desarrollo de un programa de mantenimiento...
TRANSCRIPT

DESARROLLO DE UN PROGRAMA DE MANTENIMIENTO PLANIFICADO APLICADO,
IMPLEMENTANDO LAS N.T.C. ISO 9000 VERSIÓN 2000 EN EL TALLER MECÁNICO-
INDUSTRIAL DEL INSTITUTO TÉCNICO CENTRAL “LA SALLE”
ALEXANDER PEÑA CARDOZO
OSCAR FABIÁN SANDOVAL MEDINA
UNIVERSIDAD DE AMÉRICA
FACULTAD DE INGENIERÍAS
BOGOTÁ D.C.
2003

DESARROLLO DE UN PROGRAMA DE MANTENIMIENTO PLANIFICADO APLICADO,
IMPLEMENTANDO LAS N.T.C. ISO 9000 VERSIÓN 2000 EN EL TALLER MECÁNICO-
INDUSTRIAL DEL INSTITUTO TÉCNICO CENTRAL “LA SALLE”
ALEXANDER PEÑA CARDOZO
OSCAR FABIÁN SANDOVAL MEDINA
Proyecto de grado para optar al título de
Ingeniero Mecánico
Director:
GABRIEL ENRIQUE CAPOTE BURGOS
UNIVERSIDAD DE AMÉRICA
FACULTAD DE INGENIERÍAS
BOGOTÁ D.C.
2003
NOTA DE ACEPTACIÓN
_____________________________
_____________________________
_____________________________
_____________________________
PRESIDENTE DE JURADO
_____________________________
JURADO
_____________________________
JURADO
BOGOTA D. C. __________________________________

Ni el comité de Proyectos, ni la
Universidad de América, son
responsables de los conceptos
expuestos en este trabajo

“A DIOS a nuestros padres, al Ing. Manuel Plata y a todos los
colaboradores de este proyecto”
Los autores
DIRECTIVAS
PRESIDENTE DE LA UNIVERSIDAD Y RECTOR DEL CLAUSTRO
Dr. JAIME POSADA
VICERRECTOR DE DESARROLLO Y RECURSOS HUMANOS
Dr. LUIS JAIME POSADA
VICERRECTORA ACADÉMICA Y DE POSTGRADOS
Ing. ANA JOSEFA HERRERA
DECANO FACULTAD INGENIERÍA
Ing. HUGO CÁCERES GÓMEZ
DIRECTOR DE DEPARTAMENTO INGENIERÍA MECÁNICA
Ing. ÁLVARO HERNÁNDEZ
AGRADECIMIENTOS
El autor expresa su agradecimiento a:
Gabriel Capote, director del proyecto y por todos sus aportes a este proyecto.
Al ingeniero Jairo Peña, docente del instituto por su constante información y
apoyo.
A la Hermana Victoria jefe de talleres y laboratorios del instituto por toda la
información brindada y los permisos respectivos para la correcta elaboración del
proyecto.
A la Doctora Ligia Beatriz Medina por todo sus aporte con la información
económica del proyecto.
Ing. Manuel Plata, por su oportuna colaboración para el correcto desarrollo de
este proyecto de forma desinteresada.
Y a todos las personas que algún momento de la elaboración de este proyecto
brindaron su grano de arena para que este siguiera su normal curso, hasta llegar a
su culminación.

RESUMEN
En el trabajo presentado a continuación se establece el mejoramiento en los
problemas presentados en el taller mecánico-industrial del Instituto Técnico
Central “LA SALLE”, al implementar un programa de mantenimiento planificado,
teniendo en cuenta que el taller no aplica un correcto mantenimiento a sus
equipos.
El procedimiento a seguir para la implementación de este programa de
mantenimiento es:
1. El análisis de las diferentes secciones existentes en el taller.
2. Determinación de las fallas por la falta de un correcto mantenimiento.
3. Elaboración e implementación de el programa de mantenimiento.
En el taller mecánico-industrial de el instituto TÉCNICO CENTRAL “LA SALLE”,se
aplicarán las normas Técnicas NTC ISO 9000 versión 2000, de este modo la
implementación de los estándares de calidad serán una herramienta útil para
respaldar la implementación del programa de mantenimiento.
PLANTEAMIENTO DEL PROBLEMA
El Instituto Técnico Central es una institución educativa de gran reconocimiento en
Bogotá, en donde su taller mecánico industrial fabrica una gran variedad de piezas
industriales como piñones, tornillos, bujes. Etc.
Uno de los problemas que se encuentra en la actualidad del taller es que ha
sufrido una remodelación en el año 2000, con la compra de 6 tornos nuevos de
una marca poco comercial, en donde no encontramos un plan de mantenimiento
de fábrica. Las máquinas están siendo utilizadas de 7:00 am hasta 9:00 pm
continuamente debido a las prácticas de los alumnos del bachillerato y después los
de las carreras técnicas.
Uno de los inconvenientes más frecuentes dentro del taller es que rompen los
seguros de freno de la alesadora, debido a que no hay unas indicaciones bien
establecidas del manejo de esta máquina.
Los tornos de marca HARRISON 2300, sufren un gran daño en su caja de
velocidades debido a su tipo de control con perilla que permite un cambio de estas
de una forma no deseada ocasionando un golpe entre la caja y el piñón de
engrane.
Por la antigüedad del 80% de los tornos del taller dentro de los cuales
encontramos los más utilizados como son los polacos y los brasileños, por su uso
continuo dentro de la semana, estos presentan constantes fallas debido a que no
existe un plan de mantenimiento en la actualidad.
También se tienen las fresadoras que uso es continuo y presentan por el manejo
diario de estos problemas en su plato divisor, el cual se va desajustando por su
operación y esto presenta un problema en la terminación de los piñones que
quedaran desajustados en su paso.
Uno de los problemas principales es que como el tipo de mantenimiento en el taller
es correctivo, ninguna de las máquinas recibe una correcta lubricación y además
de las máquinas principales ya nombradas, hay otras de menor envergadura como
son los esmeriles, cepillos, rectificadoras. Etc.
Debido a estos inconvenientes y otros que surgirán con una investigación más
exhaustiva se considera muy apropiado realizar el mantenimiento planificado a
este taller cuya magnitud e intensidad horaria de trabajo son bastante
considerables.

OBJETIVOS
OBJETIVO PRINCIPAL
DESARROLLAR UN PROGRAMA DE MANTENIMIENTO PLANIFICADO APLICADO,
IMPLEMENTANDO LAS N.T.C. ISO 9000 VERSIÓN 2000 EN EL TALLER MECÁNICO-
INDUSTRIAL DE EL INSTITUTO TÉCNICO CENTRAL “LA SALLE”.
OBJETIVOS ESPECÍFICOS:
Recopilar, organizar y elaborar los estándares de inspección técnica para los
equipos del Instituto Técnico Central “LA SALLE”.
Estructurar las rutas específicas de las inspecciones técnicas necesarias en
el mantenimiento planificado.
Elaborar las tarjetas de información básica de cada máquina de acuerdo a
su funcionamiento y estado, teniendo en cuenta las N.T.C. ISO 9000 versión
2000.
Realizar un estudio financiero, de acuerdo con los resultados obtenidos,
antes y después del mantenimiento planificado en el taller.

Asignar funciones y responsabilidades de los operarios frente a los equipos,
según el área de desempeño.
Elaborar procedimientos del mantenimiento de los equipos de mayor
prioridad, especificando los puntos críticos.
Realizar formatos para la captura de indicadores de gestión TMDR, TMEF y
HH; y ordenes de trabajo.
Elaborar las rutas de lubricación para las máquinas, especificando puntos de
lubricación y tipos de lubricante.
Diseñar un software de mantenimiento para dicho taller.
INTRODUCCIÓN
El instituto TÉCNICO CENTRAL “LA SALLE”. Desarrolla procesos de mecanizado
como son fresado, torneado, limado y cortado. Los equipos que operan en este
colegio, no han tenido un mantenimiento planificado, ya que no tienen un tiempo
de revisión y reparación. El mantenimiento que se lleva a cabo es correctivo, ya
que algunos equipos tienen manuales que no se emplean correctamente,
impidiendo un análisis detallado del problema, pues se dan soluciones inmediatas
que puedan ocasionar daños en la vida útil de los equipos. La seguridad industrial
aplicada en el instituto es mínima, puesto que no se ha implantado un plan de
manejo y seguridad de equipos, y no existe conciencia en los operarios en el
manejo de materias primas, manejo de equipos y daños que pueda tener.
El proyecto que se va a llevar a cabo en el instituto es muy importante, ya que el
trabajo desarrollado en el taller depende básicamente del buen estado de las
máquinas y si estas no funcionan bien o se encuentran deterioradas el taller tendrá
déficit en la capacitación de los operarios y en la producción de las diferentes
piezas que se hacen, también tendrá altos costos de la reparación de las mismas.
Es necesario llevar a cabo el funcionamiento de un programa de mantenimiento
industrial aplicado al taller, por medio de un proceso de implementación de las
B.P.M y la N.T.C. ISO 9000 versión 2000, el cual consiste en una revisión

completa de todas las máquinas, ayudado por los manuales y las personas que las
manejan. Con la información recopilada, se hace un estudio de cada una, para así
elaborar un cronograma de actividades acorde con el análisis de las posibles fallas
que se puedan presentar, y así dar solución a problemas que puedan deteriorar el
trabajo en el.
La aplicación de programas de mantenimiento, en la industria, permite el buen
desempeño de los equipos, por medio de un seguimiento teniendo en cuenta su
trabajo y así, disminuir los costos frente al deterioro de los mismos.

44
GLOSARIO
AVERÍA. Cese de la capacidad de un equipo para realizar su función específica.
Equivale al término fallo.
AVERÍA, MANTENIMIENTO POR. Mantenimiento efectuado a un equipo cuando la
avería ya se ha producido. Equivalente al término Mantenimiento Correctivo.
CARGA DE TRABAJO. Tiempo de cumplimiento estimado de los trabajos de
mantenimiento en curso y en espera o pendientes de un determinado momento.
CICLO DE VIDA. Tiempo durante el cual un equipo conserva su capacidad de
utilización. El período abarca desde su adquisición hasta que es sustituido o es
objeto de restauración/rehabilitación.
CONTRATADO, MANTENIMIENTO. Mantenimiento realizado por personal ajeno a la
plantilla propia.
DISPONIBILIDAD. Capacidad de los equipos para desarrollar su función en un
determinado momento o en un periodo de tiempo en condiciones y rendimiento
definidos.
ELEMENTO. Partes constituyentes de un componente (juntas, tornillos, alabes)
equivale al término pieza.

45
EQUIPO. Unidad compleja de orden superior integrada por conjunto de
componentes y piezas, agrupados para formar un sistema funcional. Equivale al
término máquina.
ESTADO ADMISIBLE. Condición admisible de un equipo para una utilización
especifica. Nunca será inferior al exigido por la reglamentación oficial y técnica
para dicha utilización.
FALLO. Cese de la capacidad de un equipo para realizar se función especifica.
FICHA TÉCNICA. Registro de las características técnicas de los equipos.
FRICCIÓN. Desgaste producido por rozamiento entre dos superficies.
FUGA. Salida incontrolada de un elemento sea gas o líquido de un continente que
debería ser estanco.
GESTIÓN DE MANTENIMIENTO. Actuaciones con las que la dirección de una
organización de mantenimiento sigue una política determinada.
HOJA DE VIDA. Registro de las incidencias, averías, reparaciones, y actuaciones en
general que conciernen a un determinado equipo.
INSPECCION. Reconocimiento crítico efectuado a un equipo, verificando su estado
real por comparación con el exigido.
46
MANTENIBILIDAD. Confiabilidad Capacidad de la entidad para efectuar su función
específica en unas condiciones y rendimiento definido, durante un periodo de
tiempo determinado. Puede expresarse como la probabilidad de que funcione
correctamente en las condiciones operativas de diseño durante un determinado
periodo de tiempo.
MANTENIMIENTO. Conjunto de actividades técnicas y administrativas cuya
finalidad es conservar o restituir, un equipo en/a las condiciones que le permitan
desarrollar su función.
MANUAL DE MANTENIMIENTO. Recopilación de la información, datos y
recomendaciones necesarias para el correcto mantenimiento de un equipo.
OPERACIÓN EN. Situación de un equipo que esta efectuando su función. Equivale
a los términos en marcha y en servicio.
ORDEN DE TRABAJO. Instrucción escrita que define el trabajo que debe llevarse a
cabo por la organización de Mantenimiento.
PLAN DE MANTENIMIENTO. Relación detallada de las actuaciones de
mantenimiento que requiere un equipo y de los intervalos con que deben
efectuarse.
REPARACIÓN GENERAL. Revisión minuciosa y, en su caso, reparación extensa de
un equipo o de una parte importante del mismo, para que recupere su condición
admisible de utilización; equivale al término parada general, cuando se aplica a
una instalación o planta con carácter periódico
ROTURA. Avería que produce la no disponibilidad de un equipo.

47
SOLICITUD DE TRABAJO. Documento en que se pide la realización de un
determinado trabajo o que indica la existencia de una condición no admisible o
anormal para su corrección.
TIEMPO DISPONIBLE. Periodo de tiempo en el que un equipo está en condición
admisible de utilización, independientemente de que se utilice o no.
TIEMPO MEDIO ENTRE FALLOS. Tiempo medio entre averías sucesivas de un
equipo reparable.
TIEMPO MEDIO DE REPARACIÓN. Tiempo medio necesario para reparar un
equipo.
TIEMPO DE OPERACIÓN. Periodo de tiempo en el que un equipo está realizando su
función.
TIEMPO DE PARADA. Período de tiempo en el que un equipo no esta en operación.
TIEMPO NO DISPONIBLE. Periodo de tiempo en el que un equipo no esta en
condición admisible de utilización a causa de una avería.
TRIBOLOGÍA. Conjunto de conocimientos, técnicas y prácticas relativas al
rozamiento y la lubricación.
48
1. GENERALIDADES
1.1 RESEÑA HISTÓRICA
El 9 de febrero de 1905, nació bajo la dirección de los Hermanos Lasallistas, la
Escuela Central de Artes y Oficios, donde funcionaba el Asilo San José,
centro de beneficencia, creado en 1880. Su objetivo inmediato fue, capacitar a las
personas de más bajos recursos, en las destrezas y habilidades específicas
requeridas, para desempeñarse en diversos empleos operativos.
El decreto 146, expedido por el General Rafael Reyes, Presidente de la República,
además de crear la Escuela Central de Artes y Oficios, estableció el plan de
estudios. Dicho plan señalaba las especialidades que se estudiarían en la escuela:
Calderería, Carpintería, Cerrajería, Ebanistería, Fabrica de Tejidos, Fundición,
Herrería, Mecánica, Modelaje, Talla y Zapatería. La Escuela preparaba en lo más
avanzado de la Técnica de la época, más no daba él titulo de Bachiller.
Desde su llegada a Colombia en 1880 procedentes de Francia, los Hermanos de las
Escuelas Cristianas se convirtieron en protagonistas de las innovaciones
pedagógicas. Trajeron no solamente la enseñanza de la Técnica, sino el
bachillerato Internacional con énfasis en las Ciencias y en Matemáticas. De ahí que
en 1911 y 1912, lograron que el pensum de la escuela, fuera el establecido para

49
las escuelas técnicas francesas, dando una proyección nacional a la escuela y
origen a la Ingeniería Industrial en Colombia.
El 24 de noviembre de 1916, José Vicente Concha, Presidente de la Republica,
expidió el decreto 2006, en el que facultaba a la Escuela Central de Artes y Oficios
para otorgar a los alumnos que hubieran cursado con éxito todas las materias
teórico-prácticas correspondientes a Electricidad, Artes Mecánicas, Industrias
Textiles y Artes Decorativas aplicables a la industria, con la extensión e intensidad
que comprendían los programas respectivos presentados al Ministerio del ramo, los
títulos de Ingeniero en Electricidad y Artes Mecánicas, Ingeniero en Electricidad e
Industrias Textiles, e Ingeniero en Electricidad y Arte Industrial Decorativo.
Era obvio un cambio de nombre para la Escuela. En efecto, el decreto 721 de
1919, expedido por Marco Fidel Suárez estableció que El Asilo de niños
Desamparados-Escuela Central de Artes y Oficios que dirigían en esta capital los
Hermanos Cristianos, se denominaría en lo sucesivo Instituto Técnico Central
“LA SALLE”.
El Hno. Florencio Rafael, testigo de excepción de esta historia, expresa en varios
de sus escritos que, el Instituto Técnico Central era una verdadera Universidad
Popular. Universidad por sus programas audaces y generosos y porque buscaba
dar solución a los problemas de la época, y popular porque indagaba acerca de las
necesidades del pueblo y las del individuo y precedía a combinar actividades, a
trazar programas y a formar operarios para las fábricas y las artesanías.
Los años siguientes consolidaron el trabajo y la calidad del Instituto. Tanto sus
Ingenieros, como sus expertos y Técnicos llegaron a muchas partes del país; de
hecho, el Técnico Central fue realmente una Escuela Nacional.

50
El año 1931, fue uno de los más difíciles en la historia del Técnico, en diciembre
del mismo año, el instituto fue fusionado con la facultad de Ingeniería y
Matemáticas de la Universidad Nacional y por eso los Hermanos se retiraron de su
dirección.
En 1937 empezó a funcionar en el edificio del Instituto, la Escuela Industrial de
Bogotá, que de alguna manera fue la sucesora del Técnico Central.
En 1951, el Presidente Laureano Gómez devolvió la dirección del Instituto a los
Hermanos. Estos encontraron a su regreso, una Escuela que para la época se
llamaba “Instituto Superior de Bogotá”, de donde nuevamente resurgiría el
Instituto Técnico Central “LA SALLE”, al reasumir la dirección de la Institución
señalaron sus derroteros, tales fueron: volver a ser del Instituto el gran centro de
formación de industriales, servir eficazmente al progreso de la Patria, contribuir a
su engrandecimiento y prosperidad mediante el desarrollo de sus grandes
potencias industriales.
En los años cincuenta, la creatividad de los Hermanos Lasallistas, hizo nacer el
bachillerato Técnico Industrial en Colombia. En esa década, el Técnico y las
Instituciones afines, capacitan a los jóvenes en las Técnicas propias y se les
enviaban al ejercicio laboral, pero no tenían acceso directo a la educación superior,
por que no eran Bachilleres. Así se implanto una escolaridad que contemplaba un
primer nivel de cinco años donde se expedía el título de “Experto”, y dos años más
tarde que los hacía “Bachilleres Técnicos”. La primera promoción se graduó en
1961, simultáneamente en el Instituto Técnico Central, en el Instituto Superior
Dámaso Zapata de Bucaramanga y en el instituto Pascual Bravo de Medellín.
51
Junto al Bachillerato Técnico nació en el Instituto, el centro de Capacitación para
obreros que funcionaba los domingos, y los cursos de perfeccionamiento para
profesores, especialmente de áreas Técnicas.
En 1978 se crearon en el Técnico las carreras intermedias, dando lugar a la
recuperación de esa vieja tradición de principios de siglo, de impartir educación
superior. Esta creación, supuso también la transformación de la naturaleza jurídica
del instituto. En 1982 pasó a ser Unidad de Educación Superior del Ministerio de
Educación Nacional y a partir de la reforma introducida por la Ley 80 de 1980, los
programas se llamaron “Carreras Técnicas Profesionales”.
Hoy el instituto cuenta con el Bachillerato Técnico Industrial que funciona con siete
especialidades: Dibujo Técnico, Electricidad y Electrónica, Mecánica Automotriz,
Mecánica Industrial, Metalistería, Moldes y Metalurgia y Sistemas e Informática.
Por otra parte ofrece las carreras técnicas profesionales programadas de: Diseño
de Máquinas, Electromecánica, Procesos Industriales, Licenciatura en Educación
con especialidad en Electromecánica y una especialización en Instrumentación
Industrial.
Este es el Instituto Técnico Central, una institución que ha estado en cada
momento de su historia dando respuestas innovadoras a situaciones nuevas; que
ha sido protagonista de la Educación Técnica del país, que ha hecho de la
Educación no un fin en si misma sino un medio que tiene cada uno de los
estudiantes para progresar.
1.1.1. MISIÓN. El Instituto Técnico Central tiene como misión, la constante
búsqueda, conservación, transmisión y desarrollo del saber humano,
52
científico y tecnológico en el beneficio del crecimiento del hombre integral
dentro de los principios éticos y cristianos, y a partir de las características y
condiciones de la sociedad, cultura y valores nacionales.
También es su deber difundir los principios cristianos y Lasallistas para lograr la
educación integral de sus estudiantes; facilitar la preparación profesional de
técnicos que presten servicio a la industria, promover el interés por la ciencias,
artes e investigación científica.
1.1.2. VISIÓN. Aspiramos a convertirnos en una institución educativa reconocida
y destacada socialmente por su calidad y excelencia en la formación
humana, cristiana, académica y técnica que contribuya al desarrollo integral
del hombre moderno y al progreso industrial de nuestro país.
1.1.3. POLÍTICA DE CALIDAD. El Instituto Técnico Central “La Salle” trabaja
con responsabilidad, respeto y honestidad, para satisfacer no solo las
necesidades de sus alumnos sino también para convertirse en un apoyo de
ingeniería, disponiendo para ello recurso humano, tecnología y su
Infraestructura.
1.2. LOCALIZACIÓN. El Instituto Técnico Central “La Salle” y por lo tanto su
taller Mecánico Industrial se encuentran ubicados en la Calle 13 # 17 – 60 en
la ciudad de Bogota D.C.
1.3. ACTIVIDAD ECONÓMICA. El Instituto Técnico Central “La Salle” es una
institución educativa dedicada a la enseñanza de bachilleres técnicos,
53
también presta servicios a la Universidad De La Salle y la inscripción de
alumnos en las carreras técnicas y de educación superior.
1.4. SITUACIÓN ACTUAL. Bachillerato Técnico: Actualmente el Instituto Técnico
Central “La Salle”, tiene un bachillerato técnico para 1280 alumnos de bajos
recursos económicos, el cual funciona de 7 a la 15 horas para estudiante de 6
a 11 grados, bajo la dirección de 5 Hermanos De La Salle y 90 profesores
académicos y técnicos.
Actualmente está graduando bachilleres técnicos en las especialidades de: Dibujo
Técnico, Electricidad y Electrónica, Fundición, Modelaría, Mecánica Industrial,
Mecánica Automotriz, Metalistería, Sistemas y Computación e Instrumentación y
Controles.
* Carreras Técnicas Profesionales: Actualmente estudian 1.100 alumnos de bajos
recursos económicos, en horarios de la 15 a las 22 horas para estudiantes –
trabajadores de la industria y empresas que necesitan la profesionalización de sus
empleados. Esta dirigidos por los hermanos De La Salle y 100 profesores
académicos y técnicos.
Actualmente ofrece cuatro (4), programas de pregrado: Técnico Profesional en
Electromecánica, Técnico Profesional en procesos Industriales, Técnico Profesional
en Diseño de Maquinas y licenciatura en educación especialidad electromecánica;
dos (2) especializaciones en construcción de redes de distribución de energía
eléctrica de media tensión e instrumentación industrial; un (1) diplomado en
control de calidad y mantenimiento industrial.
* Órganos de dirección y gobierno: Conformados por el consejo directivo, rectoría,
consejo académico, vicerrectoria académica, secretaria general, jefes de programa,
54
y consejos de programa. El decreto 1522 de 1995, establece la definición,
integrantes, requisitos y funciones de cada una de las dependencias.
* Organización Interna: Para lograr los objetivos institucionales, el instituto presta
los servicios de: registro y control, bienestar institucional, control interno,
tesorería, almacén general, planeación, oficina de personal, oficina de servicios
generales, división administrativa y financiera, biblioteca y recursos educativos,
extensión y desarrollo comunitario, investigación y transferencia de tecnología,
talleres y laboratorios.
* Personal Docente: Para atender la formación de los 2.400 alumnos el instituto
tiene una nomina de 190 profesores de tiempo completo, medio tiempo, cátedra y
ocasionales. Son licenciados, Ingenieros o tecnólogos: un buen numero de ellos
con postgrados en diversas disciplinas. Los educadores en coordinación con la
industria nos aportan conocimientos actualizados para la formación integral de los
estudiantes.
* Personal Administrativo y de Servicios Generales: Colaboran con el bienestar de
la comunidad en las oficinas y servicios generales, aproximadamente 107
personas, las cuales reciben conveniente capacitación para desempeñar con
eficiencia su trabajo.
* Estudiantes: En el Instituto de Bachillerato Técnico Industrial estudian 1.280
varones de bajos recursos económicos, procedentes de los barrios humildes de la
ciudad capital y sus alrededores. Inician 6 grado unos 250 estudiantes, para llegar
a 11 grado unos 200 de ellos.
55
* Educación Superior: Estudian actualmente 1.100 jóvenes de ambos sexos, la
mayoría de ellos trabajadores de empresas que buscan su capacitación profesional.
Teniendo en cuenta los programas de pregrados, especializaciones y diplomados,
inician su carrera unos 300 estudiantes, para graduarse aproximadamente unos
150 de ellos. La deserción se debe a la baja preparación académica que algunos
de ellos traen de la estudios secundarios y a la situación económica del país. En la
educación superior tenemos los siguientes departamentos: Ciencias Básicas,
Didáctica y Pedagogía, humanidades, tecnológica básica y tecnología aplicada. En
el bachillerato industrial tenemos los departamento de matemática, ciencias,
ciencias sociales, humanidades, artes, educación en la fe, educación física,
recreación, deportes y departamento técnico.
* Talleres y Laboratorios: Para la formación técnica de los 2.400 estudiantes, el
instituto ofrece profesionalización en los talleres de Dibujo Técnico, Electricidad y
Electrónica, Fundición, Modelaría, Mecánica Industrial, Mecánica Automotriz,
Metalistería, Sistemas y Computación. También cuenta con los laboratorios de
Maquinas Eléctricas, Tratamientos Térmicos, Instrumentación, Física, Química,
Biología, Control Numérico, Electrónica y Mediciones, Neumática e Ingles.
56
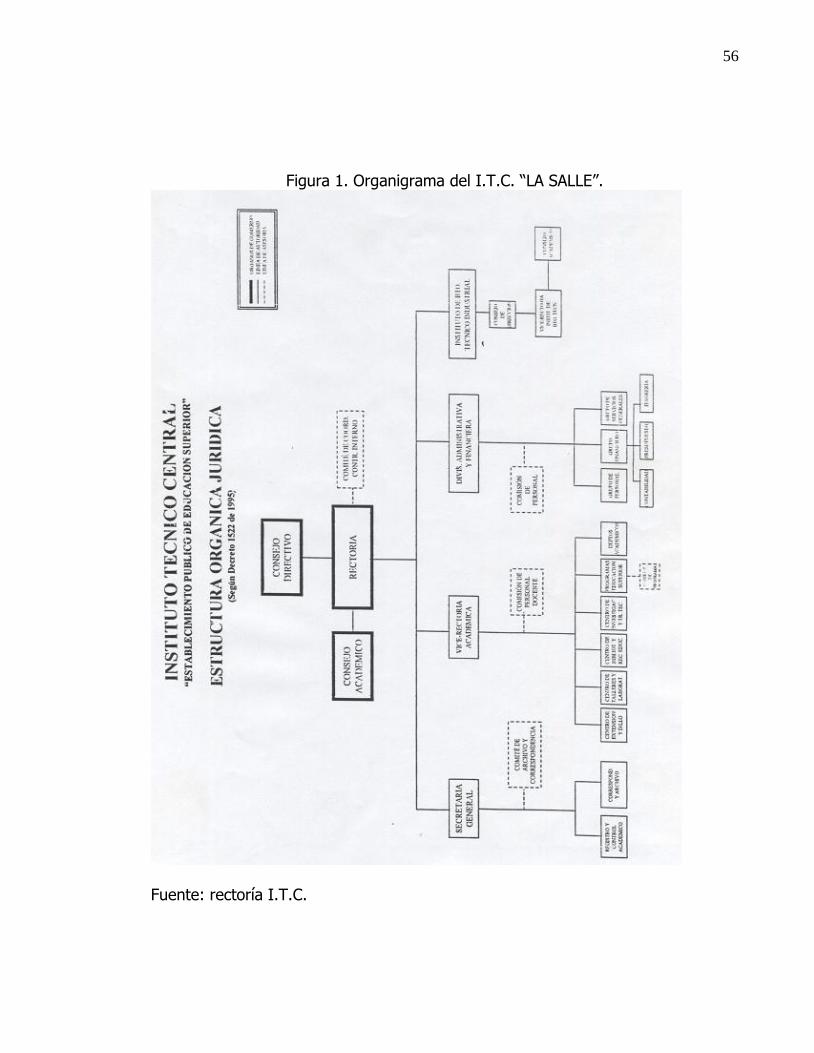
Figura 1. Organigrama del I.T.C. “LA SALLE”.
Fuente: rectoría I.T.C.
57
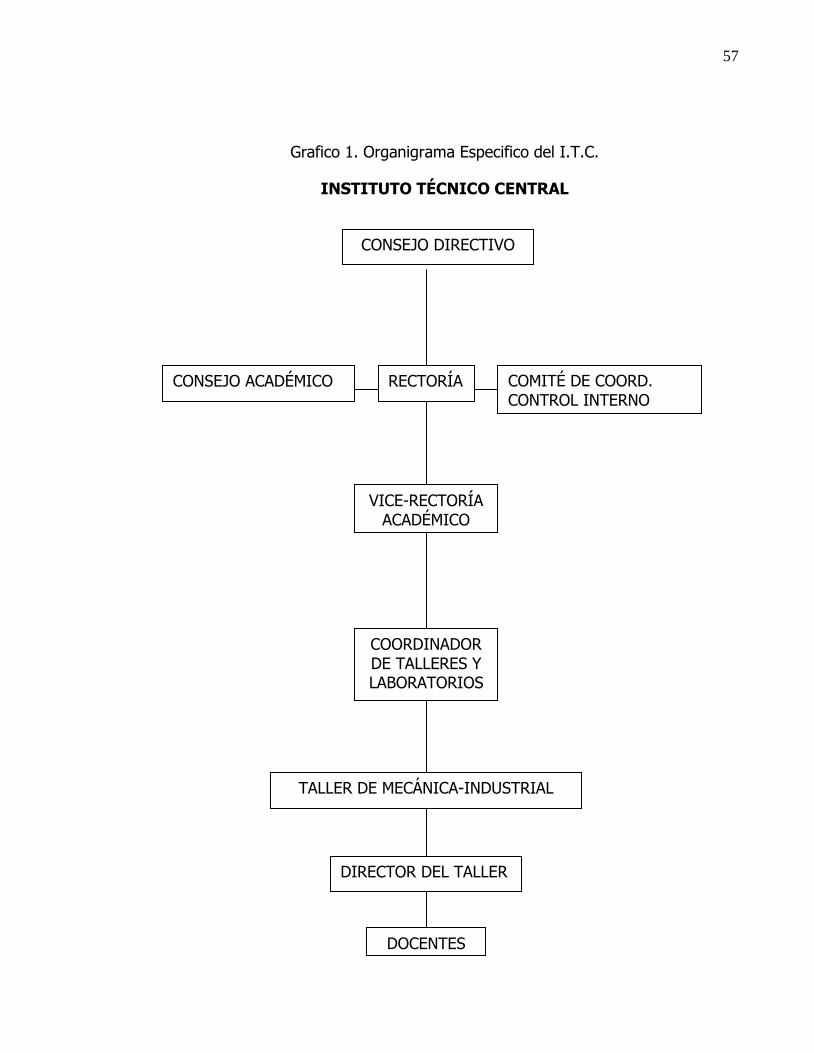
Grafico 1. Organigrama Especifico del I.T.C.
INSTITUTO TÉCNICO CENTRAL
CONSEJO DIRECTIVO
RECTORÍA CONSEJO ACADÉMICO COMITÉ DE COORD. CONTROL INTERNO
VICE-RECTORÍA ACADÉMICO
COORDINADOR DE TALLERES Y LABORATORIOS
TALLER DE MECÁNICA-INDUSTRIAL
DIRECTOR DEL TALLER
DOCENTES
58
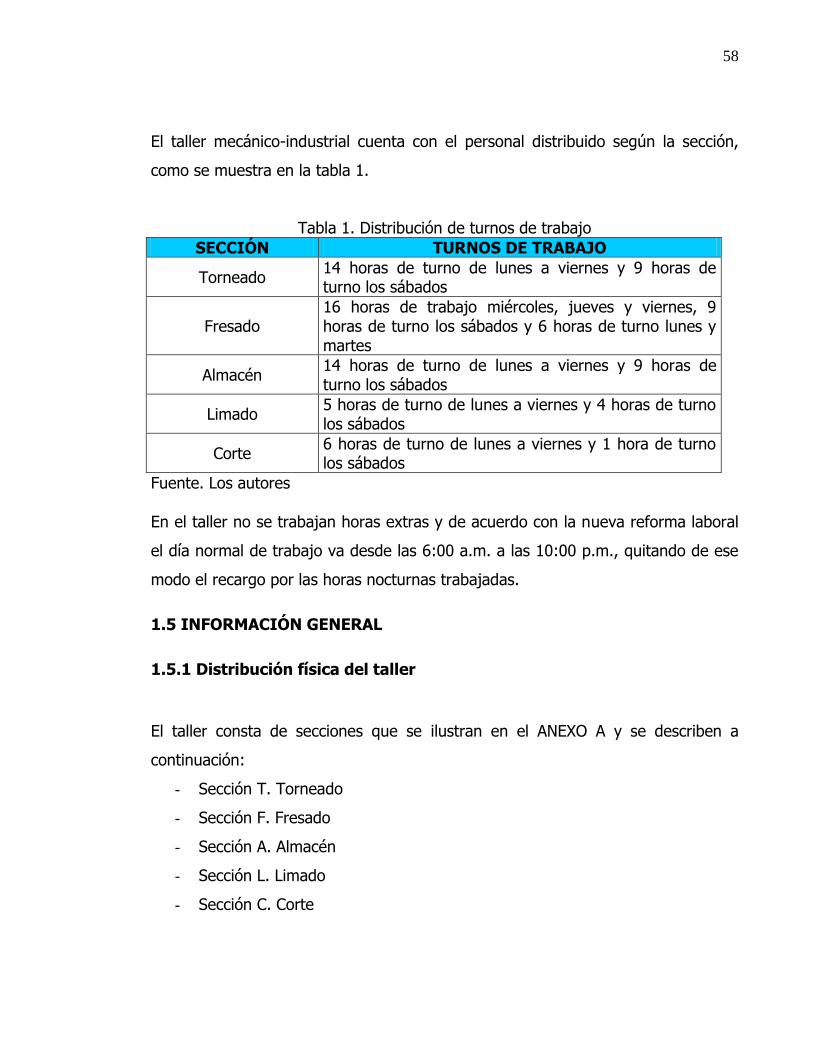
El taller mecánico-industrial cuenta con el personal distribuido según la sección,
como se muestra en la tabla 1.
Tabla 1. Distribución de turnos de trabajo
SECCIÓN TURNOS DE TRABAJO
Torneado 14 horas de turno de lunes a viernes y 9 horas de turno los sábados
Fresado 16 horas de trabajo miércoles, jueves y viernes, 9 horas de turno los sábados y 6 horas de turno lunes y martes
Almacén 14 horas de turno de lunes a viernes y 9 horas de turno los sábados
Limado 5 horas de turno de lunes a viernes y 4 horas de turno los sábados
Corte 6 horas de turno de lunes a viernes y 1 hora de turno los sábados
Fuente. Los autores
En el taller no se trabajan horas extras y de acuerdo con la nueva reforma laboral
el día normal de trabajo va desde las 6:00 a.m. a las 10:00 p.m., quitando de ese
modo el recargo por las horas nocturnas trabajadas.
1.5 INFORMACIÓN GENERAL
1.5.1 Distribución física del taller
El taller consta de secciones que se ilustran en el ANEXO A y se describen a
continuación:
- Sección T. Torneado
- Sección F. Fresado
- Sección A. Almacén
- Sección L. Limado
- Sección C. Corte
59
1.5.2 Recursos energéticos
El taller se abastece de energía por CODENSA a través de un contador.
El consumo bimestral es de 25.913,36 kWh, que es equivalente a
$ 5’944.909,37
Aproximadamente el consumo de kWh por sección es de:
Torneado: 7.584 kWh
Fresado: 3.035,99 kWh
Almacén: 200.68 kWh
Limado: 1.392 kWh
Corte: 743.99 kWh
1.5.3 Servicios públicos
Servicio de acueducto y alcantarillado, depende del consumo de todo el instituto y
es facturado por la empresa de acueducto y alcantarillado de Bogotá.
1.5.4 Productos
El Instituto fabrica una serie de productos dependiendo de los requerimientos
exigidos, clasificados de la siguiente forma:
- Tornillos y tuercas normales
- Tornillos y tuercas de desplazamiento
- Engranajes de diferente tipo
- Tornillos sin fin
- Ejes
- Torneadores
60
- Bujes
- Retenedores
- Conos
- Cilindrados
- Grafilados
- Cremalleras
- Superficies planas
- Fresas y herramientas de corte
1.5.5 Materiales
Los materiales utilizados son:
- Acero 1010
- Acero 1020 (colrold)
- Acero 1040
- Acero rápido
- Aluminio de fundición
- Bronce de aluminio
- Bronce fosforado
- Cobre
- Fundición gris
- Hierro dulce
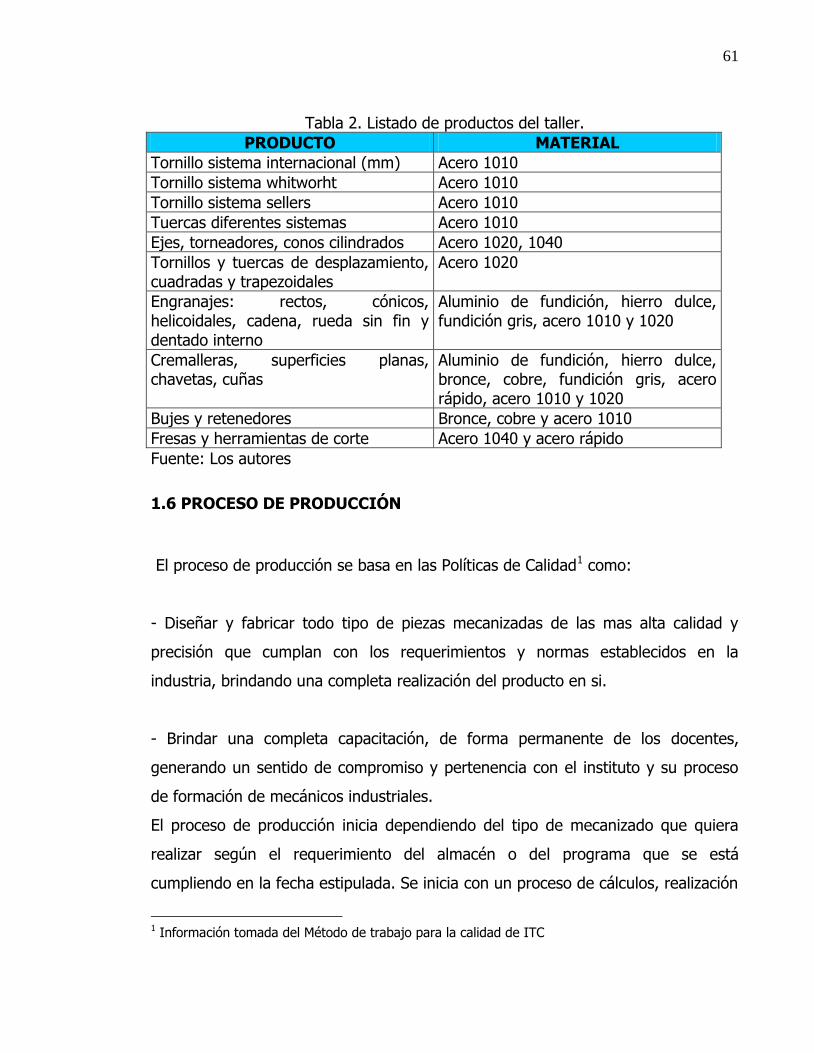
En la tabla 2 se observa el listado general de los productos elaborados en el taller
mecánico-industrial del instituto técnico central “LA SALLE”.
61
Tabla 2. Listado de productos del taller.
PRODUCTO MATERIAL
Tornillo sistema internacional (mm) Acero 1010
Tornillo sistema whitworht Acero 1010
Tornillo sistema sellers Acero 1010
Tuercas diferentes sistemas Acero 1010
Ejes, torneadores, conos cilindrados Acero 1020, 1040
Tornillos y tuercas de desplazamiento, cuadradas y trapezoidales
Acero 1020
Engranajes: rectos, cónicos, helicoidales, cadena, rueda sin fin y dentado interno
Aluminio de fundición, hierro dulce, fundición gris, acero 1010 y 1020
Cremalleras, superficies planas, chavetas, cuñas
Aluminio de fundición, hierro dulce, bronce, cobre, fundición gris, acero rápido, acero 1010 y 1020
Bujes y retenedores Bronce, cobre y acero 1010
Fresas y herramientas de corte Acero 1040 y acero rápido
Fuente: Los autores
1.6 PROCESO DE PRODUCCIÓN
El proceso de producción se basa en las Políticas de Calidad1 como:
- Diseñar y fabricar todo tipo de piezas mecanizadas de las mas alta calidad y
precisión que cumplan con los requerimientos y normas establecidos en la
industria, brindando una completa realización del producto en si.
- Brindar una completa capacitación, de forma permanente de los docentes,
generando un sentido de compromiso y pertenencia con el instituto y su proceso
de formación de mecánicos industriales.
El proceso de producción inicia dependiendo del tipo de mecanizado que quiera
realizar según el requerimiento del almacén o del programa que se está
cumpliendo en la fecha estipulada. Se inicia con un proceso de cálculos, realización
1 Información tomada del Método de trabajo para la calidad de ITC

62
de planos y diseño; establecer un plan de trabajo y operaciones; se genera una
orden de petición del material en el taller para llevarlo a la sección de corte. A
continuación se realizan los procesos básicos de torneado o de limado
(dependiendo de la pieza a realizar), si esta requiere de un proceso mas complejo
se llevará a los diferentes procesos por los cuales se dará por terminado el
mecanizado. Si esta requiere de un pavonado se lleva a introducir en el aceite
caliente y después al enfriado para darle las propiedades térmicas requeridas.
A continuación se realiza un desmontaje de las herramientas y accesorios con los
cuales se realizó el proceso. Se realiza un retirado de la viruta y se traslada esta a
un depósito de la misma para utilizar en otros fines. Se entrega la máquina para
que esta este lista para el siguiente turno de trabajo.
Este mecanizado pasa por un proceso de control de calidad2 donde se compara la
pieza con el diseño inicial y se establecen los márgenes de tolerancia. Después de
establecidos estos, se da la aprobación del mecanizado y se entrega al alumno el
siguiente tipo de diseño con un mayor grado de dificultad para que este lo realice
tal como se ha descrito anteriormente. El diagrama de flujo de la producción se
puede observar en el ANEXO B.
1.7 DESCRIPCIÓN DE LOS EQUIPOS
El taller mecánico-industrial del INSTITUTO TÉCNICO CENTRAL “LA SALLE”.
Consta de una serie de equipos clasificados de la siguiente forma:
- Sección T. Torneado: esta sección consta de una serie de tornos de
diferentes marcas y tamaños.
2 Realizado por el docente para establecer un nivel aprobatorio en el mecanizado

63
- Sección F. Fresado: esta sección consta de una serie de fresadoras de
diferentes marcas y tamaños.
- Sección A. Almacén: esta sección se utiliza para guardar partes de los
equipos y algunos repuestos.
- Sección L. Limado: esta sección consta de limadoras y rectificadoras de
diferentes marcas y tamaños.
- Sección C. Corte: esta sección consta de esmeriles y seguetas automáticas
de diferentes marcas y tamaños.
El listado completo de todos los equipos que posee el taller mecánico-industrial del
INSTITUTO TÉCNICO CENTRAL “LA SALLE”, se muestra en la tabla 3.
Tabla 3. Listado de equipos del taller mecánico-industrial del I.T.C. “LA SALLE”
CANTIDAD EQUIPO MARCA
7 Tornos Polacos AFM
3 Tornos Harrison M300
3 Tornos Brasileños Romi
5 Tornos Chinos Lunan
1 Tornos Franceses Ramo
1 Torno Americano Cheldon
2 Torno Brasilero Imor
1 Torno Húngaro Kart
1 Torno vertical Graffenstaden
1 Alesadora Polaca AFM
1 Cepillo de puente AFM
1 Fresadora Francesa Somua
1 Fresadora Alemana Heckert
1 Fresadora China Chuman
64
1 Fresadora Francesa JR
4 Fresadoras Polacas AFM
1 Fresadora vertical ARGO
1 Fresadora Española F. SA TARRAGONA
1 Fresadora Española GEH
1 Limadora Francesa GPS
2 Limadoras Polacas AVIA
1 Rectificadora Francesa GENDROM
1 Rectificadora plana Sueca NW
1 Taladro fresador Chino LUNAN
1 Taladro de árbol Italiano GLORIA
1 Electroerosionadora CHAMILLES ENGEMAQ
4 Esmeriles Americanos BLACK & DECKER
1 Prensa de 1 ton. Americana MARVEL
1 Segueta automática Americana MARVEL
1 Segueta sin fin Americana Doall Model ML
Fuente: Los autores
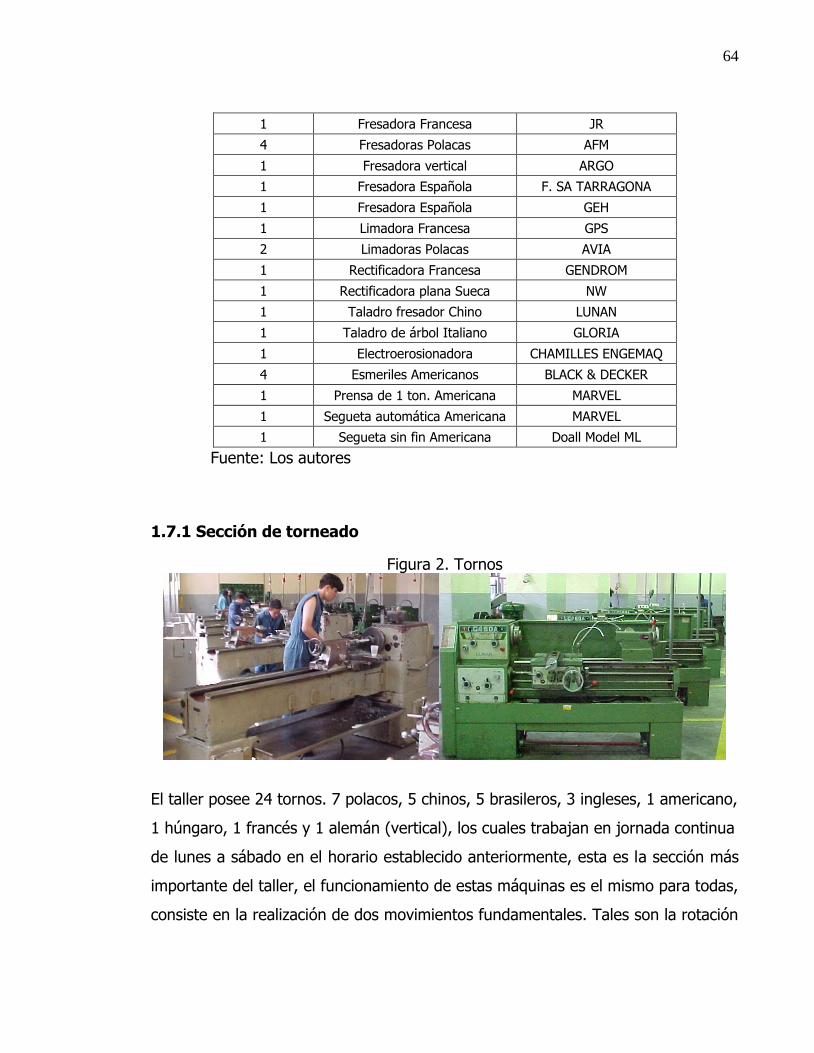
1.7.1 Sección de torneado
Figura 2. Tornos
El taller posee 24 tornos. 7 polacos, 5 chinos, 5 brasileros, 3 ingleses, 1 americano,
1 húngaro, 1 francés y 1 alemán (vertical), los cuales trabajan en jornada continua
de lunes a sábado en el horario establecido anteriormente, esta es la sección más
importante del taller, el funcionamiento de estas máquinas es el mismo para todas,
consiste en la realización de dos movimientos fundamentales. Tales son la rotación

65
de la pieza y la translación de la herramienta. La rotación de la pieza alrededor de
su eje axial es accionada por el cabezal fijo a las distintas velocidades
correspondientes a las velocidades de corte exigidas por el genero de la operación
de torneo a efectuar o por la naturaleza del metal a trabajar. La translación de la
herramienta respecto a aquel eje se obtiene mediante los distintos carros y puede
efectuarse según las direcciones siguientes:
a) Dirección paralela al eje entre puntos, para un torneo o roscados cilíndricos.
b) Dirección perpendicular al eje entre puntos para refrentar sesgar, cortar o
roscar transversalmente.
c) Dirección oblicua al eje entre puntos para un torneado o roscado cónicos.
d) Dirección cualquiera, resultante de la combinación de las dos primeras para
un torneo de reproducción de una muestra plantilla.
1.7.1.1. Manual de operación torno polaco T – 1.
Cada trabajador antes de empezar alguna operación en el torno, debe estudiar la
siguiente documentación que hemos realizado para su uso y operación, esto con el
fin de conocer su principio de funcionamiento, la regulación y manejo de sus
mecanismos, así como sus diferentes tablas de lectura y la seguridad que requiere
la operación del equipo:
Descripción técnica. El torno polaco marca AFM, serie TUE – 40, es una
máquina destinada para efectuar toda clase de trabajos de torno, ligeros y
medios, en la producción en series, así como en departamentos y talleres de
reparación. Sus características de trabajo son que una gran distancia entre
puntos permite la realización de piezas grandes y el puente desmontable
que permite elaborar objetos con diámetros de hasta 600 mm.
Funcionamientos de operación. Accionamiento del husillo: El
accionamiento al husillo se transmite a este desde un motor eléctrico,
instalado en la parte inferior de la izquierda del torno, a través de
66
una transmisión por correas trapezoidales. El cabezal de husillo,
construido en forma de caja de velocidades, provoca 12 velocidades
de rotación del husillo en los limites 22.4 – 1000 RPM. El husillo con
un diámetro interior de 39 mm, va montado en su parte frontal sobre
un rodamiento de dos hileras de rodillos cilíndricos con agujero
cónico que permite eliminar juegos radiales.
* Accionamiento de los avances: Un mecanismo de inversión, montado en el
cabezal de husillo, se compone de dos árboles; el árbol motor de la lira, el
árbol intermedio y las rueda dentadas. Este mecanismo de inversión recibe
el accionamiento del husillo, en el que van montadas dos ruedas dentadas,
una de las cuales permanece engranada permanentemente con la rueda
intermedia del árbol intermedio. El accionamiento se comunica a la caja de
avances por medio de la lira. La caja de avances, conjuntamente con la lira,
permiten tornear todos los tipos y magnitudes de las roscas, que se ofrecen
en la placas de información.
* Contrapunto: El contrapunto es de construcción robusta y rígida. Tiene la
libertad de desplazarse en dirección transversal hasta las huyas de la
bancada, permitiendo tornear conos de poca divergencia. La contrapunta se
fija a la bancada por medio de una palanca excéntrica. Para pesadas
condiciones de trabajo, la contrapunta debe fijarse además de la excéntrica
con un tornillo que se encuentra en la parte trasera de la contrapunta.
* Bancada: La bancada del torno descansa sobre dos patas en forma de
cajón. Dispone de dos pares de guías, un par para los soportes y otro para
el contrapunto. Las aletas de que va provista la bancada, le aseguran una

67
rapidez considerable y permiten evacuar fácilmente las virutas. Las virutas
en un colector especial que se saca para evacuarlas.
* Instalación eléctrica: Las instalaciones eléctricas van colocadas en la pata
de la izquierda (mirando desde el operador). Los botones de mando se
hallan en la parte exterior de la pata izquierda.
* Lubricación: El conjunto del husillo forma una caja herméticamente
cerrada, lo cual exige la lubricación por salpicadura. El nivel de aceite que se
necesita es indicado por el indicador de nivel. La caja de avances se lubrica
por mecha, ciertos mecanismos se lubrican también por salpicadura. El
mecanismo de la caja de soporte, merced a la construcción hermética del
cuerpo, es lubricado por salpicadura; el nivel de aceite es indicado por el
medidor de nivel. Los de más instrumentos se lubrican manualmente o con
engrasadora.
Dimensiones y características principales:
Tabla 4. Dimensiones y características Torno Polaco T - 1
DESCRIPCIÓN MEDIDAS Longitud máxima para tornear 1000 – 1500 mm
Altura de puntas 200 mm
Diámetro máximo sobre las guías de bancada 400 mm
Diámetro máximo sobre el carro soporte 230 mm
Diámetro máximo sobre el puente 600 mm
Numero de velocidades del husillo 12
Terminal del husillo 105 mm
Collarín según PN / M - 55050 135 mm
Diámetro de paso del husillo 38 mm
Numero de avances longitudinales 35
Numero de avances transversales 35
Numero de pasos de las roscas métricas 20
Numero de pasos de roscas métricas finas 7
Numero de pasos de roscas Whitworth 21
Numero de pasos de las roscas de modulo 11

68
Numero de pasos de las roscas DP 17
Bancada normal dureza 190 – 240 HB
Bancada templada 400 HB
Desplazamiento del casquillo de la contrapunta 100 mm
Desplazamiento transversal contrapunta 15 mm
Paso del tornillo de avance 6 mm
Potencia del motor de accionamiento 3 Kw
Revoluciones nominales 1500 RPM
Potencia de la electro bomba 0.21 Kw
Revoluciones nominales de la electro bomba 3000 RPM
Longitud de torneado con copa 2210 X 1200 mm
Longitud de torneado con plato 2650 X 1200 mm
Peso de la maquina sin accesorios 2280 Kg
Fuente: los autores.
Instrucciones de uso. Para operar el torno se debe retirar el seguro de
corriente para alimentar este y que se pueda prender, se debe solicitar en el
almacén la caja de herramientas correspondiente a la máquina para tener
los instrumentos y accesorios indispensables para su operación.
Dependiendo de la pieza que se va a mecanizar se debe solicitar otros
instrumentos de margen especial porque estos no vienen en la caja de
herramientas elementales del torno. Se debe revisar que la máquina se
encuentre en perfecta limpieza y si no se debe limpiar, para poder aplicar la
lubricación de operación antes de prender la máquina. Después de
lubricada esta, se debe montar los instrumentos que se van a utilizar en el
mecanizado, desde la copa o plato, hasta los accesorios de longitudes y las
herramientas de corte que se van a utilizar. Si la pieza conlleva cálculo de
roscas o de algún tipo de cono o de alguna de las cajas de transmisión,
durante el proceso de mecanizado, se debe bloquear la máquina por medio
del seguro eléctrico para que la pieza no sea desmontada y se pierdan las
características de rotación de las mismas. Si necesita algún cambio en la
lira, el procedimiento es retirar los retenedores de esta, retirar los piñones y
realizar el cambio según los cálculos que se hayan realizado anteriormente.
Si se necesita generar rotación de la torre portaherramientas para

69
construcción de conos, se debe soltar los tornillos de sujeción de la torre y
por medio del calibrador de ángulos rotar en la posición deseada según los
cálculos realizados. Para piezas de bastante longitud que puedan perder su
centro por pandeo, se deben utilizar lunetas intermedias para colocarlas en
la mitad del recorrido de la pieza según la distancia y así permitir una buena
calidad de operación. Después de realizar cualquier tipo de mecanizado en
el torno y que se vaya a entregar la máquina para el siguiente turno o día
de trabajo, se debe limpiar correctamente, retirando las virutas, lubricantes,
refrigerantes que hayan sido utilizados y que Essen empapando la maquina
y los demás accesorios .
Instrucción de seguridad e higiene del trabajo. El torno debe
estar instalado en un lugar debidamente iluminado, que asegure el
servicio seguro y el acceso a todos los conjuntos durante las
revisiones técnicas y reparaciones de la máquina. Al conectar la
máquina a las redes de alimentación es necesario proteger al
personal de sacudidas eléctricas. El trabajador que opera va a operar
el torno debe conocer perfectamente sus diferentes mecanismos,
cuyo perfecto funcionamiento debe verificar antes de iniciar el
trabajo. Antes de poner en marcha el torno, se debe revisar los
niveles de aceite en los depósitos y completar la grasa en todos los
puntos de lubricación. La vestimenta de trabajo del operador debe
ser ajustada para evitar que se enganchen sus elementos en los
instrumentos rotativos del torno. El mandril de cuatro garras no debe
ser utilizado a mas de 180 RPM. Durante las revisiones periódicas del
torno se debe desconectar la alimentación de este para evitar
accidentes. Cuando se elaboran materiales que dan virutas cortas
quebradas, es necesario utilizar una maya protectora. En el caso de

70
que la viruta se continua solo se debe retirar por medio de un gancho
con mango protector. No se debe dejar acumular demasiada viruta a
los alrededores de la máquina porque pueden generar un accidente.
Los accesorios de trabajo de la máquina deben ser revisados para
que estén en buen estado y así evitar un accidente por una falla de
estos. No se deben colocar la herramientas sobre la bancada ni sobre
las placas de las cajas por que esto deteriora el estado de los
elementos. No se debe limpiar la máquina cuando esta en rotación.
1.7.2 Sección de fresado
El taller consta de 11 fresadoras de distintos tipos y marcas, se tienen 4 fresadoras
polacas, 2 españolas, 2 francesas, 1 china, 1 alemana y una vertical.
La sección de fresado es bastante utilizada, donde se considera la segunda en
importancia debido a la diversidad de elementos y máquinas herramientas que se
utilizan en dichas máquinas. El proceso de mecanizado en estas máquinas consiste
en acepillar circularmente, todas las superficies de formas variadas:
planas, convexas, cóncavas, etc. , y pudiéndolas enlazar según ángulos diferentes.
Este trabajo se efectúa con la ayuda de herramientas especiales llamadas fresas.
Las fresas pueden considerarse como herramientas de corte múltiples que tienen
sus ángulos particulares (de salidas de la viruta y de incidencia), y que trabajan en
las mismas condiciones que una herramienta de torno.
71
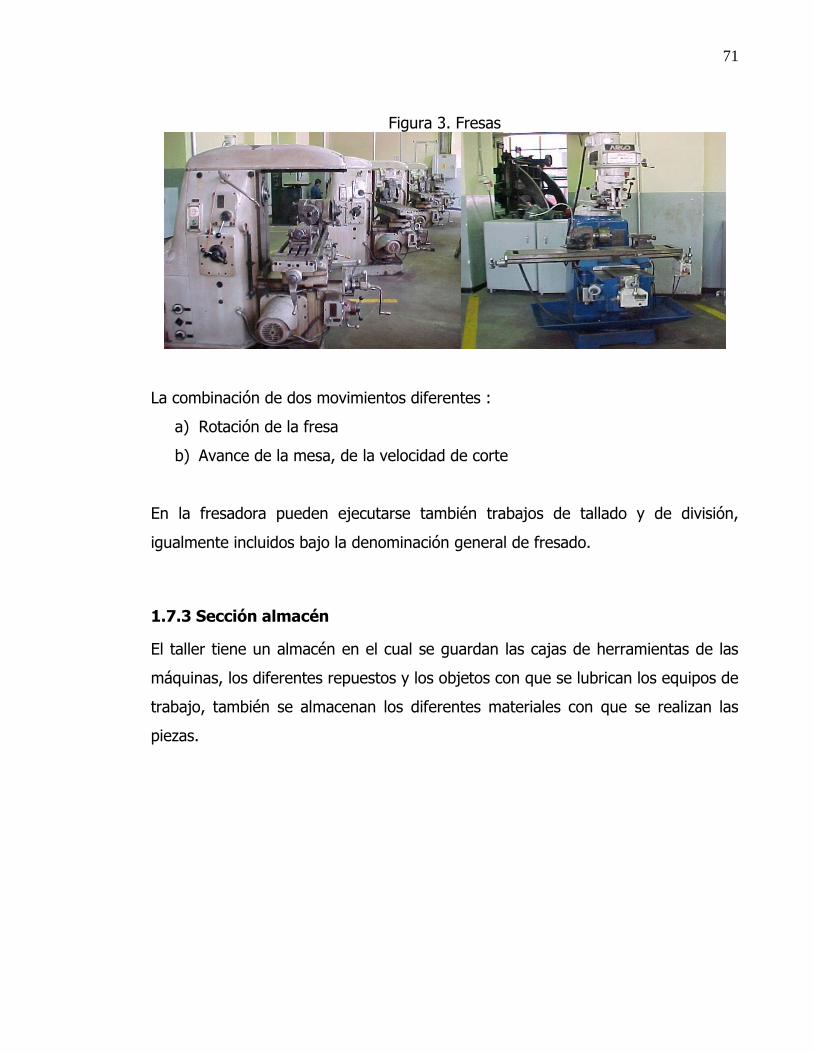
Figura 3. Fresas
La combinación de dos movimientos diferentes :
a) Rotación de la fresa
b) Avance de la mesa, de la velocidad de corte
En la fresadora pueden ejecutarse también trabajos de tallado y de división,
igualmente incluidos bajo la denominación general de fresado.
1.7.3 Sección almacén
El taller tiene un almacén en el cual se guardan las cajas de herramientas de las
máquinas, los diferentes repuestos y los objetos con que se lubrican los equipos de
trabajo, también se almacenan los diferentes materiales con que se realizan las
piezas.
72
Figura 4. Almacén
1.7.4 Sección de limado
En la sección de limado se encuentran 11 diferentes máquinas como son: 3
limadoras, 1 alesadora, 1 cepillo de puente, 2 rectificadoras y 4 esmeriles.
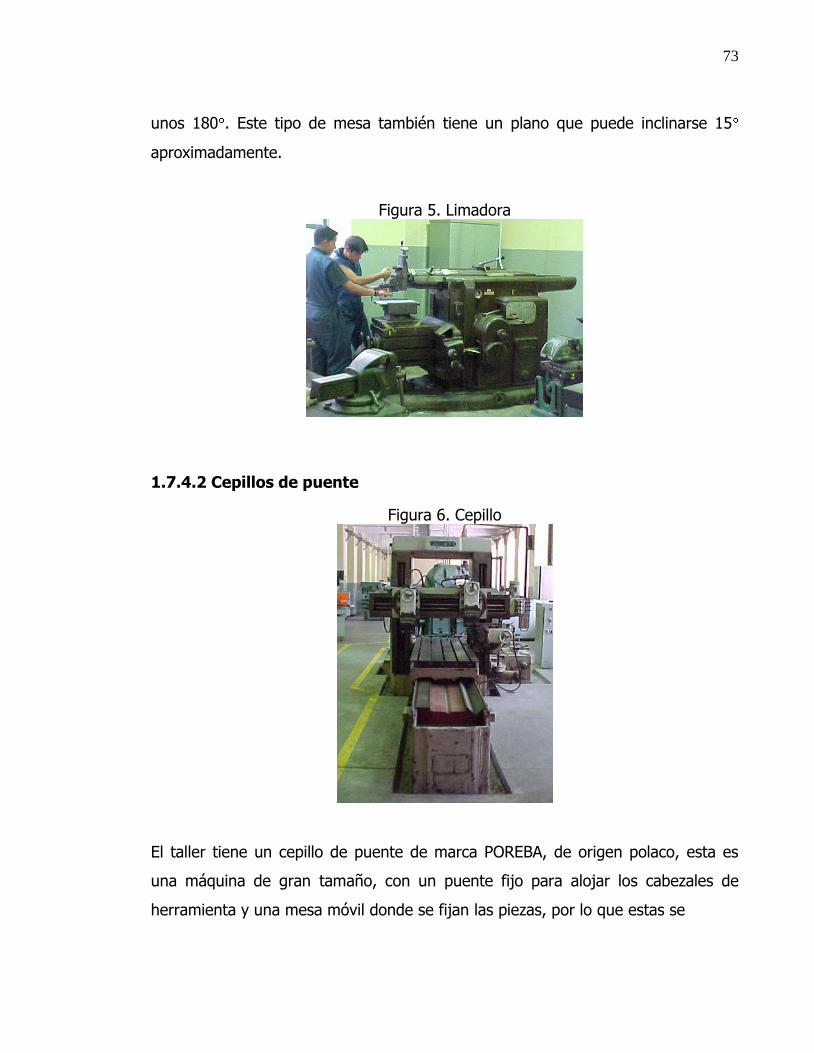
1.7.4.1 Limadoras
La limadora es una máquina con un carro de movimiento alternativo. Este carro
sostiene el cabezal con la herramienta. La viruta es expulsada de la pieza en la
carreta hacia delante.
La pieza se sujeta en una mesa ajustable provista de ranuras en T, mediante
mordazas y otros elementos de fijación. Las limadoras mas comunes son de dos
tipos de cigüeñal y de engranajes. El tipo mas común de limadora es el de
cigüeñal.
Las limadoras son generalmente de avance a mano, pero algunas van equipadas
con un avance hacia abajo mecánico además del avance a mano regular. Las
limadoras del taller tienen una mesa universal que puede girar según su arco de
73
unos 180 . Este tipo de mesa también tiene un plano que puede inclinarse 15
aproximadamente.
Figura 5. Limadora
1.7.4.2 Cepillos de puente
Figura 6. Cepillo
El taller tiene un cepillo de puente de marca POREBA, de origen polaco, esta es
una máquina de gran tamaño, con un puente fijo para alojar los cabezales de
herramienta y una mesa móvil donde se fijan las piezas, por lo que estas se

74
mueven contra la herramienta de corte. El cepillo de puente sirve para producir
superficies planas en piezas que son demasiado grandes, o bien impracticables o
imposibles de mecanizar en la limadora o en la fresadora.
1.7.4.3 Rectificadoras
Las dos rectificadoras del taller de imán del taller son del tipo de rectificadora
plana. Para superficies horizontales se utiliza una muela disco cilíndrica, montada
en un eje horizontal, manteniéndose la pieza bajo el mordiente de la muela por
una mesa de movimiento alternativo (movimiento transmitido mecánicamente).
En esta misma mesa se pueden disponerse, o un tornillo de zapata giratoria, o un
aparato divisor, o un plato magnético.
Figura 7. Rectificadora plana
75
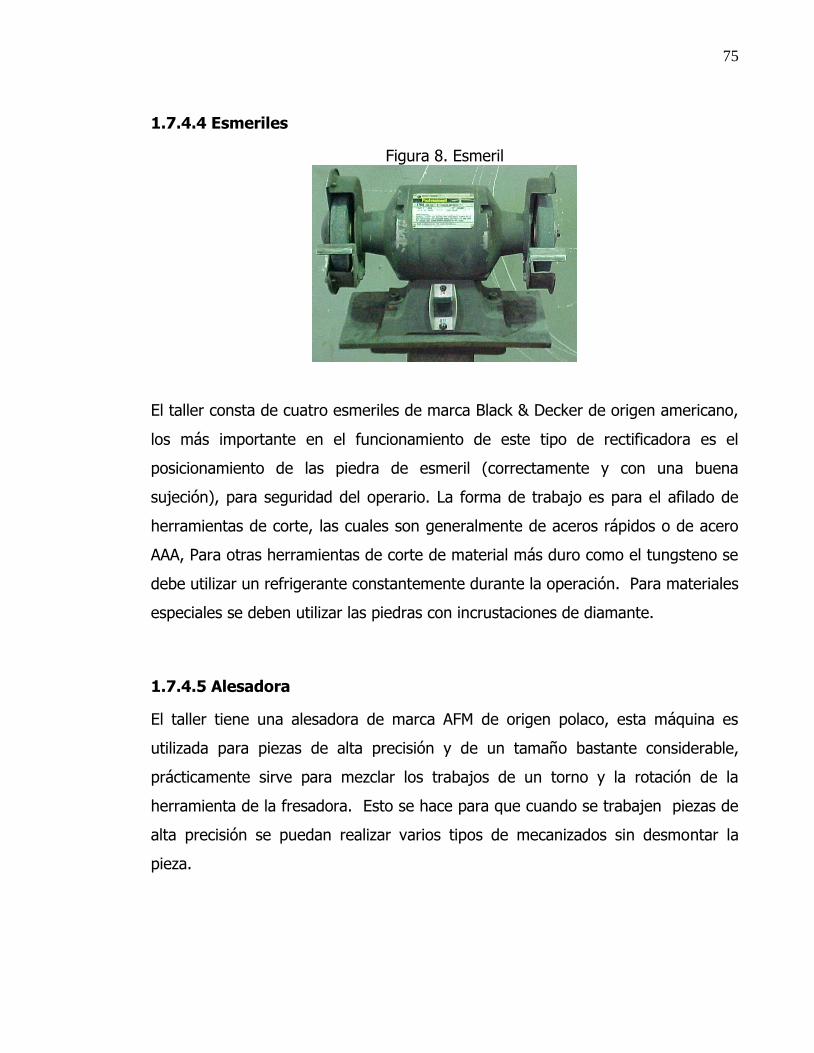
1.7.4.4 Esmeriles
Figura 8. Esmeril
El taller consta de cuatro esmeriles de marca Black & Decker de origen americano,
los más importante en el funcionamiento de este tipo de rectificadora es el
posicionamiento de las piedra de esmeril (correctamente y con una buena
sujeción), para seguridad del operario. La forma de trabajo es para el afilado de
herramientas de corte, las cuales son generalmente de aceros rápidos o de acero
AAA, Para otras herramientas de corte de material más duro como el tungsteno se
debe utilizar un refrigerante constantemente durante la operación. Para materiales
especiales se deben utilizar las piedras con incrustaciones de diamante.
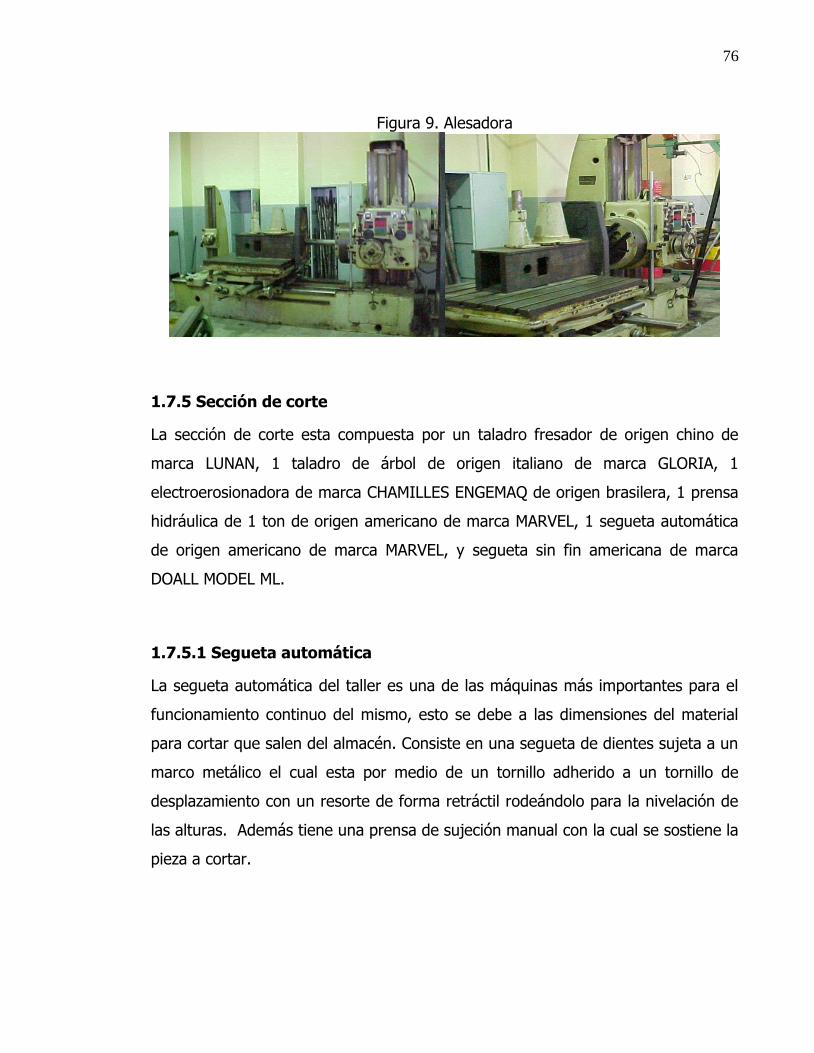
1.7.4.5 Alesadora
El taller tiene una alesadora de marca AFM de origen polaco, esta máquina es
utilizada para piezas de alta precisión y de un tamaño bastante considerable,
prácticamente sirve para mezclar los trabajos de un torno y la rotación de la
herramienta de la fresadora. Esto se hace para que cuando se trabajen piezas de
alta precisión se puedan realizar varios tipos de mecanizados sin desmontar la
pieza.
76
Figura 9. Alesadora
1.7.5 Sección de corte
La sección de corte esta compuesta por un taladro fresador de origen chino de
marca LUNAN, 1 taladro de árbol de origen italiano de marca GLORIA, 1
electroerosionadora de marca CHAMILLES ENGEMAQ de origen brasilera, 1 prensa
hidráulica de 1 ton de origen americano de marca MARVEL, 1 segueta automática
de origen americano de marca MARVEL, y segueta sin fin americana de marca
DOALL MODEL ML.
1.7.5.1 Segueta automática
La segueta automática del taller es una de las máquinas más importantes para el
funcionamiento continuo del mismo, esto se debe a las dimensiones del material
para cortar que salen del almacén. Consiste en una segueta de dientes sujeta a un
marco metálico el cual esta por medio de un tornillo adherido a un tornillo de
desplazamiento con un resorte de forma retráctil rodeándolo para la nivelación de
las alturas. Además tiene una prensa de sujeción manual con la cual se sostiene la
pieza a cortar.

77
Figura 10. Segueta automática
1.7.5.2 Electroerocionadora
La electroerocionadora del taller es una máquina la cual remueve material por
medio de descargas eléctricas que generan mucho calor. Las partes principales de
esta son la columna del cabezal, el generador, los volantes de todos los ejes, la
válvula de control de entrada del dieléctrico para la bandeja. La importancia de la
utilización de esta maquina dentro del taller es que es la única de control numérico
existente.
Figura 11. Electroerocionadora

78
1.7.5.3 Segueta sin fin
Figura 12. Segueta sin fin
La segueta sin fin del taller consiste en una columna, la cual soporta un motor que
trasmite el movimiento por medio de poleas las cuales sobre el mismo eje
sostienen y transmiten el movimiento a un disco sobre el cual esta sujeta la hoja
de corte. Tiene una bandeja en la cual se traslada la pieza de forma manual, es
muy utilizada para piezas planas y de pequeña dimensión.
1.7.5.4 Prensa hidráulica
Esta prensa tiene una capacidad de 1 tonelada que funciona con un tanque que es
capaz de almacenar 6 lt de aceite, el más recomendado por los fabricantes es el
castrol SAE 30. Esta compuesta por la carcasa de montaje, el cilindro, la
instalación (mangueras), una válvula de control del cilindro, las mesa compuesta
por dos placas de alta resistencia que se ubican de forma manual.

79
Figura 13. Prensa hidráulica
1.7.5.5 Taladro fresador
Figura 14. Taladro fresador
El taladro fresador del taller es una máquina de gran potencia para trabajos duros
de taladrado, tiene una plataforma ajustable y desplazable sujeta fuertemente a la
parte anterior de la columna por medio de tornillos. Esta diseñada para taladra
agujeros grandes, aunque pueden usarse para cualquier trabajo de taladrado.
80
Tiene una mesa como las fresadoras que se mueve por medio de un volante con
un tornillo de desplazamiento. El husillo puede subir y bajar a lo largo de la
columna por medio del volante superior.
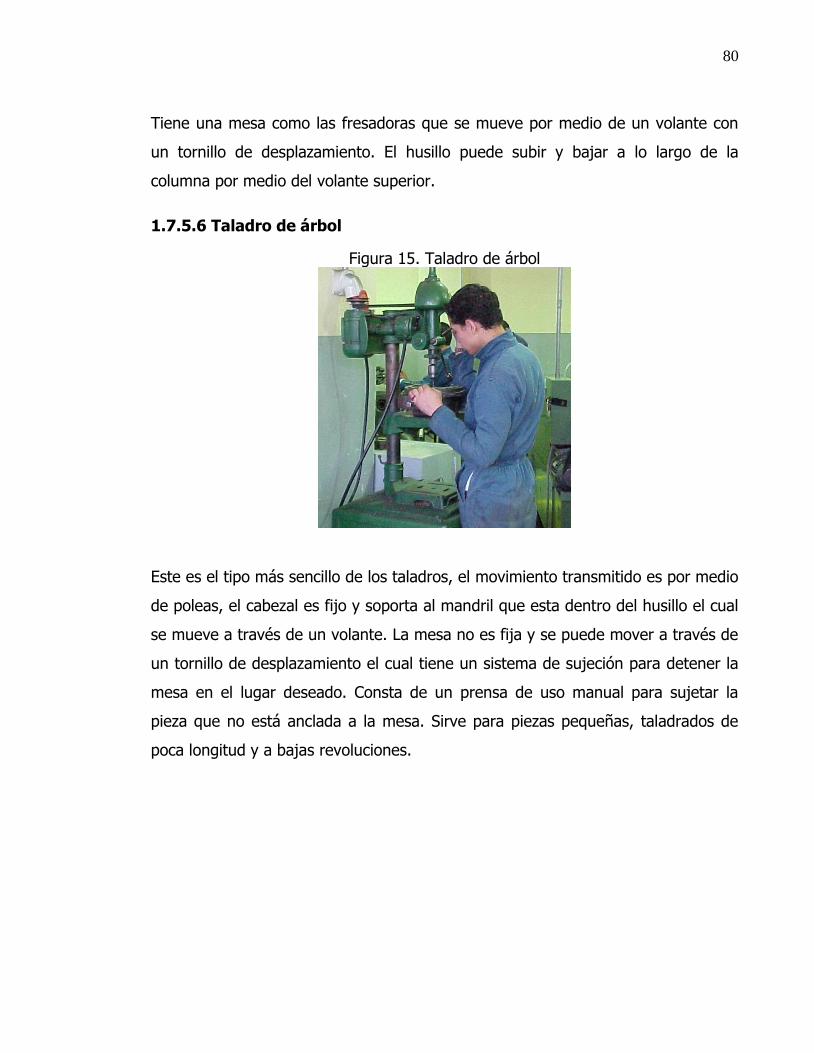
1.7.5.6 Taladro de árbol
Figura 15. Taladro de árbol
Este es el tipo más sencillo de los taladros, el movimiento transmitido es por medio
de poleas, el cabezal es fijo y soporta al mandril que esta dentro del husillo el cual
se mueve a través de un volante. La mesa no es fija y se puede mover a través de
un tornillo de desplazamiento el cual tiene un sistema de sujeción para detener la
mesa en el lugar deseado. Consta de un prensa de uso manual para sujetar la
pieza que no está anclada a la mesa. Sirve para piezas pequeñas, taladrados de
poca longitud y a bajas revoluciones.
81
2. SISTEMA ACTUAL DE MANTENIMIENTO
Antes de realizar el proyecto de implementación del mantenimiento planificado en
el taller mecánico industrial del Instituto Técnico Central “LA SALLE”, este contaba
con un mantenimiento correctivo únicamente y sin ningún sistema que lo
organizara. Las máquinas que operan en el taller, no tienen un sistema de
mantenimiento implementado (planificado), porque estas no cuentan con un
programa de actividades ni uno de revisiones periódicas que determinen las
posibles reducciones en las fallas y el análisis de los problemas encontrados. Estos
equipos por su antigüedad en su mayoría no tienen las fichas técnicas
correspondientes a su origen ni a su estado, por lo cual, parte de la creación del
proyecto incluye que la realización de dicha información.
El sistema de mantenimiento que se implementa es básicamente correctivo, el cual
consiste en una serie de pasos que se deben realizar cuando se presenta la falla de
un equipo a saber, estos son:
1. El docente detecta la falla del equipo y suspende la operación.
2. Comunicación con el Jefe de taller (No existe un formato de solicitud). La
rapidez de la ejecución depende de la disponibilidad del personal que en la
actualidad realiza estas operaciones (auxiliares).
3. El operario que este de turno y el docente que este disponible encargado
atiende la solicitud y procede a realizar la reparación.

82
Para el desarrollo del proyecto, el taller aporta una parte de la información de los
equipos (catálogos), esta hay que complementarla realizando algunas de las fichas
técnicas, estado actual de operación, costos y demás información requerida.
Hay que tener en cuenta que la información que da el taller3 en la actualidad como
las horas de parada y la cantidad de averías en un periodo de tiempo, son
información que no esta actualizada y por lo tanto esta información es defectuosa
para realizar un buen plan de mantenimiento planificado. Esta información en la
mayoría prestada por los docentes, no permite una evaluación real de los costos
de mantenimiento en la actualidad, esto también se debe a que en su mayoría
estos costos son por contratación de mano de obra externa.
El control de costos por adquisición de repuestos es bastante relativo debido a que
las estadísticas del taller son registradas a medida que se compra un repuesto o se
realiza la contratación de mano de obra externa, estos datos son registrados en el
Departamento de Contabilidad del Instituto, pero no se tiene un dato específico de
a que máquina se le compro o por lo menos a que sección pertenecía dicha
máquina.
El programa de seguridad industrial y salud ocupacional no se implementa en el
taller, debido a que no ha habido una persona que lo ponga en marcha.
2.1 IMPLEMENTACIÓN DEL PROGRAMA DE MANTENIMIENTO
El taller del Instituto Técnico Central “LA SALLE”, se encuentra en el proceso de
implementación de las N.T.C ISO 9000 versión 2000, norma que dentro de sus
parámetro estructurales no exige la realización de un plan de mantenimiento
3 Estadísticas llevadas por el taller del instituto técnico central “LA SALLE”.
83
preventivo planificado. En el capítulo 7 de dicha Norma, en el cual se refiere a la
confiabilidad de los equipos, a la producción y realización del producto.
Para cumplir con este requisito, la dirección del Instituto decidió implementar el
programa de mantenimiento planificado preventivo. El taller mecánico-industrial
del instituto técnico central “LA SALLE", considera las normas ISO 9000 como
principio básico para el Gerenciamiento de Calidad.
Dicho programa de mantenimiento que se está implementando debe tener en
cuenta los estándares del Método de Trabajo para la Calidad, que realiza una
relación entre los equipos directamente relacionados con la producción y los
equipos que no afectan directamente las paradas en la producción, esto se define
según la criticidad de los equipos; esto es importante para que la calidad y
oportuna producción de los elementos fabricados no se vean afectados por la no
confiabilidad de los equipos o por fallas derivadas del mantenimiento correctivo no
planificado. El proceso de implementación del método de trabajo para la calidad
alcanza el 80%4 de su totalidad.
Los principales aspectos del MTC, definido por I.T.C.”LA SALLE”, según las N.T.C
ISO 9000 versión 2000 se basa en el cumplimiento de los siguientes Objetivos de
Calidad5:
- Establecer un método de trabajo para la calidad, que incluya todos los
procesos al interior de la organización, logrando como consecuencia la
certificación N.T.C ISO 9000. Este M.T.C. debe ser liderado por
aseguramiento de calidad y debe mostrar sus avances cada 6 meses, en
reuniones de revisión convocadas por la dirección.
4 Instituto técnico central “LA SALLE”. Gabriel Enrique Capote Burgos 5 Información tomada del MTC del Instituto Técnico Central “LA SALLE”
84
- Lograr de todo el personal de el taller tenga la capacitación adecuada para
el cargo que este desempeñando y cumpla con los perfiles establecidos por
la dirección y recursos humanos, por medio de una evaluación de las
condiciones actuales del personal y jornadas de capacitación para reforzar
conocimientos acerca de las buenas prácticas de manufactura y la N.T.C
ISO 9000.
- Reducir los costos de reproceso, creando la conciencia dentro de los
empleados, de hacer las cosas bien desde el principio.
- Estandarizar y optimizar todos los procesos productivos de el taller, para
garantizar la calidad total, y a su vez obtener beneficios económicos.
- Desarrollar e implementar programas de seguridad industrial y riesgos
profesionales, en beneficio a nuestros empleados y de el taller.
- Desarrollar e implementar un programa de mantenimiento preventivo, para
así mantener siempre en excelentes condiciones la maquinaria y equipos,
previniendo de esta forma, paradas inesperadas de la producción.

85
3. FUNDAMENTOS DE MANTENIMIENTO
El mantenimiento industrial es el área clave para la competitividad, la
productividad y la asimilación de tecnología; un adecuado mantenimiento ayuda a
disminuir costos, procesos, fallas en los equipos y tiempos muertos. Este capítulo
trata la definición de mantenimiento y su división teniendo en cuenta las
estrategias para optimizaciones de equipos en la industria del mecanizado.
3.1 SISTEMAS DE MANTENIMIENTO
El mantenimiento se define como la combinación de actividades mediante las
cuales un equipo o un sistema se mantiene en, o se restablece a, un estado en el
que puede realizar las funciones designadas. Es un factor importante en la calidad
de los productos y puede utilizarse como una estrategia para una competencia
exitosa. Las inconsistencias en la operación del equipo de producción dan por
resultado una variabilidad excesiva en el producto y, en consecuencia, ocasionan
una producción defectuosa. Para producir con un alto nivel de calidad, el equipo de
producción debe operar dentro de las especificaciones, las cuales pueden
alcanzarse mediante acciones oportunas de mantenimiento.
Un sistema es un conjunto de componentes que trabajan de manera combinada
hacia un objetivo común. El mantenimiento puede ser considerado como un
sistema con un conjunto de actividades que se realizan en paralelo con los
sistemas de producción. Los sistemas de producción generalmente se ocupan

86
de convertir entradas o insumos, como materias primas, mano de obra y procesos,
en productos, que satisfacen las necesidades de los interesados.
El principal objeto de un sistema de producción son los productos terminados; un
objeto secundario es el fallo de un equipo el cual genera una demanda de
mantenimiento. El sistema de mantenimiento toma esto como una entrada y le
agrega conocimiento experto, mano de obra y repuestos, y produce un equipo en
buenas condiciones que ofrece una capacidad de producción.
La principal meta general de un sistema de producción es elevar al máximo las
utilidades a partir de las oportunidades disponibles en el mercado, y la meta
secundaria tiene que ver con los aspectos económicos y técnicos del proceso de
conversión. Los sistemas de mantenimiento también contribuyen al logro de estas
metas al incrementar las utilidades y la satisfacción del cliente. Estas se logran
reduciendo al mínimo el tiempo muerto en el taller, mejorando la calidad,
incrementando la productividad y entregando oportunamente los pedidos a los
interesados.
Un sistema de mantenimiento puede verse como un modelo sencillo de entrada-
salida. Las entradas de dicho modelo son mano de obra, administración,
herramientas, repuestos, equipos, entre otros, y la salida es equipo funcionando,
confiable y bien configurado para lograr la operación planeada de la planta. Esto
nos permite optimizar los recursos para aumentar al máximo las salidas de un
sistema de mantenimiento.
87
3.2 ACTIVIDADES DE PLANEACIÓN DE MANTENIMIENTO
Las actividades de planeación de mantenimiento generalmente incluyen los
siguientes parámetros para realizarlas en una forma correcta6:
1. Filosofía del mantenimiento.
2. Pronóstico de la carga de mantenimiento.
3. Capacidad de mantenimiento.
4. Organización del mantenimiento.
5. Programación del mantenimiento.
3.2.1 Filosofía del mantenimiento
La filosofía del mantenimiento de un taller es básicamente tener un nivel adecuado
de personal de mantenimiento que sea consistente con la optimización de la
producción y la disponibilidad de el taller sin que se comprometa la seguridad.
Para lograr esta filosofía, las siguientes estrategias pueden desempeñar un papel
eficaz si se aplican en la combinación y forma correctas:
3.2.1.1 Mantenimiento correctivo
Este tipo de mantenimiento sólo se realiza cuando el equipo es incapaz de seguir
operando. No hay elemento de planeación para este tipo de mantenimiento. Este
es el caso que se presenta cuando el costo adicional de otros tipos de
mantenimiento no puede justificarse. Este tipo de estrategia a veces se conoce
6 SALIH O, Duffuaa y CAMPBELL D, John. Sistemas de mantenimiento planeación y control. México.
Editorial Limusa S.A. 1 ed. 2000. 25 – 260 p.
88
como estrategia de operación hasta que falle. Se aplica principalmente en los
componentes electrónicos.
El mantenimiento correctivo consiste en ir reparando las averías a medida que se
van produciendo. El personal encargado de avisar de las averías es el propio
usuario de los equipos (operarios) y el encargado de las reparaciones el personal
de mantenimiento.
El principal inconveniente que se encuentra en este tipo de mantenimiento, es que
el usuario detecta la avería en el momento que necesita el equipo, ya sea al
ponerlo en marcha o bien durante su utilización. En muchos casos, con el fin de
obtener un mayor rendimiento del equipo, el usuario no dará parte de la avería
hasta que ésta le impida continuar trabajando. Si añadimos que el personal
encargado del uso de los equipos no es experto en averías, pasará por alto ruidos
y anomalías que pueden proceder al fallo. Llevar el equipo al límite de su
funcionamiento puede agravar el fallo inicial o degenerar en otros de mayor
importancia.
La rapidez con que se verán obligados a actuar para poner el equipo en
funcionamiento, motiva a que la evaluación de la causa pase a un segundo plano.
Dado que la avería puede producirse en cualquier instante, puede encontrarse con
que no se tiene personal disponible para afrontar la reparación en ese momento, y
el tiempo de no disponibilidad del equipo aumentará. El caso contrario, tener
personal suficiente para afrontar cualquier avería imprevista, supone un aumento
considerable en los gastos directos de mantenimiento.

89
Encontrar el punto óptimo del número de personas del equipo de mantenimiento
no es fácil, dado que se encontraran ante dos variables difíciles de predecir: la
frecuencia entre averías y la importancia de éstas.
Otra desventaja importante de este tipo de mantenimiento es que el personal
encargado de las reparaciones sólo tiene contacto con los equipos a la hora de
reparar, perdiendo toda la información que se obtiene en el seguimiento de las
máquinas durante su funcionamiento.
Si éste es el único tipo de mantenimiento que se realiza, se obligara a tener una
plantilla numerosa con especialistas de cada oficio y un almacén de recambios lo
más completo posible.
Desde el punto de vista económico, estos dos requisitos aumentan los gastos
directos de mantenimiento así como los financieros. Si, además, los equipos se
utilizan hasta el límite de sus posibilidades, las reparaciones serán más costosas y
de mayor duración.
Aunque los inconvenientes del mantenimiento correctivo son mayores que sus
ventajas, es muy difícil prescindir de él. Siempre habrá averías que se escapen a
cualquier predicción y que sea necesario reparar inmediatamente
3.2.1.2 Mantenimiento preventivo
El mantenimiento preventivo tiene por misión conocer el estado actual, por
sistema, de todos los equipos y programar así el mantenimiento preventivo en el
momento más oportuno.
Las principales ventajas frente a otros tipos de mantenimiento estriban en:
90
• Anticipación a fallas o a paradas intempestivas
• Disminución de la frecuencia de las paradas para realizar varias reparaciones o
inspecciones al mismo tiempo.
• Aprovechar el momento más oportuno, tanto para producción como para
mantenimiento, para realizar las reparaciones.
• Preparar y aprovisionar al personal y piezas de repuestos necesarios.
• Distribuir el trabajo de mantenimiento de una manera más uniforme evitando
picos de trabajo y optimizando la plantilla, implican un costo adicional; sin
embargo, el número de anomalías que detectan antes de que se conviertan en
averías justifica plenamente su implantación.
Los métodos más usuales que utiliza el mantenimiento preventivo para el
conocimiento de los equipos los podemos resumir en:
- Inspecciones visuales: Consiste en verificar posibles defectos o anomalías
superficiales que vayan apareciendo en diferentes elementos del equipo. La
inspección puede ser interna o externa. Para la externa puede realizarse a simple
vista o con ayuda de herramientas especiales. Para la interna se utilizan aparatos
como los baroscopios y flexiscopios, capaces de acceder a zonas difíciles del
interior del equipo.
-Medición de temperaturas: Puede detectar anomalías que van acompañadas de
generación de calor como rozamientos o mala lubricación, fugas en válvulas y
purgadores e incluso permite determinar el estado de los equipos mediante
termografías superficiales.
91
- Control de la corrosión: Para el control de la corrosión pueden emplearse desde
testigos hasta medición de espesores mediante ultrasonidos o radiografías. En la
industria química, la lucha contra la corrosión supone un reto para el
mantenimiento. Con el empleo, cada vez mayor, de aceros inoxidables
austeníticos, la corrosión bajo tensiones suele ser la causa del 30-40% de las
roturas en las partes.
3.2.2 Pronóstico de carga de mantenimiento
Este pronóstico es el proceso mediante el cual se predice la carga de
mantenimiento. La carga de mantenimiento en un taller dado varía aleatoriamente
y, entre otros factores, puede ser en función de la edad del equipo, el nivel de su
uso, la calidad del mantenimiento, factores climáticos y las destrezas de los
trabajadores de mantenimiento. El pronóstico de la carga de mantenimiento es
esencial para alcanzar un nivel deseado de eficacia y utilización de los recursos, y
sin éste, muchas de las funciones de mantenimiento no pueden realizarse bien.
3.2.3 Capacidad de mantenimiento
La planeación de la capacidad de mantenimiento determina los recursos necesarios
para satisfacer la demanda de trabajos de mantenimiento. Estos recursos incluyen:
la mano de obra, materiales, repuestos, equipo y herramientas. Entre los aspectos
fundamentales de la capacidad de mantenimiento se incluyen la cantidad de
trabajadores de mantenimiento y sus habilidades, las herramientas requeridas para
el mantenimiento, etc. Debido a que la carga de mantenimiento es una variable
aleatoria, no se puede determinar el número exacto de los diversos tipos de
técnicos. Por lo tanto, sin pronósticos razonablemente exactos de la demanda

92
futura de trabajos de mantenimiento, no sería posible realizar una planeación
adecuada de la capacidad a largo plazo. Para utilizar mejor sus recursos de mano
de obra, las organizaciones tienden a emplear una menor cantidad de técnicos de
la que han anticipado, lo cual probablemente dará por resultado una acumulación
de trabajos de mantenimiento pendientes. Éstos pueden completarse haciendo que
los trabajadores existentes laboren tiempo extra o buscando ayuda exterior de
contratistas.
3.2.4 Organización de mantenimiento
Dependiendo de la carga de mantenimiento, el tamaño de la planta, las destrezas
de los trabajadores, etc., el mantenimiento se puede organizar por departamentos,
por área o en forma centralizada. En las organizaciones grandes, la
descentralización de la función de mantenimiento puede producir un tiempo de
respuesta más rápido y lograr que los trabajadores se familiaricen más con los
problemas de una sección particular de el taller. Sin embargo, la creación de un
número de pequeñas unidades tiende a reducir la flexibilidad del sistema de
mantenimiento como un todo. La gama de habilidades disponibles se reduce y la
utilización de la mano de obra es generalmente menor que en una unidad de
mantenimiento centralizada. En algunos casos, puede implantarse una solución de
compromiso, denominada sistema en cascada. Este sistema permite que las
unidades de mantenimiento del área de producción se enlacen con la unidad de
mantenimiento central.
Antes de toda programación debe existir una planeación, que puede realizarse con
fechas – calendario, que incluyan:
- Actividad
- Recursos
93
- Responsabilidades
- Costo
- Presupuesto
3.2.5 Programación de mantenimiento
La programación del mantenimiento es el proceso de asignación de recursos y de
el personal para los trabajos que tienen que realizarse en ciertos momentos. Es
necesario asegurar que los trabajadores, las piezas y los materiales requeridos
estén disponibles antes de poder programar una tarea de mantenimiento.
El equipo crítico de un taller se refiere al equipo cuya falla detendrá el proceso o
más equipos de producción o pondrá en riesgo vidas humanas y la seguridad. El
trabajo de mantenimiento para estos equipos se maneja bajo prioridades y es
atendido antes de emprender cualquier otro trabajo. La ocurrencia de tales
trabajos no puede predecirse con certeza, de modo que los programas para el
mantenimiento planeado en estos casos tienen que ser revisados. En la eficacia de
un sistema de mantenimiento influye mucho el programa de mantenimiento que se
haya desarrollado y su capacidad para adaptarse a los cambios. Un alto nivel de
eficacia en el programa de mantenimiento es señal de un alto nivel de eficacia en
el propio mantenimiento.
3.3 IMPORTANCIA DEL MANTENIMIENTO PLANEADO
Conforme el mantenimiento adquiere mayor importancia en la industria (ver tabla
4), se hacen más evidentes sus beneficios, que pueden resumirse en:

94
1. Reducción de costos: ahorro de primas de seguro, compras oportunas de
repuestos y materiales; asignación adecuada de recursos para mantenimiento;
menor inversión en equipos de reserva (dobles o triples); detección del punto de
origen de los gastos (causas); incremento del control de partes y reducción del
inventario (pérdidas); reducción del costo unitario de las tareas de mantenimiento;
utilizar partes menos costosas, hay casos en los que se producen daños de alta
magnitud, impredecibles que afectan partes costosas
Tabla 4. Contribución de los beneficios del mantenimiento
SEGURIDAD COMPETITIVIDAD CALIDAD
1. Reducción de costos en el mantenimiento
Alta
2. Reducción de fallas en los equipos
Alta
3. Mejor personal en el mantenimiento
Alta Media
4. Mejor calidad en la producción
Media Alta
5. Mayor seguridad en los equipos
Alta
Fuente: Análisis ocupacional del mantenimiento industrial. México, 2001.
2. Reducción de fallas en los equipos: menos tiempos muertos de producción;
reducción de escala y número de reparaciones; incremento en la vida útil de los
equipos; reducción de la probabilidad de exposición a una falla mayor; garantía de
utilización adecuada de las partes; mejoría de la información disponible de
especificaciones para cada equipo.
3. Mejor personal en el mantenimiento: reducción de tiempos extras; cargas de
trabajo más uniformes y predeterminadas; más tiempo disponible para
capacitación y especialización. Planeación del recurso humano.

95
4. Mejor calidad en la producción: incremento de la calidad y la consistencia;
mayor continuidad y confiabilidad; planeación y programación más fáciles y
mejores; mejoría de la identificación de áreas de oportunidad para su
perfeccionamiento.
4. Mayor seguridad den los equipos: incremento de la seguridad del personal y
los equipos; reducción de fallas mayores.
3.4 NORMA TÉCNICA COLOMBIANA ISO 9000
ISO 9001:2000 - Sistemas de Gestión de la Calidad – Requisitos
3.4.1 Realización del producto
planificación de la realización del producto
La organización debe planificar y desarrollar los procesos necesarios para la
realización del producto. La planificación de la realización del producto debe ser
coherente con los requisitos de los otros procesos del sistema de gestión de la
calidad
Durante la planificación de la realización del producto, la organización debe
determinar, cuando sea apropiado, lo siguiente:
a) Los objetivos de la calidad y los requisitos para el producto
b) La necesidad de establecer procesos, documentos y de proporcionar recursos
específicos para el producto
96
c) Las actividades requeridas de verificación, validación, seguimiento, inspección y
ensayo/prueba específicas para el producto así como, los criterios para aceptación
del mismo
d) Los registros que sean necesarios para proporcionar evidencia de que procesos
de realización y el producto resultante cumplen los requisitos
Notas:
1) Un documento que especifica los procesos del sistema de gestión de la
calidad (incluyendo los procesos de realización del producto) y los recursos
que deben aplicarse a un producto, proyecto o contrato específico, puede
denominarse como un plan de la calidad.
2) La organización también puede aplicar los requisitos citados para el
desarrollo de los procesos de realización del producto.
El resultado de esta planificación debe presentarse de forma adecuada para la
metodología de operación de la organización
Validación y cambios del producto y proceso. La dirección debería asegurarse de
que la validación de los productos demuestre que éstos cumplen las necesidades y
expectativas de los clientes y otras partes interesadas. Las actividades de
validación incluyen modelado, simulación y ensayos/pruebas, así como revisiones
que involucren a los clientes o a otras partes interesadas.
Los aspectos a considerarse deberían incluir:
- La política y objetivos de la calidad.
- La capacidad o calificación del equipo.
- Las condiciones de operación del producto.

97
- El uso o aplicación del producto.
- La disposición del producto.
- El ciclo de vida del producto.
- El impacto ambiental del producto.
- El impacto del uso de los recursos naturales incluyendo materiales y
energía.
La validación del proceso debería llevarse a cabo a intervalos apropiados para
asegurarse de la reacción oportuna a los cambios que impactan sobre el proceso.
Debería darse atención particular a la validación de los procesos:
- De productos críticos de alto valor y seguridad.
- En los que la deficiencia de un producto únicamente sea aparente cuando
se use.
- Que no puedan repetirse.
- En los que no es posible la verificación del producto.
La organización debería implementar un proceso para el control eficaz y eficiente
de cambios para asegurarse de que los cambios en el proceso o producto
beneficien a la organización y satisfagan las necesidades y expectativas de las
partes interesadas. Los cambios deberían identificarse, registrarse, evaluarse,
revisarse y controlarse, con el fin de comprender el efecto en otros procesos y las
necesidades y expectativas de los clientes y de otras partes interesadas.
Todos los cambios en el proceso que afectan a las características del producto
deberían ser registrados y comunicados con el fan de mantener la conformidad del
producto y proporcionar la información necesaria para las acciones correctivas o

98
para la mejora del desempeño de la organización. Debería estar definida la
autoridad para inicial cualquier cambio, con el fin de mantener el control.
3.4.2 Proceso de compras
La organización debe asegurarse de que el producto adquirido cumple los
requisitos de compra especificados. El tipo y alcance del control aplicado al
proveedor y al producto adquirido debe depender del impacto del producto
adquirido en la posterior realización del producto o sobre el producto final.
La organización debe evaluar y seleccionar los proveedores en función de-su
capacidad para suministrar productos de acuerdo con los requisitos de la
organización. Deben establecerse los criterios para la selección, la evaluación y la
re-evaluación. Deben mantenerse los registros de los resultados de las
evaluaciones y de cualquier acción necesaria que se derive de las mismas
3.4.3 Información de las compras
La información de las compras debe describir el producto a comprar, incluyendo,
cuando sea apropiado:
a) Requisitos para la probación del producto, procedimientos, procesos y
equipos.
b) Requisitos para la codificación del personal.
c) Requisitos del sistema de gestión de calidad.
La organización debe asegurarse de la adecuación de los requisitos de compra
especificados antes de comunicárselos al proveedor.
99
3.4.4 Verificación de los productos comprados
La organización debe establecer o implementar !a inspección u otras actividades
necesarias para asegurarse de que el producto comprado cumple los requisitos de
compra especificados.
Cuando la organización o su cliente quieran llevar a cabo la verificación en las
instalaciones del proveedor, la organización debe establecer en la información de
compra las disposiciones para la verificación pretendida y el método para la
liberación del producto.
3.5 OPERACIONES DE PRODUCCIÓN Y DE PRESTACIÓN DEL SERVICIO
3.5.1 Operación y realización
La alta dirección debería ir más allá del control de los procesos de realización con
el fin de lograr tanto el cumplimiento de los requisitos como la obtención de
beneficios para las partes interesadas. Esto puede conseguirse mediante la mejora
de la eficacia y eficiencia de los procesos de realización y de los procesos de apoyo
relacionados, tales como:
- La reducción de desperdicios.
- La formación del personal.
- La comunicación y el registro de la información.
- El desarrollo de la capacidad del proveedor.
- La mejora de las infraestructuras.
- La prevención de problemas.
- Los métodos de procesamiento y rendimiento del proceso.
100
- Los métodos de seguimiento.
3.6 PRODUCCIÓN Y PRESTACIÓN DEL SERVICIO
3.6.1 Control de la producción y de la prestación del servicio
La organización debe planificar y llevar a cabo la producción y la prestación del
servicio bajo condiciones controladas. Las condiciones controladas deben incluir,
cuando sea aplicable:
a) La disponibilidad de información que describe las características del
producto.
b) La disponibilidad de instrucciones de trabajo, cuando sea necesario.
101
4. CRITICIDAD DE LOS EQUIPOS
Como parte esencial del mantenimiento planificado, la definición de los equipos
críticos se realiza para localizar y analizar las causas principales de falla y para
mejorar sustancialmente la disponibilidad de los mismos.
En esta etapa se recopilan los datos históricos de los equipos, para conocer el
comportamiento que han tenido y poder obtener en forma estadística, los equipos
críticos para el taller mecánico-industrial del instituto técnico central “LA SALLE”.
Igualmente se deben detectar las fallas más predominantes, centrando los
primeros esfuerzos sobre las mismas.
El desarrollo de este análisis permite determinar las causas más frecuentes que
producen paradas no programadas en la producción y los sobre – costos que se
pueden generar. Como período de estudio se delimitó el comprendido entre los
meses de julio del 2001 a junio de 2002, por que solamente para éste se lograron
recopilar datos estadísticos confiables; son los datos de los repuestos y
mantenimientos que se han realizado de manera interna o externa.
Para llegar a establecer cuales son los equipos críticos de producción, se ha optado
por desarrollar la metodología de análisis de Pareto*.
* Pareto. Economista italiano que en 1897 estableció la ley que lleva su propio nombre.

102
El análisis para la detección de los equipos críticos es fundamental con el fin de
concentrar los primeros esfuerzos de la implementación del programa sobre el
número de averías y el costo de las mismas en estas máquinas. Los objetivos que
pretende este ejercicio son:
Reducir y optimizar el número de intervenciones realizadas a un equipo
durante su vida activa.
Mantener el equipo bajo control. Esto permite el seguimiento de la anomalía
desde su aparición hasta que llegue a un nivel considerado controlable.
Reducir los costos por paradas innecesarias y garantizar calidad en la
prestación de un servicio en particular.
Para saber cuales son los equipos críticos, se recurre a la elaboración del diagrama
de Pareto con tres enfoques:
A. Impacto en el proceso y producto final, acorde al tipo o tiempo de trabajo.
B. Determinar el número de paradas por equipo según el período estudiado.
C. Determinar los equipos por costos de mantenimiento según el período
estudiado.
Los pasos a tener en cuenta son:
Determinar el tiempo de trabajo de todos los equipos.
Definir el tamaño de muestra (Abril de 2002 a Abril de 2003).
Analizar el origen de los datos (información suministrada por los operarios
de cada máquina).
Registro de los datos en una tabla de conteo del número de paradas de la
maquinaria y los costos por mantenimiento, para luego realizar una
totalización general y elaborar una nueva tabla de datos, con los totales
individuales, la composición porcentual y los porcentajes acumulados.
Elaboración del diagrama de Pareto. Sobre el eje izquierdo se identifica el
rango correspondiente al número de fallas de cada equipo. Sobre el eje

103
derecho se identifica el porcentaje acumulativo falla tras falla el cual debe
corresponder al total general. El eje horizontal se divide en los equipos
analizados. De igual forma se aplica para el análisis sobre los costos por
mantenimiento en donde el eje izquierdo corresponde a los costos
individuales por equipo, y el eje derecho el porcentaje acumulado de los
mismos.
Identificar el asunto o problema a solucionar (equipos de mayor incidencia
de acuerdo al número de paradas en producción por actividades correctivas
no programadas, y los costos que estas contienen).
4.1 DIAGRAMA DE PARETO SEGÚN EL TIEMPO DE TRABAJO
La tabla 5 presenta la recopilación de los tiempos de trabajo de cada equipo y la
gráfica 1. Esta información se determina según el tiempo de trabajo de las
máquinas: las de 16 horas, las de 9 horas, etc.
Tabla 5. Tiempos de trabajo de equipos
CÓDIGO EQUIPO TIEMPO
TRABAJADO (HORAS/DIA)
% DE TIEMPO DE TRABAJO
% ACUMULADO
T – 1 TORNO POLACO 13.16 2.48 2,48
T – 2 TORNO POLACO 13.16 2.48 4,96
T – 3 TORNO POLACO 13.16 2.48 7,44
T – 4 TORNO POLACO 13.16 2.48 9,92
T – 5 TORNO POLACO 13.16 2.48 12,40
T – 6 TORNO POLACO 13.16 2.48 14,88
T – 7 TORNO POLACO 13.16 2.48 17,36
T – 8 TORNO CHINO 13.16 2.48 19,84
T – 9 TORNO CHINO 13.16 2.48 22,32
T – 10 TORNO CHINO 13.16 2.48 24,80
T – 11 TORNO CHINO 13.16 2.48 27,28
T – 12 TORNO CHINO 13.16 2.48 29,76
T – 13 TORNO BRASILERO 13.16 2.48 32,24
T – 14 TORNO BRASILERO 13.16 2.48 34,72
T – 15 TORNO BRASILERO 13.16 2.48 37,20
T – 16 TORNO BRASILERO 13.16 2.48 39,68
T – 17 TORNO BRASILERO 13.16 2.48 42,16
T – 18 TORNO HARRISON 13.16 2.48 44,64
T – 19 TORNO HARRISON 13.16 2.48 47,12
T – 20 TORNO HARRISON 13.16 2.48 49,60
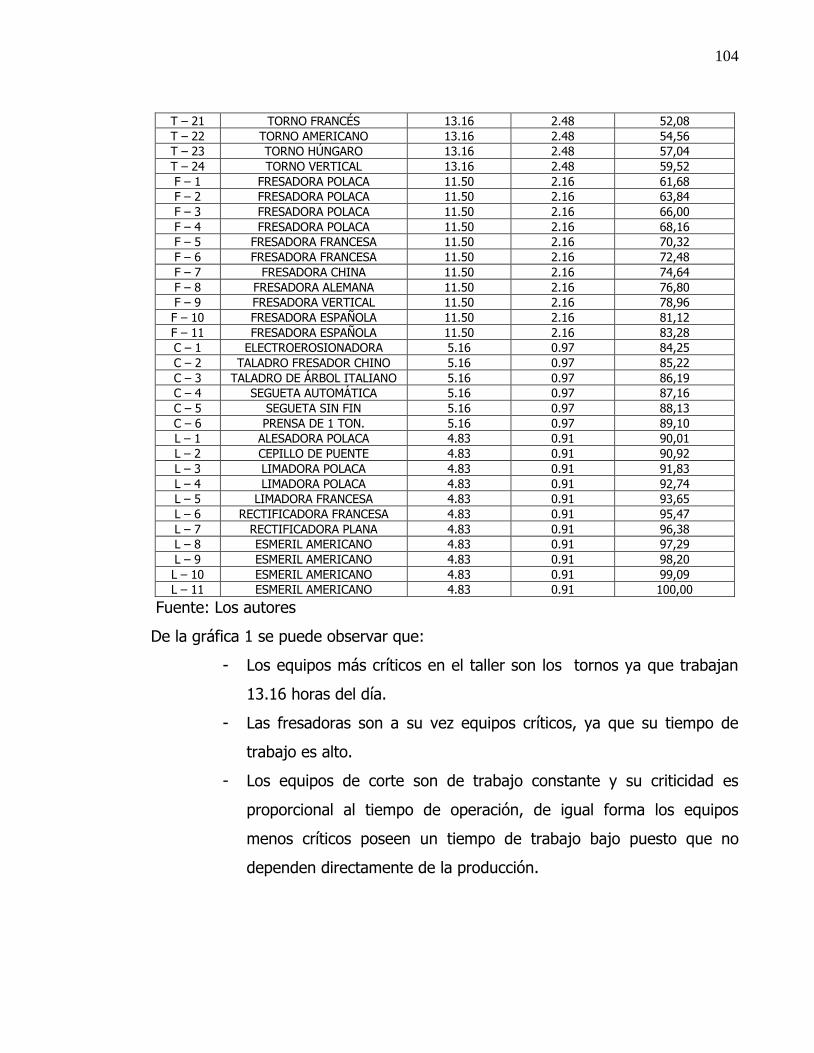
104
T – 21 TORNO FRANCÉS 13.16 2.48 52,08
T – 22 TORNO AMERICANO 13.16 2.48 54,56
T – 23 TORNO HÚNGARO 13.16 2.48 57,04
T – 24 TORNO VERTICAL 13.16 2.48 59,52
F – 1 FRESADORA POLACA 11.50 2.16 61,68
F – 2 FRESADORA POLACA 11.50 2.16 63,84
F – 3 FRESADORA POLACA 11.50 2.16 66,00
F – 4 FRESADORA POLACA 11.50 2.16 68,16
F – 5 FRESADORA FRANCESA 11.50 2.16 70,32
F – 6 FRESADORA FRANCESA 11.50 2.16 72,48
F – 7 FRESADORA CHINA 11.50 2.16 74,64
F – 8 FRESADORA ALEMANA 11.50 2.16 76,80
F – 9 FRESADORA VERTICAL 11.50 2.16 78,96
F – 10 FRESADORA ESPAÑOLA 11.50 2.16 81,12
F – 11 FRESADORA ESPAÑOLA 11.50 2.16 83,28
C – 1 ELECTROEROSIONADORA 5.16 0.97 84,25
C – 2 TALADRO FRESADOR CHINO 5.16 0.97 85,22
C – 3 TALADRO DE ÁRBOL ITALIANO 5.16 0.97 86,19
C – 4 SEGUETA AUTOMÁTICA 5.16 0.97 87,16
C – 5 SEGUETA SIN FIN 5.16 0.97 88,13
C – 6 PRENSA DE 1 TON. 5.16 0.97 89,10
L – 1 ALESADORA POLACA 4.83 0.91 90,01
L – 2 CEPILLO DE PUENTE 4.83 0.91 90,92
L – 3 LIMADORA POLACA 4.83 0.91 91,83
L – 4 LIMADORA POLACA 4.83 0.91 92,74
L – 5 LIMADORA FRANCESA 4.83 0.91 93,65
L – 6 RECTIFICADORA FRANCESA 4.83 0.91 95,47
L – 7 RECTIFICADORA PLANA 4.83 0.91 96,38
L – 8 ESMERIL AMERICANO 4.83 0.91 97,29
L – 9 ESMERIL AMERICANO 4.83 0.91 98,20
L – 10 ESMERIL AMERICANO 4.83 0.91 99,09
L – 11 ESMERIL AMERICANO 4.83 0.91 100,00
Fuente: Los autores
De la gráfica 1 se puede observar que:
- Los equipos más críticos en el taller son los tornos ya que trabajan
13.16 horas del día.
- Las fresadoras son a su vez equipos críticos, ya que su tiempo de
trabajo es alto.
- Los equipos de corte son de trabajo constante y su criticidad es
proporcional al tiempo de operación, de igual forma los equipos
menos críticos poseen un tiempo de trabajo bajo puesto que no
dependen directamente de la producción.

105
Grafico 1. Criticidad de equipos según el tiempo de trabajo
0
10
20
30
40
50
60
70
80
90
100
TO
RN
O P
OL
AC
O
TO
RN
O P
OL
AC
O
TO
RN
O P
OL
AC
O
TO
RN
O P
OL
AC
O
TO
RN
O P
OL
AC
O
TO
RN
O P
OL
AC
O
TO
RN
O P
OL
AC
O
TO
RN
O C
HIN
O
TO
RN
O C
HIN
O
TO
RN
O C
HIN
O
TO
RN
O C
HIN
O
TO
RN
O C
HIN
O
TO
RN
O B
RA
SIL
ER
O
TO
RN
O B
RA
SIL
ER
O
TO
RN
O B
RA
SIL
ER
O
TO
RN
O B
RA
SIL
ER
O
TO
RN
O B
RA
SIL
ER
O
TO
RN
O H
AR
RIS
ON
TO
RN
O H
AR
RIS
ON
TO
RN
O H
AR
RIS
ON
TO
RN
O F
RA
NC
ÉS
TO
RN
O A
ME
RIC
AN
O
TO
RN
O H
ÚN
GA
RO
TO
RN
O V
ER
TIC
AL
FR
ES
AD
OR
A P
OL
AC
A
FR
ES
AD
OR
A P
OL
AC
A
FR
ES
AD
OR
A P
OL
AC
A
FR
ES
AD
OR
A P
OL
AC
A
FR
ES
AD
OR
A F
RA
NC
ES
A
FR
ES
AD
OR
A F
RA
NC
ES
A
FR
ES
AD
OR
A C
HIN
A
FR
ES
AD
OR
A A
LE
MA
NA
FR
ES
AD
OR
A V
ER
TIC
AL
FR
ES
AD
OR
A E
SP
AÑ
OL
A
FR
ES
AD
OR
A E
SP
AÑ
OL
A
EL
EC
TR
OE
RO
CIO
NA
DO
RA
TA
LA
DR
O F
RE
SA
DO
R C
HIN
O
TA
LA
DR
O D
E Á
RB
OL
IT
AL
IAN
O
SE
GU
ET
A A
UT
OM
ÁT
ICA
SE
GU
ET
A S
IN F
IN
PR
EN
SA
DE
1 T
ON
,
AL
ES
AD
OR
A P
OL
AC
A
CE
PIL
LO
DE
PU
EN
TE
LIM
AD
OR
A P
OL
AC
A
LIM
AD
OR
A P
OL
AC
A
LIM
AD
OR
A F
RA
NC
ES
A
AF
ILA
DO
RA
DE
FR
ES
AS
RE
CT
IFIC
AD
OR
A F
RA
NC
ES
A
RE
CT
IFIC
AD
OR
A P
LA
NA
ES
ME
RIL
AM
ER
ICA
NO
ES
ME
RIL
AM
ER
ICA
NO
ES
ME
RIL
AM
ER
ICA
NO
ES
ME
RIL
AM
ER
ICA
NO
EQUIPOS
TIE
MPO
TR
ABAJA
DO
EN
HO
RAS/D
IA
0
10
20
30
40
50
60
70
80
90
100
% A
CU
MU
LAD
O
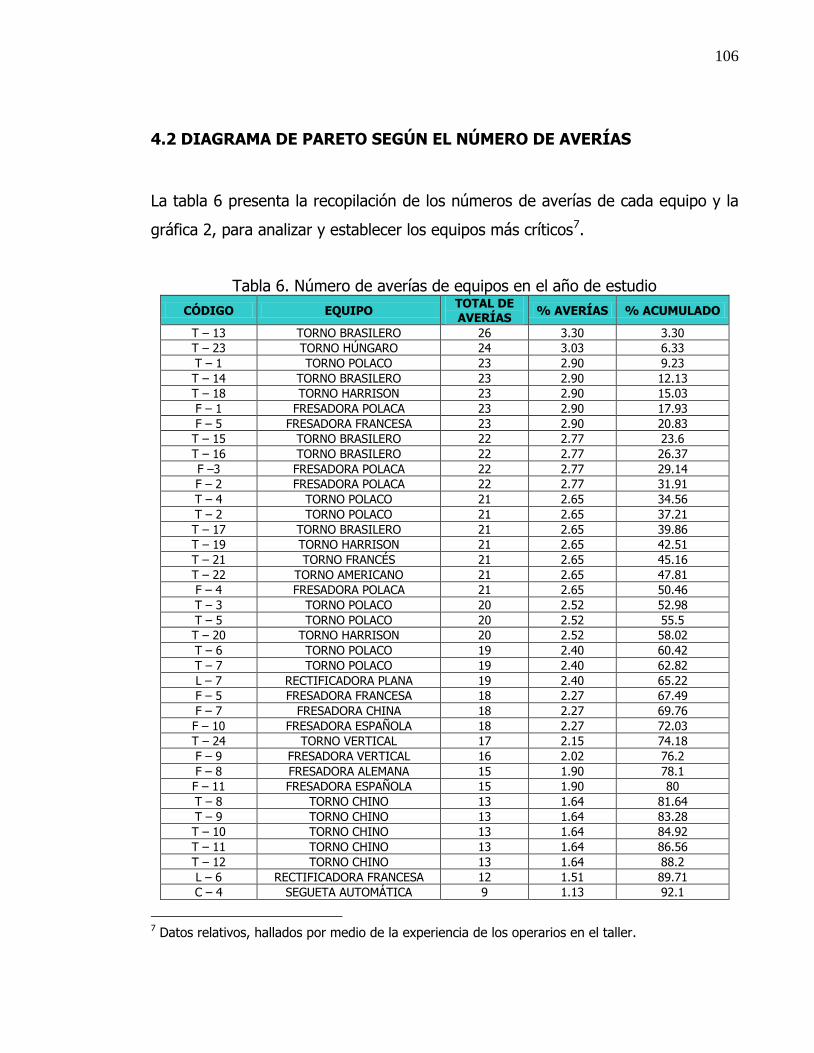
106
4.2 DIAGRAMA DE PARETO SEGÚN EL NÚMERO DE AVERÍAS
La tabla 6 presenta la recopilación de los números de averías de cada equipo y la
gráfica 2, para analizar y establecer los equipos más críticos7.
Tabla 6. Número de averías de equipos en el año de estudio
CÓDIGO EQUIPO TOTAL DE AVERÍAS
% AVERÍAS % ACUMULADO
T – 13 TORNO BRASILERO 26 3.30 3.30
T – 23 TORNO HÚNGARO 24 3.03 6.33
T – 1 TORNO POLACO 23 2.90 9.23
T – 14 TORNO BRASILERO 23 2.90 12.13
T – 18 TORNO HARRISON 23 2.90 15.03
F – 1 FRESADORA POLACA 23 2.90 17.93
F – 5 FRESADORA FRANCESA 23 2.90 20.83
T – 15 TORNO BRASILERO 22 2.77 23.6
T – 16 TORNO BRASILERO 22 2.77 26.37
F –3 FRESADORA POLACA 22 2.77 29.14
F – 2 FRESADORA POLACA 22 2.77 31.91
T – 4 TORNO POLACO 21 2.65 34.56
T – 2 TORNO POLACO 21 2.65 37.21
T – 17 TORNO BRASILERO 21 2.65 39.86
T – 19 TORNO HARRISON 21 2.65 42.51
T – 21 TORNO FRANCÉS 21 2.65 45.16
T – 22 TORNO AMERICANO 21 2.65 47.81
F – 4 FRESADORA POLACA 21 2.65 50.46
T – 3 TORNO POLACO 20 2.52 52.98
T – 5 TORNO POLACO 20 2.52 55.5
T – 20 TORNO HARRISON 20 2.52 58.02
T – 6 TORNO POLACO 19 2.40 60.42
T – 7 TORNO POLACO 19 2.40 62.82
L – 7 RECTIFICADORA PLANA 19 2.40 65.22
F – 5 FRESADORA FRANCESA 18 2.27 67.49
F – 7 FRESADORA CHINA 18 2.27 69.76
F – 10 FRESADORA ESPAÑOLA 18 2.27 72.03
T – 24 TORNO VERTICAL 17 2.15 74.18
F – 9 FRESADORA VERTICAL 16 2.02 76.2
F – 8 FRESADORA ALEMANA 15 1.90 78.1
F – 11 FRESADORA ESPAÑOLA 15 1.90 80
T – 8 TORNO CHINO 13 1.64 81.64
T – 9 TORNO CHINO 13 1.64 83.28
T – 10 TORNO CHINO 13 1.64 84.92
T – 11 TORNO CHINO 13 1.64 86.56
T – 12 TORNO CHINO 13 1.64 88.2
L – 6 RECTIFICADORA FRANCESA 12 1.51 89.71
C – 4 SEGUETA AUTOMÁTICA 9 1.13 92.1
7 Datos relativos, hallados por medio de la experiencia de los operarios en el taller.

107
L – 3 LIMADORA POLACA 8 1.01 93.11
L – 5 LIMADORA FRANCESA 8 1.01 94.12
L – 4 LIMADORA POLACA 7 0.88 95
L – 1 ALESADORA POLACA 6 0.75 95.75
C – 3 TALADRO DE ÁRBOL ITALIANO 5 0.63 96.38
C – 5 SEGUETA SIN FIN 5 0.63 97.01
L – 2 CEPILLO DE PUENTE 5 0.63 97.64
C – 2 TALADRO FRESADOR CHINO 4 0.50 98.14
C – 1 ELECTROEROSIONADORA 3 0.38 98.52
L – 8 ESMERIL AMERICANO 3 0.38 99
C – 6 PRENSA DE 1 TON. 2 0.25 99.25
L – 9 ESMERIL AMERICANO 2 0.25 99.50
L – 10 ESMERIL AMERICANO 2 0.25 99.75
L – 11 ESMERIL AMERICANO 2 0.25 100.00
Fuente: Los autores
De la gráfica 2, se puede observar que:
- Los equipos que más averías han tenido en el año de estudio son los
de las secciones de torneado y fresado.
- Los equipos de la sección de limado son los que menos paradas han
tenido durante el período de tiempo estudiado
- Aproximadamente, el 62% del total de las averías se observa en los
24 primeros equipos, confirmando que lo equipos más críticos se
encuentran en la sección de torneado y fresado.
- El porcentaje acumulado restante equivale a 29 equipos, los cuales
han presentado un número de averías constantes en algunos y
variables en otros.

108
Grafico 2. Criticidad de equipos por porcentaje de averías
0
10
20
30
40
50
60
70
80
90
100
TO
RN
O B
RASIL
ERO
TO
RN
O P
OLA
CO
TO
RN
O H
ARRIS
ON
FRESAD
ORA F
RAN
CESA
TO
RN
O B
RASIL
ERO
FRESAD
ORA P
OLA
CA
TO
RN
O P
OLA
CO
TO
RN
O H
ARRIS
ON
TO
RN
O A
MERIC
AN
O
TO
RN
O P
OLA
CO
TO
RN
O H
ARRIS
ON
TO
RN
O P
OLA
CO
FRESAD
ORA F
RAN
CESA
FRESAD
ORA E
SPAÑ
OLA
FRESAD
ORA V
ERTIC
AL
FRESAD
ORA E
SPAÑ
OLA
TO
RN
O C
HIN
O
TO
RN
O C
HIN
O
RECTIF
ICAD
ORA F
RAN
CESA
SEG
UETA A
UTO
MÁTIC
A
LIM
AD
ORA F
RAN
CESA
ALE
SAD
ORA P
OLA
CA
SEG
UETA S
IN F
IN
TALA
DRO
FRESAD
OR C
HIN
O
ESM
ERIL
AM
ERIC
AN
O
ESM
ERIL
AM
ERIC
AN
O
ESM
ERIL
AM
ERIC
AN
O
EQUIPOS
NÜ
MER
O D
E A
VER
IAS
0
10
20
30
40
50
60
70
80
90
100
% A
cu
mu
lad
o
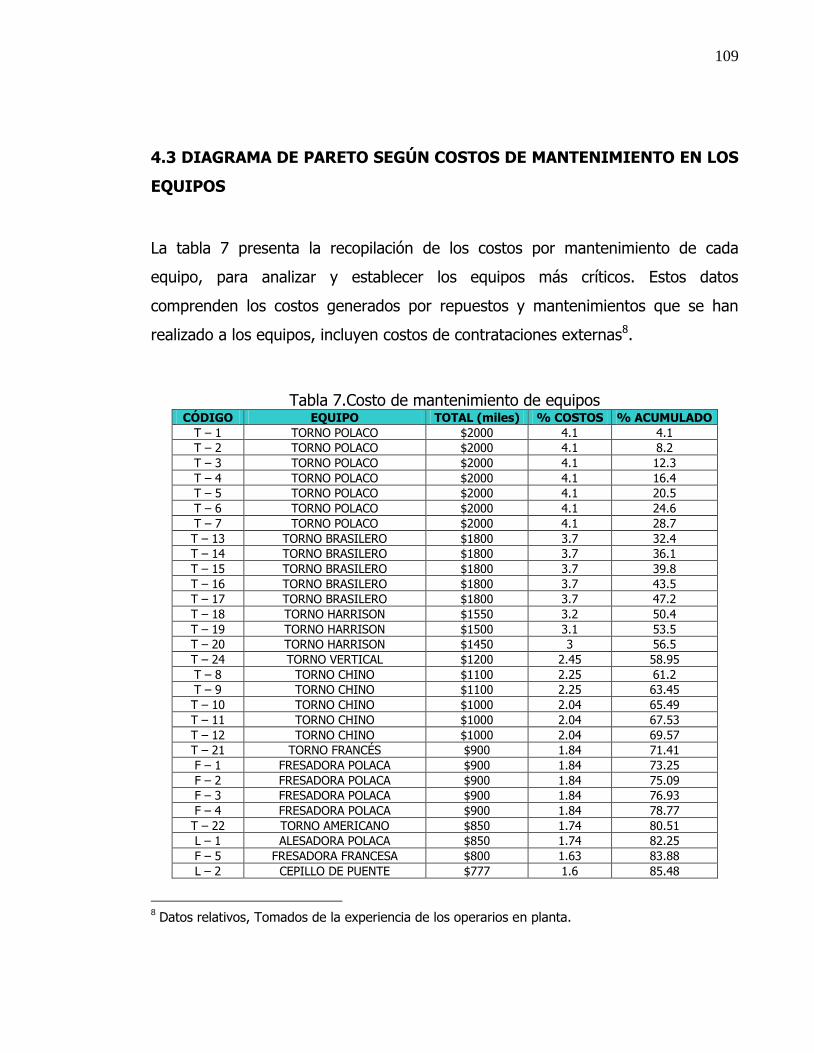
109
4.3 DIAGRAMA DE PARETO SEGÚN COSTOS DE MANTENIMIENTO EN LOS
EQUIPOS
La tabla 7 presenta la recopilación de los costos por mantenimiento de cada
equipo, para analizar y establecer los equipos más críticos. Estos datos
comprenden los costos generados por repuestos y mantenimientos que se han
realizado a los equipos, incluyen costos de contrataciones externas8.
Tabla 7.Costo de mantenimiento de equipos CÓDIGO EQUIPO TOTAL (miles) % COSTOS % ACUMULADO
T – 1 TORNO POLACO $2000 4.1 4.1
T – 2 TORNO POLACO $2000 4.1 8.2
T – 3 TORNO POLACO $2000 4.1 12.3
T – 4 TORNO POLACO $2000 4.1 16.4
T – 5 TORNO POLACO $2000 4.1 20.5
T – 6 TORNO POLACO $2000 4.1 24.6
T – 7 TORNO POLACO $2000 4.1 28.7
T – 13 TORNO BRASILERO $1800 3.7 32.4
T – 14 TORNO BRASILERO $1800 3.7 36.1
T – 15 TORNO BRASILERO $1800 3.7 39.8
T – 16 TORNO BRASILERO $1800 3.7 43.5
T – 17 TORNO BRASILERO $1800 3.7 47.2
T – 18 TORNO HARRISON $1550 3.2 50.4
T – 19 TORNO HARRISON $1500 3.1 53.5
T – 20 TORNO HARRISON $1450 3 56.5
T – 24 TORNO VERTICAL $1200 2.45 58.95
T – 8 TORNO CHINO $1100 2.25 61.2
T – 9 TORNO CHINO $1100 2.25 63.45
T – 10 TORNO CHINO $1000 2.04 65.49
T – 11 TORNO CHINO $1000 2.04 67.53
T – 12 TORNO CHINO $1000 2.04 69.57
T – 21 TORNO FRANCÉS $900 1.84 71.41
F – 1 FRESADORA POLACA $900 1.84 73.25
F – 2 FRESADORA POLACA $900 1.84 75.09
F – 3 FRESADORA POLACA $900 1.84 76.93
F – 4 FRESADORA POLACA $900 1.84 78.77
T – 22 TORNO AMERICANO $850 1.74 80.51
L – 1 ALESADORA POLACA $850 1.74 82.25
F – 5 FRESADORA FRANCESA $800 1.63 83.88
L – 2 CEPILLO DE PUENTE $777 1.6 85.48
8 Datos relativos, Tomados de la experiencia de los operarios en planta.
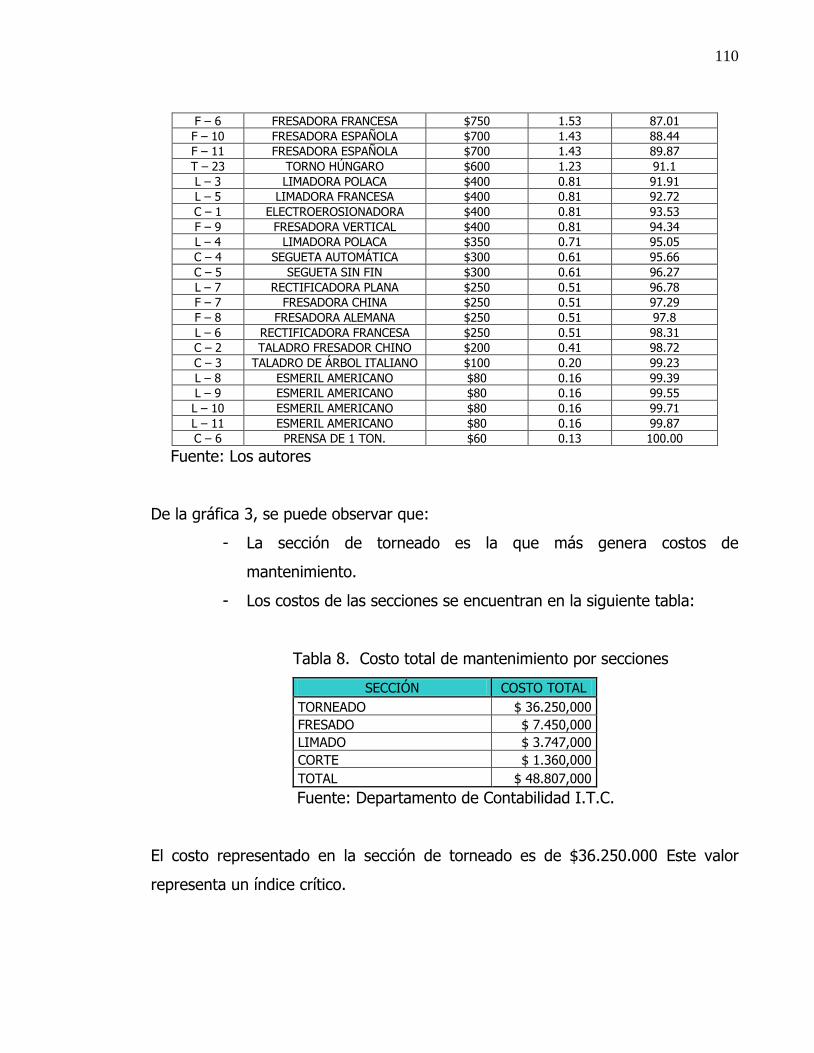
110
F – 6 FRESADORA FRANCESA $750 1.53 87.01
F – 10 FRESADORA ESPAÑOLA $700 1.43 88.44
F – 11 FRESADORA ESPAÑOLA $700 1.43 89.87
T – 23 TORNO HÚNGARO $600 1.23 91.1
L – 3 LIMADORA POLACA $400 0.81 91.91
L – 5 LIMADORA FRANCESA $400 0.81 92.72
C – 1 ELECTROEROSIONADORA $400 0.81 93.53
F – 9 FRESADORA VERTICAL $400 0.81 94.34
L – 4 LIMADORA POLACA $350 0.71 95.05
C – 4 SEGUETA AUTOMÁTICA $300 0.61 95.66
C – 5 SEGUETA SIN FIN $300 0.61 96.27
L – 7 RECTIFICADORA PLANA $250 0.51 96.78
F – 7 FRESADORA CHINA $250 0.51 97.29
F – 8 FRESADORA ALEMANA $250 0.51 97.8
L – 6 RECTIFICADORA FRANCESA $250 0.51 98.31
C – 2 TALADRO FRESADOR CHINO $200 0.41 98.72
C – 3 TALADRO DE ÁRBOL ITALIANO $100 0.20 99.23
L – 8 ESMERIL AMERICANO $80 0.16 99.39
L – 9 ESMERIL AMERICANO $80 0.16 99.55
L – 10 ESMERIL AMERICANO $80 0.16 99.71
L – 11 ESMERIL AMERICANO $80 0.16 99.87
C – 6 PRENSA DE 1 TON. $60 0.13 100.00
Fuente: Los autores
De la gráfica 3, se puede observar que:
- La sección de torneado es la que más genera costos de
mantenimiento.
- Los costos de las secciones se encuentran en la siguiente tabla:
Tabla 8. Costo total de mantenimiento por secciones
SECCIÓN COSTO TOTAL
TORNEADO $ 36.250,000
FRESADO $ 7.450,000
LIMADO $ 3.747,000
CORTE $ 1.360,000
TOTAL $ 48.807,000
Fuente: Departamento de Contabilidad I.T.C.
El costo representado en la sección de torneado es de $36.250.000 Este valor
representa un índice crítico.

111
Grafico 3. Criticidad de equipos por costos de mantenimiento anuales
$ 0
$ 5.000
$ 10.000
$ 15.000
$ 20.000
$ 25.000
TO
RN
O P
OLA
CO
TO
RN
O P
OLA
CO
TO
RN
O P
OLA
CO
TO
RN
O P
OLA
CO
TO
RN
O B
RASIL
ERO
TO
RN
O B
RASIL
ERO
TO
RN
O H
ARRIS
ON
TO
RN
O H
ARRIS
ON
TO
RN
O C
HIN
O
TO
RN
O C
HIN
O
TO
RN
O C
HIN
O
FRESAD
ORA P
OLA
CA
FRESAD
ORA P
OLA
CA
TO
RN
O A
MERIC
AN
O
FRESAD
ORA F
RAN
CESA
FRESAD
ORA F
RAN
CESA
FRESAD
ORA E
SPAÑ
OLA
LIM
AD
ORA P
OLA
CA
ELE
CTRO
ERO
CIO
NAD
ORA
LIM
AD
ORA P
OLA
CA
SEG
UETA S
IN F
IN
FRESAD
ORA C
HIN
A
RECTIF
ICAD
ORA F
RAN
CESA
AFIL
AD
ORA D
E F
RESAS
ESM
ERIL
AM
ERIC
AN
O
ESM
ERIL
AM
ERIC
AN
O
PREN
SA D
E 1
TO
N.
EQUIPOS
CO
STO
AN
UAL
DE M
AN
TEN
IMIE
NTO
0
10
20
30
40
50
60
70
80
90
100
% A
CU
MU
LAD
O C
OSTO
S
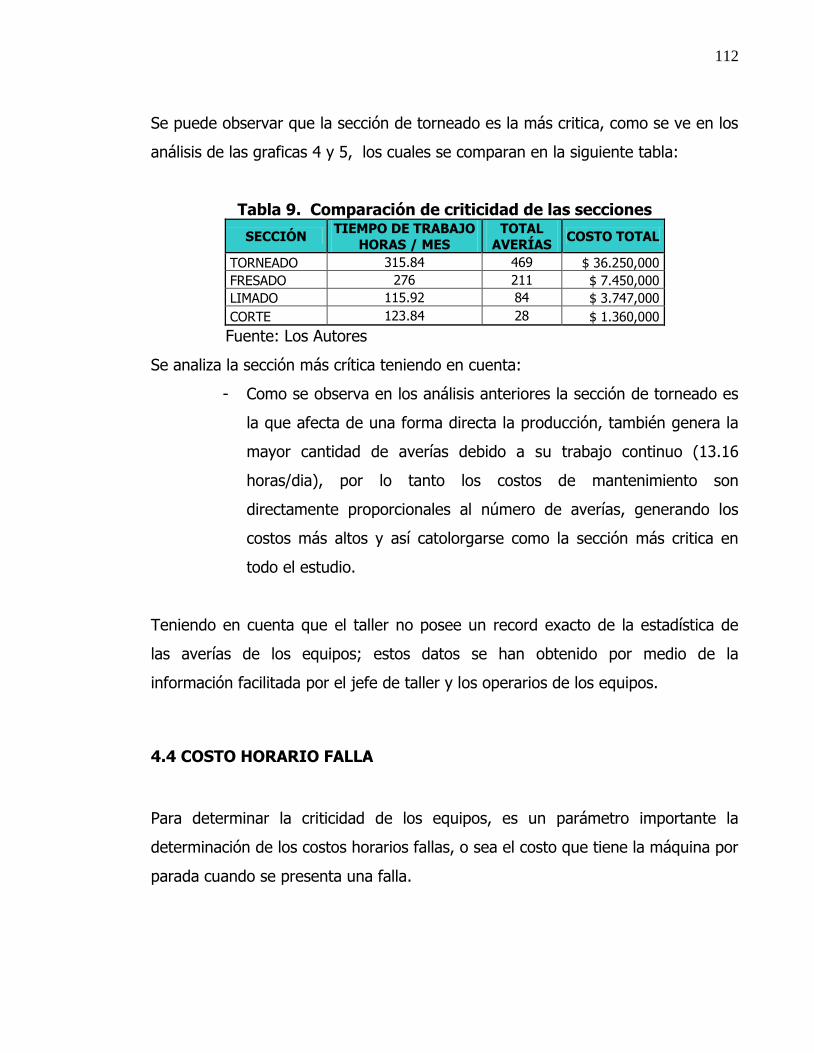
112
Se puede observar que la sección de torneado es la más critica, como se ve en los
análisis de las graficas 4 y 5, los cuales se comparan en la siguiente tabla:
Tabla 9. Comparación de criticidad de las secciones
SECCIÓN TIEMPO DE TRABAJO
HORAS / MES
TOTAL
AVERÍAS COSTO TOTAL
TORNEADO 315.84 469 $ 36.250,000
FRESADO 276 211 $ 7.450,000
LIMADO 115.92 84 $ 3.747,000
CORTE 123.84 28 $ 1.360,000
Fuente: Los Autores
Se analiza la sección más crítica teniendo en cuenta:
- Como se observa en los análisis anteriores la sección de torneado es
la que afecta de una forma directa la producción, también genera la
mayor cantidad de averías debido a su trabajo continuo (13.16
horas/dia), por lo tanto los costos de mantenimiento son
directamente proporcionales al número de averías, generando los
costos más altos y así catolorgarse como la sección más critica en
todo el estudio.
Teniendo en cuenta que el taller no posee un record exacto de la estadística de
las averías de los equipos; estos datos se han obtenido por medio de la
información facilitada por el jefe de taller y los operarios de los equipos.
4.4 COSTO HORARIO FALLA
Para determinar la criticidad de los equipos, es un parámetro importante la
determinación de los costos horarios fallas, o sea el costo que tiene la máquina por
parada cuando se presenta una falla.

113
Los datos fueron obtenidos de la información suministrada por el taller mecánico
industrial del Instituto durante el último semestre del año.
Los datos fueron evaluados en una hoja de cálculo, ver ANEXO D, estos se
evaluaron por máquina, dependiendo del lote de producción que se trabajó en el
semestre de evaluación, las máquinas tienen por sección un costo parecido, debido
a que este lote implicaba que las máquinas trabajarán las mismas horas de trabajo
y las piezas eran de igual magnitud. En secciones de corte y limado, donde las
máquinas son diferentes dentro de cada sección el costo entre las distintas
máquinas varia de forma considerable. Después de eso se saco un promedio de las
secciones para determinar el costo de parada, ya no por máquina si no por
sección.
El costo horario falla fue determinado por la ecuación:
Cfn = (1-I) * ( Vh –Cvh)9
Donde:
Cfn: Costo horario falla
Vh: Ingresos por producción horaria
Cvh: Costos variables por producción horaria
I: Impuesto sobre utilidades
A continuación se presentaran las variables que se utilizaron para determinar el
costo horario falla del torno polaco T-1. Los datos están en la tabla 10, en la tabla
11 se presenta una hoja de cálculo también deL Torno Polaco T-1.
9 HERRERA, Jorge E. MANTENIMIENTO PLANIFICADO

114
Tabla 10. Variables para determinación del costo horario falla – Torno polaco T-1
Precio por venta ($V) 10000
Ing por pdn horaria (Vh) 40000
Tiempo total de pdn n(hr) 315.84
Costos var por unidad 5885157.26
Costos var por pdn horaria (Cvh) 18633.35
Pdn horaria 4
Impuesto sobre utilidad (I) 35%
COSTO HORARIO FALLA 13888.3225
Fuente: Los autores
En la tabla 11 se presenta el costo horario falla de la máquina T-1, como la
diferencia entre el costo sin una hora de producción y con la producción normal sin
restar ninguna hora de producción.

115
Tabla 11 – Costo horario falla, diferencia entre producciones Torno polaco T-1
sin pérdida de pdn sin pérdida de pdn una (1)hora
hr pdn 315,84 T 314,84 T - 1
ingr por prod/hora 40000 Vh 40000 Vh
ingreso ventas 12633600 T*Vh 12593600 (T-1) *Vh = T*Vh - Vh
costos fijos 5000 Cf 5000 Cf
costos variables 5885157,26 T*Cvh 5866523,91 (T-1)*Cvh = T*Cvh-Cvh
costos admon A 0 A
costos financ F 0 F
total egresos 5890157,26 (Cf+T*Cvh+A+F) 5871523,91 (Cf+T*Cvh-Cvh+A+F)
utilidades A de I 6743442,74 T*Vh - (Cf+T*Cvh+A+F) 6722076,09 T*Vh-Vh - (..Total egresos)
Imp 35% 2360204,96 I * (Util.. A de I) 2352726,63 I * (Util.. A de I)
utilidad neta 4383237,78 (1-I) * (.. Uitl A de I) 4369349,46 (1-I) * (.. Uitl A de I)
utilidades netas SIN pérdida de pdn 4383237,78 (1-I)*(T*Vh-Cf-T*Ch-A-F)
utilidades netas con una pérdida de pdn 4369349,46
(1-I)*(T*Vh-Vh-Cf-T*Cvh+Cvh-A-F)
DIFERENCIA 13888,3225
Costo horario de falla 13888,3225 (1-I)*(Vh-Cvh)
Fuente: los autores

5. METODOLOGÍA
El programa de mantenimiento que se va a implementar se divide en tres niveles:
1 – Informes hacia las directivas, los cuales se componen de:
Costos de Mantenimiento (composición, distribución por centros de costos,
costos por sección, etc.)
Objetivos, manejo y presupuesto de mantenimiento.
Resultados económicos .
2 - La información para el personal de trabajo:
Sistema de incentivos
Necesidades de formación (Obtención de las necesidades a capacitar en el
personal para la mejora de procesos constantes)
Análisis de los resultados obtenidos, para realizar mejoras en el menor
tiempo posible
Realimentación de la información
3- Manejo de la información operativa, de las operaciones y acciones diarias, las
cuales requieren información de:
71
Órdenes de trabajo (Información completa acerca de los trabajos a
realizar) o de Disponibilidad y Eficacia (Conocimiento de la Gestión diaria
sobre los principales índices fundamentales)
Análisis de averías y equipos críticos (análisis de la base de datos de fallas,
para determinación de acciones y mejorar la criticidad establecida en los
equipo)
5.1 OBJETIVOS DEL SISTEMA DE INFORMACIÓN DE MANTENIMIENTO
Se realiza el sistema de información para almacenar y analizar los datos obtenidos
para cumplir con los objetivos establecidos en la gestión de Mantenimiento, que
alcanzan la disminución de costos y una mejora en la eficacia.
- Para la mejora de la eficacia:
Manejo de tiempos de Mantenimiento correctivo y preventivo
Detalles de tiempos y número de averías
Paradas de maquinas y producción por cambio de útiles y repuestos
Confiabilidad, [Tiempo medio entre fallos (MTBF)].
Mantenibilidad, [Tiempo medio de reparación (MTTR)]
- Para la disminución de costos:
Información de costos de mano de obra propia y subcontratada
Contratación de reparaciones y prestaciones de servicios externos
Así se completaría la información para realizar un análisis completo de una buena
Gestión de Mantenimiento.
El objetivo principal del sistema de información para la Gestión de Mantenimiento
es mantener una base de datos constante para el departamento sobre la
72
reducción de costos y el detalle técnico de las distintas maquinas. Para cada nivel
incluye:
Costos totales
Mano de obra propia
Mano de obra contratada
Trabajos externos
Repuestos
Mantenimiento correctivo y preventivo
Inversiones, modificaciones, reparaciones y mejoras
5.2 COMPARACIÓN CON EL PRESUPUESTO DE COSTOS, EFICACIA Y
DISPONIBILIDAD
Se tomará en cuenta la información obtenida acerca de los medidores de dicha
gestión, que son la disponibilidad, (fracción de tiempo que los equipos están en
condición de servicio) y la eficacia, (fracción de tiempo en que su servicio resulta
efectivo para la producción). De estos medidores se obtiene el tiempo total, los
cuales son obtenidos de:
Mantenimiento programado
Averías
Paros de producción por cambios de útiles, micro paradas, etc.
Ineficiencias (defectos de calidad, malos rendimientos, etc.)
5.2.1 Información sobre la mano de obra
- Capacidad interna de trabajo:
Cantidad de operarios y encargados de cada sección

73
Capacidad actual del personal, para así realizar los ajustes necesarios que
tengan mejores resultados en una evaluación futura.
Resultados obtenidos por los operarios
Desempeño de la organización: eficiencia de respuesta, toma de decisiones
apoyo y comunicación.
- Capacidad contratada:
Costos horarios
Disponibilidad de personal y capacidad de respuesta, que junto con los
costos horarios permiten efectuar el análisis de cada una de las contratas.
- Trabajos de contratación externa:
Calidad del servicio (análisis de calidad de trabajo, costos horarios por
contratación, servicios de respaldo y garantía, etc).
Tiempo de parada (si es necesaria), tiempo de entrega de trabajo.
5.3 SISTEMATIZACIÓN DEL MANTENIMIENTO
En el taller mecánico-industrial del Instituto Técnico Central “LA SALLE”, los
objetivos por los que se realiza la implantación de un sistema para la Gestión del
Mantenimiento son:
Facilidad de obtener la información para la toma de decisiones.
Para tomar una decisión acertada acerca de la gestión de mantenimiento hacia la
parte administrativa para el manejo de costos, sobre los equipos críticos,
inventario de repuestos, personal del equipo o cualquier otro aspecto relevante, se
debe tener un sistema útil y eficaz del manejo, recolección y proporción de la
información.

74
Clasificación y control de las acciones.
El funcionamiento optimo de la Gestión de Mantenimiento y del Departamento,
depende de la generación de un sistema, el cual maneje la información de tal
manera que se preste para reasignaciones diarias e implementaciones según las
circunstancias que se vayan presentando, este sistema debe planificar y controlar
las ejecuciones en el mantenimiento.
El objetivo de mantenimiento es maximizar la productividad general de el taller
mecánico-industrial, que se resume en estos dos parámetros:
1. Mantener en la mayor disponibilidad las instalaciones y equipos para la
producción.
2. Reducir los costos y contrataciones de mano de obra externas en el
mantenimiento.
Las características operativas que definen y que se deben implementar en
cualquier Sistema de Gestión de Mantenimiento son:
1. Poseer toda la información técnica de los equipos y de las instalaciones,
requerimientos y actualidad operativa.
2. Permitir almacenar y analizar los datos más relevantes de cada trabajo
mediante un registro, además de un control exhaustivo de los tiempos de paro de
máquina.
3. Posibilidad de estructurar la organización de forma jerárquica.
4. Sencillez y versatilidad de codificación.
5. Consultas sobre costos de cada línea, máquina o componente.
6. Estado de cada orden de trabajo y planificación de trabajos a tiempo real.
7. Análisis de la carga de trabajo por operario para optimizar recursos.
75
8. Control de la ejecución de los programas de mantenimiento preventivo.
9. Obtención de cualquier tipo de consultas e informes de las órdenes de trabajo,
con criterios múltiples de selección.
10. Análisis detallado de cada intervención de Mantenimiento (Fechas, duraciones,
costos, operarios, máquinas, repuestos, etc.).
11. Emisión de solicitudes de compra de material.
12. Registros de repuestos.
13. Registros causa-efecto o pareto.
14. Comportamiento de equipos críticos.
15. Seguimiento e impacto del Mantenimiento Preventivo.
16. Informes de costos.
5.4 CODIFICACIÓN DE EQUIPOS
La codificación de equipos se emplea para determinar un orden específico y un
manejo de información adecuado para la sistematización de los equipos
pertenecientes a el taller mecánico-industrial del Instituto Técnico Central “LA
SALLE”, para control de inventarios, registros contables de mantenimiento y
registros de hojas de vida. Esta codificación ayuda a que todo el personal de el
taller esté familiarizado con los procedimientos.
Para la codificación se toman como parámetros, las diferentes secciones que tiene
el taller y a cada una se le asigna una letra por orden operacional según la
distribución general de equipos que intervienen en los diferentes procesos, ya sean
de suministro o de reparación; consecutivamente, el número de equipos que tiene
cada sección (ítem) y por último la cantidad de equipos de una misma importancia
operacional.

76
Las secciones en que está divido el taller y sus códigos correspondientes se
muestran en la tabla 13.
Tabla 13. Codificación por secciones CÓDIGO DE SECCIÓN SECCIÓN
T TORNEADO
F FRESADO
L LIMADO
C CORTE
Fuente: Los Autores
El código del equipo está dado de acuerdo a la siguiente figura:
Figura 16. Jerarquización de los niveles de codificación
T - 1
En la siguiente tabla esta la codificación de los equipos pertenecientes a el taller
mecánico-industrial del Instituto Técnico Central “LA SALLE”
IDENTIFICA EL TIPO DE EQUIPOS DE CADA SECCIÓN
SECCIÓN A LA QUE PERTENECE EL
EQUIPO

77
Tabla 14. Codificación de equipos SECCIÓN NOMBRE SECCIÓN EQUIPO CÓDIGO
T
TORNEADO
TORNO POLACO T – 1
TORNO POLACO T – 2
TORNO POLACO T – 3
TORNO POLACO T – 4
TORNO POLACO T – 5
TORNO POLACO T – 6
TORNO POLACO T – 7
TORNO CHINO T – 8
TORNO CHINO T – 9
TORNO CHINO T – 10
TORNO CHINO T – 11
TORNO CHINO T – 12
TORNO HARRISON T – 13
TORNO HARRISON T – 14
TORNO HARRISON T – 15
TORNO BRASILERO T – 16
TORNO BRASILERO T – 17
TORNO BRASILERO T – 18
TORNO BRASILERO T – 19
TORNO BRASILERO T – 20
TORNO FRANCÉS T – 21
TORNO AMERICANO T – 22
TORNO HÚNGARO T – 23
TORNO VERTICAL T – 24
F FRESADO
FRESADORA POLACA F – 1
FRESADORA POLACA F – 2
FRESADORA POLACA F – 3
FRESADORA POLACA F – 4
FRESADORA CHINA F – 5
FRESADORA FRANCESA F – 6
FRESADORA FRANCESA F – 7
FRESADORA ALEMANA F – 8
FRESADORA VERTICAL F – 9
FRESADORA ESPAÑOLA F – 10
FRESADORA ESPAÑOLA F – 11
L LIMADO
LIMADORA POLACA L – 1
LIMADORA POLACA L – 2
LIMADORA FRANCESA L – 3
ALESADORA POLACA L – 4
CEPILLO DE PUENTE L – 5
RECTIFICADORA FRANCESA L – 6
RECTIFICADORA PLANA L – 7
ESMERIL AMERICANO L – 8
ESMERIL AMERICANO L – 9
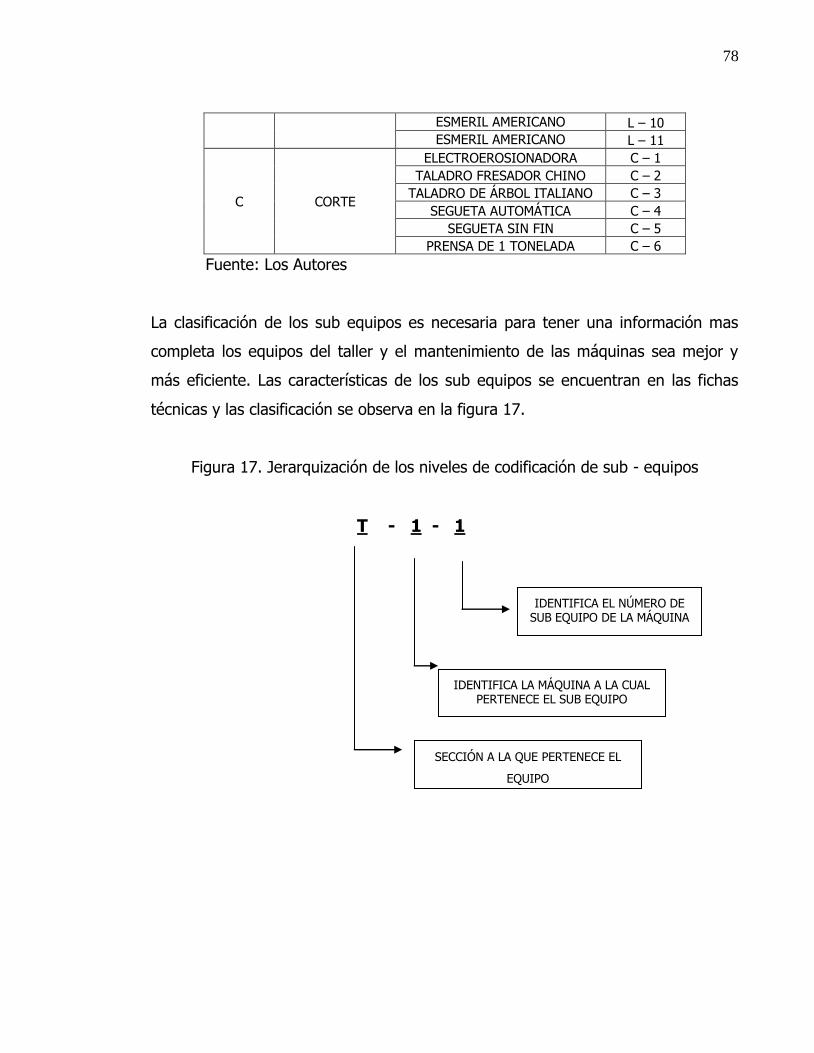
78
ESMERIL AMERICANO L – 10
ESMERIL AMERICANO L – 11
C CORTE
ELECTROEROSIONADORA C – 1
TALADRO FRESADOR CHINO C – 2
TALADRO DE ÁRBOL ITALIANO C – 3
SEGUETA AUTOMÁTICA C – 4
SEGUETA SIN FIN C – 5
PRENSA DE 1 TONELADA C – 6
Fuente: Los Autores La clasificación de los sub equipos es necesaria para tener una información mas
completa los equipos del taller y el mantenimiento de las máquinas sea mejor y
más eficiente. Las características de los sub equipos se encuentran en las fichas
técnicas y las clasificación se observa en la figura 17.
Figura 17. Jerarquización de los niveles de codificación de sub - equipos
T - 1 - 1
IDENTIFICA LA MÁQUINA A LA CUAL PERTENECE EL SUB EQUIPO
SECCIÓN A LA QUE PERTENECE EL
EQUIPO
IDENTIFICA EL NÚMERO DE SUB EQUIPO DE LA MÁQUINA

79
5.5 IMPORTANCIA DE EQUIPOS
Los criterios para la importancia de equipos están dados como la evaluación inicial
de los equipos de mayor prioridad en el taller. Esta importancia se hace para
determinar la relevancia que tienen unos equipos frente a otros teniendo en
cuenta los criterios de mantenibilidad, producción, seguridad y calidad seguidos en
el taller mecánico-industrial del Instituto Técnico Central “LA SALLE”:
- Seguridad, porque es necesario tener en cuenta el riesgo de cada equipo
frente a la integridad de los operarios, a las instalaciones de el taller o a
otros equipos.
- Calidad, el producto puede verse afectado por el equipo, el operario y
factores externos, que impidan la calidad de los productos terminados.
- Producción, el equipo puede depender procesos anteriores y posteriores a
este, parando así la producción por completo
- Mantenibilidad, facilidad con que puede realizarse una intervención de
mantenimiento a un equipo en un periodo de tiempo determinado.
Estos criterios están relacionados con los conceptos generales para la asignación
de código de importancia de los equipos. Los valores están clasificados por una
puntuación de 1 a 10, que se otorgó a cada uno de los criterios, siendo 1 la menor
prioridad y es aquella en la que el fallo no afecta en la producción y 10 la mayor
prioridad en la que el fallo afecta directamente el proceso, la cual se especifica de
la siguiente manera10:
Puntuación 10:
10
HERRERA, Jorge E. Mantenimiento Planificado.
80
Recursos vitales: Aquellos que influyen en más de un proceso, o cuya falla origina
un problema de tal magnitud que la alta dirección de la empresa no ésta dispuesta
a correr riesgos. Por ejemplo, líneas de distribución de vapor, gas, aire, calderas,
hornos o subestación eléctricas
Puntuación 9:
Recursos importantes: Aquellos que, aunque están en la línea de producción, su
función no es vital, pero sin ellos no puede operar adecuadamente el equipo vital y
además. No existen máquinas redundantes de reserva, como montacargas, grúas,
frigoríficos, trasportadores de material hacia las líneas de producción, etc.
Puntuación 8:
Recursos duplicados: situados en la línea de producción. Similares a los anteriores
(9) pero de los cuales existen reservas.
Puntuación 7:
Recursos que intervienen en forma directa en la producción: Como dispositivos de
medición para control de calidad, equipos de prueba, equipos para manejo de
materiales y máquinas de inspección, entre otros.
Puntuación 6:
Recursos auxiliares de producción sin reemplazo: Tales como equipo de aire
acondicionado para el área de pruebas, equipos móviles, equipos para movimiento
de materiales en almacén.
Puntuación 5:
Recursos auxiliares de producción con reemplazo: Similares al punto anterior, pero
que sí tienen reemplazo.
81
Puntuación 4:
Recursos de embalaje y pintura: Como: compresores, inyectores de aire, máquinas
de pintura de acabado final, y todo aquello que no sea imprescindible para la
producción y de lo que, además, se tenga reemplazo.
Puntuación 3:
Equipos generales: Unidades de transporte de materiales o productos, camionetas
de carga, unidad refrigeradora, equipos de recuperación de desperdicios, etc.
Puntuación 2:
Edificios para la producción y sistemas de seguridad: Alarmas, pasillos, almacenes,
calles o estacionamientos.
Puntuación 1:
Edificios e instalaciones estéticas: Todo aquello que no participa directamente en la
producción: jardines, campos deportivos, sanitarios, fuentes, entre otros.
El resultado de el estudio para determinar la clasificación de los equipos esta dado
en base al criterio de todo el personal del taller, que realiza el mantenimiento de
ellos.
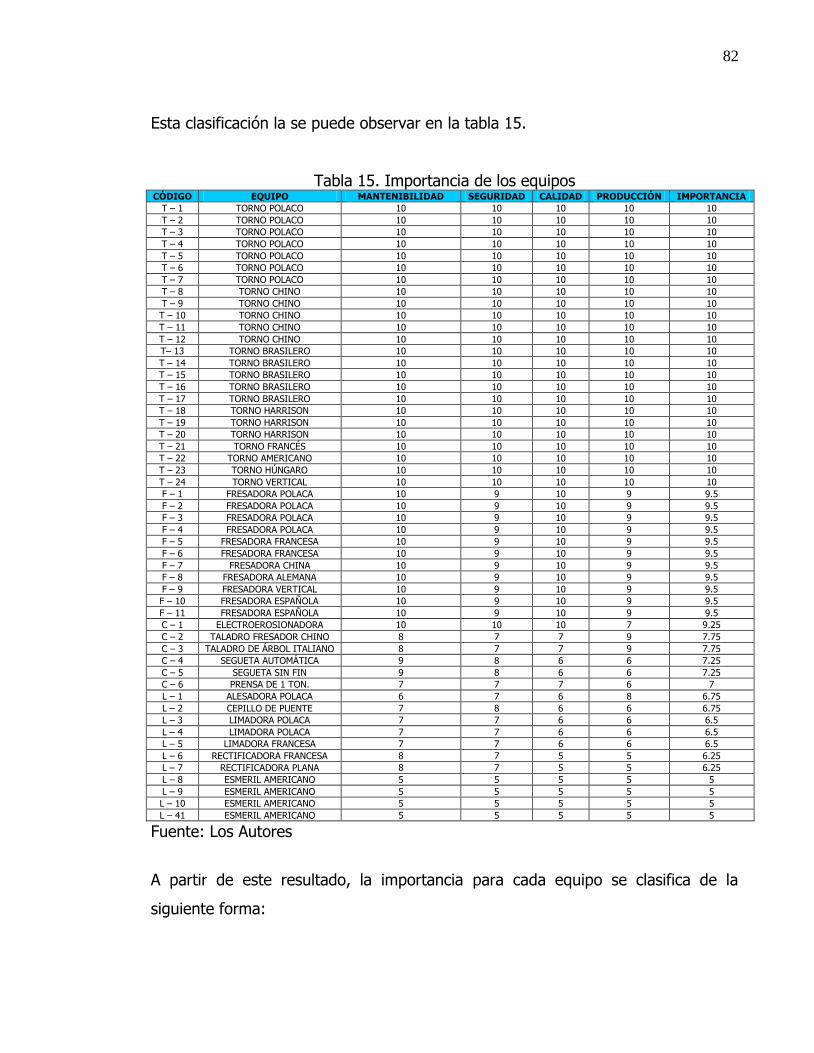
82
Esta clasificación la se puede observar en la tabla 15.
Tabla 15. Importancia de los equipos CÓDIGO EQUIPO MANTENIBILIDAD SEGURIDAD CALIDAD PRODUCCIÓN IMPORTANCIA
T – 1 TORNO POLACO 10 10 10 10 10
T – 2 TORNO POLACO 10 10 10 10 10 T – 3 TORNO POLACO 10 10 10 10 10 T – 4 TORNO POLACO 10 10 10 10 10 T – 5 TORNO POLACO 10 10 10 10 10 T – 6 TORNO POLACO 10 10 10 10 10 T – 7 TORNO POLACO 10 10 10 10 10 T – 8 TORNO CHINO 10 10 10 10 10 T – 9 TORNO CHINO 10 10 10 10 10 T – 10 TORNO CHINO 10 10 10 10 10 T – 11 TORNO CHINO 10 10 10 10 10 T – 12 TORNO CHINO 10 10 10 10 10 T– 13 TORNO BRASILERO 10 10 10 10 10 T – 14 TORNO BRASILERO 10 10 10 10 10 T – 15 TORNO BRASILERO 10 10 10 10 10 T – 16 TORNO BRASILERO 10 10 10 10 10 T – 17 TORNO BRASILERO 10 10 10 10 10 T – 18 TORNO HARRISON 10 10 10 10 10 T – 19 TORNO HARRISON 10 10 10 10 10 T – 20 TORNO HARRISON 10 10 10 10 10 T – 21 TORNO FRANCÉS 10 10 10 10 10 T – 22 TORNO AMERICANO 10 10 10 10 10 T – 23 TORNO HÚNGARO 10 10 10 10 10 T – 24 TORNO VERTICAL 10 10 10 10 10
F – 1 FRESADORA POLACA 10 9 10 9 9.5
F – 2 FRESADORA POLACA 10 9 10 9 9.5
F – 3 FRESADORA POLACA 10 9 10 9 9.5
F – 4 FRESADORA POLACA 10 9 10 9 9.5
F – 5 FRESADORA FRANCESA 10 9 10 9 9.5
F – 6 FRESADORA FRANCESA 10 9 10 9 9.5
F – 7 FRESADORA CHINA 10 9 10 9 9.5
F – 8 FRESADORA ALEMANA 10 9 10 9 9.5
F – 9 FRESADORA VERTICAL 10 9 10 9 9.5
F – 10 FRESADORA ESPAÑOLA 10 9 10 9 9.5
F – 11 FRESADORA ESPAÑOLA 10 9 10 9 9.5
C – 1 ELECTROEROSIONADORA 10 10 10 7 9.25
C – 2 TALADRO FRESADOR CHINO 8 7 7 9 7.75
C – 3 TALADRO DE ÁRBOL ITALIANO 8 7 7 9 7.75
C – 4 SEGUETA AUTOMÁTICA 9 8 6 6 7.25
C – 5 SEGUETA SIN FIN 9 8 6 6 7.25
C – 6 PRENSA DE 1 TON. 7 7 7 6 7
L – 1 ALESADORA POLACA 6 7 6 8 6.75
L – 2 CEPILLO DE PUENTE 7 8 6 6 6.75
L – 3 LIMADORA POLACA 7 7 6 6 6.5
L – 4 LIMADORA POLACA 7 7 6 6 6.5
L – 5 LIMADORA FRANCESA 7 7 6 6 6.5
L – 6 RECTIFICADORA FRANCESA 8 7 5 5 6.25
L – 7 RECTIFICADORA PLANA 8 7 5 5 6.25
L – 8 ESMERIL AMERICANO 5 5 5 5 5
L – 9 ESMERIL AMERICANO 5 5 5 5 5
L – 10 ESMERIL AMERICANO 5 5 5 5 5
L – 41 ESMERIL AMERICANO 5 5 5 5 5
Fuente: Los Autores
A partir de este resultado, la importancia para cada equipo se clasifica de la
siguiente forma:
83
A: inmediata = se encuentran los equipos con una puntuación entre 7 - 10
B: alta = se encuentran los equipos con una puntuación entre 4 – 6.99
C: media = se encuentran los equipos con una puntuación entre 1 - 3.99
Se establece como equipos de prioridad inmediata (A), aquellos en los cuales un
fallo afecta: toda la producción, la seguridad de las personas, la calidad de los
productos, la operación normal de otros equipos y la integridad de las
instalaciones.
Los equipos de prioridad alta (B), son aquellos en los cuales un fallo afecta:
parcialmente la producción, la composición de los productos y la estética de las
instalaciones.
Los equipos de prioridad media (C), son aquellos en los cuales un fallo afecta: la
estética del equipo.
La importancia asignada a cada equipo según el criterio definido anteriormente,
sirve para establecer que equipos deben tener mayor atención en la estructuración
de sus planes de mantenimiento.
5.6 RECOLECCIÓN E INSTAURACIÓN DE PLANES DE MANTENIMIENTO
Es importante realizar un manejo adecuado de la información, de las labores del
mantenimiento, esta debe ser manejada a través de registros que permitan la
consignación de los datos de manera ordenada y sistemática, teniendo en cuenta
la recolección de la información técnica de los equipos y la instauración de los
planes de mantenimiento, ya que esto permite:
Delimitar y precisar la responsabilidad.
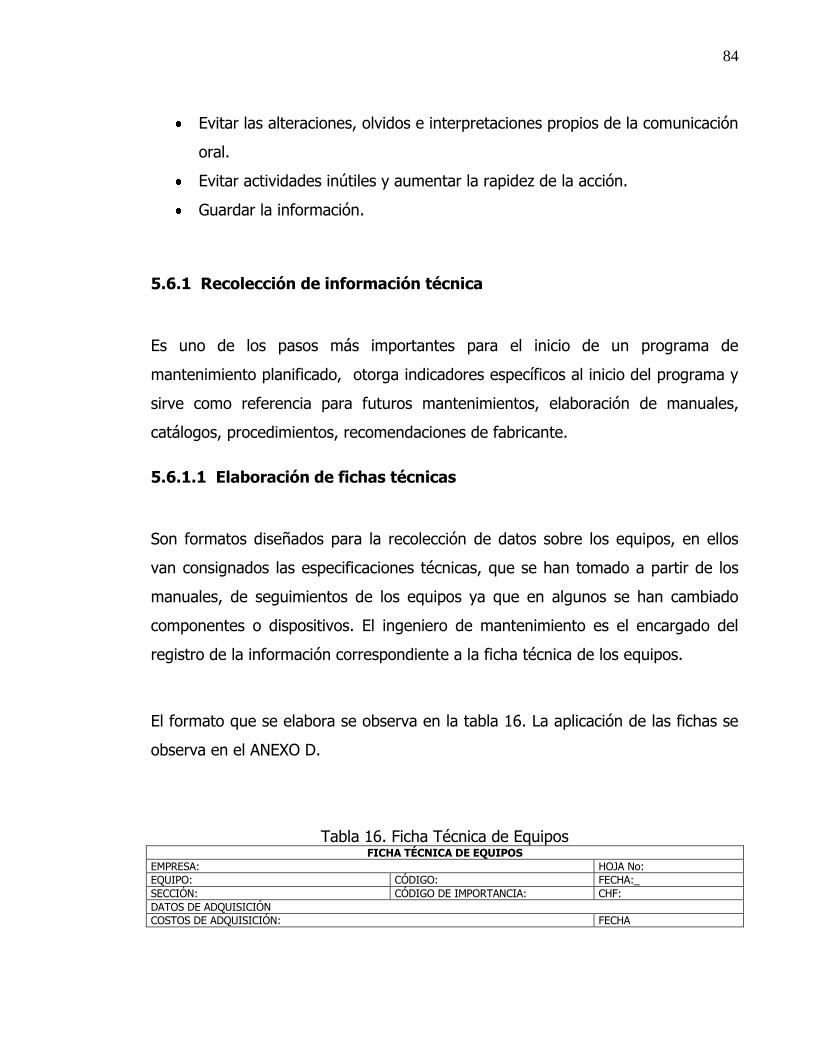
84
Evitar las alteraciones, olvidos e interpretaciones propios de la comunicación
oral.
Evitar actividades inútiles y aumentar la rapidez de la acción.
Guardar la información.
5.6.1 Recolección de información técnica
Es uno de los pasos más importantes para el inicio de un programa de
mantenimiento planificado, otorga indicadores específicos al inicio del programa y
sirve como referencia para futuros mantenimientos, elaboración de manuales,
catálogos, procedimientos, recomendaciones de fabricante.
5.6.1.1 Elaboración de fichas técnicas
Son formatos diseñados para la recolección de datos sobre los equipos, en ellos
van consignados las especificaciones técnicas, que se han tomado a partir de los
manuales, de seguimientos de los equipos ya que en algunos se han cambiado
componentes o dispositivos. El ingeniero de mantenimiento es el encargado del
registro de la información correspondiente a la ficha técnica de los equipos.
El formato que se elabora se observa en la tabla 16. La aplicación de las fichas se
observa en el ANEXO D.
Tabla 16. Ficha Técnica de Equipos
FICHA TÉCNICA DE EQUIPOS
EMPRESA: HOJA No:
EQUIPO: CÓDIGO: FECHA:_
SECCIÓN: CÓDIGO DE IMPORTANCIA: CHF:
DATOS DE ADQUISICIÓN
COSTOS DE ADQUISICIÓN: FECHA

85
MARCA: MODELO:
SERIE: ESTADO:
UBICACIÓN: ORIGEN:
DESCRIPCIÓN: 1.
2.
3.
4.
DATOS DEL SUMINISTRADOR
EMPRESA: CONTACTO:
DIRECCIÓN: TELÉFONO:
CELULAR: MAIL:
DESCRIPCIÓN DEL EQUIPO
DIMENSIONES: ANCHO: m: in:
LARGO: m: in:
ALTO: m: in:
PESO: Kg:_ lb.:
CAPACIDAD: TEÓRICA: REAL:
VOLTAJE (V): CORRIENTE (A):
POTENCIA: Kw.: HP:
Nº DE FASES: RPM:
FRECUENCIA: Hz: Cos :
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA:
AIRE: kPa: ºC
GAS: kPa: ºC
AGUA: kPa: ºC
REFRIGERANTE: kPa: ºC
ACEITE HIDRÁULICO: kPa: ºC
TIPO DE CONTROL:
ELÉCTRICO:
HIDRÁULICO:
SOFTWARE:
ELECTRÓNICO:
PLC:
NEUMÁTICO:
PID:
COMBUSTIBLE:
1. 2. 3.
LUBRICANTES: 1. 2. 3.
SUB-EQUIPO
SUB-EQUIPO: CÓDIGO:
MARCA: MODELO:
SERIE: ORIGEN:
VOLTAJE (V): CORRIENTE (A):
POTENCIA: Kw.: HP:
Nº DE FASES: RPM:
FRECUENCIA: Hz: Cos :
RELACIÓN:
Fuente: Los Autores
- Empresa: A la cual pertenece el equipo
- Hoja Nº: Indica el número de hojas pertenecientes a un equipo.
86
- Equipo: Nombre del equipo.
- Código: Indica el número del equipo. Dado en la codificación de equipos.
- Fecha: Fecha de elaboración de la ficha técnica.
- Sección: Indica la sección a la cual pertenece el equipo.
- Código de importancia: Se asigna según los criterios que se estudiaron
anteriormente y se encuentra en la tabla 15 de importancia de equipos.
- Costo Horario de Falla: CHF.
- Datos de adquisición: Datos suministrados por el fabricante, y son:
Costo de adquisición: costo del equipo.
Fecha: fecha de compra del equipo.
Marca: fabricante de este tipo de equipos.
Serie: referencia del equipo según el fabricante
Ubicación: se determina por la distribución del equipo en el taller
mecánico-industrial del Instituto Técnico Central “LA SALLE”
Modelo: según el fabricante.
Estado: estado actual de funcionamiento, si se encuentra en
operación, reparación o detenido.
Origen: procedencia del equipo.
Descripción: observaciones del trabajo que realiza al equipo.
- Datos de suministrador: se encuentra los datos de la compañía que
representa al equipo dentro de los cuales se encuentra:
Empresa: menciona la compañía que representa el equipo, o donde
se compró.
Contacto: es la persona que representa la empresa.
Información general de la empresa que suministra, teléfono,
dirección, mail, etc.
- Descripción del equipo: datos específicos del equipo como:
87
Dimensiones: ancho, largo, alto. Expresados en metros y pulgadas.
Peso del equipo expresado en Kg y lb.
Capacidad: Se refiere a las especificaciones básicas y disponibilidad
operativa del equipo en condiciones normales.
Voltaje del equipo expresado en Voltios (V).
Corriente del equipo expresada en Amperios (A).
Potencia expresada en Kw y en HP.
Nº de fases: según las fases que tenga el equipo ya sea monofásico,
bifásico o trifásico.
RPM: revoluciones por minuto.
Frecuencia expresada en Hz.
Cos Φ :factor de potencia.
- Fluidos de trabajo: fluidos que operan en el equipo (aire, gas, agua,
refrigerante y aceite hidráulico), y sus condiciones de trabajo como presión
(Kpa) y temperatura (ºC).
- Tipo de control: tipos de dispositivos por los que opera el equipo que
pueden ser eléctrico, electrónico, neumático, hidráulico, software, PLC, PID.
- Combustible: tipo de combustible que utilice el equipo.
- Lubricantes: si se utiliza un tipo de lubricante especial para el equipo.
- Sub – equipo: son los dispositivos principales que se derivan el los equipos y
contienen especificaciones como: Nombre del sub – equipo, Código, Marca,
Modelo, Serie, Origen, Voltaje (V), Corriente (A), Potencia expresado en Kw
y HP, Nº de fases, RPM, frecuencia expresada en Hz, Cos Φ., relación,
caudal, temperatura, entre otras.
El equipo puede tener más de un sub – equipo y la información de estos varia
según el dispositivo que este registrando.

88
5.7 PLANES DE MANTENIMIENTO
Esta labor es amplia y rigurosa, pues es necesario el conocimiento total del equipo,
para realizar las tareas de mantenimiento preventivo. Por este motivo, los planes
de mantenimiento fueron elaborados bajo los siguientes dos parámetros:
- Manuales de los equipos
Son los parámetros a los que el fabricante da a conocer especificando
los pasos a seguir para que el equipo no falle.
- Criterio de los técnicos
Es la información basada en la experiencia y el manejo del operario
frente al equipo.
La cobertura de los planes de mantenimiento es general; es decir, se incluye el
mantenimiento de los sub-equipos.
5.7.1 Criterios para la definición de las inspecciones
El sistema administrativo de inspecciones de mantenimiento debe buscar que más
del 90% del trabajo de mantenimiento sea planeado y programado de acuerdo a
técnicas y criterios de ingeniería y obtener así los beneficios que este sistema
pretende.
El límite de vida útil de un determinado elemento o componente de un equipo, es
el tiempo estimado que se prevé de forma racional, durante el cual, funcionará
dentro de un margen de rendimiento previsto y cercano al óptimo, sin presentar
fallas. Durante el desarrollo de un ciclo de vida útil, el elemento bajo el sistema de
mantenimiento preventivo, es objeto de un régimen de inspecciones periódicas,
destinadas a detectar posibles alteraciones del normal funcionamiento. Debe

89
acompañar de alta capacidad, habilidad, destreza, para diagnosticar el problema
de causa y efecto.
El mantenimiento debe ser particularmente cuidadoso para lograr la completa
colaboración del personal de operación minimizando tiempos de paradas de los
equipos de producción y de planta, para que el costo que se causa por efecto de
estas inspecciones no sea superior al costo total por falla.
Para precisar los equipos y componentes que se deben inspeccionar, revisar y su
frecuencia, es necesario recopilar toda la información de los mismos, teniendo
como base, catálogos, libros, experiencia de los operarios y comportamientos
históricos. Se debe buscar que la mayor parte del personal responsable de la
planta participe en la elaboración del programa.
Generalmente se realizan tres tipos de inspecciones a cada equipo, una inspección
general o ronda, reparaciones periódicas y la especializada de acuerdo a los
elementos que hacen parte de cada equipo. Analizando los atributos de cada
intervención, se fijan los ciclos y parámetros que definirán también cómo y cuándo
se deben realizar.
Para establecer la frecuencia de las inspecciones se tienen en cuenta condiciones
operacionales del equipo tales como:
Edad del equipo. Los equipos más viejos y en condiciones precarias de
funcionamiento necesitan servicios de inspección más frecuentes.
Costo de falla horaria. La cuantificación en dinero de lo que se pierde
cuando el equipo deja de funcionar.
90
Productividad del equipo. Uno de los factores determinantes de la
periodicidad del mantenimiento preventivo son las condiciones de trabajo de los
equipos, el cual determina que los ciclos de inspección sean los más cortos o
los más largos. Si un equipo es altamente productivo, la frecuencia de las
inspecciones debe ser tal que no afecte la operación de éste y menos que
obligue a ejecutar mantenimiento de tipo correctivo, el cual aumentaría las
horas muertas del equipo.
Horas de operación. Algunos fabricantes sugieren los ciclos de frecuencia con
base en las horas registradas de operación, el espacio recorrido, las piezas
producidas o el tiempo transcurrido por calendario.
Susceptibilidad a las averías. Se presenta en equipos sometidos a
vibraciones, sobre cargas o abusos.
Susceptibilidad al desgaste. Se presenta en equipos que trabajan en
ambientes con polvo, corrosivos y esfuerzos especiales.
Susceptibilidad a perder el ajuste. Se presenta en equipos que por su
diseño de precisión requieren ciclos de inspección cortos a fin de controlar esta
condición.
En ocasiones es conveniente recurrir al consejo de personal con experiencia y
conocimiento del equipo como mecánicos, lubricadores, jefes de operación,
inspectores de control de calidad y recomendaciones de otras plantas. Es
importante consultar las informaciones relacionadas con el historial del equipo
referente a sus costos, desempeños, paradas y ordenes de trabajo.
Al elaborar la programación de las inspecciones rutinarias y periódicas se tuvieron
en cuenta las siguientes recomendaciones:
91
Realizar estas inspecciones en turnos diurnos para evitar sobre costos, por
efecto de recargos nocturnos, y con el fin de contar con el personal de
mantenimiento, en el momento que se presente alguna eventualidad durante la
jornada laboral.
Distribuir uniformemente durante el año una carga de trabajo constante,
evaluando el tiempo requerido para cada inspección y sus posibles reparos.
Aprovechar al máximo los períodos productivos para concentrar y optimizar las
inspecciones que requieran paradas en el taller.
Las inspecciones de mantenimiento preventivo programadas son de tres tipos:
Inspecciones rutinarias. Verificar que los elementos estén trabajando dentro
de los rangos aceptables, sin desarmar equipos, como pequeños ajustes,
lubricación, limpieza y otros que se realizan a intervalos regulares cortos de
tiempo, mientras el equipo está operando o está improductivo.
Reparaciones periódicas. En las cuales hay que desarmar parte del equipo
para efectuar reconstrucciones o reemplazo programado de repuestos y que se
deben realizar a intervalos prescritos sobre equipos que se no encuentren en
funcionamiento.
Ejecuciones eventuales. Trabajos que se realizan a intervalos indefinidos de
tiempo aprovechando que el equipo está parado por otras razones (baja carga
de trabajo, cortes de luz, mantenimiento de instalaciones, etc).
La principal falla que se presenta en la gestión de mantenimiento actual es una
escasa disponibilidad de información y métodos manuales e improductivos. Los
datos son inexactos y de difícil acceso lo que produce resultados poco confiables e
inoportunos para la toma de decisiones. En busca de eliminar esta deficiencia
dentro del proyecto, se buscó actualizar un sistema de manejo e información por

92
medio de una base de datos en Access para manejar las actividades de
mantenimiento.
5.8 PUNTOS CLAVES DE INSPECCIÓN
Para realizar una labor exitosa en el cumplimiento de la gestión de mantenimiento,
se realiza un formato con los punto claves de inspección, el cual contiene los
objetivos de la inspección y el procedimiento por el cual se debe efectuar el
proceso de la revisión periódica de la máquina, este formato es diseñado por los
ingenieros de mantenimiento, como se observa a continuación el la tabla 17 el
ejemplo de uno de los tornos polacos T-1.
Los puntos que trata el formato para la inspección periódica de la máquina son:
Código de la máquina
Inspección: Determina la categoría en la que se encuentra el elemento a
revisar (Mecánico, eléctrico, hidráulico, refrigeración).
Revisión: Especifica el elemento dentro de cada categoría que se debe
revisar.
Frecuencia: Es la frecuencia con la cual se debe realizar la inspección de los
elemento (información tomada del balance de cargas).
Tiempo (min): Es el tiempo determinado por los ingenieros de
mantenimiento que se indica para realizar la inspección.
Especificación de la inspección: Debe determinar la inspección y las partes
que se deben revisar para que la gestión de mantenimiento sea correcta.
Limites: son los rangos estipulados para realizar la inspección, estos son
tomados de los catálogos de las maquinas y de la determinación de los
ingenieros de mantenimiento.
93
Procedimiento de la inspección: Es donde se indica la acciones y
procedimientos que debe llevar a cabo el operario para realizar una correcta
inspección.
Herramientas: Son las herramientas que se deben utilizar para realizar la
inspección.
La aplicación de los puntos claves de inspección se observa en el ANEXO E.
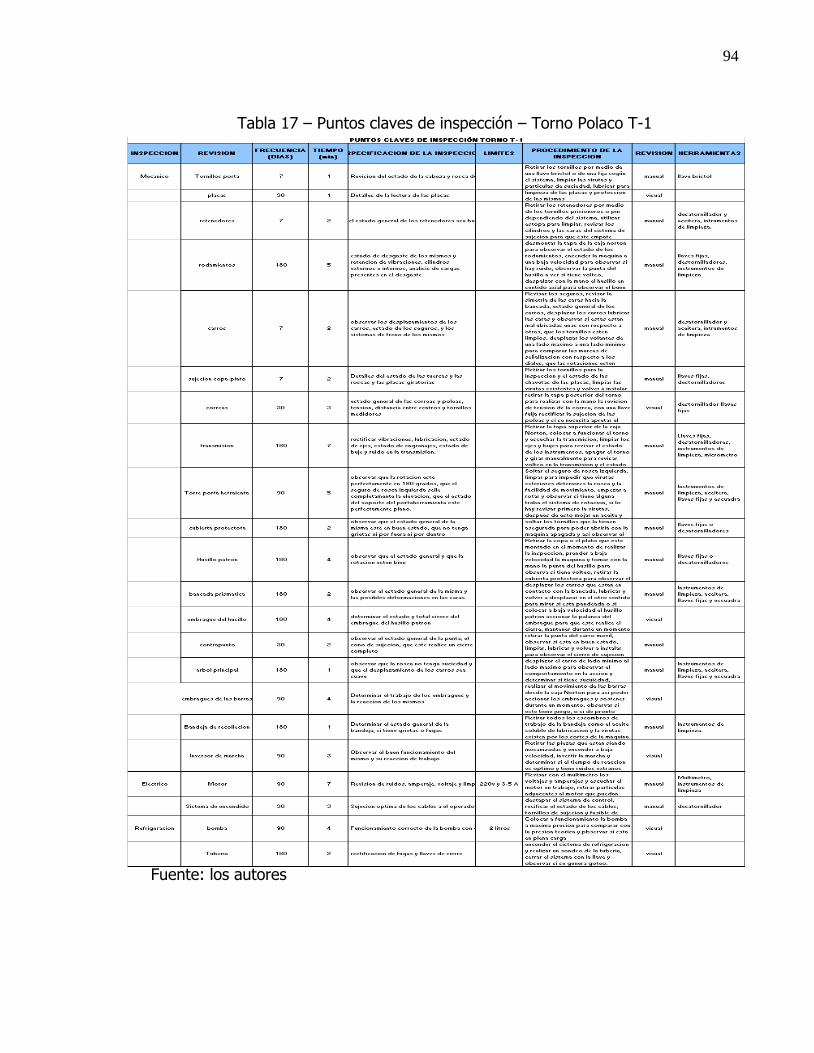
94
Tabla 17 – Puntos claves de inspección – Torno Polaco T-1
Fuente: los autores
95
5.9 BALANCE DE CARGAS DE TRABAJO
El balance de cargas es realizado para establecer un cronograma de actividades de
inspección de los distintos elementos, este es organizado teniendo en cuenta el
personal de mantenimiento disponible para realizar las actividades, las semanas de
trabajo durante el año (52 semanas). También se tiene en cuenta la frecuencia
donde se puede realizar las actividades según las prioridades establecidas por el
departamento de producción. Teniendo en cuenta estos parámetros se realiza el
balance para distribuir los trabajo de una forma equitativa entre las semanas para
que el departamento de mantenimiento pueda cumplir con todas las actividades
propuestas. A continuación se presenta la tabla 18 que contiene el balance de
cargas de ejemplo de Torno polaco T-1.
La aplicación de los balance de cargas se puede observar en el ANEXO F.
La nomenclatura utilizada para establecer el cronograma de actividades son:
S: Indica que la revisión es semanal
M: Indica que la revisión es cada mes
3M: Indica que la revisión es cada 3 meses
6M: Indica que la revisión es cada 6 meses
C: Indica que según la revisión la pieza o elemento debe ser cambiada
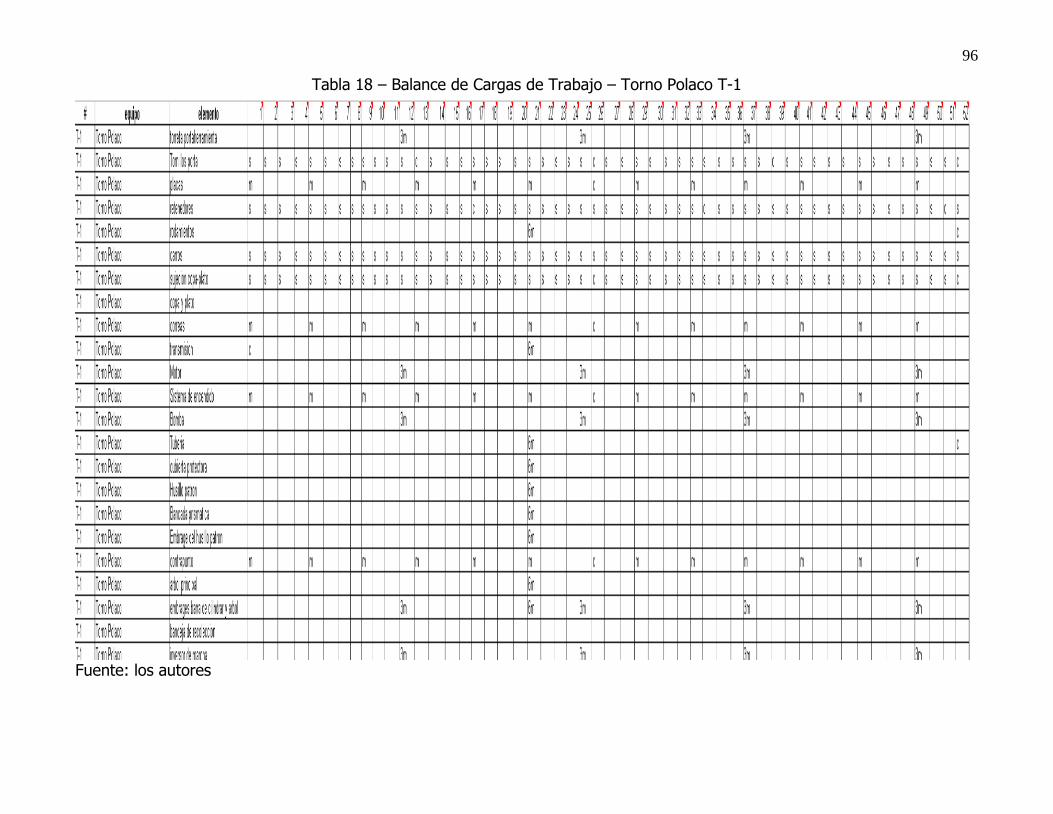
96
Tabla 18 – Balance de Cargas de Trabajo – Torno Polaco T-1
Fuente: los autores

5.10 RUTAS DE INSPECCIÓN
El formato de rutas de inspección se realiza para la impresión semanal de
actividades, este esta basado en el formato de puntos clave de inspección y la
programación semanal del balance de cargas. Este es impreso por los ingenieros
de mantenimiento y se le entrega al operario. Los parámetros de este formato son:
Código: Este indica el código del equipo
Equipo: Indica la máquina a la cual se le van a aplicar acciones de
inspección durante esa semana
Elemento: Especifica el elemento a trabajar según la ruta
Revisión: Indica el tipo de revisión (mecánico, visual, eléctrico ,hidráulico,
refrigeración), que se debe realizar para el elemento estipulado.
Semana, de: hasta: Indica la semana que se esta tratando en la ruta de
inspección.
Nº: Es el número de la ruta imprimida por el departamento de
mantenimiento
L,M,M,J,V,S,D: Es el espacio donde el operario debe indicar con una X los
procedimiento ya hechos para al final de la semana hacer la evaluación de
actividades
Este formato debe ser revisado por los ingenieros de mantenimiento y el jefe de
mantenimiento. En la tabla 19 se muestra el formato ejemplo de las rutas de
inspección para el Torno Polaco T-1.
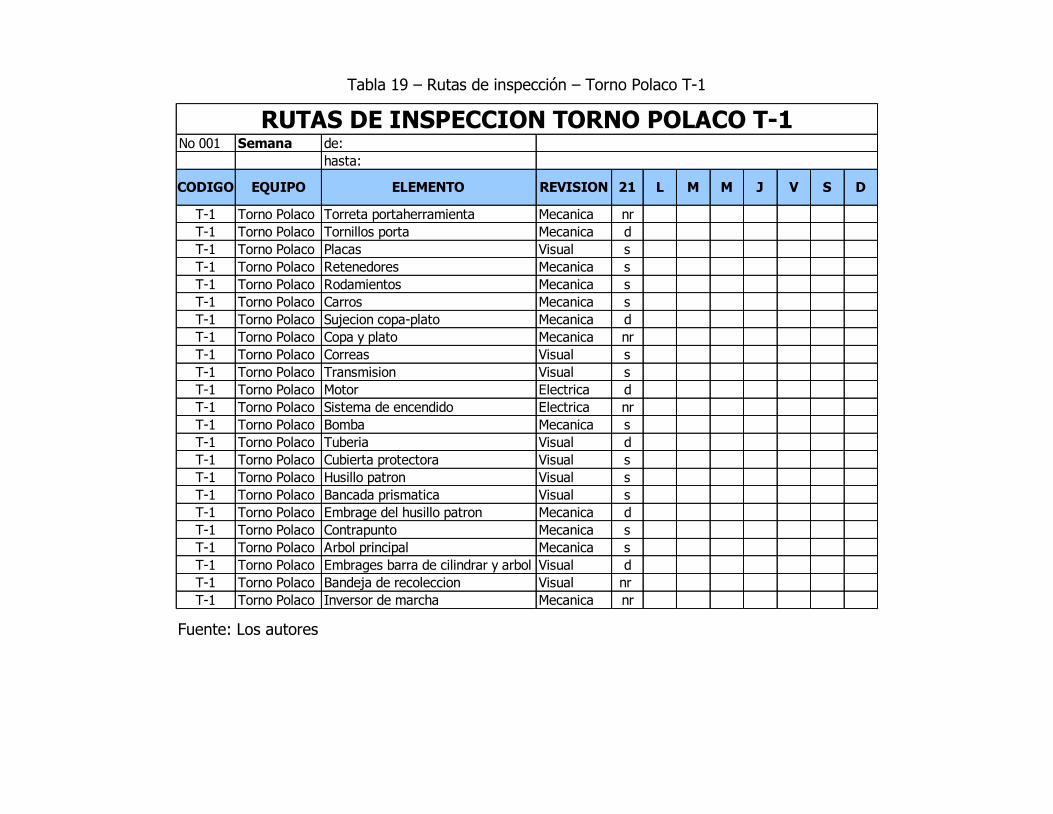
Tabla 19 – Rutas de inspección – Torno Polaco T-1
No 001 Semana de:
hasta:
CODIGO EQUIPO ELEMENTO REVISION 21 L M M J V S D
T-1 Torno Polaco Torreta portaherramienta Mecanica nr
T-1 Torno Polaco Tornillos porta Mecanica d
T-1 Torno Polaco Placas Visual s
T-1 Torno Polaco Retenedores Mecanica s
T-1 Torno Polaco Rodamientos Mecanica s
T-1 Torno Polaco Carros Mecanica s
T-1 Torno Polaco Sujecion copa-plato Mecanica d
T-1 Torno Polaco Copa y plato Mecanica nr
T-1 Torno Polaco Correas Visual s
T-1 Torno Polaco Transmision Visual s
T-1 Torno Polaco Motor Electrica d
T-1 Torno Polaco Sistema de encendido Electrica nr
T-1 Torno Polaco Bomba Mecanica s
T-1 Torno Polaco Tuberia Visual d
T-1 Torno Polaco Cubierta protectora Visual s
T-1 Torno Polaco Husillo patron Visual s
T-1 Torno Polaco Bancada prismatica Visual s
T-1 Torno Polaco Embrage del husillo patron Mecanica d
T-1 Torno Polaco Contrapunto Mecanica s
T-1 Torno Polaco Arbol principal Mecanica s
T-1 Torno Polaco Embrages barra de cilindrar y arbol Visual d
T-1 Torno Polaco Bandeja de recoleccion Visual nr
T-1 Torno Polaco Inversor de marcha Mecanica nr
RUTAS DE INSPECCION TORNO POLACO T-1
Fuente: Los autores
71
5.11 PROGRAMA DE LUBRICACIÓN
La lubricación es una de las funciones más importantes de cualquier lugar en el
que se trabaje con equipos industriales, sobretodo si el empleo de estos es en
trabajos de corte, limado, torneado, etc, y una falla en su organización puede
afectar seriamente la operación y al departamento de mantenimiento. Esta
organización solamente se puede llevar a cabo si se cuenta con un buen programa
de lubricación y con un personal de mantenimiento y lubricación capacitados.
Para lograr que un programa se pueda ejecutar en la práctica y funcione como tal
y como ha sido planeado, es necesario que todos los departamentos que tengan
relación con el funcionamiento de la maquinaria trabajen estrechamente, y estén
dispuestos, en todo momento a colaborar con el programa establecido.
Los requerimientos de lubricación en los equipos del taller, es una de las primeras
y principales rutinas que se deben emprender dentro de las actividades de
mantenimiento preventivo. La planificación y programación de estas actividades
merecen un estudio a fondo y apropiado mediante el cual se pueda generar una
eficiente y eficaz rutina de mantenimiento, que vigile y proteja el capital que
representan estos equipos.
Dentro de las causas por las cuales es indispensable desarrollar un plan
sistemático de lubricación se tienen:
1. En más del 80% de los equipos que forman parte del programa de
mantenimiento encontramos componentes como: cojinetes, ejes,
engranajes, transmisiones, guías, tornillos para la transmisión de potencia,
cilindros, camisas, volantes, bielas, manivelas, bujes, pasadores, husillos,
bancadas, entre otros.
72
2. Debido a las características de la maquinaria, la mayoría de estos
componentes están fabricados en hierro fundido, acero, bronce, aleaciones
especiales. Estas superficies durante la operación del equipo están
sometidas a cargas que provocan fricciones entre ellas mismas, recurriendo
a la lubricación como método para proteger estos puntos de contacto.
3. En los equipos se realizan operaciones de mecanizado y corte de materiales,
las cuales son refrigeradas mediante aceites solubles.
4. El taller mecánico-industrial del Instituto Técnico Central “LA SALLE” no ha
desarrollado ningún tipo de estrategia referente a la lubricación, dejando el
equipo en manos de los operarios, lo cual conlleva un avanzado deterioro
de los componentes mencionados, y una mala selección a la hora de realizar
las lubricaciones pertinentes.
La utilización de un plan sistemático de lubricación facilitará las rutinas de
mantenimiento referente a estos sistemas y reforzará en general el desarrollo de la
implementación del programa de mantenimiento planificado.
Para realizar una acertada selección y aplicación de los lubricantes que concilien un
adecuado plan de lubricación, es indispensable describir en detalle sus
fundamentos, características, clasificaciones y usos.
5.11.1 Tribología y lubricación
Dentro de las principales definiciones básicas relacionadas al tema de la lubricación
y esencialmente a la ciencia que lo estudia, se describirán los siguientes
fundamentos teóricos, que soportarán las aplicaciones específicas de cada uno de
los requerimientos del plan de lubricación:

73
Tribología. La tribología es el estudio de la antifricción entre dos superficies
en contacto. Su importancia radica en desarrollar nuevas técnicas de
fabricación de las bases lubricantes y participar en el mejoramiento de los
aditivos, que permitan a los aceites trabajar en condiciones más severas de
temperatura y carga, manteniendo todas sus propiedades lubrico refrigerantes,
mejorando de esta manera las condiciones de operación de los diferentes
equipos de la industria en general.
Fricción. Siempre que un cuerpo se mueve sobre la superficie de otro, se
genera una fuerza que se opone al movimiento llamada “fuerza de fricción o
rozamiento”. Esta fuerza es paralela a las superficies en contacto y opuesta al
sentido del movimiento. Las condiciones del movimiento pueden ser de
deslizamiento, es decir, que las superficies no giran sino que se deslizan una
sobre la otra, denominándose a este tipo de fricción “fricción por inherencia”.
Cuando las superficies ruedan la una con respecto a la otra se denomina
entonces “fricción por rodamiento”.
Desgaste. Se denomina desgaste a toda disminución de material producida
por efectos mecánicos o químicos. Los desgastes mecánicos son: por abrasión,
por fricción, por erosión. Los desgastes químicos son: por oxidación, por
corrosión, otros.
Lubricación. Es la técnica dedicada a la disminución de la fricción originada en
el movimiento relativo de dos superficies, y consiste en la inclusión de una
película reductora de fricción que pueda soportar una carga deslizante.
Lubricante. Se denomina lubricante a cualquier sustancia que se coloque
entre dos superficies en movimiento capaz de disminuir la fricción, sus dos
funciones principales son:
Disminuir el coeficiente de rozamiento.
Actuar como medio dispersor del calor producido.
74
Los lubricantes más utilizados en los equipos del taller y herramientas de corte
son:
Lubricantes pastosos o grasos.
Lubricantes líquidos, dentro de los que se encuentran una gran variedad de
aceites minerales y derivados del petróleo.
Lubricantes sólidos como es el caso del grafito y el talco.
5.11.2 Funciones de los lubricantes
Los lubricantes tienen funciones muy importantes dentro de las actividades de
mantenimiento; entre las principales se encuentran:
Reducción de la fricción. Los lubricantes actúan como agentes deslizantes
entre las piezas en contacto. Ellos forman una capa que separa las superficies
en contacto, evitando que se entraben y por consiguiente facilitan el libre
desplazamiento.
La fricción ocasiona excesivos desgastes y sobre calentamientos en las piezas,
para evitar esto, es necesario interponer entre las superficies un fluido o
sustancia que las recubra totalmente. Es de aclarar que aunque se utilice el
fluido, siempre existirá una fricción, ocasionada por la resistencia de él a ser
cortado, la cual se le denomina fricción fluida. Dentro de las ventajas de
lubricar los diferentes componentes de los equipos se encuentran:
Poco desgaste en el montaje de los diferentes mecanismos.
Baja pérdida de potencia en los equipos
75
Refrigeración de los elementos lubricados por medio de la disipación de
calor.
Protección las piezas metálicas contra la herrumbre y la corrosión.
Amortiguar choques y vibraciones en los equipos.
Formar sellos entre elementos como es el caso de las máquinas hidráulicas
en las que se emplea a manera de transmisor de fuerza.
Disipación del calor. Al ponerse en funcionamiento los elementos mecánicos
de una máquina cualquiera, se genera fricción, la cual provoca el calentamiento
en los puntos de contacto de sus piezas móviles, y que es parcialmente
absorbida por el lubricante.
Se debe considerar como caso normal, que el lubricante aumente de
temperatura cuando la máquina esté en funcionamiento, sin embargo, no se
debe olvidar que el calentamiento excesivo es una señal de peligro, pues ello
indica que la máquina requiere una inspección para determinar la causa de la
cantidad excesiva de calor generado.
Impiden la acumulación de suciedad. El uso adecuado de un lubricante
puede impedir en muchos casos la acumulación de suciedad, causante del
deterioro de las superficies lisas.
Reducción del desgaste. El desgaste es una consecuencia de la fricción,
porque cuando es vencida la fuerza que se opone al movimiento de piezas
entrabadas, muchas de las protuberancias infinitesimales de las superficies son
desprendidas, lo cual no ocurre cuando hay un lubricante entre las piezas en
movimiento, pues al no ponerse en contacto las protuberancias entre sí, el
desgaste se reduce.
Protección contra la herrumbre y la corrosión. La película formada por un
lubricante sobre las superficies metálicas al evitar el aire y la humedad impiden
la corrosión y la herrumbre. Por esta razón, en algunas ocasiones se utilizan

76
lubricantes como preventivos contra la oxidación cuando se trata de almacenar
piezas metálicas.
Protección de las herramientas de corte. Los aceites utilizados en las
operaciones de mecanizado, taladrado, y corte, se utilizan como medio
disipador de calor que se produce al contacto de la herramienta con la pieza de
trabajo.
Las funciones básicas consisten en el enfriamiento de las herramientas de corte
bien sean buriles o cuchillas de corte. También reducen el desgaste y la perdida
de dureza en los puntos de corte reduciendo la distorsión e irregularidades
sobre las superficies de la pieza de trabajo.
Al disminuir la temperatura de trabajo durante la remoción de material, se
diminuye el desgaste del filo de corte de la herramienta, por lo cual la fuerza
requerida para estos procesos de mecanizado es menor, aliviando las cargas y
vibraciones en los elementos de la maquinaria.
5.12 FACTORES A CONSIDERAR PARA UNA BUENA LUBRICACIÓN
Pueden existir en una máquina o equipo elementos físicamente iguales, pero en
condiciones de operación diferentes, por lo tanto se necesitará un tipo de
lubricante para cada caso, el cuál debe cumplir y mantener durante un lapso de
tiempo sus propiedades físicas y químicas constantes. Por este motivo, al momento
de analizar el tipo de lubricante apropiado para cualquiera de las aplicaciones en
los equipos de le taller, es indispensable indagar y conocer las condiciones
específicas de trabajo para que el aceite ejerza eficazmente su función.
77
Puesto que la lubricación como ya se ha mencionado, es un factor primordial en el
mantenimiento de los equipos, se debe tener en cuenta las siguientes
observaciones:
Selección correcta de la viscosidad del lubricante.
Suministro suficiente de lubricante.
Alimentación del lubricante por el sitio correcto del mecanismo a lubricar.
Método apropiado de lubricación.
Aparte de los anteriores factores, se debe tener presente las siguientes
condiciones de operación:
Velocidad.
Carga.
Temperatura.
Polvo y suciedad.
Agua.
Materiales.
Solventes.
Acabados superficiales.
Montaje.
5.12.1 Aplicación de los lubricantes
Existen diferentes métodos que se pueden utilizar en un taller para realizar la
actividad de lubricación de los elementos de las máquinas. La descripción de cada
uno de ellos se menciona a continuación.
Aplicación de lubricantes líquidos
78
Lubricación manual. Este tipo de lubricación es realizado por un operario
generalmente calificado el cual debe verificar que la actividad sea realizada
de una manera eficiente y en las cantidades apropiadas. Se aplica en
engranajes de fácil acceso de inspección, en cadenas de transmisión, en
guayas o cables de acero y en general en elementos mecánicos que
ameriten ser lubricados de acuerdo a su funcionamiento dentro del equipo.
Lubricación por goteo. El aceite se alimenta gota a gota a la zona de
lubricación a través de un mecanismo acondicionado para este fin. También
se recurre al uso aceiteras para lubricar cojinetes independientemente.
Lubricación por aceiteras de copa. Este dispositivo permite un flujo de
aceites al cojinete y al depósito de reserva según las necesidades de
suministro.
Lubricación por alimentación forzada. El aceite es suministrado por un
lubricador mecánico de desplazamiento positivo, el cual permite variar la
cantidad alimentada.
Lubricación por salpique de baño. El movimiento de las partes a lubricar
provee la energía para hacer llegar el aceite a todos los puntos, se aplica en
cajas cerradas de engranajes principalmente. Es importante tener en cuenta
que altos o bajos niveles de aceite en este tipo de lubricación generan
recalentamientos en el equipo.
Lubricación por anillo o collarín. El aceite es movido por el anillo o
collarín que se encuentra montado sobre el eje y llevado hasta la zona de
lubricación, se utiliza en equipos con ejes en posición horizontal de giro. El
aceite debe estar en estos depósitos, libre de impurezas, debido a que estas
podrían adherirse a la superficie del anillo y con el movimiento terminan
rayando el eje.
Lubricación con sistemas de circulación de aceites. Es un método
más complejo de lubricación, en el cual, se involucran varios elementos
79
como bombas, filtros, indicadores de presión y temperatura, enfriadores y
tubería. El aceite utilizado deberá ser de la mejor calidad posible para lograr
lubricar todos los elementos de una maquina y que pueda realizar esta
tarea simultáneamente.
Aplicación de lubricantes semisólidos “grasas”. Existen dos métodos
básicos para la aplicación de las grasas a los elementos mecánicos que la
requieren para su lubricación:
Aplicación Manual. Es la aplicación manual y directa de la grasa a las partes
mecánicas, se emplea principalmente en la etapa de ensamble del equipo.
Aplicación con dispositivos mecánicos operados manualmente. Los más
utilizados son las copas graseras, las pistolas de engrase y el engrasador
tipo balde, todos poseen tres partes básicas, un depósito de grasa, un
orificio especial de salida y un mecanismo a presión para la aplicación de la
grasa.
5.13 ACEITES LUBRICANTES EMPLEADOS EN MÁQUINAS Y
HERRAMIENTAS
Lubricación de máquinas de taller. Existe hoy en día una gran variedad de
aceites lubricante para maquinas de taller, debido a la diversidad de
mecanismos y sistemas de lubricación. Es aconsejable emplear el lubricante
propuesto por el fabricante del equipo ya que son ellos los que conocen
específicamente las condiciones de trabajo de cada elemento.
Lubricación de guías. Las guías sobre las cuales se hacen desplazar los
portaherramientas, los carros o las bancadas de los distintos equipos, ofrecen
las mayores dificultades para protegerlas contra el desgaste. Se debe tener en
cuenta que el ajuste de los cojinetes y de las guías debe ser el adecuado
80
sobretodo cuando se trata de herramientas de precisión, el mas ligero desgaste
en estas partes convierten a un equipo de alta precisión en un equipo corriente.
Un aceite para la lubricación de las guías debe ofrecer protección antidesgaste,
y anticorrosiva en cualquier condición de carga, velocidad, temperatura, avance
y precisión.
Los fabricantes de estos lubricantes aconsejan utilizar también este tipo de
lubricantes en engranajes abiertos y cerrados, reductores de todo tipo, cajas de
velocidad, y como aceite de múltiples uso de lubricación industrial y en todos los
casos donde se requiera de un aceite adherente.
Aceites utilizados para mandos hidráulicos. El hecho de que estos
lubricantes a parte de tener un índices de viscosidad elevados, están reforzados
con aditivos antioxidantes y anticorrosivos, que los hacen imprescindibles para
estos usos, ofreciendo mandos rápidos y gran protección a las partes internas
de cilindros, válvulas, vástagos, y pistones.
Aceites de corte. En general existen dos tipos de aceites de corte, los
propiamente llamados aceites para corte, y las emulsiones de aceites solubles.
La característica primordial de un aceite de corte es la de engrasar la fase entre
la cuchilla y la viruta, reduciendo el calor producido por la fricción entre una y
otra. Disminuye también la fuerza necesaria para realizar el trabajo y mejora la
superficie de acabado.
Por otro lado aunque la denominación de los aceites solubles no es la más
correcta, puesto que no se forman soluciones verdaderas, la terminología mas
adecuada para este caso es la formación de una emulsión cuando se mezcla con
el agua. Su principal función es la de enfriar puesto que aprovechan todas las
características del agua para tal fin, a su vez lubrica y protege mejor las piezas

81
contra la oxidación debido a que los componentes de la base emulsificante
modifican la tensión superficial.
Es importante que una base emulsificante mantenga constantes su estabilidad,
sus características detergentes, su mezcla con todo tipo de agua y sus
características anticorrosivas.
5.14 PUNTOS CLAVES DE LUBRICACIÓN
Para realizar una buena lubricación se debe determinar los puntos a los cuales se
les debe realizar la lubricación de forma periódica, esto determinando las horas de
trabajo que estas tienen y la diferencia de utilización de los diferentes elementos.
Los lubricantes utilizados por el taller mecánico industrial11 son:
Grasa SKF
Shell SAE 30
Shell SAE 40
El formato diseñado por los ingenieros de mantenimiento se realiza para
especificarle al operario de mantenimiento lo que debe lubricar y las
especificaciones del procedimiento para realizar esta operación, también va
incluida le referencia del lubricante que debe utilizar. En la tabla 20 se presenta el
ejemplo de los puntos claves de lubricación de la fresadora Polaca F-1. Los
parámetros que contiene el formato son:
Elemento: Especifica el elemento al cual se le va a realizar la lubricación
Frecuencia: Determina la frecuencia en días con la cual se debe realizar
periódicamente la lubricación del elemento.
11 Lubricantes determinados por el manejo que se le ha dado a las maquinas antes del proyecto

82
Tempo: El tiempo que los ingenieros de mantenimiento consideran
apropiado para realizar dicha operación
Lubricante: Especifica el tipo de lubricante a utilizar para cada elemento en
particular
Especificación de la inspección: Determina cuales son los sub-elementos de
cada parte que se deben lubricar.
Procedimiento de la lubricación: Detalla al operario las acciones y
procedimientos que debe realizar para cumplir con una lubricación
adecuada, indicando las partes que se presentaran durante la operación y
las precauciones que se debe tener.
Revisión: Indica el tipo de revisión que se debe llevar a cabo si el manual o
visual.
Herramientas: Determina las herramientas que se deben utilizar durante el
proceso de lubricación.
La aplicación de los puntos claves de lubricación se pueden observar en el ANEXO
G.
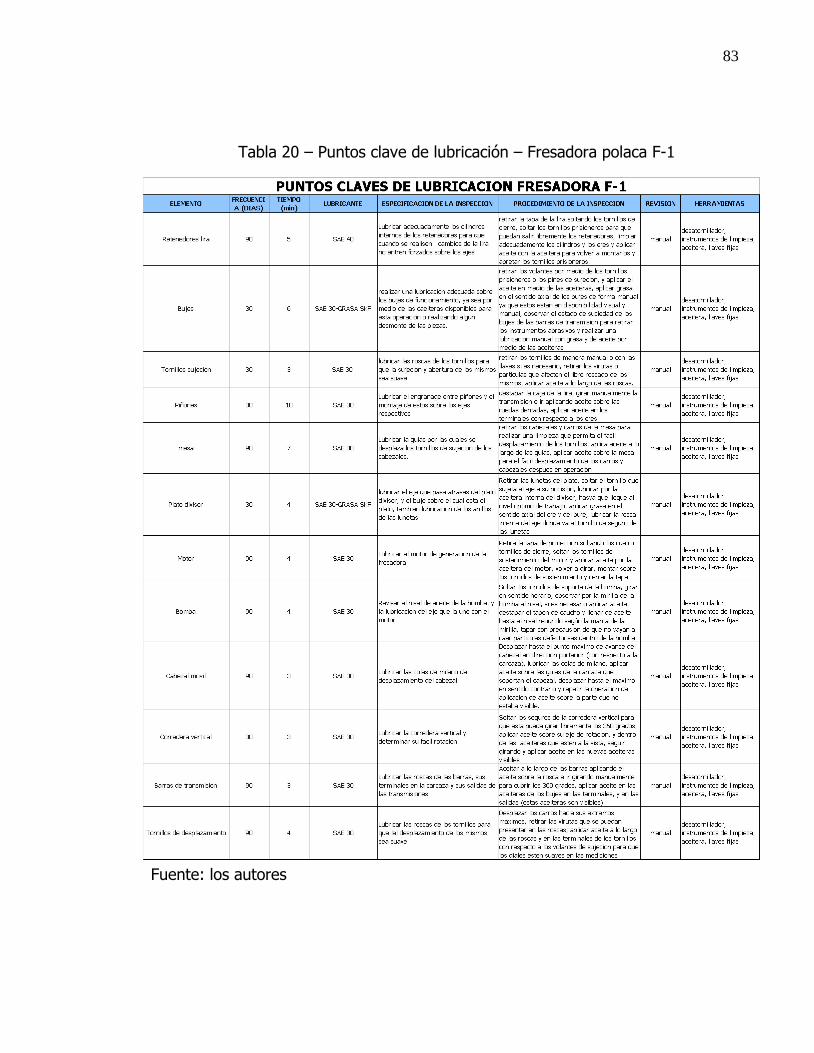
83
Tabla 20 – Puntos clave de lubricación – Fresadora polaca F-1
Fuente: los autores

84
5.15 BALANCE DE CARGAS DE LUBRICACIÓN
Este se realiza para que la sección de lubricación del departamento de
mantenimiento, tenga programadas las actividades durante las 52 semanas del
año. Especifica las diferentes partes o elementos de la maquina que deben ser
lubricadas y la frecuencia con la cual se debe realizar esta operación. Cabe
resaltar que es diferente la lubricación de mantenimiento y prevención que la
lubricación diaria de operación la cual no esta dentro de las actividades del
departamento de mantenimiento.
El formato esta estipulado por los siguientes parámetros de lectura:
S: Indica que la lubricación debe ser semanal
M: Indica que la lubricación debe hacerse cada mes
3M:Indica que la lubricación debe realizarse cada 3 meses
6M: Indica que la lubricación debe hacerse cada 6 meses
A continuación en la Tabla 21 se presentara el ejemplo del balance de cargas de
lubricación de la fresadora Polaca F-1.
La aplicación de el balance de cargas de lubricación se observar en el ANEXO H.

85
Tabla 21 – Balance de cargas de lubricación –Torno Polaco A-1
Fuente: los autores
86
5.16 RUTAS DE LUBRICACIÓN
Esta se realiza para que el operario tenga el programa de lubricación de cada
semana, indicando los lubricantes que debe utilizar, este esta estipulado por los
puntos claves de inspección y por el balance de cargas de lubricación. Está
compuesto por los siguientes parámetros:
Código: Indica el código de la maquina en la cual se va a realizar la
actividad
Equipo: Especifica la maquina a la cual se le va a realizar el proceso de
lubricación
Elemento: Indica el elemento al cual se le va a realizar la lubricación
Lubricante: Especifica el lubricante que se debe utilizar en cada elemento.
Semana: Indica la semana en que se debe trabajar las actividades
No: Indica el numero de ruta que es impreso por el departamento de
mantenimiento
L,M,M,J,V,S,D: Es el espacio que debe llenar el operario para que el
departamento de mantenimiento pueda realizar una evaluación al final de la
semana.
Este formato debe ser entregado por el operario a los ingenieros de
mantenimiento y al jefe del departamento. A continuación se presenta el ejemplo
del formato de rutas de inspección del Torno Polaco T-1:

87
Tabla 22– Rutas de lubricación – Torno Polaco T-1
Fuente: los autores

88
5.17 CONTROL DE CONSUMO DE LUBRICANTES
El operario encargado de las actividades de lubricación del departamento de
mantenimiento llevará un registro del consumo de los lubricantes estipulados
anteriormente que se encuentran dentro de sus actividades con el cual evaluará si
existen anomalías en el consumo de lubricante, si este se debe al aumento de en
la productividad del equipo, o si existe alguna falla en el mismo, la cual aumente
los consumos por fuera de lo normal, si esto sucede el deberá reportar a través de
una orden de solicitud de mantenimiento. En la tabla 23, se observa el formato
para el control de consumo de lubricantes.
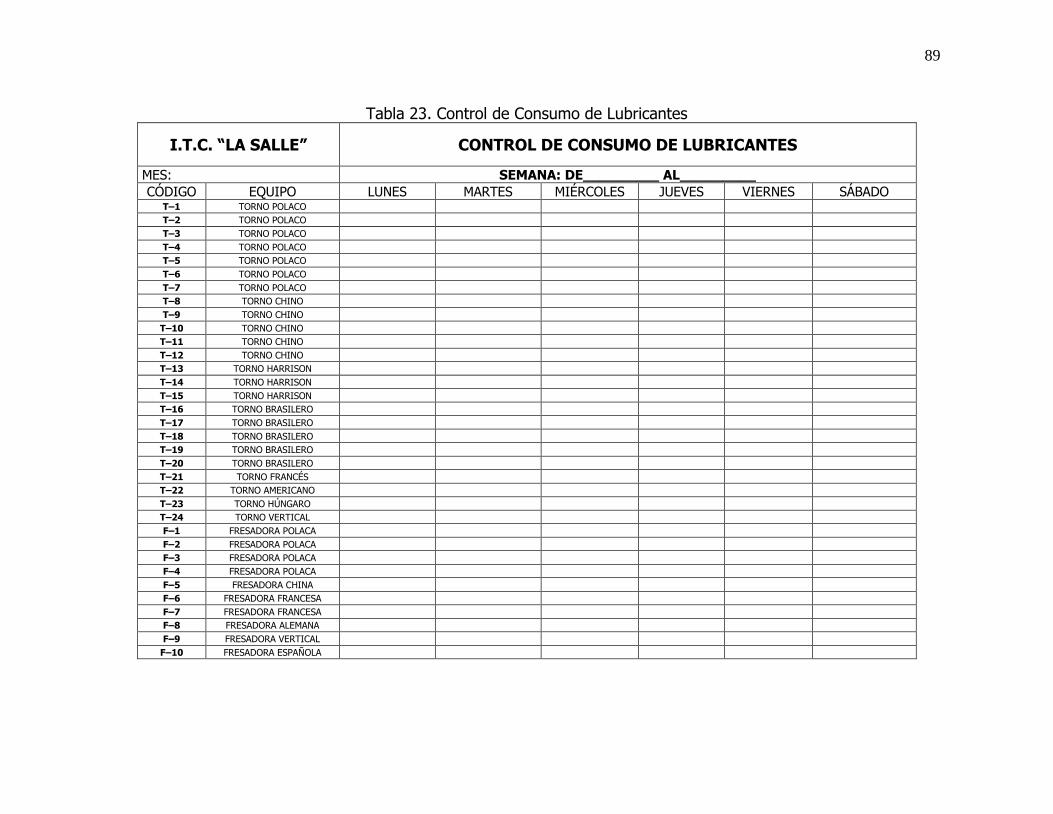
89
Tabla 23. Control de Consumo de Lubricantes
I.T.C. “LA SALLE” CONTROL DE CONSUMO DE LUBRICANTES
MES: SEMANA: DE_________ AL_________
CÓDIGO EQUIPO LUNES MARTES MIÉRCOLES JUEVES VIERNES SÁBADO T–1 TORNO POLACO T–2 TORNO POLACO
T–3 TORNO POLACO
T–4 TORNO POLACO T–5 TORNO POLACO
T–6 TORNO POLACO
T–7 TORNO POLACO T–8 TORNO CHINO
T–9 TORNO CHINO
T–10 TORNO CHINO
T–11 TORNO CHINO
T–12 TORNO CHINO T–13 TORNO HARRISON
T–14 TORNO HARRISON
T–15 TORNO HARRISON T–16 TORNO BRASILERO
T–17 TORNO BRASILERO
T–18 TORNO BRASILERO T–19 TORNO BRASILERO
T–20 TORNO BRASILERO
T–21 TORNO FRANCÉS
T–22 TORNO AMERICANO
T–23 TORNO HÚNGARO T–24 TORNO VERTICAL
F–1 FRESADORA POLACA
F–2 FRESADORA POLACA F–3 FRESADORA POLACA
F–4 FRESADORA POLACA
F–5 FRESADORA CHINA F–6 FRESADORA FRANCESA
F–7 FRESADORA FRANCESA F–8 FRESADORA ALEMANA
F–9 FRESADORA VERTICAL
F–10 FRESADORA ESPAÑOLA
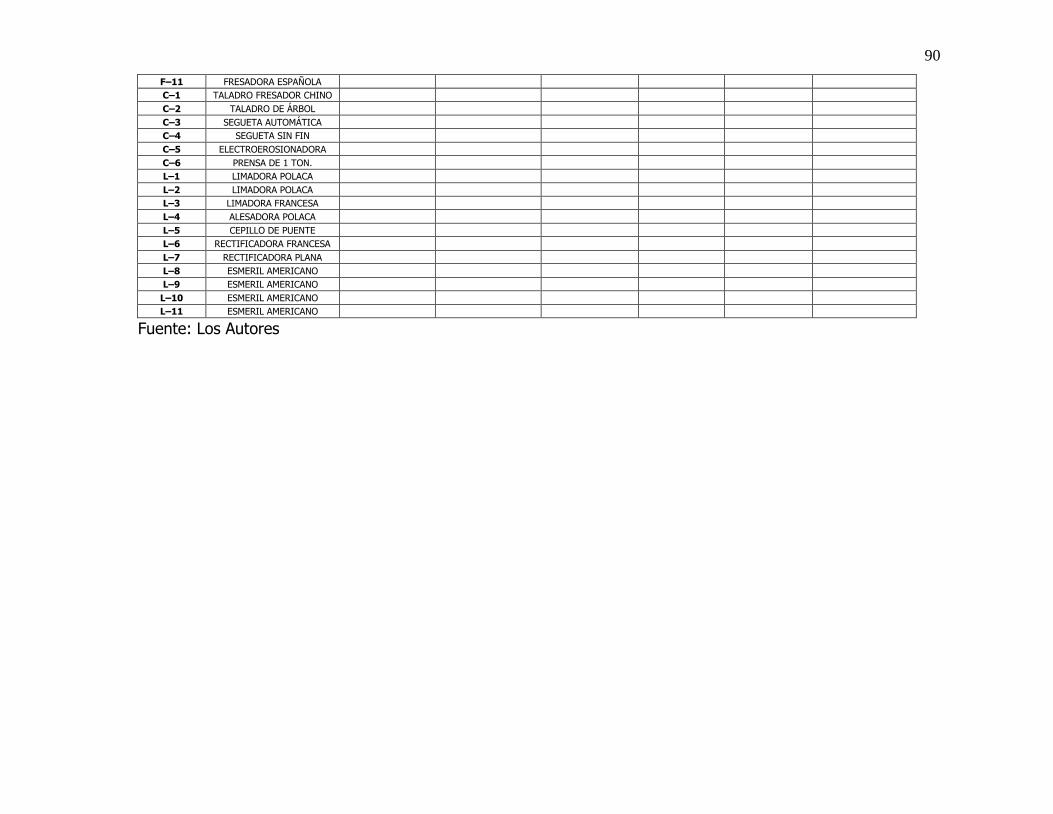
90
F–11 FRESADORA ESPAÑOLA C–1 TALADRO FRESADOR CHINO
C–2 TALADRO DE ÁRBOL
C–3 SEGUETA AUTOMÁTICA C–4 SEGUETA SIN FIN
C–5 ELECTROEROSIONADORA
C–6 PRENSA DE 1 TON.
L–1 LIMADORA POLACA
L–2 LIMADORA POLACA L–3 LIMADORA FRANCESA
L–4 ALESADORA POLACA
L–5 CEPILLO DE PUENTE L–6 RECTIFICADORA FRANCESA
L–7 RECTIFICADORA PLANA
L–8 ESMERIL AMERICANO L–9 ESMERIL AMERICANO
L–10 ESMERIL AMERICANO L–11 ESMERIL AMERICANO
Fuente: Los Autores

91
5.18 MANTENIMIENTO PREVENTIVO
Este tipo de mantenimiento es básico para la implementación de un plan de
mantenimiento, en el cual los operarios del departamento de mantenimiento
tengan una programación de paradas, para realizar los cambios de los elementos
estipulados en el balance de cargas de inspección, también se tiene en cuenta los
puntos claves de inspección. Este mantenimiento preventivo, se toma partiendo de
las paradas que las máquinas han tenido en el pasado y tomando en cuenta el
departamento de producción y el lote que se necesite entregar en las semanas
respectivas del mantenimiento preventivo. Se debe realizar una programación
exacta de paradas para que estas no se crucen con la producción, también para
tener la máquina en perfectas condiciones operativas para que las paradas sean
programadas y no por fallas correctivas.
Este formato esta compuesto por los siguientes parámetros :
Elemento: indica el elemento al que se le va a realizar el mantenimiento
preventivo
Frecuencia: indica la frecuencia en días en que se debe llevar a cabo algún
procedimiento preventivo en el elemento
Tiempo: muestra el tiempo en minutos , los cuales lo ingenieros de
mantenimiento consideran suficiente para realizar la actividad programada
Procedimiento: Realizado por los ingenieros de mantenimiento, indica los
pasos a seguir para cumplir con una buena operación y actividad
programada
Fecha: Se debe colocar la fecha en que se realizo el ultimo mantenimiento
La aplicación del mantenimiento preventivo se puede observar en el ANEXO I.

92
Tabla 24. Mantenimiento preventivo –Torno polaco T-1
Fuente: los autores

93
5.18.1 Programación de mantenimiento preventivo
Este formato tiene la información requerida para establecer las funciones del
departamento de mantenimiento, el cual debe repartir la funciones de inspección y
lubricación con las de mantenimiento preventivo, este indica la fecha en que se
hizo el ultimo mantenimiento y la fecha en la cual el departamento programa la
siguiente actividad para prevenir las fallas. La tabla 24 muestra el formato del
cronograma de mantenimiento preventivo, el cual contiene los siguientes
parámetros:
Elemento: Indica el elemento que se va a cambiar o a reparar dentro de las
actividades programadas.
Frecuencia: Indica el tiempo entre actividades, va de acuerda con el
balance de cargas y con el formato de mantenimiento preventivo.
Tiempo: Indica la cantidad de tiempo que según los ingenieros de
mantenimiento se debe tardar la actividad programada
Fecha: Indica la fecha del ultimo mantenimiento que se realizo al elemento
según el balance de cargas
Fecha programada: Es la fecha que el departamento ha establecido para
realizar el siguiente mantenimiento preventivo, este también es según el
balance de cargas ya estipulado anteriormente.

94
5.19 SOLICITUD DE MANTENIMIENTO
La solicitud de mantenimiento, se elabora en base a unos formatos que se le
presentan al personal de mantenimiento. Estos formatos pueden ser elaborados
por cualquier operario de el taller y se elaboran con el fin de solicitar los repuestos
o materiales requeridos para la realización de las labores de mantenimiento.
En el formato se depositarán datos de gran importancia, para llevar un archivo de
la actividad realizada en el equipo si esta no hubiese sido programada
anteriormente o si se presento de forma inesperada. Así mismo si en la actividad
se utilizaron mayores cantidades que las presupuestadas o la utilización de
elementos complementarios que no estaban dentro de el presupuesto. El formato
se presenta en la tabla 25.
Tabla 25. solicitud de mantenimiento
SOLICITUD DE MANTENIMIENTO No.
I.T.C. “LA SALLE” EQUIPO: Día Mes Año
CÓDIGO:
CÓDIGO DE IMPORTANCIA:
DESCRIPCIÓN HERRAMIENTA REPUESTO CANTIDAD UNIDAD VALOR
UNIDAD
VALOR
TOTAL
ALMACÉN:
EXTERNO:
SUB-TOTAL:
TOTAL:
OBSERVACIONES:
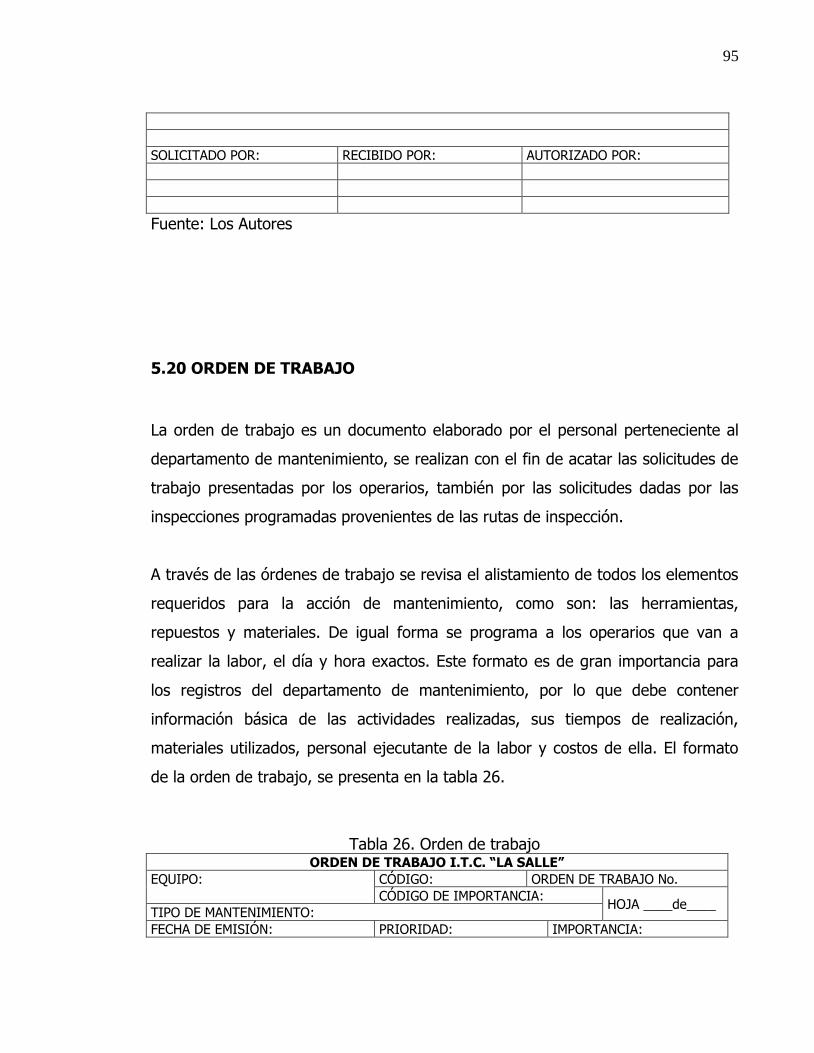
95
SOLICITADO POR: RECIBIDO POR: AUTORIZADO POR:
Fuente: Los Autores
5.20 ORDEN DE TRABAJO
La orden de trabajo es un documento elaborado por el personal perteneciente al
departamento de mantenimiento, se realizan con el fin de acatar las solicitudes de
trabajo presentadas por los operarios, también por las solicitudes dadas por las
inspecciones programadas provenientes de las rutas de inspección.
A través de las órdenes de trabajo se revisa el alistamiento de todos los elementos
requeridos para la acción de mantenimiento, como son: las herramientas,
repuestos y materiales. De igual forma se programa a los operarios que van a
realizar la labor, el día y hora exactos. Este formato es de gran importancia para
los registros del departamento de mantenimiento, por lo que debe contener
información básica de las actividades realizadas, sus tiempos de realización,
materiales utilizados, personal ejecutante de la labor y costos de ella. El formato
de la orden de trabajo, se presenta en la tabla 26.
Tabla 26. Orden de trabajo ORDEN DE TRABAJO I.T.C. “LA SALLE”
EQUIPO: CÓDIGO: ORDEN DE TRABAJO No.
CÓDIGO DE IMPORTANCIA: HOJA ____de____
TIPO DE MANTENIMIENTO:
FECHA DE EMISIÓN: PRIORIDAD: IMPORTANCIA:
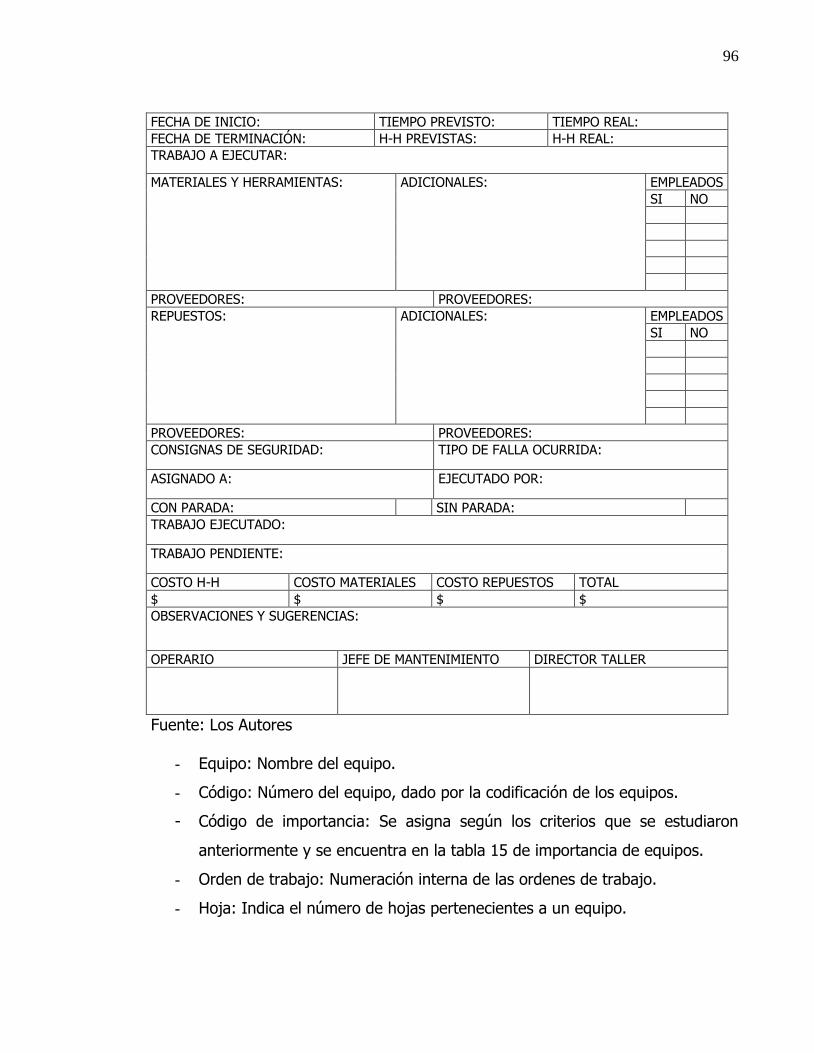
96
FECHA DE INICIO: TIEMPO PREVISTO: TIEMPO REAL:
FECHA DE TERMINACIÓN: H-H PREVISTAS: H-H REAL:
TRABAJO A EJECUTAR:
MATERIALES Y HERRAMIENTAS: ADICIONALES: EMPLEADOS
SI NO
PROVEEDORES: PROVEEDORES:
REPUESTOS:
ADICIONALES:
EMPLEADOS
SI NO
PROVEEDORES: PROVEEDORES:
CONSIGNAS DE SEGURIDAD: TIPO DE FALLA OCURRIDA:
ASIGNADO A: EJECUTADO POR:
CON PARADA: SIN PARADA:
TRABAJO EJECUTADO:
TRABAJO PENDIENTE:
COSTO H-H COSTO MATERIALES COSTO REPUESTOS TOTAL
$ $ $ $
OBSERVACIONES Y SUGERENCIAS:
OPERARIO JEFE DE MANTENIMIENTO DIRECTOR TALLER
Fuente: Los Autores
- Equipo: Nombre del equipo.
- Código: Número del equipo, dado por la codificación de los equipos.
- Código de importancia: Se asigna según los criterios que se estudiaron
anteriormente y se encuentra en la tabla 15 de importancia de equipos.
- Orden de trabajo: Numeración interna de las ordenes de trabajo.
- Hoja: Indica el número de hojas pertenecientes a un equipo.

97
- Fecha de emisión: Fecha en la cual se realiza la orden de trabajo.
- Fecha de inicio: Fecha en la cual se tiene previsto el inicio el trabajo de
mantenimiento.
- Fecha de terminación: Fecha en la cual se tiene previsto la terminación de
el trabajo de mantenimiento.
- Prioridad: Esta entre los rangos de 1 a 10. Estos rangos se explicarán más
adelante.
- Importancia: Código dado a la clasificación de los trabajos de reparación y
se explican más adelante.
- Tiempo previsto: Es el tiempo estimado para la realización del trabajo de
mantenimiento.
- H-H previstas: Son las horas-hombre estimadas para la reparación de la
falla de el equipo.
- Tiempo real: Es el tiempo real utilizado en la reparación de la falla de el
equipo.
- H-H real: Son las horas hombre reales utilizadas para la reparación de la
falla de el equipo.
- Trabajo a ejecutar: Es el trabajo que se va a realizar en el equipo.
- Materiales y herramientas: Son los materiales y las herramientas que se van
a utilizar en la reparación de la falla.
- Adicionales: Son materiales y herramientas que se utilizan que no están
previstos para usar.
- Proveedores: Es el origen de los materiales y herramientas utilizadas en la
reparación.
- Repuestos: Son los repuestos que se utilizaran para reparar la falla.
- Adicionales: Son repuestos que no están preparados y que surgen de forma
improvista.
- Proveedores: Es el origen de los repuestos utilizados en la reparación.
98
- Consignas de seguridad: Son las normas de seguridad que deben tener en
cuenta los operarios al momento de realizar la reparación.
- Tipo de falla ocurrida: Es la falla por la cual el equipo se esta reparando.
- Asignado a: Es la persona a la cual se le designa la ejecución de la
reparación.
- Ejecutado por: Es la persona que hace la labor de reparación finalmente.
- Con parada: Es para saber si en la reparación es necesario que el equipo
este parado.
- Sin parada: Es para saber si en la reparación no es necesario que el equipo
se pare.
- Trabajo ejecutado: Es la descripción de el trabajo realizado en el equipo, al
hacer la reparación.
- Trabajo pendiente: Es donde se especifica si queda algún trabajo pendiente
para realizar sobre el equipo.
- Costo H-H: Es el valor de la obra de mano que hizo la reparación de el
equipo.
- Costo materiales: Es el valor de los materiales empleados para la reparación
de el equipo.
- Costo repuestos: Es el valor de los repuestos cambiados a el equipo en la
reparación.
- Total: Es la suma de los costos H-H más los costos de los materiales más
los costos de los repuestos.
- Observaciones y sugerencias: Son las recomendaciones que puede colocar
la persona que realizo la reparación.
- Operario: Es la persona que realizo el trabajo de mantenimiento.
- Jefe de mantenimiento: Persona que revisa y acepta la labor hecha.
- Director de taller: Es la persona encargada de el taller.
99
Se debe seguir un procedimiento correcto en el control de las ordenes de trabajo,
para no tener equivocaciones al instante de elaborar las reparaciones o trabajos de
mantenimiento en los diferentes equipos.
Al recibir las distintas solicitudes de mantenimiento son revisadas y evaluadas, al
tener identificados los trabajos a realizar el departamento de mantenimiento
elabora las ordenes de trabajo. Dándole una copia al personal que va a elaborar el
trabajo, si el trabajo es externo la copia se entregará a un asistente que
permanezca con el personal ajeno al taller. Al terminar el trabajo programado, la
copia se llevara a contabilidad para su asentamiento.
De otro lado el jefe de mantenimiento revisará el funcionamiento del equipo con la
reparación ya efectuada y dependiendo de los resultados aceptará o rechazará el
servicio. Si es rechazada se elaborará una nueva orden de trabajo.
Al llegar la información al departamento de mantenimiento, este programará de
nuevo el servicio. Si el equipo quedó a satisfacción se actualizará el original de la
orden de trabajo y se archivará en su respectiva carpeta.
Al elaborar la planificación y programación de los trabajos de mantenimiento por
medio de las ordenes de trabajo, es necesario tener en cuenta los criterios o
prioridades12 que permitirán al la persona asignada de estas labores tomar
decisiones para el reconocimiento del el tipo de falla reportado.
Estas prioridades se clasifican dentro de una puntuación de 1 a 10, teniendo en
cuenta que 1 es la menor prioridad, en donde la falla presentada no interfiere en la
12
HERRERA, Jorge E. Mantenimiento Planificado.
100
producción y 10 la mayor prioridad, y que la falla afecte directamente la
producción. La puntuación se explica de la siguiente manera:
Puntuación 10:
Paradas: todo aquello que se ejecute para atender las causas de pérdida del
servicio de la calidad esperada proporcionado por las máquinas, instalaciones y
construcciones vitales e importantes, o aquellos trabajos de seguridad hechos para
evitar pérdidas de vidas humanas o afecciones de la integridad física de los
individuos.
Puntuación 9:
Acciones preventivas urgentes: Todo trabajo tendente a eliminar las paradas o
conceptos discutidos en el punto anterior (10), que pudiera seguir en inspecciones,
pruebas, avisos de alarma, etc.
Puntuación 8:
Trabajos de auxilio a producción: Modificaciones tendentes a optimizar la
producción, o surgidas por cambio de producto o para mejorar el mismo.
Puntuación 7:
Acciones preventivas no urgentes: Todo trabajo tendente a eliminar a largo plazo
las paradas o conceptos analizados en el punto 10, lubricación, atención de
desviaciones con consecuencias a largo plazo, trabajos para eliminar o reducir la
labor repetitiva, entre otros.
Puntuación 6:
Acciones preventivas generales: Todo trabajo tendente a eliminar paradas,
acciones preventivas urgentes, acciones preventivas no urgentes y donde se hayan
visualizado posibles fallas.

101
Puntuación 5:
Acciones rutinarias: Trabajos en máquina o equipos de repuesto, en herramientas
de conservación y en rutinas de seguridad
Puntuación 4:
Acciones para mejora de la calidad: Todo trabajo tendente a mejorar los resultados
de producción y conservación.
Puntuación 3:
Acciones para la disminución del costo: Todo trabajo tendente a minimizar los
costos de producción que no esté considerado en ninguna de las categorías.
Puntuación 2:
Acciones de salubridad y estética: Todo trabajo tendente a asegurar la salubridad
y conservación de muebles e inmuebles donde el personal de limpieza no puede
intervenir, debido a los riesgos o delicadeza del equipo por atender (pintura, aseo
o desinfección de lugares como subestación eléctrica y salas de computación,
entre otros).
Puntuación 1:
Acciones de aseo y orden: Trabajos de distribución de herramientas y aseo de
instalaciones del departamento de conservación.
Hay que tener en cuenta que la prioridad en la elaboración de los trabajos de
mantenimiento va directamente relacionada con el código de importancia de los
equipos. Así se puede tener un mejor orden en el manejo de los trabajos hechos
por el departamento de mantenimiento.
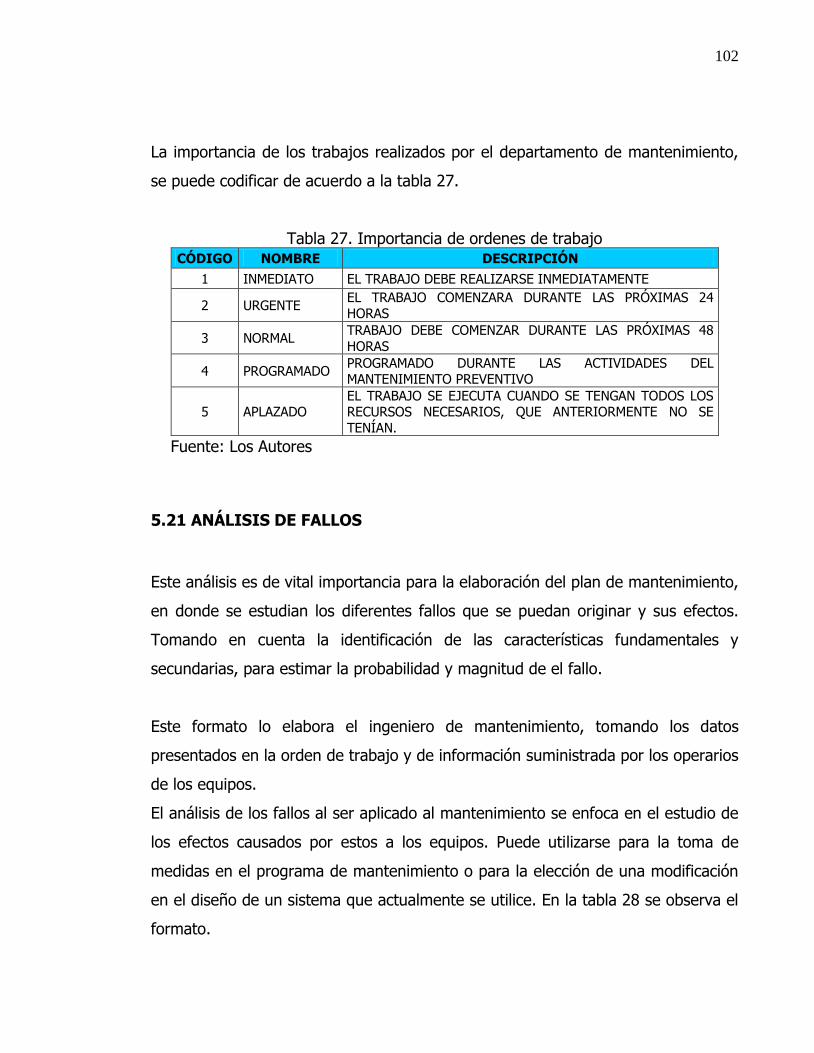
102
La importancia de los trabajos realizados por el departamento de mantenimiento,
se puede codificar de acuerdo a la tabla 27.
Tabla 27. Importancia de ordenes de trabajo CÓDIGO NOMBRE DESCRIPCIÓN
1 INMEDIATO EL TRABAJO DEBE REALIZARSE INMEDIATAMENTE
2 URGENTE EL TRABAJO COMENZARA DURANTE LAS PRÓXIMAS 24 HORAS
3 NORMAL TRABAJO DEBE COMENZAR DURANTE LAS PRÓXIMAS 48
HORAS
4 PROGRAMADO PROGRAMADO DURANTE LAS ACTIVIDADES DEL MANTENIMIENTO PREVENTIVO
5 APLAZADO EL TRABAJO SE EJECUTA CUANDO SE TENGAN TODOS LOS RECURSOS NECESARIOS, QUE ANTERIORMENTE NO SE
TENÍAN.
Fuente: Los Autores
5.21 ANÁLISIS DE FALLOS
Este análisis es de vital importancia para la elaboración del plan de mantenimiento,
en donde se estudian los diferentes fallos que se puedan originar y sus efectos.
Tomando en cuenta la identificación de las características fundamentales y
secundarias, para estimar la probabilidad y magnitud de el fallo.
Este formato lo elabora el ingeniero de mantenimiento, tomando los datos
presentados en la orden de trabajo y de información suministrada por los operarios
de los equipos.
El análisis de los fallos al ser aplicado al mantenimiento se enfoca en el estudio de
los efectos causados por estos a los equipos. Puede utilizarse para la toma de
medidas en el programa de mantenimiento o para la elección de una modificación
en el diseño de un sistema que actualmente se utilice. En la tabla 28 se observa el
formato.
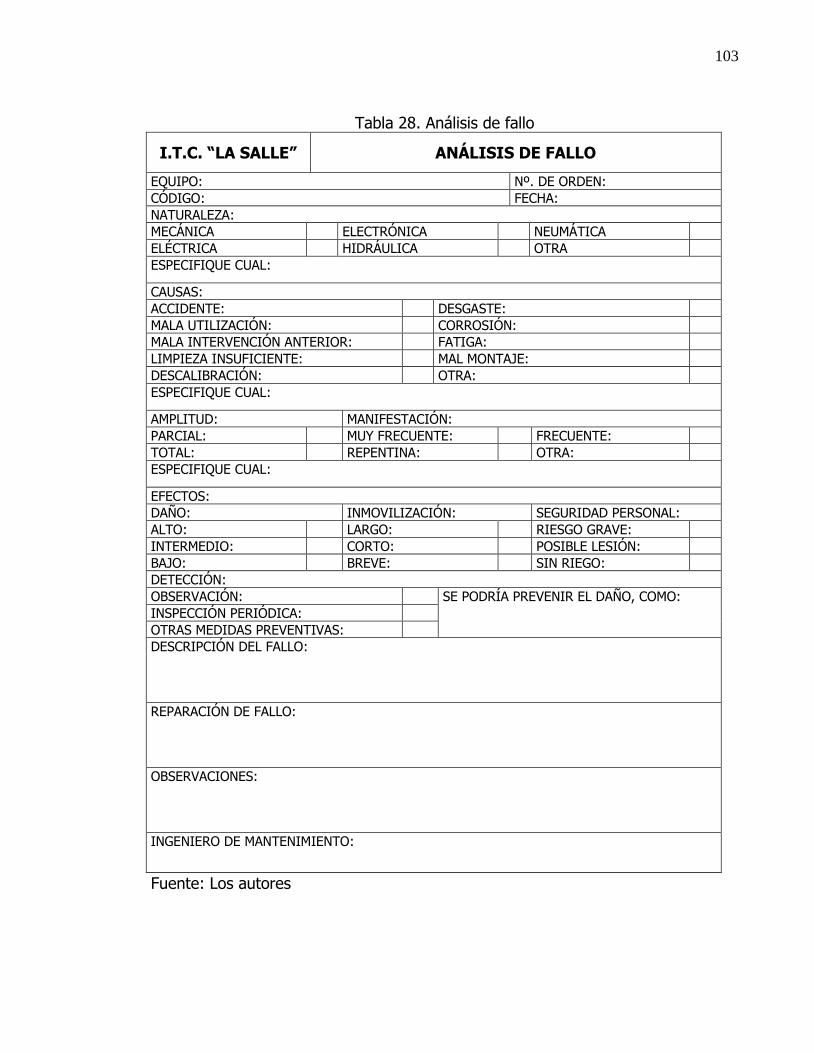
103
Tabla 28. Análisis de fallo
I.T.C. “LA SALLE” ANÁLISIS DE FALLO
EQUIPO: Nº. DE ORDEN:
CÓDIGO: FECHA:
NATURALEZA:
MECÁNICA ELECTRÓNICA NEUMÁTICA
ELÉCTRICA HIDRÁULICA OTRA
ESPECIFIQUE CUAL:
CAUSAS:
ACCIDENTE: DESGASTE:
MALA UTILIZACIÓN: CORROSIÓN:
MALA INTERVENCIÓN ANTERIOR: FATIGA:
LIMPIEZA INSUFICIENTE: MAL MONTAJE:
DESCALIBRACIÓN: OTRA:
ESPECIFIQUE CUAL:
AMPLITUD: MANIFESTACIÓN:
PARCIAL: MUY FRECUENTE: FRECUENTE:
TOTAL: REPENTINA: OTRA:
ESPECIFIQUE CUAL:
EFECTOS:
DAÑO: INMOVILIZACIÓN: SEGURIDAD PERSONAL:
ALTO: LARGO: RIESGO GRAVE:
INTERMEDIO: CORTO: POSIBLE LESIÓN:
BAJO: BREVE: SIN RIEGO:
DETECCIÓN:
OBSERVACIÓN: SE PODRÍA PREVENIR EL DAÑO, COMO:
INSPECCIÓN PERIÓDICA:
OTRAS MEDIDAS PREVENTIVAS:
DESCRIPCIÓN DEL FALLO:
REPARACIÓN DE FALLO:
OBSERVACIONES:
INGENIERO DE MANTENIMIENTO:
Fuente: Los autores
104
- Equipo: Nombre del equipo.
- Código: Número del equipo, dado por la codificación de los equipos.
- Nº. de orden: Número de orden de trabajo.
- Fecha: Fecha en la cual se realiza el análisis de falla.
- Naturaleza: especifica el tipo de falla presentada (mecánica, eléctrica,
electrónica, hidráulica, neumática, otra).
- Causas: El por que pudo presentarse la falla.
- Amplitud: Se refiere a la magnitud de la falla, puede ser total o parcial.
- Manifestación: Regularidad con la que se presenta la falla.
- Efectos: Se refiere a la medición de la gravedad de la falla.
- Detección: Manera por la cual se identifica la falla.
- Descripción de la falla: Describe con detalle la falla presentada, el daño que
sufrió el equipo.
- Reparación de la falla: Descripción detallada de el trabajo realizado sobre el
equipo.
- Observaciones: Recomendaciones dadas por el ingeniero de mantenimiento.
Al identificar el tipo de fallo presentada este deja localizar el daño sufrido por el
equipo, no olvidando la prioridad de estos. El paso a seguir es abolir los efectos
presentados por las fallos, a través del plan de mantenimiento teniendo como fin
optimizar los costos y obtener un mayor y eficiente rendimiento de los equipos.
5.22 RECOLECCIÓN DE INFORMACIÓN DEL PROGRAMA DE
MANTENIMIENTO
Es la reunión de los distintos formatos realizados (puntos clave de inspección, las
rutas de inspección y la distribución de el mantenimiento preventivo), para su
estudio y poder evaluar el manejo que se le esta dando al programa de

105
mantenimiento, para así poder corregir cualquier error y poder mejorar el
programa.
El formato para esta evaluación debe contener los datos: nombre del equipo,
código, semana, inspección, lubricación, mantenimiento preventivo y objetivos.
Revisando semanalmente si la inspección se realizó completa, si no es así, en la
casilla de observaciones se debe referir la causa por la cual no realizo. Los
resultados dados en esta recolección llevan a un estadística de el manejo que se le
esta dando al programa de mantenimiento.
Tabla 29. Registros de mantenimiento
I.T.C. “LA SALLE” REGISTROS DE MANTENIMIENTO
CÓDIGO EQUIPO SEMANA INSPECC. LUBRIC. MANT. PREV.
OBSERVACIONES
T – 1 TORNO POLACO T – 2 TORNO POLACO T – 3 TORNO POLACO T – 4 TORNO POLACO T – 5 TORNO POLACO T – 6 TORNO POLACO T – 7 TORNO POLACO T – 8 TORNO CHINO T – 9 TORNO CHINO T – 10 TORNO CHINO T – 11 TORNO CHINO T – 12 TORNO CHINO T – 13 TORNO HARRISON T – 14 TORNO HARRISON T – 15 TORNO HARRISON T - 16 TORNO BRASILERO T – 17 TORNO BRASILERO T – 18 TORNO BRASILERO T – 19 TORNO BRASILERO T – 20 TORNO BRASILERO T – 21 TORNO FRANCÉS T – 22 TORNO AMERICANO T – 23 TORNO HÚNGARO T – 24 TORNO VERTICAL F – 1 FRESADORA POLACA F – 2 FRESADORA POLACA F – 3 FRESADORA POLACA

106
F – 4 FRESADORA POLACA F – 5 FRESADORA CHINA F – 6 FRESADORA FRANCÉS F – 7 FRESADORA FRANCÉS F – 8 FRESADORA ALEMANA F – 9 FRESADORA VERTICAL F – 10 FRESADORA ESPAÑOL F – 11 FRESADORA ESPAÑOL C – 1 ELECTROEROSIONADORA C – 2 TALADRO FRESADOR CHINO C – 3 TALADRO DE ÁRBOL C – 4 SEGUETA AUTOMÁTICA C – 5 SEGUETA SIN FIN C – 6 PRENSA DE 1 TON. L – 1 LIMADORA POLACA L – 2 LIMADORA POLACA L – 3 LIMADORA FRANCESA L – 4 ALESADORA POLACA L – 5 CEPILLO DE PUENTE L – 6 RECTIFICADORA FRANCESA L – 7 RECTIFICADORA PLANA L – 8 ESMERIL AMERICANO L – 9 ESMERIL AMERICANO L – 10 ESMERIL AMERICANO L – 11 ESMERIL AMERICANO
Fuente: Los Autores
5.23 HOJA DE VIDA
La hoja de vida es la recopilación de todos los trabajos como: arreglos, cambios de
sub-equipos, modificaciones, etc. Realizados sobre los equipos a través de todo su
tiempo de trabajo. Este documento es renovado frecuentemente a través de las
ordenes de trabajo. En la tabla 30 se observa el formato de la hoja de vida.
Este registro de control de mantenimiento contiene la siguiente información:
- Equipo: Nombre del equipo
- Código: Numero del equipo, dado por la codificación de los equipos.
- Costo horario falla: Es el valor del costo de falla por hora del equipo.
107
- Fecha: Fecha de elaboración de el trabajo en el equipo.
- O.T.: Es el número de la orden de trabajo con la cual se realizo el
mantenimiento.
- Descripción de trabajo realizado: Se explica el trabajo realizado en el
equipo.
- Tiempo paradas producción horas: Es el tiempo que el equipo esta fuera de
servicio por el trabajo que se le realizo.

108
Tabla 30. Hoja de vida de equipos
I.T.C. “LA SALLE” HOJA DE VIDA DE EQUIPOS
EQUIPO: CÓDIGO: COSTO HORARIO DE FALLA:
FECHA O.T. DESCRIPCIÓN DE
TRABAJOS
TIEMPO PARADAS
PRODUCCIÓN HORAS
COSTO DE FALLA
TIEMPO REAL
H-H VALOR H-H CONTRATO
REPUESTO VALOR
MATERIALES Y REPUESTO
CENTRO DE
COSTOS
COSTO TOTAL Miles $
Fuente: HERRERA, Jorge E. Mantenimiento planificado. Pág. 48

109
- Costo de falla: Es el costo por la perdida de producción al estar el equipo
fuera de servicio.
- Tiempo real: Es el tiempo en horas que estuvo el equipo parado por el
mantenimiento.
- H-H: Es el número total de horas que uso el personal de mantenimiento en
la realización del trabajo.
- Valor H-H contrato: Consiste en discriminar el costo que representa la
utilización de este recurso humano para la ejecución del trabajo, o en su
defecto si este se ha realizado bajo contrato, entonces se discriminará el
valor por el cual se ejecuto el trabajo realizado.
- Repuestos: La especificación de los repuestos utilizados en la labor.
- Valor de los materiales y repuestos utilizados: Es el costo de cada material y
de cada repuesto utilizado en la labor descrita.
- Centro de costos: Identifica el código con el cual contaduría identifica el
valor de los elementos comprados.
- Costo total: Es la sumatoria de todos los costos, utilizados en la labor.
La hoja de vida de los equipos debe ser actualizada a medida que ocurren
reparaciones en ellos, en el menor tiempo posible para no perder información
alguna.
Este documento puede utilizarse como registro histórico de todos los eventos
ocurridos en los equipos, también para cuantificar los costos por parte de
mantenimiento y para conocer la disponibilidad del equipo a través de la
determinación de indicadores como el tiempo medio de reparación (TMDR) y el
tiempo medio entre fallas (TMEF).
110
5.24 ÍNDICES DE GESTIÓN DE MANTENIMIENTO
5.24.1 Procesamiento de la información recolectada
Para determinar un cierto margen de comparación es importante la recopilación de
labores realizadas, con el siguiente procedimiento:
- Recopilación de información en el periodo establecido entre febrero y abril
de 2002. La información recopilada no es real debido a que se obtiene por
medio de consultas a los operarios, debido a esto la información es
denominada como relativa.
- Recopilación de información en el periodo establecido entre febrero y abril
de 2003. La información recopilada es real, debido a que esta dentro del
periodo de prueba de la ejecución del proyecto.
- Comparar los índices para establecer la funcionalidad del programa de
mantenimiento implementado en el taller.
La información recopilada se interpreta en índices de gestión que miden la gestión
gerencial del departamento de mantenimiento en aspectos como: mantenibilidad,
eficiencia, disponibilidad, etc.
5.24.1.1 Índices de gestión13: Para el desarrollo de este trabajo se tuvo en cuenta
como elementos de partida los siguientes índices:
- Eficiencia del programa de mantenimiento
- Mantenibilidad
- Confiabilidad
- Disponibilidad
13 HERRERA, Jorge E. Mantenimiento planificado.

111
- Eficiencia del recurso humano
Eficiencia del programa de mantenimiento:
La eficiencia del programa de mantenimiento explica el porcentaje, bajo el control
y cuidado de los equipos para que no se alejen de los parámetros aceptables de su
función. Se expresa como la relación entre las ordenes de trabajo preventivas y las
ordenes de trabajo totales:
Eficiencia = vasOTcorrectivasOTpreventi
vasOTpreventi
OTtotales
vasOTpreventi
Eficiencia = %3.68100*1328
28
Durante el periodo de prueba, se da un 68.3% de eficiencia del programa de
mantenimiento, debido a que no esta implementado completamente.
Mantenibilidad:
La mantenibilidad es la sencillez con que se puede realizar una labor de
mantenimiento. Es expresada como la probabilidad que un ítem defectuoso pueda
colocarse en correcto funcionamiento en un lapso de tiempo dado, cuando el
mantenimiento se aplica en forma determinada y se efectúa con los medios y de la
forma establecida. Se expresa de la siguiente forma:
M = TMDR = n
TFS
Donde,
TMDR = Tiempo Medio de Reparación
TFS = Tiempo Fuera de Servicio
n = Número de fallas
112
Confiabilidad:
La confiabilidad es eliminar al máximo el número de paradas de producción,
eliminar causa de averías. Se expresa de la siguiente forma:
C = TMEF = n
TOP
Donde,
TMEF = Tiempo Medio Entre Fallas
TOP = Tiempo de Operación
n = Número de fallas
Disponibilidad:
La disponibilidad es la capacidad de un ítem de desempeñar su función en un
tiempo determinado o momento dado, en unas condiciones y con un rendimiento
definido. Puede ser expresado como la probabilidad de que un ítem se encuentre
disponible para su uso en determinado momento o durante un lapso de tiempo
determinado. Se expresa de la siguiente forma:
D = )( TFSTOP
TOP
Donde,
TOP = Tiempo de Operación
TFS = Tiempo Fuera de Servicio
Para la comparación de los índices de gestión en el Programa de Mantenimiento,
aplicado en el taller mecánico-industrial del Instituto Técnico Central “LA SALLE”,
se tomaron los meses de abril y mayo de 2002, debido a que a partir de estos
meses se empezó a implementar.
La aplicación de los índices de gestión se pueden observar en el ANEXO J.
113
6. ESTRUCTURA DEL DEPARTAMENTO MANTENIMIENTO
El taller mecánico-industrial del Instituto Técnico Central “LA SALLE”, no posee un
departamento de mantenimiento, el personal que trabaja en el taller haciendo las
labores de mantenimiento son:
- Director de el taller: Encargado del taller y del mismo modo asigna las
diferentes labores de mantenimiento que sean requeridas.
- Docentes y auxiliares: Se encargan de cumplir las tareas asignadas de
mantenimiento de los equipos, para lograr su perfecto funcionamiento.
Las labores realizadas a los equipos no se les lleva un seguimiento, ni un registro y
no se tiene archivo de esto. No hay emisión de ordenes de trabajo, pues el
mantenimiento del taller es correctivo, debido a esto es necesario implementar un
departamento con tareas especificas para los operarios y lograr un mejoramiento
en el desarrollo del programa de mantenimiento.
El departamento de mantenimiento se establece para mantener el control en todas
las actividades planteadas para el correcto funcionamiento de todos los equipos.
Aspectos primordiales en la estructuración de la organización, que se deben tener
en cuenta:
- Una distribución razonable y clara de la autoridad
- Establecer un número determinado de personas que realicen una división
del departamento

114
- Tener unas zonas determinadas donde se realice el mantenimiento
- Determinar una zona dedicada para el almacenamiento y distribución de
materiales y repuestos
- Registro de toda la información recolectada
El departamento de mantenimiento necesita mantener una excelente relación
general con todo el taller, pues de esta relación depende directamente la eficiencia
y productividad de los equipos.
El primordial objetivo del departamento de mantenimiento, es incrementar la
disponibilidad operacional de los equipos y a su vez disminuir los costos dados por
la ejecución actual del mantenimiento correctivo, por medio de la implementación
de un programa de mantenimiento preventivo.
La trascendencia de el departamento de mantenimiento solo se presenta en el
estricto mantenimiento de los equipos e instalaciones del taller.
6.1 DESIGNACIÓN DE TAREAS
Es la designación de tareas de mantenimiento identificadas encontradas en el
taller, tanto generales como especificas dependiendo de la responsabilidad o cargo
de todo el personal del taller. Esta designación se presenta en la tabla 31.

115
Tabla 31. Designación de tareas
CARGO RESPONSABILIDAD TAREAS DE
MANTENIMIENTO
DIRECTOR
Persona que dirige y distribuye los recursos del taller, verificando la realización de los objetivos a fin de obtener un mejoramiento en la producción y en la rentabilidad. Tiene tareas y labores administrativas.
Respaldo al plan de mantenimiento a implementar en el taller. Aceptación y aprobación de las decisiones y mejoras planteadas. Realizar actividades que motiven a los operarios a ejecutar de forma correcta las tareas designadas.
INGENIERO DE
MANTENIMIENTO
Es la persona encargada de organizar y coordinar el departamento de mantenimiento.
Es el directo responsable de el taller en cuanto a las actividades de el mantenimiento. El director delega en el todo lo referente a el mantenimiento.
Inspecciona las labores efectuadas por el jefe de mantenimiento. Revisa el desarrollo de las labores realizadas por los operarios de mantenimiento y por los operarios
de lubricación. Designa funciones o tareas de mantenimiento a efectuar el personal del departamento de mantenimiento. Realizar la documentación de el sistema de información correspondiente.
JEFE DE MANTENIMIENTO
Persona encargada de inspeccionar las instalaciones, equipos y demás sistemas para asegurar el correcto funcionamiento de los mismos. De igual forma se encarga de los desarrollos de proyectos y de las mejores técnicas. Inspecciona las rutas de lubricación de los equipos
Estudio de la situación de el taller y de la carga de mantenimiento de el mismo. Designación y control de las diferentes tareas de mantenimiento y de lubricación que elaborar los operarios. Determinar el sistema de gestión del mantenimiento que mejor se adopte al taller. Controla los inventarios de mantenimiento. Designa los recursos y el tiempo que se van a utilizar en las labores de mantenimiento.
OPERARIO DE MANTENIMIENTO
Elabora los trabajos previstos de mantenimiento de los equipos, instalaciones y sistemas para que funcionen correctamente.
Inspecciones y trabajos periódicos de mantenimiento preventivo. Reparaciones y ajustes de equipos. Realizar la documentación de el sistema de información que le es correspondiente.
OPERARIO DE
LUBRICACIÓN
Elabora las tareas previstas de lubricación de los equipos para su correcto funcionamiento.
Inspecciones y trabajos periódicos de lubricación de los equipos. Realizar la documentación de el sistema de información
correspondiente.
Fuente: Los Autores
116
En la tabla 31 se describe la relación que existe entre el personal de el
departamento de mantenimiento y las funciones que cada uno debe realizar.
6.2 ALMACÉN
En la actualidad el taller cuenta con un almacén en donde se encuentra
herramientas de protección, algunas materias primas, pero no hay repuestos de
equipos, de igual forma no hay control ni registro de los repuestos elementales en
caso que se presente alguna avería en los diferentes equipos.
Poseer un almacén técnico es de gran utilidad para una eficiente ejecución de el
mantenimiento, debido a que el suministro de repuestos y de materiales debe
darse en el preciso instante y de la forma más efectiva. El objetivo principal de el
almacén es de obtener, almacenar y adjudicar correctamente los repuestos,
herramientas y materiales requeridas para cumplir con las tareas de
mantenimiento.
Algunos parámetros para tener una buena organización en el almacén son:
- Ingreso
- Almacenamiento
- Estandarización
- Descripción de el funcionamiento y características de cada uno
- Suministro de repuestos, herramientas y materiales según pedido
- Actualización de fechas de suministro
- Control de los niveles óptimos de existencias
- Optimización de los costos de adquisición y almacenamiento

117
El almacén técnico se debe ubicar en una zona que tenga buena ventilación,
señalización, iluminación, que sea limpio, cerrado y con excelente seguridad
industrial para cuando se presente emergencias, también debe tener protección
ante elementos inflamables si se guardan lubricantes y combustibles.
6.2.1 Materiales en el almacén
Los materiales utilizados en el taller deben ser ubicados en estanterías las cuales
deben estar pintadas con pintura anti-corrosiva, para tener un mejor control de los
materiales debe colocarse una ficha en el lugar de su colocación, en la cual se
índica la descripción, el fabricante, máximo y mínimo al almacenar, consumo anual
y punto de pedido.
6.2.2 Control de repuestos
Para el proceso de adquisición de repuestos de forma que se facilite la obtención
de cotizaciones, los análisis de las ofertas y las decisiones adecuadas, sin caer en
errores, demoras y aclaraciones. Se definen los siguientes parámetros
1. Necesidad exacta
Descripción completa
Especificaciones técnicas
Dimensiones
Justificaciones
2. Cantidad requerida
Tipo de consumo
Importancia
118
Consumo histórico
3. Momento oportuno
Ni mucho antes
Ni mucho después
Lo más tarde posible
Sin ocasionar urgencias
Para cumplir con éstos parámetros, el almacén técnico debe llevar el control de los
repuestos, hacer las requisiciones, recibir las órdenes de trabajo y liquidarlas. Para
el control de repuestos se debe elaborar un registro por códigos de todos los
repuestos de la planta divididos en dos clases:
Reparables. Se sacan de mantenimiento mediante actas elaboradas por el
ingeniero de mantenimiento, con previo estudio económico y técnico.
No reparables. Se desechan confiando en el criterio del ingeniero
El análisis de repuestos se elabora definiendo el tipo de consumo así:
Cantidad fija con frecuencia fija
Cantidad fija con frecuencia variable
Cantidad variable con frecuencia fija
Cantidad variable con frecuencia variable o aleatoria
Para establecer las cantidades se hace un control de existencias en almacén,
trámite y planta, de cantidad instalada y de consumo histórico. Con este control
se calcula:
Mínimos existentes
Punto de pedido
Cantidad a pedir, que depende:
o Tiempo de aprovisionamiento
o Nivel de existencia máxima
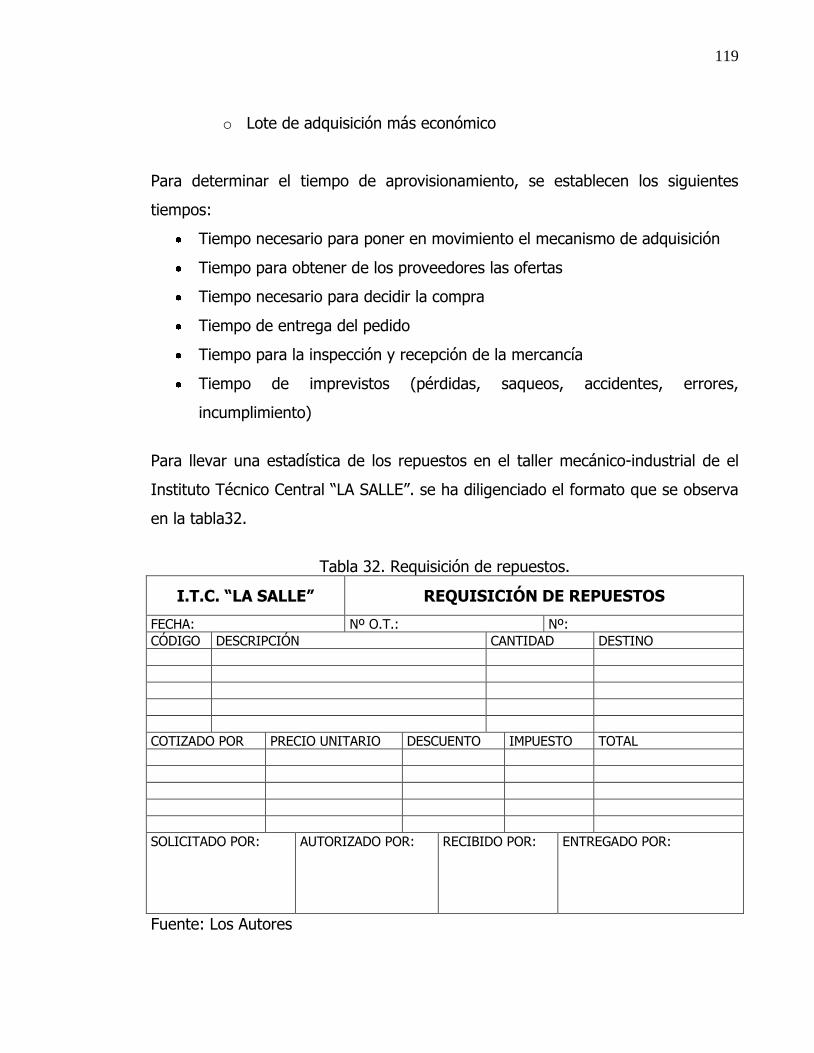
119
o Lote de adquisición más económico
Para determinar el tiempo de aprovisionamiento, se establecen los siguientes
tiempos:
Tiempo necesario para poner en movimiento el mecanismo de adquisición
Tiempo para obtener de los proveedores las ofertas
Tiempo necesario para decidir la compra
Tiempo de entrega del pedido
Tiempo para la inspección y recepción de la mercancía
Tiempo de imprevistos (pérdidas, saqueos, accidentes, errores,
incumplimiento)
Para llevar una estadística de los repuestos en el taller mecánico-industrial de el
Instituto Técnico Central “LA SALLE”. se ha diligenciado el formato que se observa
en la tabla32.
Tabla 32. Requisición de repuestos.
I.T.C. “LA SALLE” REQUISICIÓN DE REPUESTOS
FECHA: Nº O.T.: Nº:
CÓDIGO DESCRIPCIÓN CANTIDAD DESTINO
COTIZADO POR PRECIO UNITARIO DESCUENTO IMPUESTO TOTAL
SOLICITADO POR:
AUTORIZADO POR: RECIBIDO POR: ENTREGADO POR:
Fuente: Los Autores

120
El objetivo principal del formato es obtener todos los parámetros utilizados en la
requisición de repuestos en el almacén y contiene:
- Fecha: Fecha en que fue hecha la requisición.
- Nº O.T.: Número de Orden de Trabajo.
- Nº: Número de requisición.
- Código: Los repuestos deben llevar su codificación para un manejo fácil y
ordenado dentro de el almacén.
- Descripción: Descripción de el repuesto a solicitar.
- Cantidad: Cantidad de repuestos a solicitar.
- Destino: Indica el equipo al que se va a enviar el repuesto.
- Cotizado por: Si es comprado el repuesto al ser solicitado, indicar el nombre
de la persona que lo cotizo o compro en su defecto.
- Precio unitario: valor de el repuesto.
- Descuento: Si tiene algún descuento al momento de ser comprado.
- Impuesto: El impuesto que tiene el repuesto.
- Total: El valor total de el repuesto si es uno o el de todos si son varios los
repuestos comprados.
- Solicitado por: La persona que solicita la requisición.
- Autorizado por: La persona que autoriza la requisición.
- Recibido por: La persona que recibe la requisición.
- Entregado por: La persona que entrega la requisición.
Al haber diligenciado el formato, los datos consignados en el se comparan con los
datos de la orden de trabajo equivalente al trabajo elaborado y así poder tener
todos los datos correspondientes consignados en los informes.
121
7. CAPACITACIÓN
Dentro de los objetivos definidos para que el taller mecánico-industrial de el
Instituto Técnico Central “LA SALLE”, implemente un plan de mantenimiento
planificado, se debe tener en cuenta la capacitación técnica de los operarios de
mantenimiento, debido a que cada día los procesos y los equipos son más
complejos, por consiguiente es necesario dedicarle más recursos a esta área. En el
caso de la industria metal-mecánica es necesario que todo el personal que esta en
contacto con el equipo tenga un capacitación de mantenimiento para que su labor
en cuanto al manejo se el más adecuado y seguro posible, pues de otra forma
cualquier manejo inadecuado en el mantenimiento puede producir fatales
resultados en la operación de los equipos, además que todo el personal sepa
manejar y diligenciar los distintos documentos requeridos.
Debido a que en el taller mecánico-industrial de el Instituto Técnico Central “LA
SALLE”, se implementará la norma ISO 9000 como sistema de calidad, la
capacitación se enfoca hacia el trato de documentos de mantenimiento, como el
manual de la calidad, normas y procedimientos, instructivos, buenas practicas de
manufactura (BPM). De modo que se deben tener en cuenta unos pasos, los
cuales son:
1. Responsabilidad gerencial.
2. Sistema de calidad.
3. Revisión del contrato.
4. Control de diseño.

122
5. Control de documento y datos.
6. Compras
7. Producto suministrado por el cliente.
8. Identificación del producto.
9. Control de procesos.
10. Inspección y ensayo.
11. Equipos de inspección medición y ensayo.
12. Estado de inspección y ensayo.
13. Control de productos no conformes.
14. Acciones preventivas y correctivas.
15. Manejo, almacenamiento, embalaje y despacho.
16. Registros de calidad.
17. Auditorias internas de calidad.
18. Entrenamiento.
19. Técnicas estadísticas.
20. Manejo de personal.
21.Toma de decisiones y diagnostico.
En el departamento de mantenimiento, se hacen capacitaciones al grupo de
operarios donde se le enseña el manejo del programa implementado y la
aplicación a todas las áreas.
Dada la capacitación al personal, se realiza una evaluación de conocimientos, para
indagar sobre los aspectos que se están comprendiendo y los que no para que
sean reforzados. En la tabla 33 se presentará la última evaluación que se realizó al
personal después de una capacitación periódica que se debe realizar.
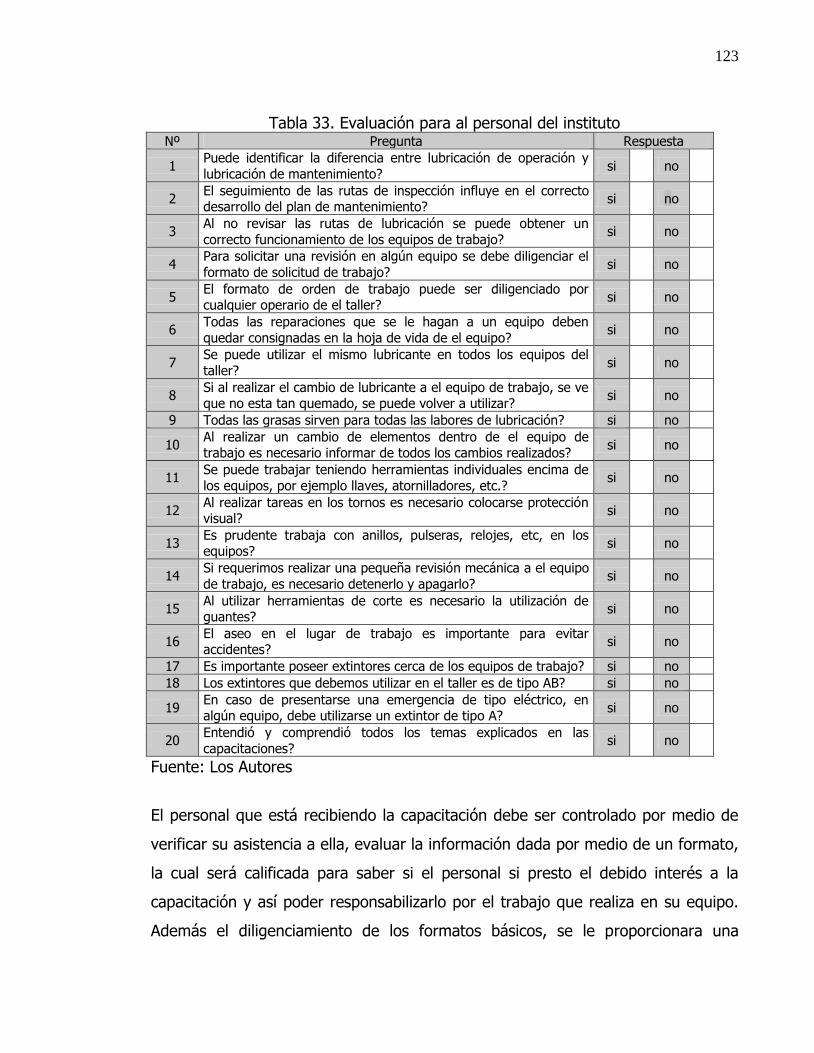
123
Tabla 33. Evaluación para al personal del instituto Nº Pregunta Respuesta
1 Puede identificar la diferencia entre lubricación de operación y
lubricación de mantenimiento? si
no
2 El seguimiento de las rutas de inspección influye en el correcto desarrollo del plan de mantenimiento?
si
no
3 Al no revisar las rutas de lubricación se puede obtener un
correcto funcionamiento de los equipos de trabajo? si
no
4 Para solicitar una revisión en algún equipo se debe diligenciar el
formato de solicitud de trabajo? si
no
5 El formato de orden de trabajo puede ser diligenciado por cualquier operario de el taller?
si
no
6 Todas las reparaciones que se le hagan a un equipo deben
quedar consignadas en la hoja de vida de el equipo? si
no
7 Se puede utilizar el mismo lubricante en todos los equipos del
taller? si no
8 Si al realizar el cambio de lubricante a el equipo de trabajo, se ve que no esta tan quemado, se puede volver a utilizar?
si no
9 Todas las grasas sirven para todas las labores de lubricación? si no
10 Al realizar un cambio de elementos dentro de el equipo de trabajo es necesario informar de todos los cambios realizados?
si no
11 Se puede trabajar teniendo herramientas individuales encima de
los equipos, por ejemplo llaves, atornilladores, etc.? si no
12 Al realizar tareas en los tornos es necesario colocarse protección visual?
si no
13 Es prudente trabaja con anillos, pulseras, relojes, etc, en los equipos?
si no
14 Si requerimos realizar una pequeña revisión mecánica a el equipo
de trabajo, es necesario detenerlo y apagarlo? si no
15 Al utilizar herramientas de corte es necesario la utilización de guantes?
si no
16 El aseo en el lugar de trabajo es importante para evitar accidentes?
si no
17 Es importante poseer extintores cerca de los equipos de trabajo? si no
18 Los extintores que debemos utilizar en el taller es de tipo AB? si no
19 En caso de presentarse una emergencia de tipo eléctrico, en algún equipo, debe utilizarse un extintor de tipo A?
si no
20 Entendió y comprendió todos los temas explicados en las
capacitaciones? si no
Fuente: Los Autores
El personal que está recibiendo la capacitación debe ser controlado por medio de
verificar su asistencia a ella, evaluar la información dada por medio de un formato,
la cual será calificada para saber si el personal si presto el debido interés a la
capacitación y así poder responsabilizarlo por el trabajo que realiza en su equipo.
Además el diligenciamiento de los formatos básicos, se le proporcionara una

124
inducción del sistema de mantenimiento planteado, formándoles una conciencia de
las consecuencias que se presentan al tener una buena aplicación de este.
Los motivos que incitaron a la capacitación del personal fueron:
1. Introducir y aplicar conceptos como: mantenibilidad, confiabilidad y
disponibilidad de los equipos.
2. Respaldar el aseguramiento de la calidad.
3. Maximizar la productividad:
Tanto al personal de producción como al de mantenimiento.
De los equipos, minimizando el desperdicio de recursos.
Tiempo.
Económicos.
4. Propagar conciencia de que el planeamiento y la organización son los
recursos más efectivos para lograr metas propuestas.
En la capacitación participa todo el personal de mantenimiento a través de
conferencias realizadas por Oscar Sandoval y Alexander Peña, que son los
encargados de la aplicación del plan.
La conclusión a la que se llega es que la capacitación fue muy importante para que
los operarios pudieran entender como es el manejo de el plan de mantenimiento y
que tengan la preparación suficiente para manejar de manera adecuada cualquier
improvisto que se pueda presentar al momento de estar utilizando las máquinas o
en el caso de estar aplicando el mantenimiento planificado.

125
8. SEGURIDAD INDUSTRIAL
En el taller mecánico-industrial de el Instituto Técnico Central “LA SALLE”, se aplica
un sistema de seguridad industrial enfocado hacia el personal, equipos e
instalaciones, los cuales deben cumplir con lo estipulado por la ley para poder
cumplir con seguridad todas las labores dentro de el taller.
El sistema de seguridad industrial se debe desarrollar en todas las áreas de el
taller, permitiendo así evitar al máximo accidentes que puedan entorpecer el
desarrollo de las labores que se hacen en este.
8.1 SEGURIDAD EN EL PERSONAL
La seguridad prestada a los operarios se establece de las normas exigidas por la
ley, las dotaciones serán dadas dependiendo de la labor a realizar.
Algunas de las normas más comunes para una excelente seguridad industrial
dentro de un taller mecánico-industrial, son:
Siempre se deben observar las normas de seguridad señaladas en los carteles o
avisos.
1. En la seguridad habrá que considerar:

126
Responsabilidad
Recomendaciones para el personal
Orden y limpieza
Manejo adecuado de herramienta y maquinaria
2. Recomendaciones para el operador:
Uso de gafas o anteojos de seguridad
No usar ropa suelta o floja junto a la maquinaria (ojo corbatas)
Uso del calzado adecuado
No usar anillos, relojes o pulseras
No usar suelto el cabello largo
No jugar en el taller
No usar aire comprimido para limpiar la ropa, herramientas o las máquinas
3. Orden y limpieza
Mantener el piso alrededor de una máquina libre de herramientas o
materiales
Mantener el piso libre de grasa o aceite
Barrer con frecuencia las virutas del material que caen al piso
Mantener limpias siempre las máquinas
No poner herramientas o materiales en la mesa de las máquinas
Detener siempre la máquina antes de tratar de limpiarla
4. Manejo adecuado de herramientas y materiales
Eliminar siempre las rebabas y bordes agudos de las piezas de trabajo
No manejar herramientas de corte con la mano desnuda
Usar técnicas adecuadas para levantar herramientas o materiales (para
evitar lesiones de la espalda)

127
5. Operación de las máquinas herramienta
Nunca operar una máquina que no se conozca su operación, sus partes y la
forma de detenerla rápidamente
Comprobar que la máquina cuenta con todos sus protectores o guardas de
seguridad
Mantener las manos alejadas de las piezas cuando estas se encuentren en
movimiento
Siempre detenga la máquina antes de limpiarla
Para la protección del el personal en el taller se presentan equipos y elementos de
protección personal.
El servicio de higiene y seguridad en le trabajo debe determinar la necesidad de
uso de equipos y elementos de protección personal, las condiciones de utilización y
vida útil. Una vez determinada la necesidad de usar un determinado EPP14 su
utilización debe ser obligatoria por parte del personal.
Los EPP deben ser de uso individual y no intercambiables cuando razones de
higiene y practicidad así lo aconsejen.
Los equipos y elementos de protección personal, deben ser proporcionados a los
trabajadores y utilizados por éstos, mientras se agotan todas las instancias
científicas y técnicas tendientes a la aislación o eliminación de los riesgos.
Según el código HMIG se presentan los siguientes EPP:
Se identifica con distintas letras los elementos de protección personal
requerido, según el código:
14
Información tomada de la página de Internet www.estrucplan.com.ar
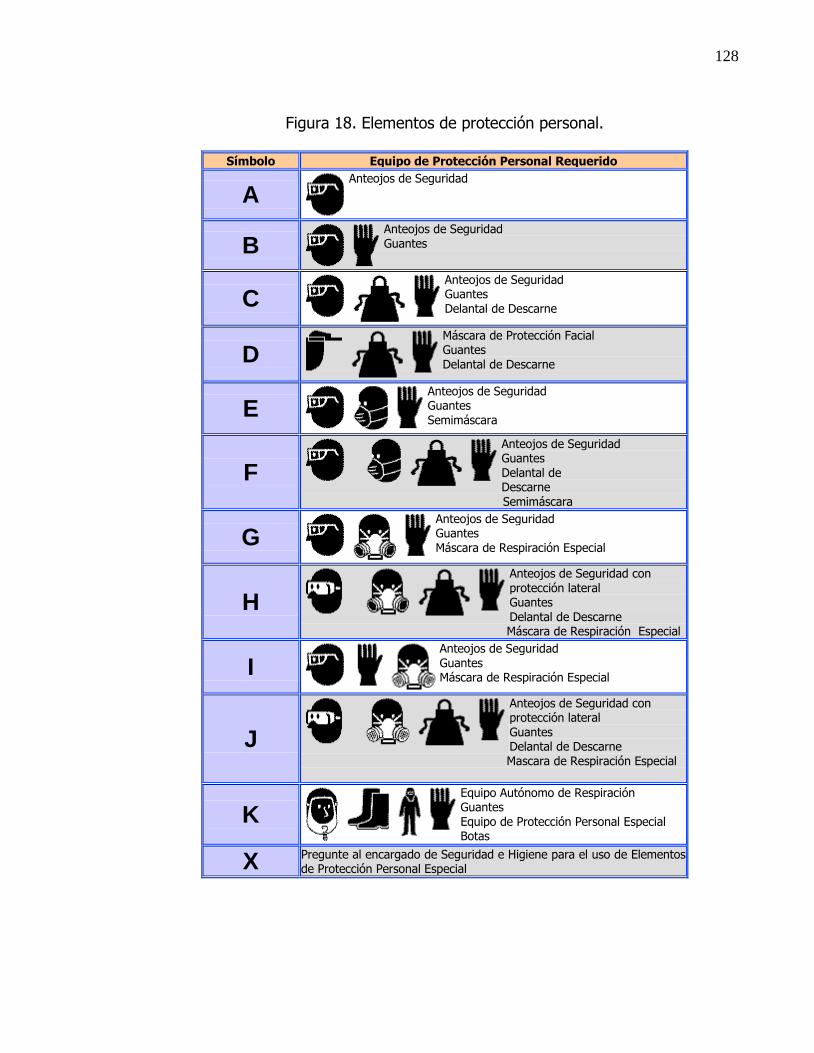
128
Figura 18. Elementos de protección personal.
Símbolo Equipo de Protección Personal Requerido
A Anteojos de Seguridad
B Anteojos de Seguridad Guantes
C Anteojos de Seguridad Guantes Delantal de Descarne
D Máscara de Protección Facial Guantes
Delantal de Descarne
E Anteojos de Seguridad Guantes Semimáscara
F
Anteojos de Seguridad Guantes Delantal de Descarne
Semimáscara
G Anteojos de Seguridad Guantes Máscara de Respiración Especial
H
Anteojos de Seguridad con protección lateral Guantes Delantal de Descarne
Máscara de Respiración Especial
I Anteojos de Seguridad Guantes Máscara de Respiración Especial
J
Anteojos de Seguridad con protección lateral Guantes Delantal de Descarne
Mascara de Respiración Especial
K Equipo Autónomo de Respiración Guantes Equipo de Protección Personal Especial Botas
X Pregunte al encargado de Seguridad e Higiene para el uso de Elementos de Protección Personal Especial

129
8.2 SEGURIDAD EN LOS EQUIPOS
Todos los equipos utilizados en el taller mecánico-industrial del Instituto Técnico
Central “LA SALLE”, deben tener todos los elementos de seguridad de acuerdo con
la ley, para evitar accidentes y/o lesiones a sus operarios o a terceros que se
encuentren en el taller al momento de realizar las labores de trabajo.
En líneas generales los equipos deben reunir las siguientes condiciones de
seguridad:
- Los equipos y herramientas deben ser seguras y en caso de
presenten algún riesgo para las personas que la utilizan, deben estar
provistas de la protección adecuada.
- Los motores que originen riesgos deben estar aislados.
- Asimismo deben estar provistos de parada de emergencia que
permita detener el motor desde un lugar seguro.
- Todos los elementos móviles que sean accesibles al operario por la
estructura de los equipos, deben estar protegidos o aislados
adecuadamente.
- Las transmisiones (árboles, acoplamientos, poleas, correas,
engranajes, mecanismos de fricción y otros) deben contar las
protecciones más adecuadas al riesgo específico de cada transmisión,
a efectos de evitar los posibles accidentes que éstas pudieran causar
al operario.
- Las partes de los equipos y herramientas en las que existan riesgos
mecánicos y donde el operario no realice acciones operativas, deben
contar con protecciones eficaces, tales como cubiertas, pantallas,
barandas y otras.
130
Los requisitos mínimos que debe reunir una protección son:
- Eficacia en su diseño.
- De material resistente.
- Desplazamiento para el ajuste o reparación.
- Permitir el control y engrase de los elementos de las máquinas.
- Su montaje o desplazamiento sólo puede realizarse intencionalmente.
- No constituyan riesgos por sí mismos.
- Constituir parte integrante de las máquinas.
- Actuar libres de entorpecimiento.
- No interferir, innecesariamente, al proceso productivo normal.
- No limitar la visual del área operativa.
- Dejar libres de obstáculos dicha área.
- No exigir posiciones ni movimientos forzados.
- Proteger eficazmente de las proyecciones.
Los equipos deben tener una señalización de todos los comandos de operación
para que el operario no tenga problema en manipularlo.
8.3 SEGURIDAD DE LAS INSTALACIONES
Establece las características que debe reunir todo establecimiento con el fin de
contar con un adecuado funcionamiento en la distribución y características de sus
locales de trabajo previendo condiciones de higiene y seguridad.
Los equipos y secciones que componen el taller, están señalizados, con su código y
nombre en una placa luminiscente; igualmente el piso, y el espacio ocupado por
cada equipo, permitiendo ubicar las áreas de trabajo, tránsito y limpieza.
Teniendo en cuenta los parámetros dados en la Norma de "Colores de Seguridad".

131
Algunas exigencias establecidas para una correcta seguridad industrial e higiene
son:
- Las instalaciones deben construirse con materiales de adecuadas
características para el uso o función a cumplir.
- Mantener las mismas características través del tiempo previsto para
su vida útil, evitando el deterioro de la construcción a través de
tareas periódicas de mantenimiento.
- Todo lugar de trabajo debe contar con servicios sanitarios adecuados
e independientes para cada sexo, de ser necesario, en cantidad
proporcionada al número de personas que trabajen en él.
- Se debe contar con vestuarios cuando se cuente con más de 10
obreros.
- Ubicarse en lo posible junto a los servicios sanitarios, en forma tal
que constituyan con éstos un conjunto integrado funcionalmente.
- Estar equipado con armarios individuales, los cuales deben ser de
material resistente e incombustible, no pueden ser de material
poroso. El material de construcción debe permitir su fácil limpieza.
8.4 PREVENCIÓN DE INCENDIOS
Los talleres de mecanización contienen máquinas herramientas para conformación,
dimensionamiento y acabado superficial de una amplia variedad de metales. La
materia prima puede considerarse incombustible a menos que se exponga a
fuegos violentos. Los lubricantes y refrigerantes varían desde soluciones acuosas
alcalinas a destilados de fracciones ligeras de petróleo o aceites compuestos. Las
máquinas herramientas pueden ser de uno o varios motores y de gran tamaño con
un sistema completo de control eléctrico.
132
Los principales riesgos que pueden aparecer en cualquier proceso de mecanización
son los siguientes15:
1. Fuegos de virutas en la máquina. La ignición se produce por el calor
desprendido, la fricción de la viruta con la herramienta o una combinación
de ambos.
2. Oxidación espontánea de los recortes metálicos.
3. Combustión por oxidación de lubricantes de refrigeración.
4. Finas partículas combustibles o explosivas.
5. Reacción de determinados metales con agua u otro agente con
emisión de hidrógeno y calor.
6. Combustión de fluidos hidráulicos a presión de los utilizados para operar
las máquinas herramientas y/o sus accesorios.
7. Combustión de vapores de aceite depositados en la estructura del edificio.
8. Combustión en suelos empapados de aceite.
Las fuentes principales de ignición son:
1. Materiales humeantes.
2. Calor generado en el corte de metales.
3. Oxidación espontánea.
4. Partículas calientes de procesos de rectificación, abrasión, soldadura y corte.
5. Superficies calientes de hornos, sopletes, etc.
6. Chispas o arcos eléctricos.
7. Ignición por impactos de compuestos de superficie pirofórica, que se forman
a veces durante las fases iniciales de fabricación ( por ejemplo, el nitruro de
magnesio que a veces se encuentra en las superficies de piezas fundidas:
este compuesto puede hacer explosión al mas ligero impacto).
15
Manual de Protección Contra Incendios - NPFA-Editorial MAPFRE, 8, 61-63.

133
Todos las personas que trabajen en el taller deben estar capacitadas para combatir
un principio de incendio conociendo de antemano los equipos con que se cuenta, si
la emergencia se presenta en otra locación que son sea el taller en si se deben
apagar todos los equipos y finalizar los trabajos que se estén realizando, luego
dirigirse hacia un lugar despejado y que ya haya sido determinado, teniendo en
cuenta dejar despejados los camino que lleven a los equipos de combate de
incendios.
Los operarios deben tener gran conocimiento en la diferenciación de las clases de
extintores para no cometer errores en caso de presentarse una emergencia y
llegar a agravar una situación de estas.
En el taller deben haber extintores de tipo ABC, el cual es el indicado para todo
tipo de incendio. En la tabla 34. se explican los diferentes tipos de extintores se
muestra la aplicación de cada uno de ellos en función de las clases de fuego.
Tabla 34. Tipos de extintores
A
Agua
AB
Espuma
ABC
Polvo ABC
BC
Dióxido de carbono
ABC
Halón
A
Sólido
SI Muy
eficiente
SI Eficiente
SI Muy
eficiente Poco eficiente
SI Eficiente
B
Líquido
NO Es eficiente
SI Muy
eficiente
SI Muy
eficiente
SI Eficiente
SI Muy
eficiente
C
Riesgo eléctrico
NO debe
usarse
NO debe
usarse
SI Eficiente
SI Eficiente
SI Muy
eficiente
Fuente: Seguridad industrial. www.estrucplan.com.ar

134
En la figura 19. se observa la forma física de los distintos tipos de extintores.
Figura 19. forma física de los tipos de extintores.
Agua (Tipo A)
Espuma (Tipo AB)
Polvo químico (Tipo ABC)
Halones (Tipo ABC)
Dióxido de carbono (Tipo BC)

135
Si se trabaja con materiales especiales que puedan ser peligrosos en su
manipulación deben traer una etiqueta que brinde la información de el grado de
peligrosidad de el material.
En la Figura 20. se observa la forma de la etiqueta y sus datos.
Figura 20. Etiqueta de seguridad
Salud Azul
Inflamabilidad Rojo
Reactividad Amarillo
Riesgo especial
Blanco

136
Consiste en una etiqueta que consta del nombre del material y cuatro secciones
con un color asignado en cada caso. En cada una de las secciones se coloca el
grado de peligrosidad: 0,1,2,3,4, siendo en líneas generales, 0 el menos peligroso,
aumentando la peligrosidad hasta llegar a 4, nivel mas alto.
8.5 IMPACTO AMBIENTAL
Se denomina impacto ambiental a las consecuencias provocadas por cualquier
acción que modifique las condiciones de subsistencia o de sustentabilidad de un
ecosistema, parte de él o de los individuos que lo componen. No existe una
valoración cuantitativa universalmente aceptada para determinar el grado de
afectación de un impacto, salvo aquellos casos en que la acción que lo provoca
está asociada a una cantidad mensurable.
Teniendo en cuenta que en la industria metalmecánica se presenta un riesgo
ambiental de acuerdo a la presencia de viruta y el aceite soluble residual que
queda después de los trabajos realizados en los equipos. Se puede determinar que

137
este impacto no es tan severo, ya que la viruta es clasificada dentro de los
residuos sólidos, que a su vez tienen su clasificación y la viruta esta dentro de los
residuos no peligrosos e inorgánicos, ya que su importancia esta dada en la
cantidad de volumen que se pueda presentar de esta, en este caso la cantidad
presentada en el taller, en un sentido escrito el calificativo de no peligroso se
refiere más bien a la población humana, esto no quiere decir que no se deba
manejar de manera cuidadosa. Dentro de el taller los operarios tienen la
capacitación para el manejo correcto de estos residuos.

138
9. PROGRAMA DE MANEJO
Se considera necesario implementar un sistema de información para el adecuado
manejo de un programa de mantenimiento preventivo, primordial para la eficiencia
y la oportuna evaluación de datos con una elevada certeza en los resultados, que
ayude en la oportuna toma de decisiones y para que los resultados sean óptimos y
mucho mas confiables.
La información debe ser de fácil acceso en todas las áreas para los ingenieros de
mantenimiento y puedan tener una oportuna entrega de los datos, así como para
que los operarios siempre cuenten con la información a tiempo, no tiene sentido
almacenar la información sin que esta sea inter – activa.
9.1 ÁREAS DE APLICACIÓN
Este programa debe ser de ultima generación para que valga la pena
implementarlo en el programa de mantenimiento , deben existir capacitaciones de
actualización en el programa de mantenimiento, aparte del año de prueba piloto
para que tenga un continuo funcionamiento en el futuro de la implementación.
Este programa debe ser manejado por los ingenieros de mantenimiento para que
ellos sigan evaluando y realizando las actualizaciones de la información que
maneja el software.

139
9.2 REQUISITOS DEL PROGRAMA
Este programa debe tener una velocidad de procesamiento y de memoria mínimos
para que tenga un funcionamiento sencillo y practico, de tal manera que la
capacitación para el manejo de este no sea muy extensa y costosa. Debe tener un
lenguaje de acceso y manejo sencillo para que la utilización de este no perjudique
el manejo correcto de la información, lo cual seria catastrófico para los resultados
principales de la implementación del plan de mantenimiento.
9.3 CARACTERÍSTICAS DEL PROGRAMA
El programa que se realizó se llama FASTLINE, tiene como condiciones para su
manejo y su plataforma de instalación los siguientes parámetros:
Tabla 35. Condiciones del programa
Procesador Intel 400 Pentium Processor
Sistema Operativo Windows 95, 98, 2000, o NT
Memoria 128+ Mb
Espacio en Disco 50+ Mb
Medio CD-Rom drive. Mouse
Video Pantalla de color 256, 800 X 600
Redes Windows 95, 98, 2000, NT, o Novell
Fuente : Los autores
El programa contiene distintos iconos de entrada para observar los distintos
formatos que se realizaron para el análisis de datos. Tiene una bandeja de
entrada, las cual es manejada por medio de las semanas de programación que se

140
utilizaron en el balance de cargas, la cual muestra las rutas de trabajo según la
semana indicada para observar las actividades de la semana, los procedimientos
que este lleva y las herramientas a utilizar. Después de esto permite la entrada a la
base de datos como son las hojas de vida para llevar una actualización de los
datos para que el programa sigua actualizando la información. Permite en otro
formato el manejo de impresiones semanal para que los operarios de
mantenimiento lleven sus actividades programadas y con el tiempo establecido
para cada una de las actividades y así no salir de los parámetros de trabajo
establecidos. Lleva un formato de programaciones especiales el cual determina
que se debe hacer con la información en caso de una actividad de mantenimiento
correctivo no programado por una falla que se presente pro fuera del plan de
mantenimiento planificado.
9.4 DISEÑO DE BASE DE DATOS
La base de datos que se realizó para la implementación del programa fue realizada
en MICROSOFT ACCES 2000, el programa lleva como nombre FASTLINE, este
programa de creación de bases de datos tiene como requerimiento mínimo para su
funcionamiento:
- Memoria de 64 a 256 Mb mínimo
- Procesador Pentium 3 – 4 o AMD 5.2 – 7.0
- Sistema operativo Windows 98 – 2000 – XP – Millenium
- Disco duro disponible de 50 – 60 Mb
- Sistema de CD-Rom, Drive, teclado y Pantalla de color 256, 800 X 600
La base de datos para el programa maneja información como son las ordenes de
trabajo, fichas técnicas, requisición de repuestos, hoja de vida de las máquinas,
control de consumo de lubricantes, solicitud de mantenimiento, las actividades
141
estipuladas por el departamento en los balances de cargas, puntos claves de
inspección, puntos clave de lubricación, rutas de inspección y rutas de lubricación.
Esta base de datos debe ser ordenada y utilizada de manera interactiva por el
programa de análisis de datos ACCES 2000, el cual debe entregar información de
manera semanal, en la cual se pueda ver las actividades que se deben realizar, el
tiempo que se debe demorar el operario en cada una de estas y el tipo de
procedimiento que se realizará a las máquinas que se encuentren en esa semana
programadas.
Se debe tener la oportunidad de actualizar esta base de datos para que el
programa maneje las actualizaciones del taller, lo generaría cada vez un análisis de
datos más complejo y preciso por parte del departamento, debido a la información
que se obtiene del programa.
La presentación programa se puede observar en la figura 21, esta pantalla de
inicio contiene las diferentes rutas a tomar para manejar adecuadamente el
programa, incluye formatos exactamente iguales a los ya nombrados en el capitulo
5, para que la persona que maneje el programa realice una actividad de
actualización y llenado de información completa y acertada, para que los datos
obtenidos y la toma de decisiones sea optima y a tiempo, obteniendo así una
eficacia cada ves mejor en la implementación del programa de mantenimiento
preventivo. En el ANEXO K, se observar los formatos a llenar y actualizar, los
cuales tiene acceso directo como se observa en la pantalla principal, estos
formatos se llenan de manera manual.

142
Figura 21. Pantalla de inicio del programa
9.5 MANUAL DE OPERACIONES FASTLINE
El manejo del programa es bastante sencillo cada uno de los campos tiene un
botón para ingresar y en todos se debe utilizar el código de la máquina para
observar la función deseada. Cuando se abre cualquiera de los campos se podrá
observar la información pero no modificarla. En la parte superior de la pantalla se
encuentra el rotulo de la empresa para la cual se va a implementar, en este caso el
taller mecánico industrial del Instituto Técnico Central “LA SALLE”. Presenta la
barra de desplazamiento para poder observar toda la información que contiene
dicho formato, todos en la parte superior levan el código y nombre de la máquina
que se presenta.

143
Para modificar y actualizar la información, debe ser una persona capacitada que
tenga algún conocimiento del ACCES 2000, se debe ingresar a los formatos de
diseño del programa, los cuales tienen la cuadricula de cambio, el programa
automáticamente presenta la nueva planilla en todos los formatos para seguir
anexando información de nuevas máquinas apenas estos estén llenos, la cantidad
de planillas para llenar es ilimitada, los formatos que se actualizan solos por medio
de otros formatos (hoja de vida), también tienen capacidad ilimitada de
información.
A continuación se presentan las funciones de cada campo y su manejo:
Hoja de vida: Este campo se actualiza automáticamente, pero esta de
primero debido a que es el más utilizado, este se actualiza de los datos de
ordenes de trabajo que se van realizando para cada máquina y por
consiguiente es el más utilizado por el departamento de mantenimiento
porque tiene todos los registros de actividades sobre todas las máquinas. El
uso de este campo es automático y no se debe modificar.
Orden de trabajo: Este campo debe ser actualizado manualmente por el
personal del departamento de mantenimiento, este se encarga de consignar
los datos para que la orden de trabajo quede lo suficientemente clara y el
operario que va a llevar a cabo dicha actividad no tenga ninguna duda,
además se presta para indicar si existió alguna observación dentro del
proceso y especificarla para que el departamento de mantenimiento realice
el estudio necesario y una evaluación del problema. Para modificar los datos
que existen en el programa es necesarios entrar al tipo de formato diseño
para ingresar los valores, los formatos de pregunta no podrán ser
modificados. Se debe especificar el código de la máquina que a la que se va
a imprimir la orden de trabajo y además especificar el rango de orden, si es
correctiva o preventiva.

144
Análisis de falla: Este campo también debe ser actualizado manualmente,
indica el tipo de falla que se presento y sirve para registrar los datos de la
falla ocurrida para emitir en el futuro según el balance de cargas, la orden
de trabajo correctiva y que esta quede consignada en la hoja de vida de la
máquina. Se debe ingresar al formato de diseño, y donde indica la hoja que
se esta trabajando picar con el mouse en la flecha hacia la derecha para
que el programa automáticamente abra una nueva planilla de información
en blanco para ser llenada, se debe tener en cuenta el código de la
máquina.
Ficha técnica de los equipos: Este formato esta lleno desde el comienzo
de la implementación, solo deberá cambiarse si las máquinas sufren
cambios dentro de su estructura mecánica en el cual, el cambio del
repuesto sea de una marca a otra, si las propiedades especificadas en el
formato son cambiadas de alguna manera. También debe ser actualizado si
el taller del instituto compra alguna máquina, este campo es muy
importante porque brinda al departamento de mantenimiento la información
técnica de los distintos equipos. Se debe avanzar hacia la derecha para que
el programa abra una planilla en blanco para ingresar los nuevos datos,
para modificaciones se debe hacer en formato tipo diseño.
Control de consumo de lubricantes: Este presenta la información acerca
de el consumo de lubricantes, además los costos que este conlleva y debe
ser actualizado manualmente cada semana para toda la planta, la
información que se ingresa en este campo debe ser por codificación de
máquina. El programa automáticamente genera nuevos espacios para la
información solo hay que cambiarse a formatos de diseño e ingresar los
datos.

145
Actividades de la semana: Este campo presenta la actividades que se
van a realizar durante una semana en especifico y las máquinas según la
sección que esta observando, tiene una salida por medio de un botón para
observar los procedimientos. Para utilizar este campo es necesario saber
exactamente que se esta buscando, porque es el campo que más valores
exige para ingresar y obtener la información deseada, se debe saber la
sección de la máquina que se desea observar, la semana en especifico de
las actividades donde quiere obtener información y el tipo de inspección que
quiera rectificar. Con esta información aparece las máquinas de la sección
deseada en esa semana. En la parte izquierda de la pantalla aparece las
actividades y los elementos que se van a revisar, aparece una opción para
poder observar el procedimiento de la actividad, el cual indica las
herramientas que se van a utilizar, el tiempo que se demora en realizar la
actividad, la frecuencia en días de esta y el tipo de revisión.
9.6 COTIZACIONES DE SOFTWARE
Para la determinación del precio del programa fue necesario realizar distintas
cotizaciones de varios programas que se acoplaran al sistema de mantenimiento
que se realizó en el taller del Instituto Técnico Central, debido a que dentro de los
objetivos del proyecto se estableció la realización de un programa y no el acople
de uno. Los parámetro que se tomaron para establecer el precio del programa
hacia el instituto fueron la capacidad de adquisición, el costo del equipo necesario
para realizar las actividades de una forma adecuada y que este no vaya a tener
problemas a la hora de entregar la información. Otros parámetros que se tuvieron

146
en cuenta fueron las empresas que distribuían programas de mantenimiento las
cuales tengan un respaldo y un soporte técnico representativo. Se tuvo en cuenta
el servicio de capacitaciones que esta empresa prestaba para que así se pudiera
definir un precio mas equitativo y relista.
Otra de las partes importante para definir el costo del programa de mantenimiento
fue las horas de trabajo invertidas en la realización del programa, la realización de
los principales formatos en el programa ACCES 2000 y la realización de campos
para introducir la base de datos para que el programa realizara el debido análisis
de datos.
El software FASTLINE fue diseñado por Alexander Peña y por Oscar Sandoval, con
ayuda de un programador de sistemas.
Como se observa en el ANEXO L, se puede comparar las distintas cotizaciones que
se realizaron para demostrar en el Instituto que el precio que se le dio al programa
era realista y de fácil acceso.

147
10. EVALUACIÓN FINANCIERA
Uno de los principales objetivos a lograr con la implementación del plan de
mantenimiento, es que éste, tenga repercusión económica favorable para el
Instituto Técnico Central “La Salle”.
La evaluación financiera es parte fundamental de presente estudio, dado que es la
base para decidir sobre la aceptación o no del proyecto objeto de estudio, la
evaluación consiste entonces, en la identificación de los costos totales y de la
inversión inicial, es decir, es el ordenamiento y sistematización de carácter
monetario que proporcionan las etapas anteriores y base de aplicación de los
indicadores financieros como son: valor presente y tasa interna de retorno, sobre
los valores resultantes del flujo de caja para los cuatro primeros años de vida del
proyecto.
En los proyectos orientados al mejoramiento de una empresa (como es el caso del
Instituto Técnico Central) se efectuarán los cálculos financieros sin tener en cuenta
los resultados operacionales de las actividades escolares como son ingresos por
matrículas y demás, únicamente se valoran aquellos rubros involucrados con el
taller de mecánica industrial del Instituto Técnico Central.
148
10.1 CALCULO DE LA INVERSIÓN FIJA DEL PROYECTO
Se presenta a continuación información relacionada con los costos
correspondientes a la inversión fija como son los activos fijos (equipo de
computación, muebles y enseres) y diferidos (gastos pre-operativos), así como el
capital de trabajo necesario para atender la operación normal del proyecto durante
el ciclo operativo para cuatro años, inicialmente. Ver tabla 36.
Tabla 36. Inversión fija del proyecto
CONCEPTO VALOR Software 8.335.500
Computador 3.000.000
Muebles y enseres 500.000
Gastos de instalación 300.000
Capacitación del personal (rotativo) 3.000.000
Dotación 400.000
Ingeniería del proyecto16 991.667
Puesta a punto de toda la maquinaria en general 10.000.000
TOTAL: $ 26.527.167
Fuente: Los autores
Los costos iniciales de inversión para la implementación del plan de mantenimiento
son de $ 26´527.167, los cuales corresponden a:
Software: Son los costos en los cuales se incurrió para el diseño y
elaboración del programa FASTLINE. Ver capitulo 9, numeral 9.4 y ANEXO
M.
Computador: Costo del equipo necesario para instalar el programa
FASTLINE. Ver capitulo 9, numeral 9.3.
Muebles y enseres: Implementos necesarios para la instalación y ubicación
de los equipos.
16 La ingenieria del proyecto se obtuvo la suma de los costos de dirección ($723.667), de papelería ($18.000) y de los inventarios ($250.000).
149
Instalación: Costo de la contratación de mano de obra externa para la
instalación del computador.
Capacitación del personal: Costo de la conferencia de capacitación para los
operarios y los alumnos de los grados 10º y 11º y demás miembros del
departamento de mantenimiento.
Dotación: Corresponde a la compra y suministro de los implementos de
trabajo, tales como overoles, botas, guantes, gafas y cascos.
Puesta a punto de toda la maquinaria en general: Esta inversión
corresponde a los costos generados por la reparación, ajuste del torno
vertical, la alesadora polaca, los tornos brasileros romi y el sistema
hidráulico del cepillo de puente.
10. 2 COSTOS DE MANTENIMIENTO DIRECTOS
Hace referencia al costo total que el Instituto Técnico Central “La Salle” debió
desembolsar para desarrollar o ejecutar el plan de mantenimiento propuesto; los
valores se explican a continuación:
10.2.1 Costos de mano de obra externa
El Instituto Técnico Central “La Salle”, debió realizar este tipo de contratación de
mano de obra externa para mejorar el mantenimiento preventivo que se ha venido
implementando, a partir de abril de 2002 a abril del 2003, debido a que algunas
fallas que se presentaron en las máquinas como rectificación de piezas de gran
longitud, calibración de las vibraciones de las máquinas en general, rectificación de
elementos, con máquinas herramientas especiales (diamante), etc. Son complejas
y no se pudieron realizar en el taller mecánico industrial del Instituto Técnico

150
Central “La Salle”. Estos costos de contratación de mano de obra externa, se
presentan en la tabla 37, la cual muestra los costos de cada mes durante este
periodo de tiempo y la sección o las secciones en las cuales de realizaron las
contrataciones.
Tabla 37. Contratación de mano de obra externa (abril 2002 a abril 2003)
MES SECCIONES VALOR DEL COSTO
ABRIL
Torneado
Corte Fresado
$ 3.650.000
MAYO Almacén Limado
$ 1.950.000
JUNIO Torneado $ 1.200.000
JULIO Tornado
Fresado $ 2.300.000
AGOSTO Limado Tornado
$ 900.000
SEPTIEMBRE Corte $ 1.700.000
OCTUBRE Limado Corte
$ 800.000
NOVIEMBRE
Torneado
Fresado Corte
Limado
$ 3.500.000
DICIEMBRE Almacén $ 2.200.000
ENERO Almacén
Torneado $ 1.500.000
FEBRERO Fresado Limado
$ 1.500.000
MARZO Torneado
Corte $ 650.000
ABRIL Limado $ 1.100.000
TOTAL: $ 24.650.000
Fuente: Departamento de Cartera del I. T. C. “ LA SALLE”
Los costos totales de contratación de mano de obra externa para el desarrollo del
plan de mantenimiento preventivo del taller mecánico industrial del I.T.C. “La
Salle” suman un total de $24´650.000.
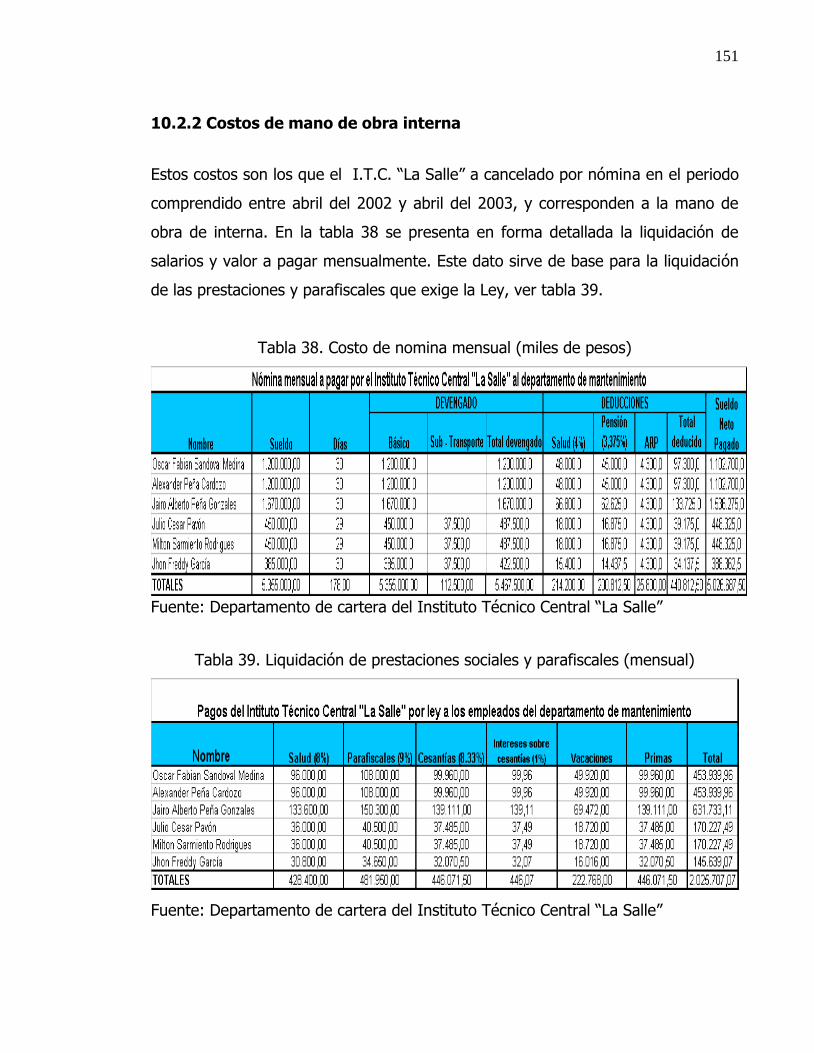
151
10.2.2 Costos de mano de obra interna
Estos costos son los que el I.T.C. “La Salle” a cancelado por nómina en el periodo
comprendido entre abril del 2002 y abril del 2003, y corresponden a la mano de
obra de interna. En la tabla 38 se presenta en forma detallada la liquidación de
salarios y valor a pagar mensualmente. Este dato sirve de base para la liquidación
de las prestaciones y parafiscales que exige la Ley, ver tabla 39.
Tabla 38. Costo de nomina mensual (miles de pesos)
Fuente: Departamento de cartera del Instituto Técnico Central “La Salle”
Tabla 39. Liquidación de prestaciones sociales y parafiscales (mensual)
Fuente: Departamento de cartera del Instituto Técnico Central “La Salle”

152
A continuación se presentan los datos en miles de pesos correspondientes al total
pagado por el I.T.C. “La Salle”, durante el periodo de abril 2002 a abril de 2003,
por concepto de mano de obra interna del personal del departamento de
mantenimiento. El total devengado al mes se obtiene de la suma de sueldo neto
pagado (tabla 38) y total (tabla 39). Ver tabla 40.
Tabla 40. Costo total de la mano de obra interna. (abril 2002 a abril 2003)
Fuente: Departamento de cartera del Instituto Técnico Central “La Salle”
Los costos totales de mantenimiento de mano de obra interna del taller mecánico
industrial de I.T.C. “LA SALLE”, ascienden anualmente a la suma de
$84´628.734,86
De acuerdo a lo anterior, se definen los costos directos del proyecto objeto de
estudio en un total de $ 109´278.734,9. Ver tabla 41.
Tabla 41. Costos directos del proyecto
Fuente: Los autores

153
10.2.3 Costos directos proyectados
A continuación se presenta la proyección de los costos directos en el periodo
correspondiente a abril de 2003 a abril de 2007 en términos corrientes utilizando
una tasa de inflación proyectada por el DANE17. Ver tabla 42.
Tabla 42. Costos directos proyectados
Fuente: Los autores
10.2.4 Costos de parada de el taller
Dentro de la implementación del programa de mantenimiento preventivo
planificado, se determinó desde un principio que los promedios de paradas por
secciones disminuían (observar índices de gestión Capitulo 5), lo cual disminuye los
costos globales de parada, esto se representa en un ahorro para el taller mecánico
industrial del I.T.C “La Salle”. Los costos de parada total por sección se pueden
observar en la tabla 43.
Tabla 43. Costos de parada total
Fuente: Los autores
17 Información tomada del DANE. Proyección: 2003: 7.86%; 2004: 5.92%; 2005: 4.05%: 2006 - 2007: 2.11%.

154
El porcentaje de disminución de paradas se obtiene por medio de calcular el
número de paradas durante el periodo de implementación (abril 2002 – abril
2003), estos datos son reales. Se obtienen los datos de paradas del periodo
comprendido entre (abril 2001 – abril 2002)18, con los cuales da una disminución
en toda la planta de un 7,9% de paradas en el primer año, este dato es utilizado
para la proyección de disminución de paradas durante los cuatro años siguientes
del proyecto (2003 – 2007). Los datos que se presentan en la tabla 44, son los
costos totales de parada del taller mecánico industrial de I.T.C. “La Salle”.
Tabla 44. Costos de parada de el taller con inflación.
Fuente: Los autores
Para determinar los costos totales de mantenimiento, teniendo en cuenta los
costos directos totales con inflación (tabla 42) y los costos totales de parada de la
planta con inflación (tabla 44), se suman para obtener dicho costo. Estos costos
están representados en la tabla 45.
Tabla 45. Costos totales de mantenimiento
Fuente: Los autores
18 Información recopilada por Dr. Gabriel Capote Burgos.

155
10.2.5 Costos totales de mantenimiento sin proyecto
Para la determinación de los costos de mantenimiento sin proyecto, se debe tener
en cuenta el número de paradas de el taller sin la implementación del proyecto, en
el cual en el año base con proyecto se paró 55,27 veces de promedio, sin el 7,9%
de disminución, daría para el periodo de (abril 2001 - abril 2002), un promedio de
59,63 paradas. Estos costos se presentan en la tabla 46.
Tabla 46. Costos de parada de el taller sin proyecto
Fuente: Los autores
Para determinar los costos totales de mantenimiento sin proyecto se suman los
costos de parada de la planta sin proyecto (tabla 46) y los costos directos del
mantenimiento (tabla 42), estos están presentados en la tabla 47.
Tabla 47. Costos totales de mantenimiento sin proyecto
Fuente: Los autores

156
10.3 FLUJO DE CAJA
El flujo de caja se determina teniendo en cuenta la inversión inicial (tabla 36),
también se tiene en cuenta los costos totales de mantenimiento (tabla 45) y los
costos totales de mantenimiento sin proyecto (tabla 47). De esta forma se puede
observar en la tabla 48 el flujo de caja.
Tabla 48. Flujo de caja
Fuente: Los autores
Los índices de rentabilidad para analizar la viabilidad del proyecto son la TIR y el
VPN19, estos se observan en la tabla 49. Se utiliza una tasa de oportunidad del
35,520% (efectivo anual), para el calculo del valor presente neto.
Tabla 49. Índices de rentabilidad
Fuente: Los autores
La evaluación financiera se realizó teniendo en cuenta la inflación durante los
siguientes cuatro años, tiempo de duración del proyecto.
19 TIR: Tasa interna de retorno y VPN: valor presente neto. 20 Información prestada por el departamento de cartera del Instituto Técnico Central
157
La tasa de oportunidad es del 35.5% (efectivo anual). Como se puede observar la
tasa interna de retorno es mayor que la tasa de oportunidad y el valor presente
neto es positivo, por lo cual se concluye que el proyecto es viable y beneficioso
para el taller del instituto. También se puede observar que el número de paradas
disminuye y que por esta causa se genera una disminución en los costos de
mantenimiento. La inversión se recupera en un plazo de 2 años y dos meses,
según el flujo de caja, ver tabla 49.
158
CONCLUSIONES
El programa fue implementado con el fin de aumentar la disponibilidad de las
maquinas para producir, de manera que los repuestos, el mantenimiento
correctivo, los costos de materiales de reparación y los costos de mantenimiento
directo, tuvieran una disminución considerable en sus gastos económicos y en la
cantidad de fallas de este tipo que presentaba el taller en el Instituto Técnico
Central “ La Salle”.
Como parte principal para la implementación del proyecto fue necesario realizar
una completa carpeta acerca de la información de las maquinas y su estado. Esto
fue fundamental para determinar las fallas y los equipos mas críticos y su estado
de funcionamiento actual.
Se realizó una codificación de los equipos para tener una mejor organización
dentro del taller , y así poder distinguir los diferentes equipos y secciones que hay,
de manera que las líneas de producción se pudieran diferenciar entre si, para
organizar y conocer los formatos que se manejan dentro del plan de
mantenimiento planificado. Estos formatos en su parte superior indican el código
del equipo al que se le esta aplicando alguna actividad que conlleve la utilización
de dicho formato.
Se realizó un balance de cargas de inspección para desarrollar el plan preventivo
de las fallas de las maquinas, el cual lleva las 52 semanas del año de prueba
piloto, en las cuales se diferencian las maquinas por la sección a la que pertenece
cada una y las distintas partes de las maquinas que requieren de una inspección

159
periódica para su optimo funcionamiento, estos criterios de las partes
fundamentales a inspeccionar se determinó de las fallas mas criticas y frecuentes
dentro de las maquinas del taller. También se realizó un cronograma de
actividades, teniendo en cuenta la cantidad de operarios del departamento de
mantenimiento (2), para que las actividades de lubricación y de inspección, por
cada sección , no se crucen, generando así un retraso o imposibilidad de realizar la
actividad programada y generando daños en el plan de mantenimiento. Este
cronograma se realizó con programación semanal, teniendo en cuenta la cantidad
de maquinas y la prioridad de estas dentro del taller.
También se realizaron unos puntos claves de inspección los cuales determinan
las piezas que se inspeccionan ya nombradas en el balance de cargas y especifica
el tipo de procedimiento que se necesita para la inspección o ya sea que la pieza y
la fecha requieran de un cambio de esta. También nombra las herramientas que
el operario debe utilizar para realizar dicha actividad, además indica el tiempo
considerado por los ingenieros de mantenimiento que se debe demorar el operario
en realizar la actividad para que no interrumpa el fluido de actividades del
cronograma.
Se realizaron unas rutas de inspección, las cuales son utilizadas por el programa
para mostrar el numero de la semana y las actividades que estas tienen, además
permite que el operario llene unas casillas diarias de las semana para indicar si
todo salió bien durante la actividad o si se presento alguna anormalidad en el
proceso para que esta sea evaluada por el departamento de mantenimiento.
Las fichas técnicas que se realizaron sirven para tener toda la información técnica
de los equipos y para actualizar la información si a los equipos se le realiza alguna
modificación técnica. También es utilizada para generar la base de datos que va a
manejar el taller, en la utilización del programa.
160
Por medio de capacitación para el personal de operación y de mantenimiento, se
les enseño a manejar los distintos formatos que ahora se deben utilizar en el
taller, esto se realizó para que los operarios no vayan a intentar reparar una
maquina sin consultar con el departamento de mantenimiento. Se les enseño las
rutas que se deben tomar para que una máquina con alguna anomalía sea
reparada. Estos formatos son la solicitud de mantenimiento, la cual lleva el código
del equipo y algunas especificaciones técnicas acerca de la maquina, también lleva
información acerca de que tipo de falla se esta presentando. Esta información es
muy valiosa para que el departamento de mantenimiento tome decisiones
acertadas acerca de la reparación de la maquina. El departamento de
mantenimiento emite una orden de trabajo, la cual indica que operario debe
realizar la actividad, el costo de materiales y repuestos, el costo de la mano de
obra y los tiempos que se considera conlleva esta reparación.
Se realizó un calculo de índices de gestión, el cual prueba la efectividad del plan
de mantenimiento. Este debe ser evaluado por el director del taller Dr. Gabriel
Capote Burgos. El primer calculo del índice de gestión da 68.3% lo que nos indica
que el proyecto en este momento es bastante productivo para el taller.
La toma de información y actualización de esta, se realiza en formatos que están
diseñados para alimentar la base de datos del programa, para que los operarios
del departamento de mantenimiento, tengan información oportuna y actualizada.
El formato mas importante de esta actualización de los datos es la hoja de vida de
la maquina, la cual lleva información acerca de todas las reparaciones e
inspecciones que se han realizado en esa maquina, los costos de mantenimiento y
la persona encargada que realizó dicha actividad, quien autorizó el proceso y
quien aprobó dicho procedimiento.

161
La rentabilidad se observa como un ahorro en los costos de mantenimiento y en la
mejoría en la disponibilidad de los equipos para producir.
El software que se realizó FASTLINE, utiliza todos los formatos ya nombrados,
vinculándolos para que la información que se va actualizando quede registrada en
la base de datos. El programa agiliza todos los procesos vinculados con la toma
de decisiones del departamento de mantenimiento, porque este presta la
información semanal para que los operarios tengan definidas con anterioridad sus
actividades y no se pierda tiempo en la nueva información de las actividades.
La implementación de las ISO 9000 para el taller mecánico industrial del Instituto
Técnico Central “LA SALLE”, es totalmente beneficioso desde el punto de vista
económico y comercial, con la calidad de los productos que se van a desarrollar.
La evaluación económica del proyecto nos indica que la disminución de paradas
que se genera por la implementación del plan, crea un ahorro a medida que van
pasando los años con el proyecto. Además la inversión para la implementación se
recupera bastante rápido.
162
RECOMENDACIONES
Realizar capacitaciones mas profundas acerca del mantenimiento a los alumnos
del plantel que en este caso son los operarios de producción. Realizar actividades
de simulacro de acciones que se deben tomar cuando una máquina presente un
daño que pueda afectar la salud de los alumnos, docentes, personal administrativo
y personal del departamento de mantenimiento.
Realizar capacitaciones de actualización en el departamento de mantenimiento
para que el manejo del programa FASTLINE, sea optimo y no se pierda la
información actualizada de la base de datos.
Generar un sistema de control de las herramientas de mantenimiento, los
materiales y repuestos que existen en el almacén, para que estos no se mezclen
con las herramientas y materiales de producción.
El plan de mantenimiento debe estar administrado por un ingeniero mecánico que
tenga los conocimientos necesarios para manejar el programa y para tomar
decisiones acerca de las maquinas del taller.
Realizar una reunión cada mes en el departamento de mantenimiento para
evaluar los procesos del programa y de la implementación del plan de
mantenimiento, también para generar algún tipo de actividad que empape al
personal del departamento en la actualidad del plan y la actualización de los
datos.
163
BIBLIOGRAFÍA
ALBARRACIN Aguillon, Pedro Ramón. Tribología y lubricación industrial y
automotriz. Bucaramanga Colombia, Litochoa, 1993 Tomo 1 Edición 2.
BACA U. Gabriel, Evaluación de proyectos. Mc Graw Hill. México. 1995. Tercera
Edición.
DENTON D, Keith. Seguridad Industrial Administración y métodos. Mc Graw Hill.
México. 1984. Primera Edición.
HERRERA F. Jorge E. El mantenimiento planificado sistema fundamental para
mejorar la productividad.
ICONTEC. Certificado ICONTEC de aseguramiento de calidad ISO 9000, versión
2000
ICONTEC. Seguridad de funcionamiento y calidad de servicio, mantenimiento,
terminología.1999
INVIMA. Decreto 32, de las buenas practicas de manufactura. (B.P.M.)
MANTENDRÁ, SR. Sistemas neumáticos, principios y mantenimientos. Edit. México
Mac Graw Hill 1998.
164
MOROW L.C. Manual de mantenimiento industrial. Edit. C.E.C.S.A. México 1973
NAKAJIMA, Selichi. TPM Programa de desarrollo implantación del mantenimiento
productivo total. Tercera Edición. México Litoarte S.A. 1993, 423 p.
PEREZ JARAMILLO, Carlos Mario. Gerencia de mantenimiento y sistemas de
información. Medellín : Soporte y cia Ltda. 1992. 309 p
SARKS. Manual del ingeniero mecánico. Mexico : Mc Graw Hill, 9 ed 1997.
13.2 – 13.12 p
SACRISTAN REY, Francisco. Manual de Mantenimiento de la empresa. 19 edición.
España. 2000.
SALIH O, Duffuaa y CAMPBELL D, John. Sistemas de mantenimiento planeación y
control. México. Editorial Limusa S.A. 1 ed. 2000. 25 – 260 p.
TARQUIN, Anthony. Ingeniería Económica. México: Mc. Graw Hill, 1994.
TRUJILLO MEJIA, Raúl Felipe. Temas de seguridad industrial para especialistas.
Bogotá 1 ed. 1998. 119 – 156 p.
WEIHRICH, Heinz. Elementos de Administración. Mc Graw Hill. México. 1993.
Quinta Edición.
www.estrucplan.com.ar

165
ANEXOS
166
ANEXO A
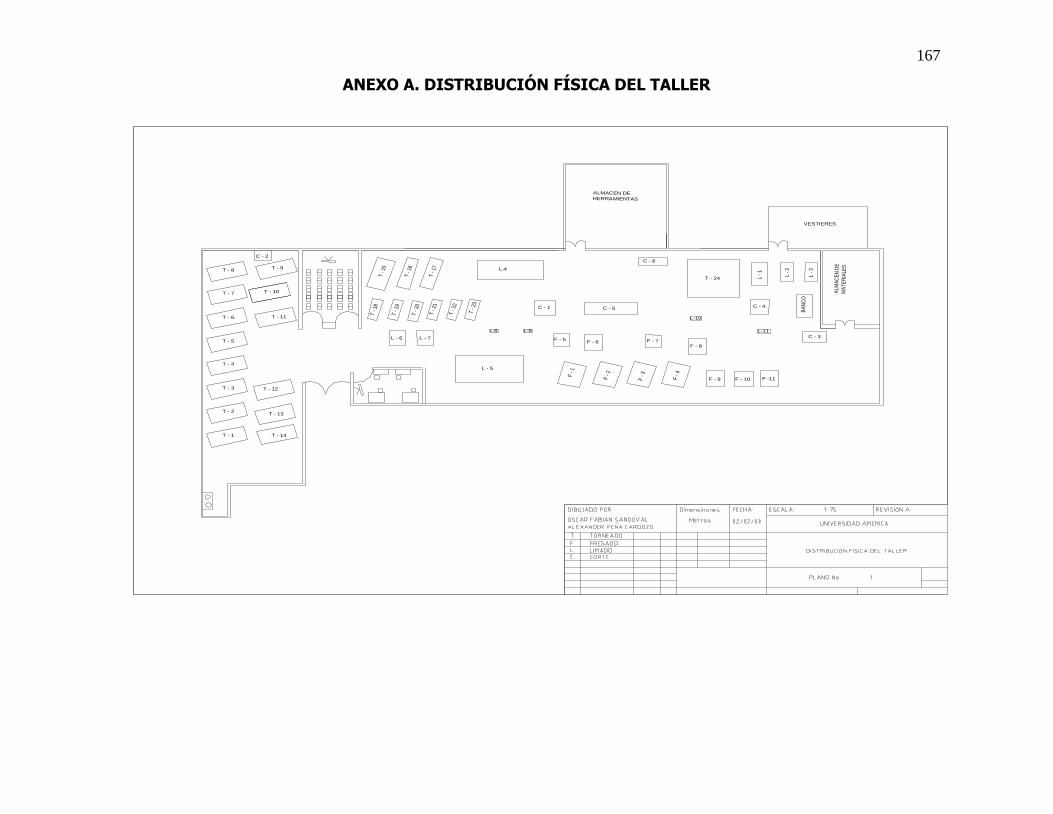
167
ANEXO A. DISTRIBUCIÓN FÍSICA DEL TALLER
T - 2
T - 3
T - 4
T - 5
T - 6
T - 7
T - 8
T - 1 T - 14
T - 13
T - 12
T - 11
T - 10
T - 9
T -
15
T -
16
T -
17
T -
18
T -
19
T -
20
T -
21
T -
22
T -
23
L-4
L - 5
F - 5F - 6 F - 7
F - 8
F -
1
F -
2
F -
3
F -
4
F - 9 F - 10 F -11
L - 6 L - 7
T - 24 L -
1
L -
2
L -
3
BA
NC
O
ALM
AC
EN
DE
M
AT
ER
IALE
S
ALMACEN DE HERRAMIENTAS
L-8 L-8
L-10
L-11
C - 2
C - 1 C - 4
C - 3
C - 5
C - 6
VESTIERES
168
ANEXO B

169
ANEXO B DIAGRAMA DE FLUJO DEL PROCESO DE PRODUCCIÓN
Inspección de órdenes de
trabajo
Elaboración plan de trabajo del día
Elaboración plan de trabajo del día
Solicitud de materiales
varios
Inspección y control
de c alidad de
materiales varios
Corte y asignación de
materiales varios
Operaciones varias: torneado, limado,
fresado etc.
Control de calidad al proceso
realizado
Pavoneado, si es necesario
Terminación del mecanizado.
inspección y control de calidad de la
pieza
Desmontaje de herramientas y
accesorios
Almacenamiento
170
ANEXO C

171
ANEXO C COSTO HORARIO FALLA
FRESADORA POLACA F-1
sin pérdida de pdn con pérdida de pdn una (1)hora
hr pdn 276 T 275 T - 1
ingr por prod/hora 40000 Vh 46500 Vh
ingreso ventas 11040000 T*Vh 12787500 (T-1) *Vh = T*Vh - Vh
costos fijos 5000 Cf 5000 Cf
costos variables 8275174,22 T*Cvh 8245191,71 (T-1)*Cvh = T*Cvh-Cvh
costos admon A 0 A
costos financ F 0 F
total egresos 8280174,22 (Cf+T*Cvh+A+F) 8250191,71 (Cf+T*Cvh-Cvh+A+F)
utilidades A de I 2759825,78 T*Vh - (Cf+T*Cvh+A+F) 2749808,29 T*Vh-Vh - (..Total egresos)
Imp 35% 965939,022 I * (Util.. A de I) 962432,902 I * (Util.. A de I)
utilidad neta 1793886,76 (1-I) * (.. Uitl A de I) 1787375,39 (1-I) * (.. Uitl A de I)
utilidades netas SIN pérdida de pdn 1793886,76 (1-I)*(T*Vh-Cf-T*Ch-A-F)
utilidades netas con una pérdida de pdn 1787375,39
(1-I)*(T*Vh-Vh-Cf-
T*Cvh+Cvh-A-F)
DIFERENCIA 6511,36505
Costo horario de falla 6511,36506 (1-I)*(Vh-Cvh)
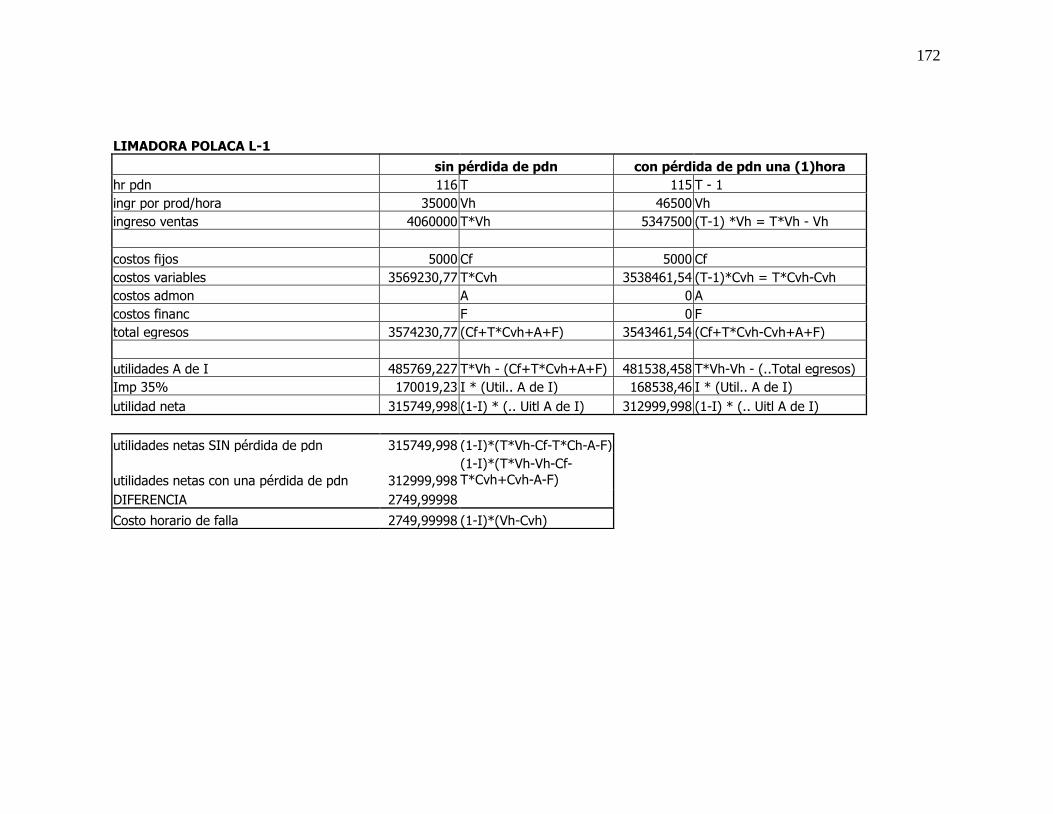
172
LIMADORA POLACA L-1
sin pérdida de pdn con pérdida de pdn una (1)hora
hr pdn 116 T 115 T - 1
ingr por prod/hora 35000 Vh 46500 Vh
ingreso ventas 4060000 T*Vh 5347500 (T-1) *Vh = T*Vh - Vh
costos fijos 5000 Cf 5000 Cf
costos variables 3569230,77 T*Cvh 3538461,54 (T-1)*Cvh = T*Cvh-Cvh
costos admon A 0 A
costos financ F 0 F
total egresos 3574230,77 (Cf+T*Cvh+A+F) 3543461,54 (Cf+T*Cvh-Cvh+A+F)
utilidades A de I 485769,227 T*Vh - (Cf+T*Cvh+A+F) 481538,458 T*Vh-Vh - (..Total egresos)
Imp 35% 170019,23 I * (Util.. A de I) 168538,46 I * (Util.. A de I)
utilidad neta 315749,998 (1-I) * (.. Uitl A de I) 312999,998 (1-I) * (.. Uitl A de I)
utilidades netas SIN pérdida de pdn 315749,998 (1-I)*(T*Vh-Cf-T*Ch-A-F)
utilidades netas con una pérdida de pdn 312999,998
(1-I)*(T*Vh-Vh-Cf-
T*Cvh+Cvh-A-F)
DIFERENCIA 2749,99998
Costo horario de falla 2749,99998 (1-I)*(Vh-Cvh)
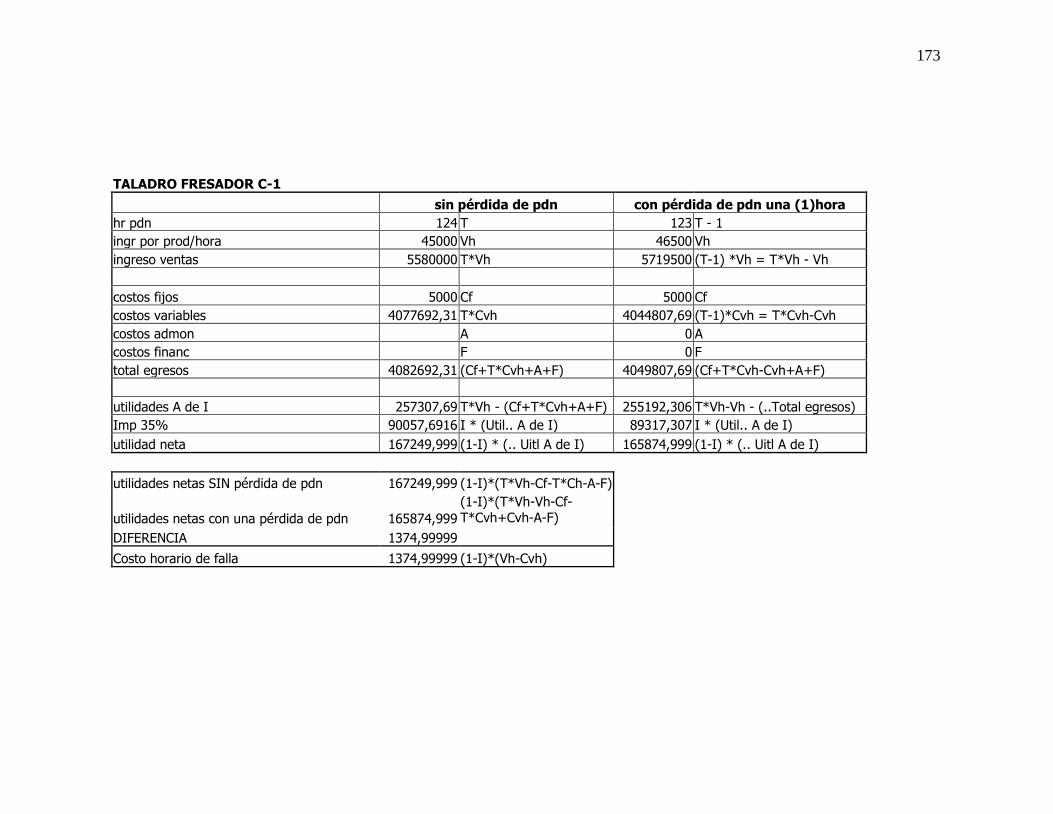
173
TALADRO FRESADOR C-1
sin pérdida de pdn con pérdida de pdn una (1)hora
hr pdn 124 T 123 T - 1
ingr por prod/hora 45000 Vh 46500 Vh
ingreso ventas 5580000 T*Vh 5719500 (T-1) *Vh = T*Vh - Vh
costos fijos 5000 Cf 5000 Cf
costos variables 4077692,31 T*Cvh 4044807,69 (T-1)*Cvh = T*Cvh-Cvh
costos admon A 0 A
costos financ F 0 F
total egresos 4082692,31 (Cf+T*Cvh+A+F) 4049807,69 (Cf+T*Cvh-Cvh+A+F)
utilidades A de I 257307,69 T*Vh - (Cf+T*Cvh+A+F) 255192,306 T*Vh-Vh - (..Total egresos)
Imp 35% 90057,6916 I * (Util.. A de I) 89317,307 I * (Util.. A de I)
utilidad neta 167249,999 (1-I) * (.. Uitl A de I) 165874,999 (1-I) * (.. Uitl A de I)
utilidades netas SIN pérdida de pdn 167249,999 (1-I)*(T*Vh-Cf-T*Ch-A-F)
utilidades netas con una pérdida de pdn 165874,999
(1-I)*(T*Vh-Vh-Cf-T*Cvh+Cvh-A-F)
DIFERENCIA 1374,99999
Costo horario de falla 1374,99999 (1-I)*(Vh-Cvh)

174
ANEXO D
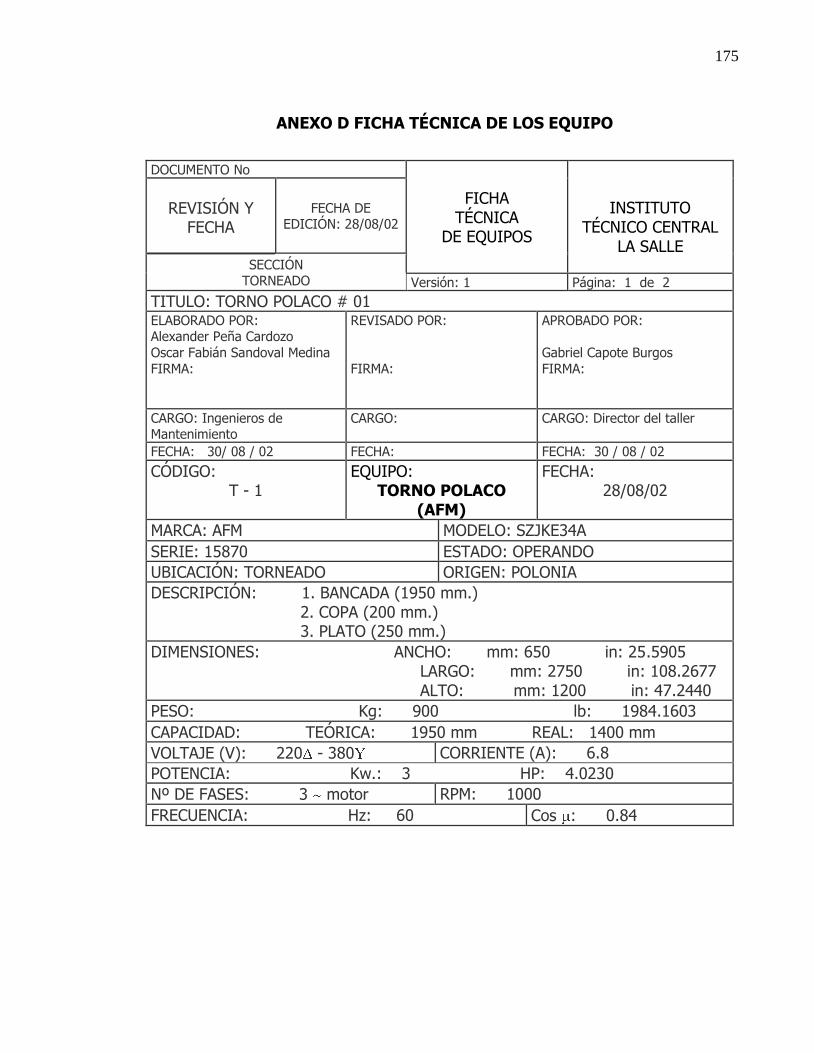
175
ANEXO D FICHA TÉCNICA DE LOS EQUIPO
DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE EDICIÓN: 28/08/02
SECCIÓN TORNEADO Versión: 1 Página: 1 de 2
TITULO: TORNO POLACO # 01 ELABORADO POR: Alexander Peña Cardozo
Oscar Fabián Sandoval Medina
FIRMA:
REVISADO POR:
FIRMA:
APROBADO POR:
Gabriel Capote Burgos
FIRMA:
CARGO: Ingenieros de Mantenimiento
CARGO: CARGO: Director del taller
FECHA: 30/ 08 / 02 FECHA: FECHA: 30 / 08 / 02
CÓDIGO: T - 1
EQUIPO: TORNO POLACO
(AFM)
FECHA: 28/08/02
MARCA: AFM MODELO: SZJKE34A
SERIE: 15870 ESTADO: OPERANDO
UBICACIÓN: TORNEADO ORIGEN: POLONIA
DESCRIPCIÓN: 1. BANCADA (1950 mm.) 2. COPA (200 mm.) 3. PLATO (250 mm.)
DIMENSIONES: ANCHO: mm: 650 in: 25.5905 LARGO: mm: 2750 in: 108.2677 ALTO: mm: 1200 in: 47.2440
PESO: Kg: 900 lb: 1984.1603
CAPACIDAD: TEÓRICA: 1950 mm REAL: 1400 mm
VOLTAJE (V): 220 - 380 CORRIENTE (A): 6.8
POTENCIA: Kw.: 3 HP: 4.0230
Nº DE FASES: 3 motor RPM: 1000
FRECUENCIA: Hz: 60 Cos : 0.84

176
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA: AIRE: GAS: AGUA: REFRIGERANTE: Aceite Soluble 12 C ACEITE HIDRÁULICO:
TIPO DE CONTROL: ELÉCTRICO: ENCENDIDO HIDRÁULICO SOFTWARE: ELECTRÓNICO: PLC: NEUMÁTICO: PID: DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE EDICIÓN: 28/08/02
SECCIÓN TORNEADO Versión: 1 Página: 2 de 2
TITULO: TORNO POLACO T - 1
COMBUSTIBLE:
LUBRICANTES: 1. SAE 30 ó 40 Grasa SKF
SUB – EQUIPO:
Sub – Equipo #:
MARCA: MODELO:
SERIE: ORIGEN:
VOLTAJE (V): CORRIENTE (A):
POTENCIA: Kw.: HP:
Nº DE FASES: RPM:
FRECUENCIA: Hz: Cos :
RELACIÓN:

177
DOCUMENTO No
FICHA TÉCNICA
DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 25/05/02
SECCIÓN FRESADO Versión: 1 Página: 1 de 2
TITULO: FRESADORA POLACA # 1 ELABORADO POR:
Alexander Peña Cardozo Oscar Fabián Sandoval Medina
FIRMA:
REVISADO POR:
FIRMA:
APROBADO POR:
Gabriel Capote Burgos
FIRMA:
CARGO: Ingenieros de
Mantenimiento
CARGO: CARGO: Director del taller
FECHA: 30/ 05 / 02 FECHA: FECHA: 30/ 05 / 02
CÓDIGO: F - 1
EQUIPO: FRESADORA POLACA
FECHA: 30/05/02
MARCA: AFM MODELO: FWC - 26
SERIE: 3628 ESTADO: OPERANDO
UBICACIÓN: FRESADO ORIGEN: POLONIA
DESCRIPCIÓN: 1. MESA (1320 X 1300 mm.) 2. CABEZAL (1150 mm.) 3. CARRO (600 mm.)
DIMENSIONES: ANCHO: mm: 1780 LARGO: mm: 2000 ALTO: mm: 1610
PESO: Kg: 2000 lb: 4409.24
CAPACIDAD: TEÓRICA: 900 mm REAL: 800 mm
VOLTAJE (V): 220 CORRIENTE (A): 5.6
POTENCIA: Kw.: 6.1 HP: 8.18
Nº DE FASES: 3 motor RPM: 1800
FRECUENCIA: Hz: 60 Cos : 0.90
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA: AIRE: GAS: AGUA: REFRIGERANTE: Aceite Soluble 12 C ACEITE HIDRÁULICO:

178
TIPO DE CONTROL: ELÉCTRICO: ENCENDIDO HIDRÁULICO SOFTWARE: ELECTRÓNICO: PLC: NEUMÁTICO: PID: DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE EDICIÓN: 04/08/02
SECCIÓN FRESADO Versión: 1 Página: 2 de 2
TITULO: FRESADORA POLACA # 1
COMBUSTIBLE:
LUBRICANTES: 1. SAE 30 ó 40 Grasa SKF
SUB – EQUIPO: Motor
Sub – Equipo #: F – 1 - 1
MARCA: AFM MODELO: S25Ke24A
SERIE: 390712 ORIGEN: POLANIA
VOLTAJE (V): 120 V – 380 Y CORRIENTE (A): 5.8 – 3.4
POTENCIA: Kw.: 1.5 HP: 2.01
Nº DE FASES: 3 RPM: 1200
FRECUENCIA: Hz: 60 Cos : 0.86
RELACIÓN: 200 : 1

179
DOCUMENTO No
FICHA TÉCNICA
DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 25/06/02
SECCIÓN LIMADO Versión: 1 Página: 1 de 2
TITULO: LIMADORA FRANCESA # 3 ELABORADO POR:
Alexander Peña Cardozo Oscar Fabián Sandoval Medina
FIRMA:
REVISADO POR:
FIRMA:
APROBADO POR:
Gabriel Capote Burgos
FIRMA:
CARGO: Ingenieros de
Mantenimiento
CARGO: CARGO: Director del taller
FECHA: 30/ 06 / 02 FECHA: FECHA: 30/ 06 / 02
CÓDIGO: L - 3
EQUIPO: LIMADORA FRANCESA
FECHA: 30/06/02
MARCA: GPS MODELO: EL – 115A
SERIE: 1187 ESTADO: OPERANDO
UBICACIÓN: LIMADO ORIGEN: FRANCIA
DESCRIPCIÓN: 1. CARRERA (2320 mm.) 2. MESA (3200 X 2750 mm.) 3. CARRO (920 mm.)
DIMENSIONES: ANCHO: mm: 1100 LARGO: mm: 2500 ALTO: mm: 1510
PESO: Kg: 2500 lb: 5511.55
CAPACIDAD: TEÓRICA: 2320 mm REAL: 1950 mm
VOLTAJE (V): 220 CORRIENTE (A): 6.8
POTENCIA: Kw.: 6.1 HP: 8.18
Nº DE FASES: 3 motor RPM: 600
FRECUENCIA: Hz: 60 Cos : 0.89
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA: AIRE: GAS: AGUA: REFRIGERANTE: Aceite Soluble 12 C ACEITE HIDRÁULICO:

180
TIPO DE CONTROL: ELÉCTRICO: ENCENDIDO HIDRÁULICO SOFTWARE: ELECTRÓNICO: PLC: NEUMÁTICO: PID:
DOCUMENTO No
FICHA TÉCNICA
DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE EDICIÓN: 04/08/02
SECCIÓN
LIMADO Versión: 1 Página: 2 de 2
TITULO: LIMADORA FRANCESA #3
COMBUSTIBLE:
LUBRICANTES: 1. SAE 30 ó 40 Grasa SKF
SUB – EQUIPO: Motor
Sub – Equipo #: L – 3 – 1
MARCA: GLORIA MODELO: LT52M
SERIE: 1188 ORIGEN: BRASIL
VOLTAJE (V): 220 V CORRIENTE (A): 5.7
POTENCIA: Kw.: 1.5 HP: 2.01
Nº DE FASES: 3 RPM: 1200
FRECUENCIA: Hz: 60 Cos : 0.91
RELACIÓN: 200 : 1
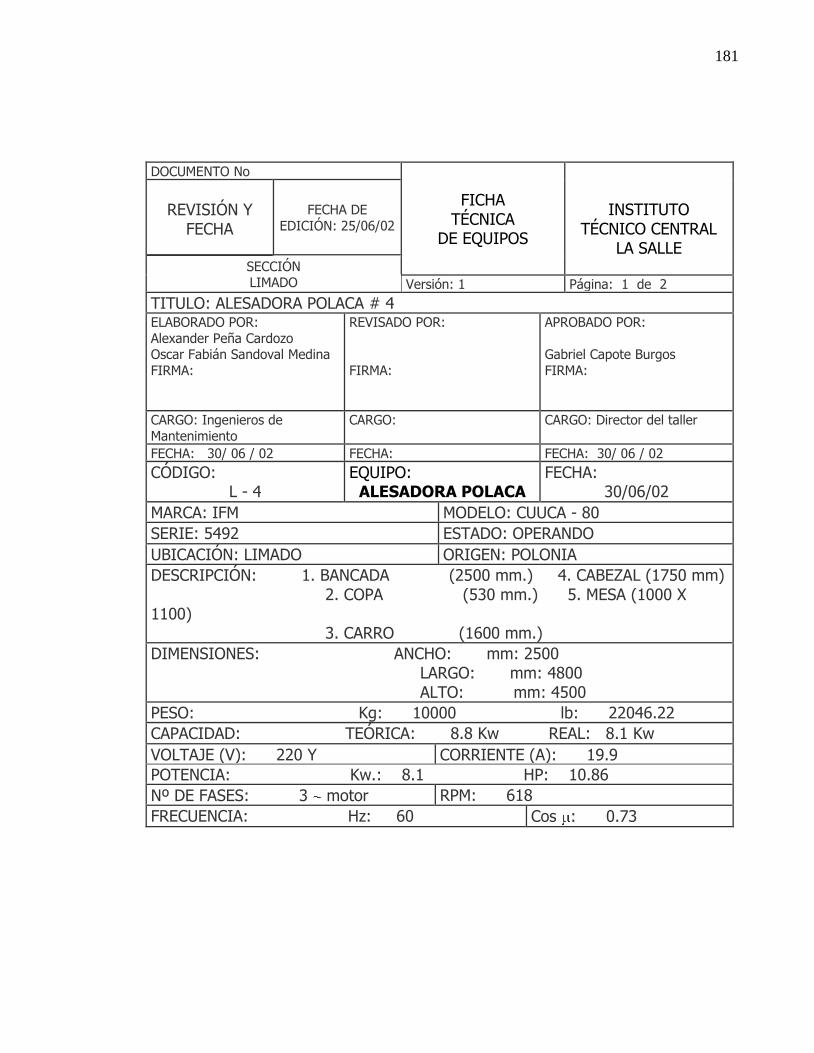
181
DOCUMENTO No
FICHA TÉCNICA
DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 25/06/02
SECCIÓN LIMADO Versión: 1 Página: 1 de 2
TITULO: ALESADORA POLACA # 4 ELABORADO POR:
Alexander Peña Cardozo Oscar Fabián Sandoval Medina
FIRMA:
REVISADO POR:
FIRMA:
APROBADO POR:
Gabriel Capote Burgos
FIRMA:
CARGO: Ingenieros de
Mantenimiento
CARGO: CARGO: Director del taller
FECHA: 30/ 06 / 02 FECHA: FECHA: 30/ 06 / 02
CÓDIGO: L - 4
EQUIPO: ALESADORA POLACA
FECHA: 30/06/02
MARCA: IFM MODELO: CUUCA - 80
SERIE: 5492 ESTADO: OPERANDO
UBICACIÓN: LIMADO ORIGEN: POLONIA
DESCRIPCIÓN: 1. BANCADA (2500 mm.) 4. CABEZAL (1750 mm) 2. COPA (530 mm.) 5. MESA (1000 X 1100) 3. CARRO (1600 mm.)
DIMENSIONES: ANCHO: mm: 2500 LARGO: mm: 4800 ALTO: mm: 4500
PESO: Kg: 10000 lb: 22046.22
CAPACIDAD: TEÓRICA: 8.8 Kw REAL: 8.1 Kw
VOLTAJE (V): 220 Y CORRIENTE (A): 19.9
POTENCIA: Kw.: 8.1 HP: 10.86
Nº DE FASES: 3 motor RPM: 618
FRECUENCIA: Hz: 60 Cos : 0.73
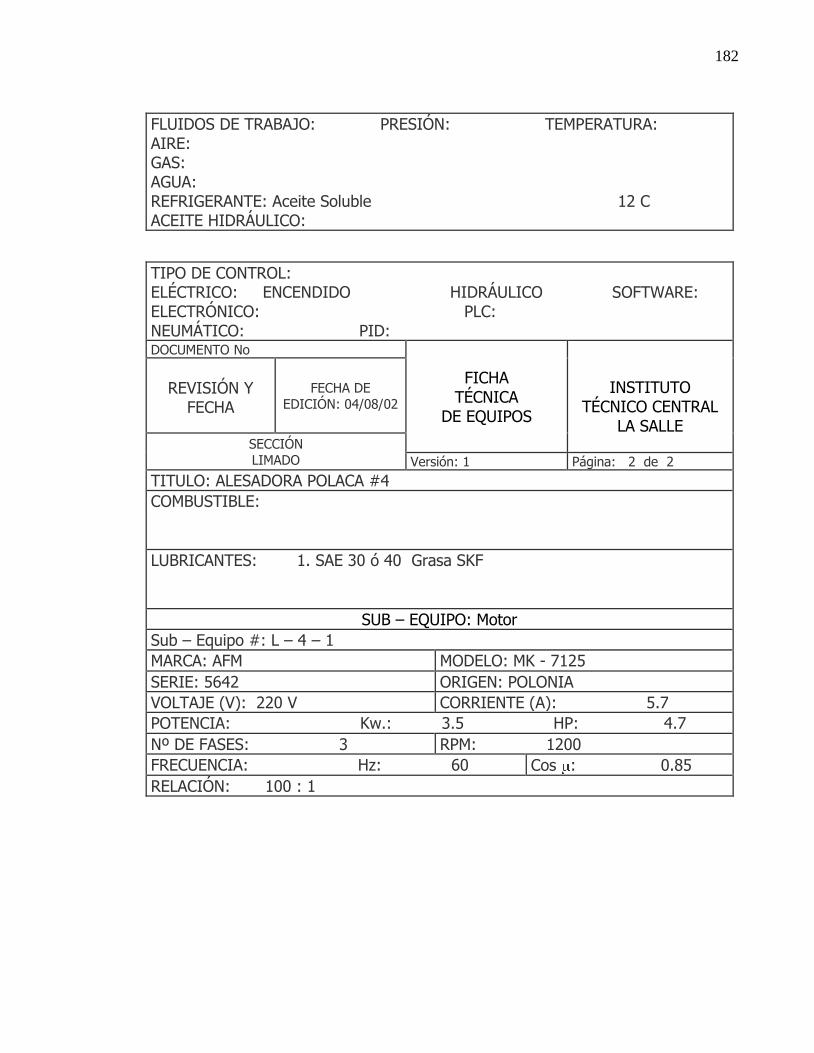
182
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA: AIRE: GAS: AGUA: REFRIGERANTE: Aceite Soluble 12 C ACEITE HIDRÁULICO:
TIPO DE CONTROL: ELÉCTRICO: ENCENDIDO HIDRÁULICO SOFTWARE: ELECTRÓNICO: PLC: NEUMÁTICO: PID: DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 04/08/02
SECCIÓN
LIMADO Versión: 1 Página: 2 de 2
TITULO: ALESADORA POLACA #4
COMBUSTIBLE:
LUBRICANTES: 1. SAE 30 ó 40 Grasa SKF
SUB – EQUIPO: Motor
Sub – Equipo #: L – 4 – 1
MARCA: AFM MODELO: MK - 7125
SERIE: 5642 ORIGEN: POLONIA
VOLTAJE (V): 220 V CORRIENTE (A): 5.7
POTENCIA: Kw.: 3.5 HP: 4.7
Nº DE FASES: 3 RPM: 1200
FRECUENCIA: Hz: 60 Cos : 0.85
RELACIÓN: 100 : 1
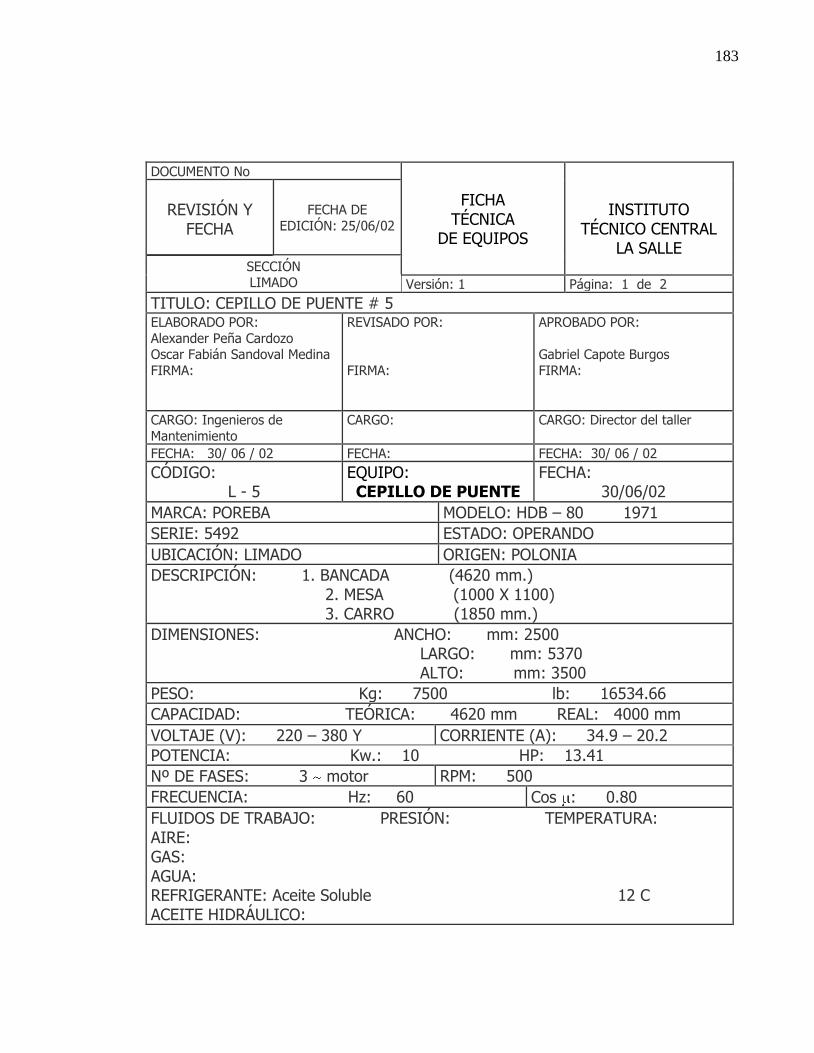
183
DOCUMENTO No
FICHA TÉCNICA
DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 25/06/02
SECCIÓN LIMADO Versión: 1 Página: 1 de 2
TITULO: CEPILLO DE PUENTE # 5 ELABORADO POR:
Alexander Peña Cardozo Oscar Fabián Sandoval Medina
FIRMA:
REVISADO POR:
FIRMA:
APROBADO POR:
Gabriel Capote Burgos
FIRMA:
CARGO: Ingenieros de
Mantenimiento
CARGO: CARGO: Director del taller
FECHA: 30/ 06 / 02 FECHA: FECHA: 30/ 06 / 02
CÓDIGO: L - 5
EQUIPO: CEPILLO DE PUENTE
FECHA: 30/06/02
MARCA: POREBA MODELO: HDB – 80 1971
SERIE: 5492 ESTADO: OPERANDO
UBICACIÓN: LIMADO ORIGEN: POLONIA
DESCRIPCIÓN: 1. BANCADA (4620 mm.) 2. MESA (1000 X 1100) 3. CARRO (1850 mm.)
DIMENSIONES: ANCHO: mm: 2500 LARGO: mm: 5370 ALTO: mm: 3500
PESO: Kg: 7500 lb: 16534.66
CAPACIDAD: TEÓRICA: 4620 mm REAL: 4000 mm
VOLTAJE (V): 220 – 380 Y CORRIENTE (A): 34.9 – 20.2
POTENCIA: Kw.: 10 HP: 13.41
Nº DE FASES: 3 motor RPM: 500
FRECUENCIA: Hz: 60 Cos : 0.80
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA: AIRE: GAS: AGUA: REFRIGERANTE: Aceite Soluble 12 C ACEITE HIDRÁULICO:

184
TIPO DE CONTROL: ELÉCTRICO: ENCENDIDO HIDRÁULICO SOFTWARE: ELECTRÓNICO: PLC: NEUMÁTICO: PID: DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE EDICIÓN: 04/08/02
SECCIÓN LIMADO Versión: 1 Página: 2 de 2
TITULO: CEPILLO DE PUENTE #5
COMBUSTIBLE:
LUBRICANTES: 1. SAE 30 ó 40 Grasa SKF
SUB – EQUIPO: Motor
Sub – Equipo #: L – 5 – 1
MARCA: SILHIK MODELO: E50966
SERIE: 6711SE24A ORIGEN: POLONIA
VOLTAJE (V): 220 V – 380 Y CORRIENTE (A): 3.8 – 3.4
POTENCIA: Kw.: 11.5 HP: 15.42
Nº DE FASES: 3 RPM: 1750
FRECUENCIA: Hz: 60 Cos : 0.81
RELACIÓN: 4 : 1

185
DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 25/11/02
SECCIÓN CORTE Versión: 1 Página: 1 de 2
TITULO: TALADRO DE ÁRBOL # 2 ELABORADO POR: Alexander Peña Cardozo
Oscar Fabián Sandoval Medina FIRMA:
REVISADO POR:
FIRMA:
APROBADO POR:
Gabriel Capote Burgos FIRMA:
CARGO: Ingenieros de Mantenimiento
CARGO: CARGO: Director del taller
FECHA: 30/ 11 / 02 FECHA: FECHA: 30/ 11/ 02
CÓDIGO: C – 2
EQUIPO: TALADRO DE ÁRBOL
FECHA: 30/11/02
MARCA: GLORIA OMG MODELO: 7859429
SERIE: 14091 ESTADO: OPERANDO
UBICACIÓN: CORTE ORIGEN: ITALIA
DESCRIPCIÓN: 1. DESPLAZAMIENTO MESA (700 mm.) 2. MESA (330 X 340 mm) 3. DIÁMETRO HUSILLO (77.51 mm.)
DIMENSIONES: ANCHO: mm: 440 LARGO: mm: 760 ALTO: mm: 1900
PESO: Kg: 400 lb: 881.8
CAPACIDAD: TEÓRICA: 700 mm REAL: 600 mm
VOLTAJE (V): 220 CORRIENTE (A): 4.6
POTENCIA: Kw.: 1.342 HP: 1.8
Nº DE FASES: 3 motor RPM: 1700
FRECUENCIA: Hz: 60 Cos : 0.88
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA: AIRE: GAS: AGUA: REFRIGERANTE: Aceite Soluble 12 C ACEITE HIDRÁULICO:

186
TIPO DE CONTROL: ELÉCTRICO: ENCENDIDO HIDRÁULICO SOFTWARE: ELECTRÓNICO: PLC: NEUMÁTICO: PID: DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE EDICIÓN: 04/08/02
SECCIÓN
CORTE Versión: 1 Página: 2 de 2
TITULO: TALADRO DE ÁRBOL #2
COMBUSTIBLE:
LUBRICANTES: 1. SAE 30 ó 40 Grasa SKF
SUB – EQUIPO:
Sub – Equipo #:
MARCA: MODELO:
SERIE: ORIGEN:
VOLTAJE (V): 220 V – 380 Y CORRIENTE (A):
POTENCIA: Kw.: HP
Nº DE FASES: RPM:
FRECUENCIA: Hz: Cos
RELACIÓN:
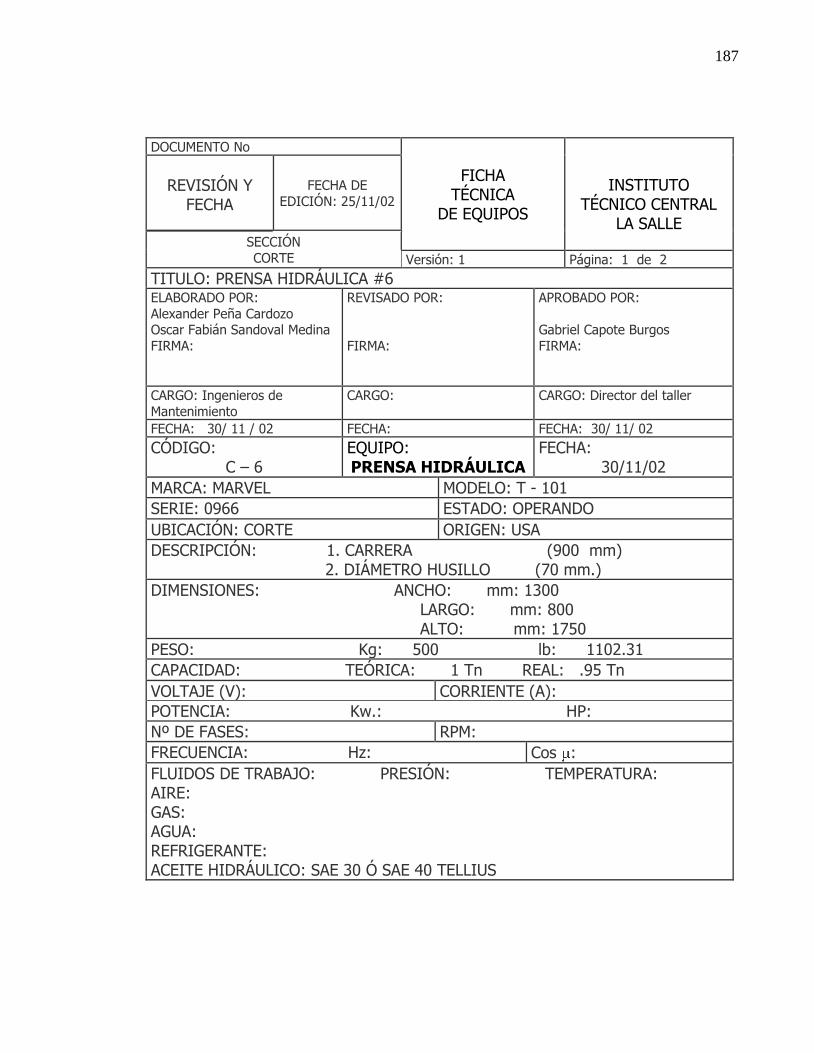
187
DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 25/11/02
SECCIÓN
CORTE Versión: 1 Página: 1 de 2
TITULO: PRENSA HIDRÁULICA #6 ELABORADO POR:
Alexander Peña Cardozo Oscar Fabián Sandoval Medina
FIRMA:
REVISADO POR:
FIRMA:
APROBADO POR:
Gabriel Capote Burgos
FIRMA:
CARGO: Ingenieros de
Mantenimiento
CARGO: CARGO: Director del taller
FECHA: 30/ 11 / 02 FECHA: FECHA: 30/ 11/ 02
CÓDIGO: C – 6
EQUIPO: PRENSA HIDRÁULICA
FECHA: 30/11/02
MARCA: MARVEL MODELO: T - 101
SERIE: 0966 ESTADO: OPERANDO
UBICACIÓN: CORTE ORIGEN: USA
DESCRIPCIÓN: 1. CARRERA (900 mm) 2. DIÁMETRO HUSILLO (70 mm.)
DIMENSIONES: ANCHO: mm: 1300 LARGO: mm: 800 ALTO: mm: 1750
PESO: Kg: 500 lb: 1102.31
CAPACIDAD: TEÓRICA: 1 Tn REAL: .95 Tn
VOLTAJE (V): CORRIENTE (A):
POTENCIA: Kw.: HP:
Nº DE FASES: RPM:
FRECUENCIA: Hz: Cos :
FLUIDOS DE TRABAJO: PRESIÓN: TEMPERATURA: AIRE: GAS: AGUA: REFRIGERANTE: ACEITE HIDRÁULICO: SAE 30 Ó SAE 40 TELLIUS
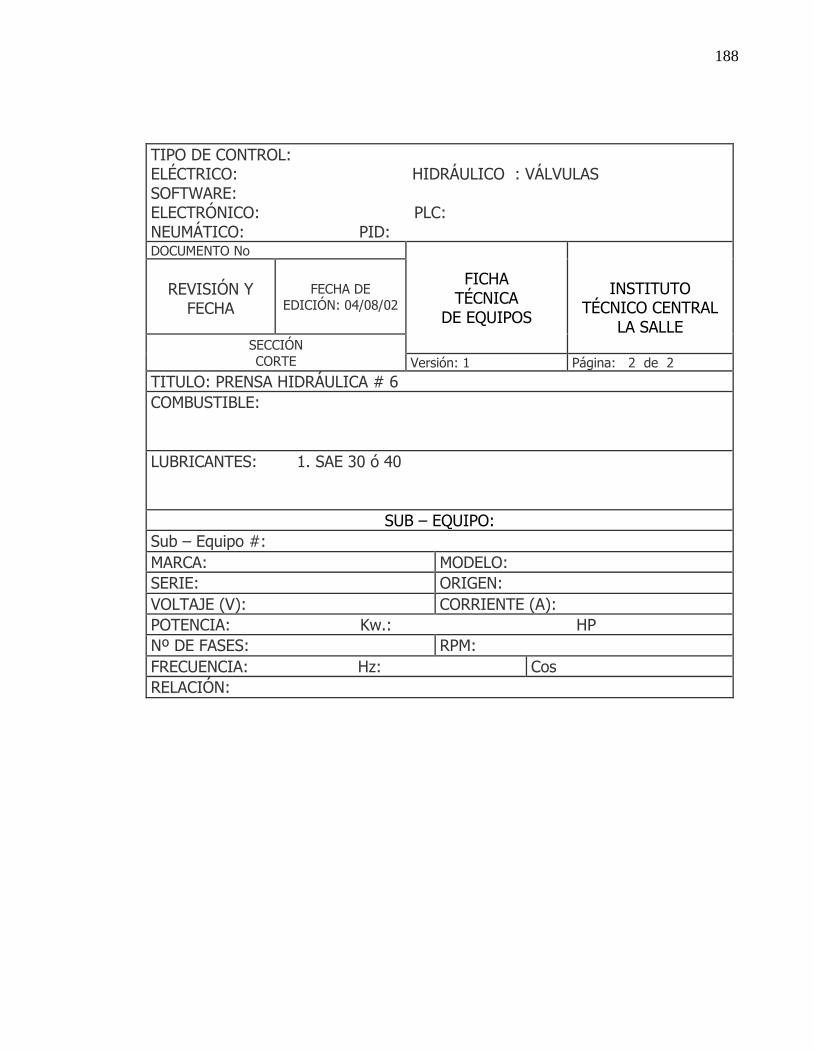
188
TIPO DE CONTROL: ELÉCTRICO: HIDRÁULICO : VÁLVULAS SOFTWARE: ELECTRÓNICO: PLC: NEUMÁTICO: PID: DOCUMENTO No
FICHA
TÉCNICA DE EQUIPOS
INSTITUTO
TÉCNICO CENTRAL LA SALLE
REVISIÓN Y
FECHA
FECHA DE
EDICIÓN: 04/08/02
SECCIÓN
CORTE Versión: 1 Página: 2 de 2
TITULO: PRENSA HIDRÁULICA # 6
COMBUSTIBLE:
LUBRICANTES: 1. SAE 30 ó 40
SUB – EQUIPO:
Sub – Equipo #:
MARCA: MODELO:
SERIE: ORIGEN:
VOLTAJE (V): CORRIENTE (A):
POTENCIA: Kw.: HP
Nº DE FASES: RPM:
FRECUENCIA: Hz: Cos
RELACIÓN:
189
ANEXO E
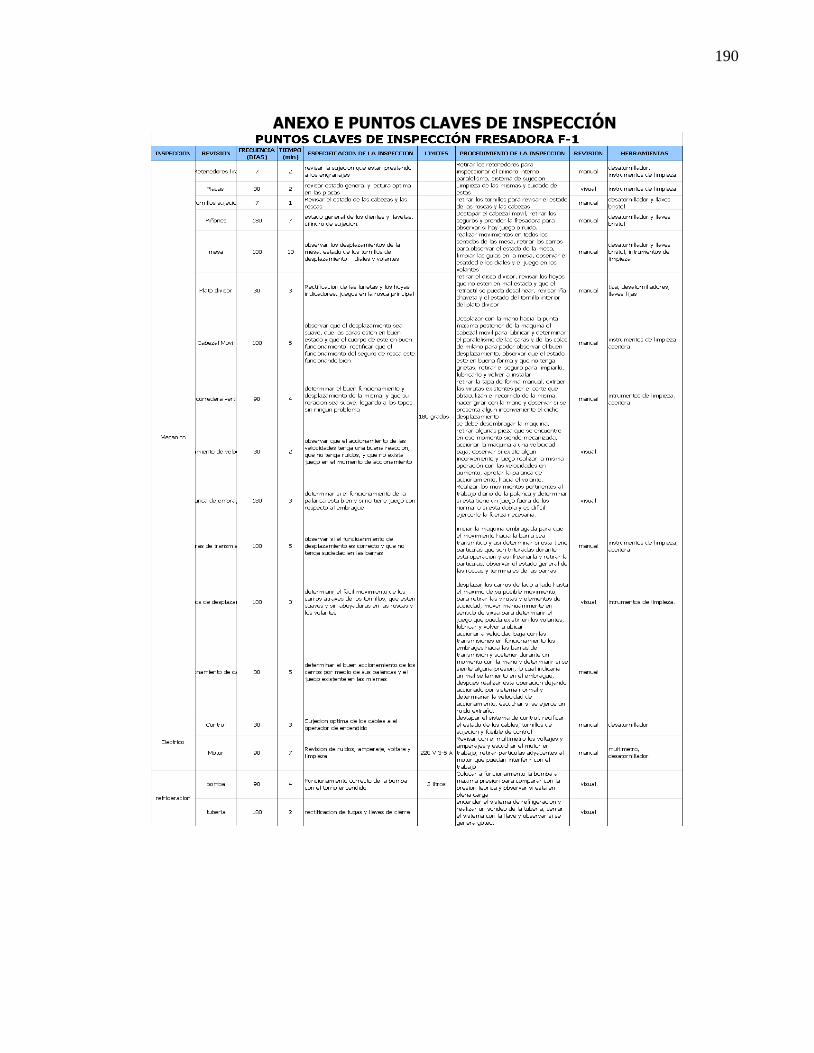
190
ANEXO E PUNTOS CLAVES DE INSPECCIÓN

191
192
ANEXO F

193
ANEXO F. BALANCE DE CARGAS DE TRABAJO

194

195

196

197
ANEXO G

198

199
200
ANEXO H

201
ANEXO H. BALANCE DE CARGAS DE LUBRICACIÓN

202

203

204
ANEXO I
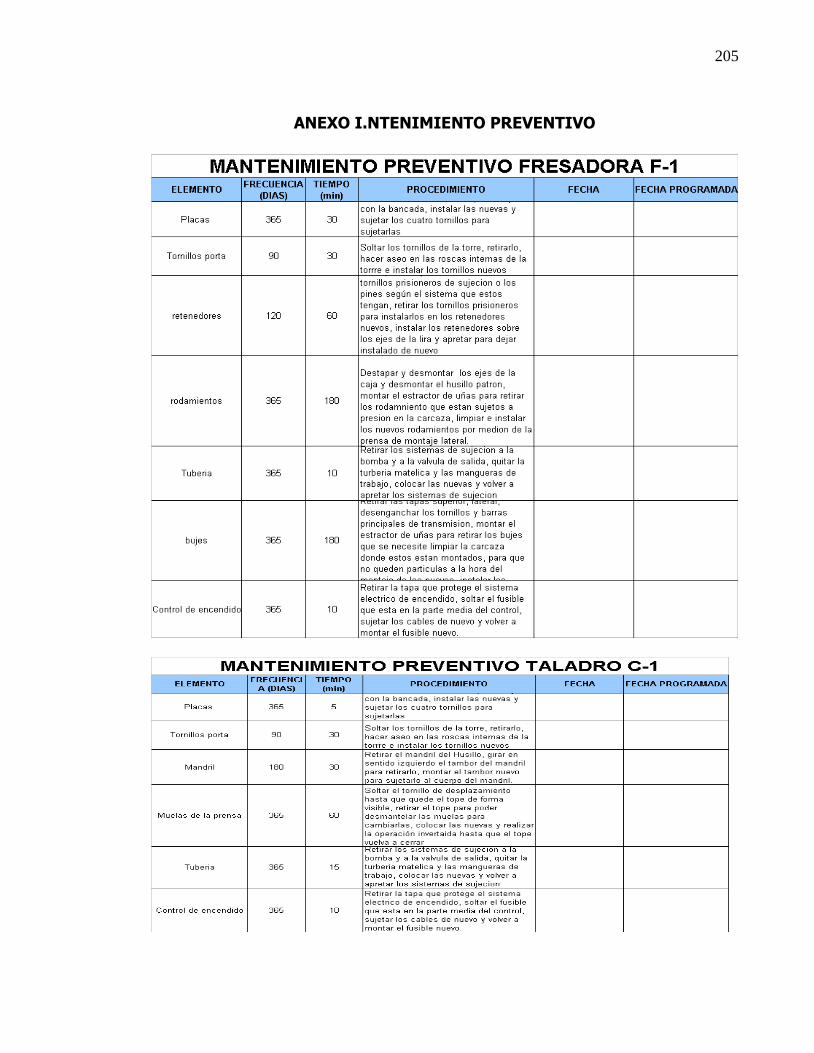
205
ANEXO I.NTENIMIENTO PREVENTIVO
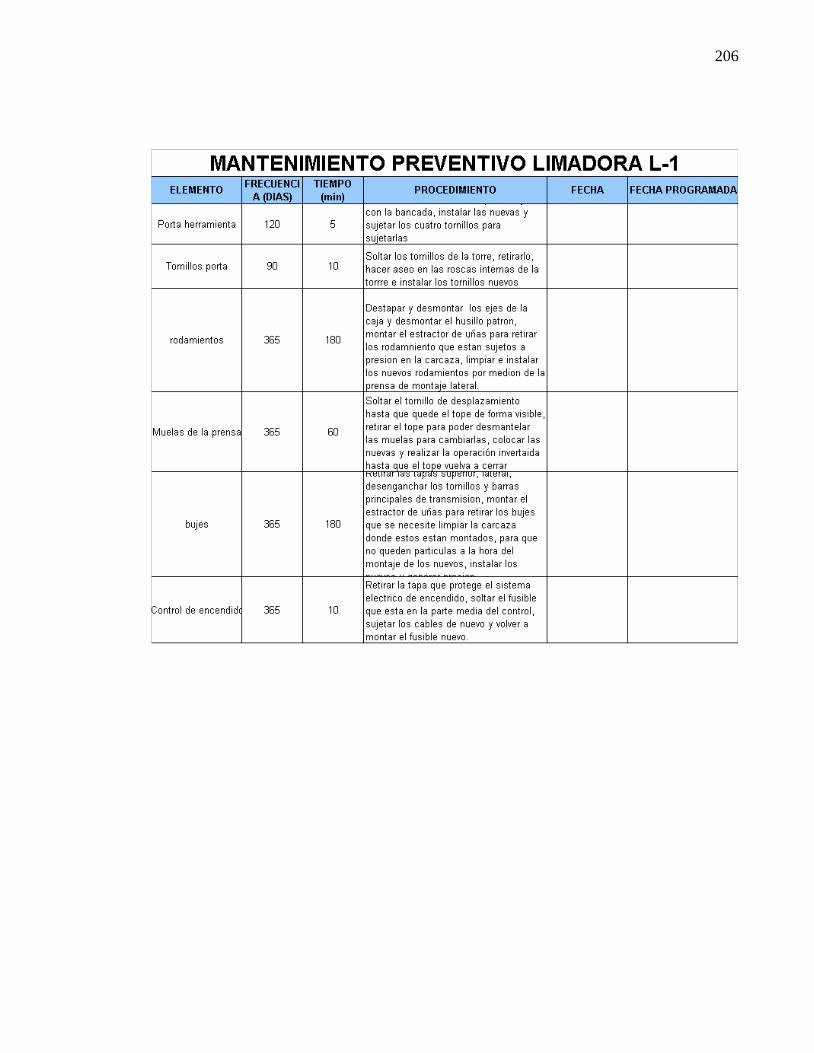
206
207
ANEXO J.
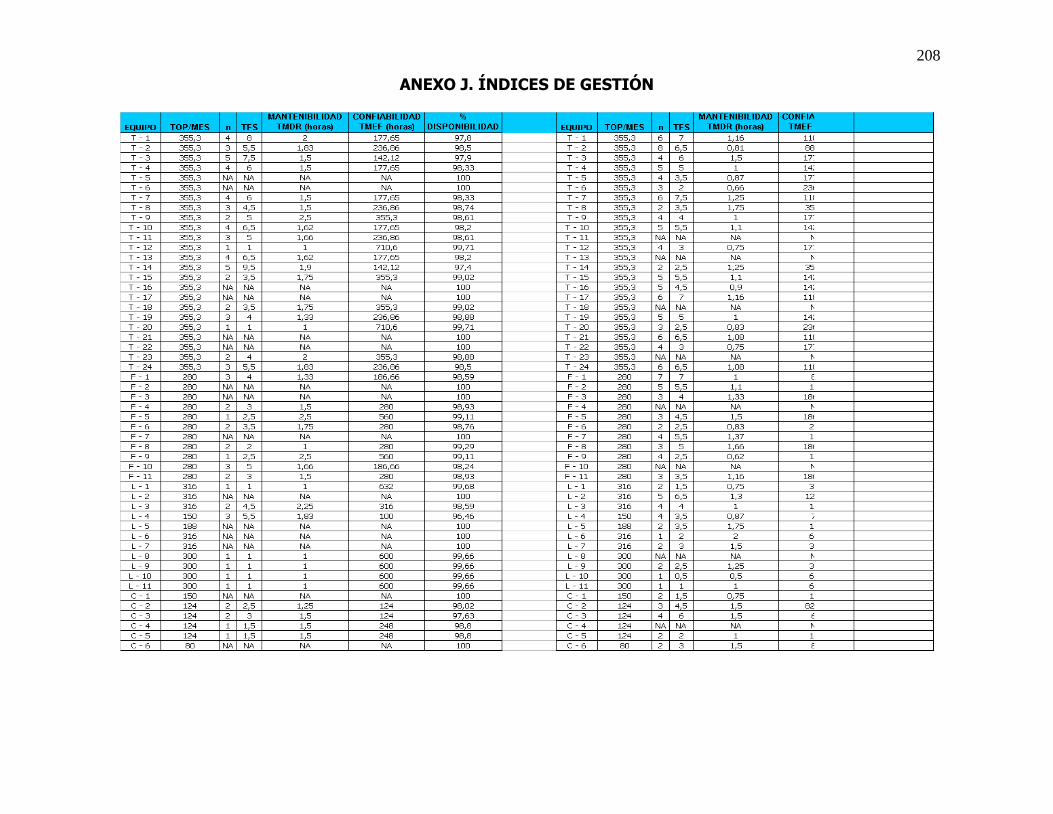
208
ANEXO J. ÍNDICES DE GESTIÓN
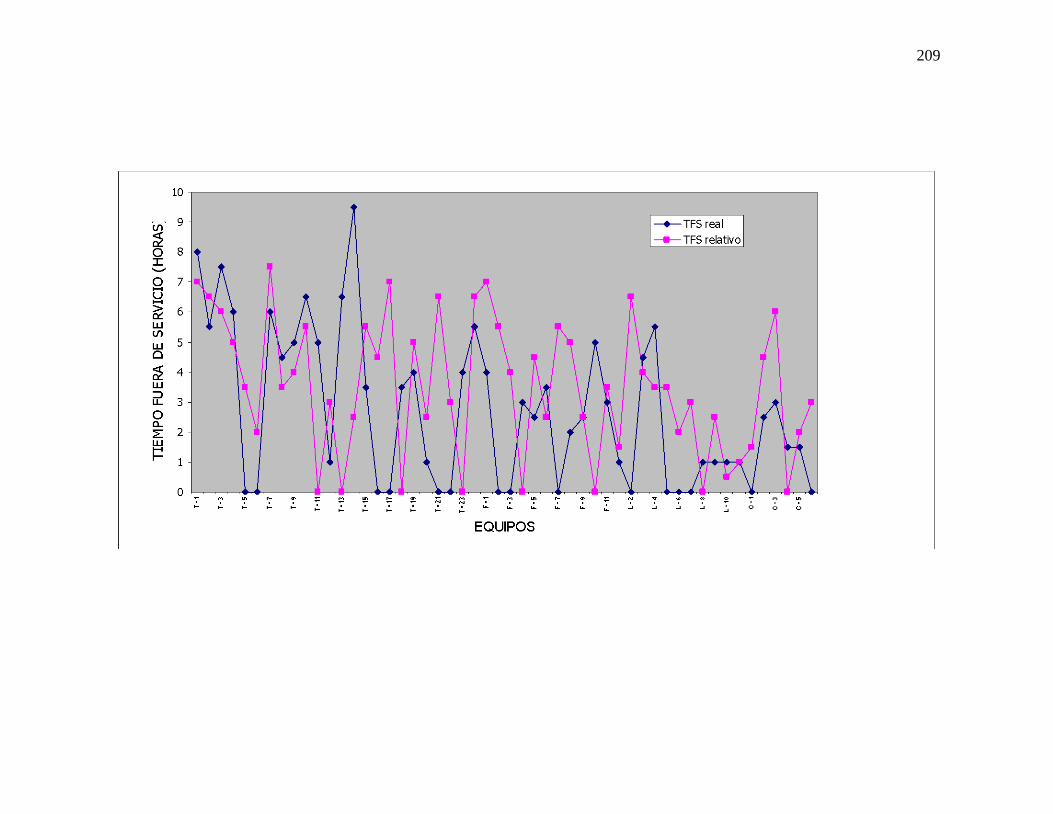
209

210
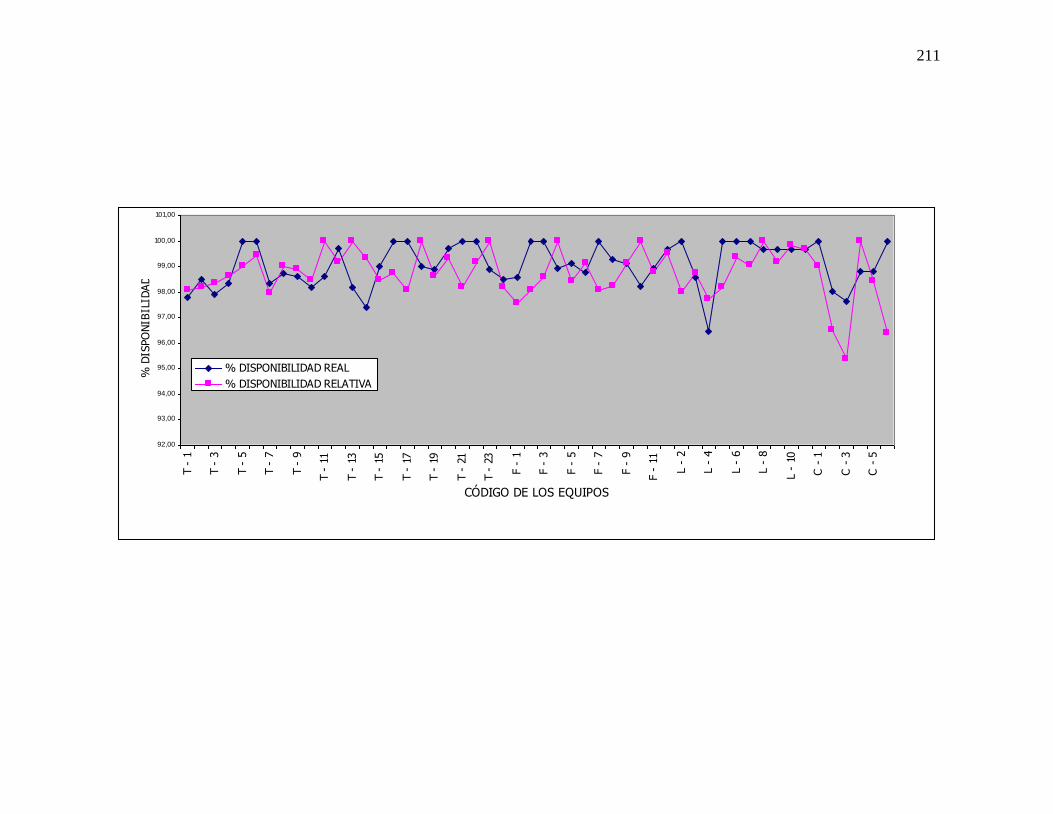
211
92,00
93,00
94,00
95,00
96,00
97,00
98,00
99,00
100,00
101,00
T -
1
T -
3
T -
5
T -
7
T -
9
T -
11
T -
13
T -
15
T -
17
T -
19
T -
21
T -
23
F -
1
F -
3
F -
5
F -
7
F -
9
F -
11
L -
2
L -
4
L -
6
L -
8
L -
10
C -
1
C -
3
C -
5
CÓDIGO DE LOS EQUIPOS
% D
ISPO
NIB
ILID
AD
% DISPONIBILIDAD REAL
% DISPONIBILIDAD RELATIVA

212
213
ANEXO K.
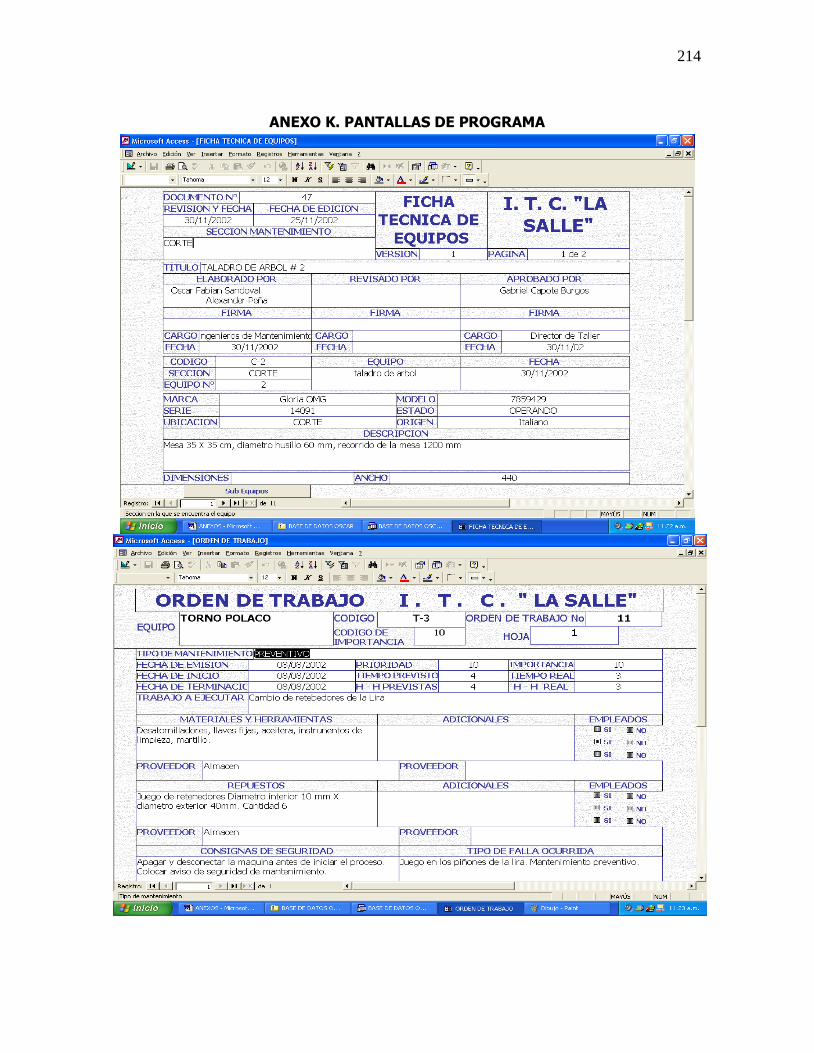
214
ANEXO K. PANTALLAS DE PROGRAMA

215
216
ANEXO L.

217
ANEXO L. COTIZACIONES DEL SOFTWARE
P M X P E R T SOFTWARE
1. Programación del Mantenimiento Preventivo
2. Servicios de Emergencia / no Programados
3. Órdenes de Trabajo
4. Reportes de Costo de Unidades – Tiempo de Mano de Obra empleada.
5. Inventario de Partes y Compras
6. Verificación de Garantías
7. Uso Diario Estimado
8. Fácil “Actualización de Conteos”
9. Pantalla de Ingreso de Costos
10. Archivo de Histórico de Órdenes de Trabajo
Precios
1 - 50 $1,194.00 usd
Unidades* 51 - 100 $1,794.00 usd
ilimitado $2,940.00 usd
Paquete de Soporte*
1 – 50 $420.00 usd
Unidades 51 – 100 $420.00 usd
ilimitado $540.00 usd
Requerimientos de Sistema
Procesador Intel 300 Pentium Processor
Sistema Operativo Windows 95, 98, 2000, o NT
Memoria 64+ Mb

218
Espacio en Disco 50+ Mb
Medio CD-Rom drive. Mouse
Video Pantalla de color 256, 800 X 600
Redes Windows 95, 98, 2000, NT, o Novell
AM MANTENIMIENTO PREVENTIVO
Programa para Mantenimiento preventivo con módulos administrativos y técnicos,
Incluye: Cuenta, centro de costos, ubicación, órdenes de servicio o reparación, suplidores.
Procedimientos, mantenimiento preventivo por equipos, por hora, días, meses kilómetros.
Inventario, ordenes de compra, reportes, históricos, detalle con Fotos del equipo y
mas. La base de datos abierta permite el acceso con Access® para cualquier aplicación
de Microsoft®
Requiere 5 MB de disco, para Windows 95/98/2000 /NT/XP puede usarse en redes
Win98/NT.
IBM PC or compatible (Pentium processor and 32Mb RAM recommended) Windows 95/98,
XP, Windows 2000 or Windows NT. Disk Space 5.9 Mb. MMS 3.15 will operate as a
stand-alone system or file share in a multi-user environment on an IBM PC compatible
based Local Area Network. Optional, Access™ by Microsoft for data base export.
Paquete $3.599,95
PROMAT
Es un sistema integral que utiliza conceptos tradicionales e incorpora herramientas
tecnológicas de avanzada, ofreciendo a la empresa la posibilidad de ser más competitiva:
ahorrando costos, mejorando controles, aumentando su capacidad de proyección y por lo
tanto aumento de productividad.
PROMAT permite realizar y controlar toda la gestión de mantenimiento desde una unidad
centralizada o desde una red o un sistema. Esto involucra lo relativo a:

219
1. Sistema Administrativo: órdenes de trabajo, hojas de datos de equipo, récord de
reparaciones.
2. Programación Preventiva de toda la Planta: generación automática de órdenes,
conforme la programación de mantenimiento preventivo lo requiera.
3. Establecimiento de rutinas de lubricación y otras que se puedan requerir.
4. Estadísticas
5. Estimación de mano de obra y recursos requeridos
6. Proyección de años plazo de: presupuestos, requerimiento de mano de obra, equipos.
7. Costos de Mantenimiento, provee la información necesaria para que la alta gerencia
pueda determinar las debilidades y fortalezas de las líneas productivas.
8. También puede verificar los costos del equipo contra lo productivo. Además, le
permitirá determinar si se cuenta con equipo competitivo o si se debe modificar o
reemplazar para poder permanecer en el mercado, dentro de la ubicación que la
estrategia empresarial haya establecido.
Es un sistema diseñado:
De acuerdo con nuestro medio;
Con la perspectiva de los países desarrollados;
Para proveer a las empresas de una tecnología de alta competitividad.
Porque es una herramienta de concepto total; que involucra eficiencia en todo el medio
que le corresponde.
Porque es un sistema dentro del marco ISO-9000, permitiéndole desenvolverse en
cualquier medio de mercado internacional donde se exigen tales normas.
Porque para su operación, PROMAT no le incrementa su planilla.
Porque no implica una erogación en equipo suplementario.
Los programas computarizados de PROMAT han sido diseñados para correr dentro de
ambiente WINDOWS 95, NT y 98, utilizando las plataformas de bases de datos ORACLE,

220
SQL Sever y Access pudiéndose establecer comunicación con otros ambientes existentes
en el medio nacional e internacional, con la utilización de la interfase correspondiente.
El lenguaje del sistema es Visual Basic 6.0 totalmente gráfico multiusuario y opera
simultáneamente en español o inglés.
El costo oscila los $ 3.800 usa.
MAGMA 2.000 (Mantenimiento General de Maquinaria)
VENTAJAS DEL SISTEMA
Software para Sistema Windows (estándar).
Control efectivo de todas las operaciones.
Sistema de información para la ayuda en el proceso de Toma de Decisiones.
Reducción de los Costes de Mantenimiento.
Mayor aprovechamiento de la Capacidad de Producción.
Menor tiempo de producción perdido.
Aumento de la vida útil de los equipos y sus componentes.
Identificación de todos los recursos necesarios.
Seguimiento del estado y coste de líneas, máquinas y componentes así como las O/M y
acumulados de Planta.
Seguimiento interactivo del tiempo medio entre fallos.
Mejora importante de la comunicación entre el personal.
Gestión de los Históricos.
Optimización de los almacenes.
Optimización de las compras.
Seguimiento de los componentes.
Consultas interactivas del estado de las O/M, características, costes, inventarios, etc.
Evolución constante y adaptación a necesidades
REQUERIMIENTOS
Versiones monopuesto del producto:
1 - PC compatible con procesador Pentium II o superior de al menos 250 MHz.
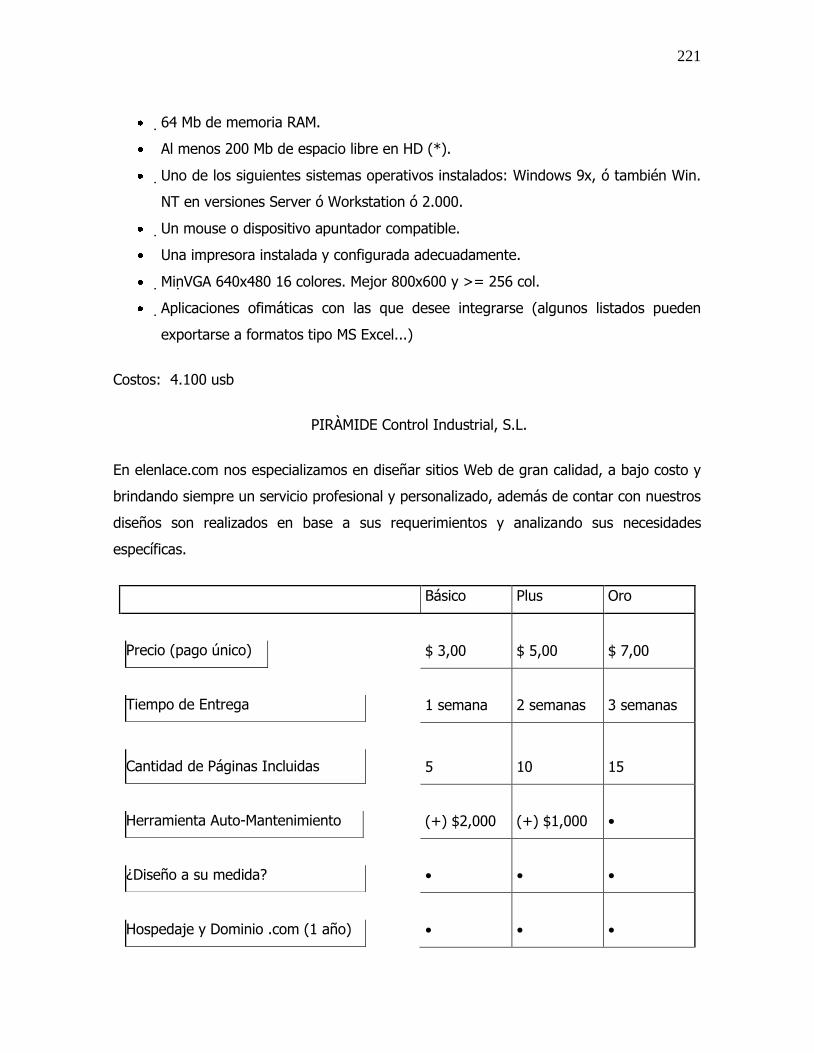
221
64 Mb de memoria RAM.
Al menos 200 Mb de espacio libre en HD (*).
Uno de los siguientes sistemas operativos instalados: Windows 9x, ó también Win.
NT en versiones Server ó Workstation ó 2.000.
Un mouse o dispositivo apuntador compatible.
Una impresora instalada y configurada adecuadamente.
MinVGA 640x480 16 colores. Mejor 800x600 y >= 256 col.
Aplicaciones ofimáticas con las que desee integrarse (algunos listados pueden
exportarse a formatos tipo MS Excel...)
Costos: 4.100 usb
PIRÀMIDE Control Industrial, S.L.
En elenlace.com nos especializamos en diseñar sitios Web de gran calidad, a bajo costo y
brindando siempre un servicio profesional y personalizado, además de contar con nuestros
diseños son realizados en base a sus requerimientos y analizando sus necesidades
específicas.
Básico Plus Oro
Precio (pago único)
$ 3,00 $ 5,00 $ 7,00
Tiempo de Entrega
1 semana 2 semanas 3 semanas
Cantidad de Páginas Incluidas
5 10 15
Herramienta Auto-Mantenimiento
(+) $2,000 (+) $1,000 •
¿Diseño a su medida?
• • •
Hospedaje y Dominio .com (1 año)
• • •

222
Cuentas de e-mail en su dominio
Ilimitadas Ilimitadas Ilimitadas
Dirección tipo www.dominio.com
• • •
¿Gráficas y Ligas Ilimitadas?
• • •
¿Manipulación de Gráficas?
• • •
Formas de Contacto en línea
2 4
Contador de Visitas
• • •
Envío a Buscadores
• •
Página Adicional
(+) $250
c/u
(+) $200
c/u
(+) $150
c/u
Introducción en Flash (+) $1,000 (+) $1,000 •

223