diseÑo y construcciÓn de un prototipo de mÁquina …
TRANSCRIPT

1
DISEÑO Y CONSTRUCCIÓN DE UN PROTOTIPO DE MÁQUINA PARA LA OBTENCIÓN DE PULPA DE GUANÁBANA
NICOLAS ANDRÉS ARIAS BARRERA 20131074002
RICHARD ALEXANDER CORTES GARCIA 20131074007
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA MECÁNICA
BOGOTÁ D.C.
2020

2
DISEÑO Y CONSTRUCCIÓN DE UN PROTOTIPO DE MÁQUINA PARA LA OBTENCIÓN DE PULPA DE GUANÁBANA
NICOLAS ANDRÉS ARIAS BARRERA 20131074002
RICHARD ALEXANDER CORTES GARCIA 20131074007
MONOGRAFÍA PARA OPTAR AL TÍTULO DE TECNÓLOGO MECÁNICO
TUTOR
HENRY MORENO ACOSTA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA MECÁNICA
BOGOTÁ D.C.
2020

3
Nota de aceptación:
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
___________________________________
Firma presidente del jurado
___________________________________
Firma del jurado
___________________________________
Firma del jurado
__________________________
Ciudad y Fecha

4
Agradecimientos
Agradecemos a nuestros padres por la oportunidad que nos dieron de acceder a una educación superior, mediante la cual hemos recibido una formación académica de calidad, estamos en eterna gratitud por apoyarnos durante todo este proceso educativo, en especial, en el desarrollo de este proyecto.
Agradecemos al Ingeniero Henry Moreno Acosta por sus directrices e indicaciones para desarrollar este proyecto, a pesar de que se presentaron algunos inconvenientes, siempre nos ayudaba a buscar alguna solución, quien a pesar de nuestra situación laboral, propuso espacios de reunión y asesorías las cuales no se cruzaran con nuestros horarios.
Finalmente, queremos agradecer nuestros compañeros y conocidos que se han interesado en este proyecto y nos han animado para que saliera adelante.

5
CONTENIDO
INDICE DE FIGURAS .............................................................................................. 9
INDICE DE TABLAS .............................................................................................. 12
INDICE DE GRÁFICAS ......................................................................................... 13
INDICE DE ANEXOS ............................................................................................. 14
LISTA DE SIMBOLOS ........................................................................................... 15
LISTA DE ABREVIATURAS .................................................................................. 16
RESUMEN ............................................................................................................. 17
ABSTRACT ............................................................................................................ 18
INTRODUCCION ................................................................................................... 19
1. ANTECEDENTES ........................................................................................... 20
1.1. PANORAMA INTERNACIONAL ........................................................... 20
1.2. ÁMBITO NACIONAL Y LOCAL ............................................................ 21
1.2.1. Diseño y construcción de una planta prototipo procesadora de
frutas(Gómez Mario y Velasco Hermes) ...................................................... 22
1.2.2. Diseño de una despulpadora de fruta de guanábana de 400 Kg/h
de capacidad (Troya Juan) ........................................................................... 24
1.2.3. Diseño y construcción de una maquina despulpadora de frutas
(Tirria Lenin y Castro Diego) ........................................................................ 25
1.2.4. Diseño y construcción de una maquina semiautomática para el
despulpado de frutas (Álvarez Ivette) .......................................................... 27
2. JUSTIFICACION ............................................................................................. 30
3. PROBLEMA DE INVESTIGACION ................................................................. 31
4. OBJETIVOS .................................................................................................... 32
4.1. OBJETIVO GENERAL ............................................................................. 32
4.2. OBJETIVOS ESPECÍFICOS .................................................................... 32
5. MARCO TEORICO CONCEPTUAL ................................................................ 33
5.1. LA GUANABANA .................................................................................... 33
5.2. CLASIFICACION ...................................................................................... 33
5.2.1. Categoría Extra:................................................................................ 33
5.2.2. Categoría I ......................................................................................... 33

6
5.2.3. Categoría II ........................................................................................ 34
5.2.4. Tamaños ........................................................................................... 34
5.3. PULPA DE FRUTA................................................................................... 35
5.4. CARNE DE FRUTA .................................................................................. 35
5.5. PROCESO PRODUCTIVO DE LA GUANABANA ................................... 35
5.5.1. Recepción ......................................................................................... 35
5.5.2. Maduración ....................................................................................... 35
5.5.3. Precámara ......................................................................................... 35
5.5.4. Lavado y desinfección ..................................................................... 36
5.5.5. Corte .................................................................................................. 36
5.5.6. Despulpado o Desmontado ............................................................. 36
5.5.7. Escaneado ........................................................................................ 36
5.5.8. Tratamiento ....................................................................................... 36
5.5.9. Empaque ........................................................................................... 36
5.5.10. Vacío .............................................................................................. 36
5.5.11. Refrigeración ................................................................................. 37
5.6. DESPULPADO O EXTRACCION DE PULPA ......................................... 37
5.7. DESPULPADORA .................................................................................... 37
5.8. DISEÑO .................................................................................................... 37
5.9. MECANISMO ........................................................................................... 37
5.10. MAQUINA ............................................................................................. 37
5.11. PROTOTIPO ......................................................................................... 38
5.12. TAMIZ.................................................................................................... 38
5.13. TRANSMSION DE POTENCIA ............................................................. 38
5.14. DISEÑO MECANICO ............................................................................ 38
5.15. CONTROLADOR LOGICO PROGRAMABLE ...................................... 38
5.16. CONTROL NUMERICO COMPUTARIZADO ........................................ 39
5.17. MOTORES PASO A PASO ................................................................... 39
5.18. TORNILLOS DE POTENCIA ................................................................ 40
6. METODOLOGIA ............................................................................................. 41

7
6.1. DIMENSIONAMIENTO, SELECCIÓN Y DISEÑO DEL PROTOTIPO DE
MAQUINA DESPULPADORA DE GUANÁBANA. ............................................ 41
6.2. FABRICACIÓN Y ENSAMBLE ................................................................ 41
6.3. PRUEBAS ................................................................................................ 41
7. DESARROLLO DE LA PROPUESTA ............................................................ 42
7.1. CARACTERIZACIÓN DE LA GUANÁBANA ........................................... 42
7.1.1. Relación número de pepas sobre peso .......................................... 42
7.1.2. Dimensiones de la pepa de Guanábana ......................................... 44
7.1.3. Fuerza de despulpado ..................................................................... 46
7.1.4. Análisis de resultados ..................................................................... 47
7.2. SELECCIÓN DE MÉTODO DE DESPULPADO A EMPLEAR ................ 48
7.2.1. Métodos de despulpado .................................................................. 48
7.2.2. Criterios de evaluación .................................................................... 55
7.2.3. Evaluación de los métodos ............................................................. 57
7.2.4. Selección de método ....................................................................... 59
7.3. SELECCIÓN Y DISEÑO MECANISMO DE DESPULPADO .................... 59
7.3.1. Criterios de selección ...................................................................... 59
7.3.2. Alternativas de mecanismos de despulpado ................................. 60
7.3.3. Selección de mecanismos de despulpado .................................... 62
7.3.4. Diseño mecanismo de despulpado ................................................ 63
7.4. DISEÑO DE LA TRANSMISIÓN DE POTENCIA ..................................... 68
7.4.1. Eje X .................................................................................................. 72
7.4.2. Eje Y .................................................................................................. 92
7.4.3. Eje Z ................................................................................................... 94
7.5. SELECCIÓN DE RODAMIENTOS ......................................................... 101
7.6. DISEÑO Y CONSTRUCCIÓN DE LA ESTRUCTURA DE SOPORTE DE
LA MAQUINA ................................................................................................... 105
7.7. SELECCIÓN E IMPLEMENTACIÓN DE LOS MECANISMOS DE MANDO
ELÉCTRICO ..................................................................................................... 108
7.8. SELECCIÓN DEL MOTOR .................................................................... 110
7.8.1. Criterios de Selección .................................................................... 110
7.8.2. Alternativas de Motor ..................................................................... 110

8
7.8.3. Selección del Motor ....................................................................... 115
7.9. FABRICACIÓN Y ENSAMBLE .............................................................. 116
7.9.1. Planos de Fabricación ................................................................... 116
7.9.2. Cartas tecnológicas elementos no normalizados ....................... 117
7.9.3. Montaje y ensamblaje .................................................................... 117
7.9.4. Programación ................................................................................. 120
7.10. PRUEBAS DE FUNCIONAMIENTO ................................................... 122
7.10.1. Verificación de la programación ................................................ 122
7.10.2. Verificación del mecanismo ....................................................... 122
7.10.3. Verificación de capacidad .......................................................... 124
8. CONCLUSIONES ......................................................................................... 128
9. BIBLIOGRAFIA ............................................................................................ 129

9
INDICE DE FIGURAS
Figura 1. Prototipo de Tornillo Dosificador y despulpado ....................................... 22
Figura 2. Despulpadora de guanábana de 400 Kg/h de capacidad ....................... 25
Figura 3. Diseño Final de la maquina despulpadora .............................................. 27
Figura 4. Ensamble de la Maquina Despulpadora de Frutas ................................. 28
Figura 5. Muestra de guanábana categoría a) Extra; b) I, y c) II ............................ 34
Figura 6. Esquema de los componentes de un sistema de control de lazo abierto
para una máquina de control numérico. ................................................................. 39
Figura 7. Prueba peso y numero de pepas ............................................................ 43
Figura 8. Prueba dimensión de la pepa ................................................................. 44
Figura 9. Montaje fuerza de despulpado ................................................................ 46
Figura 10. Prueba método mover y presionar ........................................................ 49
Figura 11. Prueba método cortar y empujar .......................................................... 50
Figura 12. Prueba método presionar y desplazar .................................................. 51
Figura 13. Despulpador Horizontal de Paletas ...................................................... 52
Figura 14. Despulpadora Horizontal por Tornillo Sin Fin ....................................... 53
Figura 15. Despulpador Vertical, sistema motriz en la parte superior .................... 54
Figura 16. Despulpador Vertical, sistema motriz parte inferior............................... 54
Figura 17. Mecanismo despulpado Yugo Escoces, tamizado por tornillo
transportador y admisión manual ........................................................................... 60
Figura 18. Mecanismo despulpe por chuchilla horizontal, tamizado por tornillo
transportador y admisión manual ........................................................................... 61
Figura 19. Mecanismo despulpe por chuchilla horizontal, tamiz fijo y admisión por
tornillo transportador .............................................................................................. 61
Figura 20. Mecanismo despulpado por cuchilla horizontal, tamiz fijo y mesa de
despulpado con movimiento en 2 ejes por tornillo transportador ........................... 62
Figura 21. Posibles posiciones de la pepa ............................................................. 64
Figura 22. Perforaciones del Tamiz ....................................................................... 65
Figura 23. Vista lateral pepa de guanábana .......................................................... 66
Figura 24. Esquema Disposición Tamiz con respecto a la pepa de guanábana .... 66
Figura 25. Esquema de despulpe .......................................................................... 67
Figura 26. Mecanismo despulpador ....................................................................... 68
Figura 27. Ejes transmisión de movimiento ........................................................... 69
Figura 28. Tipos de rosca normalizadas para tornillos de potencia ....................... 69
Figura 29. Casos donde se considera fricción ....................................................... 72
Figura 30. Dimensiones Tornillos Trapezoidales ................................................... 73
Figura 31. Número de entradas tornillos ................................................................ 74
Figura 32. Sección transversal tuerca .................................................................... 77
Figura 33 Propiedades Mecánicas Bronce ............................................................ 78
Figura 34. Estado de esfuerzos en la raíz del filete ............................................... 79
Figura 35. Factores de superficie para aceros ....................................................... 82
10
Figura 36. Ecuaciones factor de tamaño ............................................................... 83
Figura 37. Factor de confiabilidad .......................................................................... 83
Figura 38. Factores de carga ................................................................................. 84
Figura 39. Diagrama Sn-nc típico muchos aceros ................................................. 84
Figura 40. Límite de fatiga y esfuerzo ultimo ......................................................... 85
Figura 41. Diagrama Eje X ..................................................................................... 87
Figura 42. Diagrama Cortantes-Flectores Eje X .................................................... 88
Figura 43. Diagrama Eje X carga mínima .............................................................. 88
Figura 44. Diagrama Cortantes-Flectores Eje X Carga Minima ............................. 89
Figura 45. Factores de superficie para aceros ....................................................... 90
Figura 46. Diagrama Eje Z ..................................................................................... 98
Figura 47. Diagrama Cortantes-Flectores Eje Z..................................................... 99
Figura 48. Diagrama Eje Z carga mínima .............................................................. 99
Figura 49. Diagrama Cortantes-Flectores Eje Z Carga Minima ........................... 100
Figura 50. Comparación de los tipos de rodamientos .......................................... 102
Figura 51. Catalogo Rodamientos Serie Extra Pequeña NSK ............................. 103
Figura 52. Duración recomendada para rodamientos .......................................... 103
Figura 53. Factores por duración y por velocidad ................................................ 104
Figura 54. Rodamiento Seleccionado Según Parámetros ................................... 104
Figura 55. Propiedades Material Modelo ............................................................. 105
Figura 56. Modelo de Análisis .............................................................................. 106
Figura 57. Malla del Modelo ................................................................................. 106
Figura 58. Resultados Deformación Total ............................................................ 107
Figura 59. Factor de Seguridad Modelo ............................................................... 107
Figura 60. Placa Arduino UNO ............................................................................. 108
Figura 61. CNC Shield ......................................................................................... 109
Figura 62. Driver DRV8825 .................................................................................. 109
Figura 63. Partes del encoder .............................................................................. 112
Figura 64. Partes del servomotor ......................................................................... 113
Figura 65. Motor Paso a Paso ............................................................................. 113
Figura 66. Secuencia Paso Completo .................................................................. 114
Figura 67 Secuencia Wave Drive ......................................................................... 114
Figura 68. Secuencia Medio Paso ....................................................................... 115
Figura 69. Componentes del prototipo ................................................................. 117
Figura 70. Cuchilla de despulpe (Eje X) y Mecanismo de cierre (Eje Z´) ............. 118
Figura 71. Mesa de despulpe (Eje Y, Z) .............................................................. 119
Figura 72. Prototipo de Maquina despulpadora ................................................... 120
Figura 73. Parámetros de funcionamiento ........................................................... 121
Figura 74. Carga mínima ..................................................................................... 122
Figura 75. Tamiz deformado debido a mala ubicación de la pepa de guanábana
............................................................................................................................. 123

11
Figura 76. Trayectorias aproximación mesa de despulpe a tamiz ....................... 123
Figura 77. Resultados verificación mecanismo .................................................... 124
Figura 78. Carga de 200g .................................................................................... 125
Figura 79. Resultados carga de 200 gr ................................................................ 125
Figura 80. Resultados carga de 115 gr ................................................................ 127

12
INDICE DE TABLAS
Tabla 1. Tamaños de la Guanábana ...................................................................... 34
Tabla 2. Resultado prueba relación pepas sobre peso .......................................... 43
Tabla 3. Resultados prueba de dimensiones pepa de guanábana ........................ 45
Tabla 4. Resultados prueba fuerza de despulpe.................................................... 47
Tabla 5. Calificación calidad de la pulpa ................................................................ 55
Tabla 6. Calificación innovación tecnológica ......................................................... 55
Tabla 7. Calificación capacidad ............................................................................. 56
Tabla 8. Calificación Efectividad ............................................................................ 56
Tabla 9. Calificación facilidad de técnica ............................................................... 56
Tabla 10. Evaluación de los métodos y maquinas según los criterios establecidos
............................................................................................................................... 57
Tabla 11, Evaluación alternativas de mecanismos según criterios de selección. .. 63
Tabla 12. Altura de trabajo del filete de roscas estándar. ...................................... 71
Tabla 13. Coeficientes Wi y Wo para roscas estándar .......................................... 77
Tabla 14. Factor de concentración de esfuerzos por fatiga ................................... 81
Tabla 15. Cálculos Eje Y ........................................................................................ 92
Tabla 16. Cálculos Eje Z ........................................................................................ 95
Tabla 17. Evaluación alternativas de motor ......................................................... 115
Tabla 18. Motores PaP ........................................................................................ 116
Tabla 19. Resultados de variación carga ............................................................. 126

13
INDICE DE GRÁFICAS
Gráfica 1. Exportaciones colombianas de chirimoya, guanábana y demás anonas
(USD) ..................................................................................................................... 20
Gráfica 2 Principales países destino de las exportaciones de chirimoya, guanábana
y demás anonas, 2012 ........................................................................................... 21
Gráfica 3. Área Cosechada y producción de Guanábana en el Periodo 2000 – 2015
............................................................................................................................... 21

14
INDICE DE ANEXOS
ANEXO A. Planos de fabricación ANEXO B. Tabla propiedades materiales ANEXO C. Cartas tecnológicas ANEXO D. Código G ANEXO E. Manuales de operación y mantenimiento ANEXO F. Diagrama eléctrico

15
LISTA DE SIMBOLOS
Rpepas/m Relación Numero de pepas sobre peso [pepas/g] p Paso d Diámetro mayor dr Diámetro menor dm Diámetro medio Ts Torque de subida Tb Torque de bajada Sap Esfuerzo por aplastamiento Sd-ap Esfuerzo desgaste por aplastamiento F Fuerza axial de compresión h Altura trabajo del filete Nf Número de filetes en contacto (tornillo) LT Longitud Tuerca φ Constante representativo tipo de tuerca Fr Fuerza de rozamiento μ Coeficiente de rozamiento N Fuerza normal m Masa
𝑙 Avance tornillo αF Angulo de inclinación filetes At Área sometida a esfuerzos St Esfuerzo axial en filetes SsT Esfuerzo cortante en filetes por torsión Ssba Esfuerzo cortante en filetes Aba Área raíz filete Sflex Esfuerzo de flexión en los filetes N@ Factor de seguridad (Subíndice depende del
esfuerzo trabajado) SXX Esfuerzos plano XX

16
LISTA DE ABREVIATURAS
USD Dólares estadounidenses NTC Norma técnica colombiana QFD Despliegue función de calidad HMI Interfaz Hombre-Maquina IEC International Electrotechnical Commission PLC Controlador lógico programable CNC Control numérico computarizado NEMA National Electrical Manufacturers Association

17
RESUMEN
En este proyecto se estudia y analiza el proceso de despulpado de la guanábana, con el fin de diseñar y construir un prototipo de máquina que cumpla con esta finalidad, en un principio se estudió la maquinaria actual en el mercado y la acción humana para este proceso, teniendo esto en cuenta se propusieron varios modelos mecánicos los cuales se pusieron a prueba y se evaluaron, seleccionando finalmente alguno de estos, de la misma forma se realizaron pruebas y tomaron datos con respecto a la guanábana, recopilando esta información se calculó y diseño el mecanismo el cual separa la fruta de la semilla, al igual que los sistemas de transmisión de potencia, bancada de soporte teniendo en cuenta la ergonomía del operario, mando eléctrico para activar y controlar la máquina, y finalmente elaborar los manuales de operación y mantenimiento de la misma, así logrando obtener un prototipo de maquina el cual se puso a prueba y se evaluó.

18
ABSTRACT
In this project, the pulping process is studied and analyzed to design and build a machine prototype that achieve this purpose. In the beginning, actual machinery in the market and human action in this process is studied, taking this in account some mechanical models were proposed which were texted and evaluated, selecting one of these, in the same tested and took data regarding the soursop, compiling this information was calculated and design the mechanism which separate the fruit from the seed, as well as the power transmission systems, support stand taking into account the ergonomics of the operator, electrical control to activate and control the machine, and finally elaborate the manuals of operation and maintenance of the same, thus obtaining a prototype machine which was tested and evaluated.

19
INTRODUCCION
Este proyecto está enfocado en la construcción de un prototipo de máquina, realizando un aporte al sector rural ofreciendo una alternativa para la fase de despulpado en el proceso productivo de la guanábana, por lo cual se realizará una documentación con respecto a la guanábana, teniendo en cuenta su tamaño, numero de pepas por fruta, entre otra variables y en si las fases dentro del procesamiento para la obtención de su pulpa, para así lograr delimitar la finalidad del prototipo y poder enfocarse en su funcionalidad.
Este proyecto pretende diseñar y construir un prototipo de máquina la cual sea capaz de extraer o separar las semillas en la guanábana, teniendo en cuenta que esta fase del procesamiento para obtención de pulpa de guanábana se realiza de forma manual o acudiendo a maquinaria rudimentaria, teniendo en cuenta que este maquina estará dirigido a beneficiar a pequeños agricultores de este fruto, pero de la misma forma mejorar la calidad del producto y su presentación.
Se realizan pruebas para verificar propiedades y características de la guanábana necesarias para el desarrollo del diseño del prototipo de máquina, teniendo esto en cuenta se plantea un mecanismo que separe la semilla del fruto, al igual que los sistemas de transmisión, motores eléctricos, control de mando y estructura de soporte, esto con el fin de obtener un prototipo funcional el cual deberá ser evaluado con respecto al producto procesado.

20
1. ANTECEDENTES
1.1. PANORAMA INTERNACIONAL
La guanábana es una fruta exótica, por lo cual en países no tropicales es un producto que no se puede conseguir localmente, por lo cual debe ser importado por parte de países tropicales, según la Gráfica 1, Colombia para el año del 2012 con respecto a la exportación de chirimoya, guanábana y demás anonas genero aproximadamente $79.740 USD, además se observa un aumento del 383, 77% de exportaciones del año 2012 al 2010, de lo se puede referir como un gran aumento en la actividad agropecuaria con respecto a este grupo de frutos.
Gráfica 1. Exportaciones colombianas de chirimoya, guanábana y demás anonas (USD)
Fuente: LEGISCOMEX. Exportaciones colombianas de chirimoya, guanábana y demás anonas (USD) [Imagen]. Inteligencia
de mercados/Exportación de frutas exóticas colombianas. Bogotá D.C.: LEGIS, 2013. p. 29. [Consultado: 8 de Mayo de 2019].
Disponible en internet: https://www.legiscomex.com/BancoMedios/Documentos%20PDF/estudio-frutas-exoticas-colombia-
completo.pdf
Por otro lado, según la Gráfica 2, España es el mayor importador de este grupo de frutos con un 57% de participacion, seguido por Paises Bajos y Antillas Holandesas con 11% y 9,3% respectivamente, para el año 2012, desafortunadamente no se encontro informacion mas actualizada con respecto a las importaciones de guanabana.

21
Gráfica 2. Principales países destino de las exportaciones de chirimoya, guanábana y demás anonas, 2012
Fuente: LEGISCOMEX. Exportaciones colombianas de chirimoya, guanábana y demás anonas (USD) [Imagen]. Inteligencia
de mercados/Exportación de frutas exóticas colombianas. Bogotá D.C.: LEGIS, 2013. p. 30. [Consultado: 8 de Mayo de 2019].
Disponible en internet: https://www.legiscomex.com/BancoMedios/Documentos%20PDF/estudio-frutas-exoticas-colombia-
completo.pdf
1.2. ÁMBITO NACIONAL Y LOCAL
Teniendo en cuenta la Gráfica 3, se observa un crecimiento paulatino del área cosechada y la producción de la Guanábana en el periodo del año 2000 al 2015, es importante recalcar que en los últimos años este producto ha sido de mayor demanda debido a que se le atribuyen diversas propiedades nutricionales y curativas.
Gráfica 3. Área Cosechada y Producción de Guanábana en el Periodo 2000 – 2015
Fuente: MINISTERIO DE AGRICULTURA. Área cosechada y producción [Imagen]. Agronet. Base de datos. [Consultado: 9
Mayo de 2019]. Disponible en Internet: http://www.agronet.gov.co/estadistica/Paginas/default.aspx

22
En cuanto maquinas despulpadoras para este fruto en el mercado local encontramos diversos modelos ya sean verticales u horizontales, las cuales por un tamiz separan la fruta de la pepa, el movimiento rotativo de la fruta puede ser conducido por mecanismos de paletas, rayadores, entre otros.
1.2.1. Diseño y construcción de una planta prototipo procesadora de frutas1(Gómez Mario y Velasco Hermes)
Gómez Mario y Velasco Hermes presentan este proyecto de grado para optar por
sus títulos de Ingeniería Mecánica en la Universidad Industrial de Santander en
Bucaramanga, Colombia, en el año 2010, en el cual se diseña una planta
procesadora de frutas, la cual maneja frutas tales como la guayaba, lulo, tomate de
árbol y durazno. “La planta se compone de cuatro subsistemas los cuales realizan
trabajos distintos para el procesamiento de la fruta, estas operaciones son, lavado
y pelado, escalado, dosificación y despulpado”2, adicionalmente construyen un
prototipo de la parte central de la planta, que consiste en un tornillo dosificador y
una despulpadora de frutas, la cual se observa en la Figura 1.
Figura 1. Prototipo de Tornillo Dosificador y despulpado
Fuente: GOMEZ, Mario y VELASCO, Hermes. Prototipo de tornillo dosificador y despulpado [Imagen]. DISEÑO Y
CONSTRUCCION DE UNA PLANTA PROCESADORA DE FRUTAS. Trabajo de grado Ingeniería Mecánica. Bucaramanga:
Universidad Industrial de Santander, 2010. p. 170. [Consultado: 15 de julio de 2019]. Disponible en Internet:
https://www.scribd.com/document/341640516/134822-pdf
1 GOMEZ, Mario y VELASCO, Hermes. DISEÑO Y CONSTRUCCION DE UNA PLANTA PROCESADORA DE FRUTAS. Trabajo de grado Ingeniería Mecánica. Bucaramanga: Universidad Industrial de Santander, 2010. [Consultado: 15 de Mayo de 2019]. Disponible en Internet: https://www.scribd.com/document/341640516/134822-pdf 2 Ibid. p. 66

23
El prototipo es construido con una despulpadora horizontal, la cual tiene una capacidad de 350 kg/h y un aprovechamiento promedio de la fruta de aproximadamente 70%, teniendo en cuenta la revisión del documento y las frutas a manejar, se observa que no hay soporte de parte del diseño para el procesamiento de guanábana, esto se debe a que la Guanábana presenta una textura y consistencia diferente a las frutas tratadas en este proyecto, así mismo, a que la guanábana dentro de su procesamiento debe ser descortezada y se debe retirar el raquis.
De este diseño es importante resaltar que la maquina está diseñada para que la fruta entre sin procesamiento alguno y salga la pulpa lista para empacar o consumir, el proceso inicia según Gómez Mario y Velasco Hermes3, inicialmente se requiere una fuente de poder trifásica de 220 V, la cual energizara todos los componentes de la máquina, antes de ingresar la fruta se debe realizar un acción preliminar, abrir la válvula de gas y activar la chispa para la inflamación, pasados 10 minutos ingresa la fruta a la sección de pelado y lavado, que consta en un cilindro con un material abrasivo, en este caso carborundo, y una tubería con agujeros, la fruta dentro del cilindro es pelada, debido al movimiento rotativo de un motor de 0,4 hp a 1090 rpm con una transmisión por correas, la tubería funciona como un riego o aspersión continua, este proceso toma alrededor de un minuto, para impedir desprendimiento excesivo del material, posterior a esto se abre una compuerta la cual permite el paso del producto a la sección de dosificación.
La sección de dosificación está diseñar para ablandar la fruta y reducir la carga de bacterias, consta de un recipiente cilíndrico el cual en su interior tiene un disco con múltiples perforaciones, el cual separa la fruta del agua y permite el paso de vapor de agua, el cual proviene del quemador de gas dispuesto en la parte inferior de esta sección, continuando el proceso, se encuentra la sección de dosificación, la cual se encarga de mantener el paso de fruta hacia la despulpadora continuo y a la vez optimo, consta de un tornillo de un ducto que en su interior aloja a un tornillo helicoidal el cual por su movimiento rotativo, proveniente de un motorreductor que gira a 35 rpm y una transmisión por correa con relación 1 a 1, presiona y conduce la fruta hacia la entrada de la despulpadora.
Finalmente, se encuentra la sección de despulpado, consta de un cilindro horizontal el cual contiene un estator que en su interior se encuentra el rotor y tamiz, el rotor está compuesto por un eje, brazos soportes de paletas y paletas las cuales comunican movimiento a la fruta, este conjunto recibe movimiento rotativo por un motor de 1 Hp y 1660 rpm, el cual tiene una transmisión por correas para reducir el movimiento en 911 rpm, el tamiz es un cilindro perforado el cual se encarga se separar la fruta de la semilla, al terminar este proceso sale la pulpa.
3 Ibid. p. 65-71.

24
1.2.2. Diseño de una despulpadora de fruta de guanábana de 400 Kg/h de capacidad4 (Troya Juan)
En este proyecto para optar al Título de Ingeniería Mecánica en la Escuela Politécnica Nacional en Quito, Ecuador en el año 2014, Troya Juan propone el diseño de una despulpadora de guanábana con una capacidad de 400 Kg/h ya que “En especial en la ciudad de El Carmen en la provincia de Manabí se ha incrementado el cultivo y comercialización de la guanábana”5.
Este documento está dividido en 5 capítulos los cuales abarcan generalidades y estudio de campo con respecto a las despulpadoras y guanábana con sus variables fisiológicas, selección de alternativas a partir de matrices de decisión dándoles diferentes pesos a factores, condiciones o parámetros básicos de la despulpadora al igual que protocolos de pruebas para evidenciar el desempeño de la misma, por otra parte, los cálculos en cuanto a las variables físicas a las cuales serán sometidas los elementos mecánicos para la selección o diseño de estos, igualmente la parte de fabricación, construcción y montaje , finalmente el análisis de costos en cuanto todo el proyecto
A partir de la selección de una despulpadora horizontal, debido a una matriz de decisión donde se tenían en cuenta factores como la capacidad, limpieza, materiales entre otros, se desarrolla inicialmente unos experimentos para determinar la fuerza de despulpado tangencial y radial las cuales conllevan al cálculo y cuantificación del valor de la fuerza total de despulpado que realizan las paletas, posterior a esto, teniendo en cuenta la densidad de la pulpa y la geometría de algunos elementos de diseño selecciona un motor con una potencia de 0,764 KW y se maneja un transmisión potencia con una correa SPZ 54.
4 TROYA, Juan. DISEÑO DE UNA DESPULPADORA DE FRUTA DE GUANABANA DE 400 Kg/h DE CAPACIDAD. Trabajo de grado Ingeniería Mecánica. Quito: Escuela Politécnica Nacional, 2014. [Consultado: 16 de Mayo de 2019]. Disponible en Internet: http://bibdigital.epn.edu.ec/bitstream/15000/8719/3/CD-5857.pdf 5 Ibid. p.18.

25
Figura 2. Despulpadora de guanábana de 400 Kg/h de capacidad
Fuente: TROYA, Juan. Montaje final de la despulpadora [Imagen]. DISEÑO DE UNA DESPULPADORA DE FRUTA DE
GUANABANA DE 400 Kg/h DE CAPACIDAD. Trabajo de grado Ingeniería Mecánica. Quito: Escuela Politécnica Nacional,
2014. p. 96. [Consultado: 16 de Mayo de 2019]. Disponible en Internet:
http://bibdigital.epn.edu.ec/bitstream/15000/8719/3/CD-5857.pdf
De este proyecto es importante recalcar los métodos y pruebas desarrollados para determinar variables y aspectos fisiológicos de la guanábana tales como volumen, peso, dimensiones y tamaño medio de la pepa, al igual que los cálculos para cuantificar las fuerzas a las cuales los diferentes elementos están sometidos, presenta un análisis a la fatiga con respecto al eje Motriz.
1.2.3. Diseño y construcción de una maquina despulpadora de frutas6 (Tirria Lenin y Castro Diego)
Esta tesis de grado de la Facultad de Mecánica en la Escuela Superior Politécnica de Chimborazo en Riobamba, Ecuador, presentada por Tirria Lenin y Castro Diego previa a la obtención del título de Ingeniero Mecánico en el año 2014, presenta el diseño y construcción de una maquina despulpadora de frutas, debido a que “En el Ecuador existe una gran demanda de pulpa de fruta y un creciente mercado de
6 TIRIRA, Lenin y CASTRO, Diego. DISEÑO Y CONSTRUCCION DE UNA MAQUINA DESPULPADORA DE FRUTAS. Proyecto de grado Ingeniería Mecánica. Riobamba: Escuela Superior Politécnica de Chimborazo, 2014. [Consultado: 22 de Mayo de 2019]. Disponible en Internet: http://dspace.espoch.edu.ec/bitstream/123456789/3715/1/15T00586.pdf

26
exportación de ahí surge la idea ...”7, teniendo esto en cuenta desarrollan los cálculos, diseños y pruebas necesarios para poder fabricar la despulpadora, en este caso se producirá pulpa de maracuyá, guayaba, tomate de árbol, naranjilla y mora.
En este documento se presenta un proceso de diseño por QFD donde a partir de unos requerimientos técnicos, la voz del cliente y del diseñador se disponen en una matriz de evaluación obteniendo cuales requerimientos o especificaciones del diseño deben tener mayor importancia al momento de seleccionar alguna alternativa o propuesta, posterior a esto se realiza el análisis funcional donde se plantea con un modelo de caja negra donde se especifica las entradas, como son las frutas, energía eléctrica y señal puesta en marcha, y por otro lado, las salidas, en este caso pulpa de frutas y desperdicios.
Posterior a esto se plantean los diagramas de funciones y la estructura modular, en los cuales se pueden observar las funciones o sistemas que constituyen la máquina, además las líneas de flujo de las entradas anteriormente mencionadas. Por lo cual se identifica que las funciones a diseñar son adecuación, alimentación, puesta en marcha y tamizado, se plantean algunas soluciones posibles para cada función y se especifican sus ventajas y desventajas, a partir de estos se propone 2 alternativas de máquina, en este caso ambas alternativas manejaran la adecuación por ubicación, y calibración manual al igual que la alimentación será manual en ambas, para la alternativa 1 la puesta en marcha será por un sistema motriz horizontal y el tamizado por roscadores rotativos, por otra parte, la alternativa 2 tendrá un sistema motriz vertical y tamizado por paleta rotatoria.
Ya con 2 alternativas definidas se plantean matrices de evaluación con respecto a los criterios con mayor prioridad previamente obtenidos por el QFD, de lo cual resulta con mayor ponderación la alternativa 1, debido a una superioridad con respecto a la producción, confiabilidad y fuerza de corte con respecto a la alternativa 2, ya teniendo definida el diseño a trabajar se plantean todos los cálculos y consideraciones con respecto a los elementos y sistemas que constituyen a la máquina, para así obtener el diseño final de la máquina, tal y como se observa en la Figura 3
7 Ibid. p. 2.

27
Figura 3. Diseño Final de la maquina despulpadora
Fuente: TIRIRA, Lenin y CASTRO, Diego. Diseño final de la maquina despulpadora [Imagen]. DISEÑO Y CONSTRUCCION
DE UNA MAQUINA DESPULPADORA DE FRUTAS. Proyecto de grado Ingeniería Mecánica. Riobamba: Escuela Superior
Politécnica de Chimborazo, 2014. p. 41. [Consultado: 22 de Mayo de 2019]. Disponible en Internet:
http://dspace.espoch.edu.ec/bitstream/123456789/3715/1/15T00586.pdf
Finalmente se observa la construcción, fabricación y montaje de todos los componentes de la máquina, por otra parte, es importante que se plantean los flujogramas de construcción de la misma, igualmente se realizan pruebas de producción, de los resultados obtenidos se nota que el maracuyá tiene una producción de 228,7 Kg/h y la mora de 309,17 Kg/h, siendo el valor menor y mayor obtenido respectivamente, por lo cual se observan muy buenos resultados ya que supera la capacidad de diseño de 200 Kg/h en todos los frutos procesados.
1.2.4. Diseño y construcción de una maquina semiautomática para el despulpado de frutas8 (Álvarez Ivette)
Este proyecto de grado para optar por el título de Ingeniería Mecatrónica en la Universidad Internacional de Ecuador, Álvarez Ivette diseña y construye una
8 ALVAREZ, Ivette. DISEÑO Y CONSTRUCCION DE UN MAQUINA SEMIAUTOMATICA PARA EL DESPULPADO DE
FRUTAS. Proyecto de grado Ingeniería Mecatrónica. Quito: Universidad Internacional de Ecuador, 2017 [Consultado: 23 de
Mayo de 2019]. Disponible en Internet: http://repositorio.uide.edu.ec/bitstream/37000/2352/1/T-UIDE-1686.pdf
28
maquina semiautomática para el despulpado de frutas, la cual procesa maracuyá, tomate de árbol, frutilla y mora.
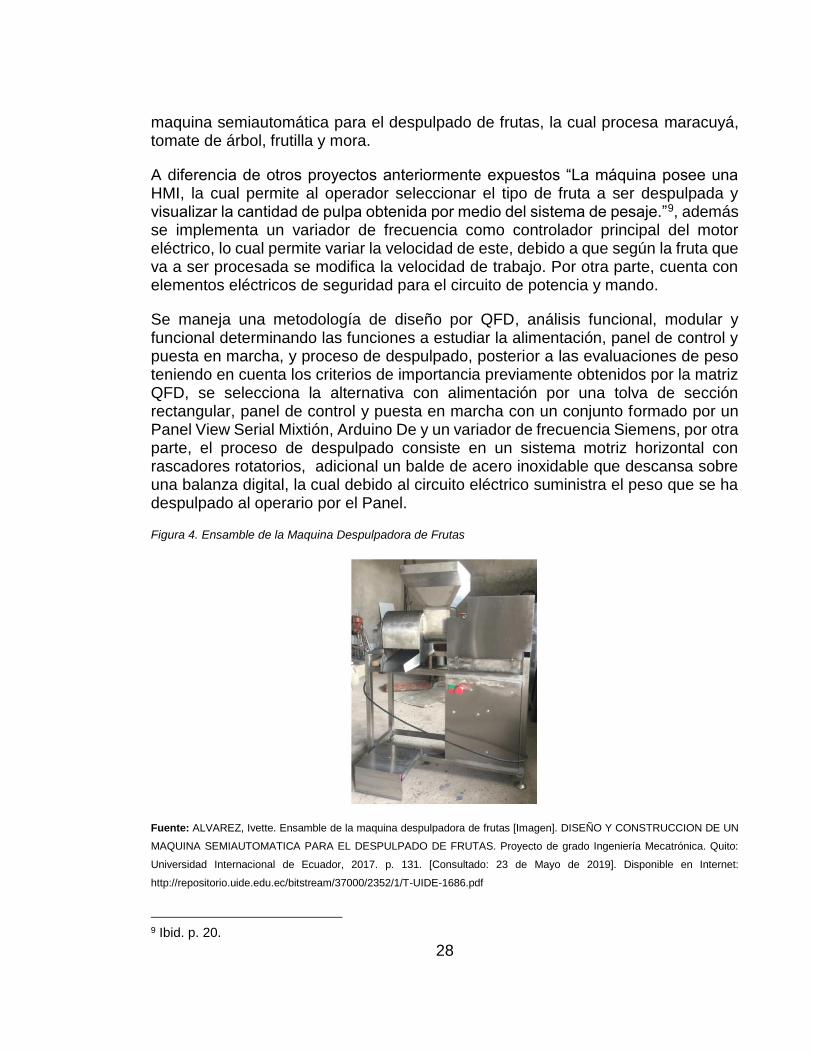
A diferencia de otros proyectos anteriormente expuestos “La máquina posee una HMI, la cual permite al operador seleccionar el tipo de fruta a ser despulpada y visualizar la cantidad de pulpa obtenida por medio del sistema de pesaje.”9, además se implementa un variador de frecuencia como controlador principal del motor eléctrico, lo cual permite variar la velocidad de este, debido a que según la fruta que va a ser procesada se modifica la velocidad de trabajo. Por otra parte, cuenta con elementos eléctricos de seguridad para el circuito de potencia y mando.
Se maneja una metodología de diseño por QFD, análisis funcional, modular y funcional determinando las funciones a estudiar la alimentación, panel de control y puesta en marcha, y proceso de despulpado, posterior a las evaluaciones de peso teniendo en cuenta los criterios de importancia previamente obtenidos por la matriz QFD, se selecciona la alternativa con alimentación por una tolva de sección rectangular, panel de control y puesta en marcha con un conjunto formado por un Panel View Serial Mixtión, Arduino De y un variador de frecuencia Siemens, por otra parte, el proceso de despulpado consiste en un sistema motriz horizontal con rascadores rotatorios, adicional un balde de acero inoxidable que descansa sobre una balanza digital, la cual debido al circuito eléctrico suministra el peso que se ha despulpado al operario por el Panel.
Figura 4. Ensamble de la Maquina Despulpadora de Frutas
Fuente: ALVAREZ, Ivette. Ensamble de la maquina despulpadora de frutas [Imagen]. DISEÑO Y CONSTRUCCION DE UN
MAQUINA SEMIAUTOMATICA PARA EL DESPULPADO DE FRUTAS. Proyecto de grado Ingeniería Mecatrónica. Quito:
Universidad Internacional de Ecuador, 2017. p. 131. [Consultado: 23 de Mayo de 2019]. Disponible en Internet:
http://repositorio.uide.edu.ec/bitstream/37000/2352/1/T-UIDE-1686.pdf
9 Ibid. p. 20.

29
Finalmente se realizan todos los cálculos de diseño para definir la geometría y material de los elementos que se implementaran, por otra parte, se diseña lo correspondiente a control y programación, con lo cual se implementa la interfaz humano-maquina, donde el operario deberá responder condiciones de la máquina y seleccionar las condiciones de trabajo, de igual manera al iniciar el procesamiento se mostrara en la pantalla de control opciones para pausar, reanudar y vaciar el recipiente, además el tiempo de producción y un opcional de temporizador.
Adicionalmente se presenta la información correspondiente a la fabricación, montaje y fabricación de todos los elementos, al igual que los sistemas eléctricos o mecánicos, por ultimo las pruebas de funcionamiento con los diferentes frutos a procesar de lo cual se obtuvo una capacidad del maracuyá de 184 Kg/h, la frutilla de 83 Kg/h, el tomate de árbol de 98 Kg/h y mora de 81 Kg/h.

30
2. JUSTIFICACION
Existe una relación familiar en la que se está estableciendo un cultivo de café en el municipio de Quebradanegra en Cundinamarca, para este tipo de cultivos se necesita limitar la cantidad de luz recibida por el café, lo que conlleva a plantar árboles frutales, en este caso de guanábanos, debido a esto, se obtiene guanábana como parte del proceso productivo del café; aunque esta producción es baja, por lo que se necesita una máquina para despulpar esta fruta, pero acorde a la producción del lugar.
Por otro lado, se espera obtener una pulpa de guanábana de mejor calidad a lo que se encuentra en el mercado, obteniendo un producto con mayor textura y mejor presentación, por lo general este tipo de productos se obtienen de procesos de despulpado rudimentario donde se separa la pulpa y los residuos indeseados por tamices sumándole una fuerza centrípeta, por lo cual también se propone como meta construir el prototipo proponiendo un método innovador.

31
3. PROBLEMA DE INVESTIGACION
Teniendo en cuenta el desarrollo tecnológico existente alrededor del despulpado de la guanábana, la maquinaria actual está diseñada para procesar grandes cantidades de fruta, lo que conlleva a que tengan un precio elevado y en algunos casos no sean asequibles, lo que podría suceder en el caso de pequeñas empresas o personas naturales las cuales deberían recurrir a métodos tradicionales o manuales de baja productividad para desarrollar el despulpado ante la dificultad de conseguir dichos equipos.
Es importante recalcar que considerando el proceso que se le da a la guanábana una vez ha sido extraída o cortada del árbol, este proyecto solo trabajará en la fase de despulpado justo después de que la fruta ha sido descortezada y termina con separación de ésta entre su pulpa y sus semillas tras pasar por la máquina.

32
4. OBJETIVOS
4.1. OBJETIVO GENERAL
Diseñar y construir un prototipo de máquina para obtención de guanábana mediante la tecnificación de un proceso manual con una producción estimada de 5 kg/h.
4.2. OBJETIVOS ESPECÍFICOS
Diseñar y construir el mecanismo despulpador de la fruta.
Diseñar y construir los mecanismos de transmisión de potencia.
Diseñar y construir la estructura de soporte de la máquina.
Seleccionar e implementar los mecanismos de mando eléctrico.
Elaborar la documentación que muestra el diseño y la producción de la máquina.
Elaborar manuales de operación y mantenimiento.

33
5. MARCO TEORICO CONCEPTUAL
5.1. LA GUANABANA
La Guanábana (Anona muriato L.) es un fruto originario de América y África Tropical, su óptimo desarrollo se da en altitudes menores a 1200 msnm, con temperatura media entre 25 y 28 ⁰C, humedad relativa entre 60 y 80%. Tal como describe Márquez Carlos10, el árbol es de 3 a 10 m de alto con aspecto ramificado, cónico, frondoso, hojas ovaladas elípticas de 2 a 6 cm de nacho y 6 a 12 cm de largo. La fruta de Guanábana normalmente es de forma oblonga cónica, o en otros casos de forma irregular debido a su desarrollo o presencia de insectos, la fruta alcanza una longitud entre 10 y 30 cm, está cubierta por una cascara de color verde oscuro con presencia de pequeñas espinas, la cual al madurar la fruta es fácil de desprender. La pulpa es blanca, suave y jugosa, recubre totalmente las semillas negras, las cuales en promedio miden de 1 a 2 cm de largo, por fruta puede haber hasta 200 semillas. El peso de la fruta oscila entre 1 a 5 kg.
5.2. CLASIFICACION
Según la NTC 520811, la guanábana se clasifica, independiente de su tamaño, se divide en tres categorías, por otra parte para estar dentro de estas categorías deben cumplir con unos requisitos generales, como estar en madurez fisiológica, ser un fruto entero con aspecto firme, consistente y fresco, no debe presentar anomalías ya sea por infecciones o enfermedades en la corteza, fisuras o daños mecánicos producidos en las etapas de cosecha y postcosecha, y por ultimo exento de olores y sabores extraños, al igual que materiales extraños visibles en el fruto, teniendo esto en cuenta se clasifica según las manchas superficiales ocasionados por golpe de sol y rudimentos estilares quebrados:
5.2.1. Categoría Extra:
La afectación por estos defectos no deberá superar 5% en la superficie del fruto
5.2.2. Categoría I
La afectación por estos defectos no deberá superar 15% en la superficie del fruto, adicionalmente se permiten ligeras deformaciones del fruto.
10 MARQUEZ, Carlos. CARACTERIZACIÓN FISIOLÓGICA, FÍSICO-QUIMICA, REOLÓGICA, NUTRACEÚTICA, ESTRUCTURAL Y SENSORIAL DE LA GUANABANA (Annona muricata L. cv. ELITA). Tesis Doctor en Ciencias. Medellín: Universidad Nacional de Colombia, 2009. p. 31-32. 11 INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION. NTC 5208 FRUTAS FRESCAS. GUANABANA. ESPECIFICACIONES. Bogotá. ICONTEC, 2003. p. 5-7.

34
5.2.3. Categoría II
La afectación por estos defectos no deberá superar 25% en la superficie del fruto, adicionalmente se permiten deformaciones del fruto
Figura 5. Muestra de guanábana categoría a) Extra; b) I, y c) II
Fuente: INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION. NTC 5208 FRUTAS FRESCAS.
GUANABANA. ESPECIFICACIONES. Bogotá. ICONTEC, 2003. p. 3-5.
5.2.4. Tamaños
Por otra parte, se clasifican por su tamaño, el cual está definido por su peso, siendo “A” la menor con un peso menor o igual a 1100 gramos, y “G” la mayor con un peso mayor o igual a 4301 gramos, tal como se observa en la tabla 1.
Tabla 1. Tamaños de la Guanábana
Peso (g) Tamaño
1100 A
1101-1700 B
1701-2300 C
2301-3000 D
3001-3600 E
3601-4300 F
4301 G
Fuente: INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION. NTC 5208 FRUTAS FRESCAS.
GUANABANA. ESPECIFICACIONES. Bogotá. ICONTEC, 2003. p. 5.

35
5.3. PULPA DE FRUTA
Tal como describe la NTC 40412, se le denomina pulpa de fruta al producto pastoso y tamizado, el cual no ha sido diluido, concentrado o fermentado, obtenido a partir de frutas frescas con condiciones de madurez, sanas y limpias.
5.4. CARNE DE FRUTA
Según Troya Juan13, la carne fruta es los componentes interiores de la misma, en otras palabras, la fruta descortezada, por lo cual es el compuesto de la pulpa y la pepa no comestible.
5.5. PROCESO PRODUCTIVO DE LA GUANABANA
Teniendo en cuenta el video “Proceso productivo de la Guanábana” por Fresh Natural14 donde demostraban el paso a paso del proceso que se le da a la Guanábana, desde que se recibe hasta su empaque, es posible enlistar el procedimiento, tal y como se describirá a continuación:
5.5.1. Recepción
Se recibe la carga de guanábana suministrada por el proveedor para posteriormente pasarla en una báscula.
5.5.2. Maduración
Para obtener una mejor calidad de pulpa y facilitar el procesamiento de ésta, se procede a almacenar la fruta dentro de un cuarto de maduración donde por el uso de un difusor se mantiene a una humedad relativa alta y una temperatura que oscila entre los 16 y 18 ⁰C.
5.5.3. Precámara
Después de la maduración bajo las condiciones anteriormente mencionadas, se traslada la fruta a un cuarto de precámara, para que la fruta se estabilice a condiciones ambientales antes de seguir con su procesamiento.
12 INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION. NTC 404 FRUTAS PROCESADAS. JUGOS Y PULPAS DE FRUTAS. Sexta actualización. Bogotá. ICONTEC, 2002. p.1. 13 TROYA, Juan. DISEÑO DE UNA DESPULPADORA DE GUANABANA DE 400 Kg/h DE CAPACIDAD. Trabajo de Grado Ingeniería Mecánica. Quito: Escuela Politécnica Nacional, 2014. p.22. 14 FRESH NATURAL, Proceso Productivo de la Guanábana. [Video]. 2012. [Consultado:19 de Mayo de 2019]. Disponible en Internet: https://www.youtube.com/watch?v=D92hKNbOXf0

36
5.5.4. Lavado y desinfección
La fruta necesita ser limpiada debido a partículas indeseadas en la misma, por lo cual haciendo uso de una solución se desinfecta para su posterior juagado.
5.5.5. Corte
Debido a la anatomía de la Guanábana y para la obtención de la pulpa, es necesario retirar la corteza o cascara de la fruta, posterior se hacen cortes transversales con el fin de extraer la pulpa con semilla y sepáralo de la columna o raquis.
5.5.6. Despulpado o Desmontado
Para la obtención de la pulpa, manualmente se extrae las semillas que están dentro de la fruta procesada, logrando obtener la fruta pulpa sin ningún elemento
indeseado.
5.5.7. Escaneado
Se realiza una verificación de que la fruta no tenga elementos indeseados, pasándolos por una luz y debido a la translucidez del fruto se logra visualizar si la pulpa está limpia.
5.5.8. Tratamiento
Con ayuda de aditivos y mezclando a temperaturas altas, se realiza un procesamiento químico para obtener un producto de mayor calidad, para garantizar la ausencia de microorganismos patógenos y obtener las características organolépticas requeridas.
5.5.9. Empaque
En este caso por cada 10 kg se empaca el producto, con doble sellado.
5.5.10. Vacío
Se sumergen los empaques en agua con hielo, para la limpieza de este y generar vacío.
Es importante recalcar que este proyecto pretende enfocarse en el proceso de despulpado o desmontado de la pulpa de guanábana, por lo cual se supondrá que el producto a procesar ya habrá
sido tratado como anteriormente se mencionó.

37
5.5.11. Refrigeración
Finalmente se almacenan los empaques en un refrigerador o cuarto frio para su posterior distribución
5.6. DESPULPADO O EXTRACCION DE PULPA
Según Castaño Yolanda y Elles Luis15, se le denomina despulpado a la operación donde se logra la separación de la fruta de los demás residuos o componentes no deseados. Inicialmente se debe descortezar y retirar partes deterioradas en la fruta, luego se hace pasar la carne de guanábana, a través de una tamizado o malla, el cual se encarga de separar la semilla de la pulpa, haciendo uso de maquinaria destinada para este proceso. En cuanto al operario recomiendan personal capacitado y con vestuario de protección para garantizar condiciones mínimas de prevención.
5.7. DESPULPADORA
Se le denomina despulpadora a aquel artefacto o dispositivo que logre procesar un fruto de tal forma que se obtenga la pulpa de la fruta sin residuo alguno de la cascara, raquis y semillas.
5.8. DISEÑO
El diseño es una actividad creativa cuyo propósito es establecer las cualidades multifacéticas de objetos, procesos, servicios en su ciclo completo de vida. Por lo tanto, el Diseño es el factor principal de la humanización innovadora de las tecnologías y el factor crítico del intercambio cultural y económico
5.9. MECANISMO
Según Norton Robert16, un mecanismo es un dispositivo que transforma el movimiento en un patrón deseable, y por lo general desarrolla fuerzas muy bajas y transmite poca potencia, también es un sistema de elementos acomodados para transmitir movimiento de una forma predeterminada
5.10. MAQUINA
Según Norton Robert17, una máquina, en general, contiene mecanismos que están diseñados para producir y transmitir fuerzas significativas. Una definición útil de
15 CASTAÑO, Yolanda y ELLES, Luis. CARACTERIZACION DE LA GUANABANA EN EL DEPARTAMENTO DE BOLIVAR-2005, MEDIANTE UN MODELO DE SIMULACION DE REDES. Trabajo de grado Administrador Industrial. Cartagena de Indias: Universidad de Cartagena, 2007. p.100. 16 NORTON, Robert. Diseño de Maquinaria. 4ta Edición, Mc Graw Hill. p.4. 17 Ibid. p.4.

38
trabajo de una máquina es un sistema de elementos acomodados para transmitir movimiento y energía de una forma predeterminada.
5.11. PROTOTIPO
Es un dispositivo de prueba o molde, el cual funciona para verificar mecanismos o sistemas, por lo general se fabrican en materiales de costos bajos, se manejan estos dispositivos en toda clase de diseño e invento.
5.12. TAMIZ
Se le denomina tamiz a aquel objeto que funcione de filtro o impida el paso de elementos según el tamaño de tamizado de este, se caracterizan por ser un elemento con perforaciones simétricas y ordenadas.
5.13. TRANSMSION DE POTENCIA
Son los dispositivos o elementos que transmiten movimiento de un objeto a otro, tales como ejes, cadenas, poleas o engranes, la relación en una transmisión de potencia se puede alterar teniendo en cuenta los diámetros o las velocidades angulares de dos objetos transmisores.
5.14. DISEÑO MECANICO
El diseño mecánico es aquel en el que se modela y cuantifica elementos u objetos mecánicos necesarios en un sistema, al igual que se selecciona y altera componentes en el mercado, se debe manejar un buen criterio para que todos los elementos dentro de un mecanismo funcionen de manera correcta y no se vean afectados por irregularidades o problemas al haber movimiento relativo entre partes.
5.15. CONTROLADOR LOGICO PROGRAMABLE
Según IEC 61131-118, es un sistema electrónico de funcionamiento digital, diseñado para su uso en un entorno industrial, que utiliza una memoria programable para el almacenamiento interno de instrucciones orientadas al usuario para implementar funciones específicas tales como lógica, secuencia, tiempo, conteo y aritmética, para controlar, a través de entradas y salidas digitales o analógicas, varios tipos de máquinas o procesos. Ambos el PLC y sus periféricos asociados están diseñados para que se puedan integrar fácilmente en un sistema de control industrial y fácil de usar en todas sus funciones previstas.
18 INTERNACTIONAL ELECTROTHECNICAL COMISSION. Programmable controllers – Part 1: General information. IEC 61131-1. 2 ed. Ginebra: IEC, 2003. p.7.

39
5.16. CONTROL NUMERICO COMPUTARIZADO
Como mencionan Kalpakjian Serode y Schimd Steven19, es un sistema en el que una microcomputadora de control es parte integral de una máquina. El operador de la maquina puede programar las computadoras integradas, modificar los programas de forma directa, prepararlos para diferentes partes y almacenarlos. En la actualidad se utilizan ampliamente sistemas CNC debido a la disponibilidad de pequeñas computadoras con gran memoria; controladores programables y microprocesadores de bajo costo, y capacidades de edición de programas.
Figura 6. Esquema de los componentes de un sistema de control de lazo abierto para una máquina de control numérico.
Fuente: KALPAKJIAN, Serope y SCHIMD Steven. Esquema de los componentes de un sistema de lazo abierto para una
máquina de control numérico [Imagen]. MANUFACTURA, INGENIERIA Y TECNOLOGIA. 5 ed. México: PEARSON
EDUCATION, 2008. p. 1156.
5.17. MOTORES PASO A PASO
Como menciona Rodríguez Johans20, estos dispositivos son ideales para la construcción de mecanismos o sistemas en donde se requieren movimientos con gran precisión, debido a que estos motores tienen la característica de poder moverlos un paso a la vez por cada pulso que se le aplique. Se pueden encontrar motores con 4 pasos, 200 pasos, entre otros dependiendo de la precisión que se necesite. Para un motor de 4 pasos cada pulso se transmite en un giro de 90°, por otro lado, por cada pulso de un motor de 300 pasos se transmite un giro de 1,2°.
19 KALPAKJIAN, Serope y SCHIMD Steven. Automatización de los procesos de manufactura. En: MANUFACTURA, INGENIERIA Y TECNOLOGIA. 5 ed. México: PEARSON EDUCATION, 2008. p.1155. 20 RODRIGUEZ, Johans. DISEÑO MAQUINA DE CORTE DE C.N.C CON 3 EJES. Proyecto de grado Tecnología Mecánica. Bogotá D.C.: Universidad Distrital Francisco José de Caldas, 2016. p.14.

40
Estos motores tienen la ventaja de poder quedar enclavados en una posición o bien totalmente libres. Si una o más de sus bobinas están energizadas, el motor estará enclavado en la posición correspondiente y por el contrario quedará completamente libre si no circula corriente por ninguna de sus bobinas.
5.18. TORNILLOS DE POTENCIA
“Los tornillos de potencia, llamados también tornillos de transmisión son dispositivos mecánicos que convierten un giro o desplazamiento angular en un desplazamiento rectilíneo, transmitiendo fuerza y potencia mecánica.”21
21 VANEGAS, Libardo. DISEÑO DE TORNILLOS. En: Diseño de elementos de máquinas (en proceso de solicitud de publicación) p.34.

41
6. METODOLOGIA
6.1. DIMENSIONAMIENTO, SELECCIÓN Y DISEÑO DEL PROTOTIPO DE MAQUINA DESPULPADORA DE GUANÁBANA.
1. Realizar pruebas para determinar características de la guanábana, como las dimensiones de las pepas, número de pepas sobre gramo y la fuerza necesaria para separar la pepa de la pulpa, estas variables son relevantes para diseñar el mecanismo de despulpado de la máquina.
2. Realizar pruebas de algunos métodos de despulpe manuales y compararlas con los métodos convencionales en máquinas, teniendo en cuenta esta información evaluar por cuál método se diseñará el prototipo a partir de los requerimientos de diseño establecidos.
3. Proponer y evaluar mecanismos de despulpado según el método seleccionado, posterior a esta evaluación seleccionar y diseñar este mecanismo.
4. Comparar y evaluar sistemas de transmisión de potencia y evaluar cuál es la más apropiada, posterior a esta evaluación se deberá realizar los respectivos cálculos de diseño.
5. Posterior a diseñar el sistema de transmisión de potencia se seleccionará el motor eléctrico más apropiado.
6. Diseñar la estructura que soporte los sistemas que componen el prototipo, realizar simulaciones que verifiquen que efectivamente podrá soportar el peso de estos.
7. Teniendo en cuenta los sistemas de la máquina, diseñar el mando eléctrico del prototipo.
8. Elaborar los planos del prototipo 9. Elaborar los manuales de operación y mantenimiento del prototipo.
6.2. FABRICACIÓN Y ENSAMBLE
1. Fabricar las piezas no normalizadas que se diseñaron, soportar los procesos de fabricación de cada pieza.
2. Ensamblar todos los componentes del prototipo.
6.3. PRUEBAS
1. Realizar pruebas para verificar que el prototipo despulpe la guanábana, la calidad de la pulpa y la producción.

42
7. DESARROLLO DE LA PROPUESTA
A continuación, se encuentra el desarrollo del proyecto según lo estipulado en la metodología.
7.1. CARACTERIZACIÓN DE LA GUANÁBANA
Teniendo en cuenta que para llegar a proponer un diseño debemos conocer varias propiedades o variables de la guanábana se proponen diversos montajes y tomas de datos, los cuales cuantifiquen o estimen estos valores.
7.1.1. Relación número de pepas sobre peso
Debido a que el prototipo se está diseñando para tener una capacidad estimada de 5 Kg/h, es necesario conocer una relación que indique el número aproximado de pepas por cada gramo que se procese, por lo cual se tomará una toma de datos en un grupo de 10 Guanábanas en el cual se tendrá en cuenta el peso de la carne de la guanábana y el número de pepas extraída en cada muestra.
Por lo cual se tendrá en cuenta la siguiente relación:
𝑅𝑝/𝑚 = 𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑒𝑝𝑎𝑠[𝑝𝑒𝑝𝑎𝑠]
𝑃𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑚𝑢𝑒𝑠𝑡𝑟𝑎 [𝑔]
Para la toma de datos serán necesarios la muestra de frutas que en este caso serán 10, dentro de las cuales serán frutos completos o porciones, una báscula para medir el peso de la carne de la fruta y 10 recipientes para almacenar las pepas que sean extraídas del mismo. Inicialmente se descortezó y retiro el raquis del fruto, de lo cual se obtuvo una muestra de carne de guanábana, fruta con pepa, posteriormente se midió el peso de ésta en la báscula, posteriormente se separó de forma manual la fruta de la pepa y se almaceno en el recipiente , finalmente se contabilizó de forma manual el número de pepas, dentro de la tabla se consignó el peso y el número de pepas, igualmente, teniendo en cuenta la ecuación, se calculó la relación número de pepas por unidad de peso, este proceso se repitió por cada muestra, en el Tabla 2 se encuentra la información obtenida.

43
Figura 7. Prueba peso y numero de pepas
Fuente: Elaboración Propia
Tabla 2. Resultado prueba relación pepas sobre peso
Muestra Peso
[g] #Pepas Rpepas/m
[pepas/g]
1 522 76 0,146
2 1127 162 0,144
3 748 106 0,142
4 657 102 0,155
5 983 136 0,138
6 373 58 0,155
7 237 37 0,156
8 583 87 0,149
9 537 82 0,153
10 456 69 0,151
Valor máximo obtenido 0,156
Fuente: Elaboración propia

44
7.1.2. Dimensiones de la pepa de Guanábana
Por otra parte, al ser una máquina cuya función es separar el fruto de la pepa, es necesario conocer las dimensiones de la pepa, para poder diseñar algún elemento o mecanismo que cumpla de manera correcta con esta función.
Al realizar esta toma de medidas se hizo uso de un calibrador pie de rey digital; se tomó medidas de altura, ancho y espesor de la pepa de guanábana, este proceso se repitió por cada una de las 100 muestras estudiadas, estos datos se consignaron en la Tabla 3.
Figura 8. Prueba dimensión de la pepa
Fuente: Elaboración propia

45
Tabla 3. Resultados prueba de dimensiones pepa de guanábana
Muestra Altura [mm]
Ancho [mm]
Espesor [mm]
Muestra Altura [mm]
Ancho [mm]
Espesor [mm]
Muestra Altura [mm]
Ancho [mm]
Espesor [mm]
1 20,8 11 6 35 18,3 10,8 6,3 69 18,9 11,5 6,3
2 17,5 11 5,2 36 17,4 10,9 6 70 19 11,2 5,8
3 17 10,5 6,6 37 19,5 11 6,6 71 17,9 12,5 5,5
4 18,3 12,8 6,1 38 19,5 11 6,1 72 17,8 12,8 6
5 16,6 12 5,7 39 18,5 10,8 6,3 73 19,4 10,5 6,5
6 18 11,4 6 40 17,7 11,4 5,5 74 19,3 12,4 5,8
7 18,5 12,4 6,4 41 18,4 10,9 6 75 16,9 11,4 6,2
8 18,7 9,9 6,1 42 18,5 11 6,2 76 18 11,9 6,3
9 11,1 16 6 43 18,8 11 5,7 77 17,9 10 5,6
10 18,5 11,6 6 44 18,8 11,4 5,7 78 17,9 11,2 5,9
11 17 10,5 5,8 45 19,4 10,9 6,3 79 16,6 10,9 5,9
12 18,8 12,5 5,5 46 18 11,4 5,5 80 17,6 10,5 5,8
13 19,1 11,6 6,4 47 18,5 10,6 6,4 81 17,3 11 6,2
14 19 11,4 5,6 48 17,4 10,5 5,7 82 18,2 9,8 6,4
15 18,6 10,7 6,3 49 18,5 11,6 5,4 83 17,4 11,3 5,1
16 17 10,5 5,5 50 17,8 11,6 6,5 84 16,5 11 5,7
17 18 11,4 5,8 51 19,1 11,4 6 85 18,4 10,6 6,1
18 18,5 11,1 6,5 52 19,4 11,3 5,5 86 17,4 11 6
19 16,9 11,3 5,8 53 17,7 10,5 5,8 87 17,3 11,9 5,6
20 17 11 6 54 18,2 9,9 6,8 88 18,1 11,3 5,8
21 19,5 11,2 6,4 55 18,6 11,4 6,4 89 17,8 10,8 6,4
22 18,1 11 6 56 12,9 6,7 6,7 90 16,4 11,6 5,8
23 18 11,3 6 57 18,4 11 6 91 17,6 10,3 5,9
24 18,8 11 6,2 58 17,5 10,6 6,3 92 17 11 6,3
25 18,8 11,1 6,8 59 18 10,5 5,8 93 16,7 11,2 5,6
26 18,5 11,5 5,6 60 18,3 11,8 6 94 17,4 10,1 5,6
27 19 10,8 6,2 61 18,4 9,9 6,4 95 17,1 11 6,3
28 18,6 10,8 6 62 20 11,3 6,4 96 16,6 10,9 5,8
29 18 11,5 5,5 63 19 11,7 6,1 97 18,3 10,6 5,6
30 17,8 12,2 6,5 64 19,8 11,5 5,9 98 17,7 10,6 6
31 18,7 11,3 6,1 65 20,5 11,3 6,4 99 17,4 10,8 6,6
32 17,9 11,4 5,8 66 18,3 11,2 5,6 100 17,4 10,3 5,9
33 18,5 11 6,2 67 18,4 11,5 6,1 Valor máximo altura o ancho 20,8
34 19,2 10,6 6,2 68 19 11,9 6,4 Valor mínimo espesor 5,1
Fuente: Elaboración propia

46
7.1.3. Fuerza de despulpado
Teniendo en cuenta que se debe cuantificar la fuerza necesaria para separar le pepa de la pulpa de la guanábana, se propone un montaje como se observa en la figura 9.
Figura 9. Montaje fuerza de despulpado
Fuente: Elaboración propia
Como se observa en la figura 9, al apretar la tuerca, el tornillo se desplazará de tal forma que desplace al dinamómetro, el cual está unido por el otro extremo a la tabla de despulpe, la cual pasa por encima de un tamiz que presiona la fruta, dejando solo la pepa sobre el tamiz, la cual obliga a salir la pepa de la pulpa de guanábana, por lo cual el dinamómetro registrará la fuerza necesaria para despulpar la fruta, este prueba se repitió 20 veces y se obtuvieron los resultados de la tabla 4.
47
Tabla 4. Resultados prueba fuerza de despulpe
Prueba Fuerza
[kgf]
1 1,215
2 1,360
3 1,080
4 1,035
5 1,410
6 1,415
7 1,383
8 1,605
9 1,675
10 1,867
11 1,594
12 1,327
13 1,745
14 1,158
15 1,792
16 1,224
17 1,817
18 1,602
19 1,329
20 1,802
Valor máximo obtenido
1,867
Fuente: Elaboración propia
7.1.4. Análisis de resultados
Teniendo en cuenta el Tabla 2, donde se encuentran los resultados obtenidos en la prueba de relación de numero de pepas sobre peso, es correcto afirmar que la relación de numero de pepas sobre peso varía en valores de 0,142 a 0,156 pepas/g, por lo cual para los cálculos de diseño en el que se haga presente esta variable se tomará un valor de 0,16 pepas/g, con esto se aumentará la confiabilidad del diseño.
Por otro lado, en el Tabla 3, donde se encuentran los resultados obtenidos en la prueba de dimensiones de la pepa de guanábana, se observa que en la toma de muestra con respecto a las dimensiones de la pepa, la medida de la altura siempre es mayor al valor del ancho de la pepa, por lo cual solo se tendrá en cuenta la altura y el espesor, en este orden de ideas, las medidas registradas para la altura de la pepa varían desde 11,1 a 20,8 mm, ya que todas las pepas deberán entrar por los orificios del tamiz, no se puede usar un valor promedio si no un valor máximo, así mismo para el espesor, el cual vario entre 5,1 a 6,8 mm, se debe usar un valor mínimo, por lo cual los autores tomaran una altura de 21 mm y un espesor de 5 mm, aumentando la confiablidad del diseño.

48
Finalmente para el valor de la fuerza de despulpe, en el Tabla 4, donde se registraron los resultados obtenidos en la prueba de fuerza de despulpado, se observa que se registraron valores que varían entre 1,080 a 1,867 kgf, para estimar un valor de esta medida, es importante resaltar que no se debe promediar los valores registrados, ya que en algunos casos la fuerza no sería la suficiente, por lo cual se debe tomar la mayor medida, teniendo esto en cuenta los autores deciden usar para los cálculos un valor de 2 kgf, aumentando la confiabilidad del diseño.
7.2. SELECCIÓN DE MÉTODO DE DESPULPADO A EMPLEAR
Para seleccionar un método de despulpado, se realizarán pruebas de algunos métodos de despulpado manual comunes en el ámbito doméstico, al igual que se revisará los métodos empleados a nivel industrial con las máquinas que ya se encuentra en el mercado, teniendo en cuenta esta información se establecerá los criterios de evaluación para poder evaluar y seleccionar un método a emplear en el prototipo.
7.2.1. Métodos de despulpado
Inicialmente se estudió algunos de los métodos actuales para despulpar la guanábana, por un lado, están las técnicas manuales que usa le gente a diario para realizar esta acción, y por otro lado existe maquinaria tipo industrial, la cual está diseñada para despulpar de forma continua y grandes cargas.
7.2.1.1. Técnicas manuales
Para realizar una revisión de estos métodos se acudió a preguntar y observar a personas que conocieran diversas técnicas para el despulpado de la guanábana, posterior a esto se repitieron estas técnicas para así poder seleccionar las más optimas y poder evaluarlas bajo diferentes criterios, igualmente se tuvo en cuenta que debían ser técnicas que se consideraran fuera posible duplicar en algún mecanismo, las cuales son:
1. Mover y presionar (M1)
Después de descortezar la guanábana y extraer el raquis se procedió a separar y organizar la fruta de tal forma que esté dispuesta en cuadricula y la parte correspondiente a la altura de la pepa se encuentre perpendicular al rodillo, en este caso de madera, tal y como se observa en la Figura 10, con el rodillo se procedió a realizar presión y mover el mismo sobre la pepa de tal manera que un extremo de la fruta este siendo presionada y que el rodillo empuje a la pepa para que esta salga por el otro extremo.

49
Figura 10. Prueba método mover y presionar
Fuente: Elaboración propia
Al realizar este procedimiento se observó que es una técnica válida para despulpar la guanábana, aunque se presentaron casos en los cuales se debía repetir el procedimiento ya que no se realizaba suficiente presión y se pasaba las pepas por debajo del rodillo, igualmente se presentaron casos en los cuales se ejerció mucha presión y la fruta termino aplastada por este proceso tan rudimentario.
2. Cortar y empujar (M2)
Al igual que la técnica anterior se preparó y alisto la fruta de igual forma, en este caso haciendo uso de un cuchillo se realizó un pequeño corte por algún lado de la ubicación de la pepa, posteriormente con un tenedor se trincho un extremo de la fruta y con el cuchillo se empujó la pepa a la dirección donde se había realizado el corte, tal y como se observa en la Figura 11.

50
Figura 11. Prueba método cortar y empujar
Fuente: Elaboración propia
Esta técnica es válida para la separación de fruta y pepa, es correcto afirmar que, de todas las técnicas ejercidas, esta obtuvo la mejor presentación en cuanto al producto obtenido, aunque es una técnica de mucho cuidado, ya que se debe realizar el corte por el lado por el cual la pepa salga con mayor facilidad, de otra forma se dificultaría este proceso, por otro lado, el tenedor, o elemento que sostenga la fruta, debe estar en el extremo de la fruta donde no esté la pepa.
3. Presionar y desplazar (M3)
Se preparó la fruta al igual que en las otras técnicas, esta técnica consistió en presionar la carne de fruta con un tamiz, previamente fabricado, el cual debido a sus perforaciones acomoda la ruta de tal forma que la pepa se disponga dentro de las peroraciones y la fruta debajo del tamiz o dentro de las perforaciones, debido a la presión que se le ejerce la pepa sobresale del tamiz, posterior a esto, se deslizó una tabla encima del tamiz, lo cual conllevó a que la pepa se separara de la fruta, como se observa en la figura 12.

51
Figura 12. Prueba método presionar y desplazar
Fuente: Elaboración propia
Esta técnica es válida con respecto a la separación de la fruta y la pepa, a diferencia de los otros métodos presenta cierta facilidad para cumplir su función, el producto obtenido es de muy buena presentación ya que preserva su textura y forma, debido a que se oprime un poco la fruta se observa que un poco del jugo es exprimido.
7.2.1.2. Métodos por maquinaria existente
Actualmente diversos procesos o técnicas de la industria de alimenticia han tenido avances tecnológicos los cuales han optimizado o automatizado estos métodos, “Existen máquinas despulpadores industriales que son máquinas que trabajan con altas capacidades de producción (más de 150 kg/h) y máquinas semi industriales que son aquellas de baja capacidad de producción (hasta 150 kg/h).”22
En el mercado actual se encontraron máquinas de despulpado de frutas en dos disposiciones:
1. Horizontal
Las maquinas despulpadoras horizontales se caracterizan por la disposición del eje motriz, en este caso horizontal, se encontraron 2 presentaciones en esta disposición, un de estas consiste en unas aspas adheridas al eje motriz las cuales se encargan de presionar la fruta con el tamiz, lo cual , por otro lado con un tornillo
22 ALVAREZ, Ivette. DISEÑO Y CONSTRUCCION DE UN MAQUINA SEMIAUTOMATICA PARA EL DESPULPADO DE FRUTAS. Proyecto de grado Ingeniería Mecatrónica. Quito: Universidad Internacional de Ecuador, 2017. p.32.

52
sin fin unido al eje motriz que mueve la carne de fruta por el tamiz, en ambos casos la fruta sale por las perforaciones del tamiz, por lo cual las pepas se quedan dentro del tamiz y se mueven debido a los mecanismos al final del sistema rotatorio, logrando separar la fruta y la pepa.
Figura 13. Despulpador Horizontal de Paletas
Fuente: IMARCA
En la figura 13, se observa una maquina despulpadora horizontal de paletas, según la Distribuidora IMARCA23 afirma que, la maquina cuenta con 3 tamices intercambiables según la fruta a procesar, cuenta con 8 aspas de las cuales son 6 cuchillas de corte y 2 paletas para despulpar, por otro lado, una producción de hasta 750 Kg/h según la fruta.
23 DISTRIBUIDURA IMARCA. DESPULPADORAS DE FRUTAS. Disponible en: http://imarca.com.ve/Despulpadoras-de-frutas.php. [Consultado 15 Mayo de 2019]

53
Figura 14. Despulpadora Horizontal por Tornillo Sin Fin
Fuente: Despulpadora de fruta y hortalizas
En la Figura 14, se observa un despulpador horizontal por tornillo sin fin, en el cual la carne de fruta entra por la tolva y debido al accionamiento manual, o motriz si se adecua una transmisión, la fruta se mueve a través del tornillo sin fin el cual mueve la carne por el filtro agujerado o tamiz.
Las despulpadoras horizontales por aspas tienen un mejor rendimiento y características del despulpador horizontal por tornillo sin fin, por lo cual solo evaluaremos el primero.
El método por despulpadoras horizontales se denominará tamizado horizontal (M4).
2. Vertical
La despulpadora vertical, se caracteriza por la disposición del eje motriz, en este caso vertical, la carne de fruta entra por una tolva de alimentación en la parte superior, la cual conduce a la fruta a un cilindro el cual contiene el tamiz y el eje rotatorio con las aspas, el eje rotatorio recibe movimiento rotatorio por un motor eléctrico, en la Figura 15 se observa un despulpadora en cual el sistema motriz se encuentra en la parte superior, mientras que en la Figura 16 se encuentra una despulpadora con el sistema motriz en la parte inferior.

54
Figura 15. Despulpador Vertical, sistema motriz en la parte superior
Fuente: Impulsora Gastronómica
Figura 16. Despulpador Vertical, sistema motriz parte inferior
Fuente: Inducardin
En la evaluación se tendrá en cuenta la despulpadora vertical con el sistema motriz ubicado en la parte inferior, debido a que se necesita menor espacio y su montaje es menos complejo, a comparación con la despulpadora vertical con sistema motriz ubicado en la parte superior.
El método por despulpadoras vertical se denominará tamizado vertical (M5).

55
7.2.2. Criterios de evaluación
A continuación, se presentarán los requerimientos o funciones, que se consideran más importantes para el diseño, para evaluar los métodos previamente considerados, así mismo se les asigna un peso de importancia.
1. Calidad de la Pulpa
Para este proyecto se le dará una gran importancia a la calidad de la pulpa, ya que se espera obtener un producto diferente al que se encuentra en el mercado disponible actualmente, se le asigna un valor de importancia de 30%. Se clasificará según la Tabla 5.
Tabla 5. Calificación calidad de la pulpa
Categoría Calificación sobre 10
Excelente 10-9
Buena 8-7
Aceptable 6-5
Baja 4-3
Muy Baja 2-1
Fuente: Elaboración propia
2. Innovación Tecnológica
Por parte de los autores, se espera proponer un mecanismo innovador o alguna mejora de algún sistema actual, se le asigna un valor de importancia de 30%. Se clasificará según la Tabla 6.
Tabla 6. Calificación innovación tecnológica
Categoría Calificación sobre 10
Innovador 10
Existente 1
Fuente: Elaboración Propia
3. Capacidad
Debido a que la producción del lugar donde se va a implementar el mecanismo, se estima que va a hacer relativamente baja, no hay necesidad de obtener grandes capacidades, se le asigna un valor de 10%. Se clasificará según la Tabla 7.

56
Tabla 7. Calificación capacidad
Categoría Calificación sobre 10
Muy Alta 10-9
Alta 8-7
Aceptable 6-5
Baja 4-3
Muy Baja 2-1
Fuente: Elaboración Propia
4. Efectividad
Teniendo en cuenta que hay métodos o procesos los cuales tienen mayor efectividad que otros, ya que hay casos en que la pulpa no se separe fácilmente de la pepa debido a la acción realizada, se le asigna un valor de 20%. Se clasificará según la Tabla 8.
Tabla 8. Calificación Efectividad
Categoría Calificación sobre 10
Sobresaliente 10-9
Alta 8-7
Aceptable 6-5
Baja 4-3
Muy Baja 2-1
Fuente: Elaboración Propia
5. Facilidad de técnica
De las técnicas o maquinas mencionadas algunas requieren menos preparación o procesos preliminares, se le asigna un peso de importancia del 10%. Se clasificará según la Tabla 9.
Tabla 9. Calificación facilidad de técnica
Categoría Calificación sobre 10
Sobresaliente 10-9
Alta 8-7
Aceptable 6-5
Baja 4-3
Muy Baja 2-1
Fuente: Elaboración propia

57
7.2.3. Evaluación de los métodos
Teniendo en cuenta los criterios, pesos y calificación se procede a realizar una evaluación de los métodos manuales y maquina existente, con las siguientes ecuaciones, como se observa en la Tabla 10.
𝐶𝑐𝑖 =𝑃𝑒𝑠𝑜 𝑑𝑒 𝑖𝑚𝑝𝑜𝑟𝑡𝑎𝑛𝑐𝑖𝑎 [%]
100%∗ 𝐶𝑎𝑙𝑖𝑓𝑖𝑐𝑎𝑐𝑖𝑜𝑛 𝑜𝑏𝑡𝑒𝑛𝑖𝑑𝑎
𝐶𝑡 = ∑ 𝐶𝑐𝑖
𝑛
𝑖
Donde
𝐶𝑐𝑖 ∶ 𝐶𝑎𝑙𝑖𝑓𝑖𝑐𝑎𝑐𝑖𝑜𝑛 𝑝𝑎𝑟𝑐𝑖𝑎𝑙 𝑝𝑜𝑟 𝑖𝑡𝑒𝑚
𝐶𝑡: 𝐶𝑎𝑙𝑖𝑓𝑖𝑐𝑎𝑐𝑖𝑜𝑛 𝑡𝑜𝑡𝑎𝑙 𝑎𝑐𝑢𝑚𝑢𝑙𝑎𝑑𝑜
Tabla 10. Evaluación de los métodos y maquinas según los criterios establecidos
Fuente: Elaboración Propia
En cuanto la calidad de pulpa, es importante recalcar que la presentación de la pulpa en las maquinas se observa deteriorada por los métodos rudimentarios de despulpado por tamizado, ya que la pulpa pierde su textura, por lo cual el tamizado
Criterio Peso de
Importancia [%]
Método
M4 M5 M1 M2 M3
Tam
iza
do
Vert
ica
l
Tam
iza
do
Horizonta
l
Mover
y
despla
zar
Cort
ar
y
em
pu
jar
Pre
sio
nar
y
em
pu
jar
Calidad de la pulpa 30 7 2,1
5 1,5
4 1,2
8 2,4
7 2,1
Innovación tecnológica 30 1 0,3
1 0,3
10 3
10 3
10 3
Capacidad 10 10 1
10 1
8 0,8
3 0,3
6 0,6
Efectividad 20 9 1,8
9 1,8
4 0,8
10 2
9 1,8
Facilidad 10 9 0,9
9 0,9
6 0,6
3 0,3
8 0,8
Total 100 6,1 5,5 6,4 8 8,3

58
vertical y horizontal obtendrán una calificación de 7 y 5 respectivamente; mover y presionar obtiene la calificación más baja de 4 debido a que al presionar la pulpa repetidamente para extraer la las pepas, su presentación y textura se veía afectada de manera significativa; cortar y empujar obtiene la calificación más alta de 8 ya que la pulpa se obtiene en muy buena presentación con una textura natural y sin afectar la misma; en cuanto a presionar y desplazar debido a que también es un proceso de tamizado la pulpa pierde cierta textura pero es un método que no retira las pepas por fuerzas centrípetas, por lo cual obtiene una calificación de 7.
Por otro lado, en la calificación de innovación tecnológica, los métodos de tamización horizontal y vertical al ser parte de maquinaria existente obtienen una calificación de 1, mientras que los demás métodos al ser innovadores y diferentes obtienen una calificación de 10.
En capacidad, los métodos horizontales y verticales pueden manejar grandes capacidades al ser producto de maquinaria existente, por lo cual obtienen ambos una calificación de 10, el método de cortar y empujar obtiene la menor calificación siendo el más lento por los cortes que se deben realizar cuidadosamente, el método de mover y presionar obtiene una calificación de 8 ya que los movimientos necesarios no requieren cuidado alguno y se pueden realizar de forma rápida, el método de presionar y desplazar obtiene una calificación de 6 ya que al empujar las pepas se debe realizar de forma lenta para que la pepa salga.
En efectividad, los métodos horizontales y verticales obtienen una calificación de 9 ya que separan de manera efectiva las pepas y la pulpa, en algunas ocasiones se pasar el producto 2 veces para que el producto quedo sin ningún elemento indeseado, el método de presionar y desplazar obtiene una calificación de 9 ya que de lo que se evidenció en las pruebas si se separaba las pepas y la pulpa, algunos casos en donde las pepas eran muy pequeñas no se separaban, el método de cortar y empujar obtiene el mayor resultado de 10 ya que al ser un proceso de cuidado siempre se evidenciaron buenos resultados, el método de mover y empujar obtiene la menor calificación ya que se evidenció que se debía realizar varias veces este método para poder separar las pepas y la pulpa.
Finalmente, en cuanto a facilidad, siendo el método de cortar y empujar un proceso donde los cortes deben tener cierta precisión obtiene la calificación más baja de 3 ya que sería bastante complicado automatizar, los métodos de tamizado horizontal y vertical obtienen ambos la mayor calificación de 9 ya que son métodos existentes y seria no sería complicado fabricar modelos con estos métodos, el método de mover y presionar obtiene una calificación de 6 ya que su fabricar un modelo que opere con este método tendría cierto grado de dificultad ya que según lo evidenciado en las pruebas la presión necesaria varía según el tamaño de la pepa, el método de presionar y desplazar según los evidenciado en pruebas obtiene una calificación de 8 ya que fabricar un modelo con este método no deberá de ser tan complejo planteando de manera correcto los mecanismos.

59
7.2.4. Selección de método
De la Tabla 10, se puede afirmar que la despulpadora horizontal obtuvo el menor puntaje con un valor de 5,5 ya que según los criterios con más peso, innovación y calidad, tiene calificaciones bajas, por otro lado, la despulpadora horizontal obtuvo un puntaje aceptable con un valor de 6,1 el cual se vio afectado por el criterio de innovación.
En cuanto a los métodos manuales, mover y presionar obtuvo un puntaje aceptable con un valor de 6,4 ya que tiene una baja calificación con respecto al criterio de calidad, por otro lado, cortar y empujar obtuvo un buen puntaje con un valor de 8 pero tiene una calificación de facilidad baja, finalmente, presionar y empujar obtuvo la mayor calificación con un valor de 8,3 debido a que tiene buenas calificaciones en todos los criterios.
Teniendo esto en cuenta el método de despulpado con el que se diseñará la maquina será el de presionar y desplazar, ya que siendo calidad e innovación los criterios con mayor peso para los autores, este método presenta una buena calificación, debido a que se podrá diseñar una maquina con un mecanismo innovador, por otro lado, en las pruebas realizadas se pudo apreciar que la presentación de la pulpa obtenida tiene una buena contextura, y era llamativo para su consumo.
7.3. SELECCIÓN Y DISEÑO MECANISMO DE DESPULPADO
Para seleccionar un mecanismo de despulpado es importante tener en cuenta unos criterios de selección para poder evaluar los mecanismos propuestos, a partir de esta evaluación se seleccionará el mecanismo el cual se usará en el prototipo. Posterior a esta selección se realizarán los cálculos de diseño que le correspondan.
7.3.1. Criterios de selección
Estos criterios de selección pretenden medir la viabilidad del mecanismo a emplear, por lo cual, a partir de los siguientes criterios, se evaluará las alternativas del mecanismo de despulpado
Confiabilidad
Ensamblaje
Tamaño
Complejidad
Costo
Mantenimiento

60
7.3.2. Alternativas de mecanismos de despulpado
Teniendo en cuenta la decisión en la sección 7.2.4., se proponen 4 mecanismos que permitan evidenciar el método de despulpado seleccionado, es importante recalcar que solo se evidenciará el mecanismo de despulpe, los sistemas de transmisión y soporte se tendrán en cuenta en secciones posteriores.
En cuanto al funcionamiento general de los 4 mecanismos, se propone un mecanismo de despulpado el cual conste de un tamiz que presiona y acomoda la carne de fruta en una mesa o tabla fija, posterior a esta acción una cuchilla, denominada cuchilla de despulpe, se mueve por encima del tamiz, debido a que los pepas quedan sobre este tamiz se separa la fruta de la pepa, por lo cual los mecanismos que se muestran a continuación poseerán diferencias en cuanto la disposición del sistema, la forma en que entra la carne de fruta y sale pulpa.
Figura 17. Mecanismo despulpado Yugo Escoces, tamizado por tornillo transportador y admisión manual
Fuente: Elaboración Propia
Como primera opción se propone un modelo como se observa en la Figura 17, el mecanismo de admisión o carga consiste en un tamiz el cual se mueve en el eje vertical y en cierta altura gira permitiendo la admisión de fruta, esto debido a que el tamiz está siendo movido por un tornillo de potencia, este tornillo tiene un límite de avance en la tuerca, al llegar la tuerca a este límite el tamiz rotara con respecto al tornillo de potencia. En cuanto el despulpado, un mecanismo de yugo escoces, el cual convierte movimiento rotativo a rectilíneo alterno, por lo cual se encarga de entrar a retirar las pepas y salir a mover la fruta, este modelo está construido dentro de un cilindro, a este mecanismo se le denominara Alternativa 1.

61
Figura 18. Mecanismo despulpe por chuchilla horizontal, tamizado por tornillo transportador y admisión manual
Fuente: Elaboración propia
Como segunda opción se propone un mecanismo con cuchilla de despulpe que se mueve en el eje horizontal por un tornillo de potencia, como se observa en la Figura 18, este modelo se construye dentro de un paralelogramo, el tamiz se mueve por un tornillo transportador con tope, el tamiz ingresa por la parte superior, el ingreso de carne de fruta es manual, a este mecanismo se le denominará Alternativa 2.
Figura 19. Mecanismo despulpe por chuchilla horizontal, tamiz fijo y admisión por tornillo transportador
Fuente: Elaboración Propia

62
Como tercera opción, se propone que el tamiz sea un elemento fijo, pero la admisión de la fruta es asistida por un tornillo de potencia por lo cual la mesa de admisión puede girar y subir para presionar la fruta. La cuchilla de despulpe se mueve por el eje horizontal por un tornillo de potencia, la admisión de la fruta es por la parte inferior, como se observa en la Figura 19, a este mecanismo se le denominará Alternativa 3.
Figura 20. Mecanismo despulpado por cuchilla horizontal, tamiz fijo y mesa de despulpado con movimiento en 2 ejes por tornillo transportador
Fuente: Elaboración propia
Como cuarta opción se propone otro modelo, como se observa en la Figura 20, el cual use un sistema de admisión cartesiano el tamiz esta fijo, y la admisión de la carne de fruta se da por movimiento de la mesa por 2 ejes (Eje Y,Z) asistido por un tornillo de potencia en cada eje, la cuchilla de despulpe se mueve en un tercer eje (Eje X) asistido por un tornillo de potencia, a este mecanismo se le denominará Alternativa 4.
7.3.3. Selección de mecanismos de despulpado
Teniendo en cuenta estos modelos se procede a evaluar sus mecanismos, bajo criterios de selección anteriormente estipulados, esta evaluación se realizó con una calificación del 1 al 10, siendo 1 la más baja y 10 la más alta, en la siguiente tabla:

63
Tabla 11, Evaluación alternativas de mecanismos según criterios de selección.
ALTERNATIVAS
CRITERIOS Yugo
Escoces Cuchilla (Carga por
parte superior) Cuchilla (Carga
por parte inferior) Admisión (Eje Y,Z) y
Despulpe (Eje X)
Confiabilidad 6 5 5 9
Ensamblaje 4 7 5 8
Tamaño 8 7 7 4
Complejidad 5 6 6 5
Costo 6 6 6 6
Mantenimiento 4 7 5 8
Totales 33 38 34 40
Fuente: Elaboración propia
Teniendo en cuenta la Tabla 11, se selecciona el modelo con admisión por movimiento en dos ejes y despulpe por una cuchilla que se mueve a través de un tercer eje.
7.3.4. Diseño mecanismo de despulpado
A partir de la selección de mecanismo de despulpado en la sección 7.3.3., se dará
inicio al proceso de diseño de este sistema, teniendo en cuenta la producción meta
del proyecto y las características que se conocen de la guanábana, de las pruebas
en la sección 7.1., es importante recalcar que en esta sección se realizaran los
cálculos para el diseño del tamiz, cuchilla de despulpe y mesa de despulpado, los
tornillos de potencia y demás componentes transmisores se encontraran en la
sección 7.4.
7.3.4.1. Tamiz
Para el diseño del tamiz es importante tener en cuenta 2 factores, el tamaño de las
pepas y la producción estimada por ciclo, se definirá ciclo como el tiempo en el que
el prototipo empieza a funcionar por el accionamiento de un pulsador, posterior a
esta acción la mesa de despulpe se mueve hacia el tamiz, la cuchilla de despulpe
se mueve a través de su eje movimiento, separando la carne de fruta y las pepas,
finalmente la mesa de despulpe retorna a posición inicial, inicialmente se tomara la
duración de un ciclo de 30 segundos en los cálculos que sea necesario este dato.
Para determinar la medida de forma de los agujeros, los cuales se encargarán de
resaltar la pepa de la guanábana, es necesario conocer la media de estas, teniendo
los análisis de resultados de la sección 7.1.4., se estableció como medida de diseño
de las pepas la altura de 21mm y el espesor de 5mm, es importante resaltar que
solo tendremos en cuenta la altura de la pepa, a pesar de su forma semi ovalada,
debido a que no se puede obviar la disposición de la pepa al tamizarse, como se
observa en la figura 21, donde se observa solo 4 posibles posiciones de la pepa.

64
Figura 21. Posibles posiciones de la pepa
Fuente: Elaboración propia
Por lo cual las perforaciones del tamiz serán circulares con un diámetro de 21mm, por otro lado, se debe terminar el número de perforaciones, teniendo en cuenta que la producción estimada es de 5Kg/h se realizaran los cálculos teóricos para una capacidad de 20 Kg/h de esta forma aumentaremos la confiabilidad del diseño, por lo cual inicialmente debemos determinar la carga a procesar por ciclo, que como se mencionó anteriormente tiene una duración de 30 segundos.
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛: 20𝐾𝑔
ℎ 𝐶𝑖𝑐𝑙𝑜(𝑡): 30 𝑠
Inicialmente se realiza conversión de unidades para conocer la cantidad de pulpa a procesar por segundo
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛: 20𝐾𝑔
ℎ(
1000𝑔
1𝐾𝑔) (
1ℎ
3600𝑠) = 5.56
𝑔
𝑠
Ahora se multiplica este valor con la duración teórica de un ciclo para obtener la cantidad de pulpa a procesar en un ciclo.
𝐶𝑖𝑐𝑙𝑜 (𝑚) = (5.56𝑔
𝑠) (30 𝑠) = 166,7 𝑔
De lo cual se obtiene que por ciclo se deberá procesar 166,7 g, para aumentar la confiabilidad del diseño se designará un valor de 200 g por ciclo para los cálculos.
𝐶𝑖𝑐𝑙𝑜(𝑚)𝑇𝑒𝑜𝑟𝑖𝑐𝑜 = 200𝑔
Teniendo en cuenta el anterior valor, se calcula el número de pepas en esta cantidad de masa, por lo cual a partir del valor establecido en la sección 7.1.4. con respecto al número de pepas sobre masa, multiplicando estos valores estableceremos el número de perforaciones mínimo.
𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑒𝑝𝑎𝑠 (𝑝𝑜𝑟 𝑐𝑖𝑐𝑙𝑜) = (200𝑔) (0,16𝑝𝑒𝑝𝑎𝑠
𝑔) = 32 𝑝𝑒𝑝𝑎𝑠
𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑎𝑐𝑖𝑜𝑛𝑒𝑠𝑇𝑒𝑜𝑟𝑖𝑐𝑜 = 𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑒𝑝𝑎𝑠 = 32 𝑝𝑒𝑟𝑓𝑜𝑟𝑎𝑐𝑖𝑜𝑛𝑒𝑠

65
Este valor sería el número de perforaciones mínimo necesarios para poder cumplir con la capacidad teórica de 20 Kg/h, por otro lado, debido a que los autores no pueden obviar que la pulpa se distribuya de manera uniforme, el número de perforaciones debe ser mayor, para poder garantizar que todas las pepas estén dentro de una perforación al momento del despulpe.
Se construirá el tamiz teniendo en cuenta la geometría en la admisión, ya que la entrada de la pulpa tiene un diámetro de 180mm por lo cual se realizan perforaciones circulares con un diámetro de 21mm, con espaciamiento de 3mm ya que es el valor mínimo que se puede lograr teniendo en cuenta la fabricación.
Figura 22. Perforaciones del Tamiz
Fuente: Elaboración propia
En la figura 22, se observa que las perforaciones están ubicadas en un hexágono con una apotema de 130,5 mm, en total fue posible ubicar 91 perforaciones de 21mm con un espaciamiento de 3mm entre bordes.
Ya que se ha establecido la disposición de las perforaciones y sus medidas, se debe determinar el espesor del tamiz, teniendo en cuenta el espesor de la pepa, teniendo en cuenta la sección 7.1.4 se instaura que el espesor de la pepa de guanábana es de 5mm, como se observa en la figura 23.
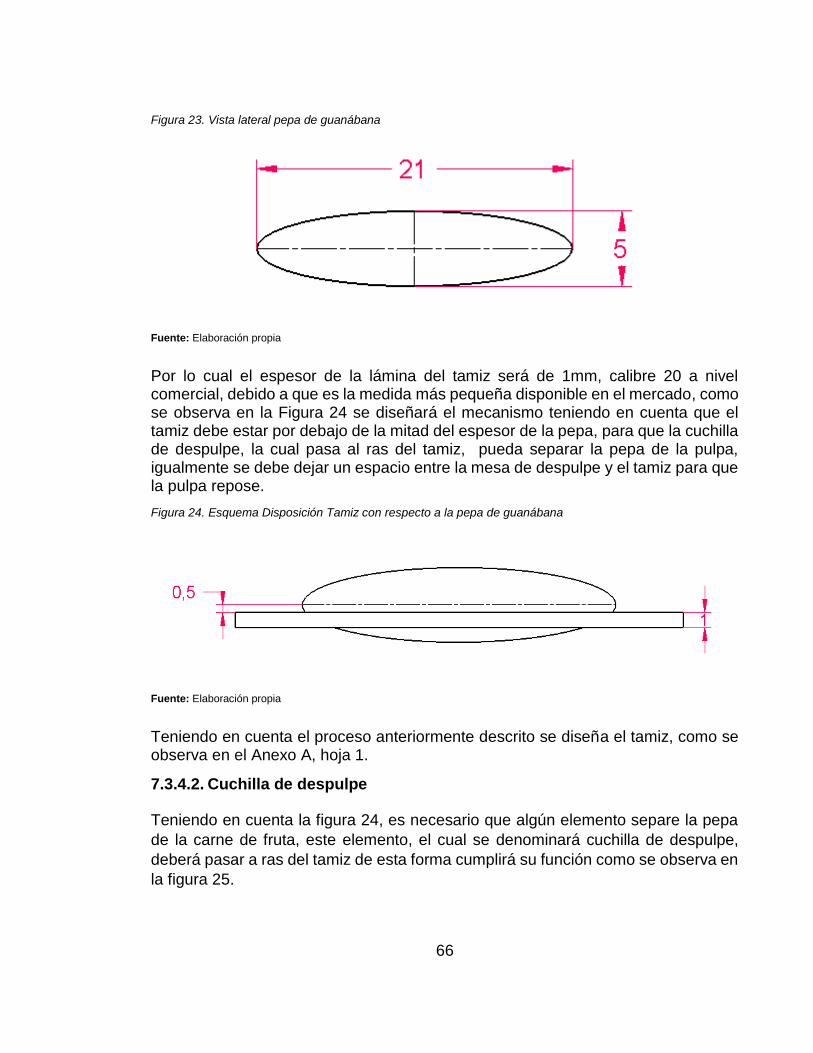
66
Figura 23. Vista lateral pepa de guanábana
Fuente: Elaboración propia
Por lo cual el espesor de la lámina del tamiz será de 1mm, calibre 20 a nivel comercial, debido a que es la medida más pequeña disponible en el mercado, como se observa en la Figura 24 se diseñará el mecanismo teniendo en cuenta que el tamiz debe estar por debajo de la mitad del espesor de la pepa, para que la cuchilla de despulpe, la cual pasa al ras del tamiz, pueda separar la pepa de la pulpa, igualmente se debe dejar un espacio entre la mesa de despulpe y el tamiz para que la pulpa repose.
Figura 24. Esquema Disposición Tamiz con respecto a la pepa de guanábana
Fuente: Elaboración propia
Teniendo en cuenta el proceso anteriormente descrito se diseña el tamiz, como se observa en el Anexo A, hoja 1.
7.3.4.2. Cuchilla de despulpe
Teniendo en cuenta la figura 24, es necesario que algún elemento separe la pepa
de la carne de fruta, este elemento, el cual se denominará cuchilla de despulpe,
deberá pasar a ras del tamiz de esta forma cumplirá su función como se observa en
la figura 25.
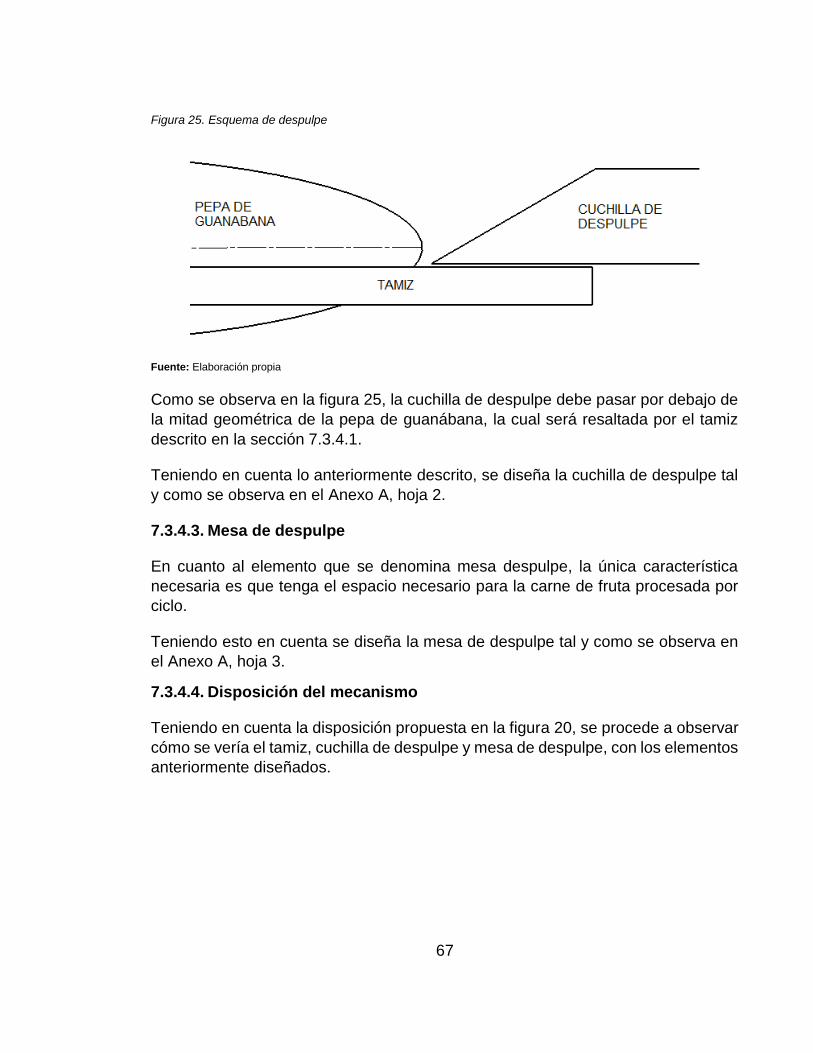
67
Figura 25. Esquema de despulpe
Fuente: Elaboración propia
Como se observa en la figura 25, la cuchilla de despulpe debe pasar por debajo de
la mitad geométrica de la pepa de guanábana, la cual será resaltada por el tamiz
descrito en la sección 7.3.4.1.
Teniendo en cuenta lo anteriormente descrito, se diseña la cuchilla de despulpe tal
y como se observa en el Anexo A, hoja 2.
7.3.4.3. Mesa de despulpe
En cuanto al elemento que se denomina mesa despulpe, la única característica
necesaria es que tenga el espacio necesario para la carne de fruta procesada por
ciclo.
Teniendo esto en cuenta se diseña la mesa de despulpe tal y como se observa en
el Anexo A, hoja 3.
7.3.4.4. Disposición del mecanismo
Teniendo en cuenta la disposición propuesta en la figura 20, se procede a observar
cómo se vería el tamiz, cuchilla de despulpe y mesa de despulpe, con los elementos
anteriormente diseñados.

68
Figura 26. Mecanismo despulpador
Fuente: Elaboración propia
Como se observa en la figura 26, la mesa despulpadora tendrá que moverse, subir
y bajar en el eje Y, hasta ubicarse justo 1mm debajo del tamiz, de esta forma las
pepas de guanábana resaltaran por encima de las perforaciones del tamiz y la pulpa
de guanábana reposará debajo de este, así la cuchilla de despulpe se moverá, por
el eje X, separando las pepas de la pulpa, por otro lado es importante resaltar los
autores notaron que según la disposición de las perforaciones del tamiz y el arista
que entra en contacto con la fruta de la cuchilla de despulpe, la cuchilla de despulpe
separara un máximo de 6 pepas al mismo tiempo.
7.4. DISEÑO DE LA TRANSMISIÓN DE POTENCIA
Según el diseño existen 3 ejes de movimiento, los cuales se accionarán por medio del conjunto tornillo de potencia – tuerca de empuje, los cuales transforman el movimiento rotativo o desplazamiento angular de un motor en movimiento rectilíneo a lo largo del tornillo transmitiendo la potencia aplicada24. Estos elementos pueden ser usados para transmitir movimiento o potencia, en el último caso se hace debido
24 Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 8 Diseño de tornillos. p.2. [Consultado 3 de Agosto 2019]. Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf

69
a que aumentan la fuerza o la torsión de la entrada ya que el filete recorre una gran distancia a lo largo de la hélice.
Fuente: Elaboración propia
En la figura 27, se ven los tres ejes que se trabajaran, el Eje X y el Eje Z están en posición horizontal, el Eje Y esta vertical.
Al momento de diseñar tornillos de potencia existen tres tipos, rosca cuadrada, ACME o trapezoidal y de sierra, como se ve en la figura.
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 8 Diseño de tornillos. p.49. [Consultado 3 de Agosto
2019]. Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Figura 27. Ejes transmisión de movimiento
Figura 28. Tipos de rosca normalizadas para tornillos de potencia
EJE X
EJE Y
EJE Z

70
El tipo de tornillo se escoge en función del trabajo o aplicación en la que se vaya a usar, los de rosca ACME se diseñaron para reemplazar a los de rosca cuadrada ya que estos tienen dificultad en la manufactura, los de sierra se usan para transmitir grandes fuerzas pero en un solo sentido25. Debido a esto el tipo de tornillo a usar será trapezoidal, a continuación se muestran los cálculos para su diseño según el procedimiento del sugerido por el autor.
El tornillo se diseña partiendo del diámetro medio del tornillo para garantizar la resistencia al aplastamiento, el cual está dado por la ecuación:
𝑆𝑎𝑝 =𝐹
𝜋𝑑𝑚ℎ𝑁𝑓=
𝐹
𝜋𝑑𝑚ℎ 𝐿𝑇 𝑝⁄=
𝐹
𝜋𝑑𝑚2ℎ𝜑
Donde:
𝑆𝑎𝑝 es el esfuerzo por aplastamiento [MPa]
𝐹 es la fuerza a la que está sometido el elemento [N]
𝑑𝑚 es el diámetro medio del tornillo [m]
ℎ es la altura del filete [m]
𝑁𝑓 es el número de filetes que soportan la carga
𝐿𝑇 es la longitud de la tuerca [m]
𝑝 es el paso entre filetes del tornillo [m]
𝜑 es la constante representativa del tipo de tuerca
Debido a que el esfuerzo de aplastamiento es desconocido se cambia por el esfuerzo de diseño y al igual que la constante representativa de la tuerca se selecciona su valor entre los parámetros sugeridos por el autor.
𝑆𝑑−𝑎𝑝 = {12 a 20 MPa (tornillo de acero y tuerca de bronce)
80 MPa (tornillo de acero y tuerca de hierro fundido)
𝜑 = { 1,8 a 2,5 (tuerca de una pieza)
2,5 a 3,5 (tuerca partida)
Teniendo esta información la única variable que queda por definir es la altura de trabajo del filete, la cual está definida según la siguiente tabla:
25 Ibid. p.35.

71
Tabla 12. Altura de trabajo del filete de roscas estándar.
Tipo de filete h
Cuadrada p/2
Trapezoidal p/2
Diente de Sierra 0,663p
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 8 Diseño de tornillos. p.48. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Despejando el diámetro medio y sustituyendo las variables para cada uno de los ejes según corresponde con los valores más conservadores se obtiene:
𝑑𝑚 = √2𝐹
𝜋𝜑𝑆𝑑−𝑎𝑝= √
2𝐹
𝜋(2,5)(12e6)= √0,02122𝐹 [mm]
Donde:
𝑑𝑚 es el diámetro medio del tornillo [m]
𝐹 es la fuerza a la que está sometido el elemento [N]
𝜑 es la constante representativa del tipo de tuerca
𝑆𝑑−𝑎𝑝 es el esfuerzo de diseño por aplastamiento [MPa]
Para los ejes X y Z se debe considerar la fuerza debida a la fricción entre los soportes y las guías de soporte, la cual está en función del coeficiente de fricción y la fuerza normal, para ellos usaremos la siguiente ecuación que aplica tanto para el caso estático como el dinámico.
𝐹𝑟 = 𝜇𝑁
Donde:
𝐹𝑟 es la fuerza de rozamiento [N]
𝜇 es el coeficiente de fricción cinético 𝜇𝑘 o estático 𝜇𝑠
𝑁 es la fuerza normal de rozamiento [N]

72
Fuente: Elaboración propia
Para el diseño se usará el coeficiente de fricción estático ya que según el autor, este valor es mayor que el dinámico, con lo cual se trabajaría en el caso más crítico. El valor del coeficiente de fricción estático para la combinación PE/Acero según la hoja de propiedades mostrada en el Anexo B es de 0.35, y asumiendo una fuerza de gravedad estándar de 9.81 [m/s2] se tiene:
𝐹𝑟 = 𝜇𝑠𝑁 = (𝑚)[Kg](0,35)(9,81)[m/s2] = 3,4335𝑚 [N]
Ya que la masa que soportaran cada uno de los ejes es diferente, se deja la fuerza de rozamiento en función de la misma y se calcula para cada uno. Para saber el valor de la masa para cada uno de estos ejes se usará el modelo CAD, el cual tras especificar el material arroja el valor de la masa de cada pieza, este valor se evidencia en los planos mostrados en el Anexo A; este valor es un estimado pues el valor real solo puede ser medido tras la fabricación.
7.4.1. Eje X
Este eje moverá el elemento despulpador, el cual tiene una masa de 468,5 [g]; por ende la fuerza de fricción se debe adicionar a la fuerza de despulpado, además por diseño se pueden procesar 6 casquillos al mismo tiempo, añadiendo esta información en la siguiente ecuación se obtiene:
Fricción
Fricción
Figura 29. Casos donde se considera fricción

73
𝐹𝑟 = 3,4335𝑚 [N]=3,4335*0,4685=1,6086 [N]
𝑑𝑚 = √0,02122(18,3153 × 6 + 1,6086) = 1,5382 [mm]
Antes de proceder se debe hacer una aclaración y es que este es un valor orientativo ya que las tablas mostradas por el autor no contienen información para estos diámetros ya que están para tornillos de 6 mm de diámetro; y adicionalmente solo se consiguen comercialmente de 8 mm de 4 entradas con paso de 2 mm, por lo que trabajaremos con este valor el cual se evidencia que es mayor que el que arroja el cálculo, por lo que cumplirá con esta condición.
Para definir la geometría se usarán los siguientes datos.
Fuente: A. L. Casillas, Maquinas: Cálculos de Taller. p.289.
Como se ve en la figura tiene valores para pasos desde 3 mm pero se pueden asumir estos con el paso que se está trabajando.
𝑑 = 0,5(2) [mm] + 0,25 [mm] = 1,25 [mm]
Con este valor y con el diámetro que se asumió anteriormente se define el diámetro menor como 5,5 mm.
𝑑𝑚 =𝑑 + 𝑑𝑟
2=
8 [mm] + 5,5 [mm]
2= 6,75 [mm]
Ahora se procede a realizar todas las comprobaciones para determinar el factor de seguridad de cada uno de los esfuerzos a los que estarán sometidos los filetes del tornillo y la tuerca, para ello se debe calcular la longitud de la tuerca.
𝐿𝑇 = 𝜑𝑑𝑚 = 2,5(6,75) [mm] = 16,875 [mm]
Figura 30. Dimensiones Tornillos Trapezoidales

74
Donde
𝐿𝑇 es la longitud de la tuerca [mm]
𝜑 es la constante representativa del tipo de tuerca
Se comenzará verificando la resistencia del núcleo del tornillo, pero para ellos primero es necesario conocer el torque máximo, para calcular los valores necesarios se procederá como se muestra a continuación.
𝑙 = número de entradas × 𝑝
𝑙 = 4 × 2 [mm]
𝑙 = 8 [mm]
Fuente: MecanESO – Tornillos. CNICE. [Consultado 5 de Agosto 2019]. Disponible en:
http://concurso.cnice.mec.es/cnice2006/material107/operadores/ope_tornillo.htm
Como se dijo antes el tornillo cuenta con 4 entradas, en la imagen anterior se evidencia de forma gráfica la diferencia entre un tornillo con 1 hilo o 2 hilos, ya que visualmente son similares, se continua con los cálculos propuestos.
𝑇𝑠 = 𝐹𝑑𝑚
2
𝑙 +𝜇𝜋𝑑𝑚
cos 𝛼𝐹
𝜋𝑑𝑚 −𝜇𝑙
cos 𝛼𝐹
Figura 31. Número de entradas tornillos

75
Donde:
𝑇𝑠 es el torque para subir la carga [Nmm]
𝐹 es la fuerza a la que está sometido el elemento [N]
𝑑𝑚 es el diámetro medio del tornillo [mm]
𝜇 es el coeficiente de rozamiento entre el acero y el bronce
𝑙 es el avance del tornillo por revolución [mm]
𝛼𝐹 es el ángulo entre filetes [°]
El autor sugiere un valor para el coeficiente de fricción entre el acero y el bronce de 0,1526.
𝑇𝑠 = 111,5004 [N]6,75 [mm]
2
8 [mm] +(0,15)(𝜋)(6,75 [mm])
cos 14,5°
(𝜋)(6,75 [mm]) −(𝜋)8 [mm]cos 14,5°
= 212,7035 [N∙mm]
𝑇𝑠 = 0,2127 [N∙m]
Hay que resaltar que en la ecuación anterior el autor incluye un factor que considera el cojinete de empuje axial, este fue suprimido ya que no se usará en este diseño. Para continuar se debe calcular el área sometida a los esfuerzos por lo que se necesita definir la geometría del tornillo.
𝐴𝑡 =𝜋
4(
𝑑𝑚 + 𝑑𝑟
2)
2
=𝜋
4(
6,75 [mm] + 5,5 [mm]
2)
2
= 29,4647 [mm2]
𝑆𝑡 =𝐹
𝐴𝑡=
111,5004 [N]
29,4647 [mm2]= 3,7842 [MPa]
𝑆𝑠𝑇 =16𝑇𝑠
𝜋𝑑𝑟3 =
16(212,7035 [N∙mm])
𝜋(6,75 [mm])3= 3,5224 [MPa]
Donde
𝐴𝑡 es el área del tornillo sometida a tracción [mm2]
𝑑𝑚 es el diámetro medio del tornillo [mm]
𝑑𝑟 es el diámetro de raíz del tornillo [mm]
𝑆𝑡 es el esfuerzo por carga axial en el núcleo del tornillo [MPa]
𝑆𝑠𝑇 es el esfuerzo por torsión en el núcleo del tornillo [MPa]
𝑇𝑠 es el torque para subir la carga [Nmm]
26 Ibid. p.55.

76
Los valores del límite de fluencia se toman de la hoja de datos del material suministrados por el proveedor que está en el Anexo B.
1
𝑁2= (
𝑆𝑡
𝑆𝑦)
2
+ (𝑆𝑠𝑇
𝑆𝑦𝑠)
2
𝑆𝑦𝑠 = 0,577𝑆𝑦 = 0,577(176 [MPa]) = 101,552 [MPa]
𝑁 = [(3,7842 [MPa]
176 [MPa])
2
+ (3,5224 [MPa]
101,552 [MPa])
2
]
−12
= 24,5042
Como se ve el factor de seguridad tiene un valor alto debido a que la carga a la que está sometido no es tan grande y que el valor del diámetro calculado para soportar aplastamiento mostro que se necesitaba uno mucho más pequeño, ahora se procede a calcular el esfuerzo cortante en los filetes.
𝑆𝑠𝑏𝑎 =3
2
𝐹
𝐴𝑏𝑎
El cálculo para el tornillo y la tuerca usa la misma ecuación, lo que cambia es el área de raíz del filete, cuyas ecuaciones se muestran a continuación según corresponde.
𝐴𝑏𝑎 = 𝜋𝑑𝑟(𝑊𝑖𝑝)𝑛𝑓
𝐴𝑏𝑎 = 𝜋𝑑(𝑊𝑜𝑝)𝑛𝑓
1 ≤ 𝑛𝑓 ≤𝐿𝑇
𝑝
El número de filetes se escoge entre valores de 1 y la condición dada, el autor recomienda no usar el valor máximo ya que por errores en manufactura este valor no se cumple siempre.

77
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 8 Diseño de tornillos. p.47. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
En la imagen anterior se evidencia de mejor manera el número de filetes en contacto, aunque se evidencia que puede haber filetes incompletos, se debe usar un número entero; continuando con el cálculo propuesto anteriormente los valores de Wi y Wo se muestran en la siguiente tabla.
Tabla 13. Coeficientes Wi y Wo para roscas estándar
Tipo de filete Wi Wo
ISO 0,80 0,88
Cuadrada 0,50 0,50
ACME 0,77 0,63
Diente Sierra 0,90 0,83
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 8 Diseño de tornillos. p.47. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Teniendo estos datos se procede a evaluar y calcular los parámetros requeridos.
1 ≤ 𝑛𝑓 ≤𝐿𝑇
𝑝= 1 ≤ 𝑛𝑓 ≤
16,875 [mm]
2 [mm]= 1 ≤ 𝑛𝑓 ≤ 8,4375
𝑛𝑓 = 7
𝐴𝑏𝑎 = 𝜋𝑑𝑟(𝑊𝑖𝑝)𝑛𝑓 = 𝜋(6,75 [mm])(0,77)(2 [mm])(7) = 228,5980 [mm2]
Figura 32. Sección transversal tuerca

78
𝐴𝑏𝑎 = 𝜋𝑑(𝑊𝑜𝑝)𝑛𝑓 = 𝜋(8 [mm])(0,63)(2 [mm])(7) = 221,6701 [mm2]
𝑆𝑠𝑏𝑎 =3
2
𝐹
𝐴𝑏𝑎=
3
2
111,5004 [N]
228,5980 [mm2]= 0,7316 [MPa]
𝑆𝑠𝑏𝑎 =3
2
𝐹
𝐴𝑏𝑎=
3
2
111,5004 [N]
221,6701 [mm2]= 0,7545 [MPa]
Con estos valores se procede a calcular el factor de seguridad según la ecuación.
𝑆𝑠𝑏𝑎 ≤𝑆𝑦𝑠
𝑁𝑏𝑎
𝑁𝑏𝑎 ≤𝑆𝑦𝑠
𝑆𝑠𝑏𝑎=
98,09 [MPa]
0,7316 [MPa]= 134,076
𝑆𝑦𝑠 = 0,577𝑆𝑦 = 0,577(69 [MPa]) = 39,813 [MPa]
𝑁𝑏𝑎 ≤𝑆𝑦𝑠
𝑆𝑠𝑏𝑎=
39,813 [MPa]
0,7545 [MPa]= 52,7674
Como se ve el segundo factor de seguridad es más pequeño debido a que el limite a la fluencia del bronce es menor que el del acero. Ahora se procede a verificar la resistencia a la flexión de los filetes en el tornillo y en la tuerca según corresponde, la información de la tuerca se obtiene del programa de diseño.
Fuente: Biblioteca materiales SolidWorks
Figura 33 Propiedades Mecánicas Bronce

79
𝑆𝑓𝑙𝑒𝑥 =3𝐹𝑝
2𝜋𝑑𝑟𝑛𝑓(𝑊𝑖𝑝)2=
3(111,5004 [N])(2 [mm])
2𝜋(6,75 [mm])(7)((0,77)(2 [mm]))2= 0,9501 [MPa]
𝑆𝑓𝑙𝑒𝑥 =3𝐹𝑝
2𝜋𝑑𝑛𝑓(𝑊𝑜𝑝)2=
3(111,5004 [N])(2 [mm])
2𝜋(8 [mm])(7)((0,63)(2 [mm]))2= 1,1976 [MPa]
𝑁𝑓𝑙𝑒𝑥 ≤𝑆𝑦
𝑆𝑓𝑙𝑒𝑥=
176 [MPa]
0,9501 [MPa]= 185,2436
𝑁𝑓𝑙𝑒𝑥 ≤𝑆𝑦
𝑆𝑓𝑙𝑒𝑥=
69 [MPa]
1,1976 [MPa]= 57,6152
Nuevamente la diferencia en los factores de seguridad es debida a que el tornillo y la tuerca son de materiales diferente, a continuación se muestra una imagen donde se ilustra mejor los esfuerzos a los que están sometidos los filetes, los cuales fueron calculados anteriormente.
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 8 Diseño de tornillos. p.58. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Otro criterio que se debe evaluar es la resistencia al aplastamiento en los flancos de los filetes.
𝐴𝑎𝑝 =𝜋𝑑𝑚𝑝𝑛𝑓
2=
𝜋(6,75 [mm])(2 [mm])(7)
2= 148,4403 [mm2]
𝑆𝑎𝑝 =𝐹
𝐴𝑎𝑝=
111,5004 [N]
148,4403 [mm2]= 0,7512 [MPa]
Figura 34. Estado de esfuerzos en la raíz del filete

80
Debido a que el tornillo y la tuerca son de materiales con resistencias muy diferentes en magnitud se usara la menor (tuerca), y de esta manera se garantizara la resistencia en las dos.
𝑁𝑎𝑝 =𝑆𝑦
𝑆𝑎𝑝=
69 [MPa]
0,7512 [MPa]= 91,8530
Ahora usando valores obtenidos anteriormente se procede a calcular la resistencia la fatiga del tornillo, siguiendo el procedimiento de Von Mises como se muestra a continuación.
𝑆𝑋𝑋 = 𝑆𝑓𝑙𝑒𝑥 = 0,9501 [MPa]
𝑆𝑌𝑌 = 0
𝑆𝑍𝑍 = 𝑆𝑡 = 3,7842 [MPa]
𝑆𝑠𝑌𝑍 = 𝑆𝑠𝑇 = 3,5224 [MPa]
𝑆𝑠𝑋𝑌 = 𝑆𝑠𝑍𝑋 = 0
Tomando los esfuerzos mínimos iguales a cero se obtiene que los esfuerzos alternativos y medios son la mitad de los nominales de la siguiente manera:
𝑆𝑋𝑋𝑚 = 𝑆𝑋𝑋𝑎 = 0,4751 [MPa]
𝑆𝑌𝑌𝑚 = 𝑆𝑌𝑌𝑎 = 0
𝑆𝑍𝑍𝑚 = 𝑆𝑍𝑍𝑎 = 1,8921 [MPa]
𝑆𝑠𝑌𝑍𝑚 = 𝑆𝑠𝑌𝑍𝑎 = 1,7612 [MPa]
𝑆𝑠𝑋𝑌𝑚 = 𝑆𝑠𝑋𝑌𝑎 = 𝑆𝑠𝑍𝑋𝑚 = 𝑆𝑠𝑍𝑋𝑎 = 0
Ahora se deben definir los factores de concentración de esfuerzos para continuar con el cálculo del factor de seguridad, se comienza con el factor de concentración de esfuerzos por fatiga que se obtiene de la siguiente tabla.
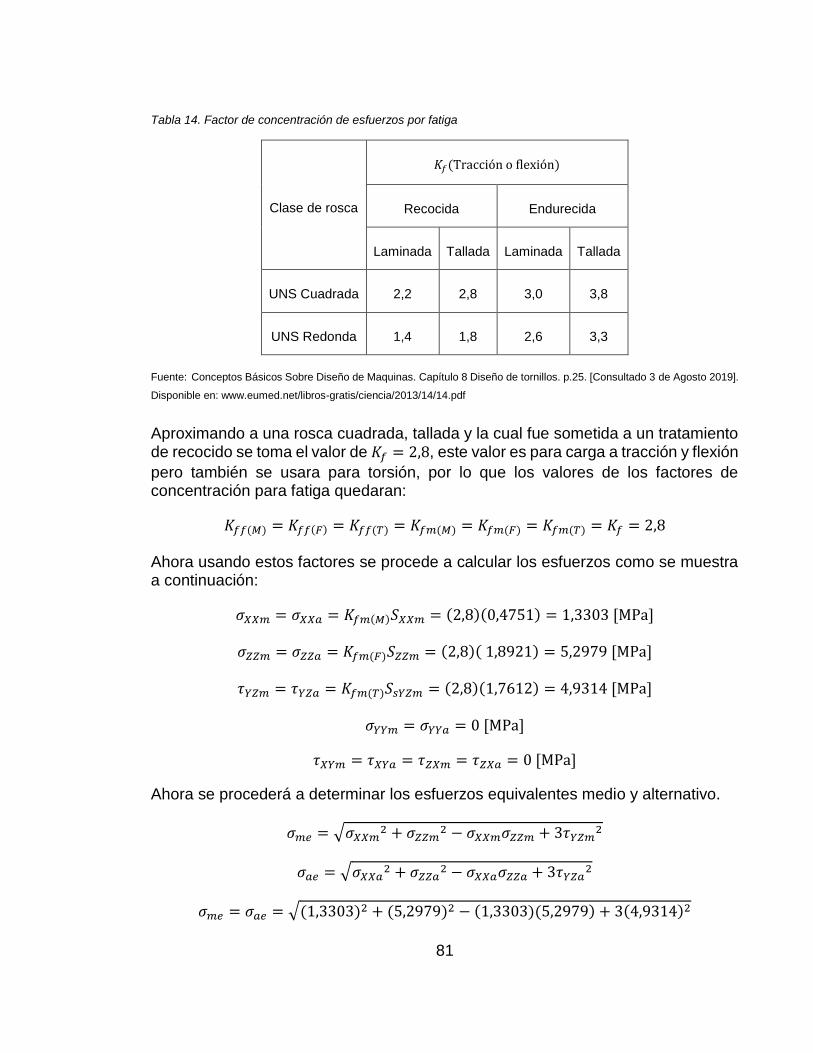
81
Tabla 14. Factor de concentración de esfuerzos por fatiga
Clase de rosca
𝐾𝑓(Tracción o flexión)
Recocida Endurecida
Laminada Tallada Laminada Tallada
UNS Cuadrada 2,2 2,8 3,0 3,8
UNS Redonda 1,4 1,8 2,6 3,3
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 8 Diseño de tornillos. p.25. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Aproximando a una rosca cuadrada, tallada y la cual fue sometida a un tratamiento de recocido se toma el valor de 𝐾𝑓 = 2,8, este valor es para carga a tracción y flexión
pero también se usara para torsión, por lo que los valores de los factores de concentración para fatiga quedaran:
𝐾𝑓𝑓(𝑀) = 𝐾𝑓𝑓(𝐹) = 𝐾𝑓𝑓(𝑇) = 𝐾𝑓𝑚(𝑀) = 𝐾𝑓𝑚(𝐹) = 𝐾𝑓𝑚(𝑇) = 𝐾𝑓 = 2,8
Ahora usando estos factores se procede a calcular los esfuerzos como se muestra a continuación:
𝜎𝑋𝑋𝑚 = 𝜎𝑋𝑋𝑎 = 𝐾𝑓𝑚(𝑀)𝑆𝑋𝑋𝑚 = (2,8)(0,4751) = 1,3303 [MPa]
𝜎𝑍𝑍𝑚 = 𝜎𝑍𝑍𝑎 = 𝐾𝑓𝑚(𝐹)𝑆𝑍𝑍𝑚 = (2,8)( 1,8921) = 5,2979 [MPa]
𝜏𝑌𝑍𝑚 = 𝜏𝑌𝑍𝑎 = 𝐾𝑓𝑚(𝑇)𝑆𝑠𝑌𝑍𝑚 = (2,8)(1,7612) = 4,9314 [MPa]
𝜎𝑌𝑌𝑚 = 𝜎𝑌𝑌𝑎 = 0 [MPa]
𝜏𝑋𝑌𝑚 = 𝜏𝑋𝑌𝑎 = 𝜏𝑍𝑋𝑚 = 𝜏𝑍𝑋𝑎 = 0 [MPa]
Ahora se procederá a determinar los esfuerzos equivalentes medio y alternativo.
𝜎𝑚𝑒 = √𝜎𝑋𝑋𝑚2 + 𝜎𝑍𝑍𝑚
2 − 𝜎𝑋𝑋𝑚𝜎𝑍𝑍𝑚 + 3𝜏𝑌𝑍𝑚2
𝜎𝑎𝑒 = √𝜎𝑋𝑋𝑎2 + 𝜎𝑍𝑍𝑎
2 − 𝜎𝑋𝑋𝑎𝜎𝑍𝑍𝑎 + 3𝜏𝑌𝑍𝑎2
𝜎𝑚𝑒 = 𝜎𝑎𝑒 = √(1,3303)2 + (5,2979)2 − (1,3303)(5,2979) + 3(4,9314)2

82
𝜎𝑚𝑒 = 𝜎𝑎𝑒 = 9,7850 [MPa]
Para calcular el factor de seguridad se necesita conocer la resistencia a la fatiga corregida, la cual se obtiene determinando los factores mostrados a continuación.
𝐾 = 𝐾𝑎𝐾𝑏𝐾𝑐𝐾𝑑𝐾𝑒𝐾𝑐𝑎𝑟
Donde los factores que modifican la resistencia vienen dados por:
a) Estado superficial b) Tamaño de la pieza c) Confiabilidad en los procesos de manufactura d) Temperatura e) Efectos varios f) Factor de carga
Ahora se mostrara como obtener cada uno de los factores en el orden que fueron expuestos.
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 5. Diseño de tornillos. p.15. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Figura 35. Factores de superficie para aceros

83
Al leer el valor de la tabla en la curva de mecanizado a 485 MPa se obtiene un valor aproximado de 0,79.
Ahora el factor de tamaño depende del diámetro del objeto a trabajar, los datos se obtienen según las siguientes condiciones.
Fuente: Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 5. Diseño de tornillos. p.17. [Consultado 3 de Agosto
2019]. Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Como se mostró anteriormente el diámetro de raíz del tornillo es menor a 8 mm, por lo cual se usará el valor de 1.
El factor de confiabilidad se toma por la siguiente tabla, donde estipulamos el porcentaje y leemos el valor correspondiente en tabla.
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 5. Diseño de tornillos. p.18. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
En este caso se toma una confiabilidad del 99,9% que da un valor de 0,753.
Para el factor de temperatura se tiene que la resistencia permanece casi inalterada a temperatura ambiente y comienza a disminuir después de los 450 ºC por lo que se tomara el valor de 1.
Para el factor de efectos varios se consideran situaciones como la corrosión, los cambios de temperatura, los métodos de fabricación, entre otros, pero ya que las condiciones de trabajo no entran directamente con ninguna de ellas y que la información de las mismas es escasa se asumirá el valor de 1.
Figura 36. Ecuaciones factor de tamaño
Figura 37. Factor de confiabilidad

84
Finalmente, el factor de carga se obtiene dependiendo de las condiciones de trabajo según se muestra a continuación.
𝐾𝑐𝑎𝑟 = 1; para flexión
𝐾𝑐𝑎𝑟 = 0,7; para carga axial
𝐾𝑐𝑎𝑟 = 0,577; para torsión y cortante
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 5. Diseño de tornillos. p.21. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Aunque las condiciones de trabajo serian para torsión, el autor dice que si se calculan los esfuerzos equivalentes de Von Mises se debe tomar el valor de 1, ya que ese será el procedimiento a tomar, se usara ese valor; finalmente el factor de corrección para la resistencia a la fatiga queda como se muestra a continuación.
𝐾 = 𝐾𝑎𝐾𝑏𝐾𝑐𝐾𝑑𝐾𝑒𝐾𝑐𝑎𝑟
𝐾 = (0,77)(1)(0,753)(1)(1)(1) = 0,5798
Con el valor de este factor ya solo falta determinar la resistencia a la fatiga corregida Sn la cual depende del número de ciclos, como se ve en la siguiente gráfica.
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 5. Diseño de tornillos. p.28. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Figura 38. Factores de carga
Figura 39. Diagrama Sn-nc típico muchos aceros

85
El tornillo a diseñar se trabajará en la zona de vida infinita, la cual corresponde al segmento CD que se muestra y que está definida por el límite de fatiga como se muestra.
𝑆𝑛 = 𝐾𝑆𝑒´
El límite de fatiga 𝑆𝑒´ tiene relación con el esfuerzo último, el cual está caracterizado
por la siguiente gráfica.
Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 5. Diseño de tornillos. p.9. [Consultado 3 de Agosto 2019].
Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Como se observa para materiales con esfuerzo ultimo menor a 1380 [MPa] el valor del límite de fatiga corresponde a la mitad como se muestra a continuación.
𝑆𝑒´ = 0,5𝑆𝑢
Usando estas ecuaciones se puede definir el valor de la resistencia a la fatiga corregida y con ella el factor de seguridad, usando la aproximación de Goodman modificada como se muestra a continuación.
1
𝑁=
𝜎𝑚𝑒
𝑆𝑢+
𝜎𝑎𝑒
𝑆𝑛; si 𝜎𝑚𝑎𝑥𝑒 >
𝑆𝑦
𝑁 usar
1
𝑁=
𝜎𝑚𝑎𝑥𝑒
𝑆𝑦
El valor del esfuerzo máximo equivalente de von Mises se calcula de la misma manera que el esfuerzo equivalente y medio, con la diferencia que no se tiene en cuenta la concentración de esfuerzo.
𝜎𝑚𝑎𝑥𝑒 = √𝑆𝑋𝑋2 + 𝑆𝑍𝑍
2 − 𝑆𝑋𝑋𝑆𝑍𝑍 + 3𝑆𝑠𝑌𝑍2
Figura 40. Límite de fatiga y esfuerzo ultimo

86
Ahora se procede reemplazar los valores en las ecuaciones para obtener el factor de seguridad.
𝑆𝑛 = 0,5𝐾𝑆𝑢 = (0,5)(0,5798)(485) = 140,6015 [MPa]
𝜎𝑚𝑎𝑥𝑒 = √𝑆𝑋𝑋2 + 𝑆𝑍𝑍
2 − 𝑆𝑋𝑋𝑆𝑍𝑍 + 3𝑆𝑠𝑌𝑍2
𝜎𝑚𝑎𝑥𝑒 = √(0,9501)2 + (3,7842)2 − (0,9501)(3,7842)+3(3,5224)2
𝜎𝑚𝑎𝑥𝑒 = 3,9892 [MPa]
1
𝑁=
𝜎𝑚𝑒
𝑆𝑢+
𝜎𝑎𝑒
𝑆𝑛; si 𝜎𝑚𝑎𝑥𝑒 >
𝑆𝑦
𝑁 usar
1
𝑁=
𝜎𝑚𝑎𝑥𝑒
𝑆𝑦
𝑁 = (9,7850
485+
9,7850
140,6015)
−1
= 11,1397
𝑆𝑦
𝑁=
170
11,1397= 15,2607 [MPa] > 3,9892 [MPa]
Con estos resultados se evidencia que el tornillo cumple con un buen factor de seguridad, con lo cual se garantiza que no fallará si se usa dentro de los parámetros estipulados, ahora se procede a calcular la condición de auto aseguramiento y la eficiencia del tornillo, aunque son condiciones que no influyen en este diseño es una buena práctica tenerlos presentes.
Se comenzará con la condición de auto aseguramiento, la cual se verifica si cumple cualquiera de las siguientes condiciones.
𝑇𝑏 > 0 o 𝜇 > tan 𝜆 cos 𝛼𝐹
𝑇𝑏 = 𝐹𝑑𝑚
2
𝜇𝜋𝑑𝑚
cos 𝛼𝐹− 𝑙
𝜋𝑑𝑚 +𝜇𝑙
cos 𝛼𝐹
𝑇𝑏 = 111,5004 [N]6,75 [mm]
2
(0,15)(𝜋)(6,75 [mm])cos 14,5°
− 8 [mm]
(𝜋)(6,75 [mm]) +(𝜋)8 [mm]cos 14,5°
= −79,0424 [N∙mm]
𝑇𝑏 = −0,0790 [N∙m]
Con lo anterior se evidencia que no cuenta con condición de auto aseguramiento; la eficiencia del tornillo se calcula como se muestra a continuación.

87
𝑒 =𝐹𝑙
2𝜋𝑇𝑠=
(111,5004 [N])(8e-3 [m])
2𝜋(0,2127 [N∙m])= 0,6675
Ahora se procede a dimensionar las guías que soportaran la masa de este eje, la cual tiene una magnitud de 468,5 [g], y se procede como se muestra a continuación.
𝐹 = 𝑚𝑎 = 𝑚𝑔 = (0,4685 [Kg]) (9,81 [m
s2]) = 4,5959 [N]
𝐹𝑔𝑢𝑖𝑎 =𝐹
2=
4,5959 [N]
2= 2,2979 [N]
Ya que la longitud de estos ejes es considerable, se debe tener en cuenta el efecto del peso sobre el mismo elemento, el cual se calcula con las propiedades físicas del elemento tomadas del modelo CAD, estos valores se encuentran en Anexo A.
𝑚 = 𝜌𝑉 = (7870 [kg
m3]) (
𝜋
4(8e-03 [m])2) (0,49 [m]) = 0,1938 [kg]
𝐹 = 𝑚𝑎 = 𝑚𝑔 = (0,1938 [kg]) (9,81 [m
s2]) = 1,9011 [N]
A continuación, se mostrará la gráfica que representa esta información, donde se usa una carga distribuida, la cual corresponde al peso del elemento y una carga puntual que idealiza al peso del elemento despulpador.
Fuente: Elaboración propia
Figura 41. Diagrama Eje X

88
Fuente: Elaboración propia
Como se puede observar hay dos curvas una de color rojo y otra azul, que corresponden al esfuerzo cortante y la otra al flector, en esta se ve que el máximo ocurre en el origen del elemento, el cual tiene una magnitud de 0,1788 [Nm]. Este sería el momento máximo, el menor corresponde cuando la carga se encuentra en alguno de los orígenes, a continuación se muestra esta condición en la viga, los diagramas de cortante y flector correspondientes.
Figura 43. Diagrama Eje X carga mínima
Fuente: Elaboración propia
Figura 42. Diagrama Cortantes-Flectores Eje X

89
Fuente: Elaboración propia
Según el programa el flector en el mismo punto evaluado anteriormente corresponde a 0,03804 [Nm], con estos valores se procede a calcular el esfuerzo máximo y mínimo, para lo cual se necesita calcular antes la distancia al eje neutro [C] y el momento de inercia [Io] para una sección circular, de la siguiente manera.
𝐼o =𝜋
4𝑟4 =
𝜋
4(4e-03 [m])4 = 2,0106e-10 [m4]
La flexión produce tracción en un lado y compresión en el otro, pero al tratarse de una sección simétrica la magnitud será la misma pero con sentido opuesto.
𝑆 =𝑀𝐶
𝐼
𝑆𝑚𝑎𝑥 =𝑀𝑚𝑎𝑥𝐶
𝐼=
(0,1788 [Nm])(4e-03 [m])
2,0106e-10 [m4]= 3,5571 [MPa]
𝑆𝑚𝑖𝑛 =𝑀𝑚𝑖𝑛𝐶
𝐼=
(0,03804 [Nm])(4e-03 [m])
2,0106e-10 [m4]= 0,7568 [MPa]
Ahora se debe calcular el esfuerzo medio y el alternativo.
𝑆𝑚 =𝑆𝑚𝑎𝑥 + 𝑆𝑚𝑖𝑛
2=
3,5571 [MPa] + 0,7568 [MPa]
2= 2,1670 [MPa]
𝑆𝑎 =𝑆𝑚𝑎𝑥 + 𝑆𝑚𝑖𝑛
2=
3,5571 [MPa] − 0,7568 [MPa]
2= 1,4002 [MPa]
Figura 44. Diagrama Cortantes-Flectores Eje X Carga Minima

90
Con este resultado solo falta determinar la resistencia a la fatiga corregida de manera similar como se hizo para los tornillos de potencia.
Fuente: Fuente: Conceptos Básicos Sobre Diseño de Maquinas. Capítulo 5. Diseño de tornillos. p.15. [Consultado 3 de Agosto
2019]. Disponible en: www.eumed.net/libros-gratis/ciencia/2013/14/14.pdf
Para un acero con acabado correspondiente a pulido comercial y 670 MPa se obtiene un valor aproximado de 0,9.
Ahora el factor de tamaño depende del diámetro del objeto a trabajar, los datos se obtienen según las condiciones vistas en la figura 35; como se mencionó, el diámetro de la guía es de 8 mm, por lo cual se usará el valor de 1.
El factor de confiabilidad se toma según los datos de la figura 36, en este caso se toma una confiabilidad del 99,9% que da un valor de 0,753; la temperatura de trabajo será inferior a los 450 ºC por lo que se tomará el valor de 1 para el factor de temperatura, se asumirá el mismo valor para el factor de efectos varios. El factor de carga se obtiene según las condiciones de trabajo de la figura 37, en este caso se tomará el valor correspondiente a flexión.
Con estos valores se puede calcular el valor del factor de corrección para la resistencia a la fatiga y la resistencia a la fatiga corregida.
𝐾 = 𝐾𝑎𝐾𝑏𝐾𝑐𝐾𝑑𝐾𝑒𝐾𝑐𝑎𝑟
Figura 45. Factores de superficie para aceros

91
𝐾 = (0,9)(1)(0,753)(1)(1)(1) = 0,6777
𝑆𝑛 = 0,5𝐾𝑆𝑢 = (0,5)(0,6777)(670) = 227,0295 [MPa]
Ahora se procede a calcular el factor de concentración de esfuerzos por fatiga para vida infinita [Kf], al esfuerzo medio [Kfm] y vida finita [Kff].
𝐾𝑓 = 1 + 𝑞(𝐾𝑡 − 1)
Para el primer factor de concentración hay que decir que ya que es una varilla lisa no tiene concentradores de esfuerzo, por lo que el factor [Kt] sería igual a 1, y el elemento a trabajar está en la zona de vida infinita.
𝐾𝑓 = 1 + 𝑞(𝐾𝑡 − 1) = 1 + 𝑞(1 − 1) = 1
𝐾𝑓|𝑆𝑚𝑎𝑥| = (1)(𝑆𝑚𝑎𝑥) = 𝑆𝑚𝑎𝑥 = 3,5571 [MPa]
3,5571 [MPa] < 370[MPa]
si 𝐾𝑓|𝑆𝑚𝑎𝑥| < 𝑆𝑦 entonces 𝐾𝑓𝑚 = 𝐾𝑓
𝐾𝑓𝑚 = 1
𝐾𝑓𝑓 = 𝐾𝑓 , si 𝑛𝑐 ≥ 106 ciclos
𝐾𝑓𝑓 = 1
Una vez que se tienen calculados estos concentradores se procede a calcular el factor de seguridad por el método de Soderberg, ya que es un método más conservador y no requiere evaluar condiciones adicionales.
1
𝑁=
𝐾𝑓𝑚𝑆𝑚
𝑆𝑦+
𝐾𝑓𝑓𝑆𝑎
𝑆𝑛
𝑁 = (𝐾𝑓𝑚𝑆𝑚
𝑆𝑦+
𝐾𝑓𝑓𝑆𝑎
𝑆𝑛)
−1
= ((1)(6,1216 [MPa])
370 [MPa]+
(1)(1,4006 [MPa])
227,0295 [MPa])
−1
= 44,0255
Con este factor de seguridad se verifica que el elemento soportara las cargas, el valor no se puede disminuir ya que ese es el diámetro más pequeño disponible comercialmente. El procedimiento para el eje Y es similar, por lo solo se mostrarán los diagramas para el caso de esfuerzo máximo y mínimo en el punto crítico y los cálculos se harán de manera directa.
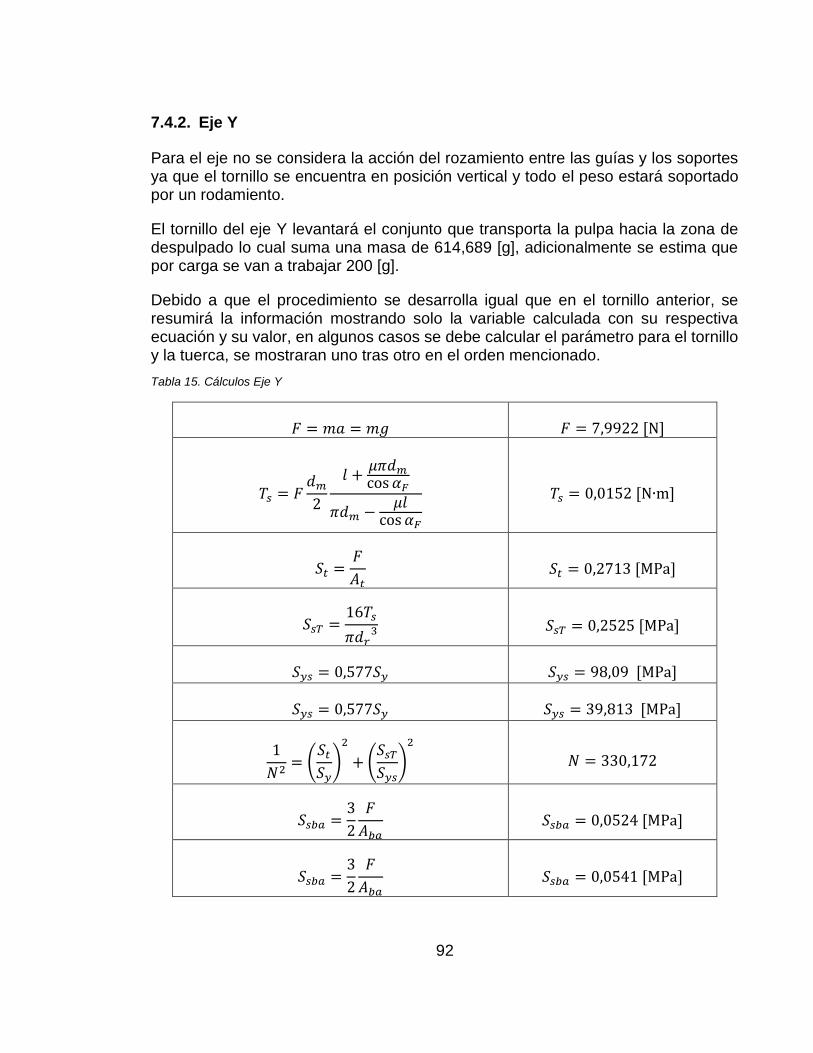
92
7.4.2. Eje Y
Para el eje no se considera la acción del rozamiento entre las guías y los soportes ya que el tornillo se encuentra en posición vertical y todo el peso estará soportado por un rodamiento.
El tornillo del eje Y levantará el conjunto que transporta la pulpa hacia la zona de despulpado lo cual suma una masa de 614,689 [g], adicionalmente se estima que por carga se van a trabajar 200 [g].
Debido a que el procedimiento se desarrolla igual que en el tornillo anterior, se resumirá la información mostrando solo la variable calculada con su respectiva ecuación y su valor, en algunos casos se debe calcular el parámetro para el tornillo y la tuerca, se mostraran uno tras otro en el orden mencionado.
Tabla 15. Cálculos Eje Y
𝐹 = 𝑚𝑎 = 𝑚𝑔 𝐹 = 7,9922 [N]
𝑇𝑠 = 𝐹𝑑𝑚
2
𝑙 +𝜇𝜋𝑑𝑚
cos 𝛼𝐹
𝜋𝑑𝑚 −𝜇𝑙
cos 𝛼𝐹
𝑇𝑠 = 0,0152 [N∙m]
𝑆𝑡 =𝐹
𝐴𝑡 𝑆𝑡 = 0,2713 [MPa]
𝑆𝑠𝑇 =16𝑇𝑠
𝜋𝑑𝑟3 𝑆𝑠𝑇 = 0,2525 [MPa]
𝑆𝑦𝑠 = 0,577𝑆𝑦 𝑆𝑦𝑠 = 98,09 [MPa]
𝑆𝑦𝑠 = 0,577𝑆𝑦 𝑆𝑦𝑠 = 39,813 [MPa]
1
𝑁2= (
𝑆𝑡
𝑆𝑦)
2
+ (𝑆𝑠𝑇
𝑆𝑦𝑠)
2
𝑁 = 330,172
𝑆𝑠𝑏𝑎 =3
2
𝐹
𝐴𝑏𝑎 𝑆𝑠𝑏𝑎 = 0,0524 [MPa]
𝑆𝑠𝑏𝑎 =3
2
𝐹
𝐴𝑏𝑎 𝑆𝑠𝑏𝑎 = 0,0541 [MPa]

93
𝑆𝑠𝑏𝑎 ≤𝑆𝑦𝑠
𝑁𝑏𝑎 𝑁𝑏𝑎 = 1871,9466
𝑆𝑠𝑏𝑎 ≤𝑆𝑦𝑠
𝑁𝑏𝑎 𝑁𝑏𝑎 = 735,915
𝑆𝑓𝑙𝑒𝑥 =3𝐹𝑝
2𝜋𝑑𝑟𝑛𝑓(𝑊𝑖𝑝)2 𝑆𝑓𝑙𝑒𝑥 = 0,0681 [MPa]
𝑆𝑓𝑙𝑒𝑥 =3𝐹𝑝
2𝜋𝑑𝑛𝑓(𝑊𝑜𝑝)2 𝑆𝑓𝑙𝑒𝑥 = 0,1017 [MPa]
𝑁𝑓𝑙𝑒𝑥 ≤𝑆𝑦
𝑆𝑓𝑙𝑒𝑥 𝑁𝑓𝑙𝑒𝑥 = 5873,7151
𝑁𝑓𝑙𝑒𝑥 ≤𝑆𝑦
𝑆𝑓𝑙𝑒𝑥 𝑁𝑓𝑙𝑒𝑥 = 678,4661
𝐴𝑎𝑝 =𝜋𝑑𝑚𝑝𝑛𝑓
2 𝐴𝑎𝑝 = 148,4403 [mm2]
𝑆𝑎𝑝 =𝐹
𝐴𝑎𝑝 𝑆𝑎𝑝 = 0,0538 [MPa]
𝑁𝑎𝑝 =𝑆𝑦
𝑆𝑎𝑝 𝑁𝑎𝑝 = 1282,5278
𝑆𝑋𝑋 = 𝑆𝑓𝑙𝑒𝑥 𝑆𝑋𝑋 = 0,0681 [MPa]
𝑆𝑌𝑌 = 0
𝑆𝑍𝑍 = 𝑆𝑡 𝑆𝑍𝑍 = 0,2713 [MPa]
𝑆𝑠𝑌𝑍 = 𝑆𝑠𝑇 𝑆𝑠𝑌𝑍 = 0,2525 [MPa]
𝑆𝑠𝑋𝑌 = 𝑆𝑠𝑍𝑋 𝑆𝑠𝑋𝑌 = 0
𝑆𝑋𝑋𝑚 = 𝑆𝑋𝑋𝑎 𝑆𝑋𝑋𝑚 = 0,034 [MPa]
𝑆𝑌𝑌𝑚 = 𝑆𝑌𝑌𝑎 𝑆𝑌𝑌𝑚 = 0
𝑆𝑍𝑍𝑚 = 𝑆𝑍𝑍𝑎 𝑆𝑍𝑍𝑚 = 0,1357 [MPa]

94
𝑆𝑠𝑌𝑍𝑚 = 𝑆𝑠𝑌𝑍𝑎 𝑆𝑠𝑌𝑍𝑚 = 0,1263 [MPa]
𝑆𝑠𝑋𝑌𝑚 = 𝑆𝑠𝑋𝑌𝑎 = 𝑆𝑠𝑍𝑋𝑚 = 𝑆𝑠𝑍𝑋𝑎 𝑆𝑠𝑋𝑌𝑚 = 0
𝜎𝑋𝑋𝑚 = 𝜎𝑋𝑋𝑎 = 𝐾𝑓𝑚(𝑀)𝑆𝑋𝑋𝑚 𝜎𝑋𝑋𝑚 = 0,0952 [MPa]
𝜎𝑍𝑍𝑚 = 𝜎𝑍𝑍𝑎 = 𝐾𝑓𝑚(𝐹)𝑆𝑍𝑍𝑚 𝜎𝑍𝑍𝑚 = 0,3799 [MPa]
𝜏𝑌𝑍𝑚 = 𝜏𝑌𝑍𝑎 = 𝐾𝑓𝑚(𝑇)𝑆𝑠𝑌𝑍𝑚 𝜏𝑌𝑍𝑚 = 0,3536 [MPa]
𝜎𝑌𝑌𝑚 = 𝜎𝑌𝑌𝑎 𝜎𝑌𝑌𝑚 = 0 [MPa]
𝜏𝑋𝑌𝑚 = 𝜏𝑋𝑌𝑎 = 𝜏𝑍𝑋𝑚 = 𝜏𝑍𝑋𝑎 𝜏𝑋𝑌𝑚 = 0 [MPa]
𝜎𝑚𝑒 = √𝜎𝑋𝑋𝑚2 + 𝜎𝑍𝑍𝑚
2 − 𝜎𝑋𝑋𝑚𝜎𝑍𝑍𝑚 + 3𝜏𝑌𝑍𝑚2
𝜎𝑚𝑒 = 𝜎𝑎𝑒 = 0,7017 [MPa]
𝜎𝑎𝑒 = √𝜎𝑋𝑋𝑎2 + 𝜎𝑍𝑍𝑎
2 − 𝜎𝑋𝑋𝑎𝜎𝑍𝑍𝑎 + 3𝜏𝑌𝑍𝑎2
𝜎𝑚𝑎𝑥𝑒 = √𝑆𝑋𝑋2 + 𝑆𝑍𝑍
2 − 𝑆𝑋𝑋𝑆𝑍𝑍 + 3𝑆𝑠𝑌𝑍2 𝜎𝑚𝑎𝑥𝑒 = 0,501 [MPa]
𝑆𝑛 = 0,5𝐾𝑆𝑢 𝑆𝑛 = 140,6015 [MPa]
1
𝑁=
𝜎𝑚𝑒
𝑆𝑢+
𝜎𝑎𝑒
𝑆𝑛; si 𝜎𝑚𝑎𝑥𝑒 >
𝑆𝑦
𝑁 usar
1
𝑁=
𝜎𝑚𝑎𝑥𝑒
𝑆𝑦 𝑁 = 155,3397
𝜎𝑚𝑎𝑥𝑒 >𝑆𝑦
𝑁 1,0944 [MPa] > 0,501 [MPa]
𝑇𝑏 > 0 o 𝜇 > tan 𝜆 cos 𝛼𝐹
𝑇𝑏 = 𝐹𝑑𝑚
2
𝜇𝜋𝑑𝑚
cos 𝛼𝐹− 𝑙
𝜋𝑑𝑚 +𝜇𝑙
cos 𝛼𝐹
𝑇𝑏 = −5,6657e-03 [N∙m]
𝑒 =𝐹𝑙
2𝜋𝑇𝑠 𝑒 = 0,6694
Fuente: Elaboración Propia

95
7.4.3. Eje Z
Este eje moverá al eje Y junto a todos sus componentes a lo largo de las guías, lo cual corresponde a una masa de 1478,566 [g].
Para este eje se seguirá el mismo procedimiento que con el anterior.
Tabla 16. Cálculos Eje Z
𝐹𝑟 = 𝜇𝑠𝑁 𝐹𝑟 = 5,0768 [N]
𝑇𝑠 = 𝐹𝑑𝑚
2
𝑙 +𝜇𝜋𝑑𝑚
cos 𝛼𝐹
𝜋𝑑𝑚 −𝜇𝑙
cos 𝛼𝐹
𝑇𝑠 = 9,6847e-03 [N∙m]
𝑆𝑡 =𝐹
𝐴𝑡 𝑆𝑡 = 0,1723 [MPa]
𝑆𝑠𝑇 =16𝑇𝑠
𝜋𝑑𝑟3 𝑆𝑠𝑇 = 0,1604 [MPa]
𝑆𝑦𝑠 = 0,577𝑆𝑦 𝑆𝑦𝑠 = 98,09 [MPa]
𝑆𝑦𝑠 = 0,577𝑆𝑦 𝑆𝑦𝑠 = 39,813 [MPa]
1
𝑁2= (
𝑆𝑡
𝑆𝑦)
2
+ (𝑆𝑠𝑇
𝑆𝑦𝑠)
2
𝑁 = 519,789
𝑆𝑠𝑏𝑎 =3
2
𝐹
𝐴𝑏𝑎 𝑆𝑠𝑏𝑎 = 0,0333 [MPa]
𝑆𝑠𝑏𝑎 =3
2
𝐹
𝐴𝑏𝑎 𝑆𝑠𝑏𝑎 = 0,0344 [MPa]
𝑆𝑠𝑏𝑎 ≤𝑆𝑦𝑠
𝑁𝑏𝑎 𝑁𝑏𝑎 = 2945,6456
𝑆𝑠𝑏𝑎 ≤𝑆𝑦𝑠
𝑁𝑏𝑎 𝑁𝑏𝑎 = 1157,3547
𝑆𝑓𝑙𝑒𝑥 =3𝐹𝑝
2𝜋𝑑𝑟𝑛𝑓(𝑊𝑖𝑝)2 𝑆𝑓𝑙𝑒𝑥 = 0,0365 [MPa]

96
𝑆𝑓𝑙𝑒𝑥 =3𝐹𝑝
2𝜋𝑑𝑛𝑓(𝑊𝑜𝑝)2 𝑆𝑓𝑙𝑒𝑥 = 0,0545 [MPa]
𝑁𝑓𝑙𝑒𝑥 ≤𝑆𝑦
𝑆𝑓𝑙𝑒𝑥 𝑁𝑓𝑙𝑒𝑥 = 4657,5342
𝑁𝑓𝑙𝑒𝑥 ≤𝑆𝑦
𝑆𝑓𝑙𝑒𝑥 𝑁𝑓𝑙𝑒𝑥 = 1266,055
𝐴𝑎𝑝 =𝜋𝑑𝑚𝑝𝑛𝑓
2 𝐴𝑎𝑝 = 148,4403 [mm2]
𝑆𝑎𝑝 =𝐹
𝐴𝑎𝑝 𝑆𝑎𝑝 = 0,0342 [MPa]
𝑁𝑎𝑝 =𝑆𝑦
𝑆𝑎𝑝 𝑁𝑎𝑝 = 2017,5439
𝑆𝑋𝑋 = 𝑆𝑓𝑙𝑒𝑥 𝑆𝑋𝑋 = 0,0365 [MPa]
𝑆𝑌𝑌 = 0
𝑆𝑍𝑍 = 𝑆𝑡 𝑆𝑍𝑍 = 0,1723 [MPa]
𝑆𝑠𝑌𝑍 = 𝑆𝑠𝑇 𝑆𝑠𝑌𝑍 = 0,1604 [MPa]
𝑆𝑠𝑋𝑌 = 𝑆𝑠𝑍𝑋 𝑆𝑠𝑋𝑌 = 0
𝑆𝑋𝑋𝑚 = 𝑆𝑋𝑋𝑎 𝑆𝑋𝑋𝑚 = 0,0158 [MPa]
𝑆𝑌𝑌𝑚 = 𝑆𝑌𝑌𝑎 𝑆𝑌𝑌𝑚 = 0
𝑆𝑍𝑍𝑚 = 𝑆𝑍𝑍𝑎 𝑆𝑍𝑍𝑚 = 0,0862 [MPa]
𝑆𝑠𝑌𝑍𝑚 = 𝑆𝑠𝑌𝑍𝑎 𝑆𝑠𝑌𝑍𝑚 = 0,0802 [MPa]
𝑆𝑠𝑋𝑌𝑚 = 𝑆𝑠𝑋𝑌𝑎 = 𝑆𝑠𝑍𝑋𝑚 = 𝑆𝑠𝑍𝑋𝑎 𝑆𝑠𝑋𝑌𝑚 = 0
𝜎𝑋𝑋𝑚 = 𝜎𝑋𝑋𝑎 = 𝐾𝑓𝑚(𝑀)𝑆𝑋𝑋𝑚 𝜎𝑋𝑋𝑚 = 0,0442 [MPa]
𝜎𝑍𝑍𝑚 = 𝜎𝑍𝑍𝑎 = 𝐾𝑓𝑚(𝐹)𝑆𝑍𝑍𝑚 𝜎𝑍𝑍𝑚 = 0,2414 [MPa]
𝜏𝑌𝑍𝑚 = 𝜏𝑌𝑍𝑎 = 𝐾𝑓𝑚(𝑇)𝑆𝑠𝑌𝑍𝑚 𝜏𝑌𝑍𝑚 = 0,2246 [MPa]

97
𝜎𝑌𝑌𝑚 = 𝜎𝑌𝑌𝑎 𝜎𝑌𝑌𝑚 = 0 [MPa]
𝜏𝑋𝑌𝑚 = 𝜏𝑋𝑌𝑎 = 𝜏𝑍𝑋𝑚 = 𝜏𝑍𝑋𝑎 𝜏𝑋𝑌𝑚 = 0 [MPa]
𝜎𝑚𝑒 = √𝜎𝑋𝑋𝑚2 + 𝜎𝑍𝑍𝑚
2 − 𝜎𝑋𝑋𝑚𝜎𝑍𝑍𝑚 + 3𝜏𝑌𝑍𝑚2
𝜎𝑚𝑒 = 𝜎𝑎𝑒 = 0,4482 [MPa]
𝜎𝑎𝑒 = √𝜎𝑋𝑋𝑎2 + 𝜎𝑍𝑍𝑎
2 − 𝜎𝑋𝑋𝑎𝜎𝑍𝑍𝑎 + 3𝜏𝑌𝑍𝑎2
𝜎𝑚𝑎𝑥𝑒 = √𝑆𝑋𝑋2 + 𝑆𝑍𝑍
2 − 𝑆𝑋𝑋𝑆𝑍𝑍 + 3𝑆𝑠𝑌𝑍2 𝜎𝑚𝑎𝑥𝑒 = 0,3192 [MPa]
𝑆𝑛 = 0,5𝐾𝑆𝑢 𝑆𝑛 = 140,6015 [MPa]
1
𝑁=
𝜎𝑚𝑒
𝑆𝑢+
𝜎𝑎𝑒
𝑆𝑛; si 𝜎𝑚𝑎𝑥𝑒 >
𝑆𝑦
𝑁 usar
1
𝑁=
𝜎𝑚𝑎𝑥𝑒
𝑆𝑦 𝑁 = 243,1992
𝜎𝑚𝑎𝑥𝑒 >𝑆𝑦
𝑁 0,699 [MPa] > 0,3192 [MPa]
𝑇𝑏 > 0 o 𝜇 > tan 𝜆 cos 𝛼𝐹
𝑇𝑏 = 𝐹𝑑𝑚
2
𝜇𝜋𝑑𝑚
cos 𝛼𝐹− 𝑙
𝜋𝑑𝑚 +𝜇𝑙
cos 𝛼𝐹
𝑇𝑏 = −3,5989e-03 [N∙m]
𝑒 =𝐹𝑙
2𝜋𝑇𝑠 𝑒 = 0,6674
Fuente: Elaboración propia
Con esto se concluyen los cálculos para el tornillo del eje X, para los del eje Y Z solo se mostrará la resolución de las ecuaciones pues los parámetros que cambian son las fuerzas, lo demás se trabaja bajo las mismas condiciones.
Con esto se terminan los cálculos de los tornillos de los tres ejes, como se puede evidenciar los factores de seguridad tienen valores altos, lo cual indica que el diseño está sobredimensionado, pero debe establecerse de esta manera ya que comercialmente ese es el diámetro más pequeño que se maneja.
El diseño cuenta con ejes que estarán soportados cada uno por un par de guías, el material del que están hechas es acero plata, comercialmente se consigue en barras desde 8 mm de diámetro, las guías estarán ancladas a soportes en sus dos extremos, lo cual se trabaja como empotramiento, para su diseño se seguirá el
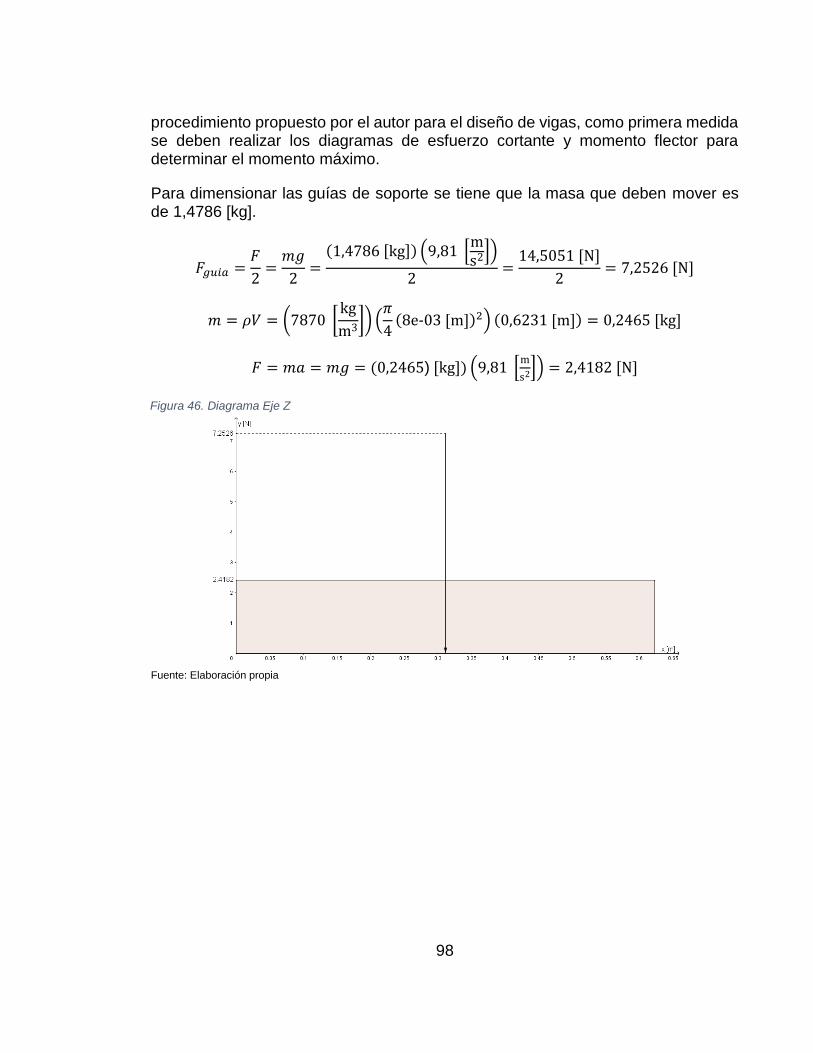
98
procedimiento propuesto por el autor para el diseño de vigas, como primera medida se deben realizar los diagramas de esfuerzo cortante y momento flector para determinar el momento máximo.
Para dimensionar las guías de soporte se tiene que la masa que deben mover es de 1,4786 [kg].
𝐹𝑔𝑢𝑖𝑎 =𝐹
2=
𝑚𝑔
2=
(1,4786 [kg]) (9,81 [ms2])
2=
14,5051 [N]
2= 7,2526 [N]
𝑚 = 𝜌𝑉 = (7870 [kg
m3]) (
𝜋
4(8e-03 [m])2) (0,6231 [m]) = 0,2465 [kg]
𝐹 = 𝑚𝑎 = 𝑚𝑔 = (0,2465) [kg]) (9,81 [m
s2]) = 2,4182 [N]
Fuente: Elaboración propia
Figura 46. Diagrama Eje Z

99
Fuente: Elaboración propia
Según la figura anterior el momento máximo se da en la mitad del elemento con una magnitud de 0,6009 [Nm], a continuación se mostraran los diagramas que muestran el caso del flector mínimo en el mismo punto.
Figura 48. Diagrama Eje Z carga mínima
Fuente: Elaboración propia
Figura 47. Diagrama Cortantes-Flectores Eje Z

100
Fuente: Elaboración propia
El momento flector en la mitad del elemento corresponde a 0,0391 [Nm].
𝐼o =𝜋
4𝑟4 =
𝜋
4(4e-03 [m])4 = 2,0106e-10 [m4]
𝑆 =𝑀𝐶
𝐼
𝑆𝑚𝑎𝑥 =𝑀𝑚𝑎𝑥𝐶
𝐼=
(0,6009 [Nm])(4e-03 [m])
2,0106e-10 [m4]= 11,9227 [MPa]
𝑆𝑚𝑖𝑛 =𝑀𝑚𝑖𝑛𝐶
𝐼=
(0,0391 [Nm])(4e-03 [m])
2,0106e-10 [m4]= 0,7758 [MPa]
Ahora se debe calcular el esfuerzo medio y el alternativo.
𝑆𝑚 =𝑆𝑚𝑎𝑥 + 𝑆𝑚𝑖𝑛
2=
11,9227 [MPa] + 0,7758 [MPa]
2= 6,3493 [MPa]
𝑆𝑎 =𝑆𝑚𝑎𝑥 + 𝑆𝑚𝑖𝑛
2=
11,9227 [MPa] − 0,7758 [MPa]
2= 5,5735 [MPa]
El material y la sección transversal son iguales al eje anterior, por lo que se usaran los mismos valores, de igual manera las condiciones de trabajo son las mismas y los factores para calcular la resistencia a la fatiga serán los mismos.
Figura 49. Diagrama Cortantes-Flectores Eje Z Carga Minima

101
𝐾 = 𝐾𝑎𝐾𝑏𝐾𝑐𝐾𝑑𝐾𝑒𝐾𝑐𝑎𝑟
𝐾 = (0,9)(1)(0,753)(1)(1)(1) = 0,6777
𝑆𝑛 = 0,5𝐾𝑆𝑢 = (0,5)(0,6777)(670) = 227,0295 [MPa]
𝐾𝑓 = 1 + 𝑞(𝐾𝑡 − 1)
𝐾𝑓 = 1 + 𝑞(𝐾𝑡 − 1) = 1 + 𝑞(1 − 1) = 1
𝐾𝑓|𝑆𝑚𝑎𝑥| = (1)(𝑆𝑚𝑎𝑥) = 𝑆𝑚𝑎𝑥 = 7,5221 [MPa]
7,5221 [MPa] < 370[MPa]
si 𝐾𝑓|𝑆𝑚𝑎𝑥| < 𝑆𝑦 entonces 𝐾𝑓𝑚 = 𝐾𝑓
𝐾𝑓𝑚 = 1
𝐾𝑓𝑓 = 𝐾𝑓 , si 𝑛𝑐 ≥ 106 ciclos
𝐾𝑓𝑓 = 1
1
𝑁=
𝐾𝑓𝑚𝑆𝑚
𝑆𝑦+
𝐾𝑓𝑓𝑆𝑎
𝑆𝑛
𝑁 = (𝐾𝑓𝑚𝑆𝑚
𝑆𝑦+
𝐾𝑓𝑓𝑆𝑎
𝑆𝑛)
−1
= ((1)(6,3493 [MPa])
370 [MPa]+
(1)(5,5735 [MPa])
227,0295 [MPa])
−1
= 23,9751
Este factor de seguridad es más bajo comparado con el eje anterior, pero con este valor el elemento soportara las cargas.
7.5. SELECCIÓN DE RODAMIENTOS
Los rodamientos para los tornillos de potencia se seleccionarán según el procedimiento descrito por Mott27 en su libro como se muestra a continuación.
1. Especifique la carga de diseño sobre el rodamiento, a la cual se conoce como
carga equivalente, esto se hace usando la siguiente ecuación:
𝑃 = 𝑉𝑅
27 Robert L. Mott, Diseño de elementos de Maquinas. 4ta Edición

102
Donde
𝑃 es la carga equivalente [N]
𝑉 es el factor de rotación
𝑅 es la carga radial en el rodamiento [N]
El factor de rotación puede tomar dos valores y dependen de que pista esta girado,
si lo hace la interna vale 1, si lo hace la externa vale 1,2; para este caso gira la pista
interna por lo cual vale 1.
Para calcular la carga radial aplicada al rodamiento se asumirá que el tornillo es una
varilla sólida que está sometida a la gravedad estándar y se usara el caso del tornillo
más largo para analizar el caso más crítico. El material usado en los tornillos como
se mencionó anteriormente es acero inoxidable y la tabla de propiedades se
muestra en el Anexo B.
𝐹 = 𝑚𝑎 = 𝑚𝑔 = 𝜌𝑉𝑔 = 𝜌 (𝜋
4𝑑2) 𝐿𝑔
Donde
𝐹 es la fuerza ejercida [N]
𝑔 es la gravedad de la tierra [m/s2]
𝜌 es la densidad del material [Kg/m3]
𝑑 es el diámetro del tornillo [m]
𝐿 es la longitud del tornillo [m]
𝐹 = 𝜌 (𝜋
4𝑑2) 𝐿 = 7960 [
Kg
m3] (
𝜋
4(8e-3 [m])2)(0,5 [m]) (9,81 [
m
s2])
𝐹 = 1,9626 [N]
Ahora se procede a calcular la carga equivalente.
𝑃 = 𝑉𝑅 = (1)( 1,9626 [N])
2. Seleccione el tipo de rodamiento según la siguiente tabla.
Fuente: Robert L. Mott, Diseño de elementos de Maquinas. 4ta Edición
Figura 50. Comparación de los tipos de rodamientos

103
Se escoge un rodamiento de una hilera de bolas con ranura profunda ya que son
los rodamientos más comunes y son de serie ligera, lo cual coincide con las cargas
aplicadas.
3. Seleccione el tipo de rodamiento usando una tabla de rodamientos como guía
En este caso se usará el catálogo de NSK en su sección de rodamientos de bolas
serie extra pequeña.
Fuente: NSK. Catalogo Rodamientos de bolas. Disponible en: http://www.mx.nsk.com/rodamientos-144.htm
4. Especifique la duración de diseño del rodamiento con la siguiente tabla.
Fuente: Robert L. Mott, Diseño de elementos de Maquinas. 4ta Edición
La categoría que corresponde a esta aplicación es a la de máquinas industriales en
general, a la cual le corresponde una duración de diseño de 30000 h.
5. Determine el factor por velocidad y el factor por duración para el tipo de
rodamiento seleccionado, buscando los valores que corresponden a la duración
mostrada anteriormente y sabiendo que la máxima velocidad angular será 60
[rpm].
Figura 51. Catalogo Rodamientos Serie Extra Pequeña NSK
Figura 52. Duración recomendada para rodamientos

104
Figura 53. Factores por duración y por velocidad
Fuente: Robert L. Mott, Diseño de elementos de Maquinas. 4ta Edición
Como se ve la escala es logarítmica y por su tamaño no se puede resaltar el valor
leído, pues se cubriría la escala, por eso solo se mencionarán los valores tomados,
el factor por velocidad es 0,83 y el factor por duración es 3,85.
6. Calcule la capacidad de carga básica requerida con la siguiente ecuación.
𝐶 = 𝑃𝑓𝐿
𝑓𝑁= 1,9626 [N]
3,85
0,83= 9,1036 [N]
Como se puede ver al comparar con el catálogo la carga dinámica es muy pequeña
para los valores que manejan los rodamientos de 8 [mm] de diámetro, por lo que
cualquiera cumplirá las condiciones de diseño.
7. Identifique y seleccione el rodamiento que tenga la capacidad de carga dinámica
básica requerida y las restricciones geométricas.
Fuente: NSK. Catalogo Rodamientos de bolas. Disponible en: http://www.mx.nsk.com/rodamientos-144.htm
Figura 54. Rodamiento Seleccionado Según Parámetros

105
A pesar de que hay rodamientos con menores dimensiones que soportarían la
carga, a nivel comercial estos no se encuentran o solo están disponibles por
encargo para lotes grandes, por lo cual se usara el rodamiento indicado.
7.6. DISEÑO Y CONSTRUCCIÓN DE LA ESTRUCTURA DE SOPORTE DE LA
MAQUINA
La estructura de soporte elemento complejo para ser analizado ya que consiste en
la unión de distintos elementos, por lo cual su análisis sería muy extenso, para
simplificar esto o hacerlo de una manera más fácil, para esto se hará uso del análisis
por elementos finitos con el uso de un programa de análisis, en este caso será
ANSYS.
A continuación se muestra el procedimiento realizado para analizar la estructura.
Primero se comienza definiendo las propiedades del material, el programa solicita
la densidad, módulo de Young y el coeficiente de Poisson; a partir de estas define
las demás propiedades del material.
Fuente: Elaboración propia
Después de esto se debe definir el modelo a trabajar, es decir la estructura, para
ello existe una asistente que permite generarlo a partir de uno existente en un
programa CAD, esto es conveniente ya que la herramienta de modelado de ANSYS
no es muy intuitiva ni fácil de usar, el modelo queda de la siguiente manera.
Figura 55. Propiedades Material Modelo

106
Figura 56. Modelo de Análisis
Fuente: Elaboración propia
Posteriormente se definen los parámetros de malla, fuerzas, pasos de simulación, restricciones de movimiento, relaciones entre piezas; entre otras, pero todas estas relaciones las define el programa al ser exportado el modelo, por lo que solo se mostraran los resultados, los cuales fueron los de deformación total y factor de seguridad.
Fuente: Elaboración propia
Figura 57. Malla del Modelo

107
Fuente: Elaboración propia
Como se evidencia la máxima deformación está en el orden de 10-7 [m], lo cual
indica que la deformación debido a la carga es muy pequeña.
Fuente: Elaboración propia
Como se puede ver en la figura el factor de seguridad máximo es 15, esto se debe
a que el programa no muestra valores mayores, es decir si el cálculo arroja un valor
mayor a 15, el programa mostrara el valor 15 como si fuera el máximo.
Figura 58. Resultados Deformación Total
Figura 59. Factor de Seguridad Modelo

108
7.7. SELECCIÓN E IMPLEMENTACIÓN DE LOS MECANISMOS DE MANDO
ELÉCTRICO
El mando eléctrico está compuesto por todos los componentes que permiten
controlar la máquina, estos elementos en este diseño, tienen la función de controlar
cada uno de los motores que mueven los ejes. El mecanismo escogido para hacerlo
fue una plataforma de diseño de código abierto llamada Arduino, la cual se vio en
un semillero de la universidad y en asesorías externas, la ventaja de esta plataforma
es que los proyectos a desarrollar hacen uso de un microcontrolador ya desarrollado
al cual se le añaden módulos de expansión dependiendo de las necesidades y la
programación se encuentra en repositorios de acceso libre.
Para controlar los movimientos existe un programa que convierte el código g en
instrucciones digitales para mover cada uno de los motores, este programa es capaz
de controlar sistemas de hasta tres grados de libertad con la posibilidad de controlar
un elemento adicional usado como herramienta, es usado para sistemas CNC
sencillos; esta programación se conoce como GRBL y es de código abierto28.
Para usar este programa se requiere el uso del Arduino Uno, es un requerimiento
de los desarrolladores ya que el código solo funciona en este; el cual es un
microcontrolador basado en el ATmega328P, cuenta con 14 pines digitales que
pueden ser usados como entradas o salidas y 6 entradas análogas trabajando a 16
MHz, es la versión más comercial de la familia de tarjetas disponibles29.
Fuente: Arduino UNO REV 3 – Productos Arduino. [Consultado 22 de Agosto 2019]. Disponible en Internet:
https://store.arduino.cc/usa/arduino-uno-rev3.
28 GRBL Source Code. [Consultado 22 de Agosto 2019]. Disponible en: https://github.com/grbl/grbl 29 Arduino Uno Rev3. [Consultado 22 de Agosto 2019]. https://store.arduino.cc/usa/arduino-uno-rev3
Figura 60. Placa Arduino UNO

109
Por si solo el microcontrolador no puede coordinar los movimientos de los motores,
ya que solo maneja control es decir no podemos someterlo a fuerza, para poderlo
hacer se deben acoplar tarjetas de expansión y con drivers adicionales, los que se
usan se conocen como tarjeta CNC Shield, la cual tiene todos los pines listos para
la fácil conexión Arduino y de los drivers, los cuales son los DRV8825; al igual que
contiene todos los componentes electrónicos necesarios para alimentar los motores
como lo son condensadores, resistencias, fusibles, entre otros.
Fuente: CNC GRBL Shield V3 – Electronilab. [Consultado 22 de Agosto 2019]. Disponible en:
https://electronilab.co/tienda/cnc-grbl-shield-v3-driver-a4988-impresora-reprap-3d/.
Los últimos elementos que componen a este conjunto son los drivers, los cuales se
encargan de suministrar y modular la tensión y corriente que entregan a las bobinas
del motor, estos son de la referencia DRV8825 el cual es capaz de controlar motores
bipolares con corrientes de salida de hasta 2.2 A por bobina y un voltaje máximo de
45 V.
Fuente: Driver para Motor Paso A Paso DRV8825 – Electronilab. [Consultado 22 de Agosto 2019]. Disponible en:
https://electronilab.co/tienda/driver-para-motor-paso-a-paso-drv8825/.
Figura 61. CNC Shield
Figura 62. Driver DRV8825

110
7.8. SELECCIÓN DEL MOTOR
Para seleccionar el motor se definirán parámetros a los cuales se les dará una
valoración cuantitativa, y de esta manera se escogerá la que tenga la puntuación
más alta.
7.8.1. Criterios de Selección
A continuación, se mostrarán los parámetros bajo los cuales se evaluara cada una
de las opciones y posteriormente se totalizara la información para seleccionar el
motor.
Torque
Consumo
Velocidad Angular
Retención
Precisión
Repetitividad
Ahora se dará una breve explicación de los criterios para entender de una mejor
manera a que se refiere cada uno.
Torque: Se evaluará la opción que genere el mayor torque con el menor
tamaño, lo que servirá para reducir el tamaño.
Consumo: Se prefiere la opción que consuma la menor corriente al trabajar,
lo que se traduce en componentes eléctricos que necesitan disipar menos
calor.
Velocidad Angular: Ya que los movimientos requeridos son lentos, se
necesita que el motor entregue el torque a bajas velocidades angulares para
evitar el uso de elementos de reducción adicionales.
Retención: Debido a que se necesita que algunas de las partes móviles se
queden estáticas en alguna posición y momento, se evaluara el motor que
pueda hacerlo sin elementos externos.
Precisión: Consiste en la mayor resolución angular que se puede lograr con
el motor.
Repetitividad: Se define como la capacidad de que tras girar a diferentes
posiciones pueda volver a alguna de ellas con poco margen de error.
7.8.2. Alternativas de Motor
Como se mostró en la sección 7.4 respecto al diseño de la transmisión de potencia,
se cuenta con tres ejes que los cuales giran de manera independiente pero pueden
ser accionados de manera simultánea, por lo que se tiene un diseño que cuenta con
tres grados de libertad; además se definió que un tornillo de potencia era un
111
elemento que convertía el movimiento angular en movimiento lineal, por lo que el
motor debe ser capaz de girar de manera controlada.
Teniendo en cuenta lo mencionado anteriormente existen tres opciones de
elementos para lograrlo, dos de estas son dispositivos que se agregan a los motores
para determinar y regular la posición angular del eje, estos son los encoder y los
servomotores; la otra opción es el motor paso a paso, el cual es un tipo especial de
motor eléctrico, cada uno de estos se expondrán a continuación.
1. Encoder
Los encoder son dispositivos electrónicos de detección con retroalimentación, es
decir proporcionan una respuesta ante un estímulo o evento, en este caso
convierten el movimiento en una señal eléctrica que es interpretada por un
dispositivo de control, el cual usa esta información para realizar alguna acción según
se desee, como determinar posición, velocidad, dirección o contar30.
Estos elementos se añaden a un motor eléctrico de corriente continua para poder
controlar el movimiento de su eje de manera precisa al modular el ancho del pulso
al energizar la bobina, esto se hace con el uso de una fuente de luz, un disco
codificado, el cual es básicamente un elemento circular con perforaciones angulares
separadas de manera simétrica en la circunferencia; y un elemento que recibe la luz
y la convierte en pulsos digitales, es decir señales de nivel alto y bajo31.
A medida que el disco codificado permite o no el paso de luz a través de las
perforaciones hacia el receptor que lo interpreta como niveles altos o bajos,
dependiendo de la frecuencia se puede saber la velocidad angular, con el número
de perforaciones y teniendo el conteo de cuantas veces se ha generado la señal se
puede saber la posición angular32, a continuación se mostrara una imagen que
muestra mejor el funcionamiento de este dispositivo.
30 EPC (Encoder Products Company). ¿Qué es un Encoder? [Consultado 11 de Agosto 2019]. Disponible en: http://encoder.com/blog/encoder-basics/que-es-un-encoder/. 31 Ibid. 32 Ibid.

112
Fuente: EPC (Encoder Products Company). ¿Qué es un Encoder? [Consultado 11 de Agosto 2019]. Disponible en:
http://encoder.com/blog/encoder-basics/que-es-un-encoder/.
2. Servomotores
Es un dispositivo electromecánico capaz de ubicarse y controlar su posición dentro
de su rango de operación que generalmente es de 180° o 360°, está constituido por
un motor, un conjunto de engranajes, una tarjeta de control y un potenciómetro. Los
engranajes tienen la función de aumentar el torque del motor para que sea capaz
de ejercer grandes fuerzas, la tarjeta de control energiza el motor y le permite girar
hasta alcanzar la posición deseada haciendo uso de la variación de la resistencia
interna del potenciómetro33.
Todas las partes del servomotor se encapsulan en una carcasa de plástico que tiene
la función de soportar el juego de engranajes, al igual sujetar el motor para que este
sea capaz de transmitir el torque hacia la salida; también tiene la función de evitar
que los componentes interactúen con el exterior, para evitar que objetos atasquen
los engranajes o que las partes electrónicas sufran daños, todo esto se mostrara a
continuación
33 Panamá Hitek. ¿Qué es y cómo funciona un servomotor? [Consultado 11 de Agosto 2019]. Disponible en: http://panamahitek.com/que-es-y-como-funciona-un-servomotor/
Figura 63. Partes del encoder

113
.
Fuente: Ingeniería Mecafenix. Servomotor ¿Qué es y cómo funciona? [Consultado 11 de Agosto 2019]. Disponible en:
http://www.ingmecafenix.com/electricidad-industrial/servomotor/
3. Motor Paso a Paso
Es un dispositivo electromecánico similar a un motor eléctrico tradicional, pero a
diferencia de este al ser energizado solo se desplaza una determinada cantidad
angular debido a que cuenta con un arreglo de bobinas distribuidas simétricamente
alrededor del rotor, el cual también tiene múltiples polaridades ya que está
constituido por una rueda dentada sonde cada uno de ellos es un imán34, a
continuación se mostrara una imagen del interior del motor.
Fuente: Ingeniería Mecafenix. Motor paso a paso ¿qué es y cómo funciona? [Consultado 11 de Agosto 2019]. Disponible en:
http://www.ingmecafenix.com/electricidad-industrial/motor-paso-a-paso/
34 Ingeniería Mecafenix. Motor paso a paso ¿qué es y cómo funciona? [Consultado 11 de Agosto 2019]. Disponible en: http://www.ingmecafenix.com/electricidad-industrial/motor-paso-a-paso/
Figura 64. Partes del servomotor
Figura 65. Motor Paso a Paso
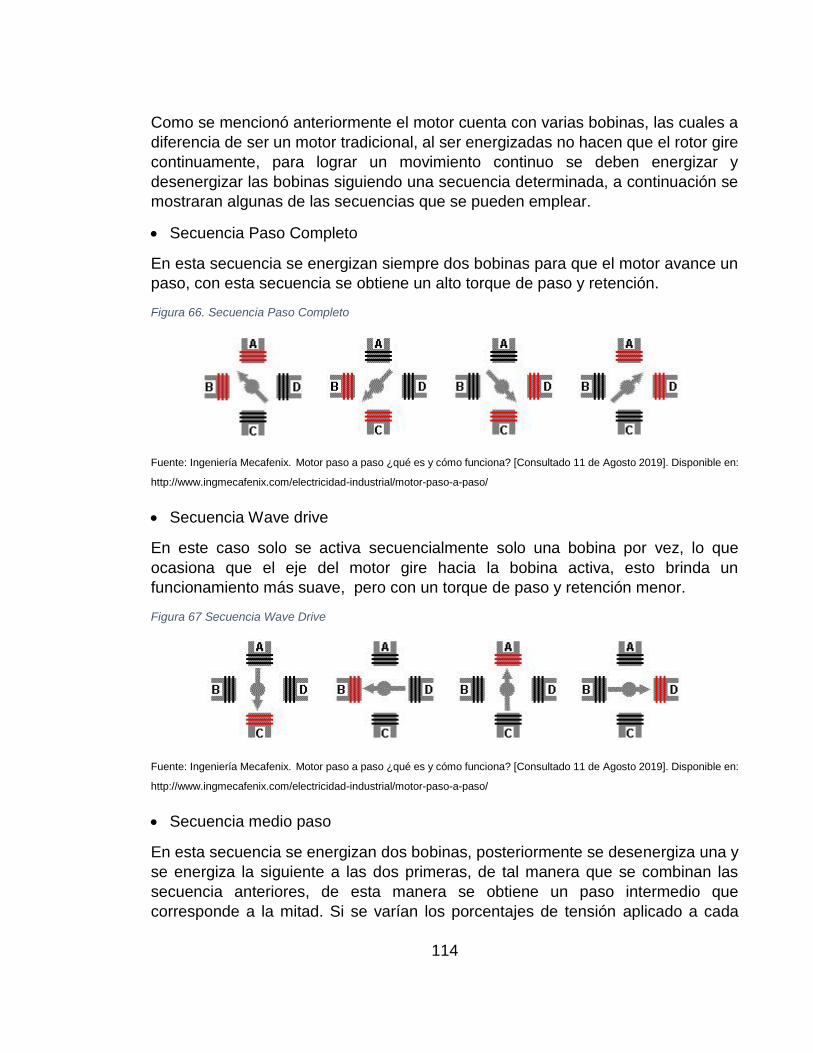
114
Como se mencionó anteriormente el motor cuenta con varias bobinas, las cuales a
diferencia de ser un motor tradicional, al ser energizadas no hacen que el rotor gire
continuamente, para lograr un movimiento continuo se deben energizar y
desenergizar las bobinas siguiendo una secuencia determinada, a continuación se
mostraran algunas de las secuencias que se pueden emplear.
Secuencia Paso Completo
En esta secuencia se energizan siempre dos bobinas para que el motor avance un
paso, con esta secuencia se obtiene un alto torque de paso y retención.
Fuente: Ingeniería Mecafenix. Motor paso a paso ¿qué es y cómo funciona? [Consultado 11 de Agosto 2019]. Disponible en:
http://www.ingmecafenix.com/electricidad-industrial/motor-paso-a-paso/
Secuencia Wave drive
En este caso solo se activa secuencialmente solo una bobina por vez, lo que
ocasiona que el eje del motor gire hacia la bobina activa, esto brinda un
funcionamiento más suave, pero con un torque de paso y retención menor.
Fuente: Ingeniería Mecafenix. Motor paso a paso ¿qué es y cómo funciona? [Consultado 11 de Agosto 2019]. Disponible en:
http://www.ingmecafenix.com/electricidad-industrial/motor-paso-a-paso/
Secuencia medio paso
En esta secuencia se energizan dos bobinas, posteriormente se desenergiza una y
se energiza la siguiente a las dos primeras, de tal manera que se combinan las
secuencia anteriores, de esta manera se obtiene un paso intermedio que
corresponde a la mitad. Si se varían los porcentajes de tensión aplicado a cada
Figura 66. Secuencia Paso Completo
Figura 67 Secuencia Wave Drive

115
bobina se pueden obtener pasos más pequeños como 1 4⁄ , 1 8⁄ hasta 1 64⁄ ; debido
a que estos pasos son obtenidos al aplicar solo una parte de la tensión, el torque en
momentos decae demasiado y el motor puede perder pasos.
Fuente: Ingeniería Mecafenix. Motor paso a paso ¿qué es y cómo funciona? [Consultado 11 de Agosto 2019]. Disponible en:
http://www.ingmecafenix.com/electricidad-industrial/motor-paso-a-paso/
7.8.3. Selección del Motor
Teniendo en cuenta las opciones propuestas anteriormente se procede a evaluar y cuantificar cada uno de los criterios de selección anteriormente estipulados, la calificación se dará en una escala del 1 al 10, siendo 1 la más baja y 10 la más alta, en la Tabla 17.
Tabla 17. Evaluación alternativa de motor
ALTERNATIVAS
CRITERIOS Encoder Servomotor Motor PaP
Torque 6 8 9
Consumo 7 8 6
Velocidad Angular 4 8 8
Retención 2 10 9
Precisión 7 5 9
Repetitividad 5 8 10
Totales 31 47 51
Fuente: Elaboración propia
Con la tabla anterior se ve que la mejor opción es el motor paso a paso.
Ahora para seleccionar el modelo específico del motor se usó como único dato de
entrada el torque máximo que se requiere que el motor entregue, el cual se puede
encontrar en la sección 7.4 de elementos de transmisión de potencia para el eje x,
el cual corresponde a 0,2127 Nm.
Los motores paso a paso se rigen están normalizados por la NEMA (National
Electrical Manufacturers Association), quienes los dividen según el tamaño, los
proveedores nacionales manejan los tamaños NEMA 17 y 23, a continuación, se
mostraran las características de los motores disponibles.
Figura 68. Secuencia Medio Paso

116
Tabla 18. Motores PaP
Polos Voltaje
[V] Corriente
[A] Paso
[°] Resist.
[Ω] Induct. [mH]
Torque [ozf*in]
Nema 23-425 2 3,78 4,2 1,8 0,9 3,8 425
Nema 17-84 2 12-24 2,0 1,8 1,4 3,0 83,6
Nema 17-68 2 2,8 2,0 0,9 1,4 3,0 65,1
Nema 23-179 2 2,5 2,8 1,8 0,9 2,5 178,5
Nema 17-37 2 12-24 0,4 1,8 30 37 36,8
Nema 17-42 2 3,15 1,5 0,9 2,1 1,9 41,7
Nema 23-269 2 3,36 3 1,8 1,13 4,8 269
Fuente: Electronilab. Motores paso a paso. [Consultado 11 de Agosto 2019]. Disponible en: https://electronilab.co/categoria-
producto/motores/paso-a-paso/
Como se evidencia en la tabla anterior el torque tiene unidades de onza-fuerza por pulgada, para poder seleccionar un motor se debe trabajar en las mismas unidades, por facilidad se pasará el dato de entrada a estas, quedando de la siguiente manera.
0,2127 𝑁 ∗ 𝑚 ×39,3701 𝑖𝑛
𝑚×
3,5965 𝑜𝑧𝑓
𝑁= 30,1172 𝑜𝑧𝑓 ∗ 𝑖𝑛
Con este valor se ve que los motores Nema 23 generan un gran torque y que supera
en gran medida al requerido, el inconveniente es que su costo es de igual manera
más grande y requieren drivers especiales. De igual manera los Nema 17 con paso
de 0,9° tienen un costo mayor por la mayor resolución, la mejor opción son los de
este tamaño pero de paso 1,8°, el Nema 17-37 cumple con el torque pero por poco
y tiene casi el mismo precio que el 84 por eso esta es la mejor opción por precio y
torque, por ello serán los que se emplearan para cada eje.
7.9. FABRICACIÓN Y ENSAMBLE
Teniendo en cuenta la información, cálculos y diseños propuestos anteriormente, se
procede con la fabricación y obtención de cada elemento necesario para su
posterior ensamble.
7.9.1. Planos de Fabricación
A partir de los cálculos y selecciones se procedió a diseñar el prototipo de maquina
despulpadora de guanábana, dándole un espacio a todos los componentes
necesarios para la funcionalidad de la máquina, en el Anexo A se encuentran los
planos de los elementos diseñados por los autores, al igual que los planos de
conjunto por cada eje de movimiento y un plano explosivo de todos los componentes
de la máquina.

117
7.9.2. Cartas tecnológicas elementos no normalizados
En cuanto las piezas que no se encuentran en el mercado y que deben ser
fabricadas, en el Anexo C se encuentra las cartas tecnológicas las cuales contienen
los procesos de manufactura que se llevaron a cabo para obtener las piezas
necesarias, estas cartas se hacen con el fin de garantizar un proceso de fabricación
optimo, disminuyendo tiempos y costos.
7.9.3. Montaje y ensamblaje
Teniendo todos los elementos necesarios para el ensamble, además de la
herramienta necesaria se procede a ensamblar todos los componentes del prototipo
de despulpadora de guanábana, en la figura 69 se observa algunos de los
componentes.
Figura 69. Componentes del prototipo
Fuente: Elaboración Propia
Inicialmente se procedió a separar los componentes, diferenciando los tornillos de
potencia, guías, tuercas, motores, chumaceras, rodamientos, soportes, entre otros
de cada eje de movimiento, de esta lograr diferenciar y agilizar el ensamble.
Posterior a esto se procedió ensamblar de igual forma cada eje de movimiento, en
el caso del eje X se monta sobre la lámina superior con el mecanismo de cierre,
como se observa en la figura 70, por otro lado el eje Y,Z se monta sobre la lámina
inferior, es importante recordar que el Eje Y se encuentra ubicado sobre la mesa
que se transporta sobre el Eje Z, como se observa en la figura 71, además es
importante realizar pruebas de movimiento a través de las tuercas y guías, con el

118
fin de garantizar alineación y condición de paralelismo entre estos, lo cual permitirá
que el movimiento no sea forzado y los mecanismos trabajen bajo las condiciones
necesarias.
Figura 70. Cuchilla de despulpe (Eje X) y Mecanismo de cierre (Eje Z´)
Fuente: Elaboración propia

119
Figura 71. Mesa de despulpe (Eje Y, Z)
Fuente: Elaboración propia
Al tener cada eje de movimiento en su puesto se procede a realizar pruebas
haciendo uso de los motores, verificando que las chumaceras se encuentren
alineadas a los ejes de los motores, de igual forma verificar que los motores trabajen
en las condiciones necesarias, y que las tuercas se mueven sin problemas a través
de los tornillos de potencia.
Finalmente se procede a ensamblar las tapas superior, inferior, frontal y trasera, por
el momento no se usa las tapas laterales, de esta forma poder instalar el sistema
electrónico, cables, pulsadores, entre otros, en la tapa lateral izquierda en necesario
instalar el tamiz y en la tapa lateral derecha se instalan los pulsadores, al tener todos
los elementos en posición se procede a instalar las tapas laterales.
Para poder evidenciar los movimientos de los ejes, se realizó un corte parcial sobre
la lámina frontal, de esta forma se podrán observar y programar los movimientos e
interacciones de los mecanismos, como se observa en la figura 72.

120
Figura 72. Prototipo de Maquina despulpadora
Fuente: Elaboración propia
7.9.4. Programación
Haciendo uso del microcontrolador de uso libre Arduino, se realizará la
programación de los mecanismos, en este caso se maneja una herramienta que
permite escribir los movimientos que realizara la mesa de despulpe y la cuchilla a
través de Código G, por lo cual es necesario establecer parámetros de avance.
Teniendo en cuenta el paso del tornillo de potencia y el número de pasos por vuelta
de los motores se establece lo siguiente:
𝑝(𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜 𝑑𝑒 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎) =8𝑚𝑚
𝑟𝑒𝑣
𝑝(𝑚𝑜𝑡𝑜𝑟 𝑛𝑒𝑚𝑎 17) = 200𝑝𝑎𝑠𝑜𝑠
𝑟𝑒𝑣
Por lo cual,
𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖𝑜𝑛 𝑑𝑒𝑙 𝑒𝑗𝑒 = (200𝑝𝑎𝑠𝑜𝑠
1𝑟𝑒𝑣) ∗ (
1𝑟𝑒𝑣
8𝑚𝑚) = 25 𝑝𝑎𝑠𝑜𝑠/𝑚𝑚

121
De lo cual se establece que por cada 25 pasos del motor la tuerca se moverá 1mm sobre el tornillo de potencia, por otro lado, se realiza pruebas variando los parámetros de aceleración y velocidad máxima, para establecer las condiciones de trabajo como se observa en la figura 73.
Figura 73. Parámetros de funcionamiento
Fuente: Elaboración propia
Teniendo estos parámetros establecidos se procede a escribir el código G, inicialmente estableciendo el punto inicial, realizando una función (home), el primer movimiento es sobre el eje Y,Z, ubicando la mesa de despulpe sobre el mecanismo de cierre, al estar en esta posición se mueve el mecanismo de cierre a su posición de admisión, en el cual el operario ingresara la fruta, posterior a esto el mecanismo de cierre volverá a su posición inicial, cerrando la admisión de fruta, después transportara la fruta hasta el mecanismo de despulpado, prensando la fruta con el tamiz, de esta forma se procederá a mover la cuchilla de despulpe sobre el eje X, accionando el mecanismo y separando la pulpa de las pepas, finalmente retornando al mecanismo de cierre y mover este a la posición de admisión, lo cual deberá durar

122
30 segundos según el tiempo por ciclo estimado inicialmente, el código G se encuentra en el Anexo D.
Por otro lado, en el Anexo F, se encuentra el diagrama eléctrico, donde se puede
observar las conexiones entre todos los componentes de control y potencia.
7.10. PRUEBAS DE FUNCIONAMIENTO
Al tener el prototipo de máquina de despulpadora, parámetros de trabajo y programación, se procede a realizar pruebas de funcionamiento de los mecanismos con la fruta.
7.10.1. Verificación de la programación
Inicialmente, se realiza pruebas del mecanismo y la programación sin fruta, revisando que la mesa de despulpe no estrelle con los demás componentes en su recorrido, de lo cual se realizan algunas correcciones en los recorridos del Eje Y Eje Z, ya que algunos ajustes pudieron variar debido a que el doblez de las láminas de soporte no fue exacto y el radio de curvatura fue diferente al estimado en los planos.
7.10.2. Verificación del mecanismo
Inicialmente se procede a realizar pruebas con una carga mínima con el fin de verificar que el mecanismo cumpla con el funcionamiento de separar la pulpa y las pepas.
Figura 74. Carga mínima
Fuente: Elaboración propia
Al realizar esta prueba se nota que algunas pepas no sobresalen encima del tamiz, si no que están debajo de este, se quedan presionadas en los espacios sin perforaciones, como se ilustra en la figura 74, lo cual está causando que se deforme el tamiz, además al pasar la cuchilla de despulpe esta pasa sobre el tamiz y separa

123
las pepas que estaban sobresaliendo, pero al pasar sobre las que están debajo, la cuchilla realizaba un contacto forzoso con el tamiz, lo cual resulto en un sobresfuerzo del motor y su posterior su bloqueo total.
Figura 75. Tamiz deformado debido a mala ubicación de la pepa de guanábana
Fuente: Elaboración propia
Inicialmente se tenía previsto que la mesa de despulpe se aproximara en una sola dirección hacia el tamiz, en este caso sobre el eje Y, para darle solución al caso donde las pepas quedan debajo del tamiz, se propone aproximar la mesa de despulpe hacia al tamiz con una trayectoria diferente.
Figura 76. Trayectorias aproximación mesa de despulpe a tamiz
Fuente: Elaboración propia

124
Como se observa en la figura 76 la trayectoria de aproximación de la mesa de despulpe al tamiz es mediante un patrón de pequeñas trayectorias diagonales, realizando movimiento en el plano (Y, Z), de esta forma la pepa de guanábana tendrá la oportunidad de acomodarse dentro de una perforación, es importante recalcar que al agregar esta secuencia a la programación se aumenta el tiempo del ciclo.
Nuevamente se procede a realizar una prueba para verificar el funcionamiento del mecanismo, de lo cual se obtienen resultados satisfactorios, donde la pepa se separa de la pulpa de forma correcta, como se observa en la figura 77, se obtiene una pulpa con buena textura, aunque un poco deformado debido al proceso.
Figura 77. Resultados verificación mecanismo
Fuente: Elaboración propia
7.10.3. Verificación de capacidad
Ya que se ha verificado la programación, donde se ha comprobado que no haya
interferencia entre los componentes, y se ha verificado que efectivamente el
mecanismo de despulpe funciona, se procede a realizar las pruebas de capacidad.
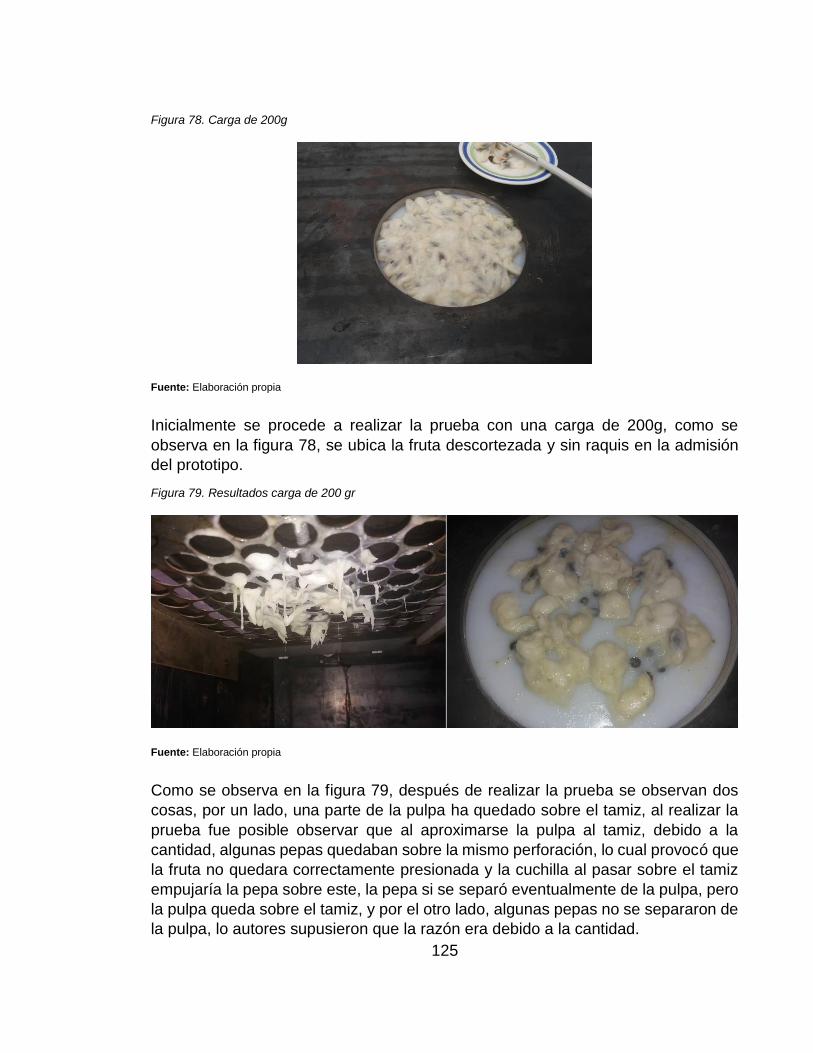
125
Figura 78. Carga de 200g
Fuente: Elaboración propia
Inicialmente se procede a realizar la prueba con una carga de 200g, como se
observa en la figura 78, se ubica la fruta descortezada y sin raquis en la admisión
del prototipo.
Figura 79. Resultados carga de 200 gr
Fuente: Elaboración propia
Como se observa en la figura 79, después de realizar la prueba se observan dos
cosas, por un lado, una parte de la pulpa ha quedado sobre el tamiz, al realizar la
prueba fue posible observar que al aproximarse la pulpa al tamiz, debido a la
cantidad, algunas pepas quedaban sobre la mismo perforación, lo cual provocó que
la fruta no quedara correctamente presionada y la cuchilla al pasar sobre el tamiz
empujaría la pepa sobre este, la pepa si se separó eventualmente de la pulpa, pero
la pulpa queda sobre el tamiz, y por el otro lado, algunas pepas no se separaron de
la pulpa, lo autores supusieron que la razón era debido a la cantidad.
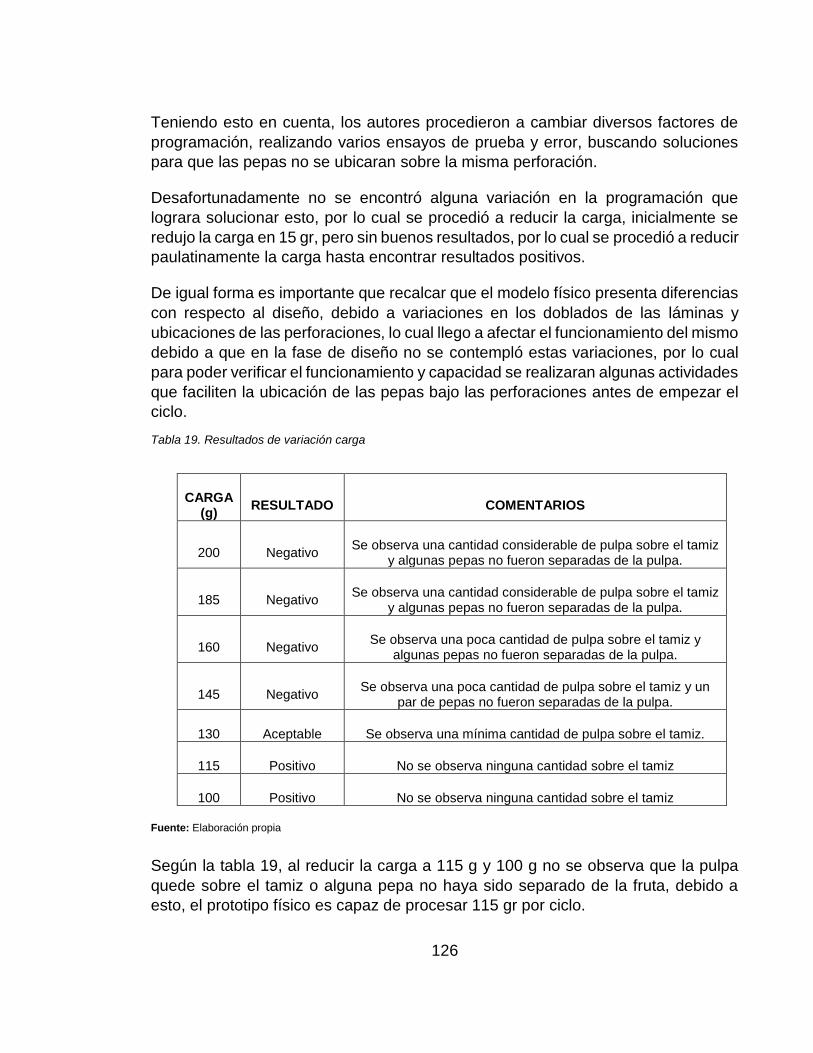
126
Teniendo esto en cuenta, los autores procedieron a cambiar diversos factores de
programación, realizando varios ensayos de prueba y error, buscando soluciones
para que las pepas no se ubicaran sobre la misma perforación.
Desafortunadamente no se encontró alguna variación en la programación que
lograra solucionar esto, por lo cual se procedió a reducir la carga, inicialmente se
redujo la carga en 15 gr, pero sin buenos resultados, por lo cual se procedió a reducir
paulatinamente la carga hasta encontrar resultados positivos.
De igual forma es importante que recalcar que el modelo físico presenta diferencias
con respecto al diseño, debido a variaciones en los doblados de las láminas y
ubicaciones de las perforaciones, lo cual llego a afectar el funcionamiento del mismo
debido a que en la fase de diseño no se contempló estas variaciones, por lo cual
para poder verificar el funcionamiento y capacidad se realizaran algunas actividades
que faciliten la ubicación de las pepas bajo las perforaciones antes de empezar el
ciclo.
Tabla 19. Resultados de variación carga
Fuente: Elaboración propia
Según la tabla 19, al reducir la carga a 115 g y 100 g no se observa que la pulpa
quede sobre el tamiz o alguna pepa no haya sido separado de la fruta, debido a
esto, el prototipo físico es capaz de procesar 115 gr por ciclo.
CARGA (g)
RESULTADO COMENTARIOS
200 Negativo Se observa una cantidad considerable de pulpa sobre el tamiz
y algunas pepas no fueron separadas de la pulpa.
185 Negativo Se observa una cantidad considerable de pulpa sobre el tamiz
y algunas pepas no fueron separadas de la pulpa.
160 Negativo Se observa una poca cantidad de pulpa sobre el tamiz y
algunas pepas no fueron separadas de la pulpa.
145 Negativo Se observa una poca cantidad de pulpa sobre el tamiz y un
par de pepas no fueron separadas de la pulpa.
130 Aceptable Se observa una mínima cantidad de pulpa sobre el tamiz.
115 Positivo No se observa ninguna cantidad sobre el tamiz
100 Positivo No se observa ninguna cantidad sobre el tamiz

127
Se procede a realizar varias pruebas con una carga de 115 g, obteniendo resultados
como se observa en la figura 80, una pulpa con buena textura, un poco deformada
debido al proceso de despulpado, en algunos casos algún pedazo de pulpa se
adhiere a las pepas, nuevamente recalcando que para poder lograr este resultado
se realizaron algunas actividades que le faciliten la ubicación de las pepas al
prototipo.
Figura 80. Resultados carga de 115 gr
Fuente: Elaboración propia
Al realizar estas pruebas se contabiliza el tiempo, la duración oscila entre 53 a 56
segundos por ciclo, teniendo en cuenta que la operación de admisión de fruta y
retirar la pulpa es manual, se le dará una duración por ciclo de 60 segundos.
Teniendo en cuenta que este es un prototipo, los autores deciden aceptar estos
resultados para el cálculo de la capacidad, si en algún momento se decide fabricar
un modelo comercial de este mecanismo, se deberá corregir ciertas tolerancias en
cuanto la ubicación, tamaño y forma de las perforaciones para poder llegar a evitar
este tipo de inconvenientes en el funcionamiento.
Finalmente, teniendo en cuenta la reducción en la cantidad de fruta procesada por
ciclo y el aumento de su duración, se procederá a calcular la capacidad estimada:
𝐶𝑖𝑐𝑙𝑜(𝑡)𝑟𝑒𝑎𝑙: 60𝑠
𝐶𝑖𝑐𝑙𝑜(𝑚)𝑟𝑒𝑎𝑙: 110 𝑔
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛𝑟𝑒𝑎𝑙:𝐶𝑖𝑐𝑙𝑜(𝑚)𝑟𝑒𝑎𝑙
𝐶𝑖𝑐𝑙𝑜(𝑡)𝑟𝑒𝑎𝑙:
110𝑔
60𝑠∗ (
3600𝑠
1 ℎ) ∗ (
1 𝐾𝑔
1000𝑔) : 6 𝐾𝑔

128
8. CONCLUSIONES
Inicialmente se diseñó la máquina para tener una capacidad teórica de 20 Kg/h, a pesar de que en diversos cálculos se alteraba el resultado con el fin de que el diseño tuviera una mejor confiabilidad y aumentar el factor de seguridad.
En la sección 7.10.3, se observa que cargando el prototipo de despulpadora con 200 g, una parte de la pulpa queda sobre el tamiz y otra parte no se despulpa, esto se debe a que algunas pepas se ubican sobre la misma perforación o debajo de esta dentro del tamiz, a pesar que se modificó la trayectoria de aproximación de la mesa de despulpe hacia el tamiz, no se pudo encontrar una variación de la programación que permitiría solucionar este imprevisto, por lo cual se procedió a realizar pruebas disminuyendo paulatinamente la carga hasta obtener los resultados esperados, según la tabla 19 se obtuvieron resultados positivos hasta reducir la carga a 115 gr, pero se opta por trabajar con una carga de 110 gr por ciclo.
El modelo físico presento variaciones de medidas con respecto a lo estimado en los planos, debido a que en la industria no es posible establecer de manera precisa el radio de curvatura, el cual era de 3,2mm, pero esta medida varia incluso usando el mismo dado de la dobladora y en este caso vario alrededor de los 5 mm.
Como se observa en la Figura 80, se obtiene una pulpa de guanábana con una mejor textura en comparación al producto disponible actualmente en el mercado, es importante recalcar que para poder ingresar la fruta en el prototipo la fruta debe estar madura, descortezada y posterior a la extracción del raquis.
En cuanto a los mecanismos de mando eléctrico, se selecciona trabajar mediante el uso del controlador Arduino, con el cual logra controlar los diferentes ejes de movimiento mediante la aplicación de tornillos de potencia y tuerca, los cuales están acoplados a los motores paso a paso, para poder programar el movimiento de estos motores se hace uso de una herramienta que permite controlar los avances mediante código G, lo cual permite avances precisos y fácilmente ajustables.

129
9. BIBLIOGRAFIA
LEGISCOMEX. Inteligencia de mercados/Exportación de frutas exóticas colombianas. Bogotá D.C.: LEGIS, 2013. [Consultado: 8 de Mayo de 2019]. Disponible en internet: https://www.legiscomex.com/BancoMedios/Documentos%20PDF/estudio-frutas-exoticas-colombia-completo.pdf
MINISTERIO DE AGRICULTURA. Agronet. Base de datos. [Consultado: 9 Mayo del 2019]. Disponible en Internet: http://www.agronet.gov.co/estadistica/Paginas/default.aspx
GOMEZ, Mario y VELASCO, Hermes. DISEÑO Y CONSTRUCCION DE UNA PLANTA PROCESADORA DE FRUTAS. Trabajo de grado Ingeniería Mecánica. Bucaramanga: Universidad Industrial de Santander, 2010. [Consultado: 15 de Mayo de 2019]. Disponible en Internet: https://www.scribd.com/document/341640516/134822-pdf
TROYA, Juan. DISEÑO DE UNA DESPULPADORA DE FRUTA DE GUANABANA DE 400 Kg/h DE CAPACIDAD. Trabajo de grado Ingeniería Mecánica. Quito: Escuela Politécnica Nacional, 2014. [Consultado: 16 de Mayo de 2019]. Disponible en Internet: http://bibdigital.epn.edu.ec/bitstream/15000/8719/3/CD-5857.pdf
TIRIRA, Lenin y CASTRO, Diego. DISEÑO Y CONSTRUCCION DE UNA MAQUINA DESPULPADORA DE FRUTAS. Proyecto de grado Ingeniería Mecánica. Riobamba: Escuela Superior Politécnica de Chimborazo, 2014. [Consultado: 22 de Mayo de 2019]. Disponible en Internet: http://dspace.espoch.edu.ec/bitstream/123456789/3715/1/15T00586.pdf
ALVAREZ, Ivette. DISEÑO Y CONSTRUCCION DE UN MAQUINA SEMIAUTOMATICA PARA EL DESPULPADO DE FRUTAS. Proyecto de grado Ingeniería Mecatrónica. Quito: Universidad Internacional de Ecuador, 2017. [Consultado: 23 de Mayo de 2019]. Disponible en Internet: http://repositorio.uide.edu.ec/bitstream/37000/2352/1/T-UIDE-1686.pdf
MARQUEZ, Carlos. CARACTERIZACIÓN FISIOLÓGICA, FÍSICO-QUIMICA, REOLÓGICA, NUTRACEÚTICA, ESTRUCTURAL Y SENSORIAL DE LA GUANABANA (Anona muriato L. cv. ELITA). Tesis Doctor en Ciencias. Medellín: Universidad Nacional de Colombia, 2009.
INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION. NTC 5208 FRUTAS FRESCAS. GUANABANA. ESPECIFICACIONES. Bogotá. ICONTEC, 2003.

130
INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION. NTC 404 FRUTAS PROCESADAS. JUGOS Y PULPAS DE FRUTAS. Sexta actualización. Bogotá. ICONTEC, 2002.
FRESH NATURAL, Proceso Productivo de la Guanábana [Video]. 2012. [Consultado: 19 de Mayol del 2019]. Disponible en Internet: https://www.youtube.com/watch?v=D92hKNbOXf0
CASTAÑO, Yolanda y ELLES, Luis. CARACTERIZACION DE LA GUANABANA EN EL DEPARTAMENTO DE BOLIVAR-2005, MEDIANTE UN MODELO DE SIMULACION DE REDES. Trabajo de grado Administrador Industrial. Cartagena de Indias: Universidad de Cartagena, 2007.
NORTON, Robert. Diseño de Maquinaria. 4ta Edición, Mc Graw Hill
INTERNACTIONAL ELECTROTHECNICAL COMISSION. Programmable controllers – Part 1: General information. IEC 61131-1. 2 ed. Ginebra: IEC, 2003.
KALPAKJIAN, Serope y SCHIMD Steven. Automatización de los procesos de manufactura. En: MANUFACTURA, INGENIERIA Y TECNOLOGIA. 5 ed. México: PEARSON EDUCATION, 2008.
RODRIGUEZ, Johans. DISEÑO MAQUINA DE CORTE DE C.N.C CON 3 EJES. Proyecto de grado Tecnología Mecánica. Bogotá D.C.: Universidad Distrital Francisco José de Caldas, 2016.
VANEGAS, Libardo. DISEÑO DE TORNILLOS. En: Diseño de elementos de máquinas (en proceso de solicitud de publicación)
DISTRIBUIDURA IMARCA. DESPULPADORAS DE FRUTAS. Disponible en: http://imarca.com.ve/Despulpadoras-de-frutas.php. Consultado [15 Mayo de 2019]
HERNANDEZ, Silenth. DESPULPADORA DE FRUTAS, VERDURAS Y HORTALIZAS. Disponible en: http://despulfruc-tpa.blogspot.com.co. Consultado [30 Mayo de 2019]
IMPULSADORA GASTRONOMICA. Despulpadora de frutas y Tomatina Dg 10/20. Disponible en: https://15941-ar.all.biz/despulpadora-de-frutas-y-tomatina-dg-1020-g112611. Consultado [15 Junio de 2019]
INDUCARDIN. Despulpadora vertical Disponible en: http://www.inducardin.com/frutas.html. Consultado [17 Junio de 2019]

131
ANEXOS
Anexo A Planos Anexo B Tablas propiedades materiales Anexo C Cartas de Fabricación Anexo D Código G Anexo E Manual de Operación y Mantenimiento Anexo F Diagrama eléctrico