diseÑo e instalaciÓn de un sistema de aire … · (p&id) o el diseño de las placas...
TRANSCRIPT

ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO ELÉCTRICO
DISEÑO E INSTALACIÓN DE UN SISTEMA DE AIRE COMPRIMIDO PARA UNA PLANTA
DE CICLO COMBINADO
Autor: José Zaforteza Fuster Director: Javier de Frutos Mínguez
Madrid Mayo 2013

DISEÑO E INSTALACIÓN DE UN SISTEMA DE AIRE COMPRIMIDO PARA UNA PLANTA DE
CICLO COMBINADO
Autor: Zaforteza Fuster, José
Director: de Frutos Mínguez, Javier.
Entidad Colaboradora: Ingersoll Rand.
RESUMEN DEL PROYECTO
Introducción
El aire comprimido juega un papel clave en la industria actual, como se ve reflejado en el alto
porcentaje del total del consumo eléctrico industrial, que se sitúa en torno al 10% en los principales
países europeos (Lab). Esto se explica por la facilidad de producción, la flexibilidad de distribución y
la versatilidad de usos que se le puede dar; haciendo del aire comprimido la primera opción por
delante de la electricidad para aplicaciones varias. Estos usos comprenden: labores de
posicionamiento (pistones, motores neumáticos, válvulas), de proyección (pinturas), soplado de
plásticos, herramientas neumáticas (percutoras, tachonadoras), transporte neumático (de materiales
como grava) o incluso el almacenaje de energía (Gies, 2012).
Este extendido uso de la tecnología de aire comprimido incluye las centrales de producción
de energía, siendo de gran importancia que éstas cuenten con un suministro fiable y seguro de cara a
poder operar con normalidad. El presente proyecto pretende diseñar una instalación de un sistema
completo de producción de aire comprimido destinado a una central energética de ciclo combinado
de nueva construcción en Alemania. El proyecto es del tipo “llave en mano”, es decir, el cliente
desea obtener el sistema de aire comprimido proyectado, instalado y en funcionamiento; sin que deba
preocuparse de ninguna actividad previa a la conexión de su sistema de distribución del aire al de
producción objeto de este proyecto.
El proyecto engloba, por tanto, todas aquellas actividades necesarias para el diseño del
sistema y su futura instalación, con el objetivo de obtener un sistema que satisfaga las necesidades
que nos han sido trasladadas por el cliente, así como la exigente normativa alemana, prestando
especial atención al coste (de inversión y operación) que requiere el mencionado sistema de
producción de aire comprimido.
Metodología
Para la realización del presente proyecto se han seguido los pasos habituales en proyectos de
este tipo. En primer lugar se realiza un estudio intenso de las especificaciones del cliente así como de
la normativa aplicable. Después se realiza un estudio de los posibles proveedores para los equipos
principales, pues éstos marcaran sustancialmente el desarrollo del resto del proyecto. A continuación
se desarrolla la fase de ingeniería del proyecto, que es donde se llevan a cabo las tareas con mayor
carga de diseño. Para terminar con el sistema de aire comprimido se selecciona un instalador, y se
planifican la puesta en marcha y el plan de mantenimiento del sistema. Por último, una vez la

instalación ya está completamente proyectada, se realiza un análisis del impacto medioambiental y
de las posibles mejoras.
El estudio de las especificaciones nos clarifica las necesidades que el cliente ha percibido y
que debemos cubrir. Las especificaciones nos aportan el punto de partida para acometer el diseño
general, pero a su vez son suficientemente profundas como para establecer al detalle características
que deben cumplir los equipos o la instalación. Además el cliente muestra gran celo en el
cumplimento de las normativas europeas y alemanas aplicables, lo que nos lleva a hacer un intenso
estudio de las mismas con el objetivo de aplicarlas. La siguiente tabla muestra las principales
condiciones a tener en cuenta para el dimensionamiento del sistema:
Presión ambiental 1,015 bar
Temperatura (max/min) 35/5 ºC
Humedad relativa (max/min/media) 95 / 30 / 80 %
Flujo a la salida 650 Nm3/h
Presión de operación 10 bar(g)
Calidad del aire de servicios 1/2/1 Partículas/Agua/Aceite,
según ISO 8573-1:2001 Calidad del aire de instrumentos 3/4/3
Tabla 1. Condiciones generales de diseño
La selección de proveedores para los equipos principales comienza con un estudio de los
distintos fabricantes disponibles en el mercado, con la capacidad de adaptar sus equipos estándar a
las necesidades particulares que le transmitamos. Una vez tengamos una lista consistente de
candidatos, se les realiza una petición de oferta. En esta fase de oferta se establece el precio que
pagaremos por el suministro, pero también es el momento de discutir su alcance y asegurarnos que
los equipos suministrados cumplirán con todos los requisitos.
En la selección (se elige únicamente entre aquellos suministradores que cumplan con todos
los requisitos técnicos) se tienen en cuenta los costes de inversión, pero también aquellos derivados
de la operación del sistema, como los costes eléctricos o de mantenimiento. Por último, se estudian
otros factores que puedan resultar relevantes a la hora de seleccionar al que será el suministrador
definitivo, factores principalmente relacionados con la calidad del servicio post-venta que pueda
ofrecer.
El desarrollo de la ingeniería de detalle comienza con la elaboración de una programación
para el proyecto, con el objetivo de conocer el tiempo que llevará realizarlo así como las tareas
críticas para cumplir esa planificación, es decir, aquellas en las que una variación en la duración se
traduce directamente a la misma variación en la duración del proyecto.
El diseño de la instalación mecánica comprende principalmente el dimensionamiento de las
tuberías, el diseño de su disposición y los accesorios necesarios para el correcto funcionamiento de la
instalación (como válvulas para by-pass, de seguridad o para realizar las pruebas a la instalación), asi
como el de la red de tuberías para la colección de condensados.
Por otro lado, el diseño de la instalación eléctrica se centra principalmente en el sistema de
control, ya que no hay cargas eléctricas importantes más allá de los compresores, y es el cliente
quien se encargará de suministrar la potencia. El control comprende las comunicaciones con el DCS
del cliente y la regulación automática del sistema de aire comprimido.
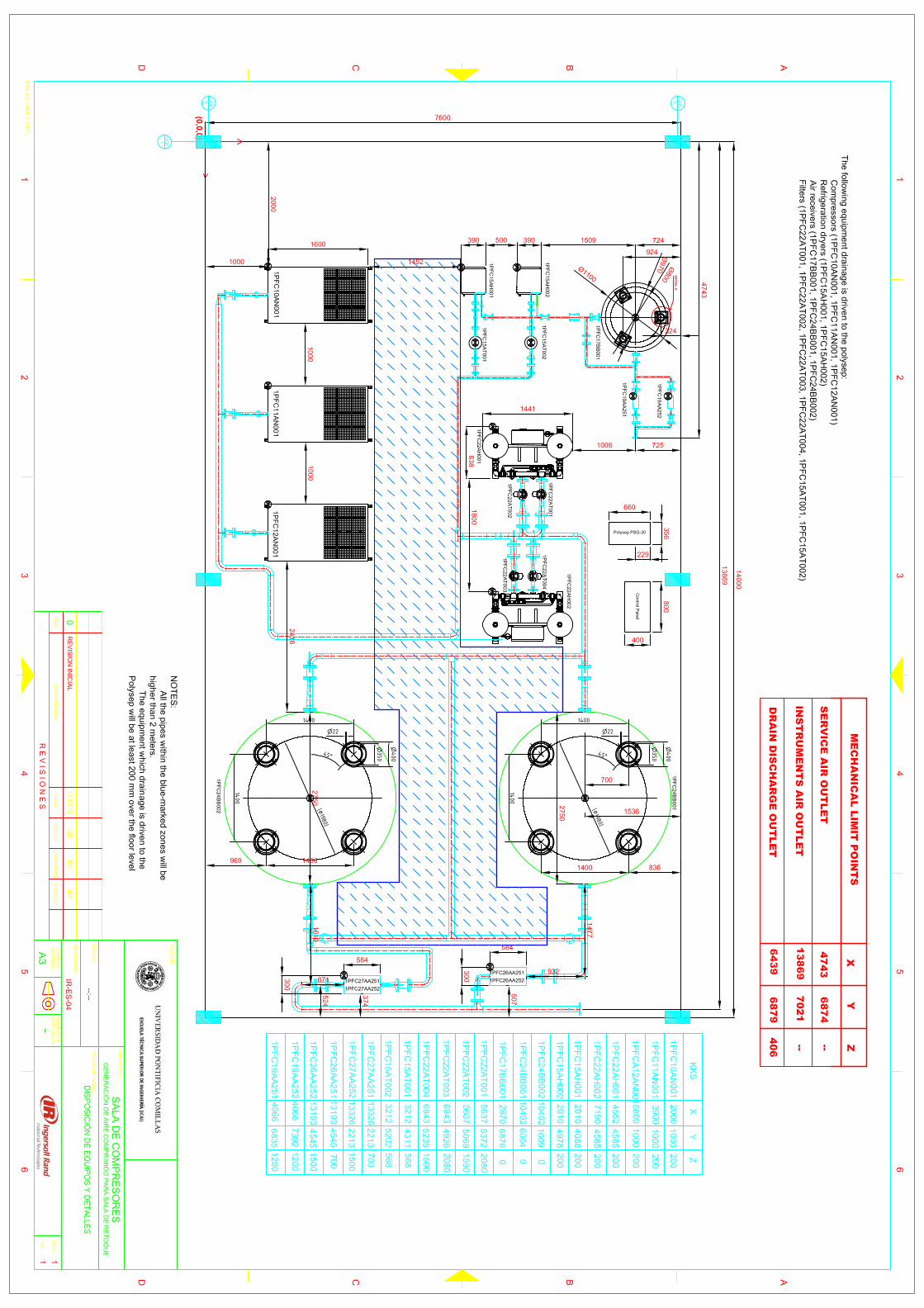
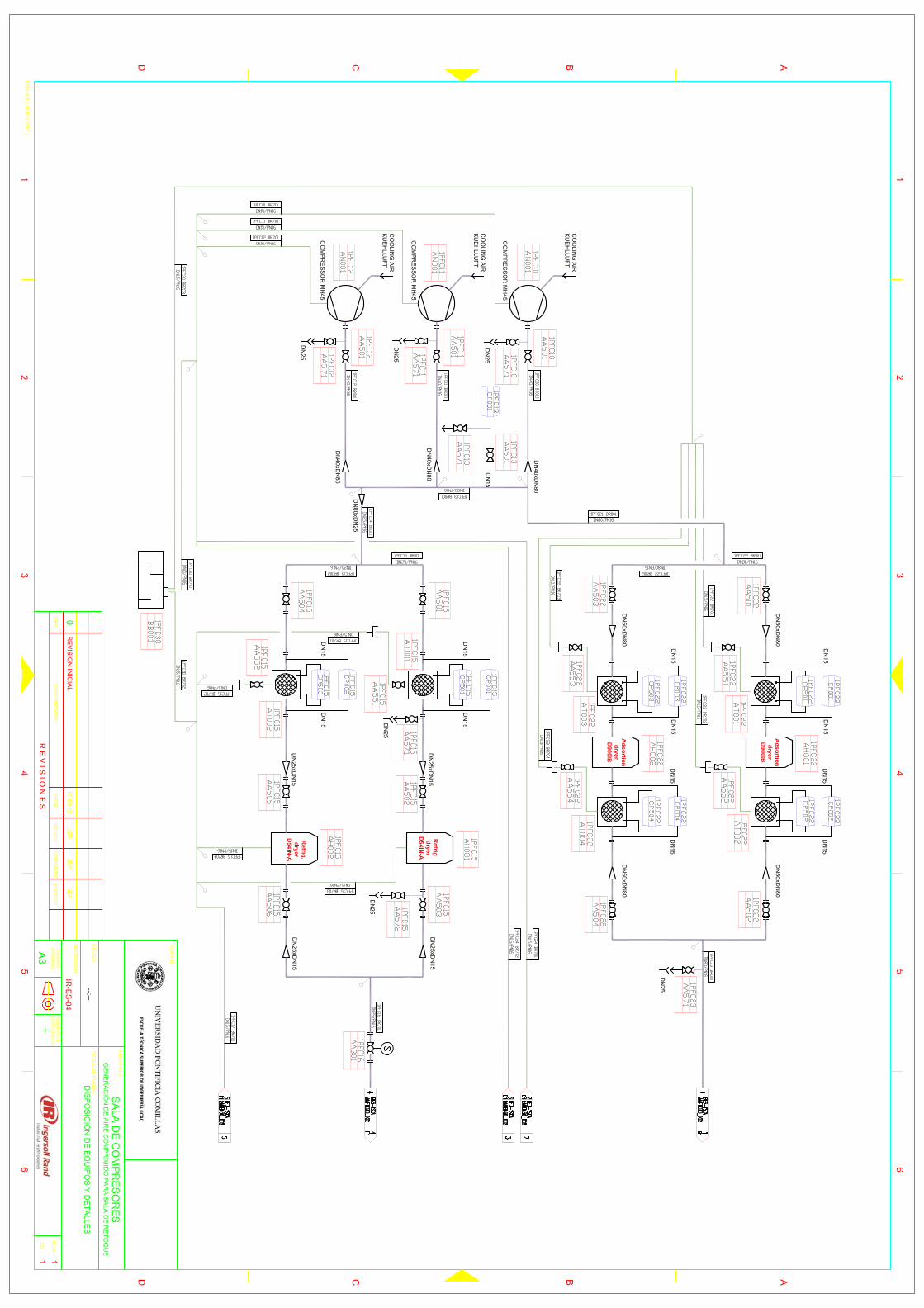
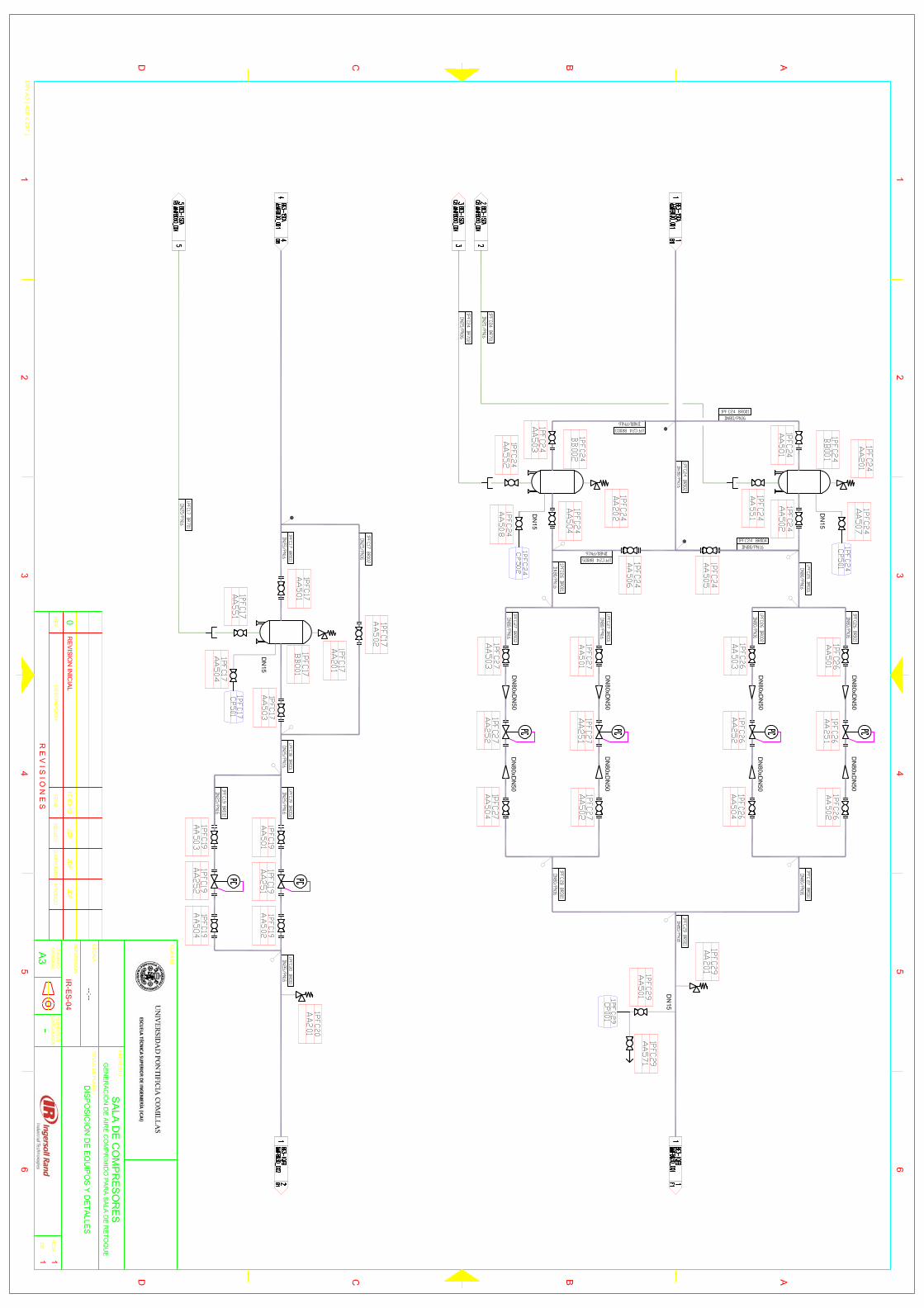
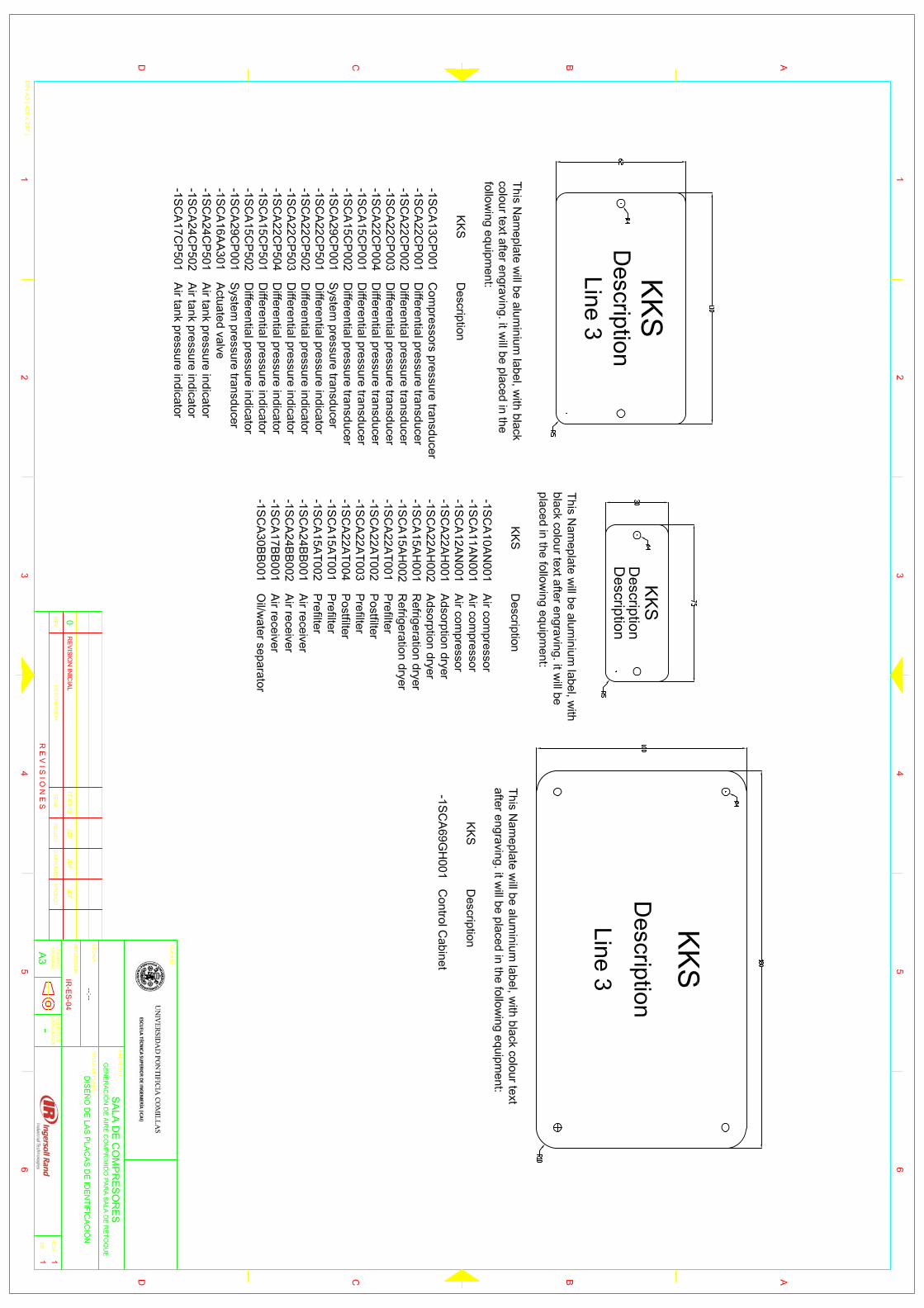
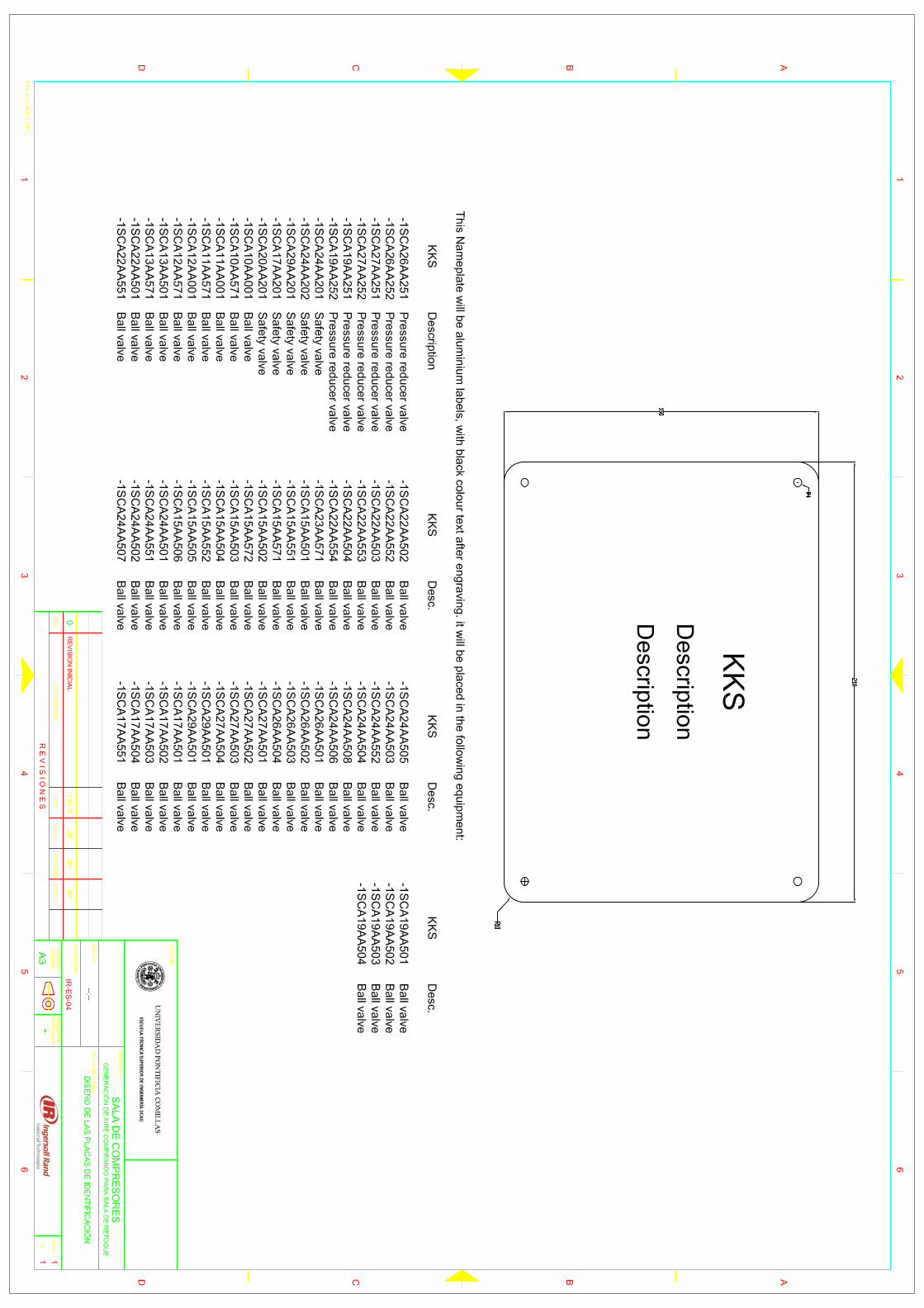
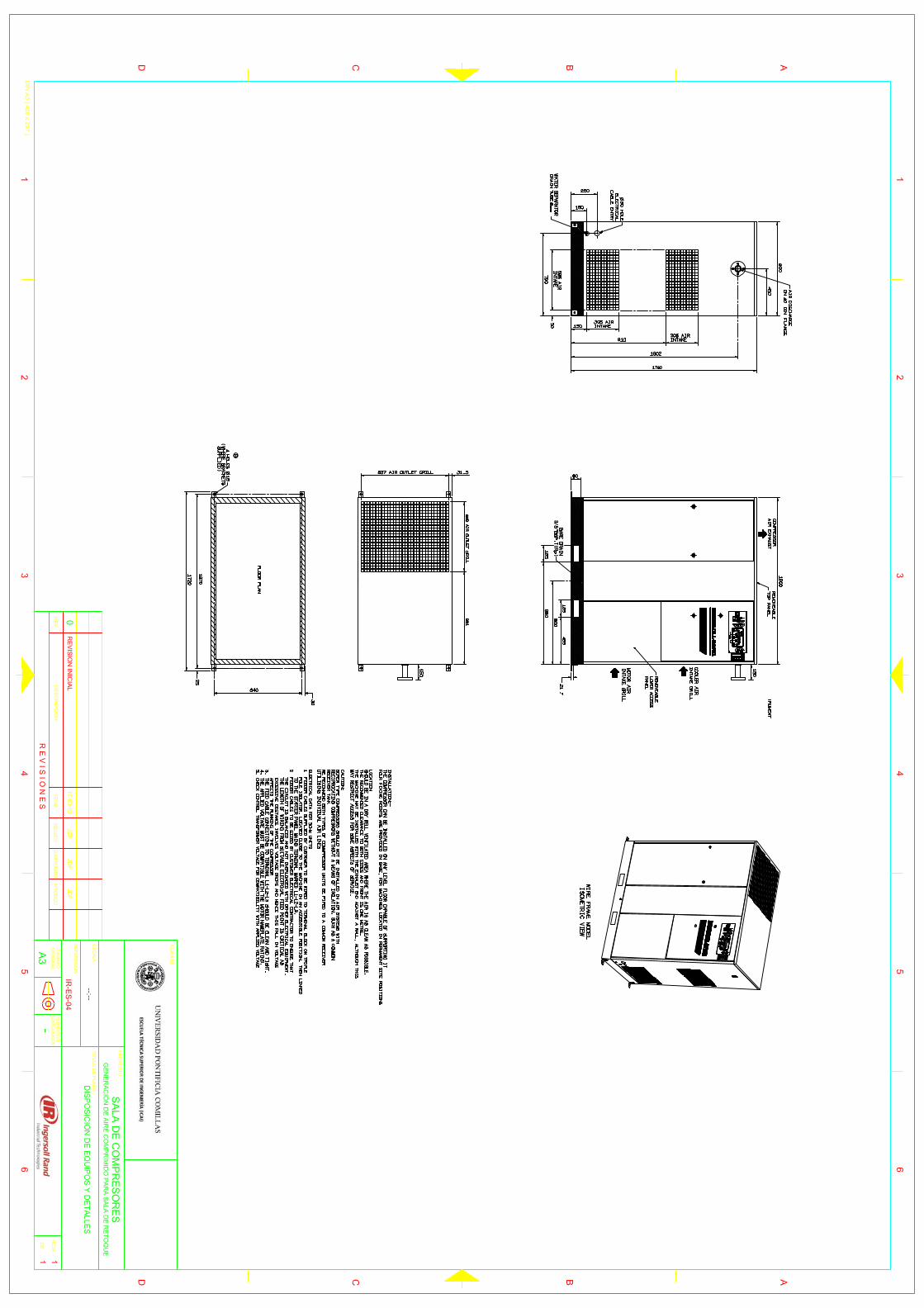
Por último, se elaboran los documentos necesarios para la comprensión del funcionamiento
del sistema de aire comprimido: el plano de implantación, el diagrama de tuberías e instrumentación,
(P&ID) o el diseño de las placas identificativas que se situarán en los equipos.
Una vez definido el diseño de la instalación, estamos en condiciones de solicitar oferta a los
instaladores para que nos provean de montaje y de los materiales necesarios para ellos. Para cerrar
nuestro proyecto de cara al cliente, debemos entregarle una previsión de actividades de puesta en
marcha, un plan de mantenimiento preventivo que debe seguir para evitar paradas innecesarias en la
producción de aire comprimido (que podrían derivar en paradas en la producción de la planta), así
como un presupuesto detallado del coste que supondría la realización del proyecto.
El proyecto incluye también un análisis del impacto ambiental derivado de la operación del sistema,
así como una serie de posibles mejoras sobre la instalación diseñada, que no fueron incluidas por no
ajustarse a las demandas del cliente.
Resultados y conclusiones
El principal resultado del proyecto es toda la documentación que se ha obtenido que recoge el
diseño propuesto que satisface las necesidades del cliente. Este diseño incluye tres compresores de
tornillo lubricado que funcionan a velocidad fija (dos operando y uno de reserva), dos secadores de
adsorción sin aporte de calor (uno en reserva), dos secadores de refrigeración (uno en reserva) y tres
depósitos para almacenar el aire comprimido, como equipos principales que serán suministrados por
Ingersoll Rand. El tiempo que tomaría la realización del diseño proyectado es de 6 meses naturales.
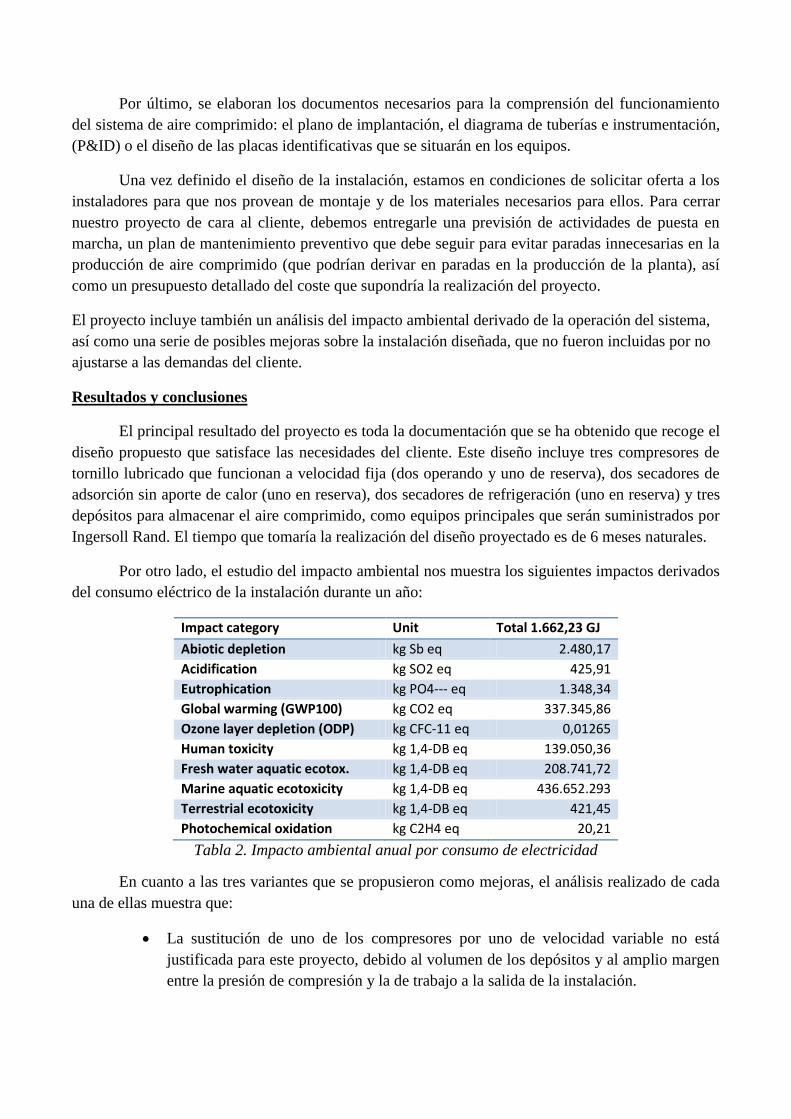
Por otro lado, el estudio del impacto ambiental nos muestra los siguientes impactos derivados
del consumo eléctrico de la instalación durante un año:
Impact category Unit Total 1.662,23 GJ
Abiotic depletion kg Sb eq 2.480,17
Acidification kg SO2 eq 425,91
Eutrophication kg PO4--- eq 1.348,34
Global warming (GWP100) kg CO2 eq 337.345,86
Ozone layer depletion (ODP) kg CFC-11 eq 0,01265
Human toxicity kg 1,4-DB eq 139.050,36
Fresh water aquatic ecotox. kg 1,4-DB eq 208.741,72
Marine aquatic ecotoxicity kg 1,4-DB eq 436.652.293
Terrestrial ecotoxicity kg 1,4-DB eq 421,45
Photochemical oxidation kg C2H4 eq 20,21
Tabla 2. Impacto ambiental anual por consumo de electricidad
En cuanto a las tres variantes que se propusieron como mejoras, el análisis realizado de cada
una de ellas muestra que:
La sustitución de uno de los compresores por uno de velocidad variable no está
justificada para este proyecto, debido al volumen de los depósitos y al amplio margen
entre la presión de compresión y la de trabajo a la salida de la instalación.
La introducción desecadores de adsorción con aporte de calor resulta bastante
interesante, tanto en términos económicos (la inversión extra se recupera en unos 20
años, aun habiendo aplicado criterios desfavorables a la alternativa) como ambientales
(se reduce el consumo de electricidad en 14,92 kW).
La opción de rebajar la presión de compresión, aunque a priori parecía la menos
atractiva, resulta que por las características de demanda de este proyecto resulta la
más atractiva. Bajar la presión a 8,5 bar(g) nos permite seleccionar el modelo de
compresor inferior de la gama (con una Pnom de 37 kW en lugar de 35 kW)
manteniendo el flujo requerido. Esto reduce tanto la inversión inicial como el
consumo eléctrico, resultando en unos ahorros previstos durante la vida útil del
sistema de 56.809 u.m. (algo más que el coste de los dos secadores de adsorción).
El coste total previsto para llevar a cabo la instalación proyectada es de 482.987 u.m.
(Cuatrocientas ochenta y dos mil novecientas ochenta y siete unidades monetarias).
Referencias
Gies, E. (2012). A storage solution is in the air. The new york times. Lab, E. (s.f.). Eficiencia Energética en sistemas de aire comprimido. (Dirección Gral. de Trabajo, Industria y
Comercio, Gobierno de La Rioja) Obtenido de http://www.energylab.es/fotos/100426094141_DwEn.pdf
DESIGN AND INSTALLATION OF A COMPRESSED AIR SYSTEM FOR A COMBINED CYCLE
POWER PLANT
Author: Zaforteza Fuster, José
Director: de Frutos Mínguez, Javier
Collaborating Entity: Ingersoll Rand
PROJECT SUMMARY
Introduction
The compressed air plays a key role in the current industrial sector, as it is shown by the fact that the
electrical energy used to produce compressed air accounts for 10% of the total industrial electric energy
consumption (Lab). The high adoption of this technology in the industry is due to the easily it can be
produced, its flexible distribution and the versatility of its usage; becoming the compressed air a better
option than electricity for many applications. This technology is used, among other applications, for:
positioning (pneumatic motors, valves), projection (painting), pneumatic tools, transportation (usually with
low pressure compressors) and energy storage (Gies, 2012).
This wide-spreaded usage of the compressed air technology includes the power plants, where the
liability of the compressed air supply is critical for a correct operation of the plant.
The aim of this project is to design a complete compressed air production system which will be
installed in a combined cycle power plant to be built in Germany. It is a turn-key project, so the client just
wants to receive a fully designed, installed and operating system, without the need of carrying out any
activity prior to the connection of the distribution grid to the system.
Thus, the project includes all the tasks that are needed for the design and installation of the system,
with the objective of satisfying the client’s requirements, as well as complying with the strict German
normative. All this process will be done looking for the lowest possible execution price (including both
investment and operation costs) for the project.
Methodology
In order to carry out the present Project, the habitual steps in this kind of installation projects have
been followed. First of all, it is necessary a deep study of the specification provided by the client and of the
applicable normative. Following a comparison between different potential suppliers of the main equipment
is done, since this equipment will have a direct impact on the developing of the rest of the project. After
that, the detailed engineering is carried out. In this stage is where most of the design is concentrated. In
order to finish the compressed air system installation, an company which can make the installation is
selected, and the Start-up and maintenance programs are defined. Finally, this project include the
mentioned environmental impact and alternatives analysis.
The study of the specifications allow us to understand the needs that the client has detected and
that should be covered by our proposal. The specifications give us a point to start facing the general design
of the system, but they are also complete enough to describe the details that both equipment and
installation should comply with. In addition, the client has shown a great interest in the design accordance to
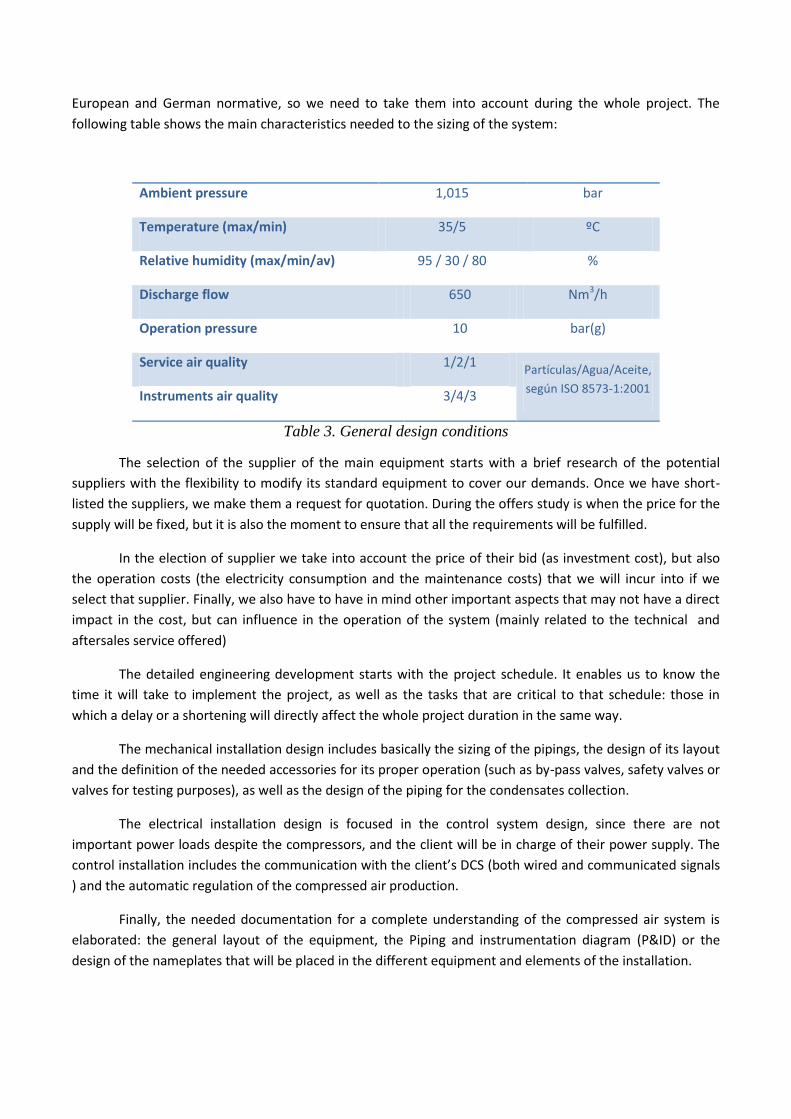
European and German normative, so we need to take them into account during the whole project. The
following table shows the main characteristics needed to the sizing of the system:
Ambient pressure 1,015 bar
Temperature (max/min) 35/5 ºC
Relative humidity (max/min/av) 95 / 30 / 80 %
Discharge flow 650 Nm3/h
Operation pressure 10 bar(g)
Service air quality 1/2/1 Partículas/Agua/Aceite,
según ISO 8573-1:2001 Instruments air quality 3/4/3
Table 3. General design conditions
The selection of the supplier of the main equipment starts with a brief research of the potential
suppliers with the flexibility to modify its standard equipment to cover our demands. Once we have short-
listed the suppliers, we make them a request for quotation. During the offers study is when the price for the
supply will be fixed, but it is also the moment to ensure that all the requirements will be fulfilled.
In the election of supplier we take into account the price of their bid (as investment cost), but also
the operation costs (the electricity consumption and the maintenance costs) that we will incur into if we
select that supplier. Finally, we also have to have in mind other important aspects that may not have a direct
impact in the cost, but can influence in the operation of the system (mainly related to the technical and
aftersales service offered)
The detailed engineering development starts with the project schedule. It enables us to know the
time it will take to implement the project, as well as the tasks that are critical to that schedule: those in
which a delay or a shortening will directly affect the whole project duration in the same way.
The mechanical installation design includes basically the sizing of the pipings, the design of its layout
and the definition of the needed accessories for its proper operation (such as by-pass valves, safety valves or
valves for testing purposes), as well as the design of the piping for the condensates collection.
The electrical installation design is focused in the control system design, since there are not
important power loads despite the compressors, and the client will be in charge of their power supply. The
control installation includes the communication with the client’s DCS (both wired and communicated signals
) and the automatic regulation of the compressed air production.
Finally, the needed documentation for a complete understanding of the compressed air system is
elaborated: the general layout of the equipment, the Piping and instrumentation diagram (P&ID) or the
design of the nameplates that will be placed in the different equipment and elements of the installation.

Once we have fully defined the design of the installation, we are able to make requests for
quotations for the mechanical and control installation and the materials supply. In order to finish the project
with the client we have to deliver a Start-up activities schedule, the preventive maintenance program that
should be followed to avoid unnecessary stops in the compressed air production, and a detailed budget with
the estimated cost of the project.
The project also includes a study of the environmental impact produced by the operation of the
system and the analysis of some alternatives in the design that could result in an improvement (economical
or in the environmental impact), but weren’t considered in the project because the client specifications
didn’t allow it.
Results
The main result of the Project is the documentation describing the proposed design, which covers
the client’s requests. This design includes three fixed speed screw compressors (two operating and one as
back-up), two heatless adsorption dryers (one as reserve), two refrigeration dryers (one as reserve), six
filters and three air receivers. This equipment will be supplied by Ingersoll Rand. The execution of the project
as it has been planned will last for six (6) months,
The environmental impact analysis show us the following impacts as cause of generating and
transporting the electric energy consumed by our installation during a year:
Impact category Unit Total 1.662,23 GJ
Abiotic depletion kg Sb eq 2.480,17
Acidification kg SO2 eq 425,91
Eutrophication kg PO4--- eq 1.348,34
Global warming (GWP100) kg CO2 eq 337.345,86
Ozone layer depletion (ODP) kg CFC-11 eq 0,01265
Human toxicity kg 1,4-DB eq 139.050,36
Fresh water aquatic ecotox. kg 1,4-DB eq 208.741,72
Marine aquatic ecotoxicity kg 1,4-DB eq 436.652.293
Terrestrial ecotoxicity kg 1,4-DB eq 421,45
Photochemical oxidation kg C2H4 eq 20,21
Tabla 4. Impacto ambiental anual por consumo de electricidad
Regarding the three alternatives proposed as potential improvements for the Project, a deeper
economic and environmental study concludes that:
The substitution of one of the compressors with one variable speed compressor in not
justified in this Project. This is because of the air receivers storage capacity and the
difference between the operating pressure of the compressors and the needed pressure
in the discharge.
Including heated dessicant dryers would improve the Project with a lower Price (the
investment is recovered in the firsts 20 years of operation, even though the criteria is
quite restrictive for the proposal) and energy consumption (reducing it 14,92 kW).
The reduction of the operating pressure to a lower value closer to the required
discharge pressure, is the most attractive of the three proposals, even when it seem to
be the least prior to the study. This is so because, due to the specific characteristics of
this project, reducing the operating pressure of the compressors to 8,5 bar(g), allow us
to select a smaller compressor (with a nominal power of 37 kW instead of 45 kW)
without any effect on the flow. This change reduces both the initial investment and the
power consumption, resulting in accumulated savings of 56.809 u.m. (equivalent to
the cost of two adsorption dryers) along the life of the system.
The total cost for the Project amounts to 482.987 u.m. (four hundred eighty two thousand nine
hundred and eighty seven unidades montetarias).
References
Gies, E. (2012). A storage solution is in the air. The new york times. Lab, E. (s.f.). Eficiencia Energética en sistemas de aire comprimido. (Dirección Gral. de Trabajo, Industria y
Comercio, Gobierno de La Rioja) Obtenido de http://www.energylab.es/fotos/100426094141_DwEn.pdf
ÍNDICE DE LA MEMORIA
I
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de la memoria
Parte I Memoria .......................................................................................... 5
Capítulo 1 Introducción ................................................................................... 7
1.1 Introducción al aire comprimido industrial .................................................. 7
1.1.1 Tecnologías de Compresión ........................................................................................... 9 1.1.2 Tecnologías de Secado ................................................................................................. 12
1.2 Motivación del proyecto ................................................................................ 15
1.3 Objetivos......................................................................................................... 16
1.4 Alcance del proyecto ..................................................................................... 17
1.5 Normativa aplicable ...................................................................................... 18
Capítulo 2 Selección de Equipos .................................................................... 21
2.1 Condiciones de diseño ................................................................................... 21
2.2 Equipamiento necesario ................................................................................ 24
2.3 Comparación de proveedores ....................................................................... 28
Capítulo 3 Desarrollo de la Ingeniería .......................................................... 35
3.1 Planificación ................................................................................................... 35
3.2 Instalación mecánica ..................................................................................... 40
3.3 Instalación eléctrica y de control .................................................................. 43
3.3.1 Instalación eléctrica ...................................................................................................... 43 3.3.2 Instalación de control ................................................................................................... 44
3.4 Implantación .................................................................................................. 50
3.4.1 P&ID ............................................................................................................................ 50 3.4.2 General Layout ............................................................................................................. 51 3.4.3 Placas de identificación ................................................................................................ 52
ÍNDICE DE LA MEMORIA
II
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.5 Selección instaladores .................................................................................... 53
3.5.1 Alcance del instalador .................................................................................................. 54 3.5.2 Evaluación de instaladores ........................................................................................... 55
3.6 Puesta en marcha ........................................................................................... 57
3.7 Plan de mantenimiento .................................................................................. 60
Capítulo 4 Impacto Ambiental ....................................................................... 63
4.1 Introducción ................................................................................................... 63
Capítulo 5 Mejoras propuestas....................................................................... 69
5.1 Introducción ................................................................................................... 69
5.2 Compresor de velocidad variable ................................................................. 70
5.2.1 Análisis de la Mejora .................................................................................................... 71
5.3 Secador de adsorción con aporte de calor ................................................... 73
5.3.1 Análisis de la mejora .................................................................................................... 74
5.4 Reducción de la presión en la generación .................................................... 76
5.4.1 Análisis de la Mejora .................................................................................................... 76
Capítulo 6 Conclusiones ................................................................................. 79
Parte II Anexos ........................................................................................... 80
Capítulo 1 Lista de anexos ............................................................................. 81
III
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de figuras
Ilustración 1 Compresor de pistón de dos etapas .................................................. 10
Ilustración 2. Flujo en un compresor de tornillo de 2 etapas. ............................... 11
Ilustración 3. Ejemplo de regeneración con aporte de calor ................................. 14

IV
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Índice de tablas
Tabla 1. Consumo eléctrico industrial para generar aire comprimido [1]. ............. 8
Tabla 2. Clase del aire para contenido de agua, según ISO 8573-1:2001 ............. 13
Tabla 3. Condiciones ambientales de diseño ........................................................ 23
Tabla 4. Características básicas del sistema de aire comprimido ......................... 24
Tabla 5. Desglose del precio de los equipos por suministrados ............................ 30
Tabla 6. Desglose de los costes de operación por suministrador .......................... 31
Tabla 7. Desglose de los costes totales por suministrador .................................... 31
Tabla 8. Lista de materiales para instalación mecánica ........................................ 41
Tabla 9. Listado de cargas eléctricas ..................................................................... 43
Tabla 10. Señales cableadas .................................................................................. 46
Tabla 11. Lista de señales comunicadas ................................................................ 47
Tabla 12. Comparación de instaladores ................................................................ 55
Tabla 13. Plan de actividades para la puesta en marcha. ...................................... 59
Tabla 14. Vibraciones en los compresores ............................................................ 65
Tabla 15. Impactos ambientales anuales ............................................................... 67
Memoria
5
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Parte I MEMORIA

Memoria
6
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Memoria
7
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1 INTRODUCCIÓN
Este capítulo pretende hacer una introducción al proyecto. En él se incluye una
una breve explicación del papel que juega el aire comprimido en la industria
(sección 1.1), se explica la motivación y los objetivos del proyecto (secciones 1.2
y 1.3). También se incluye una sección (la 1.4) cuyo objetivo es clarificar el
alcance del proyecto, qué pretende cubrir y qué no. Por último, en la sección 1.5,
se incluye un listado de la normativa a tener en cuenta para la realización de este
proyecto.
1.1 INTRODUCCIÓN AL AIRE COMPRIMIDO INDUSTRIAL
El aire comprimido representa un importante papel en la industria en general. Esto
es así gracias a la gran versatilidad de soluciones que lo emplean, así como la
flexibilidad de uso y producción y la facilidad de transporte a lo largo de la planta.
Otra de las ventajas del aire comprimido es la cantidad de par que puede
desarrollar en poco espacio, evitando el tener que incluir un motor eléctrico a cada
herramienta, haciéndola más pesada y menos manejable.
Sus usos principales van desde el funcionamiento de herramientas de todo tipo
(pistolas de pintura, tachonadoras, martillos neumáticos), hasta el accionamiento
de elementos neumáticos como válvulas; pasando por el transporte de materiales
(se está imponiendo el uso de aire a baja presión –unos 3 bar(g)- sobre el de cintas
transportadoras para transportar, por ejemplo, gravas). Sin embargo la versatilidad
que mencionábamos antes hace que se le den usos más imaginativos, como es el
caso de una planta desalinizadora que lo usa para evitar la entrada de medusas a
su planta.
Memoria
8
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
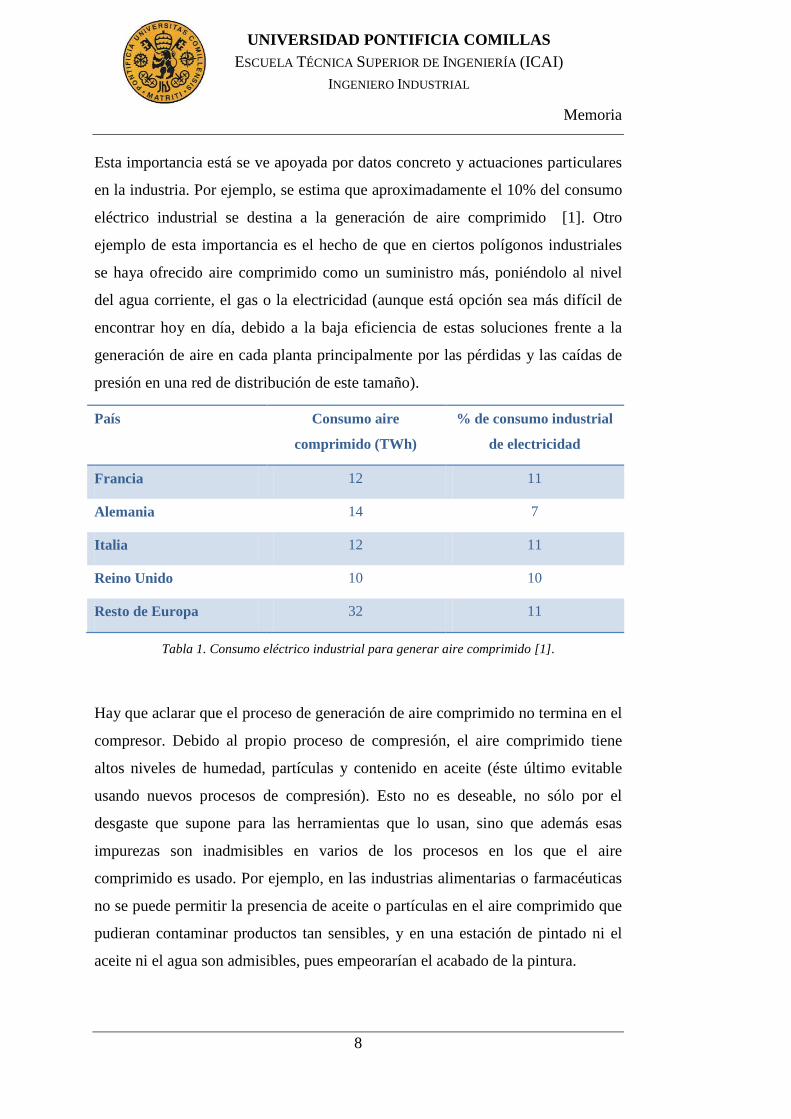
Esta importancia está se ve apoyada por datos concreto y actuaciones particulares
en la industria. Por ejemplo, se estima que aproximadamente el 10% del consumo
eléctrico industrial se destina a la generación de aire comprimido [1]. Otro
ejemplo de esta importancia es el hecho de que en ciertos polígonos industriales
se haya ofrecido aire comprimido como un suministro más, poniéndolo al nivel
del agua corriente, el gas o la electricidad (aunque está opción sea más difícil de
encontrar hoy en día, debido a la baja eficiencia de estas soluciones frente a la
generación de aire en cada planta principalmente por las pérdidas y las caídas de
presión en una red de distribución de este tamaño).
País Consumo aire
comprimido (TWh)
% de consumo industrial
de electricidad
Francia 12 11
Alemania 14 7
Italia 12 11
Reino Unido 10 10
Resto de Europa 32 11
Tabla 1. Consumo eléctrico industrial para generar aire comprimido [1].
Hay que aclarar que el proceso de generación de aire comprimido no termina en el
compresor. Debido al propio proceso de compresión, el aire comprimido tiene
altos niveles de humedad, partículas y contenido en aceite (éste último evitable
usando nuevos procesos de compresión). Esto no es deseable, no sólo por el
desgaste que supone para las herramientas que lo usan, sino que además esas
impurezas son inadmisibles en varios de los procesos en los que el aire
comprimido es usado. Por ejemplo, en las industrias alimentarias o farmacéuticas
no se puede permitir la presencia de aceite o partículas en el aire comprimido que
pudieran contaminar productos tan sensibles, y en una estación de pintado ni el
aceite ni el agua son admisibles, pues empeorarían el acabado de la pintura.
Memoria
9
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Es por ello que, además del propio compresor, un sistema estándar de generación
de aire comprimido incluye generalmente filtros y secadores. También es habitual
la inclusión de depósitos para el aire comprimido, pues de incluyéndolos modo
logramos “amortiguar” las variaciones en la demanda de cara al compresor,
evitando reencendidos innecesarios.
A continuación analizaremos las distintas tecnologías usadas en la industria para
la compresión y el secado, remarcando las más importantes para este proyecto. No
entraremos a analizar ni el filtrado ni el almacenaje en depósito del aire, por ser
tecnologías mucho más sencillas (el filtrado consiste en detener las partículas no
deseadas y el almacenaje en la fabricación de depósitos para aire con la única
particularidad de que aguanten la presión de trabajo).
1.1.1 TECNOLOGÍAS DE COMPRESIÓN
En lo tocante a la compresión de aire propiamente dicha, tres son las principales
tecnologías que se usan: compresores de pistón, compresores de tornillo y
compresores centrífugos. Además de usar distintos principios mecánicos para
comprimir el aire, cada una de ellas es la más eficiente para distintos caudales de
aire, por lo que en la práctica la tecnología a emplear se elige basándose casi
exclusivamente en el caudal necesario.
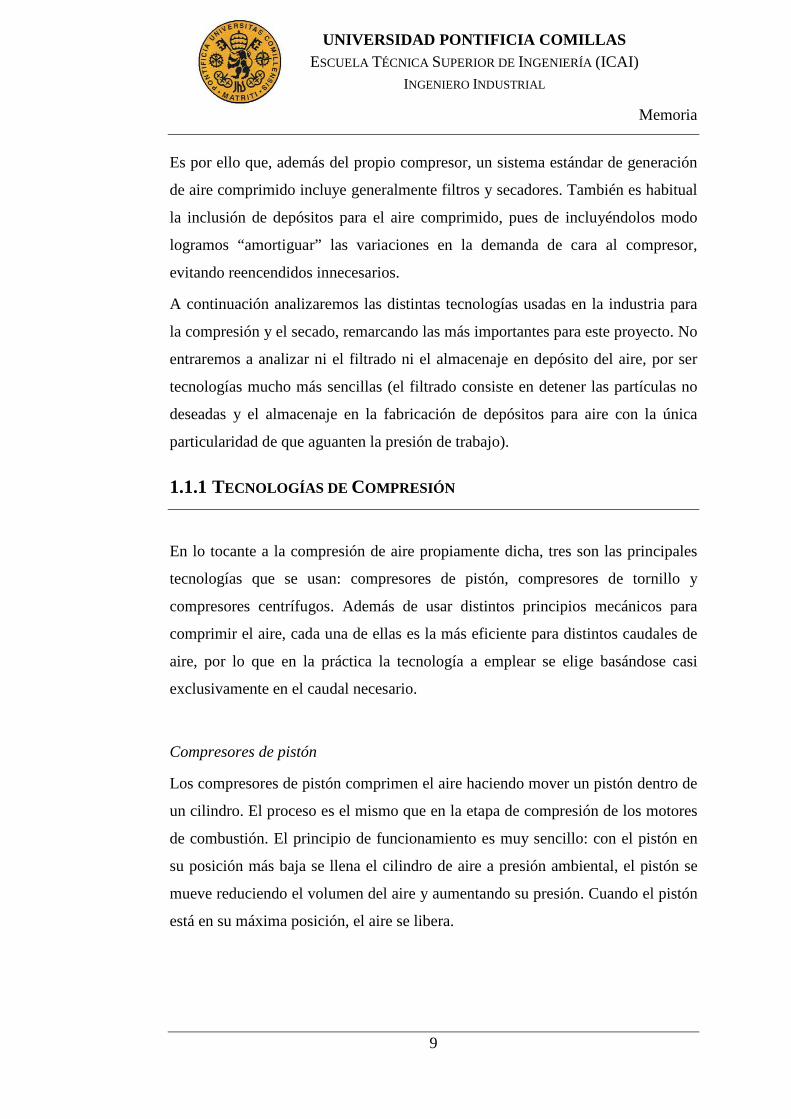
Compresores de pistón
Los compresores de pistón comprimen el aire haciendo mover un pistón dentro de
un cilindro. El proceso es el mismo que en la etapa de compresión de los motores
de combustión. El principio de funcionamiento es muy sencillo: con el pistón en
su posición más baja se llena el cilindro de aire a presión ambiental, el pistón se
mueve reduciendo el volumen del aire y aumentando su presión. Cuando el pistón
está en su máxima posición, el aire se libera.
Memoria
10
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
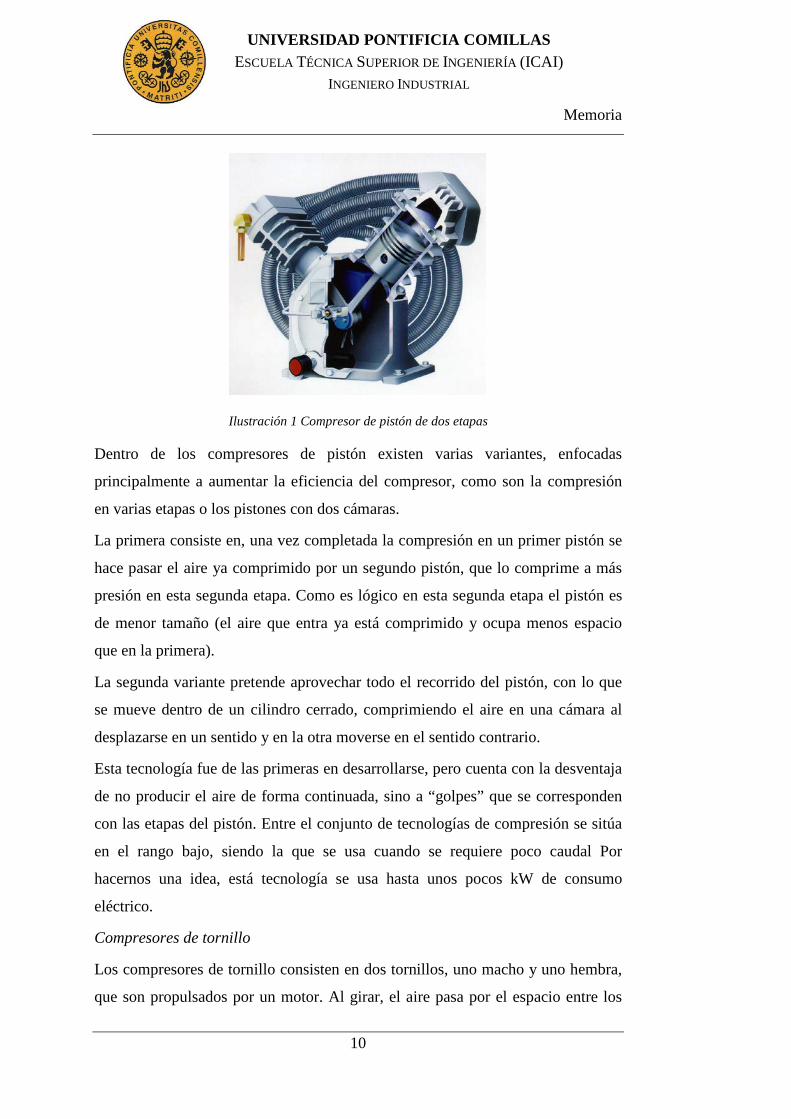
Ilustración 1 Compresor de pistón de dos etapas
Dentro de los compresores de pistón existen varias variantes, enfocadas
principalmente a aumentar la eficiencia del compresor, como son la compresión
en varias etapas o los pistones con dos cámaras.
La primera consiste en, una vez completada la compresión en un primer pistón se
hace pasar el aire ya comprimido por un segundo pistón, que lo comprime a más
presión en esta segunda etapa. Como es lógico en esta segunda etapa el pistón es
de menor tamaño (el aire que entra ya está comprimido y ocupa menos espacio
que en la primera).
La segunda variante pretende aprovechar todo el recorrido del pistón, con lo que
se mueve dentro de un cilindro cerrado, comprimiendo el aire en una cámara al
desplazarse en un sentido y en la otra moverse en el sentido contrario.
Esta tecnología fue de las primeras en desarrollarse, pero cuenta con la desventaja
de no producir el aire de forma continuada, sino a “golpes” que se corresponden
con las etapas del pistón. Entre el conjunto de tecnologías de compresión se sitúa
en el rango bajo, siendo la que se usa cuando se requiere poco caudal Por
hacernos una idea, está tecnología se usa hasta unos pocos kW de consumo
eléctrico.
Compresores de tornillo
Los compresores de tornillo consisten en dos tornillos, uno macho y uno hembra,
que son propulsados por un motor. Al girar, el aire pasa por el espacio entre los
Memoria
11
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
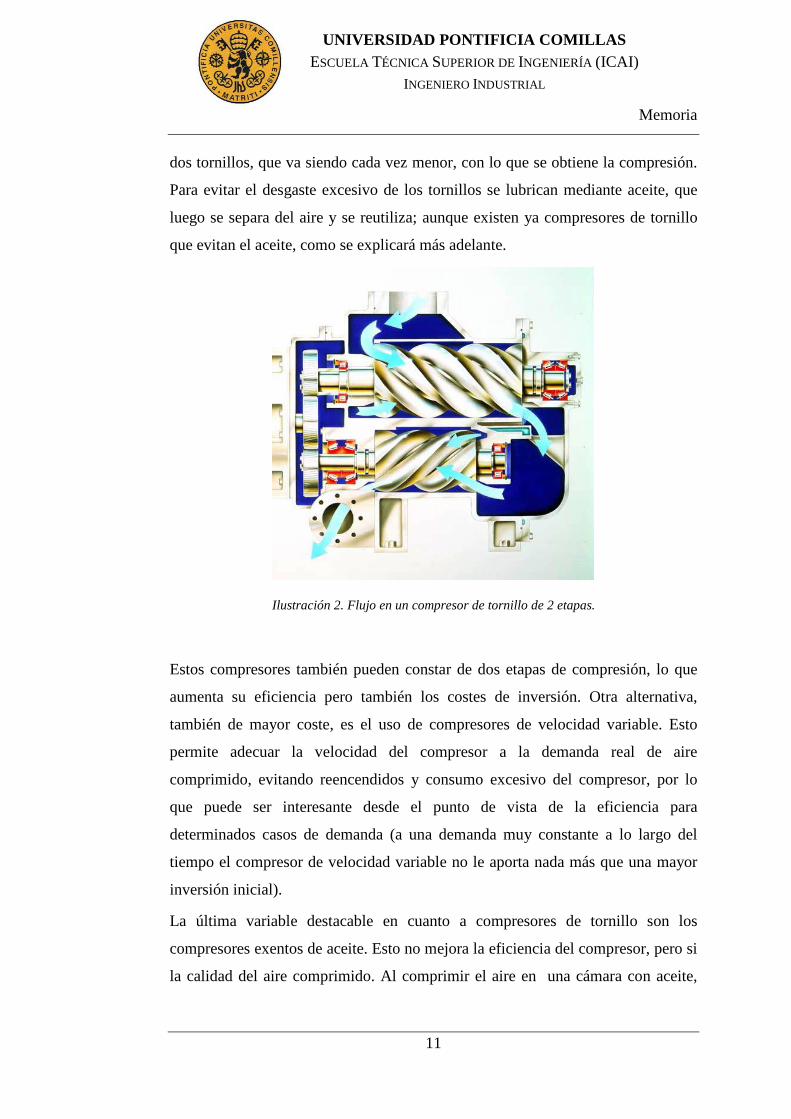
dos tornillos, que va siendo cada vez menor, con lo que se obtiene la compresión.
Para evitar el desgaste excesivo de los tornillos se lubrican mediante aceite, que
luego se separa del aire y se reutiliza; aunque existen ya compresores de tornillo
que evitan el aceite, como se explicará más adelante.
Ilustración 2. Flujo en un compresor de tornillo de 2 etapas.
Estos compresores también pueden constar de dos etapas de compresión, lo que
aumenta su eficiencia pero también los costes de inversión. Otra alternativa,
también de mayor coste, es el uso de compresores de velocidad variable. Esto
permite adecuar la velocidad del compresor a la demanda real de aire
comprimido, evitando reencendidos y consumo excesivo del compresor, por lo
que puede ser interesante desde el punto de vista de la eficiencia para
determinados casos de demanda (a una demanda muy constante a lo largo del
tiempo el compresor de velocidad variable no le aporta nada más que una mayor
inversión inicial).
La última variable destacable en cuanto a compresores de tornillo son los
compresores exentos de aceite. Esto no mejora la eficiencia del compresor, pero si
la calidad del aire comprimido. Al comprimir el aire en una cámara con aceite,
Memoria
12
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
hay partículas disueltas del mismo en el aire. Normalmente este aire se filtra para
intentar eliminar completamente el aceite, y aunque con un filtrado exhaustivo se
podría conseguir aire teóricamente libre de aceite, en la práctica no es posible.
Como para según qué aplicaciones la presencia de aceite no es admisible, se
recurre a esta tecnología. Al no entrar el aire en contacto con aceite en ningún
momento, podemos asegurar la ausencia total de éste en ése. Por supuesto para
evitar la necesidad de aceite de lubricación entre los tornillos, éstos deben estar
perfectamente dimensionados y con un tratamiento superficial especial.
Esta tecnología de compresión es la más usada para un consumo moderado de aire
comprimido, por lo que es la que tiene mayor presencia en la industria. El rango
de consumo energético en el que sitúa va desde unos pocos kW (cada vez se usan
más pequeños, llegando a partir de 2-3 kW) a unos pocos cientos de kW (hasta
unos 300 aproximadamente).
Compresores centrífugos
La última tecnología resaltable de compresión de aire es la de los compresores
centrífugos. En este caso, un rotor con álabes acelera el aire de admisión,
otorgándole energía cinética. A continuación se hace pasar el aire por un difusor,
convirtiendo la velocidad del aire en presión. Como en las otras tecnologías, se
pueden acoplar más de una etapa de compresión para mejorar la eficiencia. En
este caso, al no haber contacto directo entre partes móviles en el recorrido del aire,
no hay aceites presentes en el proceso, por lo que se obtiene aire libre de aceite
por diseño.
Estos compresores se utilizan cuando hay consumos de aire realmente elevados,
su coste es muy alto y están hechos prácticamente a medida. Su rango de consumo
eléctrico parte de varios cientos de kW.
1.1.2 TECNOLOGÍAS DE SECADO
En cuanto al secado del aire existen principalmente dos tecnologías: secado por
refrigeración y secado por adsorción. En última instancia lo que diferencia ambas
Memoria
13
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
tecnologías es la calidad del aire que se obtiene, siendo aire más seco en los
secadores de adsorción.
Para medir la sequedad del aire se emplea el llamado punto de rocío: temperatura
por debajo de la cual condensa el agua contenida en el aire. Cuanto más baja sea
esta temperatura, más seco es el aire.
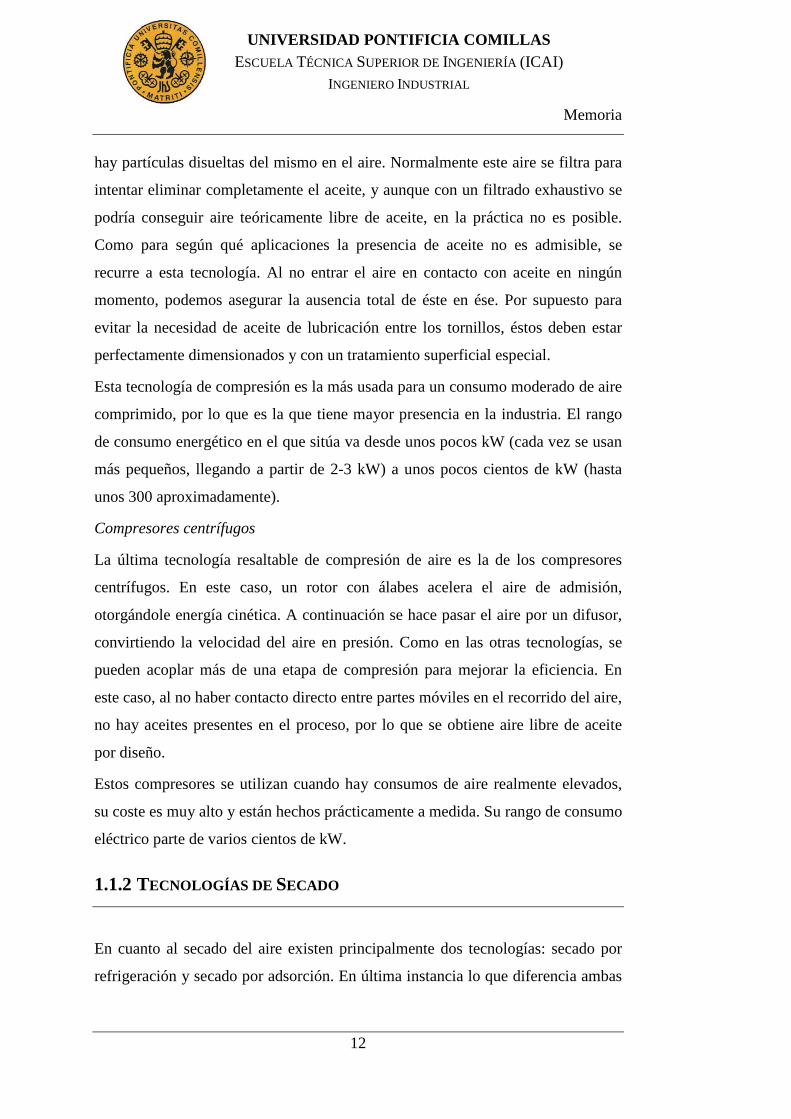
Para clasificar el aire comprimido según la calidad en función del contenido de
agua se utiliza la norma ISO 8573-1:2001, que describe distintas clases de calidad
de aire para contenido en partículas, aceite y agua. Las clases según esta
normativa se muestran en la siguiente tabla:
Clase según ISO Punto de rocío (ºC)
0 (menor que clase uno, según
especs. de cliente o fabicante)
1 -70
2 -40
3 -20
4 3
5 7
6 10
Tabla 2. Clase del aire para contenido de agua, según ISO 8573-1:2001
Los secadores de refrigeración reducen la temperatura del aire con el objetivo de
condensar el agua presente en el mismo y recogerla, obteniendo puntos de rocío
de hasta 2 ºC.
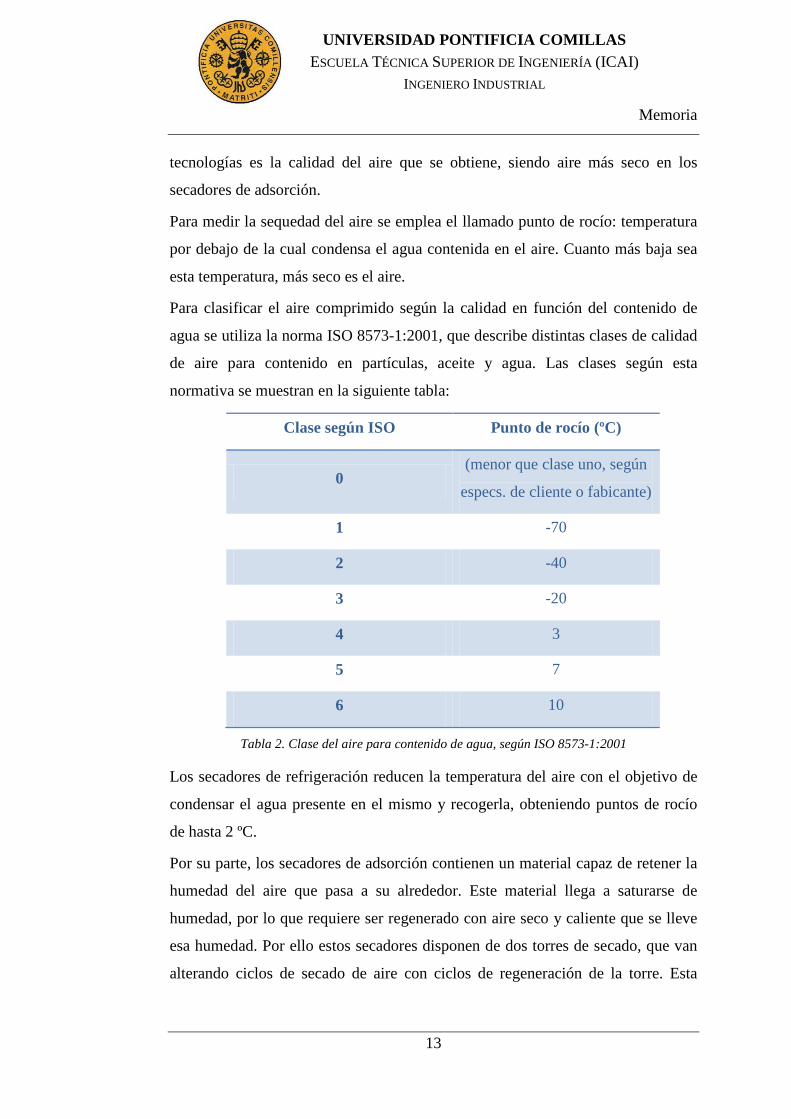
Por su parte, los secadores de adsorción contienen un material capaz de retener la
humedad del aire que pasa a su alrededor. Este material llega a saturarse de
humedad, por lo que requiere ser regenerado con aire seco y caliente que se lleve
esa humedad. Por ello estos secadores disponen de dos torres de secado, que van
alterando ciclos de secado de aire con ciclos de regeneración de la torre. Esta
Memoria
14
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
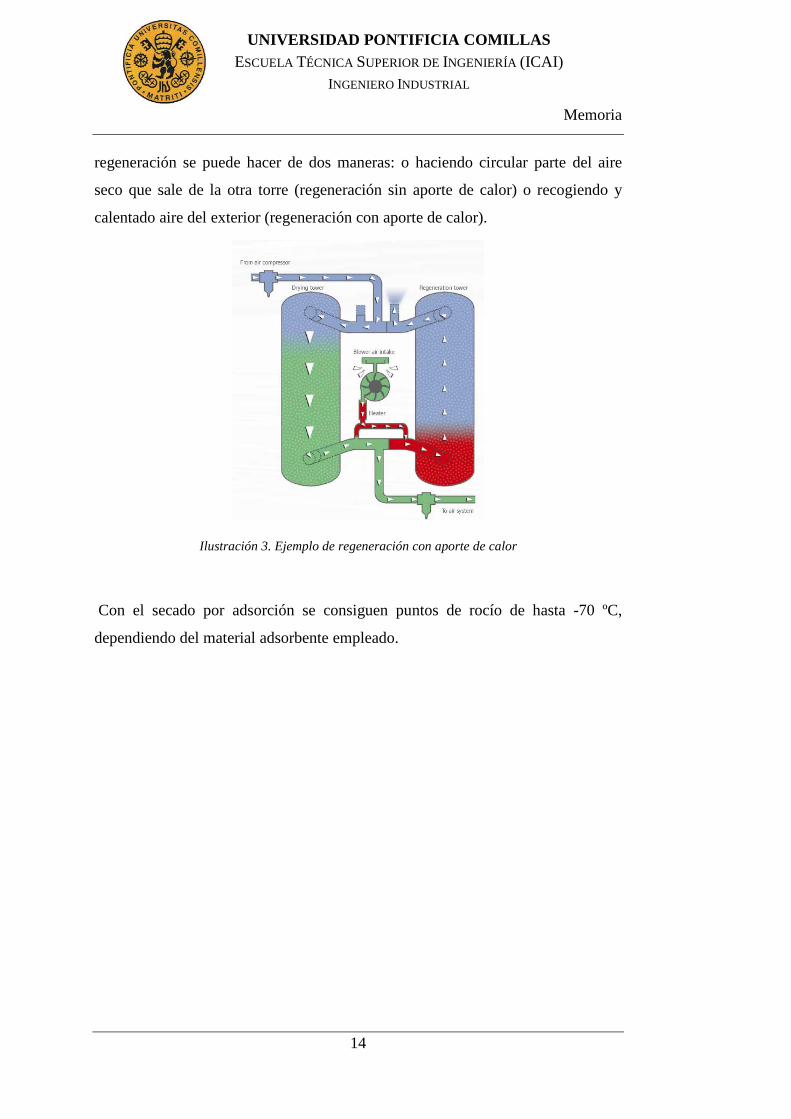
regeneración se puede hacer de dos maneras: o haciendo circular parte del aire
seco que sale de la otra torre (regeneración sin aporte de calor) o recogiendo y
calentado aire del exterior (regeneración con aporte de calor).
Ilustración 3. Ejemplo de regeneración con aporte de calor
Con el secado por adsorción se consiguen puntos de rocío de hasta -70 ºC,
dependiendo del material adsorbente empleado.
Memoria
15
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.2 MOTIVACIÓN DEL PROYECTO
En la sección anterior hemos constatado la importancia que tiene el aire
comprimido en toda la industria. Esto incluye las centrales de generación de ciclo
combinado. Pero no sólo en la generación de aire comprimido que se usa en
consume en el propio ciclo, sino que también es crucial para la operación de la
planta por suministrar aire necesario para los actuadores y herramientas diversas
de la central.
En caso de que fallase el suministro de aire comprimido, derivarían una seria de
consecuencias del todo indeseables, no ya sólo por el propietario de la central,
sino que pueden alcanzar al operador de red e incluso, en circunstancias adversas,
a los consumidores finales de la energía. Aunque el operador de red suele estar
preparado para afrontar la caída de un generador, es posible que falle alguno de
los elementos del sistema de protecciones, produciendo un efecto en cadena cuyo
gran impacto sería difícil de enmendar.
Todo lo anteriormente expuesto conduce a la necesidad imperiosa de contar con
un suministro de aire comprimido de gran fiabilidad y calidad. Esta necesidad es
la principal impulsora de este proyecto: diseñar un sistema capaz de suplir las
necesidades (especificadas por el cliente) de aire comprimido para una central de
ciclo combinado en un país europeo.
Memoria
16
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.3 OBJETIVOS
El proyecto se centra en ofrecer una solución de tipo llave-en-mano para la
producción de aire comprimido en un ciclo combinado con el menor coste
posible. Sin perder de vista este objetivo principal, que es el fin último de todas
las tareas desarrolladas durante la realización del proyecto, podemos desglosarlo
en objetivos más concretos y que nos ayudarán a centrar los esfuerzos con una
meta más realizable.
Estos objetivos son:
• Selección de los equipos principales que incluirá el proyecto, aquellos necesarios para cubrir satisfactoriamente la demanda de aire comprimido del cliente.
• Diseño de las instalaciones mecánicas y de control del sistema completo de aire comprimido. Incluye el diseño de la implantación del sistema en la central.
• Planificación del proyecto, con el afán de conocer cuánto se extenderá a lo largo del tiempo. También se planifican actividades como la puesta en marcha o el mantenimiento que deberá hacerse al sistema al completo durante su vida útil estimada.
• Estudio del impacto ambiental en el que se incurrirá durante la operación del sistema de aire comprimido.
• Estudio económico de la inversión requerida durante la vida útil del sistema de aire comprimido
• Proposición de mejoras. El proyecto se desarrolla conforme a las especificaciones del cliente. Sin embargo, se pretende estudiar ciertas mejoras de cara a que el cliente lo pueda tener en cuenta, si no en el presente proyecto, al menos de cara a proyectos futuros.
Memoria
17
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.4 ALCANCE DEL PROYECTO
El presente proyecto pretende incluir cualquier equipo, actividad, y planificación
necesarios para la instalación y operación del sistema de aire comprimido. Todo
ello se diseñará siguiendo las especificaciones en las que se detallan las
necesidades del cliente.
Es un proyecto del tipo llave-en-mano, es decir, el cliente quiere todo el sistema
ya montado y preparado para arrancarlo. Por tanto, además del suministro de
equipos debemos encargarnos del diseño de la instalación de los mismos, así
como de su montaje.
Desde un punto de vista del sistema una vez instalado en planta, los límites del
alcance de este proyecto son:
• Desde el punto de vista mecánico, el proyecto cubre desde las tomas de aire de entrada de los compresores hasta los dos puntos de descarga (el de la línea de aire de servicio y el de la línea de aire de instrumentos) y la descarga del separador de condensados.
• Desde el punto de vista eléctrico, el alcance del proyecto termina en las bornas de alimentación de los compresores, el secador y el cuadro de control.
• Desde el punto de vista de la instalación de control, el alcance de proyecto termina en los borneros del cuadro de control a los que se conectará el cliente y hasta los equipos o instrumentos cuyas señales vayan cableadas al DCS (Digital Control System), en vez de comunicadas.
Como norma general todo lo que esté incluido entre los límites del alcance arriba
indicado se incluye en el proyecto, así como todas actividades de diseño mecerías
para su correcto funcionamiento.
Memoria
18
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
1.5 NORMATIVA APLICABLE
A lo largo de todo el proyecto se deben seguir las secciones aplicables de los
Códigos y Estandares (principalmente DIN y EN) listados a continuación. Salvo
que se concrete lo contrario, la última versión de cada norma será la empleada.
2006/42/CE European machinery directive
AD 2000 Technical rules for Pressure Vessels
ISO141211-1:2007 Safety of machinery – Risk assessment –Part1: Principles
ISO3857 Compressor, compressed air tools and machines.
ISO7183 Compressed air dryers, technical requirements and
measurements
ISO8573 Compressed air (contamination)
ISO1217 (DIN1945) Measurement of output (acceptance tests of positive
displacement compressors)
DIN EN ISO 8821 Mechanical vibration – Balancing shaft and fitment key
convention
VDI 2056 Vibrations of the machine
DIN 51506 Compressor oils
DIN EN 287 Qualification test of welders
EN 15614-1 Specification for approval of welding procedure for weld
joint Steel Nickel Alloys, Aluminum and its Alloys
EN15609-1 Part1 Specifications & Approval of Welding Procedures for
Welding Arc
PED 97/23/EC Pressure Equipment Directive
DIN 8949 Refrigerant filter driers – testing
EN 10028-6 Flat products made of steel for pressure purposes

Memoria
19
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
EN10088 Stainless steels
EN 10204 Metallic products. Material certificate. Type of inspection
documents
VGB-R 170C Function-related documentation of Power Plant
instrumentation and control in line with operating
requirements
EN10222-2 Steel forgings for pressure purposes. Ferritic and martensitic
steels with specified elevated temperature properties
ISO 14122-4:2004 Safety of machinery – Permanent means of acces to
machinery: Fixed Ladders
EN ISO 1461 Hot dip galvanized coatings on fabricated iron and steel
articles

Memoria
20
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Memoria
21
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 2 SELECCIÓN DE EQUIPOS
Este capítulo tiene como objetivo realizar la selección de los equipos principales
que requiere el proyecto. Consideramos equipos principales aquellos críticos para
el correcto suministro de aire comprimido al cliente, así como aquellos que
representan mayor inversión. Para mayor claridad se divide el capítulo en tres
secciones. En la sección 2.1 se describen las condiciones de diseño a tener en
cuenta para la selección. En la sección 2.2 se establecen las tecnologías que se
emplearán, así como las características principales del equipamiento necesario.
Por último, en la sección 2.3 se realiza una comparación de distintos proveedores,
obteniendo finalmente los equipos que formarán nuestro sistema de aire
comprimido.
2.1 CONDICIONES DE DISEÑO
Las condiciones de diseño son todas aquellas que puedan afectar al
dimensionamiento de las máquinas. En este caso en concreto, es necesario
conocer las condiciones ambientales para el correcto dimensionamiento de los
equipos.
Concretamente, las condiciones de presión ambiental, temperatura y humedad
relativa son las más determinantes, pues influyen directamente en el flujo que los
compresores son capaces de producir, así como en el consumo que deriva de la
compresión.
Al influir en el flujo no afecta sólo a los compresores, sino que influye también en
el dimensionamiento de filtros y secadores. Los depósitos son los únicos que
quedan fuera de la lista de equipos afectados por estas condiciones, pues se
Memoria
22
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
dimensionan para aplanar la oferta de aire de cara a los compresores, y el aire les
llega seco y limpio ya.
El efecto de cada uno de esos factores en la generación de aire comprimido es:
• Presión: tiene un efecto limitado, por trabajar los compresores con presión manométrica (respecto a la ambiental), es decir, con incrementos de presiones. Por tanto, a menor presión ambiental se requeriría más trabajo para comprimirlo a cierta presión absoluta, pero un trabajo muy similar si lo que fijamos es presión manométrica. Sin embargo, para presiones muy bajas (si los equipos se sitúan a elevadas alturas respecto al nivel del mar), la presión ambiental si puede tener un impacto negativo sobre el consumo.
• Temperatura: A mayor temperatura, mayor trabajo requerido para la compresión, por lo que se obtienen consumos mayores para el mismo caudal producido o menor caudal para el mismo consumo. Esto se justifica por el mayor volumen que ocupa un gas a mayor temperatura, así como por la mayor resistencia que ofrecen las partículas a ser comprimidas.
• Humedad: Aunque el pensamiento intuitivo es que el grado de humedad ambiental donde más afecta es en la fase de secado, esto no es así. A las presiones de trabajo por baja que sea la humedad ambiental (dentro de los valores habituales, incluyendo aquellos que se dan en climas considerados secos), el aire sale del compresor saturado de humedad (de hecho es habitual situar un colector de condensados en el cuerpo del compresor, antes de la descarga de aire, para evitar que la humedad se condense en las tuberías). El impacto negativo de la humedad en la compresión viene por el trabajo desperdiciado en comprimir un elemento que no es deseable en el aire, por lo que se retira.
Como se ha comentado, las condiciones mencionadas deben ser tenidas en cuenta
de cara a hacer una correcta evaluación de los flujos que oferten los
suministradores. Normalmente cada uno de ellos ofrece un flujo para condiciones
ambientales distintas (no hay un estándar en la industria en este aspecto), por lo
que es necesario calcular el flujo de los distintos suministradores en las mismas
condiciones, de cara a poder hacer una comparación. Para ello se calcula el flujo
que darían las distintas máquinas en condiciones normales de operación.

Memoria
23
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Las principales condiciones ambientales a tener en cuenta se recogen en la
siguiente tabla:
Presión ambiental 1,015 bar
Temperatura
(max/min) 35/5 ºC
Humedad relativa
(max/min/media) 95 / 30 / 80 %
Tabla 3. Condiciones ambientales de diseño

Memoria
24
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.2 EQUIPAMIENTO NECESARIO
Tras realizar una profunda lectura de las especificaciones, extraemos de ellas
todas las características que se requieren a los equipos que estudiamos en este
capítulo, ya sean expresen explícita o implícitamente. Las más relevantes para el
conjunto del sistema y el dimensionamiento de los equipos se recogen en la
siguiente tabla para mayor claridad:
Flujo a la salida 650 Nm3/h
Presión de operación 10 bar(g)
Calidad del aire de servicios 1/2/1 Partículas/Agua/Aceite,
según ISO 8573-
1:2001 Calidad del aire de
instrumentos 3/4/3
Tabla 4. Características básicas del sistema de aire comprimido
Esta sección pretende exponer estas necesidades de una forma más clara y concisa
que las especificaciones, ordenándolas por equipos. Las necesidades aquí
expuestas se transmiten a los potenciales proveedores, con el objetivo de que las
tengan en cuenta a la hora de ofertar, y nos comuniquen cuales de ellas no pueden
implementar
Hay que remarcar que los compresores son los equipos más definidos, con
requerimientos más estrictos, por ser los equipos más críticos y de mayor
importancia. Le siguen los secadores de adsorción, mientras que depósitos,
secadores de refrigeración y filtros tienen pocas características que se desvíen de
lo que suele ser estándar en la industria.
Como norma general, lo que no quede especificado se hará conforme a los
estándares europeos aplicables. Los materiales deben ser DIN (europeos), y nunca
ANSI (estándar americano, es bastante común su uso en Europa también), debido
a la importancia que el cliente nos transmite en las especificaciones que tiene para
él el riguroso cumplimento de la normativa europea.
Memoria
25
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
• Compresores: Se requieren 3 compresores capaces de cubrir un 50% de la demanda cada uno, de tal forma que estarán dos en funcionamiento simultáneo y uno quedará como reserva. Deberá cumplir con las siguientes características:
o Tipo: compresor de tornillo lubricado de velocidad fija. o Caudal: 360 Nm3/h o Presión de trabajo: 10 bar(g) o Alimentación: 400±10% V / 50 Hz / trifásica o Refrigeración: por aire o Protección eléctrica: IP55 o Arrancador: Estrella/triángulo o Motores (principal y del ventilador) acorde a la normativa VIK o Resistencias de caldeo para el panel de control y los motores o Señales: arranque y parada en remoto, señal de marcha, señal de
carga/vacío (todas las señales necesarias están definidas en la sección 3.3)
o Nivel sonoro: menor de 80 dB a 1 m de distancia. o Debe admitir alimentación redundante. o Sensores PT100 en el motor, tanto en arrollamientos como en
rodamientos. En el cuadro del compresor se conectarán a un convertidor a 4-20 mA.
o Pintura epoxy. Color RAL 7005, conforme a la especificación del cliente. El motor se pintará en RAL 2007.
o Test presenciados por el cliente o Los drenajes serán tipo ENLD o Certificados: Test hidrostático, materiales 3.1, CE, VIK para
motores, pintura, ruido y vibraciones. o Se debe facilitar el plan de control de calidad
• Secadores de adsorción: Se necesitan dos secadores de adsorción del 100%
del flujo total para la línea de aire de servicios. Uno estará en carga mientras que el otro quedará como reserva.
o Tipo: secador de adsorción sin aporte de calor. o Punto de rocío: -40 ºC o Caudal a la salida: 650 Nm3/h o Presión máxima de trabajo: 12 bar(g) o Material de fabricación: Acero inoxidable. o Alimentación eléctrica: 400 V / 50 Hz / 3 fases o Aire destinado a la regeneración < 20% o Plan de control de calidad

Memoria
26
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
o Test hidrostático y funcional presenciados por el cliente o Transmisión del punto de rocío con señal 4-20 mA o Nivel sonoro inferior a 80 dB a 1 m de distancia o Pintura epoxy en RAL 7005, conforme a la especificación de
pintura del cliente o Certificados CE, 3.1 de materiales. o Señales de alarma general y arranque y paro remoto. o Protección eléctrica: IP 54.
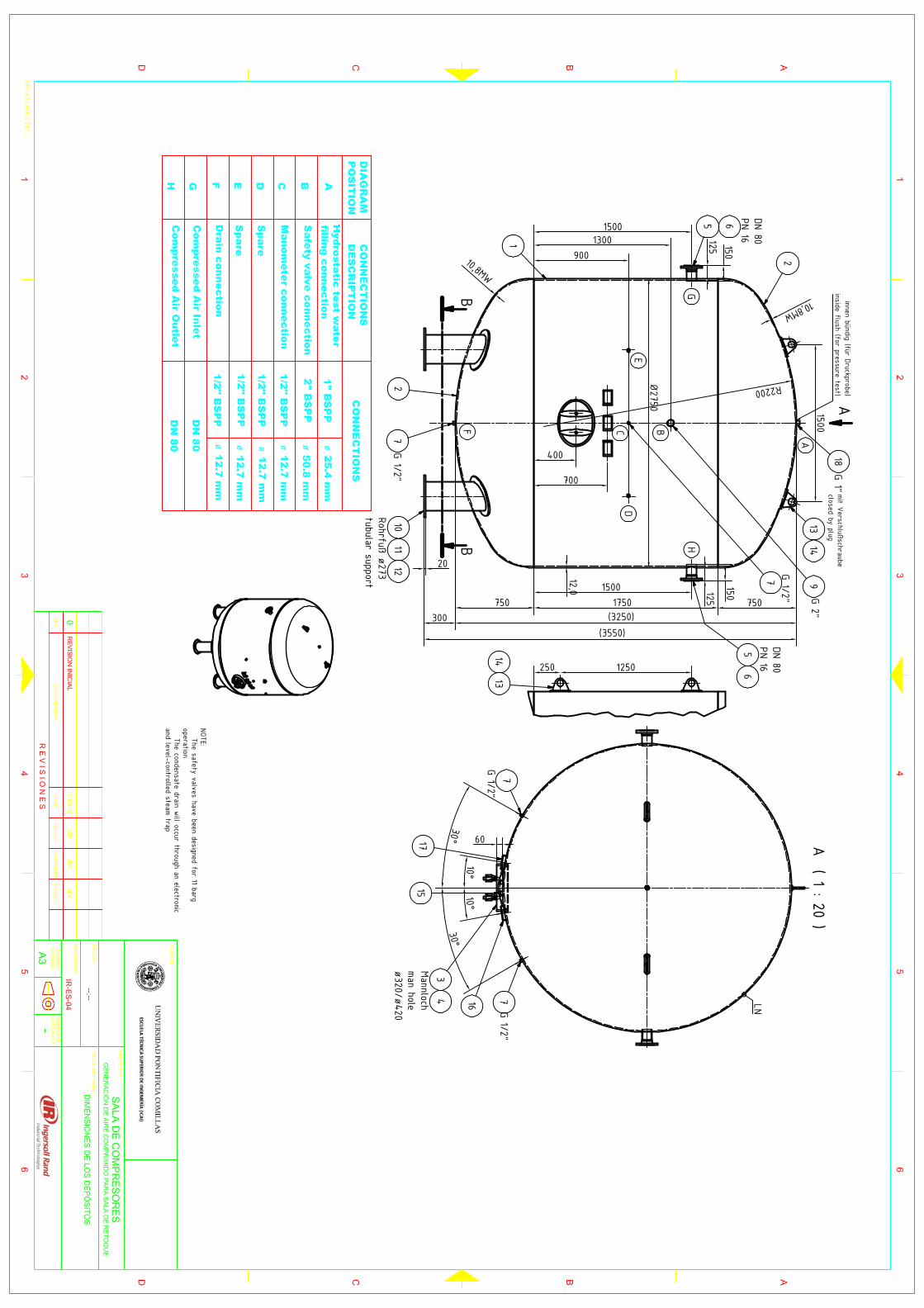
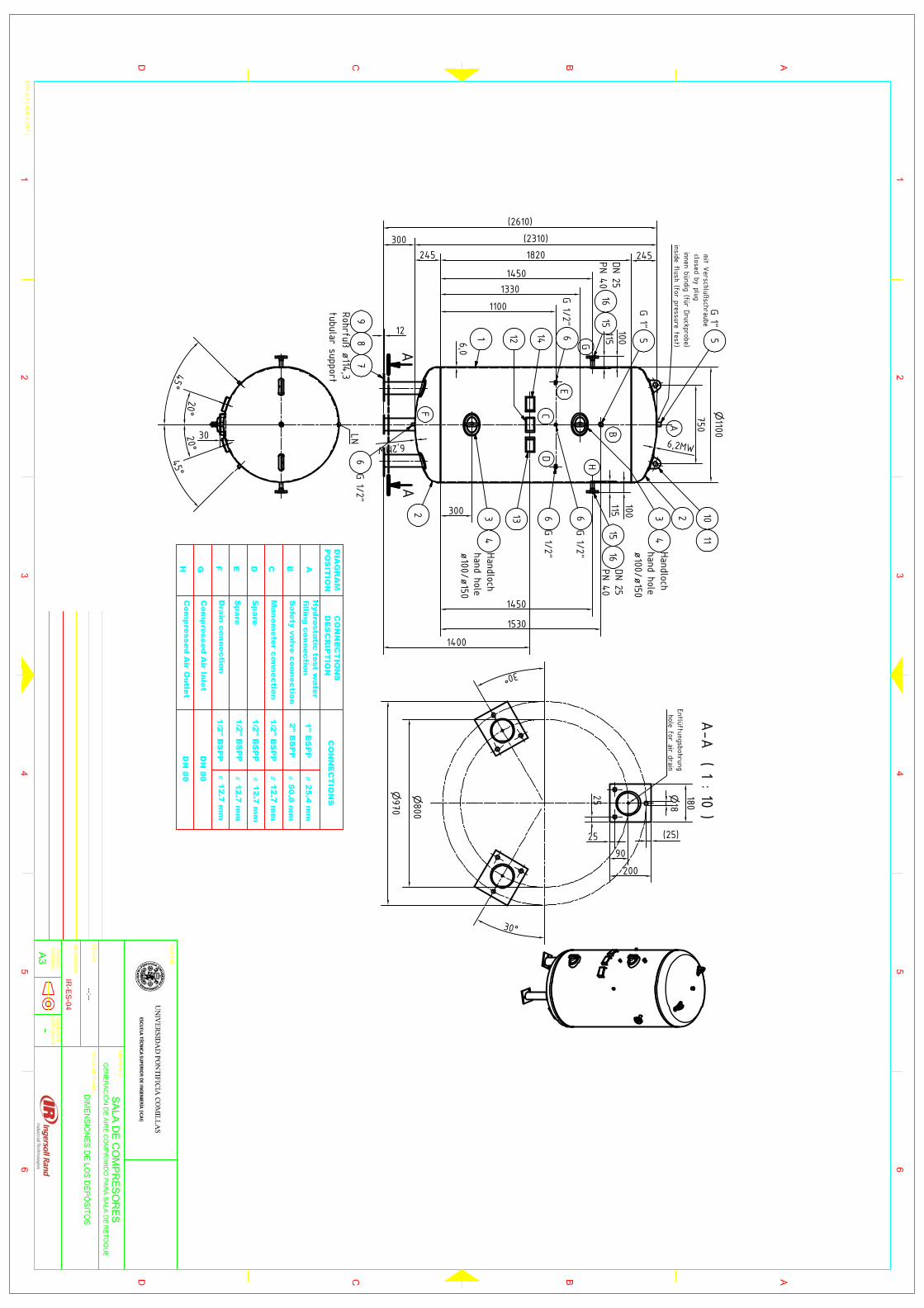
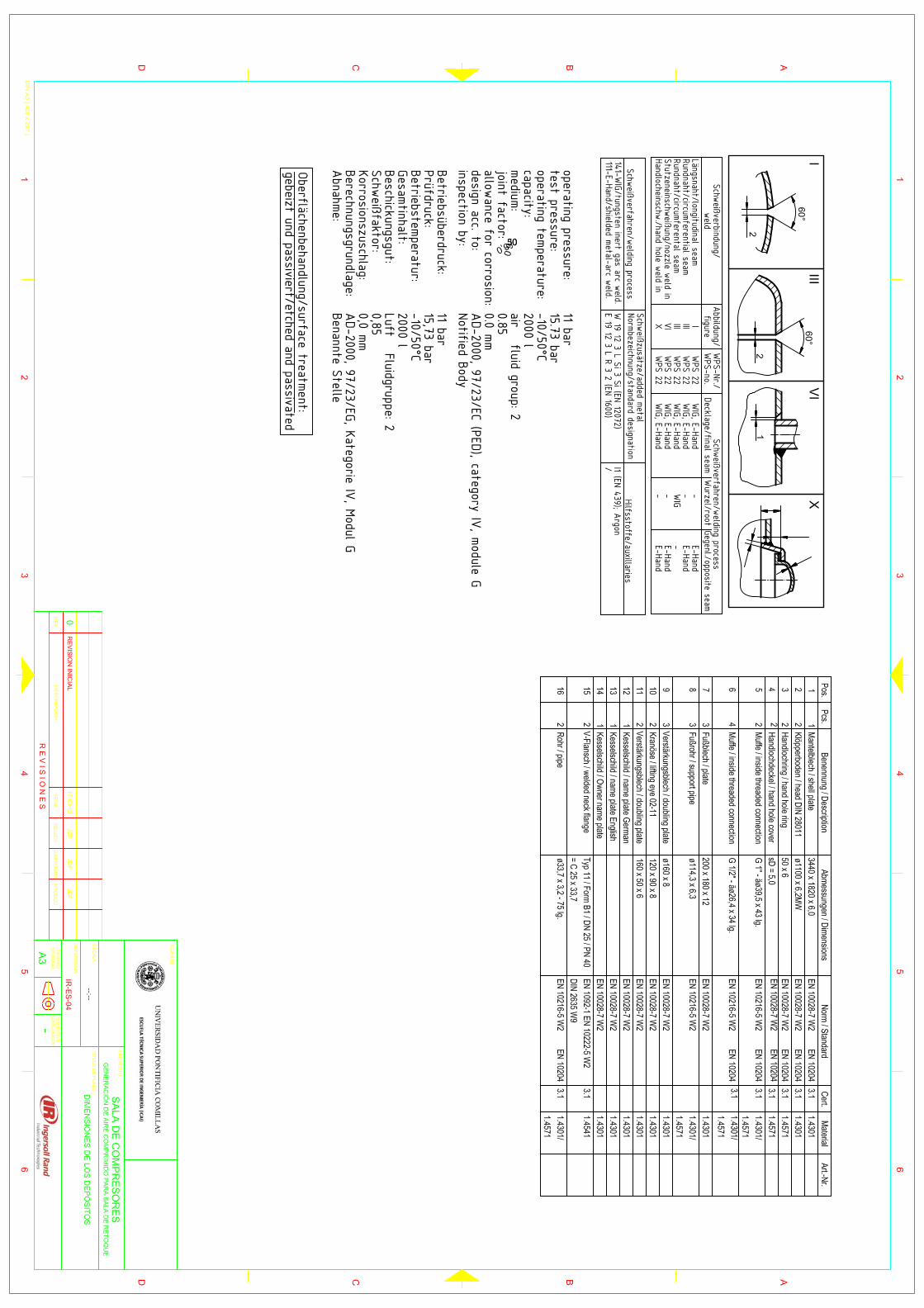
• Depósitos. Se necesitan tres depósitos, dos de ellos de 16 m3 de capacidad
para la línea de aire de servicios y el otro, para la línea de aire de instrumentos, de 2 m3. El resto de características, que son comunes, son las que se definen a continuación:
o Tipo: Depósito vertical o Material: Acero inoxidable o Máxima presión de operación: 11 bar(g) o Material del depósito: DIN 1.4301 o Se someterá a un proceso de galvanizado o Conexiones de entrada/salida: DN 80 o Dispondrá de un “manhole” para facilitar tareas de mantenimiento
y limpieza o Drenaje automático electrónico o Alimentación de la válvula de drenaje: 230/50/1 o Indicador de presión o Válvula de seguridad o Plan de control de calidad o Certificado CE, de materiales 3.1 y de las soldaduras o Test hidrostático o Se examinarán el 100% de las soldaduras.
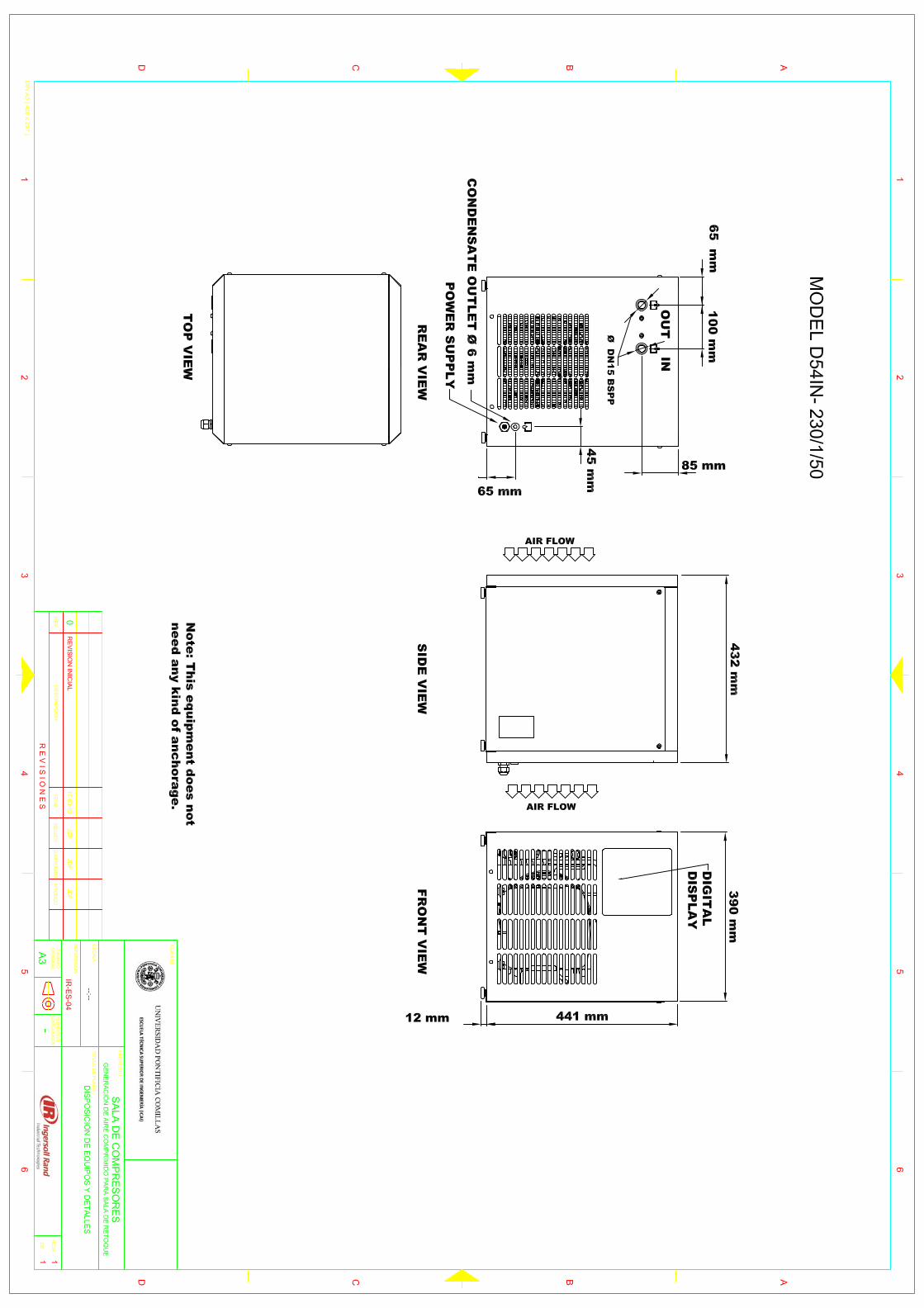
• Secadores de refrigeración. Se necesitan dos secadores de refrigeración
para la línea de aire de instrumentos. Durante la operación normal del sistema, uno estará en carga mientras el otro permanece como reserva.
o Flujo a tratar: 57 m3/h o Punto de rocío: 2 ºC o Señal de arranque y paro remota, señal de funcionamiento, y
alarma general o Alimentación 230/50/1 o Protección eléctrica: IP54
Memoria
27
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
o Pintura: epoxy, conforme a la especificación del cliente, en color RAL 7005
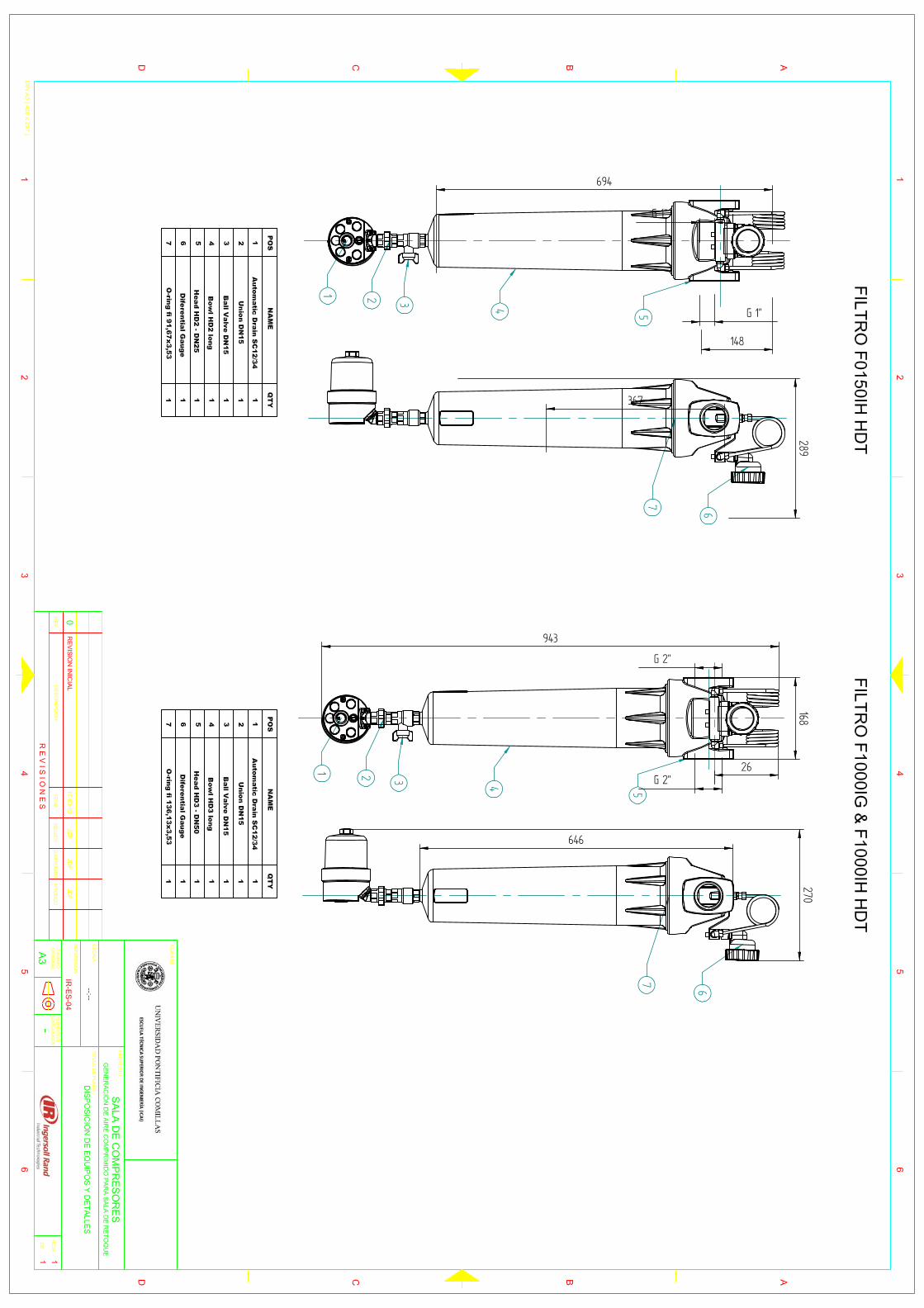
• Filtros. Se necesitan un total de seis filtros, dos para cada secador de adsorción y uno para cada secador de refrigeración. El objetivo de estos filtros es adecuar el aire a la calidad requerida en la sección anterior. Las características de los filtros son:
o Presión de operación 10 bar(g) o Máx presión de operación: 12 bar(g) o Máxima caída de presión: 0.5 bar o Temperatura de operación: 50 ºC o Indicador de presión diferencial o Conexión de entrada/salida roscada tipo BSPP o Válvulas de bola o Pintados de acorde a la especificación del cliente, color RAL 7005
• Separador de condensados. Se proveerá también de un dispositivo que
recoja los drenajes de los equipos que los produjeran, separando el aceite y los deshechos del agua para su recogida y facilitar así su posterior tratamiento.

Memoria
28
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
2.3 COMPARACIÓN DE PROVEEDORES
El proceso de comparación de proveedores es un paso determinante para el
desarrollo de este proyecto. Esta selección marcará no sólo el precio de
adquisición, que es uno de los parámetros que más determinarán la decisión del
cliente, sino también la calidad de los equipos que vamos a instalar y, en gran
medida, las condiciones en las que estos van a operar. Además es una tarea crítica
para el desarrollo del proyecto, pues necesitamos conocer datos básicos como
dimensiones, peso, tiempo de entrega, etc. para seguir adelante con muchas de las
fases pendientes del proyecto.
Como es lógico, la capacidad de poder cubrir técnicamente las necesidades que le
transmitamos al proveedor es un factor no sólo determinante, sino también
eliminatorio, si es una carencia insalvable. En el caso de que no pueda satisfacer
alguna demanda que pueda ser cubierta de algún otro modo (por ejemplo, cumplir
con la especificación de pintura del cliente), esto le perjudicará en la medida del
coste que tenga satisfacerla (tanto en tiempo – transportar el equipo a un taller de
pintura y pintarlo- como en dinero – el coste directo e indirecto de dichas
acciones).
Esta necesidad de que el proveedor sea suficientemente flexible como para
adaptar sus equipos a nuestras demandas, reduce el estudio de ofertas a los tres
principales fabricantes de productos de aire comprimido de uso industrial:
Ingersoll Rand, Kaeser y Atlas copco.
Debido al compromiso de reducir al máximo el coste de la instalación, el precio
ofertado por cada fabricante será el factor que más peso tenga en la decisión.
Además, consigue que la elección de fabricante sea tomada con una base objetiva
y comparable como es un valor monetario.
Lógicamente, este precio no se puede centrar únicamente en la entrega de los
equipos requeridos, sino que se deberá tener en cuenta el coste del mantenimiento
durante toda su vida útil (estimada para el conjunto de la instalación en

Memoria
29
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
veinticinco años), así como de los costes de operación, que principalmente se
reduce a los costes de la electricidad que consume la instalación durante su
funcionamiento.
Sin embargo, hay otros factores que cobran importancia en una elección de este
estilo. Son más complicados de tener en cuenta, pues son más difíciles de valorar
y comparar justamente, pero pueden hacer decantarnos por una opción más cara.
Ejemplos de este tipo de factores son: la cercanía y disponibilidad del servicio
técnico oficial, disponibilidad y coste de piezas de recambio críticas (como
pueden ser el motor o el módulo de compresión en el caso de los compresores),
características de los equipos como tamaño y peso (si son exagerados pueden
resultar menos manejables o pueden requerir cimentaciones más resistentes y
costosas)…
Por tanto, la selección se basará en el coste como comparador objetivo básico, y
se valorará toda aquella información adicional que pueda ser relevante para
matizar las distintas propuestas en caso de tener un coste similar.
A continuación se presenta una tabla con el desglose de precios de los tres
suministradores estudiados. Hay que tener en cuenta que se trata de una oferta
global, es decir, no podríamos elegir equipos de distintos preveedores por estar los
precios sujetos a la obligación de adquirirlos todos.
Memoria
30
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
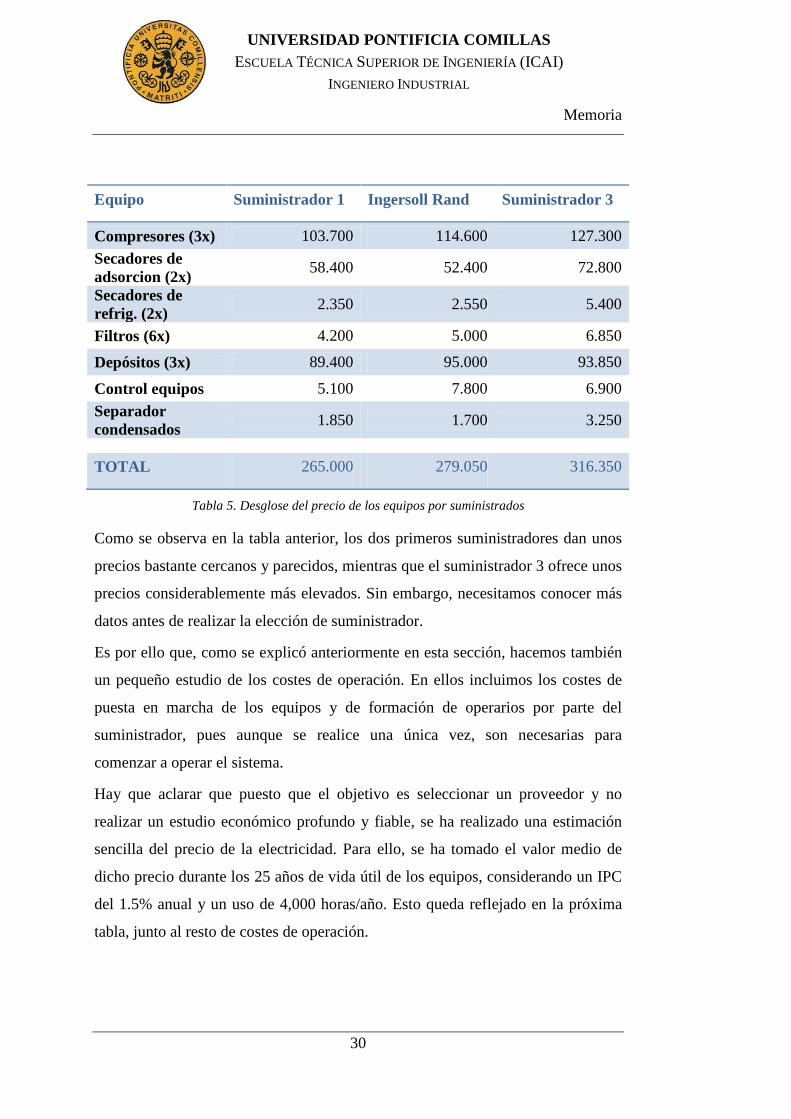
Equipo Suministrador 1 Ingersoll Rand Suministrador 3
Compresores (3x) 103.700 114.600 127.300 Secadores de adsorcion (2x) 58.400 52.400 72.800
Secadores de refrig. (2x) 2.350 2.550 5.400
Filtros (6x) 4.200 5.000 6.850
Depósitos (3x) 89.400 95.000 93.850
Control equipos 5.100 7.800 6.900 Separador condensados 1.850 1.700 3.250
TOTAL 265.000 279.050 316.350
Tabla 5. Desglose del precio de los equipos por suministrados
Como se observa en la tabla anterior, los dos primeros suministradores dan unos
precios bastante cercanos y parecidos, mientras que el suministrador 3 ofrece unos
precios considerablemente más elevados. Sin embargo, necesitamos conocer más
datos antes de realizar la elección de suministrador.
Es por ello que, como se explicó anteriormente en esta sección, hacemos también
un pequeño estudio de los costes de operación. En ellos incluimos los costes de
puesta en marcha de los equipos y de formación de operarios por parte del
suministrador, pues aunque se realice una única vez, son necesarias para
comenzar a operar el sistema.
Hay que aclarar que puesto que el objetivo es seleccionar un proveedor y no
realizar un estudio económico profundo y fiable, se ha realizado una estimación
sencilla del precio de la electricidad. Para ello, se ha tomado el valor medio de
dicho precio durante los 25 años de vida útil de los equipos, considerando un IPC
del 1.5% anual y un uso de 4,000 horas/año. Esto queda reflejado en la próxima
tabla, junto al resto de costes de operación.
Memoria
31
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
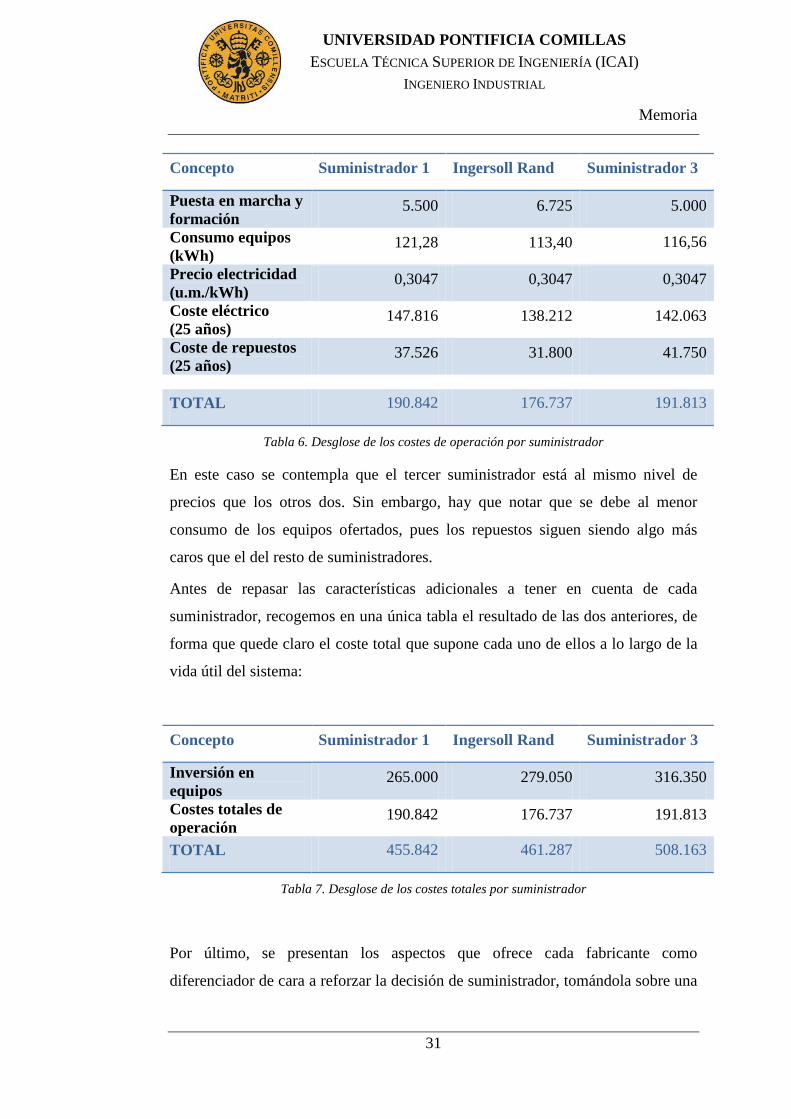
Concepto Suministrador 1 Ingersoll Rand Suministrador 3
Puesta en marcha y formación
5.500 6.725 5.000
Consumo equipos (kWh)
121,28 113,40 116,56
Precio electricidad (u.m./kWh)
0,3047 0,3047 0,3047
Coste eléctrico (25 años)
147.816 138.212 142.063
Coste de repuestos (25 años)
37.526 31.800 41.750
TOTAL 190.842 176.737 191.813
Tabla 6. Desglose de los costes de operación por suministrador
En este caso se contempla que el tercer suministrador está al mismo nivel de
precios que los otros dos. Sin embargo, hay que notar que se debe al menor
consumo de los equipos ofertados, pues los repuestos siguen siendo algo más
caros que el del resto de suministradores.
Antes de repasar las características adicionales a tener en cuenta de cada
suministrador, recogemos en una única tabla el resultado de las dos anteriores, de
forma que quede claro el coste total que supone cada uno de ellos a lo largo de la
vida útil del sistema:
Concepto Suministrador 1 Ingersoll Rand Suministrador 3
Inversión en equipos
265.000 279.050 316.350
Costes totales de operación
190.842 176.737 191.813
TOTAL 455.842 461.287 508.163
Tabla 7. Desglose de los costes totales por suministrador
Por último, se presentan los aspectos que ofrece cada fabricante como
diferenciador de cara a reforzar la decisión de suministrador, tomándola sobre una
Memoria
32
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
base más sólida. Se incluyen también puntos fuertes y débiles que se pueden
extraer del análisis económico previo.
• Suministrador 1: o Ofrece los equipos más baratos que el resto de suministradores
consultados. o Sus equipos son los de mayor consumo eléctrico. De cara a un
posible aumento en la demanda de aire comprimido respecto a la estimación que ha hecho el cliente en sus especificaciones, el coste implícito por dicha variación sería mayor que en la competencia.
o El servicio técnico tiene disponibilidad total a lo largo de la semana. Sin embargo, el más cercano está a 250 km de la planta, por lo que su asistencia no es rápida.
o El coste del servicio técnico es similar al de Ingersoll Rand, siendo más barato que el del suministrador 3.
o La disponibilidad de piezas críticas es la peor de los tres suministradores, siendo el tiempo de entrega de cinco días (naturales) desde la solicitud de la pieza.
• Ingersoll Rand: o Sus equipos tienen una menor huella, es decir, ocupan menos
espacio en planta. o Dispone de una centralización de servicio técnico oficial a 30 kms.
de la ubicación de la planta, siendo el tiempo de resolución de incidencias el más corto de los tres.
o Ofrece servicio técnico a tiempo completo (24 horas, todos los días de la semana).
o El hecho de que sea una centralización posibilita el suministro de piezas críticas en caso de avería (como el módulo de compresión o el motor de los compresores) en el mismo día de solicitud.
o El coste del servicio técnico es comparable al del suministrador 1, siendo más barato que el del tercer competidor.
o Ofrece un precio de equipos más alto que el suministrador 1, de forma que en caso de no poder reparar un equipo y ser necesario cambiarlo el coste sería mayor.
o El consumo de sus equipos es el más bajo de entre los tres suministradores. Esto juega a su favor en caso de que aumente la demanda de aire en la planta.

Memoria
33
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
• Suministrador 3: o Expone que sus equipos son los más fiables del mercado, lo que le
lleva a ofrecer 1 año más de garantía. o Por el contrario, su servicio técnico está limitado a días laborables,
y es ligeramente más caro que el de la competencia. o El suministro de partes críticas lo tiene centralizado algo más lejos
que el segundo suministrador, realizando la entrega en un día laborable desde que se encarga.
o Su oferta económica es la menos atractiva. Requiere una inversión muy alta.
o Sus costes de operación eléctricos son aceptables, pero con los recambios vuelve a desmarcarse con precio más elevado de los tres suministradores consultados.
Teniendo en cuenta todos los factores que se recogen en esta sección, se ha
optado por elegir al Ingersoll Rand como proveedor para los equipos
principales del proyecto.
El suministrador 3 ha realizado una oferta excesivamente cara en comparación
con los otros dos candidatos estudiados.
Por su parte, el suministrador 1 ofrecía un precio y características muy
similares a las de Ingersoll Rand, siendo incluso algo más barato. Sin
embargo, las características del servicio técnico de éste (siendo básicamente la
cercanía de un centro importante de servicio), han marcado la diferencia, por
la importancia que cobran estos servicios durante la operación de un sistema
tan importante para la planta al completo como el de generación de aire
comprimido.

Memoria
34
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Memoria
35
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 3 DESARROLLO DE LA INGENIERÍA
En el presente capítulo se describen todas las tareas y actividades que se han
desarrollado para la realización del proyecto en sí, excluyendo la selección de los
equipos explicada en el capítulo anterior (ya que era necesario conocer el
equipamiento que se iba a usar para acometer las tareas incluidas en este capítulo).
En la primera sección se describe la planificación prevista del proyecto,
describiendo los principales hitos y tareas a acometer. En la sección 3.2, se
explica el diseño de la instalación mecánica del sistema completo de aire
comprimido. La instalación de control es explicada en la sección 3.3, incluyendo
la lista de señales que se enviarán al DCS del cliente o la explicación de cómo
regularán los compresores. La sección 3.4 describe todo aquello relacionado con
la implantación del sistema en la central, incluyendo planos para un mejor
entendimiento. En la sección 3.5 se explica el proceso de selección del instalador
del sistema. Por último, las dos últimas secciones son planificaciones de las
actividades a seguir durante la puesta en marcha (sección 3.6) y el mantenimiento
durante la vida útil del sistema (sección 3.7).
3.1 PLANIFICACIÓN
Esta sección pretende conseguir una estimación lo más fiable posible de la
duración en el tiempo que tendría la realización del proyecto. Por tanto se definen
tiempos necesarios para realizar las distintas tareas que requiere el proyecto,
estableciendo las relaciones entre ellas (cuáles han tenido que ser finalizadas antes
de comenzar una determinada, si es necesario establecer algún tiempo muerto
entre ellas, etc.) y marcando los diferentes hitos determinantes para el proyecto.
Memoria
36
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Con esta planificación se persiguen dos objetivos: por un lado, ofrecer al cliente
dicha estimación para que sea tenida en cuenta como referencia, y por otro, poder
analizar el impacto que tendría sobre el conjunto del proyecto el retraso en alguna
tarea en concreto (algunas impactan directamente por ser críticas, otras
parcialmente por depender de la duración del retraso y otras no llegan a impactar
salvo que se produzcan retrasos inadmisibles, por estar en paralelo con otras
tareas que llevan mucho más tiempo).
Se incluye a continuación la descripción de la planificación prevista para la
realización del proyecto. Hay que tener en cuenta que, como cualquier otra
planificación, ha sido realizada a priori, con lo que es susceptible de sufrir
cambios una vez se comience a llevar a cabo el proyecto.
Hay que notar que aunque esta planificación parte de la primera semana de
Febrero de 2013 (dando como fecha de finalización del proyecto el 2 de Agosto
del mismo año), lo realmente interesante es la duración del proyecto al completo y
de las distintas tareas, pues no se conoce a ciencia cierta el día de comienzo del
proyecto, en caso de llevarse a cabo.
Podemos clasificar las tareas que forman el conjunto del proyecto en tres grupos:
hitos, tareas generales, y fabricación de equipos.
Los hitos no son tareas propiamente dichas, y carecen de duración. Simplemente
son metas relevantes para el proyecto, cuya consecución tiene especial interés
para el mismo. En este caso, se han contemplado los siguientes hitos:
• Comienzo del proyecto. Fecha en la que recibimos por parte del cliente una confirmación en firme de que nos encarga la realización del proyecto. Es el pistoletazo de salida para el resto de actividades que se realizarán.
• Realización del pedido a proveedores. Fecha en la que se emite una orden de compra a los proveedores, marcando el inicio de las actividades que éstos deban llevar a cabo para comenzar la fabricación de los equipos que nos deban suministrar.
• Comienzo de la instalación. Fecha en la que ya se han recibido y posicionado todos los equipos en campo, por lo que se puede empezar a hacer la instalación completa.
• Entrega al cliente. Es la fecha que marca el final del proyecto, una vez se ha terminado la instalación, se ha probado, y se ha puesto en marcha.

Memoria
37
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Las tareas generales son aquellas tareas que afectan al conjunto del sistema de aire
comprimido, sin discriminar por equipos. A continuación se explica cada una de
estas tareas, clarificando el porqué de la dependencia de las tareas que la preceden
(si las hay) y la duración estimada:
• Estudio de las especificaciones. Es el primer paso que hay que llevar a cabo. Se debe hacer una lectura profunda de las especificaciones para comprender las necesidades y exigencias del cliente, de cara a poder satisfacerlas todas. Se estima que serán necesarios 10 días para este cometido, debido a lo extensas y completas que son.
• Selección de equipos. Se realiza una vez finalizado el estudio de las especificaciones. Consiste en esclarecer las características, tanto principales como de detalle, de los equipos necesarios para satisfacer las demandas del cliente, de cara a poder pedirlos correctamente a los suministradores. Se considera que 5 días serán suficientes para llevar a cabo la selección de los equipos.
• Petición/estudio de ofertas. Una vez definidos los principales equipos necesarios, debemos pedir a distintos fabricantes que nos los oferten. Esta tarea comprende el realizarles la petición de la oferta, clarificarles las dudas que puedan tener, recibir y estudiar las ofertas, y elegir la que más nos convenga. Debido a que la interacción con los suministradores seguramente sea menos fluida de lo esperado, al tiempo dedicado a aclaraciones y al estudio y elección, se ha estimado una duración de 15 días para esta tarea.
• Soporte ingeniería de los equipos. Aunque durante la fase de oferta de los proveedores ya se haya clarificado qué modificaciones pueden hacer en sus equipos para cumplir con nuestras demandas, no es hasta que tienen una orden de compra cuando empiezan a estudiar cómo implementarla en este caso en concreto. Es necesario prestar soporte a sus ingenierías para asegurarnos de que las modificaciones se hacen de acuerdo a las especificaciones. Esta tarea comienza con la realización del pedido a los proveedores, y se alarga tanto como el desarrollo de la ingeniería del equipo que más tarde en realizarla.
• Desarrollo de la ingeniería del sistema. Esta tarea comprende el diseño de todo aquello que forma parte del sistema peor no son equipos principales. Tubilería, instalación de control, sistema de drenaje, instrumentación, etc. Como varias de las subtareas no requieren conocer detalles de los equipos principales, y las dos tareas anteriores no tienen porqué ser a tiempo completo, esta tarea se realiza en paralelo con el soporte a la ingeniería de
Memoria
38
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
equipos y empieza un poco antes de terminar el estudio de ofertas. Se ha estimado una duración de 35 días para completar esta tarea.
• Petición/estudio ofertas instaladores. Esta tarea es equivalente a la petición y estudio de ofertas de equipos principales, salvo que en este caso se nos ofertan materiales y mano de obra necesarios para realizar la instalación. Como es lógico, antes de solicitar una oferta para la instalación es necesario haber terminado su ingeniería de la misma. Se presupone que 15 días serán suficientes para realizar esta tarea.
• Instalación. Esta tarea engloba todas las actividades que se realizan para instalar el sistema al completo. Para poder empezarla, requiere que todos los equipos hayan sido transportados y posicionados en la planta. Esta tarea dura un total de 19 días, y se compone de:
o Instalación mecánica (15 días) o Instalación de control (4 días), se realiza en paralelo con el final de
la mecánica, de tal forma que ambas terminen el mismo día. o Test hidrostático (1 día) o Pruebas de comunicación con el DCS (3 días).
• Puesta en marcha del sistema. Esta es la última tarea del proyecto. Consiste en, una vez finalizado el montaje de todo el sistema, arrancar los equipos y comprobar que todo funciona correctamente. Se estiman 4 días, previendo que se presentarán problemas inesperados.
El último grupo de tareas son aquellas relacionadas con la fabricación de los
equipos. Puesto que la mayoría de tareas son comunes, no discriminaremos en
función del equipo, dando una descripción general.
• Desarrollo de la ingeniería de detalle. Se diseñan las modificaciones y adaptaciones sobre el equipo estándar para ceñirse a las especificaciones del cliente.
• Acopio de materiales. Se demandan y compran los distintos elementos y partes que no son fabricados directamente por el mismo proveedor, sino que están subcontratados.
• Montaje. Este paso es el que podríamos considerar propiamente la fabricación del equipo pues es cuando se ensamblan sus distintos componentes.
• Tests (funcionales o hidrostáticos). En este paso se prueban los equipos para asegurar que cumplen con la calidad requerida. En el caso de los hidrostáticos, pueden ser realizados antes de terminar el montaje de todo el equipo.
Memoria
39
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
• Documentación de calidad. Consiste en el acopio de toda la documentación de calidad requerida para permitir la entrega de los equipos. Su larga duración no se debe a que sea una tarea muy compleja, sino a que se recopila documentación durante todo el proceso de fabricación.
• Aprobación de envío. Una vez disponemos de la documentación de calidad y de los resultados de las pruebas a las que se someten los equipos, damos el visto bueno al suministrador para que prepare el envío de los mismos.
• Empaquetado. Consiste en preparar los equipos adecuadamente para evitar daños durante su transporte.
• Transporte a campo. Consiste en desplazar los equipos desde el punto de fabricación hasta la planta final en la que se instalarán. Obviamente, el tiempo de esta tarea varía con cada equipo en función de dónde sea fabricado.
• Descarga y posicionamiento. Esta tarea consiste en descargar los equipos del transporte en que vengan (muchas veces el transportista no acomete esta tarea, por la necesidad de grúas de descarga y por temor a dañar los equipos en el proceso) y en situarlos en planta tal cual es requerido, de acorde al plano de implantación general mostrado en 0.
La planificación se muestra de forma gráfica en el Anexo 1.
Memoria
40
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.2 INSTALACIÓN MECÁNICA
La instalación mecánica comprende el diseño de las tuberías tanto para las líneas
de aire comprimido como para las destinadas a la conducción de los condensados
que se producen en los distintos equipos hasta el separador de condensados.
También se estudia la necesidad de accesorios mecánicos como válvulas,
drenajes, etc.
Dentro de las particularidades de este proyecto cabe destacar el uso de válvulas
reductoras justo antes de la descarga, para reducir la presión a 7 bar(g), así como
la presencia de redundancias en prácticamente todos los equipos de cara a evitar
parones en la producción por, por ejemplo, actividades de mantenimiento.
Las tuberías han sido dimensionadas para una presión de 16 bar(g) y una
temperatura de 60 ºC, condiciones ambas bastante superiores a las esperadas
durante la operación normal del sistema de producción de aire comprimido.
También se ha tenido en cuenta la caída de presión, habiendo sido dimensionada
la instalación al completo para una caída de presión máxima de 1,1 bar(g),
suponiendo filtros saturados y unas pérdidas del 10%.
Para ello se ha usado la típica ecuación de pérdida de carga:
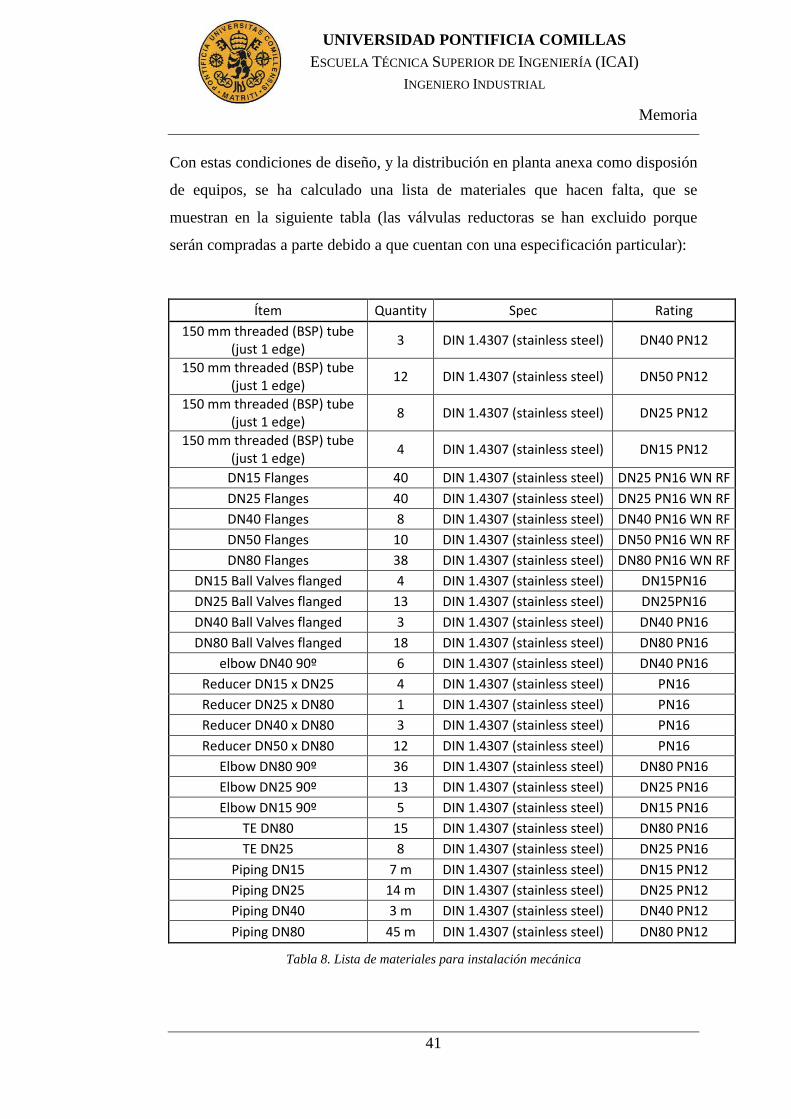
Memoria
41
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Con estas condiciones de diseño, y la distribución en planta anexa como disposión
de equipos, se ha calculado una lista de materiales que hacen falta, que se
muestran en la siguiente tabla (las válvulas reductoras se han excluido porque
serán compradas a parte debido a que cuentan con una especificación particular):
Ítem Quantity Spec Rating 150 mm threaded (BSP) tube
(just 1 edge) 3 DIN 1.4307 (stainless steel) DN40 PN12
150 mm threaded (BSP) tube (just 1 edge) 12 DIN 1.4307 (stainless steel) DN50 PN12
150 mm threaded (BSP) tube (just 1 edge) 8 DIN 1.4307 (stainless steel) DN25 PN12
150 mm threaded (BSP) tube (just 1 edge) 4 DIN 1.4307 (stainless steel) DN15 PN12
DN15 Flanges 40 DIN 1.4307 (stainless steel) DN25 PN16 WN RF DN25 Flanges 40 DIN 1.4307 (stainless steel) DN25 PN16 WN RF DN40 Flanges 8 DIN 1.4307 (stainless steel) DN40 PN16 WN RF DN50 Flanges 10 DIN 1.4307 (stainless steel) DN50 PN16 WN RF DN80 Flanges 38 DIN 1.4307 (stainless steel) DN80 PN16 WN RF
DN15 Ball Valves flanged 4 DIN 1.4307 (stainless steel) DN15PN16 DN25 Ball Valves flanged 13 DIN 1.4307 (stainless steel) DN25PN16 DN40 Ball Valves flanged 3 DIN 1.4307 (stainless steel) DN40 PN16 DN80 Ball Valves flanged 18 DIN 1.4307 (stainless steel) DN80 PN16
elbow DN40 90º 6 DIN 1.4307 (stainless steel) DN40 PN16 Reducer DN15 x DN25 4 DIN 1.4307 (stainless steel) PN16 Reducer DN25 x DN80 1 DIN 1.4307 (stainless steel) PN16 Reducer DN40 x DN80 3 DIN 1.4307 (stainless steel) PN16 Reducer DN50 x DN80 12 DIN 1.4307 (stainless steel) PN16
Elbow DN80 90º 36 DIN 1.4307 (stainless steel) DN80 PN16 Elbow DN25 90º 13 DIN 1.4307 (stainless steel) DN25 PN16 Elbow DN15 90º 5 DIN 1.4307 (stainless steel) DN15 PN16
TE DN80 15 DIN 1.4307 (stainless steel) DN80 PN16 TE DN25 8 DIN 1.4307 (stainless steel) DN25 PN16
Piping DN15 7 m DIN 1.4307 (stainless steel) DN15 PN12 Piping DN25 14 m DIN 1.4307 (stainless steel) DN25 PN12 Piping DN40 3 m DIN 1.4307 (stainless steel) DN40 PN12 Piping DN80 45 m DIN 1.4307 (stainless steel) DN80 PN12
Tabla 8. Lista de materiales para instalación mecánica
Memoria
42
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Además, hay que diseñar las tuberías de recolección de condensados. Esta tubería
basta con que sea de 1”, pues no se espera mucho flujo, y conecta los
compresores, filtros y depósitos de aire con el separador de condensados.
Es necesario que tenga una inclinación del 1%, y su disposición en planta se hará
conforme al anexo “Red de condensados”.

Memoria
43
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.3 INSTALACIÓN ELÉCTRICA Y DE CONTROL
En esta sección se discuten tanto la instalación eléctrica como la de control, si
bien es cierto que debido a la naturaleza del alcance del proyecto, la segunda es
notablemente más compleja y requiere mucho más diseño que la instalación
eléctrica.
3.3.1 INSTALACIÓN ELÉCTRICA
Debido al alcance del proyecto solicitado por el cliente, realmente no se requiere
ningún tipo de diseño para la instalación eléctrica, pues es el propio cliente el
encargado de alimentar todos los equipos que lo requieran, dimensionando los
cables necesarios para ello de acuerdo a la normativa local.
Sin embargo si debemos facilitarle una lista con las principales cargas que deberá
alimentar, de cara a que pueda hacer dicho diseño. Se incluye a continuación una
tabla con la lista de cargas eléctricas.
Cant Equipo P (kW) F. de P. Alimentación I (A)
3
Compresor
Modulo compresión
Ventilador refrig.
Resistencias caldeo
57.07
54.7
0.875
1.5
0.9
400/3/50
91.5
2 Secador de refrigeración 0.26 0.76 230/1/50 1.48
1 Panel de control 1 0.95 230/1/50 4.57
3 Drenajes eléctricos 0.01 0.95 230/1/50 0.046
Tabla 9. Listado de cargas eléctricas
Memoria
44
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.3.2 INSTALACIÓN DE CONTROL
El objetivo de la instalación de control es permitir un funcionamiento
automatizado del sistema, a la vez que se permite al propietario del mismo
controlarlo y recibir aviso en caso de que algo no funcione según el
comportamiento esperado.
Esta subsección es principalmente descriptiva del sistema de control y
automatización que se va a implementar, y pretende conseguir explicar de manera
clara el funcionamiento del sistema, sin entrar en demasiado detalle por no perder
claridad (por ejemplo, entrar a explicar en profundidad el funcionamiento de los
distintos protocolos de comunicación sería mucho más engorroso que útil, y no
entra dentro de los objetivos del presente proyecto).
La presente subsección se dividirá a su vez en tres apartados, con el objetivo de
facilitar su lectura y comprensión. El primero será una introducción al sistema
completo de control, para como primer esbozo de su funcionamiento. Después, se
explicará cómo funcionan las comunicaciones con el cliente, dejando para el
último apartado la explicación de la automatización del sistema.
Introducción general al sistema de control
El sistema de control gira en torno al cuadro de control. Este cuadro centraliza las
comunicaciones de todo el sistema, otorgando al cliente un único punto de
conexión centralizado para todas las comunicaciones. En el cuadro destaca el
controlador de los compresores, modelo X8i, que gestiona tanto las señales como
la automatización de los compresores.
Como excepción nos encontramos las señales del sistema que en lugar de ir
comunicadas al sistema (via señal Modbus), van cableadas directamente del
elemento que las produce al DCS. Esto se hace así por ser consideradas señales de
mayor importancia, para evitar perder su señal por fallo en los sistemas
intermedios de comunicación.
El funcionamiento general es bastante sencillo: los compresores comprimen según
ordene X8i (que recibe como referencia la presión a la descarga de los
Memoria
45
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
compresores mediante el transmisor de presión 1PFC13CP001). El aire se separa
en las dos líneas principales: la de instrumentos y la de servicios. Los filtros
tienen transmisores de presión diferencial para detectar cuando es necesario
cambiarlos. En la línea de servicios hay una válvula pilotada (1PFC16AA301),
que se cierra cuando la presión en el aire de instrumentos cae por debajo de cierto
valor de consigna. A la descarga de la línea de instrumentos tenemos un
transmisor de presión (1PFC29CP001), que transmite la presión en ese punto
tanto al DCS como a la válvula antes mencionada. Aunque ya se indicó en la
sección anterior, cabe destacar la presencia de válvulas reductoras de presión a la
salida de ambas líneas.
Descripción de las comunicaciones
En las comunicaciones cabe la diferenciación según el método de transmisión
empleado: comunicación o cableado. La transmisión directa por cable es bastante
más segura, aunque también es más cara.
Se presenta a continuación un listado con las señales cableadas comprendidas en
este proyecto:
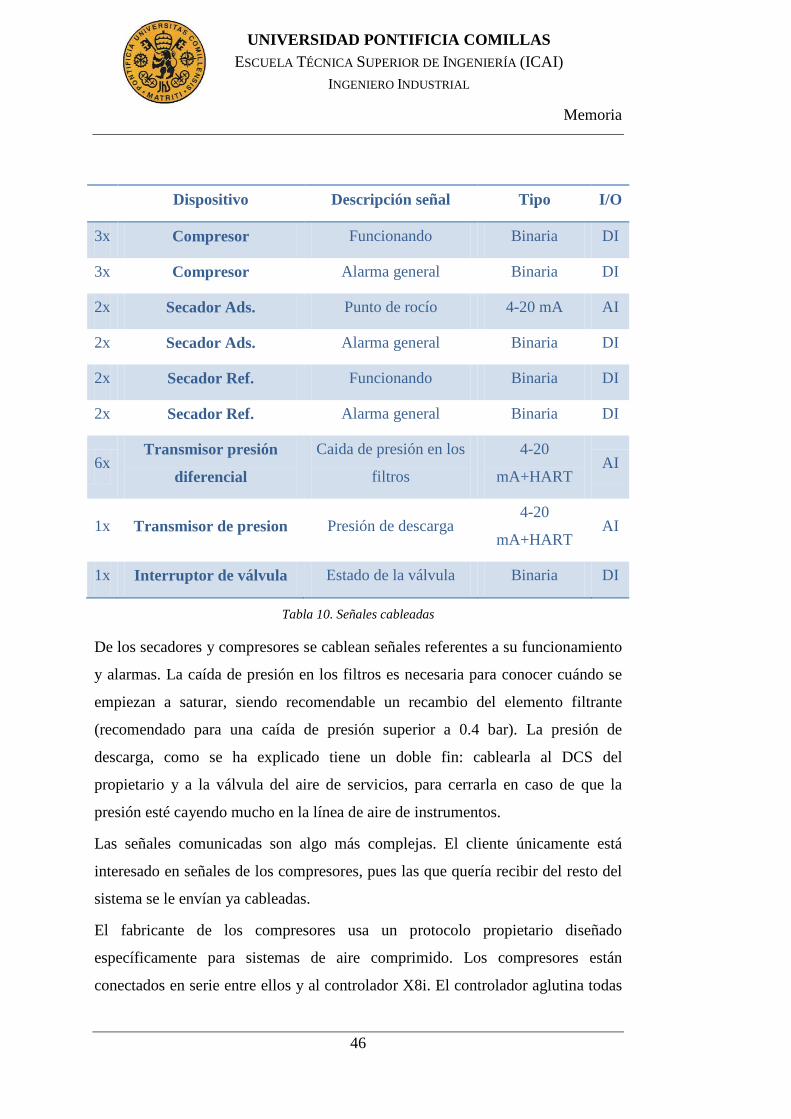
Memoria
46
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Dispositivo Descripción señal Tipo I/O
3x Compresor Funcionando Binaria DI
3x Compresor Alarma general Binaria DI
2x Secador Ads. Punto de rocío 4-20 mA AI
2x Secador Ads. Alarma general Binaria DI
2x Secador Ref. Funcionando Binaria DI
2x Secador Ref. Alarma general Binaria DI
6x Transmisor presión
diferencial
Caida de presión en los
filtros
4-20
mA+HART AI
1x Transmisor de presion Presión de descarga 4-20
mA+HART AI
1x Interruptor de válvula Estado de la válvula Binaria DI
Tabla 10. Señales cableadas
De los secadores y compresores se cablean señales referentes a su funcionamiento
y alarmas. La caída de presión en los filtros es necesaria para conocer cuándo se
empiezan a saturar, siendo recomendable un recambio del elemento filtrante
(recomendado para una caída de presión superior a 0.4 bar). La presión de
descarga, como se ha explicado tiene un doble fin: cablearla al DCS del
propietario y a la válvula del aire de servicios, para cerrarla en caso de que la
presión esté cayendo mucho en la línea de aire de instrumentos.
Las señales comunicadas son algo más complejas. El cliente únicamente está
interesado en señales de los compresores, pues las que quería recibir del resto del
sistema se le envían ya cableadas.
El fabricante de los compresores usa un protocolo propietario diseñado
específicamente para sistemas de aire comprimido. Los compresores están
conectados en serie entre ellos y al controlador X8i. El controlador aglutina todas
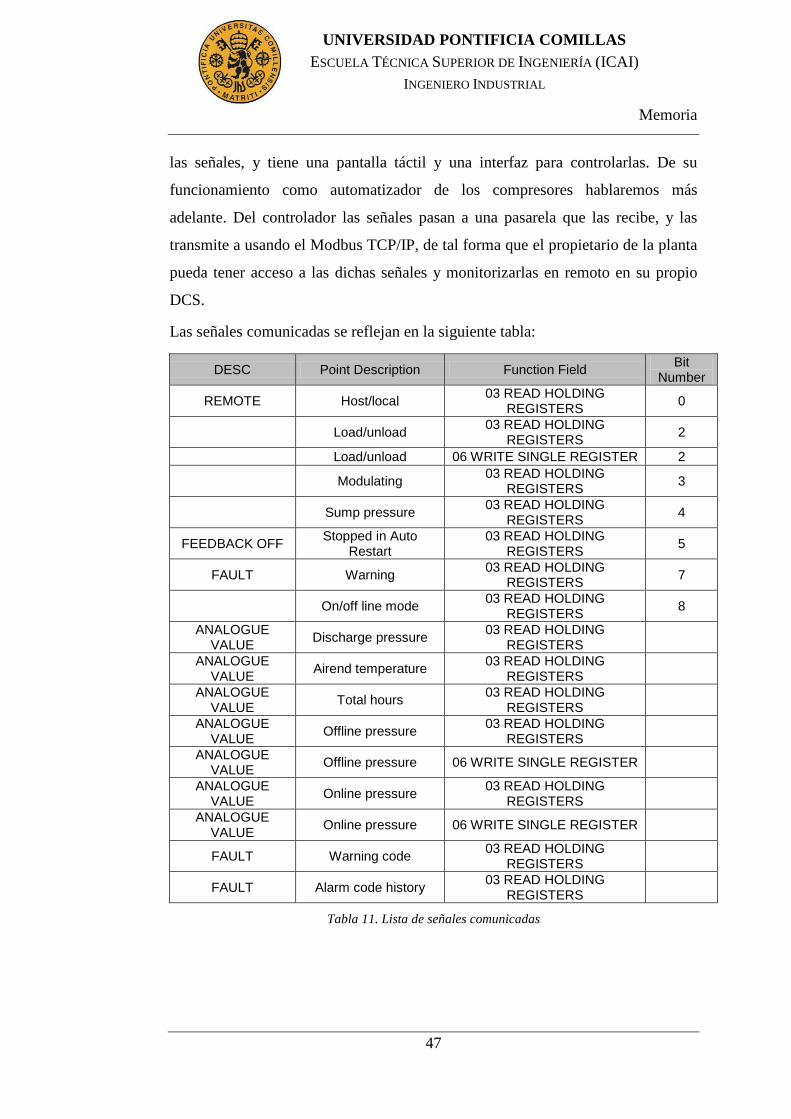
Memoria
47
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
las señales, y tiene una pantalla táctil y una interfaz para controlarlas. De su
funcionamiento como automatizador de los compresores hablaremos más
adelante. Del controlador las señales pasan a una pasarela que las recibe, y las
transmite a usando el Modbus TCP/IP, de tal forma que el propietario de la planta
pueda tener acceso a las dichas señales y monitorizarlas en remoto en su propio
DCS.
Las señales comunicadas se reflejan en la siguiente tabla:
DESC Point Description Function Field Bit Number
REMOTE Host/local 03 READ HOLDING REGISTERS 0
Load/unload 03 READ HOLDING REGISTERS 2
Load/unload 06 WRITE SINGLE REGISTER 2
Modulating 03 READ HOLDING REGISTERS 3
Sump pressure 03 READ HOLDING REGISTERS 4
FEEDBACK OFF Stopped in Auto Restart
03 READ HOLDING REGISTERS 5
FAULT Warning 03 READ HOLDING REGISTERS 7
On/off line mode 03 READ HOLDING REGISTERS 8
ANALOGUE VALUE Discharge pressure 03 READ HOLDING
REGISTERS ANALOGUE
VALUE Airend temperature 03 READ HOLDING REGISTERS
ANALOGUE VALUE Total hours 03 READ HOLDING
REGISTERS ANALOGUE
VALUE Offline pressure 03 READ HOLDING REGISTERS
ANALOGUE VALUE Offline pressure 06 WRITE SINGLE REGISTER
ANALOGUE VALUE Online pressure 03 READ HOLDING
REGISTERS ANALOGUE
VALUE Online pressure 06 WRITE SINGLE REGISTER
FAULT Warning code 03 READ HOLDING REGISTERS
FAULT Alarm code history 03 READ HOLDING REGISTERS
Tabla 11. Lista de señales comunicadas

Memoria
48
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Regulación del sistema de aire comprimido
En este caso al ser un sistema compuesto sólo por compresores de velocidad
variable la regulación es sencilla. El controlador X8i está preparado para realizar
esta función de regulación automática en distintos modos, siendo el de igualdad
de horas de operación de los compresores el que se ha elegido para este proyecto.
El beneficio de este criterio es que no se sobrecarga ningún compresor en
particular, repartiendo el desgaste entre ellos por igual. Además, eso permite que
se realiza el mantenimiento de los compresores simultáneamente, pues las
actividades de mantenimiento preventivo están planificadas en función de las
horas de funcionamiento de la máquina.
Al haber tres compresores, sólo dos de ellos estarán trabajando cuando el sistema
esté a plena carga, quedando el tercero como respaldo.
El X8i establece uno de los compresores en funcionamiento como maestro,
mientras que el otro es el esclavo. El maestro tiene una banda de presiones mayor
que el esclavo, por lo que en caso de que la demanda bajase, sería el esclavo el
que parase.
El estar comprimiendo a 10 bar(g) pero reduciendo la presión a 7 bar(g) antes de
la descarga nos permite establecer unas bandas de presión muy altas, lo que baja
el número de reencendidos. La propuesta que se hace de bandas de presión es:
• Maestro: de 8,1 a 10,5 bar(g) • Esclavo de 7,8 a 10,2 bar(g)
De este modo, en caso de que la demanda de aire sea menor que la producción, la
presión a la descarga de los depósitos comenzaría a subir. Alcanzado el valor de
10,2 barg el compresor esclavo se pararía, quedando en funcionamiento sólo l
maestro. Si la demanda es mayor que su producción, la presión comenzaría a
decaer, hasta alcanzar los 7,8 barg en los que el segundo compresorarrancaría. Si
la demanda fuera menor que la generación del compresor maestro, la presión
continuaría subiendo hasta que se alcanzase una presión de 8,5 barg, momento en
el que este compresor también pararía. Si hay demanda, la presión caería hasta
Memoria
49
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
que al llegar a los 8,1 bar(g) volvería a arrancar el compresor maestro. Si este no
es capaz de satisfacer la demanda, el esclavo arrancaría también.
Por último, hay una válvula pilotada eléctricamente en la línea de aire de
instrumentos, de manera que si la presión en la línea de aire de servicios cae por
debajo de un valor (hay un alto consumo en esa línea) se cierra el consumo de los
instrumentos, de menor importancia que el de instrumentos.
Memoria
50
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.4 IMPLANTACIÓN
Una vez detalladas las instalaciones eléctrica (cables, señales a comunicar y
cablear, instrumentación necesaria, etc.) y mecánica (tuberías, válvulas, sistema
de drenaje), debemos decidir cómo se implementará el sistema en planta.
Para dejar este aspecto bien definido, elaboramos varios documentos: el diagrama
de instrumentación y tuberías (Piping and instrumentation Diagram), el plano de
implantación (general Layout of the system) o el detalle de situación de los
apoyos, para que sean tenidos en cuenta por el cliente a la hora de proyectar la
cimentación del cuarto de compresores, si bien es cierto que su poco peso (900 kg
los compresores), hacen innecesario cualquier tipo de cimentación especial.
En esta sección se incluye también el diseño de las placas que acompañarán a los
elementos de la instalación.
3.4.1 P&ID
El P&ID (Piping and Instrumentation Diagram) de la instalación consiste en un
esquema simplificado de las conexiones a realizar entre los diferentes equipos, de
tal forma que se pueda comprender el funcionamiento completo del sistema de un
vistazo.
Para realizar este documento se deben tener en cuenta los by-pass a los distintos
equipos (que facilitan tareas de mantenimiento, sustitución o reparación de los
mismos), las válvulas de seguridad a situar (generalmente en los equipos de
almacenamiento de aire comprimido, para evitar que la presión suba por encima
de la que pueden aguantar estos equipos), las redundancias de líneas con el
equipamiento de reserva, la instrumentación que se usa, la localización de las
válvulas necesarias para la prueba hidrostática de la instalación y, en general,
cualquier elemento representativo para el funcionamiento del sistema. Aúna por
tanto muchas de las conclusiones extraídas de las dos secciones anteriores: la
instalación mecánica y la instalación eléctrica.
Memoria
51
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
En el mismo se marcan equipos, instrumentación, válvulas y tuberías con el
correspondiente código KKS para facilitar su identificación por parte de las
personas que operarán la planta. Este código sirve, así mismo, para facilitar las
referencias a los elementos así identificados en toda la documentación del
proyecto.
El diagrama de instrumentación y tuberías del proyecto se incluye en los anexos.
3.4.2 GENERAL LAYOUT
El Plano general de implantación, al igual que el P&ID, representa el conjunto del
sistema de aire comprimido. La diferencia es que, en lugar de hacerlo de forma
esquemática facilitando la lectura de los distintos procesos que sigue el sistema
para proporcionar el aire comprimido de la calidad deseada, es una representación
real de la situación de los equipos en planta.
Para diseñar la implantación física hay que tener en cuenta toda una serie de
factores que afectarán al diseño de la misma. Estos factores son:
• Características físicas de los equipos: dimensiones, situación de las entradas y salidas de aire, posicionamiento de los apoyos…
• Espacio en el que se situarán. El cliente nos aporta un plano detallado y acotado de la sala destinada a los compresores.
• Otras condiciones del cliente. Esto incluye dejar ciertos espacios despejados (a la entrada de la sala para permitir descargas y un pasillo que atraviese la sala) y los puntos de descarga del aire comprimido (desde donde ellos se conectarán para distribuir el aire comprimido por toda la planta).
• Otras condiciones de los equipos. Son otras características de los equipos que nos imponen condiciones en el diseño de la implantación. Ejemplos de estas características son el espacio libre necesario para mantenimiento y manejo de los equipos por parte del personal, los puntos de entrada y salida de aire y de condensados, etc.
En los anexos encontramos el plano de implantación generalcon detalle de la situación de los apoyos.
Memoria
52
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.4.3 PLACAS DE IDENTIFICACIÓN
Además de las típicas placas de características que el fabricante sitúa en sus
equipos con los datos técnicos que considera oportuno, el cliente exige que se
sitúe en cada equipo una placa de identificación. Estas placas incluyen,
principalmente, el código KKS que corresponde al equipo y una breve descripción
del mismo.
Para ello aporta una especificación independiente en la que se aclara cómo
deberán ser estas placas de identificación. Extrayendo las condiciones básicas de
diseño de dichas placas, podemos destacar:
• El material de fabricación: deberá ser de acero inoxidable, con la superficie pulida.
• El texto estará grabado y pintado en negro. • La fuente a usar para el texto es Arial. • Cada placa tendrá dos o cuatro agujeros, en función del tamaño de la
misma, para su fijación a los equipos. • Se establecen unas dimensiones determinadas de placa en función del
equipo al que identifiquen.
Conforme a esta especificación se han diseñado las placas que se situarán en cada
equipo. Este diseño se encuentra entre los anexos.
Memoria
53
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.5 SELECCIÓN INSTALADORES
Puesto que debemos el proyecto incluye el montaje en campo del sistema al
completo, debemos elegir a quién nos haga la instalación, aunque el interés de
esta selección para este proyecto (que no ha alcanzado la fase de ejecución) sea
únicamente de cara a contabilizar la partida correspondiente en el presupuesto.
En lo tocante al método de selección es bastante similar al empleado en la
selección de equipos. Buscamos posibles instaladores que reúnan ciertos
requisitos. Les pedimos que oferten la instalación y elegimos basándonos en el
precio de la oferta como principal referente, pero teniendo en cuenta otros factores
que puedan declinar la elección entre ofertas de importes parecidos, si bien es
cierto que en este caso el coste económico es más determinante, puesto que no se
requieren tareas demasiado especiales y con que desarrolle correctamente la
instalación es suficiente, pues no se preveen tareas de mantenimiento que
requieran ser hechas por el mismo instalador.
En cuanto a los requisitos que debe cumplir no son demasiado restrictivos.
Además de tener la capacidad de cumplir con nuestra demanda de instalación,
incluyendo el suministro de materiales necesarios (cumpliendo con sus
requerimientos), el principal requerimiento es que este certificado con el OSHAS
18001, referente a seguridad y salud.
En cuanto a la petición de oferta, de le facilitan al candidato a instalador cualquier
información que necesite para establecer el presupuesto. Esto incluye:
• Magnitudes básicas de funcionamiento: presión, temperatura esperable, caudal.
• Los planos de dimensiones de los equipos principales (compresores, secadores, filtros, depósitos y separador de condensados).
• Los documentos de implantación elaborados: Implantación en planta, P&ID, posición de puntos de apoyo de los equipos, isométrico de los conductos de drenajes.
• Lista de cables, que en este caso al no tener que hacer conexionado eléctrico se reduce a los cables de comunicaciones.
Memoria
54
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
• Lista de materiales necesarios (el instalador se encargará de su compra y, por tanto, debe incluirlos en su oferta).
• Alcance que se espera que cumpla el instalador. Este alcance debe ser discutido y detallado durante la fase de oferta, pues el instalador debe aclarar todo aquello que necesita ser incluido para el correcto desarrollo de su alcance. Los detalles que aporta cada instalador pueden ser transmitidos a otro, en caso de que no los estuviera contemplando en su oferta.
A continuación se profundiza en el alcance que le corresponde al instalador, ya
que el resto de puntos arriba indicados ya han sido desarrollados en secciones
anteriores de este mismo capítulo. Posteriormente esta sección finaliza con la
valoración de las distintas ofertas recibidas.
3.5.1 ALCANCE DEL INSTALADOR
Aunque el alcance final del instalador puede ser discutido previamente a la
instalación, conviene tener claro que alcance se les propone para la realización de
la oferta.
El alcance lo limitamos desde dos puntos de vista: el alcance físico, estableciendo
los límites de la instalación en los que trabajará, y el alcance en tareas,
describiendo en detalle las tareas que debe acometer.
Límites físicos del alcance del suministrador:
• Entrega de los materiales incluidos en la lista de materiales de la instalación mecánica
• El montaje se realizará hasta las conexiones de descarga del sistema, con bridas DN 25 (para el aire de instrumentos) y DN 80 (para el aire de servicios)
• Fijaciones y apoyos para la tubilería • Las tuberías estarán galvanizadas • Entrega de los cables, bandejas y otras partes eléctricas requeridas • Montaje de las instalaciones eléctrica y mecánica dentro del sistema de
producción de aire comprimido.
Las tareas que debe incluir en su oferta son:

Memoria
55
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
• Descarga y posicionamiento de los equipos. Incluyendo el aporte de todas las herramientas necesarias para acometer esa tarea, como pueden ser grúas eléctricas, un grupo generador para herramientas eléctricas y de soldadura, etc.
• Tareas de montaje: incluyendo las instalaciones eléctrica y mecánica, instalación de las placas de identificación.
• Tareas para la aceptación de la instalación, que incluirán como mínimo una prueba hidrostática, un test funcional, un examen de rayos X al menos al 10% de las soldaduras y los protocolos requeridos por la autoridad germana para aceptar la instalación.
La oferta deberá incluir un precio cerrado que incluya todo lo anterior, así como
los costes de mano de obra y desplazamientos si los hubiera.
3.5.2 EVALUACIÓN DE INSTALADORES
Tras realizar la petición de oferta a varios posibles instaladores que cumplen con
el requisito de estar certificados con el OSHAS 18001, los comparamos con el
precio de la oferta como su característica más determinante.
Instalador Precio Tiempo (días)
Instalador 1 55.700 16
Instalador 2 63.100 10
Instalador 3 47.200 19
Instalador 4 59.800 18
Tabla 12. Comparación de instaladores
Con los datos representados en la anterior tabla, se opta por el instalador 3. Cuenta
con el inconveniente de tardar más tiempo en realizar la instalación (dedica menos
Memoria
56
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
mano de obra), pero el precio es significativamente menor. Además, en este
proyecto el tiempo no es un factor determinante, por lo que los 9 días extra sobre
otros suministradores son admisibles.
Como comentario, el instalador 4 que se ha desmarcado con un precio muy
elevado, se explica por el hecho de que es un instalador que está ya en la planta de
ciclo combinado realizando otros trabajos para el cliente, por lo que considera que
eso le permite aumentar precios.
Memoria
57
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.6 PUESTA EN MARCHA
En esta sección se pretende analizar y planificar la puesta en marcha del sistema
de aire comprimido, como continuación lógica a las secciones anteriores que
englobaban el diseño del sistema y las actividades y documentación necesarias
para la instalación del mismo.
Es remarcable la importancia que cobra esta actividad de puesta en marcha en los
proyectos de ingeniería habitualmente, pero con más peso si cabe en los que son
de tipo llave en mano. Esta importancia le viene dada por ser habitual que una
puesta en marcha exitosa (que precede inmediatamente a la entrega de la
instalación y su aceptación por el cliente) marque un hito en la planificación de
pagos del proyecto, siendo generalmente el último hito y cerrando, al menos
económicamente, el proyecto.
Previamente a la descripción de actividades que se realizará durante la puesta en
marcha y su planificación temporal cabe destacar que la puesta en marcha de los
equipos propiamente dicha (su primer arranque estando la instalación
completada), es el elemento más sencillo de toda la puesta en marcha.
Principalmente consiste en comprobar que, además de arrancar, todo funciona
correctamente, por lo que la mayoría de tareas son comprobaciones, siendo las
comunicaciones una de las áreas que más quebraderos de cabeza supone durante
la puesta en marcha.
Como es habitual tratándose de tareas de comprobación, surgirán durante las
mismas varios imprevistos que requerirán de tiempo extra para ser solventados. Es
por ello que la planificación se hace de manera generosa, otorgando menos tareas
a cada día de las que, en caso de funcionar todo al primer intento, podrían llevarse
a cabo.
Esta es la planificación de tareas que se han previsto para realizar la puesta en
marcha.

Memoria
58
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Day 1: Inspecion and Visual Check of the Equipment Inspect all equipment positioning. Inspect ambient condition Inspect piping layout/connections Inspect drain valve location Inspect isolation valve location Inspect Electrical Supply Inspect Cables Check overload breaker size Check visual checking of all equipment & accessories (internal & external) Check coolant level Remove shipping bolts Check internal wiring tightness Check desiccant level for dryer Complete all pre-commission checks Install pressure transducer
Day 2: Compressors Start-up Compressors Start Up Hook up power supply, Check motor insulation turn on power supply to compressor 1 check for power imbalance check motor rotation start compressor observe sump pressure check inlet valve /blowdown valve/load solenoid during load/unload condition build up pressure in receiver to 8 bar turn off compressor 1. Hook up power supply, Check motor insulation turn on power supply to compressor 1 check for power imbalance check motor rotation start compressor observe sump pressure check inlet valve /blowdown valve/load solenoid during load/unload condition build up pressure in receiver to 8 bar turn off compressor 1.
Day 3 : X8i start-up Hook up power supply to desiccant dyer turn on power

Memoria
59
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
leave power on for 30 minutes turn on compressor 1 & 2 let the hot air pass thru dryer observe switching between towers Begin hooking up X8i to the compressors replace eproms start programming of X8i commission X8i with actual pressure setting required at the plant
Day 4: Communications Run the compressors with X8i check all functionalities based on pressure settings by manually throttling the discharge valve Run the system for at least 4 hrs before hooking up with the DB for DCS Turn off compressors Complete hooking up of X8i to DCS commission the complete system Run the system and monitor from DCS manually create alarm conditions check if they are properly reflected in the DCS Complete paperwork for commissioning.
Tabla 13. Plan de actividades para la puesta en marcha.
Memoria
60
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
3.7 PLAN DE MANTENIMIENTO
El último paso para el diseño completo de cualquier instalación en general, y del
sistema de aire comprimido que estamos tratando en particular, va más allá de su
puesta en marcha.
Y es que las necesidades del propietario del sistema no acaban en tener el sistema
de aire comprimido en funcionamiento con la instalación ya completada, sino que
necesita, como es lógico, operarlo. Y para ello necesita los manuales de operación
de los equipos (que aporta el suministrador de los mismos en el momento de la
entrega), que se imparta formación a sus operarios de cara a capacitarlos para
hacer funcionar el sistema de aire comprimido (la formación es habitual que la
ofrezcan también los suministradores, y suele consistir en una presentación que
resume y expone de forma clara los manuales de operación, mantenimiento y
explica el funcionamiento de las comunicaciones) y desarrollar el mantenimiento
del sistema al completo.
En este último punto se incluyen los manuales de mantenimiento de los equipos
(que, al igual que los de operación, los suministra el fabricante de los mismos) y
las tareas necesarias para llevar a cabo el mantenimiento preventivo de las
máquinas, de forma que se consigan minimizar averías indeseadas, con las
paradas en la producción que conllevan.
Puesto que tanto manuales como formación son provistos por el fabricante, una
vez el proyecto se ha realizado efectivamente, en esta fase del proyecto lo que se
puede realizar es la planificación del mantenimiento preventivo, incluyendo la
descripción de las tareas necesarias para hacerlo y la previsión de frecuencia que
requerirán dichas tareas.
De los equipos principales, los requieren mantenimiento regular son los
compresores, secadores y filtros.
Los trabajos a realizar son:
Memoria
61
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
• Compresores: Requieren de un mantenimiento anual, en el que se revisan los niveles de aceite, el estado de los filtros (se cambia anualmente), y el correcto funcionamiento del compresor para detectar fallos. El elemento más crítico es el módulo de compresión, aunque debido a que las condiciones no son muy malas (ambiente salino por ejemplo), se estima que con una sustitución en los 25 años de ida útil del compresor será suficiente.
• Secadores de adsorción: Cambio de la alúmina cuando sea necesario. El propio secador dispone de una alarma para ello. Se estima que, para la carga de la planta, se realizará un recambio de alúmina cada siete años, lo que supone un total de tres recargas de material desecante
• Secadores de refrigeración: el mantenimiento periódico consiste en una revisión anual en la que se comprueba que el circuito refrigerante no haya pérdidas, y el nivel de refrigerante.
• Filtros: a medida que se usan se va saturando el material filtrante, por lo que es necesario cambiarlo con frecuencia. El filtro tiene por defecto un aviso para una caída de presión superior a 0,4 bares (la caída de presión es indicativo directo de la saturación del elemento), momento en el que se requiere el cambio. La frecuencia depende mucho de la suciedad del aire en la planta, pero se estima un cambio cada 4.000 horas de operación.

Memoria
62
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL

Memoria
63
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 4 IMPACTO AMBIENTAL
Dado la pujante importancia que está cobrando la sostenibilidad en una sociedad
que sobrepasa claramente la capacidad terrestre, se ha considerado interesante
estudiar el impacto que la operación del sistema de aire comprimido proyectado
pueda tener sobre el medio ambiente. Aunque su impacto medioambiental sea
leve, también se estudiarán aspectos como las vibraciones o el ruido, pues afectan
al ambiente laboral y, por ende, a todos aquellos empleados que operan en la
planta.
En ese sentido, los principales efectos a tener en cuenta son: emisiones
provocadas, ruido y calor generado, vibraciones producidas, o desechos
producidos. En la única sección del capítulo se hace una introducción a cada uno
de los posibles impactos ambientales, valorando la necesidad de hacer un estudio
más profundo de ellos, y realizándolo en caso de ser necesario.
4.1 INTRODUCCIÓN
La operación del sistema de aire comprimido diseñado, conlleva de manera
implícita un impacto sobre el medio. Aunque socialmente se está muy
concienciado sobre la vertiente medioambiental de este impacto, no se tiene la
misma percepción sobre el otro tipo de impacto principal: el impacto en el medio
laboral.
En esta sección se procede a evaluar cualquier impacto producido por el sistema
de aire comprimido, ya sea de carácter laboral o medioambiental, valorando la
importancia y gravedad de este impacto, de cara a desarrollar o no un estudio más
profundo del mismo.

Memoria
64
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Aunque se pueden hacer este tipo de estudios con distintos niveles de detalle y
profundidad (un ejemplo de estudios muy completos son los llamados Life cycle
assesment, que estudian el impacto de un producto durante toda su vida útil:
fabricación, transporte, operación y reciclaje o desmantelamiento), en este caso se
ha decidido centrarlo en los impactos por operación del sistema, pues son aquellos
que provocamos de una manera más directa y sobre los que tenemos algún tipo de
poder de actuación
Como primera aproximación, consideramos los siguientes impactos:
• En el ambiente laboral: o Ruido. o Vibraciones. o Aumento de la temperatura.
• Medioambientales: o Emisiones producidas por el consumo eléctrico derivado de la
operación del sistema de aire comprimido. o Producción de aceites y otros condensados.
Empezando por los impactos en el ambiente laboral, observamos que no tienen
gran importancia.
El ruido estaba especificado por encima de 80 dB a 1 m de distancia, y se han
hecho las modificaciones necesarias para cumplir con esta exigencia. Este nivel se
considera admisible para un entorno productivo. Además hay que tener en cuenta
que los equipos se encuentran en una sala dedicada exclusivamente a la
producción de aire comprimido, y que ésta se realiza de forma autónoma, sin
necesidad de operarios trabajando en ella (salvo por mantenimiento o
reparaciones). Por tanto, no se espera que haya presencia constante de
trabajadores, pudiendo despreciar el ruido producido.
Las vibraciones se producen únicamente en los compresores, que son los equipos
que tienen partes móviles importantes. En este caso, nos encontramos con las
siguientes vibraciones, medidas en la carcasa del compresor:

Memoria
65
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Vibraciones (mm/s) En carga En vacío
Vertical 3,9 2,5
Horizontal 1,8 5,2
Axial 2,1 2,0
Tabla 14. Vibraciones en los compresores
Estos valores no son significativos desde el punto de vista del impacto en el
ambiente laboral (el máximo valor admitido en la industria es de 7,1 mm/s, y ese
límite responde a fiabilidad de la máquina más que a seguridad laboral). Además
al no ser máquinas muy grandes estas vibraciones no implican que se deba hacer
un estudio específico de cimentación para los compresores.
El último efecto de impacto en el ambiente de trabajo que tendremos en cuenta es
el del aumento de temperatura producido por el calor disipado por los
compresores, que están refrigerados por aire. En este sentido, el tamaño de la sala
hace que el incremento global de la temperatura no sea demasiado alto, a mínimo
que se incluya una ventilación razonable. Cabe mencionar en este punto, que ese
calor disipado puede ser aprovechado de tal forma que no se vea como un
desperdicio, en lo que se ha dado en llamar poligeneración. En ese sentido se
podrían contemplar dos usos distintos para ese calor proviniente de la
refrigeración de los compresores: la climatización de algún edificio en el que sí se
trabaje (dando el calor en invierno, con una máquina de refrigeración por
absorción en verano) o para el ciclo de regeneración del secador de adsorción, si
se sustituye este por uno diseñado para trabajar con ese calor.
En cuanto a los impactos medioambientales, encontramos de tres tipos
provocados por la operación del sistema de aire comprimido.
Por un lado están los condensados que se recogen de los distintos equipos
(compresores, filtros y depósitos). Estos deben ser tratados y separados, pues
tienen un elevado contenido en aceites contaminantes. Es por ello que el proyecto
contempla la inclusión de una red de drenajes que conduce los condensados a un
separador, que extrae estos agentes contaminantes del agua, almacenándolos para
Memoria
66
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
facilitar su posterior reciclaje o tratado. Se estima que la producción anual de
condensador en las condiciones de operación de la planta (dos compresores
trabajando simultáneamente durante 4.000 horas al año) se sitúan en torno a los 5
litros. Debido a que ya está instalado el separador, y que la producción de
condensados no es excesiva, no se considera que este impacto sea demasiado
relevante. Si se recomienda vigilar el nivel del depósito de condensados del
separador, para llevarlos a un centro especializado en tratamiento de estos
residuos con la frecuencia necesaria.
El segundo impacto medioambiental producido por la operación son los
deshechos que se producen durante el mantenimiento. Esto incluye los recambios
de los filtros (se estiman un total de 70 cambios de elementos filtrantes durante los
25 años de vida útil de los equipos), la alúmina (se desecharan un total de 200 kg
en el mismo período) o el módulo de compresión, que puede ser necesario
cambiarlo una vez (por compresor). En este caso todos son materiales metálicos,
cuyo reciclaje no es demasiado complicado (por ejemplo, fundiéndolos para
darles un nuevo uso).
Por ultimo nos encontramos con el impacto que más atención recibe por parte de
la sociedad: los impactos derivados de la producción de la energía eléctrica
consumida.
El consumo total anual de la instalación es de 461,72 MWh (conforme a la lista de
cargas en la Tabla 9, contabilizando el funcionamiento simultáneo de dos
compresores durante 4.000 horas al año). Este consumo en unidades del sistema
internacional (J) es:
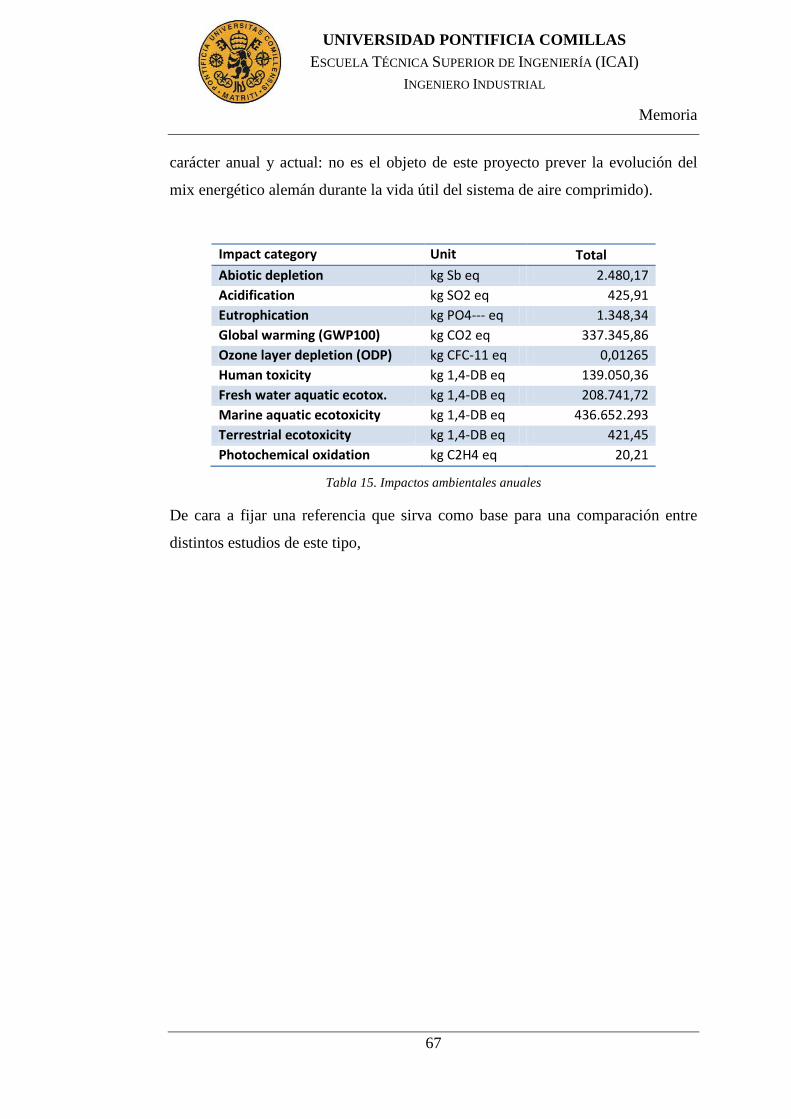
Memoria
67
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
carácter anual y actual: no es el objeto de este proyecto prever la evolución del
mix energético alemán durante la vida útil del sistema de aire comprimido).
Impact category Unit Total Abiotic depletion kg Sb eq 2.480,17 Acidification kg SO2 eq 425,91 Eutrophication kg PO4--- eq 1.348,34 Global warming (GWP100) kg CO2 eq 337.345,86 Ozone layer depletion (ODP) kg CFC-11 eq 0,01265 Human toxicity kg 1,4-DB eq 139.050,36 Fresh water aquatic ecotox. kg 1,4-DB eq 208.741,72 Marine aquatic ecotoxicity kg 1,4-DB eq 436.652.293 Terrestrial ecotoxicity kg 1,4-DB eq 421,45 Photochemical oxidation kg C2H4 eq 20,21
Tabla 15. Impactos ambientales anuales
De cara a fijar una referencia que sirva como base para una comparación entre
distintos estudios de este tipo,

Memoria
68
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Memoria
69
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 5 MEJORAS PROPUESTAS
En este capítulo pretende estudiar ciertas modificaciones al proyecto que podrían
representar una menor inversión y un menor impacto medioambiental. La sección
5.1 introduce el capítulo, mientras en las subsiguientes se presentan cada una de
las mejoras propuestas.
5.1 INTRODUCCIÓN
Aunque el proyecto de la instalación de aire comprimido ya se haya dado por
cerrado, durante la realización del mismo se han observado distintas
oportunidades de mejorar el proyecto realizado, tanto en inversión (contando no
sólo la inversión inicial sino también los costes derivados durante el período
previsto de explotación) como en impacto ambiental.
Estas alternativas no fueron introducidas al proyecto por ir contra las
especificaciones aportadas por el cliente. Sin embargo, se ha decidido explotar
estas potenciales mejoras, analizando cómo podrían mejorar efectivamente el
proyecto. El objetivo de este estudio es presentárselo al cliente con el objetivo de
tratar de convencerle de los beneficios derivados de la implantación de estas
alternativas.
Las tres alternativas estudiadas, presentadas en las siguientes secciones, consisten
en el uso de un compresor de velocidad variable, la regeneración de las torres del
secador de adsorción con aporte de calor y la generación de aire comprimido a
menor presión. Han sido analizadas independientemente, pero su análisis conjunto
podría arrojar otros resultados.
Memoria
70
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.2 COMPRESOR DE VELOCIDAD VARIABLE
Uno de los momentos en que más consume el compresor es durante el arranque.
En el caso de una demanda inestable, un compresor de velocidad fija requiere de
muchas paradas y arranques para seguir la demanda (aunque el uso de depósitos
amortigüe esas variaciones en la demanda), puesto que o está operativo al 100%
de carga nominal, o no trabaja; no puede regular la carga.
Por el contrario, los compresores de velocidad variable (independientemente del
método que usen para regular la velocidad, como puede ser la variación de
frecuencia) permiten regular el nivel de carga al que se trabaja. Esto permite
ahorrar energía no sólo por evitar las paradas y puestas en marcha con sus picos
de consumo, sino también porque cuando el compresor trabaja a una carga
inferior al 100%, su consumo también se ve reducido.
La presente propuesta comprende la sustitución de uno de los tres compresores de
velocidad fija por uno de velocidad variable. El hecho de sustituir un único
compresor se explica por el hecho de que con eso ya se consigue una buena
regulación, y se limita el impacto en la inversión inicial que tendría la instalación
de tres compresores de velocidad variable.
La compresión se regularía de la siguiente manera: Con una carga constante del
100%, trabajarían los dos compresores de velocidad fija. En el caso de que la
presión subiese sensiblemente (pequeñas subidas son pequeñas caídas de
demanda, y si no se revierten la presión seguirá subiendo hasta la consigna) por
encima de la presión de consigna (lo que indica una caída en la demanda) el de
velocidad variable entraría en sustitución de uno de velocidad fija. En el caso de
una demanda en torno al 50% de la capacidad total estaría en funcionamiento un
único compresor de velocidad fija. Para demandas entre el 25 y el 50% de la
capacidad trabajaría el compresor de velocidad variable. En demandas inferiores
no trabajaría ningún compresor (la regulación del compresor de velocidad variable
tiene un límite inferior), manteniendo este estado hasta que la presión cayese por
debajo de cierto umbral preestablecido.
Memoria
71
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.2.1 ANÁLISIS DE LA MEJORA
El análisis de la mejora se realiza desde un punto de vista tanto económico como
de impacto medioambiental (ya hemos visto en el capítulo de impacto ambiental
que el proyecto apenas tiene impacto en el ambiente laboral). Para ello, nos
centramos en la comparación de un compresor de velocidad variable con uno de
velocidad fija, perestando especial atención a la diferencia de inversión requerida
y de consumo previsto. Estos dos factores con los que nos permitirán evaluar la
mejora propuesta bajo los puntos de vista objetivos.
Desde el punto de vista de la inversión inicial, la sustitución de un compresor de
velocidad fija por uno de velocidad variable supone un incremento en el precio de
11.500 unidades monetarias.
En cuanto a la reducción de consumo, las particularidades de este proyecto hacen
que no sea demasiado alta. El principal beneficio de los compresores de velocidad
variable es su capacidad de seguir a la demanda sin necesidad de arranques y
paradas continuos. En este caso, el gran tamaño de almacenamiento de aire
comprimido (16 m3, que aplana bastante la demanda aguas ariba), unidos a que la
presión de generación sea de 10 bar(g) mientras que la de consumo es de 7 bar(g)
hacen que estableciendo una banda de regulación suficientemente amplia (por
ejemplo, de 10.5 bar(g) en el depósito a 7.8 bar(g)), los reencendidos previstos en
la instalación no garantizan que se ahorre si quiera energía (a altos consumos
constantes los compresores de velocidad variable consumen algo más que los de
fija).
Además habría que considerar los posibles costes en los que se incurre por usar
una tecnología más compleja, con más elementos sensibles, como un variador de
potencia.
Por tanto, concluimos que en este caso particular la sustitución de un compresor
de velocidad fija por otro de velocidad variable no resulta atractiva ni económica
ni medioambientalmente.
Memoria
72
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Podría serlo si se aplica junto a la tercera mejora propuesta, la reducción de la
presión de generación, pues ya no existiría una diferencia tan grande entre la
producción y almacenaje y la descarga.
Memoria
73
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.3 SECADOR DE ADSORCIÓN CON APORTE DE CALOR
El secador de adsorción incluido en el proyecto, a petición del cliente es de tipo
heatless, o sin aporte de calor. El funcionamiento es el siguiente:
• el aire de descarga del compresor entra a una de las torres, donde el material adsorbente (alúmina) retiene la humedad consiguiendo un punto de rocío de -40 ºC (combinando con otros materiales se pueden conseguir puntos más bajos).
• Una vez esa torre está saturada de humedad, el aire comienza a pasar por la segunda torre de secado, siendo el proceso de secado exactamente igual que en la primera torre.
• A la salida de la segunda torre, se desvía parte del aire seco hacia la segunda torre, abandonándola saturado de humedad y dejando al final del ciclo la segunda torre completamente seca, y dispuesta para comenzar el ciclo otra vez. Al aire dedicado a esta labor se le conoce como aire de regeneración.
La cantidad de aire de regeneración necesaria para completar satisfactoriamente el
ciclo de regeneración de la alúmina varía en función de las condiciones de
operación (temperatura ambiente, presión de trabajo). En nuestro caso es
aproximadamente un 20% del caudal total de aire.
Lógicamente, el este secador de adsorción no tiene un consumo eléctrico
destacable, pero podemos considerar que la energía empleada en comprimir el aire
de regeneración es usada en el secador, pues ese aire se libera luego y no se le da
otro uso.
La alternativa propuesta es un secador de adsorción con aporte de calor. En este
caso, también se alternan las torres de secado por ciclos, pero a diferencia del
anterior, en el ciclo de regeneración no se usa aire comprimido, sino aire del
ambiente calentado. Por tanto, este tipo de secador incluye una resistencia para
calentar el aire y un ventilador para forzar su circulación. En este sentido, se
aumenta el consumo eléctrico propio del secador, pero hay todo apunta a que el
consumo será menor que el necesario para producir más caudal de aire. A
continuación se hace un estudio al respecto.
Memoria
74
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.3.1 ANÁLISIS DE LA MEJORA
El análisis de la mejora se realiza desde un punto de vista tanto económico como
de impacto medioambiental (ya hemos visto en el capítulo de impacto ambiental
que el proyecto apenas tiene impacto en el ambiente laboral). Para ello, nos
centramos en la comparación de un secador de adsorción con aporte de calor con
uno que se regenere con aire de compresión, prestando especial atención a la
diferencia de inversión requerida y de consumo previsto. Estos dos factores con
los que nos permitirán evaluar la mejora propuesta bajo los puntos de vista
objetivos.
Desde el punto de vista de la inversión inicial, el extraprecio a pagar por sustituir
el secador sin aporte de calor por otro con aporte de calor es de 7.860 u.m. por
secador, lo que hace un total de 15.720 u.m.
Además, en este caso, el consumo eléctrico directo se ve aumentado. Al necesitar
una resistencia de caldeo y un ventilador que fuerce la circulación del aire
caliente. El incremento de consumo eléctrico es de 2,3 kW.
Por otro lado, hay que tener en cuenta el ahorro de energía que se produce al no
destinar parte del flujo a la regeneración. De acuerdo a la opinión de los
fabricantes de secadores de adsorción, este flujo de regeneración supone entre un
15 y un 20% del flujo total, en función de las condiciones de operación. Para
hacer un análisis más seguro consideraremos que este flujo es siempre del 15%
(minimizando beneficios de la mejora propuesta).
El método más sencillo para calcular ese ahorro energético consite en calcular la
potencia por unidad de flujo que consume el compresor, calculando por tanto la
potencia empleada en la compresión del flujo de regeneración. Aunque pueda
parecer que no es un criterio suficientemente fuerte por dejar de lado los
rearranques producidos por generar menos flujo del nominal, tampoco se tiene en
cuenta que una disminución de flujo de un 15% lleva a un modelo más pequeño
de compresor, lo que disminuye tanto la inversión inicial como el consumo en
operación.

Memoria
75
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Por tanto, podemos concluir que este estudio es desfavorable hacia la propuesta
estudiada, siendo así para no cometer el error de valorar una como mejor una
opción que reamente es peor, siendo este un error mayor que el de dejaral cliente
con la tecnología que él mismo había seleccionado.
De la lista de cargas (Tabla 9), se extrae que el consumo de los compresores (hay
que tener en cuenta el de dos trabajando a la vez, pues es el caudal de ambos el
que pasa por el secador de adsorción) es de:

Memoria
76
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
5.4 REDUCCIÓN DE LA PRESIÓN EN LA GENERACIÓN
Es habitual en la industria comprimir a una presión superior a la de consumo,
previendo las lógicas caídas de presión que se producen en el sistema y posibles
escapes que no se puedan controlar. Un valor de diferencia de presión entre
generación y consumo considerado estándar en la industria para una instalación
bien mantenida es 1 bar. Este es un valor generoso y bastante realista (por
ejemplo, considera los filtros parcialmente saturados). Además hay que tener en
cuenta que por lo general las herramientas que trabajan con aire comprimido
tienen cierta tolerancia en cuanto a la presión a la que tienen que trabajar.
En este caso el cliente exige una presión de descarga de 7 bar(g), que es la que
tendrá a la entrada de su circuito de distribución de aire. Sin embargo, pide que
los compresores trabajen a 10 bar(g), y que se sitúen válvulas reductoras de la
presión justo antes de la salida. Este margen es del todo excesivo, y se va a
malgastar una gran cantidad de energía aumentando la presión hasta un valor que
luego se reducirá.
Por tanto, se propone reducir la presión de generación hasta los 8 bar(g), que se
considera más que suficiente para salvar las caídas de presión en el sistema.
5.4.1 ANÁLISIS DE LA MEJORA
El análisis de la mejora se realiza desde un punto de vista tanto económico como
de impacto medioambiental (ya hemos visto en el capítulo de impacto ambiental
que el proyecto apenas tiene impacto en el ambiente laboral). Para ello, nos
centramos en la comparación de comprimir a 8 bar(g), un bar por encima de la
presión de trabajo de las herramientas, con el método implementado de producir a
10 bar(g) y situar válvulas reductoras a la salida, prestando especial atención a la
diferencia de inversión requerida y de consumo previsto. Estos dos factores con
los que nos permitirán evaluar la mejora propuesta bajo los puntos de vista
objetivos.
Memoria
77
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Desde el punto de vista económico no supone ningún cambio en la inversión
inicial, pues las máquinas son las mismas en las que cambian el software del
controlador para que trabaje a una presión diferente de trabajo.
Sin embargo, el hecho de usar una misma máquina a una presión más baja si tiene
ventajas: ofrece más caudal al trabajar a menor presión, por lo que la bajada en la
presión de consigna puede conllevar la posibilidad de comprar el modelo inferior
de compresor, con los ahorros en inversión inicial y en consumo.
En este caso en concreto, es necesario que la presión de consigna baje hasta los
8,5 bar(g) para que el modelo inferior suministre el flujo requerido. Esta presión
es admisible, pues se espera que la caída de presión en la instalación no supere el
valor de 1 bar, en el caso de tener los filtros saturados.
Con esa bajada demodelo en la gama, el ahorro en la inversión inicial es de 6.200
u.m. por cada compresor, resultando el ahorro en el total de los tres compresores
de 18.600 u.m.
En cuanto al ahorro energético, este nuevo modelo consume a plena carga 46,62
kW frente a los 57,07 del modelo superior (el necesario para suministrar el flujo
requerido a 10 bar(g)), siendo el ahorro energético total:
Memoria
78
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Además, se debe tener en cuenta el ahorrode impacto ambiental por la reducción
del consumo eléctrico en 125,4 MWh anuales.
Memoria
79
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 6 CONCLUSIONES
El sistema para la producción de aire comprimido para la central de ciclo
combinado en Bremen supone una inversión total de 482.987 unidades
monetarias. El desarrollo del proyecto al completo tiene una duración estimada de
seis meses.
El sistema esta comuesto por tres compresores de tornillo lubricados y de
velocidad fija, dos secadores de adsorción con regeneración por aire comprimido,
dos secadores refrigerados, seis filtros y tres depósitos, además de toda la tubería
valvulería, instrumentación, etcétera necesarios para hacer funcionar
correctametne el sistema.
La producción de aire suministra un caudal de 650 Nm3/h a una presión de 7 bares
relativos, si bien los compresores comprimen a 10 bar(g). Para ello, el sistema
consume un total de 113,40 kW.
Como posibles mejoras al proyecto se propone la sustitución de los secadores de
adsorción por unos con regeneración con aporte de calor (con un ahorro estimado
para la vida útil de la instalación de 3.000, y un ahorro enérgetico de 14,92 kW,
reduciendo el impacto ambiental) y la reducción de la presión de compresión a 8,5
bar(g) (cuyo ahorro estimado en la vida útil de la instalación es de 44.073 u.m, y
energético de 20,9 kW).
Anexos
80
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Parte II Anexos
Anexos
81
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI)
INGENIERO INDUSTRIAL
Capítulo 1 Lista de anexos
Anexo I.- Planificación del proyecto
Anexo II.- Plano de disposición de los equipos en planta
Anexo III.- Detalle de la situación de los apoyos de los equipos
Anexo IV.- Red de condensados
Anexo V.-Diagrama de tuberías e instrumentación (P&ID)
Anexo VI.- Placas de identificación
Anexo VII.- Planos de dimensiones de los equipos

Id Modode tarea
Nombre de tarea Duración
1 Comienzo del proyecto 0 días2 Estudio de las especificaciónes 10 días3 Selección de equipos 5 días4 Petición/estudio de ofertas 15 días5 Realización del pedido a
proveedores0 días
6 Desarrollo de la ingeniería del sistema
35 días
7 Petición/estudio ofertas instaladores
15 días
8 Soporte ingeniería de los equipos 15 días9 Fabricación Compresores 73 días10 Ingeniería de detalle 15 días11 Acopio de los materiales 30 días12 Montaje 26 días13 Test funcional 1 día14 Documentación de calidad 41 días15 Arpobación envío compresores 0 días16 Empaquetado compresores 3 días17 Transporte a campo 7 días18 Descarga y posicionamiento 1 día19 Fabricación Secadores de
adsorción52 días
20 Ingeniería de detalle 15 días21 Acopio de los materiales 20 días22 Fabricación de los vasos
desecantes6 días
23 Montaje 16 días24 Test hidrostático 3 días25 Test funcional 1 día26 Documentación de calidad 25 días27 Arpobación envío 0 días28 Empaquetado 3 días29 Transporte a campo 7 días30 Descarga y posicionamiento 1 día
04/02
15/03
11/06
13/05
28 04 11 18 25 04 11 18 25 01 08 15 22 29 06 13 20 27 03 10 17 24 01 08 15 22 29 05feb '13 mar '13 abr '13 may '13 jun '13 jul '13 ago '13
Tarea
División
Hito
Resumen
Resumen del proyecto
Tareas externas
Hito externo
Tarea inactiva
Hito inactivo
Resumen inactivo
Tarea manual
Sólo duración
Informe de resumen manual
Resumen manual
Sólo el comienzo
Sólo fin
Fecha límite
Progreso
Página 1
Proyecto: PFC‐Sistema de aire comFecha: mar 30/04/13
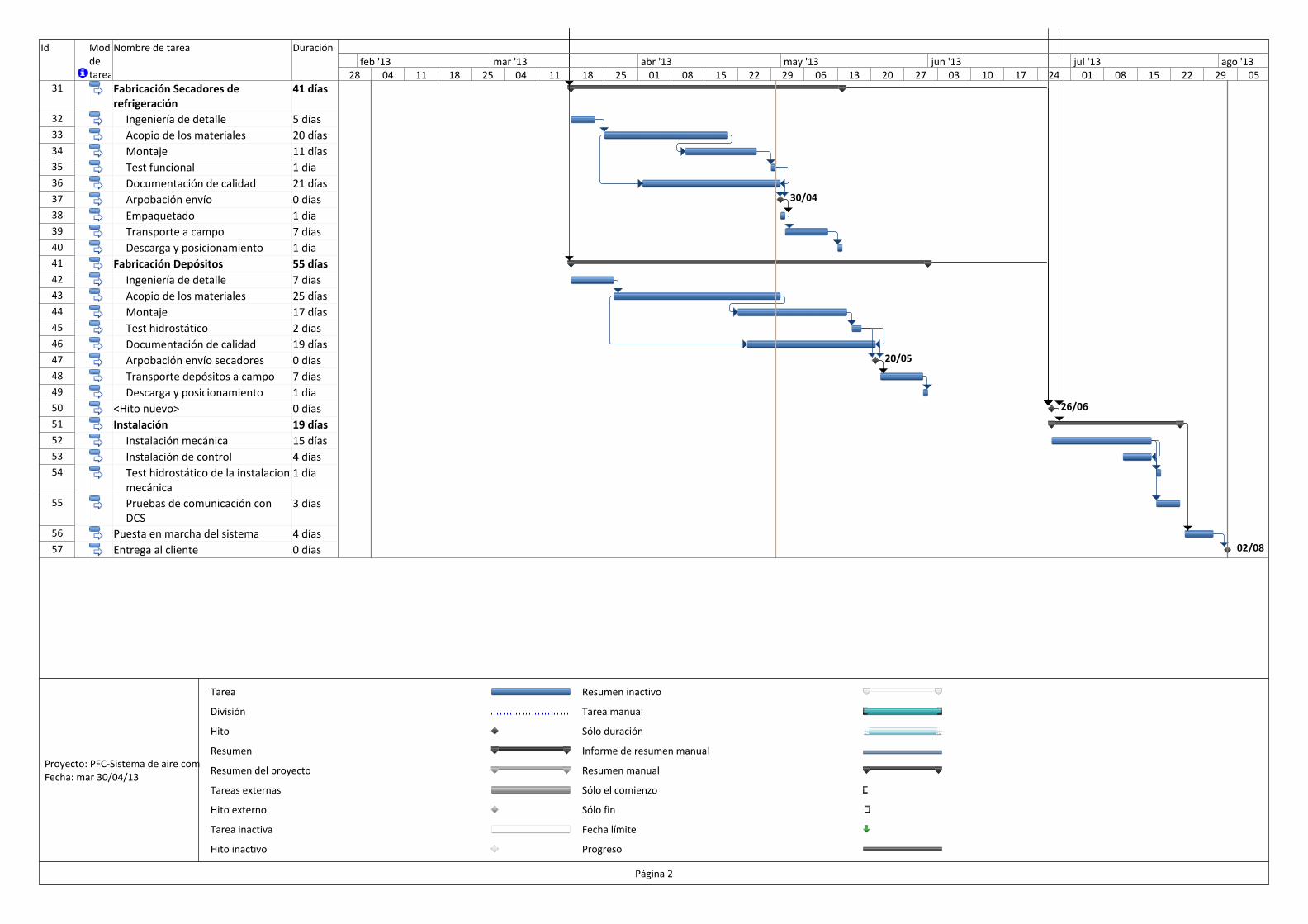
Id Modode tarea
Nombre de tarea Duración
31 Fabricación Secadores de refrigeración
41 días
32 Ingeniería de detalle 5 días33 Acopio de los materiales 20 días34 Montaje 11 días35 Test funcional 1 día36 Documentación de calidad 21 días37 Arpobación envío 0 días38 Empaquetado 1 día39 Transporte a campo 7 días40 Descarga y posicionamiento 1 día41 Fabricación Depósitos 55 días42 Ingeniería de detalle 7 días43 Acopio de los materiales 25 días44 Montaje 17 días45 Test hidrostático 2 días46 Documentación de calidad 19 días47 Arpobación envío secadores 0 días48 Transporte depósitos a campo 7 días49 Descarga y posicionamiento 1 día50 <Hito nuevo> 0 días51 Instalación 19 días52 Instalación mecánica 15 días53 Instalación de control 4 días54 Test hidrostático de la instalacion
mecánica1 día
55 Pruebas de comunicación con DCS
3 días
56 Puesta en marcha del sistema 4 días57 Entrega al cliente 0 días
30/04
20/05
26/06
02/08
28 04 11 18 25 04 11 18 25 01 08 15 22 29 06 13 20 27 03 10 17 24 01 08 15 22 29 05feb '13 mar '13 abr '13 may '13 jun '13 jul '13 ago '13
Tarea
División
Hito
Resumen
Resumen del proyecto
Tareas externas
Hito externo
Tarea inactiva
Hito inactivo
Resumen inactivo
Tarea manual
Sólo duración
Informe de resumen manual
Resumen manual
Sólo el comienzo
Sólo fin
Fecha límite
Progreso
Página 2
Proyecto: PFC‐Sistema de aire comFecha: mar 30/04/13