diseÑo de un sistema mecatronico automÁtico para la
TRANSCRIPT

DISEÑO DE UN SISTEMA MECATRONICO AUTOMÁTICO PARA LA DISPENSACIÓN DE PERFUME EN LOS MEZCLADORES DE VIRUTA DE
JABÓN DE LA PLANTA DE PRODUCCIÓN DE SABONETTE S.A
DAVID ALEXANDER NOGALES
JHON JAIRO OROZCO
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2014
DISEÑO DE UN SISTEMA MECATRONICO AUTOMÁTICO PARA LA DISPENSACIÓN DE PERFUME EN LOS MEZCLADORES DE VIRUTA DE
JABON DE LA PLANTA DE PRODUCCIÓN DE SABONETTE S.A
DAVID ALEXANDER NOGALES
JHON JAIRO OROZCO
Pasantía institucional para optar por el título
de ingeniero mecatrónico
Director
JIMMY TOMBE ANDRADE Magister en ingeniería
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2014
3
Nota de aceptación:
Aprobado por el comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniera Biomédica
BERNARDO SABOGAL ABRIL
Jurado
Santiago de Cali, 6 de Agosto de 2014
4
CONTENIDO
Pág.
RESUMEN 14
INTRODUCCIÓN 15
1. ANTECEDENTES 16 1.1 ANTECEDENTES DE TIPO ERGONÓMICO 16 1.2 PROYECTO TOLVA VIAJERA 16 1.3 PERDIDAS ACTUALES DE PERFUME 17 2. PROBLEMA DE INVESTIGACIÓN 18 3. JUSTIFICACIÓN 20 4. OBJETIVOS 22 4.1. OBJETIVO GENERAL 22 4.2. OBJETIVO ESPECIFICO 22 5. MARCO REFERENCIAL 23 5.1 MARCO TEORICO 23 5.1.1 Sistemas automatizados 23 5.1.2 Controladores lógicos programables 23 5.1.3 Elementos de medición y transmisión 25 5.1.4 Elementos finales de control 25
5
Pág.
5.1.4.1 La válvula de control 25 5.1.5 ergonomía 26 5.1.5.1 Importancia para las empresas 27 5.1.6 PROCESO DE PRODUCCIÓN DE JABÓN TERMINADO 27 6. METODOLOGÍA 30 6.1 ETAPAS PARA EL DESARROLLO DEL PRODUCTO 30 6.1.1 Planeación del proyecto 30 6.1.2 Desarrollo conceptual 30 6.1.3 Diseño a nivel sistemático 30 6.1.4 Diseño detallado 31 7. LEVANTAMIENTO DE NECESIDADES 32 7.1 ESPECIFICACIONES METRICAS 33 7.2 METODO QFD 34 8. GENERACION DE CONCEPTOS 35 8.1 CAJA NEGRA 36 8.2 DESCOMPOSICION FUNCIONAL 36 8.3 DISEÑO DE CONCEPTOS 37 8.3.1 ¿Cómo selecciono el perfume? 37 8.3.2 ¿Cómo permitir la salida del perfume ya seleccionado? 38 8.3.3 ¿Cómo asegurar la cantidad necesaria de perfume a dispensar hacia las líneas? 39
6
Pág. 9. SELECCIÓN DE CONCEPTOS 41 9.1 MATRIZ PARA EL TAMIZAJE DE CONCEPTOS 41 9.1.1 ¿Cómo selecciono el perfume? 41 9.1.2 ¿Cómo permitir la salida del perfume ya seleccionado? 42 9.1.3 ¿Cómo asegurar la cantidad necesaria de perfume a dispensar hacia las líneas? 43 9.2 RESULTADOS DE DISEÑO 43 10. SELECCIÓN DE MATERIALES Y DISPOSITIVOS 46 10.1 ¿de qué material deben ser las tuberías que llevaran el perfume hacia los mezcladores? 46 10.2 ¿de qué material deben ser los tanques que almacenaran el perfume? 47 10.3 ¿qué tipo de sistema será el encargado de realizar el control del proceso? 47 11. ARQUITECTURA DEL PRODUCTO 48 11.1 ARQUITECTURA ELECTRÓNICA 48 11.2 ARQUITECTURA MECÁNICA 49 11.3 SELECCIÓN DE LA ARQUITECTURA DEL PRODUCTO 50 11.4 COMPONENTES DE CADA MODULO DEL SISTEMA 50 11.4.1 Modulo 1: Llegada del perfume al sistema 50 11.4.2 Modulo 2: Almacenamiento y medición del producto 50 11.4.3 Modulo 3: Salida de producto 51 11.4.4 Modulo 4: Control 51
7
Pág. 12. INGENIERÍA DETALLADA 52 12.1 TANQUES DE PRE-PESADAS 52 12.2 FLAUTA 53 12.3 VÁLVULA DE 3 VÍAS 54 12.4 ELECTROVÁLVULA 54 12.5 CELDA DE CARGA 55 12.6 SOPORTE DEL TANQUE 56 13. DISTRIBUCIÓN GEOMÉTRICA 57 13.1 COMPONENTES 57 13.2 MEDIDAS DEL SISTEMA 58 13.2.1 Flauta 59 13.2.2 Tanque de pre pesadas 59 14. DISTRIBUCIÓN EN PLANTA 61 15. PRESUPUESTO 63 16. BENEFICIOS GENERADOS CON EL PROYECTO 64 17. ESTUDIO DE VIABILIDAD - CONSTRUCCIÓN DEL FLUJO DE FONDOS 65 17.1 ANALISIS DE FLUJO DE FONDOS 66 18. CRONOGRAMA 67 19. CONCLUSIONES 68
8
Pág. 20. RECOMENDACIONES 69 BIBLIOGRAFÍA 70 ANEXOS 71
9
LISTA DE CUADROS Pág. Cuadro 1. Hallazgos ergonómicos en el área de mezcladores. 16 Cuadro 2. Perdidas actuales en perfumes 17 Cuadro 3. Especificaciones de operaciones y requerimientos de procesamiento para la elaboración de perfume 28 Cuadro 4. Especificaciones de operaciones y requerimientos de procesamiento para elaboración de jabón. 28 Cuadro 5. Materia prima requerida para la elaboración de jabón 29 Cuadro 6. Planteamiento de las necesidades 32 Cuadro 7. Métricas de diseño 33 Cuadro 8. Matriz de tamizaje de selección de perfume 41 Cuadro 9. Matriz de tamizaje de salida de perfume 42 Cuadro 10. Matriz de tamizaje de selección de perfume 43 Cuadro 11. Alternativas generadas 44 Cuadro 12. Matriz para evaluar alternativas 45 Cuadro 13. Matriz de tamizaje de material de tuberías 46 Cuadro 14. Matriz de tamizaje de material de tanque de pre pesadas 47 Cuadro 15. Matriz de tamizaje para determinar el controlador del proceso. 47 Cuadro 16. Arquitectura del producto 48 Cuadro 17. Lista de componentes 63 Cuadro 18. Costos de mano de obra 63 Cuadro 19. Variables del programa y su significado. 72
10
LISTA DE FIGURAS Pág. Figura 1. Diseño de tolva móvil para el área de mezcladores 16 Figura 2. Tanques de almacenamiento de perfumes. 20 Figura 3. Diagrama del área de mezcladores y emulsiones 27 Figura 4. Matriz de evaluación qfd 34 Figura 5. Relación y peso de los requerimientos 35 Figura 6. Caja negra 36 Figura 7. Descomposición funcional del sistema 36 Figura 8. HMI de plc allen bradley 37 Figura 9. Funcionamiento de la electroválvula 38 Figura 10. Válvula de control proporcional 39 Figura 11. Sensor de flujo de turbina. 39 Figura 12. Celda de carga en forma de S 40 Figura 13. Diferentes métodos de medición de nivel 40 Figura 14. Diagrama de proceso de la alternativa 1y 2 44 Figura 15. Diagrama de proceso de la alternativa 3 y 4 44 Figura 16. Arquitectura electrónica 48 Figura 17. Arquitectura Mecánica 49 Figura 18. Partes del tanque de pre pesadas 52 Figura 19. Detalle de las ménsulas y la ubicación de las celdas de carga en el tanque. b) Modelo 3d del tanque con la manguera anti vibración 53 Figura 20. Flauta 53
11
Pág.
Figura 21. Válvula de 3 vías 54 Figura 22. Válvula de bola 54 Figura 23. Electroválvula para control on/off 55 Figura 24. Balanza usada en el área de mezcladores 55 Figura 25. Celda de carga 55 Figura 26. Soporte del tanque de pre pesadas. 56 Figura 27. Vista del área de emulsiones. 57 Figura 28. Vista del área de mezcladores actualmente. 57 Figura 29. Vista del área de mezcladores con el sistema implementado 57 Figura 30. Medidas de la flauta en milímetros (mm). 59 Figura 31. Medidas del tanque 60 Figura 32. Layout actual en el área de mezcladores. 61 Figura 33. Layout modificado incluyendo el diseño escogido. 62 Figura 34. Flujo de fondos del proyecto 65 Figura 35. Cronograma del proyecto 67 Figura 36. Diagrama del proceso en grafcet. (Rutina principal) 72 Figura 37. Diagrama del proceso en grafcet (selección de la válvula a abrir) 73 Figura 38. Interfaz gráfica del sistema 75 Figura 39. Sliders para seleccionar la cantidad a dispensar por línea 76 Figura 40. Cuadros de texto 76 Figura 41. Interfaz de usuario 77 Figura 42. Botón de encendido/apagado 78
12
Pág.
Figura 43. Botón de start 78 Figura 44. Botón de stop 78 Figura 45. Señales que pueden ser simuladas 78 Figura 46. Tuberías de la parte superior 79 Figura 47. Tuberías de la parte inferior 79 Figura 48. Simulador de contenido del tanque 80
13
LISTA DE ANEXOS
Pág.
Anexo A. Diseño de la secuencia lógica para la programación del sistema. 76 Anexo B. Manual de configuración. 78
14
RESUMEN
El siguiente proyecto se realizó en la empresa SABONETTE S.A, como parte del desarrollo de una pasantía institucional de la facultad de ingeniería de la UNIVERSIDAD AUTÓNOMA DE OCCIDENTE. El proyecto se dio debido a la aparición de problemas de tipo ergonómico en el área de mezcladores de la planta de jabones de SABONETTE S.A Para llevarlo a cabo se realizó una investigación dentro del área, consultando con ingenieros, técnicos y operarios responsables de los procesos en el área y obtener las necesidades específicas a resolver. A partir de la información obtenida, se generaron conceptos para dar solución a cada necesidad surgida. Mediante matrices de tamizaje se dio ponderación a cada concepto, para obtener un diseño con las mejores opciones posibles. Se realiza un estudio de viabilidad donde se analiza el costo de implementación del sistema. Además de esto, se analiza en cuanto tiempo el dinero que se pueda invertir será devuelto y los ingresos posteriores por ahorro de recursos y aumento de productividad. Por último, se presentan planos de piezas para el diseño, simulación del sistema en un software para PLC, el programa para realizar el proceso, además de los planos de la ubicación del sistema en el área. Palabras clave: automatización, PLC, dispensación de perfumes, riesgos ergonómicos, modelos virtuales.
15
INTRODUCCIÓN
La ingeniería mecatrónica implementa los conocimientos básicos de la ingeniería para estar al servicio de la industria concibiendo e implementando productos, procesos y sistemas que integran tecnologías interdisciplinares como la electrónica, mecánica y los sistemas de control. Esta integración permite aprovechar de manera óptima todos los componentes de un sistema.
Mediante la aplicación de métodos de diseño, donde al final se obtendrá un conjunto que cumple especificaciones de funcionalidad, ahorro de los recursos, relación con su entorno y todo lo asociado con la realización de un sistema apto para cumplir con los nuevos y complejos retos que surgen en el mundo.
Para la industria es de gran importancia cada uno de los componentes de sus procesos, desde la parte de medición de variables hasta la parte del monitoreo y control de las mismas. Por ello, en Planta de producción de producto de consumo masivo a se hace necesario el control de uno de los procesos más importantes que garantizan la calidad del producto final. Actualmente, este proceso es realizado por operarios que, aunque capacitados para la tarea, generan un margen de error que para la empresa significa perdida de materia prima y por ende de dinero.
Independientemente de las pérdidas de materia prima y monetaria, un factor muy importante para la empresa es la salud del trabajador. Actualmente los riesgos para los operarios son altos debido a que realizan levantamientos de peso de manera repetitiva, interfiriendo con su salud en cuanto a las lesiones musculares de los miembros superiores y la zona lumbar. Por eso, se pretende diseñar un sistema automático de dispensación de perfume que permita controlar el proceso de manera eficiente evitando el desperdicio de los recursos y disminuir el riesgo ergonómico.
16
1. ANTECEDENTES
1.1 ANTECEDENTES DE TIPO ERGONÓMICO
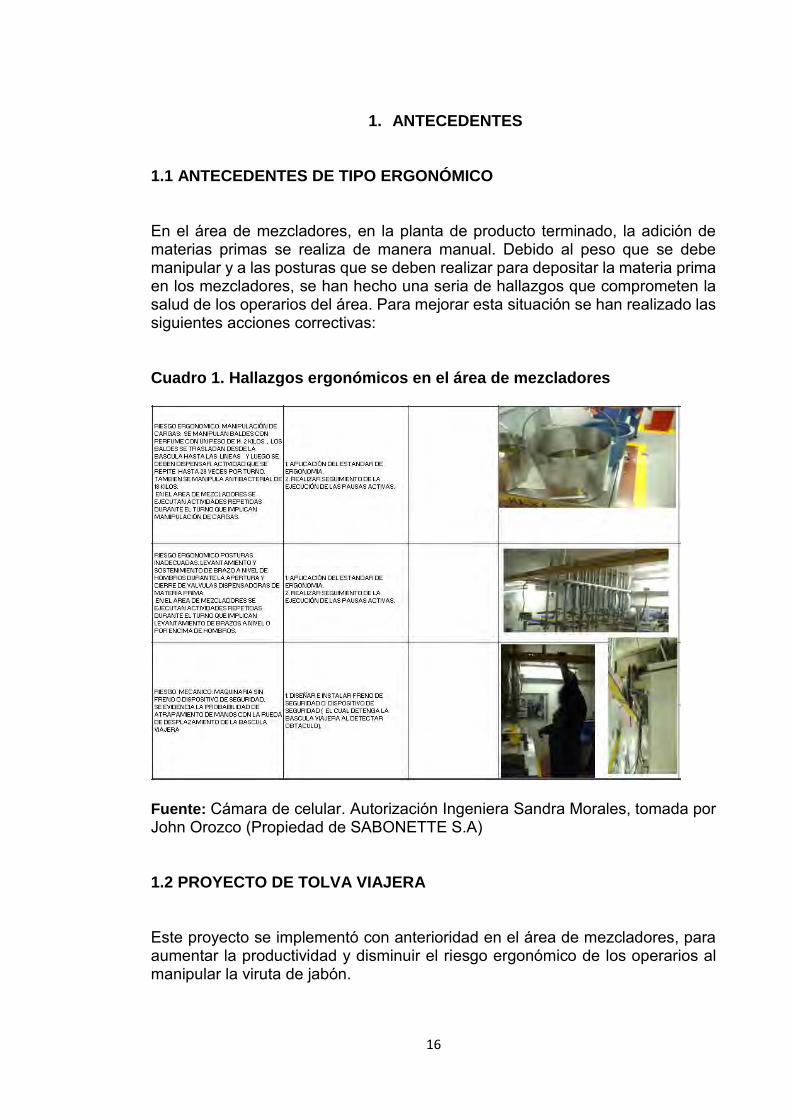
En el área de mezcladores, en la planta de producto terminado, la adición de materias primas se realiza de manera manual. Debido al peso que se debe manipular y a las posturas que se deben realizar para depositar la materia prima en los mezcladores, se han hecho una seria de hallazgos que comprometen la salud de los operarios del área. Para mejorar esta situación se han realizado las siguientes acciones correctivas:
Cuadro 1. Hallazgos ergonómicos en el área de mezcladores
Fuente: Cámara de celular. Autorización Ingeniera Sandra Morales, tomada por John Orozco (Propiedad de SABONETTE S.A)
1.2 PROYECTO DE TOLVA VIAJERA Este proyecto se implementó con anterioridad en el área de mezcladores, para aumentar la productividad y disminuir el riesgo ergonómico de los operarios al manipular la viruta de jabón.
17
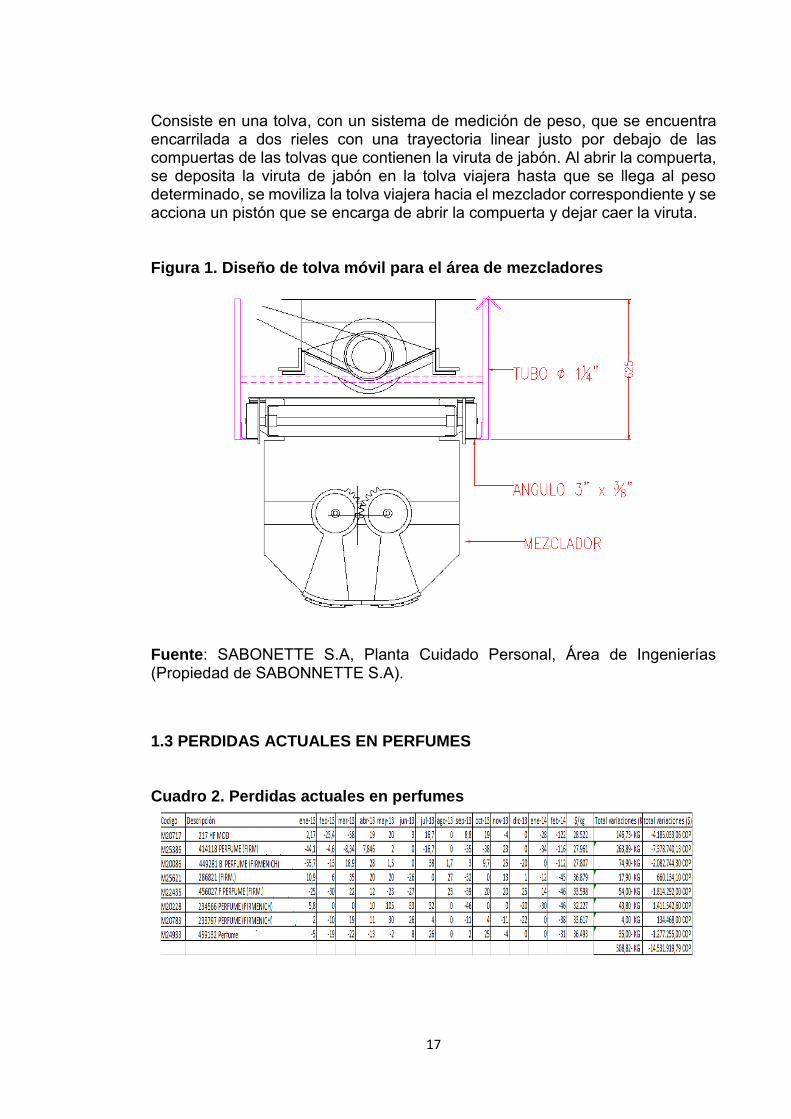
Consiste en una tolva, con un sistema de medición de peso, que se encuentra encarrilada a dos rieles con una trayectoria linear justo por debajo de las compuertas de las tolvas que contienen la viruta de jabón. Al abrir la compuerta, se deposita la viruta de jabón en la tolva viajera hasta que se llega al peso determinado, se moviliza la tolva viajera hacia el mezclador correspondiente y se acciona un pistón que se encarga de abrir la compuerta y dejar caer la viruta. Figura 1. Diseño de tolva móvil para el área de mezcladores
Fuente: SABONETTE S.A, Planta Cuidado Personal, Área de Ingenierías (Propiedad de SABONNETTE S.A).
1.3 PERDIDAS ACTUALES EN PERFUMES Cuadro 2. Perdidas actuales en perfumes
18
2. PROBLEMA DE INVESTIGACION
2.1 PLANTEAMIENTO DEL PROBLEMA Actualmente en la Planta de producción de producto de consumo masivo, en el área de mezcladores, la adición de materias primas a la viruta de producto se realiza de forma manual, dichas pesadas se realizan 14 veces en promedio, en un turno normal de 8 horas, para una producción total de 16 toneladas diarias para un producto final determinado.
Dicha labor consiste en llevar un balde hacia la fuente de suministro de perfume que se encuentre más cercana a la línea que se desea abastecer de producto, una vez ubicado en dicho suministro, procede a abrir manualmente una válvula de la tubería de perfume correspondiente (tubería que comunica el sector de emulsiones, donde se encuentran los tanques de perfume, con mezcladores), posteriormente se pesa dicho tanque en una báscula digital fija para verificar la cantidad de perfume depositado en el balde, cuando tiene una valor similar al de la hoja de especificaciones de proceso, procede a dispensarlo sobre la viruta de jabón, procurando esparcirlo en el mezclador para que quede se distribuya lo más homogéneamente posible, posteriormente, realiza las pesadas de color y dióxido de titanio (de ser necesario).
Dicha labor se realiza con un bajo nivel de instrumentación, lo que produce incertidumbre en cuanto a las cantidades de perfume depositadas en las líneas de producción, motivo por el cual la calidad del producto final no es siempre igual.
Al aumentarse la velocidad de producción, se aumenta la carga laboral del operario encargado de las 4 líneas del área, incrementándose el riesgo ergonómico por levantamientos repetitivos de peso muerto, razón por la cual actualmente se requiere de un auxiliar operativo para distribuir la carga operativa, al ser auxiliar a esta persona se le paga menos que al operario y efectúa exactamente la misma labor; por lo cual, se genera costo adicional que se ve reflejados en la utilidad neta e inconformidad en el trabajador.
Ante esta situación se plantea el siguiente problema a resolver:
¿Cómo lograr un sistema eficiente, preciso que posibilite aumentar la velocidad de preparación de los baches, reduciendo el impacto ergonómico en los operarios en las líneas de producción de jabón terminado?
19
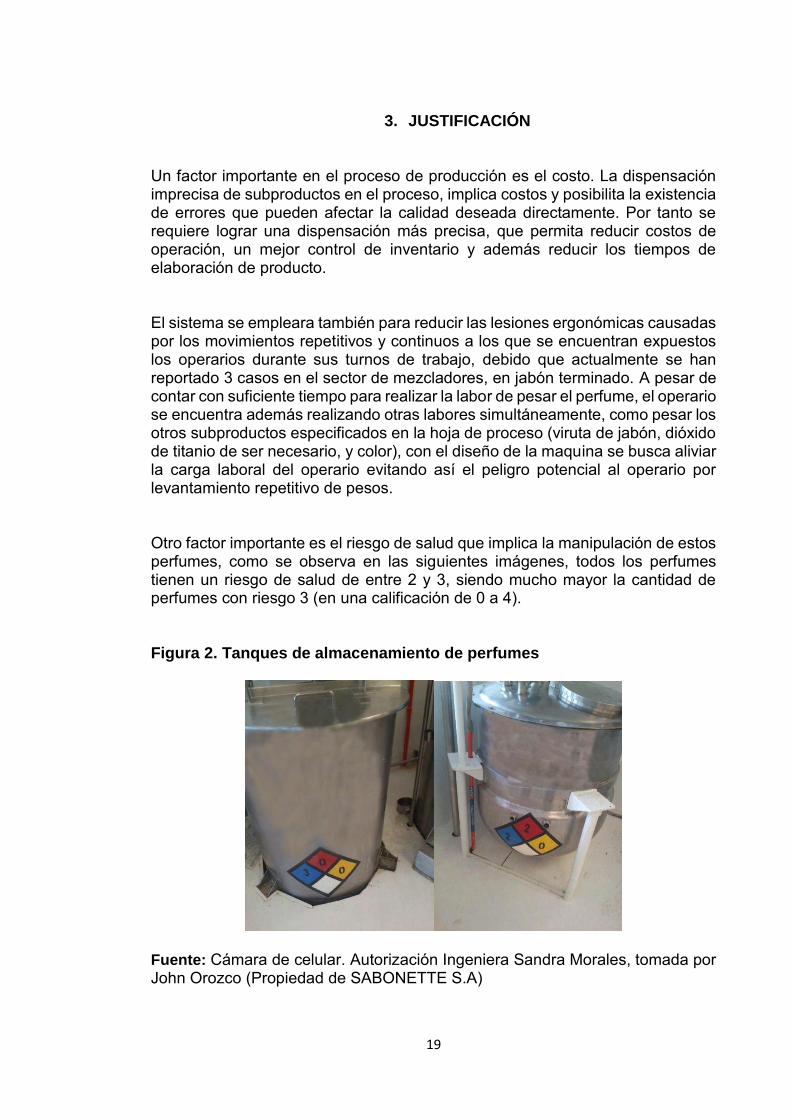
3. JUSTIFICACIÓN Un factor importante en el proceso de producción es el costo. La dispensación imprecisa de subproductos en el proceso, implica costos y posibilita la existencia de errores que pueden afectar la calidad deseada directamente. Por tanto se requiere lograr una dispensación más precisa, que permita reducir costos de operación, un mejor control de inventario y además reducir los tiempos de elaboración de producto. El sistema se empleara también para reducir las lesiones ergonómicas causadas por los movimientos repetitivos y continuos a los que se encuentran expuestos los operarios durante sus turnos de trabajo, debido que actualmente se han reportado 3 casos en el sector de mezcladores, en jabón terminado. A pesar de contar con suficiente tiempo para realizar la labor de pesar el perfume, el operario se encuentra además realizando otras labores simultáneamente, como pesar los otros subproductos especificados en la hoja de proceso (viruta de jabón, dióxido de titanio de ser necesario, y color), con el diseño de la maquina se busca aliviar la carga laboral del operario evitando así el peligro potencial al operario por levantamiento repetitivo de pesos. Otro factor importante es el riesgo de salud que implica la manipulación de estos perfumes, como se observa en las siguientes imágenes, todos los perfumes tienen un riesgo de salud de entre 2 y 3, siendo mucho mayor la cantidad de perfumes con riesgo 3 (en una calificación de 0 a 4). Figura 2. Tanques de almacenamiento de perfumes
Fuente: Cámara de celular. Autorización Ingeniera Sandra Morales, tomada por John Orozco (Propiedad de SABONETTE S.A)

20
Actualmente en el sector de mezcladores, se encuentran 1 o 2 personas según se requiera por la velocidad que exige la producción, un operario y un auxiliar de operación, los cuales se encargan de realizar las pesadas de los subproductos para las 4 líneas de producción. Con la implementación del sistema se espera suprimir el uso del auxiliar en esta área, y dejarlo que se ocupe en sus otras labores, por lo que se evitan los riesgos por movimientos repetitivos a una persona, y se reducen para el operario del área las cargas de su labor, siendo el pesado de perfume la que implica mayor levantamiento de peso.
21
4. OBJETIVOS
4.1 OBJETIVO GENERAL
Diseñar un sistema mecatrónico automático que permita mejorar la producción y reduzca los riesgos ergonómicos en los operarios del sector de mezcladores en la planta de fabricación de jabón en Sabonette S.A
4.2 OBJETIVOS ESPECÍFICOS
Diseñar el sistema mecánico y estructural para el transporte del perfume.
Diseñar la estrategia de control adecuada para dispensar la cantidad de perfume necesaria.
Diseño de los montajes electrónicos para el funcionamiento del sistema.
Diseño de la programación en lenguaje adecuado para PLC.
Desarrollo del modelo virtual de la solución mediante software de simulación
3D.
22
5. MARCO REFERENCIAL
5.1 MARCO TEÓRICO
5.1.1 Sistemas automatizados. Una forma clásica de abordar el estudio de los sistemas automatizados es la división en parte de mando y parte operativa.
La parte operativa es la parte que actúa directamente sobre la máquina. Son los elementos que hacen que la maquina se mueva y realice la operación. Forman parte de ella los accionadores de las maquinas como son motores de corriente continua, motores de corriente alterna, cilindros neumáticos, accionadores hidráulicos, compresores, bombas, etc.
La parte de mando suele ser un autómata programable. En un sistema de fabricación automatizado está el autómata programable en el centro del sistema. El autómata programable debe ser capaz de comunicarse con todos los constituyentes del sistema automatizado. [1]
5.1.2 Controladores lógicos programables. Un controlador lógico programable (Programmable Logic Controller PLC) es un dispositivo operado digitalmente, que usa una memoria para el almacenamiento interno de instrucciones con el fin de implementar funciones específicas, tales como lógica, secuenciación, registro y control de tiempos, conteo y operaciones aritméticas, para controlar a través de entradas/salidas digitales o analógicas, varios tipos de máquinas o procesos. Los PLC´s operan de manera secuencial y cíclica, es decir, una vez finalizado el recorrido completo de un programa, comienza a ejecutar su primera instrucción. Los elementos que contiene un PLC son: Unidad Central de proceso
Módulos de entrada
Módulos de salida Fuente de Alimentación Dispositivos periféricos Interfaces
23
La unidad central es el “cerebro” del PLC. Este toma las decisiones relacionadas al control de la máquina o proceso. Durante su operación, el CPU recibe entradas de diferentes dispositivos de censado, ejecuta decisiones lógicas, basadas en un programa almacenado en la memoria, y controla los dispositivos de salida de acuerdo al resultado de la lógica programada. Los módulos de entradas y salidas son la sección del PLC en donde sensores y actuadores son conectados y a través de los cuales el PLC monitorea y controla el proceso. La fuente de alimentación convierte altos voltajes de corriente de línea (115V 230VCA) a bajos voltajes (5V, 15V, 24V CD) requeridos por el CPU y los módulos de entradas y salidas. El funcionamiento del PLC es un continuo ciclo cerrado, primero el sistema operativo inicia la vigilancia de tiempo de ciclo, después el CPU escribe lo valores de imagen de proceso de las salidas en los módulos de salida, a continuación la CPU lee el estado de las entradas en los módulos de entrada y actualiza la imagen de proceso de las entradas, el CPU procesa el programa del usuario en segmentos de tiempo y ejecuta las operaciones indicadas en el programa, al final de un ciclo el sistema realiza las tareas pendientes por ejemplo carga y borrado de bloques. Los PLC´s han ganado popularidad en las industrias y probablemente predominando por algún tiempo, debido a las ventajas que ofrecen. Son un gasto efectivo para controlar sistemas complejos Son flexibles y pueden ser aplicados para controlar otros sistemas de
manera rápida y fácil. Su capacidad computacional permite diseñar controles más complejos La ayuda para resolver problemas permite programar fácilmente y reduce el
tiempo de inactividad del proceso. Sus componentes confiables hacen posible que pueda operar varios años
sin fallas. Capacidad de entradas y salidas Monitoreo
24
Velocidad de operación Están diseñados para trabajar en condiciones severas como: vibraciones,
campos magnéticos, humedad, temperaturas extremas. [2] 5.1.3 Elementos de medición y transmisión. Son los dispositivos que se encargan de transformar la variable de ingeniería (temperatura, por ejemplo) en una señal mecánica, eléctrica, etc. que puede ser usada por otros instrumentos (indicadores, controladores, registradores, etc.). Estos dispositivos tienen dos partes: Elemento primario: es el que capta la variable a medir y produce cambios en
propiedades físicas que luego puede transformarse en una señal. Elemento secundario: capta la señal elaborada por el elemento primario y la
transforma en una salida (indicación por ejemplo) o genera una señal estandarizada que puede ser captada por otro instrumento en forma local o remota.
5.1.4 Elementos finales de control. Los elementos finales de control son los dispositivos encargados de transformar una señal de control en un flujo de masa o energía (variable manipulada). Es esta variable manipulada la que incide en el proceso ocasionando cambios de la variable controlada. Lo más común en procesos es que la manipulación sea un caudal. Para ajustar el flujo de fluidos en una línea existen primariamente dos mecanismos: Modificar la energía entregada al fluido (bombas y ventiladores de velocidad
variable) Modificar la resistencia al paso del fluido (válvulas, registros en ductos de
gases) De los diversos elementos finales de control, el de más amplia difusión es la válvula automática con actuadores neumáticos o eléctricos. 5.1.4.1 La válvula de control. En el control automático de los procesos industriales la válvula de control juega un papel muy importante en el bucle de regulación. Realiza la función de variar el caudal del fluido de control que modifica a su vez el valor de la variable medida comportándose como un orificio de área continuamente variable. Dentro del bucle de control tiene tanta importancia como el elemento primario, el transmisor y el controlador. Se compone básicamente del cuerpo y del servomotor.
25
El cuerpo de la válvula contiene en su interior el obturador y los asientos y está provisto de rosca o de bridas para conectar la válvula a la tubería. El obturador es quien realiza la función de control de paso del fluido y puede actuar en la dirección de su propio eje o bien tener un movimiento rotativo. Está unido a un vástago que pasa a través de la tapa del cuerpo y que es accionado por el servomotor. [3][4]
5.1.5 Ergonomía. Ergonomía es la adaptación del medio al hombre, dejando a un lado el encasillamiento del concepto en el área del trabajo. La Ergonomía se aplica a todo el entorno de las personas, ya sea en el ámbito laboral, en el hogar, en el transporte, en el deporte, etc. Al referirse específicamente al área del trabajo, la Ergonomía suele definirse como la humanización del trabajo y el confort laboral. La Ergonomía se encarga de adaptar el medio a las personas mediante la determinación científica de la conformación de los puestos de trabajo. Por adaptación al medio ese entiende el hábitat en general, pero cuando se aborda específicamente la adaptación al trabajo, se encamina esencialmente a los siguientes tópicos:
Análisis y conformación de los puestos de trabajo y del medio laboral: área de trabajo, máquinas, equipos, herramientas, etc.
Análisis y conformación del medio ambiente: ruido, vibraciones, iluminación,
clima, etc.
Análisis y conformación de la organización del trabajo: tarea laboral, Contenido del trabajo, ritmo de trabajo y regulación de pausas.
Análisis y conformación del medio a elaborar: acción nociva sobre el Individuo
a corto y largo plazo.
La adecuación del trabajo a las personas está dada por:
Planificación del personal: incorporaciones que adecuen las condiciones individuales al perfil del puesto, tomando en cuenta la edad, el sexo, la constitución física, estado de salud, etc.
Adiestramiento y experiencia para efectuar la tarea. El objetivo principal de la Ergonomía lo constituye la humanización del trabajo. Este no se concreta sin la existencia de una real rentabilidad para la empresa, que efectúa la inversión necesaria para llevar a cabo la meta, excepto que exista una ley o una normativa que reglamente la aplicación, siendo su implementación obligatoria. Este principio es básico, no se pueden hacer cambios que no impliquen una rentabilidad para la empresa, que hace las inversiones con la finalidad de obtener un beneficio.
26
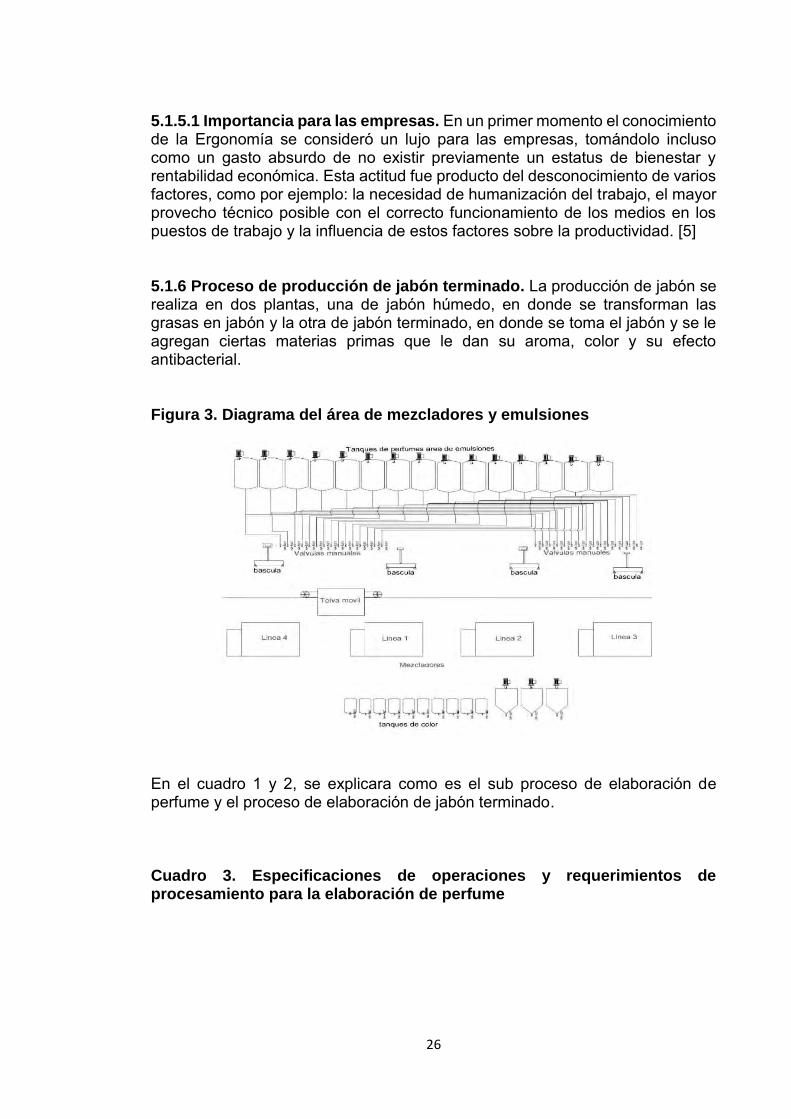
5.1.5.1 Importancia para las empresas. En un primer momento el conocimiento de la Ergonomía se consideró un lujo para las empresas, tomándolo incluso como un gasto absurdo de no existir previamente un estatus de bienestar y rentabilidad económica. Esta actitud fue producto del desconocimiento de varios factores, como por ejemplo: la necesidad de humanización del trabajo, el mayor provecho técnico posible con el correcto funcionamiento de los medios en los puestos de trabajo y la influencia de estos factores sobre la productividad. [5] 5.1.6 Proceso de producción de jabón terminado. La producción de jabón se realiza en dos plantas, una de jabón húmedo, en donde se transforman las grasas en jabón y la otra de jabón terminado, en donde se toma el jabón y se le agregan ciertas materias primas que le dan su aroma, color y su efecto antibacterial. Figura 3. Diagrama del área de mezcladores y emulsiones
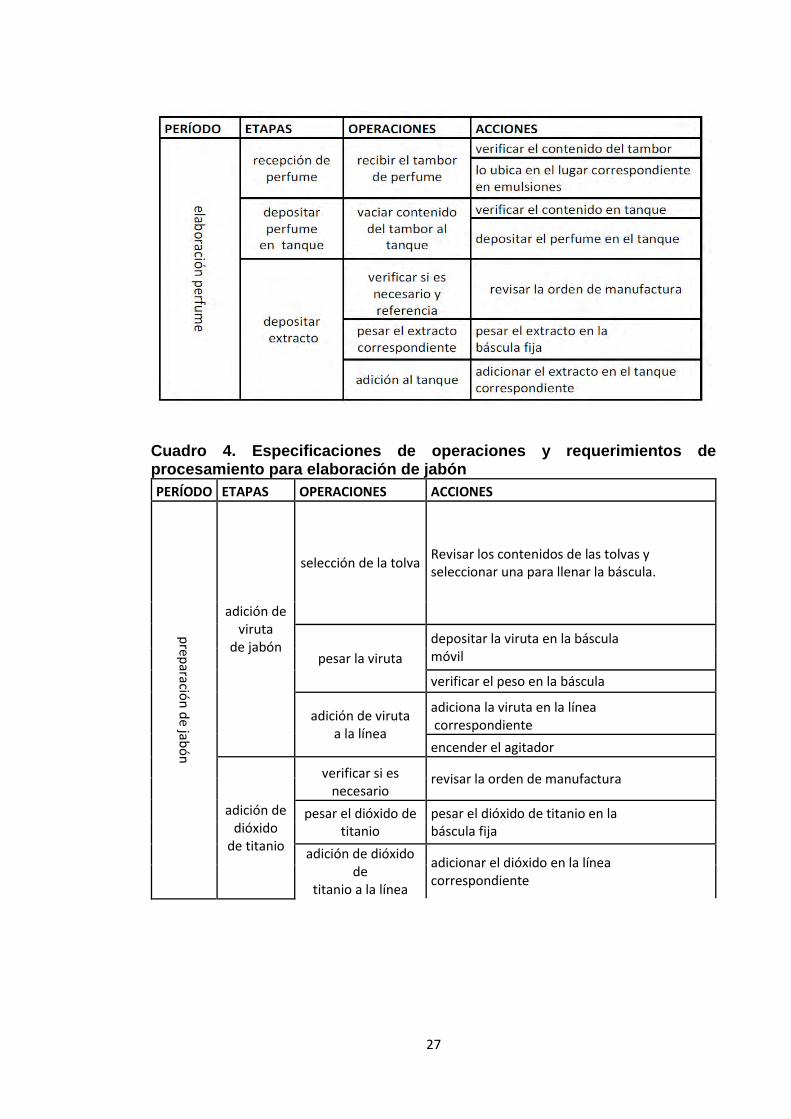
En el cuadro 1 y 2, se explicara como es el sub proceso de elaboración de perfume y el proceso de elaboración de jabón terminado. Cuadro 3. Especificaciones de operaciones y requerimientos de procesamiento para la elaboración de perfume
27
Cuadro 4. Especificaciones de operaciones y requerimientos de procesamiento para elaboración de jabón PERÍODO ETAPAS OPERACIONES ACCIONES
prep
aración
de jab
ón
adición de
viruta de jabón
selección de la tolva Revisar los contenidos de las tolvas y seleccionar una para llenar la báscula.
pesar la viruta
depositar la viruta en la báscula móvil
verificar el peso en la báscula
adición de viruta a la línea
adiciona la viruta en la línea correspondiente
encender el agitador
adición de dióxido
de titanio
verificar si es necesario
revisar la orden de manufactura
pesar el dióxido de titanio
pesar el dióxido de titanio en la báscula fija
adición de dióxido de
titanio a la línea
adicionar el dióxido en la línea correspondiente
28
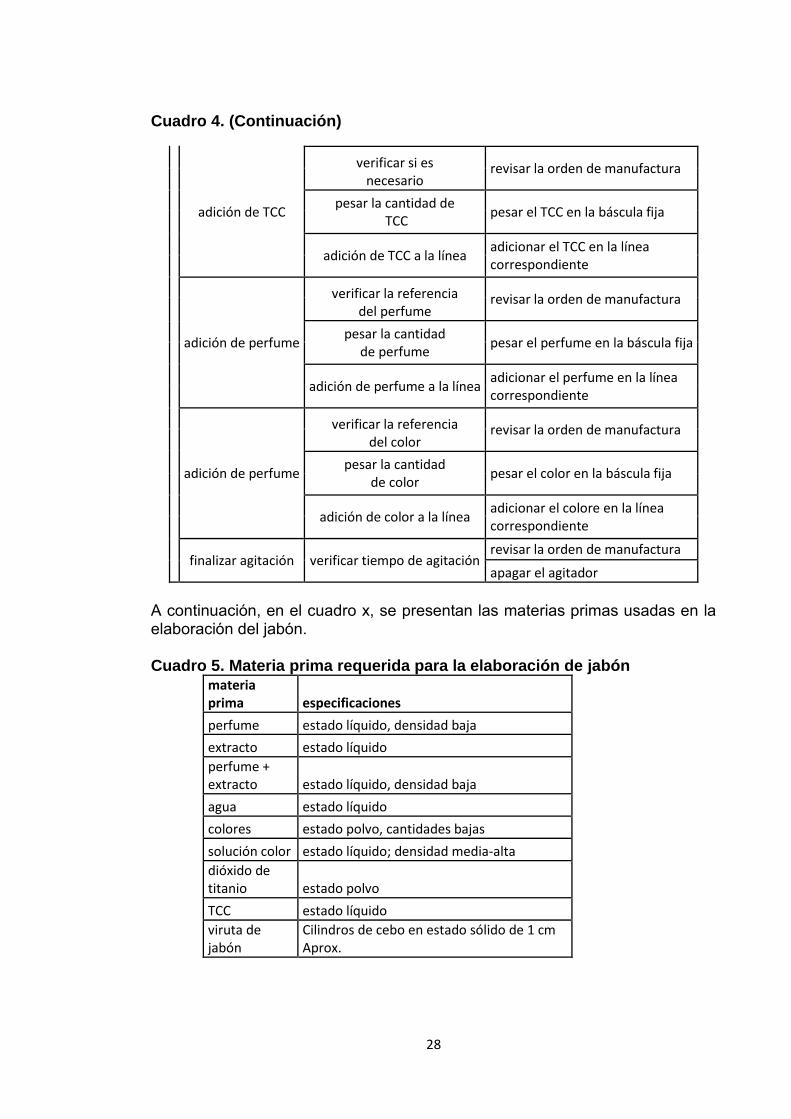
Cuadro 4. (Continuación)
adición de TCC
verificar si es necesario
revisar la orden de manufactura
pesar la cantidad de TCC
pesar el TCC en la báscula fija
adición de TCC a la línea adicionar el TCC en la línea correspondiente
adición de perfume
verificar la referencia del perfume
revisar la orden de manufactura
pesar la cantidad de perfume
pesar el perfume en la báscula fija
adición de perfume a la línea adicionar el perfume en la línea correspondiente
adición de perfume
verificar la referencia del color
revisar la orden de manufactura
pesar la cantidad de color
pesar el color en la báscula fija
adición de color a la línea adicionar el colore en la línea correspondiente
finalizar agitación verificar tiempo de agitación revisar la orden de manufactura
apagar el agitador
A continuación, en el cuadro x, se presentan las materias primas usadas en la elaboración del jabón. Cuadro 5. Materia prima requerida para la elaboración de jabón
materia prima especificaciones
perfume estado líquido, densidad baja
extracto estado líquido
perfume + extracto estado líquido, densidad baja
agua estado líquido
colores estado polvo, cantidades bajas
solución color estado líquido; densidad media-alta
dióxido de titanio estado polvo
TCC estado líquido
viruta de jabón
Cilindros de cebo en estado sólido de 1 cm Aprox.
29
6. METODOLOGÍA
Para el desarrollo y cumplimiento de los objetivos planteados para llevar a cabo en este proyecto, se requiere plantear una metodología, que permita llevar un proceso ordenado, teniendo en cuenta todas las problemáticas, restricciones, ideas y soluciones para lograr un proyecto de calidad. La metodología a usarse en el desarrollo del proyecto es la llamada metodología de ingeniería concurrente. Las etapas a llevar a cabo en la ingeniería concurrente será:
Planeación Desarrollo conceptual Diseño a nivel de sistema. Diseño detallado 6.1 ETAPAS PARA EL DESARROLLO DEL PRODUCTO 6.1.1 Planeación del proyecto En esta etapa se realiza una investigación interna, la cual consiste en consultar con los operarios y encargados del área en cuestión acerca del funcionamiento de cada proceso o tarea realizada, con el fin de identificar y conocer los aspectos y elementos importantes que permitan plantear soluciones adecuadas. 6.1.2 Desarrollo conceptual. En el desarrollo conceptual se quiere identificar las necesidades, los principales usuarios y productos similares en la industria, para la generación de conceptos. Con respecto a lo anterior se investigara la factibilidad de los conceptos para llegar a un diseño óptimo que cumpla de la mejor manera las características que se requieren y las restricciones impuestas. 6.1.3 Diseño a nivel sistemático. Se generan las arquitecturas de producto alternativas, definiendo los principales subsistemas e interfaces.
30
6.1.4 Diseño detallado. Se define la geometría de las partes, sus materiales y componentes, la ubicación dentro del área y las especificaciones técnicas necesarias.
31
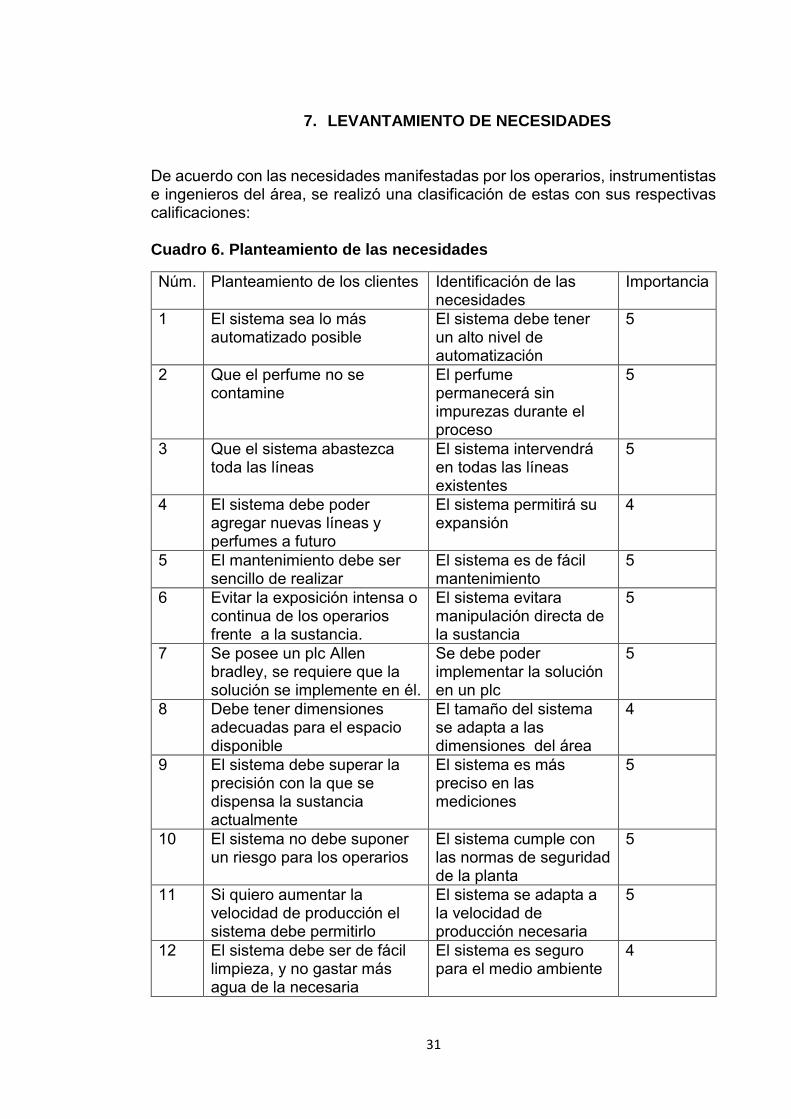
7. LEVANTAMIENTO DE NECESIDADES De acuerdo con las necesidades manifestadas por los operarios, instrumentistas e ingenieros del área, se realizó una clasificación de estas con sus respectivas calificaciones: Cuadro 6. Planteamiento de las necesidades
Núm. Planteamiento de los clientes Identificación de las necesidades
Importancia
1 El sistema sea lo más automatizado posible
El sistema debe tener un alto nivel de automatización
5
2 Que el perfume no se contamine
El perfume permanecerá sin impurezas durante el proceso
5
3 Que el sistema abastezca toda las líneas
El sistema intervendrá en todas las líneas existentes
5
4 El sistema debe poder agregar nuevas líneas y perfumes a futuro
El sistema permitirá su expansión
4
5 El mantenimiento debe ser sencillo de realizar
El sistema es de fácil mantenimiento
5
6 Evitar la exposición intensa o continua de los operarios frente a la sustancia.
El sistema evitara manipulación directa de la sustancia
5
7 Se posee un plc Allen bradley, se requiere que la solución se implemente en él.
Se debe poder implementar la solución en un plc
5
8 Debe tener dimensiones adecuadas para el espacio disponible
El tamaño del sistema se adapta a las dimensiones del área
4
9 El sistema debe superar la precisión con la que se dispensa la sustancia actualmente
El sistema es más preciso en las mediciones
5
10 El sistema no debe suponer un riesgo para los operarios
El sistema cumple con las normas de seguridad de la planta
5
11 Si quiero aumentar la velocidad de producción el sistema debe permitirlo
El sistema se adapta a la velocidad de producción necesaria
5
12 El sistema debe ser de fácil limpieza, y no gastar más agua de la necesaria
El sistema es seguro para el medio ambiente
4
32
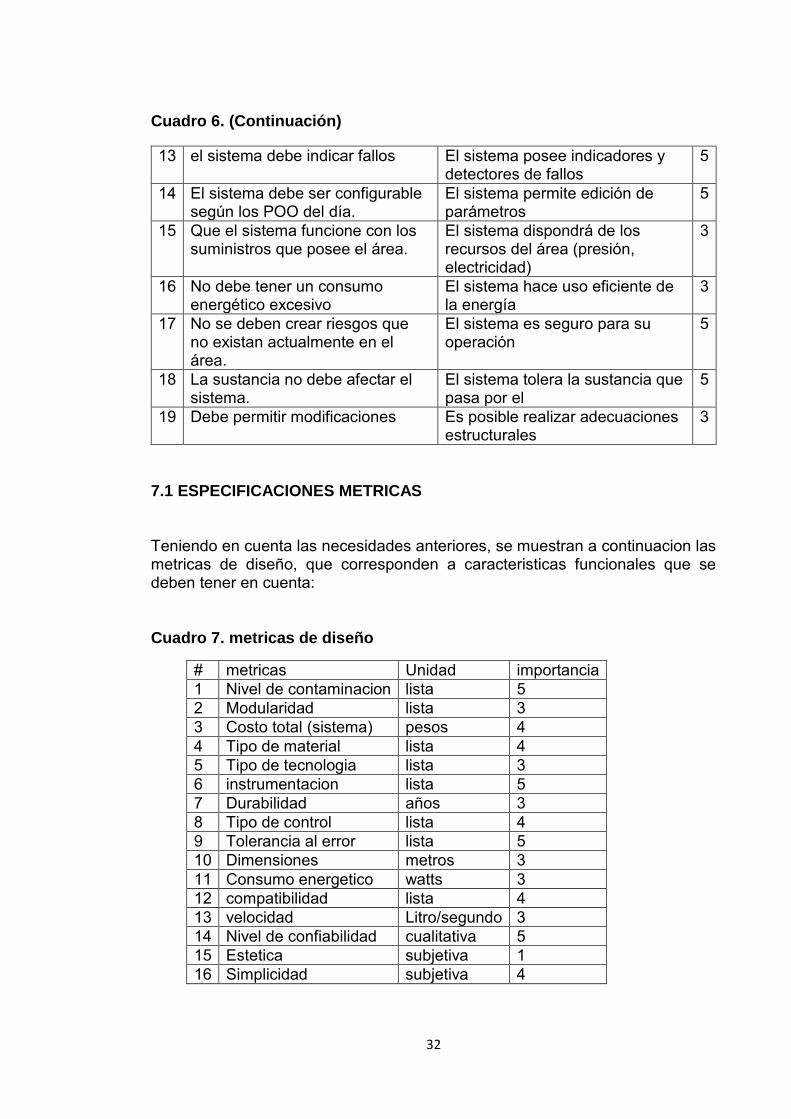
Cuadro 6. (Continuación)
13 el sistema debe indicar fallos El sistema posee indicadores y detectores de fallos
5
14 El sistema debe ser configurable según los POO del día.
El sistema permite edición de parámetros
5
15 Que el sistema funcione con los suministros que posee el área.
El sistema dispondrá de los recursos del área (presión, electricidad)
3
16 No debe tener un consumo energético excesivo
El sistema hace uso eficiente de la energía
3
17 No se deben crear riesgos que no existan actualmente en el área.
El sistema es seguro para su operación
5
18 La sustancia no debe afectar el sistema.
El sistema tolera la sustancia que pasa por el
5
19 Debe permitir modificaciones Es posible realizar adecuaciones estructurales
3
7.1 ESPECIFICACIONES METRICAS Teniendo en cuenta las necesidades anteriores, se muestran a continuacion las metricas de diseño, que corresponden a caracteristicas funcionales que se deben tener en cuenta: Cuadro 7. metricas de diseño
# metricas Unidad importancia 1 Nivel de contaminacion lista 5 2 Modularidad lista 3 3 Costo total (sistema) pesos 4 4 Tipo de material lista 4 5 Tipo de tecnologia lista 3 6 instrumentacion lista 5 7 Durabilidad años 3 8 Tipo de control lista 4 9 Tolerancia al error lista 5 10 Dimensiones metros 3 11 Consumo energetico watts 3 12 compatibilidad lista 4 13 velocidad Litro/segundo 3 14 Nivel de confiabilidad cualitativa 5 15 Estetica subjetiva 1 16 Simplicidad subjetiva 4
33
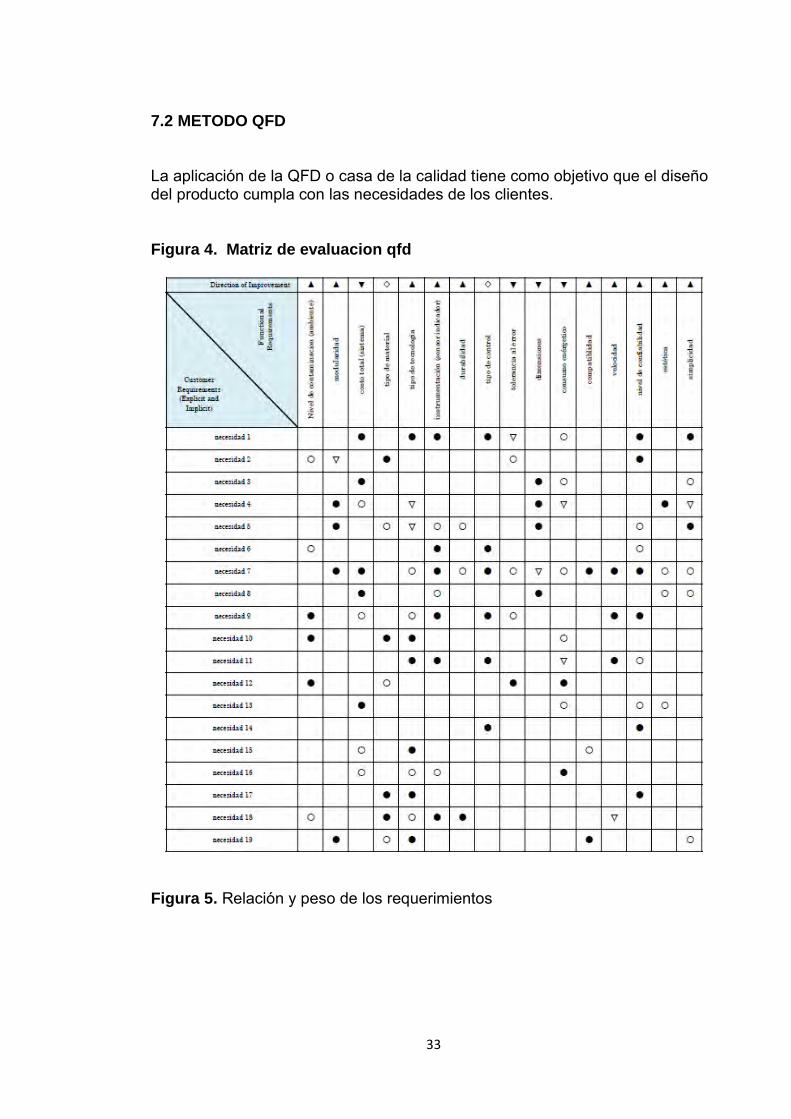
7.2 METODO QFD La aplicación de la QFD o casa de la calidad tiene como objetivo que el diseño del producto cumpla con las necesidades de los clientes. Figura 4. Matriz de evaluacion qfd
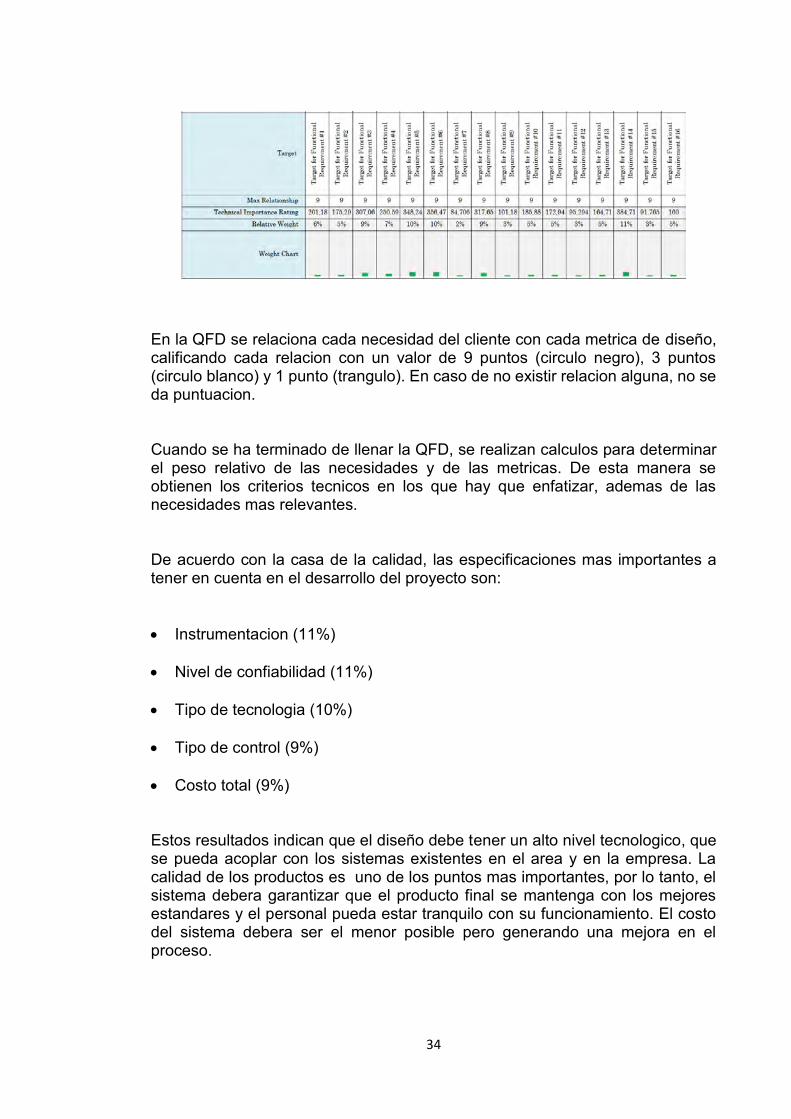
Figura 5. Relación y peso de los requerimientos
34
En la QFD se relaciona cada necesidad del cliente con cada metrica de diseño, calificando cada relacion con un valor de 9 puntos (circulo negro), 3 puntos (circulo blanco) y 1 punto (trangulo). En caso de no existir relacion alguna, no se da puntuacion. Cuando se ha terminado de llenar la QFD, se realizan calculos para determinar el peso relativo de las necesidades y de las metricas. De esta manera se obtienen los criterios tecnicos en los que hay que enfatizar, ademas de las necesidades mas relevantes. De acuerdo con la casa de la calidad, las especificaciones mas importantes a tener en cuenta en el desarrollo del proyecto son: Instrumentacion (11%) Nivel de confiabilidad (11%) Tipo de tecnologia (10%) Tipo de control (9%) Costo total (9%) Estos resultados indican que el diseño debe tener un alto nivel tecnologico, que se pueda acoplar con los sistemas existentes en el area y en la empresa. La calidad de los productos es uno de los puntos mas importantes, por lo tanto, el sistema debera garantizar que el producto final se mantenga con los mejores estandares y el personal pueda estar tranquilo con su funcionamiento. El costo del sistema debera ser el menor posible pero generando una mejora en el proceso.
35
8. GENERACION DE CONCEPTOS
En esta etapa, se divide el proceso en subfunciones mas simples, encontrando opciones diferentes de diseño para cada uno de ellos, identificando las ventajas y desventajas de cada opcion y al final obtener una alternativa de diseño con las mejores cualidades. 8.1 CAJA NEGRA Mediante la caja negra, se simplifica lo que se desea hacer con el sistema dispensador. Se tienen en cuenta las entradas que tendra el sistema, y que saldra luego de procesar estas entradas. El como se realizara en este punto no se tiene en cuenta. Figura 6. Caja negra
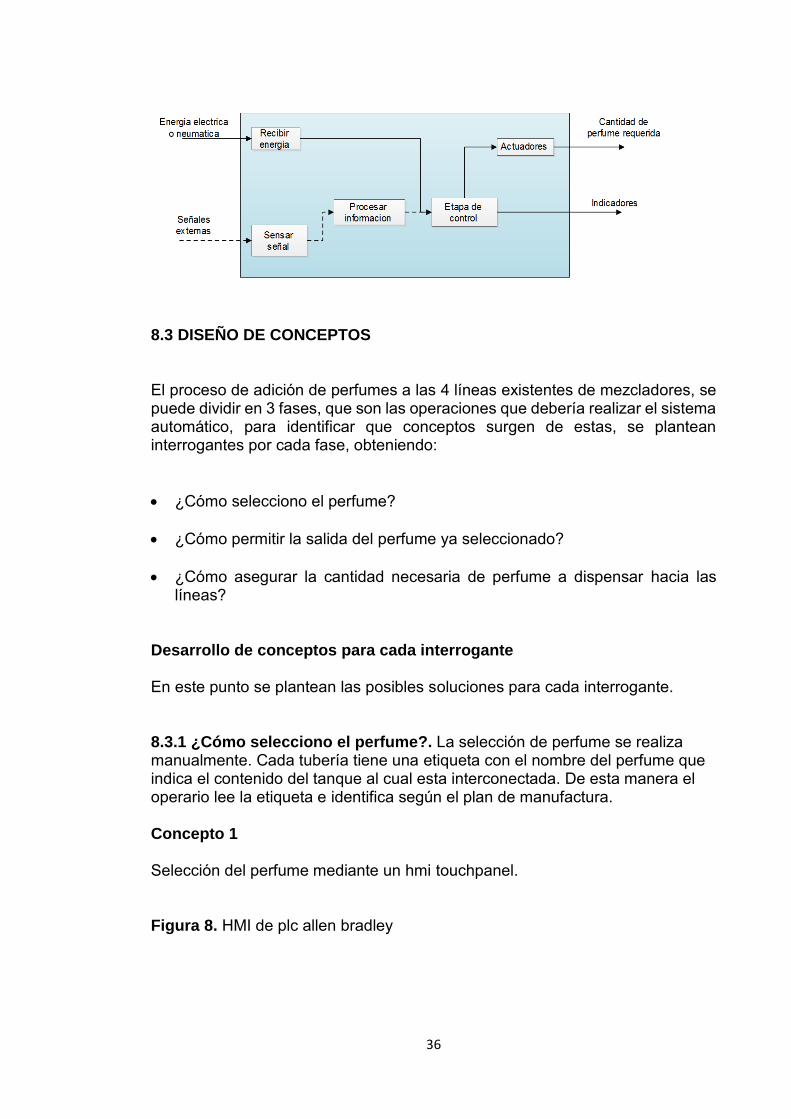
Como entrada se tiene la materia prima, que son los perfumes, la energía eléctrica, con la cual se pondrá en funcionamiento el sistema y los parámetros, que determinaran. 8.2 DESCOMPOSICIÓN FUNCIONAL Con la descomposición funcional se muestran las operaciones internas que se dan dentro de la caja negra. Figura 7. Descomposición funcional del sistema
36
8.3 DISEÑO DE CONCEPTOS El proceso de adición de perfumes a las 4 líneas existentes de mezcladores, se puede dividir en 3 fases, que son las operaciones que debería realizar el sistema automático, para identificar que conceptos surgen de estas, se plantean interrogantes por cada fase, obteniendo: ¿Cómo selecciono el perfume? ¿Cómo permitir la salida del perfume ya seleccionado? ¿Cómo asegurar la cantidad necesaria de perfume a dispensar hacia las
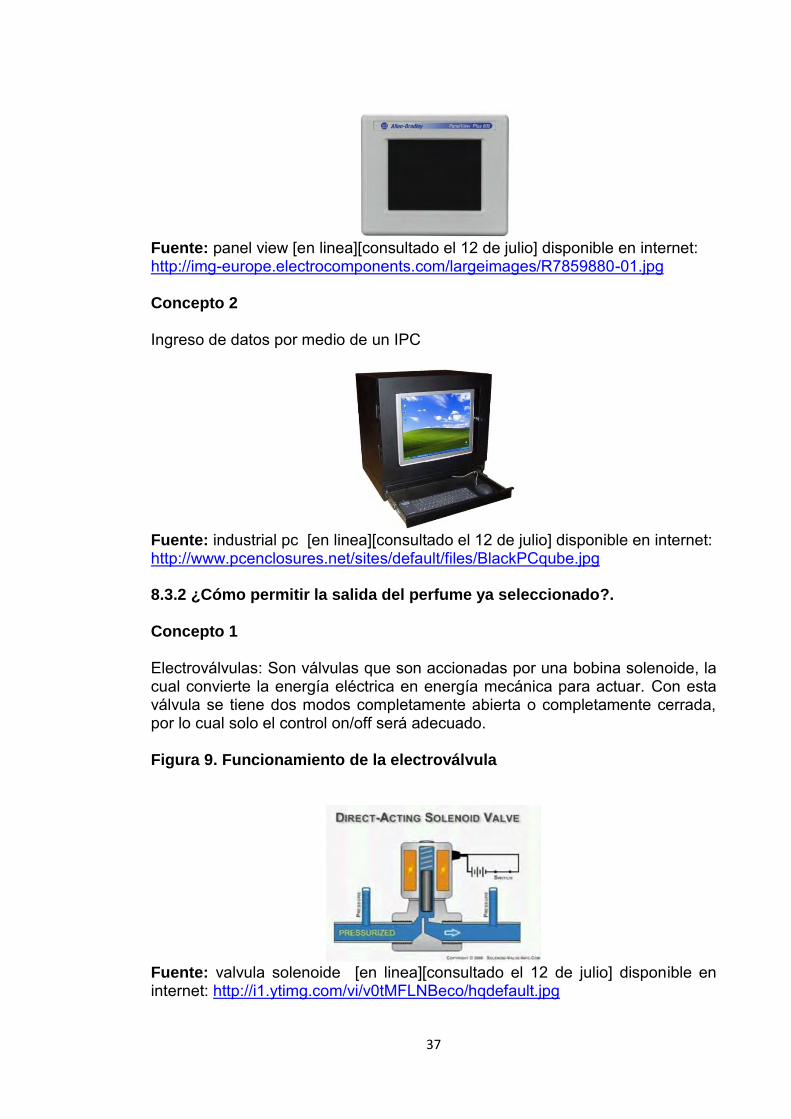
líneas? Desarrollo de conceptos para cada interrogante En este punto se plantean las posibles soluciones para cada interrogante. 8.3.1 ¿Cómo selecciono el perfume?. La selección de perfume se realiza manualmente. Cada tubería tiene una etiqueta con el nombre del perfume que indica el contenido del tanque al cual esta interconectada. De esta manera el operario lee la etiqueta e identifica según el plan de manufactura. Concepto 1 Selección del perfume mediante un hmi touchpanel. Figura 8. HMI de plc allen bradley
37
Fuente: panel view [en linea][consultado el 12 de julio] disponible en internet: http://img-europe.electrocomponents.com/largeimages/R7859880-01.jpg Concepto 2 Ingreso de datos por medio de un IPC
Fuente: industrial pc [en linea][consultado el 12 de julio] disponible en internet: http://www.pcenclosures.net/sites/default/files/BlackPCqube.jpg
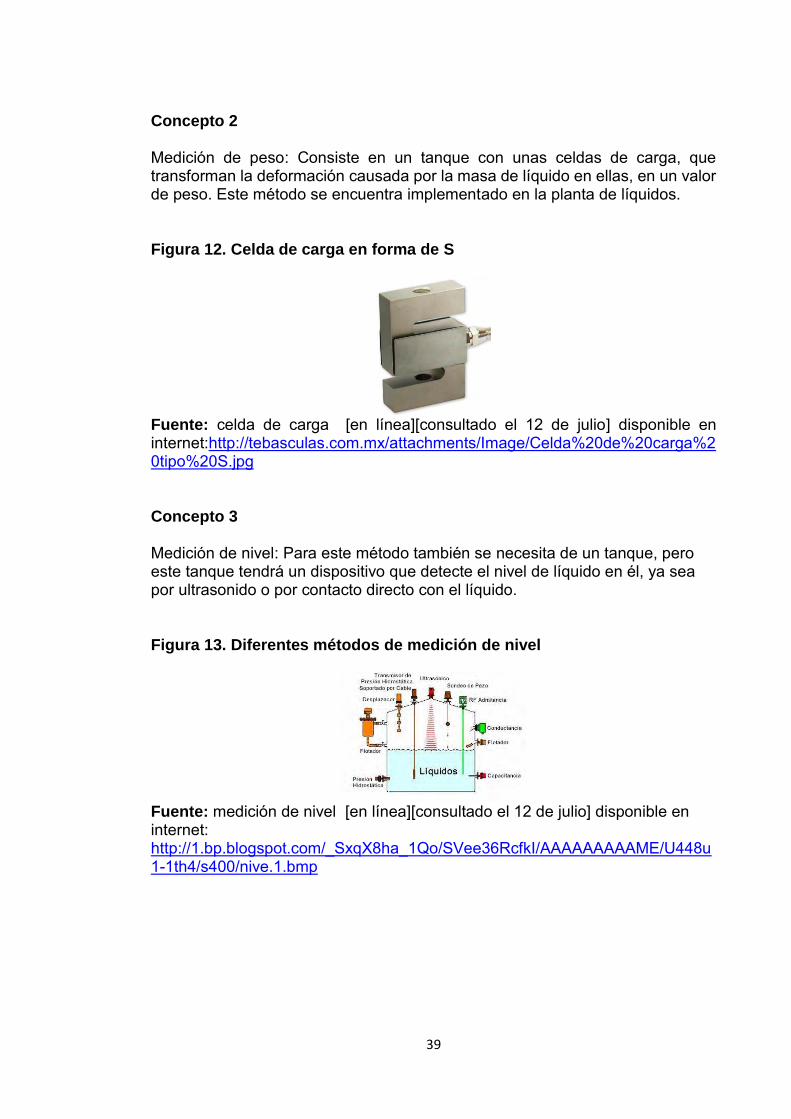
8.3.2 ¿Cómo permitir la salida del perfume ya seleccionado?. Concepto 1 Electroválvulas: Son válvulas que son accionadas por una bobina solenoide, la cual convierte la energía eléctrica en energía mecánica para actuar. Con esta válvula se tiene dos modos completamente abierta o completamente cerrada, por lo cual solo el control on/off será adecuado. Figura 9. Funcionamiento de la electroválvula
Fuente: valvula solenoide [en linea][consultado el 12 de julio] disponible en internet: http://i1.ytimg.com/vi/v0tMFLNBeco/hqdefault.jpg

38
Concepto 2 Válvulas proporcionales: son válvulas que pueden ser accionadas por una señal eléctrica o por aire, su apertura puede ser controlada, de acuerdo a la necesidad del proceso. Figura 10. Válvula de control proporcional
Fuente: válvula proporcional [en línea][consultado el 12 de julio] disponible en internet: http://www.sotermic.cl/wp-content/uploads/IMAGENES/control.jpg 8.3.3 ¿Cómo asegurar la cantidad necesaria de perfume a dispensar hacia las líneas? Concepto 1 Medición de flujo: existen varios métodos de medición de flujo en una tubería, de acuerdo con el método a usar, se deben tener en cuenta las características del fluido, como su viscosidad, velocidad y el área de la tubería. Figura 11. Sensor de flujo de turbina
Fuente: Temperature & Pressure Solutions Made Easy [en linea][consultado el 12 de julio] disponible en internet: http://www.thermx.com/Exact_Flow/Dualrotor3-D.jpg
39
Concepto 2 Medición de peso: Consiste en un tanque con unas celdas de carga, que transforman la deformación causada por la masa de líquido en ellas, en un valor de peso. Este método se encuentra implementado en la planta de líquidos. Figura 12. Celda de carga en forma de S
Fuente: celda de carga [en línea][consultado el 12 de julio] disponible en internet:http://tebasculas.com.mx/attachments/Image/Celda%20de%20carga%20tipo%20S.jpg Concepto 3 Medición de nivel: Para este método también se necesita de un tanque, pero este tanque tendrá un dispositivo que detecte el nivel de líquido en él, ya sea por ultrasonido o por contacto directo con el líquido. Figura 13. Diferentes métodos de medición de nivel
Fuente: medición de nivel [en línea][consultado el 12 de julio] disponible en internet: http://1.bp.blogspot.com/_SxqX8ha_1Qo/SVee36RcfkI/AAAAAAAAAME/U448u1-1th4/s400/nive.1.bmp
40
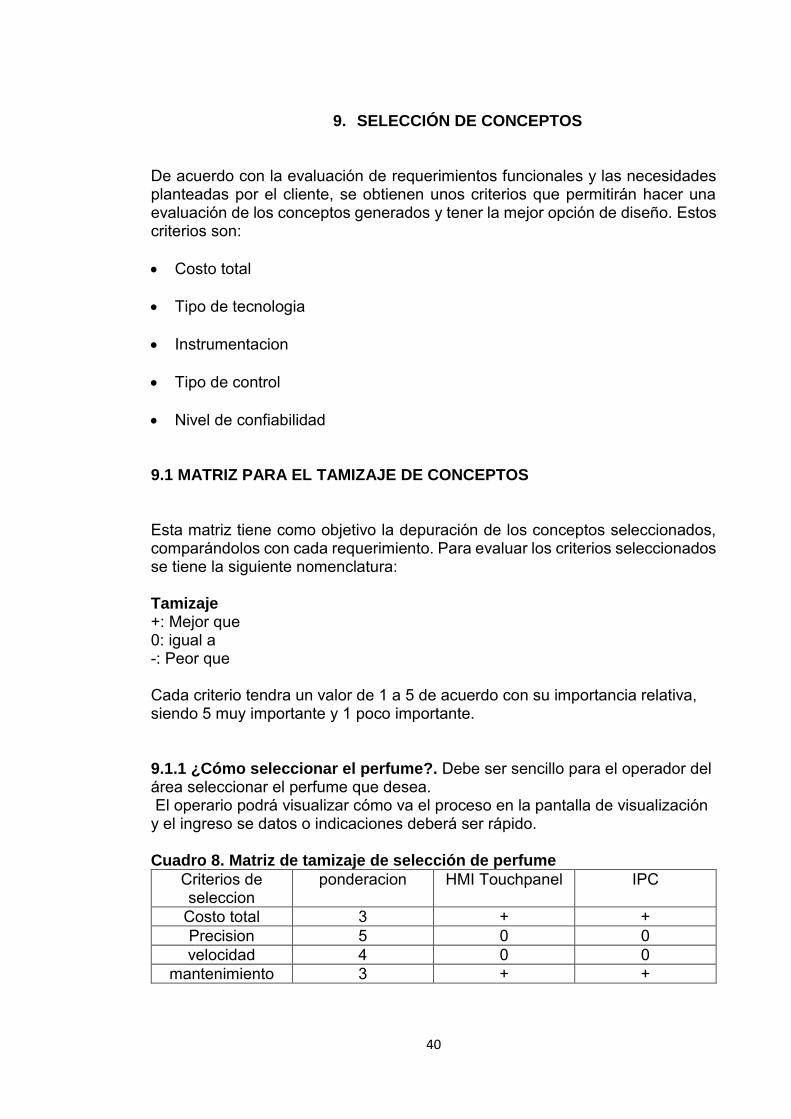
9. SELECCIÓN DE CONCEPTOS De acuerdo con la evaluación de requerimientos funcionales y las necesidades planteadas por el cliente, se obtienen unos criterios que permitirán hacer una evaluación de los conceptos generados y tener la mejor opción de diseño. Estos criterios son: Costo total Tipo de tecnologia Instrumentacion Tipo de control Nivel de confiabilidad 9.1 MATRIZ PARA EL TAMIZAJE DE CONCEPTOS Esta matriz tiene como objetivo la depuración de los conceptos seleccionados, comparándolos con cada requerimiento. Para evaluar los criterios seleccionados se tiene la siguiente nomenclatura: Tamizaje +: Mejor que 0: igual a -: Peor que Cada criterio tendra un valor de 1 a 5 de acuerdo con su importancia relativa, siendo 5 muy importante y 1 poco importante. 9.1.1 ¿Cómo seleccionar el perfume?. Debe ser sencillo para el operador del área seleccionar el perfume que desea. El operario podrá visualizar cómo va el proceso en la pantalla de visualización y el ingreso se datos o indicaciones deberá ser rápido. Cuadro 8. Matriz de tamizaje de selección de perfume
Criterios de seleccion
ponderacion HMI Touchpanel IPC
Costo total 3 + + Precision 5 0 0 velocidad 4 0 0
mantenimiento 3 + +
41
Cuadro 8. (Continuación)
confiabilidad 4 0 0 Seguridad industrial
5 0 0
Positivos 6 6 Iguales 0 0
Negativos 0 0 total 6 6
orden
¿CONTINUAR? SI NO
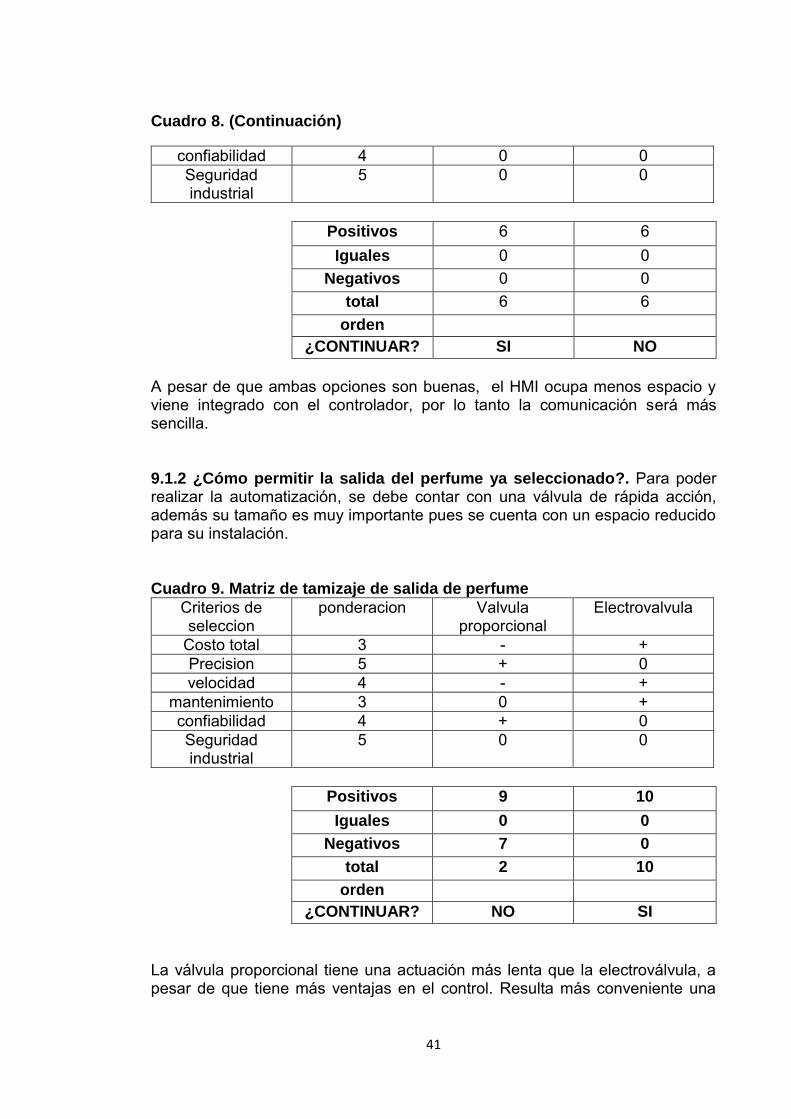
A pesar de que ambas opciones son buenas, el HMI ocupa menos espacio y viene integrado con el controlador, por lo tanto la comunicación será más sencilla. 9.1.2 ¿Cómo permitir la salida del perfume ya seleccionado?. Para poder realizar la automatización, se debe contar con una válvula de rápida acción, además su tamaño es muy importante pues se cuenta con un espacio reducido para su instalación. Cuadro 9. Matriz de tamizaje de salida de perfume
Criterios de seleccion
ponderacion Valvula proporcional
Electrovalvula
Costo total 3 - + Precision 5 + 0 velocidad 4 - +
mantenimiento 3 0 + confiabilidad 4 + 0 Seguridad industrial
5 0 0
Positivos 9 10
Iguales 0 0
Negativos 7 0
total 2 10
orden
¿CONTINUAR? NO SI
La válvula proporcional tiene una actuación más lenta que la electroválvula, a pesar de que tiene más ventajas en el control. Resulta más conveniente una
42
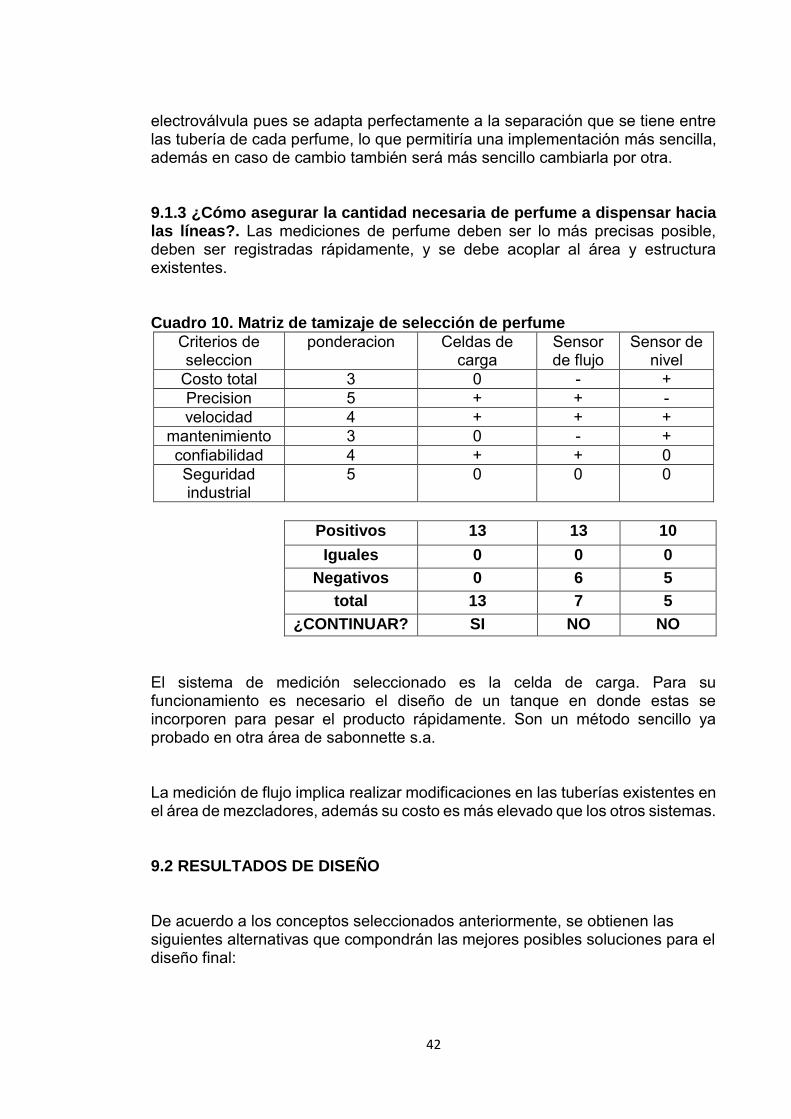
electroválvula pues se adapta perfectamente a la separación que se tiene entre las tubería de cada perfume, lo que permitiría una implementación más sencilla, además en caso de cambio también será más sencillo cambiarla por otra. 9.1.3 ¿Cómo asegurar la cantidad necesaria de perfume a dispensar hacia las líneas?. Las mediciones de perfume deben ser lo más precisas posible, deben ser registradas rápidamente, y se debe acoplar al área y estructura existentes. Cuadro 10. Matriz de tamizaje de selección de perfume
Criterios de seleccion
ponderacion Celdas de carga
Sensor de flujo
Sensor de nivel
Costo total 3 0 - + Precision 5 + + - velocidad 4 + + +
mantenimiento 3 0 - + confiabilidad 4 + + 0 Seguridad industrial
5 0 0 0
Positivos 13 13 10
Iguales 0 0 0
Negativos 0 6 5
total 13 7 5
¿CONTINUAR? SI NO NO
El sistema de medición seleccionado es la celda de carga. Para su funcionamiento es necesario el diseño de un tanque en donde estas se incorporen para pesar el producto rápidamente. Son un método sencillo ya probado en otra área de sabonnette s.a. La medición de flujo implica realizar modificaciones en las tuberías existentes en el área de mezcladores, además su costo es más elevado que los otros sistemas. 9.2 RESULTADOS DE DISEÑO De acuerdo a los conceptos seleccionados anteriormente, se obtienen las siguientes alternativas que compondrán las mejores posibles soluciones para el diseño final:
43
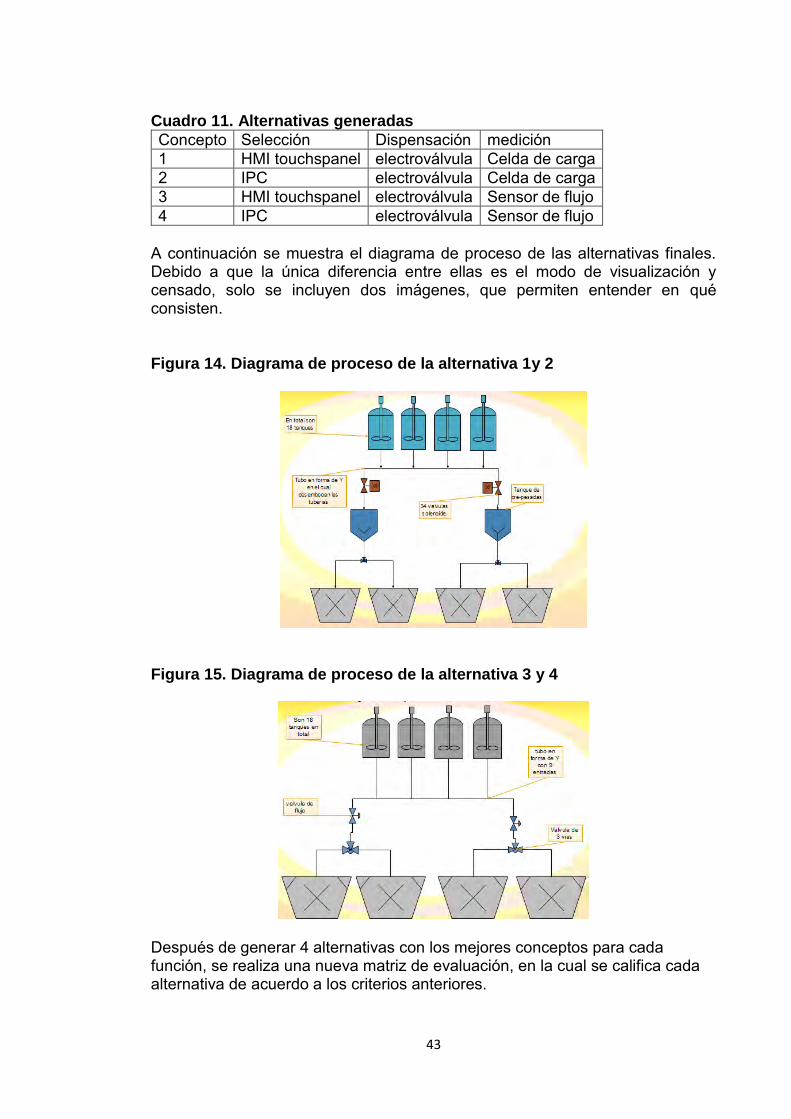
Cuadro 11. Alternativas generadas
Concepto Selección Dispensación medición 1 HMI touchspanel electroválvula Celda de carga 2 IPC electroválvula Celda de carga 3 HMI touchspanel electroválvula Sensor de flujo 4 IPC electroválvula Sensor de flujo
A continuación se muestra el diagrama de proceso de las alternativas finales. Debido a que la única diferencia entre ellas es el modo de visualización y censado, solo se incluyen dos imágenes, que permiten entender en qué consisten. Figura 14. Diagrama de proceso de la alternativa 1y 2
Figura 15. Diagrama de proceso de la alternativa 3 y 4
Después de generar 4 alternativas con los mejores conceptos para cada función, se realiza una nueva matriz de evaluación, en la cual se califica cada alternativa de acuerdo a los criterios anteriores.
44
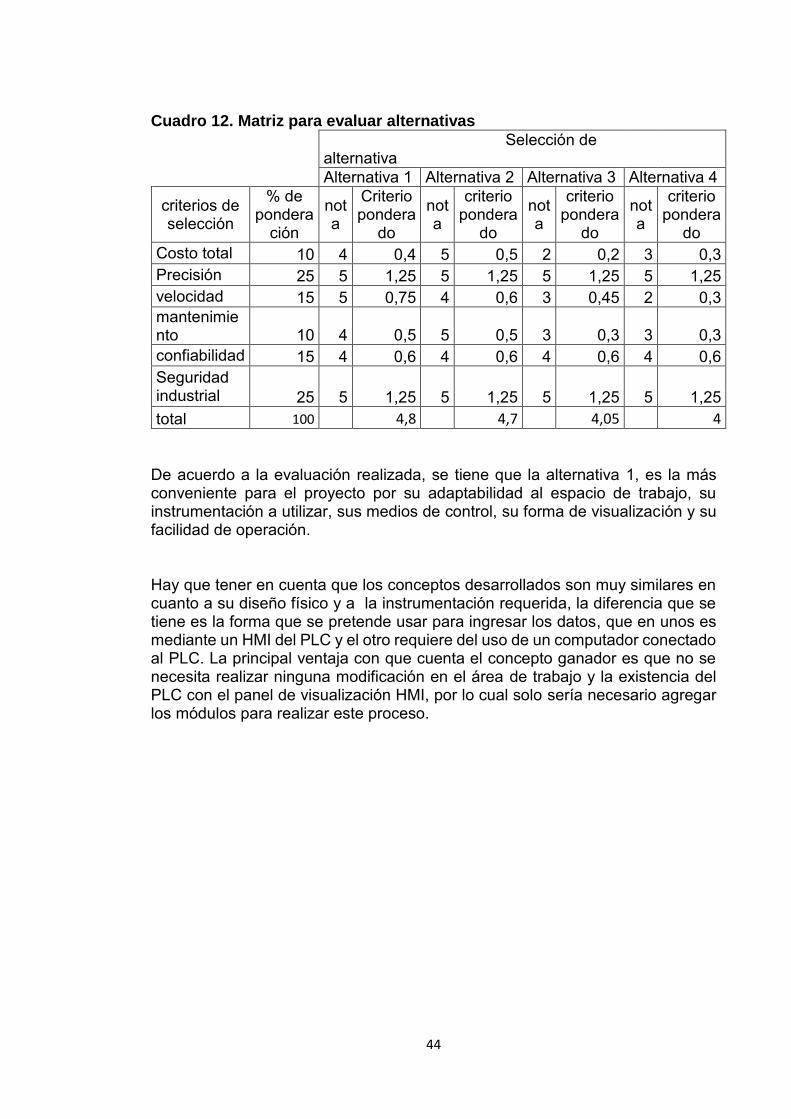
Cuadro 12. Matriz para evaluar alternativas
Selección de alternativa
Alternativa 1 Alternativa 2 Alternativa 3 Alternativa 4
criterios de selección
% de pondera
ción
nota
Criterio pondera
do
nota
criterio pondera
do
nota
criterio pondera
do
nota
criterio pondera
do Costo total 10 4 0,4 5 0,5 2 0,2 3 0,3 Precisión 25 5 1,25 5 1,25 5 1,25 5 1,25 velocidad 15 5 0,75 4 0,6 3 0,45 2 0,3 mantenimiento 10 4 0,5 5 0,5 3 0,3 3 0,3 confiabilidad 15 4 0,6 4 0,6 4 0,6 4 0,6 Seguridad industrial 25 5 1,25 5 1,25 5 1,25 5 1,25 total 100 4,8 4,7 4,05 4
De acuerdo a la evaluación realizada, se tiene que la alternativa 1, es la más conveniente para el proyecto por su adaptabilidad al espacio de trabajo, su instrumentación a utilizar, sus medios de control, su forma de visualización y su facilidad de operación. Hay que tener en cuenta que los conceptos desarrollados son muy similares en cuanto a su diseño físico y a la instrumentación requerida, la diferencia que se tiene es la forma que se pretende usar para ingresar los datos, que en unos es mediante un HMI del PLC y el otro requiere del uso de un computador conectado al PLC. La principal ventaja con que cuenta el concepto ganador es que no se necesita realizar ninguna modificación en el área de trabajo y la existencia del PLC con el panel de visualización HMI, por lo cual solo sería necesario agregar los módulos para realizar este proceso.
45
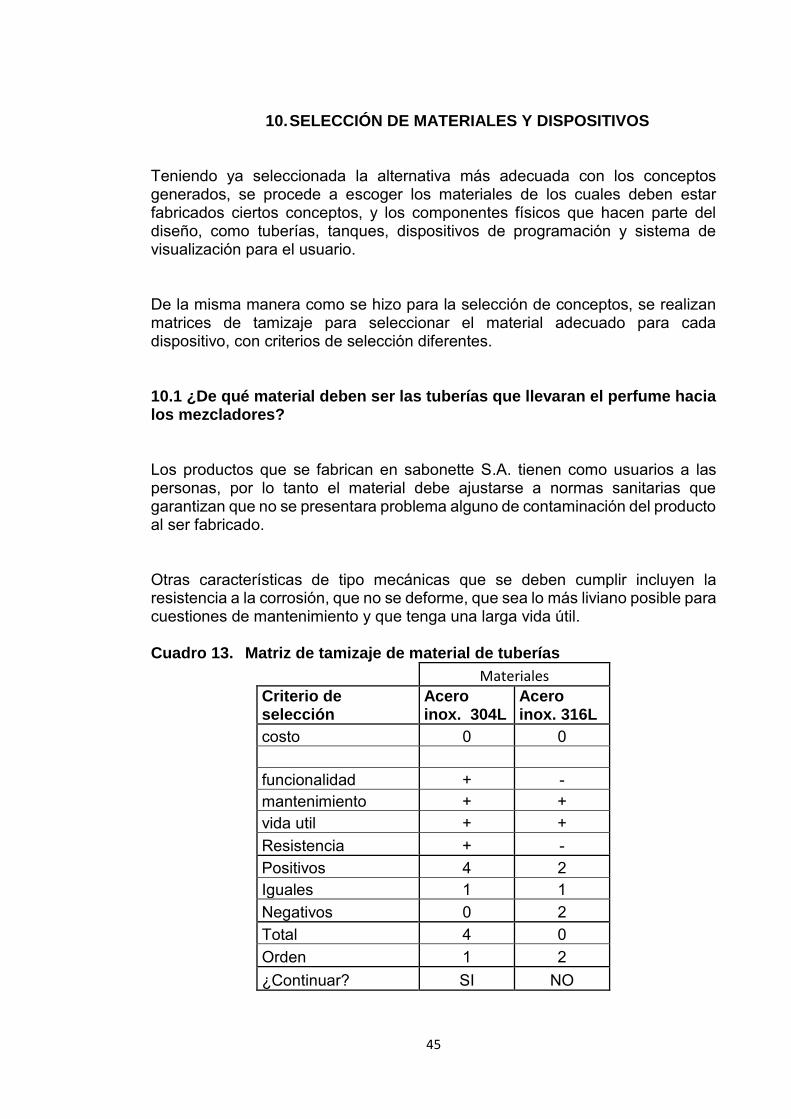
10. SELECCIÓN DE MATERIALES Y DISPOSITIVOS Teniendo ya seleccionada la alternativa más adecuada con los conceptos generados, se procede a escoger los materiales de los cuales deben estar fabricados ciertos conceptos, y los componentes físicos que hacen parte del diseño, como tuberías, tanques, dispositivos de programación y sistema de visualización para el usuario. De la misma manera como se hizo para la selección de conceptos, se realizan matrices de tamizaje para seleccionar el material adecuado para cada dispositivo, con criterios de selección diferentes. 10.1 ¿De qué material deben ser las tuberías que llevaran el perfume hacia los mezcladores?
Los productos que se fabrican en sabonette S.A. tienen como usuarios a las personas, por lo tanto el material debe ajustarse a normas sanitarias que garantizan que no se presentara problema alguno de contaminación del producto al ser fabricado. Otras características de tipo mecánicas que se deben cumplir incluyen la resistencia a la corrosión, que no se deforme, que sea lo más liviano posible para cuestiones de mantenimiento y que tenga una larga vida útil. Cuadro 13. Matriz de tamizaje de material de tuberías
Materiales
Criterio de selección
Acero inox. 304L
Acero inox. 316L
costo 0 0 funcionalidad + - mantenimiento + + vida util + + Resistencia + - Positivos 4 2 Iguales 1 1 Negativos 0 2 Total 4 0 Orden 1 2 ¿Continuar? SI NO
46
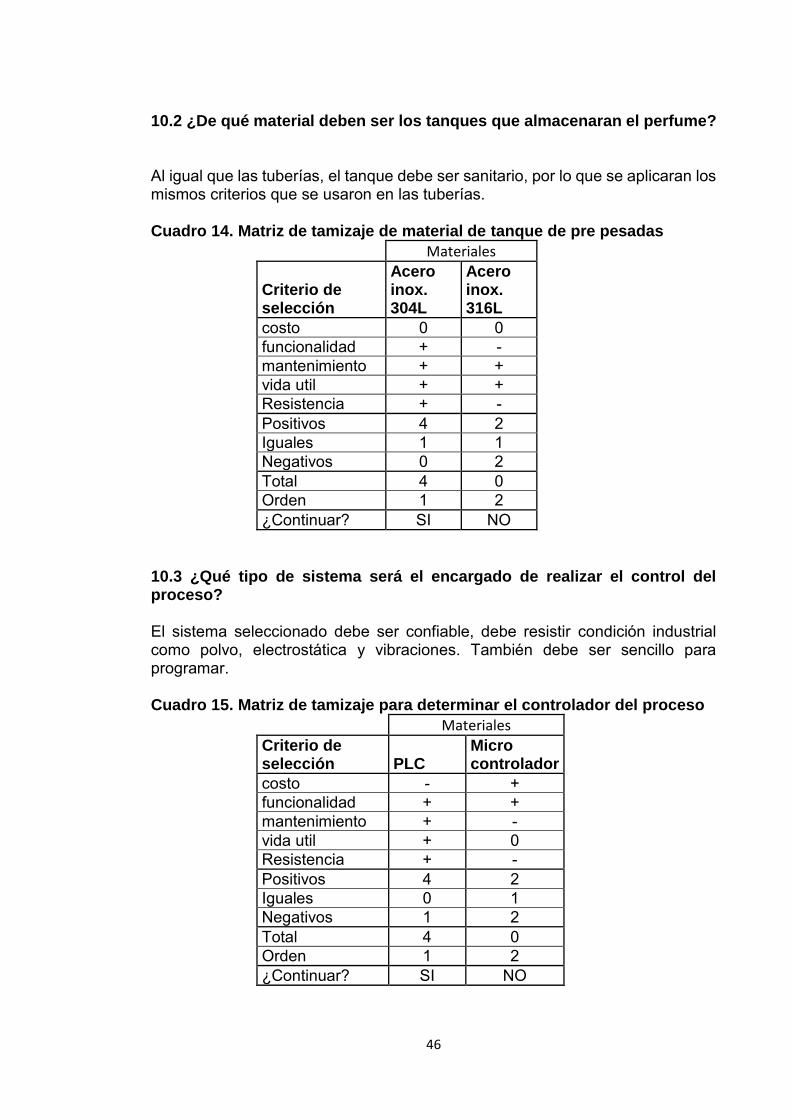
10.2 ¿De qué material deben ser los tanques que almacenaran el perfume? Al igual que las tuberías, el tanque debe ser sanitario, por lo que se aplicaran los mismos criterios que se usaron en las tuberías. Cuadro 14. Matriz de tamizaje de material de tanque de pre pesadas
Materiales
Criterio de selección
Acero inox. 304L
Acero inox. 316L
costo 0 0 funcionalidad + - mantenimiento + + vida util + + Resistencia + - Positivos 4 2 Iguales 1 1 Negativos 0 2 Total 4 0 Orden 1 2 ¿Continuar? SI NO
10.3 ¿Qué tipo de sistema será el encargado de realizar el control del proceso? El sistema seleccionado debe ser confiable, debe resistir condición industrial como polvo, electrostática y vibraciones. También debe ser sencillo para programar. Cuadro 15. Matriz de tamizaje para determinar el controlador del proceso
Materiales
Criterio de selección PLC
Micro controlador
costo - + funcionalidad + + mantenimiento + - vida util + 0 Resistencia + - Positivos 4 2 Iguales 0 1 Negativos 1 2 Total 4 0 Orden 1 2 ¿Continuar? SI NO
47
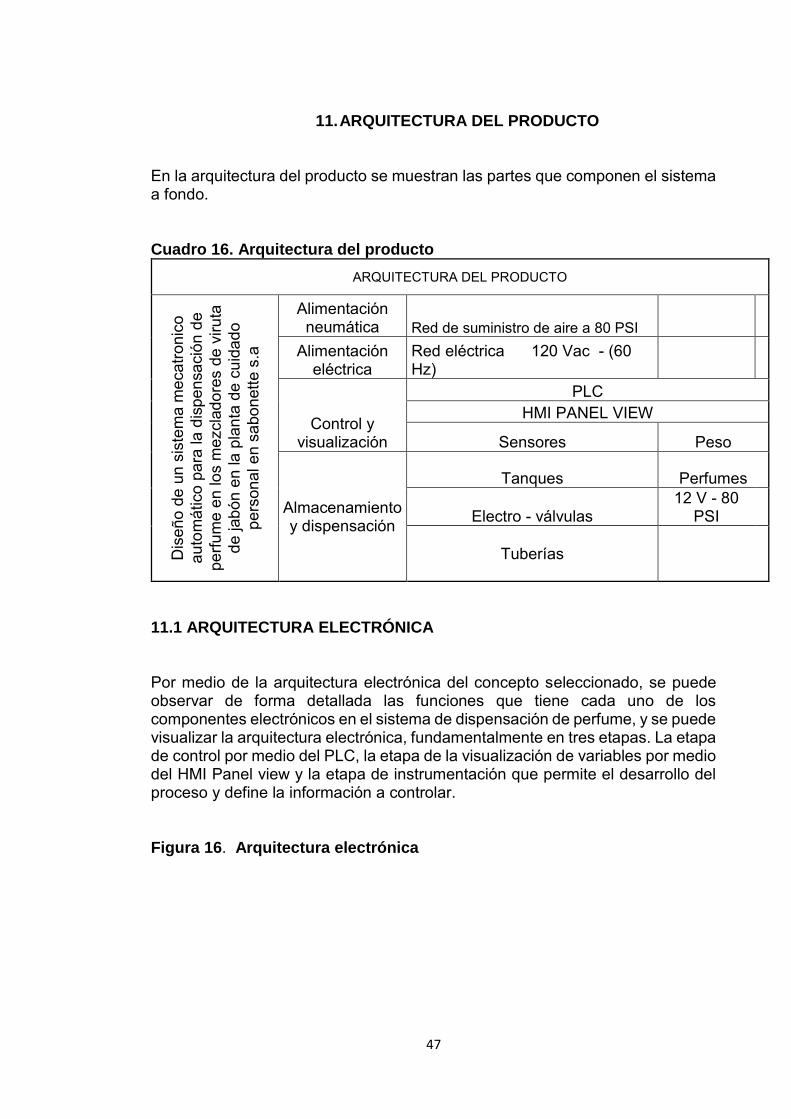
11. ARQUITECTURA DEL PRODUCTO
En la arquitectura del producto se muestran las partes que componen el sistema a fondo. Cuadro 16. Arquitectura del producto
ARQUITECTURA DEL PRODUCTO
Dis
eño
de u
n si
stem
a m
ecat
roni
co
auto
mát
ico
para
la d
ispe
nsac
ión
de
perfu
me
en lo
s m
ezcl
ador
es d
e vi
ruta
de
jabó
n en
la p
lant
a de
cui
dado
pe
rson
al e
n sa
bone
tte s
.a
Alimentación neumática Red de suministro de aire a 80 PSI
Alimentación eléctrica
Red eléctrica 120 Vac - (60 Hz)
Control y visualización
PLC HMI PANEL VIEW
Sensores Peso
Almacenamiento y dispensación
Tanques Perfumes
Electro - válvulas 12 V - 80
PSI
Tuberías
11.1 ARQUITECTURA ELECTRÓNICA Por medio de la arquitectura electrónica del concepto seleccionado, se puede observar de forma detallada las funciones que tiene cada uno de los componentes electrónicos en el sistema de dispensación de perfume, y se puede visualizar la arquitectura electrónica, fundamentalmente en tres etapas. La etapa de control por medio del PLC, la etapa de la visualización de variables por medio del HMI Panel view y la etapa de instrumentación que permite el desarrollo del proceso y define la información a controlar. Figura 16. Arquitectura electrónica
48
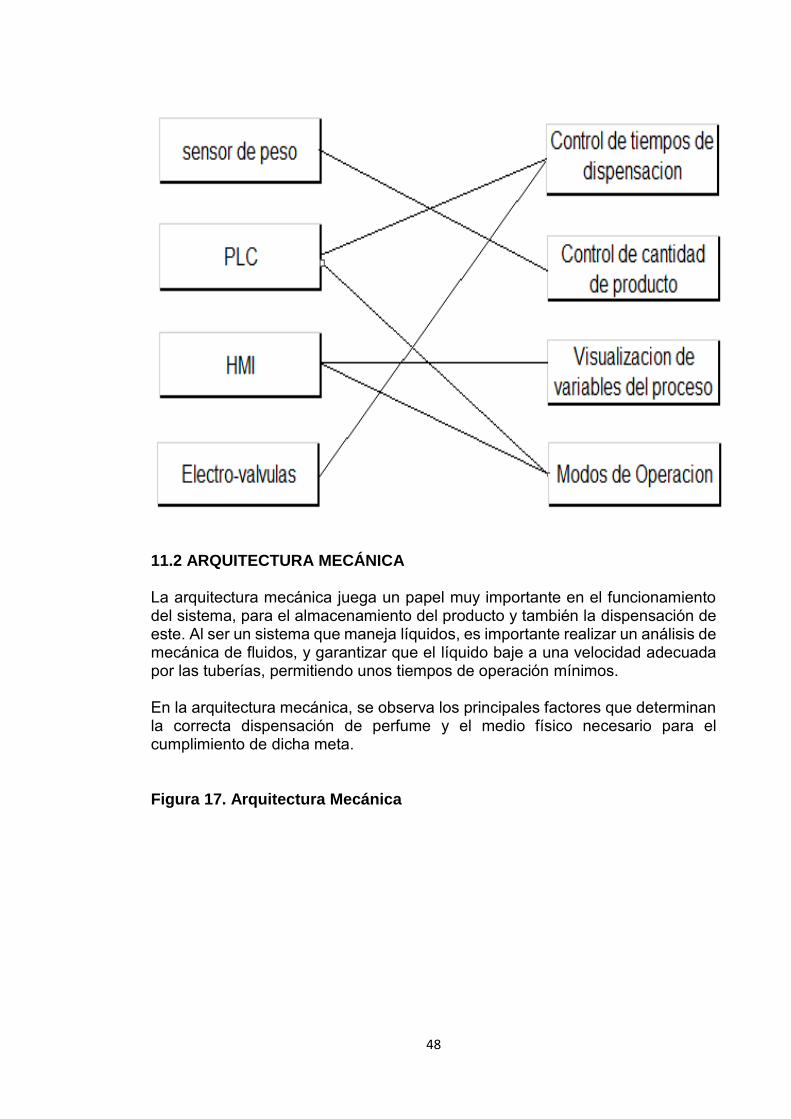
11.2 ARQUITECTURA MECÁNICA La arquitectura mecánica juega un papel muy importante en el funcionamiento del sistema, para el almacenamiento del producto y también la dispensación de este. Al ser un sistema que maneja líquidos, es importante realizar un análisis de mecánica de fluidos, y garantizar que el líquido baje a una velocidad adecuada por las tuberías, permitiendo unos tiempos de operación mínimos. En la arquitectura mecánica, se observa los principales factores que determinan la correcta dispensación de perfume y el medio físico necesario para el cumplimiento de dicha meta. Figura 17. Arquitectura Mecánica
49
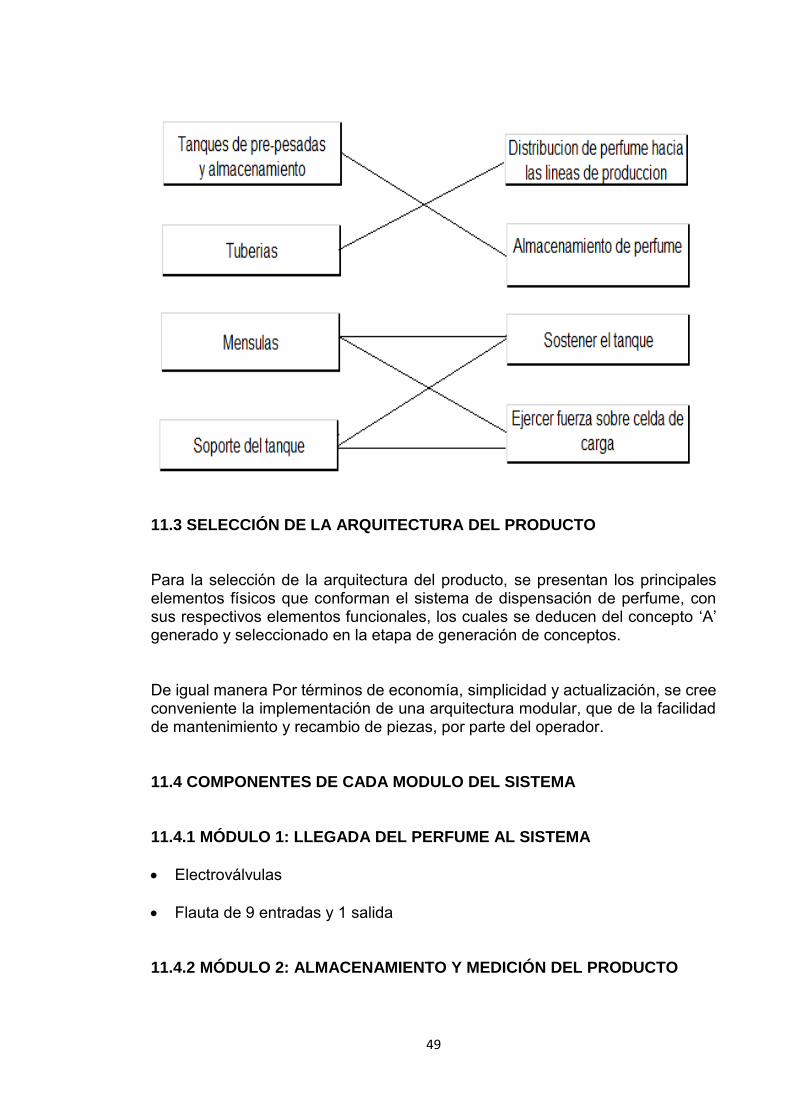
11.3 SELECCIÓN DE LA ARQUITECTURA DEL PRODUCTO Para la selección de la arquitectura del producto, se presentan los principales elementos físicos que conforman el sistema de dispensación de perfume, con sus respectivos elementos funcionales, los cuales se deducen del concepto ‘A’ generado y seleccionado en la etapa de generación de conceptos. De igual manera Por términos de economía, simplicidad y actualización, se cree conveniente la implementación de una arquitectura modular, que de la facilidad de mantenimiento y recambio de piezas, por parte del operador. 11.4 COMPONENTES DE CADA MODULO DEL SISTEMA 11.4.1 MÓDULO 1: LLEGADA DEL PERFUME AL SISTEMA
Electroválvulas
Flauta de 9 entradas y 1 salida 11.4.2 MÓDULO 2: ALMACENAMIENTO Y MEDICIÓN DEL PRODUCTO
50
Tanque de pre- pesadas de 20 kg de capacidad Celdas de carga Soporte del tanque 11.4.3 MÓDULO 3: SALIDA DEL PRODUCTO.
Válvula de 3 vías 11.4.4 MÓDULO 4: CONTROL-
PLC
HMI panel view
51
12. INGENIERÍA DETALLADA
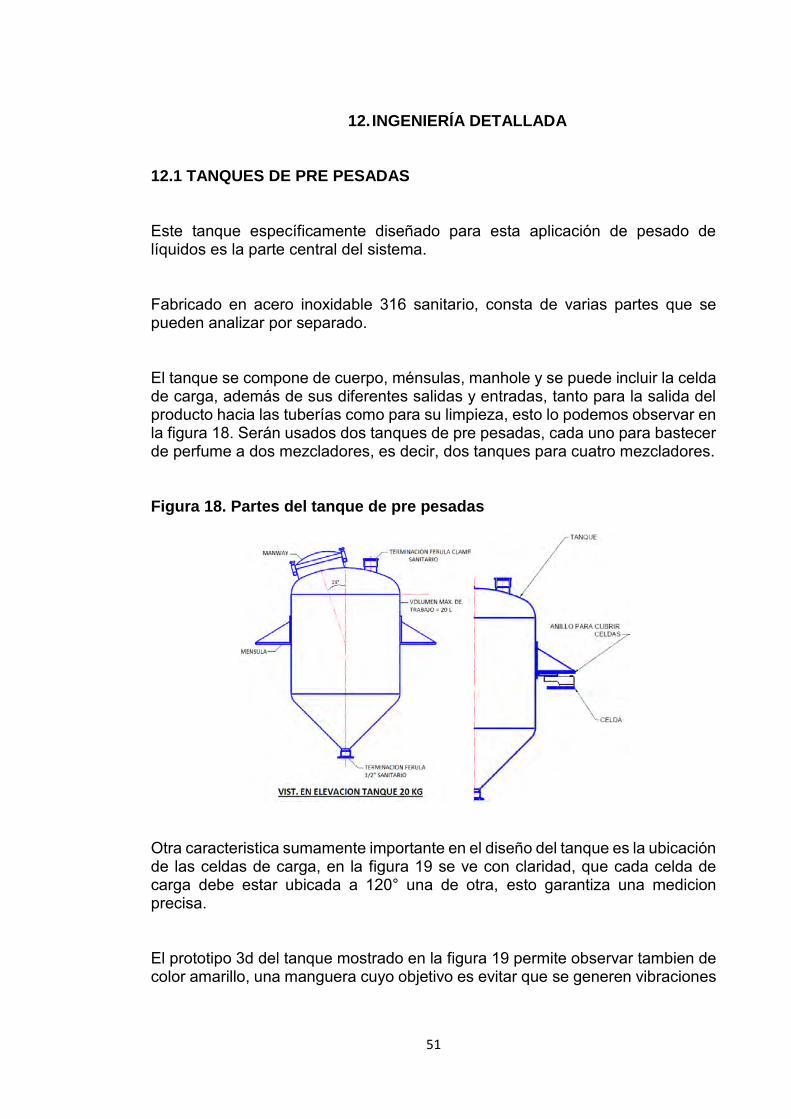
12.1 TANQUES DE PRE PESADAS Este tanque específicamente diseñado para esta aplicación de pesado de líquidos es la parte central del sistema. Fabricado en acero inoxidable 316 sanitario, consta de varias partes que se pueden analizar por separado. El tanque se compone de cuerpo, ménsulas, manhole y se puede incluir la celda de carga, además de sus diferentes salidas y entradas, tanto para la salida del producto hacia las tuberías como para su limpieza, esto lo podemos observar en la figura 18. Serán usados dos tanques de pre pesadas, cada uno para bastecer de perfume a dos mezcladores, es decir, dos tanques para cuatro mezcladores. Figura 18. Partes del tanque de pre pesadas
Otra caracteristica sumamente importante en el diseño del tanque es la ubicación de las celdas de carga, en la figura 19 se ve con claridad, que cada celda de carga debe estar ubicada a 120° una de otra, esto garantiza una medicion precisa. El prototipo 3d del tanque mostrado en la figura 19 permite observar tambien de color amarillo, una manguera cuyo objetivo es evitar que se generen vibraciones
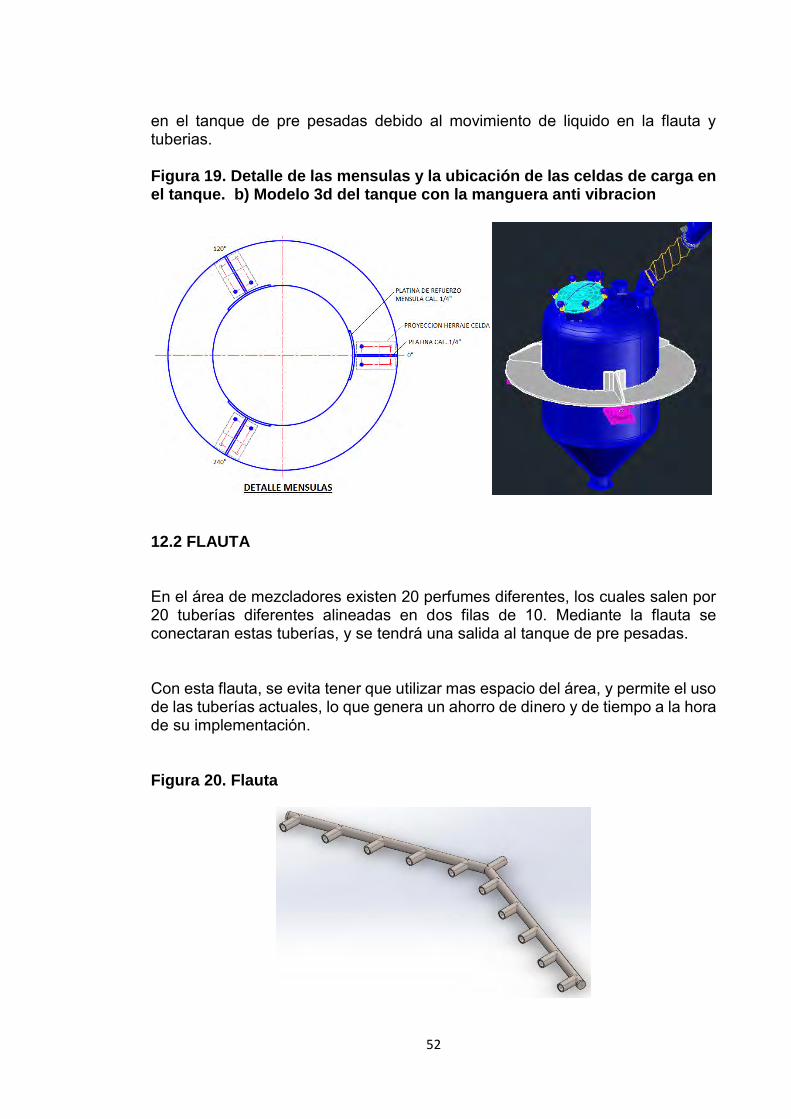
52
en el tanque de pre pesadas debido al movimiento de liquido en la flauta y tuberias. Figura 19. Detalle de las mensulas y la ubicación de las celdas de carga en el tanque. b) Modelo 3d del tanque con la manguera anti vibracion
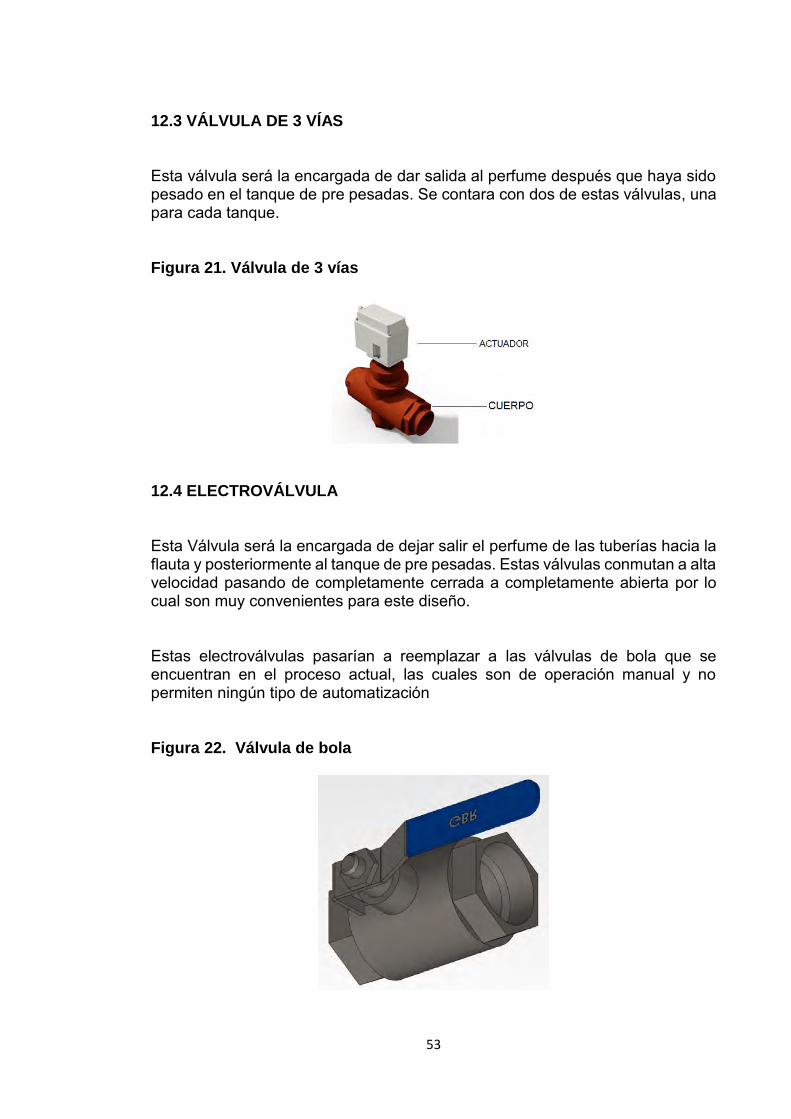
12.2 FLAUTA En el área de mezcladores existen 20 perfumes diferentes, los cuales salen por 20 tuberías diferentes alineadas en dos filas de 10. Mediante la flauta se conectaran estas tuberías, y se tendrá una salida al tanque de pre pesadas. Con esta flauta, se evita tener que utilizar mas espacio del área, y permite el uso de las tuberías actuales, lo que genera un ahorro de dinero y de tiempo a la hora de su implementación. Figura 20. Flauta
53
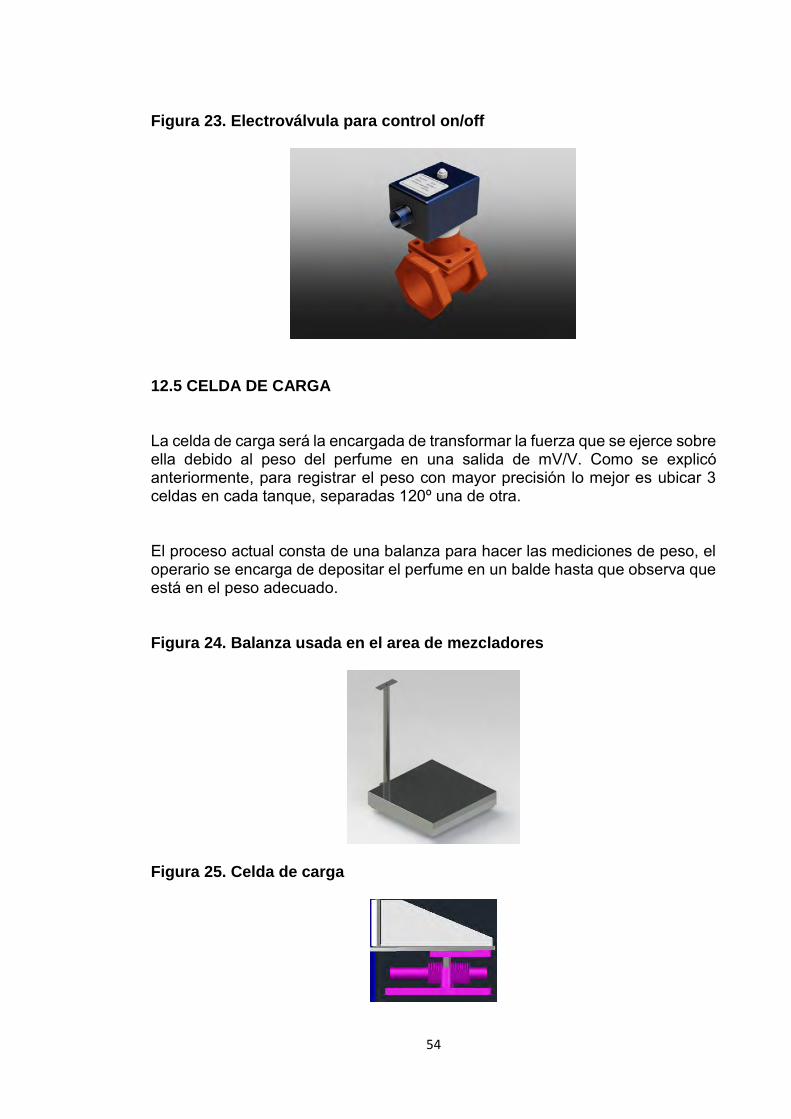
12.3 VÁLVULA DE 3 VÍAS Esta válvula será la encargada de dar salida al perfume después que haya sido pesado en el tanque de pre pesadas. Se contara con dos de estas válvulas, una para cada tanque. Figura 21. Válvula de 3 vías
12.4 ELECTROVÁLVULA Esta Válvula será la encargada de dejar salir el perfume de las tuberías hacia la flauta y posteriormente al tanque de pre pesadas. Estas válvulas conmutan a alta velocidad pasando de completamente cerrada a completamente abierta por lo cual son muy convenientes para este diseño. Estas electroválvulas pasarían a reemplazar a las válvulas de bola que se encuentran en el proceso actual, las cuales son de operación manual y no permiten ningún tipo de automatización Figura 22. Válvula de bola
54
Figura 23. Electroválvula para control on/off
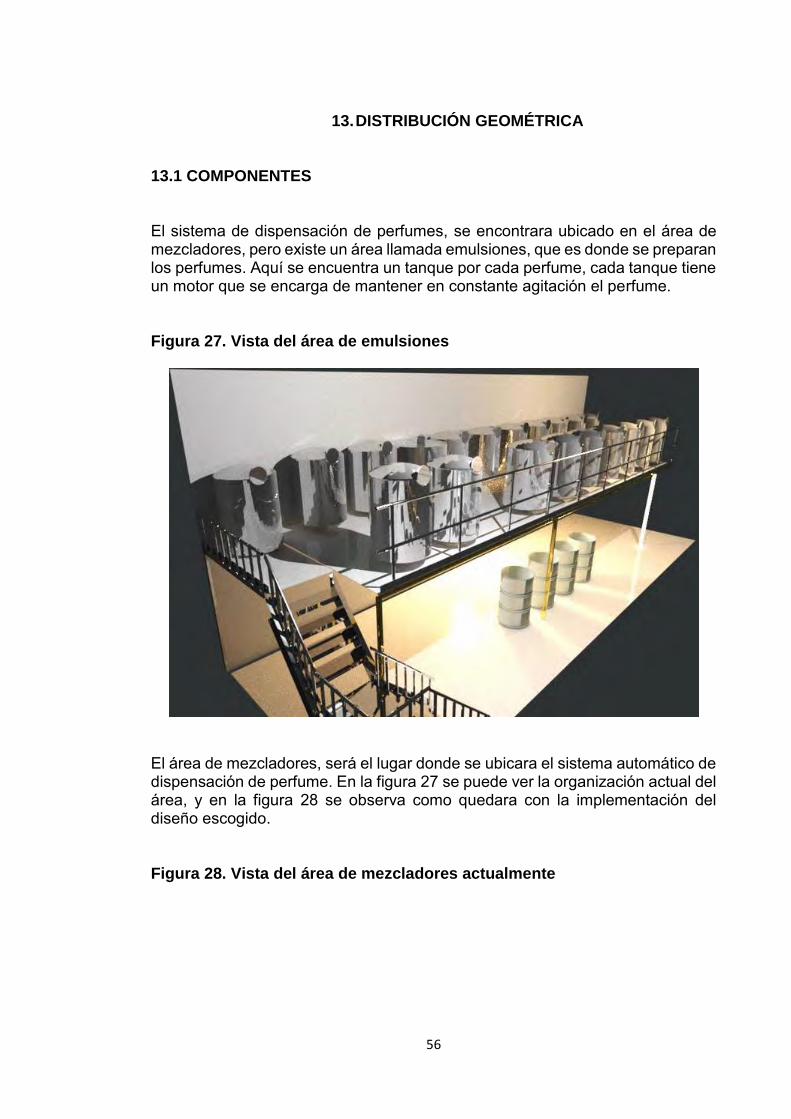
12.5 CELDA DE CARGA La celda de carga será la encargada de transformar la fuerza que se ejerce sobre ella debido al peso del perfume en una salida de mV/V. Como se explicó anteriormente, para registrar el peso con mayor precisión lo mejor es ubicar 3 celdas en cada tanque, separadas 120º una de otra. El proceso actual consta de una balanza para hacer las mediciones de peso, el operario se encarga de depositar el perfume en un balde hasta que observa que está en el peso adecuado. Figura 24. Balanza usada en el area de mezcladores
Figura 25. Celda de carga

55
12.6 SOPORTE DEL TANQUE Esta estructura, sostendrá a cada tanque de pre pesadas. Estará asegurada al techo para ocupar el menor espacio posible y permitir un acceso más sencillo al sistema. Figura 26. Soporte del tanque de pre pesadas
56
13. DISTRIBUCIÓN GEOMÉTRICA
13.1 COMPONENTES El sistema de dispensación de perfumes, se encontrara ubicado en el área de mezcladores, pero existe un área llamada emulsiones, que es donde se preparan los perfumes. Aquí se encuentra un tanque por cada perfume, cada tanque tiene un motor que se encarga de mantener en constante agitación el perfume. Figura 27. Vista del área de emulsiones
El área de mezcladores, será el lugar donde se ubicara el sistema automático de dispensación de perfume. En la figura 27 se puede ver la organización actual del área, y en la figura 28 se observa como quedara con la implementación del diseño escogido. Figura 28. Vista del área de mezcladores actualmente
57
Figura 29. Vista del área de mezcladores con el sistema implementado
13.2 MEDIDAS DEL SISTEMA
58
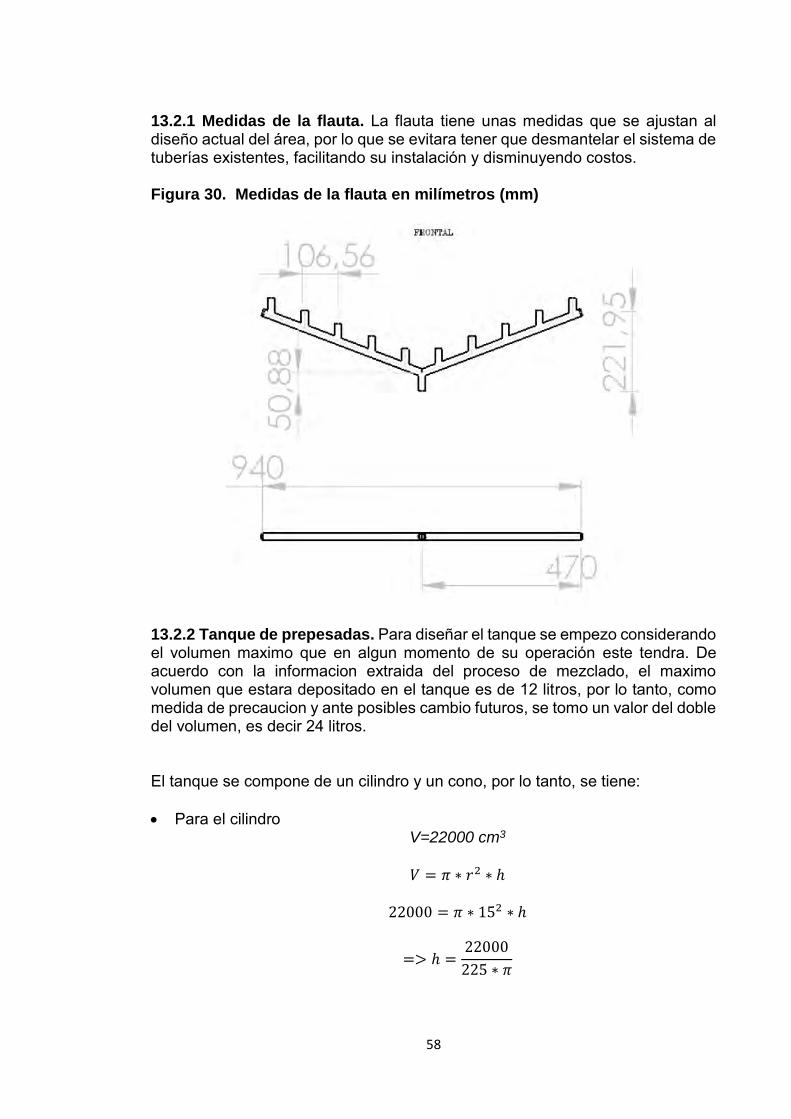
13.2.1 Medidas de la flauta. La flauta tiene unas medidas que se ajustan al diseño actual del área, por lo que se evitara tener que desmantelar el sistema de tuberías existentes, facilitando su instalación y disminuyendo costos. Figura 30. Medidas de la flauta en milímetros (mm)
13.2.2 Tanque de prepesadas. Para diseñar el tanque se empezo considerando el volumen maximo que en algun momento de su operación este tendra. De acuerdo con la informacion extraida del proceso de mezclado, el maximo volumen que estara depositado en el tanque es de 12 litros, por lo tanto, como medida de precaucion y ante posibles cambio futuros, se tomo un valor del doble del volumen, es decir 24 litros. El tanque se compone de un cilindro y un cono, por lo tanto, se tiene: Para el cilindro
V=22000 cm3
𝑉 = 𝜋 ∗ 𝑟2 ∗ ℎ
22000 = 𝜋 ∗ 152 ∗ ℎ
=> ℎ =22000
225 ∗ 𝜋
59
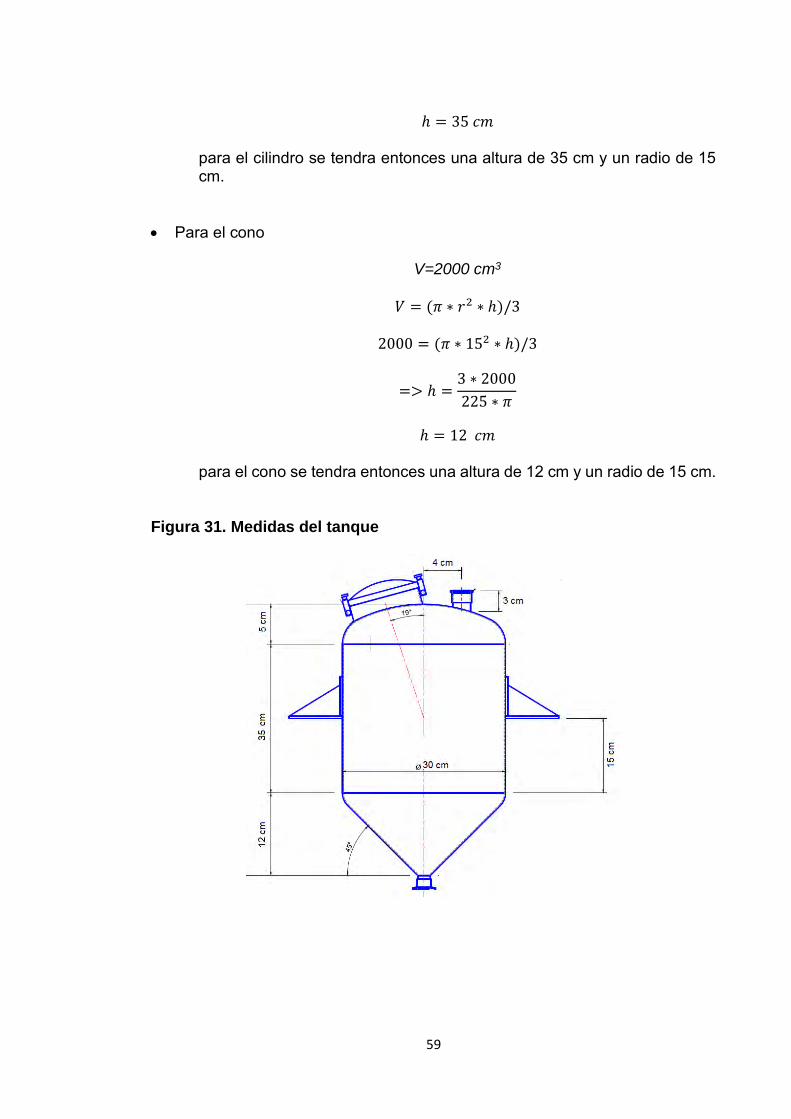
ℎ = 35 𝑐𝑚 para el cilindro se tendra entonces una altura de 35 cm y un radio de 15 cm.
Para el cono
V=2000 cm3
𝑉 = (𝜋 ∗ 𝑟2 ∗ ℎ)/3
2000 = (𝜋 ∗ 152 ∗ ℎ)/3
=> ℎ =3 ∗ 2000
225 ∗ 𝜋
ℎ = 12 𝑐𝑚 para el cono se tendra entonces una altura de 12 cm y un radio de 15 cm.
Figura 31. Medidas del tanque
60
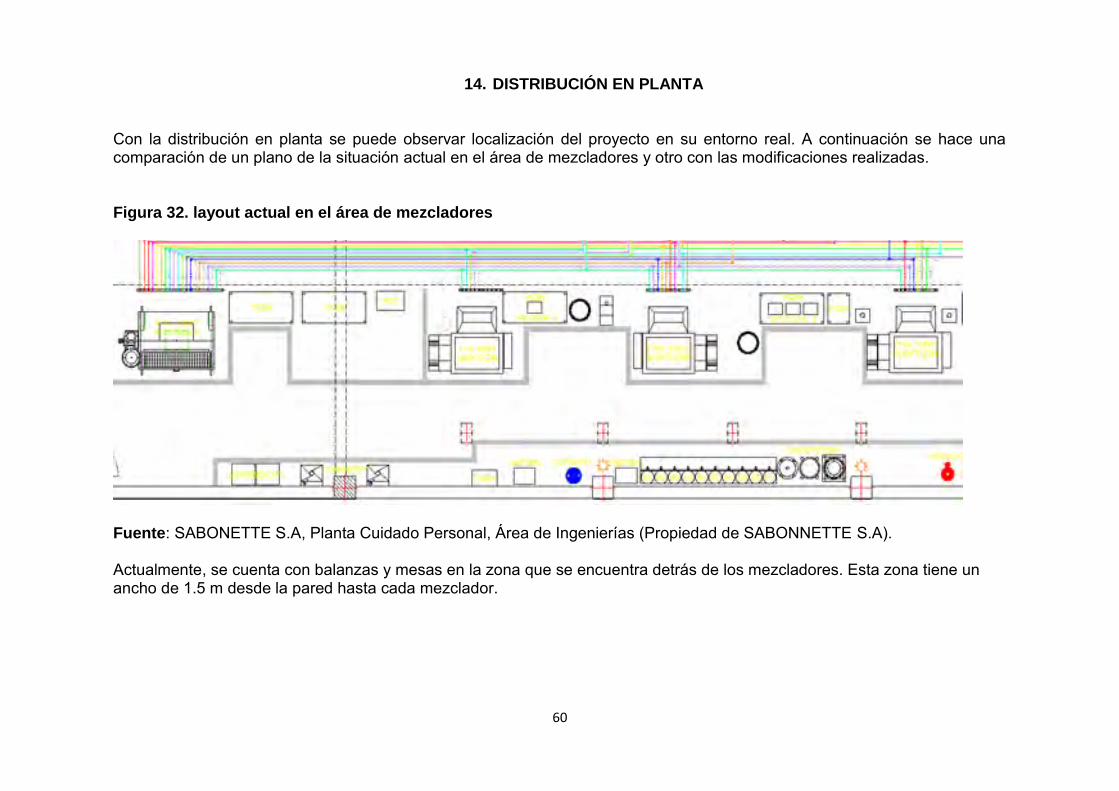
14. DISTRIBUCIÓN EN PLANTA
Con la distribución en planta se puede observar localización del proyecto en su entorno real. A continuación se hace una comparación de un plano de la situación actual en el área de mezcladores y otro con las modificaciones realizadas. Figura 32. layout actual en el área de mezcladores
Fuente: SABONETTE S.A, Planta Cuidado Personal, Área de Ingenierías (Propiedad de SABONNETTE S.A). Actualmente, se cuenta con balanzas y mesas en la zona que se encuentra detrás de los mezcladores. Esta zona tiene un ancho de 1.5 m desde la pared hasta cada mezclador.
61
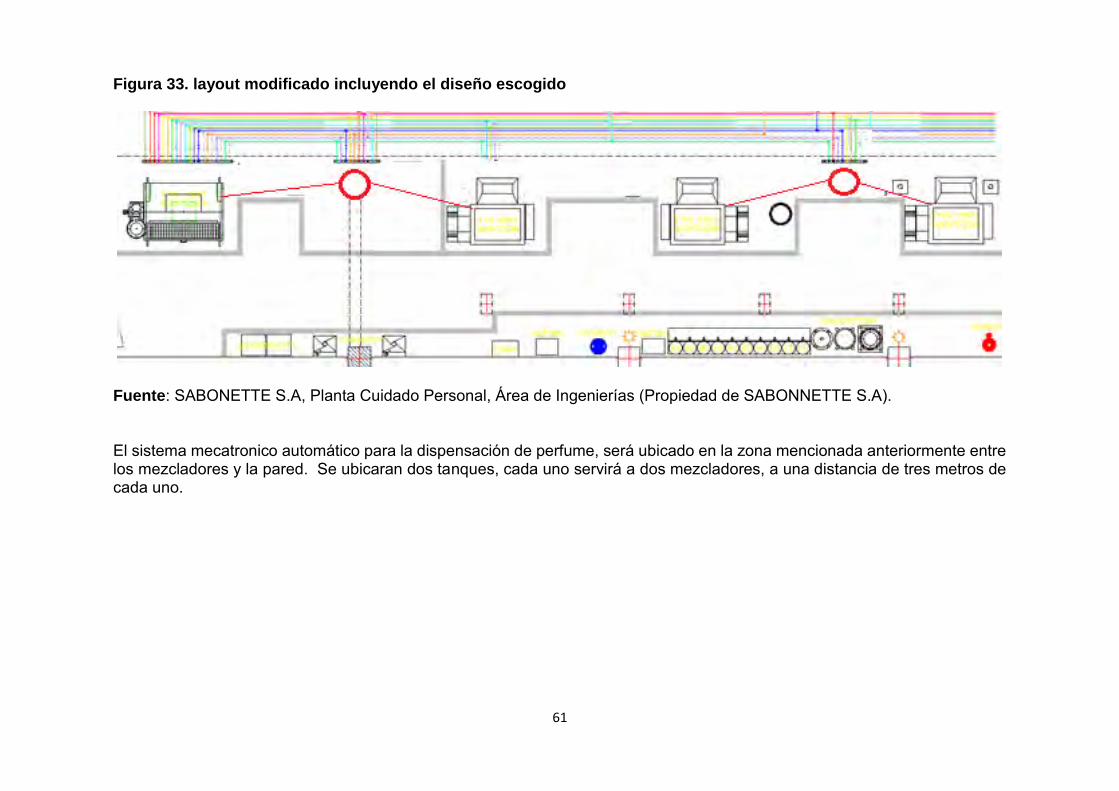
Figura 33. layout modificado incluyendo el diseño escogido
Fuente: SABONETTE S.A, Planta Cuidado Personal, Área de Ingenierías (Propiedad de SABONNETTE S.A).
El sistema mecatronico automático para la dispensación de perfume, será ubicado en la zona mencionada anteriormente entre los mezcladores y la pared. Se ubicaran dos tanques, cada uno servirá a dos mezcladores, a una distancia de tres metros de cada uno.
62
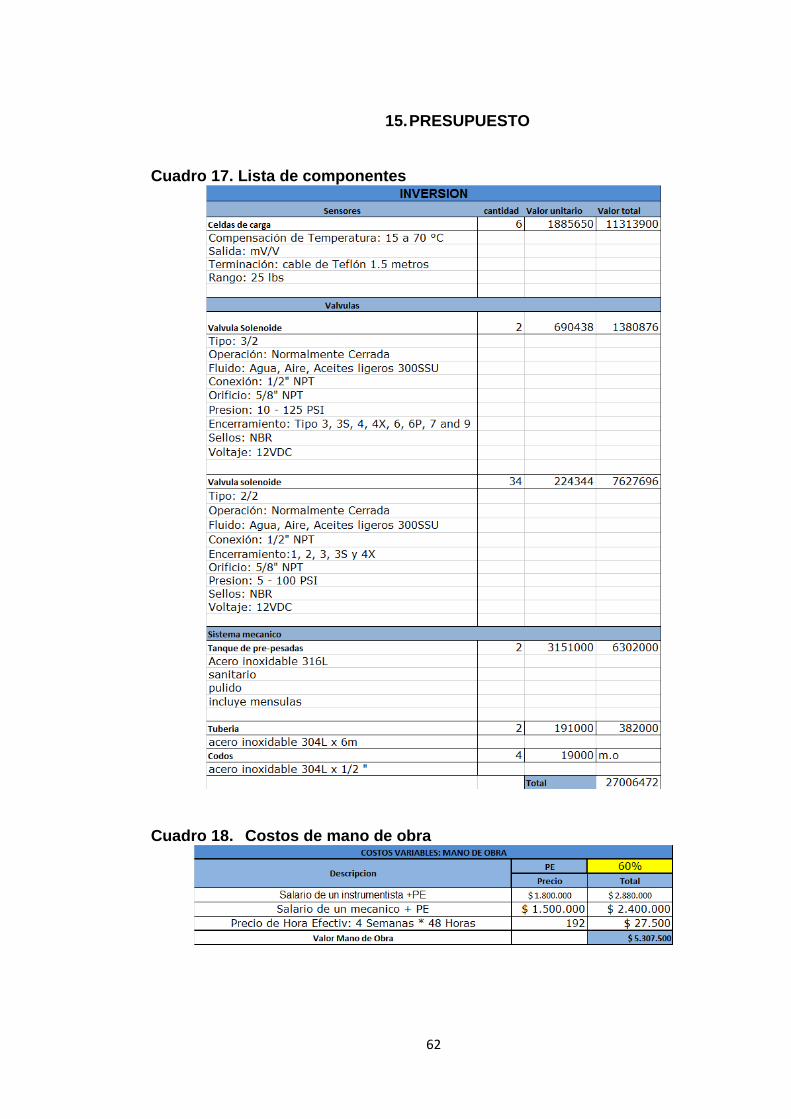
15. PRESUPUESTO
Cuadro 17. Lista de componentes
Cuadro 18. Costos de mano de obra
63
16. BENEFICIOS GENERADOS CON EL PROYECTO
Disminución de riesgos ergonómicos: Como se pudo observar en cuadro 4, en el área de mezcladores se encuentra documentados los riesgos ergonómicos que se generan debido al levantamiento repetitivo de peso, específicamente baldes con un peso que oscila entre los 4 y los 10 Kg. Con la implementación del sistema se pretende reducir al máximo la exposición del operario a estos levantamientos repetitivos, de manera que no sufra lesiones en su cuerpo, evitando así las incapacidades consecuentes y problemas permanentes de salud. Mejora de la calidad del producto: Al ser implementado un sistema automatizado, se evita la manipulación directa del producto por parte del operario, permitiendo que la cantidad de perfume que se dispense sea siempre la misma. Reducción de carga laboral: Actualmente se cuenta con dos operarios realizando la misma labor, siendo uno de ellos de rango superior y por consiguiente teniendo un beneficio económico mayor. Con el desarrollo del proyecto de automatización, la carga laboral se reduciría a la operación de una interfaz gráfica. Posibilidad de ampliación: En caso de que en un futuro, se requiera un aumento en la producción, el sistema lo permitirá, además, se podrán agregar la cantidad de tanques y de líneas de mezcladores que se necesiten, y la programación no se alterara para lo ya existente, simplemente se repiten lo ya programado para cada nuevo elemento.
64
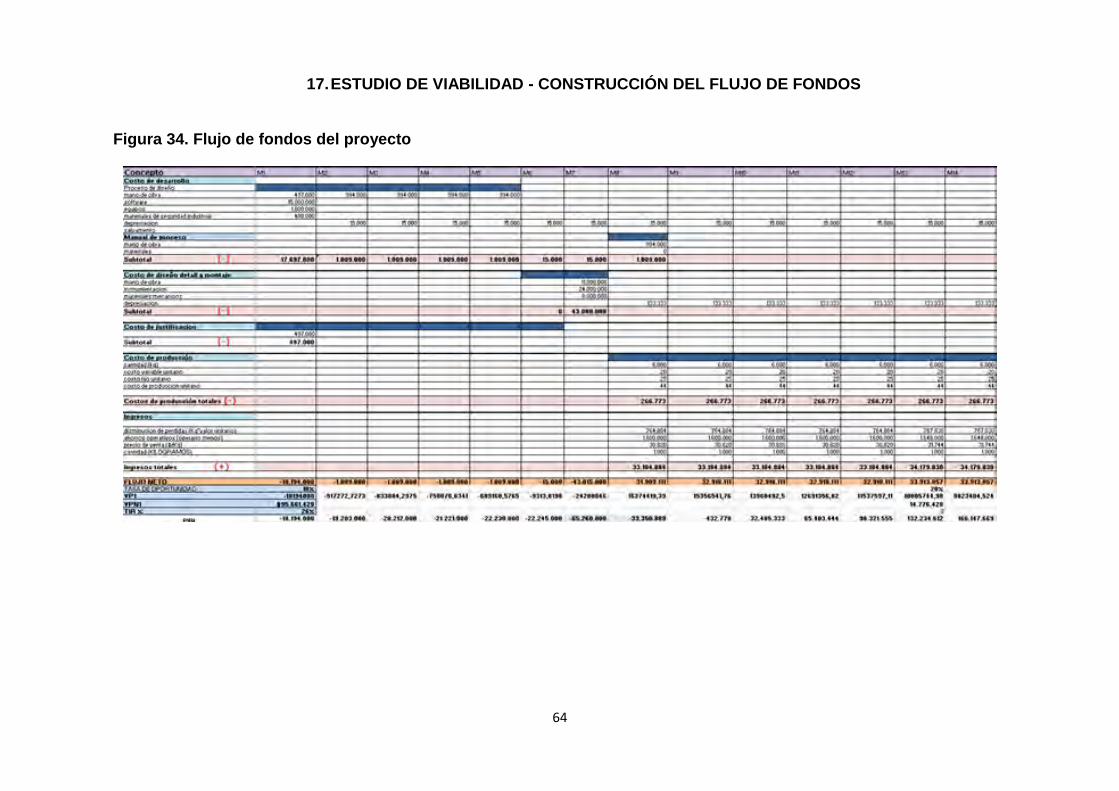
17. ESTUDIO DE VIABILIDAD - CONSTRUCCIÓN DEL FLUJO DE FONDOS
Figura 34. Flujo de fondos del proyecto
65
17.1 ANÁLISIS DEL FLUJO DE FONDOS
Tasa interna de retorno. Es el promedio de los rendimientos futuros esperados de dicha inversión, y que implica por cierto el supuesto de una oportunidad para "reinvertir". Tasa de descuento con la que el valor actual neto o valor presente neto (VAN o VPN) es igual a cero. La TIR puede utilizarse como indicador de la rentabilidad de un proyecto: a mayor TIR, mayor rentabilidad; así, se utiliza como uno de los criterios para decidir sobre la aceptación o rechazo de un proyecto de inversión. Para ello, la TIR se compara con una tasa mínima o tasa de corte, el coste de oportunidad de la inversión (si la inversión no tiene riesgo, el coste de oportunidad utilizado para comparar la TIR será la tasa de rentabilidad libre de riesgo). Si la tasa de rendimiento del proyecto - expresada por la TIR- supera la tasa de corte, se acepta la inversión; en caso contrario, se rechaza. Con una tasa oportunidad del 10%, el proyecto retorna el 56% por lo cual, se concluye que la viabilidad es alta, aumentando al doble la productividad y solventando los costos debidos a lesiones ergonómicas de los operarios.
66
18. CRONOGRAMA
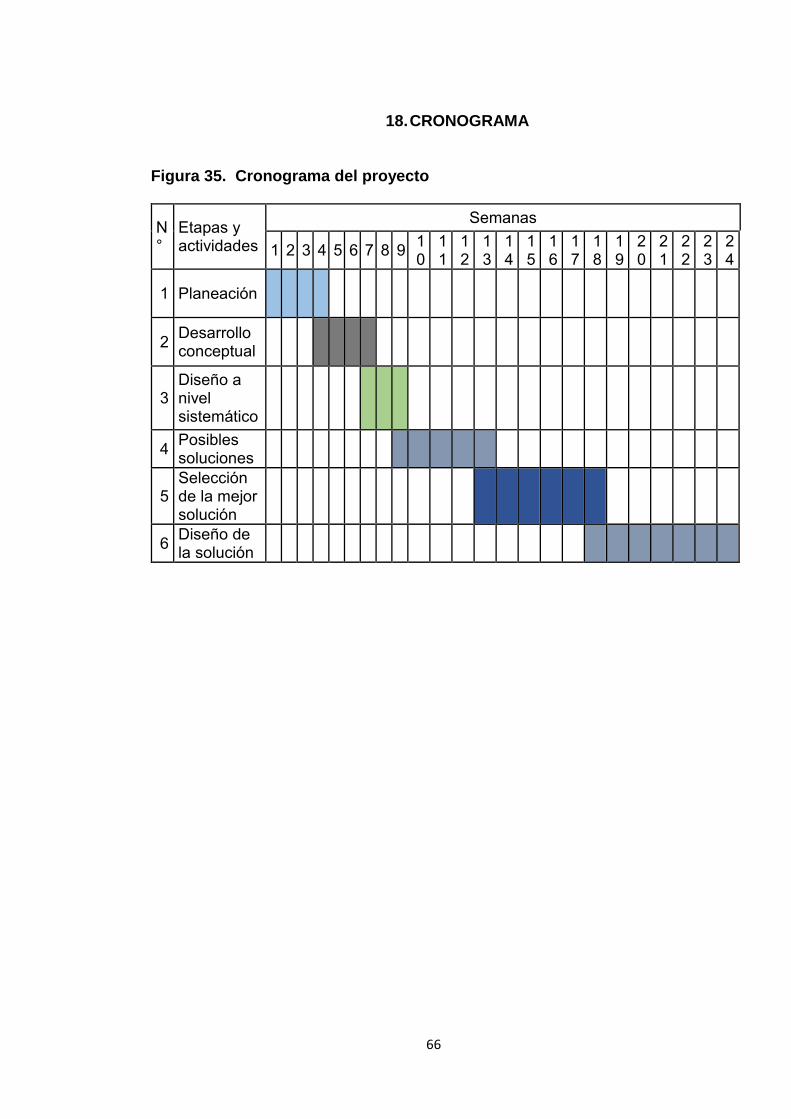
Figura 35. Cronograma del proyecto
N°
Etapas y actividades
Semanas
1 2 3 4 5 6 7 8 9 10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
1 Planeación
2 Desarrollo conceptual
3 Diseño a nivel sistemático
4 Posibles soluciones
5 Selección de la mejor solución
6 Diseño de la solución
67
19. CONCLUSIONES
Se realizó el diseño de un sistema mecatronico automático para la dispensación de perfume en los mezcladores de viruta de jabón de la planta de producción de SABONETTE S.A
Con la implementación del diseño, se logra disminuir los riesgos ergonómicos
debido a la manipulación de los perfumes por parte de los operarios del área de mezcladores.
Para realizar la medida del perfume, se sugieren celdas de carga y realizar el control por peso, ya que proveen alta confiabilidad y bajo costo, además de fácil mantenimiento
Se desarrolló el modelo virtual de la estructura mecánica del diseño mediante
software de simulación 3D permitiendo la visualización del sistema en su espacio real.
Observando otros sistemas existentes en la empresa, se pudo obtener ideas
claras para el desarrollo del proyecto.
Gracias a la selección de una arquitectura modular, el sistema se adapta fácilmente a un aumento en la producción y a una ampliación del área.
Se realizó una simulación virtual del posible comportamiento del sistema,
verificando que la programación funcione correctamente, garantizando que no habrán errores en el proceso.
Se diseñó el sistema cumpliendo con los requerimientos de producción y
ergonomía que exigían los ingenieros del área.
68
20. RECOMENDACIONES
La solución propuesta está pensada acorde a las necesidades actuales de la planta y se hace uso de su infraestructura actual, por lo tanto cambios en la infraestructura pueden afectar el correcto funcionamiento del sistema.
Es necesario tener en cuenta los principios de mantenimiento del sistema de
polvo pues una mala limpieza, entre otros, provocaría un error de la medición.
69
BIBLIOGRAFÍA
CREUS Sole, Antonio. Instrumentación Industrial, 6a edición. Marcombo S.A, 1997. 741p. MAZA, A.C. - Diseño de un sistema experto para el enderezado de chasis en frio [en línea] [consultado 27 febrero 2014]. Disponible en internet: http://catarina.udlap.mx/u_dl_a/tales/documentos/lmt/maza_c_ac/capitulo4.pdf MELO, José Luis. Ergonomía practica: guía para la evaluación ergonómica de un puesto de trabajo, Ciudad Autónoma de Buenos Aires: Fundación MAPFRE, 2009. 193p. PIEDRAFITA Moreno, Ramón. Ingeniería de la automatización industrial, México D.F: ALFAOMEGA GRUPO EDITOR S.A, 2001. 559p. UNIVERSIDAD NACIONAL DE TUCUMAN. Curso de control de procesos, Tema 3, Sistemas en lazo cerrado, comportamiento temporal. San Miguel de Tucumán, Argentina [en línea] [consultado 27 febrero 2014]. Disponible en internet: http://www.herrera.unt.edu.ar/controldeprocesos/tema_3/Tp3a.pdf

70
ANEXOS
71
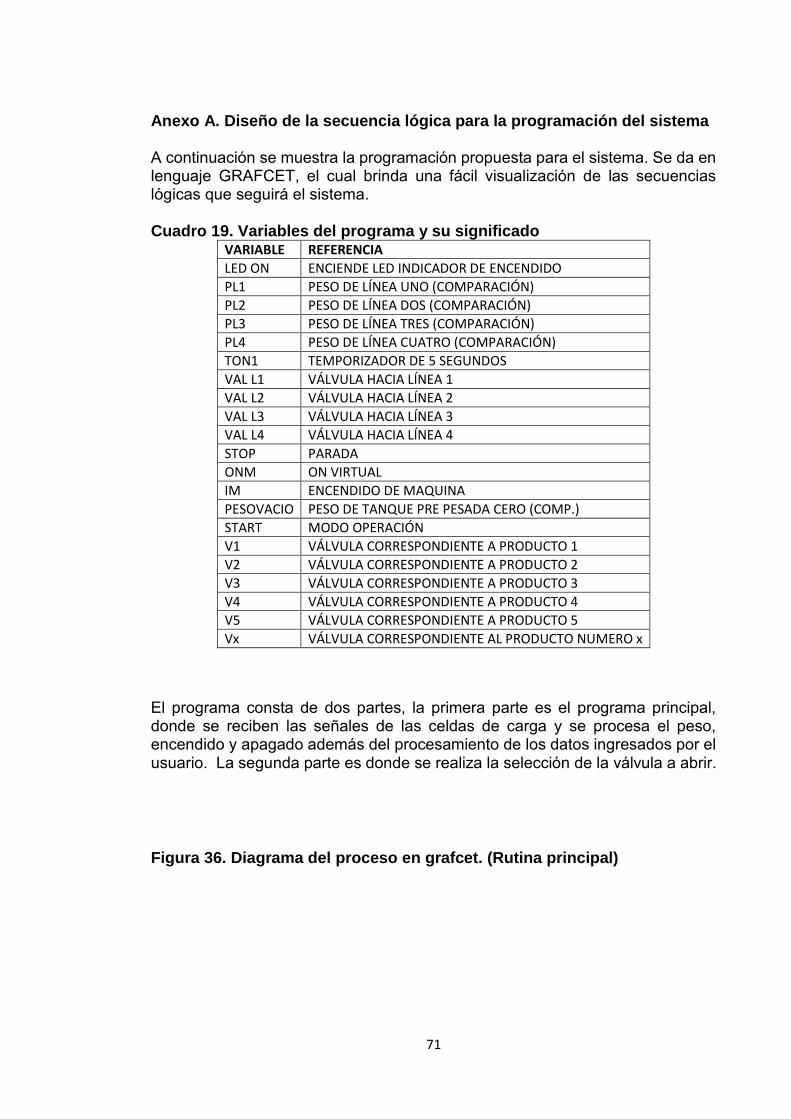
Anexo A. Diseño de la secuencia lógica para la programación del sistema A continuación se muestra la programación propuesta para el sistema. Se da en lenguaje GRAFCET, el cual brinda una fácil visualización de las secuencias lógicas que seguirá el sistema. Cuadro 19. Variables del programa y su significado
VARIABLE REFERENCIA
LED ON ENCIENDE LED INDICADOR DE ENCENDIDO
PL1 PESO DE LÍNEA UNO (COMPARACIÓN)
PL2 PESO DE LÍNEA DOS (COMPARACIÓN)
PL3 PESO DE LÍNEA TRES (COMPARACIÓN)
PL4 PESO DE LÍNEA CUATRO (COMPARACIÓN)
TON1 TEMPORIZADOR DE 5 SEGUNDOS
VAL L1 VÁLVULA HACIA LÍNEA 1
VAL L2 VÁLVULA HACIA LÍNEA 2
VAL L3 VÁLVULA HACIA LÍNEA 3
VAL L4 VÁLVULA HACIA LÍNEA 4
STOP PARADA
ONM ON VIRTUAL
IM ENCENDIDO DE MAQUINA
PESOVACIO PESO DE TANQUE PRE PESADA CERO (COMP.)
START MODO OPERACIÓN
V1 VÁLVULA CORRESPONDIENTE A PRODUCTO 1
V2 VÁLVULA CORRESPONDIENTE A PRODUCTO 2
V3 VÁLVULA CORRESPONDIENTE A PRODUCTO 3
V4 VÁLVULA CORRESPONDIENTE A PRODUCTO 4
V5 VÁLVULA CORRESPONDIENTE A PRODUCTO 5
Vx VÁLVULA CORRESPONDIENTE AL PRODUCTO NUMERO x
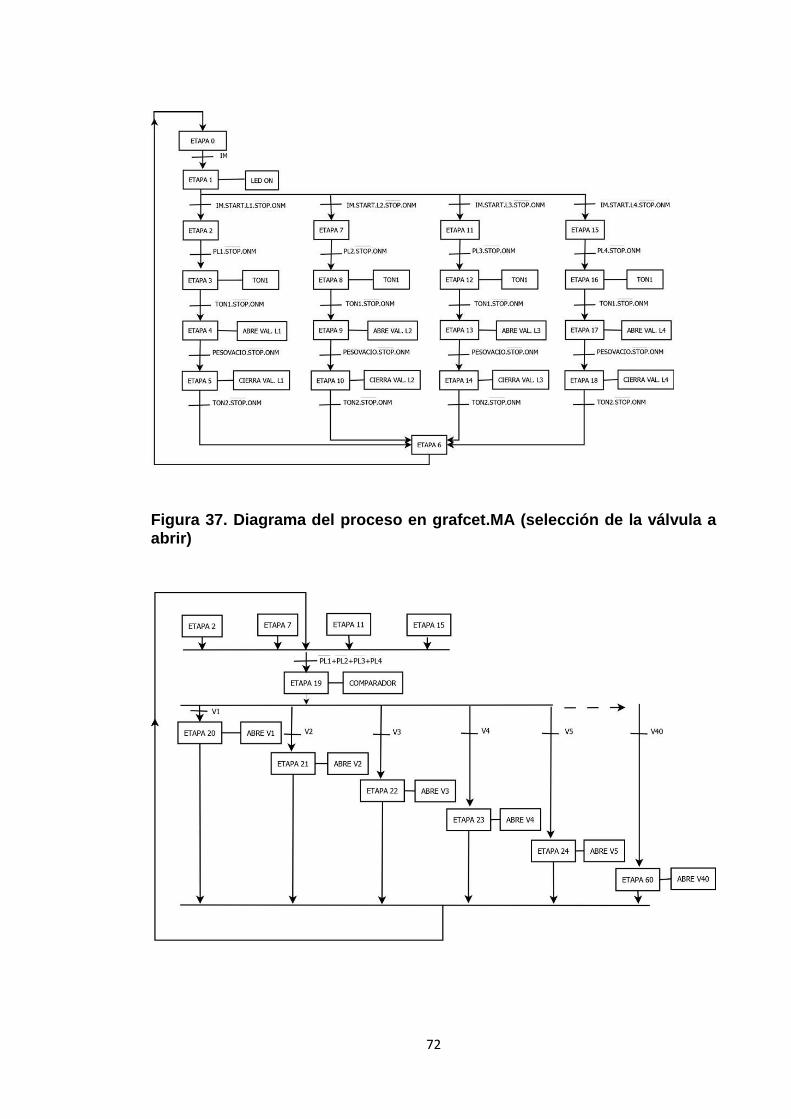
El programa consta de dos partes, la primera parte es el programa principal, donde se reciben las señales de las celdas de carga y se procesa el peso, encendido y apagado además del procesamiento de los datos ingresados por el usuario. La segunda parte es donde se realiza la selección de la válvula a abrir.
Figura 36. Diagrama del proceso en grafcet. (Rutina principal)
72
Figura 37. Diagrama del proceso en grafcet.MA (selección de la válvula a abrir)
73
Anexo B. Manual de configuración
Componentes del sistema
PLC allen bradley compact logix l30
Dispositivo lógico programable (con sus módulos de entradas y salidas, y de comunicación), se encarga de realizar la detección de las mediciones de las celdas de carga, mandar las diferentes señales de accionamiento a las electroválvulas, y realizar el control del proceso, además de permitir la comunicación con el IPC, actuando según la necesidad en tiempo real.
Válvulas de dos vías
Actuadores de alta velocidad de respuesta, impiden y admiten el flujo del líquido en una sola dirección según la señal de mando del PLC.
Válvulas de tres vías.
Actuadores de alta velocidad de respuesta, impiden y admiten el flujo del líquido en una de las dos direcciones posibles según la señal de mando del PLC.
Flauta (tubería):
Pieza de tubería formada por un sistema de 10 entradas y 1 salida, conecta en su parte superior con los tubos de suministro de los líquidos y sus válvulas de dos vías, y en su parte inferior con el tanque de pre pesadas (véase tanque de
pre pesadas).
74
Soporte de tanque de pre pesadas:
Estructura sobre la cual reposan las ménsulas del tanque de pre pesadas y las celdas de carga.
Tanque de pre pesadas:
Depósito temporal de líquido, impide el ingreso de sustancias contaminantes, y junto con las celdas de carga provee el método de detección de la cantidad de líquido en su interior.
Celdas de carga
Transductores, ubicadas entre el tanque de pre pesadas y el soporte del tanque, convierte la fuerza ejercida por el contenido del tanque, en una señal eléctrica detectada por el PLC.
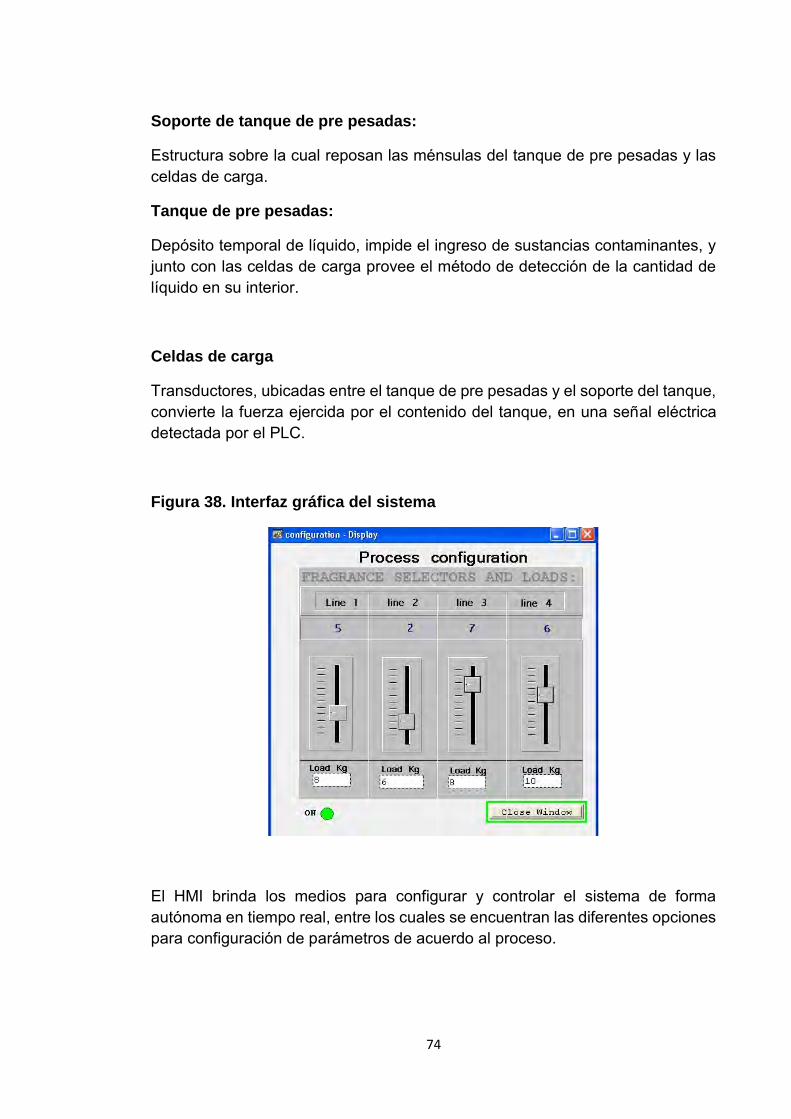
Figura 38. Interfaz gráfica del sistema
El HMI brinda los medios para configurar y controlar el sistema de forma autónoma en tiempo real, entre los cuales se encuentran las diferentes opciones para configuración de parámetros de acuerdo al proceso.

75
Selección del producto y la cantidad por línea
Selectores en forma de barra vertical, se encuentran cuatro (4) de ellos, uno por cada línea siendo de izquierda a derecha, el selector de la línea uno (1) a la cuatro (4), además de indicador numérico para verificar la selección.
Figura 39. Sliders para seleccionar la cantidad a dispensar por llinea
La cantidad a depositar de cada líquido se ingresara en las cajas de texto ubicadas bajo cada slider.
Figura 40. Cuadros de texto
Interfaz visualización del proceso
76
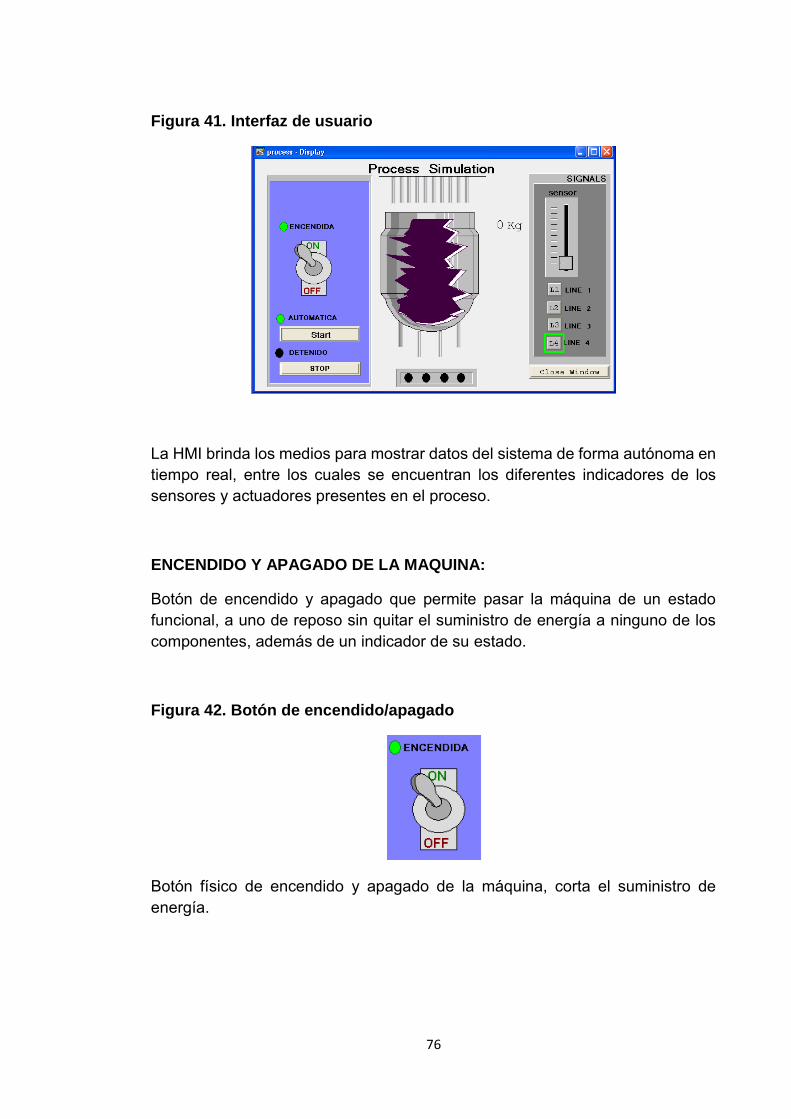
Figura 41. Interfaz de usuario
La HMI brinda los medios para mostrar datos del sistema de forma autónoma en tiempo real, entre los cuales se encuentran los diferentes indicadores de los sensores y actuadores presentes en el proceso.
ENCENDIDO Y APAGADO DE LA MAQUINA:
Botón de encendido y apagado que permite pasar la máquina de un estado funcional, a uno de reposo sin quitar el suministro de energía a ninguno de los componentes, además de un indicador de su estado.
Figura 42. Botón de encendido/apagado
Botón físico de encendido y apagado de la máquina, corta el suministro de energía.
77
Puesta en marcha:
Botón de Start en la interfaz, al estar activo permitirá la ejecución de las tareas programadas en el PLC de forma continua y automática.
Figura 43. Botón de start
PARADA DE LA PRODUCIÓN
Botón de Stop en la interfaz, al estar activo detendrá las operaciones de forma inmediata, el indicador luminoso de Stop, también se encenderá en caso de detectarse error en funcionamiento de la máquina.
Figura 44. Botón de stop
Operación manual, simulado del proceso
La interfaz posee además botones de simulación del proceso, permite que el usuario pueda de forma manual, manipular las variables de forma virtual, y observar el comportamiento real de la planta frente a esas variables virtuales; las variables que pueden ser modificadas, son el peso en el tanque de pre pesadas y la señal proveniente de la báscula móvil.
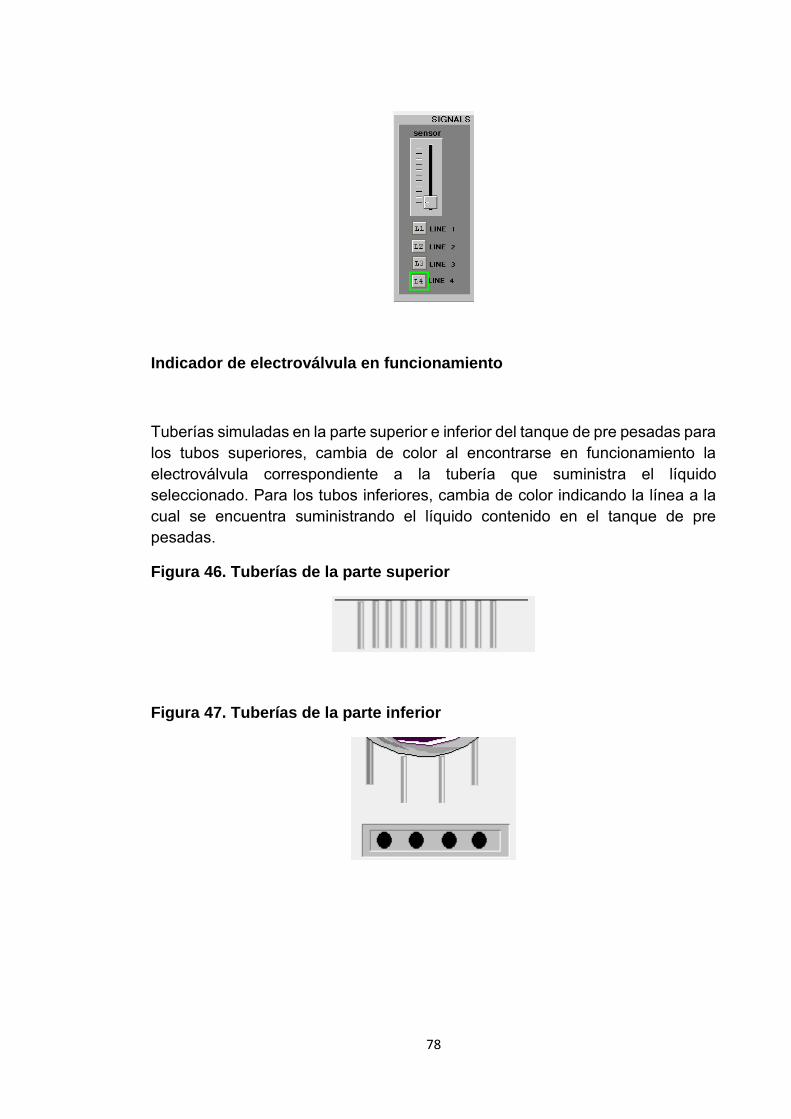
Figura 45. Señales que pueden ser simuladas
78
Indicador de electroválvula en funcionamiento
Tuberías simuladas en la parte superior e inferior del tanque de pre pesadas para los tubos superiores, cambia de color al encontrarse en funcionamiento la electroválvula correspondiente a la tubería que suministra el líquido seleccionado. Para los tubos inferiores, cambia de color indicando la línea a la cual se encuentra suministrando el líquido contenido en el tanque de pre pesadas.
Figura 46. Tuberías de la parte superior
Figura 47. Tuberías de la parte inferior
79
Indicador de cantidad de perfume en el tanque.
Simulado del contenido del tanque, proporciona de forma virtual la cantidad de líquido presente en el tanque, además de indicar el peso correspondiente a este contenido, también permite al operario saber si el contenido en el tanque está entrando o está saliendo.
Figura 48. Simulador de contenido del tanque
Indicadores de encendido, automático y parada:
Estos indicadores corresponden al estado de la máquina, (véase encendido y
apagado de la máquina, puesta en marcha y parada de la producción)
Procedimiento de configuración y puesta en marcha.
Puesta en marcha
Si se desea que la maquina opere, primero, verificar que se encuentran encendidos todos los dispositivos físicos (IPC, PLC, teclado, etc.), seguidamente active el encendido virtual de la máquina, y además verifique que no se encuentra en STOP.
80
Configuración
Primero configure los parámetros en la interfaz “process configuration” indicando el producto que se desea para cada línea, y su cantidad correspondiente (véase
selección del producto y cantidad por línea), si alguna línea no está en funcionamiento no configure el producto ni cantidad para esa línea.
Si se desea que la maquina opere de forma automática active el modo Automático, presionando el botón Start en la interfaz “process simulation”.
Si se desea que la maquina opere de forma manual, indique la línea a la cual desea depositar el producto y para detener el flujo, de ser necesario manipule virtualmente la señal de “sensor” correspondiente a la señal simulada de la celda de carga; el modo manual deberá usarse cuando se presenten fallas en el funcionamiento de la máquina y se desee identificar la causa del problema.

81