destilación multicomponente
TRANSCRIPT

Ing. Ramón Quintero OPERACIONES UNITARIAS II

Ing. Ramón Quintero
El principal inconveniente en el análisis de columnas de destilación multicomponente, más allá de determinar el grado de fraccionamiento que se requiere para cada uno de los compuestos que conforman la alimentación, es calcular las variables de operación (presión y temperatura) en el tope, fondo y en las corrientes límites de batería de la torre. Una secuencia normal de pasos para el diseño de éste tipo de torres implica: 1. Especificar la separación deseada 2. Fijar la presión de la columna 3. Determinación de variables de diseño a) Determinación del reflujo mínimo. b) Número de platos y etapa de alimentación óptima. c) Optimización del reflujo. Éstas condiciones de diseño pueden desarrollarse a partir de métodos aproximados, tales como: a) Método Fenske – Underwood y Gilliland, el cual determina el nº de etapas y el reflujo mínimo y de operación. b) Krenser, se emplea para torres de absorción, extracción líquido – líquido. c) Edmister, para destilación multicomponente con alimentaciones y salidas laterales múltiples. 4. Cálculo riguroso de la columna Para el cual se requiere simuladores o paquetes informáticos para determinar la distribución de cada especie en todos los platos de la columna.
1. ESPECIFICAR LA SEPARACIÓN DESEADA. Lo normal es que se disponga de especificaciones para el producto final. En una columna simple y sin extracciones laterales, se tienen los balances de materia ya conocidos:
F = B + D F·(XF) = B·(XB) + D· (XD)
En el caso de una destilación multicomponente se tiene un balance global y ecuaciones de balance por componentes, tantas como componentes menos uno tenga la mezcla. Este sistema resulta indeterminado debido a que aparecen más incógnitas que ecuaciones. Se deben fijar las incógnitas necesarias para poder resolver el sistema. Normalmente una de ellas suele ser la alimentación . También es posible especificar la separación indicando el porcentaje de la alimentación que sale por cabeza o por fondo, o, el porcentaje de un determinado componente que sale en alguno de los productos. Lo más frecuente es dar dos especificaciones de composición: la de un componente en el destilado y la de otro en el fondo. De esta manera el resto de composiciones vienen fijadas por el balance antes expuesto.
Componentes Clave: Son aquellos compuestos para los que se especifica la separación, es decir, quienes delimitan la distribución de destilado y fondo.
Componente Clave ligero (LK) Componente Clave pesado (HK)
Es el más volátil de ambos ó el más pesado entre los componentes livianos
Es el menos volátil de ambos ó, el más volátil de los pesados
Ing. Ramón Quintero
Componentes “No Clave Distribuido”: Es aquel componente cuya volatilidad se encuentra entre la volatilidad de los componentes clave, ó, en dado caso, cuya volatilidad es muy similar a la volatilidad de uno de los componentes claves.
2.- . FIJAR LA PRESIÓN DE LA COLUMNA Una columna puede trabajar a presión, a vacío o a presión atmosférica. Lo más económico resultaría operar a presión atmosférica, pero esto no es siempre posible
Presión de Vacío -La temperatura produce descomposición de los componentes,
ensuciamiento o polimerización. -La alta temperatura en el hervidor complica el aporte de calor.
Sobre presión Se va a operar a presión en los casos en que resulte interesante
refrigerar con agua o con aire en el condensado
En el caso de que se tenga que trabajar a vacío se debe elegir la mayor presión posible, pues a medida que aumenta el vacío aumenta el diámetro de la columna y por tanto su coste. Si se trabaja a sobrepresión, se debe elegir la mínima posible ya que el aumento de la presión produce una disminución de la volatilidad y dificulta la separación. Un procedimiento empleado para la estimación de la presión es el de Seader y Henley. Este método también permite la elección del tipo de condensador. Lo más conveniente es que la presión en cabeza sea inferior a 2,86 MPa y la temperatura mínima 50ºC (que corresponde al uso de agua de refrigeración).
1. Estimación de las composiciones de cabeza y fondo. 2. En la cabeza de la columna se calcula la presión de burbuja del destilado (PD) a 50ºC. a) Si PD < 1,5 MPa (215 Psia) se usa un condensador total y utiliza agua como
refrigerante. b) Si PD > 1,5 MPa ya no se puede utilizar un condensador total y se calcula la
presión de rocío del destilado. c) Si PD,r < 2,5 Mpa (365 Psia.) se usa un condensador parcial con agua como
refrigerante. d) Si PD,r > 2,5 MPa se busca un refrigerante para trabajar a 2,86 MPa como
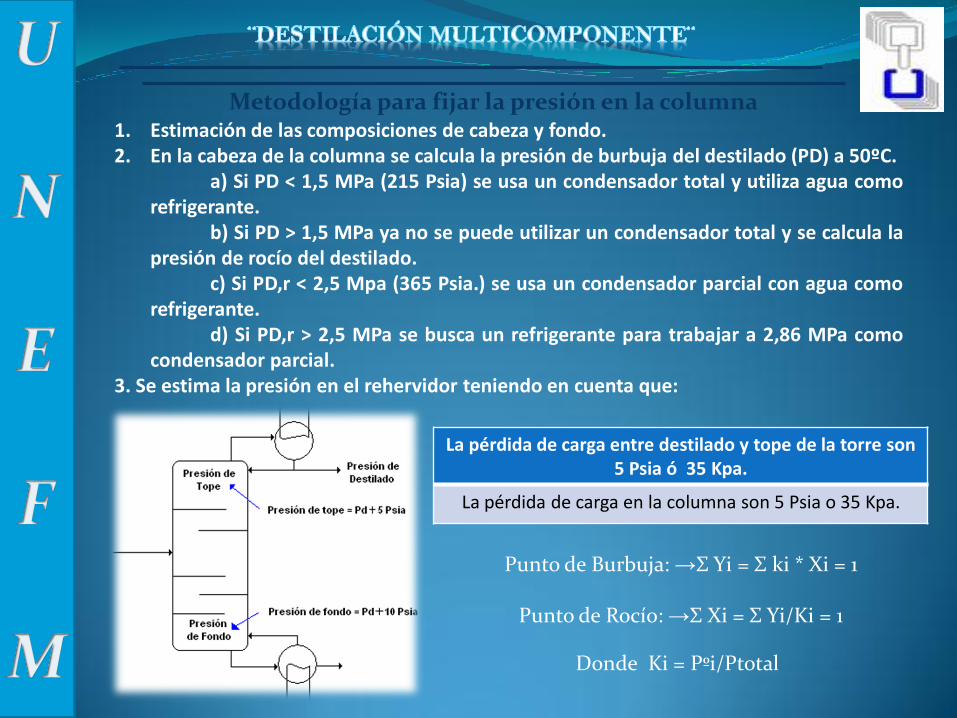
condensador parcial. 3. Se estima la presión en el rehervidor teniendo en cuenta que:
Metodología para fijar la presión en la columna
La pérdida de carga entre destilado y tope de la torre son 5 Psia ó 35 Kpa.
La pérdida de carga en la columna son 5 Psia o 35 Kpa.
Punto de Burbuja: →Σ Yi = Σ ki * Xi = 1
Punto de Rocío: →Σ Xi = Σ Yi/Ki = 1
Donde Ki = Pºi/Ptotal

Metodología para fijar la presión en la columna
4. La condición térmica de la alimentación se determina por medio de un cálculo de Flash adiabático para una presión de plato de alimentación igual a P = PD + 7,5 Psia (50 Kpa.)
XF*(1-Ki) = 0 1+ V (Ki-1)
Σ
3.- METODO DE FENSKE-UNDERWOOD-GILLILAND
Si se conoce la presión en un determinado plato de la torre (data empírica) se puede determinar la presión en cualquier punto de la misma, asumiendo las siguientes consideraciones:
Columnas atmosférica y de sobrepresión Columnas a vacío
Se asume una caída de presión de 0,1 Psi (0.7 KPa) por cada plato
Se asume una caída de presión de 0,05 Psia (0.35 KPa) por cada plato
1.- ECUACION DE FENSKE Se emplea para calcular el número mínimo de etapas de equilibrio (Nmin). El Nmin aumenta a medida que la separación se hace más difícil, es decir, para flujos o % de recuperación relativamente grandes del clave liviano o valores de volatilidad relativa cercanos a uno entre los componentes. El Nmin es independiente de la condición térmica de la alimentación y sólo depende del grado de separación deseado y de la volatilidad relativa.
Ing. Ramón Quintero
Con esto se conoce la fracción vaporizada

Ing. Ramón Quintero
METODO DE FENSKE-UNDERWOOD-GILLILAND
1.- ECUACION DE FENSKE La ecuación de Fenske da una rápida estimación para las Etapas Mínimas requeridas para la operación, es decir, cuando la torre trabaja a Reflujo Total, si se considera la volatilidad relativa constante:
𝑁𝑚𝑖𝑛 =
𝐿𝑛𝑋𝐿𝐾𝑋𝐻𝐾 𝐷𝑒𝑠𝑡𝑖𝑙𝑎𝑑𝑜
∗𝑋𝐻𝐾𝑋𝐿𝐾 𝐹𝑜𝑛𝑑𝑜
𝐿𝑛 ∝𝐿𝐾𝐻𝐾 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜
α (LK/HK) promedio
Volatilidad del clave ligero en comparación al pesado
∝𝑇𝑜𝑝𝑒 −∝𝐹𝑜𝑛𝑑𝑜
∝𝑇𝑜𝑝𝑒 +𝐹𝑜𝑛𝑑𝑜≤ 0,1𝐿𝑛
∝𝑇𝑜𝑝𝑒 +∝𝐹𝑜𝑛𝑑𝑜
2
Si se cumple esta relación la volatilidad relativa se considera constante y se puede utilizar la ecuación de Fenske
∝𝐿𝐾/𝐻𝐾= ∝𝑇𝑜𝑝𝑒∗ ∝𝐹𝑜𝑛𝑑𝑜
∝𝐿𝐾/𝐻𝐾= ∝𝑇𝑜𝑝𝑒∗ ∝𝐴𝑙𝑖𝑚𝑒𝑛𝑡∗ ∝𝐹𝑜𝑛𝑑𝑜3
∝𝐿𝐾/𝐻𝐾 a la Temperatura de la alimentación
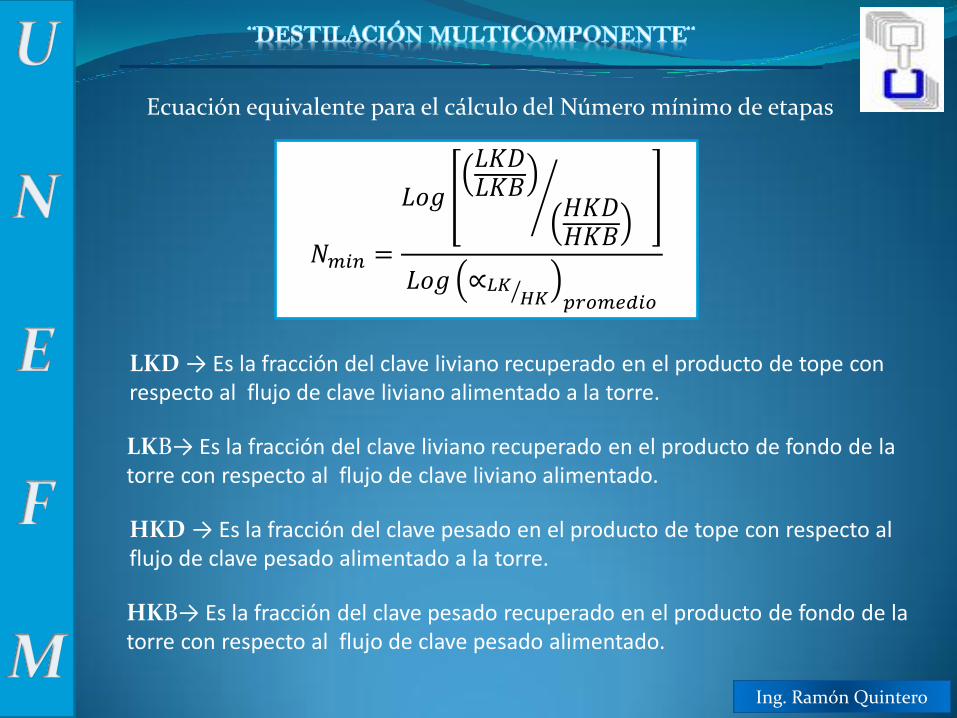
𝑁𝑚𝑖𝑛 =
𝐿𝑜𝑔
𝐿𝐾𝐷𝐿𝐾𝐵
𝐻𝐾𝐷𝐻𝐾𝐵
𝐿𝑜𝑔 ∝𝐿𝐾𝐻𝐾 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜
Ecuación equivalente para el cálculo del Número mínimo de etapas
LKD → Es la fracción del clave liviano recuperado en el producto de tope con respecto al flujo de clave liviano alimentado a la torre.
LKB→ Es la fracción del clave liviano recuperado en el producto de fondo de la torre con respecto al flujo de clave liviano alimentado.
HKD → Es la fracción del clave pesado en el producto de tope con respecto al flujo de clave pesado alimentado a la torre.
HKB→ Es la fracción del clave pesado recuperado en el producto de fondo de la torre con respecto al flujo de clave pesado alimentado.
Ing. Ramón Quintero

Distribución de cada componente “No Clave” a Reflujo total
Para determinar la distribución o la concentración de otros componentes en el destilado y en los fondos en reflujo total, la ecuación de Fenske se puede reordenar y escribirse para cualquier otro componente de la siguiente forma:
𝑏𝑖 =𝐹𝑖
1 +𝑑𝐻𝐾𝑏𝐻𝐾(∝ 𝑖 𝐻𝐾 )
𝑁𝑚𝑖𝑛 𝑑𝑖 =
𝐹𝑖 ∗𝑑𝐻𝐾𝑏𝐻𝐾
∝ 𝑖 𝐻𝐾 𝑁𝑚𝑖𝑛
1 +𝑑𝐻𝐾𝑏𝐻𝐾(∝ 𝑖 𝐻𝐾 )
𝑁𝑚𝑖𝑛
Nmin → Etapas teóricas determinadas a partir de la ecuación de Fenske
dHK →Flujo molar del clave pesado en el destilado.
bHK → Flujo molar del clave pesado en el fondo de la torre.
Fi→ Flujo molar del elemento analizado en la alimentación.
α(i/HK) → Volatilidad promedio de un elemento en comparación al clave pesado.
Ing. Ramón Quintero
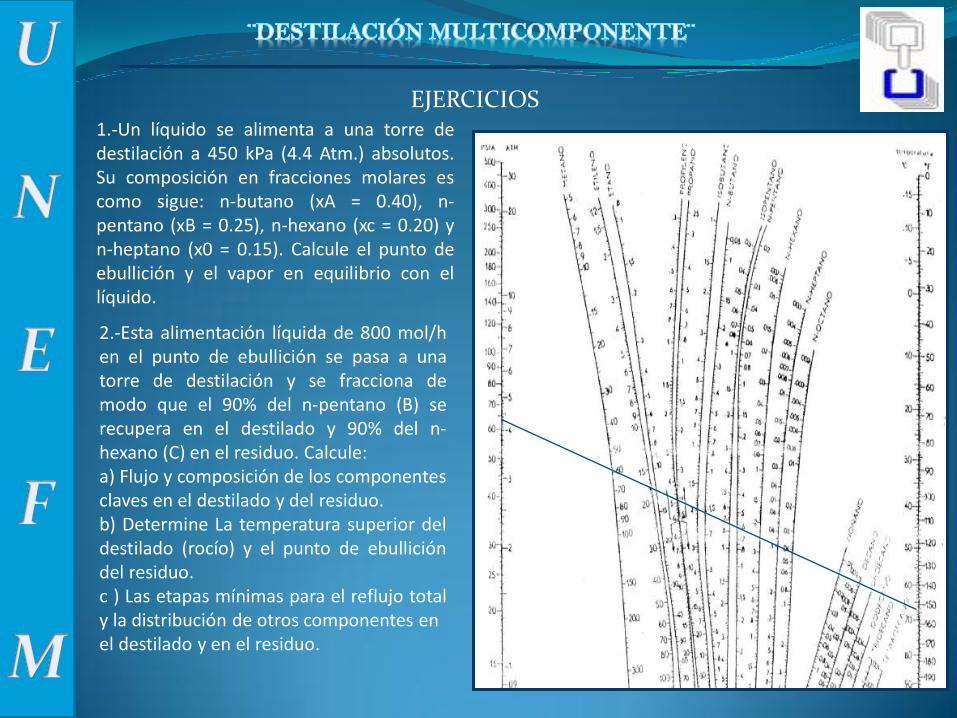
1.-Un líquido se alimenta a una torre de destilación a 450 kPa (4.4 Atm.) absolutos. Su composición en fracciones molares es como sigue: n-butano (xA = 0.40), n-pentano (xB = 0.25), n-hexano (xc = 0.20) y n-heptano (x0 = 0.15). Calcule el punto de ebullición y el vapor en equilibrio con el líquido.
2.-Esta alimentación líquida de 800 mol/h en el punto de ebullición se pasa a una torre de destilación y se fracciona de modo que el 90% del n-pentano (B) se recupera en el destilado y 90% del n-hexano (C) en el residuo. Calcule: a) Flujo y composición de los componentes claves en el destilado y del residuo. b) Determine La temperatura superior del destilado (rocío) y el punto de ebullición del residuo. c ) Las etapas mínimas para el reflujo total y la distribución de otros componentes en el destilado y en el residuo.
EJERCICIOS
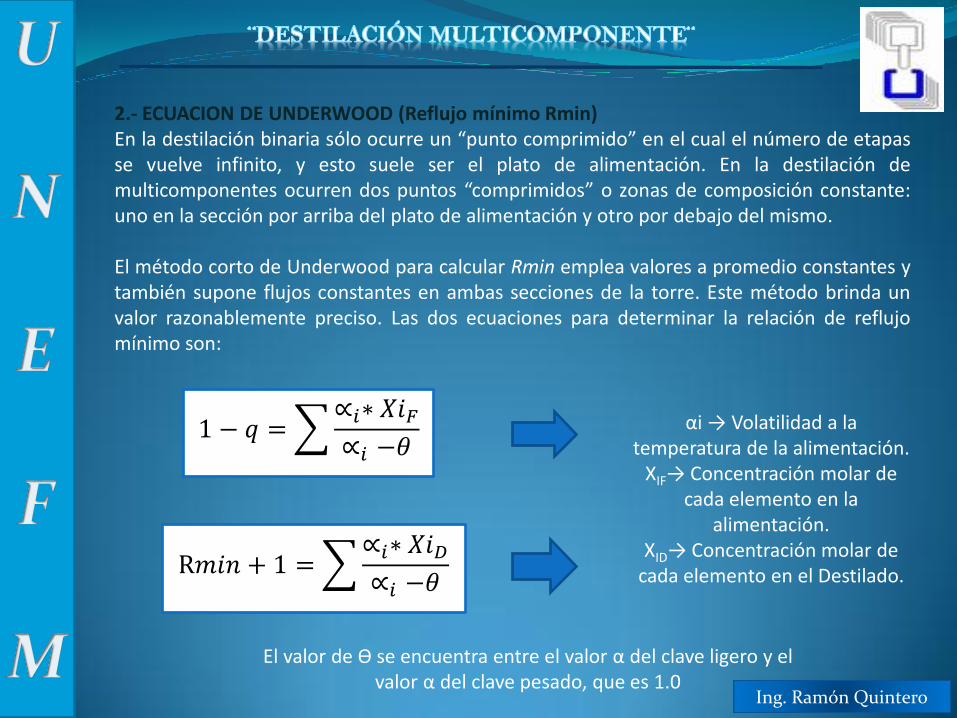
2.- ECUACION DE UNDERWOOD (Reflujo mínimo Rmin) En la destilación binaria sólo ocurre un “punto comprimido” en el cual el número de etapas se vuelve infinito, y esto suele ser el plato de alimentación. En la destilación de multicomponentes ocurren dos puntos “comprimidos” o zonas de composición constante: uno en la sección por arriba del plato de alimentación y otro por debajo del mismo.
El método corto de Underwood para calcular Rmin emplea valores a promedio constantes y también supone flujos constantes en ambas secciones de la torre. Este método brinda un valor razonablemente preciso. Las dos ecuaciones para determinar la relación de reflujo mínimo son:
1 − 𝑞 = ∝𝑖∗ 𝑋𝑖𝐹∝𝑖 −𝜃
R𝑚𝑖𝑛 + 1 = ∝𝑖∗ 𝑋𝑖𝐷∝𝑖 −𝜃
Ing. Ramón Quintero
αi → Volatilidad a la temperatura de la alimentación.
XIF→ Concentración molar de cada elemento en la
alimentación. XID→ Concentración molar de
cada elemento en el Destilado.
El valor de Ѳ se encuentra entre el valor α del clave ligero y el valor α del clave pesado, que es 1.0

3.- CORRELACIÓN DE GILLILAND (NÚMERO DE ETAPAS IDEALES)
La correlación de Gilliland suministra una buena aproximación para determinar el número de platos ideales que se requieren para el fraccionamiento analizado. Se puede emplear para cualquier condición termodinámica de la alimentación, no obstante, otras correlaciones (Ebbar Maddox) tiene mejores aproximaciones para alimentaciones de Líquido saturado. Emplea el Nmin calculado por Fenske y la relación de reflujo mínimo determinado por Underwood.
𝑅 − 𝑅𝑚𝑖𝑛
𝑅 + 1 𝑣𝑠 𝑁 − 𝑁𝑚𝑖𝑛
𝑁 + 1
Correlaciona
F R/Rmin
Agua 1.25
Refrigerante 1.40– 1.50
Supertorre 1.10
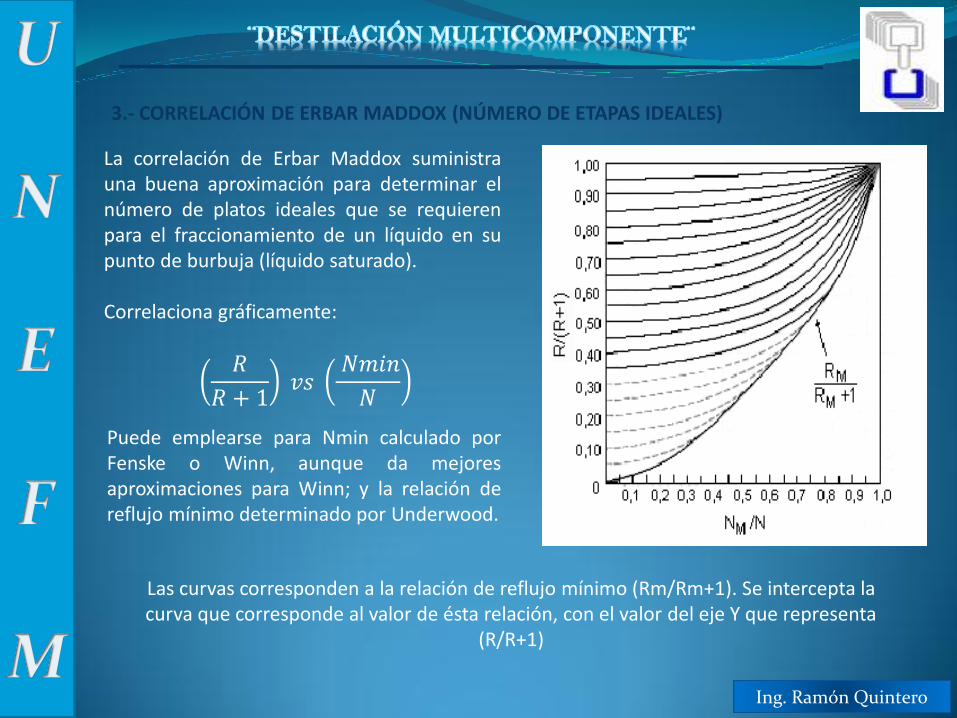
3.- CORRELACIÓN DE ERBAR MADDOX (NÚMERO DE ETAPAS IDEALES)
Las curvas corresponden a la relación de reflujo mínimo (Rm/Rm+1). Se intercepta la curva que corresponde al valor de ésta relación, con el valor del eje Y que representa
(R/R+1)
Ing. Ramón Quintero
La correlación de Erbar Maddox suministra una buena aproximación para determinar el número de platos ideales que se requieren para el fraccionamiento de un líquido en su punto de burbuja (líquido saturado). Correlaciona gráficamente:
Puede emplearse para Nmin calculado por Fenske o Winn, aunque da mejores aproximaciones para Winn; y la relación de reflujo mínimo determinado por Underwood.
𝑅
𝑅 + 1 𝑣𝑠 𝑁𝑚𝑖𝑛
𝑁
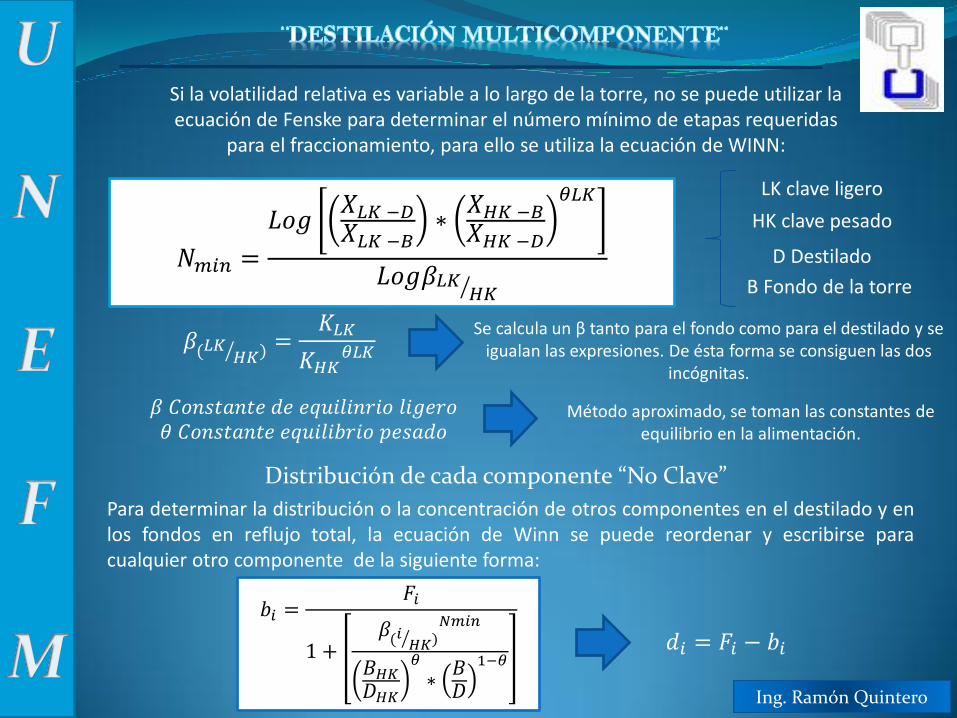
Si la volatilidad relativa es variable a lo largo de la torre, no se puede utilizar la ecuación de Fenske para determinar el número mínimo de etapas requeridas
para el fraccionamiento, para ello se utiliza la ecuación de WINN:
𝑁𝑚𝑖𝑛 =
𝐿𝑜𝑔𝑋𝐿𝐾 −𝐷𝑋𝐿𝐾 −𝐵
∗𝑋𝐻𝐾 −𝐵𝑋𝐻𝐾 −𝐷
𝜃𝐿𝐾
𝐿𝑜𝑔𝛽𝐿𝐾𝐻𝐾
LK clave ligero
HK clave pesado
D Destilado
B Fondo de la torre
𝛽(𝐿𝐾 𝐻𝐾 )=𝐾𝐿𝐾
𝐾𝐻𝐾𝜃𝐿𝐾
Se calcula un β tanto para el fondo como para el destilado y se
igualan las expresiones. De ésta forma se consiguen las dos incógnitas.
Distribución de cada componente “No Clave”
Para determinar la distribución o la concentración de otros componentes en el destilado y en los fondos en reflujo total, la ecuación de Winn se puede reordenar y escribirse para cualquier otro componente de la siguiente forma:
𝑏𝑖 =𝐹𝑖
1 +𝛽(𝑖 𝐻𝐾 )
𝑁𝑚𝑖𝑛
𝐵𝐻𝐾𝐷𝐻𝐾
𝜃
∗𝐵𝐷
1−𝜃
Ing. Ramón Quintero
𝑑𝑖 = 𝐹𝑖 − 𝑏𝑖
𝛽 𝐶𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑑𝑒 𝑒𝑞𝑢𝑖𝑙𝑖𝑛𝑟𝑖𝑜 𝑙𝑖𝑔𝑒𝑟𝑜 𝜃 𝐶𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝑒𝑞𝑢𝑖𝑙𝑖𝑏𝑟𝑖𝑜 𝑝𝑒𝑠𝑎𝑑𝑜
Método aproximado, se toman las constantes de equilibrio en la alimentación.
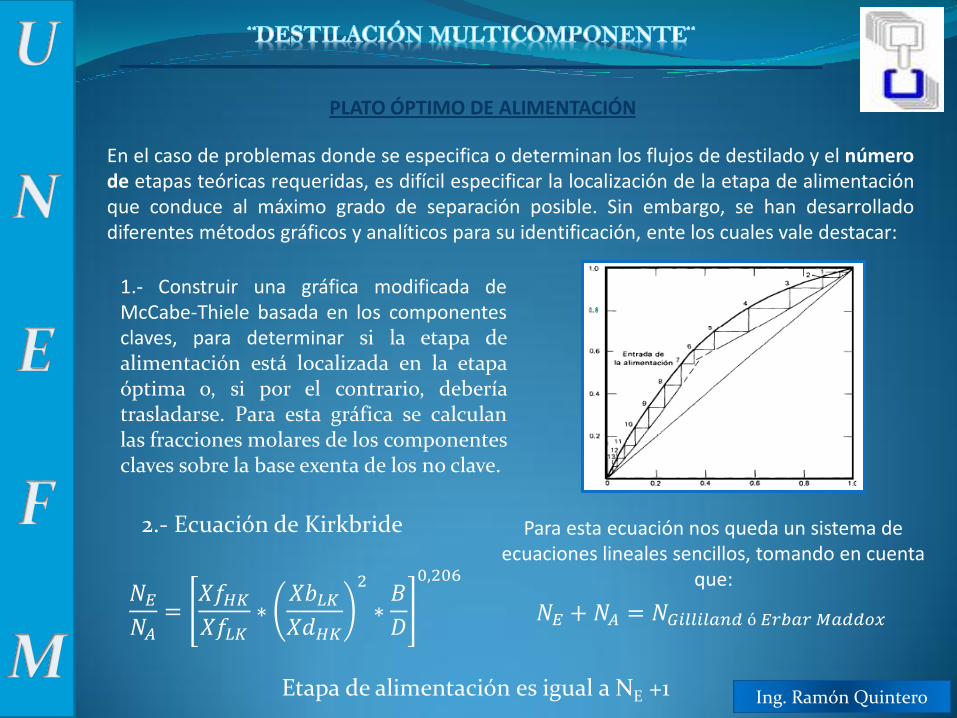
PLATO ÓPTIMO DE ALIMENTACIÓN
En el caso de problemas donde se especifica o determinan los flujos de destilado y el número de etapas teóricas requeridas, es difícil especificar la localización de la etapa de alimentación que conduce al máximo grado de separación posible. Sin embargo, se han desarrollado diferentes métodos gráficos y analíticos para su identificación, ente los cuales vale destacar:
1.- Construir una gráfica modificada de McCabe-Thiele basada en los componentes claves, para determinar si la etapa de alimentación está localizada en la etapa óptima o, si por el contrario, debería trasladarse. Para esta gráfica se calculan las fracciones molares de los componentes claves sobre la base exenta de los no clave.
𝑁𝐸𝑁𝐴=𝑋𝑓𝐻𝐾𝑋𝑓𝐿𝐾∗𝑋𝑏𝐿𝐾𝑋𝑑𝐻𝐾
2
∗𝐵
𝐷
0,206
2.- Ecuación de Kirkbride Para esta ecuación nos queda un sistema de ecuaciones lineales sencillos, tomando en cuenta
que:
𝑁𝐸 + 𝑁𝐴 = 𝑁𝐺𝑖𝑙𝑙𝑖𝑙𝑎𝑛𝑑 ó 𝐸𝑟𝑏𝑎𝑟 𝑀𝑎𝑑𝑑𝑜𝑥
Ing. Ramón Quintero Etapa de alimentación es igual a NE +1
¿Qué hacer cuando estemos en presencia de un elemento “No clave distribuido”
Un componente “No clave distribuido” es cualquier elemento intermedio entre los elementos claves, es decir, que posee volatilidades intermedia entre los elementos bajo los cuales se realiza el fraccionamiento. Un ejemplo de éstos sería el caso en el cual se desea separar etano (C2) de butano (C4) y en la alimentación exista propano (C3); irremediablemente, el propano también se fraccionará en la corriente de destilado y de fondo de la torre. Según la metodología aplicada, la existencia de un “No clave distribuido” afecta la relación de reflujo de la torre, de tal forma que debemos calcular dos θ diferentes en la ecuación de Underwood, uno que sería entre el α del clave pesado y el distribuido, y otro entre el α del distribuido y el clave liviano.
1 − 𝑞 = ∝𝑖∗ 𝑋𝑖𝐹∝𝑖 −𝜃
Se calcula dos veces ésta expresión y obtendremos dos valores de Ѳ distintos.
Una forma de determinar a ciencia cierta que un elemento es Distribuido, es mediante la ecuación de Shiras, si el valor de ésta expresión es entre 0 – 1, indica que ese elemento se distribuye en la torre.
𝐷𝑋𝐼𝐷𝐹𝑋𝐼𝐹=∝𝑖𝐹 −1
∝𝐿𝐾𝐹 −1∗𝑋𝐿𝐾𝐷 ∗ 𝐷
𝑋𝐿𝐾𝐹 ∗ 𝐹+∝𝐿𝐾𝐹 −∝𝑖𝐹∝𝐿𝐾𝐹 −1
∗𝑋𝐻𝐾𝐷 ∗ 𝐷
𝑋𝐻𝐾𝐹 ∗ 𝐹
Por supuesto, aplica la ecuación para aquellos que usted crea que se distribuyan nada más, no pierdas tiempo.
DIÁMETRO DE LA COLUMNA
El diámetro de una columna de destilación multicomponente puede estimarse mediante la ecuación de Heaven, la cual indica que:
𝐷𝑐 =4∗𝐷 𝑅+1 ∗ 𝑇𝐷𝑉 ∗𝑅
𝜋∗𝜇∗𝑃=𝐷 𝑅+1 ∗ 𝑇𝐷𝑉
26400∗1
𝜌∗𝑃
=
TDV es la temperatura de rocío del vapor en el condensador (K) D es el flujo molar del destilado (Kmol/hora)
P Presión promedio de la columna (Atm.) ρ Densidad promedio del vapor en la columna (Kg/m3)
R Relación de reflujo de operación.
ALTURA DE LA COLUMNA
𝐻𝑐 = 0,61 ∗𝑁
𝜂+ 4,27
Ing. Ramón Quintero
N es el número de platos ideales Η es la eficiencia promedio de los platos de la columna