diseño del sistema de control y supervisión para la...
TRANSCRIPT
Diseño del Sistema de control y supervisión para la planta de presión AMATROL T5555-AUU ubicada en el laboratorio de electrónica de la facultad tecnológica
francisco José de caldas
Richard Mejía Rojas Álvaro torres rojas
Director: Ing. Alfredo Chacón
Bogotá Universidad Distrital Francisco José de Caldas
Facultad Tecnológica Programa de Ingeniería en Control
2016

Diseño del Sistema de control y supervisión para la planta de presión AMATROL
T5555-AUU ubicada en el laboratorio de electrónica de la facultad tecnológica francisco José de caldas
Richard Mejía Rojas Álvaro torres rojas
Proyecto de grado presentado al Programa de Tecnología en Electrónica de la Universidad Distrital “Francisco José De Caldas” Facultad Tecnológica, para obtener el título de Ingeniero en Control
Director: Ing. Alfredo Chacón
Bogotá Universidad Distrital Francisco José de Caldas
Facultad Tecnológica Programa de Ingeniería en Control
2016
El consejo curricular de la Universidad Distrital Francisco José De Caldas aprueba el trabajo de
Grado titulado:
“Diseño del Sistema de control y supervisión para la planta de presión AMATROL T5555-AUU ubicada en el laboratorio de electrónica de la facultad tecnológica francisco José de caldas”
En cumplimiento de los requisitos para obtener El título de Ingeniero en Control
________________________ Ing. Alfredo Chacón
DIRECTOR
Fecha de presentación: 05 de agosto de 2016
AGRADECIMIENTOS
Primeramente, agradecemos a dios por manifestar su aprecio hacia nosotros brindándonos salud y la
oportunidad de culminar esta carrera, a nuestras familias por que no dan la fuerza e impulso para
llegar a este punto, también al profesor Alfredo Chacón tutor de este proyecto de grado por apoyarnos
y guiarnos y por ultimo a la Universidad Distrital Francisco José de Caldas en especial al laboratorio
de electrónica debido a que permitieron la realización de este proyecto.
Tabla de contenido Introducción ......................................................................................................................................... 11
Planteamiento del Problema .................................................................................................................. 12
Objetivos ............................................................................................................................................. 13
1 MARCO DE REFERENCIA Y MARCO TEÓRICO ........................................................................... 14
1.1 ANTECEDENTES ................................................................................................................ 14
1.2 MARCO TEÓRICO ............................................................................................................... 15
1.2.1 BANCO DE TRABAJO ...................................................................................................... 15
1.2.2 SENSORES ..................................................................................................................... 16
1.2.3 SISTEMAS DE CONTROL ................................................................................................ 19
1.2.4 MODELADO DE SISTEMAS ............................................................................................. 20
1.2.5 DESCRIPCIÓN DEL PLC UTILIZADO Y LA HMI ................................................................. 21
1.2.6 DEFINICION DE INTERFAZ GRAFICA .............................................................................. 22
1.2.7 CRITERIOS PARA EL DISEÑO DE UNA INTERFAZ GRAFICA ........................................... 23
1.2.8 CONTROLADORES ......................................................................................................... 26
2 METODOLOGÍA .......................................................................................................................... 29
3 RUTINA DE OPERACIÓN ............................................................................................................. 36
3.1 LINEALIZACION DE LOS SENSORES .................................................................................. 38
3.1.1 Ecuación característica ..................................................................................................... 38
3.2 CONTROL AUTOMATICO DEL SISTEMA.............................................................................. 40
3.2.1 Identificación del sistema .................................................................................................. 40
3.2.2 Sintonización del Controlador PID ...................................................................................... 43
3.2.3 Puesta en marcha del PID ................................................................................................. 45
4 INTERFAZ GRAFICA ................................................................................................................... 47
4.1 PARTES DE LA INTERFAZ GRAFICA DE LA HMI .................................................................. 48
4.1.1 Pantalla de Bienvenida ..................................................................................................... 48
4.1.2 Pantalla de Alarmas.......................................................................................................... 49
4.1.3 Pantalla de Visualización de variables ................................................................................ 50
4.2 PARTES DE LA INTERFAZ GRAFICA DEL PC ...................................................................... 51
4.2.1 Pantalla Principal.............................................................................................................. 52

4.2.2 Pantalla de Alarmas.......................................................................................................... 53
4.2.3 Pantalla de visualización de las variables de proceso de nivel y presión ................................ 54
4.2.4 Pantalla PI&D .................................................................................................................. 55
5 GUÍAS DE LABORATORIO Y DE USUARIO .................................................................................. 56
6 CONCLUSIONES ......................................................................................................................... 57
7 Bibliografía .................................................................................................................................. 59
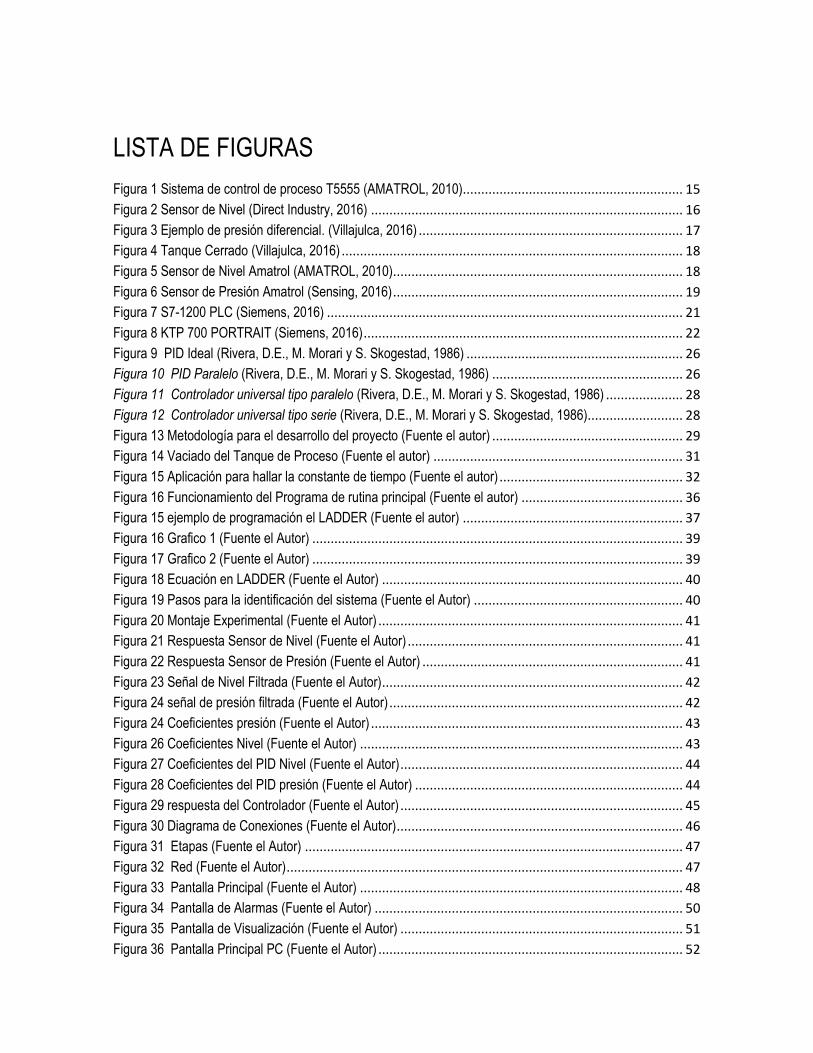
LISTA DE FIGURAS
Figura 1 Sistema de control de proceso T5555 (AMATROL, 2010)............................................................ 15
Figura 2 Sensor de Nivel (Direct Industry, 2016) ..................................................................................... 16
Figura 3 Ejemplo de presión diferencial. (Villajulca, 2016) ........................................................................ 17
Figura 4 Tanque Cerrado (Villajulca, 2016) ............................................................................................. 18
Figura 5 Sensor de Nivel Amatrol (AMATROL, 2010) ............................................................................... 18
Figura 6 Sensor de Presión Amatrol (Sensing, 2016) ............................................................................... 19
Figura 7 S7-1200 PLC (Siemens, 2016) ................................................................................................. 21
Figura 8 KTP 700 PORTRAIT (Siemens, 2016) ....................................................................................... 22
Figura 9 PID Ideal (Rivera, D.E., M. Morari y S. Skogestad, 1986) ........................................................... 26
Figura 10 PID Paralelo (Rivera, D.E., M. Morari y S. Skogestad, 1986) .................................................... 26
Figura 11 Controlador universal tipo paralelo (Rivera, D.E., M. Morari y S. Skogestad, 1986) ..................... 28
Figura 12 Controlador universal tipo serie (Rivera, D.E., M. Morari y S. Skogestad, 1986).......................... 28
Figura 13 Metodología para el desarrollo del proyecto (Fuente el autor) .................................................... 29
Figura 14 Vaciado del Tanque de Proceso (Fuente el autor) .................................................................... 31
Figura 15 Aplicación para hallar la constante de tiempo (Fuente el autor) .................................................. 32
Figura 16 Funcionamiento del Programa de rutina principal (Fuente el autor) ............................................ 36
Figura 15 ejemplo de programación el LADDER (Fuente el autor) ............................................................ 37
Figura 16 Grafico 1 (Fuente el Autor) ..................................................................................................... 39
Figura 17 Grafico 2 (Fuente el Autor) ..................................................................................................... 39
Figura 18 Ecuación en LADDER (Fuente el Autor) .................................................................................. 40
Figura 19 Pasos para la identificación del sistema (Fuente el Autor) ......................................................... 40
Figura 20 Montaje Experimental (Fuente el Autor) ................................................................................... 41
Figura 21 Respuesta Sensor de Nivel (Fuente el Autor) ........................................................................... 41
Figura 22 Respuesta Sensor de Presión (Fuente el Autor) ....................................................................... 41
Figura 23 Señal de Nivel Filtrada (Fuente el Autor) .................................................................................. 42
Figura 24 señal de presión filtrada (Fuente el Autor) ................................................................................ 42
Figura 24 Coeficientes presión (Fuente el Autor) ..................................................................................... 43
Figura 26 Coeficientes Nivel (Fuente el Autor) ........................................................................................ 43
Figura 27 Coeficientes del PID Nivel (Fuente el Autor) ............................................................................. 44
Figura 28 Coeficientes del PID presión (Fuente el Autor) ......................................................................... 44
Figura 29 respuesta del Controlador (Fuente el Autor) ............................................................................. 45
Figura 30 Diagrama de Conexiones (Fuente el Autor) .............................................................................. 46
Figura 31 Etapas (Fuente el Autor) ....................................................................................................... 47
Figura 32 Red (Fuente el Autor) ............................................................................................................ 47
Figura 33 Pantalla Principal (Fuente el Autor) ........................................................................................ 48
Figura 34 Pantalla de Alarmas (Fuente el Autor) .................................................................................... 50
Figura 35 Pantalla de Visualización (Fuente el Autor) ............................................................................. 51
Figura 36 Pantalla Principal PC (Fuente el Autor) ................................................................................... 52

Figura 37 Pantalla Alarmas PC (Fuente el Autor) ................................................................................... 53
Figura 38 Sensor de Nivel (Fuente el Autor) ........................................................................................... 54
Figura 39 Sensor de Presión (Fuente el Autor) ....................................................................................... 54
Figura 39 PI&D (Fuente el Autor) .......................................................................................................... 55

LISTA DE TABLAS
Tabla 1 Tiempo de Vaciado del Tanque (Fuente el Autor) ........................................................................ 31
Tabla 2 Tiempo de Vaciado del Tanque (Fuente el Autor) ........................................................................ 32
Tabla 1 Bloques Internos (Fuente el Autor) ............................................................................................. 37
Tabla 2 Rango de Trabajo de los sensores (Fuente el Autor) ................................................................... 38
Tabla 3 Datos Nivel (Fuente el Autor) ..................................................................................................... 38
Tabla 4 Datos Presión (Fuente el Autor) ................................................................................................. 39
Tabla 5 Constantes utilizadas (Fuente el Autor) ...................................................................................... 45
Tabla 6 Resultados (Fuente el Autor) ..................................................................................................... 45
Tabla 7 Partes de la Pantalla Principal (Fuente el Autor) .......................................................................... 49
Tabla 8 Partes de la Pantalla Principal PC (Fuente el Autor) .................................................................... 53
LISTA DE ANEXOS
ANEXO 1 Código del Programa de Operaciones
ANEXO 2 Manual de Practicas de Laboratorio

11
Introducción
Este documento muestra el desarrollo del proyecto de grado titulado; “Diseño del Sistema de control
y supervisión para la planta de presión AMATROL T5555-AUU ubicada en el laboratorio de
electrónica de la facultad tecnológica francisco José de caldas”, con el fin de aumentar la
cantidad de usuarios que usan los sistemas de control de proceso, brindando una herramienta de
apoyo pedagógico y estudiantil, la cual enseña el funcionamiento básico del sistema de control de
proceso basado en controles de nivel y flujo.
Los laboratorios planteados se relacionan con la programación de PLC, linealización de los sensores
de tipo industrial, manejo de variadores de frecuencia y por ultimo con la esquematización de
diagramas PI&D. Dichas prácticas, están relacionadas con la parte práctica de asignaturas tales como:
Neumática, Automática, Instrumentación y Control en el plan de estudio de los proyectos curriculares
Tecnología en Electrónica, Ingeniería en control, además de áreas afines a estas profesiones (como
Ingeniería Eléctrica, Mecatrónica, Industrial, entre otras).
El programa para el control del sistema de control de proceso T5555, fue diseñado enteramente en un
PLC S7-1200, el cual se programó enteramente utilizando el programa Step 7 Basic. La interfaz
gráfica de operación fue diseñada e implementada en el programa Wincc (Advanced para la aplicación
de PC y Simatic para la HMI). Los programas mencionados anteriormente se encuentran en el paquete
de software TIA portal, el cual esta licenciado para la Universidad Distrital Francisco José de Caldas.
Como producto se realizaron guías de laboratorio, que muestran el desarrollo de la interfaz gráfica, la
realización del programa para el PLC y una forma de realizar la conectividad con los diferentes
instrumentos de medición y actuadores, los cuales integran el sistema de control de proceso “T5555”.
En este documento se tuvo en cuenta el proyecto de grado titulado; “Diseño e Implementación de
Interfaz Gráfica de Usuario entre el Sistema de Control de Proceso T5554 y un PLC Siemens
S7-300” (Gil, 2014), debido a que incorpora esquema de control para el sistema de control de proceso
T5555, basado en un PLC siemens S7-300, realizó un control ON-OFF para controlar el pH de un
tanque de proceso y su representación gráfica en un computador utilizando la interfaz gráfica del TIA
portal, con la cual realizaba acciones de control sobre el tanque.
Para el diseño de las guías de laboratorio se tomó el proyecto de grado, “Automatización del Sistema
de Control de Proceso T5553 con un PLC Allen Bradley” (Zambrano, 2015), esta tesis hace
entrega de manuales prácticos de usuario para el sistema de control de proceso T5553, basando su
funcionamiento en la programación de un PLC Allen Bradley y enseñando como realizar programas
básicos, los cuales realizan un acercamiento entre los usuarios y el sistema de control de proceso de
manera gradual.
12
Planteamiento del Problema
Debido a la constante evolución y automatización de los procesos en la industria, se convierte en una
necesidad la implementación de un sistema de supervisión en diversas Aplicaciones. Analizando el
entorno de la universidad se puede observar que en la actualidad se cuenta con una herramienta
para la realización de práctica en medición y control industrial, esta práctica no es lo suficientemente
beneficiosas para la comunidad universitaria ya que no cuenta con un sistema completo de
supervisión, con etapas que permitan aplicar practicas más diversas con enfoques industriales,
acciones de control de forma remota, además de capturar la información para conservar un registro
del estado de las variables para un posterior análisis.
En el laboratorio de electrónica de la universidad Distrital Francisco José de Caldas se encuentran
diferentes elementos para el aprendizaje en campos aplicados a la industria, que son usados por
diferentes estudiantes, dentro de esos se encuentra un sistema para el control de Presión el cual es
de uso pedagógico y se usa para la realización de prácticas en las asignaturas de instrumentación,
control y automatización, pero esta planta no cuenta con un sistema de Sistema de supervisión,
control y adquisición de datos lo que ocasiona que el aprendizaje en los estudiantes no lleve a cabo
de la mejor manera.
Al carecer de un sistema eficiente para la enseñanza de las aplicaciones prácticas de la teoría
orientada al control, la planta se convierte en un objeto el cual no será utilizado al 100% por los
estudiantes, lo que se pretende con el proyecto es lograr algo funcional que sirva como herramienta
para los estudiantes de ingeniería en control y tecnología en electrónica.
Este proyecto va dirigido a ambientes académicos que involucran directamente necesidades de
aprendizaje teórico-práctico, y la universidad distrital sede tecnológica al no contar con las
herramientas que brinden esa confrontación de lo visto en la teoría, en un espacio que permita el
análisis práctico de las respuestas de los circuitos de control electrónico industrial, se implementará
un sistema de control que otorga soluciones reales a la institución, y que permita desarrollar esta parte
incluida en los programas académicos.
13
Objetivos
Objetivo General
Diseñar e Implementar un sistema de control y supervisión para la planta didáctica de presión
AMATROL T5555_AAU y adquisición de datos para la planta de presión T5555_AUU ubicada en el
laboratorio de electrónica.
Objetivos Específicos
Obtener la identificación de la planta mediante técnicas experimentales para la lectura de las
variables de la planta de presión.
Diseñar e Implementar una Interfaz de usuario donde se visualice el control y registro de las
variables.
Establecer mediante un bus industrial la comunicación entre el variador la pantalla HMI y el
PLC incorporados en la planta.
Diseñar e Implementar una Interfaz de supervisión donde visualicen el control y adquisición
de datos en las variables de presión, desde un equipo remoto para obtener y modificar la
lectura de las variables, y la comunicación entre el variador la pantalla HMI y el PLC
incorporados en la planta.
Desarrollar 5 Prácticas académicas demostrando el funcionamiento de la planta donde se
muestren el uso de los sensores y su control.
14
1 MARCO DE REFERENCIA Y MARCO TEÓRICO
1.1 ANTECEDENTES
Para la realización de este proyecto de grado, se hizo una búsqueda dentro de las bases de datos de
la universidad y algunos externos, dentro de los resultados se encontraron los siguientes trabajos
relacionados con este proyecto:
En la búsqueda a nivel internacional se encontraron varias tesis, una de ellas titulada “CONTROL Y
MONITOREO SCADA DE UN PROCESO EXPERIMENTAL, UTILIZANDO PLC SIEMENS S7-300 Y
SOFTWARE LABVIEW” (MENDOZA., 2009), el cual realiza una integración de un PLC siemens con el
software LABVIEW para la monitorización de un proceso industrial, el cual de manera experimental
muestra, cómo se puede implementar tecnologías de automatización en la investigación mediante el
control de variables experimentales y personalizadas.
Un segundo trabajo a nivel internacional se titula; “CONTROL DE TEMPERATURA EN
INSTALACIONES DE DISTRIBUCIÓN INTERMEDIA (IDF) DE EDIFICIOS INTELIGENTES.”
(SILVESTRE, 2014), el cual como modelar un control inteligente para un edificio inteligente, a partir
de actuadores y sensores, el autor muestra cómo se puede automatizar un edificio con ayuda de
sistemas embebidos, a partir de un modelo matemático. Además, cuenta con una interfaz gráfica que
permite la observación de las diferentes variables.
Seguidamente a nivel Nacional, se encuentran 3 trabajos, tomados como referencia para la realización
de este proyecto, estos muestran un acercamiento a los temas abordados a nivel nacional alrededor
de automatización industrial, entre ellos se encuentran;
El primero se encarga de realizar, una interconexión entre los diferentes sistemas de control de
proceso de marca AMATROL, los cuales se encuentran en la Universidad Distrital Francisco José de
Caldas, titulado “PLATAFORMA DE APRENDIZAJE PARA CONTROL BATCH.” (GONZALEZ,
2014), en este trabajo se realiza la identificación de los diferentes lazos de control que componen los
sistemas de control de proceso, además de sintonizar PID siemens para cada uno de estos lazos,
basados en los resultados obtenidos mediante las simulaciones.
Seguidamente se encuentra el proyecto de grado titulado; “Diseño e Implementación de Interfaz
Gráfica de Usuario entre el Sistema de Control de Proceso T5554 y un PLC Siemens S7-300”
(Gil, 2014), debido a que incorpora esquema de control para el sistema de control de proceso T5555,
basado en un PLC siemens S7-300, realizó un control ON-OFF para controlar el pH de un tanque de
proceso y su representación gráfica en un computador utilizando la interfaz gráfica del TIA portal, con
la cual realizaba acciones de control sobre el tanque.

15
Y por último el diseño de las guías de laboratorio estuvo basado en el proyecto; “Automatización del
Sistema de Control de Proceso T5553 con un PLC Allen Bradley” (Zambrano, 2015), esta tesis
hace entrega de manuales prácticos de usuario para el sistema de control de proceso T5553, basando
su funcionamiento en la programación de un PLC Allen Bradley y enseñando como realizar programas
básicos, los cuales realizan un acercamiento entre los usuarios y el sistema de control de proceso de
manera gradual.
1.2 MARCO TEÓRICO
1.2.1 BANCO DE TRABAJO
El T5555 (Ver figura 1) es una estación compuesta por diversos compartimentos hechos en acero
laminado, los cuales están montados de tal manera que permiten la incorporación de un lazo de control
para las variables de presión y nivel, las cuales se pueden controlar de manera coordinada operando
las sensores y actuadores desde el panel de control. Todos los componentes eléctricos están
conectados al panel de control, permitiendo a los estudiantes medir señales y conectar los dispositivos
de control, para operar dicho sistema. (AMATROL, 2010)
Figura 1 Sistema de control de proceso T5555 (AMATROL, 2010)
El sistema de control de proceso T5555 de Amatrol ofrece la posibilidad de controlar el nivel de líquido y la
presión del tanque de manera simultánea mediante una interfaz hombre-máquina (HMI), PLC siemens S7-1200,
y un variador de frecuencia (VFD), que se encuentran en los campos industriales de todo el mundo en procesos
de fabricación de productos farmacéuticos, petroquímicos, Alimentos, entre otros. (AMATROL, 2010)
Este sistema de entrenamiento de control de proceso es capaz de controlar el nivel y presión de líquido de
forma simultánea, mediante la utilización de componentes de instrumentación y control tales como; un sensor
de presión diferencial y válvulas proporcionales. El uso de una bomba centrífuga de tipo industrial y el variador
16
de frecuencia (VFD), permite a los alumnos practicar directamente las aplicaciones relacionadas al uso de
actuadores de tipo industrial mediante un control ajustable. (AMATROL, 2010)
Este sistema de control de proceso es operado por un controlador de automatización programable Siemens
Simatic S7-1200, que proporciona una interfaz hombre-máquina (HMI) para la visualización y control de
procesos. Todos los componentes eléctricos en el T5555 están conectados al panel de control por lo que los
alumnos pueden medir señales y conectar dispositivos en una amplia variedad de configuraciones para
practicar las habilidades de la industria aplicables. Esta disposición expuesta permite una fácil observación y
evaluación de la operación y el rendimiento del sistema. (AMATROL, 2010)
El sistema de control de proceso T5555 Presión del proceso es la última incorporación a los sistemas de
Amatrol, que incluyendo al sistema de control de proceso de nivel y flujo (T5552), el sistema control de procesos
de temperatura (T5553), y el sistema de control de procesos Analíticos (T5554). Se pueden conectar entre sí
para la realización de otro tipo de estructuras de tipo industrial a partir de los modelos existentes. (AMATROL,
2010)
1.2.2 SENSORES
Los sensores con los cuales se encuentra equipado el sistema de control de proceso T5555, se basan
en la medición de la medición de las variables de presión y nivel entre los cuales se encuentran:
1.2.2.1 SENSOR CAPACITIVO
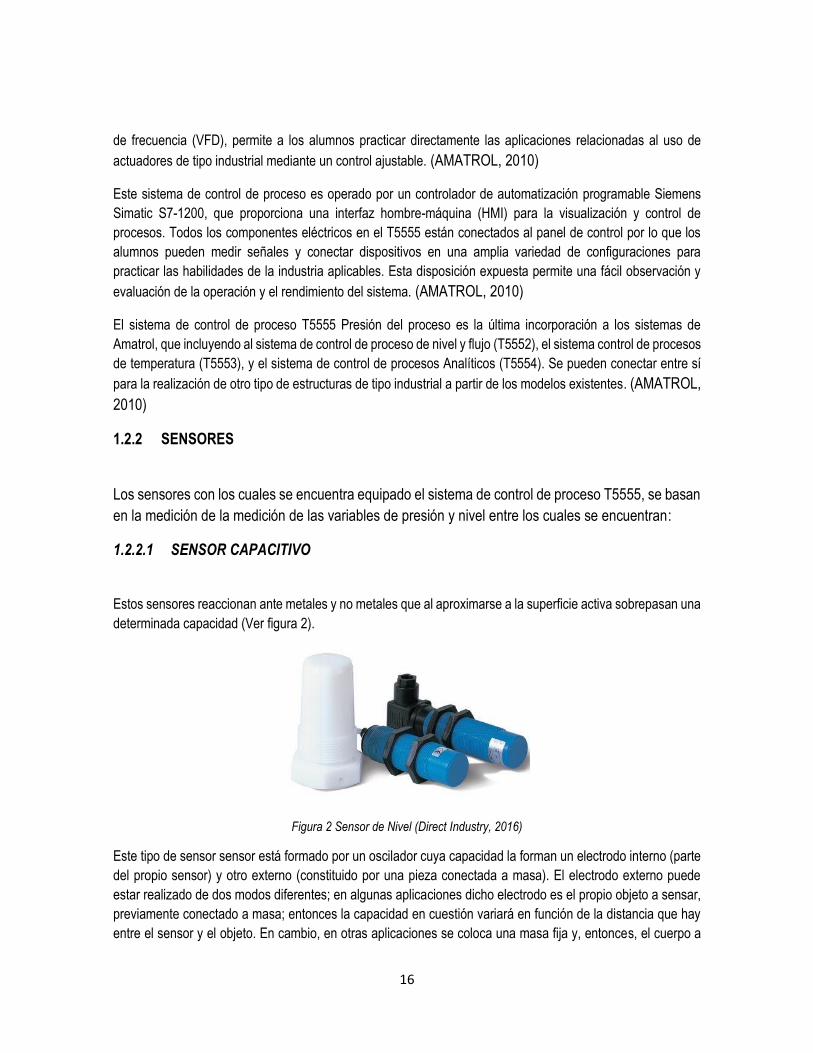
Estos sensores reaccionan ante metales y no metales que al aproximarse a la superficie activa sobrepasan una
determinada capacidad (Ver figura 2).
Figura 2 Sensor de Nivel (Direct Industry, 2016)
Este tipo de sensor sensor está formado por un oscilador cuya capacidad la forman un electrodo interno (parte
del propio sensor) y otro externo (constituido por una pieza conectada a masa). El electrodo externo puede
estar realizado de dos modos diferentes; en algunas aplicaciones dicho electrodo es el propio objeto a sensar,
previamente conectado a masa; entonces la capacidad en cuestión variará en función de la distancia que hay
entre el sensor y el objeto. En cambio, en otras aplicaciones se coloca una masa fija y, entonces, el cuerpo a
17
detectar se utiliza como dieléctrico se introduce entre la masa y la placa activa, modificando así las
características del condensador equivalente. (García., 2010)
Estos sensores se emplean para la identificación de objetos, para funciones contadoras y para toda clase de
control de nivel de carga de materiales sólidos o líquidos. También son utilizados para muchos dispositivos con
pantalla táctil, como teléfonos móviles o computadoras ya que el sensor percibe la pequeña diferencia de
potencial entre membranas de los dedos eléctricamente polarizados de una persona adulta. (García., 2010)
1.2.2.2 SENSOR DE NIVEL POR PRESIÓN DIFERENCIA
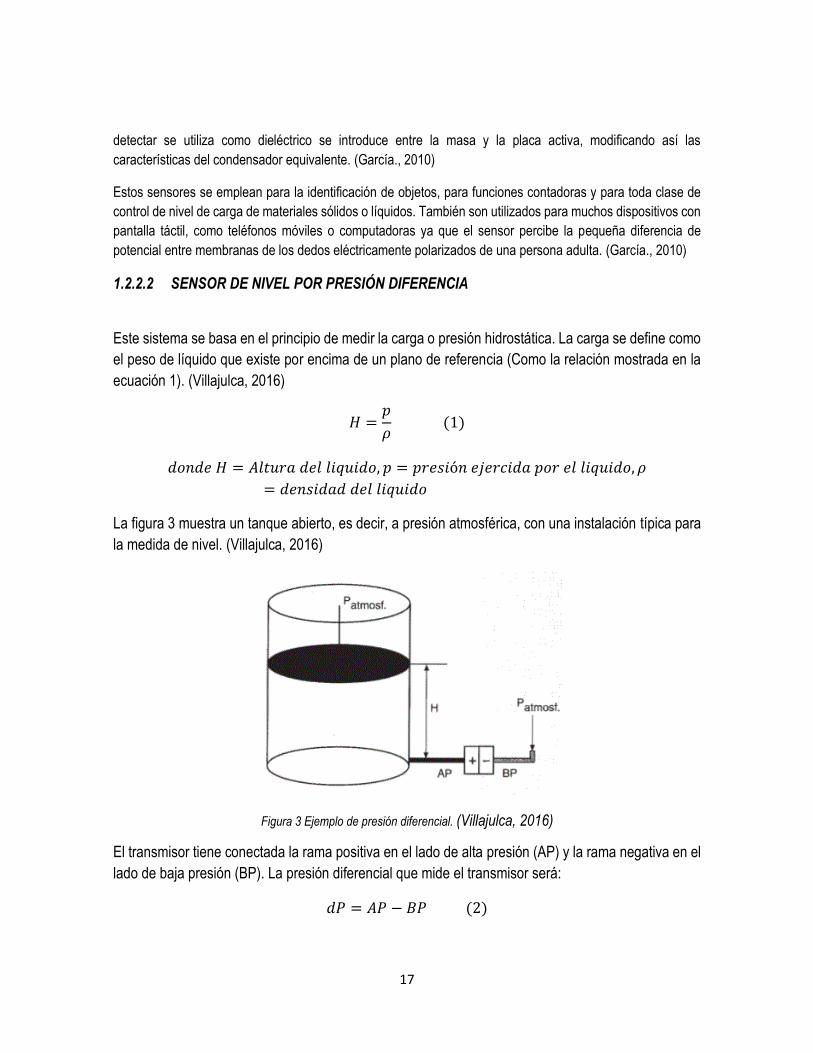
Este sistema se basa en el principio de medir la carga o presión hidrostática. La carga se define como
el peso de líquido que existe por encima de un plano de referencia (Como la relación mostrada en la
ecuación 1). (Villajulca, 2016)
𝐻 =𝑝
𝜌 (1)
𝑑𝑜𝑛𝑑𝑒 𝐻 = 𝐴𝑙𝑡𝑢𝑟𝑎 𝑑𝑒𝑙 𝑙𝑖𝑞𝑢𝑖𝑑𝑜, 𝑝 = 𝑝𝑟𝑒𝑠𝑖ó𝑛 𝑒𝑗𝑒𝑟𝑐𝑖𝑑𝑎 𝑝𝑜𝑟 𝑒𝑙 𝑙𝑖𝑞𝑢𝑖𝑑𝑜, 𝜌
= 𝑑𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 𝑙𝑖𝑞𝑢𝑖𝑑𝑜
La figura 3 muestra un tanque abierto, es decir, a presión atmosférica, con una instalación típica para
la medida de nivel. (Villajulca, 2016)
Figura 3 Ejemplo de presión diferencial. (Villajulca, 2016)
El transmisor tiene conectada la rama positiva en el lado de alta presión (AP) y la rama negativa en el
lado de baja presión (BP). La presión diferencial que mide el transmisor será:
𝑑𝑃 = 𝐴𝑃 − 𝐵𝑃 (2)

18
Cuando en lugar de un tanque abierto, se trata de un recipiente cerrado, como el de la Figura 4 y la
superficie de líquido contenido en el recipiente está sometida a presión estática superior a la
atmosférica, esta presión se suma a la carga hidrostática, por lo que se debe utilizar un método que
compense el valor de esa presión. (Villajulca, 2016)
Figura 4 Tanque Cerrado (Villajulca, 2016)
En este caso es necesario «eliminar» la columna de líquido «he» situada sobre la rama positiva para
que el rango de medida de nivel esté comprendido en el rango «H», es decir, entre las conexiones o
tomas de nivel. Esta eliminación de columna de líquido se conoce como elevación de cero.
En algunas ocasiones se desea medir el nivel en recipientes que contienen gases condensables. Esto
hace que el gas contenido en la rama negativa se vaya condensando paulatinamente, ocasionando
un error variable en la medida.
El transmisor de nivel por presión diferencial, que posee el sistema de control de proceso T5555 es el
mostrado en la figura 5. (Villajulca, 2016)
Figura 5 Sensor de Nivel Amatrol (AMATROL, 2010)
19
1.2.2.3 SENSOR DE PRESIÓN
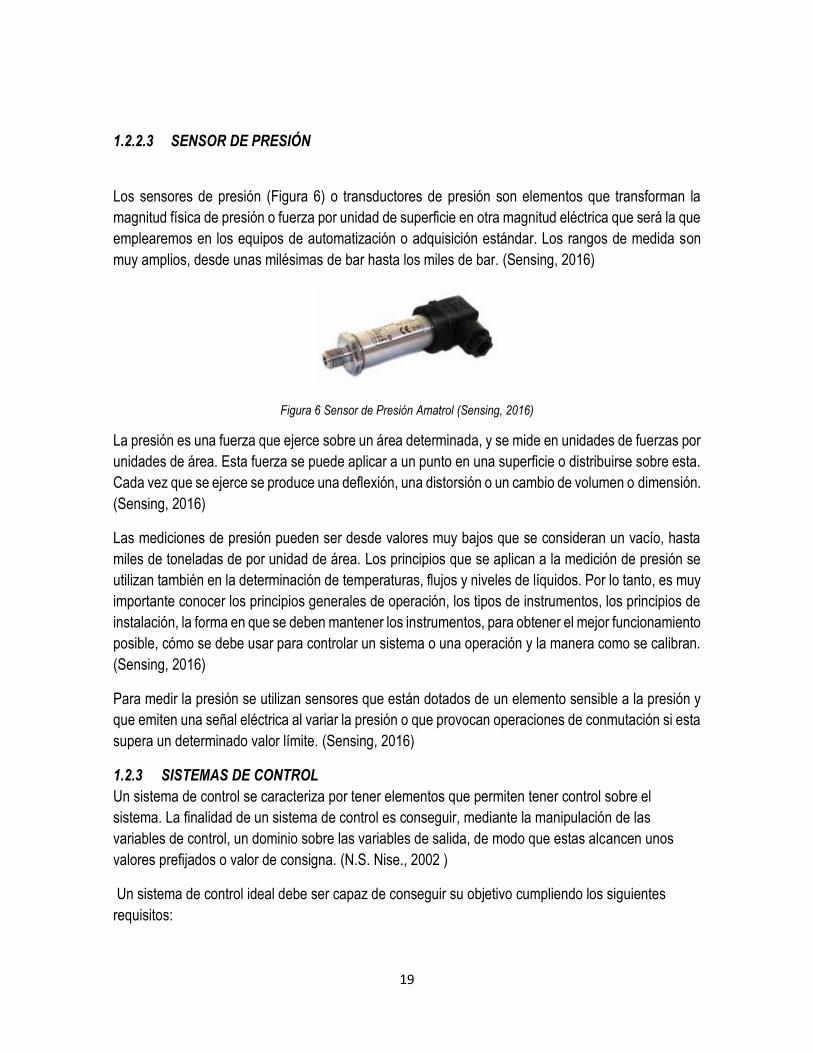
Los sensores de presión (Figura 6) o transductores de presión son elementos que transforman la
magnitud física de presión o fuerza por unidad de superficie en otra magnitud eléctrica que será la que
emplearemos en los equipos de automatización o adquisición estándar. Los rangos de medida son
muy amplios, desde unas milésimas de bar hasta los miles de bar. (Sensing, 2016)
Figura 6 Sensor de Presión Amatrol (Sensing, 2016)
La presión es una fuerza que ejerce sobre un área determinada, y se mide en unidades de fuerzas por
unidades de área. Esta fuerza se puede aplicar a un punto en una superficie o distribuirse sobre esta.
Cada vez que se ejerce se produce una deflexión, una distorsión o un cambio de volumen o dimensión.
(Sensing, 2016)
Las mediciones de presión pueden ser desde valores muy bajos que se consideran un vacío, hasta
miles de toneladas de por unidad de área. Los principios que se aplican a la medición de presión se
utilizan también en la determinación de temperaturas, flujos y niveles de líquidos. Por lo tanto, es muy
importante conocer los principios generales de operación, los tipos de instrumentos, los principios de
instalación, la forma en que se deben mantener los instrumentos, para obtener el mejor funcionamiento
posible, cómo se debe usar para controlar un sistema o una operación y la manera como se calibran.
(Sensing, 2016)
Para medir la presión se utilizan sensores que están dotados de un elemento sensible a la presión y
que emiten una señal eléctrica al variar la presión o que provocan operaciones de conmutación si esta
supera un determinado valor límite. (Sensing, 2016)
1.2.3 SISTEMAS DE CONTROL
Un sistema de control se caracteriza por tener elementos que permiten tener control sobre el
sistema. La finalidad de un sistema de control es conseguir, mediante la manipulación de las
variables de control, un dominio sobre las variables de salida, de modo que estas alcancen unos
valores prefijados o valor de consigna. (N.S. Nise., 2002 )
Un sistema de control ideal debe ser capaz de conseguir su objetivo cumpliendo los siguientes
requisitos:
20
Garantizar la estabilidad y no variar ante perturbaciones externas que generen un error a la
salida.
Ser tan eficiente como sea posible, según un criterio preestablecido.
Ser amigable a la hora de ser desarrollado con ayuda de un computador. (N.S. Nise., 2002 )
Los elementos básicos que forman parte de un sistema de control y permiten su manipulación son
los siguientes:
Sensores Permiten conocer los valores de las variables medidas del sistema.
Controlador. Utilizando los valores determinados por los sensores y la consigna impuesta,
calcula la acción que debe aplicarse para modificar las variables de control en base a cierta
estrategia. Actuador.
Es el mecanismo que ejecuta la acción calculada por el controlador y que modifica las
variables de control. (N.S. Nise., 2002 )
1.2.4 MODELADO DE SISTEMAS
Se refiere al reconocimiento y definición de problemas, su planteamiento o modelamiento mediante la
aplicación de principios científicos y el desarrollo de procedimientos de solución con cuyos resultados
se adquiera una total comprensión de la situación. (Warchol, E. J. et al., 1971)
Tipos de modelos
Los modelos de sistemas físicos pueden ser de muy diversos tipos. Una clasificación, en función del
grado de formalismo matemático que poseen, es la siguiente:
Modelos mentales, intuitivos o verbales. Estos modelos carecen de formalismo matemático.
Para conducir un coche, por ejemplo, se requiere un modelo mental o intuitivo sobre el efecto
que produce el movimiento del volante, pero no es necesario caracterizar dicho efecto
mediante ecuaciones matemáticas exactas. (Warchol, E. J. et al., 1971)
Modelos no paramétricos. Muchos sistemas quedan perfectamente caracterizados mediante
un gráfico o tabla que describa sus propiedades dinámicas mediante un número no finito de
parámetros. Por ejemplo, un sistema lineal queda definido mediante su respuesta al impulso
o al escalón, o bien mediante su respuesta en frecuencia. (Warchol, E. J. et al., 1971)
Modelos paramétricos o matemáticos. Para aplicaciones más avanzadas, puede ser
necesario utilizar modelos que describan las relaciones entre las variables del sistema
mediante expresiones matemáticas como pueden ser ecuaciones diferenciales (para sistemas
continuos) o en diferencias (para sistemas discretos). En función del tipo de sistema y de la
representación matemática utilizada, los sistemas pueden clasificarse en:

21
Determinísticos o estocásticos. Se dice que un modelo es determinístico cuando expresa la
relación entre entradas y salidas mediante una ecuación exacta. Por contra, un modelo es
estocástico si posee un cierto grado de incertidumbre. Estos últimos se definen mediante
conceptos probabilísticos o estadísticos. (Warchol, E. J. et al., 1971)
Dinámicos o estáticos. Un sistema es estático cuando la salida depende únicamente de la
entrada en ese mismo instante (un resistor, por ejemplo, es un sistema estático). En estos
sistemas existe una relación directa entre entrada y salida, independiente del tiempo. Un
sistema dinámico es aquél en el que las salidas evolucionan con el tiempo tras la aplicación
de una determinada entrada (por ejemplo, una red RC). En estos últimos, para conocer el
valor actual de la salida es necesario conocer el tiempo transcurrido desde la aplicación de la
entrada. (Warchol, E. J. et al., 1971)
Continuos o discretos. Los sistemas continuos trabajan con señales continuas, y se
caracterizan mediante ecuaciones diferenciales. Los sistemas discretos trabajan con señales
muestreadas, y quedan descritos mediante ecuaciones en diferencias. (Warchol, E. J. et al.,
1971)
1.2.5 DESCRIPCIÓN DEL PLC UTILIZADO Y LA HMI
1.2.5.1 PLC SIEMENS S7-1200
Un PLC de este tipo es compacto, escalable y flexible. Los CPU’s S7-1200 (Ver figura 7) están
disponibles como versiones estándar y de prueba. Son escalables en cuanto a su rendimiento y están
equipadas con OI (Entradas y Salidas) integradas, una interfaz PROFINET para la programación,
conexiones HMI, periferia descentralizada y de arquitecturas de unidad Distribuida. El S7-1200 se
puede adaptar perfectamente a sus necesidades individuales por medio de módulos de señal y
módulos de comunicación enchufables. (Siemens, 2016)
Figura 7 S7-1200 PLC (Siemens, 2016)
Características (Siemens, 2016)
14 entradas y salidas integradas
22
Interfaz Ethernet integrada
Contador rápido
Controlador PID básico
Reloj de tiempo real integrado
Entradas de alarma
Terminales extraíbles en todos los módulos
1.2.5.2 KTP 700 PORTRAIT (HMI)
Es un monitor de tipo industrial (Ver figura 8) de pantalla plana a color para utilizarse en ambientes
menos exigentes. Tienen una presentación en pantalla (OSD) que permite la rotación de la imagen,
cambios en la paleta de colores y el restablecimiento automático con botón pulsador. (Siemens, 2016)
Es de 7 pulgadas, para el manejo de máquinas y plantas sencillas
Representa claramente del proceso gracias al uso de displays de gráficos
Manejo intuitivo mediante teclas de función táctiles.
Equipado con todas las funciones básicas necesarias, como registro de alarmas, gestión de
recetas, puntos, gráficos vectoriales y cambio de idioma.
Puede configurarse mediante WinCC flexible Compact o con el software de configuración HMI
del STEP7 Basic Engineering Software para S7-1200.
Conexión sencilla al controlador a través de una interfaz Ethernet integrada.
Figura 8 KTP 700 PORTRAIT (Siemens, 2016)
1.2.6 DEFINICION DE INTERFAZ GRAFICA
La interfaz de usuario es el medio con que el usuario puede comunicarse con una máquina, equipo,
computadora o dispositivo, y comprende todos los puntos de contacto entre el usuario y el equipo.
Normalmente suelen ser fáciles de entender y fáciles de accionar, aunque en el ámbito de la
informática es preferible referirse a que suelen ser "amigables e intuitivos" porque es complejo y
subjetivo decir "fácil". (P.R.V, 2004)
23
Las interfaces básicas de usuario son aquellas que incluyen elementos como menús, ventanas,
contenido gráfico, cursor, los beeps y algunos otros sonidos que la computadora hace, y en general,
todos aquellos canales por los cuales se permite la comunicación entre el ser humano y la
computadora. (P.R.V, 2004)
La mejor interacción humano-máquina a través de una adecuada interfaz (de usuario), que le brinde
tanto comodidad, como eficiencia. (P.R.V, 2004)
1.2.7 CRITERIOS PARA EL DISEÑO DE UNA INTERFAZ GRAFICA
Algunas reglas deben tenerse en cuenta a la hora del diseño de interfaces (P.R.V, 2004):
Dar control al usuario.
Reducir la carga de memoria del usuario.
Consistencia.
Regla 1: Dar control al usuario.
El diseñador debe dar al usuario la posibilidad de hacer su trabajo, en lugar de suponer qué es lo que
éste desea hacer. La interfaz debe ser suficientemente flexible para adaptarse a las exigencias de los
distintos usuarios del programa. (P.R.V, 2004)
Principios:
Usar adecuadamente los modos de trabajo.
Permitir a los usuarios utilizar el teclado o el mouse.
Permitir al usuario interrumpir su tarea y continuarla más tarde.
Utilizar mensajes y textos descriptivos.
Permitir deshacer las acciones, e informar de su resultado.
Permitir una cómoda navegación dentro del producto y una fácil salida del mismo.
Permitir distintos niveles de uso del producto para usuarios con distintos niveles de
experiencia.
Hacer transparente la interfaz al usuario, que debe tener la impresión de manipular
directamente los objetos con los que está trabajando.
Permitir al usuario personalizar la interfaz (presentación, comportamiento e interacción).
Permitir al usuario manipular directamente los objetos de la interfaz. En suma, el usuario debe
sentir que tiene el control del sistema.
Regla 2: Reducir la carga de memoria del usuario.
La interfaz debe evitar que el usuario tenga que almacenar y recordar información. (P.R.V, 2004)
Principios:
24
Aliviar la carga de la memoria de corto alcance (permitir deshacer, copiar y pegar; mantener
los últimos datos introducidos).
Basarse en el reconocimiento antes que en el recuerdo.
Proporcionar indicaciones visuales de dónde está el usuario, qué está haciendo y qué puede
hacer a continuación.
Proporcionar funciones deshacer, rehacer y acciones por defecto.
Proporcionar atajos de teclado (iniciales en menús, teclas rápidas).
Asociar acciones a los objetos (menú contextual).
Utilizar metáforas del mundo real
Presentar al usuario sólo la información que necesita (menús simples/avanzados, wizards,
asistentes).
Hacer clara la presentación visual (colocación/agrupación de objetos, evitar la presentación
de excesiva información).
Regla 3: Consistencia. (P.R.V, 2004)
Permite al usuario utilizar conocimiento adquirido en otros programas. Ejemplo: mostrar siempre el
mismo mensaje ante un mismo tipo de situación, aunque se produzca en distintos lugares.
Principios:
Consistencia en la realización de las tareas: proporcionar al usuario indicaciones sobre el
proceso que está siguiendo.
Consistencia dentro del propio producto y de un producto a otro. La consistencia se aplica a
la presentación (lo que es igual debe aparecer igual: color del texto estático), el
comportamiento (un objeto se comporta igual en todas partes) y la interacción (los atajos y
operaciones con el mouse se mantienen).
Consistencia en los resultados de las interacciones: misma respuesta ante la misma acción.
Los elementos estándar del interfaz deben comportarse siempre de la misma forma (las barras
de menús despliegan menús al seleccionarse).
Consistencia de la apariencia estética (iconos, fuentes, colores, distribución de pantallas).
Fomentar la libre exploración de la interfaz, sin miedo a consecuencias negativas.
El HMI funcionará en pantallas de consola en computadoras. Se persigue como objetivo en esta guía
proporcione las pautas del diseño de las pantallas para que las trampas visuales más comunes puedan
evitarse y el cliente se muestre amigable y legible al usuario, además de adecuado a los objetivos del
sistema. (P.R.V, 2004)
Algunas pautas para el diseño son:
25
No se deben colocar demasiados objetos en la pantalla, y los que existen deben estar bien
distribuidos.
Cada elemento visual influye en el usuario no sólo por sí mismo, sino también por su
combinación con el resto de elementos presentes en la pantalla.
Demasiada simetría puede hacer las pantallas difíciles de leer.
Si se ponen objetos sin alinear, hacerlo drásticamente.
Asimetría = activo, simetría = sereno.
Elementos de tamaño y color similares se perciben como pertenecientes a un grupo.
Asumir errores en la entrada del usuario.
Diseñar para el usuario, no para demostrar los propios conocimientos tecnológicos.
Unos gráficos espectaculares no salvarán a una mala interfaz.
No se deben colocar demasiados objetos en la pantalla, y los que existen deben estar bien
distribuidos.
Cada elemento visual influye en el usuario no sólo por sí mismo, sino también por su
combinación con el resto de elementos presentes en la pantalla. (P.R.V, 2004)
A continuación, se resumen las pautas para el diseño de una pantalla de HMI para el Sistema de
gestión de alarmas:
Fondos: usar los tonos apagados - gris claro es bueno.
Sombra: es un método recomendado para fraccionamiento de una pantalla.
Los gráficos de fondo deben usar tonos suaves, deben ser evitados los colores de alarma. Utilizar el
negro para resaltar objetos. (P.R.V, 2004)
Texto: utilizar un tipo de letra estándar, que esté disponible en todos los PC.
El estado del sistema de alarma debe ser visible en todas las pantallas, se recomienda mostrarlo en
la parte superior de la pantalla. (P.R.V, 2004)
Los colores de alarma seguirán la convención: rojo =alarma, amarillo = alerta, verde = estado OK, azul
= acción obligatoria. (P.R.V, 2004)
Para alarmas: se recomienda el uso adicional de indicaciones que no dependan del color; por ejemplo,
la posición, texto, señal sonora, etc. (P.R.V, 2004)
No se acepta el destello constante de las alarmas y debe ser evitada la conmutación automática de
pantallas en caso de alarma. (P.R.V, 2004)
26
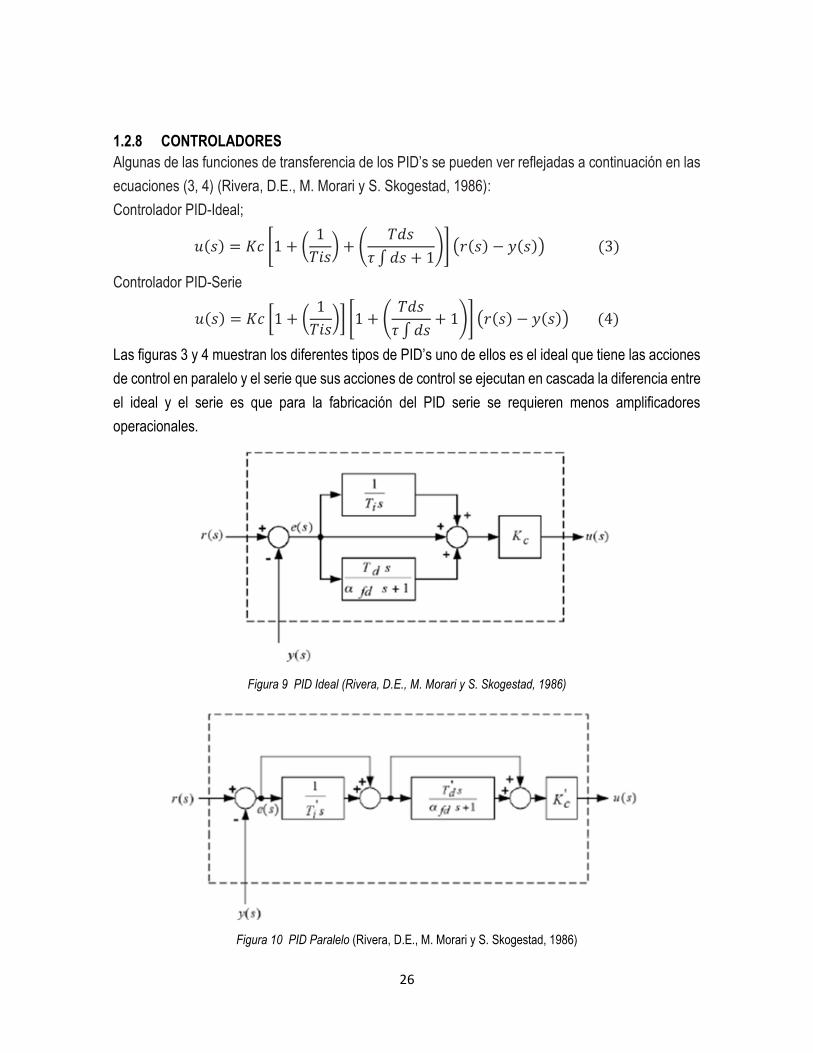
1.2.8 CONTROLADORES
Algunas de las funciones de transferencia de los PID’s se pueden ver reflejadas a continuación en las
ecuaciones (3, 4) (Rivera, D.E., M. Morari y S. Skogestad, 1986):
Controlador PID-Ideal;
𝑢(𝑠) = 𝐾𝑐 [1 + (1
𝑇𝑖𝑠) + (
𝑇𝑑𝑠
𝜏 ∫ 𝑑𝑠 + 1)] (𝑟(𝑠) − 𝑦(𝑠)) (3)
Controlador PID-Serie
𝑢(𝑠) = 𝐾𝑐 [1 + (1
𝑇𝑖𝑠)] [1 + (
𝑇𝑑𝑠
𝜏 ∫ 𝑑𝑠+ 1)] (𝑟(𝑠) − 𝑦(𝑠)) (4)
Las figuras 3 y 4 muestran los diferentes tipos de PID’s uno de ellos es el ideal que tiene las acciones
de control en paralelo y el serie que sus acciones de control se ejecutan en cascada la diferencia entre
el ideal y el serie es que para la fabricación del PID serie se requieren menos amplificadores
operacionales.
Figura 9 PID Ideal (Rivera, D.E., M. Morari y S. Skogestad, 1986)
Figura 10 PID Paralelo (Rivera, D.E., M. Morari y S. Skogestad, 1986)

27
1.2.8.1 ECUACIONES PARA CONTROLADORES PID UNIVERSALES
Los controladores PID universales tienen dos ecuaciones según su estructura como se indica a
continuación (Rivera, D.E., M. Morari y S. Skogestad, 1986);
Un controlador PID Universal tipo Paralelo (PIDup) será aquel en que las acciones de control integral
y derivativo no interactúan una con la otra, como se muestra en la Figura 5, y estará representado por
la ecuación (5).
Un controlador PID Universal tipo Serie (PIDus) será aquel que resulta de la colocación en serie de
las acciones integral y derivativa, como se muestra en la Figura 6, y estará representado por la
ecuación (6).
𝑢𝑝(𝑡) = 𝐾𝑐𝑝 [((𝐾𝑟
𝜏𝑟𝑃 + 1) 𝑟(𝑡) − 𝑦(𝑡) + (
1
𝑇𝑖𝑠𝑃) (𝑟(𝑡) − 𝑦(𝑡))
+ (𝑇𝑑𝑠𝑃
𝛼𝑑𝑇𝑑𝑠𝑃 + 1) (𝐾𝑑𝑟(𝑡)
− (𝑦(𝑡))))] (1
𝜏 ∫ 𝑝 + 1) (5)
𝑢𝑝(𝑡) = 𝐾𝑐𝑝 [((𝐾𝑟
𝜏𝑟𝑃 + 1) + (
1
𝑇𝑖𝑠𝑃)) (1 + (
𝐾𝑑𝑇𝑑𝑠𝑃
𝛼𝑑𝑇𝑑𝑠𝑃 + 1)) 𝑟(𝑡)
− (1 + (1
𝑇𝑖𝑠𝑃)) (1 + (
𝑇𝑑𝑠𝑃
𝛼𝑑𝑇𝑑𝑠𝑃 + 1)) 𝑦(𝑡)] (
1
𝜏 ∫ 𝑝 + 1) (6)
En las ecuaciones (5) y (6) las variables y parámetros son:
r(t) valor deseado
up(t) salida del controlador tipo paralelo
us(t) salida del controlador tipo serie
y(t) variable controlada
Kcp ganancia, controlador paralelo
Tip tiempo integral, controlador paralelo
Tdp tiempo derivativo, controlador paralelo
Kcs ajuste proporcional, controlador serie
Tis ajuste integral, controlador serie
Tds ajuste derivativo, controlador serie
Kd selector, acción derivativa (Kd = 0 o 1)
Kr factor de peso del valor deseado (0≤ Kr≤ 1)

28
𝜏 d constante del filtro derivativo.
d ≤ 0 ,20), normalmente,
es fijado por el fabricante en 0.1
𝜏 f constante de tiempo, filtro PID-IMC
𝜏 r constante de tiempo, filtro del valor deseado
p operador derivada (d/dt)
Figura 11 Controlador universal tipo paralelo (Rivera, D.E., M. Morari y S. Skogestad, 1986)
Figura 12 Controlador universal tipo serie (Rivera, D.E., M. Morari y S. Skogestad, 1986)
29
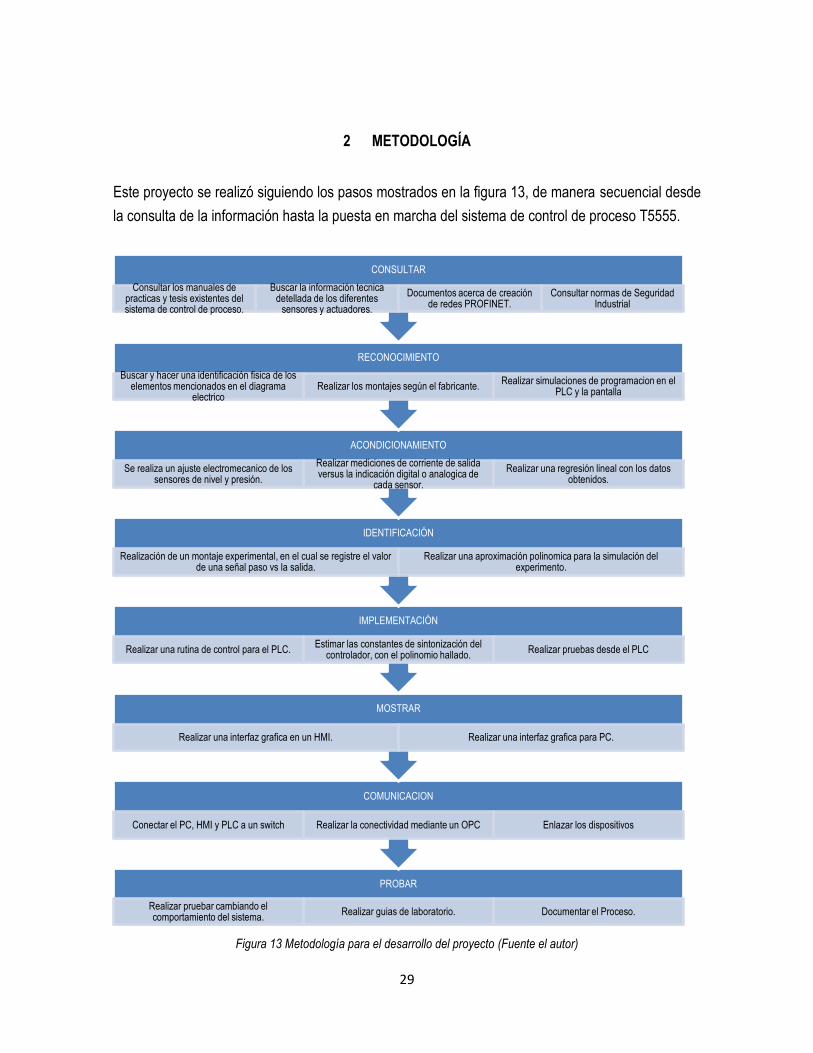
2 METODOLOGÍA
Este proyecto se realizó siguiendo los pasos mostrados en la figura 13, de manera secuencial desde
la consulta de la información hasta la puesta en marcha del sistema de control de proceso T5555.
Figura 13 Metodología para el desarrollo del proyecto (Fuente el autor)
PROBAR
Realizar pruebar cambiando el comportamiento del sistema.
Realizar guias de laboratorio. Documentar el Proceso.
COMUNICACION
Conectar el PC, HMI y PLC a un switch Realizar la conectividad mediante un OPC Enlazar los dispositivos
MOSTRAR
Realizar una interfaz grafica en un HMI. Realizar una interfaz grafica para PC.
IMPLEMENTACIÓN
Realizar una rutina de control para el PLC.Estimar las constantes de sintonización del
controlador, con el polinomio hallado.Realizar pruebas desde el PLC
IDENTIFICACIÓN
Realización de un montaje experimental, en el cual se registre el valor de una señal paso vs la salida.
Realizar una aproximación polinomica para la simulación del experimento.
ACONDICIONAMIENTO
Se realiza un ajuste electromecanico de los sensores de nivel y presión.
Realizar mediciones de corriente de salida versus la indicación digital o analogica de
cada sensor.
Realizar una regresión lineal con los datos obtenidos.
RECONOCIMIENTO
Buscar y hacer una identificación fisica de los elementos mencionados en el diagrama
electricoRealizar los montajes según el fabricante.
Realizar simulaciones de programacion en el PLC y la pantalla
CONSULTAR
Consultar los manuales de practicas y tesis existentes del sistema de control de proceso.
Buscar la información tecnica detellada de los diferentes
sensores y actuadores.
Documentos acerca de creación de redes PROFINET.
Consultar normas de Seguridad Industrial
30
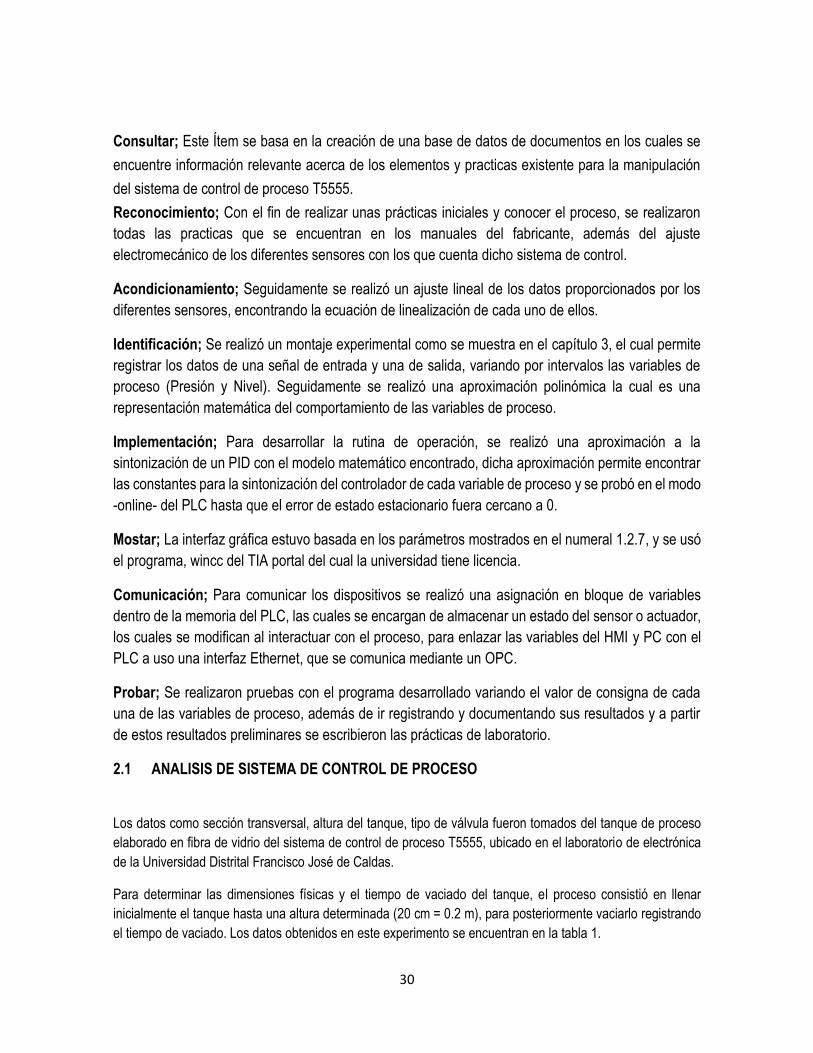
Consultar; Este Ítem se basa en la creación de una base de datos de documentos en los cuales se
encuentre información relevante acerca de los elementos y practicas existente para la manipulación
del sistema de control de proceso T5555.
Reconocimiento; Con el fin de realizar unas prácticas iniciales y conocer el proceso, se realizaron
todas las practicas que se encuentran en los manuales del fabricante, además del ajuste
electromecánico de los diferentes sensores con los que cuenta dicho sistema de control.
Acondicionamiento; Seguidamente se realizó un ajuste lineal de los datos proporcionados por los
diferentes sensores, encontrando la ecuación de linealización de cada uno de ellos.
Identificación; Se realizó un montaje experimental como se muestra en el capítulo 3, el cual permite
registrar los datos de una señal de entrada y una de salida, variando por intervalos las variables de
proceso (Presión y Nivel). Seguidamente se realizó una aproximación polinómica la cual es una
representación matemática del comportamiento de las variables de proceso.
Implementación; Para desarrollar la rutina de operación, se realizó una aproximación a la
sintonización de un PID con el modelo matemático encontrado, dicha aproximación permite encontrar
las constantes para la sintonización del controlador de cada variable de proceso y se probó en el modo
-online- del PLC hasta que el error de estado estacionario fuera cercano a 0.
Mostar; La interfaz gráfica estuvo basada en los parámetros mostrados en el numeral 1.2.7, y se usó
el programa, wincc del TIA portal del cual la universidad tiene licencia.
Comunicación; Para comunicar los dispositivos se realizó una asignación en bloque de variables
dentro de la memoria del PLC, las cuales se encargan de almacenar un estado del sensor o actuador,
los cuales se modifican al interactuar con el proceso, para enlazar las variables del HMI y PC con el
PLC a uso una interfaz Ethernet, que se comunica mediante un OPC.
Probar; Se realizaron pruebas con el programa desarrollado variando el valor de consigna de cada
una de las variables de proceso, además de ir registrando y documentando sus resultados y a partir
de estos resultados preliminares se escribieron las prácticas de laboratorio.
2.1 ANALISIS DE SISTEMA DE CONTROL DE PROCESO
Los datos como sección transversal, altura del tanque, tipo de válvula fueron tomados del tanque de proceso
elaborado en fibra de vidrio del sistema de control de proceso T5555, ubicado en el laboratorio de electrónica
de la Universidad Distrital Francisco José de Caldas.
Para determinar las dimensiones físicas y el tiempo de vaciado del tanque, el proceso consistió en llenar
inicialmente el tanque hasta una altura determinada (20 cm = 0.2 m), para posteriormente vaciarlo registrando
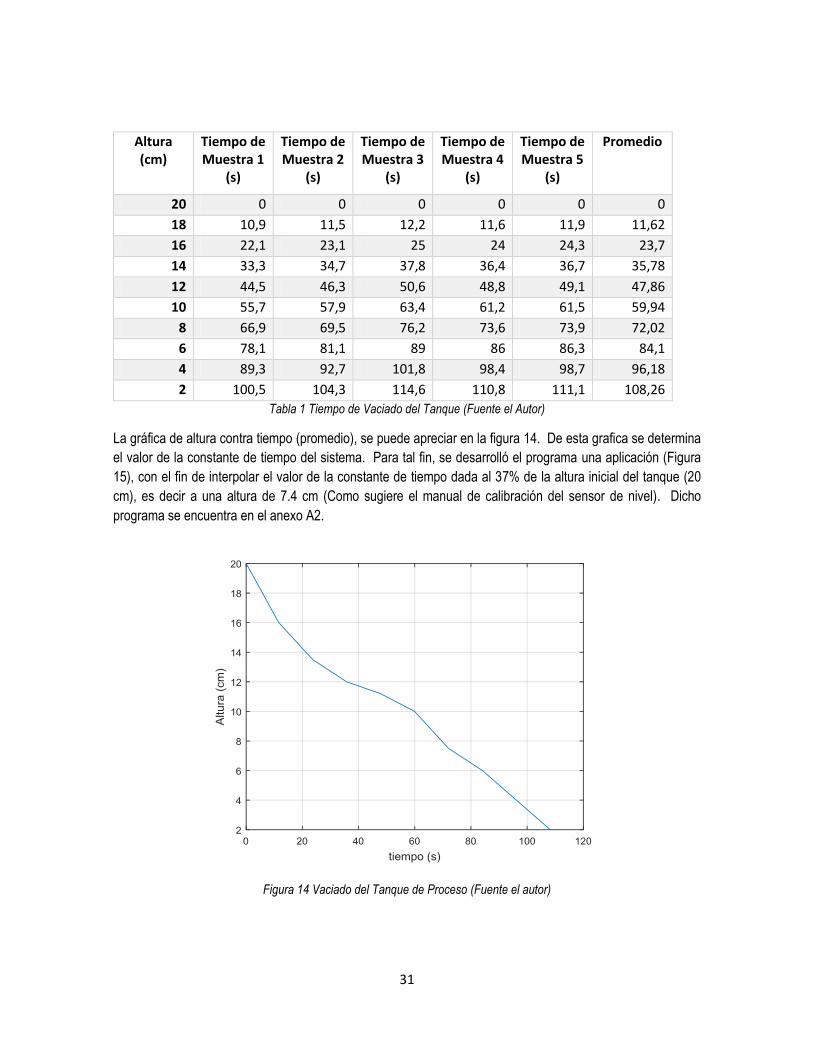
el tiempo de vaciado. Los datos obtenidos en este experimento se encuentran en la tabla 1.
31
Altura (cm)
Tiempo de Muestra 1
(s)
Tiempo de Muestra 2
(s)
Tiempo de Muestra 3
(s)
Tiempo de Muestra 4
(s)
Tiempo de Muestra 5
(s)
Promedio
20 0 0 0 0 0 0
18 10,9 11,5 12,2 11,6 11,9 11,62
16 22,1 23,1 25 24 24,3 23,7
14 33,3 34,7 37,8 36,4 36,7 35,78
12 44,5 46,3 50,6 48,8 49,1 47,86
10 55,7 57,9 63,4 61,2 61,5 59,94
8 66,9 69,5 76,2 73,6 73,9 72,02
6 78,1 81,1 89 86 86,3 84,1
4 89,3 92,7 101,8 98,4 98,7 96,18
2 100,5 104,3 114,6 110,8 111,1 108,26
Tabla 1 Tiempo de Vaciado del Tanque (Fuente el Autor)
La gráfica de altura contra tiempo (promedio), se puede apreciar en la figura 14. De esta grafica se determina
el valor de la constante de tiempo del sistema. Para tal fin, se desarrolló el programa una aplicación (Figura
15), con el fin de interpolar el valor de la constante de tiempo dada al 37% de la altura inicial del tanque (20
cm), es decir a una altura de 7.4 cm (Como sugiere el manual de calibración del sensor de nivel). Dicho
programa se encuentra en el anexo A2.
Figura 14 Vaciado del Tanque de Proceso (Fuente el autor)

32
Figura 15 Aplicación para hallar la constante de tiempo (Fuente el autor)
El parámetro obtenido fue de 70.2600 segundos, la constante de tiempo ayudara a determinar la constante de
resistencia de las válvulas que controlan el paso del agua hacia el tanque. Con ayuda de los parámetros físicos
mostrados en la tabla 2.
Tanque Proceso
Perímetro 15 cm Alimentación Motor 110V
Altura total 25 cm Tipo de Válvulas Manual de Tornillo
Material de construcción Fibra de vidrio Presiones sobre las válvulas
Frecuencia Bomba 50-60Hz Min 0 kg/cm^2
Tubería Max 5 kg/cm^2
Diámetro ½”
Material PVC Tabla 2 Tiempo de Vaciado del Tanque (Fuente el Autor)
Para calcular el radio utilizamos la expresión
𝑃 = 2𝜋𝑟, de tal manera que,
𝑃 = 0.15𝑚 = 2𝜋𝑟, donde P = Perimetro y r = radio
Obteniendo como resultado
𝑟 =0.15
2𝜋= 0.0239 𝑚
Con el radio se puede calcular la sección transversal del tanque de la expresión mostrada;
𝐴 = 𝑝𝑟2, 𝑑𝑜𝑛𝑑𝑒 𝐴 = 𝑆𝑒𝑐𝑐𝑖𝑜𝑛 𝑡𝑟𝑎𝑛𝑠𝑣𝑒𝑟𝑠𝑎𝑙, 𝑝 𝑝𝑒𝑟𝑖𝑚𝑒𝑡𝑟𝑜 𝑦 𝑟 = 𝑟𝑎𝑑𝑖𝑜
𝐴 = 𝜋 ∗ 0.02392 = 0.0018 𝑚2
Como el área transversal pertenece a la capacitancia del tanque tenemos que A=C. con este resultado se
calcula la resistencia de la válvula a partir de la expresión t=RC.
𝑡 = 𝑅𝐶, 𝑅 =𝑡
𝐶, 𝑑𝑜𝑛𝑑𝑒, 𝑅 =
70.26
0.0018= 3903.3
𝑠
𝑚2
Esto quiere decir que las válvulas en serie (la del rotámetro y la de paso), ejercen una resistencia sobre el
fluido, dicha resistencia se aumenta y se vuelve negativa al exceder 12 PSI de presión de aire dentro del
tanque de proceso.
33
El líquido es bombeado desde el tanque de almacenamiento, hacia el tanque de proceso con un caudal de 2
GPM, para poner a punto el sistema de control de proceso la primera tarea a realizar es la introducción del
fluido en el sistema. Para ello se necesita una cantidad de unos 8, 5l de agua, azul de metileno y un par de
guantes de látex. Se vierte el agua con azul de metileno dentro del taque de almacenamiento antes de
prender la bomba.
Para saber de forma general el comportamiento que tiene la bomba se procede al análisis de su comportamiento
físico trabajando libremente, sin ningún patrón de comportamiento específico. Se aprecia una irregularidad en
el ruido que emite la bomba al aportar un caudal constante, ya que este es monótono y en un momento dado
(aleatorio) disminuye como si la bomba se dispusiera a pararse y a continuación reanuda su aporte de caudal.
Así al introducir a la bomba una tensión invariable el caudal que ésta debería aportar debería de ser también
constante, sin embargo, la bomba presenta una anomalía en su comportamiento. Como se ha mencionado esta
irregularidad se presenta a través de una caída repentina de caudal y una posterior recuperación al cabo de
unos segundos de su caudal normal.
El tipo de bombas de diafragma no necesitan ser cebadas en el momento del arranque y dado que su principal
característica es su funcionamiento sencillo y la simplicidad de sus componentes no se puede llegar a la
conclusión de que esta anomalía en su funcionamiento este ocasionado por un arranque incorrecto de la bomba
en vacío. Un fenómeno que podría haber ocasionado este funcionamiento errático en la bomba es llamado
golpe de ariete, producido por una brusca variación en el caudal. Esto ocurre cuando la bomba se encuentra
parada o con una tensión de alimentación muy pequeña y de repente esta tensión de entrada pasa a su valor
máximo o a un valor muy cercano a él. Así para asegurar una vida útil de la bomba lo más amplia posible se
evitarán estas variaciones bruscas en la tensión de entrada.
𝑅𝑒𝑙𝑎𝑐𝑖𝑜𝑛 = 𝐶𝑎𝑢𝑑𝑎𝑙/𝑉𝑜𝑙𝑡𝑎𝑗𝑒
Para saber la relación que existe entre la tensión de entrada a la bomba y el caudal que ésta aporta
al sistema de tanques, basta con hacer un ensayo directamente sobre la maqueta. El ensayo se
desarrolla con las válvulas totalmente cerradas de forma que se pueda trabajar con el tanque izquierdo
de forma aislada aplicando a la bomba una tensión constante durante toda la prueba. Para llevar a
cabo este ensayo se trabaja a los niveles de tensión de 2, 4, 6, 8 y 10 V, presentes en la salida del
variador de frecuencia y a partir de los datos de incremento de altura del líquido y su correspondiente
variación de tiempo.
34
2.2 ECUACIONES DEL SISTEMA
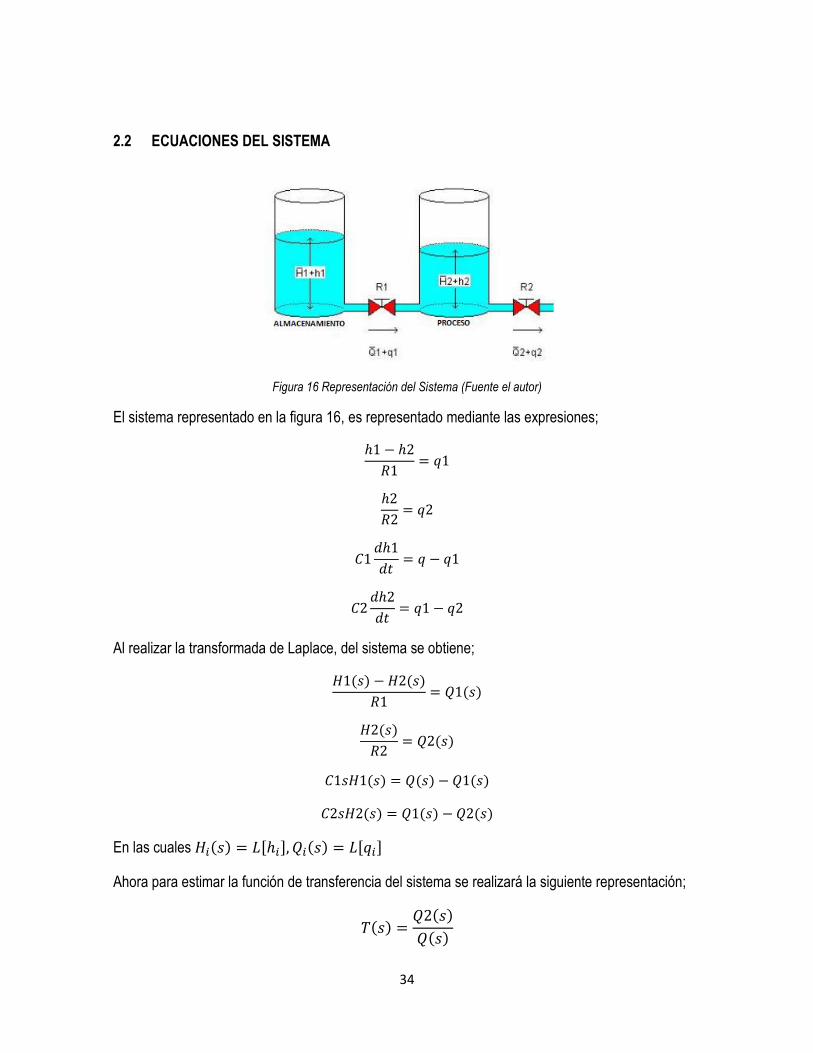
Figura 16 Representación del Sistema (Fuente el autor)
El sistema representado en la figura 16, es representado mediante las expresiones;
ℎ1 − ℎ2
𝑅1= 𝑞1
ℎ2
𝑅2= 𝑞2
𝐶1𝑑ℎ1
𝑑𝑡= 𝑞 − 𝑞1
𝐶2𝑑ℎ2
𝑑𝑡= 𝑞1 − 𝑞2
Al realizar la transformada de Laplace, del sistema se obtiene;
𝐻1(𝑠) − 𝐻2(𝑠)
𝑅1= 𝑄1(𝑠)
𝐻2(𝑠)
𝑅2= 𝑄2(𝑠)
𝐶1𝑠𝐻1(𝑠) = 𝑄(𝑠) − 𝑄1(𝑠)
𝐶2𝑠𝐻2(𝑠) = 𝑄1(𝑠) − 𝑄2(𝑠)
En las cuales 𝐻𝑖(𝑠) = 𝐿[ℎ𝑖], 𝑄𝑖(𝑠) = 𝐿[𝑞𝑖]
Ahora para estimar la función de transferencia del sistema se realizará la siguiente representación;
𝑇(𝑠) =𝑄2(𝑠)
𝑄(𝑠)

35
𝑇(𝑠) =1
𝑅1𝑅2𝐶1𝐶2𝑠2 + (𝑅1𝐶1 + 𝑅2𝐶1 + 𝑅2𝐶2)𝑠 + 1
Y reemplazando tenemos (Donde R2=R1/2, C2=C1/2);
𝑇(𝑠) =1
6.006𝑠2 + 3.51𝑠 + 1
36
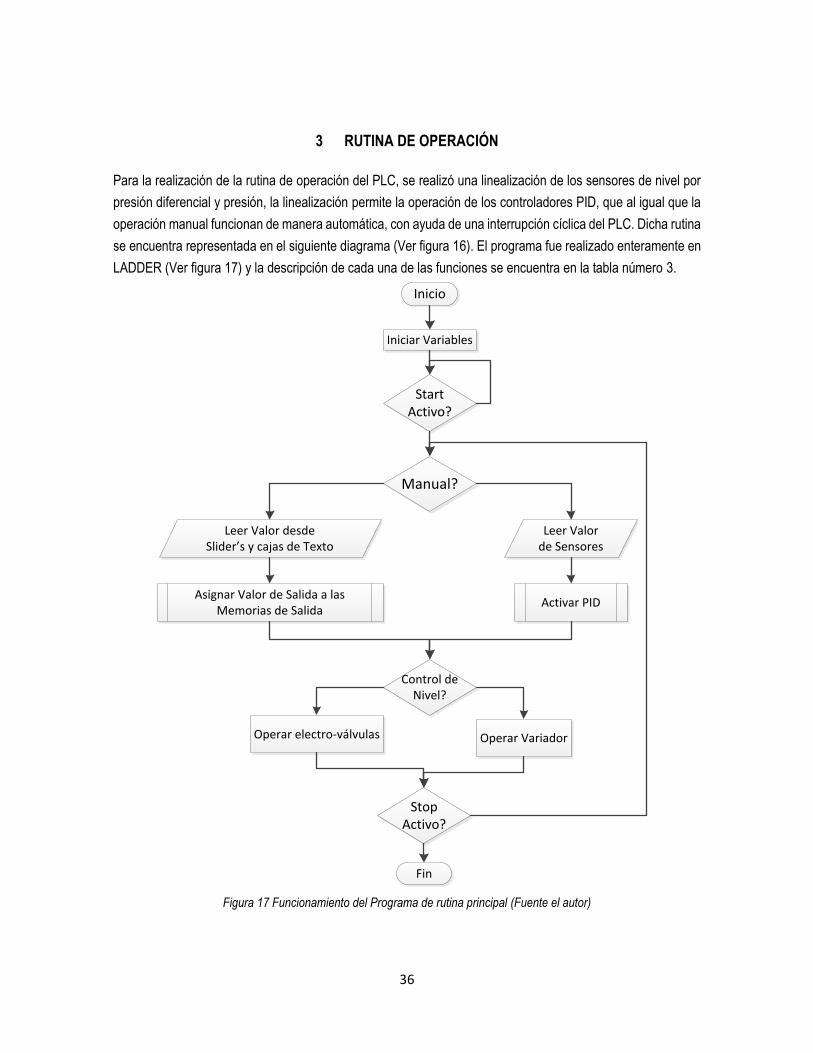
3 RUTINA DE OPERACIÓN
Para la realización de la rutina de operación del PLC, se realizó una linealización de los sensores de nivel por
presión diferencial y presión, la linealización permite la operación de los controladores PID, que al igual que la
operación manual funcionan de manera automática, con ayuda de una interrupción cíclica del PLC. Dicha rutina
se encuentra representada en el siguiente diagrama (Ver figura 16). El programa fue realizado enteramente en
LADDER (Ver figura 17) y la descripción de cada una de las funciones se encuentra en la tabla número 3.
Inicio
Iniciar Variables
Manual?
Start Activo?
Stop Activo?
Leer Valor desde Slider’s y cajas de Texto
Leer Valor de Sensores
Asignar Valor de Salida a las Memorias de Salida
Activar PID
Operar electro-válvulas
Fin
Control de Nivel?
Operar Variador
Figura 17 Funcionamiento del Programa de rutina principal (Fuente el autor)

37
Icono Función Descripción
Interrupción
La interrupción funciona con una frecuencia de 10kHz, se encarga de actualizar el valor de las salidas de acuerdo al valor de los controles gráficos cuando es manual o con respecto a los sensores cuando actúa el PID compact del PLC de manera automática.
Función Principal
La función principal contiene los segmentos de ajuste lineal de cada uno de los sensores, además de encargarse del control de inicio o parada de la operación del sistema de control de proceso.
Función
Automático
Esta rutina contiene los bloques de operación PID del PLC, los cuales actúan con el tiempo de muestreo graduado por la interrupción.
Función Manual
Se encarga de actualizar las salidas de acuerdo al valor ingresado de manera manual en cada uno de los controles gráficos.
Tabla 3 Bloques Internos (Fuente el Autor)
La implementación del código particular se realizó enteramente en lenguaje LEADER utilizando lógica
de contactos combinada con los bloques de funciones propios de Allen Bradley como se muestra en
la siguiente figura.
Figura 18 ejemplo de programación el LADDER (Fuente el autor)

38
3.1 LINEALIZACION DE LOS SENSORES
El sistema de control de proceso T5555 se encuentra equipado con un transmisor de nivel, el cual
mide a partir de la diferencia de presión presente en sus terminales y un sensor de presión el cual se
encuentra graduado en bares y mide la presión de aire presente en el tanque. Sus rangos de operación
se encuentran en la tabla 4.
SENSOR ENTRADA RANGO SALIDA RANGO
Transmisor de Nivel Diferencia de presión de Agua 0-14inH2O Corriente 4-20mA
Transductor de Presión Presión de Aire 6,89-20,87bar Corriente 4-20mA
Nota: Cada Sensor funciona de manera normal cuando se encuentra en un rango de temperatura
entre 0-40°C
Tabla 4 Rango de Trabajo de los sensores (Fuente el Autor)
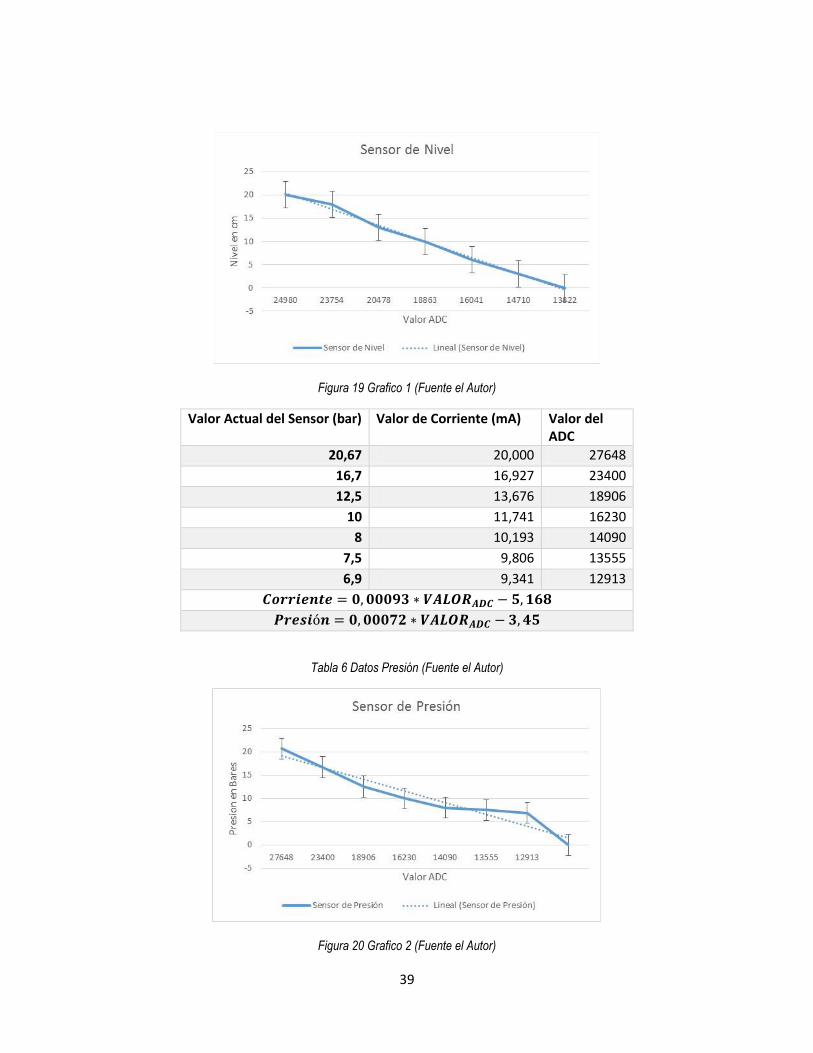
3.1.1 Ecuación característica
Para encontrar la ecuación de linealización de cada uno de los sensores, se realizó a partir de un
ajuste lineal con los datos de la corriente medida (tabla 5 y 6), conectando un amperímetro en la salida
de cada uno de los sensores, la corriente es convertida al valor entero de entrada del PLC y con estos
datos se estima el valor de salida (figura 18 y 19) a través de una función implementada en lenguaje
LADDER (figura 18).
Valor Actual del Sensor (inH2O)
Valor de Corriente (mA)
Valor del ADC
Valor en el Tanque (cm)
12,9 18,070 24980 20
12,1 17,183 23754 18
10,1 14,813 20478 13
9 13,645 18863 10
7,2 11,604 16041 6
6 10,641 14710 3
5,2 9,999 13822 0
𝑪𝒐𝒓𝒓𝒊𝒆𝒏𝒕𝒆 = 𝟐, 𝟓𝟑 ∗ 𝑽𝑨𝑳𝑶𝑹𝑨𝑫𝑪 − 𝟏𝟐, 𝟓𝟗
𝒊𝒏𝑯𝟐𝑶 = 𝟎, 𝟎𝟎𝟎𝟔𝟕𝟕 ∗ 𝑽𝑨𝑳𝑶𝑹𝑨𝑫𝑪 − 𝟑, 𝟗
Tabla 5 Datos Nivel (Fuente el Autor)
39
Figura 19 Grafico 1 (Fuente el Autor)
Valor Actual del Sensor (bar) Valor de Corriente (mA) Valor del ADC
20,67 20,000 27648
16,7 16,927 23400
12,5 13,676 18906
10 11,741 16230
8 10,193 14090
7,5 9,806 13555
6,9 9,341 12913
𝑪𝒐𝒓𝒓𝒊𝒆𝒏𝒕𝒆 = 𝟎, 𝟎𝟎𝟎𝟗𝟑 ∗ 𝑽𝑨𝑳𝑶𝑹𝑨𝑫𝑪 − 𝟓, 𝟏𝟔𝟖
𝑷𝒓𝒆𝒔𝒊ó𝒏 = 𝟎, 𝟎𝟎𝟎𝟕𝟐 ∗ 𝑽𝑨𝑳𝑶𝑹𝑨𝑫𝑪 − 𝟑, 𝟒𝟓
Tabla 6 Datos Presión (Fuente el Autor)
Figura 20 Grafico 2 (Fuente el Autor)

40
Figura 21 Ecuación en LADDER (Fuente el Autor)
3.2 CONTROL AUTOMATICO DEL SISTEMA
Para la implementación de la rutina de control, se implementó un PID propio de la marca siemens
destinado a funcionar en los PLC S7-1200, el tiempo de muestreo de dicho bloque es regulado con la
interrupción la cual funciona con un tiempo de muestreo de 10kHz. Sin embargo, antes de realizar el
control se realizó una parametrización del sistema a través de la identificación del mismo, usando un
método experimental como se muestra en el numeral 3.2.1.
3.2.1 Identificación del sistema
Las observaciones hechas de un sistema, pueden ser representadas mediante una ecuación o expresión
matemática. Para comprobar dicha expresión, esta debe ser estimulada con una variación y los datos de salida
obtenidos, deben acercarse a los valores medidos (Considerando que un 70% es aceptable, basado en (M. M.
Miguélez , 2006)).
Matlab cuenta con un TOOLBOX (H. Gomez, 2010) de modelado de sistemas llamado IDENT, para realizar un
modelo aproximado de medidas o grupos de datos almacenados en formato de archivo de texto. Para realizar
un modelado se deben seguir los pasos mostrados en la figura 21, de manera secuencial;
Figura 22 Pasos para la identificación del sistema (Fuente el Autor)
•Medir el estimulo aplicado al actudor para que funcione.
•Medir los cambios en la variable de proceso.
Medir
•Crear una base de datos con las medidas obtenidas, ordenadas en dos columnas (entrada, salida)
Almacenar
•Cargar el archivo en Matlab, usando la opcion import.
Cargar
•Abrir el Toolbox ident (Escibiendo Ident en el comand window).
•Seleccionar la opcion dominio en el tiempo, y digite los nombres de las columnas importadas en entrada y salida.
•Seleccionar la estrategia de identificación
•Verificar el resultado.
Modelar
41
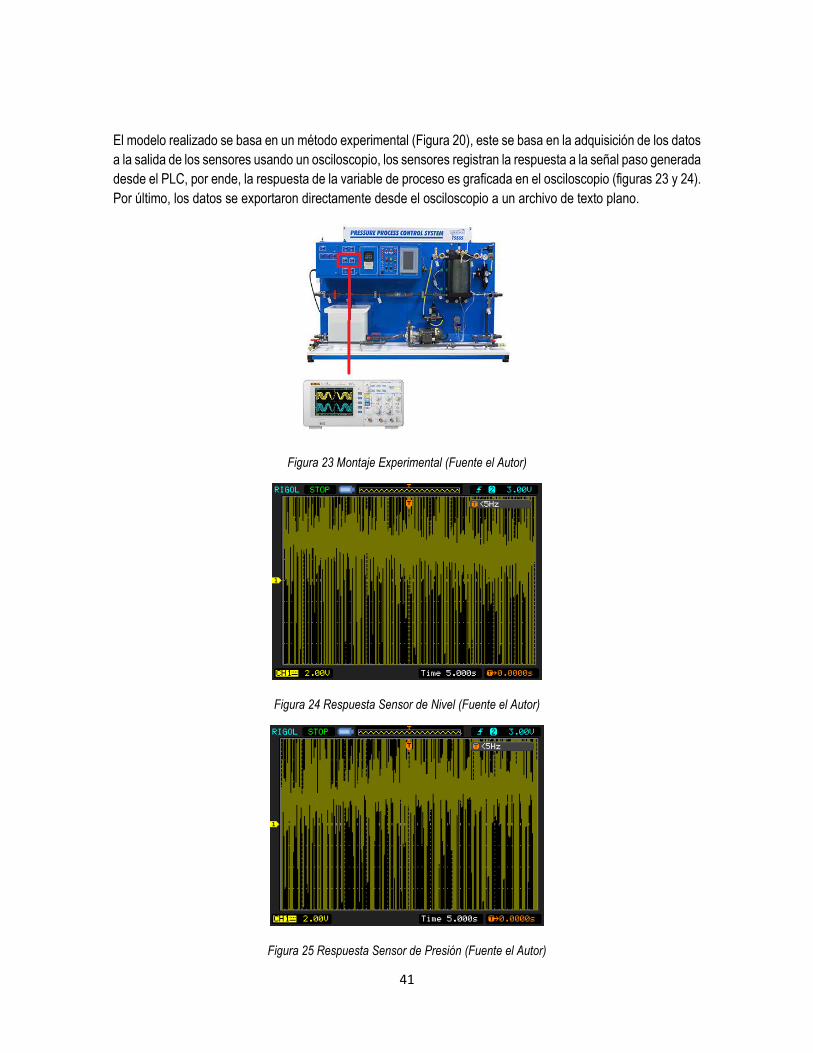
El modelo realizado se basa en un método experimental (Figura 20), este se basa en la adquisición de los datos
a la salida de los sensores usando un osciloscopio, los sensores registran la respuesta a la señal paso generada
desde el PLC, por ende, la respuesta de la variable de proceso es graficada en el osciloscopio (figuras 23 y 24).
Por último, los datos se exportaron directamente desde el osciloscopio a un archivo de texto plano.
Figura 23 Montaje Experimental (Fuente el Autor)
Figura 24 Respuesta Sensor de Nivel (Fuente el Autor)
Figura 25 Respuesta Sensor de Presión (Fuente el Autor)
42
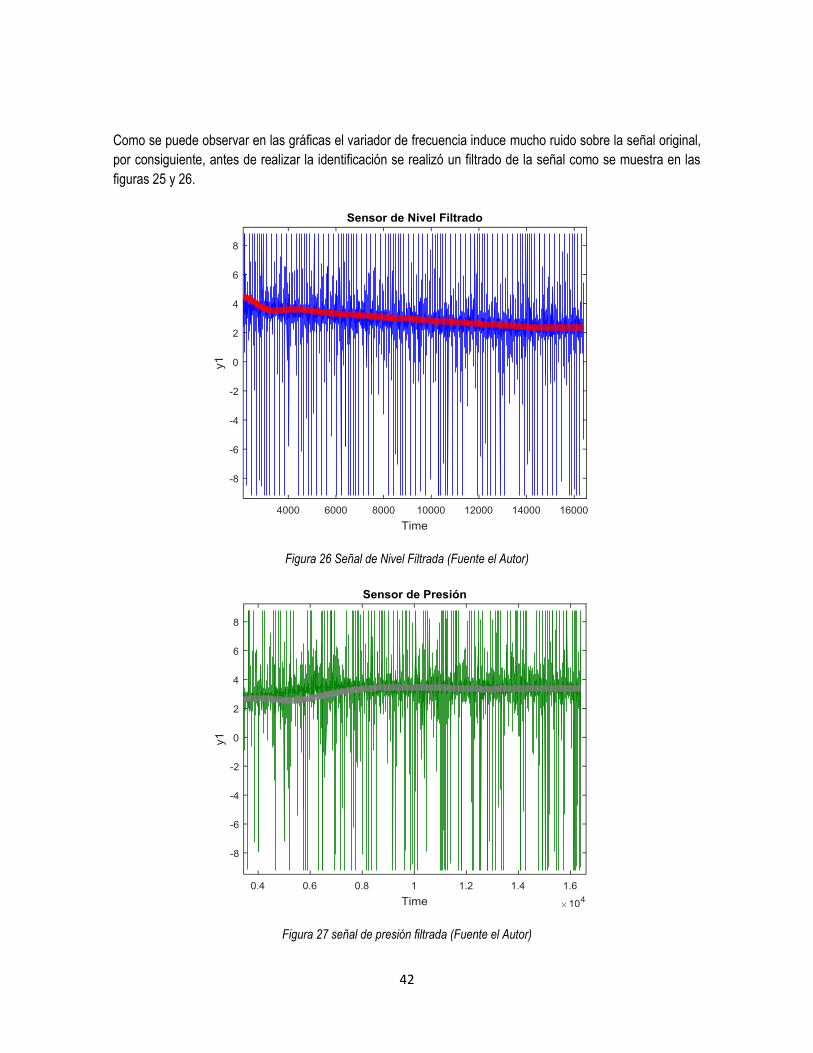
Como se puede observar en las gráficas el variador de frecuencia induce mucho ruido sobre la señal original,
por consiguiente, antes de realizar la identificación se realizó un filtrado de la señal como se muestra en las
figuras 25 y 26.
Figura 26 Señal de Nivel Filtrada (Fuente el Autor)
Figura 27 señal de presión filtrada (Fuente el Autor)

43
Una vez filtrada la señal se realiza la parametrización del sistema, para nuestro caso se realizó mediante
espacio de estados (ecuación 7) debido a que la correlación obtenida, para ambas variables de proceso es
mayor al 80%, por lo tanto, tiene un nivel de confianza alto, las ecuaciones resultantes representan a la señal
filtrada en el caso del sensor de presión será la línea gris (en la figura 27 se muestran los coeficientes de la
ecuación) y en el caso de nivel será la línea roja (la figura 26 en la cual se muestran los coeficientes).
𝑑𝑥
𝑑𝑡= 𝐴 𝑥(𝑡) + 𝐾 𝑒(𝑡), 𝑦(𝑡) = 𝐶 𝑥(𝑡) + 𝑒(𝑡) (7)
Figura 28 Coeficientes presión (Fuente el Autor)
Figura 29 Coeficientes Nivel (Fuente el Autor)
3.2.2 Sintonización del Controlador PID
Para estimar las constantes de sintonización del controlador PID, a partir del modelo matemático de
la planta. Se importó el modelo encontrado a la herramienta pidTuner de Matlab, en la cual se varían
los polos y ceros de la ecuación hasta encontrar dichas constantes (en la figura 29 se muestran las
constantes para el PID correspondiente a nivel y en la figura 30 las de presión). Las constantes fueron

44
programadas en la rutina de control principal para evaluar el comportamiento del PID con las
constantes proporcionadas por el modelo simulado.
Figura 30 Coeficientes del PID Nivel (Fuente el Autor)
Figura 31 Coeficientes del PID presión (Fuente el Autor)
45
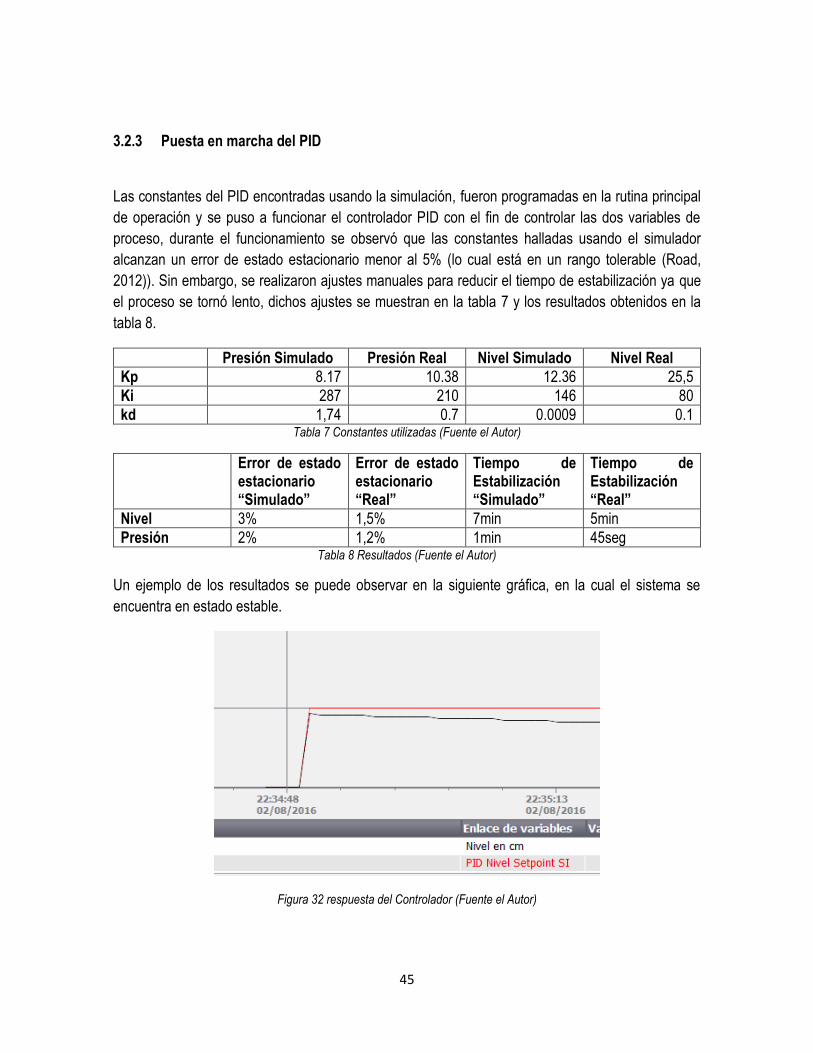
3.2.3 Puesta en marcha del PID
Las constantes del PID encontradas usando la simulación, fueron programadas en la rutina principal
de operación y se puso a funcionar el controlador PID con el fin de controlar las dos variables de
proceso, durante el funcionamiento se observó que las constantes halladas usando el simulador
alcanzan un error de estado estacionario menor al 5% (lo cual está en un rango tolerable (Road,
2012)). Sin embargo, se realizaron ajustes manuales para reducir el tiempo de estabilización ya que
el proceso se tornó lento, dichos ajustes se muestran en la tabla 7 y los resultados obtenidos en la
tabla 8.
Presión Simulado Presión Real Nivel Simulado Nivel Real
Kp 8.17 10.38 12.36 25,5
Ki 287 210 146 80
kd 1,74 0.7 0.0009 0.1 Tabla 7 Constantes utilizadas (Fuente el Autor)
Error de estado estacionario “Simulado”
Error de estado estacionario “Real”
Tiempo de Estabilización “Simulado”
Tiempo de Estabilización “Real”
Nivel 3% 1,5% 7min 5min
Presión 2% 1,2% 1min 45seg Tabla 8 Resultados (Fuente el Autor)
Un ejemplo de los resultados se puede observar en la siguiente gráfica, en la cual el sistema se
encuentra en estado estable.
Figura 32 respuesta del Controlador (Fuente el Autor)
46
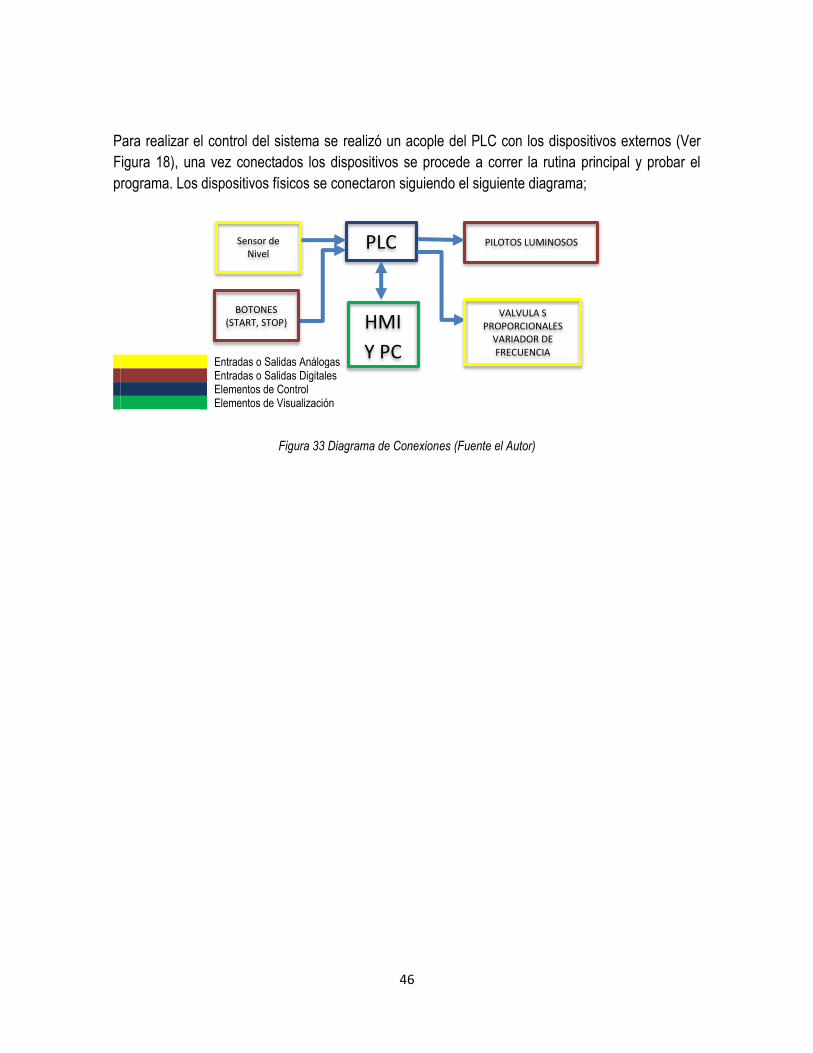
Para realizar el control del sistema se realizó un acople del PLC con los dispositivos externos (Ver
Figura 18), una vez conectados los dispositivos se procede a correr la rutina principal y probar el
programa. Los dispositivos físicos se conectaron siguiendo el siguiente diagrama;
Entradas o Salidas Análogas Entradas o Salidas Digitales Elementos de Control Elementos de Visualización
Figura 33 Diagrama de Conexiones (Fuente el Autor)
Sensor de Nivel
PLC PILOTOS LUMINOSOS
BOTONES (START, STOP) HMI
Y PC
VALVULA S PROPORCIONALES
VARIADOR DE FRECUENCIA

47
4 INTERFAZ GRAFICA
Se siguieron los criterios mostrados en el numeral 1.2.7, esta interfaz se desarrolló usando el programa
Wincc, el cual es un complemento del programa TIA portal. Para la aplicación de escritorio se utilizó
el Wincc Advanced y para el HMI el Wincc Profesional. Primeramente, se mencionará la HMI esta
cuenta con un total de 3 pantallas, en las cuales representan todo el proceso, muestran alarmas y el
comportamiento de las variables de proceso. Seguidamente el SCADA diseñado para PC, cuenta con
un total de 5 Pantallas en las cuales se realiza una representación y control de todas las variables de
proceso.
Para la implementación del programa en la HMI y computador se siguieron las etapas que se describen
a continuación;
Figura 34 Etapas (Fuente el Autor)
La conectividad de los diferentes elementos se muestra en la siguiente figura;
Figura 35 Red (Fuente el Autor)
48
4.1 PARTES DE LA INTERFAZ GRAFICA DE LA HMI
La interfaz gráfica se compone de 3 pantallas diferentes las cuales son;
Pantalla Principal
Pantalla de Alarmas
Pantalla de Visualización de Variables
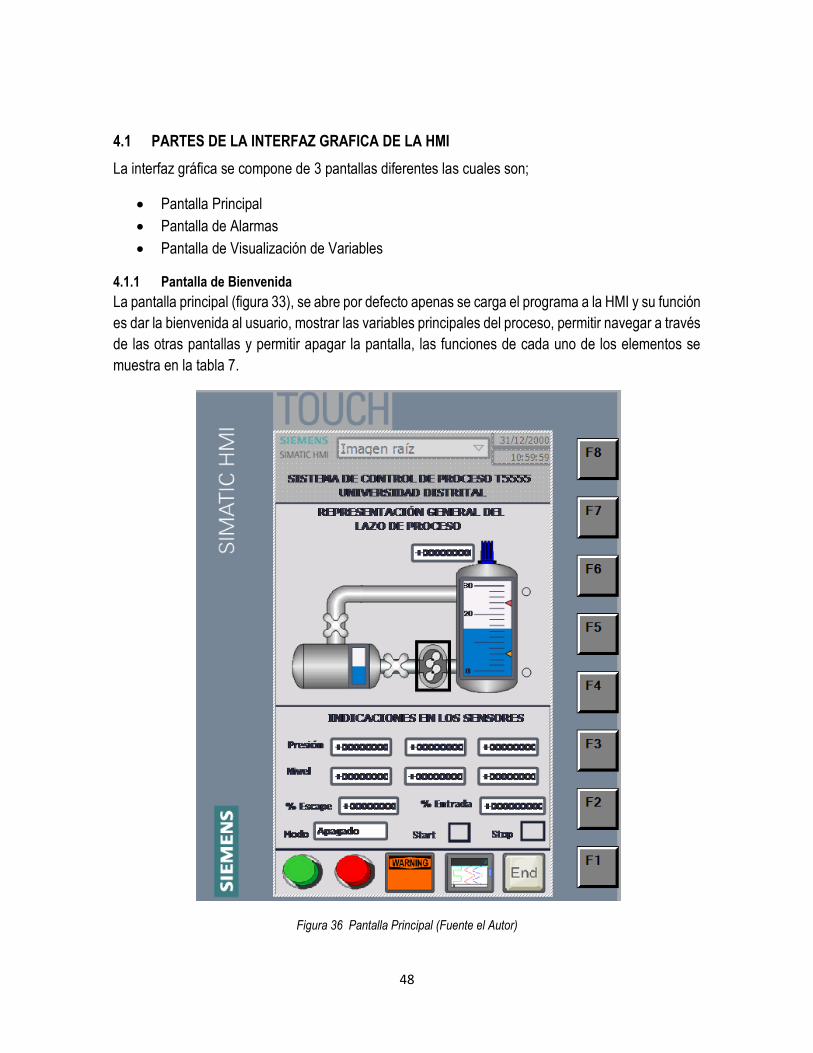
4.1.1 Pantalla de Bienvenida
La pantalla principal (figura 33), se abre por defecto apenas se carga el programa a la HMI y su función
es dar la bienvenida al usuario, mostrar las variables principales del proceso, permitir navegar a través
de las otras pantallas y permitir apagar la pantalla, las funciones de cada uno de los elementos se
muestra en la tabla 7.
Figura 36 Pantalla Principal (Fuente el Autor)
49
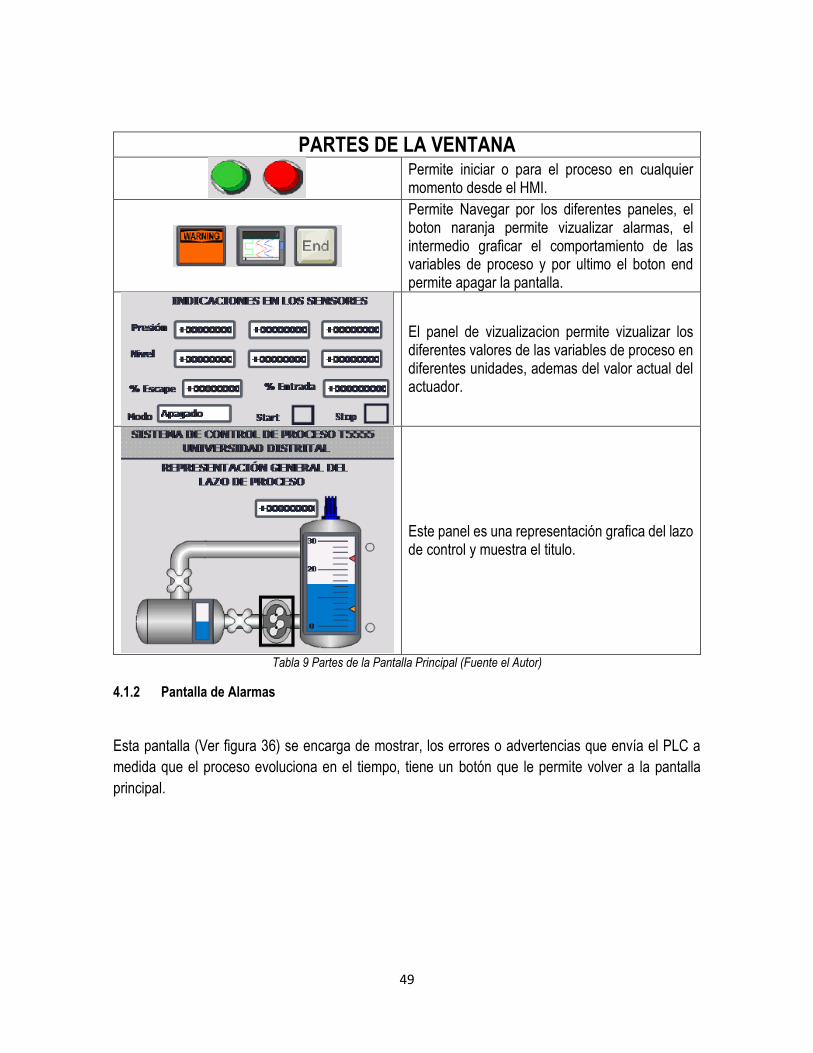
PARTES DE LA VENTANA
Permite iniciar o para el proceso en cualquier momento desde el HMI.
Permite Navegar por los diferentes paneles, el boton naranja permite vizualizar alarmas, el intermedio graficar el comportamiento de las variables de proceso y por ultimo el boton end permite apagar la pantalla.
El panel de vizualizacion permite vizualizar los diferentes valores de las variables de proceso en diferentes unidades, ademas del valor actual del actuador.
Este panel es una representación grafica del lazo de control y muestra el titulo.
Tabla 9 Partes de la Pantalla Principal (Fuente el Autor)
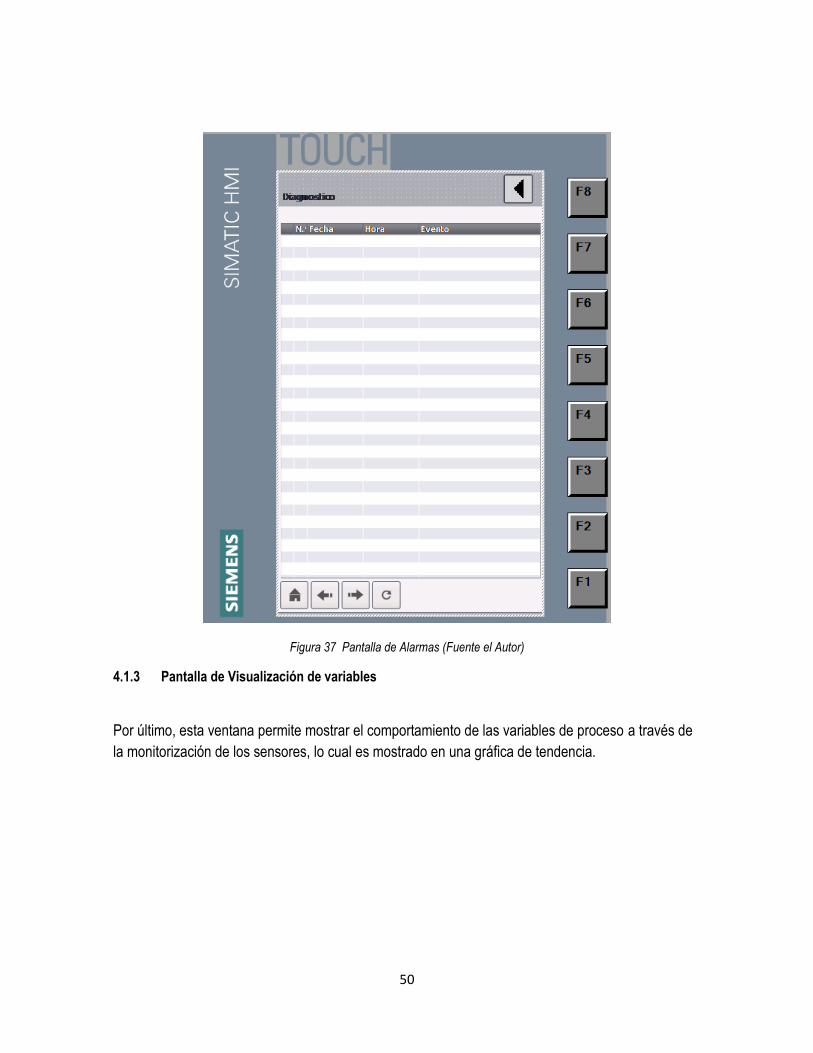
4.1.2 Pantalla de Alarmas
Esta pantalla (Ver figura 36) se encarga de mostrar, los errores o advertencias que envía el PLC a
medida que el proceso evoluciona en el tiempo, tiene un botón que le permite volver a la pantalla
principal.
50
Figura 37 Pantalla de Alarmas (Fuente el Autor)
4.1.3 Pantalla de Visualización de variables
Por último, esta ventana permite mostrar el comportamiento de las variables de proceso a través de
la monitorización de los sensores, lo cual es mostrado en una gráfica de tendencia.
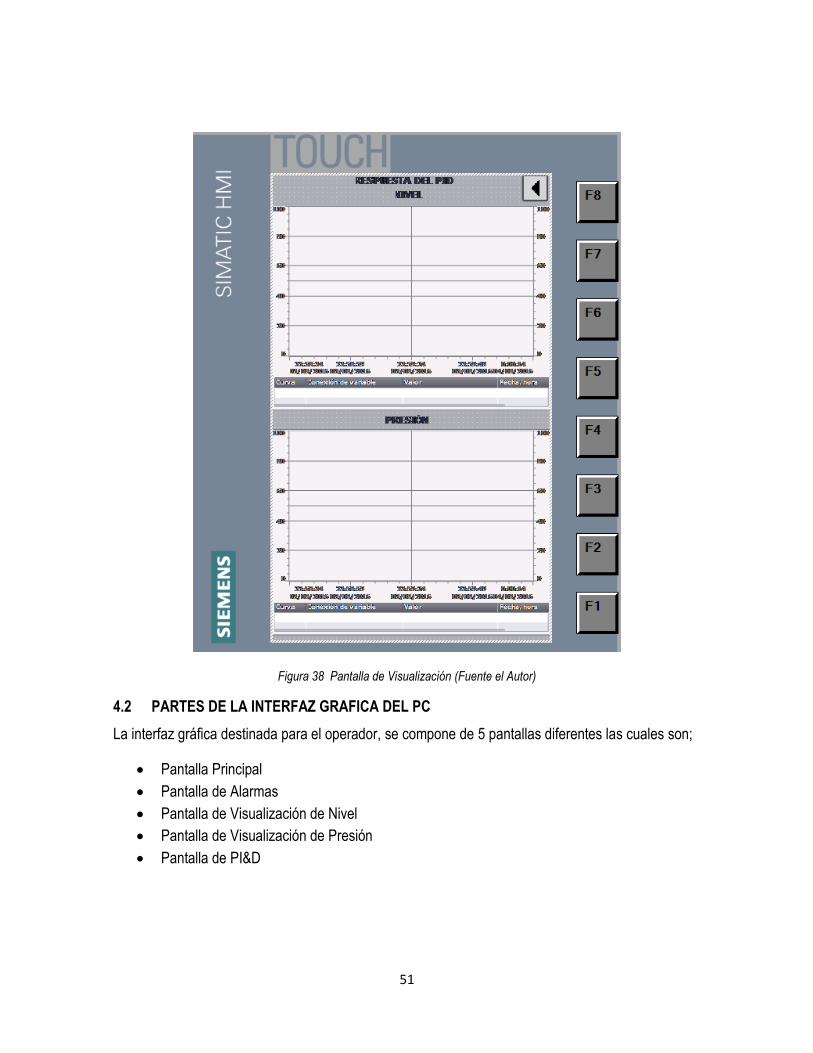
51
Figura 38 Pantalla de Visualización (Fuente el Autor)
4.2 PARTES DE LA INTERFAZ GRAFICA DEL PC
La interfaz gráfica destinada para el operador, se compone de 5 pantallas diferentes las cuales son;
Pantalla Principal
Pantalla de Alarmas
Pantalla de Visualización de Nivel
Pantalla de Visualización de Presión
Pantalla de PI&D

52
4.2.1 Pantalla Principal
La pantalla principal (figura 38), se abre por defecto apenas se inicia el programa y su función es dar
la bienvenida al usuario, mostrar las variables principales del proceso y permitir navegar a través de
las otras pantallas, la función de cada uno de los elementos se muestra en la tabla 8.
Figura 39 Pantalla Principal PC (Fuente el Autor)
PARTES DE LA VENTANA
La barra de titulo que contiene el titulo del sistema de control de proceso, la universidad y el nombre de los autores.
Este es el panel de operación tiene dos botones (Verde y rojo) los cuales permiten la operación o parada del proceso, un interruptor negro para seleccionar si el proceso es automatico o manual y una puerta que representa el boton de salir.
Los Slider de operación manual permiten modificar la frecuencia de peracion del variador de frecuencia, y la apertura de las valvulas proporcionales para permitir el paso de aire a la entrada o salida.
Este es el panel de operación automatica en el cual se puede cambiar el tipo de variable a controlar y las muestra el nivel y presion en diferentes unidades.
53
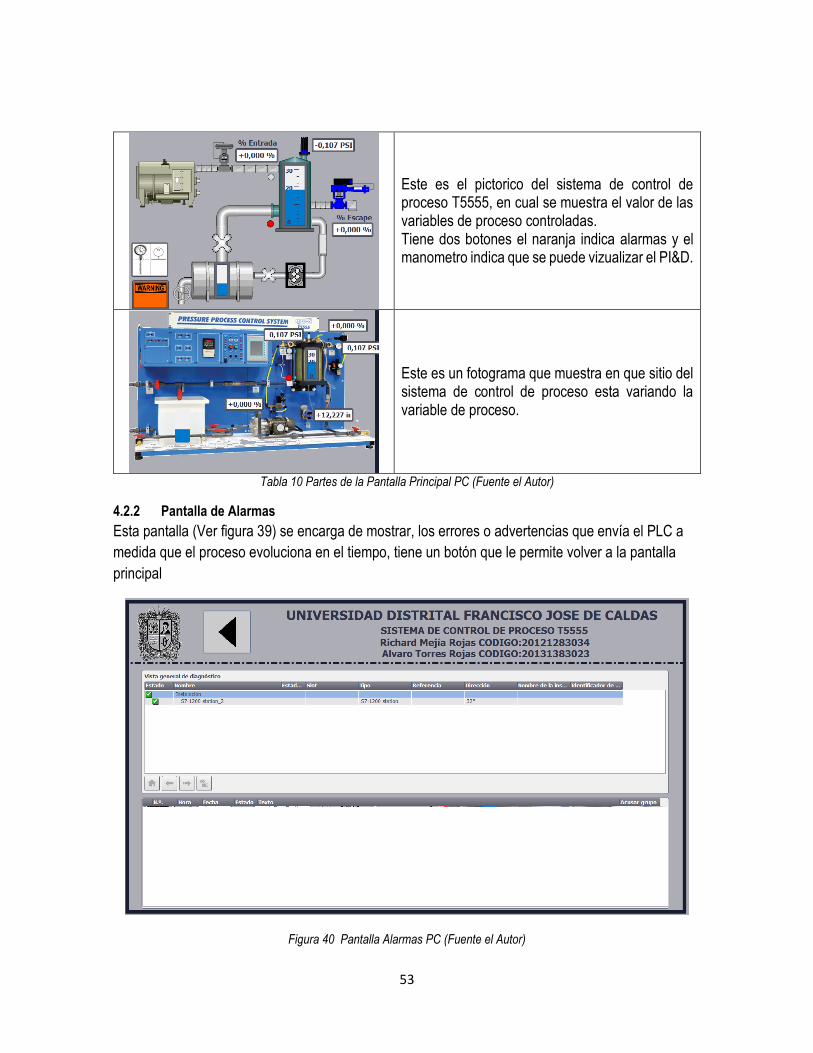
Este es el pictorico del sistema de control de proceso T5555, en cual se muestra el valor de las variables de proceso controladas. Tiene dos botones el naranja indica alarmas y el manometro indica que se puede vizualizar el PI&D.
Este es un fotograma que muestra en que sitio del sistema de control de proceso esta variando la variable de proceso.
Tabla 10 Partes de la Pantalla Principal PC (Fuente el Autor)
4.2.2 Pantalla de Alarmas
Esta pantalla (Ver figura 39) se encarga de mostrar, los errores o advertencias que envía el PLC a
medida que el proceso evoluciona en el tiempo, tiene un botón que le permite volver a la pantalla
principal
Figura 40 Pantalla Alarmas PC (Fuente el Autor)
54
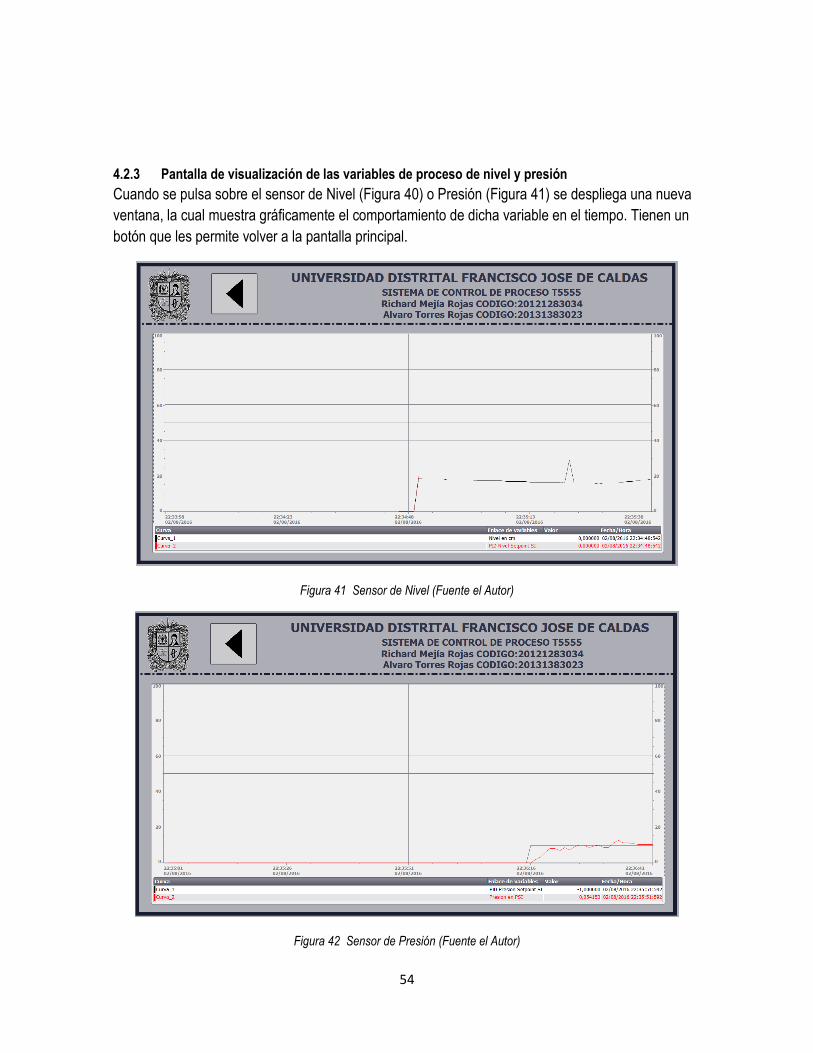
4.2.3 Pantalla de visualización de las variables de proceso de nivel y presión
Cuando se pulsa sobre el sensor de Nivel (Figura 40) o Presión (Figura 41) se despliega una nueva
ventana, la cual muestra gráficamente el comportamiento de dicha variable en el tiempo. Tienen un
botón que les permite volver a la pantalla principal.
Figura 41 Sensor de Nivel (Fuente el Autor)
Figura 42 Sensor de Presión (Fuente el Autor)
55
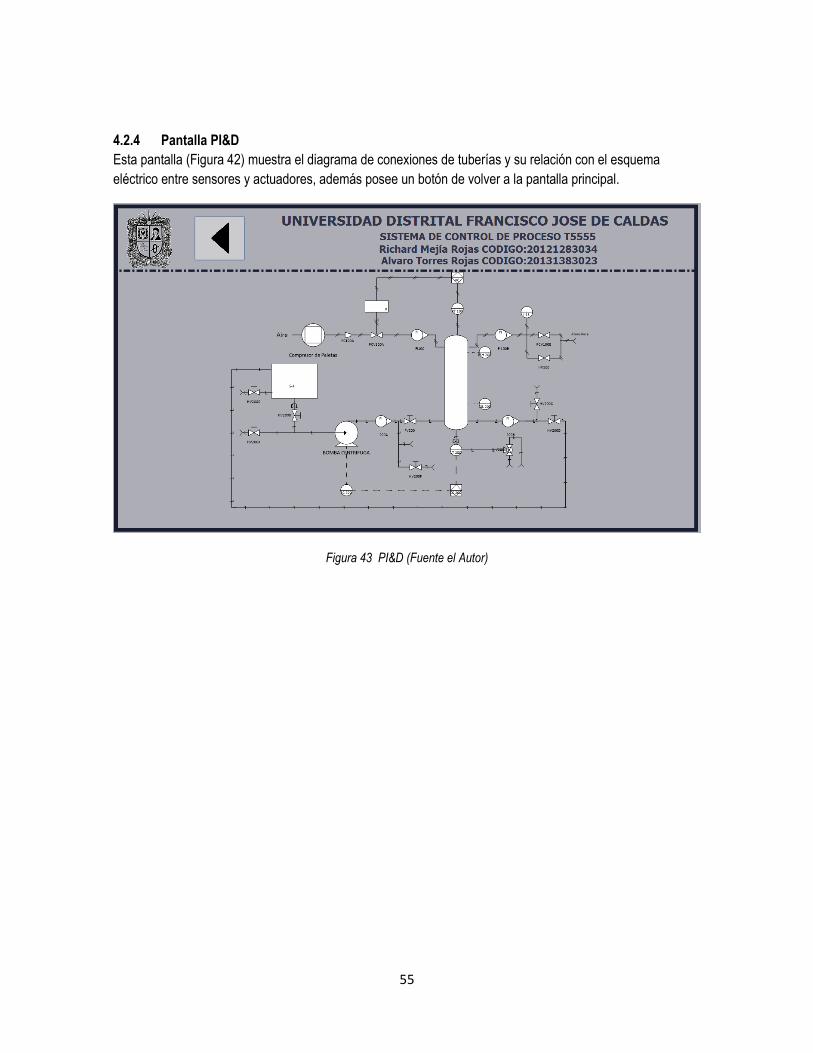
4.2.4 Pantalla PI&D
Esta pantalla (Figura 42) muestra el diagrama de conexiones de tuberías y su relación con el esquema
eléctrico entre sensores y actuadores, además posee un botón de volver a la pantalla principal.
Figura 43 PI&D (Fuente el Autor)
56
5 GUÍAS DE LABORATORIO Y DE USUARIO
Se diseñaron cinco guías de laboratorio que muestran cómo se puede manejar el PLC, el HMI y el PC,
que muestran cómo se puede utilizar el sistema de control de proceso T5555, las guías de laboratorio
se componen de las siguientes partes;
Nombre
Finalidad u objetivo de la practica
Configuración inicial
Problema
Solución Propuesta al Problema.
La finalidad muestra el propósito de la práctica y la competencia que se pretende desarrollar.
Configuración inicial muestra los pasos para la puesta a punto del sistema o las verificaciones que
haya que hacer del sistema antes de manipularlo.
Problema muestra el reto propuesto al estudiante.
Y por último se encuentra la solución propuesta al reto planteado con anterioridad.
Las prácticas propuestas son las siguientes;
Reconocimiento de entradas y salidas; La finalidad de esta práctica es realizar un programa que
permita conocer como es el direccionamiento de los puertos y el funcionamiento de los mismos.
Reconocimiento de la interfaz gráfica; La finalidad de esta práctica es mostrar cómo se deben conectar
el PLC y la HMI para que funcionen en conjunto.
Y la última práctica consiste en conectar el PLC con el sistema de control de proceso y la idea es
interactuar aprendiendo el manejo de algunos de los actuadores.
57
6 CONCLUSIONES
En el desarrollo del proyecto, se evidencio la incompatibilidad de protocolos de comunicación entre el
PLC Siemens (PROFINET) y el Variador de Velocidad Allen Bradlay (MODBUS), dificultando la
integración PC, PLC y Variador de velocidad en un solo bus industrial, luego de buscar diferentes
alternativas de solución, entre ellas la adquisición de un conversor maestro que permitiera la
interacción entre dispositivos, lo cual implica un muy alto costo económico, se optó por implementar
la comunicación por PROFINET entre el PC y el PLC, luego se configuro el Variador de velocidad
habilitado las entradas digitales como “START” y “STOP” y el puerto de entrada análogo como señal
de control enviadas por el PLC con una ventana de trabajo de 0 a 10 VDC correspondientes a
frecuencias de 0 a 60 Hz recibidas por la moto bomba encargada de impulsar el agua hacia el tanque
que se desea controlar. Con lo anterior podemos concluir que es imprescindible durante el diseño de
una planta el estudio de compatibilidad entre protocolos de comunicación de todos los dispositivos a
incorporar. En el desarrollo de nuestro proyecto se logró controlar el variador para la aplicación del
PID de nivel, sin embargo, se limitó la implementación de MODBUS, lo cual sería una práctica con
impacto positivo académicamente para los estudiantes de la universidad.
Al poner en marcha la planta, se analiza el comportamiento de los sensores y actuadores que
intervienen en el proceso, hallando un limitante presentado al inyectar agua desde la motobomba y
presión desde la válvula proporcional, momento en el que se evidencio que la motobomba no tiene la
potencia suficiente para superar la fuerza que la presión ejerce en el tanque, lo cual ocasiona que el
agua empiece a retornar del tanque controlado hacia el tanque de reserva hasta quedar totalmente
vacío, se realizaron pruebas con la motobomba al 100% de su capacidad y a diferentes presiones de
entrada, sin embargo el agua siempre bajaba su nivel constantemente, lo cual no permitió en ningún
momento alcanzar el Set Point deseado en presión o nivel. Con lo anterior se concluyó que, para
controlar las dos variables de manera simultánea en esta planta, se requiere de una motobomba con
mayor potencia y caudal, o de manera alternativa unas electroválvulas que se activen en momentos
determinados para evitar el retorno de fluido hacia el tanque de reserva. Teniendo en cuenta lo descrito
anteriormente y que la planta es propiedad de la universidad Distrital Francisco José de Caldas quien
no permite ninguna alteración física del sistema, se optó por implementar dos sistemas de control PID
de manera independiente pero supervisada y manipulada desde una misma interfaz gráfica HMI.
58
Matlab y sus toolbox son una herramienta de ingeniería muy robusta que reducen de manera
significativa los cálculos matemáticos y físicos que deben ser aplicados a una planta cuando se desea
implementar un sistema de control, usando dicho Toolbox obtuvimos unas constantes PID que de
acuerdo al análisis ideal de la planta darían como resultado tiempos de estabilización óptimos y errores
de estado estacionario mínimos que serían adecuados para el proyecto, sin embargo al aplicarlas al
PID Compac de Siemens, se observó una gran diferencia especialmente en tiempos de estabilización,
en consecuencia a esto se realizó la sintonización por software de varios PID y se realizaron repetidas
pruebas teniendo siempre respuestas similares, por ello se inició la modificación de las variables hasta
reducir las diferencias presentadas. Luego de alcanzar las respuestas adecuadas del sistema, se
concluyó que hay aspectos que no permiten llevar el análisis ideal de la planta a funcionar de manera
óptima en sistemas dinámicos reales, para reducir estas diferencias hay que tener en cuenta
elementos propios de los dispositivos como las funciones de transferencia usadas por el software y
las usadas por el controlador, en este caso se observó la diferencia del PID usado por el PLC Siemens
y el usado al realizar la sintonización con el software de Matlab.
En la planta AMATROL T5555-AUU de la universidad, se usa un transmisor de presión diferencial para
realizar la medición de nivel en un tanque, este es un sistema muy efectivo en la industria, sin embargo,
es muy importante realizar la instalación de acuerdo a las instrucciones indicadas por el fabricante
teniendo en cuenta material, longitud y posición de los ductos que alimentan las cámaras de alta y
baja presión del transmisor, esto se hizo evidente tras realizar la caracterización del instrumento,
donde se observó que al realizar un movimiento mínimo en las mangueras se alteraba la indicación
diferencial de presión, adicionalmente, día tras día se debía realizar una nueva caracterización y purga
del sistema ya que el movimiento de las mangueras, la evaporación del agua que quedaba en ellas o
el cambio del nivel de fluido en el tanque alteraba el cero del instrumento cambiando por completo el
nivel reportado al sistema de monitoreo y control.
59
7 Bibliografía
AMATROL. (2010). Introduction to Proccess Control Pressure. Bogota: AMATROL.
Direct Industry. (3 de 8 de 2016). Obtenido de http://www.directindustry.es/prod/fiama/product-15050-
465421.html
García., A. P. (2010). CURSO DE INSTRUMENTACION . Brasil: INSTITUTO TECNOLÓGICO DE
SAN LUIS POTOSI .
Gil, H. A. (2014). Diseño e Implementación de Interfaz Gráfica de Usuario entre el Sistema de Control
de Proceso T5554 y un PLC Siemens S7-300. Bogota: Universidad Distrital Francisco Jose
de Caldas.
GONZALEZ, E. Y. (2014). PLATAFORMA DE APRENDIZAJE PARA CONTROL BATCH. BOGOTÁ
D. C.: Universidad Javeriana.
H. Gomez. (2010). Introduccion a los sistemas de Control. Brasil: Practice Hall.
M. M. Miguélez . (2006). Validez y confiabilidad en la metodología cualitativa. Maracay: Scielo.
MENDOZA., J. C. (2009). CONTROL Y MONITOREO SCADA DE UN POCESO EXPERIMENTAL
USANDO EL SOFTWARE LABVIEW. Mexico: Universidad Nacional Autonoma de Mexico.
N.S. Nise. (2002 ). Sistemas de Control para Ingeniería. . México: CECSA.
P.R.V. (2004). Diseño de Interfaces Hombre - Máquina (HMI). Argentina: Oveja Negra.
Rivera, D.E., M. Morari y S. Skogestad. (1986). Internal model Control 4. PID ControllerDesign. USA:
Ind. Eng. Chem. Process Des. Dev.(EUA).
Road, S. (2012). Torno-Manual del Operador. Oxnard: Haas Automation.
Sensing. (3 de 8 de 2016). Transductores de Presion Industriales. Obtenido de
http://www.sensing.es/Transductores_de_presion_Cm.htm
Siemens. (2016). Manual del Sistema Siemens. USA: Siemens.
SILVESTRE, E. M. (2014). Control de Temperatura en instalaciones de distribucion de edificios
inteligentes. Mexico: Universidad Autonoma de Mexico.
Villajulca, J. C. (3 de 8 de 2016). Instrumentación y Control . Obtenido de
http://www.instrumentacionycontrol.net/

60
Warchol, E. J. et al. (1971). Alinement and modeling of hanford excitation control for system damping.
In: Power apparatus and systems, IEEE Transactions on. IEEE.
Zambrano, J. T. (2015). Automatizacion del sistema de Control de proceso T5553 con un PLC Allen
Bradley. Bogota: Universidad Distrital Francisco Jose de Caldas.