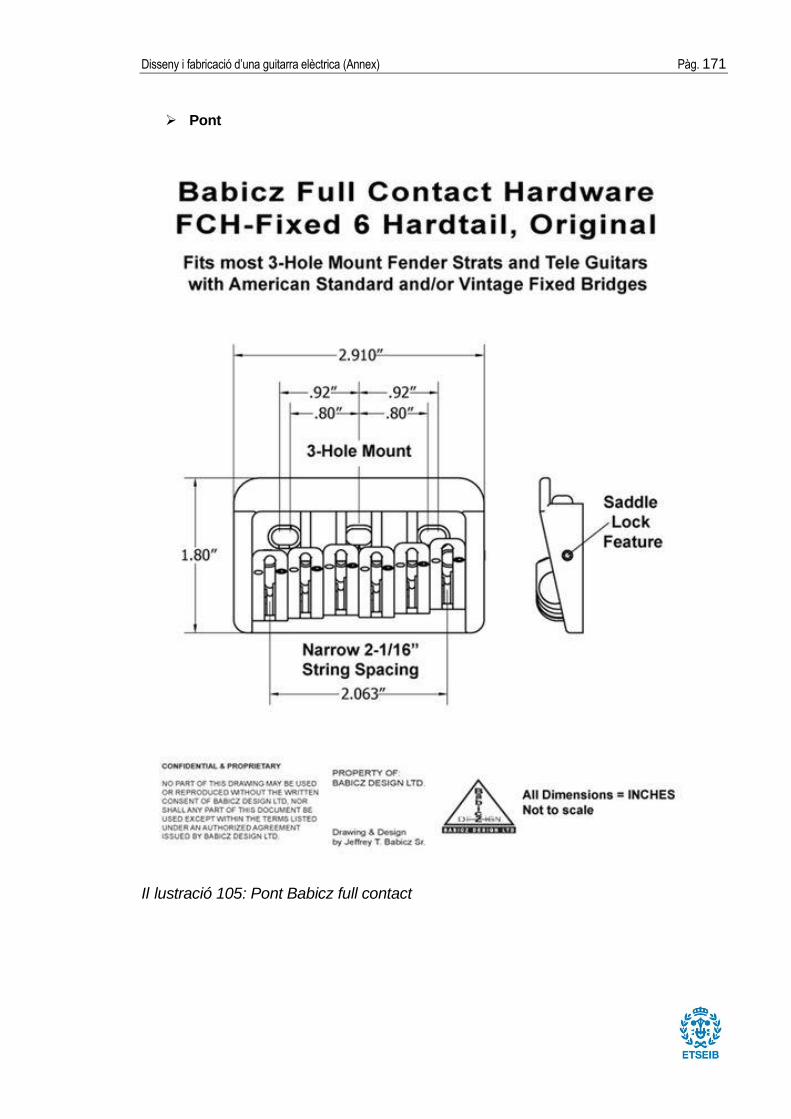
Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 171
➢ Pont
Il·lustració 105: Pont Babicz full contact

Pág. 172 Annex
4.2. Fulles de ruta
Les fulles de ruta han estat elaborades pel procés de fabricació dissenyat i simulat pel
projecte [42], i poden representar un procés de fabricació diferent del dut a terme pel
fabricant Digitall. Cal remarcar que en cap cas es traca de fulles de ruta oficials proveïdes.
4.2.1. Cos

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 173
4.2.2. Tapa dreta

Pág. 174 Annex
4.2.3. Tapa Esquerra

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 175
4.2.4. Diapasó

Pág. 176 Annex
4.2.5. Mànec i cap

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 177
4.3. Gràfiques d’utilitat de paràmetres de fabricació
4.3.1. Velocitat de tal en funció de les RPM i del diàmetre de la fresa (Fresat)
Il·lustració 106: Velocitat de tall en funció de les RPM i el diàmetre de la fresa
(Fresat)

Pág. 178 Annex
4.3.2. Avanç per dent en funció de la velocitat d’avanç, les RPM i el nombre
de dents (Fresat)
Il·lustració 107: Avanç per dent en funció de la velocitat d’avanç, les RPM i el
nombre de dents (Fresat)

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 179
4.3.3. RPM segons al broca i la velocitat de tal (Trepatge)
Taula 48: RPM segons la broca i la velocitat de tall (Trepatge)

Pág. 180 Annex
4.4. Estandardització de cargols i operacions de trepatge
4.4.1. Cargols segons l’estàndard americà
Taula 49: Cargols segons l’estàndard americà

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 181
4.4.2. Cargols i trepatges prèvis en fusta
Taula 50: Cargols i trepatges previs en fusta

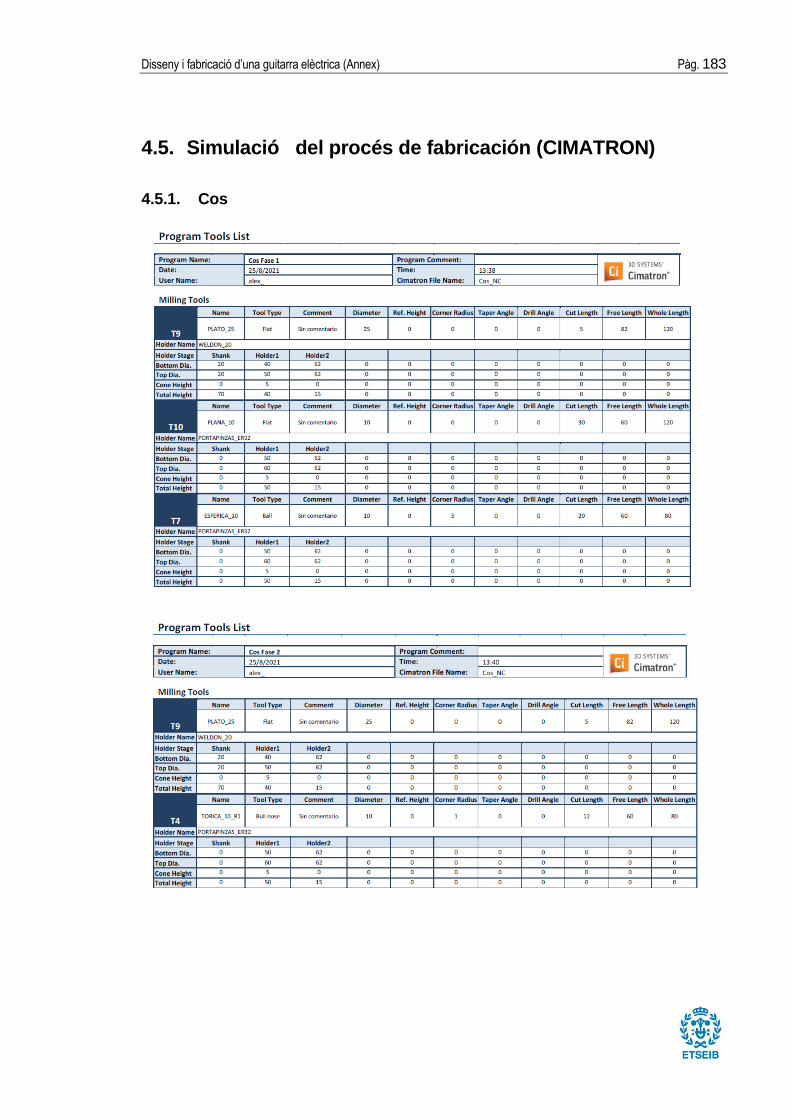
Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 183
4.5. Simulació del procés de fabricación (CIMATRON)
4.5.1. Cos

Pág. 184 Annex

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 185

Pág. 186 Annex
4.5.2. Tapa dreta

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 187

Pág. 188 Annex
4.5.3. Tapa esquerra

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 189

Pág. 190 Annex
4.5.4. Diapasó

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 191

Pág. 192 Annex

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 193
4.5.5. Mànec i cap

Pág. 194 Annex

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 195

Pág. 196 Annex
4.5.6. Annex de figures
4.6. Il·lustracions (Annex)
Il·lustració 1: Mástil ................................................................................................................. 7
Il·lustració 2: Diapasó ............................................................................................................. 7
Il·lustració 3: Vistes del diapasó ............................................................................................. 8
Il·lustració 4: Radi de curvatura .............................................................................................. 8
Il·lustració 5: Celleta de la guitarra en posició màstil ............................................................ 13
Il·lustració 6: Filferro ............................................................................................................. 15
Il·lustració 7: Trasts més comuns estandarditzats ................................................................ 19
Il·lustració 8: Variables de mesura dels trasts ...................................................................... 20
Il·lustració 9: Exemple d’ubicacions d’incrustacions ............................................................. 20
Il·lustració 10: Exemples d’incrustacions .............................................................................. 21
Il·lustració 11: Exemples de caps ......................................................................................... 26
Il·lustració 12: Cap recte i direcció de les fibres .................................................................... 27
Il·lustració 13: Cap inclinat ................................................................................................... 27
Il·lustració 14: Possibles direccions de fibres (cap inclinat) .................................................. 28
Il·lustració 15: Mecanisme claviller d’afinació ....................................................................... 29
Il·lustració 16: Comparativa de clavillers .............................................................................. 30
Il·lustració 17: Distribucions de clavillers al cap .................................................................... 31
Il·lustració 18: Arbre de fixació de cordes ............................................................................. 32
Il·lustració 19: Exemples d’arbre de fixació de cordes en cap recte ..................................... 32
Il·lustració 20: Ànima d’acció simple ..................................................................................... 33

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 197
Il·lustració 21: Ànima de doble acció .................................................................................... 34
Il·lustració 22: Cossos semi-buits ......................................................................................... 35
Il·lustració 23: Exemples de cossos de guitarra elèctrica ..................................................... 36
Il·lustració 24: Exemples de tapes sobre un cos base .......................................................... 37
Il·lustració 25: Exemples de Pickguards ............................................................................... 38
Il·lustració 26: Exemples de compatibilitat entre Pickguard i altres xapes protectores ......... 38
Il·lustració 27: Pont trèmolo cavitats necessàries i fixació .................................................... 42
Il·lustració 28: Pont trèmolo components i exemple de model acoblat ................................. 42
Il·lustració 29: Pont Bigsby ensamblat i aïllat ....................................................................... 43
Il·lustració 30: Pont Floyd Rose cavitats, anclatje i exemple de producte ensamblat ........... 44
Il·lustració 31: Inducció de corrent en funció de la posició de la corda ................................. 46
Il·lustració 32: Magnetització de la corda i inducció del corrent a la bobina .......................... 47
Il·lustració 33: Pastilla amb imans i pastilla sense imants ..................................................... 48
Il·lustració 34: Mesura del Gaussímetre de pastilla amb i sense imants .............................. 48
Il·lustració 35: Col·locació de les pastilles ............................................................................ 48
Il·lustració 36: Registre de so amb Audacity ......................................................................... 49
Il·lustració 37: Components pastilla single coil ..................................................................... 50
Il·lustració 38: Pastilles single coil ........................................................................................ 50
Il·lustració 39: Connexions possibles single coil (1) .............................................................. 51
Il·lustració 40: Connexions possibles single coil (2) .............................................................. 52
Il·lustració 41: Components pastilla humbucker ................................................................... 53
Il·lustració 42: Connexions pastilla humbucker ..................................................................... 54
Il·lustració 43: Components pastilles P-90............................................................................ 56

Pág. 198 Annex
Il·lustració 44: Pastilles P-90 ................................................................................................ 56
Il·lustració 45: Tipologies peculiars P-90 del fabricant VOX COAXE .................................... 57
Il·lustració 46: Alçada pastilles (1) ........................................................................................ 58
Il·lustració 47: Alçada pastilles (2) ........................................................................................ 59
Il·lustració 48: Harmònics de les corda i posició de les pastilles ........................................... 60
Il·lustració 49: Pastilles actives ............................................................................................. 61
Il·lustració 50: Interruptors SPDT ......................................................................................... 62
Il·lustració 51: Interruptors DPDT ......................................................................................... 63
Il·lustració 52: Interruptors 3PDT .......................................................................................... 64
Il·lustració 53: Interruptors 4PDT .......................................................................................... 64
Il·lustració 54: Interruptors 3-way blade switch ..................................................................... 65
Il·lustració 55: Interruptor 3 way blade switch 5 throws ........................................................ 66
Il·lustració 56: Interruptor Super switch ................................................................................ 66
Il·lustració 57: Potenciòmetre ............................................................................................... 68
Il·lustració 58: Cables del potenciòmetre .............................................................................. 69
Il·lustració 59: Connexions i cables dels potenciòmetres ..................................................... 70
Il·lustració 60: Terminal Jack mono ...................................................................................... 75
Il·lustració 61: Terminal Jack stereo ..................................................................................... 76
Il·lustració 62: Pastilla electromagnètica modelitzada (1) ..................................................... 78
Il·lustració 63: Pastilla electromagnètica modelitzada (2) ..................................................... 78
Il·lustració 64: Circuit electrònic modelitzat ........................................................................... 79
Il·lustració 65: Gràfica de freqüència de ressonància ........................................................... 79
Il·lustració 66: Influència dels corrents de Foucault sobre la corba de freqüències .............. 80

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 199
Il·lustració 67: Modelització circuit model 1 (1) ..................................................................... 81
Il·lustració 68: Modelització circuit model 1 (2) ..................................................................... 81
Il·lustració 69: Modelització del circuit model 2 ..................................................................... 82
Il·lustració 70: Modelització del circuit model 3 ..................................................................... 83
Il·lustració 71: Modelització del circuit model 4 ..................................................................... 83
Il·lustració 72: Modelització del circuit 5 ............................................................................... 84
Il·lustració 73: Modelització del circuit 6 (1) .......................................................................... 85
Il·lustració 74: Modelització del circuit 6 (2) .......................................................................... 85
Il·lustració 75: Freqüencies de les notes en les primeres posicions ..................................... 89
Il·lustració 76: Tensió de les cordes en afinació estàndard .................................................. 91
Il·lustració 77: Tensió de les cordes en altres afinacions (1) ................................................ 91
Il·lustració 78: Tensió de les cordes en altres afinacions (2) ................................................ 92
Il·lustració 79: Tipologia de bobinats de les cordes .............................................................. 92
Il·lustració 80: Tipologia de forma de les cordes .................................................................. 93
Il·lustració 81: Alçada de les cordes ..................................................................................... 93
Il·lustració 82: Fresadora d’immersió .................................................................................. 123
Il·lustració 83 : Fresadora de base fixa ............................................................................... 123
Il·lustració 84 : Fresadora mixta ......................................................................................... 124
Il·lustració 85 : Fresadora d’escaires .................................................................................. 124
Il·lustració 86 : Fresadora de taula manual......................................................................... 125
Il·lustració 87 : Fresadora de control numèric ..................................................................... 126
Il·lustració 88: Tupí ............................................................................................................. 126
Il·lustració 89 : Elements de tall de fresadora i tupí ............................................................ 127

Pág. 200 Annex
Il·lustració 90: Engaletadora ............................................................................................... 128
Il·lustració 91: Variables de tall del procés de fresat ........................................................... 129
Il·lustració 92: Tall frontal ................................................................................................... 130
Il·lustració 93: Tall transversal ............................................................................................ 130
Il·lustració 94: Tall longitudinal en contra de les fibres ....................................................... 130
Il·lustració 95: Tall longitudinal a favor de les fibres ........................................................... 130
Il·lustració 96: Fresat tangencial ......................................................................................... 131
Il·lustració 97: Formació d’encenall .................................................................................... 132
Il·lustració 98: Fresat a favor de l’avanç ............................................................................. 133
Il·lustració 99: Càrrega d’encenall ...................................................................................... 142
Il·lustració 100: Ample de tall (Ae) i profunditat de passada (Ap) ................................ 144
Il·lustració 101: Força de tall específica ............................................................................. 146
Il·lustració 102: Clavillers d’afinació Schaller M6 de diàmetre 10 mm ................................ 169
Il·lustració 103: Pastilla Seymour Duncan Firebird Mini-Humbucker SM-1 (màstil) ............ 170
Il·lustració 104: Pastilla Seymour Duncan Phat Cat (pont) ................................................. 170
Il·lustració 105: Pont Babicz full contact ............................................................................. 171
Il·lustració 106: Velocitat de tall en funció de les RPM i el diàmetre de la fresa (Fresat) .... 177
Il·lustració 107: Avanç per dent en funció de la velocitat d’avanç, les RPM i el nombre de
dents (Fresat) ..................................................................................................................... 178
4.7. Taules (Annex)
Taula 1: Radi de curvatura explicació..................................................................................... 9
Taula 2: Radi de curvatura tipologia ..................................................................................... 11

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 201
Taula 3: Longituds d’escala estàndards ............................................................................... 12
Taula 4: Amples de celleta estàndards ................................................................................. 14
Taula 5: Tipologia de trasts i propietats ................................................................................ 17
Taula 6: Comparativa de trasts ............................................................................................ 18
Taula 7: Especificacions de trasts estandarditzats més comuns .......................................... 19
Taula 8: Tipologies d’unió del màstil amb el cos .................................................................. 21
Taula 9: Tipologia de mànecs (secció) ................................................................................. 25
Taula 10: Tipologia de ponts fixes ........................................................................................ 40
Taula 11: Taula d’avantatges i inconvenients del pont fixe ................................................... 41
Taula 12: Taula d’avantatges i inconvenients del pont trèmolo ............................................ 42
Taula 13: Taula d’avantatges i inconvenients del pont Bigsby ............................................. 43
Taula 14: Taula d’avantatges i inconvenients del pont Floyd Rose ...................................... 45
Taula 15: Alçada de pastilles single coil ............................................................................... 58
Taula 16: Alçada de pastilles humbucker ............................................................................. 59
Taula 17: Taula de tipologia d’interruptors ............................................................................ 67
Taula 18: Agrupacions de potenciòmetres habituals ............................................................ 72
Taula 19: Materials de les cordes de guitarra elèctrica ......................................................... 86
Taula 20: Calibres d’un dels fabricants de cordes ................................................................ 88
Taula 21: Taula d’afinació i tensió de les cordes .................................................................. 89
Taula 22: Tipologia de guitarres elèctriques més comunes .................................................. 94
Taula 23: Anàlisi qualitatiu de fustes .................................................................................... 99
Taula 24: Anàlisi qualitatiu de possibles materials (celleta) ................................................ 114
Taula 25: Anàlisi qualitatiu de possibles materials (trasts) .................................................. 115

Pág. 202 Annex
Taula 26: Anàlisi qualitatiu de possibles materials (incrustacions) ..................................... 116
Taula 27: Anàlisi qualitatiu de possibles materials (clavillers) ............................................. 116
Taula 28: Anàlisi qualitatiu de possibles materials (arbres de fixació) ................................ 116
Taula 29: Anàlisi qualitatiu de possibles materials (ànima) ................................................ 116
Taula 30: Anàlisi qualitatiu de possibles materials (pickguard) ........................................... 116
Taula 31: Anàlisi qualitatiu de possibles materials (pont) ................................................... 117
Taula 32: Anàlisi qualitatiu de possibles materials (gàbia de Faraday) .............................. 117
Taula 33: Variables de tall del procés de fresat .................................................................. 129
Taula 34: Avantatges i inconvenients del fresat en contra de l’avanç ................................. 132
Taula 35: Avantatges i inconvenients del fresat a favor de l’avanç..................................... 133
Taula 36: Elements constitutius de les freses..................................................................... 134
Taula 37: Métodes classificatius de freses ......................................................................... 135
Taula 38: Tipologia de freses ............................................................................................. 136
Taula 39: Paràmetres del procés de fresat ......................................................................... 139
Taula 40: Velocitats de tall elevades i baixes ..................................................................... 140
Taula 41: Velocitats de tall per fustes recomanades .......................................................... 140
Taula 42: Requeriments de càrrega d’encenall .................................................................. 141
Taula 43: Càrrega d’encenall recomanada ........................................................................ 142
Taula 44. Velocitats d’avanç elevades i baixes .................................................................. 143
Taula 45: Elements constitutius de les broques habituals .................................................. 151
Taula 46: Tipologia de broques .......................................................................................... 153
Taula 47: Paràmetres del procés de fresat ......................................................................... 154
Taula 48: RPM segons la broca i la velocitat de tall (Trepatge) .......................................... 179

Disseny i fabricació d’una guitarra elèctrica (Annex) Pàg. 203
Taula 49: Cargols segons l’estàndard americà .................................................................. 180
Taula 50: Cargols i trepatges previs en fusta ..................................................................... 181
4.8. Equacions (Annex)
Equació 1: Posició dels trasts ............................................................................................... 13
Equació 2: Tensió de les cordes .......................................................................................... 88
Equació 3: Velocitat de tall ................................................................................................. 139
Equació 4: Revolucións per minut ...................................................................................... 141
Equació 5: Càrrega d’encenall ........................................................................................... 142
Equació 6: Velocitat d’avanç .............................................................................................. 143
Equació 7: Secció de l’encenall .......................................................................................... 145
Equació 8: Volum d’encenall arrencat ................................................................................ 145
Equació 9: Temps de mecanitzat de fresat ........................................................................ 145
Equació 10: Potència de tall ............................................................................................... 146
Equació 11: Avanç per revolució ........................................................................................ 155
Equació 12: Temps de mecanitzat de trepatge .................................................................. 156
Equació 13: Potència de tall de trepatge ............................................................................ 157

Pàg. 204 Memòria
Bibliografia de l’Annex
Referències bibliogràfiques
[1] ZING INSTRUMENTS, 2020. Guitar nut types [En línia] Disponible:
https://zinginstruments.com/ /types-of-guitar-nuts/ [Últim accés: 11/03/20].
[2] GUITAR.COM, 2020. All about frets [En línia] Disponible:
https://guitar.com/guides/essential-guide/ all-about-frets/ [Últim accés: 05/04/20].
[3] DAWSONS, 2020. Guitar tunners guide [En línia] Disponible:
https://www.dawsons.co.uk /blog/different-guitar-tuners [Últim accés: 17/11/20].
[4] GUITARLOBBY, 2020. Electric guitar neck profile [En línia] Disponible:
https://www.guitarlobby.com/guitar-neck-shapes/ [Últim accés: 12/03/20].
[5] GUITARLOBBY, 2020. Headstock shapes [En línia] Disponible:
https://www.guitarlobby.com/ guitar-headstock-shapes/ [Últim accés: 02/04/20].
[6] GUITAR SKILLS PLANET, 2020. What are string trees? [En línia] Disponible:
https://guitarskillsplanet.com/string-trees/ [Últim accés: 06/05/20].
[7] APRENDIZ DE LUTHIER, 2020. Calcular la posición de los trastes en el diapasón. [En
línia] Disponible: https://aprendizdeluthier.com/como-calcular-la-posicion-de-los-trastes-
en-el-diapason/. [ Últim accés: 23/02/21].
[8] GUITAR SKILLS PLANET, 2020. Truss rod types [En línia] Disponible:
https://guitarskillsplanet.com/truss-rod/ [Últim accés: 28/01/20].
[9] GUITAR SKILLS PLANET, 2020. Guitar bridge types [En línia] Disponible:
https://guitarskillsplanet.com/guitar-bridge-types/ [Últim accés: 19/04/20].
[10] GUITAR GEAR FINDER, 2020. Bolt on vs Set neck vs Neck Through [En línia]
Disponible: https://guitargearfinder.com/guides/guitar-neck-joints/ [Últim accés:
17/03/20].
[11] GUITAR.COM, 2020. All about P90 [En línia] Disponible:
https://guitar.com/guides/essential-guide/all-about-p-90s/ [Últim accés: 12/05/20].
[12] DAWSONS, 2020. Humbucker vs Single coils [En línia] Disponible:
https://www.dawsons.co.uk/blog/humbuckers-vs-single-coil-pickups-beginners-

Disseny i fabricació d’una guitarra elèctrica (Annex) Pág. 205
guide#:~:text=up%20quite%20easily.-,Humbuckers,that%20of%20a%20single%20coil.
[Últim accés: 22/05/20].
[13] AMPLIFIED PARTS, 2020. Basic electric guitar circuits [En línia] Disponible:
https://www.amplifiedparts.com/tech-articles/basic-electric-guitar-circuits-1-pickups
[Últim accés: 11/11/20].
[14] WIKIPEDIA, 2020. Guitar wiring [En línia] Disponible:
https://en.wikipedia.org/wiki/Guitar_wiring [Últim accés: 03/07/20].
[15] ARTISAN LUTHIERS, 2020. Understanding caps and pots [En línia] Disponible:
https://www.artisanluthiers.com/blog/understanding-guitar-pots-caps/ [Últim accés:
14/03/20].
[16] UNIVERSITAT POLITÈCNICA DE CATALUNYA. Sistemas de fabricación: teoria 2019-
2020. Barcelona, 2019. Escola Tècnica Superior d’Enginyeria Industrial. Departament
d’Enginyeria Mecànica p. 120-155
[17] UNIVERSITAT POLITÈCNICA DE CATALUNYA. Sistemas de fabricación: teoria 2019-
2020. Barcelona, 2019. Escola Tècnica Superior d’Enginyeria Industrial. Departament
d’Enginyeria Mecànica p. 155-175
[18] UNIVERSIDAD COMPLUTENSE DE MADRID, 2013. Ondas estacionarias en una
Cuerda. [En línia] Disponible: https://www.ucm.es/data/cont/docs/76-2013-07-11-
06_Standing_waves_on_strings.pdf*. *[ Últim accés: 21/02/21].
[19] VALLES TOMAS, J. Electric guitar pickup characterization and modelling, Tesi
doctoral, Universitat Politècnica de Barcelona, 2014. p. 25-43
[20] LAWING, S. How does a guitar pickup really work, 2018. [En línia] Disponible:
https://www.guitarworld.com/gear/how-does-a-guitar-pickup-really-work [Últim accés:
22/03/21].
[21] NATIONAL HIGH MAGNETIC FIELD LABORATORY, 2021. Guitar Pickup. [En línia]
Disponible: https://nationalmaglab.org/education/magnet-academy/watch-
play/interactive/guitar-pickup [Últim accés: 22/03/21].
[22] DOC SCHUSTER, Electric Guitar Pickup Coil to Amplifier to Speaker Voice Coil
Theory | Doc Physics, Youtube, 2013. [Vídeo] [En línia] Disponible:
https://www.youtube.com/watch?v=-colsdWF4-s
[23] GUITAR NUTS 2. Modelling an electric guitar with LTSpice, 2020. [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim
Pàg. 206 Memòria
accés: 22/04/21].
[24] TDPRI, Phsysically Based Eddy Current Equivalent Circuit, 2018. [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 24/04/21].
[25] OrCAD, Inc. OrCad Pspice A/D. Madrid, 1998
[26] BITFAB, 2020. Guia de fresadores, 2020. [En línia] Disponible:
https://bitfab.io/es/blog/fresadoras/ [Últim accés: 11/02/20].
[27] BRICOTODO, 2020. Taladrar [En línia] Disponible:
http://www.bricotodo.com/taladrar.htm [Últim accés: 11/11/20].
[28] TECNOCORTE, 2021. Velocidad de corte y avance en fresadora CNC: cómo
calcularlas fácilmente. [En línia] Disponible: https://tecnocorte.com/blog/fresadora-cnc-
calcular-velocidad-de-corte-y-de-avance/. [Últim accés: 14/05/21].
[29] TECNOCORTE, 2021. Fresas para madera: fresadora CNC. [En línia] Disponible:
https://tecnocorte.com/blog/fresas-para-madera-fresadora-cnc/.[ Últim accés: 16/05/21].
[30] SWEETWATER, 2020. Fretboard Radius, 2020. [En línia] Disponible:
https://www.sweetwater.com/insync/what-is-fingerboard-radius/ [Últim accés: 11/01/20].
[31] HARMONY CENTRAL, 2020. Electric guitar switches, 2020. [En línia] Disponible:
https://www.harmonycentral.com/articles/guitars/electric-guitar-switches-%E2%80%93-
a-beginners-guide-r905/ [Últim accés: 28/11/20].
[32] DADDARIO, 2020. Guitar strings catalog, 2020. [En línia] Disponible:
https://www.daddario.com/globalassets/pdfs/accessories/tension_chart_13934.pdf
[Últim accés: 05/11/20].
[33] WARMOTH, 2021. Guitar body woods. [En línia] Disponible: https://warmoth.com/
guitar-body-woods. [Últim accés: 25/12/21].
[34] WARMOTH, 2021. Guitar neck woods. [En línia] Disponible: https://warmoth.com/
guitar-neck-woods. [Últim accés: 20/12/21].
[35] THOMANN, 2021. Guitarras y bajos. [En línia] Disponible:
https://www.thomann.de/es/guitarras_y_bajos.html. [Últim accés: 29/12/21].
[36] TECNOCORTE, 2021. Fresas para madera: fresadora CNC. [En línia] Disponible:
https://tecnocorte.com/blog/informacion-tecnica-la-herramienta-madera/.[ Últim accés:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pág. 207
16/05/21].
Bibliografia complementària
[37] REBAGLIATO TORREGOSA, S. Estudio vibroacústico de materiales compuestos
biodegradables como sustitutivos de la madera para instrumentos musicales, Treball
de fi de grau, Universidad Politécnica de Valencia, 2017. p. 29-60.
[38] IÑÍGUEZ GONZÁLEZ, G. Clasificación mediante técnicas no destructives y evaluación
de las propiedades mecánicas de la madera asserada de coníferes de gran escuadría
para uso estructural. Tesis doctoral, Universidad Politécnica de Madrid, 2007.
[39] PALOMINO COBO, M. Determinación de las propiedades mecánicas de la madera de
chopo mediante ensayos no destructives. Treball de fi de grau, Universidad de
Granada, 2019.
[40] MAS I TORRES, L. Rediseño y mejora de las prestacions en una guitarra eléctrica,
Treball de fi de grau, Universidad Jaume I, 2015.
[41] ADÍN VILLAFRANCA, A. Diseñó y fabricación de guitarra eléctrica modular. Treball de
final de grau, Universidad de Navarra, 2016.
[42] COSTA RICÓS, M. Disseny i fabricació d’una guitarra elèctrica. Treball de final de
grau, Universitat Politècnica de Barcelona, 2021.
Referències bibliogràfiques (imatges)
[Il·lustració 1] MUSICOPOLIX, 2021. [Fotografia] [En línia] Disponible:
https://musicopolix.com/cat/guitarras/guitarra-clasica-guitarra-espanola/49512-valencia-
guitarra-clasica-vc103-3-4-nat.html. [Últim accés: 11/01/21].
[Il·lustració 2] GUITAR.COM, 2021. [Fotografia] [En línia] Disponible:
https://guitar.com/guides/essential-guide/all-about-frets [Últim accés: 12/01/21].
[Il·lustració 4] WAYMORESOUND, 2021. [Fotografia] [En línia] Disponible:
https://waymoresound.com/what-guitar-neck-radius-is-
best/#:~:text=16%E2%80%9D%20radius%20is%20about%20as%20flat%20as%20it,%28bu
t%20more%20on%20compound%20radius%20in%20a%20minute%2 [Últim accés:
15/01/21].
[Il·lustració 5] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:

Pàg. 208 Memòria
https://guitarskillsplanet.com/guitar-nut-
performance/#:~:text=The%20guitar%20Nut%20is%20the%20small%20block%20of,also%2
0align%20the%20strings%20appropriately%20to%20the%20bridge [Últim accés: 12/01/21].
[Il·lustració 6] MUSICOPOLIX, 2021. [Fotografia] [En línia] Disponible:
https://musicopolix.com/cat/guitarras/guitarra-clasica-guitarra-espanola/49512-valencia-
guitarra-clasica-vc103-3-4-nat.html. [Últim accés: 11/01/21].
[Il·lustració 7] FRUDUA, 2021. [Fotografia] [En línia] Disponible:
https://frudua.com/different-types-of-guitar-frets.htm. [Últim accés: 13/01/21].
[Il·lustració 8] GUITARPARTS.ES, 2021. [Fotografia] [En línia] Disponible:
https://www.guitarparts.es/18-partes-y-piezas-para-instrumentos-de-cuerdA. [Últim accés:
15/02/21].
[Il·lustració 9] MANUAL DE GUITARRA, 2021. [Fotografia] [En línia] Disponible:
ttps://manualguitarraelectrica.com/inlays-guitarras-marca-trastes. [Últim accés: 11/02/21].
[Il·lustració 10] MANUAL DE GUITARRA, 2021. [Fotografia] [En línia] Disponible:
ttps://manualguitarraelectrica.com/inlays-guitarras-marca-trastes. [Últim accés: 11/02/21].
[Il·lustració 11] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-headstock-types. [Últim accés: 17/02/21].
[Il·lustració 12] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-headstock-types. [Últim accés: 17/02/21].
[Il·lustració 13] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-headstock-types. [Últim accés: 17/02/21].
[Il·lustració 14] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-headstock-types. [Últim accés: 16/01/21].
[Il·lustració 15] ANDERTONS, 2021. [Fotografia] [En línia] Disponible:
https://www.andertons.co.uk/guitar-tuner-guide. [Últim accés: 19/01/21].
[Il·lustració 16] ANDERTONS, 2021. [Fotografia] [En línia] Disponible:
https://www.andertons.co.uk/guitar-tuner-guide. [Últim accés: 24/01/21].
[Il·lustració 17] ANDERTONS, 2021. [Fotografia] [En línia] Disponible:
https://www.andertons.co.uk/guitar-tuner-guide. [Últim accés: 17/02/21].
[Il·lustració 18] FENDER, 2021. [Fotografia] [En línia] Disponible:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pág. 209
https://www.fender.com/articles/gear/what-is-a-string-tree [Últim accés: 17/02/21].
[Il·lustració 19] FENDER, 2021. [Fotografia] [En línia] Disponible:
https://www.fender.com/articles/gear/what-is-a-string-tree [Últim accés: 05/01/21].
[Il·lustració 20] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/truss-
rod/#:~:text=There%20are%20THREE%20types%20of,So%2C%20let%27s%20jump%20rig
ht%20in. [Últim accés: 15/01/21].
[Il·lustració 21] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/truss-
rod/#:~:text=There%20are%20THREE%20types%20of,So%2C%20let%27s%20jump%20rig
ht%20in. [Últim accés: 15/01/21].
[Il·lustració 22] CLANDESTINE GUITARS, 2021. [Fotografia] [En línia] Disponible:
https://clandestineguitars.com/tienda. [Últim accés: 2301/21].
[Il·lustració 23] THOMANN, 2021. [Fotografia] [En línia] Disponible:
https://www.thomann.de/es/guitarras_electricas.html [Últim accés: 05/01/21].
[Il·lustració 24] CLANDESTINE GUITARS, 2021. [Fotografia] [En línia] Disponible:
https://clandestineguitars.com/tienda. [Últim accés: 15/03/21].
[Il·lustració 25] THOMANN, 2021. [Fotografia] [En línia] Disponible:
https://www.thomann.de/es/golpeadores_para_guitarra.html [Últim accés: 15/03/21].
[Il·lustració 26] THOMANN, 2021. [Fotografia] [En línia] Disponible:
https://www.thomann.de/es/golpeadores_para_guitarra.html [Últim accés: 18/04/21].
[Il·lustració 27] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-bridge-types [Últim accés: 18/04/21].
[Il·lustració 28] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-bridge-types [Últim accés: 18/04/21].
[Il·lustració 29] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-bridge-types [Últim accés: 18/04/21].
[Il·lustració 30] GUITAR SKILLS PLANET, 2021. [Fotografia] [En línia] Disponible:
https://guitarskillsplanet.com/guitar-bridge-types [Últim accés: 19/04/21].
[Il·lustració 31] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:

Pàg. 210 Memòria
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
15/01/21].
[Il·lustració 32] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
19/04/21].
[Il·lustració 33] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
20/04/21].
[Il·lustració 34] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
20/04/21].
[Il·lustració 35] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
20/04/21].
[Il·lustració 36] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
22/04/21].
[Il·lustració 37] SEYMOUR DUNCAN, 2021. [Fotografia] [En línia] Disponible:
https://www.seymourduncan.com/blog/latest-updates/the-anatomy-of-single-coil-pickup.
[Últim accés: 15/01/21].
[Il·lustració 38] MUSICOPOLIX, 2021. [Fotografia] [En línia] Disponible:
https://musicopolix.com/cat/guitarras/guitarra-clasica-guitarra-espanola/49512-valencia-
guitarra-clasica-vc103-3-4-nat.html. [Últim accés: 16/01/21].
[Il·lustració 39] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 40] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 41] STEW MAC, 2021. [Fotografia] [En línia] Disponible:
https://www.stewmac.com/video-and-ideas/online-resources/learn-about-guitar-pickups-and-
electronics-and-wiring/humbucker-pickup-kiT. [Últim accés: 15/01/21].

Disseny i fabricació d’una guitarra elèctrica (Annex) Pág. 211
[Il·lustració 42] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 43] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/P-90. [Últim accés: 11/01/21].
[Il·lustració 44] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/P-90. [Últim accés: 10/01/21].
[Il·lustració 45] MUSIQUIATRE, 2021. [Fotografia] [En línia] Disponible:
https://www.musiquiatra.com/index.php?/forums/topic/36774-mi-viola-nueva-vox-hdc-77-
semi-hollow. [Últim accés: 12/03/21].
[Il·lustració 46] PREMIER GUITAR, 2021. [Fotografia] [En línia] Disponible:
https://www.premierguitar.com/diy/mod-garage/humbucker-pickup-height [Últim accés:
26/02/21].
[Il·lustració 47] PREMIER GUITAR, 2021. [Fotografia] [En línia] Disponible:
https://www.premierguitar.com/diy/mod-garage/humbucker-pickup-height [Últim accés:
15/01/21].
[Il·lustració 48] HYPERPHYSICS, 2021. [Fotografia] [En línia] Disponible:
http://hyperphysics.phy-astr.gsu.edu/hbasees/Music/eguit.htm [Últim accés: 19/03/21].
[Il·lustració 49] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 50] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 51] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 52] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 53] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim

Pàg. 212 Memòria
accés: 26/02/21].
[Il·lustració 54] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 55] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 56] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 57] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 58] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 59] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 60] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 61] SLIDE SHARE (ALFONSO HERNANDEZ), 2021. [Fotografia] [En línia]
Disponible: https://es.slideshare.net/alfonsohernandez948494/diy-guitarra-circuito. [Últim
accés: 26/02/21].
[Il·lustració 62] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
01/03/21].
[Il·lustració 63] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
01/03/21].
[Il·lustració 64] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:

Disseny i fabricació d’una guitarra elèctrica (Annex) Pág. 213
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
01/03/21].
[Il·lustració 65] GUITAR NUTS 2, 2021. [Fotografia] [En línia] Disponible:
https://guitarnuts2.proboards.com/thread/7842/modeling-electric-guitar-ltspice [Últim accés:
01/03/21].
[Il·lustració 66] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 01/03/21].
[Il·lustració 67] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 01/03/21].
[Il·lustració 68] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 02/03/21].
[Il·lustració 69] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 02/03/21].
[Il·lustració 70] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 02/03/21].
[Il·lustració 71] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 02/03/21].
[Il·lustració 72] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 02/03/21].
[Il·lustració 73] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 02/03/21].
[Il·lustració 74] TDPRI, 2021. [Fotografia] [En línia] Disponible:
https://www.tdpri.com/threads/physically-based-eddy-current-equivalent-circuit.846745/
[Últim accés: 02/03/21].

Pàg. 214 Memòria
[Il·lustració 75] NATIONAL GUITAR ACADEMY, 2021. [Fotografia] [En línia] Disponible:
https://nationalguitaracademy.com/types-of-guitar-strings. [Últim accés: 15/05/21].
[Il·lustració 79] NATIONAL GUITAR ACADEMY, 2021. [Fotografia] [En línia] Disponible:
https://nationalguitaracademy.com/types-of-guitar-strings. [Últim accés: 15/05/21].
[Il·lustració 80] NATIONAL GUITAR ACADEMY, 2021. [Fotografia] [En línia] Disponible:
https://nationalguitaracademy.com/types-of-guitar-strings. [Últim accés: 15/05/21].
[Il·lustració 81] NATIONAL GUITAR ACADEMY, 2021. [Fotografia] [En línia] Disponible:
https://nationalguitaracademy.com/types-of-guitar-strings. [Últim accés: 15/05/21].
[Il·lustració 82] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 83] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 84] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 85] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 86] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 87] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 88] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 89] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 90] WIKIPEDIA, 2021. [Fotografia] [En línia] Disponible:
https://es.wikipedia.org/wiki/FresadorA. [Últim accés: 22/03/21].
[Il·lustració 91] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 92] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
Disseny i fabricació d’una guitarra elèctrica (Annex) Pág. 215
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 93] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 94] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 95] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 96] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 97] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 98] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 99] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 100] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 101] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 102] SCHALLER, 2021. [Fotografia] [En línia] Disponible:
https://schaller.info/en/m6-series [Últim accés: 19/01/21].
[Il·lustració 103] SEYMOUR DUNCAN, 2021. [Fotografia] [En línia] Disponible:

Pàg. 216 Memòria
https://www.seymourduncan.com/single-product/vintage-mini-humbucker. [Últim accés:
19/01/21].
[Il·lustració 104] SEYMOUR DUNCAN, 2021. [Fotografia] [En línia] Disponible:
https://www.seymourduncan.com/single-product/phat-cat. [Últim accés: 19/01/21].
[Il·lustració 105] BABICZ, 2021. [Fotografia] [En línia] Disponible:
https://musicopolix.com/cat/guitarras/guitarra-clasica-guitarra-espanola/49512-valencia-
guitarra-clasica-vc103-3-4-nat.html. [Últim accés: 19/01/21].
[Il·lustració 106] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].
[Il·lustració 107] TECNOCORTE, 2021. [Fotografia] [En línia] Disponible:
https://tecnocorte.com/blog/fresadora-cnc-calcular-velocidad-de-corte-y-de-avance/ [Últim
accés: 24/04/21].