descripcion general y aplicaciones. - … · el rodamiento es un componente intermedio entre dos...
TRANSCRIPT

RODAMIENTOS


RODAMIENTOS
Índice
1.1. Descripción general y aplicaciones ........................................................................... 7 1.2. Tipos y características principales de rodamientos ................................................... 8
1.3. Tolerancias de los rodamientos .............................................................................. 26 1.4. Selección de los rodamientos ................................................................................. 29 Capítulo II: Verificación del estado de rodamientos ....................................................... 31 2.1. Observación durante el funcionamiento .................................................................. 31 Capítulo III: Desmontaje y montaje de rodamientos ...................................................... 35
3.1. Desmontaje ............................................................................................................. 35 3.2. Montaje ................................................................................................................... 42 3.3. Herramientas de montaje y desmontaje .................................................................. 53


RODAMIENTOS
Introducción
Este MANUAL está dirigido a los supervisores de la empresa K+S, su objetivo es ayudar a recordar, actualizar y reforzar los conocimientos ya adquirido. Sin lugar a dudas el buen desempeño laboral se logra en la medida que se consigue compatibilizar eficientemente, el conocimiento, la actitud y el quehacer con el cargo que tienen que desempeñar para de este modo alcanzar los objetivos de la empresa. De esta manera la empresa podrá asegurar que su personal adquiera nuevas competencias a través de la capacitación, logrando alcanzar de este modo los requisitos de las competencias del cargo, en su área de desempeño.


RODAMIENTOS
7
Capítulo I: Características de rodamientos
1.1. Descripción general y aplicaciones El rodamiento es un componente intermedio entre dos elementos de un mecanismo, girando uno en relación al otro, con un frotamiento mínimo, destinado a garantizar sus posiciones relativas bajo carga. El rodamiento está, normalmente, constituido por cuatro partes diferentes:
Un anillo exterior, unido al alojamiento soporte.
Un anillo interior, unido al árbol o eje.
Cuerpos rodantes que pueden ser bolas, rodillos cilíndricos, cónicos, esféricos o agujas.
Una jaula que separa los cuerpos rodantes y cuya función fundamental es garantizar su equidistancia.
Existen excepciones: Algunos rodamientos, por razones de dimensión o de optimización, no poseen una o varias partes constitutivas (Ej.: casquillos de agujas sin anillo interior, jaula de agujas sin anillos, rodamientos de rodillos cilíndricos sin anillo interior o anillo exterior.

RODAMIENTOS
8
1.2. Tipos y características principales de rodamientos
RODAMIENTOS
A BOLAS
RODAMIENTOS
DE RODILLOS
CONICOS
RODAMIENTOS
DE RODILLOS
CILINDRICOS
RODAMIENTOS
DE RODILLOS
ESFERICOS
A ROTULA
RODAMIENTOS
DE AGUJAS
Figura N°N°1
Rodamientos rígidos de una hilera de bolas de contacto radial
Figura N°N°2

RODAMIENTOS
9
La bola rueda entre dos caminos de sección circular. Su radio de curvatura es mayor que el de la bola, con objeto de asegurar un contacto teórico puntual. Estos rodamientos destinados a soportar cargar radiales, pueden igualmente, admitir cargas axiales moderadas, gracias a que los caminos envuelven las bolas y hacen el rodamiento “rígido”. La concepción de un rodamiento de este tipo aporta las características más buscadas en un apoyo, a saber:
Rozamiento mínimo, por tanto, posibilidad de velocidad elevada.
“Rigidez” que le autoriza a soportar todo tipo de cargas, radiales y/o axiales.
Facilidad de instalación en los montajes. A todo esto, hay que añadir un bajo precio de costo y que es un producto de uso casi universal; es el tipo de rodamiento más vendido en el mundo. A partir de su principio, otros tipos han sido creados, sin llegar a tener el mismo carácter universal. Existen variantes del tipo base:
Rodamientos llamados “protegidos” con uno o dos deflectores.
Rodamientos llamados “estancos” con una o dos juntas.

RODAMIENTOS
10
Rodamientos rígidos de dos hileras de bolas (de contacto radial)
Figura N°N°3
Su concepción parte de la idea de aumentar la capacidad de carga, duplicando el número de hileras de bolas. Las ventajas no son tan importantes como en un principio podría parecer, lo que unido a su nivel de precio, hace que sus aplicaciones sean limitadas, a parte de que otras soluciones más interesante le hacen competencia. En un apoyo equipado con este tipo de rodamiento, se considera el punto de aplicación de cargas en el centro del rodamiento.
Rodamientos de una hilera de bolas de contacto oblicuo
Su concepción es idéntica a la de los rodamientos de contacto radial, incorporando las ventajas de éstos últimos, con la particularidad de que los centros de curvatura de las pistas están situados sobre una línea de acción de la carga oblicua, lo que confiere al rodamiento la posibilidad de soportar cargas axiales más importantes. Este tipo de rodamientos no admite nada más que un sentido de empuje axial. Generalmente, el montaje se realiza por dilatación térmica del anillo exterior, después de haber sido emplazadas las bolas y la jaula sobre el anillo interior. Estos rodamientos incluyen, por tanto, el máximo número de bolas con el diámetro óptimo, compatible con la concepción de la jaula.

RODAMIENTOS
11
Figura N°4
Ángulo de contacto .- Esta formado por la línea de acción de la carga con un plano perpendicular al eje de rotación del rodamiento
= ángulo de contacto.
= 15º ó 25º para rodamientos de alta precisión (sufijo C o H) para cabezales de máquina herramienta.
= 30º ó 40º para rodamientos standard (sufijo B para = 40º). Estos rodamientos se pueden fabricar con anillos exteriores desmontables. Un rodamiento de contacto angular no puede ser montado sobre un eje sin estar
asociado a otro rodamiento del mismo tipo, que le haga oposición. El conjunto necesita un reglaje de juego axial en el montaje.
Los rangos de velocidades de los rodamientos dependen del tipo de rodamiento, la magnitud de la carga y el tamaño del rodamiento. Los rodamientos de las series 7200 B y 7300 B están también disponibles en versión G: gracias a una tolerancia muy cerrada sobre el ancho de los anillos, pueden ser montados por pares, para formar un solo apoyo con dos hileras de cuerpos rodantes. El emparejamiento puede hacerse indistintamente en DB, DF o DT. El emparejamiento se denomina universal.

RODAMIENTOS
12
DT: Disposición en línea (Tandem)
Los rodamientos soportan las fuerzas axiales en una dirección, las que se reparten por igual sobre ambos. Los rodamientos montados en línea deben tener otro rodamiento montado en contraposición que resista las fuerzas axiales en la otra dirección.
DB: Disposición indirecta (Back to Back)
Las fuerzas axiales son soportadas en ambas direcciones por uno de los rodamientos respectivos.
DF: Disposición directa (Face to Face)
Igual que en la disposición indirecta, las fuerzas axiales son soportadas en ambas direcciones por el rodamiento correspondiente.
Figura N°5
Figura N°6
Figura N°7

RODAMIENTOS
13
Rodamientos de dos hileras de bolas de contacto oblicuo
Figura N°8
En general = 32º. Este tipo de rodamiento añade la ventaja de una capacidad de carga, a la posibilidad de aceptar esfuerzo axial en los dos sentidos, sin reglaje. Lleva ranuras de llenado sobre un lado. La primera hilera de bolas puede ser montada, desplazando axialmente los dos anillos. Las ranuras permiten introducir las bolas de la segunda hilera. Interesa aplicar la carga axial preponderante sobre la hilera de bolas opuesta a las ranuras de llenado. En un apoyo equipado con este tipo de rodamiento, se considera el punto de aplicación de las cargas en el centro del rodamiento.
Rodamientos a rótula sobre dos hileras de bolas
Figura N°9
Estos rodamientos incorporan una pista esférica en el anillo exterior, formando rótula y permitiendo soportar defectos de alineamiento importantes, del orden de 2 a 3º. Son empleados, a menudo, con diámetro interior cónico y manguito de apriete, que facilita el montaje sobre el eje.

RODAMIENTOS
14
NOTA: A pesar de que estos rodamientos incorporan dos hileras de bolas, su capacidad de carga radial es relativamente baja, por el hecho de que el contacto bola/pista del anillo exterior se efectúa sobre una superficie de pequeña curvatura.
Rodamientos de rodillos cilíndricos
Figura N°10
Los elementos cilíndricos, por su contacto lineal, soportan cargas radiales más importantes que los rodamientos de bolitas.
Para la retención axial de los rodillos, los anillos interiores o exteriores incorporan respaldos. Dotando, a la vez, a los anillos interiores y exteriores de respaldos laterales, estos rodamientos pueden soportar, bajo ciertas condiciones, cargas axiales, pero el frotamiento producido por el deslizamiento entre caras de rodillos y respaldos, impone precauciones especiales: calidad de la geometría interna y de estados de superficie, tolerancia reducida sobre longitud de rodillos (para asegurar el reparto de la carga), lubricación cuidadosamente estudiada.
Respaldo Anillo Exterior Respaldo Anillo Interior Respaldo Ambos Anillos

RODAMIENTOS
15
Se fabrican dos series de rodamientos: uno con L = D (N200, N300), y otro con, L 1,5 D (N2200, N2300).
L = Longitud del rodillo D = Diámetro del rodillo En general, estos rodamientos son separables: En el tipo N, la jaula y los rodillos son solidarios con el anillo interior y el anillo exterior es separable. En los otros tipos, es el inverso, lo que permite montar los elementos separados sobre su asiento respectivo, antes de ensamblar el mecanismo (ej., caja de cambios). Como se puede observar, el número de respaldos permite limitar, de forma variable, el desplazamiento axial del eje. El tipo N puede ser utilizado sin anillo exterior (tipo RN) y el tipo NU sin anillo interior (RNU). La pista correspondiente al anillo suprimido es directamente mecanizada en el mecanismo. Ej.: rodamientos de caja de cambios de camiones.
Rodamiento Tipo N Rodamiento Tipo RN
Rodamiento Tipo NU Rodamiento Tipo RNU
Figura N°13
Se empieza a ver en el mercado (1984) una nueva generación de rodamientos de rodillos en los que, a igualdad de dimensiones, el número y grosor de los rodillos es superior, con objeto de dar el rodamiento el máximo de capacidad de carga.

RODAMIENTOS
16
Rodamientos de rodillos cónicos
Figura N°14
Como en el caso de rodamientos de bolas de contacto oblicuo, el rodamiento de rodillos cónicos, es un rodamientos de contacto angular que puede soportar, además de cargas radiales importantes (es un rodamiento de rodillos), cargas axiales, tanto mayores cuanto mayor sea su ángulo de contacto. Este rodamiento es separable: la cubeta (anillo exterior) no está ligada al resto del rodamiento, que está constituido por el cono (anillo interior) y rodillos sujetos al cono por la jaula. El empuje axial no puede ser ejercido nada más que en un sólo sentido.
Figura N°15
RODAMIENTOS
17
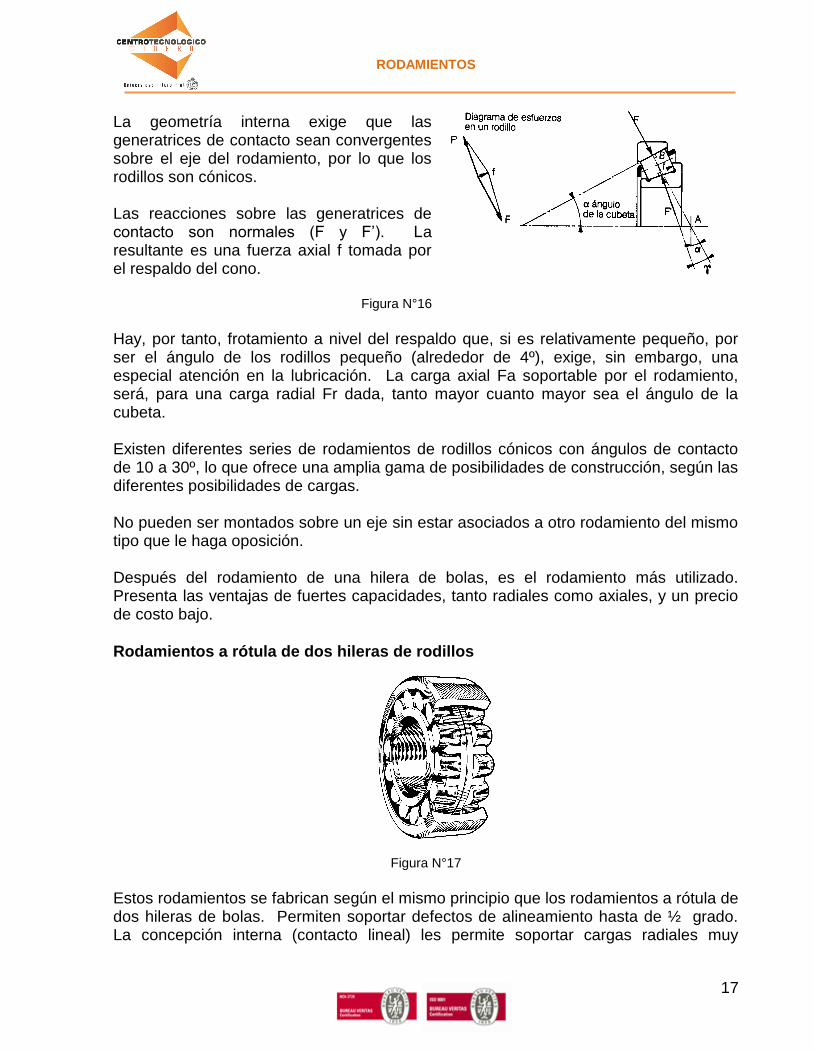
La geometría interna exige que las generatrices de contacto sean convergentes sobre el eje del rodamiento, por lo que los rodillos son cónicos. Las reacciones sobre las generatrices de contacto son normales (F y F’). La resultante es una fuerza axial f tomada por el respaldo del cono.
Figura N°16
Hay, por tanto, frotamiento a nivel del respaldo que, si es relativamente pequeño, por ser el ángulo de los rodillos pequeño (alrededor de 4º), exige, sin embargo, una especial atención en la lubricación. La carga axial Fa soportable por el rodamiento, será, para una carga radial Fr dada, tanto mayor cuanto mayor sea el ángulo de la cubeta. Existen diferentes series de rodamientos de rodillos cónicos con ángulos de contacto de 10 a 30º, lo que ofrece una amplia gama de posibilidades de construcción, según las diferentes posibilidades de cargas. No pueden ser montados sobre un eje sin estar asociados a otro rodamiento del mismo tipo que le haga oposición. Después del rodamiento de una hilera de bolas, es el rodamiento más utilizado. Presenta las ventajas de fuertes capacidades, tanto radiales como axiales, y un precio de costo bajo.
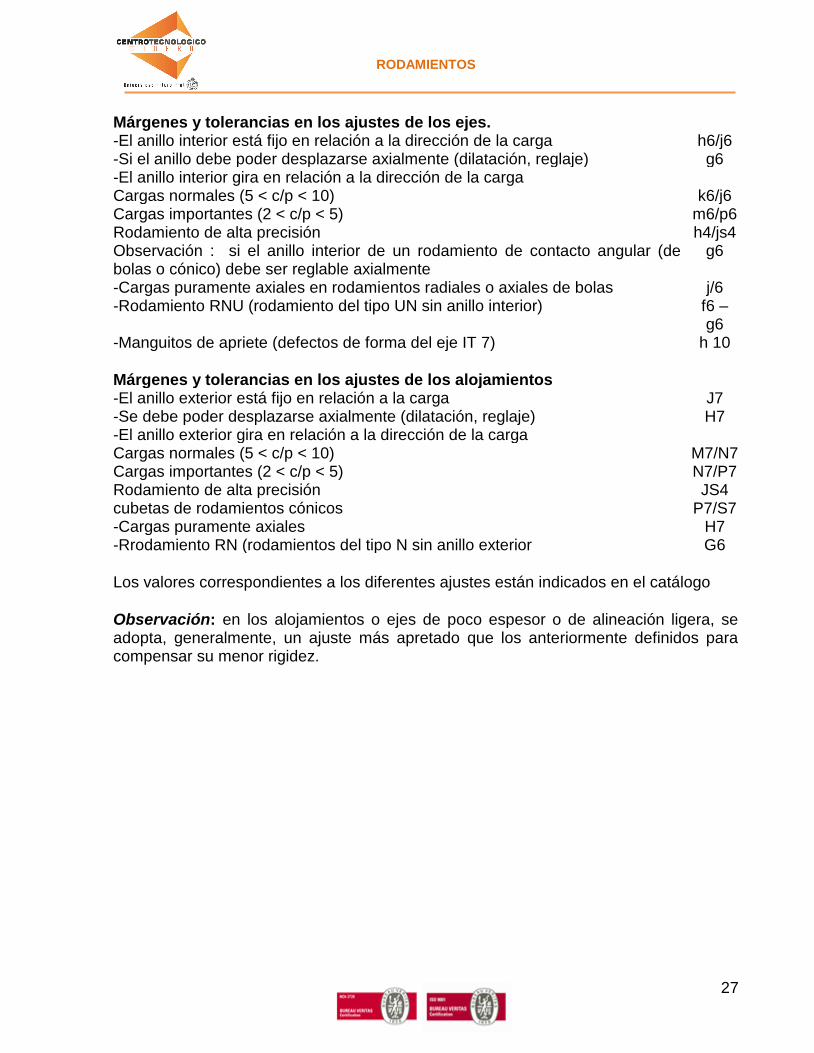
Rodamientos a rótula de dos hileras de rodillos
Figura N°17
Estos rodamientos se fabrican según el mismo principio que los rodamientos a rótula de dos hileras de bolas. Permiten soportar defectos de alineamiento hasta de ½ grado. La concepción interna (contacto lineal) les permite soportar cargas radiales muy

RODAMIENTOS
18
elevadas. Pueden, igualmente, admitir cargas axiales. Como los rodamientos de bolas del mismo tipo, y por la misma razón, se fabrican, igualmente, con diámetro interior cónico. Es el rodamiento tipo de la industria pesada (laminadores, máquinas de papel etc.), donde los asientos de ejes son difíciles de alinear, y las cargas son importantes. La necesidad de rodamientos de fuerte capacidad prácticamente ha eliminado del mercado los rodamientos a rótula de una hilera de rodillos, que encuentran muy pocas aplicaciones. El desarrollo de nuevas tecnologías ha permitido construir estos mismos rodamientos con capacidades de carga aumentadas (rodillos más gruesos y más largos). Estos rodamientos (sufijo E) tienen jaula de poliamida y reemplazarán, en la mayoría de aplicaciones, a los rodamientos existentes con jaula metálica (salvo la serie 21300).
Rodamientos axiales
Figura N°18
Figura N°19
Los rodamientos axiales son concebidos para admitir, únicamente, cargas axiales. El rodamiento axial de bolas aporta las ventajas fundamentales del rodamiento del mismo nombre: simplicidad, bajo frotamiento, pero presenta el inconveniente de no guiar radialmente el eje sobre el que está montado (ángulo de contacto 90º).

RODAMIENTOS
19
Debe, por tanto, estar asociado a un rodamiento radial, lo que complica el montaje y le hace poco competitivo, frente a otras soluciones ofrecidas por diferentes tipos de rodamientos (rodamientos de rodillos cónicos, por Ej.). El rodamiento axial de simple efecto admite carga axial en un solo sentido. Además, no admite ningún desalineamiento. El de doble efecto permite soportar carga axial, cualquiera que sea su sentido. Su interés, tanto técnico, como económico, está muy limitado por todas las características enumeradas. Este tipo de rodamiento debe siempre soportar un mínimo de carga axial para evitar el “patinado” de bolas en rotación. El rodamiento axial de rodillos cónicos existe, pero su desarrollo está tan restringido, que no es objeto de normalización. Se encuentra en aplicaciones muy particulares, como los pivotes de mangueta de camión, donde la carga axial es elevada, con rotación a baja velocidad. El rodamiento axial de rodillos esféricos presenta las características fundamentales siguientes: fuerte capacidad de carga axial, autoalineamiento de los elementos, permitiendo un desalineamiento del eje, en relación al alojamiento de hasta ½ grado. Su aplicación se encuentra por tanto, en la industria pesada (pivote para eje vertical de bomba o de generador, eje de hélice, prensa de inyección, etc.). La concepción de estos rodamientos, con ángulo de contacto de 45º, permite una cierta carga radial, pero su montaje está, generalmente, asociado a un rodamiento radial (a rótula de dos hileras de rodillos), teniendo en cuenta los esfuerzos puestos en juego en las aplicaciones en las que son utilizados.
Rodamientos de agujas
Figura N°20
Estos rodamientos pueden soportar fuertes cargas radiales en un espacio muy reducido, pero no aceptan, salvo en el caso de rodamientos combinados, ninguna carga axial.

RODAMIENTOS
20
Ventajas: Bajo precio y capacidad de carga radial elevada en espacio reducido.
Inconvenientes: Velocidad limitada y ningún desalineamiento posible debido a la longitud relativa de las agujas.
Existen las variantes siguientes:
* Rodamiento de agujas con jaula.
Figura N°21
* Casquillo de agujas. Figura N°22
Incorpora un anillo exterior delgado y, o bien, una corona de agujas retenidas por los extremos o simplemente pegadas con grasa, o bien, una jaula de agujas.

RODAMIENTOS
21
Rodamiento axial de agujas
Figura N°23
Los cuerpos rodantes de un axial son retenidos y guiados en los alvéolos radiales de la parrilla. Este conjunto ofrece una capacidad de carga axial elevada en un espacio reducido. Por ser las agujas cilíndricas, en lugar de cónicas, los frotamientos son importantes y la velocidad de utilización reducida.
Rodamientos combinados
Figura N°24
Estos rodamientos están concebidos en una sola pieza, para soportar simultáneamente una carga radial y una carga axial en un solo sentido. Se componen de un rodamiento axial de agujas y de una jaula de agujas mantenidos en un anillo exterior común.
La independencia de funcionamiento entre el rodamiento y la jaula de agujas evita toda interacción perjudicial a la precisión de la rotación axial y radial.

RODAMIENTOS
22
Rodamientos específicos
Figura N°25
Los rodamientos standard existen en los principales tipos. Están normalizados y son intercambiables, universales y económicos. Ahora bien, hay que decir que para muchas aplicaciones que requieren optimización “punta” de prestaciones, no es siempre posible encontrar el rodamiento ideal en la panoplia de rodamientos normalizados. Todos los fabricantes de rodamientos están, por tanto, obligados a crear, para aplicaciones particulares bien definidas, rodamientos específicos, concebidos para dar un máximo de prestaciones. Hay que hacer notar que los principios de fabricación y de concepción interna son idénticos a los de los rodamientos estándard; son siempre rodamientos de bolas o de rodillos. Distinguimos dos tipos de rodamientos específicos:
Rodamientos específicos derivados de rodamientos normalizados. En este caso, no se modifica nada más que una de las características del rodamiento para adaptarlo a la función. Por Ejemplo: grasa especial alta temperatura, chaflán especial, etc... La realización de este tipo de rodamiento es fácil, y puede llevarse a cabo económicamente en pequeñas serie.
Figura N°26
Línea de eje de toma de potencia auxiliar de un reactor de aviación.

RODAMIENTOS
23
Los “verdaderos” rodamientos específicos especialmente concebidos para
responder totalmente a una función. Estos rodamientos deben satisfacer numerosos criterios: Temperatura, par, velocidad de rotación, compacidad... de forma, que sus prestaciones sean independientes de dispersiones de los parámetros de montaje, responsabilidad del constructor (reglaje de juego, engrasado, estanqueidad e incluso mantenimiento). Son frecuentemente, suministrados por el fabricante en forma de conjunto de dos rodamientos prerreglados, e incluso, engrasados y estancos. Los rodamientos de automóvil TWIN LINE son un buen ejemplo de este tipo de productos. La fabricación de estos rodamientos entraña gastos de puesta en marcha importantes: utillaje, oficina técnica y C.A.O. (Concepción asistida por ordenador), de ahí la necesidad para una fabricación económica de grandes series. Por todas estas razones, el rodamiento específico será sensiblemente más caro que un rodamiento normalizado de igual dimensión, y para que el usuario acepte el costo suplementario, es necesario que la solución específica presente ventajas indirectas suficientes: mayor fiabilidad, ganancia de tiempo en el montaje, ganancia de peso, etc.. Los rodamientos especiales comprenden:
Los rodamientos de dimensiones especiales (no normalizados).
Los rodamientos de aceros especiales.
Los rodamientos tipo “aviación”.
Los rodamientos integrados. Por ejemplo “monobridas de rueda”, que están prerreglados y preengrasados.
Soportes
Son soportes estancos que incluyen un rodamiento integrado en una pieza, generalmente de fundición, que le sirve de alojamiento y que puede ser fijado, fácilmente, sobre un montaje por bulones.
Para el constructor, suprime por tanto el mecanizado del alojamiento y, también del eje, gracias a sistemas de fijación rápida. Además, tienen la ventaja de permitir desalineamientos importantes. El empleo de soportes está, por su concepción, reservado a montajes rústicos y económicos de prestaciones limitadas.

RODAMIENTOS
24
Figura N°27
Soportes autoalineantes
Es el soporte de construcción rústica por excelencia. Está constituido por un rodamiento de bolas rígido y estanco, en el que el anillo exterior tiene superficie esférica, montada sobre el alojamiento esférico (rótula). El anillo interior, largo, está fijado sobre el eje sin ajuste por tornillos de presión o una excéntrica.
Cuando hay desalineamiento entre eje y alojamiento, la rótula permite la orientación del rodamiento en su soporte (rotulado). La posibilidad máxima de desalineamiento en el orden de 10º.
Una vez hecha la orientación, la rotación del eje debe realizarse sin alabeo ni flexión, que podría ocasionar el desgaste de la rótula.
Existen tres tipos principales de soportes autoalineantes:
Soportes de pie
Soportes aplique y soportes brida.
Soportes especiales (tensores).
Soportes de junta diametral llamados “SIN o “SNS”:
Es el soporte de construcción mecano-soldada. Presenta una fuerte capacidad de carga. Está constituido por un rodamiento a rótula de dos hileras de cuerpos rodantes montado en un soporte de pie, con estanqueidad (filtro o junta).

RODAMIENTOS
25
Figura N°28
Permite un ligero desalineamiento entre eje y alojamiento y además admite, eventualmente, un alabeo y flexión de éste, gracias al rotulado permanente posible de los rodamientos utilizados. La posibilidad total de desalineamiento del eje es del orden de 2º. El anillo interior tiene diámetro interior, bien cilíndrico para montaje ajustado directamente sobre el eje, o bien cónico, lo más corriente para montaje sobre el eje por medio de un manguito de apriete.
Figura N°29
Aptitudes de los rodamientos
El estudio descriptivo precedente sobre los diferentes tipos de rodamientos, muestra claramente que el rodamiento universal no existe.
Podemos deducir, por cada tipo, las cuatro características principales que intervienen, inevitablemente, en la elección de los rodamientos, que son clasificadas en la tabla siguiente:
Aptitud a las cargas radiales.
Aptitud a las cargas axiales.
Velocidad de rotación.
Capacidad de admitir defectos de alineamiento.
Otros criterios intervienen, según las particularidades del montaje:
Precisión.
Protección integrada.
Desplazamiento axial posible.
Control de juego radial o axial.
Montaje rápido.
Almacenamiento de rodamientos
Para evitar paradas prolongadas por causa de eventuales averías en los rodamientos debe uno cerciorarse de que sea fácil disponer de rodamientos de recambio. Es por

RODAMIENTOS
26
ello conveniente averiguar desde un principio qué rodamientos integran la maquinaria y si se requiere alguna herramienta especial para el desmontaje o montaje. Entérese por el distribuidor si los rodamientos pueden ser suministrados con suficiente rapidez. Si resulta que algunos de los rodamientos tienen plazo de entrega largo, puede ser aconsejable encargar ya desde este momento el envío de rodamientos de repuesto.
Los rodamientos son tratados con un agente antioxidante antes de empaquetado, y en el envase original resisten el almacenamiento durante muchos años. Preferiblemente deben guardarse en un local en el cual la humedad del aire no sobrepase el 60% y la temperatura se mantenga más o menos uniforme. Los rodamientos con placas de protección (sufijo -2Z) deben no obstante utilizarse en el curso de 2 años, y los rodamientos con placas de obturación (sufijo -2RS) en tres años, puesto que la grasa de que están llenos sufre tras dicho tiempo un excesivo envejecimiento.
Cuídese de que los rodamientos que no se conservan en el embalaje original estén limpios, bien engrasados y envueltos en papel parafinado impregnado de aditivo anticorrosivo.
1.3. Tolerancias de los rodamientos
Precisión de ejecución de los rodamientos La precisión de un rodamiento se refiere a sus características dimensionales y a su exactitud geométrica o de forma. Para los rodamientos de fabricación estándar, se ha determinado una clase de precisión denominada “normal” o clase cero. Para rodamientos denominados de “alta precisión” se ha elegido las clases de precisión P6 – P5 – P4 – P2; siendo la clase P2 la de mayor precisión. El mecanizado del alojamiento y del eje donde se montará el rodamiento debe ser realizado con el mismo grado de precisión con el que se fabricó dicho rodamiento. Los ejes están, generalmente, mecanizados con el grado de tolerancia IT6 ( a veces IT5). Los alojamientos por ser más difíciles de mecanizar, están generalmente trabajados en grados de tolerancia IT7 ( a veces IT6). El cuadro siguiente indica los ajustes recomendados para ejes y alojamientos según la importancia de las cargas.
En el cuadro siguiente encontrará los ajustes recomendados por los fabricantes
RODAMIENTOS
27
Márgenes y tolerancias en los ajustes de los ejes. -El anillo interior está fijo en relación a la dirección de la carga h6/j6 -Si el anillo debe poder desplazarse axialmente (dilatación, reglaje) g6 -El anillo interior gira en relación a la dirección de la carga Cargas normales (5 < c/p < 10) k6/j6 Cargas importantes (2 < c/p < 5) m6/p6 Rodamiento de alta precisión h4/js4 Observación : si el anillo interior de un rodamiento de contacto angular (de bolas o cónico) debe ser reglable axialmente
g6
-Cargas puramente axiales en rodamientos radiales o axiales de bolas j/6 -Rodamiento RNU (rodamiento del tipo UN sin anillo interior) f6 –
g6 -Manguitos de apriete (defectos de forma del eje IT 7) h 10
Márgenes y tolerancias en los ajustes de los alojamientos -El anillo exterior está fijo en relación a la carga J7 -Se debe poder desplazarse axialmente (dilatación, reglaje) H7 -El anillo exterior gira en relación a la dirección de la carga Cargas normales (5 < c/p < 10) M7/N7 Cargas importantes (2 < c/p < 5) N7/P7 Rodamiento de alta precisión JS4 cubetas de rodamientos cónicos P7/S7 -Cargas puramente axiales H7 -Rrodamiento RN (rodamientos del tipo N sin anillo exterior G6
Los valores correspondientes a los diferentes ajustes están indicados en el catálogo
Observación: en los alojamientos o ejes de poco espesor o de alineación ligera, se adopta, generalmente, un ajuste más apretado que los anteriormente definidos para compensar su menor rigidez.
RODAMIENTOS
28
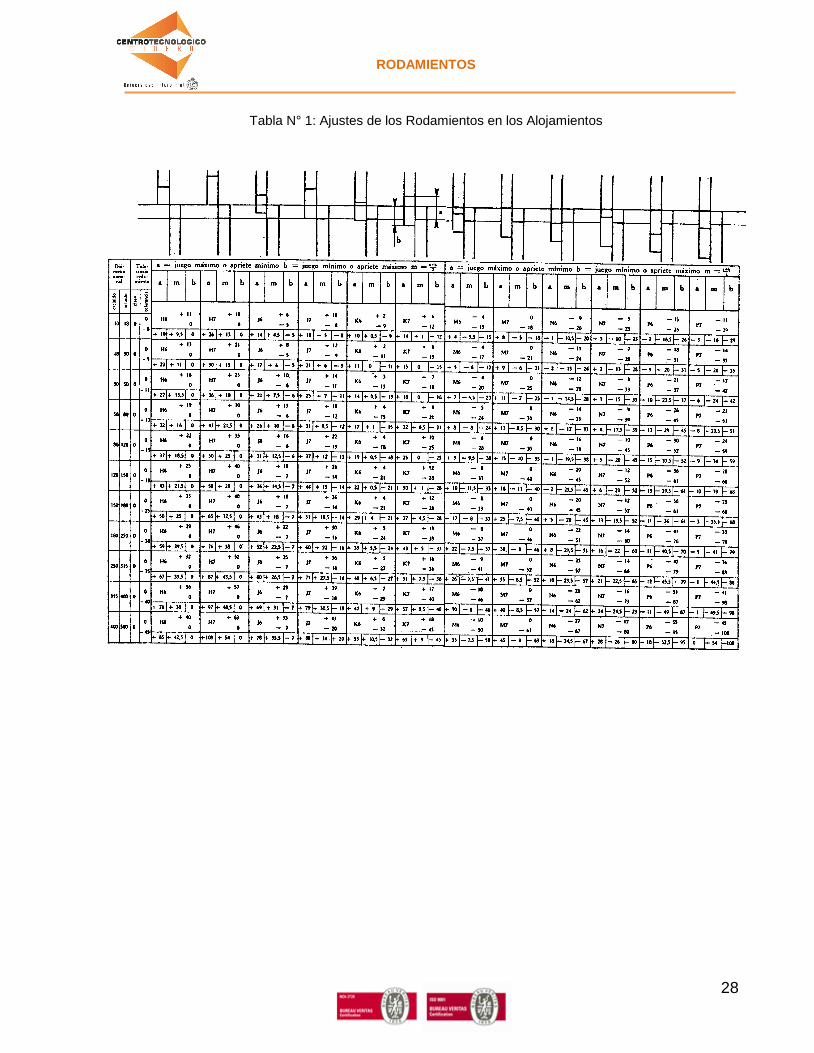
Tabla N° 1: Ajustes de los Rodamientos en los Alojamientos
RODAMIENTOS
29
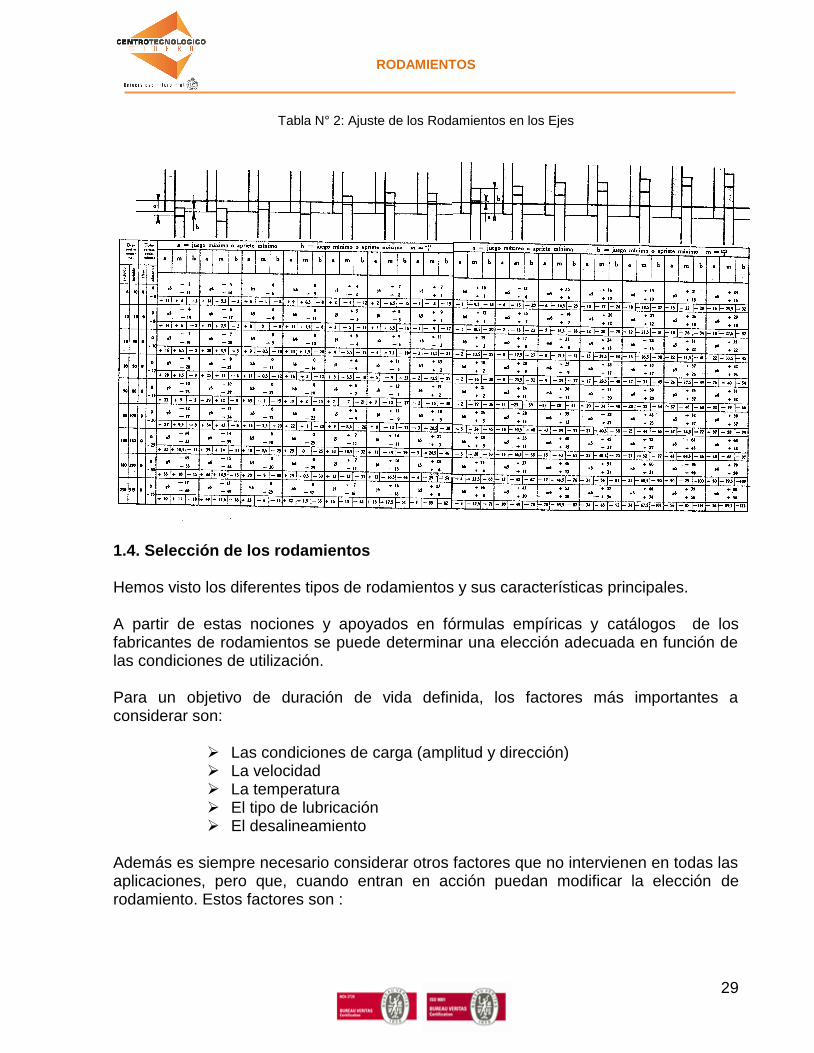
Tabla N° 2: Ajuste de los Rodamientos en los Ejes
1.4. Selección de los rodamientos Hemos visto los diferentes tipos de rodamientos y sus características principales. A partir de estas nociones y apoyados en fórmulas empíricas y catálogos de los fabricantes de rodamientos se puede determinar una elección adecuada en función de las condiciones de utilización. Para un objetivo de duración de vida definida, los factores más importantes a considerar son:
Las condiciones de carga (amplitud y dirección) La velocidad La temperatura El tipo de lubricación El desalineamiento
Además es siempre necesario considerar otros factores que no intervienen en todas las aplicaciones, pero que, cuando entran en acción puedan modificar la elección de rodamiento. Estos factores son :

RODAMIENTOS
30
Choques eventuales (cargas de punta que pueden causar rupturas). Vibraciones. Par (torque) de rozamiento interno del rodamiento
(función del tipo, lubricante, etc.) Eventualidad de una carga estática (carga aplicada sobre el
rodamiento cuando este no gira) Concepción de la jaula Procedimiento de montaje del rodamiento ene l mecanismo Facilidad de mantenimiento (lubricación – desmontaje)
Como se ve, es difícil establecer reglas muy precisas para cubrir todas las posibles aplicaciones.
RODAMIENTOS
31
Capítulo II: Verificación del estado de rodamientos
2.1. Observación durante el funcionamiento Los rodamientos montados en máquinas en las que una parada acarrea serias consecuencias deben revisarse regularmente. En aplicaciones de rodamientos menos críticas, cuyas condiciones de funcionamiento no sean especialmente severas, pueden en la mayoría de los casos dejarse sin más atención que la lubricación. Esta sección trata de la vigilancia rutinaria de los rodamientos y está subdividida en cuatro apartados:
* Escuchar * Tocar * Observar * Lubricar
Escuchar Apóyese por un extremo un palo, un destornillador u objeto similar sobre el alojamiento del rodamiento lo más próximo posible a éste. Aplique el oído al otro extremo y escuche. Si todo está en orden, deberá oirse únicamente un suave zumbido. Un rodamiento dañado emite un ruido elevado, a menudo irregular y estruendoso.
Figura N°30
Tocar: Compruébese la temperatura de la disposición mediante un termómetro, una tiza termosensible o, en muchos casos, poniendo la mano sobre el alojamiento. Si la temperatura parece anormalmente alta o varia súbitamente, es signo de alguna anomalía en el funcionamiento del rodamiento. El motivo puede ser falta de lubricante, exceso de lubricante, impurezas, sobrecargas, rodamiento dañado, insuficiente juego interno, acuñamiento, gran rozamiento en las obturaciones o calentamiento procedente del exterior. Téngase sin embargo en cuenta que en la relubricación se produce a menudo una elevación totalmente normal de la temperatura que puede perdurar 1 - 2 días.
Observar: Vigile que no se escape el lubricante a través de obturaciones defectuosas o tapones mal apretados. En general las impurezas confieren al lubricante un color oscuro anormal. Revise también los dispositivos de obturación próximos a los rodamientos;

RODAMIENTOS
32
deben mantenerse en tal estado que por ejemplo los líquidos calientes o corrosivos no puedan penetrar hasta los rodamientos. Compruebe el funcionamiento de la lubricación automática en caso de haberla.
2.2. Revisión durante las paradas
Aunque los rodamientos son componentes mecánicos robustos, con una larga duración de servicio, es prudente sin embargo, revisarlos de vez en cuando. Esto se debe efectuar preferentemente durante una parada programada de la máquina o cuando la máquina debe desmontarse por algún motivo, por ej., para su revisión o reparación.
Figura N°31
Inicie la revisión preparando el lugar de trabajo de modo que esté lo más limpio y seco posible. Compruebe que dispone de rodamientos de repuesto, para el caso de que fuese necesario cambiar algún rodamiento. Si existen planos, estúdielos detenidamente antes de iniciar el trabajo.
2.2.1. Lubricar
2.2.1.1. Lubricación con grasa
Relubrique los rodamientos según las instrucciones de lubricación del fabricante de la máquina o según las orientaciones. Limpie bien los engrasadores antes de inyectar grasa nueva. Si el soporte carece de engrasadores, la relubricación necesaria debe realizarse durante una parada planeada de la máquina. Es preciso desmontar la parte superior o la tapa lateral, quitar la grasa vieja y reemplazarla por nueva.

RODAMIENTOS
33
Lubricación con grasa Lubricación con aceite
Figura N°32
Incluso tratándose de soportes con engrasadores, de vez en cuando debe quitarse la grasa vieja antes de introducir grasa nueva.
2.2.1.2. Lubricación con aceite
Compruebe el nivel de aceite y que el agujero de aire del tubo de nivel de aceite esté abierto. Añádase aceite en caso necesario. Para el cambio de aceite se vacia éste, y el conjunto de rodamiento se enjuaga con aceite nuevo limpio de la misma clase que el viejo, llenando a continuación con aceite nuevo. En el caso de lubricación por baño de aceite suele ser suficiente cambiar el aceite una vez al año,, en el supuesto que la temperatura de trabajo no sobrepase los +50ºC y que el aceite no se ensucie. El cambio de aceite debe efectuarse con mayor frecuencia en caso de temperaturas más altas: hasta +100ºC, trimestralmente; +120ºC, mensualmente; y +130ºC, semanalmente.
2.2.2. Revisión durante las paradas Limpie el exterior. Anote en qué orden se desmontan los elementos circundantes y sus posiciones relativas. Tenga cuidado por ej., con las obturaciones de laberinto a fin de que no se quiebren al desmontarlas. No haga nunca palanca sobre las obturaciones ni las fuerce. Inspeccione las obturaciones y demás piezas de la disposición.

RODAMIENTOS
34
Observe el lubricante. Impurezas de diversas clases pueden generalmente detectarse frotando un poco de lubricante entre los dedos o extendiendo un poco sobre el dorso de la mano y mirando a contraluz.
Figura N°33
Cuide de que no puedan penetrar polvo y humedad en la máquina de la que se hayan retirado tapas y obturaciones. Cubra la máquina, rodamientos al descubierto y los asientos de éstos, con papel parafinado, plástico o material por el estilo durante interrupciones del trabajo. Evite el uso de trapos con hilachas. Lave el rodamiento descubierto, si puede inspeccionarse sin desmontarlo antes, usando un pincel mojado en white spirit y séquelo bien con un trapo sin hilachas limpio. También se puede usar aire comprimido (tenga cuidado de que ningún componente del rodamiento se ponga a girar). Recuerde sin embargo que los rodamientos estancos (con placas -2Z ó -2RS) no deben lavarse en absoluto. Un espejo pequeño y una sonda por ej. como las que usan los dentistas, pueden ser de gran utilidad al inspeccionar los caminos de rodadura, las jaulas y los elementos rodantes de los rodamientos. Si el rodamiento no presenta defectos, se le relubrica de acuerdo con las instrucciones del fabricante de la máquina. Colóquese nuevamente las obturaciones y las tapas.
Figura N°34

RODAMIENTOS
35
Capítulo III: Desmontaje y montaje de rodamientos
3.1. Desmontaje
Esta sección contiene consejos y recomendaciones sobre la forma más conveniente de desmontar los rodamientos. Esta subdividida en los siguientes apartados:
Ajuste de apriete en el eje.
Ajuste de apriete en el alojamiento.
Rodamientos montados sobre manguito.
Inspección de rodamientos desmontados.
¡No desmonte nunca un rodamiento no averiado, si no es absolutamente
necesario!
Si por algún motivo hay que desmontarlo, es una buena regla señalar primeramente cómo va montado el rodamiento, o sea qué es lo que iba “arriba” y “delante”, etc.
Naturalmente hay que observar luego que el rodamiento quede montado de la misma forma.
Empiece el trabajo de desmontaje con la preparación de las herramientas necesarias.
Recuerde que debe tratar todos los rodamientos con cuidado. Disponga un apoyo de contención del eje; de lo contrario los rodamientos pueden ser dañados por las fuerzas de desmontaje que normalmente aparecen en el curso del trabajo.
Ajuste de apriete en el eje
Si el rodamiento está muy prieto sobre el eje debe emplearse un extractor, el cual normalmente debe aplicarse al aro interior. Rodamientos grandes es conveniente desmontarlos mediante la herramienta hidráulica de desmontaje.
Si resulta imposible agarrar el aro interior con el extractor, puede admitirse que éste se aplique al aro exterior pero es muy importante hacer girar el aro exterior durante el desmontaje a fin de que la fuerza de extracción no dañe algún elemento del rodamiento. Disponga un tope que impida girar el tornillo del extractor, agarre los brazos del extractor y dele vueltas ininterrumpidamente.
Figura N°35

RODAMIENTOS
36
Desmontaje de rodamientos
Si no se dispone de extractor apropiado, puede emplearse un botador con punta redondeada u otra herramienta similar. Aplíquela sobre el aro interior. ¡No dé martillazos directamente sobre el rodamiento!. Tenga gran cuidado al emplear esté método, porque es muy fácil dañar el eje y el rodamiento.
Ajuste de apriete en el alojamiento:
Si el rodamiento está fuertemente adherido al alojamiento como por ej. en una rueda, puede expulsarse usando un botador especial de segmento o un botador tubular golpeándolo uniformemente alrededor. Los extremos del tubo han de ser planos, paralelos y carecer de rebabas.
Desmontaje de rodamiento Ajuste de apriete en el alojamiento Figura N°36
Emplee un botador con punta redondeada u otra herramientas por el estilo, en caso de haber un resalte entre los rodamientos.
El aro interior de rodamientos de bolas o rodillos a rótula normalmente puede ladearse de modo que sea posible introducir un extractor.
Figura N°37

RODAMIENTOS
37
Rodamientos montados sobre manguitos:
Figura N°38
Los rodamientos a rótula suelen montarse sobre manguito de fijación o de desmontaje. Esto tiene la ventaja de que el eje no necesita mecanizarse con tanta precisión y que el trabajo de montaje y desmontaje se facilita considerablemente. En la Figura N°se representan de izquierda a derecha tuerca, arandela de retención, rodamiento y manguito de fijación.
Manguito de Fijación Previamente al desmontaje se señala la posición del manguito sobre el eje. A continuación se levanta la lengüeta doblada de la arandela de retención. Desenrósquese la tuerca algunas vueltas. Aplique un botador de segmento o un botador tubular a la tuerca y dé un martillazo fuerte de forma que el rodamiento se desprenda. Si el rodamiento está montado sobre un eje sin resalte o si no hay casquillo separador entre el rodamiento y el resalte del eje, la herramientas se aplicará en cambio al aro interior del rodamiento.
Figura N°39

RODAMIENTOS
38
Manguito de desmontaje
Figura N°40
Tratándose de rodamientos pequeños y medianos se extrae el manguito mediante una tuerca de la misma clase que la empleada con los manguitos de fijación. Recuerde sin embargo que la rosca y la cara de la tuerca vuelta hacia el rodamiento deben primero untarse por ej. con pasta de bisulfuro de molibdeno. Apriete la tuerca con una llave de gancho o una llave de golpes hasta que se afloje el rodamiento. Si el manguito sobresale del eje, debe preverse un apoyo. Los rodamientos grandes se desprenden fácilmente mediante la tuerca hidráulica. Si el manguito que ha de desprenderse es pequeño, puede emplearse por ej. un botador en lugar de una llave de gancho.
Inspección de rodamientos desmontados
Una vez desmontado, el rodamiento debe inspeccionarse. Lávelo primero en white spirit y séquelo bien con un trapo sin hilachas limpio. También se puede usar aire comprimido (tenga cuidado de que ningún componente del rodamiento se ponga a girar). Mire si hay huellas en los caminos de rodadura y en los elementos rodantes del rodamiento. Figura N°41
Recuerde no obstante que los rodamientos estancos no deben lavarse en absoluto; por razones obvias su interior tampoco puede ser inspeccionado.
Haga girar el aro exterior y escuche si el ruido es normal.

RODAMIENTOS
39
Figura N°42
Un rodamiento que no presente daños en los caminos de rodadura, elementos rodantes o jaulas, que gira uniformemente y no tiene un juego interno anormalmente grande, puede sin riesgo alguno volverse a montar. Respecto a la relubricación del rodamiento. Si se carece de documentación debe anotarse la designación del rodamiento, la cual va grabada generalmente en la cara del aro exterior o interior.
Averías de los rodamientos
Esta sección trata de diversas averías de los rodamientos y sus probables causas. Cuando un rodamiento se estropea, se debe siempre procurar averiguar el motivo y tratar de eliminarlo. Las causas más corrientes son:
Defecto de montaje Lubricación defectuosa Impurezas en el rodamiento Agua en el rodamiento Defecto de forma en el soporte o eje Daños por vibración Paso de la corriente eléctrica Fatiga del material
Desarme el rodamiento dañado. Si la jaula está remachada se corta la cabeza de un par de remaches y luego puede romperse con ayuda de un destornillador o herramienta similar. Los diez grabados siguientes muestran averías típicas. Consisten la mayoría de las veces en lo que se denomina descascarillado, o sea desprendimiento de fragmentos de material del camino de rodadura. El primer descascarillado suele ser pequeño, pero debido al aumento de las tensiones en los bordes de la lesión y la dispersión de los fragmentos metálicos con el lubricante, se extiende pronto.
1. Si el rodamiento se monta mal, por ej., calándolo excesivamente fuerte sobre el
manguito de fijación o asiento cónico, puede sufrir una precarga. La Figura N°(a) representa descascarillados en el camino de rodadura del aro exterior debidos a precarga radial de esta clase.

RODAMIENTOS
40
2. Una precarga axial puede originarse por ej., cuando el rodamiento queda acuñado lateralmente. Los desperfectos mostrados en la Figura N°(b) fueron originados por falta de espacio en el soporte; el rodamiento no pudo seguir el desplazamiento axial que se produjo al alargarse el eje debido a dilatación térmica.
(a) (b)
3. Si un rodamiento que ha de montarse con ajuste de apriete sobre el eje se
coloca dando golpes sobre el aro exterior, pueden producirse daños del tipo mostrado en la Figura N°(c) Estos daños pueden también originarse al dar golpes sobre un extremo del eje, una polea, etc., sin apoyo de contención. En tal caso se producen fácilmente huellas en los caminos de rodadura y elementos rodantes, con lo que se acorta la duración.
4. Un rodamiento mal lubricado presenta unos caminos de rodadura con un pulido
de gran brillo pero a menudo también con micro-grietas en la superficie. Por regla general es sin embargo la jaula la que se rompe primero, con lo que una bola o un rodillo fácilmente quedan acuñados y se produce la avería total del rodamiento.
También puede ocurrir que el rodamiento se caliente por funcionar con falta de lubricante. (Figura N°d)
(c) (d)
5. Si en el rodamiento penetran impurezas en forma de partículas sólidas, se
originan fácilmente desperfectos del tipo mostrado en la Figura N°(e). Las partículas ocasionan huellas de presión en los caminos de rodadura y elementos rodantes, con posible descascarillado en forma de escamas. Las impurezas
RODAMIENTOS
41
pueden naturalmente haber ya entrado en el montaje, pero lo más probable es que alguna de las obturaciones esté defectuosa.
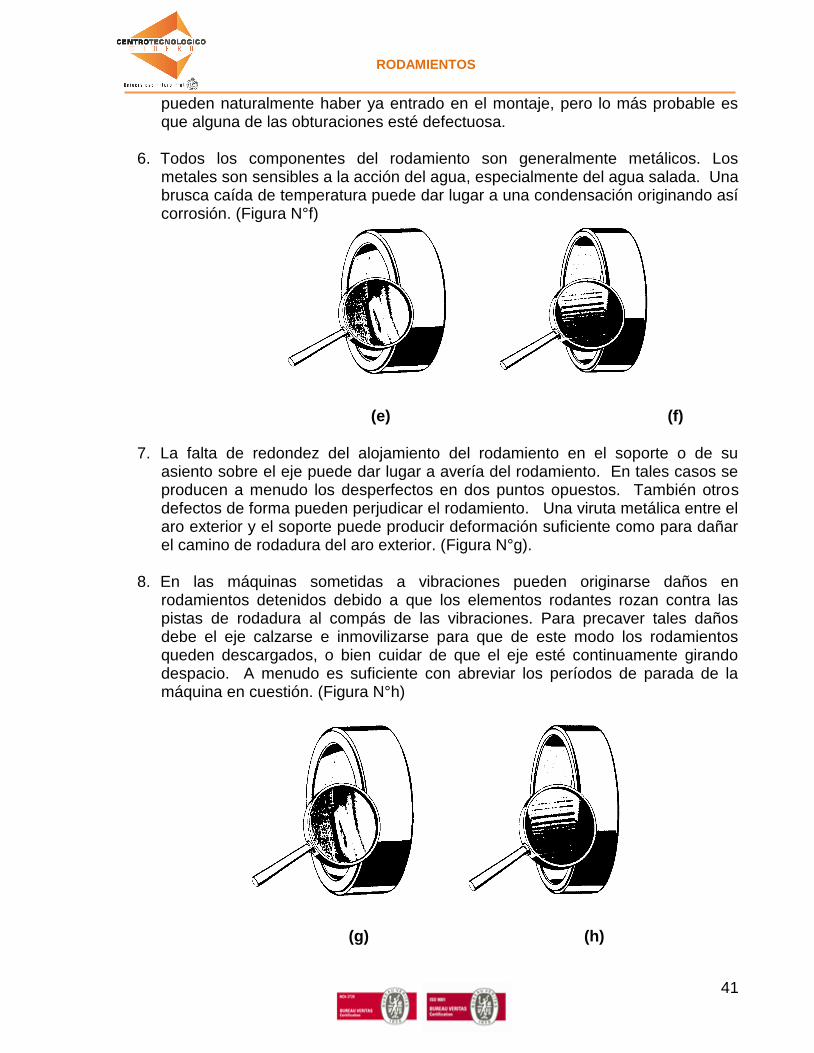
6. Todos los componentes del rodamiento son generalmente metálicos. Los
metales son sensibles a la acción del agua, especialmente del agua salada. Una brusca caída de temperatura puede dar lugar a una condensación originando así corrosión. (Figura N°f)
(e) (f)
7. La falta de redondez del alojamiento del rodamiento en el soporte o de su
asiento sobre el eje puede dar lugar a avería del rodamiento. En tales casos se producen a menudo los desperfectos en dos puntos opuestos. También otros defectos de forma pueden perjudicar el rodamiento. Una viruta metálica entre el aro exterior y el soporte puede producir deformación suficiente como para dañar el camino de rodadura del aro exterior. (Figura N°g).
8. En las máquinas sometidas a vibraciones pueden originarse daños en rodamientos detenidos debido a que los elementos rodantes rozan contra las pistas de rodadura al compás de las vibraciones. Para precaver tales daños debe el eje calzarse e inmovilizarse para que de este modo los rodamientos queden descargados, o bien cuidar de que el eje esté continuamente girando despacio. A menudo es suficiente con abreviar los períodos de parada de la máquina en cuestión. (Figura N°h)
(g) (h)

RODAMIENTOS
42
9. Aunque la diferencia de potencia entre el eje y el soporte sea baja (0,4 voltios),
puede producirse una descarga de corriente a través de la delgada película de lubricante entre los elementos rodantes y los caminos de rodadura. Su consecuencia es un número de cráteres por quemadura o zonas estriadas. Daños de esta clase pueden originarse por ej., por mal contacto con tierra al efectuar trabajos de soldadura en la máquina. (Figura N°i)
10. El motivo de que se presenten descascarillados por fatiga puede a veces ser
simplemente que el rodamiento ha alcanzado su duración efectiva. Esta sobrepasa generalmente en forma apreciable la duración nominal calculada. (Figura N°j).
(i) (j)
3.2. Montaje
Esta sección contiene consejos y recomendaciones sobre la forma más conveniente de montar los rodamientos. Está subdividida en los siguientes apartados:
* Ajuste de apriete en el eje. *Rodamientos sobre manguito * Ajuste de apriete en el alojamiento. *Llenado de lubricante * Rodamientos de rodillos cilíndricos. *Pruebas e informes * Rodamientos de rodillos cónicos.
Una condición para que un rodamiento funcione satisfactoriamente y alcance la duración prevista es que en su montaje se utilice el método correcto y se observe pulcritud. El montaje debe de preferencia efectuarse en una sala seca y limpia. El lugar de trabajo debe, de ser posible, no estar próximo a máquinas que desprendan virutas o polvo.
Empiece el trabajo de montaje reuniendo las herramientas necesarias.

RODAMIENTOS
43
Examine cuidadosamente las piezas vecinas a los rodamientos. Quite rebabas y limpie el eje y los resaltes. Verifique el eje y el soporte en lo que respecta a exactitud de dimensiones y de forma. Pueden haberse producido daños en el desmontaje. Revise las obturaciones y sustitúyalas si están desgastadas o estropeadas.
Figura N°43
Al cambiar un rodamiento, el nuevo no debe sacarse del envase hasta el momento de montarlo. No quite el agente antioxidante excepto en la superficie cilíndrica exterior y en el agujero. Limpiar estas superficies con white spirit, secándolas con un trapo sin hilachas limpio.
Ajuste de apriete en el eje:
Unte con aceite fluido el asiento del rodamiento antes de su montaje. Con esto se pretende evitar daños en el eje. No dé nunca martillazos directamente sobre el rodamiento sino intercale siempre algún elemento que se apoye en el aro interior del rodamiento, tal como muestra la Figura N°45. El aro podría quebrarse, la jaula dañarse o desprenderse fragmentos metálicos y estropear el rodamiento al hacerlo funcionar. Los rodamientos pequeños se montan mediante un botador de segmento o un botador tubular bien limpio. Los extremos del tubo han de ser planos, paralelos y estar exentos de rebabas.
Aplique la herramienta al aro interior. Para dar los golpes emplee un martillo corriente. Los martillos de plomo u otro metal blando no son apropiados por desprenderse fácilmente escamas. Vigile que el rodamiento no entre torcido al colocarlo sobre el eje.
Figura N°45
Nunca coloque un rodamiento en un eje presionando sobre el aro exterior del mismo. Podría dañar los caminos de rodadura y elementos rodantes, con lo que la duración del rodamiento disminuiría considerablemente.

RODAMIENTOS
44
Si el eje lleva roscas interiores o exteriores, éstas pueden aprovecharse para el montaje.
Si se dispone de una prensa mecánica o hidráulica, pueden montarse en frío rodamientos pequeños y medianos. Intercale un casquillo o trozo de tubo bien limpio entre la prensa y el aro interior.
Figura N°47
El montaje de rodamientos grandes se facilita calentándolos previamente, siendo una temperatura apropiada unos 80-90ºC por encima de la temperatura ambiente.
Un rodamiento no debe sin embargo calentarse a más de +120ºC. Generalmente se calientan en baño de aceite. Utilícese aceite limpio con un punto de inflamación superior a los +250ºC. Tómese un recipiente limpio y viértase suficiente aceite para cubrir totalmente el rodamiento. El rodamiento no debe apoyarse directamente sobre el fondo sino que debe utilizarse un suplemento que lo aisle del calor del fondo. Empléese un hornillo eléctrico, una llama de gas, o algo por el estilo para el calentamiento del aceite.
¡No caliente nunca el rodamiento directamente a la llama! Venden aparatos calentadores, hornos y hornillos eléctricos.
Figura N°48
Figura N°46

RODAMIENTOS
45
Póngase guantes protectores limpios o utilice trapos limpios para coger el rodamiento caliente. Vacíese el aceite que pueda quedar en el aro exterior y séquese el agujero del rodamiento. Acto seguido deslícese el rodamiento rápidamente sobre el eje.
Presione el rodamiento contra la superficie de apoyo hasta que se haya enfriado a fin de que el aro interior se ajuste bien al resalte.
Ajuste de apriete en el alojamiento
Figura N°49
Acéitese el alojamiento del rodamiento, empléese para el montaje un botador de segmento o un botador tubular bien limpio, pero aplicándolo al aro exterior. Vigile que el rodamiento no se tuerza al montarlo. También en este caso es conveniente emplear una prensa mecánica o hidráulica. Por lo demás las reglas que rigen para el montaje de rodamientos con ajuste de apriete sobre el eje son aplicables en el caso de ajuste de apriete en el alojamiento.
El alojamiento debe a veces calentarse para poder montar el rodamiento. Generalmente basta con un aumento de temperatura relativamente pequeño, puesto que el ajuste raramente es especialmente fuerte. Para el calentamiento puede emplearse una lámpara eléctrica, el aparato calentador, aceite caliente o una llama directa. De emplearse llama directa hay que observar gran precaución a fin de que el alojamiento no se agriete o se deforme.
Verifique las dimensiones del alojamiento después del calentamiento y no olvide de limpiarlo con un trapo seco antes de montar el rodamiento. Presione el rodamiento contra el resalte y reténgalo hasta que el alojamiento se haya enfriado lo suficiente para que el rodamiento quede bien fijado.
Rodamientos de rodillos cilíndricos
Los rodamientos de rodillos cilíndricos pueden generalmente montarse por partes. Móntese primero el aro libre y acéitese ligeramente el camino de rodadura. Acéitense seguidamente los rodillos y colóquese el otro aro con la corona de rodillos al mismo tiempo que se hace girar el eje o el alojamiento. Vigile que la corona de rodillos entre de forma correcta. Se recomienda el uso de
Figura N°50

RODAMIENTOS
46
un casquillo guiador.
Si la corona de rodillos entra torcida sin haberse previamente aceitado o sin hacerla girar, es fácil que se dañe un aro o alguno de los rodillos.
Rodamientos de rodillos cónicos El montaje de rodamientos de rodillos cónicos puede ser relativamente complicado. Frecuentemente han de montarse con un determinado juego interno o ajustarse a una cierta precarga predeterminada mediante muelles o arandelas de reglaje.
Figura N°51 Aplicaciones sencillas de rodamientos en ruedas pueden no obstante montarse sin mayores problemas. Empiécese por colocar los aros exteriores en el cubo con ayuda de un manguito de montaje o un botador tubular bien limpio. Compruébese que los aros queden apoyados contra los respectivos anillos de retención (resaltes).
Móntese a continuación en la mangueta el cono interno con su correspondiente corona de rodillos del rodamiento. Llénese de grasa apropiada el espacio entre los rodillos en ambos rodamientos y entre los aros exteriores. Colóquese la rueda y móntese a continuación el cono externo Enrósquese la tuerca y apriétese, haciendo girar simultáneamente la rueda. Cuando la rueda empiece a ofrecer resistencia aflójese la tuerca sólo lo necesario para que la rueda empiece nuevamente a girar suave. Asegure la tuerca y coloque inmediatamente el tapacubos.
Figura N°52
RODAMIENTOS
47
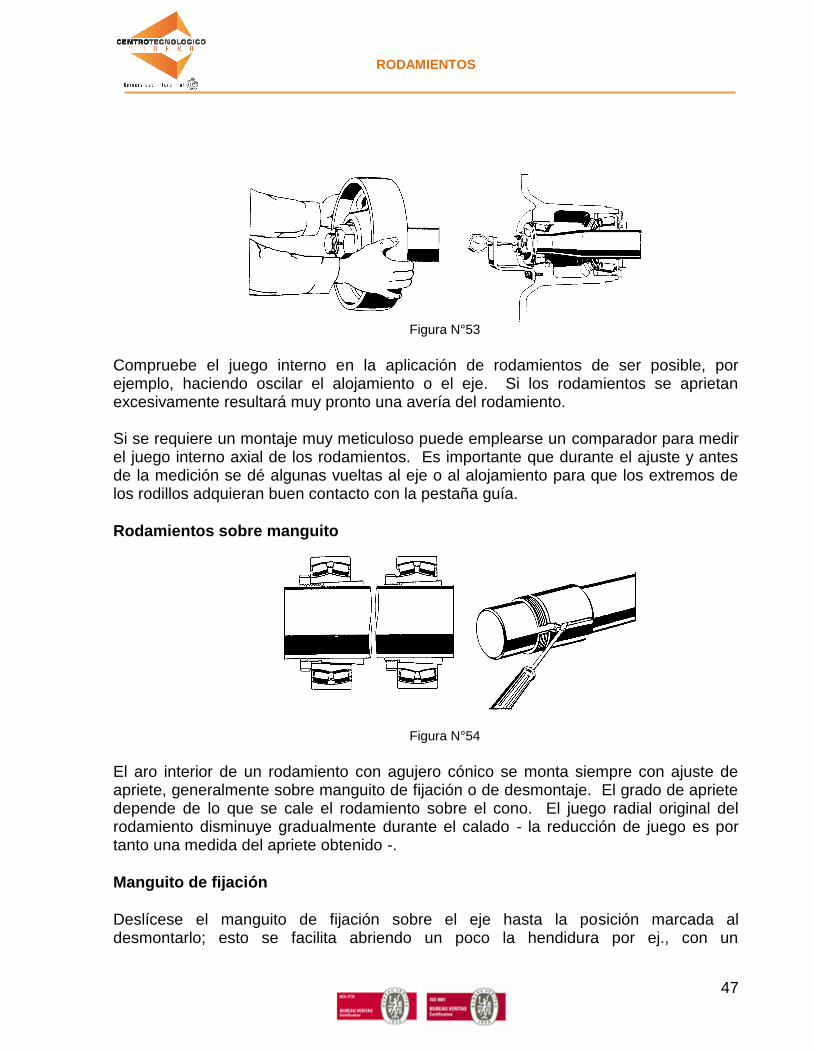
Figura N°53
Compruebe el juego interno en la aplicación de rodamientos de ser posible, por ejemplo, haciendo oscilar el alojamiento o el eje. Si los rodamientos se aprietan excesivamente resultará muy pronto una avería del rodamiento.
Si se requiere un montaje muy meticuloso puede emplearse un comparador para medir el juego interno axial de los rodamientos. Es importante que durante el ajuste y antes de la medición se dé algunas vueltas al eje o al alojamiento para que los extremos de los rodillos adquieran buen contacto con la pestaña guía.
Rodamientos sobre manguito
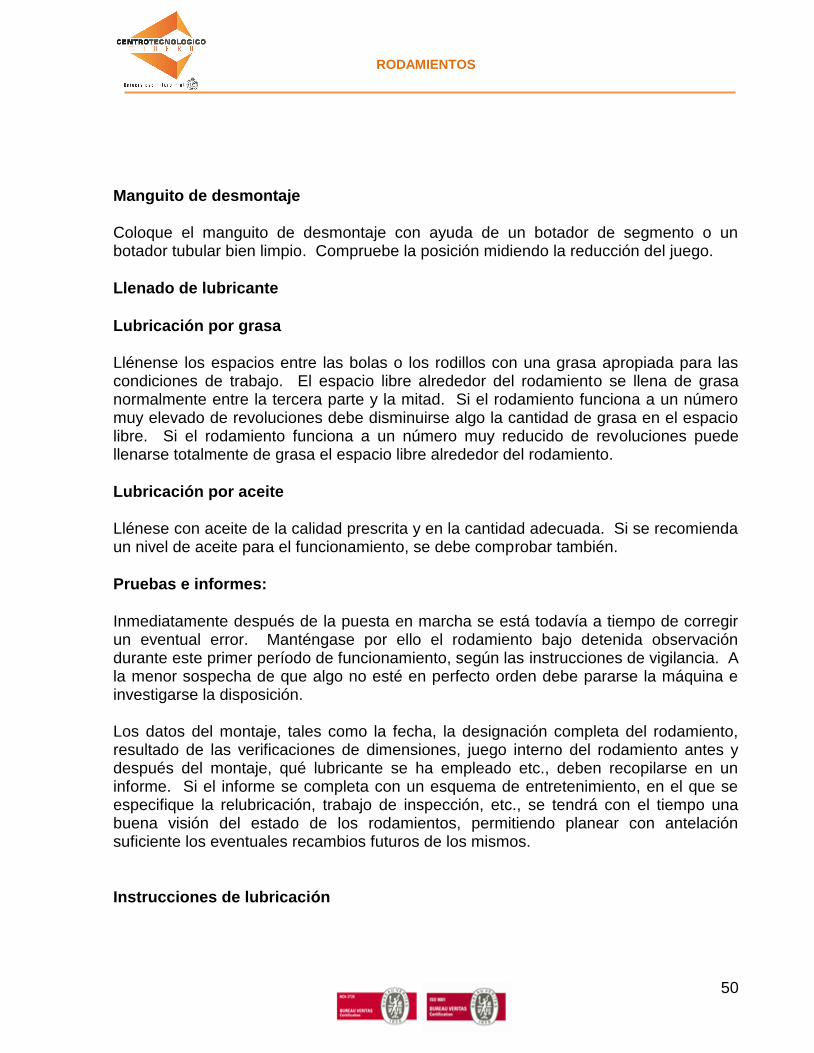
Figura N°54
El aro interior de un rodamiento con agujero cónico se monta siempre con ajuste de apriete, generalmente sobre manguito de fijación o de desmontaje. El grado de apriete depende de lo que se cale el rodamiento sobre el cono. El juego radial original del rodamiento disminuye gradualmente durante el calado - la reducción de juego es por tanto una medida del apriete obtenido -.
Manguito de fijación
Deslícese el manguito de fijación sobre el eje hasta la posición marcada al desmontarlo; esto se facilita abriendo un poco la hendidura por ej., con un

RODAMIENTOS
48
destornillador. Si por algún motivo falta la señal de la posición del manguito sobre el eje, debe averiguarse dónde debe situarse exactamente el rodamiento y colocar el manguito de acuerdo con ello. En ciertos casos puede ser necesario hacer una prueba de montaje del rodamiento para de esta forma tantear cuál es la posición correcta del manguito.
Quítese el agente antioxidante del agujero del rodamiento, pero sólo del agujero, antes de montarlo. Pásese el rodamiento sobre el manguito de fijación y enrósquese la tuerca. Coloque el rodamiento apretando la tuerca hasta que note que está apretado, al girarlo con la mano. Afloje la tuerca lo suficiente para que el rodamiento gire suavemente antes de doblar la lengüeta de seguridad (ver Figura N°54).
Al montar rodamientos de bolas a rótula sobre manguito de fijación se comprobará la reducción del juego girando y ladeando el aro exterior durante el calado. Cuando la presión de la tuerca sea la apropiada el aro exterior debe continuar siendo fácil de girar, pero ofrecer cierta resistencia al ladearlo (Ver Figura N°55).
Figura N°55
Antes de montar un rodamiento de rodillos a rótula sobre manguito de fijación, se medirá el juego interno con un juego de galgas de espesores. Con el rodamiento vertical sobre el banco de trabajo gírese el aro interior un par de vueltas de modo que los rodillos se sitúen debidamente antes de introducir la galga. Mídase entre el rodillo superior y el aro exterior. Iníciese la medición con una galga relativamente delgada y auméntese el grueso sucesivamente, hasta que la galga pueda apenas introducirse. El juego medido debe ser el mismo para ambas hileras de rodillos.
Compruébese la reducción a intervalos regulares durante el calado. Mídase entre el rodillo inferior y el aro exterior. La tabla siguiente da valores orientativos de la reducción del juego radial y el calado axial para rodamientos de rodillos a rótula. (Ver Figura N°56)
Grandes cargas, elevado número de revoluciones y grandes diferencias de temperatura entre el aro interior y el exterior (el interior más caliente que el exterior) implican que el juego remanente en el rodamiento deba ser relativamente grande. En tales casos se emplean por regla general rodamientos con juego interno mayor que el normal, o sea juego C3 ó C4, montándolos con la máxima reducción de juego indicada en la tabla. Si

RODAMIENTOS
49
el aro exterior se calienta más que el interior se emplean por regla general un juego interno menor que el normal.
Figura N°56
Figura N°57
Desenrósquese la tuerca una vez terminado el calado y colóquese la arandela de retención. Seguidamente apriétese la tuerca y dóblese una lengüeta de la arandela para que coincida con alguna de las muescas de la tuerca. Mídase nuevamente el juego remanente del rodamiento y verifíquese que no haya variado.
RODAMIENTOS
50
Manguito de desmontaje
Coloque el manguito de desmontaje con ayuda de un botador de segmento o un botador tubular bien limpio. Compruebe la posición midiendo la reducción del juego.
Llenado de lubricante
Lubricación por grasa Llénense los espacios entre las bolas o los rodillos con una grasa apropiada para las condiciones de trabajo. El espacio libre alrededor del rodamiento se llena de grasa normalmente entre la tercera parte y la mitad. Si el rodamiento funciona a un número muy elevado de revoluciones debe disminuirse algo la cantidad de grasa en el espacio libre. Si el rodamiento funciona a un número muy reducido de revoluciones puede llenarse totalmente de grasa el espacio libre alrededor del rodamiento.
Lubricación por aceite Llénese con aceite de la calidad prescrita y en la cantidad adecuada. Si se recomienda un nivel de aceite para el funcionamiento, se debe comprobar también.
Pruebas e informes:
Inmediatamente después de la puesta en marcha se está todavía a tiempo de corregir un eventual error. Manténgase por ello el rodamiento bajo detenida observación durante este primer período de funcionamiento, según las instrucciones de vigilancia. A la menor sospecha de que algo no esté en perfecto orden debe pararse la máquina e investigarse la disposición. Los datos del montaje, tales como la fecha, la designación completa del rodamiento, resultado de las verificaciones de dimensiones, juego interno del rodamiento antes y después del montaje, qué lubricante se ha empleado etc., deben recopilarse en un informe. Si el informe se completa con un esquema de entretenimiento, en el que se especifique la relubricación, trabajo de inspección, etc., se tendrá con el tiempo una buena visión del estado de los rodamientos, permitiendo planear con antelación suficiente los eventuales recambios futuros de los mismos.
Instrucciones de lubricación
RODAMIENTOS
51
Un rodamiento bien lubricado no se desgasta, puesto que el lubricante impide contacto metálico directo entre los diversos elementos del rodamiento. El fabricante de la máquina indica por regla general qué lubricante e intervalo de relubricación debe adoptarse, y en tal caso basta por tanto con seguir las instrucciones. En caso de faltar tales instrucciones, pueden ser útiles las siguientes recomendaciones. Todos los rodamientos pueden en principio lubricarse o bien con grasa o bien con aceite. Los rodamientos axiales de rodillos a rótula exigen no obstante normalmente lubricación por aceite; grasa puede usarse solamente a muy bajas velocidades. En cuanto a los rodamientos estancos, o sea rodamientos con placas de protección o de obturación, se llenan de grasa en el momento de fabricación y no necesitan por tanto relubricarse nunca. Determinante para la elección de lubricante es en primer lugar el campo de temperaturas y la velocidad a la que trabaja el rodamiento. En condiciones normales de funcionamiento se puede generalmente emplear grasa, la cual se mantiene más fácilmente en el rodamiento en comparación con el aceite; la grasa contribuye también por si misma a proteger el rodamiento contra la humedad e impurezas. La lubricación con aceite se emplea comúnmente cuando las temperaturas de funcionamiento o las velocidades son elevadas, cuando interesa disipar calor de la aplicación y cuando los elementos contiguos de la máquina están lubricados por aceite. En las tablas de rodamientos se especifican los límites de velocidad que rigen para lubricación por grasa y aceite respectivamente. Guarde siempre el lubricante en recipientes limpios, cerrados. El lugar de almacenamiento debe ser seco.
Lubricación por grasa
Clases de grasa
Las grasas lubricantes son aceites espesados con diversas sustancias, generalmente jabones metálicos. En la elección de la clase de grasa es necesario tener en cuenta su consistencia, la región de temperaturas en la cual puede usarse la grasa y su acción anticorrosiva en presencia de agua. De acuerdo con la clasificación introducida por NLGI. (National Lubrication Grease Institute). Las grasas lubricantes se agrupan por clases de consistencia. Las grasas lubricantes que en primer término vienen al caso tratándose de rodamientos son grasas de jabones metálicos en las clases de consistencia 1, 2 y 3. El límite superior de temperatura para el empleo de las grasas al calcio se encuentran alrededor de +60ºC. Adicionándoles jabón plúmbico estas grasas son especialmente adecuadas para aplicaciones expuestas al agua, por ej., la sección de la tela en máquinas de papel. Ciertas grasas de este tipo protegen también contra el agua salada.

RODAMIENTOS
52
Las grasas al sodio son aplicables en la región de temperaturas de -30 a + 80ºC, y ejercen acción anticorrosiva por absorber el agua que pueda penetrar, con la que forman una emulsión. Al aumentar el contenido de agua en la grasa se produce una disminución de las propiedades lubricantes, existiendo riesgo de que la grasa se escape fuera de la disposición. Las grasas al litio pueden generalmente emplearse en la región de temperaturas de -30 a + 110ºC y son inalterables al agua. Si puede penetrar agua en la aplicación, la grasa debe contener un aditivo anticorrosivo. Las grasas de base lítica con aditivo de jabón plúmbico proporcionan una lubricación relativamente buena aunque se mezclen con agua. Existen también algunas grasas que pueden emplearse a temperaturas e trabajo superiores a los + 120ºC.
Intervalo de relubricación
De no tener otras instrucciones, puede utilizarse el gráfico 1 siguiente, basado en lubricación con una grasa de calidad media resistente al envejecimiento, para determinar el intervalo apropiado de relubricación, expresado en horas de servicio. Este diagrama es válido para rodamientos en máquinas estacionarias, a carga normal y a temperaturas de los rodamientos -tomada sobre el aro exterior- de hasta +70ºC. Para temperaturas superiores debe reducirse el intervalo a la mitad por cada 15ºC de aumento de temperatura. Naturalmente no debe sobrepasarse el límite superior de temperatura. Las aplicaciones en las cuales la grasa se ensucia mucho o tiene que servir también para impedir la entrada de agua, deben relubricarse con mayor frecuencia.
Cantidad necesaria de grasa
Si se carece de información sobre la cantidad necesaria de grasa para la relubricación, puede calcularse mediante la fórmula G = 0,005 D B siendo G = cantidad de grasa en gramos D = diámetro exterior del rodamiento en milímetros B = ancho del rodamiento en milímetros
Lubricación por aceite
Para la lubricación de rodamientos deben emplearse aceites minerales refinados. A temperaturas de funcionamiento por encima de + 125ºC se recomiendan no obstante aceites sintéticos del tipo poliglicol. Aditivos para mejorar algunas de las propiedades del aceite son por regla general necesarios sólo bajo condiciones excepcionales de

RODAMIENTOS
53
funcionamiento. Normalmente deben emplearse aceites con índice de viscosidad mediano o alto. A elevado número de revoluciones debe elegirse un aceite ligero, ya que de lo contrario se produce un exceso de temperatura en el rodamiento. A bajas velocidades se emplea en cambio un aceite muy denso para conseguir una película de aceite suficientemente gruesa.
Figura N°58
3.3. Herramientas de montaje y desmontaje
3.3.1. Herramientas hidráulicas
Figura N°59

RODAMIENTOS
54
En el montaje y desmontaje de rodamientos grandes el método de inyección de aceite y las tuercas hidráulicas han mostrado ser unos medios sumamente provechosos. La Figura N°de la izquierda muestra cómo mediante el método de inyección de aceite y una tuerca hidráulica se monta un rodamiento de rodillos a rótula sobre un eje cónico. El método de inyección de aceite consiste en inyectar aceite a elevada presión entre el asiento del rodamiento y el aro interior, con lo que se forma una película que separa estos elementos. El aceite llega a las superficies de ajuste a través de unos conductos (a) en el eje y se distribuye por unas ranuras (b). A los ejes que carezcan de conductos y ranuras es fácil practicárselos por ej., durante una revisión general facilita gustosamente consejos e instrucciones. La tuerca hidráulica se adapta a una rosca en el eje o manguito. Se inyecta aceite en la tuerca (c) de modo que el émbolo anular (d) presione sobre el aro interior del rodamiento, sobre una tuerca de eje o sobre una arandela de tope que se haya atornillado en el extremo del eje. La presión de aceite se consigue por un inyector de aceite o una bomba. La Figura N°de la derecha muestra el desmontaje del mismo rodamiento. La tuerca del eje se ha aflojado un par de vueltas. Al inyectar aceite entre el rodamiento y el asiento, se desplaza el rodamiento fácilmente y es retenido por la tuerca.
3.3.2. Herramientas mecánicas
Figura N°60