d´eveloppement r´ecents et perspectives en optimisation de
TRANSCRIPT
1
Developpement recents et perspectives
en optimisation de forme
et applications a la fabrication additive
Gregoire ALLAIRE, et de nombreux collaborateurs...
Post-docs: Beniamin BOGOSEL, Lukas JAKABCIN
Doctorants: Mathilde BOISSIER, Florian FEPPON, Perle
GEOFFROY, Lalaina RAKOTONDRAINIBE
Journee de rentree du CMAP, 4 octobre 2017.
Optimisation topologique et fabrication additive G. Allaire
2
PLAN DE L’EXPOSE
1. Introduction
Fabrication additive.
Rappel sur la methode des lignes de niveaux pour l’optimisation
geometrique et topologique.
2. Contraintes de fabrication pour la fonderie.
3. Contraintes pour la fabrication additive.
Limitation des porte-a-faux.
Creation de supports.
Minimisation des contraintes thermiques residuelles.
Optimisation topologique et fabrication additive G. Allaire
3
Equipe Mecanique, materiaux et optimisation de formes
Gregoire Allaire
Robert Brizzi
Antonin Chambolle
Vincent Giovangigli
Nicole Spillane
Thomas Wick
Post-docs: Beniamin BOGOSEL, Lukas JAKABCIN
Doctorants: Alois BISSUEL (Dassault Aviation), Mathilde BOISSIER
(CNRS), Qingqing FENG (CEA), Florian FEPPON (Safran), Perle
GEOFFROY (Safran), Sofiane HOUBAR (CEA), Lalaina
RAKOTONDRAINIBE (Renault)
Optimisation topologique et fabrication additive G. Allaire

4
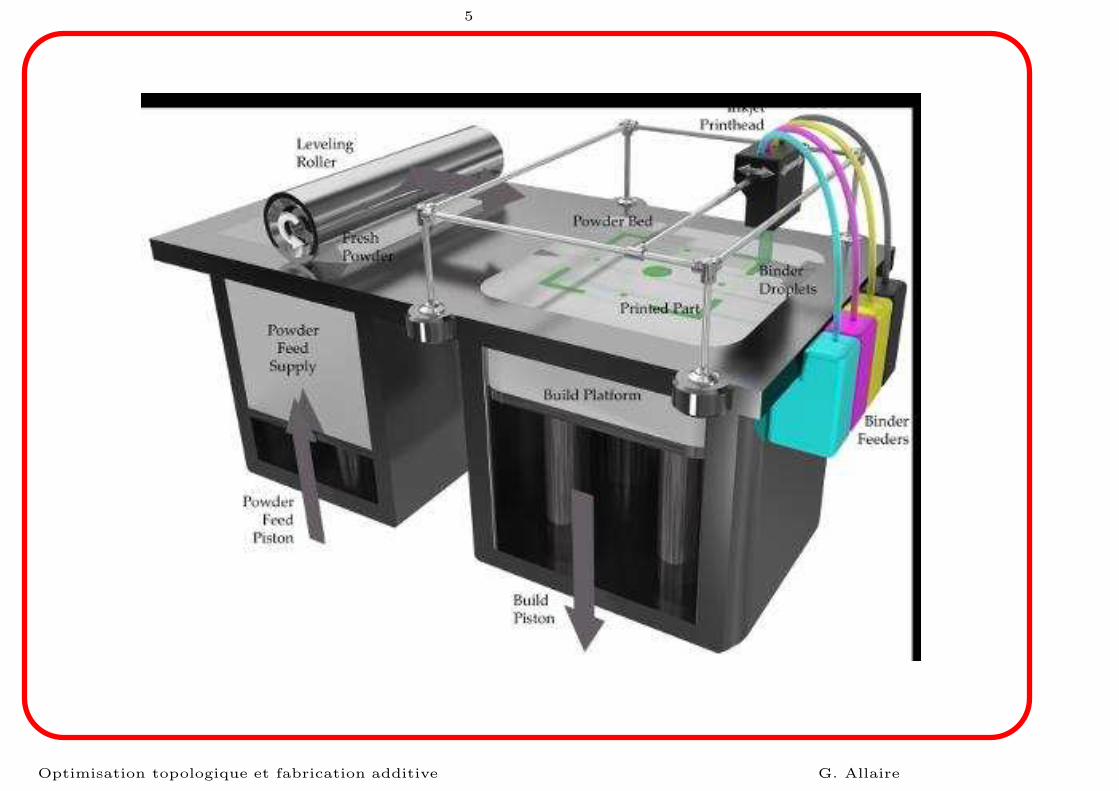
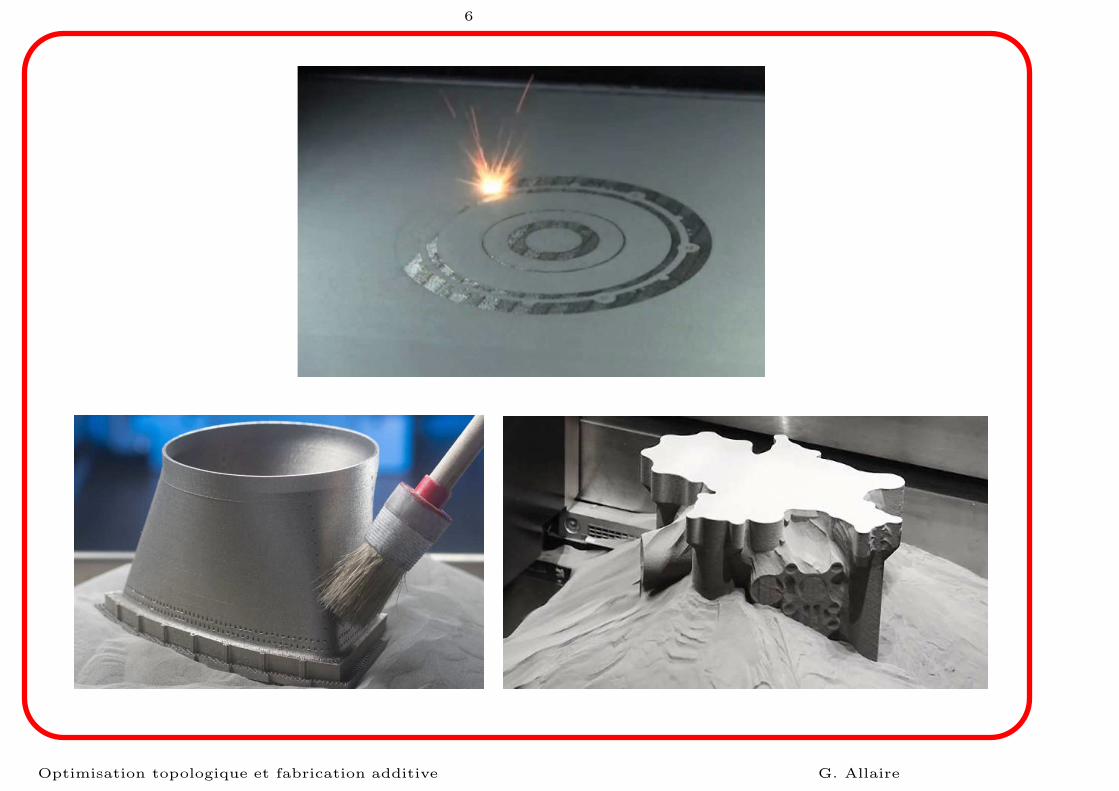
-I- INTRODUCTION
Additive manufacturing: structures built layer by layer.
Metallic powder melted by a laser or an electron beam.
Optimisation topologique et fabrication additive G. Allaire
5
Optimisation topologique et fabrication additive G. Allaire
6
Optimisation topologique et fabrication additive G. Allaire
7
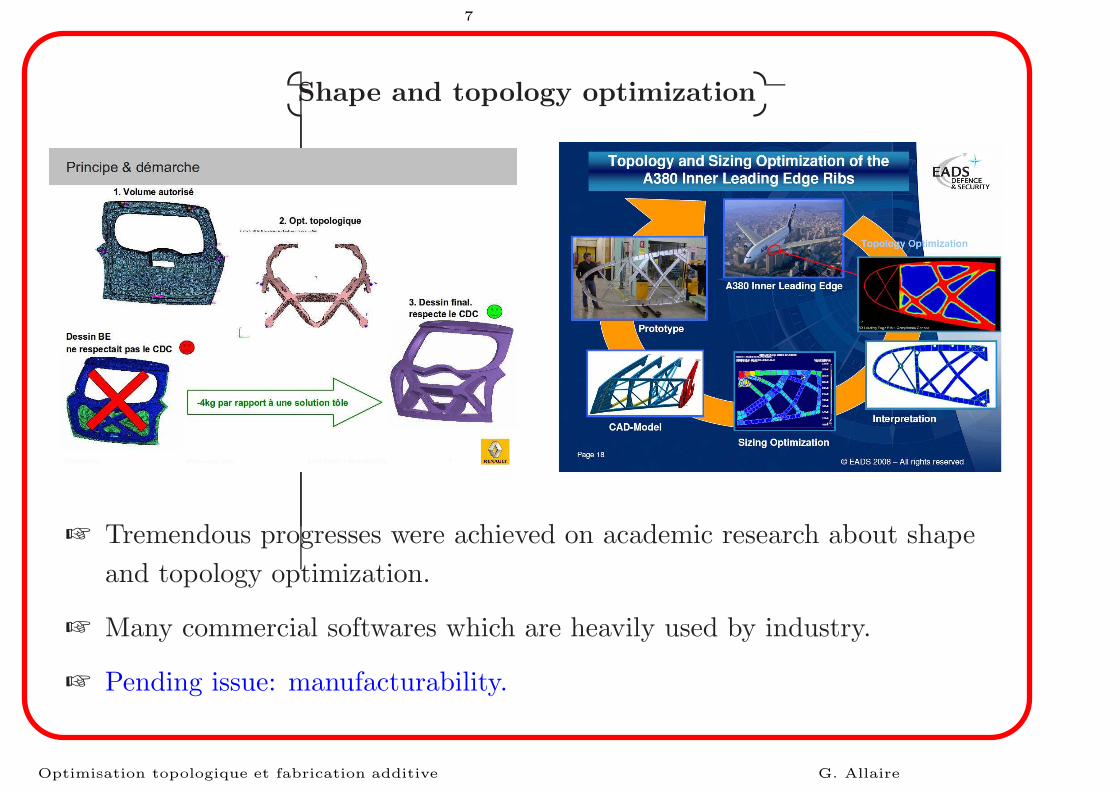
Shape and topology optimization
Tremendous progresses were achieved on academic research about shape
and topology optimization.
Many commercial softwares which are heavily used by industry.
Pending issue: manufacturability.
Optimisation topologique et fabrication additive G. Allaire
8
Shape and topology optimization
Minimize an objective function J(Ω) over a set Uad of admissibles shapes Ω
(including possible topology changes)
infΩ∈Uad,P (Ω)≤0
J(Ω)
with a (possible) constraint P (Ω)
J(Ω) =
∫
Ω
j(uΩ) dx , P (Ω) =
∫
Ω
c(uΩ) dx
where uΩ is the solution of a partial differential equation (state equation)
PDE(uΩ) = 0 in Ω
Optimisation topologique et fabrication additive G. Allaire
9
The model of linearized elasticity
For a given applied load g : ΓN → Rd, the displacement u : Ω → R
d is the
solution of
− div (Ae(u)) = 0 in Ω
u = 0 on ΓD(
Ae(u))
n = g on ΓN(
Ae(u))
n = 0 on Γ
with the strain tensor e(u) = 12
(
∇u+ (∇u)T)
, the stress tensor σ = Ae(u),
and A an homogeneous isotropic elasticity tensor.
Typical objective function: compliance
J(Ω) =
∫
ΓN
g · u dx,
Typical constraint: fixed volume or weight.
Optimisation topologique et fabrication additive G. Allaire
10
LEVEL SET METHOD
Framework of Hadamard’s method of shape variations.
Main tool: the level set method of Osher and Sethian (JCP 1988).
Early references: Sethian and Wiegmann (JCP 2000), Osher and Santosa
(JCP 2001), Allaire, Jouve and Toader (CRAS 2002, JCP 2004, CMAME
2005), Wang, Wang and Guo (CMAME 2003).
Optimisation topologique et fabrication additive G. Allaire
11
FRONT PROPAGATION BY LEVEL SET
Shape capturing method on a fixed mesh of the “working domain” D.
A shape Ω is parametrized by a level set function
ψ(x) = 0 ⇔ x ∈ ∂Ω ∩D
ψ(x) < 0 ⇔ x ∈ Ω
ψ(x) > 0 ⇔ x ∈ (D \ Ω)
Assume that the shape Ω(t) evolves in time t with a normal velocity V (t, x).
Then its motion is governed by the following Hamilton Jacobi equation
∂ψ
∂t+ V |∇xψ| = 0 in D.
Optimisation topologique et fabrication additive G. Allaire
12
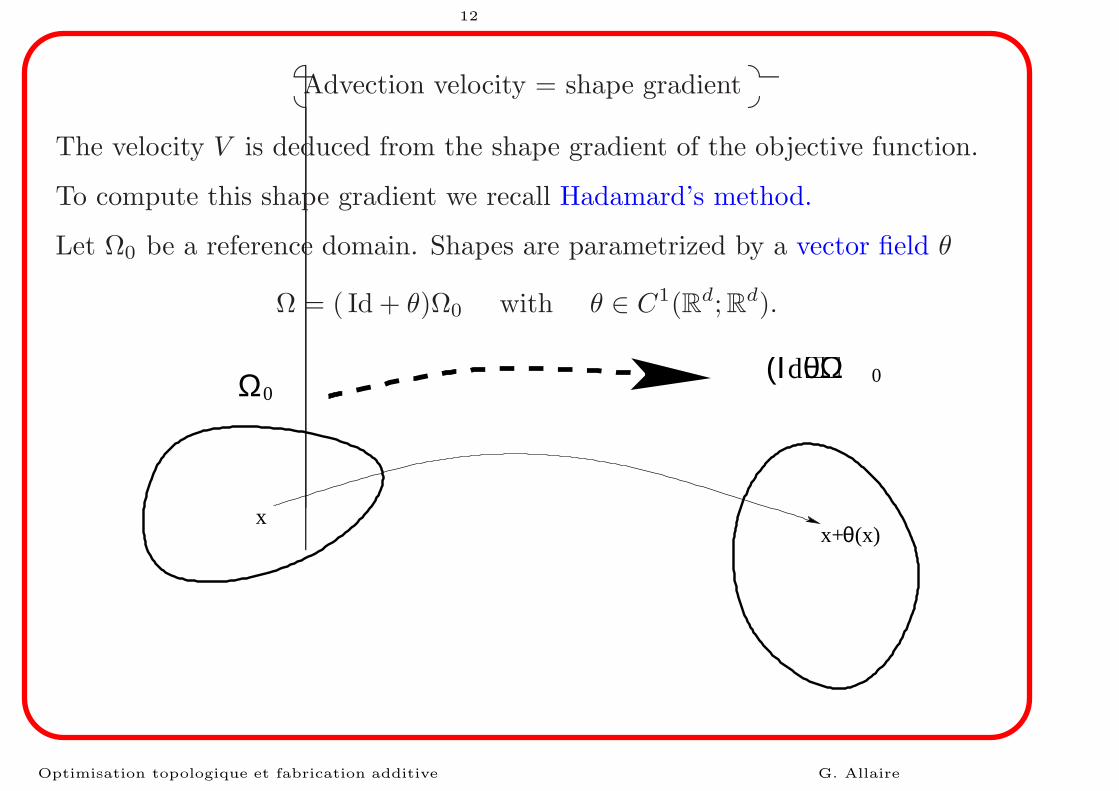
Advection velocity = shape gradient
The velocity V is deduced from the shape gradient of the objective function.
To compute this shape gradient we recall Hadamard’s method.
Let Ω0 be a reference domain. Shapes are parametrized by a vector field θ
Ω = ( Id + θ)Ω0 with θ ∈ C1(Rd;Rd).
x
Ω
x+ (x)θ
0 d 0(Ι +θ)Ω
Optimisation topologique et fabrication additive G. Allaire
13
Shape derivative
Definition: the shape derivative of J(Ω) at Ω0 is the Frechet differential of
θ → J(
( Id + θ)Ω0
)
at 0.
Hadamard structure theorem: the shape derivative of J(Ω) can always be
written (in a distributional sense)
J ′(Ω0)(θ) =
∫
∂Ω0
θ(x) · n(x) j(x) ds
where j(x) is an integrand depending on the state u and an adjoint p.
We choose the velocity V = θ · n such that J ′(Ω0)(θ) ≤ 0.
Simplest choice: V = θ · n = −j but other ones are possible (including
regularization).
Optimisation topologique et fabrication additive G. Allaire
14
NUMERICAL ALGORITHM
1. Initialization of the level set function ψ0 (including holes).
2. Iteration until convergence for k ≥ 1:
(a) Compute the elastic displacement uk for the shape ψk.
Deduce the shape gradient = normal velocity = Vk
(b) Advect the shape with Vk (solving the Hamilton Jacobi equation) to
obtain a new shape ψk+1.
——————————————————————————————
For numerical examples, see the web page:
http://www.cmap.polytechnique.fr/˜optopo/level en.html
Optimization algorithms:
1. Lagrangian (possibly augmented) algorithm,
2. SLP (sequential linear programming).
Optimisation topologique et fabrication additive G. Allaire

15
Examples of results with complex topologies
Hard to manufacture with traditional technologies (e.g. casting).
Either, add geometrical constraints.
Or, go for additive manufacturing.
Optimisation topologique et fabrication additive G. Allaire
16
-II- Contraintes de fabrication pour la fonderie
Avec Francois Jouve et Georgios Michailidis (projet Rodin 2012-2015)
G. Allaire, F. Jouve, G. Michailidis, Thickness control in structural
optimization via a level set method, SMO 53, 1349-1382 (2016).
Optimisation topologique et fabrication additive G. Allaire
17
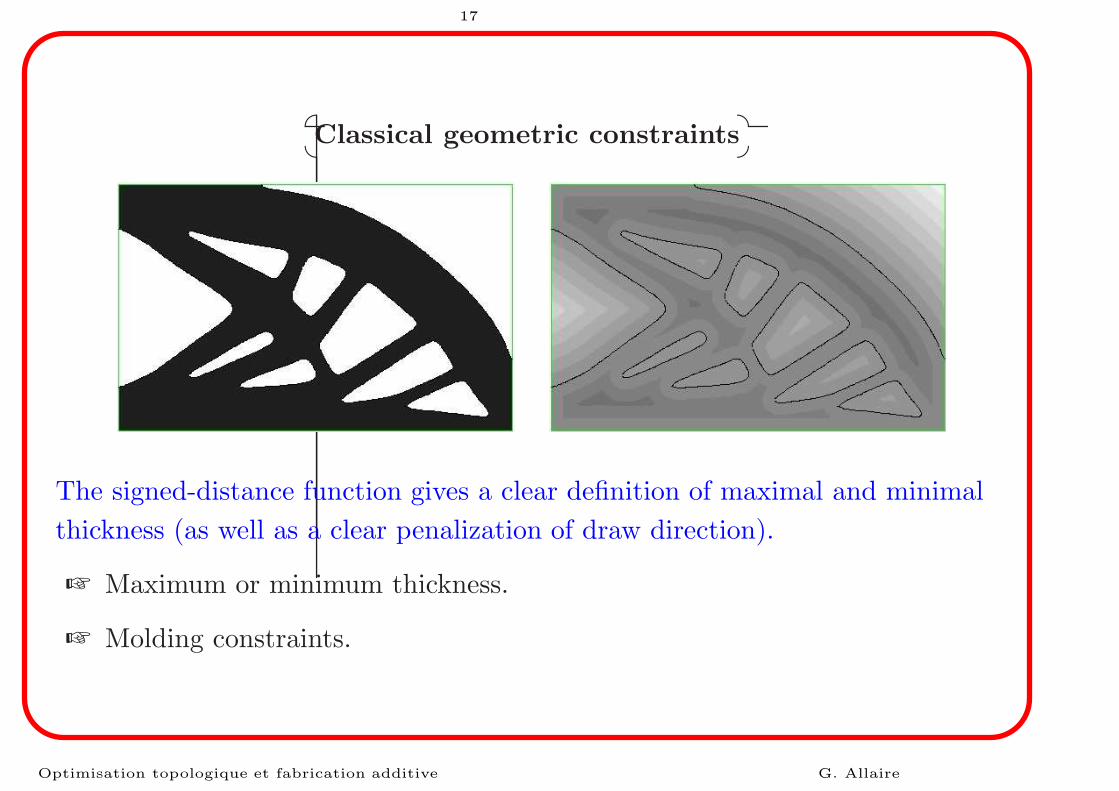
Classical geometric constraints
The signed-distance function gives a clear definition of maximal and minimal
thickness (as well as a clear penalization of draw direction).
Maximum or minimum thickness.
Molding constraints.
Optimisation topologique et fabrication additive G. Allaire
18
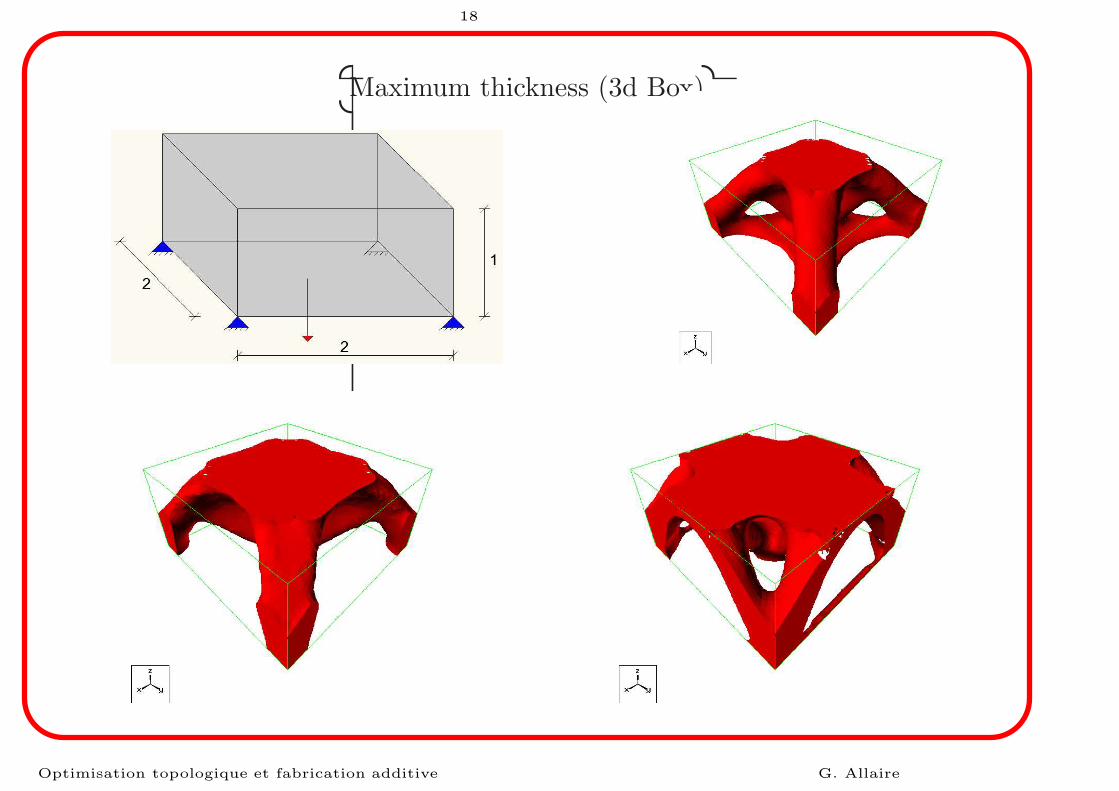
Maximum thickness (3d Box)
Optimisation topologique et fabrication additive G. Allaire

19
Minimum thickness (3d)
Optimisation topologique et fabrication additive G. Allaire

20
No constraint (top), vertical draw direction (bottom).
Parting surface fixed at bottom (left) and free (right).
Optimisation topologique et fabrication additive G. Allaire
21
-III- Contraintes pour la fabrication additive
Projet SOFIA (SOlutions pour la Fabrication Industrielle Additive
metallique) avec Add-Up, Michelin, Safran, ESI, etc.
Although there are less constraints than for casting, here is a partial list of
constraints for additive manufacturing:
preferred orientation of thin and slender structures,
overhang limitation,
thermal residual stress,
minimal time (or energy) for completion,
removing the powder (no closed holes).
The previous geometrical constraints may be useful but new ones are required.
Optimisation topologique et fabrication additive G. Allaire
22
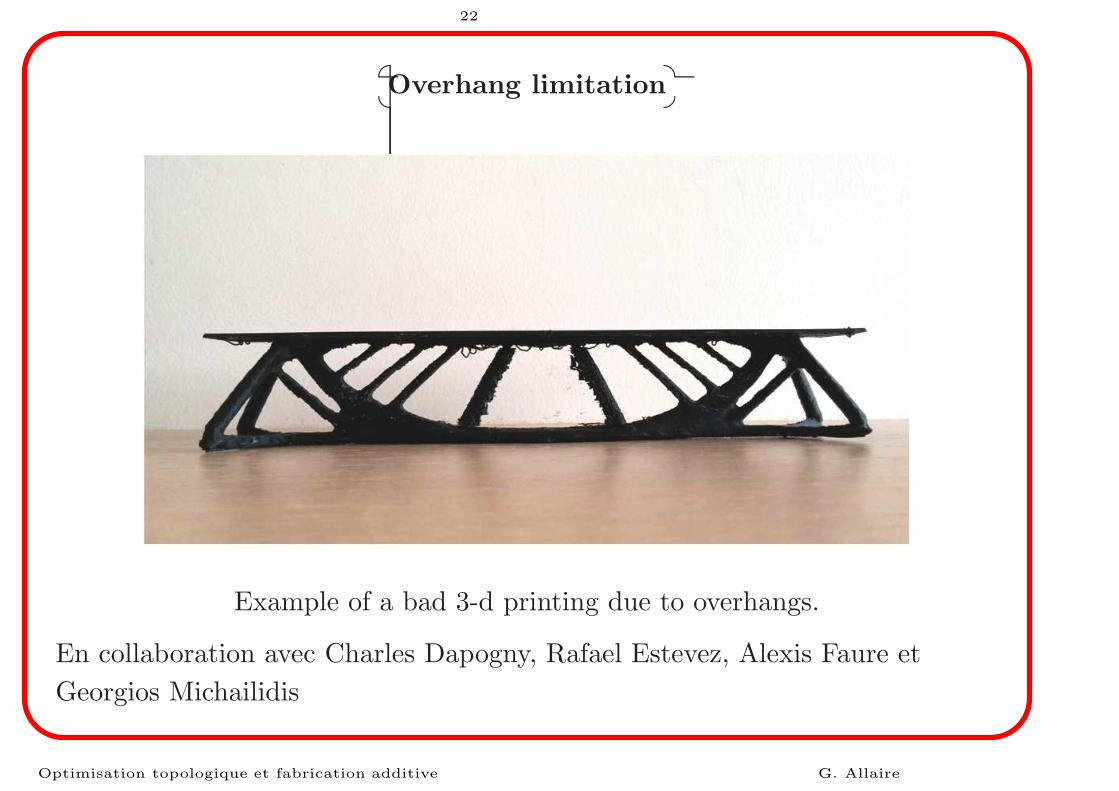
Overhang limitation
Example of a bad 3-d printing due to overhangs.
En collaboration avec Charles Dapogny, Rafael Estevez, Alexis Faure et
Georgios Michailidis
Optimisation topologique et fabrication additive G. Allaire

23
Geometric constraint on the normal angle
To avoid bad 3-d printing due to overhangs, we forbid some angles of the
normal to the shape with the build direction d.
For a given angle φ, our pointwise criterion reads
n(x) · d ≤ cosφ, ∀x ∈ ∂Ω.
Denoting (·)+ ≡ max(·, 0), a global penalized formulation is
P (Ω) =
∫
∂Ω
[
(
n(s) · d− cosφ)+
]2
ds
Optimisation topologique et fabrication additive G. Allaire
24
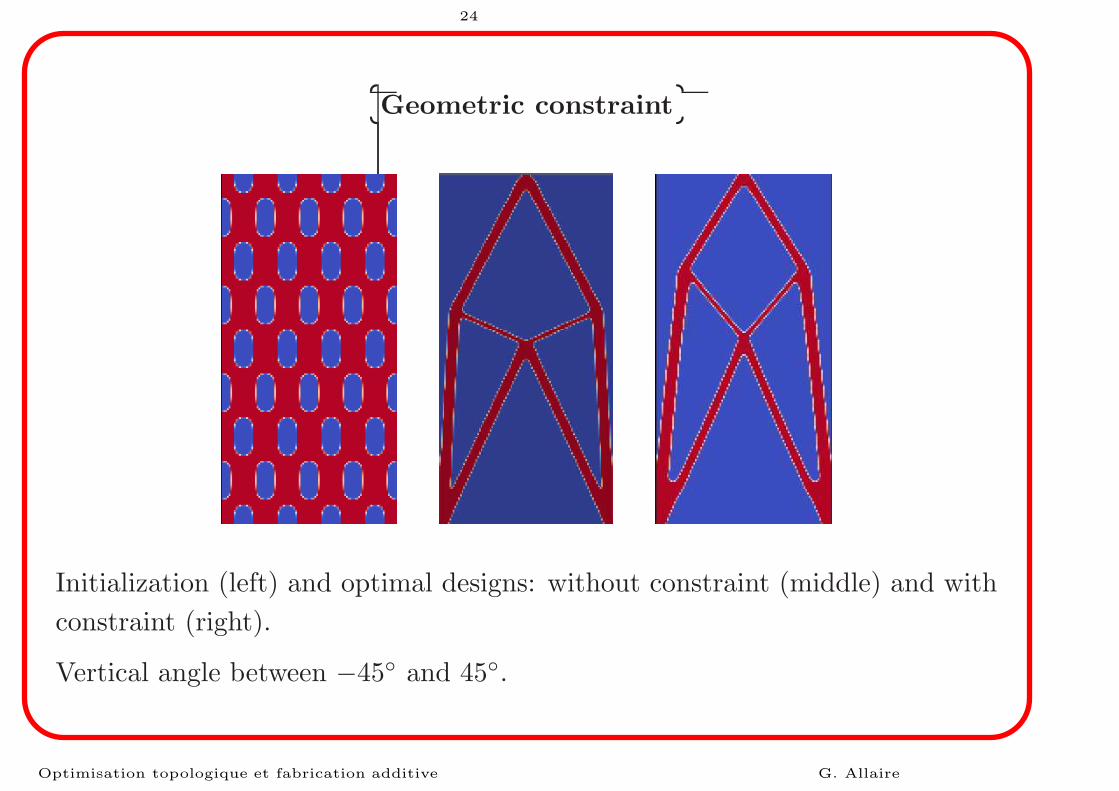
Geometric constraint
Initialization (left) and optimal designs: without constraint (middle) and with
constraint (right).
Vertical angle between −45 and 45.
Optimisation topologique et fabrication additive G. Allaire
25
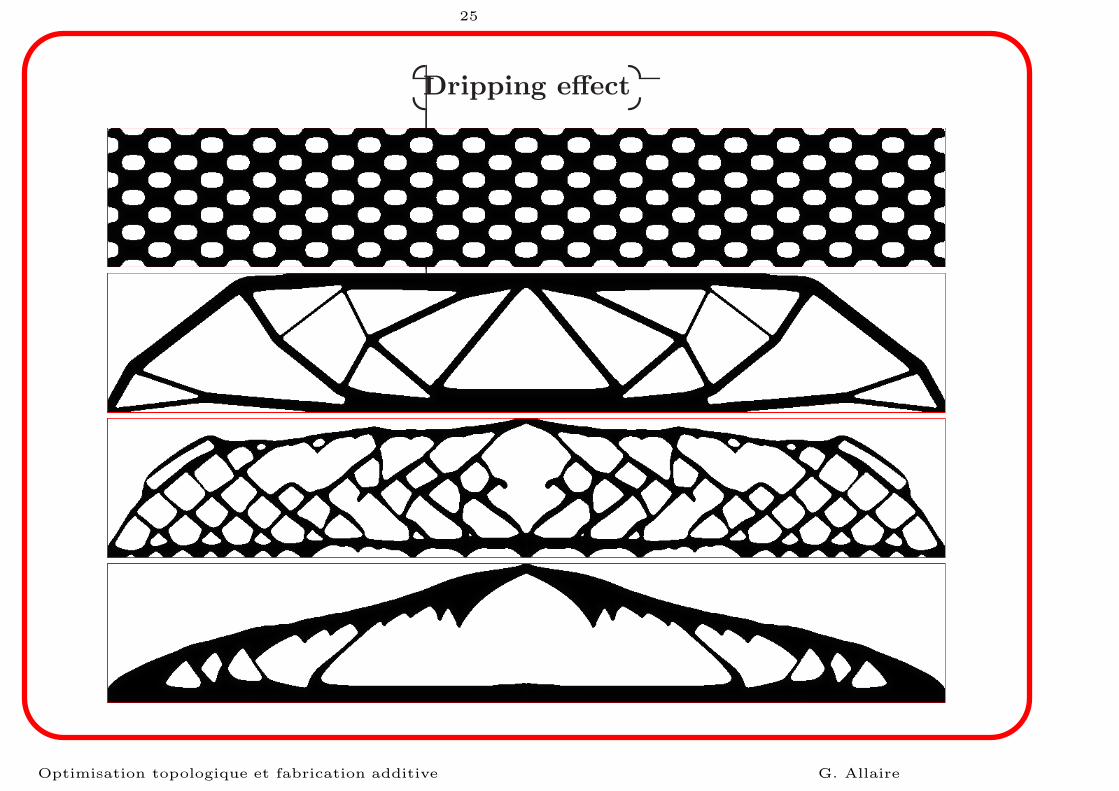
Dripping effect
Optimisation topologique et fabrication additive G. Allaire
26
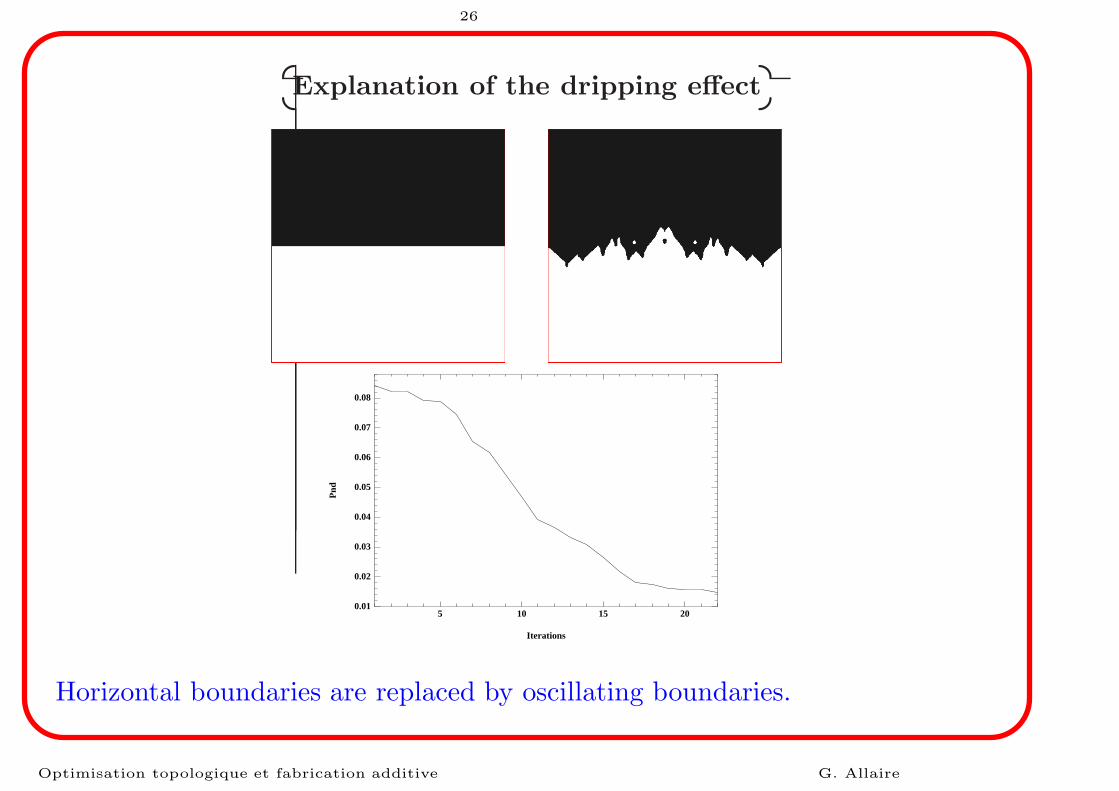
Explanation of the dripping effect
Iterations
Pnd
10 205 150.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
Horizontal boundaries are replaced by oscillating boundaries.
Optimisation topologique et fabrication additive G. Allaire
27
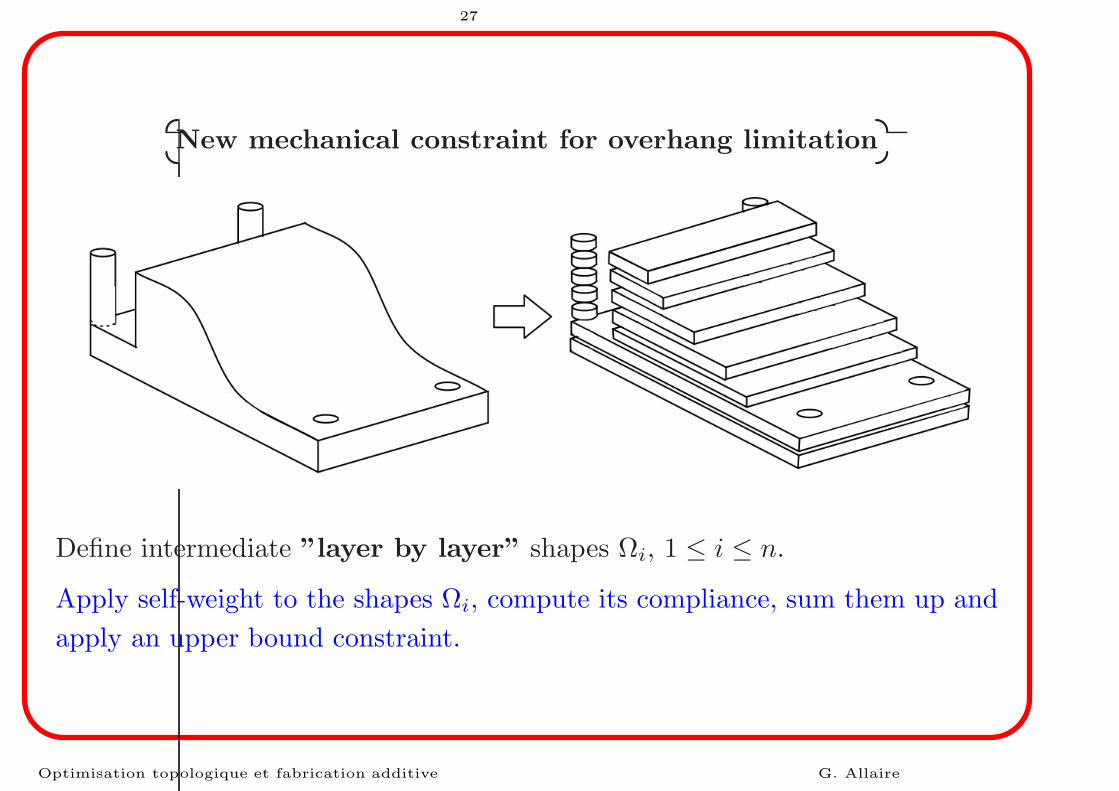
New mechanical constraint for overhang limitation
Define intermediate ”layer by layer” shapes Ωi, 1 ≤ i ≤ n.
Apply self-weight to the shapes Ωi, compute its compliance, sum them up and
apply an upper bound constraint.
Optimisation topologique et fabrication additive G. Allaire
28
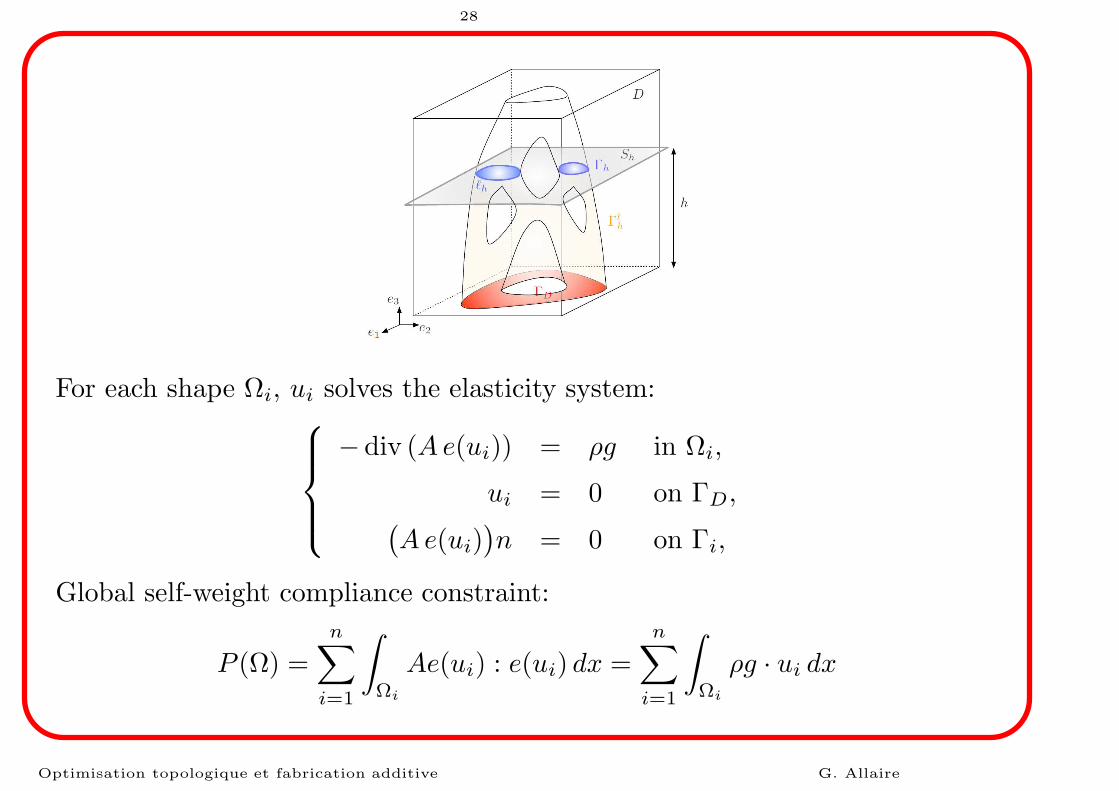
For each shape Ωi, ui solves the elasticity system:
− div (Ae(ui)) = ρg in Ωi,
ui = 0 on ΓD,(
Ae(ui))
n = 0 on Γi,
Global self-weight compliance constraint:
P (Ω) =
n∑
i=1
∫
Ωi
Ae(ui) : e(ui) dx =
n∑
i=1
∫
Ωi
ρg · ui dx
Optimisation topologique et fabrication additive G. Allaire
29
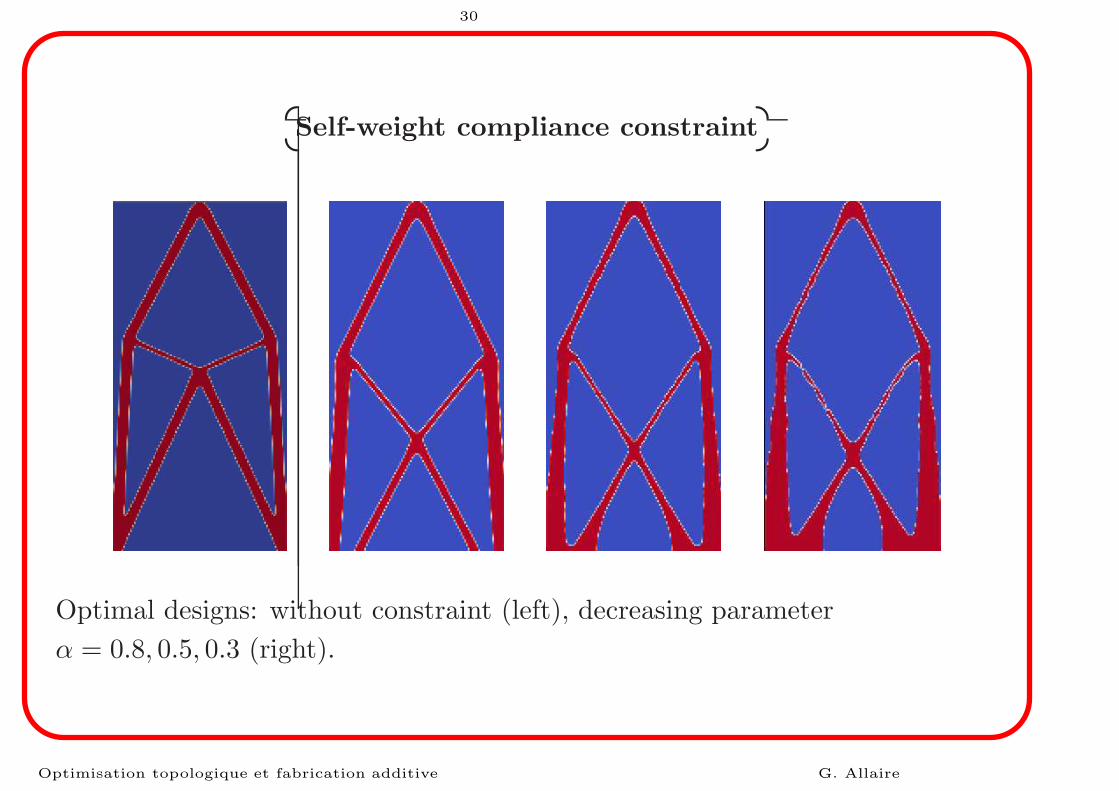
Self-weight compliance constraint
We solve the optimization problem:
minΩ⊂D
Compliance
s.t. V (Ω) ≤ 0.20|D|
P (Ω) ≤ αP (Ωref ), α ∈ (0, 1).
where Ωref is the optimal design without constraint and α is a parameter of
the method.
Optimisation topologique et fabrication additive G. Allaire
30
Self-weight compliance constraint
Optimal designs: without constraint (left), decreasing parameter
α = 0.8, 0.5, 0.3 (right).
Optimisation topologique et fabrication additive G. Allaire
31
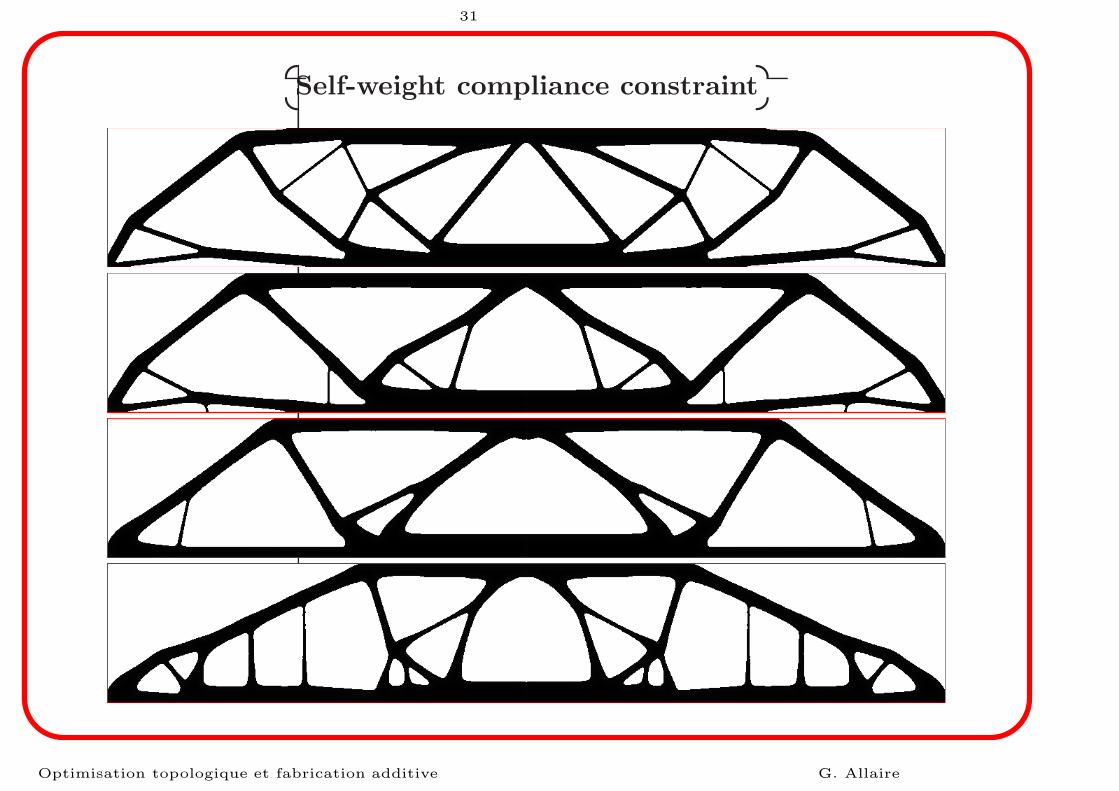
Self-weight compliance constraint
Optimisation topologique et fabrication additive G. Allaire
32
Upper-weight compliance constraint
Variant for a better efficiency: only the upper part of the structure is
loaded.
gδ(x) =
g if hi − δ < xd < hi,
0 otherwise,
where hi is the height of Ωi and δ > 0.
For each shape Ωi, ui solves the elasticity system:
− div (Ae(ui)) = ρgδ in Ωi,
ui = 0 on ΓD,(
Ae(ui))
n = 0 on Γi,
Global upper-weight compliance constraint:
P (Ω) =n∑
i=1
∫
Ωi
Ae(ui) : e(ui) dx =n∑
i=1
∫
Ωi
ρgδ · ui dx
Optimisation topologique et fabrication additive G. Allaire
33
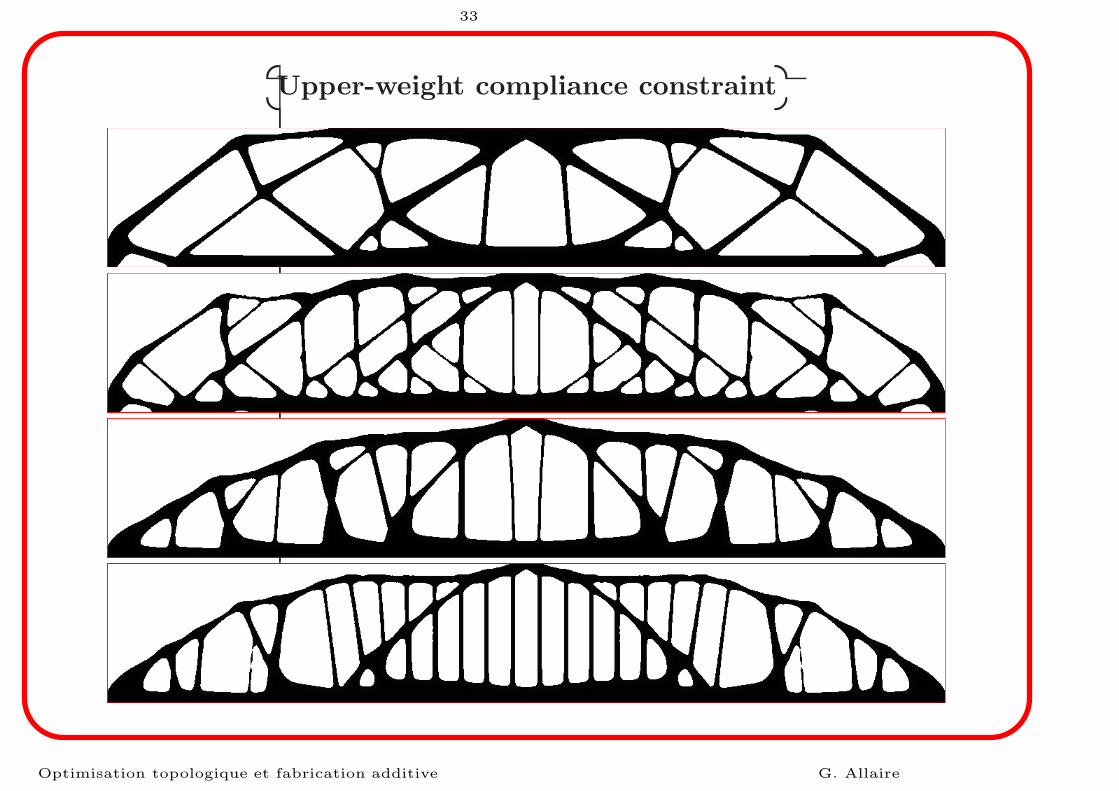
Upper-weight compliance constraint
Optimisation topologique et fabrication additive G. Allaire
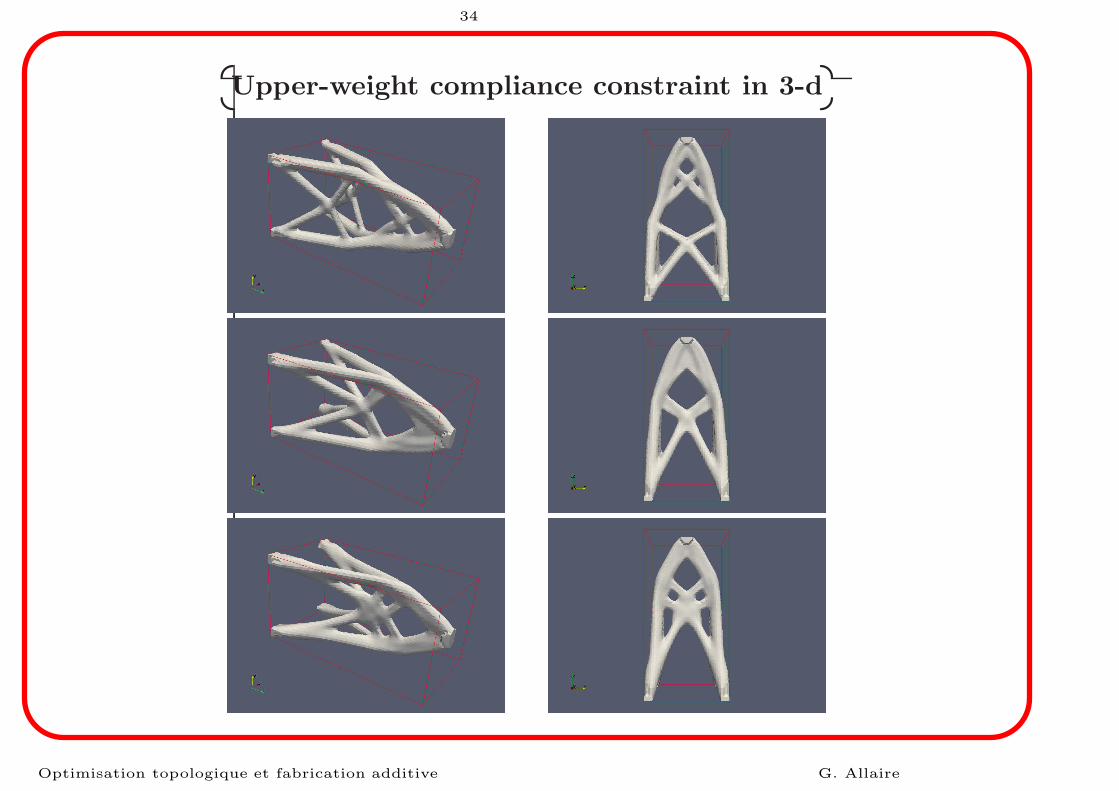
34
Upper-weight compliance constraint in 3-d
Optimisation topologique et fabrication additive G. Allaire
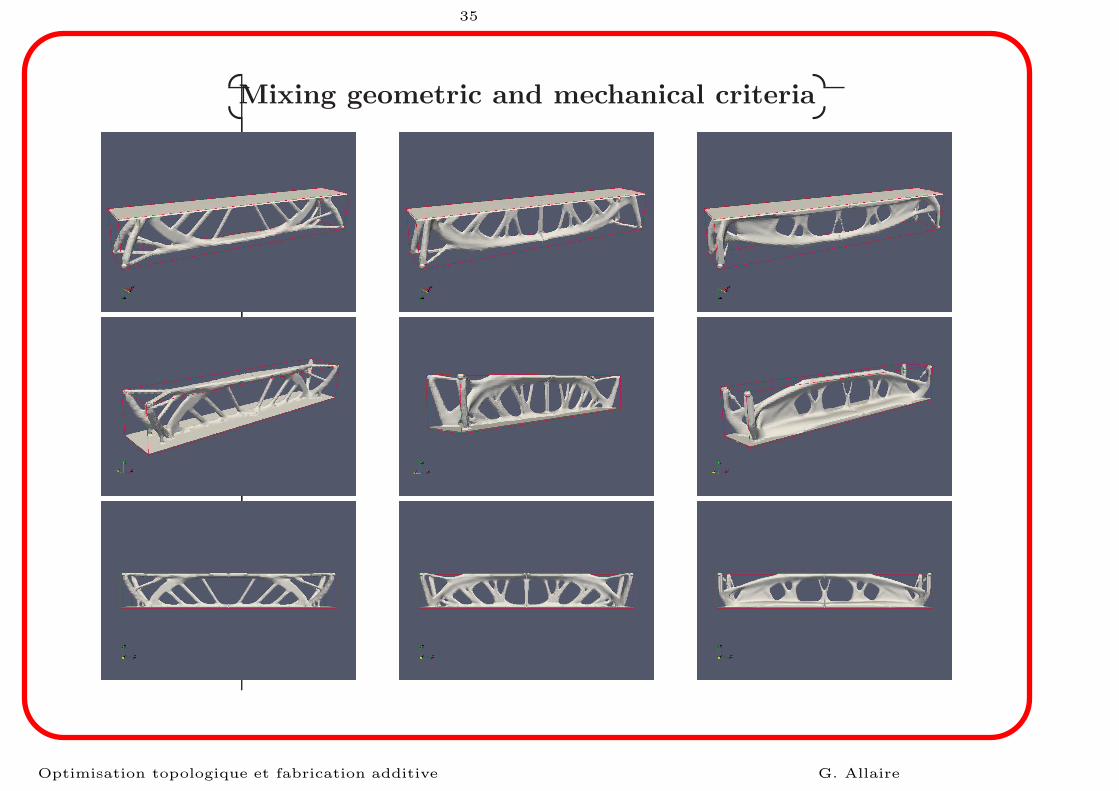
35
Mixing geometric and mechanical criteria
Optimisation topologique et fabrication additive G. Allaire

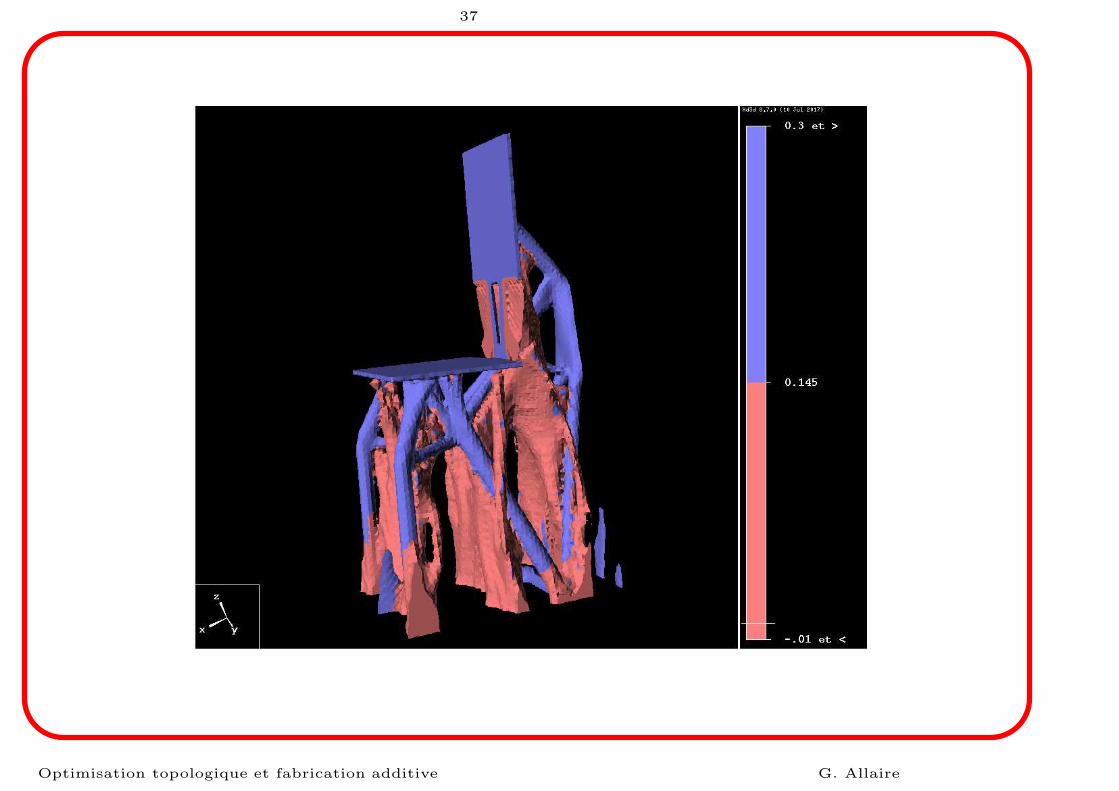
36
Ajout de supports optimises
Travail de Beniamin Bogosel.
Modele simplifie:
1. On garde la forme finale fixe.
2. On ajoute des supports de volume minimal et permettant a la forme de
”tenir” sous l’effet de la gravite.
Optimisation topologique et fabrication additive G. Allaire
37
Optimisation topologique et fabrication additive G. Allaire
38
Contraintes thermiques residuelles
Travail de Lukas Jakabcin.
Modele plus precis (mais plus cher):
Keep the intermediate ”layer by layer” shapes Ωi, 1 ≤ i ≤ n.
Each layer i is built between time ti−1 and ti.
Holes are now filled by a metallic powder.
Thermal residual stress computed by a model introduced in
L. Van Belle, J.-C. Boyer, G. Vansteenkiste,
Investigation of residual stresses induced during the selective laser melting
process, Key Engineering Materials, 1828-2834 (2013).
Optimisation topologique et fabrication additive G. Allaire

39
Optimisation topologique et fabrication additive G. Allaire
40
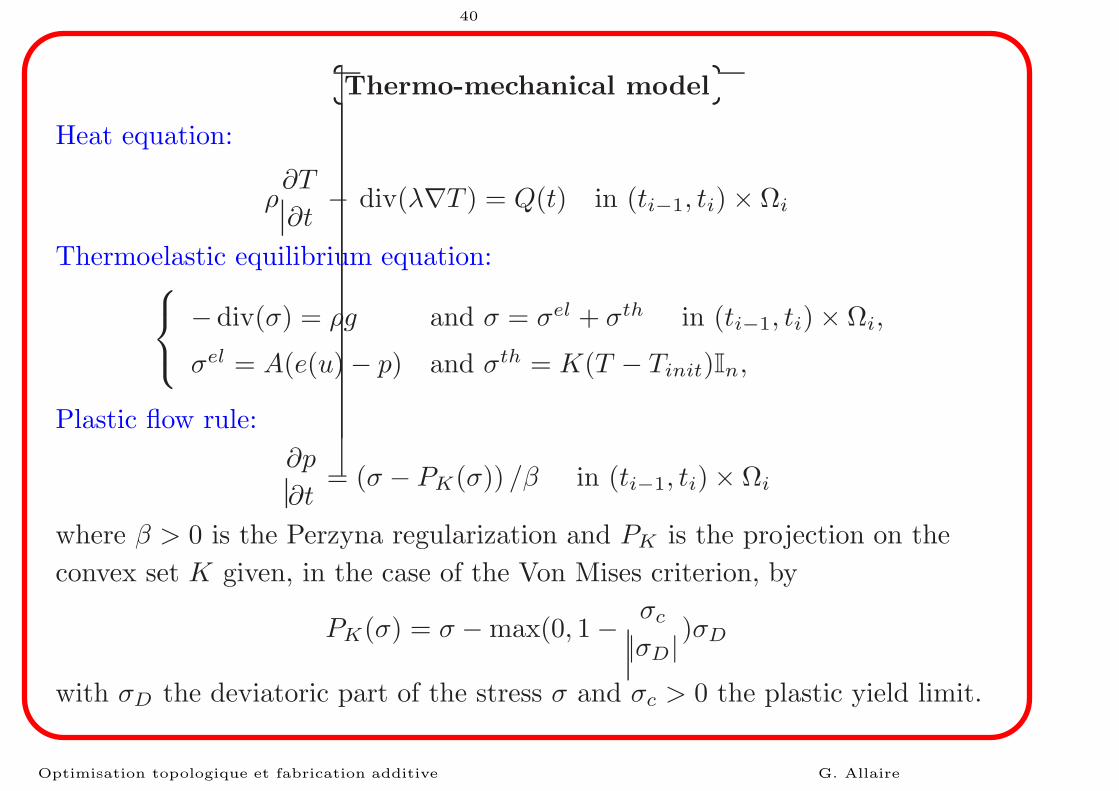
Thermo-mechanical model
Heat equation:
ρ∂T
∂t− div(λ∇T ) = Q(t) in (ti−1, ti)× Ωi
Thermoelastic equilibrium equation:
− div(σ) = ρg and σ = σel + σth in (ti−1, ti)× Ωi,
σel = A(e(u)− p) and σth = K(T − Tinit)In,
Plastic flow rule:
∂p
∂t= (σ − PK(σ)) /β in (ti−1, ti)× Ωi
where β > 0 is the Perzyna regularization and PK is the projection on the
convex set K given, in the case of the Von Mises criterion, by
PK(σ) = σ −max(0, 1−σc|σD|
)σD
with σD the deviatoric part of the stress σ and σc > 0 the plastic yield limit.
Optimisation topologique et fabrication additive G. Allaire
41
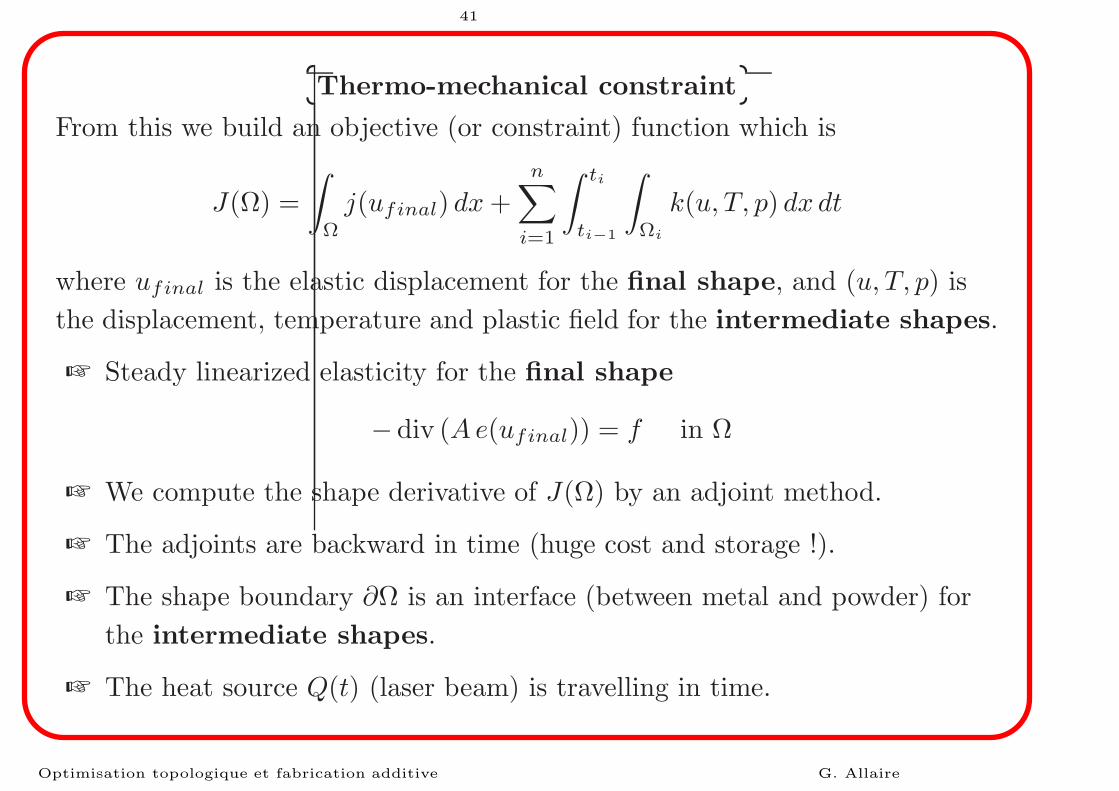
Thermo-mechanical constraint
From this we build an objective (or constraint) function which is
J(Ω) =
∫
Ω
j(ufinal) dx+n∑
i=1
∫ ti
ti−1
∫
Ωi
k(u, T, p) dx dt
where ufinal is the elastic displacement for the final shape, and (u, T, p) is
the displacement, temperature and plastic field for the intermediate shapes.
Steady linearized elasticity for the final shape
− div (Ae(ufinal)) = f in Ω
We compute the shape derivative of J(Ω) by an adjoint method.
The adjoints are backward in time (huge cost and storage !).
The shape boundary ∂Ω is an interface (between metal and powder) for
the intermediate shapes.
The heat source Q(t) (laser beam) is travelling in time.
Optimisation topologique et fabrication additive G. Allaire
42
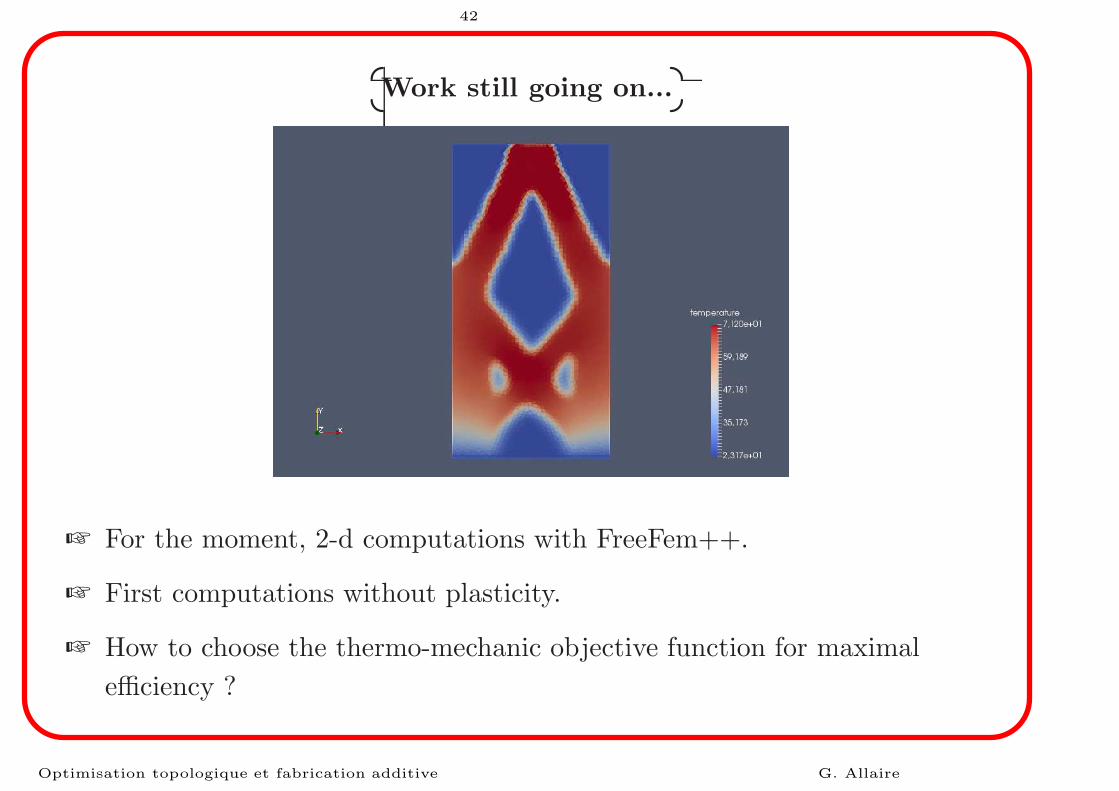
Work still going on...
For the moment, 2-d computations with FreeFem++.
First computations without plasticity.
How to choose the thermo-mechanic objective function for maximal
efficiency ?
Optimisation topologique et fabrication additive G. Allaire
43
G. Allaire, Ch. Dapogny, A. Faure, G. Michailidis, Shape optimization of a
layer by layer mechanical constraint for additive manufacturing, C. R. Math.
Acad. Sci. Paris, 355, no. 6, 699-717 (2017). HAL preprint: hal-01398877.
G. Allaire, C. Dapogny, R. Estevez, A. Faure and G. Michailidis, Structural
optimization under overhang constraints imposed by additive manufacturing
technologies, to appear in J. Comput. Phys. HAL preprint hal-01523009 (May
2017).
Work still going on...
Optimisation topologique et fabrication additive G. Allaire