diseÑo de maquina prensadora para hacer briquetas …
TRANSCRIPT

IM-2005-II-10
DISEÑO DE MAQUINA PRENSADORA PARA HACER
BRIQUETAS DE BIOMASA
JUAN SEBASTIAN ECHEVERRI GIL
Tesis presentada como requisito parcial de grado
Programa de Pregrado en Ingeniería Mecánica
Asesor
Jaime Loboguerrero Uscátegui
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERIA
DEPARTAMENTO DE MECANICA
Bogota, Colombia
2006

IM-2005-II-10
2
Agradecimientos
Quisiera agradecer a todas aquellas personas que colaboraron con el desarrollo
de este proyecto, en especial al profesor Jaime Loboguerrero Uscátegui, y así
mismo a mis padres por todo el apoyo brindado incondicionalmente a lo largo del
programa de pregrado.

IM-2005-II-10
3
Resumen
El embalse de muña actualmente administrado por EMGESA, azotado en el
momento por la excesiva proliferación de buchón de agua, atraviesa problemas
legales que obligan a crear medidas correctivas con el fin de retirar el buchón y
recuperar el espejo de agua de la represa. Con el fin de darle un valor al buchón
retirado, se pretendió diseñar una máquina para compactar este material
convirtiéndolo en briquetas, conformada por diferentes partes como tolva, tornillo
sinfín y pistón.
En este trabajo también se explica rápidamente los procesos previos al
briqueteado entre ellos: extracción, exprimido, picado y secado, ya anteriormente
descritos en otros trabajos.
Queriendo enriquecer el objetivo del proyecto, se pretendió mostrar aspectos de
información general del embalse del muña, así como descripción y localización,
los problemas de contaminación, proliferación de zancudos y situación actual del
embalse. También una breve reseña de lo que es el buchón de agua y sus
características, así mismo de las briquetas con sus utilidades y su proceso de
conformación.

IM-2005-II-10
4
Tabla de Contenido
AGRADECIMIENTOS _______________________________________________ 2
RESUMEN _______________________________________________________ 3
TABLA DE CONTENIDO ____________________________________________ 4
LISTA DE ILUSTRACIONES _________________________________________ 6
LISTA DE TABLAS _________________________________________________ 7
1. INTRODUCCIÓN ________________________________________________ 8
2. JUSTIFICACIÓN _________________________________________________ 9
3. OBJETIVOS ___________________________________________________ 10
3.1 Objetivo general______________________________________________ 10
3.2 Objetivos específicos__________________________________________ 10
4. INFORMACIÓN GENERAL________________________________________ 11
4.1 El Embalse del Muña__________________________________________ 11
4.1.1 Descripción del Embalse____________________________________ 11
4.1.2 Problemas del Embalse ____________________________________ 12
4.1.3 Situación actual del Embalse ________________________________ 13
4.2 Buchón de Agua (eichhornia crassipes) ___________________________ 15
4.3 Briquetas ___________________________________________________ 16
5. CONSIDERACIONES DEL MATERIA PREVIO AL PROCESO DE18
PRENSADO _____________________________________________________ 18
5.2 Exprimido___________________________________________________ 18
5.3 Picado _____________________________________________________ 19
5.5 Briqueteado _________________________________________________ 19
6. DISEÑO DE LA MÁQUINA ________________________________________ 21
6.1 Características del Material _____________________________________ 21
6.2 Características y Restricciones para la Máquina_____________________ 22
6.3 Diseño del Tornillo Sinfín_______________________________________ 23
6.4 Diseño del canal del tornillo_____________________________________ 33
6.4 Diseño de la tolva ____________________________________________ 34

IM-2005-II-10
5
6.5 Diseño de Pistón _____________________________________________ 37
7. PRUEBAS DE EXPERIMENTACIÓN Y MEDICIONES __________________ 40
7.1 Prueba de humedad __________________________________________ 40
7.2 Prueba de compresión_________________________________________ 41
7.3 Medición de la Densidad Aparente _______________________________ 42
7.4 Medición del Angulo de Reposo _________________________________ 43
7.5 Medición de Coeficiente de Fricción ______________________________ 44
7.6 Prueba de compactación del pistón_______________________________ 44
8. CONCLUSIONES Y RECOMENDACIONES __________________________ 46
9. REFERENCIA __________________________________________________ 47
10. BIBLIOGRAFÍA ________________________________________________ 48
11. ANEXOS _____________________________________________________ 49

IM-2005-II-10
6
Lista de Ilustraciones
Ilustración 1 Estado actual del Embalse del Muña ________________________ 12
Ilustración 2 Pruebas de oxigenación __________________________________ 14
Ilustración 3 Barreras flotantes de PVC ________________________________ 14
Ilustración 4 Buchón de agua del Embalse del Muña ______________________ 15
Ilustración 5 Buchón de agua (eichhornia crassipes) ______________________ 16
Ilustración 6 Máquina ______________________________________________ 22
Ilustración 7 Código del Material ______________________________________ 25
Ilustración 8 Material del rodamiento __________________________________ 26
Ilustración 9 Estilo de rodamiento _____________________________________ 27
Ilustración 10 Numero de parte_______________________________________ 27
Ilustración 11 Tipos de aspas ________________________________________ 29
Ilustración 12 Tornillo de paso variable_________________________________ 32
Ilustración 13 Tornillo cónico_________________________________________ 32
Ilustración 14 Canal de tornillo sinfín __________________________________ 33
Ilustración 17 Tolva ________________________________________________ 37
Ilustración 18 Funcionamiento del pistón _______________________________ 38
Ilustración 19 Cámara de Compactación _______________________________ 39
Ilustración 20 Tolva construida para prueba de compactación y densidad
aparente_____________________________________________________ 41
Ilustración 21 Equipo para determinación del ángulo de reposo _____________ 43

IM-2005-II-10
7
Lista de Tablas
Tabla 1 Cantidad de material para briquetear diariamente. _________________ 23
Tabla 2 Características del Material ___________________________________ 24
Tabla 3 Características del tornillo segun el diametro11 ____________________ 29
Tabla 4 Comparación entre tipos de tolvas______________________________ 35
Tabla 5 Comparación de potencia ____________________________________ 38
Tabla 6 Prueba de humedad_________________________________________ 40
Tabla 7 Pruebas de Compactación____________________________________ 45

IM-2005-II-10
8
1. Introducción Actualmente la gran cantidad de buchón que se encuentra en el Embalse del
Muña debe retirarse prontamente debido a los problemas legales que ha tenido la
empresa a cargo de la administración de la represa. Generando al mismo tiempo
en un futuro, grandes cantidades de buchón sin uso aparente y considerándose
desperdicio. Queriendo sacar provecho de este problema y darle un valor a lo que
se supone basura, se pretende hacerle un proceso al buchón, con el fin de darle
utilidad creando briquetas de biomasa.
Se pretende profundizar uno de los temas relacionados con la tesis presentada
anteriormente por el estudiante Lino Saúl Rodríguez la cual se titula “Estudio de
Factibilidad para el Cosechamiento y Procesamiento del Buchón de Agua del
Embalse del Muña”. Este estudio trata todos los temas relacionados con los
procesos necesarios para darle un valor al buchón de agua, pero cada uno de
forma superficial sin llegar muy a fondo.
El tema a profundizar en esta tesis es en el diseño de una máquina con la
capacidad de crear briquetas a partir del buchón de agua.

IM-2005-II-10
9
2. Justificación
Al conocer la situación actual de la problemática ocurrida en el embalse del Muña
y concientes de la magnitud de dichos inconvenientes, se quiso implantar una
posible solución al problema de la utilización del buchón de agua una vez extraído
de la represa. De igual forma es importante utilizar el material por la técnica a
implantar, con el fin de evitar la acumulación de grandes cantidades de
desperdicio. A si mismo se pretende aplicar todos los conocimientos adquiridos
durante la formación académica, en el programa de Ingeniería Mecánica,
mediante el diseño de una máquina cuya función sea la fabricación de briquetas
de una manera fácil y económica, las cuales tengan múltiples utilidades entre
ellas, el mismo de la leña.

IM-2005-II-10
10
3. Objetivos
3.1 Objetivo general
El objetivo de este proyecto es diseñar una máquina que tenga como fin comprimir
el buchón de agua y convertirlo en briquetas.
3.2 Objetivos específicos
Definir las características del material como la humedad, tamaño de picado,
a través de pruebas de experimentación .
Determinar las características de la máquina como capacidad de
procesamiento por hora, tamaño, materiales, fuentes de energía para el
funcionamiento.
Exponer los procesos previos al briqueteado tales como extracción,
exprimido, picado y secado.
Explicar los pasos del diseño de cada parte de la máquina, como la tolva, el
tornillo sinfín y el pistón.

IM-2005-II-10
11
4. Información General
4.1 El Embalse del Muña 4.1.1 Descripción del Embalse El embalse del muña queda ubicado 20 Km al sur de Bogotá, en el municipio de
Sibaté, Cundinamarca (74º 14’ 59’’ longitud Oeste y 4° 32’ 27’’ latitud Norte) con
una área aproximada de 728 hectáreas a una altura de 2565 metros sobre el nivel
del mar. Es alimentada principalmente por el río Bogotá el cual llega por el lado
Norte de la represa y sus otros afluentes son el río Muña por el Sur y el río Aguas
Claras por el Este. El embalse se construyo en 1948 y tuvo como fin la generación
de energía eléctrica, pero desde hace 30 años aproximadamente sus aguas,
provenientes del río Bogotá (caudal mas contaminado del mundo) dejaron de ser
aptas para todo tipo de ser vivo principalmente peces y aves.
Los niveles de operación del Embalse fluctúan entre la cota 2569,8 m.s.n.m. y la
cota 2567 m.s.n.m. Son variables debido a los requerimientos para generación de
energía, con una capacidad para despachar 3.500 giga vatios hora año.

IM-2005-II-10
12
Ilustración 1 Estado actual del Embalse del Muña
4.1.2 Problemas del Embalse El embalse de Muña presenta desde hace varios años graves problemas de
contaminación principalmente debido a las aguas contaminadas del río Bogotá el
cual es afluente del Embalse, causada por la disposición de aguas residuales de
8.4 millones de personas y desperdicios de algunas fabricas. Además de este, se
le suma el problema de proliferación del buchón sobre el espejo de agua
generando bloqueo a la entrada de luz, cubriendo actualmente un poco mas del
50% de las aguas.
Estos problemas acarrean efectos secundarios que afectan la fauna, flora y demás
seres vivos que habitan sus alrededores, como:
Malos olores.
Predisposición a enfermedades de tipo respiratorias y cutáneas en los
32.000 habitantes del sector.

IM-2005-II-10
13
Proliferación de zancudos e insectos, según la Alcaldía de Sibaté 74
millones de insectos diarios.
La extinción de cualquier tipo de ser vivo en el agua, debido a la ausencia
de oxigeno y extrema contaminación.
4.1.3 Situación actual del Embalse Debido a los problemas generados por la contaminación y la proliferación de
buchón, la empresa a cargo de la administración del embalse (EMGESA) a tenido
problemas legales, donde la Corporación Autónoma Regional de Cundinamarca
(CAR) dejo en firme la resolución 506 del 2005, que decreta el cierra del embalse
del Muña si en dieciocho meses no se adelantan las obras que reduzcan olores y
proliferación de zancudos.
De no ser cumplido los objetivo en el plazo impuesto por la CAR, se ordenaría el
cierre del embalse causando sobre costos reflejados en las facturas del servicio en
Bogotá y mayor riesgo de racionamientos o cortes de la energía. Con el fin de
cumplir las ordenes impuestas por la CAR, EMGESA abrió el 21 de septiembre de
2005 una licitación para el retiro mecánico del buchón, en busca de recuperar el
espejo de agua donde se pretenden retirar alrededor de 500.000 toneladas de
estas matas.
Actualmente se está realizando una prueba piloto de fumigación en un área de
12.27 hectáreas con un herbicida comúnmente utilizado en el área agrícola,
llamado anikilamina 4SL1 . Además de esta también se han venido realizando
otras fumigaciones contra la proliferación de zancudos e insectos. Otras pruebas
realizadas recientemente en zonas delimitadas, son basadas en la oxigenación del
agua por medio de motores eléctricos pero con resultados no significativos, ya que
con la introducción de pequeñas cantidades de aire a las aguas no se ve efecto 1 Visita al Embalse dirigida por el Ingeniero Jorge Salcedo

IM-2005-II-10
14
alguno y a su vez con grandes cantidades los sedimentos que reposan en el fondo
se dirigen hacia la superficie.
Ilustración 2 Pruebas de oxigenación
Ya que el buchón se mueve en la dirección que sopla el viento, este se mueve de
un lado de la represa a otro dificultando la extracción del mismo. Por eso se han
puesto una barreras flotantes hechas con tubería de PVC de 4 y 2 pulgadas de
diámetro unidas por un cable de acero y poder retener el buchón en un lado del
embalse.
Ilustración 3 Barreras flotantes de PVC
IM-2005-II-10
15
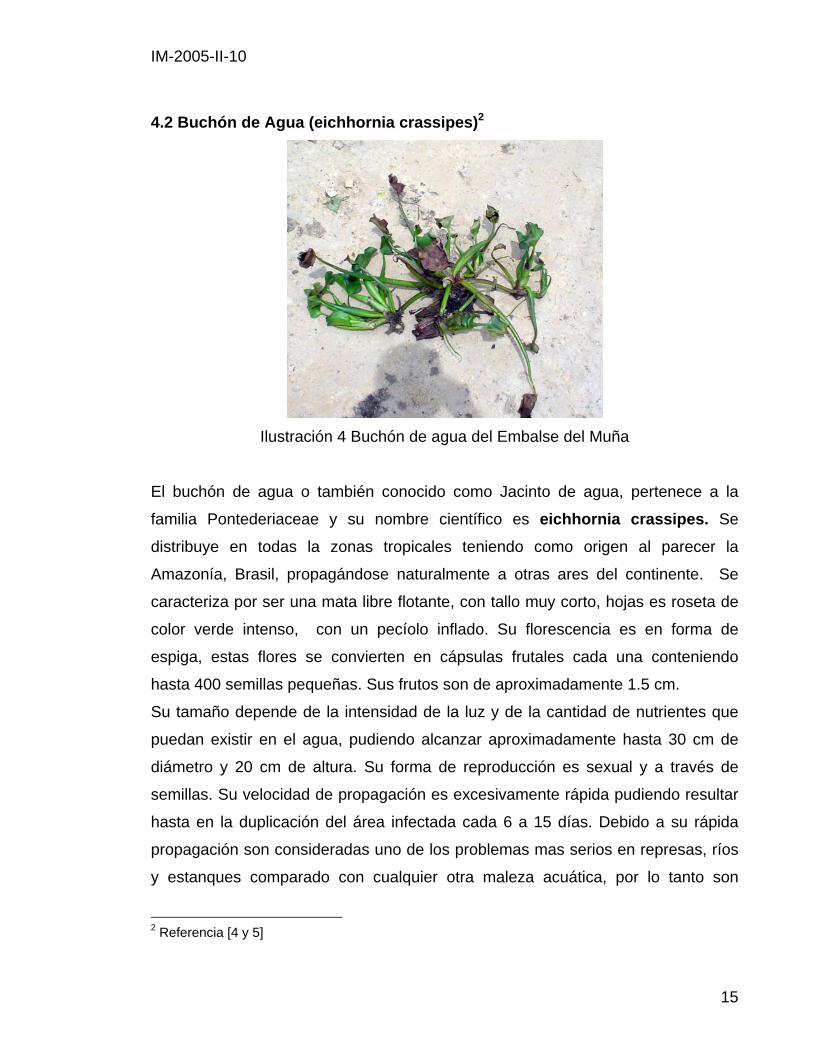
4.2 Buchón de Agua (eichhornia crassipes)2
Ilustración 4 Buchón de agua del Embalse del Muña
El buchón de agua o también conocido como Jacinto de agua, pertenece a la
familia Pontederiaceae y su nombre científico es eichhornia crassipes. Se
distribuye en todas la zonas tropicales teniendo como origen al parecer la
Amazonía, Brasil, propagándose naturalmente a otras ares del continente. Se
caracteriza por ser una mata libre flotante, con tallo muy corto, hojas es roseta de
color verde intenso, con un pecíolo inflado. Su florescencia es en forma de
espiga, estas flores se convierten en cápsulas frutales cada una conteniendo
hasta 400 semillas pequeñas. Sus frutos son de aproximadamente 1.5 cm.
Su tamaño depende de la intensidad de la luz y de la cantidad de nutrientes que
puedan existir en el agua, pudiendo alcanzar aproximadamente hasta 30 cm de
diámetro y 20 cm de altura. Su forma de reproducción es sexual y a través de
semillas. Su velocidad de propagación es excesivamente rápida pudiendo resultar
hasta en la duplicación del área infectada cada 6 a 15 días. Debido a su rápida
propagación son consideradas uno de los problemas mas serios en represas, ríos
y estanques comparado con cualquier otra maleza acuática, por lo tanto son
2 Referencia [4 y 5]

IM-2005-II-10
16
calificadas como malas hierbas que puede taponar en poco tiempo una vía fluvial.
Sin embargo para su adecuada multiplicación requiere de aguas estancadas o con
poca corriente y buena iluminación.
Ilustración 5 Buchón de agua (eichhornia crassipes)3
4.3 Briquetas4 La densificación de cualquier material orgánico se define como la compactación
del material para reducir los espacios vacíos entre partículas y dentro de ellas. Por
lo tanto los productos compactados con un diámetro mayor a 30 mm se
consideran briquetas, y los de menor de 30 mm de diámetro pellets.
Una briqueta es una masa de material orgánico compactada con o sin
aglomerantes, que tiene como objetivo la producción de energía mediante una
combustión fácil y rápida. La calidad de la briqueta depende tanto de la presencia
de aglomerantes como de la presión. La función de los aglomerantes es unir las
partículas entre sí y en algunos casos ayuda al momento del inicio de la
combustión. En los casos que no se usa ningún tipo de aglutinante, se debe 3 Referencia [4] 4 Referencia [9 y 10]

IM-2005-II-10
17
aplicar una presión muy alta, igual o superior a los 100 MPa, ya que con esta
presión se activa la lignina definida como polímero termoplástico que cumple la
función del aglutinante. La lignina se activa a altas presiones debido a la fricción
entre las partículas, causando una elevación en la temperatura que la reblandece
y el enfriamiento posterior causa su endurecimiento. Las bajas presiones se
consideran como menores de 5 MPa en las cuales siempre es necesario usar
aglutinantes, en las medias presiones (5-100MPa) la adición de aglutinantes
depende del material y de la presión, altas presiones superiores a los 100 MPa no
es necesario al utilización de aglutinantes.
El uso de la briquetas como combustible es una necesidad de todos los países del
mundo en la lucha contra la contaminación y es una alternativa económica en la
cual se busca reducir el impacto ambiental por la tala de árboles.

IM-2005-II-10
18
5. Consideraciones del materia previo al proceso de prensado
5.1 Recolección del Material5 Siguiendo la idea plateada en la tesis realizada por Lino Saúl Rodríguez en el
2005, se pretende la recolección del buchón en 2 pasos:
Acercamiento del buchón: Consiste en un sistema de barrido que consta de
un travesaño de madera acoplado a una cuerda sujeta en la orilla. Mediante
un mecanismo de ballesta, el travesaño es lanzado a distancias que varían
de 0 a 100 metros, en donde este se encaja a los cúmulos de buchón.
Cuando se aplica tensión a la cuerda, el travesaño desprende una sección
de buchón que es transportada por arrastre sobre el agua hasta la orilla. El
sistema mecánico de ballesta debe consistir en una base firme fijada al
piso. La idea es construir el sistema con materiales baratos y fácilmente
asequibles. La ballesta puede ser construida con madera o con perfileria
metálica, y el mecanismo impulsor puede ser una hoja de muelle de
suspensión de un vehículo.
Extracción del buchón: Para la extracción de la planta se proponen 3
métodos: una banda de caucho, un transportador de cadena y un tornillo de
Arquímedes. Durante la extracción se debe remover cualquier tipo de objeto
que se encuentre entre las plantas y por medio de una chorro de agua a
alta presión darle un lavado, ya que muchas veces las raíces tienen lodo.
5.2 Exprimido Debido a la característica física de la planta de absorción y acumulación de agua,
es necesario exprimirla para reducir considerablemente el tiempo de secado. Para
esto la planta se pasa a través de unos rodillos, los cuales extraen el agua por
5 Referencia [6]

IM-2005-II-10
19
medio de presión. Estos rodillos van ubicados al final del proceso de extracción y
por medio de un motor giran de tal forma que las plantas son absorbidas por
estos.
5.3 Picado Para el proceso de briqueteado el tamaño de material no puede ser muy grande
por lo que este se debe cortar en trozos cuya dimensión aproximada varia entre 1
y 6.5 centímetros de longitud. Ya que el buchón es una planta de tallo suave, esta
se puede picar o cortar en un picador de pasto y hacerle las modificaciones
necesarias para garantizar los tamaños de los trozos requeridos.
5.4 Secado Para garantizar la calidad de las briquetas, el material que se utilice debe tener
una humedad aproximada entre el 10 y 15%. La mejor opción de secado es por
medio de hornos, pero los costos de adquisición y funcionamiento son muy altos.
La otra opción que se puede implementar es la del secado en invernaderos por
medio del sol. Este proceso es mas demorado pero mucho mas económico. Para
lograr los porcentajes de humedad necesarios se requieren días de buen sol y
entre 10 y 11 días de exposición. Para épocas de invierno donde el sol es muy
escaso, los días de exposición aumentan hasta los 15 y 17 días y en algunos
casos es necesario usar un horno para poder alcanzar la humedad final. Por eso
se deben tener hornos para estar preparados para las épocas de invierno el cual
opera a 60º centígrados.
5.5 Briqueteado Para este ultimo paso el material ya ha pasado por varios procesos y se encuentra
listo para ser compactado y convertirse en briquetas. Después de secado el
material, se pone en unas bandas transportadoras donde el material cae a una
tolva. En el fondo de la tolva se encuentra un tornillo sin fin el cual es el que
mueve y alimenta el material hasta la cámara de compactación final. Este tornillo

IM-2005-II-10
20
tiene un diámetro de 6 pulgadas, gira a una velocidad de 50 RPM y es movido por
un motor eléctrico. Finalmente cuando llega el material a la cámara de
compactación final, este llega con una pre-compactación causada por el tornillo sin
fin. En la cámara se encuentra un pistón con un diámetro de 2.2 pulgadas el cual
es movido por un motor a través de una cigüeñal conectado a una biela y esta al
pistón. Este pistón por medio de golpes mueve el material a través de un dado de
1.8 pulgadas de diámetro donde el material obtiene una compactación a presiones
entre 100 y 110 Mpa. La briqueta sale después de pasar por el dado de forma
continua por lo que esta se debe cortar en pedazos de la longitud que se quiera o
necesite.

IM-2005-II-10
21
6. Diseño de la Máquina
6.1 Características del Material Para el diseño de la máquina se debe establecer las características del material y
de acuerdo a las necesidades para este diseño modificarlas para que estas
características se acoplen con las requeridas para un correcto funcionamiento de
la máquina a diseñar.
Después de consultar varias bibliografías y pruebas de experimentación se
concluye que el principal requisito del material, es la cantidad de humedad. Para
poder hacer briquetas de una buena calidad, se requiere que el porcentaje de
humedad se encuentre entre el 10 y 15%. Por eso es muy importante el proceso
de secado y estar verificando constantemente que el material cumpla este
requisito. El siguiente criterio a considerar es el tamaño de los trozos del material.
Estos no puede ser muy grandes porque afectan el correcto funcionamiento del
tornillo sinfín y también la calidad de briquetas. Pero tampoco pueden ser muy
pequeños porque los costos de maquinaria y operativos de corte serian muy altos.
El pequeño tamaño de los trozos también afecta el flujo en la tolva, ya que cuanto
mayor sea el tamaño de las partículas y mas exento se encuentre el material de
partículas finas, mas fácilmente fluirá6. Adicionalmente se estableció el tamaño
promedio de los trozos de material el cual varia entre 1 y 6.5 centímetros de
longitud. Otra característica importante del material que se definió durante el
diseño del tornillo sinfín es el del tamaño de terrón del material. Estos terrones se
forman cuando el material se encuentra aglomerado y varios trozos de material se
unen formando este. Estos terrones también afectan la fluidez del material en la
tolva. El tamaño de terrón varia de acuerdo a la cantidad de estos presentes. Para
un 10% de terrones presentes, el tamaño máximo es de 11/4 “, para un 25% el
tamaño máximo es 3/4" y para un 95% es 1/2" el tamaño máximo. La densidad
aparente del material se encontró por medio de pruebas experimentales dando
6 Referencia [8]
IM-2005-II-10
22
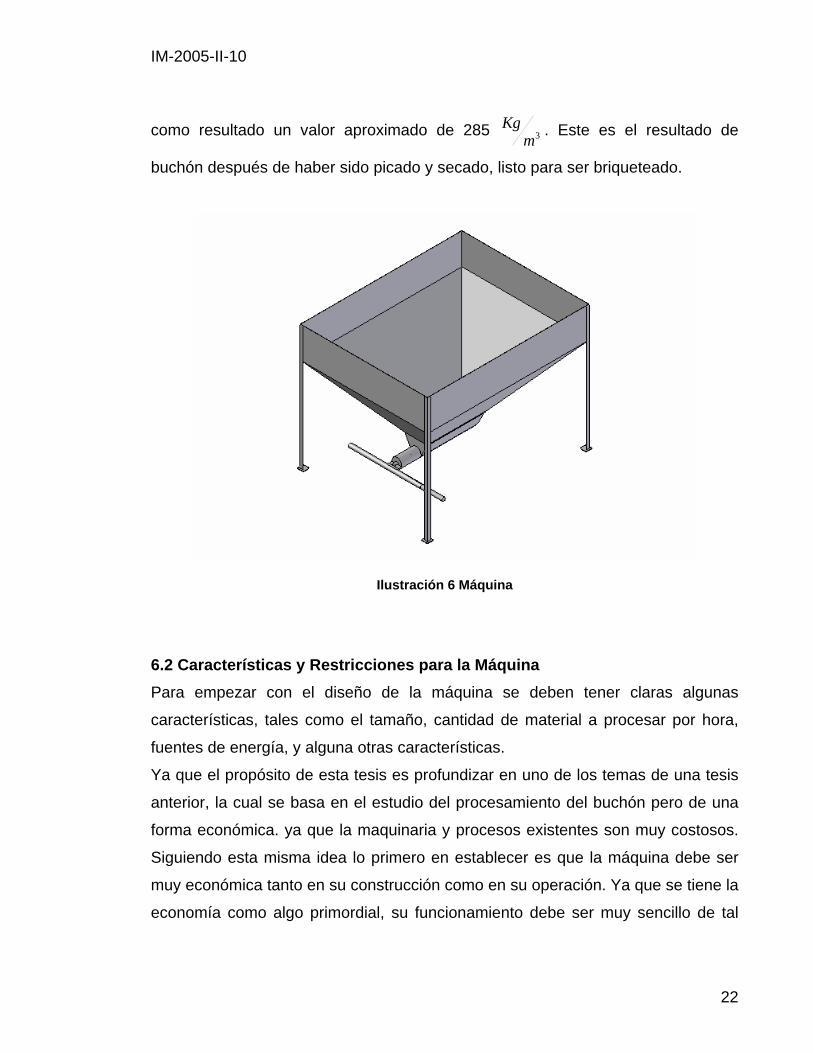
como resultado un valor aproximado de 285 3mKg . Este es el resultado de
buchón después de haber sido picado y secado, listo para ser briqueteado.
Ilustración 6 Máquina
6.2 Características y Restricciones para la Máquina Para empezar con el diseño de la máquina se deben tener claras algunas
características, tales como el tamaño, cantidad de material a procesar por hora,
fuentes de energía, y alguna otras características.
Ya que el propósito de esta tesis es profundizar en uno de los temas de una tesis
anterior, la cual se basa en el estudio del procesamiento del buchón pero de una
forma económica. ya que la maquinaria y procesos existentes son muy costosos.
Siguiendo esta misma idea lo primero en establecer es que la máquina debe ser
muy económica tanto en su construcción como en su operación. Ya que se tiene la
economía como algo primordial, su funcionamiento debe ser muy sencillo de tal

IM-2005-II-10
23
forma que no se requiera personal especializado que genera mayores costos. Su
fuente de energía es por medio de electricidad para mayor facilidad de operación.
En cuanto al tamaño se refiere, esta máquina no debe ser muy grande para que
se pueda transportar fácilmente en una camioneta. Las cantidades de material a
procesar por hora se establecieron a partir de la propuesta en la tesis de Lino Saúl
Rodríguez. En esta tesis se propone, que la cantidad de buchón a procesar
diariamente es de 1 hectárea. Una hectárea de buchón cosechado representan
aproximadamente 355 toneladas, de las cuales solo el 12% es biomasa, el resto
es agua, lo que representa 42.6 toneladas a procesar diariamente.
1 Hectárea 12% biomasa
Cantidad diaria 355 Toneladas 42.6 Toneladas
Cantidad por hora 5326 Kg
Cantidad por hora por
Máquina
900 Kg
Numero de Máquinas 6 Máquinas 900*6 = 5400 Kg
Tabla 1 Cantidad de material para briquetear diariamente.
En una jornada diaria de 8 horas la cantidad de buchón a procesar por hora es de
5326 Kg. Esto es una cantidad muy grande para ser procesado por una sola
máquina por lo que se decide hacer el diseño de una máquina con una capacidad
de 900 Kg por hora, requiriéndose 6 máquinas para poder satisfacer la cantidad
propuesta.
6.3 Diseño del Tornillo Sinfín También conocido como tornillo de Arquímedes, este tiene varias funcionalidades,
pero en este caso su utilidad es la de mover y alimentar la cámara de
IM-2005-II-10
24
compactación final. Para el diseño de este tornillo se siguieron los pasos sugerido
por el Manual de diseño de tornillos de Martin7.
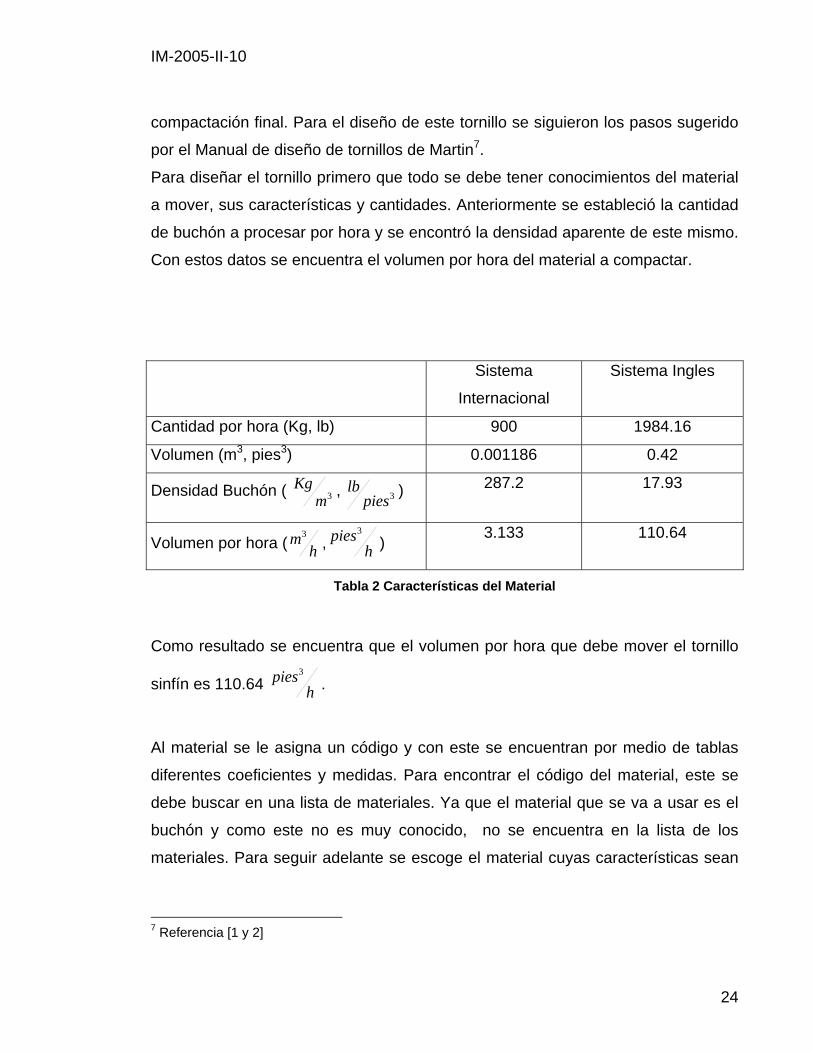
Para diseñar el tornillo primero que todo se debe tener conocimientos del material
a mover, sus características y cantidades. Anteriormente se estableció la cantidad
de buchón a procesar por hora y se encontró la densidad aparente de este mismo.
Con estos datos se encuentra el volumen por hora del material a compactar.
Sistema
Internacional
Sistema Ingles
Cantidad por hora (Kg, lb) 900 1984.16
Volumen (m3, pies3) 0.001186 0.42
Densidad Buchón ( 3mKg , 3pies
lb ) 287.2 17.93
Volumen por hora ( hm3
, hpies3
) 3.133 110.64
Tabla 2 Características del Material
Como resultado se encuentra que el volumen por hora que debe mover el tornillo
sinfín es 110.64 hpies3
.
Al material se le asigna un código y con este se encuentran por medio de tablas
diferentes coeficientes y medidas. Para encontrar el código del material, este se
debe buscar en una lista de materiales. Ya que el material que se va a usar es el
buchón y como este no es muy conocido, no se encuentra en la lista de los
materiales. Para seguir adelante se escoge el material cuyas características sean
7 Referencia [1 y 2]

IM-2005-II-10
25
las mas parecidas a las del buchón después de haber sido picado. Finalmente el
material mas similar encontrado es el de sobras de tabaco cuyo código es D3-45Y.
Ilustración 7 Código del Material8
El primer número del código significa el tamaño del material. D3 significa que es
granular y el tamaño del material es entre ½” y 3”.
El siguiente número es la fluidez y para este material se le asigna el 4 lo que
significa que es lento. El tercer número representa la abrasividad con el número 5
que significa que es medianamente abrasivo. El último carácter representa alguna
otra característica del material que se deba resaltar, donde la letra Y significa que
el material es muy liviano.
8 Referencia [1]

IM-2005-II-10
26
A continuación se encuentran los pasos para el diseño del tornillo de acuerdo a las
características de los materiales y de los requerimientos.
Rodamientos: De otro manual de Martín especializado en rodamientos para
tornillos sinfín se encuentra el rodamiento que mas acople a las características
requeridas.
Ilustración 8 Material del rodamiento9
De la anterior ilustración se conoce los estilos que se recomienda usar. De estos
el que mas se acomoda a lo necesario es el estilo 216.
9 Referencia [2]

IM-2005-II-10
27
Ilustración 9 Estilo de rodamiento10
Con el estilo de rodamiento solo falta especificar el numero de parte. Para un
tornillo de 6 pulgadas de diámetro el numero de parte es 6CH2163.
Ilustración 10 Numero de parte10
10 Referencia [2]
IM-2005-II-10
28
Factor de capacidad: CF1 = 1.00 Se define el paso del tornillo. Se escoge un paso
estándar el cual es el más común y recomendado para desplazamientos
horizontales. Para un paso estándar el diámetro del tornillo es igual al paso. El
diámetro se selecciona mas adelante.
Factor de capacidad de paletas: CF2 = 1.00 Para hallar el factor de capacidad de
tramo se debe especificar el tipo de paletas que se usara cuando se hacen
modificaciones en los tramos. En el caso contrario cuando no se hacen
modificaciones se usa el valor de CF2 = 1.00.
Capacidad de mezclado por paletas: CF3 = 1.00 Como no se tienen paletas para
mezclar se usa un valor igual a 1.
Carga del canal: De acuerdo al porcentaje de carga del canal y con un volumen de
carga ya conocido, se puede determinar el diámetro del tornillo y la velocidad de
giro. Para un volumen 110.64 pies3/hora (3.13 m3/h) se puede usar diámetros de
tornillo de 4” y de 6”. Se decide usar el tornillo de 6” ya que para el de 4” tiene que
girar casi al máximo de la velocidad permitida. Para un tornillo de 6 “ de diámetro
la cantidad de material movido a un RPM es de 2.23 pies3/hora y puede girar a
una velocidad máxima de 165 RPM. De acuerdo a la cantidad de materia que se
tiene que mover por hora, el tornillo debe girar a una velocidad de 50 RPM.
Ya conocido el diámetro y la velocidad de giro del tornillo se procede a buscar en
otras tablas otra medidas del tornillo como son el diámetro del acoplamiento, el
diámetro interno y externo del tubo del tornillo y el tamaño de las aspas. Además
se debe escoger la forma de la aspa para el tornillo, la cual se sugiere que sea
helicoidal para mover materiales ligeros.

IM-2005-II-10
29
Ilustración 11 Tipos de aspas11
Tabla 3 Características del tornillo segun el diametro11
Potencia: Con todas las medidas del tornillo ya especificadas y con los
coeficientes se halla la potencia del motor que va a mover el tornillo. Para
encontrar esta potencia necesaria se deben usar unas ecuaciones. En la primera
ecuación se encuentra la potencia necesaria para mover el tornillo sin carga.
11 Referencia [1]

IM-2005-II-10
30
==000,000,1
bdf
fLNFHP (HP necesarios para mover el tornillo sin material)
Para mover el material se usa otra ecuación.
==000,000,1
pmfm
FFCLWFHP (HP necesarios para mover el material)
Ya teniendo estas dos ecuaciones se puede encontrar la potencia necesaria para
mover el tornillo con el material.
=+
=e
FHPHPHP Omf
Total
)((HP totales para mover el tornillo cargado)
Cada letra representa un valor que se encontró de acuerdo a las necesidades y
características requeridas.
L = Longitud total del tornillo, pies
N = Velocidad de operación, RPM (revoluciones por minuto)
Fd = Factor de diámetro del tornillo
Fb = Factor de rodamiento
C = Capacidad en pies cúbicos por hora
W = Peso del material, lbs. por pie cúbico
Ff = Factor de aspas
Fm = Factor del material
Fp = Factor de aspas de mezclado (cuando se requieren)
Fo = Factor de sobrecarga
e = Eficiencia de trasmisión

IM-2005-II-10
31
Reemplazando el valor de cada letra de acuerdo a las ecuaciones se puede
encontrar la potencia requerida para el motor que mueve el tornillo sinfín. Los
valores encontrados son los siguientes:
==000,000,1
bdf
fLNFHP 0.005 ==000,000,1
pmfm
FFCLWFHP 0.593
=+
=e
FHPHPHP Omf
Total
)(1.165
Ya que la potencia hallada para mover el tornillo es la transmitida al tornillo y
además es muy baja se da como resultado un valor mayor por si se deciden hacer
cambios posteriores o aumentar la velocidad de giro del tornillo sin necesidad de
cambiar el motor. También hay perdidas al transmitir la potencia por lo que es
recomendable usar un valor mayor. Por estas razones se decide usar un motor
con una potencia de 5HP.
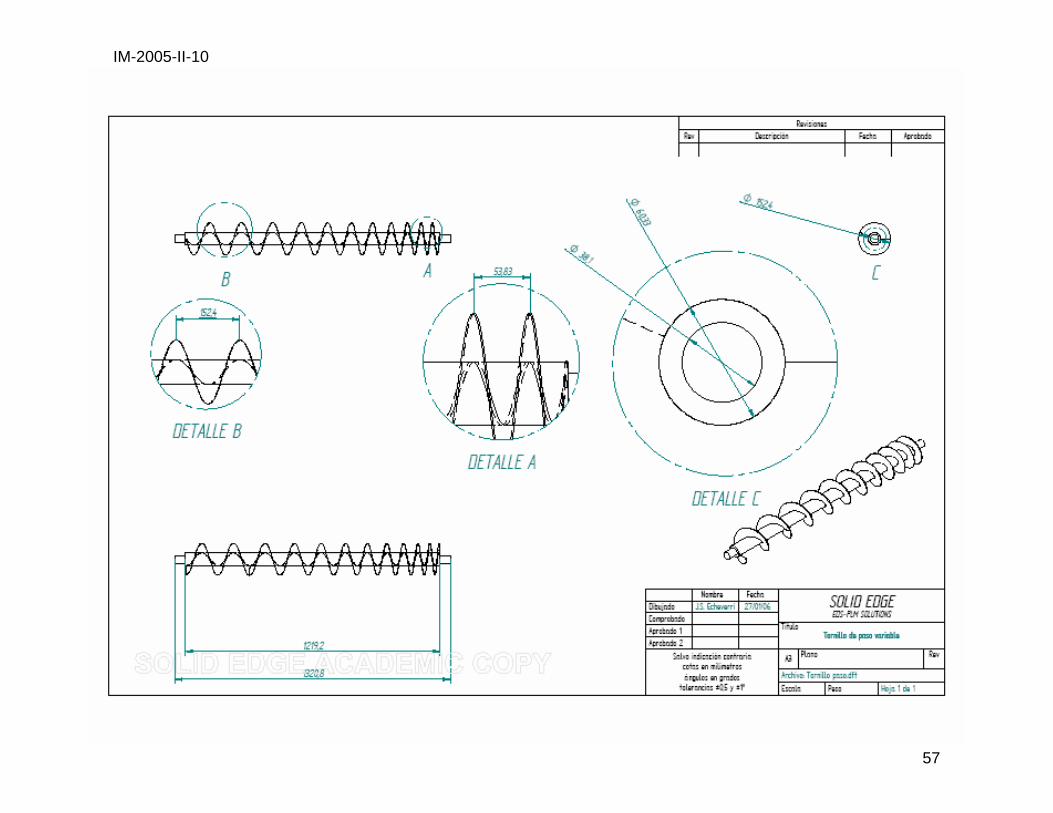
La sección del tornillo del comienzo de la entrada del material no puede ser igual
al final de la entrada, ya que el material que entra al comienzo debe recorrer una
distancia mayor a la que entra al final, de tal forma que produzca un arrastre
uniforme. Por esto hay dos opciones, una es que el paso disminuya y la otra es
que el diámetro de las aspas también disminuya hacia el lado contrario de la
salida.

IM-2005-II-10
32
Ilustración 12 Tornillo de paso variable
Ilustración 13 Tornillo cónico
El material requerido para la construcción del tornillo debe cumplir los siguientes
requisitos:
Entrada de material
Salida de material
Entrada de material
Salida de material

IM-2005-II-10
33
Alta resistencia a la torsión.
Buena resistencia contra la corrosión.
Buena ductilidad.
Buena soldabilidad.
Económico.
6.4 Diseño del canal del tornillo El canal en el que se encuentra el tornillo se diseña de acuerdo a los
requerimientos ya establecidos. La entrada del material no debe superar 6 veces
el diámetro del tornillo donde este se puede diseñar con un paso variable o
cónico, ya que a medida que se acerca a la salida hay mas material. Después de
la entrada sigue una sección del doble del diámetro del tornillo donde este
continua con un paso y tamaño de aspas constante hasta la salida y pasa a la
cámara de compactación final.
Ilustración 14 Canal de tornillo sinfín
Salida

IM-2005-II-10
34
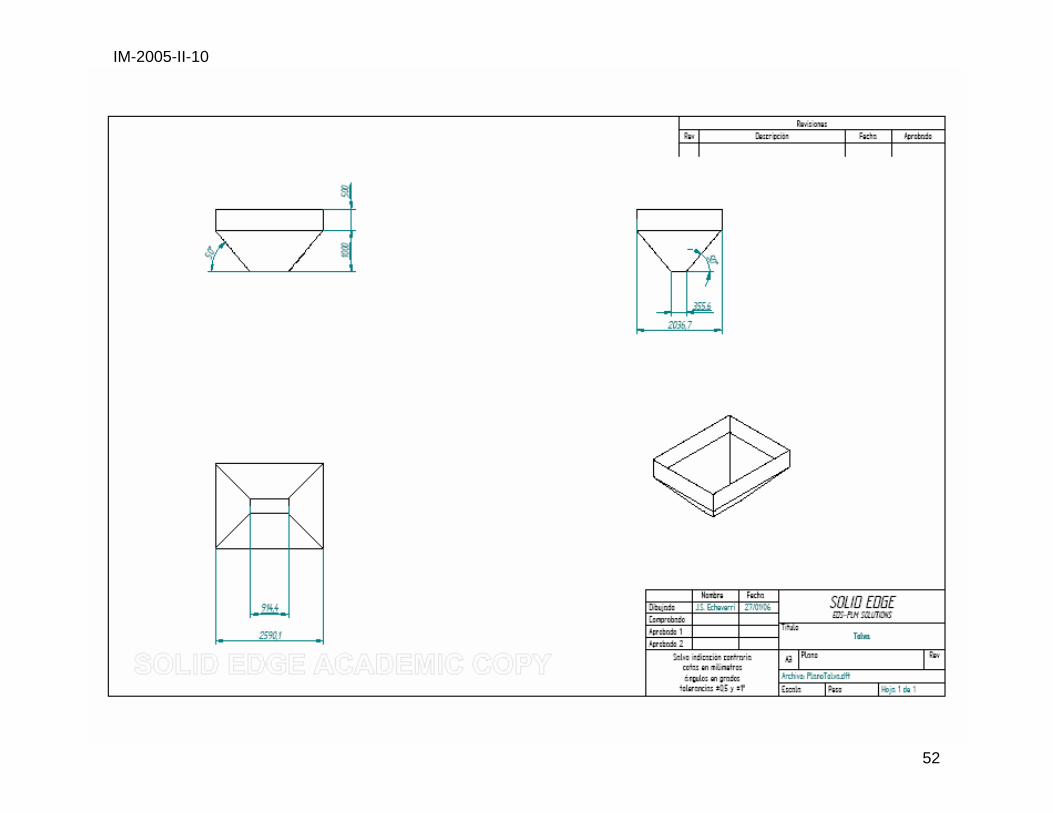
6.4 Diseño de la tolva Como primer criterio para empezar el diseño de la tolva, esta debe ser lo
suficientemente grande para almacenar materia donde este se esta consumiendo
a una taza de 900 Kg por hora. De acuerdo al diseño del tornillo la salida debe ser
de 35.56 cm (14 pulgadas), de ancho y para que haya un flujo uniforme, la relación
entre el largo de la abertura de alimentación y el diámetro del tornillo no
sobrepasar de seis. Como el diámetro es de 6 pulgadas, el largo de la apertura
será el máximo el cual es 91.44 cm (36 pulgadas).
La función de la tolva es la de almacenar el material y alimentar el tornillo que
mueve el material hasta la cámara de compactación final. Se considera que un
recipiente de almacenamiento esta formado por un deposito y una tolva. El
deposito es la sección superior del recipiente, con lados verticales. La tolva, que
tiene por lo menos un lado inclinado, es la sección entre el deposito y la salida del
recipiente12.
Anteriormente, hasta 1960 la construcción de tolvas era algo empírico. Gracias a
investigaciones y mediciones de valores que hasta entonces eran desconocidos
aparecen las publicaciones de Jenike dando un gran paso en el diseño de tolvas.
Uno de los criterios de diseño mas importantes que se definió en esta publicación,
es la medición del ángulo de reposo. También en esta publicación se estableció la
diferencia de las características del flujo de materiales, de las cuales se destacan
el flujo de masa y el flujo de almacenamiento.
12 Referencia [8]

IM-2005-II-10
35
Tolvas de flujo de masa Tolvas de flujo de embudo 1. Las partículas se segregan, pero se reúnen
en la descarga. 2. Los polvos de desairean y no fluyen
cuando se descarga el sistema. 3. El flujo es uniforme. 4. La densidad del flujo es constante. 5. Los indicadores de nivel funcionan
adecuadamente. 6. No quedan productos en zonas muertas
donde pudieran degradarse. 7. Se puede diseñar la tolva para tener un
almacenamiento no segregado o para funcionar como mezcladora.
1. Las partículas se segregan y permanecen segregadas.
2. La primera porción que entra es la ultima en salir.
3. Pueden permanecer productos en puntos muertos hasta que se realiza la limpieza completa del sistema.
4. Los productos tienden a formar puentes o arcos y luego a que se forman agujeros de rata durante las descarga.
5. El flujo es errático. 6. La densidad puede variar. 7. Los indicadores de nivel se deben situar en
puntos claves, para que puedan funcionar adecuadamente.
8. Las tolvas funcionan bien con sólidos de partículas grandes y flujo libre.
Tabla 4 Comparación entre tipos de tolvas13
13 Referencia [8]
Ilustración 16 Tolva de flujo de masa13 Ilustración 15 Tolva de Flujo de
embudo13

IM-2005-II-10
36
De acuerdo a las necesidades requeridas, se escoge la tolva que se ajuste mas a
los criterios ya establecidos. Cada tolva tiene sus ventajas y sus desventajas. Las
características mas importantes que se deben tener en la máquina a diseñar, las
reúne la tolva de flujo de masa, por lo que se toma esta como la adecuada.
Para el diseño de esta tolva uno de los criterios mas importante es conocer el
ángulo de reposo, el cual se recomienda encontrarlo por medio de un probador de
factor de flujo14. Hacer las pruebas de experimentación que se sugieren para el
diseño de la tolva, son muy costosas y muchas veces no se cuenta con los
instrumentos de medición requeridos, en este caso se realizan pruebas
experimentales mas simples y de igual forma confiables, por lo tanto para
encontrar el ángulo de reposo se hizo una prueba de experimentación diferente,
con el fin de encontrar resultados muy similares a los esperados de haber usado el
probador de factor de flujo. Ya con un ángulo de reposo de 47º, se procede a
definir el tamaño de la tolva y deposito.
Los materiales a utilizar para la construcción de la tolva deben cumplir ciertos
requisitos tales como:
Ser económicos
Buena resistencia contra la corrosión.
Fácilmente soldables.
Disposición en el mercado nacional.
De acuerdo a las características establecidas como de mayor importancia se
escoge un acero al carbono, ya que este es un componente de baja
responsabilidad el cual no esta sometido a acción de cargas fuertes, de fricción, ni
de temperaturas altas. Este es un material de bajo costo, excelente
maquinabilidad y disponibilidad en el mercado nacional. Unos buenos candidatos
puede ser el AISI 1045 o 1020.
14 Referencia [8]

IM-2005-II-10
37
Ilustración 17 Tolva
6.5 Diseño de Pistón La ultima parte del proceso es la compactación final donde el material llega a la
cámara y por medio de un pistón el material se compacta pasando por una dado.
El pistón se mueve dando 60 golpes por minuto, desplazando el material y
compactándolo hasta llegar al dado donde este recibe una compactación final,
aproximadamente 7 Mpa, adicionando un aglutinante. Para lograr hacer una
briqueta sólida sin usar aglutinantes se necesitan presiones muy altas, lo que ve
reflejado en materiales mas fuertes para la construcción de la cámara y el pistón,
un motor con una mayor potencia generando mayores costos. Inicialmente se
pensó en usar esta presión pero después de algunos cálculos se vio que la
potencia necesaria era muy alta.
Para encontrar la potencia se conoce que la cantidad de material que entra por
segundo es de 0.25 kg ya que en una hora se pretende briquetear 900kg de

IM-2005-II-10
38
material. El volumen que ocupa este material en la cámara es aproximadamente
341077.828525.0
3mkgV
mkg
−×== . Con este valor se halla la carrera del pistón.
mCarrera 34.04
05745.01077.8
2
4
=×
=−
π
acción
ave
TcarreraFPotencia *
=
Potencia Mínima Requerida
Potencia necesaria con presión de 7MPa 87.719 kW (8.35 HP)
Potencia necesaria con presión de 100MPa 6.140 kW (119.29 HP)
Tabla 5 Comparación de potencia
La potencia requerida para mover el pistón con las necesidades ya establecidas y
una presión de 100 Mpa es muy alta por lo que se decidió bajar la presión a 7 Mpa
y usar un aglutinante.
Ilustración 18 Funcionamiento del pistón15
15 Referencia [3]
IM-2005-II-10
39
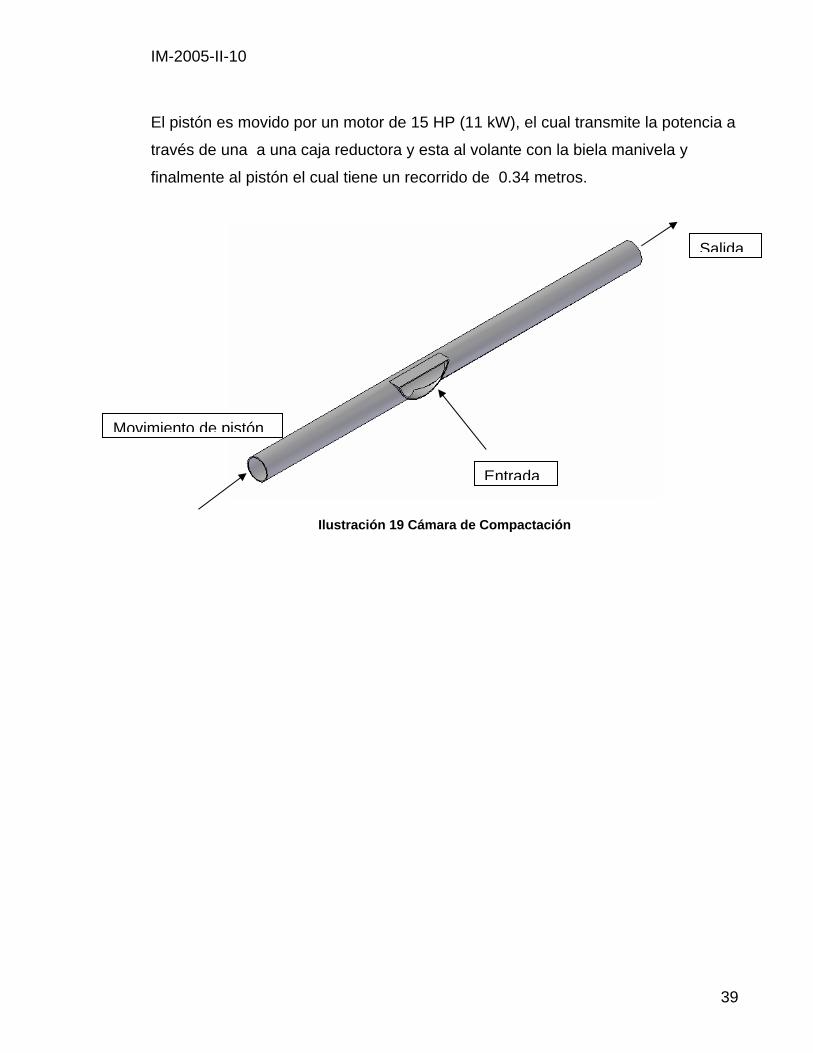
El pistón es movido por un motor de 15 HP (11 kW), el cual transmite la potencia a
través de una a una caja reductora y esta al volante con la biela manivela y
finalmente al pistón el cual tiene un recorrido de 0.34 metros.
Ilustración 19 Cámara de Compactación
Entrada
Salida
Movimiento de pistón

IM-2005-II-10
40
7. Pruebas de Experimentación y Mediciones 7.1 Prueba de humedad La humedad que tenga el material antes de briquetearse es muy importante,
porque si no es la adecuada, al compactar el material la calidad de la briqueta es
muy pobre. Después de investigar se encontró que la humedad adecuada para el
proceso esta entre 10 y 20%. Para rectificar esta información se hicieron pruebas
de humedad las cuales se basaron en poner a secar las matas al sol durante
varios días e ir registrando el peso diariamente en la noche, hasta que este peso
se estabilice considerándose este peso como el final de la mata con un 10% de
humedad.
Prueba de Humedad
0%10%20%30%40%50%60%70%80%90%
100%
0 1 2 3 4 5 6 7 8 9 10 11 12 13Días
% d
e hu
med
ad
% de humedad
Tabla 6 Prueba de humedad

IM-2005-II-10
41
Los resultados encontrados en la prueba muestran que son necesario entre 11 y
12 días de sol en un clima normal. Para las épocas de invierno es recomendable
poner el material a secar en un horno por un día después del octavo, ya que por la
falta de sol la mata no llega al porcentaje de humedad requerida.
7.2 Prueba de compresión Esta prueba se hizo con el fin de saber como se comporta el material al ser
expuesto a compresión por el mismo peso de este, cuando se encuentra en la
tolva. La compresión del material puede causar un aumento de la densidad
aparente, aglutinamiento del material formando terrones y/o la formación de un
arco (“cúpula” o “puente”) que no permite la salida del material, al transferir la
carga a las paredes16.
La prueba realizada consta en la construcción de una pequeña tolva hecha en
lámina de acrílico transparente con un ángulo de inclinación de 50º.
Ilustración 20 Tolva construida para prueba de compactación y densidad aparente
16 Referencia [8]

IM-2005-II-10
42
Aunque el coeficiente de fricción del acrílico es diferente al acero, se hace con
este material para poder observar lo que pasa dentro de la tolva y ver como se
comporta el material. En la parte inferior de la tolva se encuentra la salida del
material. Esta sección lleva una tapa la cual no permite la salida del material para
poder llenar la tolva. Después se pone una masa de 70 Kg simulando el peso del
buchón que se encuentra en la parte superior (deposito) y se abre la salida
observando lo ocurrido.
Resultados
Al llenar la tolva y poner el peso, la densidad aparente aumenta simplemente a la
vista, ya que se puede ver como el material que se encuentra próximo a salir sufre
una compactación debido al peso del material que se encuentra sobre este.
Después de abrir la salida, el material fluye fácilmente sin ningún problema y no se
generó ninguna formación de terrones. Se repitió la prueba, pero se dejó el
material durante toda una noche para simula el caso en el que se deja la máquina
cargada después de una jornada de trabajo. Al observar el material a través del
acrílico este parecía mas compacto, pero al abrir la salida no presento ningún
problema y el material tampoco presentó ningún caso de aglomeración de los
trozos del material.
7.3 Medición de la Densidad Aparente El valor de la densidad aparente indica la relación existente entre la masa y el
volumen que ocupa un determinado producto. Esta densidad se diferencia de la
densidad real en el volumen del aire comprendido en los espacios entre los trozo
del material. En la densidad aparente se adiciona este volumen al volumen del
material. Conocer este valor es importante para el diseño de la tolva y del tornillo
sinfín.
Para encontrar el valor de la densidad aparente, se dejó caer el material 60 cm por
encima de la parte superior de la tolva, construida para la prueba anterior. El
exceso de material se eliminó utilizando una superficie plana. El valor de la

IM-2005-II-10
43
densidad aparente se calculó como la relación entre la masa del material y el
volumen del mismo, siendo este el volumen de la tolva utilizado par la prueba.
Densidad Aparente = )(
)(3mVolumen
KgMasa
El valor medio encontrado de la densidad aparente fue de 285 3mKg .
7.4 Medición del Angulo de Reposo El ángulo de reposo es muy importante conocerlo para el diseño de la tolva, este
es al ángulo comprendido entre la horizontal y el lado del montículo formado por el
material en su caída libre sobre un superficie estática. El ángulo es una propiedad
del producto y está relacionada directamente con las fuerzas de fricción entre los
propios trozos del material17.
Para encontrar el ángulo de reposo se construyó un paralelepípedo en lámina de
acrílico transparente con dimensiones de 0.25 x 0.15 x 0.25 m. Una de las caras
laterales del paralelepípedo se construyó de forma que permitiera descargar
libremente el material contenido en su interior.
Ilustración 21 Equipo para determinación del ángulo de reposo15
17 Referencia [7]
IM-2005-II-10
44
Resultados
Después de hacer varias pruebas se encontró que el valor medio del ángulo de
reposo fue de 47º.
7.5 Medición de Coeficiente de Fricción El coeficiente de fricción estático entre los trozos del material y la tolva, se define
como la relación entre la fuerza necesaria para vencer la resistencia que dichas
superficies ofrecen al inicio del movimiento del material y la fuerza normal a la
superficie de contacto.
Resultados
Ya encontrado el ángulo de reposo se hicieron unas pruebas de fricción donde se
puso una lámina de acero con una inclinación de 47º, y sobre esta se puso el
material. Los trozos del material deslizaron sin ningún problema, venciendo el
coeficiente de fricción estático.
7.6 Prueba de compactación del pistón La presión recomendada para hacer las briquetas sin usar aglutinantes es mayor a
100 MPa, sin embargo, se hicieron unas pruebas de experimentación las cuales
tenían como fin mirar los resultados de hacer las briquetas con diferentes estados
de humedad y diferentes tamaños del material.
Las pruebas de compresión realizadas se hicieron en un prensa hidráulica con una
capacidad de 10 Kpsi (69 MPa) de presión. Aunque esta presión es menor a la
establecida sirvió como referencia, ya que si las pruebas eran satisfactorias se
puede asegurar que con la presión de 100 MPa la calidad de la briquetas será
mucho mejor.
Las primeras pruebas realizadas se basaron en compactar el material sin haber
sido secado pero la calidad de la briquetas fue muy mala y al pasar los días esta
se hacia mas débiles y frágiles debido a las porosidades de la humedad
desalojada. Se fue disminuyendo el porcentaje de humedad mostrando una gran
IM-2005-II-10
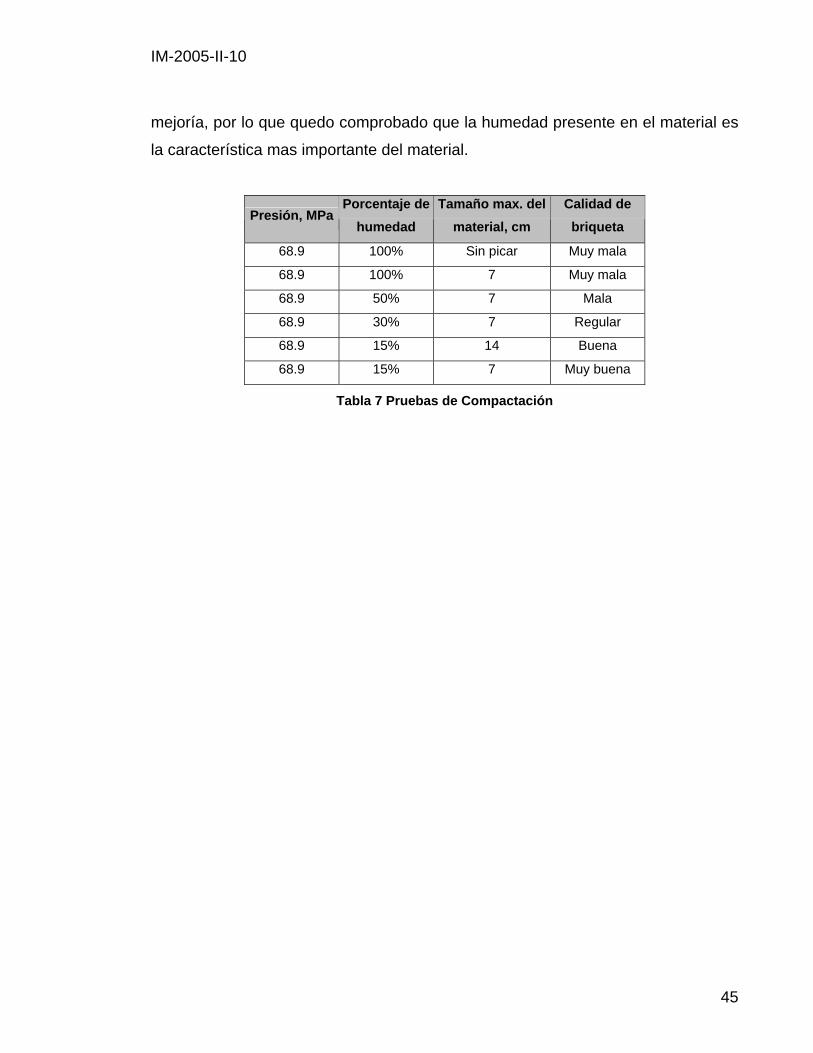
45
mejoría, por lo que quedo comprobado que la humedad presente en el material es
la característica mas importante del material.
Presión, MPaPorcentaje de
humedad Tamaño max. del
material, cm Calidad de
briqueta
68.9 100% Sin picar Muy mala
68.9 100% 7 Muy mala
68.9 50% 7 Mala
68.9 30% 7 Regular
68.9 15% 14 Buena
68.9 15% 7 Muy buena
Tabla 7 Pruebas de Compactación

IM-2005-II-10
46
8. Conclusiones y recomendaciones Se puede concluir que con el diseño acompañado de pruebas de experimentación
y mediciones exitosamente se planteó una alternativa para la elaboración de
briquetas de forma económica y sencilla, contribuyendo a la solución de uno de los
problemas actuales del embalse del Muña.
Por medio de la pruebas de experimentación se pudo concluir que el factor mas
importante para la elaboración de las briquetas de biomasa es el bajo porcentaje
de humedad presente en el material y esta directamente relacionado con la
calidad de estas. Las mediciones hechas fueron de gran importancia para los
criterios de diseños de la tolva y el tornillo sinfín ya que por medio de estas se
pudo establecer el ángulo de inclinación mínimo de la tolva para una correcta
fluidez del material y en cuanto al tornillo sinfín se implemento el diseño de dos
tipos de tornillos diferentes uno de paso variable y otro cónico esperando
resultares similares ya que esto no se comprobó.
Por medio de mediciones se halló el volumen y la densidad del material antes de
ser procesado cuyo fin fue conocer las características de la máquina y otros fines
de diseño.
Se comprobó que es importante un diseño de la máquina a construir, con el fin de
no generar sobre costos en la construcción de esta y crear un buen prototipo de la
máquina con un optimo funcionamiento para futuras pruebas.
Se recomienda seguir haciendo otras pruebas de experimentación, no realizadas
por los altos costos, que impliquen la construcción de alguna de las piezas de la
máquina, para comprobar los planes ideados, así mismo hacer los cambios de ser
necesario.

IM-2005-II-10
47
9. Referencia
[1] Srew Conveyor Martín. Sitio en Internet. Disponible en
http://martinsproket.com. Acceso Agosto 2005
[2] Srew Conveyor hanger bearing Martín. Sitio en Internet. Disponible en
http://martinsproket.com. Acceso Agosto 2005
[3] http://www.fao.org/docrep/T1147S/t1147s0a.htm#eichhornia%20crassipes%2
0(martius)%20solms%20laubach. Acceso Octubre 2005
[4] http://atlas.drpez.org/Eichhornia-crassipes. Acceso Octubre 2005
[5] http://www.lucidcentral.org/keys/appw/nonkey/html/eichhornia.html. Acceso
Octubre 2005
[6] Bernal Rodríguez, Lino Saúl, Estudio de Factibilidad para el Cosechamiento y
Procesamiento del Buchón de Agua del Embalse del Muña, Universidad de los
Andes, Departamento de Ingeniería Mecánica, Bogota, 2005
[7] Oliveros Tascon, Carlos Eugenio, Roa Mejia, Gonzalo, Cenicafé, Centro
Nacional de Investigación del Café, Coeficiente de Fricción, Angulo de Reposo
y Densidades Aparentes de Granos de Café Variedad Caturra, 1985; Volumen
36 Numero 1: 22-36.
[8] Perry, Robert H., Manual del Ingeniero Químico: 7ª ed. (4ª ed. en español),
Madrid: McGraw Hill; 2001; Volumen 4 Capitulo 21
[9] http://www.cubasolar.cu/biblioteca/energia/Energia13/HTML/articulo03.html
Acceso Julio 2005
[10] http://www.colciencias.gov.co/agenda/pn101.html Acceso Agosto Julio 2005

IM-2005-II-10
48
10. Bibliografía
Shigley, Joseph E., Mechanical Engineering Design. Seventh Edition, USA:
McGraw Hill; 2004
Bertoline, Gary R., Dibujo en Ingeniería y Comunicación Grafica. Segunda
Edición, Estado Unidos: McGraw Hill; 1999
Perry, Robert H., Manual del Ingeniero Químico: 7ª ed. (4ª ed. en español),
Madrid: McGraw Hill; 2001;
Oliveros Tascon, Carlos Eugenio, Roa Mejia, Gonzalo, Coeficiente de
Fricción, Angulo de Reposo y Densidades Aparentes de Granos de Café
Variedad Caturra, 1985; Volumen 36 Numero 1: 22-36.

IM-2005-II-10
49
11. Anexos

IM-2005-II-10
50
IM-2005-II-10
51
IM-2005-II-10
52

IM-2005-II-10
53

IM-2005-II-10
54

IM-2005-II-10
55

IM-2005-II-10
56
IM-2005-II-10
57

IM-2005-II-10
58