diagnóstico de máquinas: rapidez y facilidad mediante...
TRANSCRIPT

Diagnóstico de máquinas:Rapidez y facilidad mediante análisis FFT

Tema Página1. Introducción ....................................................................................... 22. Espectro de vibración de un ventilador accionado por correa ....... 43. Tendencia del estado de máquina ................................................ 64. Estrategia de control de estado: nivel 1 / nivel 2 ............................. 85. Intensidad de vibración acorde con ISO / DIS .............................. 106. Componentes del motor vulnerables a daños ............................. 127. Desequilibrio en rotor / eje desalineado ........................................... 148. Campo asimétrico del estator .......................................................... 169. Fallos en campo de rotor ................................................................. 18
10. Diagnóstico de vibración: desequilibrio en rotor ............................... 2011. Diagnóstico de vibración: eje desalineado ........................................ 2212. Diagnóstico de vibración: campo asimétrico ..................................... 2413. Diagnóstico de vibración: polea floja ................................................ 2614. Parámetros de evaluación de rodamiento ......................................... 2815. Normalización de medición de impulso de choque ........................... 3016. Diagnóstico de daño en rodamiento antifricción .............................. 3217. Diagnóstico de rodamiento: daño en rodadura interna .................... 34
Contenido

1. Introducción
Contenido publicado originariamente como manuscritode presentación por M. Luft, PRÜFTECHNIK AGCopyright 1998 PRÜFTECHNIK AG. Todos los derechosreservados.
Tanto el control como el diagnóstico de vibra-ción de máquinas y agregados han cobradouna gran importancia durante los últimosaños. Cada vez con más frecuencia inclusomáquinas de pequeño y mediano tamañoestán siendo incluídas en estrategias de con-trol de vibración. Todo esto obedece a que losequipos para la medición de vibración hanalcanzado unos niveles de precios que convi-erten las aplicaciones de medición de vi-bración en una alternativa considerable tam-bién para estas máquinas.Además ha aumentado el interés por lastecnologías en vibración y sus aplicacionesexitosas en el campo eléctrico. Por un lado,los operadores requieren cada vez más amenudo una recopilación de datos de vibra-ción posterior a la instalación o reparación ypor otra parte, el control de vibración y sudiagnóstico ofrecen un potencial considerable
para servicios adicionales, especialmente aconsultores para pequeñas empresas, en lasque no sería rentable comprar su propioequipo de medición de vibración. Y por su-puesto, el diagnóstico de vibración es unaherramienta extraordinaria para la localiza-ción de defectos y posibles causas de dete-rioro o daños en máquinas y componentes, deutilidad también como defensa objetiva anteincumplimiento injustificado de garantía.
EDICIÓN 2010Número de orden VIB 9.619E
4
Vamos a examinar un ejemplo práctico parapoder ilustrar las posibilidades que ofrece elanálisis de vibración: un ventilador accionadopor correa ha dejado de funcionar debido avibración excesiva. Ya que el nivel de vibraciónmás fuerte ha sido medido en el motor deaccionamiento, el candidato lógico a unexamen es el motor. El análisis de vibraciónmuestra sin embargo que, la vibración másfuerte (15.2 mm/s) en el motor ha ocurridooriginariamente en una frecuencia transmiti-da al mismo vía correa. Cuando la polea delventilador fue equilibrada, la vibración hadisminuido a niveles aceptables de 2.3 mm/sen el ventilador y 3.2 mm/s en el motor deaccionamiento.
Este caso presenta el método típico de opera-ción: una medición simple general del nivel devibración permitirá clasificar el estado de lamáquina según niveles que llamaremos como‘bueno’, ‘satisfactorio’, ‘insatisfactorio’ e ‘ina-ceptable’. En el caso de vibración excesiva, laraíz del problema - desequilibrio en la poleade accionamiento - fue clarificado al controlarlos picos de frecuencia en el espectro devibración FFT.
2. Espectro de vibración de un ventilador accionado por correa

5
Espectro de vibración de un ventilador accionado por correa
Ventilador de una cabina de pintura (P = 37 kW)
1. Medición de parámetro
Intensidad de vibración, vertical,medida en rodamientos
Motor: 1475 rpm = 24,58 Hz Ventilador: 820 rpm = 13,67 Hz
15,2 mm/s
11,3 mm/s
Rodamiento ventilador, radial/vertical
Rodamiento motor, radial/vertical
2. Análisis de señal
Espectro FFT de señal de vibración
Fvert = 13,67 Hz
Fvert = 13,67 Hz
6
3. Tendencia del estado de máquina
Un control de estado racional, efectivo yexitoso será aquel que en el tiempo aplique elmétodo de „tendencias” para observar eldesarrollo de las mediciones de valores car-acterísticos globales. Las lecturas de tenden-cia quedan graficadas como se muestra aquí yson comparadas con datos sobre niveles adec-uados de advertencia y alarma. Cuando estosniveles se excedan (y sólo en este momento),proseguirá un diagnóstico detallado de vi-bración, a los efectos de localizar la causaexacta de deterioro y determinar la conductaa seguir para remediar la situación. Vamos aexaminar cómo el control de vibración ytécnicas de diagnóstico han cobrado particu-lar relevancia en motores eléctricos.

7
Orientado a sucesos
■■■■■ Control de tendencia de parámetros
■■■■■ Notificación de alarma,si se exceden tolerancias
■■■■■ Espectro de referencia (buen estado)
■■■■■ Diagnóstico manual profundo /análisis in situ
Tendencia del estado de máquina
Espectro offlineBuen estado
Espectro deadvertencia
Análisis señal offlineDiagnóstico / Análisis
Alarma
Advertencia
Parámetro devibración
Fecha
Espectro dealarma
8
El control del estado de máquina se lleva acabo mediante la medición de valores carac-terísticos globales de vibración, los cualespermiten estimar el estado de vibración gene-ral. La proyección por tendencia de estosvalores señalarán un deterioro, por ejemploun aumento del daño. Este tipo de medicióngeneralizada se considera como de ‘Nivel 1’,según se muestra aquí. Permite el control demuchos agregados sin tener que depender demás equipo o personal.
4. Estrategia de control de estado: nivel 1 / nivel 2
De cualquier manera, estos valores carac-terísticos (Nivel 1) serán insuficientes paralocalizar defectos con precisión, ya que éstorequiere un análisis más pormenorizado delespectro de máquina. La mayoría de losdaños pueden ser detectados por sus frecuen-cias características o patrones típicos de fre-cuencia. El diagnósito de vibración ‘Nivel 2’requiere normalmente mediciones de vibra-ción mediante un analizador de vibracionesFFT operado por personal experimentado ycon experiencia en la interpretación de espec-tros de vibración.

9
Estrategia de control de estado: nivel 1 / nivel 2
Nivel 2: Diagnóstico de vibración siguiendo exceso en alarma
- Aislado- Una vez- Especialistas
Control de máquinaCarga de vibraciónEstado de rodamiento
ParámetrosFuerza de vibración, desplazamiento, aceleraciónImpulso de choque para evaluación de rodamientoTemperaturaRPMCavitación en bomba
Localización fallo vía análisis de espectroDesequilibrio en rotor, eje desalineado, daño enengranaje, turbulencia, errores de campo magnético,diagnóstico de rodamiento, etc.
Análisis de señalEspectro de amplitudesEspectro envolventeSeñal de tiempoAnálisis ordinarioCepstrum
Nivel 1: Control de tendencia de parámetros- Amplio- A largo plazo- Personal menos cualificado
0 500 1000 1500
amm/s2
veffmm/s
fecha
10
8
6
4
2
0
f en Hz

10
5. Intensidad de vibración acorde con DIN ISO
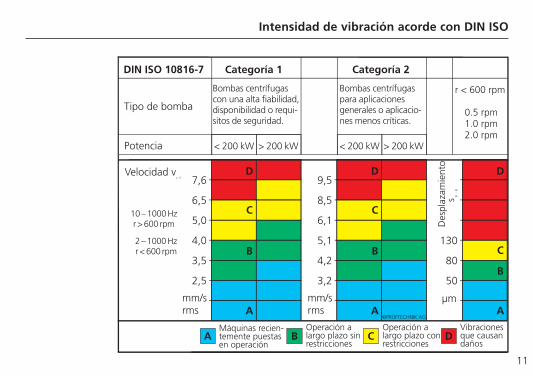
DIN ISO 10816-3 juega un pa-pel muy importante para lostécnicos de mantenimiento enla evaluación de vibraciones dela máquina. Parte 3 de esta nor-ma, que es la sección que es deinterés para la Monitorizaciónde condiciones de máquina, hasido revisada. Los grupos 3 y 4de la parte 3, que trata de lasbombas, han sido eliminados.En cambio, la norma se ampliópara incluir Parte 7 – que es lanorma DIN ISO 10816-7. Estanueva parte esta completamen-te dedicada a vibraciones enbombas centrífugas. La nuevanorma ISO 10816-7 DIN haestado en vigor desde agostode 2009.
11
Intensidad de vibración acorde con DIN ISO

12
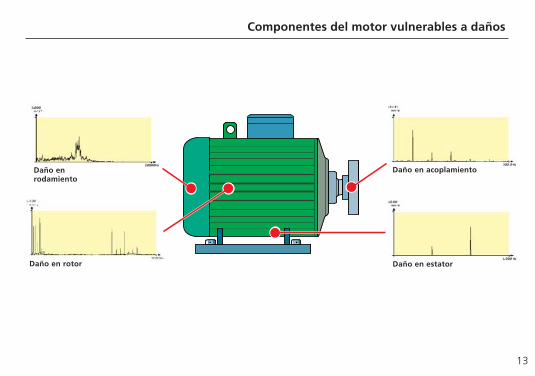
Esta ilustración nos ofrece una vista generalde los componentes de un motor eléctricomás vulnerables ante daños. Algunos tipos dedaños muestran un cuadro típico de espectrode vibración. Cada uno de estos fenómenosserán explicados en detalle a continuación.
6. Componentes del motor vulnerables a daños
13
Componentes del motor vulnerables a daños
Daño enrodamiento
Daño en rotor Daño en estator
Daño en acoplamiento
14
Se entiende bajo desequilibrio la distribuciónexcéntrica de la masa del rotor. Cuando unrotor desequilibrado comienza a girar, la fuer-za centrífuga resultante de la rotación produ-ce una fuerza adicional en el rodamiento yvibración del rotor en la frecuencia exacta derotación. Esto caracteriza el espectro de unamáquina desequilibrada; la frecuencia de ro-tación aparece como un ‘pico’ con amplitudelevada y esto puede descender significativa-mente el estado de vibración general de lamáquina. La redistribución necesaria de lamasa del rotor se alcanza al desmontar yequilibrar el rotor del motor con una equili-bradora o bien mediante instrumento deequilibrado de vibración a utilizar in situ. Lareferencia #3 indica desequilibrado residualaceptable para rotores rígidos.
Una desalineación en los ejes de máquinasdirectamente acopladas se muestra primera-
mente por una vibración elevada en el doblede la frecuencia de rotación de eje, a vecestambién con el pico elevado en frecuencia derotación de eje. Si domina el desalineadoradial (desal. paralelo de eje) entonces estepico será más pronunciado para medicionestomadas en la dirección radial (perpendiculara ejes). Si predomina desalineado angular(apertura acoplamiento) la elevación de vibra-ción será más notoria en el espectro defrecuencia de mediciones axiales. Muchosfabricantes y operarios de máquinas eléctricashan incorporado el uso de sistemas de alinea-ción de ejes por láser, tales como OPTALIGN yasí corregir el desalineado excesivo en ejes.Las tolerancias de alineación recomendadasestán contempladas en la nota #4.
7. Desequilibrio en rotor / eje desalineado
3ISO 3945Vibración mecánica de grandes máquinas rotativas con campo develocidad desde 10 a 200 rev/s; Medición y evaluación deintensidad de vibración in situ, 12/19854 OPTALIGN PLUSInstrucciones de operación y manual de alineación, PRÜFTECHNIKAG, Ismaning, Alemania, 03/1997

15
Desequilibrio
Amplitud de fn demasiado alta
■ ■ ■ ■ ■ Frecuencia de rotación fn = rpm/60■ ■ ■ ■ ■ Estandar de evaluación: ISO 2372, ISO/DIS 10816-3
Eje desalineado
Dos veces (2x) la frecuencia de rotación 2 fn
■■■■■ Radial: desalineado radial■■■■■ Axial: desalineado axial
f en Hzfn2fn
mm/s
f en Hz
mm/s
fn
Desequilibrio en rotor / eje desalineado

16
Los campos asimétricos de motores eléctricospueden estar causados por defectos en elestator o en el rotor. Los fallos más comunesson:
• Corto circuito causado por rozamiento delrotor o rotor quemado
• Bobinado asimétrico
• Fuente de energía asimétrica
• Posición excéntrica del rotor
Los fallos en el campo del estator pueden serreconocidos en el espectro de vibración comopicos que aparecen al doble de la frecuenciade red, sin bandas laterales.
8. Campo asimétrico del estator

17
Campo asimétrico del estator
2fred
Dos veces la frecuencia de red 2fred visible
Frecuencia de red fred = 50 or 60 Hz
Excepción: motores para rectificadoras
No se ven bandas laterales alrededor de 2fred
Máquinas de dos polos:Dos veces frecuencia de rotación cae justo debajo de 2fred
99.0 101.0f en Hzfn
mm/s
f en Hz2fn 2fred
mm/s
Campo asimétrico del estator
■■■■■ Corto circuito del rotor■■■■■ Posición excéntrica del rotor■■■■■ Fuente de energía asimétrica■■■■■ Bobinado asimétrico

18
Una asimetría en el campo del rotor estácausada por:
• Barras dañadas (quiebra/fractura, aflo-jamiento) o
• Barras en corto circuito o
• Anillos en corto cricuito (quiebra/fractura)o
• Paquetes de rotor en corto circuito (por ej.por sobrecarga en velocidad excesiva)
Estos fallos se pueden detectar en el espectrode vibración según estas evidencias
• Frecuencia de paso de barra con bandaslaterales a 2 veces frecuencia de red y
• Frecuencia de red con bandas laterales afrecuencia de patinaje.
9. Fallos en campo de rotor
La única solución posible en este caso esnormalmente cambiar completamente elrotor.

19
Fallos en campo de rotor
Frecuencia de paso de barra fbar conbandas laterales visibles en intervalos 2fred
Frecuencia de paso de barras fbarra = fn x nbarra
fn = frec. rotaciónnbarra = número de barras del rotor
Frecunecia de red: fred = 50 o 60 Hz
Bandas laterales visibles alrededor 2fred
a intervalos fpatin
frecuencia de patinaje fpatin = 2 fred /p - fn
p = número de polos del estator
99.0 101.0 f en Hz2fn2fred(100 Hz)
mm/s
fbarra f en Hzfn 2fred
mm/s
Fallos en campo de rotor
■■■■■ Quiebra de barra■■■■■ Fractura de barra■■■■■ Aflojamiento de barra

20
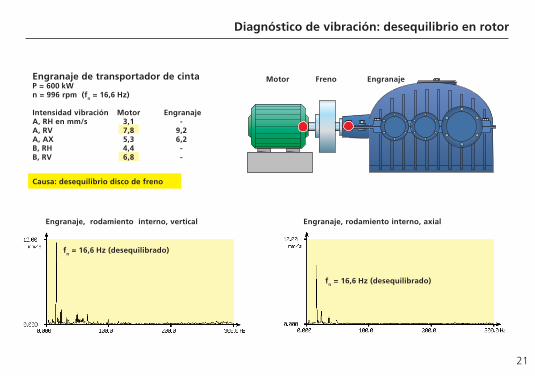
El espectro de vibración muestra un cuadrotípico de desequilibrio. Los niveles de intensi-dad de vibración medidos en varias localiza-ciones de la máquina indican que el origen dela vibración está próximo al acoplamiento. Unequilibrado simple del disco de freno redujo lavibración del motor a 3,5 mm/s y la vibracióndel engranaje a 3,1 mm/s.
10. Diagnóstico de vibración: desequilibrio en rotor
21
Diagnóstico de vibración: desequilibrio en rotor
Engranaje de transportador de cintaP = 600 kWn = 996 rpm (fn = 16,6 Hz)
Intensidad vibración Motor EngranajeA, RH en mm/s 3,1 -A, RV 7,8 9,2A, AX 5,3 6,2B, RH 4,4 -B, RV 6,8 -
Causa: desequilibrio disco de freno
Engranaje, rodamiento interno, vertical Engranaje, rodamiento interno, axial
EngranajeFrenoMotor
fn = 16,6 Hz (desequilibrado)
fn = 16,6 Hz (desequilibrado)
22
El espectro de vibración muestra un pico endos veces la frecuencia de rotación del eje, locual indica claramente desalineación en eje.Efectuando una alineación de eje desapare-cerá el pico pero el desequilibrio del rotorseñalado en el espectro anterior quedarápendiente de corrección.
11. Diagnóstico de vibración: eje desalineado

23
Diagnóstico de vibración: eje desalineado
Generador de hidroturbinaP = 55 kWn = 1000 rpm (fn = 16,67 Hz)
Intensidad de vib. Generador Engranaje
interno, RH 9,5 1,5 mm/sinterno, RV 4,1 -interno, AX 4,4 -
Corrección de alin. vertical Antes Después
Angularidad (Ø = 170 mm) 0,42 mm -0,02 mmDesal. paralela 0,44 mm 0,05 mm
Causa: eje desalineado
Generador, rodamiento interno, estado original Posterior a alineación de eje
fGen.
2fGen. = desalineaciónfGen.
2fGen. = alineación correcta
EngranajeGenerator

24
El motor ha comenzado a llamar la atencióndebido a elevada vibración, la cual tambiénsucede al quitar el acoplamiento. El picoinusual: dos veces la frecuencia señaló dañodel estator. Al desmontar se reveló que elpaquete del estator se había quemado debidoa un corto circuito. El motor tuvo que sertotalmente reemplazado.
12. Diagnóstico de vibración: campo asimétrico

25
Diagnóstico de vibración: campo asimétrico
Ventilador de fábrica de aceroP = 250 kWn = 2999 rpm (fn = 50 Hz)
Intensidad de vibración
Motor interno, RH 4,8 mm/s
Causa: estator quemado
Motor, interno, radial horizontal Vista con zoom, pico 100 Hz
2fred 2fred
Campo asimétrico
MotorVentilador
Campo asimétrico
26
Un motor de prensa ha desarrollado unafuerte vibración, produciendo ruidos inusua-les, los cuales se han hecho más pronunciadoscada día. En fuerte contraste con el espectrode vibración usual, la frecuencia de rotaciónha sido difícil de ver mientras que los múlti-plos de la frecuencia de rotación han sidoobvios. Estos síntomas persisten si se quita lacorrea del motor. El origen del problema haaparecido al ver que la polea en el eje delmotor está floja. Al fijar nuevamente el eje delmotor y reajustar la polea el problema haquedado resuelto.
13. Diagnóstico de vibración: polea floja
27
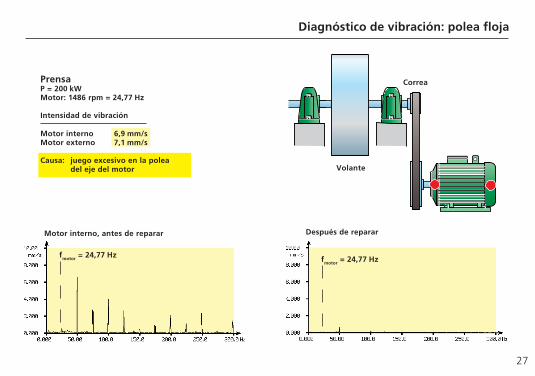
Diagnóstico de vibración: polea floja
PrensaP = 200 kWMotor: 1486 rpm = 24,77 Hz
Intensidad de vibración
Motor interno 6,9 mm/sMotor externo 7,1 mm/s
Causa: juego excesivo en la poleadel eje del motor
Motor interno, antes de reparar Después de reparar
fmotor = 24,77 Hz
Volante
Correa
fmotor = 24,77 Hz

28
Como regla general un daño en las rodadurasinternas del rodamiento no puede ser detectadopor niveles elevados de vibración de baja fre-cuencia hasta que el daño sea bastante impor-tante. La razón para que esto suceda es que alpasar los elementos rotativos sobre un áreadañada de la rodadura se crea un impulso dechoque que sólo puede ser detectado primera-mente en un campo de frecuencia alta. Debidoa esta situación es que se han desarrolladovalores globales característicos para el controldel rodamiento antifricción. Ya que no existeaún un estandar internacional al respecto, en-contrará una gran variedad de valores carac-terísticos que se pueden utilizar. La ilustraciónque prosigue muestra los parámetros más cono-cidos para rodamientos. En Alemania por ejem-plo, el método de impulso de choque se haimpuesto desde los últimos 25 años como unatécnica de medición fiable. En contraste contodos los otros parámetros de rodamiento, este
14. Evaluación de rodamiento según valores característicos globales
método usa dos parámetros para la evaluación.El valor máximo de impulso de choque dBm,que indica la intensidad de choque en la con-ducta rotativa del rodamiento y el cual es deutilidad para detectar daños iniciales en larodadura. El ‘nivel valle’ de impulsos de choquedBc indica el nivel de ruido base del rodamiento,el cual se incrementa originariamente debido aproblemas de lubricación, desgaste general derodadura, juego insuficiente del rodamiento odaños progresivos por instalación inapropiada.Una característica típica de todos los parámetrosde rodamiento antifricción es la dependencia desus niveles ante influencias diversas, tales comovelocidad de rotación, o sea tamaño del roda-miento y rpm, amortiguación de la señal, cargaen rodamiento y lubricación. Esta es la causa porlo cual se hace prácticamente necesario tomaruna medición comparativa en buen estado onormalizar las lecturas conforme buen estado.

29
■ ■ ■ ■ ■ Impulso de choque
■ ■ ■ ■ ■ Método K (t)
■ ■ ■ ■ ■ Spike energy
■ ■ ■ ■ ■ Valor BCU
■ ■ ■ ■ ■ Factor curtosis
■ ■ ■ ■ ■ Factor GSE
■ ■ ■ ■ ■ Factor SEE
■ ■ ■ ■ ■ Factor crest. acel.
Paramétros de evaluación del rodamiento
Independiente de valores característicos globales:aún se requiere evaluación fiable de condición
Valor inicial? Tolerancias?
Escala del incremento en el tiempo?
?
?

30
La ilustración siguiente muestra el procedi-miento de normalización que los instrumen-tos de PRÜFTECHNIK emplean durante lamedición de impulso de choque, para com-pensar así la influencia de las diferencias develocidad de rotación. El nivel inicial y el valorinicial ajustado dBia están determinados poruna toma de medición comparativa en buenestado. Esto sirve como referencia para elnivel de medición relativa del valor máximo deimpulso de choque dBm y el valor valle dBc.Este procedimiento permite comparar medi-ciones de diferentes rodamientos, empleandopara ello la misma escala, de manera tal queno se necesitará fijar individualmente las tol-erancias para cada localización de medición.
15. Normalización de la medición de impulso de choque

31
Normalización de la medición de impulso de choque
Medición no normalizada
Valor pico de impulso de choque dBm y valorvalle dBc como nivel absoluto en dBSV
Medición normalizada
Valor máx. de impulso de choque dBm y valor valle dBccomo nivel relativo en dBSV respecto a valor dBia
■■■■■ Valores (límites) fijados indivualmente para cada localización
dBm
dBC
Normalización
dBm
dBC
dBia
Alarm
Advertencia
Alarm
Advertencia
■■■■■ Valores dBia incluyen factores de influencia tales comovelocidad de rotación, amortiguación de la señal, cargaen rodamiento
■■■■■ Diferentes límites se vinculan con el valor de setupdBia, los mismos valores predefinidos se usarántambién para todas las localizaciones
dBn
40
dBsv
70
0
0

32
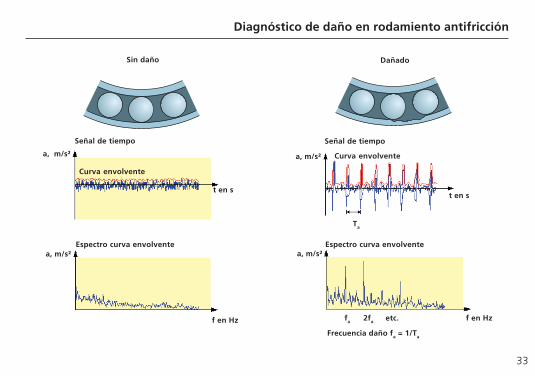
Similar a lo que sucede en el diagnóstico devibración vía medición de espectro de fre-cuencia, en un diagnóstico profundo en roda-miento antifricción se debe proceder a unanálisis de señal ‘envolvente’.
La ilustración siguiente explica el procedi-miento de análisis envolvente, el cual comien-za filtrando el campo apropiado de frecuen-cias que contienen la señal emitida por elrodamiento durante su operación. El compo-nente de señal es examinado por los impulsosque se alcanzan cuando los elementos delrodamiento atraviesan localizaciones daña-das. Se utiliza la demodulación para calcularuna curva que ‘envuelva’ la señal de roda-miento. Si el intervalo de tiempo entre picosperiódicos en la curva envolvente alcanza unade las frecuencias críticas características dedaño de rodamiento, entonces el componen-
16. Diagnóstico de daño en rodamiento antifricción
te de rodamiento correspondiente se asumirácomo dañado.
Este procedimiento permite una precisión ex-trema a la hora de diagnosticar daños enrodamientos antifricción, incluso en casosdonde componentes de señal extraños talescomo ruido en engranaje, tienden a tapar laseñal actual del rodamiento. Para esto serequiere conocimiento de ciertos datos ge-ométricos del rodamiento, incluyendo el diá-metro del rodamiento, el número y el diáme-tro de elementos rotativos, el ángulo de cargay la velocidad de operación.
33
Diagnóstico de daño en rodamiento antifricción
Señal de tiempo Señal de tiempo
Ta
f en Hz
DañadoSin daño
a, m/s²
a, m/s²
a, m/s²
Curva envolvente
Espectro curva envolvente
t en st en s
Espectro curva envolventea, m/s²
fa 2fa etc. f en Hz
Frecuencia daño fa = 1/Ta
Curva envolvente

34
Aquí aparece un ejemplo de daño avanzadoen la rodadura interna. El gran incremento enlos niveles de impulso de choque, especial-mente el de valor cresta dBm desde 18 a 48dBSV, lo cual significa un daño serio en elrodamiento. El análisis del espectro envolven-te indica un caso típico de daño en rodadura,el cual ha sido posteriormente confirmado alcambiar de rodamiento: una de las dos roda-duras del anillo interno ya mostraba unasuperficie dañada de cerca 15 x 15 mm / 5/8"x 5/8".
17. Diagnóstico de rodamiento: daño en rodadura interna

35
Diagnóstico de rodamiento: daño en rodadura interna
fi = frecuencia dañoen rodadura interior
Rodadura interior intacta
Rodamiento interno A Rodamiento externo BEspectro envolvente Espectro envolvente
Ventilador en cabina de pinturaP = 110 kWMotor: 1307 rpm = 21,78 HzVentilador: 908 rpm = 35,75 Hz
Rodamiento: rodamiento de rodillos 22218
Impulso de choque dBm dBc
Rodam. interno A 48 29 dBSVRodam. exerno B 18 7 dBSV
Daño severo en la rodadura interna del rodam. interno
Daño en rodadura
A B

36
PRÜFTECHNIK AGOskar-Messter-Str. 19-2185737 Ismaning, GermanyTel.: +49 89 99616-0Fax: +49 89 99616-300eMail: [email protected]
Tecnología productiva de mantenimiento
A member of the PRÜFTECHNIK Group