diseÑo del programa de impresiÓn 3d para el Área …
TRANSCRIPT
DISEÑO DEL PROGRAMA DE IMPRESIÓN 3D PARA EL ÁREA DE INGENIERÍA BIOMÉDICA DE
LA CLÍNICA SOMER ARTICULADO CON RONDAS DE INNOVACIÓN
Estephania Arenas Marulanda
Universidad de Antioquia
Facultad de Ingeniería, Bioingeniería
Medellín, Colombia
2020

DISEÑO DEL PROGRAMA DE IMPRESIÓN 3D PARA EL ÁREA DE INGENIERÍA
BIOMÉDICA DE LA CLÍNICA SOMER ARTICULADO CON RONDAS DE
INNOVACIÓN
Estephania Arenas Marulanda
Informe de práctica como requisito para optar al título de:
Bioingeniera.
Asesores.
MBA. Juan Guillermo Barreneche Ospina
Bioingeniera. Erika Natalia López Ramírez
Universidad de Antioquia
Facultad de Ingeniería, Bioingeniería.
Medellín, Colombia
2020.

3
TABLA DE CONTENIDO
1. RESUMEN ................................................................................................................. 6
2. INTRODUCCIÓN ..................................................................................................... 6
3. PLANTEAMIENTO DEL PROBLEMA ......................................................................... 7
4. JUSTIFICACIÓN ....................................................................................................... 8
5. OBJETIVOS .............................................................................................................. 8
5.1 OBJETIVO GENERAL ....................................................................................................... 8
5.2 OBJETIVOS ESPECÍFICOS ............................................................................................... 9
6. ANTECEDENTES ....................................................................................................... 9
7. MARCO TEÓRICO ................................................................................................ 10
7.1 HISTORIA DE LA IMPRESIÓN 3D .................................................................................... 10
7.2 EN QUÉ CONSISTE LA IMPRESIÓN 3D .......................................................................... 10
7.3 TÉCNICAS DE FABRICACIÓN ADITIVA ........................................................................ 11
7.3.1 ESTEREOLITOGRAFÍA (SLA) .................................................................................... 11
7.3.2 SINTERIZADO SELECTIVO POR LÁSER (SLS) ........................................................... 11
7.3.3 MODELADO POR DEPOSICIÓN FUNDIDA (FDM) ................................................. 12
7.4 PARÁMETROS FUNDAMENTALES DE FABRICACIÓN EN IMPRESORAS 3D CON
TECNOLOGÍA FDM ............................................................................................................ 12
7.4.1 ALTURA DE CAPA .................................................................................................. 13
7.4.2 TEMPERATURA DE EXTRUSIÓN ............................................................................... 13
7.4.3 VELOCIDAD DE IMPRESIÓN .................................................................................. 13
7.4.4 POSICIÓN DE LA PIEZA .......................................................................................... 13
7.4.5 DENSIDAD Y PATRÓN DE RELLENO ....................................................................... 14
7.5 PROBLEMAS COMUNES AL USAR LA TÉCNICA DE MODELADO POR DEPOSICIÓN
FUNDIDA ............................................................................................................................. 14
7.5.1 BOQUILLA BLOQUEADA ........................................................................................ 14
7.5.2 WARPING ............................................................................................................... 14
7.5.3 CRACKING ............................................................................................................. 15
7.5.4 STRINGING ............................................................................................................. 16
7.6 MATERIALES COMPATIBLES CON EL MODELADO POR DEPOSICIÓN FUNDIDA ....... 17
7.6.1 ABS (Acrilonitrilo Butadieno Estireno) ................................................................... 17
7.6.2 PLA (Ácido poliláctico) ......................................................................................... 18
7.6.3 NYLON .................................................................................................................... 18
7.7 REGULACIÓN ............................................................................................................... 18
7.8 MANTENIMIENTO BIOMÉDICO ..................................................................................... 19

4
7.8.1 MANTENIMIENTO PREVENTIVO .............................................................................. 19
7.8.2 MANTENIMIENTO CORRECTIVO ............................................................................ 20
7.9 INNOVACIÓN HOSPITALARIA ...................................................................................... 20
8. METODOLOGÍA .................................................................................................... 20
8.1 GENERARACIÓN DE UN BANCO DE IDEAS DE DISPOSITIVOS Y REPUESTOS QUE
PUEDAN SER IMPRESOS, MEDIANTE LA INFORMACIÓN OBTENIDA DE LAS RONDAS DE
INNOVACIÓN Y LOS DATOS HISTÓRICOS DE MANTENIMIENTO DE EQUIPOS
BIOMÉDICOS. ..................................................................................................................... 20
8.2 EVALUACIÓN DE LA VIABILIDAD DE LA FABRICACIÓN DE ESTOS ELEMENTOS
MENDIANTE IMPRESIÓN 3D, PRIORIZANDO SU POSIBLE INCORPORACIÓN AL PROCESO
DE IMPRESIÓN 3D. .............................................................................................................. 21
8.3 DISEÑO CAD DE LAS IDEAS PRIORIZADAS PARA VALIDAR LOS REQUERIMIENTOS
NECESARIOS PARA LA CREACIÓN DEL MODELO DEL PROGRAMA DE IMPRESIÓN 3D. 23
8.4 DISEÑO DEL MODELO DE OPERACIÓN DEL PROGRAMA DE IMPRESIÓN 3D PARA EL
ÁREA DE INGENIERÍA BIOMÉDICA DE LA CLÍNICA SOMER TENIENDO EN CUENTA LAS
RONDAS DE INNOVACIÓN Y LA INFORMACIÓN DE MANTENIMIENTO DE EQUIPOS
BIOMÉDICOS. ..................................................................................................................... 24
9. RESULTADOS Y ANÁLISIS ...................................................................................... 25
9.1 BANCO DE IDEAS Y PRIORIZACIÓN DE LOS ELEMENTOS ........................................... 25
9.2 DISEÑO CAD ................................................................................................................ 27
9.3 MODELO DE OPERACIÓN DEL PROGRAMA DE IMPRESIÓN 3D ................................ 30
10. CONCLUSIONES ................................................................................................ 37
11. BIBLIOGRAFÍA .................................................................................................... 38
12. ANEXOS ............................................................................................................. 41
LISTA DE FIGURAS
Figura 1. Diagrama de flujo de trabajo. .................................................................. 12
Figura 2. Ejemplo de error en la impresión debido a warping [25]. ..................... 15
Figura 3. Ejemplo de error en la impresión debido a cracking [23]. .................... 16
Figura 4. Ejemplo de error en la impresión debido a stringing [23]. ..................... 16
Figura 5. Metodología para la fabricación de un banco de ideas de partes o
repuestos desde los registros históricos de mantenimiento biomédico. ............. 21
Figura 6. Pasos a seguir para reconocer la viabilidad de fabricación de una
pieza. ........................................................................................................................... 23
Figura 7. Metodología para la realización de diseños de las piezas en un
programa CAD. ......................................................................................................... 24

5
Figura 8. Metodología para el diseño del programa de impresión 3D. .............. 24
Figura 9. Ejemplos de daños que se podrían solucionar por medio de impresión
3D. ............................................................................................................................... 25
Figura 10. Piezas comunes para fabricación por impresión 3D. ........................... 26
Figura 11. Vistas de la pieza diseñada con respecto a la pieza original para la
perilla del monitor de signos vitales Nellcor N5600. ............................................... 28
Figura 12. Vistas de la pieza diseñada con respecto a la pieza original para la
perilla del monitor de signos vitales Edan M50. ...................................................... 29
Figura 13. Soporte para bolsa de sangre. ............................................................... 29
Figura 14. Recipiente para acomodar instrumental que posteriormente se vaya
a someter a esterilización. ........................................................................................ 30
Figura 15. Plano de la primera planta del área de ingeniería biomédica. ......... 36
Figura 16. Plano de la segunda planta del área de ingeniería biomédica. ....... 37
LISTA DE TABLAS
Tabla 1. Softwares más usados en diseño 3D. ........................................................ 27
Tabla 2. Cuadro comparativo impresora 3D .......................................................... 31

6
1. RESUMEN
La gestión adecuada de la tecnología biomédica es esencial para brindar una
atención segura al usuario además de generar mejores condiciones de trabajo
para el personal asistencial, es por esto se busca la manera de disminuir los
tiempos de parada de los equipos biomédicos y costos cuando estos requieren
de mantenimientos preventivos y correctivos. Para mejorar la atención en el
servicio de la tecnología biomédica, las áreas encargadas del mantenimiento
han buscado estar a la vanguardia para prestar un servicio rápido, eficaz y
seguro, de aquí nace la iniciativa de la creación de un programa de impresión
3D que permita la producción de piezas y repuestos para los equipos
biomédicos y además sea un aporte a la innovación institucional por medio de
las rondas de innovación. En el presente proyecto se desarrolla el diseño del
programa de impresión 3D para el área de ingeniería biomédica de la clínica
SOMER articulado con rondas de innovación, en el cual se realiza un banco de
ideas de piezas posibles a imprimir, se lleva a cabo una priorización de estas
para seleccionar las más adecuadas para finalmente realizar un diseño CAD en
el programa Fusion 360, además se logra consolidar el programa con la compra
de la impresora 3D.
Palabras claves: Impresión 3D, equipos biomédicos, piezas, repuestos,
innovación.
2. INTRODUCCIÓN
El uso y la producción de impresoras 3D en los últimos años ha tenido un gran
crecimiento, esto debido a la disponibilidad actual de las tecnologías, además
de que es un método de obtención de productos de bajo costo, rápido, fiable
y con un alto grado de personalización [1]. Generalmente se ha usado esta
tecnología en la prefabricación de piezas o componentes para la arquitectura
y el diseño industrial, hoy en día se está extendiendo su uso en la industria
médica, así como en fabricación de prótesis, diseño de guías para cirugías,
impresión de órganos, desarrollo de medicamentos, entre otros, ya que este tipo
de impresión permite adaptar cada pieza fabricada a las características
exactas requeridas [2].
La tecnología biomédica es uno de los componentes más complejos en el
sistema de atención en salud, ésta es la principal herramienta de diagnóstico y
vigilancia de enfermedades, es por esto que se requiere mantener funcional
mediante el mantenimiento adecuado [3]. Uno de los retos actuales en
Colombia es el acceso a repuestos y piezas para conservar los equipos en
correcto funcionamiento, por lo que se han buscado alternativas para la
adquisición de los mismos, así como la impresión 3D en donde gracias a la
versatilidad y cantidad de productos que se pueden fabricar por medio de esta
tecnología, se prevé que el 85% de proveedores de piezas de repuestos en 5

7
años habrán incluido la fabricación aditiva como técnica de producción
complementaria [4].
Los efectos de la globalización han forzado que las empresas busquen nuevas
herramientas de competitividad diferentes al precio y es allí donde la innovación
juega un papel importante ya que no solo se aplica para productos, sino en
procesos, lo cual ayudará a la disminución de tiempos y optimización de
recursos, en donde articulando el programa de impresión 3D con las rondas de
innovación (acompañamiento de procesos), los colaboradores podrán
establecer una cultura de innovación, donde se incentive la participación
activa y constante, generando así acciones preventivas, correctivas y mejoras
continuas en todos los procesos [5].
Lo que se pretende con este proyecto es diseñar un programa de impresión 3D
para el área de ingeniería biomédica, con el fin de fabricar partes y repuestos
para los equipos biomédicos a los cuales se les realiza mantenimiento y de este
modo disminuir tiempos de parada de los equipos así como costos; este
programa será articulado con rondas de innovación para lograr un alcance
institucional, en donde todos los colaboradores puedan conocer de la iniciativa
y aportar a la mejora de procesos por medio de la fabricación, ideación o
mejora de dispositivos biomédicos.
3. PLANTEAMIENTO DEL PROBLEMA
La gestión adecuada de la tecnología biomédica es esencial para brindar una
atención segura al usuario además de generar mejores condiciones de trabajo
para el personal asistencial, es por esto que cada día se busca la manera de
disminuir los tiempos de parada de los equipos biomédicos cuando estos
requieren de mantenimientos preventivos y correctivos [6].
Se registró que para el año 2019 los pedidos de repuestos a proveedores se
demoraron aproximadamente 28 días en llegar a la clínica desde el día en que
se realiza el encargo, debido a esto es que para mejorar la atención en el
servicio de la tecnología biomédica, las áreas encargadas del mantenimiento
han buscado estar a la vanguardia para prestar un servicio rápido eficaz y
seguro, es por esto que sale a relucir el uso de la impresión 3D, ya que es una
tecnología eficiente que se utiliza en la fabricación de repuestos y permite
producir piezas que se muevan, enrosquen, giren y sean ensamblables, dando
como resultado una optimización en tiempo y costos de producción o
mantenimiento de equipos biomédicos, de este modo no se depende
directamente de un proveedor en donde dependiendo de su localización y del
tipo de repuesto que se requiera se puede demorar hasta varios meses en la
obtención de la pieza requerida, por medio de la impresión 3D se pueden
obtener prototipos funcionales en cuestión de horas, sin embargo todo esto
depende de la calidad de impresión y del tamaño de la pieza [7].

8
El programa de impresión 3D realiza un aporte a la innovación institucional, en
donde las rondas de innovación son el componente principal, ya que, desde
allí, por medio de los acompañamientos realizados se detectan problemas o
surgen ideas para la optimización de diferentes procesos ejecutados en las
áreas de la clínica.
4. JUSTIFICACIÓN
Una de las tecnologías con una gran evolución en los últimos años es la
construcción de piezas mediante impresoras 3D. En los últimos meses se han
multiplicado las noticias sobre las posibilidades de estas impresoras en
numerosos sectores productivos. En este contexto se debe situar la mención de
Barack Obama (ex-presidente de EEUU) en el discurso sobre el estado de la
Nación del 2013: "La impresión 3D tiene el potencial de revolucionar la manera
en que hacemos casi todo" [8].
En este trabajo se pretende crear un programa de impresión 3D dentro del área
de ingeniería biomédica de la clínica SOMER en donde se permita la fabricación
de piezas y repuestos para los equipos biomédicos que lo requieran, esto con el
fin de disminuir tiempos de parada causados por la adquisición de repuestos, en
donde dependiendo del tipo de pieza que se requiera se puede pasar de un
tiempo de espera de 28 días a un 1 o 2 días si la pieza requiere post procesos,
de igual modo se pretende disminuir el costo de adquisición de repuestos en un
30 % aproximadamente.
Otro punto fuerte de la tecnología de impresión 3D es la presencia que ha tenido
en la lucha contra el Covid-19, en donde se han fabricado partes del equipo de
bioseguridad para el personal asistencial, además de repuestos para
ventiladores mecánicos, aquí se puede destacar la versatilidad en los usos de
esta tecnología ya que no se adquiere solo para un fin, sino que se puede
adaptar según las necesidades [9],[10].
Para lograr que la tecnología sea bien recibida y se aproveche su adquisición
al máximo es necesario contar con un programa que permita que tanto el
personal técnico, como el personal asistencial estén enterados del
funcionamiento de la tecnología en la clínica, así mismo como de los alcances
a los que se puede llegar, es por esto, que se realiza la articulación con las
rondas de innovación en donde el personal asistencial es el principal
protagonista, ya que allí se realiza un acompañamiento en los procesos que
estos llevan a cabo y surgen ideas para la mejora de los procedimientos por
medio de dispositivos.
5. OBJETIVOS
5.1 OBJETIVO GENERAL
Diseñar un programa de impresión 3D para el área de ingeniería biomédica de
la clínica SOMER con el fin de producir dispositivos partes y repuestos tanto para
9
los equipos biomédicos a los cuales se les realiza mantenimiento en el área,
como para las ideas aprobadas que surjan de las rondas de innovación y
acompañamiento de procesos que se requieran en las diferentes áreas de la
clínica.
5.2 OBJETIVOS ESPECÍFICOS
• Generar un banco de ideas de dispositivos y repuestos que puedan ser
impresos, mediante la información obtenida de las rondas de innovación
y los datos históricos de mantenimiento de equipos biomédicos.
• Evaluar la viabilidad de la fabricación de estos elementos mediante
impresión 3D, priorizando su posible incorporación al proceso de impresión
3D.
• Realizar el diseño CAD de las ideas priorizadas para validar los
requerimientos necesarios para la creación del modelo de operación del
programa de impresión 3D.
• Diseñar el modelo de operación del programa de impresión 3D para el
área de ingeniería biomédica de la clínica SOMER teniendo en cuenta las
rondas de innovación y la información de mantenimiento de equipos
biomédicos.
6. ANTECEDENTES
S.Torres, J.Cárdenas & R. Torres (2017) Describieron la implementación de un
laboratorio de cocreación bajo la modalidad de MakerSpace, para áreas de
salud en el Hospital General de Medellín “Luz Castro de Gutiérrez”, esto como
respuesta a la necesidad de generar capacidades de innovación para resolver
problemas organizacionales, siendo este el primer espacio en su tipo del cual se
tiene evidencia en un hospital público en Colombia y Latinoamérica [11].
Según la revista Dinero, en Colombia el mercado de impresión 3D se abre con
fuerza, en donde el sector salud es el que más involucra soluciones con esta
tecnología, así como FabriLab, que fabrica prótesis de mano, brazos, piernas o
productos para personas con discapacidad visual, de los cuales una parte son
donados a niños de escasos recursos, de igual manera la empresa Undos 3D
ofrece la elaboración de biomodelos para planeación quirúrgica [12].
J.Noval (2019) del Instituto Roche menciona que la impresión 3D ha encontrado
aplicación en gran parte de áreas científicas, tecnológicas e, incluso,
industriales y su utilización y potencial en el campo de la medicina es cada vez
mayor, algunas de las aplicaciones en las que estas impresoras han entrado en
auge en el área de la medicina son: mejora o corrección de funciones
mecánicas y fisiológicas, impresión de medicamentos, modelos pre-quirúrgicos
y bioimpresión [13].

10
La revista La Vanguardia, publicó recientemente un artículo en donde
mencionan un hospital italiano que logró producir válvulas de repuesto para los
respiradores con el fin de mitigar la emergencia ocasionada por el Covid-19, de
igual manera que se aplicó en los respiradores se busca darle un uso a la
tecnología de impresión 3D para la producción de piezas de repuesto para
equipos biomédicos [14].
7. MARCO TEÓRICO
7.1 HISTORIA DE LA IMPRESIÓN 3D
Hideo Kodama fue la primera persona en publicar acerca de un modelo sólido
fabricado con un sistema de prototipado rápido de fotopolímero en 1981. Alain
Le Méhauté, Oliver de Witte y Jean Claude André, presentaron una patente
para una técnica en donde se consiguen piezas de resina epoxi, denominada
estereolitografía en 1984, sin embargo, su técnica fue abandonada ya que no
tenía perspectiva de negocio. En ese mismo año Charles Hull presenta su propia
patente para el método de la estereolitografía (SLA), la técnica consistía en que
un láser ultravioleta solidificaba una fina capa de resina acrílica, repitiendo este
proceso al añadir resina encima y solidificando de nuevo; de esta manera se
creaba un objeto en 3 dimensiones al añadir capa sobre capa [15].
En el año de 1988 Scott Crump inventa el modelado por deposición fundida
(FDM) el cual consiste en la superposición de capas de material fundido que
posteriormente se solidifica con la forma deseada [16]. Desde ese momento los
avances se han dado a pasos gigantes surgiendo nuevos tipos de impresoras
hasta el punto actual en donde la impresión 3D es tan popular y usada que
cualquiera puede acceder a ella.
7.2 EN QUÉ CONSISTE LA IMPRESIÓN 3D
Es un proceso mediante el cual se fabrican objetos físicos colocando material
por capas, con base en un modelo digital. El proceso da inicio de manera
digital, generando un diseño de la pieza que se desea fabricar por medio de un
software de diseño o por imágenes tomadas por cámara y transformadas en un
modelo CAD [17].
Una vez se tenga el diseño de la pieza este se debe convertir a formato STL el
cual es reconocido por el software de laminación 3D “slicer” en este software se
modifica la cantidad de capas a imprimir, el grosor de cada capa, etc. Este
software genera un archivo de extensión gcode el cual es el encargado de dar
las órdenes a la impresora 3D; es decir, indica los movimientos de los motores y
cabezales [17].

11
7.3 TÉCNICAS DE FABRICACIÓN ADITIVA
Para la formación de objetos tridimensionales a partir de diseños y modelos
digitales es necesaria una impresora 3D, sin embargo, existen diferentes técnicas
para conseguir dichos objetos, entre estos procesos de manufactura aditiva se
pueden resaltar: proceso por fotopolimerización donde la peculiaridad de esta
técnica es que el material de aporte para formar objetos es sensible a la luz y se
encuentra en forma líquida; la impresora en su proceso se realiza por medio del
enfoque de un láser sobre el material líquido una solidificación, dando como
resultado la formación de capa por capa. Proceso de extracción en donde su
funcionamiento depende de la aportación de filamentos de material, que se
calienta hasta fundirse y es depositado capa por capa hasta formar el objeto
diseñado. Por último, el proceso comúnmente se encuentra en la manufactura
industrial en donde el material de aporte se encuentra en forma de polvo, en un
recipiente de contención donde es fundido por un láser y depositado hasta
formar el objeto deseado [18].
7.3.1 ESTEREOLITOGRAFÍA (SLA)
También es conocida como fabricación óptica o de foto solidificación, la
técnica consiste en la aplicación de un haz de luz ultravioleta a una resina
líquida sensible a la luz. La luz UV solidifica la resina capa por capa, la base en
la cual se encuentra soportada la estructura se mueve hacia abajo dejando
que la luz ejerza su acción sobre las nuevas capas de resina que se van
aplicando hasta alcanzar la forma deseada [16].Una vez terminada la pieza se
sumerge en un baño químico para eliminar el exceso de resina y posteriormente
se cura en luz ultravioleta. Una de las principales ventajas de este tipo de
impresión es que las piezas obtenidas no son porosas por lo que no necesitan de
un tratamiento posterior para hacerlas impermeables al agua o aire. Y su mayor
inconveniente proviene de la característica de las resinas fotosensibles de curar
con luz ultravioleta, ya que las propiedades de dureza y resistencia obtenidas
del curado cambian a lo largo del tiempo, volviéndose las piezas cada vez más
frágiles [17].
7.3.2 SINTERIZADO SELECTIVO POR LÁSER (SLS)
La técnica consiste en colocar una capa fina de material en polvo en un
recipiente, un láser de CO2 impacta en el polvo causando que se fusione y
solidifique en la forma deseada de la pieza, la base en la que está ubicado el
material desciende para dar paso a la formación de una nueva capa del objeto
a fabricar. El material que no es solidificado se usa en nuevos objetos a fabricar,
por lo que no hay desperdicio de material [16].

12
7.3.3 MODELADO POR DEPOSICIÓN FUNDIDA (FDM)
También conocida como FFF por sus siglas en inglés (fused filament fabrication),
consiste en depositar material fundido sobre una base, en donde en primer lugar
se obtiene un diseño de la pieza en un software CAD, posteriormente el software
de la impresora divide el gráfico en capas del tamaño del diámetro de salida
de la boquilla, para cada capa la impresora se desplaza sobre la base
adicionando el material sobre las coordenadas adecuadas. El material en
primera instancia se encuentra en estado sólido almacenado en rollos, este se
funde y por medio de una boquilla, sale en forma de hilos los cuales dan la forma
al objeto que se desea formar. Esta es la técnica más común usada en la
actualidad, una de sus principales ventajas es la gran variedad de materiales
que se pueden usar y además es una tecnología bastante asequible [16].
En la Figura 1 se encuentra de manera resumida el flujo de trabajo que se debe
llevar a cabo cuando se usa la técnica FDM, este diagrama se puede aplicar
de igual modo a las técnicas mencionadas anteriormente.
Figura 1. Diagrama de flujo de trabajo.
7.4 PARÁMETROS FUNDAMENTALES DE FABRICACIÓN EN IMPRESORAS 3D CON
TECNOLOGÍA FDM
En los procesos de manufactura aditiva luego de la creación de la pieza por
medio de un software CAD y la exportación a formato STL, se deben configurar
diferentes parámetros los cuales afectan directamente a la calidad de la pieza
a obtener, además se puede conseguir un control sobre el proceso de
impresión. Cabe resaltar que estás propiedades dependen del software
específico que se use para la impresión, sin embargo, en casi todos se pueden
encontrar los mismos parámetros para modificar.
Diseño CADConversión a formato STL
Verificación del archivo
STL
Definición de parámetros
de impresiónImpresión Postprocesos

13
7.4.1 ALTURA DE CAPA
Se define como la dimensión Z en una pieza, en donde dependiendo de la
altura de capa y la altura de la pieza se obtendrá una cantidad específica de
capas que constituirán la pieza completa, esto influye directamente en el
tiempo de fabricación ya que entre más finas sean las capas mayor tiempo
tomará fabricar la pieza, pero esta tendrá una mejor resolución y calidad [19].
Se debe tener en cuenta para escoger una altura de capa adecuada el
diámetro de la boquilla, no son recomendables alturas de capa superiores al
80% del diámetro de la boquilla, tampoco lo son inferiores al 40% de ésta [19].
7.4.2 TEMPERATURA DE EXTRUSIÓN
Es un factor que depende del material que se esté usando y del fabricante, ya
que cada uno tiene su temperatura de fusión y de cristalización. La temperatura
de extrusión tiene consecuencias en la precisión dimensional y en la dureza de
la pieza. Es importante tomar como referencia los valores de temperatura que
indica el fabricante del material, pero aun así en muchas ocasiones será
necesario ajustarlos para obtener los mejores resultados [19].
7.4.3 VELOCIDAD DE IMPRESIÓN
Controla la velocidad con la que el extrusor se desplaza mientras va
depositando material sobre la placa o sobre el resto de la pieza en el caso de
capas superiores. Esta velocidad está ligada a la temperatura del extrusor, ya
que, al extruir a temperaturas más altas, el material saldrá ligeramente más
fundido, es decir, más líquido por lo que se puede aumentar la velocidad,
además se pueden escoger diferentes velocidades dependiendo de la zona
que se esté imprimiendo, es decir, las zonas internas de relleno se pueden
imprimir con una velocidad mayor que las zonas del perímetro externo para en
este caso asegurar una calidad exterior óptima [20].
7.4.4 POSICIÓN DE LA PIEZA
Es fundamental elegir con criterio la posición de la pieza. Siempre se busca:
maximizar la superficie de apoyo, minimizar la cantidad de soporte, orientar las
capas en función de la fuerza que deba resistir la pieza y reducir los tiempos de
impresión [21].

14
7.4.5 DENSIDAD Y PATRÓN DE RELLENO
La densidad de relleno define la densidad de la estructura interna en la pieza,
esta se puede modificar entre 0 % y 100 %. Al variar el porcentaje de relleno se
optimiza el uso del material y el tiempo de impresión. Cuando se escoge un
porcentaje de relleno elevado la pieza adquiere mayor resistencia, pero
también mayor consumo de material y mayor tiempo de impresión. La selección
del porcentaje de relleno depende del uso que se le dará al objeto luego de su
impresión [22].
El patrón de relleno puede variar entre diversos patrones (lineales, hexagonales,
cuadriculados, etc.) que se pueden modificar, ya sea para reducir tiempos de
impresión o lograr piezas con mayor resistencia mecánica. También cabe
destacar que es un parámetro que depende del software utilizado, no todos los
programas de laminado 3D tienen las mismas opciones, pero la mayoría de ellos
son comunes, siendo los más frecuentes y utilizados: hexagonal o en panal de
abeja, el cual se utiliza mucho ya que las piezas serán muy resistentes
estructuralmente con respecto a los demás; cúbico; triangular; lineal;
concéntrico; en zigzag, etc. [22].
7.5 PROBLEMAS COMUNES AL USAR LA TÉCNICA DE MODELADO POR
DEPOSICIÓN FUNDIDA
Existen diversos problemas que pueden hacer que la pieza que se requiera
imprimir no salga con la forma correcta, calidad o dimensiones adecuadas, sin
importar la falta de errores al momento de diseñar la pieza, es por esto que es
importante conocer los problemas a los que diariamente las personas que usan
impresoras 3d FDM se enfrentan.
7.5.1 BOQUILLA BLOQUEADA
No es inusual que al querer imprimir no salga filamento por la boquilla, esto
ocurre cuando en trabajos anteriores se ha acumulado material dentro de la
boquilla bloqueando la salida, este problema es el más sencillo de solucionar ya
que lo único que se necesita es calentar la boquilla para que el material
atascado se coloque blando y una aguja para desatascarlo, de igual manera
en el mercado existen filamentos para limpiar boquillas bloqueadas [23].
7.5.2 WARPING
El warping o base curvada consiste en el levantamiento de las primeras capas
de la impresión, lo que ocasiona que la pieza no se forme de la manera
adecuada, esto puede ocurrir debido a falta de adherencia en la base o cama,

15
también por contracción térmica de las últimas capas, que al momento de
encogerse halan las capas inferiores ocasionando una deformación total en la
pieza o hasta una fractura de la misma. Si el problema es falta de adherencia
se puede solucionar usando laca adhesiva, si por el contrario se ocasiona por
contracción térmica lo más recomendable es cerrar la impresora para que la
temperatura se mantenga constante tanto en las capas superiores como en las
inferiores [24].
En la Figura 2 se encuentra encerrado en un círculo rojo como luce una pieza
con error debido a warping, aquí se puede observar claramente como la base
de la pieza se encuentra ligeramente levantada en una de las esquinas.
Figura 2. Ejemplo de error en la impresión debido a warping [25].
7.5.3 CRACKING
El cracking o grietas en la impresión es un problema muy común en modelos 3D
de alturas elevadas, en este caso lo que ocurre es que capas continuas se
encuentran separadas, esto puede ocurrir por mala adherencia entre capas o
por contracción térmica. Si el problema consiste en falta de adherencia
comúnmente es falta de temperatura en la extrusión del filamento, por otro
lado, si se debe a contracción térmica lo que se debe hacer es conseguir crear
un entorno cálido en el área de impresión al igual que con el warping se debe
cerrar la impresora para mantener la temperatura dentro del ambiente de la
impresora [24].
En la Figura 3 se encuentra encerrado en un círculo rojo como luce una pieza
con error debido a cracking, aquí se evidencia claramente como capas
continuas de la pieza se encuentran separadas.

16
Figura 3. Ejemplo de error en la impresión debido a cracking [23].
7.5.4 STRINGING
Stringing o hilos en la pieza ocurre cuando la boquilla al desplazarse de un punto
tiene pequeños residuos de material que queda adherido en ambos puntos,
dejando así un hilo entre los dos puntos de movimiento. Para solucionar este
problema es necesario configurar en el software la retracción, es decir, dar la
orden para que la impresora retraiga el filamento al moverse entre puntos aquí
se pueden modificar los parámetros de distancia de retracción y velocidad de
retracción. De igual modo se puede solucionar ajustando la temperatura de
extrusión ya que se puede encontrar bastante elevada y por esto al desplazarse
la boquilla quedan hilos [23].
En la Figura 4 dentro del círculo negro se puede observar cómo luce una pieza
con error debido a stringing o hilos en la pieza. Se puede evidenciar que entre
los picos hay hilos sobrantes que no hacen parte del diseño original de la pieza.
Figura 4. Ejemplo de error en la impresión debido a stringing [23].

17
7.6 MATERIALES COMPATIBLES CON EL MODELADO POR DEPOSICIÓN FUNDIDA
En la manufactura aditiva por medio de la tecnología de modelado por
deposición fundida los materiales más empleados son los polímeros
termoplásticos, estos materiales se denominan de este modo ya que al aplicar
calor se ablandan pudiendo moldearse de diferentes maneras, esto es posible
gracias a su estructura interna, en donde las largas cadenas de carbono por las
que principalmente están compuestos, se encuentran entrelazadas mediante
fuerzas de Van der Waals, los cuales son enlaces débiles que con el calor se
rompen [26].
Los materiales usados en impresión 3D se usan en forma de filamento, es decir
hilos enrollados que a medida que se usan se van desenvolviendo de la base en
la que se encuentran, es importante resaltar que las propiedades de las piezas
formadas por medio de impresión 3D con la tecnología de FDM dependen tanto
del material como del patrón de relleno, la densidad de relleno y la dirección
de impresión, propiedades que se modifican en el software de impresión [27].
7.6.1 ABS (Acrilonitrilo Butadieno Estireno)
Es un polímero compuesto por tres monómeros diferentes: acrilonitrilo, butadieno
y estireno). Al encontrarse constituido por distintos monómeros recibe el nombre
de terpolímero, en donde cada uno de sus constituyentes aporta diversas
propiedades a lo que será el material como tal [28].
El acrilonitrilo aporta rigidez, resistencia a ataques químicos, dureza y estabilidad
a altas temperaturas, por otra parte, el butadieno el cual es un elastómero
proporciona tenacidad a cualquier temperatura lo cual es importante en
ambientes con temperaturas bajas en donde el material se vuelve quebradizo,
para finalizar el estireno le da resistencia mecánica y rigidez. Esta mezcla de
propiedades hace que el producto final sea de gran aplicación en la
fabricación aditiva, además que puede someterse a procesos de
postproducción [28].
El filamento de ABS tiene una temperatura de fusión de aproximadamente
200°C, por lo que se recomienda que el extrusor se encuentre entre 230 y 260 °C,
además de esto la base de la impresora debe ser caliente entre 80 y 130 °C ya
que es un material que se encoge al momento de enfriarse, de igual manera se
recomienda el uso de una impresora con cámara cerrada ya que en el
momento de imprimir el material suelta partículas que pueden ser dañinas para
la salud humana [29].
El ABS es usado comúnmente en carcasas de dispositivos electrónicos,
electrodomésticos, automóviles, piezas de decoración o juguetes, entre otros
[30].

18
7.6.2 PLA (Ácido poliláctico)
Es un polímero que se puede producir a partir de recursos naturales y puede ser
biodegradable si se somete a las condiciones necesarias de temperatura,
humedad y presencia de microorganismos. Ofrece una buena resistencia a la
tracción y calidad superficial, facilita el trabajo a altas velocidades de impresión,
simplifica el uso en entornos domésticos y de oficina y permite la creación de
piezas de alta resolución [31].
El PLA es un material que no emite gases nocivos por lo que no requiere que la
impresora sea cerrada, no es necesario el uso de base caliente, tiene una
temperatura de fusión de aproximadamente 160°C se recomienda que el
extrusor se encuentre a unos 200°C [32].
Se usa comúnmente en empaques, envases y en general piezas que se
encuentren en contacto constante con alimentos, piezas decorativas,
maquetas y es de los más usados al momento de solicitar piezas de gran tamaño
debido a su sencillez en la impresión [33].
7.6.3 NYLON
Es un polímero artificial perteneciente al grupo de las poliamidas, generado por
poli condensación de un diádico con una diamina. Es un material en donde sus
principales características como alta resistencia, elevada flexibilidad y
durabilidad extrema en términos de posible rotura, todo esto unido a un elevado
rendimiento en los resultados lo hacen un material apetecible para diversas
aplicaciones en impresión 3D [34].
Es un material complejo de imprimir con respecto a los demás, esto debido a la
falta de adhesión a la bandeja, es por esto que se recomienda el uso de cama
calefactada y laca adhesiva en caso de presentar dicho problema, es
importante tener en cuenta que se debe imprimir a temperaturas de 260°C a
280°C, lo cual sería un inconveniente ya que muchas impresoras no llegan a
alcanzar temperaturas tan altas. Tiene una amplia gama de aplicaciones, así
como: partes y equipos mecánicos, tejidos textiles, refuerzos para neumáticos
de automóviles, entre otros [35].
7.7 REGULACIÓN
En la actualidad en Colombia no hay una regulación para los dispositivos
fabricados mediante la tecnología de fabricación aditiva, sin embargo, la FDA
(Administración de Alimentos y Medicamentos de los Estados Unidos) tiene
historia en la investigación de tecnologías innovadoras para generar
conocimiento y experiencia, sin dejar de proteger la salud pública. Entre estas
investigaciones se encuentra la impresión 3D, para evaluar la seguridad,

19
eficacia, calidad y rendimiento de los productos desarrollados a través de esta
tecnología. Se prevé que esta investigación ayude a informar el “desarrollo de
normas y establecer parámetros para escala, materias y otros aspectos críticos
que contribuyen a la seguridad del producto y la innovación” [15].
En 2017 la FDA publicó una guía en la cual establece los principales puntos que
hay que abordar a la hora de fabricar mediante impresión 3D: “Technical
Considerations for Additive Manufactured Devices” (Consideraciones técnicas
para dispositivos fabricados aditivamente); El objetivo de esta guía es pautar
una serie de recomendaciones generales que puedan seguir los fabricantes,
variando lo que consideren necesario, siempre que cumplan con los
requerimientos regulatorios del sistema de calidad. A pesar de la publicación de
esta guía, por el momento no existe un reglamento o normativa que especifique
de forma clara y precisa las directrices que hay que seguir en la impresión 3D y
en la aprobación de sus productos [36].
7.8 MANTENIMIENTO BIOMÉDICO
Según la ley 100 de 1993, indica que cada institución prestadora de servicios de
salud debe invertir en mantenimiento cada año para proteger su infraestructura
y equipamiento, en donde según la circular No 29 define los objetivos de
mantenimiento de la siguiente manera:
1. Garantizar la seguridad de los pacientes y el personal que administra y
utiliza los recursos físicos del hospital [37].
2. Apoyar el servicio de salud en el cumplimiento de los objetivos de calidad
ordenados por la ley [37].
3. Asegurar la disponibilidad y el funcionamiento eficiente de los recursos
físicos necesarios para prestar servicios de salud [37].
Para garantizar estas condiciones se implementan diferentes tipos de
mantenimiento a los equipos biomédicos.
7.8.1 MANTENIMIENTO PREVENTIVO
El mantenimiento preventivo de los equipos biomédicos es un proceso, el cual
consiste en una serie de inspecciones periódicas de los equipos biomédicos, a
los cuales se les realizan tareas de limpieza, lubricación, ajuste, comprobación y
reemplazo de componentes defectuosos, con el fin de mantener el equipo
funcionando siempre en un estado óptimo. La aplicación del mantenimiento
preventivo permite que los equipos puedan ser usados de manera permanente
o cuando sea requerido su uso para un procedimiento especifico, eliminando
los posibles riesgos de parada prolongada o total de la producción generando
altos costos [38].

20
7.8.2 MANTENIMIENTO CORRECTIVO
El mantenimiento correctivo es el trabajo realizado sobre un equipo para
restaurar su estado operacional luego de presentar una falla. Este tipo de
mantenimiento no es planificado, y solo se lleva a cabo a partir del reporte que
hace el usuario del equipo o el personal que realiza el mantenimiento
programado, este proceso tiene actividades técnico administrativos las cuales
deben garantizar de manera oportuna las herramientas, instrumentos, repuestos
y accesorios a fin de desarrollarlo en un plazo determinado, en este caso, se
hace necesario tener procedimientos de acción claramente definidos, con el
fin de minimizar el impacto causado por la falla y el tiempo de paro del servicio
[39].
7.9 INNOVACIÓN HOSPITALARIA
La innovación consiste de aquellas circunstancias, hechos o elementos que
condicionan de forma clara y determinante la modificación del
comportamiento general o específico en un sector. La posibilidad de desarrollo
permanente de métodos y estrategias aplicados a los procesos, tales como la
organización y el desempeño institucional, la gestión del servicio de salud y la
actividad administrativa relacionada con el paciente son determinantes al
momento de hablar sobre innovación hospitalaria. El desarrollo tecnológico
aplicado a la investigación en ciencias biomédicas se tradujo en la
disponibilidad de instrumentos para un mejor diagnóstico y tratamientos de
múltiples padecimientos fruto de una creciente inventiva y aplicación de
tecnologías innovadoras; por tanto, la innovación ha logrado afectar al modelo
de atención en salud de tal manera que los procesos de innovación impactan
de modo visible en las instituciones donde se presta el servicio de salud [40].
8. METODOLOGÍA
8.1 GENERARACIÓN DE UN BANCO DE IDEAS DE DISPOSITIVOS Y REPUESTOS QUE
PUEDAN SER IMPRESOS, MEDIANTE LA INFORMACIÓN OBTENIDA DE LAS RONDAS
DE INNOVACIÓN Y LOS DATOS HISTÓRICOS DE MANTENIMIENTO DE EQUIPOS
BIOMÉDICOS.
En la Figura 5 se observan los pasos que fueron seguidos para la elaboración de
un banco de ideas de repuestos, en primer lugar es necesario realizar un análisis
de los documentos en donde se deposita la información de los equipos que
requieren mantenimiento correctivo, posteriormente se filtró la información
buscando los daños de partes que pudieran ser fabricados por medio de la
impresora 3D, para seleccionar dichas partes se tuvo como criterio que el
material original de la pieza fuera polimérico; de igual manera se realizó una
consulta con los tecnólogos del área por medio de una encuesta, con el fin de

21
conocer las piezas que ellos consideran serían las más comunes para imprimir,
de este modo se consolida una lista de partes o repuestos.
De igual manera este banco de ideas se alimenta a medida que surjan
necesidades desde las rondas de innovación, en donde se realiza un
acompañamiento a las diferentes áreas de la clínica, allí se lleva a cabo una
observación de los diferentes procesos que en cada área ejecuten, además se
realizan charlas y encuestas con el personal asistencial en donde ellos pueden
aportar desde su experiencia las falencias que encuentren en los procesos
evaluados y las posibles soluciones a estas.
Figura 5. Metodología para la fabricación de un banco de ideas de partes o
repuestos desde los registros históricos de mantenimiento biomédico.
8.2 EVALUACIÓN DE LA VIABILIDAD DE LA FABRICACIÓN DE ESTOS ELEMENTOS
MENDIANTE IMPRESIÓN 3D, PRIORIZANDO SU POSIBLE INCORPORACIÓN AL
PROCESO DE IMPRESIÓN 3D.
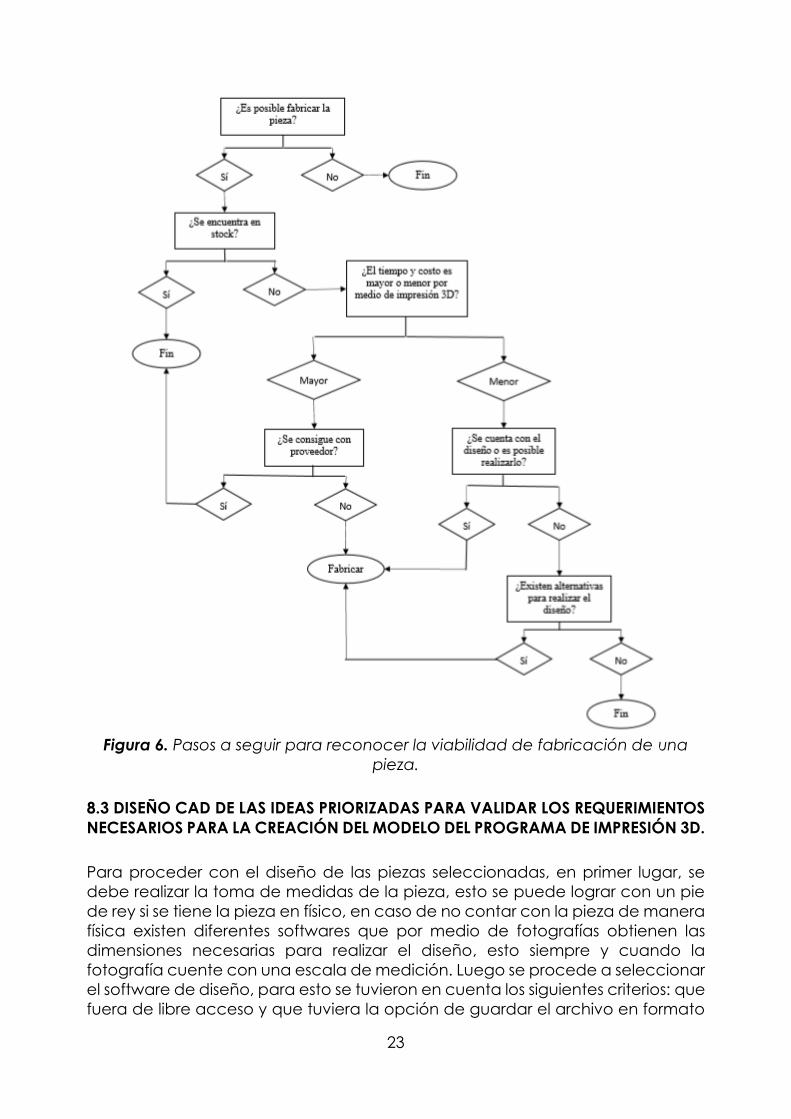
A continuación, en la Figura 6 se muestra un diagrama de flujo en donde
respondiendo las preguntas, las cuales se construyeron analizando el modelo
actual que se tiene en la clínica SOMER para la adquisición de repuestos,
agregándole el nuevo componente de la fabricación de las piezas por medio
de impresión 3D, se puede llegar de una manera sencilla a reconocer si es viable
fabricar o no la pieza. Para evaluar la viabilidad de la fabricación de las piezas
se deben tener en cuenta aspectos como: uso de la pieza que se requiere
fabricar, importancia en el funcionamiento del equipo y tipo material en el que
se encuentra fabricada la parte original. Es fundamental realizar estos
cuestionamientos ya que así se conocerá el tipo de propiedades que debe
Análisis
• Mantenimientos correctivos
Filtro
• Partes que puedan ser fabricadas
Consulta• Personal técnico

22
cumplir la pieza que se desea fabricar. Una vez se tenga esta parte resuelta se
puede comenzar a responder lo planteado en el diagrama de flujo.
Con el modelo planteado se pueden obtener dos resultados diferentes y
opuestos, el de fabricar la pieza o no fabricar la pieza.
Cuando se realiza la pregunta ¿Es posible fabricar la pieza? se evalúan los
conceptos mencionados anteriormente: uso de la pieza, importancia en el
funcionamiento del equipo y tipo material en el que se encuentra fabricada la
parte original, de este modo al conocer el destino y el uso que se le dará la pieza
la persona encargada de la impresión sabrá si es factible o no la impresión de
la misma, al responder “No” se toma inmediatamente como resultado: no se
fabrica y se llega al fin del diagrama de flujo. Mientras que si la respuesta es
afirmativa es posible seguir con la evaluación para la fabricación.
Al evaluar la pregunta ¿Se encuentra en stock? Se debe buscar en el inventario
de la bodega si la pieza solicitada se encuentra disponible para uso, esto se
realiza con el fin de usar los repuestos que se encuentren en el inventario y así
evitar la impresión de una pieza con la cual ya se contaba con anterioridad.
Antes de solucionar la pregunta: ¿El tiempo y costo es mayor o menor por medio
de impresión 3D? se debe revisar en registros históricos si la pieza ya había sido
solicitada anteriormente a un proveedor, comparando costos y tiempo de
entrega con el tiempo de fabricación y costo de impresión. En caso de que
nunca se haya solicitado una pieza de esa naturaleza se debe buscar en el
mercado el valor comercial y los tiempos de entrega que manejan diferentes
proveedores; sin embargo, en caso de que se trate de una urgencia en donde
el equipo biomédico sin dicha parte deba dejar de funcionar, se procederá
inmediatamente a la producción de la pieza en caso de contar con lo necesario
para realizar el diseño de la misma y proceder con la impresión.
La estimación del costo de una impresión se realiza analizando diferentes
variables, así como la altura de capa, densidad y patrón de relleno con el que
se va a fabricar, al ajustar estos parámetros en el software de impresión este
arroja un costo estimado de la pieza y el tiempo que tomará en producirse. Si
como resultado a esta pregunta la respuesta es: Mayor, se procede a analizar si
la pieza necesaria se consigue con proveedor, al obtener una respuesta
afirmativa no se produce la pieza, mientras que si la respuesta es negativa se
procede a fabricar; si el resultado a la pregunta es: Menor, se pregunta ¿Se
cuenta con el diseño o es posible realizarlo? Si la respuesta es afirmativa se
procede a fabricar la pieza, mientras que si es negativa se realiza la pregunta
¿Existen alternativas para realizar el diseño? Si la respuesta es afirmativa se
fabrica la pieza, mientras que si es negativa no se fabrica. Estas dos últimas
preguntas son muy importantes ya que sin contar con las herramientas como la
pieza de manera física o fotografías de las cuales se puedan obtener las
dimensiones sería imposible la fabricación de una pieza funcional.
23
Figura 6. Pasos a seguir para reconocer la viabilidad de fabricación de una
pieza.
8.3 DISEÑO CAD DE LAS IDEAS PRIORIZADAS PARA VALIDAR LOS REQUERIMIENTOS
NECESARIOS PARA LA CREACIÓN DEL MODELO DEL PROGRAMA DE IMPRESIÓN 3D.
Para proceder con el diseño de las piezas seleccionadas, en primer lugar, se
debe realizar la toma de medidas de la pieza, esto se puede lograr con un pie
de rey si se tiene la pieza en físico, en caso de no contar con la pieza de manera
física existen diferentes softwares que por medio de fotografías obtienen las
dimensiones necesarias para realizar el diseño, esto siempre y cuando la
fotografía cuente con una escala de medición. Luego se procede a seleccionar
el software de diseño, para esto se tuvieron en cuenta los siguientes criterios: que
fuera de libre acceso y que tuviera la opción de guardar el archivo en formato

24
STL ya que este es el formato que se conecta con el software de la impresora,
para finalizar se realiza el diseño en el programa seleccionado, así como se
observa en la Figura 7.
Figura 7. Metodología para la realización de diseños de las piezas en un
programa CAD.
8.4 DISEÑO DEL MODELO DE OPERACIÓN DEL PROGRAMA DE IMPRESIÓN 3D PARA
EL ÁREA DE INGENIERÍA BIOMÉDICA DE LA CLÍNICA SOMER TENIENDO EN CUENTA
LAS RONDAS DE INNOVACIÓN Y LA INFORMACIÓN DE MANTENIMIENTO DE
EQUIPOS BIOMÉDICOS.
En la Figura 8 se encuentran plasmados los pasos que se llevaron a cabo para
el diseño del programa de impresión 3D, en donde en primer lugar se realizó una
evaluación de la tecnología según los requerimientos y características
deseados, luego se realizaron visitas de referenciación al Hospital General de
Medellín y al Hospital San Vicente Fundación, ya que en ambos cuentan con
impresora 3D y para finalizar se analizaron los complementos del programa
como lo serían ubicación de la impresora dentro del área, el recurso humano
necesario para llevar a cabo el programa y la inversión inicial necesaria para la
implementación del programa.
Figura 8. Metodología para el diseño del programa de impresión 3D.
Toma de medidas
Selección de
software
Diseño en programa
CAD
•Evaluación de lasimpresoras 3D quese ajusten a lascaracteristicasrequeridas por elárea.
Definición de la tecnología
•Visita al HospitalGeneral de Medellín yHospital San VicenteFundación dondecuentan con impresora3D.
Referenciación•Ubicación de la impresora.
•Personal requerido.
•Presupuesto de inversión inicial.
Complementos

25
Para la evaluación de la tecnología necesaria para llevar a cabo el programa
de impresión 3D, se buscó que la impresora contara con:
• Capacidad de impresión de 30cm de alto x 30 cm de largo x 30 cm de
ancho.
• Variedad de materiales de impresión.
• Elevada de temperatura del extrusor o posibilidad para adaptarlo.
• Buen acompañamiento de proveedor.
9. RESULTADOS Y ANÁLISIS
9.1 BANCO DE IDEAS Y PRIORIZACIÓN DE LOS ELEMENTOS
Para el año 2019 se realizaron 2114 mantenimientos correctivos en la clínica
SOMER, de la totalidad de estos mantenimientos se encontraron 122 que
posiblemente se pudieran solucionar por medio de la impresión 3D, en la Figura
8 se muestran los daños que se podrían haber solucionado con la impresora,
estos fueron seleccionados según la encuesta realizada a los tecnólogos del
área y siguiendo los lineamientos de que la pieza a reemplazar debía ser de un
material polimérico.
a. Monitor de signos vitales el cual se encuentra sin la perilla.
b. Manija de una nevera portátil reventada.
c. Adaptador de una manta térmica quebrado.
d. Carcasa en donde va ubicado el espirómetro quebrada.
e. Balanza con el conector de pilas sin tapa.
f. Monitor de signos vitales con la carcasa reventada.
g. Cable de saturación reventado.
h. Carcasa de regulador de vacío quebrada.
i. Perilla de flujómetro quebrada.
Figura 9. Ejemplos de daños que se podrían solucionar por medio de impresión
3D.

26
En total estos daños tuvieron un costo de $ 7.944.651, para calcular el valor que
tendría imprimir una pieza se usa la ecuación 1 [41].
𝐶𝑜𝑠𝑡𝑜 𝑖𝑚𝑝𝑟𝑒𝑠𝑖ó𝑛 = 𝐺𝑟𝑎𝑚𝑜𝑠 𝑢𝑠𝑎𝑑𝑜𝑠 𝑑𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 ∗ 𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 1𝐾𝑔 𝑑𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙
1000 𝑔𝑟𝑎𝑚𝑜𝑠 𝑑𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 (𝟏)
De este modo suponiendo que una perilla de monitor de signos vitales se gaste
100 g de material y esta se fabricara en ABS, el cual tiene un costo en el mercado
de $ 100.000 [42], el costo total de la perilla sería de $10.000, mientras que el
daño de la perilla del monitor de signos vitales le costó a la clínica $ 250.000, en
este caso en particular se tendría un ahorro del 96 %, es importante resaltar que
para todos los daños mencionados no sería de la misma manera, ya que hay
procesos de producción en masa que hacen que algunas partes sean más
costosas en impresión 3D, así como la tapa del conector de pilas de balanza.
A cada uno de los técnicos de mantenimiento del área se le realizó una
encuesta (Anexo 1) con diferentes preguntas para conocer cuál es la
expectativa con la adquisición de la impresora 3D, una de estas preguntas se
relacionaba con las piezas que ellos consideran serían las más comunes para
imprimir, en la Figura 10 se puede observar que para ellos lo que se imprimiría
con mayor frecuencia serían piñones, tapas de baterías, carcasas de equipos,
tapas de aspiradores, visores, cremalleras, esquineros de cunas, soportes de
vaso de aspirador, pinzas, rodamientos y aspas.
Figura 10. Piezas comunes para fabricación por impresión 3D.
3 3
2
1 1 1 1 1 1 1 1
0
0,5
1
1,5
2
2,5
3
3,5
Pe
rso
na
s
Piezas
Piezas comúnes para fabricación por impresión 3D Piñones
Carcasa de equipos
Tapas de baterías
Tapas de aspiradores
Visores
Cremalleras
Esquineros de cunas
Soporte de vaso de
aspirador
Pinzas
Rodamientos
Aspas

27
Además de lo encontrado en los análisis históricos de mantenimiento biomédico
y la encuesta realizada a los técnicos, por medio de las rondas de innovación
surgieron dos ideas que se ajustan a la fabricación por impresión 3D, estas son:
recipientes de almacenamiento de bolsas de sangre y recipientes para la
esterilización de instrumental quirúrgico.
Según las ideas encontradas que se podrían fabricar mediante impresión 3D y
teniendo en cuenta la disponibilidad de las piezas para la toma de medidas, el
costo de impresión y los tiempos de parada de los monitores, en donde se
demoró 32 días en llegar el repuesto de la perilla a la clínica se priorizaron las
perillas o encoder de monitores de signos vitales marca Edan y Nellcor, para la
realización del diseño CAD, se eligieron específicamente estas marcas ya que
son los que más se encuentran en el inventario de la clínica.
9.2 DISEÑO CAD
Para llevar a cabo el diseño de las ideas priorizadas, fue necesario realizar una
evaluación y comparación de los softwares disponibles para el diseño CAD, en
la Tabla 1 se encuentra una lista de los softwares más usados en diseño 3D, de
los cuales todos permiten la conversión de archivos a formato STL, de esa lista se
elimina automáticamente aquellos por los cuales se debe pagar una licencia.
Tabla 1. Softwares más usados en diseño 3D.
Software ¿Es de libre acceso?
TinkerCad Sí
Paint 3D Si
FreeCAD Si
SketchUP Si
OpenSCAD Si
Fusion 360 Si
SolidWorks No
Blender Si
Autodesk Inventor No
AutoCAD No
De los softwares nombrados en la lista se decidió probar los siguientes:
TinkerCAD, FreeCAD y Fusion 360, ya que estos son calificados como los más
interactivos para usuarios que están iniciando con el diseño 3D. Es importante

28
resaltar que la elección del software depende mucho del diseñador ya que los
atributos de un programa pueden ser idóneos para una persona, pero a otra le
puede parecer complicado, es por esto que es una decisión subjetiva.
Luego de haber probado los 3 programas mencionados anteriormente, se eligió
Fusion 360 ya que es un programa amigable con el usuario, gratuito y además
tiene la ventaja de guardar los archivos en la nube por lo que es posible trabajar
de forma remota en él.
Al llegar a la fase de implementación del programa será necesario que la
persona que quede encargada del manejo de este seleccione el software con
el que se sienta cómodo y seguro al momento de trabajar, aplica tanto para el
software de diseño, como para el software de la impresora.
Para continuar con el diseño de las piezas elegidas se realiza una toma de
medidas con un pie de rey o calibrador lo cual es fundamental para obtener
una pieza con las mismas características a la original, posteriormente con el
programa seleccionado se procede a realizar el diseño de las piezas.
Por medio del software de diseño CAD Fusion 360 se realizó el diseño de la perilla
para monitor de signos vitales Nellcor modelo N5600. En la Figura 11 se puede
observar en la parte a las diferentes vistas de la pieza original, mientras que en
la parte b se tienen las vistas de la pieza diseñada.
Figura 11. Vistas de la pieza diseñada con respecto a la pieza original para la
perilla del monitor de signos vitales Nellcor N5600.
En la Figura 12 se encuentra la perilla o encoder del monitor de signos vital Edan
M50, en la parte a se encuentran diferentes vistas de la perilla original, mientras
que en la parte b se tienen las vistas del diseño de la pieza.

29
Figura 12. Vistas de la pieza diseñada con respecto a la pieza original para la
perilla del monitor de signos vitales Edan M50.
Hasta el momento por medio de rondas de innovación surgieron dos ideas, una
desde el acompañamiento y observación en el banco de sangre de la clínica,
allí se detectó que los recipientes que se usan para guardar las bolsas de sangre
de manera vertical en la nevera se fracturan con frecuentemente, es por esto
que se le realiza el diseño a dicha pieza.
En la Figura 12 se encuentra el diseño de esta pieza, en donde en la parte a se
puede observar la pieza original, mientras que en la parte b se tiene la pieza
diseñada.
Figura 13. Soporte para bolsa de sangre.
La otra idea surge desde la central de esterilización en donde los recipientes en
los cuales se acomoda el instrumental para esterilizar fallan con frecuencia, es
por esto que se realiza un diseño que podría sustituir las cajas que se usan en la
actualidad. En la Figura 13 se observa un diseño en los cuales se podría ubicar

30
instrumental que se vaya a esterilizar, este es un diseño versátil ya que se podría
fabricar de diferentes tamaños según la necesidad que se tenga.
Figura 14. Recipiente para acomodar instrumental que posteriormente se vaya
a someter a esterilización.
9.3 MODELO DE OPERACIÓN DEL PROGRAMA DE IMPRESIÓN 3D
Teniendo en cuenta los aspectos mencionados en la metodología para la
evaluación de la tecnología, se obtienen las impresoras evaluadas en la Tabla
2.

31
Tabla 2. Cuadro comparativo impresora 3D
Equipo requerido Impresora 3D
Generalidades a
tener en cuenta
1. Capacidad de impresión de piezas de 30cmx30cmx30cm.
2. Variedad de materiales de impresión.
3. Elevada temperatura de extrusor.
EQUIPOS CONSIDERADOS
Marca Pegasus
Fused Form
INTAMSYS
Modelo Standar FF-300 FUNMAT HT
Proveedor 3D maker Fused Form Corp 3D Solutions
Características
1. Reanuda la impresión
después de una
interrupción de
electricidad.
2. Resolución de 30 a
320 micras
4. Velocidad de
impresión 30 a 150mm/s
5. Nivelación de cama
automática.
6. Sensor de ausencia
de filamento.
3
1. Sistema de
recuperación de
impresión, tras un corte
de energía
2. Resolución de 20
micras.
3. Velocidad de
impresión de 50 a
70mm/s
5. Sensor de ausencia de
filamento.
6. Posibilidad de
adpatación de boquilla
adicional.
3
1. Temperatura de
cámara interior de
90°C
2. Resolución 50 a 300
micras.
3. Velocidad de
impresión de 30 a 300
mm/s
4. Capacidad de
imprimir cualquier tipo
de material debido a
la alta temperatura
del extrusor.
3
Dimensiones de la
impresora 71cmx74cmx77cm 3 63cmx54cmx55cm 3 54cmx54cmx54cm 3
Incluye base
calefactada Si 3 Si 3 Si 3
Temperatura de la
base 30°C - 120°C 3 Hasta 120°C 3 Hasta 160°C 3

32
Temperatura del
extrusor 25°C a 300°C 2 Hasta 290°C 2 Hasta 450°C 3
Diámetro de
filamento 1,75 mm 3 1,75 mm 3 1,75mm 3
Volumen de
extrusión 40cmx40cmx40cm 3 36cmx30cmx32cm 3 26cmx26cmx26cm 2
Software de
impresión
Slic3r
Cura
Software libre (Simplify
3D valor adicional)
3 Cura
Simplify 3D 3
Intamsuite
Cura
Simplify 3D
3
Archivos
aceptados
STL
OBJ
AMF
3DS
THING
Entre otros
3 STL
OBJ 2
STL
OBJ 2
Transferencia de
archivos
Impresión directa desde
software
WiFi
USB
Memoria SD
3
Memoria SD
USB
WiFi
3 Memoria SD
USB 2
Capacitación con
proveedor
Sí, puede ser online o
presencial (4 horas) 3
No, manual de usuario y
videos tutoriales 1
Si, 5 horas de
capacitación con
experto.
3
Incluye filamento Sí, 1 kg ABS/PLA 2 Sí, 2 kg PLA 3 Si, 1 kg de PLA 2

33
Incluye puertas Sí 3
No, tienen costo
adicional
$ 654,500
1 SÍ 3
Materiales de
impresión
PLA, ABS, PETG,HIPS,PCL,
PVA,ASA,Nylon,Fibra de
Carbono con Nylon,
Fibra de vidrio con
Nylon, TPU, TPE , TPU-95A,
Cleaning, Magnetico,
Conductivo, Bronce,
Cobre, Aluminio, Acero,
Madera, Bamboo,
Smooth.
3
PLA, ABS, PETG, HIPS, TPU,
ASA, PVA, PA, entre
otros. (Carrete libre)
3
PLA,ABS, CPE,ASA,Fibra
de carbono, Nylon, PP,
POM, ULTEM,
PEEK,HDPE,PC,
Filamentos especiales,
entre otros.
3
Adicional incluido
1. Manual de usuario.
2. Memoria SD.
3. Boquilla 0,6 mm para
materiales abrasivos.
4. Asesoría
personalizada.
5. Membresía para
descuentos especiales.
3 1. Manual de usuario.
2. Memoria SD. 2
1. Manual de usuario.
2. Licencia de software
intamsuite.
3. Kit básico de
herramientas.
4. Memoria SD.
5. Boquilla extra.
3
Garantía 1 año, con posibilidad
de extenderla. 3
1 año y medio, con
posibilidad de
extenderla.
3 1 año 3
Asistencia técnica 1 año gratuito. 3 NE 1 NE 1
Precio (IVA
incluido) $9.103.500 3 $9.010.000 3 $33.136.740 1
Descuento NE 1 NE 1 NE 1

34
Imagen
Calificación total 92,98 80,70 82,46
35
Para el diseño del programa fueron fundamentales las visitas realizadas al
Hospital General de Medellín y al Hospital San Vicente Fundación, ya que por
medio de estas se logró reconocer una aplicación poco explorada para la
impresión 3D como lo es su uso en clínicas y sobre todo el uso en el área de
ingeniería de estos lugares.
En el Hospital General de Medellín se visitó propiamente el laboratorio de co-
creación, el cual es reconocido por su iniciativa de innovación en la ciudad, allí
fabrican dispositivos que ayuden a la mejora de la práctica asistencial, mientras
que en el Hospital San Vicente Fundación se visitó el área de mantenimiento
biomédico, la cual cuenta con una impresora 3D que utilizan para la fabricación
de repuestos de los equipos biomédicos.
Es por esto que teniendo estos dos referentes en la ciudad de Medellín se busca
consolidar un programa de impresión 3D que sea integral tanto para proyectos
que permitan la fabricación de nuevos dispositivos, como la impresión de partes
y repuestos de equipos biomédicos.
Otro punto importante de las visitas fue la visualización de las diferentes
impresoras 3D con las que contaban en cada espacio, en el Hospital General
de Medellín cuentan con una impresora 3D Pegasus Xtreme de la marca 3D
maker, la cual es la versión de gran formato de la impresora Pegasus Standar, la
cual fue la ganadora en el momento de realizar el comparativo con las demás
marcas para la adquisición en la clínica, fue importante conocer por medio de
ellos las diferentes características, así como el acompañamiento por parte del
proveedor, la versatilidad de materiales que se pueden usar, los problemas
frecuentes que tienen con la impresora, la adquisición de repuestos para la
impresora; todas estas inquietudes fueron resueltas favorablemente asegurando
así que la recomendación para la clínica SOMER de la adquisición de esta
impresora es correcta.
En el Hospital San Vicente Fundación se logró consolidar la idea de materializar
en un futuro la impresora 3D para la fabricación de repuestos de equipos
biomédicos, ya que allí tienen en su base de datos hasta 200 archivos de
repuestos que han fabricado hasta la fecha, además de asegurar que es una
inversión segura, ya que según ellos desde las primeras piezas impresas se logró
solventar el costo de la impresora.
Para la adquisición y el funcionamiento de un programa de impresión 3D para
el área de ingeniería biomédica de la clínica SOMER, es necesario contar con
un espacio adecuado para la realización de las actividades que dicho
programa requiera, es por esto que se realizó un plano del área de ingeniería
biomédica, allí se pueden encontrar los diferentes espacios con los que cuenta
el área, es de vital importancia resaltar que en los espacios existentes se puede
ubicar sin ningún problema la impresora 3D, además de contar allí mismo con

36
un almacén en la segunda planta, en el cual se podrían guardar los filamentos
necesarios para imprimir.
En la Figura 15 se encuentra el plano de la primer planta del área de ingeniería
biomédica, en esta planta es donde se realizan los mantenimientos preventivos
y correctivos de los equipos biomédicos de la clínica SOMER, allí se ubican en
diferentes puestos de trabajo marcados con los números del 1 al 6 los
tecnólogos, el ingeniero y el practicante del área técnica, de igual manera en
esta planta se tiene ubicado el archivo del área y la bodega, este lugar se
sugiere como posible localización para la impresora 3D ya que solo se tendría
que adecuar un escritorio para ubicar la impresora.
Figura 15. Plano de la primera planta del área de ingeniería biomédica.
En la Figura 16 se encuentra el plano de la segunda planta del área de ingeniería
biomédica, allí se encuentran las oficinas en donde se realiza la gestión de todo
lo referente al área, en esta planta se ubican la jefe del área, 2 ingenieras
biomédicas, 3 practicantes de ingeniería y la persona encargada del sistema
de gestión, todos estos ubicados en los puestos numerados del 7 al 13, de igual
manera en la segunda planta se encuentra el almacén de repuestos, en el cual
se guardarán los filamentos y las partes, repuestos, accesorios o dispositivos que
se fabriquen con la impresora 3D.

37
Figura 16. Plano de la segunda planta del área de ingeniería biomédica.
Para llevar a cabo el programa en su totalidad es indispensable la adquisición
de la impresora 3D, la cual se vio suspendida por el momento debido a la
emergencia nacional causada por el COVID19; sin embargo, el proyecto de
adquisición y formación del programa de impresión 3D fue aprobado por el
comité de compras, quedando así a disposición de la clínica realizar la compra
en el momento que consideren oportuno, de igual modo es indispensable que
una persona fija del área o de la clínica se apropie en su totalidad del uso de la
impresora, ya que al ser una tecnología que está en constante crecimiento se
requiere de alguien que continuamente se esté actualizando sobre el tema y de
este modo el programa pueda avanzar a la vez que lo hace la tecnología, ya
sea en técnicas de impresión, en nuevos materiales, en optimización de tiempos,
entre otros. Además, queda el diseño del programa definido con una lista de
piezas para diseñar, piezas que se podrían fabricar para comprobar su
funcionalidad, la elección de la impresora 3D, referencias de otros lugares en
donde implementan un programa similar y la ubicación de la impresora dentro
del área de ingeniería biomédica.
Para finalizar es valioso mencionar que las impresoras han adquirido un valor
significativo en estos tiempos de crisis, ya que por medio de estas se ha podido
apoyar al sector salud fabricando equipos de bioseguridad e ideando maneras
de socorrer la falta de repuestos para ventiladores mecánicos.
10. CONCLUSIONES
• La generación de un banco de ideas para la implementación de un
programa de impresión 3D es un trabajo continuo, ya que depende de las
necesidades que surjan dentro de los diferentes servicios y áreas de la
clínica SOMER.

38
• El software de diseño e impresión 3D no es un parámetro fijo, ya que la
decisión de usar uno u otro es subjetiva ya que depende del gusto y el
conocimiento que tenga la persona encargada del manejo de la
impresora.
• La experiencia usando el software de diseño Fusion 360 fue satisfactoria,
debido a que se logró poner en práctica y ampliar los conocimientos
adquiridos sobre diseño CAD durante la carrera.
• Se recomienda llevar a cabo una constante evaluación e inspección de
las piezas que en un futuro sean impresas para garantizar el correcto
funcionamiento de los equipos biomédicos, ya que en la actualidad no
hay una regulación que normatice la fabricación de estos repuestos.
• La impresión 3D es una tecnología que se encuentra en un avance
constante debido que en diferentes campos de investigación se está
utilizando es por esto que es indispensable contar con personal fijo que se
mantenga a la vanguardia de la tecnología y de este modo se mantenga
el programa actualizado.
• El desarrollo de herramientas y actividades que permitan el mejoramiento
continuo es un pilar fundamental para la correcta ejecución de cualquier
proceso que se lleve a cabo dentro de la clínica, por lo que la articulación
con las rondas de innovación se presenta indispensable en el momento
de llevar a cabo el programa de impresión 3D debido a que la tecnología
se ajusta a los requerimientos que tenga cada uno de los servicios.
• Un sistema de impresión 3D puede mejorar considerablemente la
operación y funcionamiento de los equipos médicos, ya que mediante
este se pueden sustituir rápidamente piezas defectuosas o dañadas;
además de disminuir los costos y tiempos de operación y mantenimiento
de equipos biomédicos.
11. BIBLIOGRAFÍA
[1] M. Cristina and T. Sánchez, “La Impresora 3D Innovadora Herramienta
Frente Al Cáncer,” 2018, [Online]. Available:
http://147.96.70.122/Web/TFG/TFG/Memoria/MARIA CRISTINA TERRES
SANCHEZ.pdf.
[2] R. Antoni, “Impresión 3D y sus aplicaciones en Medicina,” Univ. Nac.
Tucumán, vol. 1, pp. 1–15, 2018, [Online]. Available:
https://bdigital.uncuyo.edu.ar/objetos_digitales/13174/17-ciencia-
tecnologia-e-innovacion-lopez-roberto-unt.pdf.
[3] W. Orozco Murillo and F. Cortés Mancera, “Caracterización de la gestión
del mantenimiento de equipo biomédico en servicios de urgencia de
clínicas y hospitals de medellín en el período 2008-2009,” Rev. Ciencias la
Salud, vol. 11, no. 1, pp. 35–44, 2013.
[4] “Impresión 3d en el mantenimiento industrial ¿Cómo será su futuro?,”
2019. https://www.impresioni3d.com/como-es-el-futuro-del-
mantenimiento-industrial-con-la-impresion-3d/ (accessed May 17, 2020).

39
[5] Ministerio de Ciencia. Tecnología e Innovación Productiva, Estudio de
vigilancia tecnológica e inteligencia competitiva en tecnologías de
impresión 3D para alimentos, 1st ed. 2015.
[6] D. E. Zazueta Salinas and E. E. Montijo Valenzuela, “Identificación Y
Gestión Del Mantenimiento Del Equipo Y Tecnología BioméDica De Un
Hospital PuBlico, Utilizando Herramientas Digitales.,” Rev. Investig. Acad.
sin Front., pp. 1–22, 2019.
[7] M. Joselinne, “Proceso de la impresión 3D como aporte al Diseño
Gráfico,” p. 97, 2015, doi: 10.5897/ERR2015.
[8] A. Alarte, “Diseño e impresión 3D. Aplicaciones a la docencia,” 2014.
[9] M. Juan, “Coronavirus en Colombia: Empresa de impresión 3D donará
piezas para luchar contra el covid-19 - Novedades Tecnología -
Tecnología - ELTIEMPO.COM,” 2020.
https://www.eltiempo.com/tecnosfera/novedades-
tecnologia/coronavirus-en-colombia-empresa-de-impresion-3d-donara-
piezas-para-luchar-contra-el-covid-19-479902 (accessed May 17, 2020).
[10] Garcia Jorge G, “Impresión 3D para evitar el colapso de los recursos
sanitarios por el coronavirus | Tecnología | EL PAÍS,” Mar. 20, 2020.
https://elpais.com/tecnologia/2020-03-20/impresion-3d-para-evitar-el-
colapso-de-los-recursos-sanitarios-por-el-coronavirus.html (accessed May
17, 2020).
[11] S. Torres, J. D. Cardenas, R. Torres, and A. Quintero, “Laboratorio de
cocreación en salud,” Encuentro Int. Educ. en Ing. ACOFI 2017, 2017,
[Online]. Available:
https://www.acofipapers.org/index.php/eiei2017/2017/paper/view/2372.
[12] “Casos de impresión 3D en Colombia,” Sep. 08, 2018.
https://www.dinero.com/empresas/articulo/casos-de-impresion-3d-en-
colombia/260785 (accessed Jul. 15, 2020).
[13] J. L. J. Noval, “Bioimpresión en la medicina del futuro,” Inst. Roche, no. 1,
p. 32, 2019.
[14] Peco Ramón, “Expertos en impresión 3D crean respiradores para las UCI,”
Mar. 18, 2020.
https://www.lavanguardia.com/tecnologia/20200318/474236590135/impr
esion-3d-respiradores-uci-covid-open-source.html (accessed Jul. 15, 2020).
[15] B. Mariano, “La impresión 3D y su aplicación en los servicios médicos
(prótesis, fármacos, órganos).,” no. June, 2016.
[16] López José Enrique, “NOTA DE FUTURO 2/2016 IMPRESORAS 3D.”
Accessed: May 17, 2020. [Online]. Available:
https://intranet.bibliotecasgc.bage.es/intranet-
tmpl/prog/local_repository/documents/17854.pdf.
[17] H. Guillermo, “Desarrollo de un mango adaptado para personas mayores
mediante impresión 3D.,” 2019.
[18] F. TIZOL, “Desarrollo E Innovación Tecnológica En El Proceso De
Manufactura, Con El Uso De Impresora 3D,” Core.Ac.Uk, 2017, [Online].
Available: https://core.ac.uk/download/pdf/94669279.pdf.
[19] B. M. Rodríguez, “Estudio Sobre La Optimización De Los Parámetros De
Fabricación En Una Impresora 3D Con Tecnología Fdm,” p. 95, 2017.
[20] Ureta Samuel, “Consejos de impresión en 3D con tecnología FFF (1a

40
parte).” http://www.dima3d.com/consejos-de-impresion-en-3d-con-
tecnologia-fff-1a-parte/ (accessed May 17, 2020).
[21] B. Lobach, Diseño Industrial, vol. 91. 2017.
[22] C. y T. Ministerio de Educación, Cultura, “Conceptos básicos de la
impresión 3D,” [Online]. Available:
https://h3d.educar.gob.ar/storage/app/file/ckeditor/conceptos-basicos-
de-la-impresion-3d-5d643cfc70382.pdf.
[23] “Los 5 Problemas más comunes en la Impresión 3D y Cómo solucionarlos -
TRESDE,” Aug. 16, 2019. https://tresde.pe/los-5-problemas-mas-comunes-
en-la-impresion-3d-y-como-solucionarlos/ (accessed May 17, 2020).
[24] bitfab, “La guía para resolver problemas impresión 3D de Bitfab.”
https://bitfab.io/es/blog/problemas-impresion-3d/ (accessed May 17,
2020).
[25] “Warping - E-ELEKTRONIC.” https://e-elektronic.com/7-errores-montar-
impresoras-3d/warping/ (accessed May 17, 2020).
[26] B. Luis, “UTILIZACIÓN DE LA TÉCNICA DE PROTOTIPADO RÁPIDO EN EL
PROCESO DE FUNDICIÓN POR REVESTIMIENTO Y SU APLICACIÓN EN LA
FABRICACIÓN DE REPUESTOS PARA LA INDUSTRIA DE CONFECCIONES,”
Pontif. Univ. Católica Del Perú, vol. 1, p. 113, 2015, [Online]. Available:
http://tesis.pucp.edu.pe/repositorio/bitstream/handle/20.500.12404/6097/
ACOSTA_CARLOS_DISEÑO_MAQUINA_REBANADORA.pdf?sequence=1.
[27] R. Muñoz, Á. Hernández, F. Roshardt, R. Christoph, and J. R. Vega Baudrit,
“Impresión 3D: pruebas de resistencia de materiales de acuerdo a norma
ASTM D638-10,” Lab. NANOTECNOLOGÍA Impresión 3D - Nanotecnología -
Nanomater., no. June, p. 8, 2015.
[28] Massó Marc, “Propietats de la resina ABS.”
https://upcommons.upc.edu/bitstream/handle/2117/76406/Annex D ABS
(1).pdf (accessed May 17, 2020).
[29] 3Dnatives, “El filamento de ABS en la impresión 3D - 3Dnatives,” Jun. 06,
2019. https://www.3dnatives.com/es/filamento-de-abs-impresion-3d-
06062019/ (accessed May 17, 2020).
[30] hxx, “Materiales de impresión 3D (II): ABS (acrilonitrilo butadieno estireno)
| HXX,” Mar. 25, 2015. http://hxx.es/2015/03/23/materiales-de-impresion-
3d-ii-abs-acrilonitrilo-butadieno-estireno/ (accessed May 17, 2020).
[31] Ultimaker, “Ficha de datos técnicos PLA,” May 2017.
[32] IMPRESORAS3D, “ABS y PLA: diferencias, ventajas y desventajas -
impresoras3d.com,” Jan. 12, 2017. https://www.impresoras3d.com/abs-y-
pla-diferencias-ventajas-y-desventajas/ (accessed May 17, 2020).
[33] IMPRESORAS3D, “Filamento PLA para impresoras 3D - trucos, consejos y
características,” Jan. 03, 2018. https://www.impresoras3d.com/filamento-
pla-consejos-caracteristicas-y-mucho-mas/ (accessed May 17, 2020).
[34] S. N. Montagud, “Desarrollo De Piezas De Poliamida Mediante Impresión
3D,” 2015.
[35] “Todo sobre el Nylon (PA). Propiedades, Cómo Usar y las Mejores Marcas.”
https://descubrearduino.com/nylon-impresion-3d/ (accessed May 17,
2020).
[36] P. Maria, “Impresión 3D de medicamentos: Principales técnicas y
perspectivas de futuro,” pp. 1–22, 2019, [Online]. Available:

41
http://147.96.70.122/Web/TFG/TFG/Memoria/MARIA PRADA BOU.pdf.
[37] E. Juan and C. Pedro, “GESTIÓN DE MANTENIMIENTO DE EQUIPOS
MÉDICOS EN LA FUNDACIÓN CLÍNICA INFANTIL CLUB NOEL: MÓDULO DE
INGENIERÍA BIOMÉDICA,” vol. 11, no. 2, pp. 10–14, 2011, doi:
10.16194/j.cnki.31-1059/g4.2011.07.016.
[38] D. Iv and L. Este, “Plan de Mantenimiento Preventivo del equipamiento
Biomedico 2009,” pp. 1–28, 2009, [Online]. Available:
www.hospitalsjl.gob.pe/ArchivosDescarga/.../PlanMantenimiento.pdf%5C
n.
[39] D. F. Primero, J. C. Díaz, L. F. García, and A. González-Vargas, “Manual
para la Gestión del Mantenimiento Correctivo de Equipos Biomédicos en
la Fundación Valle del Lili,” Rev. Ing. Biomédica, vol. 9, no. 18, pp. 81–87,
2015, doi: 10.24050/19099762.n18.2015.771.
[40] F. Palencia-Sánchez and J. C. García-Ubaque, “Innovación e
investigación en hospitales universitarios,” Rev. la Fac. Med., vol. 64, no. 4,
p. 741, 2016, doi: 10.15446/revfacmed.v64n4.54837.
[41] Lorenzo Jorge, “▷¿Cuánto Cuesta Imprimir en 3D? 【CALCULADORA
ONLINE】.” https://of3lia.com/cuanto-cuesta-imprimir-en-3d/ (accessed
Jul. 15, 2020).
[42] “Filamento ABS+ Negro para impresora 3D 1.75mm | makeR.”
https://somosmaker.com/producto/filamento-abs-plus-negro/ (accessed
Jul. 15, 2020).
12. ANEXOS
1. Formato encuesta realizada a personal técnico del área de ingeniería
biomédica.
ASPECTOS TÉCNICOS IMPORTANTES PARA LA ADQUISICIÓN DE IMPRESORA
3D.
1. ¿Cuál es el volumen aproximado de la pieza más grande que se
desea imprimir? De un ejemplo.
2. ¿Cuáles serían las piezas más comunes a fabricar por medio de la
impresora 3D?
3. ¿Qué materiales considera usted que serían indispensables para la
impresión?
4. La calidad de impresión (Resolución de la pieza, calidad en la
impresión de detalles) debe ser alta, mediana, baja. ¿Por qué?
5. Mencione otros aspectos que considera que sean claves en el
momento elegir la impresora 3D.
6. ¿Conoce alguna referencia de impresora 3D? Menciónela.